Полимерные композиционные материалы, полученные путем пропитки пленочным связующим
advertisement

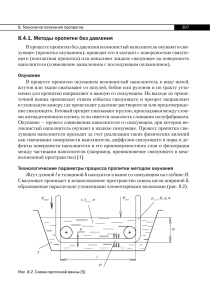
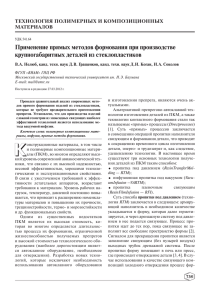
ВИАМ/2011-205819 Полимерные композиционные материалы, полученные путем пропитки пленочным связующим Д.И. Коган кандидат технических наук Л.B. Чурсова кандидат технических наук А.П. Петрова доктор технических наук Май 2011 Всероссийский институт авиационных материалов (ФГУП «ВИАМ» ГНЦ) – крупнейшее российское государственное материаловедческое предприятие, на протяжении 80 лет разрабатывающее и производящее материалы, определяющие облик современной авиационно-космической техники. 1700 сотрудников ВИАМ трудятся в более, чем в 30-ти научноисследовательских лабораториях, отделах, производственных цехах и испытательном центре, а также в 4-х филиалах института. ВИАМ выполняет заказы на разработку и поставку металлических и неметаллических материалов, покрытий, технологических процессов и оборудования, методов защиты от коррозии, а также средств контроля исходных продуктов, полуфабрикатов и изделий на их основе. Работы ведутся как по государственным программам РФ, так и по заказам ведущих предприятий авиационно-космического комплекса России и мира. В 1994 г. ВИАМ присвоен статус Государственного научного центра РФ, многократно затем им подтвержденный. За разработку и создание материалов для авиационнокосмической и других видов специальной техники 233 сотрудникам ВИАМ присуждены звания лауреатов различных государственных премий. Изобретения ВИАМ отмечены наградами на выставках Международных салонах в Женеве и Брюсселе. ВИАМ награжден 4 золотыми, 9 серебряными и 3 бронзовыми медалями, получено 15 дипломов. Возглавляет институт лауреат Государственных премий СССР и РФ, академик РАН Е.Н. Каблов. Статья подготовлена для опубликования в журнале «Все материалы. Энциклопедический справочник», №11, 2011 г. Электронная версия доступна по адресу: www.viam.ru/public Полимерные композиционные материалы, полученные путем пропитки пленочным связующим Д.И. Коган, Л.B. Чурсова, А.П. Петрова Всероссийский институт авиационных материалов Рассмотрена новая технология изготовления препрегов на основе различных тканых наполнителей и специальных полимерных связующих. В отличие от традиционной технологии, когда связующие представляют собой растворы, связующие, что авторами позволяет предлагается при сохранении использовать высоких пленочные прочностных показателей получаемых композиционных материалов существенно снизить энерго- и трудозатраты при их изготовлении. Ключевые слова: препреги, тканые наполнители, пленочные связующие, высокие прочностные показатели. В настоящее время ведущие зарубежные и отечественные ученые активно ведут исследования, направленные на разработку материалов и технологий, позволяющих снизить затраты при изготовлении изделий из полимерных композиционных материалов обеспечивающих снижение изготовления детали, (ПКМ). Одной трудоемкости является и технология из таких технологий, энергоемкости пропитки процесса пленочными связующими (Resin Film Infusion – RFI) [1]. Данная технология активно используется за рубежом при производстве различных деталей авиационной техники [1–3] благодаря ряду несомненных преимуществ: так же, как и в технологиях пропитки под давлением (RTM) и вакуумной инфузии (Vacuum Infusion), в указанной технологии процесс пропитки наполнителя связующим совмещен с процессом формования детали. При этом пропитка наполнителя осуществляется не в продольном, а в поперечном направлении, что значительно сокращает путь, который необходимо преодолеть связующему, а также время пропитки [4]. Ряд пленочных связующих, применяемых сегодня, обладает реологическими характеристиками, позволяющими изготавливать изделия из ПКМ вакуумным способом [5–7]. Таким образом, отпадает необходимость в приобретении автоклава (стоимость которого может доходить до нескольких миллионов долларов) и дорогостоящей оснастки. Применение технологии RFI позволяет использовать заранее сформированные пакеты наполнителя – так называемые преформы [8], применение которых существенно снижает трудоемкость изготовления детали за счет сокращения цикла выкладки. Технология пропитки использовать прошитые пленочными в связующими трансверсальном позволяет направлении также пакеты наполнителя, что повышает в получаемом пластике характеристики вязкости разрушения и стойкости к ударным воздействиям. Еще одним несомненным преимуществом вышеуказанного способа получения деталей из ПКМ является возможность изготовления деталей с заданным объемным содержанием наполнителя в пластике и, как следствие, с заданными геометрическими и упруго-прочностными характеристиками. Это связано с тем, что связующее в виде пленки заранее укладывается на оснастку в требуемом количестве, что позволяет достичь в пластике заданного соотношения наполнитель/матрица [2]. На свойства полимерных композиционных материалов, изготавливаемых по технологии пропитки пленочными связующими, большое влияние оказывают правильно выбранные режимы формования, а также структура технологического пакета. Целью представленной работы была разработка технологии, обеспечивающей получение способом пропитки пленочным связующим ПКМ с физико-механическими характеристиками на уровне материалов, изготавливаемых по традиционной препрегово-автоклавной технологии. В качестве связующего было выбрано пленочное связующее марки ВСЭ-20. В качестве армирующего наполнителя была выбрана равнопрочная ткань арт. 3692 фирмы Porcher ind. (на основе углеродных волокон Toho Tenax-Е НТА 5131 200 tex f 3000 t0). Для выбора режимов формования образцов ПКМ был проведен анализ реологических характеристик связующего. На реометре AR2000ex фирмы TAinstuments при скорости нагрева 2°С/мин был определен динамический профиль вязкости связующего. По профилю вязкости было определено, что область наименьших вязкостей связующего (0,25–2,0 Па⋅с) находится в диапазоне 90–145°С (рис. 1). Определена зависимость времени гелеобразования связующего от температуры (рис. 2). Как видно из графика, представленного на рис. 3, время гелеобразования связующего ВСЭ-20 при температуре 145°С (точка наименьшей вязкости) составляет менее 50 мин. В связи с очевидной невозможностью осуществления качественной пропитки наполнителя при данной температуре в ходе формования, а также в связи с риском экзотермической реакции было принято решение ограничить исследуемую область реологических характеристик температурой 135°С. Рисунок 1. Область наименьшей вязкости связующего ВСЭ-20 связующего Рисунок 2. Зависимость времени гелеобразования связующего ВСЭ-20 от температуры Рисунок 3. Профиль вязкости связующего ВСЭ-20 при изотермическом нагреве при температурах 90, 105, 125 и 135°C В ходе дальнейшей работы на реометре AR2000ex были определены профили вязкости связующего ВСЭ-20 при изотермическом нагреве при температурах 90, 105, 125 и 135°С (рис. 3). На основе полученных данных по реологии связующего были рассчитаны режимы изготовления образцов ПКМ в печи с использованием вакуума. Формование в печи осуществлялось по ступенчатым режимам при температурах до 180°С и уровне вакуума в мешке 0,08–0,09 МПа. Выбор требуемого режима определяется в зависимости от толщины и размеров изготавливаемой детали. Выкладка образцов осуществлялась по следующей схеме (рис. 4): на оснастку (1) укладывался слой разделительной пленки (2). Затем на разделительную пленку выкладывались слои заранее подготовленной пленки связующего (3) до получения заданной поверхностной плотности связующего в пакете. Далее выложенное связующее укрывалось несколькими слоями углеродной ткани (4) (количество связующего и слоев углеродного наполнителя рассчитывалось исходя из требуемой толщины пластика и заданного объемного соотношения наполнитель/матрица на уровне 57/43%). Выложенный пакет по периметру окантовывался барьерным жгутом (5), препятствующим вытеканию связующего в стороны в процессе формования. На выложенную сборку укладывался слой жертвенной ткани (6), после чего она накрывалась специальной мембраной (7), проницаемой для воздуха, но препятствующей выходу из пакета связующего. На мембране закреплялась цулага (8). Готовая сборка накрывалась дренажным материалом (9) и запаковывалась в вакуумный мешок (10), загерметизированный барьерным жгутом (11). Рисунок 4. Технологический пакет для формирования В изготовленных углепластиках была определена объемная доля наполнителя, объемная пористость, толщина монослоя (табл. 1). Таблица 1. Физические свойства углепластиков на основе связующего ВСЭ-20 Углепластик № плиты ВСЭ-20/3692 1 2 3 Визуальный Толщина плиты, мм 1,021 1,99 4,10 осмотр Толщина монослоя, мм 0,204 0,199 0,205 отформованных Объемная доля Объемная наполнителя, % пористость, % 56,50 0,8 57,80 0,6 56,11 1,1 образцов показал, что на поверхности панелей имеются дефекты в виде раковин, которые, вероятно, образованы пузырьками воздуха, не проникнувшими через жертвенный слой в мембрану. Сделано предположение, что процесс пропитки жертвенного слоя связующим оказался быстрее процесса деаэрации пакета. При этом мембрана, расположенная на поверхности жертвенного слоя, препятствовала удалению из него связующего. В результате на поверхности пакета сформировался пропитанный связующим слой ткани, препятствующий проникновению через него пузырьков воздуха. Для решения этой проблемы было предложено при сборке пакета вводить дополнительный впитывающий слой между жертвенным слоем и мембраной. Таким образом, излишки связующего вместе с пузырьками воздуха проникали сквозь жертвенную ткань во впитывающий слой, вместе с которым удалялись в процессе разборки отформованного пакета. Для предотвращения образования раковин на поверхности пластика со стороны оснастки также предложено ввести в состав технологического пакета жертвенный и впитывающий слои, укладываемые между пленкой связующего и оснасткой. Также для дополнительной деаэрации пакета в ходе формования предложено по периметру сборки расположить фитили из стеклоровинга на расстоянии не более 500 мм друг от друга. Фитили следует располагать таким образом, чтобы они имели контакт по торцу сборки со всеми слоями заготовки (рис. 5). Рисунок 5. Технологический пакет для формования по технологии RFI По разработанной технологии были изготовлены плиты углепластика на основе связующего ВСЭ-20 и углеродной ткани арт. 3692. При этом для формования был использован режим №2. Визуальный осмотр изготовленных плит показал, что на их поверхности отсутствуют раковины и какие-либо другие дефекты. Из полученных плит углепластика были изготовлены образцы и проведена оценка физико-механических характеристик ПКМ. Для корректной оценки свойств полученного углепластика проведено их сравнение со свойствами материалов-аналогов, применяемых в настоящее время для производства конструкций из ПКМ для изделий гражданской авиационной техники. В качестве отечественных материалов-аналогов были выбраны углепластики на основе связующего ЭДТ-69Н и равнопрочных углеродных тканей УТ-900 (производства ООО «Аргон», Россия) и арт. 3692 (производства фирмы «Porcher ind.», Франция). В качестве импортных материалов-аналогов были выбраны углепластики на основе равнопрочных углеродных тканей и связующих М36 (фирма «Hexcel соrр.», США) [5] и МТМ45-1 (фирма «Advanced Composites Group», Великобритания) [7]. Указанные связующие разработаны для применения в конструкциях из ПКМ, изготавливаемых по технологии пропитки пленочными связующими. Сравнительные характеристики вышеуказанных углепластиков приведены в табл. 2. Таблица 2. Сравнительные характеристики импортных и отечественных углепластиков, применяемых в изделиях гражданской авиационной техники Наименование показателя Температура стеклования углепластика в исходном состоянии, °С Температура стеклования углепластика после влагонасыщения, °С Объемное содержание наполнителя, % Предел прочности при растяжении, МПа, при 20°С Модуль упругости при растяжении, ГПа, при 20°С Предел прочности при сжатии, МПа, при температуре, °С: 20 80 100 Предел прочности при межслойном сдвиге, МПа, при температуре, °С: 20 100 Предел прочности при статическом изгибе, МПа, при температуре, °С: 20 80 100 Как Марка углепластика ВСЭМТМ45КМУ-11ТР КМУ-11-М20/Р3692 1/CF0525(ЭДТ-69Н/ 3692 (ЭДТ36R%W УТ-900) 69/Р-3692) Способ формования Вакуумный Автоклавный 172,0 190,0 117 – M36/G986 211 134,1 150,0 98 – – 57,3 54,3 – 57 57 920 903,8 500 900 855 64 63,5 65 65 67 840 – 670 643,7 – – 480 390 – 790 670 540 600 – – 67 49 71,8 – – – 63 39 71 – 1020 1000 950 – – – 500 400 330 1050 920 740 – – – видно из представленных данных углепластики на основе связующего ВСЭ-20 и углеродной ткани Porcher ind. арт. 3692 по основным упруго-прочностным характеристикам находятся на уровне зарубежных аналогов. При этом углепластик ВСЭ-20/3692 превосходит углепластики на основе связующего ЭДТ-69Н(М). Список литературы: 1. Чурсова Л.B., Душин М.И., Хрульков А.В. и др. // Межотр. науч.-техн. конф. «Композиционные материалы в авиакосмическом материаловедении», посвященная 100-летию со дня рождения А.Т. Туманова. Тезисы доклада. 2009 г. 2. AST Composite Wing Program – Executive Summary, The Boeing Company, NAS 1-20546. 2001. 3. Joyanto K. Sen, William E. Lindsay, Jon C. Schuck // 28th European Rotorcraft Forum, Bristol, England. 2002. 4. Advanced Fibre-Reinforced Matrix Products for Direct Processes. Hexcel Corporation. Publication No. ITA 272a. 2007. 5. HexPIy M36. Product Datasheet, Hexcel Corporation. Publication No. FTU 116c. 2007. 6. ACG MTM 44-1 Matrix Resin, Advanced Composites Group Ltd., PDS1189 / 06.09 / 4. 2009. 7. ACG MTM 45-1 Matrix Resin, Advanced Composites Group Ltd., PDS1205 /09.10/6. 2010. 8. Didier LANG, Aerospace structures: current trends // Composites RTM infusion 2009. 2009.