О.В. Новик, В.В. Калмыков
advertisement

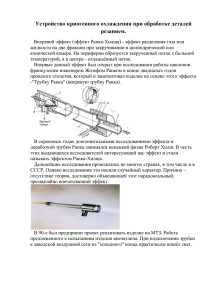
О.В. Новик, В.В. Калмыков НАУЧНОЕ НАСЛЕДИЕ А.Л. ЧИЖЕВСКОГО В СОВРЕМЕННОМ МАШИНОСТРОЕНИИ На первом международном конгрессе в Нью-Йорке в 1939 году, посвященном биологической физике и биологической космологии, Александр Леонидович Чижевский был назван «Леонардо да Винчи ХХ века». Это сравнение и на сегодняшний день не кажется удивительным. Идеи выдающегося русского ученого до сих пор находят новые воплощения в современной науке и технике. Наряду с такими выдающимися учеными, как К. Э. Циолковский и В. И. Вернадский, он положил начало новому космическому мировоззрению. С 16 лет Чижевский начал разрабатывать гипотезу о влиянии солнечной активности на биологические и социальные процессы. Примерно в это же время он стал исследовать влияние искусственно ионизированного воздуха на животные организмы и человека. В своих публикациях А.Л. Чижевский предрекал, что область применения искусственной ионизации воздуха безгранична и оказался пророчески прав. Многие идеи Чижевского были впоследствии подхвачены научным сообществом, развиты и реализованы. Например, появилось понятие аэроионификация. Он впервые экспериментально пытался установить факт противоположного физиологического действия положительных и отрицательных ионов в воздухе на живые организмы, применил искусственную аэроионификацию. В ряде своих научных работ, посвященных воздействию отрицательно заряженных ионов кислорода, Чижевский приписывал им положительный физиологический эффект. В настоящее время в ряде стран аэроионифицируют больничные палаты, санатории, учебные аудитории, служебные помещения, офисы, залы для физкультуры и спорта, заводы и фабрики, частные квартиры и т. д. Достаточно было, к примеру, всего лишь одного из таких его достижений, как открытие возможности управления химическими процессами при помощи электричества, чтобы его имя навсегда вошло в историю науки. Сегодня идеи великого ученого нашли применение в области машиностроения. В настоящее время метод электроокраски стал основным на любом крупном предприятии, имеющем дело с покраской материалов и поверхностей: вагоны метро, самолеты, океанские лайнеры — все это окрашивается в электрическом поле по методу Чижевского. В частности, многие автоконцерны применяли ионизацию лакокрасочного тумана для наиболее плотного и равномерного покрытия кузовов автомобилей. Эффект «металлик» так популярный среди автомобилистов был бы не возможен без работ Чижевского. Исследования последних лет еще более расширили применение идеи ионизации в казалось бы совершенно далеких от первоначально задуманных целей. В условиях присоединения России к Всемирной торговой организации, когда обостряющаяся конкуренция заставляет повышать качество выпускаемой продукции, очень востребованными являются новые методы металлообработки. Предъявление новых требований к защите окружающей среды и охраны труда на предприятиях повлекло за собой исследования, направленные на оптимизацию процессов в зоне резания, а также исключение вредных факторов, влияющих как на рабочего и зону обслуживания, так и на окружающую среду. Исследования многих авторов показали эффективность теплоотвода ионизированным воздухом на порядок выше, чем воздухом при традиционных схемах охлаждения. Существуют исследования, доказывающие значительное увеличение эффективности воздуха как СОТС (смазочно-охлаждающего технологического средства), если его предварительно ионизировать, так как при этом, кроме значительного снижения тепловыделения, происходит смазка контактных поверхностей инструмента и заготовки тонкой оксидной пленкой. Область применения воздуха как СОТС ограничивалась его меньшей эффективностью по сравнению с жидкими средствами, такими как эмульсии, масла, мыльные растворы и другие. При охлаждении обычным воздухом отсутствует эффект смазки. Для полноценной замены жидких СОТС воздухом используют так называемое СЭО (сухое электростатическое охлаждение) путем подачи в зону резания ионизированного и озонированного воздуха высокоточным коронным разрядом из специальной установки. А возникающая оксидная пленка на обрабатываемой заготовке выполняет роль твердой смазки. СЭО позволяет увеличить стойкость инструмента до 1,5 раз за счет уменьшения адгезионного воздействия в контактной зоне с помощью эффекта электрической поляризации Дерягина. Использование воздуха в качестве СОТС имеет преимущества в сравнении с жидкостными аналогами и в большей степени отвечает санитарногигиеническим требованиям, предъявляемым к организации производства. Проблемы рационального применения смазочно-охлаждающих технологических средств определяются двумя основными факторами – экономическим и экологическим. По оценкам специалистов и опыту промышленных предприятий затраты на СОТС до 4 раз превышают расходы на режущие инструменты и достигают 17 % себестоимости изготовления деталей машин. В то же время СОТС являются загрязнителями окружающей среды, а на их изготовление затрачивают значительное количество дефицитного сырья. При правильно выбранном составе и способе использования СОТС можно резко уменьшить силы трения в контактных зонах «инструмент–заготовка–стружка», уменьшить тепловыделение и усилить отвод тепла, а также обеспечить удаление стружки и отходов обработки из зоны резания и с рабочих поверхностей станка. В результате в существенной степени уменьшаются износ, затупление и засаливание инструмента, повышаются его работоспособность и период стойкости. Все это позволяет значительно повысить производительность обработки и улучшить качество деталей. Поэтому совершенствование составов и техники подачи СОТС является одним из основных направлений развития современной технологии машиностроения. В последние годы в Калужской области открыто множество высокотехнологичных машиностроительных производств автомобильного кластера. В ближайшее время начнет работу новый завод корпорации «Фольксваген» по производству двигателей для автомобилей. Это производство сопряжено со значительным объемом лезвийной металлообработки, где процессы резания потребуют эффективных подходов к их реализации. Анализ результатов исследований показывает, что при обработке с подачей в зону резания охлажденного ионизированного воздуха наблюдается существенное повышение стойкости режущего инструмента по сравнению с обработкой без охлаждения и незначительное снижение по сравнению с поливом эмульсией. Величина шероховатости поверхности при подаче охлажденного ионизированного воздуха существенно меньше, чем при отсутствии охлаждения и незначительно отличается от варианта обработки с поливом эмульсией. Экспериментально доказана возможность ионизации воздуха устройством, работающим на принципе вихревого энергетического разделения газов. Наибольшее влияние на эффективность работы ионизатора оказывают влажность и давление воздуха. Величина средней шероховатости обработанной поверхности при использовании вихревого ионизатора сравнима с величиной средней шероховатости при поливе эмульсией. При этом она в 2,5 раза ниже, чем при отсутствии охлаждения и в 1,8 раза ниже, чем при охлаждении обдувом сжатым воздухом. Стойкость режущего инструмента при охлаждении ионизированным воздухом незначительно (на 5÷10 %) уступает стойкости инструмента при охлаждении поливом эмульсией. Рис.1 Диаграмма зависимости средней шероховатости (Ra) обработанной поверхности при отсутствии охлаждения; при охлаждении обдувом сжатым воздухом; поливом жидкостями; подачей в зону резания ионизированного воздуха от вихревого ионизатора. Рис. 2. Схема сухого электростатического охлаждения ионизированным воздухом. Устройство для охлаждения зоны резания металлорежущего станка (рисунок 2) содержит вихревую трубу 1 с сопловым вводом 2, через который в нее подается воздух от источника сжатого воздуха 3, например, от компрессорной установки. Патрубок вывода горячего потока 4 соединен с ионизатором 5, выполненным в виде кольцевого положительного электрода 6 и игольчатого отрицательного электрода 7, которые подсоединены к электрическому источнику питания 8. В зоне прохождения ионизированного потока воздуха установлен эжектор 9, подключенный через трубное пространство рекуперативного теплообменника 10 к увлажнителю 11. Патрубок вывода холодного потока 12 соединен через межтрубное пространство теплообменника 10 с атмосферой. Исследованиями установлено[1]: охлажденный в вихревой трубе ионизированный воздух, увеличивает стойкость инструмента при обработке стали 45 до 10 раз по сравнению с резанием «всухую» и до 1,5 раз по сравнению с применением эмульсии; снижает температуру в контактной зоне в 2-3 раза; улучшает характеристики процесса резания и качество обработанной поверхности; уменьшение величины остаточных напряжений на10-15% при обработке с использованием охлажденной ионизированной среды по сравнению с резанием «всухую» и использованием эмульгированных и масляных жидкостей; увеличение условного угла сдвига и уменьшение поверхностных значений твердости с 260 до 240 кг/мм2 и глубины деформированного слоя при резании в среде охлажденного ионизированного воздуха по сравнению с обработкой «всухую», что объясняется изменением условий взаимного перемещения сопряженных поверхностей инструментального и обрабатываемого материала; уменьшение коэффициента трения на 25-30% при применении охлажденной ионизированной среды по сравнению с трением на воздухе, что обусловлено интенсивным формированием оксидов железа (FeO и Fe3O4) на трущихся поверхностях. Такой способ охлаждения зоны резания находит широкое применение при обработке легированных, коррозионностойких и жаропрочных сталей, сплавов на основе никеля, вольфрама, а также в металлообработке, где применение охлаждающих жидкостей недопустимо, например, в электровакуумной промышленности. Кроме того, охлажденный ионизированный воздух не вызывает трещин на инструменте при высокоскоростных методах обработки, где высокие температуры в зоне резания ускоряют процесс образования защитных окисных пленок. К настоящему времени создано большое разнообразие технических средств для подготовки ионизированных газов, в том числе многофункциональных вихревых устройств для подачи СОТС в зону резания в распыленном состоянии, а так же устройств для увлажнения и кондиционирования воздуха. Данные возможности стали доступными для современного машиностроения благодаря использованию и развитию идей нашего земляка, великого русского ученого Александра Леонидовича Чижевского. Существует уверенность, что и в будущем ученые найдут новые способы применения его научного наследия в самых неожиданных проявлениях для пользы человечества. Список литературы 1. Курапов К.В., Наумов А.Г., Федулов Е.А. Повышение охлаждающей способности ионизированного воздуха // Физика, химия и механика трибосистем: Межвуз. сб. науч. тр. Иваново: 2007. Вып. 6. С.112-113. 2. Климочкин К.О., Есов В.Б. Модернизация системы охлаждения металлорежущих станков с применением устройства охлаждения ионизированным воздухом (УОИВ). - Ремонт, Восстановление, Модернизация, 2011. 3. Худобина Л. В. Смазочно-охлаждающие технологические средства и их применение при обработке резанием: справочник - М. :Машиностроение, 2006. - 544 с.