")
КУРСОВОЙ ПРОЕКТ ПО ТЕМУ:
«Производство таблеток Напроксена»
По дисциплине «Технология готовых лекарственных форм
ОГЛАВЛЕНИЕ
ВВЕДЕНИЕ .......................................................................................................... 3
1 ХАРАКТЕРИСТИКА ГОТОВОГО ПРОДУКТА ............................................ 5
2 ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА .................................... 10
ВР Стадии вспомогательных работ ................................................................ 10
ВР. 1 Подготовка воды очищенной............................................................. 10
ВР. 3.1 Просеивание сырья ....................................................................... 18
ВР. 3.2 Взвешивание сырья ...................................................................... 19
ТП Стадии основного технологического процесса ....................................... 19
ТП. 4 Получение массы для таблетирования ............................................. 19
ТП. 4.1 Смешение и увлажнение.............................................................. 19
ТП. 4.2 Влажное гранулирование ............................................................ 20
ТП. 4.3 Сушка............................................................................................ 21
ТП. 4.4 Опудривание и сухое гранулирование........................................ 21
ТП. 5 Таблетирование и обеспыливание .................................................... 22
ТП. 5.1 Таблетирование ............................................................................ 22
ТП. 5.2 Обеспыливание ............................................................................ 23
3 ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА ТАБЛЕТОК ............... 24
НАПРОКСЕНА .................................................................................................. 24
4 МАТЕРИАЛЬНЫЙ БАЛАНС ........................................................................ 25
5 МАТЕРИАЛЬНЫЙ РАСЧЕТ.......................................................................... 40
ЗАКЛЮЧЕНИЕ .................................................................................................. 46
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ .......................................... 47
ВВЕДЕНИЕ
В настоящее время фармацевтическая отрасль является одной из самых
сложных направлений бизнеса во всех странах мира. Продукция фармацевтической промышленности имеет огромное значение для охраны здоровья всех
жителей нашей планеты. Одним словом, актуальность всестороннего изучения
развития фармацевтической отрасли – национальный вопрос, так как, будучи
одним из важных секторов мировой экономики, фармацевтическая отрасль серьезно влияет на положение дел во многих сферах.
В данном курсовом проекте освещены расчеты для производства таблеток Напроксен®, а также проанализированы условия и методы для их реализации.
Напроксен® - лекарственное средство, нестероидный противовоспалительный препарат из группы производных нафтил пропионовой кислоты. Обладает высокой противовоспалительной, обезболивающей и жаропонижающей активностью, а также низкой острой токсичностью и гастротоксичностью,
которое может найти применение в фармацевтической промышленности, медицине и ветеринарии.
Напроксен® используется для лечения различных воспалительных состояний и симптомов, вызванных чрезмерным воспалением, таких как боль и
лихорадка.
Примечательно, что не все лекарства, снижающие лихорадку, являются
противовоспалительными соединениями (такими как парацетамол). Воспалительными источниками боли, которые могут реагировать на противовоспалительную активность Напроксена®, являются такие состояния, как мигрень,
остеоартрит, камни в почках, ревматоидный артрит, псориатический артрит,
подагра, анкилозирующий спондилоартрит, менструальные судороги, тендинит и бурсит.
Цель данного курсового проекта состоит в том, чтобы представить характеристику готового продукта и исходного сырья. Составить технологиче-
скую схему производства таблеток Напроксен® (напроксен натрия) и определите расход всех видов сырья, необходимого для производства таблеток
Напроксен® 0,25г №30, производительностью 21 000 тыс. упаковок в год.
Актуальность данного проекта заключается в том, что напроксен натрия
имеет необходимый спектр терапевтической активности (способность ингибировать воспалительную реакцию, выраженную анальгезирующую активность)
в сочетании с наиболее высоким среди нестероидных противовоспалительных
препаратов (НПВП) профилем. Такое сочетанное воздействие делает его перспективным в существующей альтернативной терапии различных воспалительных процессов и боли.
1 ХАРАКТЕРИСТИКА ГОТОВОГО ПРОДУКТА
CH3
COOH
H3C
O
Рисунок 1 - (2S)-2-(6-Метоксинафталин-2-ил) пропановая кислота [1]
Таблица 1.1 – Состав одной таблетки Напроксена [2]
Тип вещества
Название вещества
Действующее вещество
Масса вещества, мг
Напроксен натрия
250
Лактоза
71,12
Вспомогательные веще-
Крахмал картофельный
42,00
ства
Повидон
16,00
Магния стеарат
0,76
Таблица 1.2 – Характеристика сырья [3,4,5,6,7,8,9]
НаименоОбозначение НД
вание
А. Основное сырье
Напроксен
ФС 42-0259-07
натрия,
субстанция
Сорт или артикул
Фармакопейный
Показатели, обязательные для проверки
1. Cодержит не менее 99,0 % и не более 101,0 % напроксена C14H14O3 в
Примечание
-
пересчете на сухое вещество;
2. Белый или почти белый кристаллический порошок;
3. Практически нерастворим в воде, растворим в спирте 96 %, метаноле
и хлороформе;
4. Температура плавления: От 154 до 158 ºС (ОФС «Температура плавле5.
6.
7.
8.
Б. Вспомогательное сырье
Лактоза
ГОСТ 335672015;
ФС.2.1.0034.15
Фармакопейный
ния»).;
Удельное вращение: От + 63 до + 68,5 º в пересчете на сухое вещество
(2 % раствор субстанции в хлороформе, ОФС «Поляриметрия»);
Потеря в массе при высушивании: не более 0,5 % (ОФС «Потеря в
массе при высушивании», способ 1);
Сульфатная зола: не более 0,1 %. (ОФС «Сульфатная зола»);
Тяжелые металлы: не более 0,002 %
1. Описание – кристаллический, свободно пересыпающийся порошок;
2. Цвет белый, однородный по всей массе;
3. Вкус и запах – слегка сладковатый, без запаха;
4. Размер кристаллов от 50 мкм до 300 мкм;
5. Массовая доля альфамоногидрата не менее 99.1%;
6. Массовая доля влаги не более 0.7%;
7. Массовая доля белка не более 0.05%;
8. Массовая доля золы не более 0.1%, в т.ч. хлоридов не более
0.004%;
9. Титруемая кислотность не более 10 Т;
10. Удельное вращение плоскости поляризации от +52.0 до +53.5
градусов включительно;
11. Отсутствие осадка при растворимости;
-
Продолжение табл. 1.2
12. Группа чистоты I;
13. КМАФАнМ не более 1000 КОЕ/г;
14. Масса продукта, в которой не допускаются БГКП (колиформы) 1 грамм;
15. Масса продукта, в которой не допускаются патогенные, в
том числе сальмонеллы, 25 грамм;
16. Масса продукта, в которой не допускаются стафилококки
S.aureus, 10 грамм;
17. Плесневые грибы не более 10 КОЕ/г;
18. Дрожжи не допускаются;
19. Растворимость - очень легко растворим в воде, мало растворим в спирте 96 %, практически нерастворим в хлороформе;
20. Удельное вращение от +66,3 до +67,0º в пересчете на сухое
вещество (26 % раствор в воде, по ОФС.1.2.1.0018.15);
21. Хлориды по ОФС.1.2.2.2.0009.15. 2 г субстанции растворяют в 10 мл воды. Не должно быть опалесценции;
22. Сульфаты по ОФС.1.2.2.2.0007.15. 2 г субстанции растворяют в 10 мл воды. Не должно быть опалесценции;
23. Кальций по ОФС.1.2.2.2.0003.15. 2 г субстанции растворяют
в 10 мл воды. Не должно быть опалесценции;
24. Барий, стронций - 2 г субстанции растворяют в 10 мл воды,
прибавляют 1 мл серной кислоты разведенной 16 %. Полученный раствор должен быть прозрачным в течение 10 мин;
25. Потеря в массе при высушивании не более 0,1%;
26. Сульфатная зола не более 0,1 % (по ОФС.1.2.2.2.0014.15).
Для определения используют около 0,5 г (точная навеска)
субстанции;
27. Тяжелые металлы не более 0,0005 %. 2 г субстанции растворяют в 10 мл воды;
Продолжение табл. 1.2
28. Вещества, осаждаемые спиртом - 4 г субстанции растворяют
в 6 мл воды. К 2 мл полученного раствора прибавляют 5 мл
спирта 96 %. Раствор должен быть прозрачным;
29. Микробиологическая чистота в соответствии с требованиями ОФС.1.2.4.0002.15
Крахмал картофельный
ГОСТ Р 53876-2010
-
Повидон
ФС-99-02-006765
Фармакопейный
Внешний вид - однородный порошок;
Цвет - белый. Допускается желтоватый оттенок;
Запах свойственный крахмалу, без постороннего запаха;
Массовая доля влаги, %, не более 17-20;
Массовая доля общей золы в пересчете на сухое вещество,
%, не более 0,50;
6. Кислотность - объем раствора гидроокиси натрия молярной
концентрации 0,1 моль/дм3 на нейтрализацию кислот и кислых солей, содержащихся в 100 г сухого вещества крахмала,
см3, не более 20;
7. Массовая доля протеина в пересчете на сухое вещество, %,
не более 10;
8. Присутствие металломагнитных примесей не допускается;
9. Содержание токсичных элементов, пестицидов и радионуклидов в картофельном крахмале не должно превышать
норм, установленных нормативными правовыми актами
Российской Федерации;
10. Микробиологические показатели картофельного крахмала
не должны превышать норм, установленных нормативными
правовыми актами Российской Федерации
1. Описание: аморфный порошок со слабым специфическим
запахом. Цвет от тёмно-оранжевого до коричневого;
2. Растворимость: легко, но медленно растворим в воде и
спирте 96 %, растворим в пропаноле, практически нерастворим в хлороформе;
1.
2.
3.
4.
5.
-
-
Продолжение табл. 1.2
Магния стеарат
ПАСПОРТ
БЕЗОПАСНОСТИ
в
соответствии
с Постановлением
(EU)
No.1907/2006;
ТУ 6-09-161533-90
-
3. Подлинность: 0,1 г субстанции растворяют в 20 мл воды,
прибавляют 2 мл 1 % раствора крахмала; должно появиться
сине-бурое окрашивание;
4. Относительная вязкость: от 1,5 до 2,5 (6 % раствор, ОФС
«Вязкость»);
5. рН: 1,5- 5,0 (10 % раствор, ОФС «Ионометрия», метод 3);
6. Потеря в массе при высушивании: не более 8 %. (ОФС «Потеря в массе при высушивании», способ 1);
7. Сульфатная зола: не более 0,2 % (ОФС «Сульфатная зола»);
8. Тяжёлые металлы: не более 0,001 %. Определение проводят
в соответствии с ОФС «Тяжёлые металлы», метод 2;
9. Остаточные органические растворители. В соответствии с
ОФС «Остаточные органические растворители».
10. Микробиологическая чистота. В соответствии с ОФС «Микробиологическая чистота»
1. Форма - твердый;
2. Цвет белый;
3. Без запаха;
4. Точка плавления прибл. 140 °C
5. Растворимость в воде - практически нерастворимый, 0.003 г
на 1000 мл воды при 15 градусах;
6. Содержание MgO: 7,7%, Mg: 4,6%;
7. Потери при высушивании: 2,8%;
8. Содержание тяжелых металлов (Pb): менее 0,001%;
9. Содержание Cd: менее 0,0003%;
10. Содержание Ni: менее 0,0005%;
11. Содержание стеариновой кислоты: 42,2%;
12. Массовая доля магния стеарата: 98-100% (по факт.98,5%);
13. Массовая доля сульфатов: менее 1%;
14. Массовая доля хлоридов: менее 0,1%
-
2 ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ВР Стадии вспомогательных работ
ВР. 1 Подготовка воды очищенной
В производстве Напроксен ®, таблетки 0,25 мг, используется питьевая
вода и вода очищенная.
Питьевая вода поступает из городской сети водоснабжения и используется на хозяйственно-бытовые нужды для мытья помещений, оборудования,
тары, подготовки персонала и получения воды очищенной.
Разработан порядок подготовки воды очищенной для производства, которая проводится централизованно на специализированном участке, оснащенный дистилляторами. Подачу воды очищенной на рабочие места осуществляют в закрытых емкостях.
Качество воды очищенной должно соответствовать требованиям
ФС.2.2.0020.15, качество питьевой воды должно соответствовать требованиям
СанПин 2.1.4.1074-01.
Анализ воды очищенной проводится по ФС.2.2.0020.15 для каждой серии Напроксен ®, таблетки мг, в контрольно-аналитической лаборатории отдела контроля качества.
Воду очищенную используют свежеприготовленной, хранят не более
трех суток. В закрытых емкостях, изготовленных из материалов, не изменяющих свойства воды и защищающих ее от инородных частиц и микробиологических загрязнений.
ВР. 2 Санитарная подготовка производства
При проведении технологического процесса производства Напроксен,
таблетки 250 мг, соблюдение производственной дисциплины и личной гигиены персонала направлены на:
- обеспечение условий для выпуска соответствующего качества готового
продукта;
- предупреждение микробной контаминации готового продукта в хоже
производства;
- условия хранения и транспортировки готового продукта;
- создание безопасных условий труда и охраны здоровья персонала.
В организации при ведении производства выполняют требования НД по
предупреждению микробной обсемененности нестерильных лекарственных
средств в процессе из производства, хранения и транспортировки в соответствии с МУ 64-02-005-2002, ГОСТ Р 52249-2009.
ВР. 2.1 Подготовка воздуха
Производств нестерильных лекарственных средств осуществляется в
производственных помещениях. Нормирование содержания механических частиц в воздухе не предусматривается. Предусматривается определение содержания жизнеспособных микроорганизмов (микробной обсемененности) в 1 м 2
воздуха (содержание не более 500 жизнеспособных микроорганизмов).
Производственные помещения имеют эффективную систему приточновытяжной вентиляции с требуемым значениями кратности воздухообмена, перепала давления между помещениями, параметров микроклимата параметров
температуры и влажности воздуха помещений, типы используемых фильтров,
проверка эффективности работы системы вентиляции, обработка воздуховодов системы вентиляции в соответствии с требования приказа Минпромторга
от 14.06.13 №916 Об утверждении правил надлежащей производственной
практики и ГОСТ Р 52249-2009 «Правила производства и контроля качества
лекарственных средств».
Воздух приточно-вытяжной вентиляции проходит 3-х ступенчатую
очистку, которая осуществляется фильтрами притока первой, второй и третьей
ступеней. После фильтрации подогретый воздух подается в помещение.
Смена фильтров или фильтрующего материала производится по мере
снижения эффективности очистки воздуха, в соответствии с результатами кон-
троля микробной контаминации воздуха. Наружные поверхности воздуховодов обрабатывают при генеральной уборке, внутренние – согласно утвержденному графику чистки вентиляционных систем и оборудования, но не реже одного раза в месяц, а также при переводе оборудования с одного препарата на
другой. Обработку вентиляционного оборудования проводят согласно разработанным стандартным операционным процедурам (далее по тексту - СОП).
Дополнительной ступенью подготовки воздуха производственных помещений является ультрафиолетовое облучение, осуществляющееся с помощью
бактерицидных ламп. Установка и эксплуатация бактерицидных ламп проводится согласно инструкции по эксплуатации, учет их работы регистрируют в
соответствующем журнале.
Контроль микробной контаминации воздуха производственных помещений следует осуществлять согласно МУ 42-51-4-93. Результаты контроля
регистрируют в соответствующем журнале.
ВР. 2.2 Подготовка дезинфицирующих растворов для санитарной обработки
Приготовление дезинфицирующих растворов проводят согласно требованиям СОП предприятия.
Растворы дезинфицирующих средств применяются для дезинфекции
производственных и вспомогательных помещений, технологического оборудования, технологической тары, инвентаря, рук персонала.
Для приготовления растворов дезинфицирующих средств используют
дезинфицирующие средства, разрешенные для применения. Дезинфицирующие средства необходимо чередовать для предотвращения появления устойчивых форм микроорганизмов, учитывая действующее активное вещество
(хлорсодержащие, кислородсодержащие, спирты и другие). Растворы дезинфицирующих средств обладают антимикробной активностью. Во избежание
роста микроорганизмов растворы дезинфицирующих средств хранят ограни-
ченное время в чистых, плотно закрывающихся емкостях. Частично опорожненные емкости с дезинфицирующими растворами, не допускается доливать
свежеприготовленными растворами.
Дезинфицирующие средства после поступления на предприятие проходят входной и микробиологический контроль, после удовлетворительного результата дается разрешение на их использование.
Приготовление растворов дезинфицирующих средств проводят в предназначенном для этого помещении ответственным работником. При приготовлении растворов используются средства индивидуальной защиты (далее по
тексту - СИЗ): респиратор, резиновые перчатки, очки, резиновый фартук. На
емкость с приготовленным раствором дезинфицирующих средств помещают
идентификационную этикетку с указанием наименования раствора, концентрации раствора, даты изготовления, срока годности, фамилии, инициалов и
подписи лица, приготовившего данный раствор.
После приготовления и маркировки растворы дезинфицирующих
средств переносят в закрытых специальных емкостях к месту использования.
Растворы хранят в специально отведенном месте.
Для приготовления раствора дезинфицирующих средств используется
вымеренная по объему емкость.
Приготовление растворов дезинфицирующих средств, цель их использования, место использования и контроль микробной активности дезинфицирующих растворов регистрируют в соответствующих журналах.
Стадия ВР. 2.3 Подготовка производственных помещений и технологического оборудования
Производственные помещения по производству Напроксен, таблетки
0,250 мг, расположены с учетом требований технологического процесса, что
позволяет исключить возможность производственных ошибок.
Помещения располагаются по ходу технологического процесса, исключая встречные потоки сырья, готового препарата и персонала. В производственных помещениях функционируют системы: электроснабжения, освещения, вентиляции и водопровода, канализации, удаления отходов производства.
Помещения оборудованы бактерицидными лампами.
Под подготовкой производственных помещений и технологического
оборудования к работе подразумевается комплекс мероприятий, состоящих из
влажной уборки с применением моющих средств, дезинфицирующих средств
и ультрафиолетового облучения стен, полов, поверхностей оборудования, технологического инвентаря, тары и воздуха, направленный на достижение чистоты помещений. Уборка и дезинфекция проводится с использованием СИЗ:
респиратор, резиновые перчатки.
Уборочный инвентарь (ведра, тряпки, швабры и т.д.) маркируют и используют строго по назначению, хранят в специально отведенном месте.
Ежедневная и генеральная уборки проводятся согласно требованиям МУ
42-51-5-93 и МУ 42-51-6-93.
ВР. 2.4 Подготовка персонала
Подготовка персонала проводится с учетом требований к квалификации,
обучению, состоянию здоровья, правилам соблюдения личной гигиены согласно требованиям МУ 64-09-001-2002 «Производство лекарственных
средств. Персонал фармацевтических предприятий».
В производственные помещения могут входить только подготовленные
для работы сотрудники.
Состояние здоровья персонала ежедневно регистрируют в специальном
журнале. Используемые дезинфицирующие средства для обработки персонала
и результаты контроля микробной контаминации персонала регистрируют в
соответствующем журнале.
Вход персонала в производственные помещения и выход из них должен
осуществляться только через помещения для подготовки персонала. Вход персонала в помещения упаковки осуществляется отдельно.
Персонал обязан сообщать руководству обо всех нарушениях, связанных с санитарно-гигиеническим режимом, условиями технологического процесса.
Обработка рук и перчаток дезинфицирующими растворами прово-
дится регулярно до начала работы и во время производственного процесса, но
не менее трех раз за смену, и после каждого посещения туалета.
Периодически, согласно плану-графику контроля санитарно-гигиенических условий производства, проводится микробиологический контроль микробной контаминации рук персонала после обработки и во время производственного процесса.
По окончании работы руки необходимо вымыть водопроводной проточной водой с моющим средством и смазать смягчающими средствами.
Персонал, связанный с основным производством, несет ответственность
за своевременную подготовку производственных помещений, оборудования,
инвентаря и тары, специальной технологической одежды и осуществляет контроль за:
-соблюдением личной и производственной гигиены производственного
и обслуживающего персонала;
- техническим состоянием оборудования и его обслуживанием;
- проведением обучения в соответствии с утвержденными программами;
- соблюдением правил охраны труда и техники безопасности.
ВР. 2.5 Подготовка специальной технологической одежды
Специальная технологическая одежда (далее по тексту - СТО) должна
соответствовать классу чистоты помещения, в котором работает персонал.
В комплект СТО входит: халат. куртка брюки или комбинезон, шапочка
или косынка (полностью закрывающие волосы), тапочки на кожаной подошве
или сабо, при необходимости, бахилы, надеваемые сверху на обувь и средства
индивидуальной защиты: респиратор, перчатки резиновые, при необходимости, очки.
СТО должна обладать минимальным ворсоотделением, должна быть
удобной для работы. Для работы в производственных помещениях допускается СТО многократного использования. Персонал, вновь входящий или возвращающийся в производственные помещения, использует тот же комплект
СТО, используя для выхода переходную одежду. CТO сдается персоналом в
стирку еженедельно или чаще в зависимости от степени загрязнения.
Проведение стирки, глажения СТО проводится согласно требованиям
МУ 64-09-001-2002 «Производство лекарственных средств. Персонал фармацевтических предприятий».
Сбор СТО у сотрудников для обработки, обработку, хранение и выдачу
обработанной СТО осуществляет на предприятие ответственное лицо. Порядок сбора и выдачу обработанной СТО регистрируют в соответствующем журнале.
Свежевыстиранная СТО хранится в специальных закрытых промаркированных емкостях, т.е. в условиях, предотвращающих ее загрязнение.
Контроль качества подготовки СТО проводится по плану-графику контроля микробной обсемененности санитарно-гигиенических условий производства.
Порядок проведения контроля микробной контаминации СТО персонала проводится согласно требованиям МУ 42-51-12-93, МУ 42-51-14-93, МУ
42-51-15-93.
Перед началом работы проверить наличие средств защиты для выполнения работ на конкретной стадии технологического процесса.
ВР. 3 Подготовка сырья
Все исходное сырье, поступающее на склад предприятия, принимают в
соответствии соответствующей инструкции о порядке приемки исходного сы-
рья, материалов от поставщиков на склад предприятия при наличии соответствующих сопроводительных документов. Исходное сырье принимается и
складируется строго по наименованиям в специально отведенном месте, изолированном от основных производственных помещений.
Порядок складирования и маркировки исходного сырья осуществляется
согласно соответствующей инструкции о порядке складирования и маркировки исходного сырья, обеспечивающего разделение серий и оборот продукции на складе.
Поступившее исходное сырье, материалы, сразу же, после поступления,
до принятия решения о возможности их использования, помещают на склад в
зону карантина. После приемки исходного сырья и материалов кладовщик заполняет предъявительское извещение и передает в ОКК для проведения входного контроля.
В соответствии с инструкцией о порядке предъявления исходного сырья
и материалов на анализ и отбора проб в ОКК контролер ОКК отбирает образцы
сырья для проведения анализов в лабораториях ОКК.
Испытание выборки (пробы) сырья в контрольно-аналитической лаборатории ОКК проводят в порядке, изложенном в инструкции о порядке проведения контроля качества исходного сырья и материалов.
Испытание выборки исходного сырья и материалов в микробиологической лаборатории ОКК проводят в порядке, изложенном в инструкции о порядке проведения контроля качества исходного сырья и материалов в микробиологической лаборатории ОКК.
Начальник ОКК удостоверяет заключение о соответствии или несоответствии исходного сырья и материалов. При поступлении исходного сырья на
участок проверяют отсутствие повреждений транспортной упаковки,
чи-
стоту, а также соответствие маркировки поступающего сырья и проводят обработку наружной поверхности тары или упаковки.
Исходное сырье принимается и складируется строго по наименованиям
в специально отведенном месте, изолированном от основных производственных помещений.
В соответствии с инструкцией о порядке подготовки исходного сырья и
материалов (расстаривание, взвешивание, маркировка и транспортирование)
производственный персонал осуществляет: расстариваиис сырья, этикетирование первичной упаковки и передачу сырья в производственное помещение,
где оно складируется по наименованиям и сериям в строго определенном месте.
Вспомогательный и тароупаковочный материалы для готовой продукции поступают в специальное помещение предприятия, где происходит
укладка его в чистые, закрывающиеся емкости.
Хранение сырья, вспомогательных и тароупаковочных материалов производят в соответствии с требованиями инструкции о порядке условий хранения сырья и контроль за их исполнением.
ВР. 3.1 Просеивание сырья
Перед просеиванием исходного сырья включают систему приточно-вытяжной вентиляции и кондиционирования воздуха, для обеспечения необходимого уровня чистоты воздуха в помещении.
Приступая к работе, проверяют чистоту сита вращательно-вибрационного и загрузочного бункера, отсутствие исходного сырья на сите
от предыдущих просевов, исправность его заземления, целостность сита
и соответствие номера используемого сита.
Количество просеянного исходного сырья готовят из расчета потребности одной смены. При просеивании сырья необходимо работать,
избегая пылевыделения.
Все компоненты по отдельности просеиваются на вращательно-вибрационном сите. Просеиваемый материал вручную засыпается в бункер, откуда
он поступает на сито, где за счет работы двух грузов вибратора создается такое
колебание, которое приводит всю массу вещества во вращательное движение
по ситу и конусу приемника. Сито в процессе работы герметизируется крышкой. Готовый продукт просев и отсев поступает в разные лотки, с которых ссыпается в заранее приготовленную тару. После чего в двух смесителях происходит смешивание следующих веществ в следующих пропорциях: в одну тару
поступают лактоза и 80 % от общей массы крахмала картофельного, как основа гранулята, в другую тару – 5 % от общего количества крахмала картофельного, повидон и магния стеарат для последующего их просушивания и
приготовления опудривающей смеси.
Выход на стадии просеивания для магния стеарата – 97,2%, крахмала
картофельного – 99%, напроксена – 98%, лактозы – 99,5%, повидона –
98,5%.
ВР. 3.2 Взвешивание сырья
На весоизмерительном приборе производится ручное взвешивание компонентов (лактоза, крахмал картофельный, повидон, магния стеарат, напроксен) в разных емкостях.
ТП Стадии основного технологического процесса
ТП. 4 Получение массы для таблетирования ТП.
4.1 Смешение и увлажнение
Увлажнителем является 6% крахмальный клейстер. Рассчитанное количество крахмала картофельного (15 % от общего количества крахмала) взмачивают с водой (количество воды берут в 4 раза больше по сравнению с крахмалом). В клейстеризатор из бункера через дозатор подается крахмал, а из емкостей – горячая вода. Аппарат для заварки клейстера состоит из заварочной
камеры и камеры приготовления крахмальной суспензии, дозатора крахмала,
емкости горячей воды и насоса-дозатора для подачи крахмальной суспензии
в сушилку-гранулятор. Заварочная камера включена в рубашку обогрева.
Сквозь заварочную камеру и камеру приготовления крахмальной суспензии
проходит вал. В зоне приготовления крахмальной суспензии на валу закреплена турбинка мешалки, стенки камеры имеют ребра, препятствующие образованию воронки. В случае необходимости процеживают через двойной слой
марли, проверяют массу, и, в случае необходимости, доводят до требуемого
объёма. После чего полученный раствор передают в сушилку-гранулятор для
таблетирования.
ТП. 4.2 Влажное гранулирование
В аппарат сушилку-гранулятор помещают смесь крахмала картофельного и лактозы, а также напроксен для проведения влажного гранулирования
и сушки гранулята. Корпус аппарата сделан из трех цельносваренных секций.
Продуктовый резервуар имеет форму усеченного конуса, расширяющегося
вверх и переходящего затем в обечайку распылителя, которая соединяется с
обечайкой рукавных фильтров. Резервуар с исходными компонентами на тележке закатывается в аппарат, поднимается пневмоцилиндром и уплотняется
с обечайкой распылителя. Поток воздуха всасывается вентилятором, приводимым в действие электродвигателем, очищается в воздушных фильтрах, нагревается до заданной температуры в калориферной установке и проходит снизувверх через воздухораспределительную беспровальную решетку, установленную в нижней части продуктового резервуара. При этом смесь лактозы, крахмала картофельного и напроксена приходит во взвешенное состояние и перемешивается. Затем в псевдоожиженный слой исходных компонентов из емкости дозирующим насосом подается через форсунку 6 % раствор увлажнителя
и происходит гранулирование таблеточной смеси. Сжатый воздух, подаваемый к пневматической форсунке по специальной системе, применяется не
только для распыления гранулирующей жидкости, но и для дистанционного
управления форсункой. В ходе гранулирования осуществляется автоматиче-
ское встряхивание рукавных фильтров. Встряхивающее устройство электропневматически сблокировано с устройством, перекрывающем заслонки. При
встряхивании рукавных фильтров заслонка перекрывает доступ псевдоожижающего воздуха к вентилятору, прекращая таким образом псевдоожижение
продукта и снимая воздушную нагрузку с рукавных фильтров. Встряхиванием
фильтры очищают от продукта, находящегося в виде пыли, который затем гранулируется. В выходной части вентилятора размещен шибер с ручным механизмом управления. Он предназначен для регулирования расхода псевдоожижающего воздуха. Через определенный промежуток времени отключается система распыления и начинается сушка гранулята.
Потери на стадии гранулирования 2,2%.
ТП. 4.3 Сушка
Аппарат работает в автоматическом режиме. Реле времени обеспечивает
последовательность и необходимую продолжительность операций, а также
цикличность и длительность процесса встряхивания рукавных фильтров и
синхронной с ними работы заслонки. По окончании всего цикла гранулирования автоматически выключается вентилятор и прекращается подача пара в калориферную установку. Опускается продуктовый резервуар. Тележку вместе с
резервуаром выкатывают из сушилки, гранулят поступает на опудривание.
Остаточная влажность гранулята не должна превышать 3%.
ТП. 4.4 Опудривание и сухое гранулирование
Опудривающими веществами являются повидон и стеарат магния, но в
процессе опудривания мы добавляем и разрыхляющие вещества - крахмал картофельный. Процесс опудривания происходит в машине-опудривателе. Она
представляет из себя транспортер с двумя укрепленными над ним бункерами.
В один бункер мы насыпаем смесь осушенного гранулята, состоящую из
напроксена, лактозы и крахмала картофельного в количестве 80 % от общей
массы, а во второй - опудривающие вещества, то есть повидон и магния стеа-
рат, и крахмал картофелный в количестве 5 % от общей массы в качестве разрыхлителя. Скорость подачи веществ из бункеров регулируют с помощью заслонок. По пути движения массы устанавливают так называемые плужки, которые перемешивают опудривающий слой. Гранулят ссыпается в приемник,
имеющий электромагниты для улавливания металлических предметов, случайно попавших в гранулят. Затем из приемника опудренный гранулят высыпается в тару и подается на таблеточные машины.
Потери на стадии опудривания 1,3%
ТП. 5 Таблетирование и обеспыливание
ТП. 5.1 Таблетирование
Процесс таблетирования протекает в роторно-таблеточной машине.
Смесь из тары засыпается в бункер, после чего она поступает самотеком в питатель-дозатор, неподвижно укрепленный на станине машины. Заполняющий
ворошитель лопастями осуществляет подачу смеси в матрицу, при этом пуансоны, укрепленные в толкателях, опускаются по неподвижному копиру и регулируемому копиру на полную глубину заполнения матриц. При дальнейшем
вращении ротора толкатель следует по горизонтальному участку копира к дозирующему механизму, который состоит из копира и шарнирно связанного с
ним регулируемого дозатора. Копир-дозатор перемещает толкатель с пуансоном вверх, поднимая смесь в матрице на высоту, соответствующую по объему
заданной массы таблетки. В это время лопасти дозирующего ворошителя срезают излишек дозы и передают ее обратно в зону действия заполняющего ворошителя. Поскольку лопасти находятся на 1,0-1,5 мм выше дна корпуса питателя, то в дозировании участвует и кромка корпуса питателя. Окончательно
отсекает дозу нож с фторопластовой пластиной, плотно прижатой к столу. Во
время дальнейшего переноса дозы нижний толкатель попадает на горизонтальный копир, верхний - проходит под копиром-отбойником, опускающим
верхние пуансоны до захода их в матрицу. Ролики осуществляют предварительное прессование, а ролики давления - собственно прессование. При этом
на аппарате смесь выдерживается под давлением за счет наличия плоского
торца на головке толкателя, смещения на 3-4 мм осей верхнего и нижнего роликов давления, введения специальных копиров, размещенных на уровне ролика давления в момент прессования. Выталкивание таблетки из плоскости
матрицы на поверхность зеркала стола осуществляется механизмом выталкивания, состоящим из 3 элементов. Ролик выталкивания отрывает таблетку от
стенки матрицы. Копир выталкивания доводит таблетку до верхнего уровня, а
выталкиватель регулируется таким образом, чтобы таблетка выводилась из
матрицы на поверхность стола, затем ротором таблетка подводится к ножу,
который направляет ее на лоток и далее в приемную тару.
Выход на операции таблетирования 98,5%.
ТП. 5.2 Обеспыливание
Процесс происходит в роторно-таблеточной машине с помощью обеспылевателей. Таблетки проходят через вращающийся перфорированный барабан и очищаются от пыли. Таблетки на выходе получаются круглые, плоские с двух сторон, белые или бежевые со скошенным краем. Кондиционные
таблетки ссыпают в емкость, выстланную хлопчатобумажной тканью и пробу
сдают в цеховую лабораторию для определения качества. Отбраковку проводят по внешнему виду, некондиционные таблетки собирают в отдельную емкость и возвращают для дальнейшей переработки.
На стадии стандартизации определяют подлинность, количественное
определение таблеток напроксена, проводят тест на распадаемость. При получении положительного результата анализа таблетки взвешивают на весах и
отправляют на фасовку и на склад.
Выход на стадии фасовки и стандартизации 99,5%.
3 TEXHOJIOI111IECKA5I CXEMA IIPOH3BO,[(CTBA TAEJIETOK
HAIIPOKCEHA
BP 1 floilz'!ma!JKa !Jodhl
l_fu
BP. 2.1 flotJ2tJma{ka xa
IJieHHOU
_j
Kx
2 LaHumapHaR o potJom. a
JbotJcm!Ja
Kx
-- - /tXKtm<
[KAadiJ OCHObHOZ O CIJphR U
CnOHOZOmelthHIJX
BP. 11 f/xreb ChflbR
l
HOmepuOAOIJ
c 8P. 1
BP J flotJzomofJKa CblphR
Kr
I
J-
J--­
BP.JJ
¢/w:HWieiiR
T fl. 4 flOIIY'Il'HUl' /'fOCChl iJIJR
matJ!lemupo!JaHu.R
Kr
TI75.1T
_\
' Til S Tao11emupo6aHUe u
- ooecnblllu60Hue
lKr. Kx
I
!J/10 6 <Paco6Ka ynaxo6Kaj
11apKup06KO
Kr, Kx, K11
l.
[KIIaif zomonou npoifyKuuu
_j
flO 7flepepaoomKa
-{ H8KOHiJULJUDHHb/X mDOI/emDK
Kr. Kx
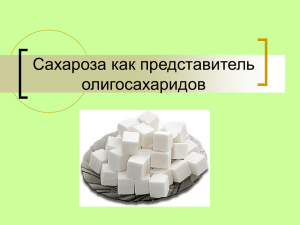
PIIcyHoK 3.1
- TexHorrorWiecKa51 cxeMa rrpoii3BO,IJ;CTBa Ta6rreToK HarrpoKceHa
4 МАТЕРИАЛЬНЫЙ БАЛАНС
Цель: определение расхода сырья для обеспечения производительности таблеток Напроксена по 250 мг №30 в упаковки количеством 21000 тыс. упак./год
Исходные данные на состав одной таблетки Напроксена представлены в таблице 4.1
Таблица 4.1 - Состав и масса таблетки Напроксена 250 мг
Тип вещества
Название вещества
Масса вещества, мг
Действующее вещество
Напроксен натрия
250
Лактоза
71,12
Крахмал картофельный
42,00
Повидон
16,00
Магния стеарат
0,76
Краситель тропеолин
0,12
Вспомогательные вещества
Итого: 380 ± 1,1 мг
Характеристика исходных веществ представлена в таблице 4.2:
Таблица 4.2 – Характеристика исходных веществ
Вещество
Характеристика
Влажность
Лактоза
Кристаллический, свободно пересыпающийся
порошок
Не более 0,7 %
Крахмал
Однородный белый, с желтоватым оттенком,
порошок
Не более 14 %
Повидон
Легковесный порошок белого цвета
Не более 8 %
Магния стеарат
Тонко измельченный порошок белого цвета
Не более 2,8 %
Характеристика промежуточных продуктов приведена в таблице 4.3:
Таблица 4.3 - Характеристика промежуточных продуктов
Вещество
Опудриватель
Гранулят
Характеристика
Влажность
Смесь Повидона, магния стеарата и крахмала
Остаточная влажность
картофельного в количестве 5% от общей массы
не более 2%
Смесь Напроксена, лактозы и крахмала
Остаточная влажность
картофельного в количестве 80% от общей массы
не более 3%
Таблица 4.4 – Выходы веществ по операциям (%)
Вид сырья
Напроксен
Лактоза
Крахмал картофельный (масса
для таблетирования)
98,9
99,5
99,0
99,0
99,0
98,5
97,2
-
-
-
-
97,4
97,4
97,4
-
-
-
99,7
-
-
-
97,8
97,8
97,8
97,8
-
-
-
98,7
98,7
98,7
98,7
98,7
98,7
98,7
98,5
98,5
98,5
98,5
98,5
98,5
98,5
99,5
99,5
99,5
99,5
99,5
99,5
99,5
92,7
94,1
93,7
93,4
93,3
91,6
91,6
Стадия
Просеивание сырья
Приготовление
опудривающей
смеси
Приготовление
увлажнителя
Влажное гранулирование
Опудривание гранулята
Таблетирование
Стандартизация и
фасовка
Общий выход
Крахмал картофельный
(масса для
увлажнителя)
Крахмал картофельный
(масса для
опудривания)
Повидон
Магния стеарат
Расчет выходов веществ с учётом всех потерь по стадиям производства :
��общ = ��прос, ∙ ��опудр, ∙ ��увлаж, ∙ ��гран, ∙ ��оп,гр, ∙ ��табл, ∙ ��станд, ,
где
��общ − общий выход вещества, %;
��прос, − выход вещества на стадии просеивания, %;
��опудр, − выход вещества на стадии получения опудривателя, %;
��увлаж, − выход вещества на стадии получения увлажнителя, %;
��гран, − выход вещества на стадии гранулирования, %;
��оп,гр, − выход вещества на стадии опудривания сухого гранулята, %;
��табл, − выход вещества на стадии таблетирования, %;
��табл, − выход вещества на стадии стандартизации, %;
Результаты приведены в таблице 4.4.
�рем, =
(��кап,р, +��тек,р,
+��р,т,о, )
24
, где
�кап,р, − время, затраченное на капитальный ремонт, ч;
�тек,р, − время, затраченное на текущий ремонт, ч;
�р,т,о, − время, затраченное на ремонтно-техническое обслуживание, ч.
Ведущим оборудованием является роторно-таблеточная машина.
В таблице 4.5 представлен график планово-предупредительных ремонтов для
РТМ-41.
Таблица 4.5 – График ППР для РТМ-41
Наименование Время межремонтного пробега, ч
аппарата
Время простоя в соответствующем ремонте, ч
РТМ-41
К
Т
РТО
К
Т
РТО
30240
1440
720
132
35
4
Рассчитаем время, затраченное на ремонт:
� = 𝑛 · ��,
где
n – ремонтов в год;
r – время простоя в соответствующем ремонте, ч.
Рассчитаем количество ремонтов в год:
𝑛=
365∙24
��∗
, где
𝑟 ∗ − время межремонтного пробега, ч,
�кап,р, = 𝑛 · 𝑟 =
132 ∙ 365 ∙ 24
𝑟 ∙ 365 ∙ 24
=
= 38,238 ч
𝑟∗
30240
�тек,р, = 𝑛 · 𝑟 =
35 ∙ 365 ∙ 24
𝑟 ∙ 365 ∙ 24
=
= 212,917 ч
𝑟∗
1440
�р,т,о, = 𝑛 · 𝑟 =
4 ∙ 365 ∙ 24
𝑟 ∙ 365 ∙ 24
= 48,667 ч
=
𝑟∗
720
Рассчитываем количество дней, затраченных на ремонт оборудования:
�
рем, =
(38,238 − 212,917 − 48,667)
= 12 дней (1 день в месяц)
24
Рассчитаем годовой фонд времени работы оборудования:
�год = 365 − (�вых, + �
празд, ) − �
рем, = 365 − 118 − 12 = 235 дня, где
�вых, − количество выходных дней в год;
�празд, − количество праздничных дней в месяц год;
�рем, − количество дней, затраченное на ремонт в месяц год.
Определение суточной производительности:
��сут, =
Д
=
��год
2100000
235
= 8936
упаковок
сутки
, где
Д – годовая производительность, упаковок/год, др,;
N – годовой фонд времени работы оборудования, дни.
Расчет теоретического расхода каждого вида сырья в сутки:
��(теор,)� = �∙ 𝐾 ∙ 𝐾�, где
M – масса вещества, входящего в состав таблетки, кг;
K – количество таблеток в упаковке, шт,;
𝐾� – количество (наименование тары) выпускаемых в сутки, шт.
Расчет практического расхода каждого вида сырья в сутки:
��(пр,)� =
𝑋(теор,)𝑖
��
, где
𝑖
��� − выход по соответствующему веществу, в долях,
Расчет практических выходов веществ приведен ниже:
Напроксен:
��(теор,)нап, = 250 ∙ 10−6 ∙ 30 ∙ 8936 =
67,02
67,02
��(пр,)нап, =
=
72,2980,927
кг
сутки
Учитывая содержание чистого напроксена без примесей:
72,298
кг
= 72,37
;
��(пр,)нап, =
0,999
сутки
Лактоза:
кг
сутки
��(теор,)нап, = 71,12 ∙ 10−6 ∙ 30 ∙ 8936 =
19,06
19,06
��(пр,)нап, =
=
0,941
20,26
кг
сутки
Учитывая содержание чистой лактозы без примесей:
кг
сутки
��(пр,)пир, =
20,26
кг
= 20,45
;
0,991
сутки
Общая масса крахмала в таблетке суммируется из массы крахмала, который
пошел на гранулирование, массы крахмала, который пошел на синтез увлажнителя
и массы крахмала на опудривание.
а)
Крахмал
для
гранулята
(80%
от
��(теор,)кр,общ, = 42 ∙ 10−6 ∙ 30 ∙ 8936 =
общей
кг
сутки
11,26
Учитывая содержание чистого крахмала без примесей:
11,26
кг
�
�
= 13,25
(теор,)кр,общ,
0,85
сутки
кг
=
��(теор,)кр,гр, = ��(теор,)кр,общ, ∙ 0,8 =
10,6
��(пр,)кр,гр, =
сутки
10,6
кг
= 11,313
;
0,937
сутки
б) Крахмал для увлажнения (15% от общей массы):
��(теор,)кр,увл, = ��(теор,)кр,общ, ∙ 0,15 = 13,25 ∙ 0,15 =
1,99
�
�
(пр,)кр,увл,
1,99
= 2,13
=
0,934
кг
;
сутки
массы):
су
кг
;
тки
г) Крахмал для опудривания (5% от общей массы):
��(теор,)кр,оп, = ��(теор,)кр,общ, ∙ 0,05 = 13,25 ∙ 0,05 =
0,663
�
�
(пр,)кр,увл,
=
Итого крахмала:
0,663
кг
= 0,71
;
0,933
сутки
кг
;
сутки
��(пр,)кр,общ, = ��(пр,)кр,гр, + ��(пр,)кр,увл, + ��(пр,)кр,увл, = 11,313 + 2,13 +
0,71
кг
= 14,153 сутки ,
Повидон:
��(теор,)под, = 16 ∙ 10−6 ∙ 30 ∙ 8936 =
кг
сутки
4,29
4,29
��(пр,)под, =
=
0,928
4,62
кг
сутки
Учитывая содержание чистого повидона без примесей:
4,62
кг
��(пр,)пир, =
= 4,63
;
0,998
сутки
Магния стеарат:
��(теор,)мст, = 0,76 ∙ 10−6 ∙ 30 ∙ 8936 =
кг
сутки
0,204
0,204
��(пр,)мст, =
=
0,916
0,223
кг
сутки
Учитывая содержание чистого магния стеарата без примесей:
0,223
кг
= 0,226
;
��(пр,)пир, =
0,985
сутки
Таблица 4.6 - Расходные коэффициенты сырья без учета чистоты сырья, в сутки
Масса теоретиче- Масса практичеНаименование сырья Выход, в долях
ская, кг
ская, кг
Напроксен
0,927
67,02
72,37
Лактоза
0,941
19,06
20,45
Крахмал для таблети0,937
10,6
11,313
рования
Крахмал для увлаж0,934
1,99
2,13
нителя
Крахмал для опудри0,933
0,663
0,71
вания
Повидон
0,928
4,29
4,63
Магния стеарат
0,916
0,204
0,226
Рассчитываем количество получающихся веществ с учетом выхода:
𝑋�+� = 𝑋� + �
�
�,
где
𝑋� − практический расход сырья, кг;
��� − выход по веществу на стадии, доли,
В таблице 4.7 указано количество израсходованных веществ на стадиях.
Таблица 4.7 – Количество израсходованных веществ на разных стадиях
Масса, кг
Стадия
Просеивание
сырья
Вещество
Выход, %
Напроксен
Лактоза
Крахмал для
гранулята
Крахмал для
увлажнителя
Крахмал для
опудривания
Повидон
Магния
стеарат
Итого
Крахмал для
опудривания
Повидон
Приготовление
опудривателя
Магния
стеарат
Итого
Крахмал для
Приготовление
увлажнителя
увлажнителя
Итого
Напроксен
Лактоза
Крахмал для
Влажное
гранулята
гранулирование
Крахмал для
увлажнителя
Плотность,
Объем,
техн,
100%
кг/м3
м3
98,9
99,5
72,37
20,45
71,57
20,348
1520
0,0133
99,0
11,313
11,2
1500
0,0074
99,0
2,13
2,1
1500
0,0014
99,0
0,71
0,702
1500
0,0004
98,5
4,63
4,56
50
0,0912
97,2
0,226
0,22
1020
0,000215
111,829
105,218
97,4
0,702
0,683
1500
0,000455
97,4
4,56
4,44
50
0,0888
97,4
0,22
0,214
1020
0,000209
5,482
5,337
99,7
2,1
2,093
97,8
97,8
2,1
71,57
20,348
2,093
69,99
19,9
1520
0,013
97,8
11,2
10,95
1500
0,0073
97,8
2,093
2,05
1500
0,0013
-
1500
0,0013
-
Итого
105,211
102,89
-
Продолжение таблицы 4.7
Опудривание
гранулята
Напроксен
Лактоза
Крахмал для
гранулята
Крахмал для
увлажнителя
Крахмал для
98,7
98,7
69,99
19,9
69,08
19,641
1520
0,0129
98,7
10,95
10,807
1500
0,0072
98,7
2,05
2,02
1500
0,00134
опудривания
Повидон
Магния
стеарат
Итого
98,7
0,683
0,674
1500
0,0004493
98,7
4,44
4,382
50
0,08764
98,7
0,214
0,211
1020
0,000206
98,5
108,227
69,08
106,815
69,043
Лактоза
98,5
Крахмал для
гранулята
Крахмал для
увлажнителя
Таблетирование Крахмал для
опудривания
19,641
19,346
1520
- Напроксен
0,012728
98,5
10,807
10,644
1500
0,007096
98,5
2,02
1,987
1500
0,001325
98,5
0,674
0,664
1500
0,000443
Повидон
98,5
4,382
4,316
50
0,08632
Магния
стеарат
98,5
0,211
0,207
1020
0,000203
106,815
106,207
68,684
Итого
99,5
Лактоза
Крахмал для
гранулята
Крахмал для
Стандартизация увлажнителя
и фасовка
Крахмал для
99,5
69,043
19,346
19,249
1520
- Напроксен
0,012664
99,5
10,644
10,59
1500
0,00706
99,5
1,987
1,977
500
0,003954
опудривания
99,5
0,664
0,66
1500
0,00044
Повидон
99,5
4,316
4,294
50
0,08588
99,5
0,207
0,205
1020
0,000201
106,207
106,569
Магния
стеарат
Итого
-
В таблице 4.8 указано количество полученных веществ на стадиях.
Таблица 4.8 – Количество полученных веществ на разных стадиях
Стадия
Просеивание
сырья
Вещество
Содержание, %
Напроксен
99,9
Потери
Итого
Лактоза
99,1
Потери
Итого
Крахмал для
гранулята
Масса, кг
техническая
100%
72,298
71,498
0,072
0,071
72,37
71,57
20,26
20,164
0,19
0,184
20,45
20,348
9,61605
9,52
Потери
1,69695
1,68
Итого
11,313
11,2
1,8105
1,785
Потери
0,3195
0,315
Итого
2,13
2,1
0,6035
0,5967
Потери
0,1065
0,1053
Итого
0,71
0,702
4,62074
4,55088
Потери
0,00926
0,00912
Итого
4,63
4,56
0,69935
0,69147
Потери
0,01065
0,01053
Итого
0,71
0,702
0,5967
0,58055
Потери
0,1053
0,10245
Итого
0,702
0,683
Крахмал для
увлажнителя
85,0
85,0
Крахмал для
опудривания
85,0
Повидон
99,8
Магния стеарат
Крахмал для
опудривания
98,5
85,0
Продолжение таблицы 4.8
Приготовление
опудривателя
Приготовление
4,55088
4,43112
0,00912
0,00888
4,56
4,44
0,2167
0,21079
Потери
0,0033
0,00321
Итого
0,22
0,214
1,785
1,77905
Потери
0,315
0,31395
Итого
2,1
2,093
71,49843
69,92001
Потери
0,07157
0,06999
Итого
71,57
69,99
20,164868
19,7209
Потери
0,183132
0,1791
Итого
20,348
19,9
9,52
9,3075
Потери
1,68
1,6425
Итого
11,2
10,95
1,77905
1,7425
Потери
0,31395
0,3075
Итого
2,093
2,05
Повидон
99,8
Потери
Итого
Магния стеарат
Крахмал для
увлажнителя
увлажнителя
Напроксен
Лактоза
98,5
85,0
99,9
99,1
Крахмал для
Влажное
гранулята
гранулирование
Крахмал для
увлажнителя
85,0
85,0
Продолжение таблицы 4.8
Напроксен
99,9
Опудривание
Потери
гранулята
Итого
69,92001
69,01092
0,06999
0,06908
69,99
19,7209
69,08
19,464231
0,1791
0,176769
19,9
19,641
9,3075
9,18595
1,6425
1,62105
10,95
10,807
1,7425
1,717
0,3075
0,303
2,05
2,02
0,58055
0,5729
Потери
0,10245
0,1011
Итого
0,683
4,43112
0,674
4,373236
0,00888
0,008764
4,44
4,382
0,21079
0,207835
Потери
0,00321
0,003165
Итого
0,214
0,211
Лактоза
99,1
Потери
Итого
Крахмал для
85,0
гранулята
Потери
Итого
Крахмал для
увлажни85,0
теля
Потери
Итого
Крахмал для
опудрива85,0
ния
Повидон
99,8
Потери
Итого
Магния сте98,5
арат
Продолжение таблицы 4.8
Напроксен
69,01092
68,973957
Потери
0,06908
0,069043
Итого
69,08
19,464231
69,043
19,171886
0,176769
0,174114
19,641
19,346
9,18595
9,0474
1,62105
1,5966
10,807
10,644
1,717
1,68895
0,303
0,29805
2,02
1,987
0,5729
0,5644
Потери
0,1011
0,0996
Итого
0,674
4,373236
0,664
4,307368
0,008764
0,008632
4,382
4,316
0,207835
0,203895
Потери
0,003165
0,003105
Итого
0,211
0,207
Лактоза
99,9
99,1
Потери
Итого
Крахмал для
85,0
гранулята
Потери
Таблетирование
Итого
Крахмал для
увлажни85,0
теля
Потери
Итого
Крахмал для
опудрива85,0
ния
Повидон
99,8
Потери
Итого
Магния сте98,5
арат
Продолжение таблицы 4.8
Напроксен
Стандартизация и фасовка
68,973957
68,615316
Потери
0,069043
0,068684
Итого
69,043
19,171886
68,684
19,075759
0,174114
0,173241
19,346
19,249
9,0474
9,0015
Потери
1,5966
1,5885
Итого
10,644
10,59
1,68895
1,68045
Потери
0,29805
0,29655
Итого
1,987
1,977
0,5644
0,561
Потери
0,0996
0,099
Итого
0,664
0,66
4,307368
4,285412
Потери
0,008632
0,008588
Итого
4,316
4,294
0,203895
0,201925
Потери
0,003105
0,003075
Итого
0,207
0,205
Лактоза
99,9
99,1
Потери
Итого
Крахмал для
85,0
гранулята
Крахмал для
увлажнителя
Крахмал для
опудривания
Повидон
Магния стеарат
85,0
85,0
99,8
98,5
Рассчитываем расходные нормы сырья на 1 кг продукта:
��
1 =
��сут,сырья
, где
��сут,продукта
��сут,сырья – количество сырья, кг;
��сут,продукта – количество сырья, кг.
Рассчитаем расходные нормы сырья на 1000 единиц готового продукта:
𝐾2 =
��сут,сырья
∗1000
��шт,су
, где
т
��шт,сут – количество упаковок в сутки,
Результаты расчетов отображены в таблице 4.9.
Таблица 4.9 - Удельные расходные нормы сырья
Наименование
сырья
Количество сы- Количество прорья, кг
дукта, кг
Расходные нормы
���, кг / кг
���,кг / 1000
уп, 8,098702
0,647149
Пирензепин
72,37
Лактоза
20,45
0,182868
2,288496
Крахмал для гранулята
11,313
0,101163
1,266003
Крахмал для
увлажнителя
2,13
0,019047
0,238362
Крахмал для опудривания
0,71
0,006349
0,079454
Аэросил 200
4,63
0,041402
0,518129
0,226
0,002021
0,025291
Магния
стеарат
111,829
5 МАТЕРИАЛЬНЫЙ РАСЧЕТ
Цель: Определить параметры и количество единиц оборудования
проектируемого производства; по расчётным данным подобрать стандартное
оборудования.
Исходные данные:
1. Время работы каждой единицы оборудования;
2. График сменности;
3. Производительность имеющегося оборудования.
В производстве используется следующее основное оборудование:
1. Весы;
2. Вибрационное сито;
3. Сушилка полочная для сушки опудривающей смеси;
4. Реактор для приготовления 6% раствора крахмала;
5. Сушилка-гранулятор;
6. Машина-опудриватель;
7. Ротационная таблеточная машина;
8. Счетно-фасовочная машина.
График гармонизации работы оборудования представлен в таблице 5.1:
Таблица 5.1 - График гармонизации работы оборудования
№
1
2
3
4
5
6
7
8
Время работы в смену, ч
1
2
3
4
5
6
7
8
9
10
11
12
13
/ * +
/ / * * + +
/ / / / * * * * + + + +
/ /
* *
+ +
/ / / / * * * * + + + +
/ /
* *
/ /
* *
/
+
*
14
tp
tпр
tц
1,5
12,5
14
3
11
14
6
8
14
3
11
14
6
8
14
3
11
14
3
11
14
1,5
12,5
14
Спецификация оборудования приведена в таблице 5.2:
Таблица 5.2 - Спецификация оборудования [12, 13, 14, 15, 16, 17, 18, 19]
НаименоваКолСтадия
Материал
Характеристика аппарата
ние
во
аппарата
Изделие
оснащено
круглой
платформой
Аналитичеиз стали,
ские весы
корпусом из
ВзвешиваOHAUS
пластика и
ние
Pioneer
специальPA214C
ным ветрозащитным
кожухом
Просеивание
СВ-0,9 (К444)
Нержавеющая сталь
1
1
Примечание
Использование весов запре1. Класс точности весов по ГОСТ OIML
щается в местах, где:
R 76-1-2011- 1 (Специальный);
- имеются сквозняки, создан2. Максимальная нагрузка (Мах), 210 г;
ные кондиционером, вентиля3. Минимальная нагрузка (Мт), мг, 1;
тором, открытым окном и
4. Действительная цена деления (шкалы)
дверью;
(d), г, 0,0001;
- резкие перепады темпера5. Время установления показаний, с, не
туры;
более (6 - 8);
- вибрация;
6. Габаритные размеры весов, мм, не бо- прямой солнечный свет;
лее: длина; ширина; высота, 196; 287;
- пыль, мелкие частицы;
320;
- электромагнитные волны
7. Размер чашки, мм, диаметр, 90
или магнитные поля.
1. Производительность - 80-400 кг/ч;
2. Потребляемая мощность - 0,75 квт;
3. Размеры ячеек сменных капроновых
сеток - 0,6 мм;
4. Материал сита - ткань капроновая
ОСТ 17-46-71;
5. Количество фракций: 2…4;
6. Ячейки поставляемых сит - 0,2; 0,25;
0,3; 0,4; 0,5; 0,6;
7. Количество сит в изделии - 1 шт;
8. Емкость приемной тары - 50 л;
9. Масса, не более - 240 кг
41
Продолжение таблицы 5.2
Смеситель с
Z-образными
роторами и
выгружным
Приготовшнеком NХ- Углеродиление
10 нержа- стая сталь
опудривавейка с чателя
стотником,
усиленный, с
вакуумным
насосом
1
1. Мощность главного электродвигателя
– 4,0 кВт;
2. Главный эл.двигатель – взрывобезопасный;
3. Кнопки: Старт, Стоп, Реверс – взрывобезопасные;
4. Редуктор циклоидный DWD2;
5. Материал камеры, крышки, роторов и
шнека - нержавеющая сталь 304;
6.Толщина внутренней стенки - 4 мм.,
крышки- 2 мм;
7. Форма смесительного весла: Z;
8. Обороты роторов: N1=8…50 об/мин.,
N2=5…60 об/мин;
9. Разгрузка - выгрузка шнеком, через открывающееся окно;
10. Мощность двигатели для выгрузки:
1,5 кВт;
11. Диаметр выгружного шнека – 50 мм;
12. Подшипники: Двухрядные подшипники;
13. Способ передача: зубчатая передача;
14. Соединительная муфта: кулачководисковая;
15. Способ нагрева: рубашка;
16. Вакуумный насос мощностью 1,5 кВт,
с вакуумметром на крышке;
17. Внешние габаритные размеры ~
L1600 x W600 x H1400 мм;
18. Вес нетто/брутто ~600 кг
-
42
Продолжение таблицы 5.2
Рабочий объем: 1000 дм3;
Размер камеры: 900х1250х900 мм;
Масса прибора: 200 кг;
Минимальная стабилизируемая температура: +50 °С;
5. Максимальная стабилизируемая температура: +250 °С;
6. Время разогрева до максимальной
температуры не более: 90 мин;
7. Точность поддержания температуры в
контрольной точке в установившемся
режиме не хуже: ±2 °С;
8. Неравномерность температуры по
объему в установившемся тепловом
режиме: ±5 °С;
9. Дискретность индикации температуры: 0,1°С;
10.Потребляемая мощность не более 4,5
кВт;
11.Тип датчика температуры – термопара
1.
2.
3.
4.
Внешние
листы из
Приготов- Сушильный стальных
листов окраление
шкаф СМ
опудрива- 50/250-1000 шенных с
двух сторон
теля
ШС
порошковой
краской
1
Внутренний объем рабочей
камеры выполнен из нержавеющей стали.
Внешний корпус сталь с
полимерным покрытием (порошковая окраска).
Система принудительной циркуляции воздуха,
обеспечивает равномерность
температуры по объему сушильного шкафа.
Дополнительные опции: расширение температурного диапазона +30 С...+400 С
43
Продолжение таблицы 5.2
Смеситель
Приготовкрахмального
ление
клея с фреувлажнизерной метеля
шалкой
Сталь 3
1
1. Технологическое назначение устройства: придание однородности перемешиваемому составу
(образования комков);
2. Рабочий объем 400 л;
3. Диаметр 650 мм, высота 1200 мм;
4. Вязкость: 90 сек. По вискозиметру ВЗ-4
-
5.
6.
7.
8.
9.
Разовая загрузка - 100 кг;
Время непрерывной сушки - 120 мин;
Температура сушки - 20-80 °С;
Потребляемая мощность, не более - с паровым
калорифером 20 кВт, с электрическим калорифером 110 кВт;
Напряжение питания, частотой - 50 Гц, 380 В;
Давление пара в калорифере - 0,2-0,3 Мпа;
Давление сжатого воздуха, не менее - 0,4 Мпа;
Производительность вентилятора - 6000 м3/ч;
Масса, не более 2500 кг
1.
2.
3.
4.
5.
6.
7.
8.
9.
Диаметр барабана, мм, 400;
Выход продукта, кг/ч, 2-5 кг/ч;
Скорость, об/мин, 46 об/мин;
Напряжение, кВт, 0.55;
Мощность вентилятора, Вт, 40;
Внутренняя тепловая мощность, Вт, 900;
Внешняя тепловая мощность, Вт, 500;
Габариты (ДхШхВ), мм, 400 x 630 x 890;
Вес, кг, 70
-
1.
2.
3.
4.
Сушилка-гра- НержавеюГранулиронулятор СГ- щая сталь
вание
100
Опудривание
гранулята
BY300
Нержавеющая сталь
S304
1
1
Для размещения установки на месте ее эксплуатации необходима
площадь не менее 10
кв. м.
44
Продолжение таблицы 5.2
Таблетирование
РТМ-43B
Нержавеющая сталь
Машина фаНержавеюсовочно-упащая сталь
Фасовка
ковочная РТУМ-11
1
1
1. Максимальная производительность,
тыс. табл. в час, 180000;
2. Диаметр прессуемых таблеток, мм,
4...18;
3. Предельные отклонения диаметров
таблеток, мм, 0,1±0,4;
4. Усилие прессования максимальное,
кН, 100;
Таблеточный пресс устанав5. Количество пар пресс-инструмента,
ливается на виброопорах
шт., 43;
6. Максимальная глубина заполнения
матриц, мм, 22х30;
7. Плавная регулировка скорости вращения ротора, об./мин, 15-35;
8. Потребляемая мощность, кВт, 4,2;
9. Напряжение питания, 380 В, 50 Гц
1. Максимальная производительность,
упак/мин, 12;
2. Упаковочная емкость 0,08 м3;
3. Мощность, кВт/В, 0,7/220;
4. Ширина пакета, мм, 70-210;
5. Длина пакета, мм, 50-350;
6. Размеры (ДкШкВ), мм,
1200х650х2200;
7. Вес, кг, 140
45
ЗАКЛЮЧЕНИЕ
Лекарственные средства в таблетках давно вошли в нашу жизнь. Процесс их производства требует особого контроля и безопасности.
Процесс производства таблеток сопряжен со многими трудностями, однако они по-прежнему остаются приоритетной лекарственной формой. Прессование порошковой массы в единый плотный продукт – это наука, которую
необходимо изучать и понимать для обеспечения успешного производственного процесса.
Для потребителей таблетки являются самой простой и удобной лекарственной формой. При условии правильного развития производство таблетированных фармацевтических препаратов демонстрирует куда более высокие
показатели в сравнении с другими лекарственными формами.
С точки зрения производства таблеток крайне важно заблаговременно
изучить свойства материалов. Это относится к активным фармацевтическим
ингредиентам, вспомогательным веществам, связывающим веществам и смесям для формования. В список наиболее серьезных проблем, возникающих на
начальных этапах производства таблеток, входит высокая стоимость и ограниченное количество материалов, которые можно использовать для лабораторных экспериментов и для дальнейшего масштабирования процесса.
Крайне важным моментом для экономически эффективного производства таблеток является применение систем, позволяющих максимально снизить потери материалов благодаря характеризации порошков, например, однопозиционные прессы для таблеток, симуляторы и эмуляторы сжатия.
В ходе проведения расчетов, изучения теоретических основ таблетирования и использования интернет - ресурсов было рассчитано оптимальное
количество масс сырья, используемое для изготовления таблеток Напроксена
250 мг №30 производительность 21000 тыс. упак./год.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Simon Law; Sheena Derry; R Andrew Moore. Naproxen with or without an
antiemetic for acute migraine headaches in adults // Cochrane Systematic Review. — 2013. — 20 октября. — DOI:10.1002/14651858.CD009455.pub2
(дата обращения 06.12.2019)
2. Инструкция по медицинскому применению препарата Напроксен-Акри
[Электронный ресурс] // АО «АКРИХИН».
URL: http://www.akrikhin.ru/upload/iblock/64e/Naproksen.pdf (дата обращения 06.12.2019).
3. ФС.42-0259-07. Напроксен натрия, 2016 г. [Электронный ресурс] // Государственная
фармакопея
Российской
Федерации.
URL:
http://femb.ru/femb/pharmacopea.php (дата обращения 06.12.2019).
4. ГОСТ 33567-2015 Сахар молочный. Технические условия (с Поправкой). [Электронный ресурс] // МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
САХАР МОЛОЧНЫЙ Технические условия Lactose. Specifications.
URL:
http://docs.cntd.ru/document/1200127752
(дата
обращения
06.12.2019).
5. ФС.2.1.0034.15. Сахароза, 2015 г. [Электронный ресурс] // Государственная
фармакопея
Российской
Федерации.
URL:
http://femb.ru/femb/pharmacopea.php (дата обращения 06.12.2019).
6. ГОСТ Р 53876-2010. Крахмал картофельный. Технические условия,
2012 г. [Электронный ресурс] // МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ КРАХМАЛ КАРТОФЕЛЬНЫЙ. Общие технические условия,
General specifications. URL: http://docs.cntd.ru/document/1200081662 (дата
обращения 06.12.2019).
7. ФС.99-02-006765. Повидон,2015. [Электронный ресурс] // Государственная фармакопея Российской Федерации. URL: http://femb.ru/femb/pharmacopea.php (дата обращения 06.12.2019).
8. Parteck® LUB MST (Стеарат магния из растительного сырья)
EMPROVE® ESSENTIAL Ph Eur,BP,JP,NF,FCC, 12.12.2017 [Электронный ресурс] // ПАСПОРТ БЕЗОПАСНОСТИ в соответствии с Постановлением (EU) No.1907/2006. URL: https://www.merckmillipore.com/INTERSHOP/web/WFS/Merck-BR-Site/pt_BR/-/BRL/ShowDocumentFile?ProductSKU=MDA_CHEM100663&DocumentId=100663_SDS_RU_RU.PDF&DocumentType=MSD&Language=RU&Country=RU&Origin=PDP (дата обращения 06.12.2019).
9. Стеарат магния, 2019 [Электронный ресурс] // Лабораторное оборудование и химреактивы оптом и в розницу с доставкой по Москве и МО.
URL:
https://pcgroup.ru/products/stearat-magniya/
(дата
обращения
06.12.2019).
10. ПРОМЫШЛЕННАЯ ТЕХНОЛОГИЯ ЛЕКАРСТВЕННЫХ СРЕДСТВ
(2-е издание), Витебск, 2012 [Электронный ресурс] // Министерство
Здравоохранения Республики Беларусь, УО «Витебский государственный
медицинский
университет».
https://core.ac.uk/download/pdf/80150462.pdf
(дата
URL:
обращения
04.12.2019).
11.Лабораторный регламент по изготовлению таблеток "Стрептоцид 0,3",
2007 [Электронный ресурс] // Studbooks. net Студенческая библиотека
онлайн.
URL:
https://studbooks.net/1973012/meditsina/himicheskaya_shema_proizvodstva
(дата обращения 03.12.2019).
12.Весы лабораторные, 2018 [Электронный ресурс] // Руководство по эксплуатации
НПП0.005.011
РЭ.
URL:
https://gosmetr.ru/mod_files/catalog_1_sertif/fle_file_catalog_1_sertif_56.p
df (дата обращения 08.12.2019).
13.Вибросито ФармМедОборудование, 2019 [Электронный ресурс] //
Medbuy.
ru.
URL:
http://medbuy.ru/sito/vibrosito-vs-
2mfarmmedoborudovanie (дата обращения 08.12.2019).
14.Смеситель с рабочим объёмом на 0,6 литра с Z-образными роторами и
выгружным шнеком NХ-1 нержавейка, рубашка. Китай, 02.03.2019
[Электронный ресурс] // Смесители с Z-образными роторами и с выгруженным шнеком.
URL: http://www.polymermachgroup.com/mix_screw.html (дата обращения 08.12.2019).
15.СУШИЛЬНАЯ КАМЕРА, 2019 [Электронный ресурс] // ООО «Сушильное Дело», Санкт-Петербургское Научно-Производственное Предприятие.
URL:
http://sushilnoedelo.ru/catalog/kamernoe/sushilnaya-
kamerak100.html# (дата обращения 08.12.2019).
16.Установка для приготовления клейстера, 1991 [Электронный ресурс] //
ПАКСИСТЕМ
АО
Опытный
завод.
URL:
http://packsystem.ru/oborudovanie_gk/setup/ (дата обращения 08.12.2019).
20. Сушилка-гранулятор ФармМедОборудование, 2019 [Электронный
ресурс]
//
Medbuy.
ru.
URL:
http://medbuy.ru/sushilka-
spsevdoozhizhennym-sloem/sushilka-granulyator-sg-30mfarmmedoborudovanie (дата обращения 08.12.2019).
17.Опудриватель, 2019 [Электронный ресурс] // Diapazon-Pharm. URL:
https://www.diapazon-pharm.ru/sugarcoatingmachine
(дата
обращения
08.12.2019).
18.Таблеточный пресс, 2018 [Электронный ресурс] // «Трансмедтех» — завод
фармацевтического
оборудования.
URL:
http://transmedteh.com/products/rtm/rtm-41/ (дата обращения 08.12.2019).
19.Фасовочно-упаковочный автомат для упаковки таблеток, 2019 [Электронный ресурс] // Интернет-магазин пищевого оборудования и упаковочного
оборудования
в
Томске.
URL:
https://tomsk.agrozavod.ru/product/fasovochno-upakovochnyj-avtomatdljaupakovki-tabletok-dxdp-20/ (дата обращения 08.12.2019).