Жудро С. Г. Технологическое проектирование целлюлозно-бумажных предприятий [1970].pdf
advertisement

с. г. ЖУДРО
ТЕХНОЛОГИЧЕСКОЕ
ПРОЕКТИРОВАНИЕ
ЦЕЛЛЮЛОЗНО-БУМАЖНЫХ
ПРЕДПРИЯТИЙ
Издание 2-е, переработанное
ИЗДАТЕЛЬСТВО
«ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ»
М о с к в а 1 970
УДК 676.001.2
Технологическое проектирование целлюлозно-бумажных пред­
приятий. Жудро С. Г. Изд. 2-е, переработ., «Лесная промышлен­
ность», 1970, 224:
. . .
В книге излагаются основные вопросы технологического про­
ектирования целлюлозно-бумажных предприятий с учетом опыта
проектных организаций этой отрасли, промышленности. В ней при­
ведены примеры технологических расчетов, технологические схемы
различных видов производства, освещены вопросы применения
современного технологического" оборудования, показаны примеры
компоновочных решений основных производственных цехов.
Книгу следует рассматривать как продолжение, как вторую
часть книги того же автора «Основы проектирования целлюлознобумажных предприятий», выпущенной издательством «Лесная про­
мышленность» в 1965 г.
Таблиц 40, рисунков. 62, библиография 17. названий.
3-14-10
13-70
ПРЕДИСЛОВИЕ
'Главной и конечной целью создания предприятия, а следо­
вательно, и его проекта является организация производствен­
ного процесса выпуска заданного вида продукции.'-К этой цели
направлена объединенная и согласованная инженерная работа
проектировщиков разных специальностей, осуществляющих тех­
нологическое, строительное и специальное проектирование пред­
приятия.
' '
Поскольку достижение конечной цели предопределяется
прежде . всего особенностями и наиболее целесообразными
проектными решениями основных производственных процессов,
технологическое проектирование, осуществляемое проектиров­
щиками технологами, является ведущим звеном в общем про­
цессе проектирования предприятия в целом.
Ведущая роль технологического проектирования и его связи
с другими видами проектирования были изложены в книге
«Основы проектирования целлюлозно-бумажных предприятий»,
изданной в 1965 г.
Настоящая книга продолжает изложение вопросов техноло­
гического проектирования целлюлозно-бумажных предприятий
главным образом на основе показа способов решения конкрет­
ных задач, возникающих в ходе разработки' "технологической
части проекта, и выдачи заданий для проектирования других
частей.
' . . ' . '
В процессе технологического проектирования возникает боль­
шое разнообразие проектных задач, попытка исчерпывающего
изложения которых потребовала бы много места; в книге число
примеров, естественно, весьма ограничено, при этом в большин­
стве случаев они даны в наиболее простой форме с тем, чтобы
яснее представить главный смысл решения.
Вообще, даже,большое количество примеров, сколько много
бы их не было, никогда не может охватить все разнообразие
вопросов, возникающих при проектировании и подлежащих
решению подобно тому, как любой сборник задач и примеров
по математике никогда не охватит все случаи ее многообраз­
ного, применения. В то же время всегда справедливо изречение,,
что примеры столь же поучительны, как и правила.
Материал настоящей книги разделен На шесть глав. Первая
глава посвящена общим вопросам технологического проектиро­
вания. Последующие две главы содержат примеры расчетов,
необходимость которых возникает при технологическом проекти­
ровании целлюлозно-бумажных предприятий; При этом во вто1*
3
рой главе помещены примеры расчетов, не связанные с особен­
ностями какого-либо из видов целлюлозно-бумажного производ­
ства; в той или другой форме необходимость подобных расчетов
нередко возникает при проектировании любого из производств.
Часть примеров, приведенных в этой главе, является техноло­
гическими не по своему содержанию, а по своему назначению;
с задачами подобного рода проектировщику-технологу прихо.дится встречаться очень часто. В третьей главе содержатся
материалы, разъясняющие способы расчетов, связанных с при­
менением норм технологического проектирования основных тех­
нологических процессов.
Нормы технологического проектирования в значительной
мере определяют технико-экономические показатели проекти­
руемого предприятия. Основывать проект нового предприятия
только на уже достигнутых производственной практикой пока­
зателях недостаточно. Новое предприятие должно по своему
•техническому уровню превосходить уже достигнутый уровень.
:Это важное принципиальное положение четко определено в По­
становлении ЦК КПСС и Совета Министров СССР «О меро­
приятиях по повышению эффективности работы научных орга­
низаций и ускорению использования в народном хозяйстве
.достижений науки и техники». Излагая это Постановление
в передовой статье, газета «Правда» 23 октября 1968 г. писала
«Проектируемые предприятия ко времени ввода их в эксплуа­
тацию по своим технико-экономическим показателям и техниче­
скому уровню выпускаемой продукции должны значительно
превосходить аналогичные действующие предприятия в нашей
стране и за рубежом». Это положение должно непременно вы­
полняться при проектировании вообще и при применении норм
технологического проектирования в частности.
Четвертая глава содержит материалы для проектирования
технологических схем различных видов целлюлозно-бумажного
производства.
Иногда применяют термин «типовая» технологическая схема,
характеризуя этим высокие качества такой схемы и ее пригод­
ность для неоднократного применения. Однако, несмотря на
полную обоснованность термина, необходимо к типовым схемам
относиться критически. По мере освоения и совершенствования
•целлюлозно-бумажных производств в сочетания операций, со­
ставляющих технологический процесс, вносятся те или иные
изменения, что необходимо всегда учитывать при пользовании
типовыми схемами. Изменения могут вызываться также конкрет:ными местными условиями организации производства либо спе­
цифическими требованиями к продукции. Поэтому приведенные
в четвертой главе технологические схемы следует рассматривать
не как типовые, а как примерные.
В пятой главе рассмотрены вопросы, связанные с выбором
• технологического оборудования.
••4
Выбор оборудования для проектируемого объекта требует
тщательного изучения, рассмотрения технических характери­
стик и опыта эксплуатации аналогичных образцов на дей­
ствующих предприятиях. Прежде же всего необходимо иметь
общее представление о том, какие виды оборудования отвечают
современному уровню технологии и последним' достижениям,
бумагоделательного машиностроения.
В данной главе приводится краткий обзор основного техно­
логического оборудования, применяемого на современных дей­
ствующих и проектируемых предприятиях.- В обзоре излагаются
только общие характеристики видов оборудования без скольконибудь детальных описаний их конструкций. Многообразие тех­
нологического оборудования и ограниченность отведенного для
обзора места не позволили рассмотреть в нем все виды дажеосновного оборудования. Подробно изучать отдельные виды
оборудования необходимо систематически, знакомясь с проспек­
тами, каталогами, техническими проектами, предложениями ино­
странных фирм, отраслевыми отечественными и иностранными
журналами и другими информационными материалами, а также
изучая преимущества и недостатки действующего аналогичного
оборудования.
Для некоторых видов оборудования приведены примеры наи­
более часто встречающихся технологических расчетов, необхо­
димость в которых возникает при выборе этого оборудования.
В шестой главе помещены материалы, относящиеся к раз­
работке технологических компоновочных решений, в значитель­
ной мере предопределяющих общий облик предприятия.
Упоминавшиеся в главе VIII книги «Основы проектирования
целлюлозно-бумажных предприятий» проектные поиски новых
габаритных схем павильонного типа для производственных зда­
ний целлюлозно-бумажных предприятий в настоящее время
получили конкретное воплощение в запроектированных зданиях,,
уже выполняемых в натуре.
Материалы шестой главы настоящей книги ознакомят чита­
теля с этими современными проектными решениями.
Такова в основном характеристика материалов, содержа­
щихся в настоящей книге, за пределами которой в силу ограни­
ченности ее размеров остался еще ряд вопросов технологиче­
ского проектирования целлюлозно-бумажных предприятий.
В Постановлении ЦК КПСС и Совета Министров СССР'
«Об улучшении проектно-сметного дела» сказано, что необхо­
димо создать такие условия работы в проектных организациях,
при которых проектировщики имели бы широкую возмож­
ность проявлять творческую инициативу в выборе наиболее про­
грессивных экономических решений при проектировании.
Назначение данной книги — оказать посильное скромное:
содействие проектировщикам целлюлозно-бумажных предприя­
тий в решении стоящих перед ними творческих задач.
5
Глава I
ОБЩИЕ ПОЛОЖЕНИЯ ТЕХНОЛОГИЧЕСКОГО
ПРОЕКТИРОВАНИЯ
СОДЕРЖАНИЕ И ПОСЛЕДОВАТЕЛЬНОСТЬ
Придавая большое народнохозяйственное значение улучше­
нию проектно-сметного дела, Центральный Комитет и Совет
Министров СССР, приняли в 1969 г. постановление, определяю­
щее общие принципиальные направления работы проектных
организаций всех отраслей народного хозяйства на ближайшие
годы и предусматривающее меры, направленные на улучшение
проектирования,
В соответствии'. с этим постановлением проектирование
должно быть организовано на основе максимального учета но­
вейших достижений науки и техники с тем, чтобы строящиеся
и реконструируемые предприятия ко времени ввода их в дей­
ствие были технически передовыми и имели Высокие показа­
тели производительности труда, себестоимости и качества
продукции, а по условиям труда отвечали современным требо­
ваниям.
Постановление обязывает министерства и ведомства СССР
разработать и утвердить в 1969—1970 гг. основные технические
направления. в проектировании предприятий соответствующих
отраслей исходя из ближайшей перспективы развития науки и
техники.
Установлено, что решения о проектировании и строительстве
предприятий и сооружений начиная с 1971 г. должны прини­
маться исходя из схем развития и размещения соответствующих
отраслей народного хозяйства и промышленности и схем раз­
вития и размещения производительных сил по экономическим
районам и союзным республикам, а по крупным и сложным
предприятиям и сооружениям — также на основе технико-эконо­
мических обоснований (ТЭО), подтверждающих экономическую
целесообразность и хозяйственную необходимость проектирова­
ния и строительства предприятий и сооружений.
Постановление изменило ранее существовавшую стадийность
проектирования, установив, что проектирование предприятий,
зданий и сооружений может осуществляться в две стадии —
технический проект и рабочие чертежи или в одну стадию —
технико-рабочий, проект (технический проект, совмещенный
с рабочими чертежами). При этом по объектам, строительство
которых предполагается по типовым проектам и по повторно
применяемым экономичным индивидуальным проектам, а так6
же по технически несложным объектам проектирование должно
проводиться в одну стадию.
В: развернутом виде правила проектирования промышленных
объектов определяются «Временной инструкцией по разработке
проектов и смет для промышленного строительства» (шифр СН
202^69), где установлены состав, содержание, порядок раз­
работки, согласования и утверждения проектов и смет, по кото­
рым должны строиться новые, а также расширяться или рекон­
струироваться действующие промышленные предприятия, а так­
же отдельные здания и сооружения.
Этой инструкцией, обязательной для всех отраслей народ­
ного Хозяйства, определено, что разработка проектов для про­
мышленного строительства должна производиться на основе
з а д а н и я на пр о е к т и р о в а н и е, составленного заказчиком
проекта при непосредственном участии проектных организаций.
Задание на проектирование должно составляться в соответ­
ствии "е генеральной схемой развития и размещения соответ­
ствующей отрасли промышленности, а по крупным и сложным
объектам также на основании ТЭО, разработанного и утверж­
денного в установленном порядке.
Учитывая, что новые современные целлюлозно-бумажные
предприятия относятся к крупным и сложным, следует считать,
что в большинстве случаев проектированию этих предприятий
должна предшествовать разработка ТЭО.
При разработке схемы развития и размещения целлюлознобумажной отрасли промышленности среди других важнейших
вопросов рассматриваются и решаются также и принципиаль­
ные технологические вопросы, в значительной мере предопреде­
ляющие основные решения дальнейшего технологического
проектирования. К таким вопросам, в частности, относятся: ана­
лиз и характеристика сырьевых ресурсов в предполагаемых
районах строительства для переработки в целлюлозно-бумаж­
ную продукцию и вытекающие отсюда рекомендации по способу
производства полуфабрикатов и ассортименту конечной продук­
ции,1 увязанному с потребностью в ней, определение оптималь­
ной мощности предприятий, основанной на нормированной мощ­
ности производственных потоков и целесообразном их комбини­
ровании в составе предприятия, и др.
В разработке и решении таких вопросов участвует большой
круг проектировщиков высокой квалификации разных специаль­
ностей, в том числе и проектировщики технологи, а также науч­
ные работники и представители плановых и высших руково­
дящих- отраслью организаций.
Ири разработке ТЭО строительства отдельного предприятия
среди других решаются следующие технологические вопросы:
проектная мощность, потребность в сырье, полуфабрикатах и
химикатах, состав и структура производства, обоснование тех­
нологических процессов и общих характеристик основного
7
оборудования с выделением новых процессов и оборудования,
качества продукции и др.
Наряду с решением этих технологических вопросов проекти­
ровщики-технологи для других специалистов, участвующих
в разработке ТЭО, подготавливают данные о потреблении основ­
ным производством предприятия сырья, химикатов, тепла, элек­
троэнергии и воды; количестве и характеристике промстоков;
предполагаемых габаритах производственных зданий; составе
основного технологического оборудования для определения его
стоимости и др.
В заключение в технологической части ТЭО приводятся дан­
ные для общих выводов и целесообразности строительства пред­
приятия в данном пункте. Проектировщики-технологи вместе
с другими специалистами участвуют в составлении проекта
задания на проектирование, которое должно прикладываться
к ТЭО.
Разработка схем развития и размещения целлюлозно-бумаж­
ных предприятий так же, как и составление ТЭО на отдельные
предприятия, хотя и выполняется проектными организациями и
включает в себя предварительные укрупненные проектные про­
работки важнейших вопросов, но по своему содержанию и на­
значению не является стадией проектирования предприятия и но­
сит характер предпроектных работ.
Собственно проектирование начинается после утверждения
в установленном порядке и выдачи проектной организации
задания на проектирование, являющегося заключительным доку­
ментом всех предпроектных работ.
Это задание должно содержать данные, необходимые для
проектирования в качестве исходных материалов, и сведения
об основных технических направлениях, которые следует отра­
зить в проекте.
В части, относящейся непосредственно к технологическому
проектированию в задании должны быть указаны:
номенклатура продукции и мощность производства по основ­
ным видам (в натуральном и ценностном выражении) на пол­
ное развитие и на первую очередь строительства;
режим работы предприятия;
основные технологические процессы и оборудование;
намечаемая специализация предприятия;
основные источники снабжения производства сырьем, водой,
теплом, газом и электроэнергией;
условия очистки и сброса сточных вод;
намечаемые сроки строительства, предполагаемые порядок
осуществления строительства по очередям и очередность ввода
мощностей предприятия и отдельных пусковых комплексов;
стадии проектирования;
намечаемое перспективное расширение предприятия;
подлежащие разработке варианты проекта;
8
особые условия — дополнительные требования заказчика,
которые необходимо учесть при разработке проекта.
Содержание задания на проектирование может быть уточ­
нено применительно к особенностям подлежащих проектирова­
нию объектов с тем, чтобы оно в достаточной мере определяло
основные технические направления разработки проекта.
Изменения в утвержденное задание на проектирование могут
вноситься лишь с разрешения инстанции, утвердившей это
задание.
Получению задания к развернутым проектным работам по
всем специальностям должно предшествовать выполнение на­
чальных работ по технологическому проектированию.
Технологическое проектирование осуществляется в несколь­
ко этапов, основные из которых перечислены ниже.
Первым, начальным этапом технологического проектиро­
вания является выполнение расчетов, уточняющих размер вы­
пуска заданной продукции, определение основных расходов
сырья, химикатов, тепла, электроэнергии, воды и других мате­
риалов, необходимых для производства, а также количества и
качества промышленных стоков и ряда технико-экономических
показателей производства. Для расчета используются нормы
технологического проектирования. Результаты расчетов сво­
дятся в таблицы, примеры которых приведены в главе III. Эти
таблицы передаются проектировщикам смежных специальностей
(экономистам, специалистам по проектированию складов и
транспорта древесного сырья и его первичной обработке, энер­
гетикам, сантехникам), для которых эти таблицы являются коли­
чественными (в проектной практике их называют цифровыми)
заданиями для разработки соответствующих частей проекта.
Второй, основной этап — разработка технологических схем,
вначале для основных технологических процессов, а затем и
для вспомогательных. Схемы, разработанные технологами, слу­
жат также основой для работы проектировщиков-специалистов
по автоматизации технологических процессов.
Составленные технологические схемы позволяют приступить
к следующему этапу — выбору оборудования и определению
необходимых технологических коммуникаций. Если предусма­
тривается применение новых видов оборудования, не изготов­
ляемых отечественной машиностроительной промышленностью,
составляются задания на конструирование этого оборудования.
На основе расчетов о потребном оборудовании оформляются
его спецификации.
Спецификации являются одним из заданий для сметчиков,
определяющих стоимость всех затрат на строительство пред­
приятия, а также основным документом для заказчика проекта,
заказывающего и приобретающего оборудование.
Следующий этап — разработка технологических компоновоч­
ных чертежей, определяющих габаритные схемы производствен9
ных'корпусов. В компоновочных чертежах учитывается разме­
щение не только технологического оборудования, но резерви­
руются также площади для оборудования, коммуникаций и
устройств, выбираемых проектировщиками смежных специаль­
ностей, для обеспечения нормальной работы предприятия; '.';••:
Разработанные технологами и согласованные, а также ча­
стично доработанные другими специалистами компоновочные
чертежи передаются проектировщикам-строителям для разра­
ботки строительной части проекта, а также проектировщикам
генерального плана в качестве предварительного задания.
Технологические схемы и компоновочные чертежи дают воз­
можность проектировщикам-технологам определить количество
рабочих постов, необходимых для обслуживания основного про­
изводства. Одновременно определяется специальность, количе­
ство и квалификация рабочих, обслуживающих каждое рабочее
место. Эти данные о рабочих постах вместе с аналогичными
данными других специалистов передаются проектировщикамэкономистам, которые, обобщая их по рабочим постам, опре­
деляют количество трудящихся проектируемого-предприятия/Эти
же данные необходимы проектировщикам-строителям для проек­
тирования бытовых помещений,- столовых, амбулаторий и др.
Такова последовательность технологического проектиро­
вания в весьма схематическом и укрупненном изложении.
Перечисленные этапы соответствуют разработке техниче­
ского проекта.
Целью технологического проектирования йа стадии рабочих
чертежей является разработка технологических монтажных
Чертежей и соответствующих им заданий всем Другим специали­
стам, разрабатывающим рабочие чертежи по своим частям
проекта.
!..; i
:
Перед разработкой монтажных (рабочих) чертежей с Целью
исключения во всех частях проекта неувязок и ошибок, а также
учета всех замечаний, зафиксированных при утверждении тех­
нического проекта, все перечисленные выше этапы технологиче­
ского проектирования повторяются, но в другом объеме и с той
детализацией, которая требуется для разработки рабочих чер­
тежей, а именно:
проверяются и уточняются данные о расходах и техникоэкономические показатели;
детализируются технологические схемы;
проверяется и уточняется соответствие параметров обору­
дования, предусмотренного техническим проектом, параметрам
оборудования, фактически заказанного для проектируемого
предприятия;
технологические компоновочные чертежи разрабатываются
в более крупном масштабе и более детально, с уютом разме­
щения уже заказанного оборудования;
уточняются рабочие посты.
10
дтопленаь,
Вентиляция
Строители
Электрики
Главные инженер!
проектов
Трансмеханики
Технологи
Теплотехники
Генплан
Войоснавженцы
Экономисты
Сметчики
Изыскатели
К1ЛП
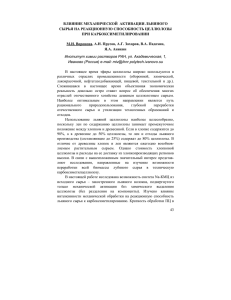
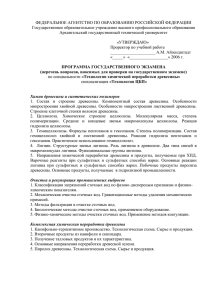
Рис. 1. Сетевая модель разработки технологического проекта целлюлозно-бумажного предприятия
На каждом из этапов проектировщикам смежных специаль­
ностей передаются уточненные задания. Как завершающий этап,
выполняются рабочие монтажные чертежи, на основе которых на
строящемся предприятии монтируют все технологическое обору­
дование и связанные с ним коммуникации.
Необходимость согласованной работы проектировщиков всех
специальностей на каждом этапе проектирования усложняет
разработку проектно-сметной документации как на стадии тех­
нического проекта, так и при разработке рабочих чертежей.
Для иллюстрации на рис. 1 показана сетевая модель взаимо­
связей при разработке технического проекта предприятия, соот­
ветствующая сложившейся проектной практике в Гипробуме.
Разработка сетевых моделей процесса проектирования начинает
внедряться в проектирование в качестве первого шага к внедре­
нию метода сетевого планирования и управления (СПУ), являю­
щегося большим достижением научной организации труда.
Внедрение в проектную практику метода СПУ, применение
модельно-макетного и других прогрессивных методов проекти­
рования должно обеспечить взаимосвязь проектных решений
более простыми способами, что, однако, не только не уменьшит
ведущую роль проектировщика-технолога, а скорее увеличит ее.
Непрерывное совершенствование организации и методов про­
ектирования, направленное к сокращению сроков проектиро­
вания, росту производительности труда проектировщиков, повы­
шению качества и сокращению объема проектных материалов,
а также к снижению стоимости проектных работ — важнейшие
задачи проектных организаций, вытекающие из постановления
партии и правительства.
СОСТАВ ПРОЕКТНЫХ МАТЕРИАЛОВ
Временной инструкцией СН 202—69 установлен примерный
состав технического проекта промышленного предприятия, в со­
ответствии с которым применительно к особенностям отдельных
отраслей промышленности должны производиться необходимые
уточнения.
Такие уточнения для целлюлозно-бумажных предприятий
пока еще не выполнены, вследствие чего приведенный ниже
состав технологической части технического проекта является
предварительным и не обязательным.
Технологическая часть технического проекта состоит из
одного или нескольких томов расчетно-пояснительной записки и
комплекта чертежей.
В расчетно-пояснительную записку входят нижеперечислен­
ные проектные материалы.
Общая характеристика исходных данных для проектирова­
ния. Эти данные, как указывалось ранее, содержатся п идлмии
на проектирование и приводятся в пояснительной мппскс име12
сте с рядом других исходных материалов, используемых при
проектировании (ссылки на утвержденные технические условия
для-проектируемой продукции, соответствующие ГОСТ и т. п.).
Здесь же может быть приведен обзор отечественной и зарубеж­
ной литературы, авторских свидетельств и патентов, перечень
научно-исследовательских работ, использованных при проекти­
ровании, предварительно разработанные научно-исследователь­
скими организациями технологические регламенты и пр., а так­
же сопоставление принятых решений с лучшими образцами.
Далее в записке приводят характеристику ассортимента вы­
пускаемой продукции, годовую производственную программу
в целом по предприятию и по основным производственным
цехам, определенные заданием на проектирование и уточненные
соответствующими расчетами при проектировании.
Затем устанавливают и указывают состав предприятия по
производствам, определенный заданием на проектирование и
уточненный в процессе проектирования. В частности, должен
быть освещен вопрос о производстве побочных продуктов и об
организации вспомогательных производств, необходимых для
основных технологических процессов, например производства
хлора, каустической соды, двуокиси хлора и т. п.
В записке должен быть обоснован режим работы предприя­
тия. Рекомендации по этому вопросу для основных производств
приведены в главе II.
Данные о потребности в сырье, основных материалах, топ­
ливе определяют расчетом на самом начальном этапе проекти­
рования, а затем уточняют. В записке приводят только резуль­
таты окончательных расчетов и при этом обычно в табличной
форме.
В записку включают обоснование принятых технологических
схем и их краткое описание. Принимаемые в проекте техноло­
гические схемы выбирают с учетом аналогичных новейших дей­
ствующих схем. При этом отдельные технологические операции,
отображаемые схемой, в процессе проектирования совершен­
ствуются на основе достижений производственного опыта или
по результатам проверенных на практике исследовательских
работ. Такие усовершенствования необходимо обосновать и
осветить в пояснительной записке.
Отдельный раздел записки должен быть посвящен характе­
ристике основного оборудования, обоснованию его выбора и
обоснованию необходимого количества агрегатов. Материалы
о применяемом на современных целлюлозно-бумажных пред­
приятиях технологическом оборудовании приведены в главе V.
Выбранное оборудование включают в спецификации, состав­
ляемые по установленной форме. Эти спецификации являются
составной частью записки.
В случае применения оборудования, не выпускаемого
.отечественной промышленностью, для его конструирования и
13
изготовления должны быть разработаны технологические зада­
ния, что отмечают в этом же разделе записки.
• •.-•'•••
Вследствие разнообразия продуктов, транспортируем^ по
технологическим трубопроводам, для каждого из них и задиске
приводят обоснования выбора материала труб, о чем подробнее
сказано в главе II.
Межцеховые технологические коммуникации обычно прокла­
дывают по совмещенным трассам с коммуникациями водоснаб­
жения, пароснабжения и пр.
Спецификацию на технологические трубопроводы составляют
отдельно, графически же их целесообразно показывать .с.-дру­
гими сетями на совмещенных чертежах. Расчеты всех трубопро­
водов в записку не включают. В ней приводят только резуль­
таты расчетов.
Для проектной разработки вопросов антикоррозийной, за*
щиты, а также теплоизоляции оборудования и трубопроводов
обычно привлекают специализированные организации, например
Проектмонтажхимзащита и Теплопроект, что должно: быть
отмечено в записке. Материалы этих организаций в виде отдель­
ных разделов входят в состав проекта предприятия.
Проектировщики-технологи обязаны выдать этим организа­
циям необходимые для проектирования исходные данные.
В записке технического проекта должны быть указаны реше­
ния об использовании отходов производства. При проектиро­
вании стремятся не допускать превращения отходов производ­
ства в отбросы, в связи с чем, как правило, предусматривают
целесообразную организацию вспомогательных производств,
максимально использующих побочные продукты основного про­
изводства, например получение скипидара, таллового масла
и др.
При технологическом проектировании должны быть выяв­
лены количество и характеристики производственных сточных
вод и газовых выбросов и предусмотрены все возможные; меры
к их сокращению и уменьшению загрязнения водоемов и атмо­
сферы. Если это целесообразно, то стоки и выбросы подвер­
гаются предварительной очистке или нейтрализации на месте
возникновения. Однако в большинстве случаев необходимо про­
изводственные стоки собирать со всего предприятия в одно
место и там очищать на специальных очистных сооружениях,
которые проектируют специалисты проектировщики по .водо­
снабжению и канализации. Эти вопросы должны быть детально
освещены в пояснительной записке.
\
Вопросы механизации транспорта грузов цехов, проектиро­
вание механизации трудоемких процессов и транспортных:опе­
раций в виду сложности и специфичности их решении при проек­
тировании целлюлозно-бумажных предприятий разрабатывают
в тесной увязке с технологической частью в специализирован­
ных транспортно-механических отделах проектных организаций.
•14
• В этих же отделах разрабатывают проектные решения склад­
ского хозяйства и организации ремонтной службы. В качестве
исходных , данных для этих решений служит выявляемая .при
технологическом проектировании потребность предприятия
в сырье, химикатах, одежде машин и др.
Соответствующие проектные решения по всем транспортномеханическим вопросам включают в состав технического проекта
в виде отдельного раздела.
При использовании в технологической части технического
проекта типовых проектов и при повторном применении эконо­
мических проектов в пояснительной записке должны быть при­
ведены обоснования их выбора и указания о характере произ­
водственных уточнений при привязке их к проектируемому
предприятию. Сами же типовые и унифицированные проектные
решения разрабатывают проектные организации особо, по плану
типового проектирования.
Как указано выше, в состав технологической части техни­
ческого проекта, помимо расчетно-пояснительной записки, вклю­
чают чертежи, основные из которых следующие:
Принципиальные схемы технологических процессов. В прак­
тике проектирования целлюлозно-бумажных предприятий, на
технологических схемах указывают только некоторые аппараты
автоматизации, главным образом регуляторы концентрации,
композиции, дозаторы и т. п. Полные схемы автоматизации вы­
пускаемые в виде отдельного раздела проекта, содержащего все
материалы по автоматизации технологических процессов. Эти
материалы, тесно увязанные с технологической частью проекта,
разрабатывают проектировщики-автоматчики.
Планы и характерные разрезы производственных зданий
с расположением основного технологического оборудования и
транспортных средств с указанием мест размещения вентиля­
ционных камер, трансформаторных подстанций, распределитель­
ных устройств, помещений КИП и автоматики, производствен­
ных служебных помещений и пр. в масштабе 1 : 200 или 1 : 400.
Сводный компоновочный чертеж производственных зданий
по предприятию в целом в масштабе 1 : 800 с показом эстакад,
галерей и переходов между зданиями. Подобный сводный ком­
поновочный чертеж иногда выполняют не технологи, а проекти­
ровщики-строители с участием технологов. Планы и разрезы
производственных зданий с размещением оборудования часто
выпускают технологи, совмещая их с чертежами строительной
части проекта. Помимо перечисленных основных чертежей
технологической части, в состав технического проекта должны
включаться также и другие, перечень и назначение которых опре­
деляют при уточнении состава технического проекта целлюлоз­
но-бумажного предприятия.
В большинстве случаев рабочие чертежи технологической
части проекта целлюлозно-бумажного предприятия включают:
15
заглавный лист, на котором приводят наименование проекта,
состав и перечень проектных материалов технологической части,
принятую систему условных обозначений, общие сведения, ука­
зания по применению проекта;
схемы технологического процесса с нанесением технологиче­
ского оборудования и трубопроводов;
общекомпоновочный план в масштабе 1 : 400-1-1 : 800;
планы с нанесением и привязкой технологического и подъем­
но-транспортного оборудования, а в необходимых случаях и
технологических трубопроводов в масштабе 1 : 100-1-1 : 200;
разрезы (для сложных участков) в масштабе 1 : 50-М : 100;
привязанные к месту типовые проекты производств, устано­
вок и поточных линий;
чертежи общих видов нетиповых конструкций узлов и дета­
лей;
ведомость подлежащих антикоррозийной защите оборудова­
ния, аппаратов, трубопроводов с указанием объемов работ;
ведомость подлежащих теплоизоляции трубопроводов и ап­
паратуры с указанием температуры, нормалей (тип и конструк­
ция теплоизоляции) и объема работ;
спецификация оборудования, трубопроводов и арматуры и
других основных материалов;
перечень типовых инструкций, примененных стандартов, нор­
малей и др.
Для сокращения проектной документации во всех возмож­
ных случаях следует предусмотреть составление совмещенных
чертежей (планов и разрезов) с привязкой в них не только тех­
нологического, но и подъемно-транспортного оборудования и
технологических трубопроводов.
Указанный состав чертежей применительно к особенностям
проекта целлюлозно-бумажных предприятий подлежит в каж­
дом отдельном случае уточнению.
О НЕКОТОРЫХ ПРИМЕНЯЕМЫХ ТЕРМИНАХ
При проектировании целлюлозно-бумажных предприятий
применяются некоторые термины, отображающие технологиче­
ские понятия и применяемые в проектной практике, но не являю­
щиеся пока общепринятыми и установившимися. При этом сами
эти понятия в отдельных случаях не имеют устойчивых опреде­
лений и системы.
В целях некоторого упорядочения, однообразного понимания
употребляемых при проектировании терминов и соответствую­
щих им понятий ниже изложены предложения по их истолко­
ванию, соответствующие опыту проектной практики.
Технологическое
проектирование
целлюлозно-бумажного
предприятия имеет целью организацию на нем производства
готовой продукции или полуфабриката: заданных видов целлю16
Ov
«Л
л
<jrf
гО
^•^
С!^
X
лозы, древесной массы, бумаги, картона и изделий из них, пред­
назначаемых для определенного практического применения.
Производство всех этих видов промышленной продукции
основывается на данных науки и прежде всего технологии цел­
люлозно-бумажного производства.
Технология — это наука о способах обработки определен­
ного сырьевого материала для получения из него определенной
продукции с заданными качественными характеристиками.
Для получения продукции целлюлозно-бумажного производ­
ства сырье подвергается последовательной многоступенчатой
разнообразной обработке. Поскольку в процессе производства
способы воздействия применяются последовательно, как бы
протекая во времени, употребляется термин п р о и з в о д с т ­
в е н н ы й п о т о к , объединяющий весь комплекс последова­
тельной обработки сырья и сопутствующие вспомогательные
процессы.
Характеризуя количественную сторону вырабатываемой про­
дукции, говорят о мощности производственного потока. Факто­
ром, определяющим мощность производственного потока, является оптимальная производительность применяемого в потоке
оборудования. Характеризуя состав производства одного вида
продукции на предприятии, говорят об однопоточном или многопоточном (двух-, трехпоточном) производстве.
^ Р и проектировании выработки одной и той же продукции
несколькими потоками в составе одного предприятия стремятся
к идентичности (однообразию) потоков и целесообразному
сокращению их числа. Оптимальным является предприятие, со­
стоящее из минимального числа производственных потоков оди­
наковой и крупной мощности.
Производственная мощность предприятия определяется как
сумма мощностей составляющих его производственных потоков.
Производственный поток, организуемый для выработки
какого-либо вида целлюлозно-бумажной продукции, обычно
представляет собой последовательное сочетание отдельных
основных т е х н о л о г и ч е с к и х п р о ц е с с о в с включением
в него также необходимых вспомогательных процессов. При этом
условное разделение процессов на основные и вспомогательные
отнюдь не уменьшает значение последних.
К основным технологическим процессам при проектировании
обычно относят процессы обработки основного сырьевого мате­
риала или применяемых в качестве исходного сырья полуфаб­
рикатов; к вспомогательным — процессы, обеспечивающие про­
хождение основного производства или переработку его побоч­
ных продуктов. Так, например, при производстве целлюлозы
технологический процесс последовательной обработки щепы, а
затем полученной после ее варки целлюлозной массы при проек­
тировании считается основным процессом. Приготовление же
реагентов-^длд^дадки^отбелки — вспомогательным.
2
с
г. ЖУДРСГ
л
'р '
w
•' - •• <• Ч
/ -
17
Каждый из технологических процессов как основной, так и
вспомогательный, представляет собой согласованное сочетание
технологических операций.
Т е х н о л о г и ч е с к а я о п е р а ц и я (например, промывка
или сортирование целлюлозы) —это однообразное, хотя может
быть и многократное воздействие на обрабатываемый материал
одной или нескольких машин или аппаратов, соединенных
в агрегат или работающих раздельно.
В агрегат могут соединяться также машины, выполняющие
различные технологические операции, примером может служить
бумагоделательная машина.
Все упомянутые выше термины и понятия имеют практиче­
ское значение при технологическом проектировании. Технологи­
ческие схемы разрабатываются для каждой операции технологи­
ческого процесса. Для производственного потока в целом эти
схемы по операциям, составляющим технологический поток,
увязываются между собой по технологическим параметрам и свя­
зываются коммуникациями.
Технологические потоки оснащаются комплектом оборудова­
ния, составляющим т е х н о л о г и ч е с к и е л и н и и . Состав обо­
рудования, комплектующего технологическую линию, должен
обеспечивать нормальный и согласованный процесс, состоящий
из ряда последовательных операций.
Технологическая линия составляется из ряда последова­
тельно соединенных коммуникациями комплектных установок и '
агрегатов, о чем подробнее сказано в главе о выборе оборудо­
вания.
,
Гл а в а II
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ,
ОБЩИЕ ДЛЯ РАЗНЫХ ПРОИЗВОДСТВ
РАСЧЕТЫ ПРОДОЛЖИТЕЛЬНОСТИ РАБОТЫ ПРЕДПРИЯТИЯ
И ЕГО ОБОРУДОВАНИЯ
Проектируемый годовой объем производства продукции,
в частности, определяется временным режимом работы как пред­
приятия в целом, так и отдельных его участков.
Количество календарных дней в году при проектировании
принимается 365, количество же эффективных дней работы
предприятия —"355.
Разница между количеством календарных и эффективных
дней образуется вследствие планирования остановок всего пред­
приятия 2 раза в году по 5 дней, т. е. всего на 10 дней в году.
Остановки всего предприятия относят чаще всего на май и
ноябрь. Во время остановки всего предприятия прежде всего
18
ремонтируют общезаводские сооружения, такие, как ТЭЦ, на­
сосные станции, магистральные коммуникации и пр. В эти же
дни остановок ремонтируют основное и вспомогательное обору­
дование.
Для возможности планово-предупредительного ремонта обо­
рудования отдельных участков производства, работающего без
еженедельных выходных дней, в остальные 10 месяцев года
(помимо указанных выше общезаводских остановок) при проек­
тировании учитываются также ежемесячные остановки этого
оборудования на 24 ч.
В зависимости от схемы производства и его организации эти
остановки осуществляются раздельно по производственным
потокам или по отдельным участкам и цехам.
В связи с ежемесячными 24-часовыми остановками в течение
10 месяцев, расчетное время работы в год производственного
оборудования составляет 355 — 10 = 345 дней.
Для некоторых видов производств в целях повышения каче­
ства продукции требуется более частая промывка оборудования
и коммуникаций, в связи с чем при проектировании для этого
предусматривается дополнительное время простоя, например
10 дней. В этом случае расчетное время работы оборудования
будет составлять 335 дней в году. Такие условия, например,
предусматриваются для производства конденсаторной бумаги.
Бумагоделательные и картоноделательные машины, помимо
предусмотренных остановок для планово-предупредительного
ремонта, часто нуждаются в непродолжительных в н у т р и с м е н н ы х остановках для промывки, смены, починки одежды
машин или для устранения других мелких неполадок. Для учета
подобных внутрисменных простоев продолжительность работы
бумагоделательной или картоноделательнои машины в течение
суток принимается не 24, а 23 ч. В некоторых случаях, напри­
мер для машин сложной конструкции, это время может быть при­
нято 22,5 ч с учетом внутрисменного простоя в среднем 1,5 ч
в сутки.
Для сушильных машин, устанавливаемых в производствен­
ных потоках выработки товарной небеленой, беленой и облаго­
роженной целлюлозы, продолжительность работы в течение
суток может приниматься по аналогии с бумагоделательными
машинами.
Для целлюлозных заводов расчетное число дней работы
в год всего завода принимается 355, расчетное число дней
работы основного оборудования—у345,; а число часов работы
варочных котлов в сутки, включая техосмотр — 24 \ .
Эффективное время работы дефибреров, работающих на
керамических камнях, принимается 24 ч в сутки, а при приме­
нении кварцево-цементных камней нормы технологического про­
ектирования допускают снижение продолжительности эффектив­
ной работы в среднем до 23,7 ч в сутки.
2*
19
/
Для перерабатывающих цехов, работающих на прерывной
неделе при 7-часовом рабочем дне, расчетное количество эффек­
тивных дней работы основного оборудования определяется
вычетом из общего количества дней в году нерабочих дней, т. е.
365 — 52 — 8 = 305 дней в году.
В этом случае учитывают 52 воскресных дня и 8 празднич­
ных дней, установленных законодательством.
Обычно, помимо нерабочих дней, для дополнительного пла­
ново-предупредительного ремонта оборудования перерабаты­
вающих цехов, работающих на прерывной неделе, предусматри­
вается еще 6 дней в году. В этом случае число эффективных
дней в году составляет 305—6 = 299 дней.
При работе на пятидневной неделе с двумя выходными
днями количество рабочих часов в году не изменяется, однако
количество нерабочих дней, в которые может производиться
планово-предупредительный ремонт оборудования цехов возра­
стает, в связи с чем дополнительных дней для ремонта преду­
сматривать не следует.
Число рабочих смен в сутки для цехов, работающих на пре­
рывной неделе в зависимости от условий работы цеха и сте­
пени связанности его с основным производством, принимается
в одну, две или три смены. В цехах со значительным примене­
нием женского труда использование ночных смен обычно не
предусматривается.
В некоторых случаях принимаемый при проектировании
режим работы какого-либо участка производства оказывает
значительное влияние на существо проектных решений и стои­
мость их реализации.
П р и м е р 1. Принято перевести на двухсменную работу лесную биржу
и древесно-подготовительный цех с предоставлением обслуживающему персо­
налу одного общего выходного дня в 3неделю. Суточное потребление щепы
в варочном цехе составляет
5 ООО пл. м , полезная емкость бункеров вароч­
ного цеха — 3 ООО м3.
В соответствии с принятыми условиями перерыв в приготовлении щепы
составит 8 ч в предвыходной день и 24 ч в выходной. Кроме того, необхо­
димо учитывать переходящий запас щепы примерно на 4 ч работы варочного
цеха, Таким образом, запас в складе щепы должен обеспечить работу про­
изводства в течение 8 + 2 4 + 4 = 3 6 ч, во время которых потребуется подать
в производство
24
Принимая переводной коэффициент из плотной щепы в насыпной вес
равным 2,8, получим 7500 • 2,8=21 ООО м3 насыпного объема.
При полезной емкости бункеров варочного цеха 3000 м3 потребная ем­
кость склада щепы должна составить 21000—3 000=18 000 м3 насыпного
объема.
При применении проекта склада щепы с силосами емкостью 3 000 м3 по­
требуется склад, состоящий из шести силосов.
Помимо этого, мощность всего оборудования в производственном потоке
лесной биржи и древесно-подготовительного цеха должна быть рассчитана
20
па повышенную производительность, обеспечивающую наряду с текущей по­
требностью производства также и создание запаса.
Определение сметной стоимости дополнительных сооружений (силосные
склады, транспортеры и пр.) и удорожание стоимости оборудования вслед­
ствие увеличения его производительности увеличит первоначальные затраты,
вызванные принятым режимом работы. Помимо этих затрат, должны также
быть учтены изменения в эксплуатационных затратах при намеченном ре­
жиме работы цехов, что позволит судить об экономической эффективности
этого режима.
" ,
РАСЧЕТЫ, СВЯЗАННЫЕ С ОПРЕДЕЛЕНИЕМ КОЛИЧЕСТВА
ДРЕВЕСИНЫ
\
Основным сырьем для получения волокнистых полуфабри­
катов, из которых изготовляется различная целлюлозно-бумаж­
ная продукция, является древесина. Расчеты, связанные с опре­
делением количества древесины, необходимой для проектируе­
мого производства, как это видно из нижеследующих примеров,
являются неотъемлемой частью основных технологических рас­
четов.
П р и м е р 2. Величина расхода балансов на варку целлюлозы и вели­
чина выхода целлюлозы из древесины тесно связана с весовым
содержанием
абсолютно сухого вещества (а. с. в.) древесины в 1 ж3. Если, например, мы3
имеем еловую древесину с весовым содержанием а. с. в., равным 375 кг/м ,
и проектируем получить выход целлюлозы из древесины 65%, то расход чистоокоренных балансов франко-варочный котел составит
1000-0,88
„с .
,
i
— = 3,6 ж 3 на варку 1 т целлюлозы брутто.
375-0,65
П р и м е р 3. Объемный вес древесины и содержание в ней абсолютно
сухого вещества определяется с учетом физико-механических свойств раз­
личных пород древесины в зависимости от района ее произрастания. В таб­
лицах обычно приводятся значения объемного веса некоторых видов, древе­
сины при 15%-ной влажности -yis и в абсолютно сухом состоянии у0.
Для определения объемного веса древесины той или иной
породы при влажности выше точки насыщения волокон, т. е.
при влажности выше 30%, необходимо значение объемного
веса при 15%-ной влажности пересчитать, пользуясь следую­
щими формулами:
а) для березы, бука и лиственницы, имеющих коэффициент
объемной усушки 0,6,
— ' +0,01^
W-
1;22
И5'
б) для остальных пород, имеющих коэффициент объемной
усушки 0,5,
l w
_
~
г+О.ОНГ
1,203
Tl5
'
где YW — объемный вес при влажности выше точки насыщения
волокон, г/см3;
W — влажность, %;
Yis — объемный вес при 15%-ной влажности.
21
Так, например, для ели обыкновенной, произрастающей на
Севере европейской части СССР, объемный вес при 15%-ной
влажности составляет 0,46 г/см3.
При 30%-ной влажности объемный вес составит
—
1
>w
~
+ 0,01-30 •0,46
1,203
= 0,497 г/см5.
Таким образом, при 30%-ной влажности еловая древесина,
имеющая объемный вес 0,497 г/см3, будет содержать абсолютно
сухого вещества —^
=0,384 г/см3, или 384 кг в 1 пл. м3
древесины.
В нормах технологического проектирования аналогичным
методом определены средние значения содержания а. с. в. для пород древесины, произрастающих в СССР, указанных в табл. Г.
Таблица!
Содержание а. с. в. в различных породах древесины
Среднее содержание а. с в . в породах,
произрастающих
Порода древесины
в европейской части
СССР
в азиатской части
СССР
Ель
Пихта
384
Лиственница
Береза
446
557
525
350
375
315
397
529
564
415
370
Кедр
П р и м е р 4. При выполнении различных технологических расчетов при­
ходится часто пользоваться величиной влажности древесины.
Величина влажности Ма — это выраженное в процентах отношение веса
влаги в древесине к весу абсолютно сухой древесины (а. с. д.), т. е.
М — влага
в
Древесине
а. с. д.
Мя
_Р1-Р
100,
где Р, — вес элемента древесины до сушки;
Р — вес того же элемента древесины в абсолютно сухом состояния.
Величина влажности Ма — это выраженное в процентах отношение веса
влаги в древесине к общему весу древесины и влаги, т. е.
МГ
влага в древесине 100,
а. с. д. + влага
М0 =
22
Pi-
100.
Для перехода от величины Мя к М0 пользуются следующими соотно­
шениями:
100Л1а
..
100Л1о
М0 — •
— и Ма =
— .
100 + Ма
100 — М 0
П р и м е р 5. Количество древесины, потребляемой в производственных
цехах, представляет собой количество «нетто», т. е. не учитывает потери
древесины при ее подготовке для технологического использования. Эти по­
тери зависят от характеристик древесины, методов ее переработки и от дру­
гих факторов.
Усредненные нормы потерь древесины в процентах по отдельным про­
изводственным операциям на лесных биржах и в древесно-подготовительных
цехах, обычно принимаемые при проектировании, приведены ниже.
Отходы древесины в виде опилок при распиловке от
объема:
у
на двухпильных слешерах
0,30/*
» трехпильных
»
0,45
» пятипильных
»
(включая одну обрез­
ную пилу)
0,60
Отходы древесины на оторцовку (при наличии древесномассного производства)
0,3
Потери при окорке:
в корообдирочных барабанах для коротья:
при окорке сплавной древесины
1,5
»
»
древесины железнодорожной постав­
ки или подаваемой с лесобиржи
2,0в окорочных бункерах для длинника:
при окорке сплавной древесины, включая лом . .
1,5
Потери при промывке баланса в барабанах
0,5
Отходы » рубке на .многоножевых машинах:
мелочь (с учетом мелочи от дробления крупной
шепы)
2,0
крупная щепа, идущая на дезинтегрирование . .
1,0
При определении потребного количества древесины для производства
волокнистых полуфабрикатов приходится учитывать количество коры, отде­
ляемой от древесины.
Таблица 2
[Содержание коры в различных породах древесины
Количество коры,
кг\п/ . мл
Вид древесины
Береза обыкновенная
Ель обыкновенная
Лиственница сибирская
Осина
Сосна обыкновенная
Место произрастания
абсо­
лютно
сухой
Европейская часть СССР
Север европейской части СССР
Восточная Сибирь
Европейская часть СССР
Хабаровский и Приморский
края
Хабаровский край
влаж­
ностью
55%
58
27
75
60
60
130
60
160
130
130
37
82
•
Б табл. 2 указано принимаемое обычно при проектировании количество
коры для некоторых пород древесины. При определении показателей свойств
древесины, кроме названия древесной породы, необходимо знать район ее
23
произрастания, так как в зависимости от района свойства могут быть раз­
личны.
Для пересчета веса коры указанной в таблице влажности в другие поль­
зуются формулами
4 w
W
ЮО-IF
100- W
где Qw — вес коры данной влажности, кг;
,
^ — относительная влажность образца коры, %;
Q-—вес абсолютно сухой коры, кг;
Q55 — вес коры при влажности ее 55%, кг;
П р и м е р 6. Количество опилок, получаемых при распиловке древесины,.
можно определить расчетом, показанным на следующем примере.
|
Толщина диска круглой пилы равна примерно 0,0033 его диаметра. |
Зубья разводятся до 1,5 толщины диска. Количество опилок зависит от ши-1
рины пропила.
При диаметре диска 1000 мм толщина диска 1000-0,0033=3,3 мм, а ши­
рина пропила 3,3- 1,5=5,0 мм.
Обозначив объем бревна V, его длину /, средний диаметр d, ширину
пропила s, число пропилов п и объем опилок v, получим
V=
/; v —
sn.
4
4
Для определения процентного отношения х объема опилок к объему
бревна пользуются формулой
100У
l00r^sn-4
WOsn
X =
, ИЛИ X ЫйЧ
I
Если длина бревна 6 000 мм, ширина пропила 5 мм, число пропилов 4,
то процентная величина потерь
6000
Если известен вес древесины и процентная величина потерь, то можно
определить потерю древесины на опилки в весовых единицах. При ленточ­
ных пилах, имеющих меньшую толщину, потери меньше.
РАСЧЕТЫ КОНЦЕНТРАЦИИ МАССЫ
Под концентрацией подразумевают содержание абсолютно
сухого вещества в единице объема или в единице веса массы.
При практических расчетах вес разбавленной массы приравни­
вают к весу воды, принимая вес одного литра массы равным
2 кг, а вес одного кубического метра — 1 т. Как видно из при­
веденных дальше примеров, эта условность вызывает неточ­
ности, величина которых возрастает с увеличением концентра­
ции массы. Однако при всех практических расчетах этими не­
точностями пренебрегают и пользуются соотношениями между
различными выражениями концентрации и разжижения (раз­
бавления) массы, приведенными в табл. 3.
Как следует из таблицы, концентрацию массы с выражают
или в процентах, или величиной са, в 10 раз большей, чем с,
и выражающей содержание абсолютно сухого вещества в грам­
мах в 1 л или в 1 мг массы. Пользуются также соотношением
24
Таблица
3
Различные выражения концентрации массы
Содержание
Содержание
Степень разжижения
(разбавления) массы
1 : (п + 1)
Процентное
содержание
а. с. в. в массе с
на 1 л массы
с
а
на 1 м3
массы с и
1 : 10
1 20
1 25
1 50
1 100
1 150
1 200
1 250
1 300
1 400
10
5
4
2
1
0,7
0,5
0,4
0,33
0,25
100
50
40
20
10
7
5
4
3,3
2,5
100
50
40
20
10
7
5
4
3,3
2,5
1 : ( я + 1 ) , характеризующим степень разбавления массы, где
п — число весовых частей жидкости, приходящихся на одну
весовую часть волокна.
Связь между различными выражениями концентрации опре­
деляется следующими соотношениями:
са _
0
0с =
п+ 1
100
ЮО .
я+ 1 '
1000
п+ 1 '
1000
П р и м е р 7. Требуется определить содержание а. с. в. в массе и степень
разбавления при концентрации массы с = 5 .
ЮС : 10-5 = 50 г на 1 уг массы;
1000
1000
50
= 20.
Степень разбавления массы будет 1 : 20.
П р и м е р 8. Необходимо определить сколько потребуется воды, чтобы
из 1 т абсолютно сухого волокна приготовить массу, имеющую концентра­
цию 2% и какой вес и объем будет иметь эта масса?
1
100
100
= 50;
Следовательно, степень разбавления равна 1 : 50 и вес массы будет ра­
вен 50 г, а объем 50 м3; /г=50—1=49.
Следовательно, воды потребуется 49 т, или 49 мг.
П р и м е р 9. Требуется определить удельный вес целлюлозной массы
с концентрацией ci 8% при ее температуре ^=40° С и удельном весе целлю­
лозного волокна Yi = l>53 г/см3.
25
произрастания, так как в зависимости от района свойства могут быть раз­
личны.
Для пересчета веса коры указанной в таблице влажности в другие поль­
зуются формулами
QV=-QWw
„ли Qv=
w
100 — W
Qu(lOO-№)
100— W
где Qw—вес коры данной влажности, кг;
,
№ —относительная влажность образца коры, %;
Q-—вес абсолютно сухой коры, кг;
Qss — вес коры при влажности ее 55%, кг;
П р и м е р 6. Количество опилок, получаемых при распиловке древесины, f
можно определить расчетом, показанным на следующем примере.
Толщина диска круглой пилы равна примерно 0,0033 его диаметра.
Зубья разводятся до 1,5 толщины диска. Количество опилок зависит от ши­
рины пропила.
При диаметре диска 1000 мм толщина диска 1000-0,0033=3,3 мм, а ши­
рина пропила 3,3- 1,5=5,0 мм.
Обозначив объем бревна V, его длину /, средний диаметр d, ширину
пропила s, число пропилов п и объем опилок v, получим
V =
/; v =
sn.
4
4
Для определения процентного отношения х объема опилок к объему
бревна пользуются формулой
lOOu
х=
100MPSW-4
, или х =
lOOs/г
.
V
4ксЫ
I
Если длина бревна 6 000 мм, ширина пропила 5 мм, число пропилов 4,
то процентная величина потерь
х =
=
100^4
6000
Если известен вес древесины и- процентная величина потерь, то можно
определить потерю древесины на опилки в весовых единицах. При ленточ­
ных пилах, имеющих меньшую толщину, потери меньше.
РАСЧЕТЫ КОНЦЕНТРАЦИИ МАССЫ
Под концентрацией подразумевают содержание абсолютно
сухого вещества в единице объема или в единице веса массы.
При практических расчетах вес разбавленной массы приравни­
вают к весу воды, принимая вес одного литра массы равным
1 кг, а вес одного кубического метра — 1 т. Как видно из при­
веденных дальше примеров, эта условность вызывает неточ­
ности, величина которых возрастает с увеличением концентра­
ции массы. Однако при всех практических расчетах этими не­
точностями пренебрегают и пользуются соотношениями между
различными выражениями концентрации и разжижения (раз­
бавления) массы, приведенными в табл. 3.
Как следует из таблицы, концентрацию массы с выражают
или в процентах, или величиной са, в 10 раз большей, чем с,
и выражающей содержание абсолютно сухого вещества в грам­
мах в 1 л или в 1 м3 массы. Пользуются также соотношением
24
Таблица
3
Различные выражения концентрации массы
Содержание
Степень разжижения
(разбавления) массы
1 : (л + 1)
Процентное
содержание
а. с. в. в массе с
1 : 10
1 20
1 25
1 50
1 100
1 150
1 200
1 250
1 300
1 400
10
5
4
2
1
0,7
0,5
0,4
0,33
0,25
Содержание
а
на 1 ма
массы с и
100
50
40
20
10
7
5
4
3,3
2,5
100
50
40
20
10
7
5
4
3,3
2,5
с
1 : (й+1), характеризующим степень разбавления массы, где
п — число весовых частей жидкости, приходящихся на одну
весовую часть волокна.
Связь между различными выражениями концентрации опре­
деляется следующими соотношениями:
са _
0
0с =
п+ 1
100
100
.
л+ 1 '
1000
я+1 *
1000
П р и м е р 7. Требуется определить содержание а. с. в. в массе и степень
разбавления при концентрации массы с=5.
= 10с = 10-5 = 50 г на 1 л массы;
1000
п+ 1
1000
50
= 20.
Степень разбавления массы будет 1 : 20.
П р и м е р 8. Необходимо определить сколько потребуется воды, чтобы
из 1 г абсолютно сухого волокна приготовить массу, имеющую концентра­
цию 2% и какой вес и объем будет иметь эта масса?
1
100
100
= 50:
Следовательно, степень разбавления равна 1 :50 и вес массы будет ра­
вен 50 г, а объем 50 м3; л=50—1=49.
Следовательно, воды потребуется 49 т, или 49 ж3.
П р и м е р 9. Требуется определить удельный вес целлюлозной массы
с концентрацией с\ 8% при ее температуре £=40° С и удельном весе целлю­
лозного волокна Yi = l,53 г/см3.
25
Если содержание волокна 8%, то содержание воды с 2 =92%. При темпе­
ратуре 40° С удельный вес воды 72=992,2 кг/м3.
7i = '.53 г/см», или - Ь 5 ! 3^ 6 - = 1530 кг/м3.
10
Удельный вес смеси
_ Л ^ М ^ = 1530.8 + 992,2-92 =
^
100
100
При тех же условиях, но при Ci=20% получим
1530-20 + 992,2-Ю
= 1100 кг/м3.
100
П р и м е р 10. Необходимо определить удельный вес бумажной массы
с концентрацией
с1 = 6%, при t=20°C, если удельный вес волокна 7i =
= 1,5 кг/см3;
1 5-10е
Ti = 1,5 г/см3, или —
= 1500 кг/м3.
10s
При 20° С удельный вес воды Y2 = 998,2 кг/м3.
Удельный вес смеси
1500-6 + 998,2.94
7 А + щ
=
100
100
=
РАСЧЕТЫ ВЛАЖНОСТИ ВОЛОКНИСТЫХ МАТЕРИАЛОВ
П р и м е р 11. Число, показывающее содержание влаги в 100 частях ве­
щества, определяет процент влажности этого вещества. Например, если
в 100 кг целлюлозы содержится 7 кг влаги, то влажность этой целлюлозы 7%.
Если Р — вес вещества, ар — процент влажности, то содержание в ве­
ществе влаги W определяется из соотношения
U7 = - ^ = 0 , 0 1 P p .
100
Так, если в вагон погружено 20 г целлюлозы с влажностью 45%, то ко­
личество содержащейся в целлюлозе влаги равно
W =20-0,45 = 9 т.
П р и м е р 12. Абсолютно сухим называется вещество, совершенно не
содержащее влаги. В лабораторных условиях такое вещество получают
высушиванием вещества в течение нескольких часов до постоянного веса
при температуре 105° С.
Если волокнистый материал имеет некоторое количество влаги и по­
требуется найти вес абсолютно сухого вещества в этом материале, то можно
пользоваться соотношением
Р 1 = 0,01Р(100— р),
где Pi — количество а. с. в. в материале;
Р — вес материала, содержащего влагу;
р — процент влажности.
Требуется, например, определить сколько содержится а. с. в. в кипе цел­
люлозы весом 200 кг, если ее влажность 12%.
Pj = 0,01 -200 (100 — 12) = 176 кг.
26
П р и м е р 13. Чтобы перейти от известного веса а. с. в. к весу с другим
содержанием влажности используют соотношение
р
^
Pi-100
100 — р '
где Р — вес вещества, приведенный к заданной влажности;
Pi — вес а. с. в.;
•р— процент влажности, к которому приводится а. с. в.
Например, если целлюлоза в абсолютно сухом состоянии весит 2,5 т,
то та же целлюлоза, приведенная к 12% влажности, будет весить
2,5-100
D
Р——
=2,84 т.
100—12
П р и м е р 14. Чтобы привести вес вещества с известным процентом
влажности р к весу с большим или меньшим процентом влажности Я] ис­
пользуют соотношение
Р -. PQ00-P)
2
(юо -Pl)
'
где Рг •— вес вещества с новой влажностью;
Р — вес вещества с известным процентом влажности;
р — известный процент влажности вещества;
рх — новый процент влажности вещества.
Например, требуется определить, сколько будет весить 20 т бумаги, влаж­
ностью 12%, если бы ее влажность была 7%.
р
20 ( 1 0 0 - 1 2 )
100 — 7
=
П р и м е р 15. Для того чтобы определить процент влажности вещества,
тогда когда известны его вес во влажном состоянии и а. с. в., используют
соотношение
Р =^=ZLIOO,
Р
где ff—процент влажности;
Р — вес вещества во влажном состоянии;
Р\ •— вес а. с. в.
Отобранная проба целлюлозы весит 0,4 кг. Та же проба, высушенная
до а. с. в., весит 0,37 кг. Процент влажности этой пробы
0,4 - 0,37
0,4
100
Бц,
РАСЧЕТЫ, СВЯЗАННЫЕ С ГИДРАВЛИКОЙ
В целлюлозно-бумажном производстве в больших количест­
вах используются различные агенты в жидком виде. Особенно
в большом количестве используется вода. Вполне естественно
поэтому, что при технологическом проектировании возникает не­
обходимость решения самых разнообразных задач, связанных
с гидравликой. Ниже приводятся примеры решения некоторых
этих задач.
27
П р и м е р 16. Определить глубину погружения плывущего соснового
бревна x—d — h диаметром d=26 см, при весе единицы объема (1 ж3) сы­
рой сосны Yc = 800 кг/м3, а воды 7=Ю00 кг/м3, если угол, показанный на
рис. 2, равен ф.
По закону Архимеда имеем для 1 пог. м бревна
r.d2
d2
4
Тс =
8 \ 180 cp — S i n cp I
4
где второй член выражения в прямых скобках определяет площадь круго­
вого цилиндрического сегмента со стрелой h (рис. 2).
После сокращения получим
1
Тс = 12 \ 180
отсюда
sin cp
180
2 1
800
• = 2|1
Решаем это уравнение подбором, задаваясь
различными значениями ф.
Рис
9
CD°
180
150
140
130
121
0,830
0,777
0,722
0,672
0,4.
1000
180
sin 9
0,500
0,643
0,766
0,857
sin с
9
s i n cp
Г.
180
it
0,159
0,202
0,244
0,272
0,671
0,575
0,478
0,400
//'/s;;;f>/
Уравнение справедливо при ф=121°.
Величина стрелы верхнего сегмента
А =
Рис. 3
• c o s - ! - ) = 13(1 • •0,492) = 6,6 см.
Глубина погружения бревна
х = d — h = 26 — 6,6 = 19,4 см.
П р и м е р 17. Для непрерывного транспорта различного вида волокни­
стых масс часто используют каналы и лотки. Для регулирования количества
перемещаемой массы в этом случае применяют подпорные щиты (шандоры).
При низкой концентрации массы условия ее движения по каналам и лоткам
аналогичны движению воды.
Для решения отдельных задач отметим некоторые положения гидравлики.
При вытекании из-под щита масса подвергается одностороннему, сжа­
тию (рис. 3).
В этом случае коэффициент сжатия е = 0,65-^0,67; скорости ф = 0,97;
расхода (1=0,63-^0,65, |х=8ф.
Расход Q при свободном истечении (без подтопления со стороны ниж­
него бьефа) вычисляется по формуле
Q = fxto Y~2g (#o — hc) = (АШ VzgZo,
28
- площадь сечения потока, т. е. произведение
высоты, на которую поднят щит, на ширину
отверстия;
- полный напор перед щитом;
где
2
Я - - геометрический напор;
- скоростной напор;
Ло
V
Z 0 =Z4
- «сжатая» глубина струи за щитом;
V
0
<
— =ЯЧ
гёс
— «перепад»;
2g
2g
Vo — «скорость подхода» к щиту.
Расход Q при затопленном отверстии, т. е. при горизонте воды в нижнем
бьефе, превышающем верхнюю кромку отверстия,
где h — глубина потока ниже щита.
Пусть, например, вода, протекаю­
щая по каналу прямоугольного сечения
шириной 6 = 2 м, преграждаемому щи­
том, выпускается из канала поднятием
щита на высоту а=0,5 м. Определить
расход Q вытекающей
из-под щита
воды, если глубина воды перед щитом Я
Рис. 4
установилась 2 м. Ниже щита течение
свободное (рис. 4).
Для решения этой задачи мы можем воспользоваться формулой
= [ко V2gZ0
V
2g\H
+
-К
2g
Принимая коэффициент сжатия в=0,66 и [х=0,64, пренебрежем в первом
приближении скоростью подхода Vc,:
hc=sa = 0,66-0,5 = 0,33.
Q =(x<o"l/2g (Я —ftc) = 0,64-0,5-2-4,43 У 2 —0,33 = 3,65 м3/сек.
Вычислим теперь величину скорости подхода
Q
v0 =
ЬН
3,65
2-2
0,913 м/сек.
Скоростной напор
2£
0,04 м.
Окончательно имеем
Q =0,64-0,5-2.4,43У2,04 — 0,33 = 3,75 м^/сек.
П р и м е р 18. Определить напор Я перед щитом в условиях преды­
дущей задачи (рис. 4) в том случае, если вода ниже щита подперта до глу­
бины Я= 1,5 м и истечение происходит через затопленное отверстие.
Берем из предыдущего примера а=0,5 м; 6 = 2 м; Q = 3,70 м3/сек.
Предполагая, что и в этом случае коэффициент расхода jx=0,64, получим
Q = i>.ab У 2g (Я — К),
29
или, пренебрегая значением v0, будем иметь
3,70 = 0,64-0,5-2-4,43 ] / # — 1 , 5 ,
откуда #1 = 1,70+1,50=3,20 м.
Проверяем величину скорости подхода
3,70
нгь 3 2 0 - 2 = 0,58 м/сек
V2
0
2g
Окончательно
—
0,582
19,62
0,017 м.
Н = 3,20 — 0,017 = 3,183 м.
П р и м е р 19. Требуется определить общую нагрузку р на дно деревян­
ного бака для кислоты диаметром
8 м, если высота слоя кислоты # = 6 м,
а удельный вес кислоты Y = 1,02 г/ам 3 = 1020 кг/м3.
2
Давление кислоты на 1 м дна бака
3
Pl = т # = 1020-6 = 6120 кг/м .
Площадь дна бака
3 14-82
ТЛ1
F =—
= £ii±_2_ = 50,3 мК
4
4
Общая нагрузка на дно бака р=6120 • 50,3 = 30 800 кг=30,8 т.
П р и м е р 20. Внешнее давление на поверхности щелока в баке р0 —
= 1470 мм рт. ст. Высота уровня щелока # = 1 0 м. Необходимо
определить
давление на 2дно, если удельный вес щелока ущ = 1200 кг/м3, а площадь дна
бака F=20 м .
Так как 1 ати техническая равна 735,6 мм рт. ст., то
47
° = 2 кг/см* = 20 000 кг/ж2.
735,6
р0 =
Таково избыточное давление над щелоком.
Давление на единицу площади дна бака р\ будет суммой давлений от
веса щелока и избыточного давления над поверхностью щелока РоОбщая нагрузка на дно бака
Р=
PlF
= 32 000-20 = 640 000 кг = 640,0 т.
П р и м е р 21. Определить давление в нижней горловине варочного
котла в конце варки при следующих условиях: котел заполнен целлюлозной
массой, имеющей концентрацию а1 = 14%, удельный вес целлюлозы YI =
= 1500 кг/м3, количество щелока а 2 =(100—14)%; удельный вес щелока
Y2=H30 кг/м3, высота слоя массы и жидкости # = 1 1 м, давление в паровом
пространстве р И зб=8 ати физических. Удельный вес смеси щелока и целлю­
лозы определим по формуле
=
ТЛ+ТЛ
100
=
1500-14+ 1130(100-14) = , ш
100
_
Тогда давление в нижней горловине определится
р=
Риз6
+ Т с м # = 8-10 333 + П82- И = 82 600 + 13 000 =
= 95 600 кг/м? — 9,6 агпм технических,
где 10 333 — коэффициент перевода физических единиц давления в технические,
30
П р и м е р 22. Давление у дна регенерационной цистерны с варочной
кислотой удельного веса •у= 1>05 г/см3 составляет р=2000 мм рт. ст. Какова
высота уровня кислоты в цистерне Н, если давление в паровом простран­
стве по обычному манометру рИЗб = 2 кг/см2.
Давление у дна цистерны
„ =
2000
735,6
= 2,72 кг/см* = 27 200 кг/м*;
! ,, и.
и
Р
Ризб
р = Ризб + [И; и =
— ;
рИзб = 2 кг/см* = 20 ООО кг/м*; -( = 1,05 г/см3 = 1050 кг/м3,
27 000 — 20 000
„ ос
Я =
= 6,85 м.
1050
П р и м е р 23. В открытый железный бак прямоугольной формы налита
горячая вода, имеющая температуру 70° С. Необходимо определить нагрузку
на дно и стенки бака, если его длина / = 8 м; ширина & = 4 м и высота Н =
= 5 м. Удельный вес воды YE — 977,7 кг/м3.
Нагрузка на дно Я=977,7 • 5 • 8 • 4= 156 000 кг= 156 г.
Нагрузка жидкости на плоскую вертикальную стенку прямоугольного
очертания определяется соотношением
р = - L -ф№,
2
где у — удельный вес жидкости;
Ь — ширина стенки;
Н — глубина жидкости.
Следовательно,
нагрузка на меньшую стенку:
р 1 = — 977,7-4-5 2 = 48800 кг = 48,8 т;
2
нагрузка на большую стенку:
р2 = - L 977,7-8,5 2 = 97 600 кг = 97,6 от.
2
П р и2м е р 24. В варочном котле манометр верхнего штуцера показывает
5,5 кг/см . Какое давление покажет нижний манометр, если расстояние по
высоте между манометрами # = 5 м, а котел заполнен массой со средним
удельным весом у = Ы г/сж3=1100 кг/м3.
Давление в месте присоединения нижнего манометра
Р2 = Pi + Т (*i — z a ),
где р^ — давление верхнего манометра, a zt—z2 — расстояние между маномет­
рами Z\—г2 = Я = 5 м.
р 3 = 55 000 + 1100 • 5 = 60 500 кг/жг = 6,0 кг/см%.
П р и м е р 25. В тех случаях, когда возникает необходимость опреде­
лить время, нужное для удаления жидкости из какого-нибудь резервуара,
исходят из того, что в общем случае время t, необходимое на понижение
уровня в резервуаре с площадью поперечного сечения Q на высоту /г =
— Hi—#2 при вытекании через отверстие площадью со (рис. 5), равно
Я,
Qdh
-. /
[J.M
»
у 2gh — q
31
где q — количество жидкости, притекающей в резервуар. В частном случае
при <7=0 и. Q = const время, потребное для частичного снижения уровня на
высоту h может быть определено по формуле
f=
2Q(V~H1-yih)
Время, необходимое для полного удаления жидкости из резервуара, в этом
случае (#2=0) равно
t =
2Q Vnx
JJKO
V*g '
Требуется определить, например, время, необходимое для освобождения
цилиндрического бака диаметром £> = 3 м, на глубину Я=1,5 м, если диаметр,
отверстия d=0,10 м и ji=0,61 (рис. 6).
Я
— _ ——_ —
— ш^
L-
-аГ
Рис. 5
Рис. 6
Рис. 7
Время для освобождения бака при заданных условиях
t =
2D*VH
_
tid* Vtg
2-32 У\
,5
0,61-0,12-4,43
• = 816 сек = 13 мин 36 сек.
П р и м е р 26. Определить время, необходимое для освобождения ре­
зервуара в форме шара, у которого сверху имеется отверстие для свободного
доступа воздуха; жидкость вытекает через отверстие, расположенное в самой
нижней точке шара (рис. 7). Диаметр шара .0 = 2 м, диаметр отверстия d =
= 0,1 м, ц = 0,61.
Уравнение окружности, отнесенное к осям, начало координат которых на­
ходится на окружности в нижней точке последней,
* 3 = Dz — г 2 .
Площадь сечения шара горизонтальной плоскостью на глубине
Q 2 = 71*8 = г. ( £ ) 2 _ 2 2 ) .
Время освобождения резервуара в данном случае будет равно
t =
1
о
16ZA
I5ndiy2g
32
ц,<й j / 2 g ,
(Dz — г2) dz
4itD'k
Vz
15(iM Y2g
16-2'/*
= 222 сек = 3 мин 42 сек.
15-0,61-0,01-4,43
П р и м е р 27. Большая часть формул, применяемых при практических
гидравлических расчетах, составлена для движения жидкости, имеющего
турбулентный характер. Характер движения жидкости проверяют, опреде­
ляя для данных условий критерий Рейнольдса Re. Если Re больше критиче­
ского значения ReKP, то режим турбулентный, при Re меньше Re Kp —режим
ламинарный.
Величины критических значений ReKp приводятся в справочниках по гид­
равлике, например для движения жидкости в открытых руслах Re Kp =300;
для труб круглого сечения Re Kp =2320. Число Рейнольдса — параметр без­
размерный.
Требуется, например, определить характер движения воды, имеющей
температуру 10°С и текущей по трубе диаметром rf=0,l
м, если ее весовой
расход. <? = 10 ООО кг/ч; удельный
вес
равен 999,6 кг/м3, коэффициент абсолют­
6
2
ной вязкости |х=133- 10~ кг • сек/м .
Критерий Рейнольдса
dvp
Re = [Л
плотность воды
999,6
9,81
т
Весовой расход G=yfv,
откуда
102 кг-секУм*.
где f — площадь поперечного сечения трубы,
G
G-4
v= — =
м/сек.
if
-уЗбООтг^
10 000-4
,
nQ_
0,35 м/сек;
999,6-3600-3,14-0,12
В нашем случае
Re =
0lL.Q,35.102-10e
=
2700Q
133
Так как Re>Re K p , то движение турбулентное.
П р и м е р 28. Определить характер движения воды, имеющей темпера­
туру 15° С и коэффициент кинематической вязкости v=0,011 смУсек, для
случаев:
канал трапецеидального сечения с шириной по дну & = 10 м, глубиной h=
=3,5 .« и коэффициентом откоса /и=1,5 м, скорость движения воды в ка­
нале v=0,8 м/сек;
водопроводная труба диаметром rf=5 см; скорость v = \ м/сек.
1. Для канала критерий Рейнольдса определяем по формуле
VR
D
Re =
,
V
где R — гидравлический радиус.
Площадь живого сечения канала
» = (Ь + mh) h = (10 + 1,5-3,5) 3,5 = 53,3 л 2 .
Смоченный периметр
x = b + 2hVl
+ « 2 = 10 + 2-3,5 V 1 + 2 , 2 5 = 22,6 м.
Гидравлический радиус
«
D
R = — =
х
53,3
ос
= 2,36 м.
22,6
33
г
Итак, критерий Рейнольдса для канала
80-236
vR
Re =
= 1 720 ООО,
ч
0,011
что больше значения ReKP, т. е. движение турбулентное.
2. Для водопроводной трубы критерий Рейнольдса
nd
100-5
= 11400,
Re­
4-0,011
что тоже больше Re Kp .
Следовательно, режим движения жидкости в обоих случаях турбу­
лентный.
П р и м е р 29. Определить характер движения сульфитного щелока ме­
жду трубами теплообменника, если щелок движется параллельно осям тру­
бок. Внутренний диаметр корпуса D = 1000 мм; число трубок (рис. 8) п=180
с наружным диаметром d=50 мм. Расход щелока G = 500 т/сутки, темпера-
о о од
о
о
Щелок между
труд
о
о
о о о о о
о о о о
о о о
о о;
о о
Рис. 9
Рис. 8
тура 20° С, концентрация 10% сухого вещества, удельный вес Y = 1048,5 кг/м3
и относительная вязкость Т|0тн при 20° С = 1,58.
Критерий Рейнольдса
Re = ^ L - 1 0 0 0 .
'1
Вязкость для воды при температуре 20° г)= 1,009 спз, вязкогп. щелока
при температуре 20° г\= 1,009 • 1,58=1,594 спз.
F
Эквивалентный диаметр d 3 = 4 — , где В— смоченный периметр
F= —
1 8 0 — = — ( № — 1 8 0 ^ ) = 0,432 л*=;
4
4
4
В =7tD + 180r.d = 3,14-1 + 180-3,14-0,05 = 31,4 м;
4-0,432 = 0,055 м.
31,4
Весовой расход
G = -ft)F кг/сек,
откуда
500 000
=
=
: 0,0127 м/сек.
~ '(F _ 24-3600-1048,5-0,432
Критерий Рейнольдса
0,055-0,0127-1048,5-1000
леп
Re = —
=459,
1,594
что меньше ReKp, т. е. движение ламинарное.
34
•:.•:,
...
П р и м е р 30. Необходимо определить характер движения того же ще­
лока по открытому каналу шириной 6 = 0,5 м, если канал заполнен на глу­
бину А = 0,25 м и щелок движется со скоростью и = 0,8 м/сек (рис. 9).
л
л F
л
л ш
А 0,5-0,25
..
а3 = 4 — ; аэ = 4
= 4—
'
= 0,5 м;
В
b + 2h
0,5 + 2-0,25
О.В-0.в-104В.5.1000 = ш
Re = ^ L Ю00 =
т
7
icn
1,594
В данном случае Re больше Re K P , следовательно, движение
лентное.
РАСЧЕТЫ, СВЯЗАННЫЕ С ТЕПЛООБМЕНОМ
турбу­
При проектировании целлюлозно-бумажных производств при­
ходится часто прибегать к расчетам, связанным с различными
видами теплообмена, в частности при составлении тепловых ба­
лансов, выборе теплообменных аппаратов, сушке волокнистых
материалов и др. Учитывая, что методы и приемы таких расчетов
подробно изложены в учебных пособиях по целлюлозно-бумаж­
ным производствам, ниже приводится лишь несколько примеров
решения задач, связанных с теплообменом, наиболее часто встре­
чающихся при технологическом проектировании разных произ­
водств.
П р и м е р 31. Требуется определить потерю тепла через стенку бассейна
с коэффициентом теплопроводности Х = 0,66 ккал/м • ч • град, при темпера­
туре поверхности стенки /i = 15°C и t2 = —35°С. Длина стенки 10 м, высота
5 м, толщина 6 = 300 мм. В данном случае мы имеем дело с теплопровод­
ностью плоской стенки.
Количество тепла q, передаваемое через один квадратный метр стенки,
прямо пропорционально коэффициенту теплопроводности и разности темпе­
ратур наружных поверхностей стенки и обратно пропорционально толщине
стенки б, т. е.
q = —^- (t1 — t%) ккал/м2 • ч.
Ь
Д л я нашего случая
0,66 .._
, „_.,
0,66-50
,.„
, „
а — —— [15 —(—35)1 = —
= 100 ккал м2-ч.
0,3
0,3
Поверхность стенки F= 10 -5 = 50 м2.
Количество тепла Q, теряемое через стенку, определяем по формуле
Q = qFz ккал,
где т — время, ч.
За 1 ч потеря тепла составит
Q = 100-50 = 5000 ккал/ч.
П р и м е р 32. Необходимо определить тепловые потери на погонном
метре трубопровода с внутренним диаметром трубы rfi = 160 мм, внешним
диаметром d 2 =170 мм, покрытого двухслойной изоляцией. Толщина первого
слоя изоляции б 2 =30 мм, второго б3 = 50 мм, коэффициенты теплопроводности
трубы ?ч = 50; первого слоя изоляции Я2=0,15 и второго слоя Я3 =
= 0,08 ккал/м • ч • град.
Температура внутренней поверхности трубопровода ^ = 300° С и внешней
поверхности изоляции ^ 2 =50°С.
35
I'
Величина теплового потока через многослойную цилиндрическую стенку
определяется соотношением
2зх (tt — 4)
—
—
- ккал/м-ч.
1
dn
1
rfo
1
rfj
In
In __ + __—_ In
d2
d, + Л2
ds
*1
h
Для нашего случая
di=0,16 м; d 2 =0,17 ж; d 3 =0,17+0,03+0,03=0,23 м; d 4 =0,23+0,05+0,05=
= 0,33 м.
In ^ - = 0,06; In ^ - = 0,302;
di
d3
2-3,14(300 — 50)
-—
0,06
0,302 . 0,362
50
0,15 l 0,08
о=
In ^ - = 0 , 3 6 2 ;
d2
1570
=
= 240 ккал/м • ч.
6,5512
В том случае, если толщина отдельных слоев трубы настолько мала, что
выдерживается
соотношение'
<2, то можно
применить
упрощенную
dt
формулу
'ч"ли
' 1 з"тз
^Фтг
где 5i — толщина слоя трубы;
dmi — средний диаметр слоя, равный
di + d ^ j
— .
d
i +\
В нашем случае для всех трех слоев
<2, поэтому можно приме-
dt
нить упрощенную формулу
dml =
160+170
,„
= 165 мм;
230 + ( 2 3 0 + 2-50)
dm3 =
—•
q=
оол
,
170 + (170 + 2-30)
...
dm2 =
= 200 мм;
-
г
= 280 мм; ох = 5 мм;
- o n
кп .
о2 = 30 мм; о3 •..- 50 мм.
3,14(300 —50)
0,0
= 242 ккал/м • ч.
0,005
0,03
0,05
50-0,165
0,15-0,2
0,08-0,28
В данном случае применение упрощенного расчета дает ошибку
меньше 1,0%.
П р и м е р 33. Необходимо определить значение эквивалентного коэффи­
циента теплопроводности сложной стенки, состоящей из железного листа тол­
щиной 10 мм и асбеста толщиной 40 мм. Коэффициент теплопроводности же­
леза Лж = 50 и асбеста Х а =0,16 ккал/м • ч • град.
Эквивалентный коэффициент теплопроводности многослойной стенки вво­
дят для упрощения расчетов. Его значение для двухслойной стенки опреде­
ляют по формуле
36
ккал/м-ч-град,
»2
где Д=61 + 62 — суммарная толщина стенки.
В нашем случае
,
0,01+0,04
Аэк =
'
=0,2
ккал/м-ч-град.
0,01
0,04
50
0,16
П р и м е р 34. Определить тепловые потери через стенку вращающегося
шарообразного варочного котла, внутренний диаметр которого di—l,2 м,
а общая толщина стенки котла и слоя изоляции 6 = 100 мм. Температура
внутренней поверхности £i = 140°C и внешней ^2 = 40" С; эквивалентный коэф­
фициент теплопроводности Я,=0,1
ккал/м-ч-град.
Количество тепла Q, проходящего через шаровую стенку, определяется
соотношением
Q = TUAt
1 2
ккал/ч,
3
где At-—разность температур внутренней и внешней поверхности шара;
rfi — внутренний диаметр котла;
d2 — внешний диаметр котла;
6 — толщина стенки котла;
' '
' ' ' 2 ' ' ' 4 = 5 2 8 ккал/ч.
0,1
Если эти потери отнести к единице внешней поверхности F=nd\
то получим
q=
=
= 85 ккал/м2-ч.
Ы\
6,16
rf2 = d, + 26= 1,2 + 0,2= 1,4 м;
Q=
3 14-0 1 100
'
РАСЧЕТЫ ОБЪЕМА БАССЕЙНОВ ДЛЯ ВОЛОКНИСТЫХ МАСС
При всех процессах целлюлозно-бумажного производства
применяются бассейны для хранения волокнистой массы в тече­
ние некоторого времени или получения каких-либо технологиче­
ских результатов, например определенной композиции массы, вы­
равнивания свойств массы по однородности, набухания волокна
и пр. Часто бассейны применяются для той и другой цели
одновременно.
В зависимости от технологического назначения бассейн может
заполняться и освобождаться периодически или непрерывно.
Концентрация массы в бассейнах наиболее часто бывает
2—6%. Для соблюдения условий перемешивания массы и рас­
хода электроэнергии желательно, чтобы концентрация в бассейне
не превышала 4,5%, по условиям же экономии места целесооб­
разно иметь в бассейне массу максимальной из возможных для
технологического режима концентраций.
В последнее время применяют бассейны высокой концентра­
ции специальной конструкции, позволяющей хранить в них массу
концентрацией до 12%.
Во всех бассейнах для волокнистых масс предусматриваются
устройства для перемешивания, исключающего отстаивание
массы и осаждение волокон.
Конструктивно бассейны для волокнистых масс делятся на го­
ризонтальные и вертикальные, а по типу перемешивающих ус­
тройств — на лопастные, циркуляционные и пропеллерные.
Конструкция бассейнов зависит от их назначения, но наи­
большее распространение имеют горизонтальные бассейны с про­
пеллерными устройствами.
Определяющими факторами при расчете объема бассейна яв­
ляются максимальное количество массы, подлежащее хранению
в бассейне в единицу времени, и расчетное время нахождения
массы в бассейне. Эти факторы зависят от принятого для проек­
тируемого вида продукции технологического регламента.
Если заданы количество поступающей в бассейн массы в еди­
ницу времени и число часов хранения массы, то, принимая, что
1 т жидкой массы любой концентрации занимает объем 1 м3
бассейна, необходимую емкость в кубических метрах опреде­
ляем соотношением
у = Q ( 1 0 0 - n)t ^
с
где Q — количество воздушносухой массы, т/ч;
п—влажность воздушносухой массы, % (обычно п= 12%);
/ — время хранения массы, ч;
с — концентрация массы, %;
К — коэффициент, учитывающий неполноту заполнения
бассейна (обычно К =1,2).
Объем бассейна обычно рассчитывают из условий прекраще­
ния поступления массы после заполнения бассейна или с учетом
перехода его на режим, при котором количества поступающей и
отбираемой массы равны.
Пример
35. Q = 4,0 т/ч; п=12%; ^ = 3 ч; с = 4%; К=1,2;
'.['..
4,0(100-12)3
у =
17ж>4
Часто нужно бывает решить обратную задачу: определить время, на ко­
торое рассчитан запас массы в бассейне.
Например, требуется определить при тех же данных запас массы по вре­
мени, если объем бассейна равен 250 мъ.
v
*
c
250-4
„ .
„
..
t =
=
= 2,4 ч или 2 ч 24 мин.
Q (100 — п) К
4(100—12)1,2
Подобную задачу приходится решать при унификации бассей­
нов. Большое разнообразие размеров бассейнов в составе одного
производственного потока, а иногда и в составе одного предприя­
тия, затрудняет их изготовление, целесообразную компоновку и
последующую эксплуатацию, ремонт и др. В связи с этим стре­
мятся их унифицировать, с тем чтобы максимально сократить
количество их типоразмеров. Покажем это на примере.
38
П р~и м е р 36. Необходимо унифицировать объемы бассейнов, указанных
в табл. 4.
Расчетные данные заносим в графы 3 и 4 таблицы. Унифициро­
ванный объем принимаем 300 Л«3. Для сгущенного брака принимаем два уни­
фицированных бассейна. Определяем время запаса массы в бассеинак, как
это показано в предыдущих примерах, и результат заносим в графы 5 и 6.
После определения объема бассейна обычно выбирают тип устройства
для перемешивания массы.
Для горизонтальных бассейнов могут быть рекомендованы пропеллер­
ные перемешивающие устройства отечественного производства, имеющие об­
щую марку ЦУ. Основные данные по этим устройствам приведены в табл. 5.
Таблица
4
ю пор.
Унификация бассейнов
Время
запаса
массы,
ч
Назначение бассейна
по расчету
й
1
1
2
3
4
Объем
бас­
сейна,
м3
2
»
»
»
5
неразмолотой целлюлозы
размолотой целлюлозы . .
массы готовой компози­
ции
Для брака после гидроразбива-
6
Для брака после сгущения
. .
Объем
бассейна,
ма
Время
запаса
массы,
ч
после унификации
3
4
5
6
1,5
1,5
1,5
320
270
270
300
300
300
1,4
1 J
1,7
1,0
370
300
0 81
3,0
6,0
290
490
300
300X2=600
3 1
7,3
Таблица
5
Пропеллерные перемешивающие устройства
Марка перемешивающего устройства
Показатели
Объем бассейна, м3 . , . .
Концентрация массы, %
Диаметр пропеллера, мм
Количество лопастей на
пропеллере
Скорость вращения про­
пеллера, об/мин . . . .
Производительность,
ма/мин
. . . . . . . . .
Мощность электродвигате­
ля, кет
. .
Габаритные размеры (с при­
водом), мм:
длина
ширина
высота
Вес ориентировочный (без
электродвигателя), кг . .
ЦУ-|
50—100
2—6
750
ЦУ-09
70—150
2—6
900
125; 200; 120; 180;
250
240
ЦУ-10
ЦУ-11
ЦУ-12
100—250 200—250 250—500
2—6
2—6
2—6
1200
15,00
1800
3
3
3
160
135
115
15,1
22,5
59,2
60
82
10
17
40
40
55
1890
1250
1900
2210
1250
1960
2330
1650
3050
450
480
1300
4150
2200
2800
1750
2600
39
РАСЧЕТ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
На целлюлозно-бумажных предприятиях по технологическим
трубопроводам транспортируются большие количества разнооб­
разных веществ, как в жидком, так и в газообразном виде.
В жидком виде перемещаются:
вода с различными характеристиками, растворы химикатов и
другие жидкости без существенного количества взвесей;
минеральные суспензии, т. е. жидкости со взвешенными ми­
неральными веществами, например известковое молоко, мине­
ральные шламы.и др.;
жидкости повышенной вязкости, например упаренные щелока,
расплавленная сера и др.;
сжиженные газы, например жидкий хлор, жидкий сернистый
ангидрид и др.;
волокнистые массы с различной концентрацией волокна.
В газообразном виде транспортируются:
водяной пар, воздух и разные газы, например двуокись серы
и хлор:
газовые и паро-газовые смеси, например сдувки высокого и
низкого давления, выдувочные газы.
В зависимости от транспортируемого вещества трубы техно­
логических трубопроводов целлюлозно-бумажных предприятий
выполняются из следующих материалов:
сталь углеродистая и нержавеющая; серый чугун; сталь, фу­
терованная стеклом; сталь эмалированная; сталь, футерованная
винипластом; сталь, футерованная полиэтиленом; сталь гуммиро­
ванная; полиэтилен; винипласт; свинец; титан; сталь, футерован­
ная кислотоупорным или огнеупорным кирпичом.
Помимо указанных, не исключается также применение труб
из других, не применявшихся ранее в этой области материалов,
например из стекла, полипропилена, поливинилхлоридного пла­
стика, фторпласта, текстолита и др., опыт применения кото­
рых в целлюлозно-бумажной промышленности пока небольшой.
Необходимость учета разнообразных условий усложняет про­
ектирование технологических трубопроводов и, в частности, наи­
более целесообразный выбор материалов для них, в связи с чем
в 1967 г. Гипробумом разработаны «Нормы для расчета техно­
логических трубопроводов целлюлозно-бумажного производства»
(ТН-34), обобщающие опыт этого раздела технологического про­
ектирования и содержащие рекомендации и указания по практи­
ческому их применению.
Эти разработанные и утвержденные в установленном порядке
отраслевые нормы распространяются на технологические трубо­
проводы, транспортирующие жидкости и газы с условным давле­
нием до 25 кгс/см2 и температурой от — 70° до 300° С или с услов­
ным давлением до 1 кгс/см2 и температурой от — 70° до 450° С,
40
прокладываемые внутри цехов над уровнем пола, внутрицеховые
трубопроводы, и на межцеховые, прокладываемые на галереях
и открытых эстакадах, а также на технологические трубопро­
воды, прокладываемые в каналах.
Эти нормы не распространяются на подземные трубопроводы
при бесканальной прокладке, на магистральные водопроводы
и теплопроводы, подводящие транспортируемую среду к цеху
или отделу, а не непосредственно к аппаратам или машинам, а
также на межцеховые водопроводы и теплопроводы.
Нормы ТН-34 дают рекомендации только для гидравлических
расчетов технологических трубопроводов. Что касается механи­
ческих, прочностных расчетов наиболее широко применяемых
стальных трубопроводов, то при их выполнении следует учиты­
вать «Указания по расчету стальных трубопроводов различного
назначения» (СН 373 — 67), изданных Госстроем СССР в 1968 г.
по разделу строительных норм.
К трубопроводам, на которые распространяются указания,
отнесены трубопроводы, транспортирующие пар, жидкие и газо­
образные продукты с различными физико-химическими свой­
ствами при рабочих давлениях до 100 кгс/см2 и температурах
от —70°до 430° С, в том числе: сети наружных и внутренних тру­
бопроводов систем питьевого и хозяйственного, противопожар­
ного, поливочного водоснабжения, технологические трубопроводы
промышленных предприятий, системы горячего водоснабжения,
водные и паровые сети, системы газоснабжения, напорные си­
стемы фекальной и производственной канализации и др.
Ниже в кратком виде излагаются основные рекомендации для
гидравлических расчетов технологических трубопроводов, соот­
ветствующие нормам ТН-34.
Гидравлический расчет технологического трубопровода обыч­
но имеет целью определить диаметры трубопровода и полного
напора или давления, которые должен развить насос. Для вы­
полнения расчета обычно составляется расчетная аксонометри­
ческая схема с условным изображением оборудования, связан­
ного с трубопроводами, и самих трубопроводов с указанием на
них фасонных частей, арматуры и других местных сопротив­
лений.
Изображенные на схеме трубопроводы разбивают на расчет­
ные участки. Расчетными участками считают участки трубопро­
вода между двумя смежными точками ответвлений, а также ко­
нечные участки (ответвления).
Расчетные участки включают отдельные прямые отрезки труб
и местные сопротивления, например тройник, переход, отвод.
В конечных точках технологическими расчетами определяют
расход транспортируемого вещества, на основании которого под­
считывают расход по всем участкам трубопроводов исходя из
того, что каждый участок сети будет проводить по направлению
от начальной точки питания к ее конечным точкам расход, рав41
ный сумме расходов всех конечных точек, расположенных за дан­
ным участком по направлению движения транспортируемой
среды.
Чаще всего жидкость транспортируется из какого-либо резер­
вуара (бассейна), имеющего определенный объем. Уровень жид­
кости в этом объеме всасывания принимается за плоскость срав­
нения. По отношению к этой плоскости на схеме указывают отно­
сительные отметки всех конечных точек у потребителей и точек у
начала всех ответвлений.
Следующий этап гидравлического расчета — определение диа­
метра трубопровода.
Диаметр трубопровода — есть функция расхода и скорости
движения транспортируемой жидкости и может быть определен
из соотношения
,
Г.
1 /
4(
Э
D — \/ —- м,
где Q — расход жидкости, мъ(сек;
V — скорость движения жидкости, м/сек.
Для ускорения определения диаметра часто пользуются соот­
ветствующими графиками и таблицами.
На технологически правильное и экономически целесообраз­
ное определение диаметра трубопровода большое влияние ока­
зывает оптимальное определение скорости перемещаемой жид­
кости.
Таблица
Рекомендуемые скорости для волокнистых масс, м/сек
6
Диаметр трубопровода, мм
Концен­
трация
массы,
До 1
1,5
2,0
3,0
3,5
4,5
6—10
Допустимый
диапазон
скоростей,
м/сек
0,3—3,5
0,3—3,5
0,3—3,0
0,3—2,1
0,3—1,5
0,3—1,5
0,25—1,0
от 100 до 200
от 250 до 300
от 350 до 600
углеро­
дистая
сталь
нержа­
веюща я
сталь
углеро­
дистая
сталь
нержа­
веющая
сталь
углеро­
дистая
сталь
нержа­
веющая
сталь
1,4
1,3
1,2
0,8
i,6
1,5
1,4
1,0
1,6
1,5
1,4
1,0
0,6
0,4
0,25
1,8
1,7
1,6
1,2
0,8
0,5
0,3
1,8
1,7
1,6
',2
0,8
0,6
0,3
2,4
2,2
2,0
1,4
1,0
0,7
0,4
Нормы ТН-34 рекомендуют для волокнистых масс, переме­
щаемых в трубопроводах из углеродистой и нержавеющей стали,
скорости, указанные в табл. 6.
Рекомендованные скорости для волокнистых масс, приведен­
ные в табл. 6, относятся к внутрицеховым трубопроводам, для
межцеховых следует применять понижающий коэффициент 0,85.
Для труб из чугуна, полиэтилена, винипласта, а также труб,
футерованных кирпичом, можно принимать скорости, рекомен42
дованные для труб из углеродистой стали; для труб из углеро­
дистой стали, футерованных винипластом, полиэтиленом, гумми­
рованных, эмалированных, а также свинцовых и титановых зна­
чения скоростей можно принимать те же, что и для труб
из нержавеющей стали.
Для жидкостей, содержащих некоторое количество осаждаю­
щихся взвесей, например сточных вод, скорость следует прини­
мать не менее 0,4—0,6 м/сек.
Для самотечных трубопроводов скорость может приниматься
максимальной в пределах рекомендуемой.
При транспортировке волокнистой массы по напорным трубо­
проводам наиболее экономична концентрация около 1,5%.
При концентрации массы 3% не рекомендуется применять
диаметр труб менее 150 мм.
Рекомендуемые скорости для других транспортируемых сред
приведены как в нормах ТН-34, так и в других справочниках.
После определения диаметра трубопровода определяют пол­
ный напор Я, который должен обеспечить насос. Для этих целей
определяют напор в основной разветвленной сети, т. е. на трассе
от начальной точки сети до наиболее удаленной точки у потреби­
теля или до той точки, к которой транспортировка жидкости тре­
бует наибольшего напора насоса. Наиболее удаленную конечную
точку выбирают с учетом геометрической высоты. В некоторых
случаях, когда наиболее удаленная точка сети требует относи­
тельно небольшого расхода по сравнению с общим расходом и
в то же время значительно большего напора, чем другие уча­
стки сети, бывает целесообразно для такой удаленной точки
предусматривать отдельный насос дополнительного напора.
При расчете трубопроводов и насосов, перемещающих жид­
кости, напор обычно выражают в метрах столба этой жидкости,
пользуясь следующим соотношением:
V
Н
=
(#нагн — #вс)
+
Z
+
2
#пот +
~
М,
где Янагн — Я в с — разность избыточных напоров, в объеме (ре­
зервуаре) нагнетания и объеме всасывания;
Z — геометрическая высота подъема жидкости, м,
исчисляемая от уровня в объеме всасывания
до уровня в объеме нагнетания.
ПЯдот — сумма потерь напора, вызываемых сопротив­
лением движению жидкости на отдельных уча,
стках трубопровода, м;
v
i
—
скоростной напор на выходе жидкости из сети;
vB — скорость выхода жидкости из сети, м/сек.
43
Если, что бывает часто, напоры в объемах всасывания и на­
гнетания равны между собой, соотношение упрощается и прини­
мает ВИД
v2
Н
Z
= + 2 #пот + ~7Г МПосле расчета основной магистрали разветвленной сети рас­
считывают ответвления, определяя диаметры труб при извест­
ных расходах отдельных участков и заданной суммарной потере
напора.
Рис. 10
Причиной потерь напора вследствие сопротивления движе­
нию жидкости в трубопроводах является необратимый переход
механической энергии потока в тепловую. Этот переход обуслов­
ливается вязкостью движущейся среды.
Различают два вида гидравлических потерь: потерн па тре­
ние по длине трубопровода ftTp и местные потери hM.
Общие потери в любом участке сети определяют суммирова­
нием потерь по длине и местных потерь:
• ^ nQT
^DP
Г *^м *
Для определения потерь по длине трубопровода удобно поль­
зоваться графиками, показанными на рис. 10 и 11.
Потери напора на графиках показаны в метрах па 100 м
длины прямого трубопровода при транспортировке сульфатной
неразмолотой небеленой целлюлозы в трубах из углеродистой
стали^ При транспортировке другого вида волокнистой массы
в трубах из углеродистой стали величину потерь напора, полу­
ченную по графику, нужно умножить на поправочный коэффи­
циент Кз- Значения поправочных коэффициентов для различных
видов волокнистой массы приведены ниже.
44
Сульфатная небеленая неразмолотая целлюлоза
Сульфитная
»
»
»
Сульфатная беленая неразмолотая целлюлоза
Сульфитная
»
»
»
. . • . .
Сульфатная размолотая целлюлоза
Сульфитная
»
»
Тряпичная масса размолотая
Соломенная »
»
Макулатура
Древесная масса
1,00
0,90
0,80
0,75
0,75
0,70
0,80
0,90
0,70
0,70
При транспортировке массы в трубах из нержавеющей стали,
меди, алюминия или в других гладких трубах с эквивалентной
шероховатостью не более 0,15 мм, дополнительно к коэффици­
енту К3, полученное значение удельных потерь умножается на
коэффициент Дг = 0,75.
Чтобы определить потери напора при транспортировке массы
концентрацией менее 1,0%, используют рекомендации для опре­
деления потерь в водопроводных трубах, имеющиеся во всех
справочниках по гидравлике.
г
г
Спорость, м/сек
25 за
(.граср ^
',0 50 ВО 70 S0 90 W0
200
- Удельные потери напора о м на
(00 м длины триSoпроВода
Рис. 11
П р и м е р 37. Требуется определить потери по длине трубопровода диа­
метром £>у=200 мм, длиной 100 м, при. транспортировке сульфатной беленой
неразмолотои целлюлозы (/Сз=0,8) при концентрации 1,5%. Материал трубы
нержавеющая сталь (/С2=0,75). Скорость »=1,8 м/сек. Соединяя на рис. 10
последовательно точки а, б, в, г, находим (в точке г), что величина удельной
потери напора 100 г"=7,3 м.
Величина удельных потерь напора на 100 м длины трубопровода с уче­
том коэффициентов составит
100 i=7,3 -0,8 • 0,75=4,38 м.
Местные потери возникают при местном нарушении нормального течения
потока, в местах изменения конфигурации трубопровода или встречи пре45
пятствий, например при входе потока в трубопровод при его расширении,
сужении и изгибе, при прохождении потока через отверстия, решетки, запор­
ные или другие устройства. Происходят они в большинстве случаев на более
или менее длинном участке и неотделимы от потерь по длине трубопровода.
Однако для удобства расчета их условно считают сосредоточенными в одном
сечении по месту нахождения препятствия.
Для определения местных потерь пользуются соотношением
где £ — коэффициент местного сопротивления;
1)2
скоростной напор, м.
2g
Значение коэффициента % для каждого из видов местного сопротивления
(колено, отвод, тройник) приведено во многих справочниках.
Определив значения £ для всех видов местных сопротивлений рассчиты­
ваемого участка трубопровода, суммируют их, а затем умножают на вели­
чину скоростного напора, определяя таким образом сумму всех местных со­
противлений участка.
Для определения местных сопротивлений при транспортировке волокни­
стых масс прибегают также к методу эквивалентной длины, пользуясь дан­
ными табл. 7.
Таблица 7
Значения эквивалентных длин трубы для определения потерь
напора на местные сопротивления
Эквивалентная длина трубы пр и скорости, м.\сек
0,5
к ,
3,0
2,0
колено 90°
тройник
в направле­
нии ответ­
вления
колено 90°
тройник
в направле­
нии ответ­
вления
колено 90°
тройник
в направле­
нии ответ­
вления
колено 90°
тройник
в направле­
нии ответ­
вления
Эквивалентна
на трубы для
сных задвиже
К М
Концентрация
массы, %
1,0
1
2
3
4
5
6
4D
3D
2D
2D
2D
2D
6.5D
4.5.D
4D
3.5D
3D
3D
8D
5,5D
4,5D
4D
3,5D
3D
13D
9D
7.5D
7D
6D
5,5D
15D
11D
9D
8D
7D
6.5D
26D
18D
15D
13D
12D
11D
24D
17D
14D
12D
11D
10D
40 D
28D
22D
20D
18D
16D
2,5
2,3
2,1
1,9
1,7
1,5
В этом случае приведенная длина участка трубопровода / п р опреде­
ляется следующим соотношением:
'пр = ' + »э>
где I — фактическая длина прямого участка;
U — длина, эквивалентная
местным сопротивлениям, определяемая
по табл. 7.
Сумма потерь на участке приведенной длины определяется тем же спо>
собом, что и для участка, не имеющего местных сопротивлений.
П р и м е р 38. Для данных предыдущего примера необходимо опреде­
лить суммарные потери при условии, что 100 м трубопровода имеют один
тройник и одну задвижку.
46
По табл. 7 находим, что эквивалентная длина для тройника составит
около 20 D, т. е. для диаметра 200 -мм 20-0,2 = 4 м, а для задвижки 2,3 м.
Следовательно, эквивалентная длина от местных сопротивлений
/эк = 4 + 2,3 = 6,3 М,
а приведенная длина
/ п р = 100 + 6,3 м = 106,3 м.
По предыдущему примеру 100 м трубопровода имеют величину потерь
напора по длине, равную 4,38 м. Для того же трубопровода, имеющего трой­
ник и задвижку, величина потерь составит
4,38-106,3
—
.
аа
— = 4,66 м.
100
У внутрицеховых технологических трубопроводов в большинстве случаев
местные сопротивления значительны по величине. Межцеховые трубопроводы,
у которых отсутствуют ответвления, как правило, имеют небольшое количе­
ство фасонных частей и запорно-регулирующей арматуры, в связи с чем по­
тери напора у них на местные сопротивления обычно не превышают 5—10%
от потерь напора на трение по длине трубопровода. Это позволяет упростить
расчет межцеховых трубопроводов, исключая подсчет потерь на местные
сопротивления и заменив их расчетным коэффициентом. Так, например, если
потери напора по длине трубопровода определенные, как это доказано выше,
равны //, то суммарная потеря напора по межцеховому трубопроводу может
быть принята 1,1 И, где 1,1—коэффициент, учитывающий потери напора на
местные сопротивления.
Более детальные рекомендации по гидравлическому расчету технологиче­
ских трубопроводов для жидкости, а также паропроводов и газопроводов
содержатся в нормах ТН-34.
Г л а в а III
ТЕХНОЛОГИЧЕСКИЕ РАСЧЕТЫ РАЗНЫХ ПРОИЗВОДСТВ
Производство любого вида целлюлозно-бумажной продукции
требует расхода первичного сырья или полуфабрикатов, хими­
катов, тепла, электроэнергии и воды. Эти расходы являются ос­
новными. Для отдельных видов продукции может возникать по­
требность также и в других расходах.
Определение основных расходов и связанное с ними уточне­
ние мощности производственного потока относятся к важным
технологическим расчетам, осуществляемым на начальной ста­
дии проектирования.
Величина основных-расходов и их номенклатура существенно
влияют на проектные решения не только технологической, но
и других частей проекта, в том числе экономической. Стоимость
основных расходов в значительной мере предопределяет себе­
стоимость продукции проектируемого производства.
47
Для обоснованного расчета основных расходов использу­
ются «Нормы технологического проектирования» (НТП), раз­
рабатываемые проектными организациями на основе обобщения
данных производственного отечественного и зарубежного опыта,
результатов научно-исследовательских работ и выполнения тео­
ретических расчетов.
Разработанные проектной организацией НТП проходят ква­
лифицированную экспертизу, по заключению которой корректи­
руются, а затем утверждаются руководящими организациями,
после чего становятся обязательными для применения.
Необходимо подчеркнуть, что НТП не являются неизмен­
ными, раз навсегда установленными. Наоборот, совершенствова­
ние методов технологии, достижение практики производства и
машиностроительной техники диктуют необходимость система­
тической корректировки действующих норм: замены устарев­
ших —более прогрессивными.
Организованный пересмотр норм технологического проекти­
рования целлюлозно-бумажных предприятий осуществляется
примерно через каждые пять лет. Однако и в промежуточные
между пересмотрами сроки проектные организации собирают и
обобщают материалы: достижения науки, техники и практики
производства, позволяющие обосновать применение более про­
грессивных норм.
Поэтому, если при технологическом проектировании возни­
кают достаточные основания для принятия норм, более прогрес­
сивных по сравнению с действующими, то в проекте должна
применяться прогрессивная норма с приведением необходимых
сопоставлений и обоснований.
Нормы исключают необходимость обоснования в каждом про­
екте удельных показателей, применяемых при расчете основных
расходов.
В настоящее время нормы технологического проектирования
разработаны далеко не на все виды целлюлозно-бумажной про­
дукции, а только на те главнейшие производства, проектирова­
ние которых намечается в ближайшем будущем в значительном
объеме.
При проектировании предприятия для выработки продукции,
отсутствующей в номенклатуре норм, расчет основных расходов
обосновывают каждый раз подобно тому, как это делается для
обоснования разработанных норм.
Представленные в таблицах этой главы нормы приведены не
полностью, а выборочно. Основное внимание здесь уделено спо­
собу образования и обоснованию норм, приведенных в уточне­
ниях и пояснениях к таблицам. Такое разъяснение норм необ­
ходимо для сознательного и критического пользования ими.
Пользование данными, приведенными в таблицах, без учета
уточнений и пояснений к ним может привести к существенным
ошибкам. В частности, необходимо обращать внимание, к какой
48
величине относится удельный показатель, указанный в таблице.
Существенно важно, например, относится ли этот показатель
к нетто или брутто единицы продукции, также как относится ли
он к единице веса абсолютно сухой или воздушносухой волок­
нистой массы. Подобные указания содержатся в уточнениях и
пояснениях к таблицам.
ПРОИЗВОДСТВО СУЛЬФИТНОЙ НЕБЕЛЕНОЙ ЦЕЛЛЮЛОЗЫ
В соответствии с ГОСТ 6501 — 60 сульфитная небеленая
целлюлоза из хвойной древесины в зависимости от качествен­
ных показателей и преимущественного назначения должна вы­
пускаться следующих марок: Ж-1 для различных видов бумаги
высокой прочности; Ж-2 для подпергамента и перфокарточной
бумаги; Ж-3 для типографской бумаги № 3 и газетной; Ж-4 для
обойной бумаги, специальных упаковочных видов бумаги, а
также картона; С для писчей, цветной, обложечной и карточной
бумаги; М для впитывающей бумаги. Индексы Ж, С и М соот­
ветствуют практически применяемому разделению целлюлозы
на жесткую, среднюю и мягкую.
Со времени введения в действие ГОСТ 6501 — 60 в нем для
каждой из марок целлюлозы одним из главных качественных по­
казателей являлась жесткость по перманганатному методу, опре­
деленная в градусах. Этот показатель с 1 июля 1967 г. заменен
в ГОСТ на показатель степени делигнификации. В табл. 8 при­
ведены значения обоих показателей для каждой из марок. Ос­
тальные технические показатели целлюлозы в ГОСТ оставлены
без изменений. Нормы технологического проектирования 1966 г.
разработаны для производства сульфитной целлюлозы всех ука­
занных выше марок, а также для небеленой вискозной и для бисульфитной целлюлозы. ГОСТ для последних двух видов цел­
люлозы пока не разработаны.
Таблица
S
Жесткость и делигнификация целлюлозы
Нормы для марок
Показатели
Ж-1
Ж-2
Жесткость
Выше 115—90
по. перманганат90
, ному методу
в градусах
Степень делигни­ Выше 37—27
фикации
27
Ж-з
Ж-4
с
М
Метод
испыта­
ния
110—90 Выше 90—65 Ниже
ГОСТ
90
65
6845 — 54
35—27 Выше 27—17 Ниже
ГОСТ
27
17 10070 — 62
В табл. 9 приведены основные удельные показатели и нормы,
принимаемые при проектировании производства целлюлозы ма­
рок Ж-1, С и М.
3
с. г. ЖУДРО
49
Таблица 9
Основные удельные пбказатблй И Нормы, Принимаемые при проектировании производства
небеленой сульфитной целлюлозы
Целлюлоза марки Ж-1
Целлюлоза марки С
Целлюлоза марки М
основание
основание
основание
Показатели
Оборот котла, ч . , , _ . . .
»
Na
Mg
NH,
12
51
10,5
53
11,0
52
10,5
53
.
Выход целлюлозы, % • . . •
Конечная температура-вар­
ки, 'С
Выход целлюлозы на 1 м3
за одну варку, кг;
из ели
» пихты
» березы . Выход небеленой целлюло­
зы по сортам, %:
I сорта":
Ш
Са
• •
сучки и непровар • . .
мелкое волокно
безвозвратные
потери
(пробой) . . . . . . . .
Расход варочной жидкости,
м':
башенной кислоты:
для ели
» пихты
» березы
варочной кислоты:
для ели
» пихты
» березы
. . .
перепущенного щелока:
для ели
. . . ' . . .
» пихты . . . . .
» березы
Расход сырья
130—132 130—132 130—132 130—132
Са
Na
Mg
NH,,
Са
ill?
12,0
48
9,5
10,5
50
10,0
11,0
49
10,5
50s -
13,0
46
140
'40
140
140
140 '
140
140
93
78
104
83
69
96
72
103
84
70
98
92,4
Na
Mg
12,0
47
95
80
106
99
83
111
97
81
109
99
83
111
90
75
100
92
78
104
92
77
102
94,0
2,5
3.0
95,0
2,0
2,5
94,5
2,5
2,5
95,0
2,0
2,5
95,0
2,0
2,5
96,0
1,5
2,0
95,5
2,0
2,0
96,0 '
1,5
2,0
92,5
1,5
2,0
3,5
.93,0
1,5
3,5
1,5
2,0
3,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
5,0
6,0
4,5
1,0
4,9
5,9
4,8
5,8
4.7
5,3
6,4
5,2
5,1
6,1
5,0"
5,2
5,2
5,0
5,1
6,1
5,0
5,9
7,1
5,4
5,7
6,8
5,2
5,8
7,0
5,2
5,6
6,7
5,5
5,4
6,5
5,8
5,5
6,6
5,4
5.4
6.5
5,3
5,9
7,0
5,9
5,7
6,8
5,6
5,3
7,0
5,6
5,7
6,3
5,6
6,6
8,0
6,0
6,4
7,6
5,8
6,5
7,8
5,9
1,87
2,22
1,82
1,80
2,15
1,75
1,83
2,20
1,81
1,80
2,15
1,75
1,97
2,37
1,92
1,90
2,27
1,85
1,92
2,32
1,87
1,90
2,27
1,85
2,20
2,65
2,00
2,12
2,52
1,92
2,18
2,60
1,95
»
балансов, пл. .м8:
еловых
пихтовых
березовых
Расход
серусодержащего
сырья, кг
Расход основания:
известкового камня с со­
держанием СаО 52%
(не менее)
каустического порошка
магнезита с содержа­
нием MgO 90% . . . .
кальцинированной соды
с содержанием Na.CO,
95%
". . ".
аммиака, считая на 100%
Расход тепла на
варку,
Гкал1т^±_1^>, •
Расход
электроэнергии,
квт-ч
Производственный
расход
свежей воды, м?
в том числе по кислот­
ному цеху:
механически очищенной
охлажденной
механи­
чески очищенной . . .
По варочному цеху и реге­
нерации:
механически очищенной
фильтрованной
. . . .
По промывному цеху:
фильтрованной с темпе­
ратурой 60—70° С . .
механически очищенной
горячей с температу­
рой 60—709 С
По очистному цеху:
механически очищенной
с температурой 15—
20° С . -. •
фильтрованной
4,9
5,8
3,5
4,7
5,6
3,4
4,8
5,7
3,4
4,7
5,6
3,4
5,1
6,1
3,7
230
J220
_230
220
_245
4,8
5,9
3,5
230
95
90
95
90
100
95
5,0
6,0
3,6
_245
100
140
130
65
60
125
135
40
1,0
ТЁГ
1,0
1,0
1,0
ilL
- 1,5
1,5
1,5
1,64
175—200 175—200 175—200 175—200 175-200
1,1
1,64
1,64
175-200
175-200
190
190
140
140
140
140
190
20
20
20
20
19,5
19,5
19,5
5
5
5
5
5,5
5,5
5,5
10
10
10
10
10,0
10,0
10,0
10
10
10
10
10,0
10,0
10,0
95
95:
.95
95
145,0
145,0
145,0
Т а б л и ц а 10
Распределение времени оборота котла по Операциям
Целлюлоза марки Ж-1
Целлюлоза марки С
Целлюлоза марки М
основание
основание
основание
Операция
Са
Mg
Na или
NH 3
2,0
2,0
7,5
Са
Mg
Na или
NH 3
2,0
2,0
2,0
2,0
2,0
6,5
6,5
6,0
6,0
8,5
7,5
2,0
1,0
0.25
0,25
2,0
1,0
0,25
0,25
2,0
1,0
0,25
0,25
2,0
2,0
2,0
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
0,25
Са
Mg
Na или
NH 3
2,0
2,0
2,0
2,0
2,0
6,5
6,0
7,5
7,5
2,0
2,0
2,0
0,25
0,25
0,25
0,25
0,25
0,25
12,0
11,0
10,5
Загрузка щепы, закачка кисло­
ты и циркуляция котел — ци­
стерна:
Заварка до 105—110°, стоянка
на 105—110°, перепуск, подъем
температуры до конечной и
стоянка на конечной:
Спуск давления и отбор щелоСпуск давления при выдувке . .
Техосмотр:
Всего
Всего
.
часов при вычасов при вы-
Примечание.
из котлов вымывкой.
В
12,0
11,0
10,5
13,0
12,0
11,5
,
—
11,0
9,5
10,0
нормах принято, что целлюлоза марок Ж-1 и М производится только при удалении массы
Уточнения и пояснения к табл. 9
1. В числителе указано время оборота котла при применении выдувки
массы с подачей щелока вниз котла, в знаменателе — время при вымывке.
Обороты варочных котлов, как и другие показатели в таблице,
определены из
условий использования котлов емкостью 280 и 320 ж3, с применением ком­
плексной автоматизации и прогрессивной технологии варочного процесса,
а именно: рабочего давления 10—12 ати, крепкой горячей кислоты с высоким
содержанием основания, применения принудительной циркуляции при непря­
мом нагреве щелока, перепуска щелоков, пропитки щепы гидронадавливанием.
Ориентировочное распределение времени оборота котла по отдельным опера­
циям в часах приведено в табл. 10.
2. Выход абсолютно сухой целлюлозы брутто по варке (т. е. I сорт+
III сорт + сучки + промой) принят в процентах от веса на основе обобщения
производственной практики.
3. При прочих равных условиях, чем выше конечная температура, тем
меньше выход целлюлозы из древесины.
4. Выход воздушносухой целлюлозы по варке из 1 ж3 котла принят с уче­
том загрузки котла щепой с применением совершенных паровых уплотните­
лей, применения после уплотнения пропитки и вакуумизации щепы, циркуля­
ции щелока
во время варки. При расчете количества загружаемой щепы
в 1 м3 котла без учета уплотнения принята объемная степень заполнения,
равная 0,35.
Уплотнение принято для целлюлозы марок Ж и С 25%, для марки М 20%,
для всех пород древесины, кроме березы. Береза варится без уплотнения.
При применении дровяной древесины выход целлюлозы из котла должен
быть откорректирован в зависимости от содержания гнили в древесине, т. е.
объем гнили в щепе должен быть исключен из расчета.
Содержание абсолютно сухого вещества в одном плотном кубометре дре­
весины, с учетом ее влажности 30% и выше, принято следующее: для ели
375 кг, для пихты 315, для осины 416, для березы 525.
При другом содержании абсолютно сухого вещества при расчете выхода
из 1 м3 котла должен приниматься объемный вес древесины, соответствую­
щий реальным условиям.
П р и м е р 39. Рассчитать выход целлюлозы на 1 ж3 котла при следую­
щем условии: целлюлоза — марки Ж; древесина — ель с объемным весом'
375 кг, основание —• кальциевое; выход абсолютно сухой целлюлозы в про­
центах от веса абсолютно сухой древесины-—51%, объемная степень запол­
нения— 0,35; уплотнение — 25%; - влажность целлюлозы — 12%. При этих ус­
ловиях выход из 1 м3 котла равен,
/-? ..
0,35-1,2^375-0,51
..
^' ' '
--—
= 95 кг.
:
0,88
5. Выход небеленой целлюлозы по сортам принят с учетом опыта работы
зарубежных и отечественных предприятий. Потери мелкого волокна, отходя­
щего на смолоотделителях, для целлюлозы марки М приняты 3,5%.
6. Расход варочной жидкости может определяться по номограмме * или,
как это показано ниже, расчетным путем. Процент перепуска для всех видов
целлюлозы принят 25%, количество регенерируемой жидкости—-8%.
П р и м е р 40. Определить расход варочной жидкости при следующих
условиях: целлюлоза — марки Ж-1; основание — кальциевое; влажность
щепы — 30%, уплотнение-—25%, расход елового баланса — 4,6 м2 на 1 т
воздушносухой целлюлозы,-Выход целлюлозы из древесины — 51%.
Расход абсолютно сухой щепы на 1 т абсолютно сухой целлюлозы со­
ставит 1000 : 0,51 =.1960 кг, или на 1 т воздушносухой целлюлозы 1960-0,88 =
= 1720 кг.
* Справочник бумажника, т. I, изд. 2-е испр. и доп. Изд-во «Лесная
промышленность», 1964, стр. 237.
Выход целлюлозы из 1 ж3 котла составляет 95 кг. В 1 ж3 котла загру­
жается плотной древесины 4,6-0,95 = 0,44 ж3.
Свободный объем в 1 ж3 котла составляет 1—0,44 = 0,56 ж3.
Впитываемость кислоты в процентах от объема древесины во время за­
качки составляет 35%.
Закачивается кислоты на 1 м3 котла 0,56-Ь (0,44 • 0,35) =0,71 ж3.
Закачивается кислоты на 1 т целлюлозы 0,71 ;. 0,095=7,5 ж3.
Щелока перепускается 25%, или 7,5 • 0,25 = ,1,87 ж3.
Жидкости регенерируется 8%. Расход башенной
кислоты на 1 т целлю­
лозы составляет 7,5— (7,5 • 0,08+ 1,87) =5,03 ж 3 «5,0 ж3.
Расход варочной кислоты на 1 т целлюлозы (без перепускной жид­
кости) составляет 7,5—1,87^5,63 ж 3 «5,6 ж3.В среднем составе кислоты в котле после смешения с пропускной жид­
костью принимается: всей S0 2 для всех видов целлюлозы 7—8%, содержа­
ние основания в процентах, считая на СаО для целлюлозы марок Ж и С
0,95%, для марки М 0,85%.
7. Расход балансов в таблице указан в чистоокоренном виде в количестве
щепы, поступающей
в котел (франко-варочиый котел). Расход определен
в плотных ж3 на варку 1 т целлюлозы брутто, с учетом
весового содержания
абсолютно сухого вещества древесины в 1 пл. ж3, указанного в п. 4 при
влажности древесины 30% и выше.
П р и м е р 41. Определить необходимое количество еловой щепы на 1 т
воздушносухой целлюлозы при содержании в 1 ж3 абсолютно сухого веще­
ства древесины 375 кг и выходе целлюлозы 52%.
1000-0,88
„_
= 4,5 пл. ж3.
0,52-375
Для предприятия, у которого поступающая еловая древесина имеет объ­
емный вес 360 кг/м3, расход баланса при выходе целлюлозы 52% составит
. 1000-0,88
„ ,
= 4,7 пл. ж3.
0,52-360
Указанные расходы древесины не учитывают разнообразных потерь при
приготовлении щепы, вследствие чего фактический расход будет больше. См.
главу II, раздел «Расчеты, связанные с определением количества древесины».
Если в поступающей на целлюлозный завод щепе есть некоторое количе­
ство гнили, расход, указанный в табл. 9, должен быть увеличен, условно счи­
тая, что выход целлюлозы из гнилой части древесины равен нулю.
8. Расход серусодержащего сырья в табл. 9 указан для приготовления
кислоты на производство 1 т воздушносухой небеленой целлюлозы брутто по
варке. В числителе указан расход колчедана или флотоколчедана при содер­
жании серы 45%," в знаменателе расход серы, соответствующий ГОСТ
127 — 64. Расход серы определен на основе обобщения опыта работы пред­
приятий, а расход флотоколчедана определен расчетным путем по принятому
расходу серы при условии содержания серы в колчедане 45% и с учетом по­
терь серы при работе на колчедане— 16%.
9. Расход основания на приготовление кислоты, необходимой для про­
изводства 1 т воздушносухой небеленой целлюлозы брутто, указан в кило­
граммах.
П р и м е р 42. Определить теоретический расход известкового камня для
приготовления башенной кислоты, если расход кислоты составляет 5,0 ж3 на
1 г целлюлозы, а содержание СаО в кислоте 0,95%; 5000x0,0095 = 47.5 кг.
При содержании СаО в известняке 52% теоретический расход известняка
составит 47,5 : 0,52 = 91 кг. Фактический расход выше теоретического на ве­
личину потерь. В таблице указаны расходы с учетом опыта работы пред­
приятий.
54
10. Расход тепла указан на варку 1 г небеленой воздушносухой целлю­
лозы брутто по варке при условии горячей регенерации.
В числителе указан расход тепла в гигокалориях, в знаменателе —
в тоннах пара. Тепло на варку целлюлозы принято как тепло пара, посту­
пающее с ТЭЦ франко-варочный цех, т. е. потери в паропроводах, снабжаю­
щих паром варочный цех, но расположенных вне его, не учитываются. В нор­
мах приводятся не.только суммарные расходы тепла, но также указываются
расходы по отдельным потребителям. Наиболее точно расчетные расходы
тепла определяются составлением материальных и тепловых балансов варки.
Методика составления балансов излагается в учебных пособиях по техноло­
гии целлюлозы.
11. Расход электроэнергии указан в некоторых пределах и уточняется по
типу и мощности применяемого оборудования. Указанные в таблице пока­
затели расхода даны на выработку 1 т небеленой воздушносухой целлюлозы
брутто по варке и включают расходы электроэнергии по кислотному цеху при­
мерно 25—30 квт-ч, по варочному цеху и регенерации 65 квт-ч, по промыв­
ному цеху 45 квт-ч, по очистному цеху 45—60 квт-ч. При применении центриклинеров с пропуском через них всего потока массы возникает дополнитель­
ный расход электроэнергии примерно 25—30 квт-ч на 1 т целлюлозы брутто.
Размол отходов требует около 280 квт-ч на 1 т отходов (III сорт + сучки),
что составляет примерно 10—15 квт-ч на 1 т небеленой целлюлозы брутто
по варке.
12. Расход свежей воды указан на выработку 1 т небеленой воздушно­
сухой целлюлозы брутто по варке. В зависимости от принятой схемы исполь­
зования воды расходы могут 3несколько меняться. На пароэжекторную уста­
новку подается примерно 40 ж на 1 т целлюлозы брутто механически очищен­
ной воды с температурой 20—25°.
П р и м е р 43. Р а с ч е т п р о и з в о д и т е л ь н о с т и и о с н о в н ы х
р а с х о д о в с у л ь ф и т - ц е л люл озно г о з а в о д а при его про­
ектировании.
Условиями проектирования предусматривается:
производительность целлюлозного завода ПО тыс. т в год вискозной цел­
люлозы, считая по товарной целлюлозе I сорта;
сырье — хвойный баланс: 85% ель, 15%—пихта, серусодержащее
сырье — газовая сера;
для приготовления кислоты используется кальциевое основание;
устанавливаются биметаллические котлы объемом по 320 м каждый.
Принимаем: количество рабочих дней в году — 345; количество рабочих
часов в сутки основного оборудования — 24; выход целлюлозы из древе­
сины — 46%.
При расчете использованы нормы технологического проектирования для
вискозной целлюлозы (в табл. 9 они не приведены).
Рассчитываем выработку товарной целлюлозы I сорта в сутки
110 000:345 = 319 т.
Считая, что после сортирования беленой целлюлозы целлюлоза III сорта
составит 1% получим выработку беленой целлюлозы I и III сортов
319-100
,
OOO
= Q322,3
m сутки.
100 — 1
Если принять от небеленой целлюлозы 21% потерь (химические и меха­
нические) при отбелке и облагораживании, количество небеленой целлюлозы,
передаваемой на отбелку, составит
322,3-100
,по
,
= 408 т/ситки.
100—21
55
-»> s
i-fbУ<(-<-*'
е./
/iff,
—
Т а б л и ц а 11
Производителушсть и <осн.овнь1е^ расходы
сульфитно-^ллюлвзйопг'з'авода -
Показатели
Удельный
показа­
тель
Выр< ботка
или расход
в сутки
/
в год
Выработка продукции
345
/,JL
Количество рабочих часов в сутки основно-
/, s
Выработка небеленой целлюлозы брутто
по варке (I -f- III сортов -{- сучки + по­
тери)
%
т
в том числе:
целлюлозы небеленой I сорта, считая
от целлюлозы брутто по варке
%
т
целлюлозы небеленой III сорта
%
т
сучки и непровар
%
т
мелкое волокно
%
т
промой волокна
%
24
100
/,*
56
152 150
408,0
140 750
6,6
2 280
8,8
3 040
15,4
5 320
2,2
760
408,0
140 750
92,5
1,5
2,0
3,5
0,5
т
' i Ч Передается небеленой целлюлозы I сорта
ня отбелку, т
Потери
и механические при от­
/, <~ белке химические
и облагораживании, считая от не­
беленой целлюлозы I сорта
%
т
/.£ Выработка беленой целлюлозы I 4- III сор­
тов
%
т
в том числе:
беленой целлюлозы I сорта
%
/га
целлюлозы беленой III сорта
%
т
441,0
21
85,7
100
322,3
99
319,0
110 000
3,3
319,0
110 000
1
Продолжение
Удельный
показа­
тель
Показателя
Выработка
или расход
в сутки
Д,
Расход сырья и химикатов
У. / Баланса окоренного франко-варочный котел,
считая по варке, при породном составе
ели 87%, пихты 13%, м3
Jt.^Cepu
на варку небеленой целлюлозы, счи­
тая на-целлюлозу брутто по варке, т . .
t J Известкового камня для приготовления ки"
слоты, считая на целлюлозу-брутто по
варке, т
л и Хлора для отбелки целлюлозы, считая на
^
беленую целлюлозу I сорта, т.
в том числе:
на хлорирование
» гипохлоритную отбелку
£.!>~~ Едкого натра (ртутного) технического при
пересчете на 100%-ный, считая на беле­
ную целлюлозу I сорта, т
в том числе:
на облагораживание
на щелочение после хлорирования . . .
» приготовление гипохлорита натрия и
и подщелачивание при гипохлоритной
отбелке 1
i/.'6
Двуокиси хлора , т
<р,?~ Серы для кисловки беленой целлюлозы,
считая на беленую целлюлозу I сорта, т
Солянбй кислйты *хни^ской/шэ»-пвресчете
н а / 100%-йую, /счит/я на^беленую цел­
люлозу I^copTaV т .'•. ..... • •
,y q,
/ ^ t ^ ^ - ^ Р а с х о д пара —J-ГУ- /^eSsK-
• а/
'
На варку небеленой целлюлозы, считая на
целлюлозу брутто по варке
в том числе:
пара давлением 15 ата — 10%
..-..-.
пара давлением 9 ата— 90% .
£ — — J 3 i . na£ojsj£jHB»H-yie—установку,—считая ~тга
цёлАюлозу брутто по варке 2
(i -у , И а отбелку целлюлозы, считая на беленую
^
целлюлозу I сорта3
5,6
2470
0,095
41,9
0,140
66,1
0,048
15,3
0,028
0,020
8,9
6,4
0,129
41,2
0,091
0,008
29,0
2,6
0,030
0,003
0,005
0,004
9,6
0,96
1,6
1,3
1,2
1,8
0,12
0,18
1,08
1,62
0,4
0,6
0,6
0,9
52,9
79,4
476,8
714,4
176,4
264,6
191
287
57
Продолжение
Показатели
Удельный
показа­
тель
Выработка
или расход
в сутки
На подогрев воды для промывки целлюлозы
в количестве 40 м3 на 1 т от 20 до 60° С4
?-Ь
На сушку ч целлюлозы, считая на товарную
целлюлозу:
для целлюлозной папки весом 500—
600 г/м2, влажностью 12%5
й?
W /
/»,к
/'
/ •
/0. '/'
510,4
765,6
1,76
361,4
180
79 380
280
4 312
200
63 800
70
22 830
90
28 710
190,0
83 790
40,0
17 640
319,0
Расход электроэнергии, квт-ч
На выработку небеленой целлюлозы, счи• тая на целлюлозу брутто по варке . . . .
На размол отходов, считая на 1 т отходов
(сучки + III сорт небеленой целлюлозы)
На отбелку целлюлозы с облагораживанием,
считая на беленую целлюлозу I сорта . .
На сортирование и сгущение с очисткой на
центриклинерах беленой целлюлозы, счи­
тая на беленую целлюлозу I сорта . . . .
На сушку целлюлозы, считая на товарную2
целлюлозную папку весом 500—600 г/м
//
Расход воды, м*
На выработку небеленой целлюлозы, счи­
тая на целлюлозу брутто по варке . . . .
На пароэжекторную установку, считая на
целлюлозу брутто по варке
На отбелку и облагораживание целлюлозы,
считая на беленую целлюлозу I сорта . .
в том числе:
фильтрованной, не содержащей взвешен­
ных веществ, с температурой не более
15—20° С
горячей воды 60—70° С
в том числе:
фильтрованной, не содержащей взвешен­
ных веществ
глубокоумягченной, жесткостью не бо­
лее 0,1° Н, с содержанием железа
не более 0,1 мг/л
На сортирование, очистку на центриклине­
рах и сгущение беленой целлюлозы, счи­
тая на беленую целлюлозу I сорта, глу­
бокоумягченной воды, жесткостью не более
0,1° Н, с содержанием железа не более
0,1 мг/л, температурой 15—20° С
58
2,4
150
47 850
ПО
40
35 090
12 760
30
9 570
10
3 190
10
3 190
Продолжение
Показатели
Удельный
показа­
тель
Выра ботка
или расход
в сутки
в год
На сушку целлюлозы, считая на товарную
в том числе:
фильтрованной, не содержащей взвешен­
ных веществ, температурой 15—20° С
глубокоумягченной, жесткостью не бо­
лее 0,1° Н, с содержанием железа не
50
15 950
—
20
6 380
—
30
9 570
—
9,5
4 190
—
Передается крепкого щелока на спиртзавод,
считая от небеленой целлюлозы брутто
С содержанием органических веществ в ще-
0,104
435,8
—
Примечания:
.,.-—-,...„,.
1. Расход пара, ^нер^-ии, воды и химикатов на приготовление
двуокиси хлора в данной'таблице не учтен.
2. Установка применяется в случае отсутствия на предприятии
холодной воды. Работает только летом.
3. Расход пара указан при условии промывки целлюлозы горя­
чей водой, температурой 60—70° С, получаемой из других цехов.
4. При отсутствии горячей воды для промывки целлюлозы.
5. С учетом закрытого колпака сушильной машины.
Для определения необходимого количества
варке, принимаем в процентах:
небеленой целлюлозы по
отход небеленой целлюлозы в III сорт при сортировании. 1,5
количество сучков и непровара
2
»
мелкого волокна, выводимого из потока . . . 3,5
промой волокна
0,5
Количество целлюлозы в процентах, считая от целлюлозы по варке, не
направляемое в поток отбелки, составит 1,5+2,0+3,5+0,5=7,5%.
Необходимое количество небеленой целлюлозы по варке составит:
408 X 100
= 441 ml су тки
100 — 7,5
или 441X345=152 150 т в год.
Дальнейшие расчеты производятся с учетом принимаемых в проекте
технологических схем.
Удельные расходы химикатов, пара, энергии и воды принимаются по
нормам технологического проектирования, данным фирм, поставляющих обо­
рудование, на основе опыта аналогичного производства или определяются рас­
четным путем.
Результаты расчетов для удобства пользования сводятся в таблицу
(табл. 11).
59
ПРОИЗВОДСТВО СУЛЬФАТНОЙ НЕБЕЛЕНОЙ ЦЕЛЛЮЛОЗЫ
Количество видов сульфатной целлюлозы за последние годы
значительно увеличилось. Появилась сульфатная целлюлоза
повышенного выхода, сульфатная целлюлоза для различных ви­
дов вискозного и кордного волокна и др. Появились также новые
виды целлюлозы, вырабатываемые сульфатным способом из
древесины лиственных пород.
Все эти обстоятельства вызывают необходимость иметь
классификацию различных видов сульфатной целлюлозы с чет­
ким определением свойств каждого вида и предъявляемых к ним
технических требований.
Такая классификация пока отсутствует и действующие в на­
стоящее время ГОСТ охватывают далеко не все виды сульфат­
ной целлюлозы.
ГОСТ 11208—65, введенный в действие с 1/1 1967 г., опреде­
ляет технические требования на древесную (хвойную) сульфат­
ную небеленую целлюлозу для производства различных видов
бумаги и картона. В соответствии с этим ГОСТ в зависимости
от назначения и качественных показателей целлюлоза должна
выпускаться четырех марок для использования в производстве
следующих видов бумаги:
НС-0 — перфокарточной, основы для фольги и других тех­
нических видов бумаги;
НС-1—высокопрочйых упаковочных видов бумаги, основы
для парафинирования, основы для клеевой ленты, шпагатной;
НС-2 — оберточных, упаковочных водонепроницаемых и
светонепроницаемых, основы технического пергамента, шпуль­
ной и других упаковочных видов бумаги;
НС-3— текстурной, основы для внутреннего слоя бумажнослоистого пластика впитывающих видов бумаги и картонов.
ГОСТ 5186—50 предусматривает технические требования
к древесной сульфатной небеленой целлюлозе для конденсатор­
ной и высоковольтной кабельной бумаги. Для этих видов бу­
маги ГОСТ устанавливает три марки целлюлозы:
ЭИ-1 —для конденсаторной бумаги толщиной 10 и более мк;
ЭИ-2 — для конденсаторной бумаги толщиной 8,7 и 6 ж/с и
высоковольтной кабельной бумаги на напряжение ПО—400 кв;
ЭИ-3 — для конденсаторной бумаги толщиной 5 и 4 мк.
ГОСТ 10924—64 устанавливает технические требования
на древесную сульфатную целлюлозу ЭСК, применяемую при
производстве бумаги для электролитических конденсаторов.
Нормы технологического проектирования 1966 г. на основе
обобщения имевшихся данных дают удельные показатели для
следующих видов небеленой сульфатной целлюлозы:
целлюлоза с перманганатной жесткостью от 90° до 105° по
Бъеркману, с выходом 46%; эта целлюлоза может быть охарак­
теризована как целлюлоза «мягкая»;
60
Таблица
12
Основные удельные показатели и нормы при проектировании
производства небеленой сульфатной целлюлозы
Целлюлоза жесткостью
Показатель или норма
Оборот котла, ч
Заполнение котла:
для сосны
» березы
» лиственницы . . .
. Выход из 1 мя котла, за 1 эорот варки,
кг:
из сосны
» березы
» лиственницы . . . .
Выход из 1 м< варочного аппарата не­
прерывного действия типа Камюр,
кг/сутки
Выход воздушносухой целлюлозы,
I сорта по сортированию
отходы сортирования
сучки и непровар . :
безвозвратные потери
Итого
. . .
Гидромодуль .
1) при варке в котлах:
. для сосны
» лиственницы и березы
2) при варке в аппаратах типа Камюр:
для сосны
» березы
:> лиственницы
Расход щепы, пл. ж3
сосны . . . .
березы . . .
лиственницы
Расход основных материалов, кг:
90—105°,
выход
46%'
120°,
выход
48%
5,5
6,0
5,0
5,5
0,455
0,37
0,37
0,455
0,37
0,37
94
101
102
106
106
900
970
95,0
95,0
3,0
1,5
0,5
100
100
-3,6 3,2—3,6
-3,2 2,8—3,2
3,0
3,0
3,0
4,8
3,7
3,6
4,6
3,5
3,5
35CV
_315_
330
1) расход активного Na 2 0 на' варку:
для сосны
365'
61
Продолжение
Целлюлоза жесткостью
о.
П о к а з а т е л ь или норма
о
'С
90—105°,
выход
46%
120°,
выход
48%
140°,
выход
50%
285
295
400
410
270
275
360
380
260
335
350
117
122
95
98
134
137
105
ПО
90
92
120
127
97 '
100
84
290
305
260
275
240
250
260
275
30
30
240
245
234
247
26
28
225
230
215
225
25
25
210
220
215
220
25
25
330
340
200
205
25
25
300
320
190
198
20
22
280
290
295
305
35
35
270
288
30
32
250
260
30
30
1,35
2,50
1,25
2,30
1,11
2,00
2
1
2) расход сульфата натрия:
3) расход негашеной извести:
в том числе:
в том числе:
в том числе:
9
Расход пара на 1 т целлюлозы,
Гкал/т:
t
2) на
62
выпаривание
(3,2—3,5 ата):
щелоков
250
87
112
117
Продолжение
Целлюлоза жесткостью
140°,
выход
50%
Показатель или норма
0,78
1,45
0,68
1,24
0,07
0,12
0,76
1,40
0,65
1,20
0,05
0,10
45
42
12
40
12
42
89
40
15
40
40
85
40
18
40
38
82
40
20
40
27
15
16
17
25
13
14
16
25
12
13
16
1410
1350
1250
при пятиступенчатом выпаривании
шести ступенчатом
3) на каустизации)
10
11
12
Расход электроэнергии на 1 т целлюло­
зы, квт-ч:
периодическая варка
горячий размол
Промывка на вакуум-фильтрах:
двухступенчатая
трехступенчатая
Двухступенчатое сортирование
Переработка отходов сортирования . . .
Центриклинерная установка регенерации
щелоков:
выпарной цех
.
содорегенерационный цех
каустизационный цех
регенерация извести
Расход тепла на регенерацию 1 т изве­
сти, Гкал
Расход сухого вещества черного щелока,
кг
1 т целл. брутто
1,32
0,07
0,12
целлюлоза с перманганатной жесткостью 120°, с выходом
48%, характеризуемая как целлюлоза «средняя», предназна­
чаемая для кабельных бумаг и для отбелки;
целлюлоза с перманганатной жесткостью 140°, с выходом
50%, целлюлоза «жесткая» для мешочных и упаковочных бумаг
и для крафт-лайнера;
целлюлоза высокого выхода (выход 55%) для тарного кар­
тона и крафт-лайнера;
целлюлоза с предгидролизом при выходе 36%.
Указанные числа перманганатной жесткости относятся
к целлюлозе, получаемой из древесины хвойных пород.
В табл. 12 приведены основные удельные показатели и нормы
для производства небеленой сульфатной целлюлозы первых трех
видов.
63
У т о ч н е н и я и п о я с н е н и я к табл. 12.
1. Время оборота варочных котлов определено на основе обобщения
производственного опыта с учетом времени, необходимого для техосмотра,
наполнения, варки3 и освобождения котла. В числителе
указаны обороты котла
объемом до 140 ж , в знаменателе — свыше 140 ж3.
2, 3. Заполнение котла щепой при периодической варке указано с учетом
уплотнения щепы для сосны 30%, для березы и лиственницы — без уплотне­
ния. При расчете количества загружаемой щепы в кубических метрах котла
объемная степень заполнения принята для сосны 0,35; для березы и листвен­
ницы с учетом их высокого объемного веса •— 0,37.
Выход из 1 ж3 варочного котла показан в таблице как выход за одну
варку воздушносухой небеленой целлюлозы брутто по варке (I сорт + отходы
сортирования + сучки + потери).
Содержание абсолютно сухой древесины в 1 пл. м3 при влажности 30%
и выше принято: для сосны 397 кг, березы 525 кг, лиственницы 529 кг. При
содержании абсолютно сухой древесины,
отличающимся от принятого, необ­
ходимо выход целлюлозы из 1 ж3 котла откорректировать.
С учетом вышеуказанного весовое содержание абсолютно сухой щепы
в 1 м% котла составит, кг:
для сосны
» березы
» лиственницы
397-0,35-1,3=180;
525-0,37=194;
529-0,37= 195.
Выход воздушносухой целлюлозы из 1 ж3 варочного котла в зависимости
от породы древесины составит, кг:
180 0,46
для сосны при выходе 46%
= 94;
0 88
194 0,46
» березы »
»
46%
= 101;
0 88
195 0,46
» лиственницы при выходе 46% . . . .
'
= 102.
0,88
Рассчитанный аналогичным образом выход из 1 м? котла для других
видов целлюлозы показан в п. 3 таблицы.
4. Эта строка таблицы показывает выход воздушносухой целлюлозы из
1 м3 варочного аппарата типа Камюр за сутки при варке сосновой древе­
сины. Такие выходы гарантируются фирмой, поставляющей комплектные
установки непрерывной варки.
5. Процентное распределение по сортам выхода воздушносухой небеленой
целлюлозы, отнесенное к выходу целлюлозы по варке брутто, произведено на
основе опыта проектирования и по данным иностранных фирм.
6. Гидромодуль — это отношение объема жидкости в котле к весу
абсолютно сухой древесины. Указанные в таблице показатели гидромодуля
•соответствуют объему жидкости в варочном котле 55—65%, включая содер­
жание влаги в древесине и конденсат пара от уплотнения.
Например, для березы при весовом содержании абсолютно сухой щепы
в 1 м3 котла, равном 194 кг, и при
гидромодуле 3,2, заполнение котла жид­
костью составит 194-3,2 = 621 кг/м3, или 621 л/м3, т. е. 62,1% от объема котла.
7. Расход щепы в плотных кубических метрах франко-бункер варочного
котла на производство 1 т воздушносухой небеленой целлюлозы брутто по
варке (I сорт + отходы сортирования + сучки + непровар + потери) определен
исходя из выходов целлюлозы и весового содержания абсолютно сухой дре­
весины в 1 пл. м3 балансов, указанных в пояснениях к п. 2 и 3. Например,6
при выходе 46% и весовом содержании абсолютно сухой древесины в 1 м
880
для сосны, равном 397 кг, получаем
=4,8 ж3.
0,46-397
64
При использовании древесины с другим содержанием абсолютно сухого
вещества расход балансов должен быть соответственно уточнен.
Расход балансов определен для здоровой древесины; при наличии в ба­
лансовой древесине гнили расход должен быть увеличен с учетом того, что
выход из гнилой части древесины равен нулю.
8. Расход основных материалов определен на 1 г воздушносухой небе­
леной целлюлозы брутто по варке. В числителе указаны расходы для перио­
дической варки, в знаменателе — для непрерывной.
1) Расход щелочи в единицах активной Na20 принят при сульфидности
25% как для периодической, так и для непрерывной варки. Эти расходы
определены на основе обобщения данных отечественной и зарубежной
практики.
2) Расход сульфата, необходимый для восполнения потерь щелочи на
различных стадиях технологического процесса, определен исходя из расхода
N a 2 0 ' на»варку целлюлозы. Например, для выхода 48% при периодической
варке целлюлозы расход активной N a 2 0 составляет 315 кг на I т целлю­
лозы. Потери щелочи в производстве принимаем 12,5%. Тогда на восполне­
ние потерь щелочи расход сульфата натрия составит
;315-0,125-2,29
,._
,
'
= 105 кг/т,
0,95-0,9
где 2,29 — переводной коэффициент в собственные единицы (см. табл. 13);
0,95 — коэффициент активности сульфата
натрия, учитывающий 5%
неактивных примесей в техническом сульфате;
0,9 — переводной коэффициент от активной к общей щелочи.
Таблица
13
н
?
§
1 Ц
леку;:
Соединения натрия
Химическая
формула
s
о о
з:
0)Ю
Na 2 0
62
62
Едкий натрий
NaOH
40
80
Na 2 S
78
78
.
Na2C03
106
106
Сульфат натрия . .
Na2S04
142
142
Тиосульфит натрия
Na 2 S. 2 0 3
158
158
Сульфгидрат натрия
NaHS
56
112
Сульфит натрия . .
Na,S®,
126
126
К а р б о н а т натрия
Коэффициент
пересчета
в собствен­
ные
единицы
&и
О к и с ь натрия
Сернистый натрий .
Коэффициент
пересчета
в единицы
Na 3 0
62_
1,000
^=.,000
62
J32_
80 '
0,775
0,795
62
62.
142
=
1,290
=
1,258
=
1,710
62
_78_
62
78 '
106
80_
0,585
0,437
_6A-
106
62
Ш
= 2,290
62
0,392
158
62
= 0,554
112
158
^ = 0,492
126
I * = 2,032
62
62
= 2,635
- 2 =
62
1,807
65
V
Расчет негашеной извести указан с учетом содержания в ней 85% СаО
и не более 2% MgO, при условии непрерывной каустизации и регенерации
извести. Необходимые количества извести определены расчетом.
П р и м е р 44. Требуется определить расход извести при производстве
целлюлозы с выходом 55% из сосновой древесины и расходе активной ще­
лочи на варку 225 кг на 1 т воздушносухой целлюлозы.
При перерасчете соединений натрия, встречающихся в сульфатных щело­
ках, удобно пользоваться табл. 13.
Примем следующие соотношения: степень сульфидности 0,25; концен­
трация активной щелочи в белом щелоке 100 г Na 2 0 в 1 л раствора; сте­
пень каустизации 0,9; степень восстановления 0,9.
Соответствующий принятым соотношениям состав белого щелока при­
веден в табл. 14.
Т а б л и ц а 14
Соединения
натрия
Na2S
NaOH
Na 2 C0 3
Na 2 S0 4
Всего
Степень
активности
Состав белого щелока, г\л
в единицах Na^O
100-0,25 25
100-0,75 75
75-0
= 8,35
0,9
25-0,1
2,78
0,9
111,13
щелока,
в собственных
единицах
25-1,26 = 31,5
75-1,29 = 97
8,35-1,71 = 14,25
2,78-2,29 = 6,85
149,6
или коэффициент
пересчета
активности
щелочи к общей, -
_ = 0 , 9 . Коэффициент пересчета единиц Na 2 0 в соб111,13
149,6
= 1,34.
ствениые единицы равен
111,13
Содержание NaOH в активной щелочи в единицах Na 2 0 равно
225-75
= 169 кг/т воздушносухой целлюлозы, или в своих единицах 169- 1,29 =
=218 кг/т воздушносухой целлюлозы.
-Содержание Na2S в активной щелочи в единицах Na 2 0 равно 225—169 =
5=56 кг/т воздушносухой целлюлозы, или в своих единицах 56- 1,26=70,6 кг/т
воздушносухой целлюлозы.
Теоретическое количество соды (в своих единицах), поступающей из рас218-106
творителя плава, которое можно перевести в NaOH, составляет
=
40-2
= 289 кг/т воздушносухой целлюлозы; в этом соотношении 106 — молекуляр­
ный вес Na 2 G0 3 , a 40 — молекулярный вес NaOH.
Принимаем, что 90%_ от общего количества соды в зеленом щелоке по­
ступает в гаситель-классификатор, а 10%—в дополнительный каустизатор,
т. е. в гаситель-классификатор поступает 289-0,9 = 260 кг/т, а в дополнитель­
ный классификатор 289—260 = 29 кг.
Теоретическое количество окиси кальция, необходимое для каустизации
56
90% соды без учета влияния на реакцию сернистого натрия, равно 260- —— =
= 137 кг/т воздушносухой целлюлозы; в этом соотношении 56 — молекулярный
вес окиси кальция, а 106 — молекулярный вес соды.
66
Если принять избыток кальция 15%, то этот избыток (потребное коли­
чество окиси кальция) составит 137 • 1,15= 158 кг, а его избыток 158—137 =
= 21 кг.
Теоретическое количество окиси кальция, необходимое для каустизации
55
соды, поступающей в дополнительный каустизатор, будет равно 29 — =15,3 кг.
Избыток
окиси
кальция
в дополнительном каустизаторе вследствие
(21 — 15,3)100
избытка в гасителе-классификаторе составит
=37,2%,
1о, о
т. е. принятый избыток достаточен и теоретический расход окиси кальция
158 кг/т воздушносухой целлюлозы также достаточен.
158
Расход же извести с содержанием 85% активной СаО составит
=
0,85
= 186 кг/т.
9. Расход пара указан на 1 т воздушносухой небеленой целлюлозы для
всех пород древесины одинаковым, при этом принято, что расход пара учи­
тывается паромером, установленным в цехе потребления.
1) Расход пара приведен на периодическую варку при использовании
пара давлением 12 ата. Возврат конденсата принят 85%.
Удельные показатели расхода пара определены обобщением практиче­
ских данных и проверены расчетным путем. Расчеты основываются на
Т а б л и ц а 15
Расчетные величины
Расход активной щелочи,
кг
Количество черного щело­
ка, поступающего
на вы­
парку, м3
Сухое вещество,
посту­
пающее со щелоком, m .
Содержание сухого веще­
ства, вес. %
Удельный
вес
щелока,
m/м3
Весовое количество чер­
ного щелока, поступаю­
щего на выпарку, т . .
Количество
упаренных
щелрков с содержанием
сухого вещества 55%, от
Количество выпариваемой
из щелоков воды, от . .
Расход пара 3,5 ата, не­
обходимого на выпари­
вание воды, от:
при 5-ступенчатом вы­
паривании
при 6-ступенчатом вы­
паривании
Целлюлоза
при выходе
46 %
Целлюлоза
при выходе
48%
Целлюлоза
при выходе
50%
350
315
290
8,0
7,6
7,2
1,41
1,35
1,25
16,1
16
16
1,100
1,095
1,095
8,75
8,3
7,8
2,55
2,46
2,27
6,20
5,84
5,63
0,25-6,20 =
= 1,55
0,25-5,84 =
= 1,45
0,25-5,63 =
= 1,40
0,213-6,20 =
= 1,32
0,213-5,84 =
= 1,24
-0,213-5,63 =
= 1,20
67
Таблица
Основные расходы по сульфатно-целлюлозному заводу
Удель­
ный
показа­
тель
Наименование
Выработка
продукции
Расчетное количество дней работы в год . . . .
»
»
часов работы в сутки . .
Выработка небеленой воздушносухой целлюло­
зы по варке, да .,,. ,,
в том числе:
,..,:•
безвозвратные потери
Утилизируемые отходы производства, т:
отработанный сульфатный щелок из про­
мывного цеха, на регенерацию (с учетом
потерь в варочном и промывном цехах),
считая на целлюлозу по варке
сухое вещество черного щелока, поступаю­
щего на сжигание в содорегенерационный агрегат (с учетом потерь в варочном,
промывном, выпарном цехах), считая на
целлюлозу по варке
известковый шлам белого щелока абсолют­
но сухой, считая на целлюлозу по варке
Неутилизируемые отходы производства, м3/т:
отходы гасителя-классификатора, пыль от
известерегенерационной печи и шлам зе­
леного щелока
Расход
сырья
и
Расход
24
200
1
1340
220
34
0,0248
jt00_
6*
4,5
900
0,095
19,0
0,235
47
0,210
0,025
42
5
1,6
320
1,5
300
0,25
50
химикатов
Древесина франко-бункер варочный 3котел, счи­
тая на целлюлозу по варке, пл. м
Сульфат натрия с содержанием 95%, считая на
целлюлозу по варке, т
Известь негашеная с содержанием СаО 85%,
считая на целлюлозу по варке, т
в том числе:
известерегенерационная
свежая
'
Выработка или
расход
пара
Давление 12 ата на варку, считая на целлю­
лозу по варке, т
Давление 3,5—4 ата, т:
на выпаривание щелоков
на каустизации) щелоков, считая на цел­
люлозу по варке
* В том числе NaOH — 0,7 т, СаО
и другие примеси — 3,3 т.
СаСОд — 2,0 т, различные окислы
Продолжение
Удель­
ный
показа­
тель
Наименование
Расход
в сутки
в год
электроэнергии
Расход энергии на производство небеленой цел­
люлозы, считая на целлюлозу по варке.
квт/ч:
варочный цех
горячий размол
промывной цех
очистной с переработкой отходов и сгуще­
нием
выпарной цех
каустизационный цех
Расход
Зыработка или
расход
свежей
5 600
28
60
42
12 000
55
17
13,5
11 000
3 400
2 600
62
16 000
13 400
2,4
113
8 400
воды
На производство небеленой целлюлозы,
считая
на целлюлозу, по варке, м3
летом
зимой
Расход 5'Словного топлива на регенерацию из­
вести, считая на всю обожженную из­
весть, Гкал
Расход воздуха, ма/мин (периодический):
Давление 7 ати:
варочный, промывной, очистной
каустизации, регенерация извести . . . .
Давление 4 ати:
регенерация извести
4
4
15
данных теплового баланса варки, метод составления которых исчерпывающим
образом излагается в учебных пособиях по технологии целлюлозы (напри­
мер, в «Технологии целлюлозы», Ю. Н. Непенин, т. II, стр. 197)
Расход пара при варке целлюлозы в аппаратах непрерывного действия
определяется и гарантируется фирмами-поставщиками этих аппаратов в зави­
симости от их конструктивных особенностей.
2) Последовательность расчета расхода пара на выпаривание воды из
черных щелоков показана в табл. 15.
На основе обобщения практических и проектных данных при составлении
табл. 15 принято:
концентрация выпаренных щелоков—55% сухого вещества; количество
щелоков, поступающих на выпаривание и содержание в них сухого веще­
ства3 — по таблице; фактор разбавления для всех трех видов целлюлозы - ^
2 м /т целлюлозы;
расход пара на выпаривание 1 г воды при 5-ступенчатом выпаривании —
0,25 т/т; при 6-ступенчатом выпаривании — 0,213 т/т.
3) Расход пара давлением 3—3,5 ата на каустизации) определен расчет­
ным путем, причем принято повышение температуры зеленого щелока за счет
расхода свежего пара на 320° С. Например, если на 1 т воздушносухой цел­
люлозы приходится 2,75 м зеленого щелока, то повышение его температуры
на 20° С потребует пара давлением 3 атм с теплосодержанием 550 ккал/кг
69
—
-— =0,1 т1т: В ЭТОМ соотношении 1,05 — теплоемкость зеленого ще550
лока.
10. Расход электроэнергии указан на производство 1 т небеленой воздушносухой целлюлозы брутто по варке. Удельные расходы электроэнергии на
отдельные операции определены суммированием установленной мощности
электродвигателей, обслуживающих агрегаты, выполняющие эти операции,
с учетом коэффициентов их загрузки. Эти данные основаны на обобщении
нескольких разработанных проектов.
П р и м е р 45. О п р е д е л и т ь о с н о в н ы е р а с х о д ы п р и п р о ­
ектировании
сульфатно-целлюлозного
завода
при
условии:
1. Производительность целлюлозного завода должна составлять 200 т
в сутки воздушносухой сульфатной целлюлозы (влажностью 12%), считая
брутто по варке.
Целлюлоза предназначается для выработки крафт-бумаги.
2. Сырье — щепа из отходов лесопиления хвойных пород.
3. Содержание абсолютно сухого вещества в 1 пл. ж3 исходной древе­
сины — 372 кг.
4. Влажность поступающей щепы — 40%.
5. Выход сульфатной целлюлозы принять 53% от веса древесины.
6. К установке принимаются варочные котлы емкостью 144 м? каждый.
В нормах технологического проектирования отсутствуют удельные пока­
затели для сульфатной целлюлозы при ее выходе 53% от веса древесины.
Как уже указывалось выше, в таких случаях приходится выводить и обосно­
вывать нормативные показатели. В табл. 16 приведены итоговые дан­
ные расчетов для завода по производству сульфатной целлюлозы с выходом
53%- При этом в данном случае соответствующие показатели норм для
сульфатной целлюлозы с выходом 50% откорректированы с учетом практи­
ческого опыта производства целлюлозы с выходом 53%.
ОТБЕЛКА СУЛЬФИТНОЙ И СУЛЬФАТНОЙ ЦЕЛЛЮЛОЗЫ
Сульфитная древесная беленая целлюлоза из хвойной древе­
сины, вырабатываемая в соответствии с ГОСТ 3914—60 для про­
изводства различных видов бумаги, картона, в зависимости от
назначения и качественных показателей должна выпускаться
девяти марок: А-0 (высокопрочная целлюлоза) для различных
видов бумаги; AI — для печатной высокозольной и типографской
тонкой бумаги; АН — для печатной, основы для мелования, ос­
новы для светочувствительной и форзацной бумаги; Б1 — для
писчей, чертежно-рисовальной обычной и обложечной; БП —
для упаковочной, специальной, писчей, цветной и покровных
слоев картона; CI — для фотоподложки-основы и высшей
чертежно-рисовальной; СП — для картографической, высшей
писчей и литоофсетной; СШ — для папиросной и сигаретной;
CIV — для чертежной прозрачной, основы для фотокальки и
бумажной кальки.
Нормы технологического проектирования для указанных
марок целлюлозы дают усредненные показатели. Для получе­
ния целлюлозы определенной марки необходимы некоторые,
относительно небольшие уточнения. Технологическая схема от­
белки может быть общей для всех марок, технологические же
70
.'
режимы отбелки для каждой из марок индивидуальные. Нормы
технологического проектирования (НТП) рекомендуют для от­
белки этих видов целлюлозы применять шесть ступеней.
Сульфитная целлюлоза для производства вискозного шелка
и штапельного волокна вырабатывается по ГОСТ 5982—59. Эта
целлюлоза вырабатывается двух марок: марка Ш для выра­
ботки шелка и ШТ для выработки штапельного волокна.
Оба вида целлюлозы характеризуются высоким содержанием
а-целлюлозы: для марки Ш— не менее 93%, для марки ШТ —
не менее 92%- Для этого вида целлюлозы НТП рекомендуют
девять ступеней отбелки.
ГОСТ 9104—59 определяет технические показатели сульфит­
ной целлюлозы для производства вискозного кордного волокна
с содержанием а-целлюлозы не менее_95% и средней степенью
полимеризации 850—950. Для этого вида целлюлозы также
рекомендуется применять девять ступеней отбелки.
Сульфатная беленая целлюлоза из хвойной древесины выра­
батывается в сооответствии с ГОСТ 9571—60 для применения
в производстве различных видов бумаги и картона. Этот вид
целлюлозы выпускается четырех марок: Ас-0 для высококачест­
венной долговечной, высших сортов картографической и печат­
ной бумаги, чертежно-прозрачной бумаги; Ас-1 для тонкой
высокопрочной бумаги (основы копировальной, этикеточной,
основы для парафинирования); Ас-П для основы пергамента,
бумаги санитарно-бытового назначения и как добавка в компо­
зицию печатной бумаги; Бс для различных видов упаковочной
бумаги и покровных слоев картона.
Для всех марок этого вида целлюлозы рекомендуется шесть
ступеней отбелки.
В табл. 17 приведены основные удельные показатели и
нормы, применяемые при проектировании цехов отбелки суль­
фитной и сульфатной целлюлозы указанных выше видов.
В нормах технологического проектирования 1966 г. приве­
дены также показатели и нормы для отбелки на девяти ступе­
нях при производстве с предгидролизом целлюлозы для вискоз­
ного кордного волокна с содержанием а-целлюлозы 96%; от­
белки на девяти ступенях предгидролизованного целлюлозного
волокна с содержанием а-целлюлозы 97,4—96,7% для выра­
ботки супер-супер корда; отбелки полубеленой целлюлозы для
газетной бумаги при применении трех-четырех ступеней.
Таблица17
Основные удельные показатели и нормы при проектировании отбелки сульфитной и сульфатной целлюлозы
Сульфитная
№
по
пор.
1
2
Показатели
Потери при отбелке и об­
лагораживании, % . . .
Сульфатная ГОСТ 9571 — 60
гост
гост
5982 — 59
9104 — 59
6
24,5
21,5
1,064
ГОСТ
3914 — 60
Ас-0
Ас-1
Ас-И
Бс
30,5
10
10
10
10
1,325
1,274
1,489
1,111
1,111
1,111
1,111
100
100
100
100
100
100
100
99,5
99,5
-99,5
99,5
99,5
99,5
99,5
0,5
0,5
0,5
0,5
0,5
0,5
0,5
0,060
0,048
0,048
0,080
0,072
0,075
0,070
0,040
0,028
0,028
0,050
0,040
0,040
0,040
0,020
0,003
0,020
0,003
0,020
0,003
0,030
0,015
0,032
0,010
0,035
0,010
0,030
0,005
Расход небеленой целлю­
лозы для получения беВыход беленой целлюлозы
3
по сортам, всего, % . .
в том числе:
I сорта по сортирова111 сорта по сортиро-
4
Удельный расход, т:
в том числе:
на хлорирование . . .
на гипохлоритную от-
'
Сульфитная
№
по
нор.
Показатели
гост
в том числе:
на
облагораживание
на
щелочение после
хлорирования . . .
Продолжение
Сульфатная ГОСТ 9571 — 60
гост
3914 — 60
ГОСТ
5982 — 59
9104 — 59
Ас-0
Ас-1
Ас-П
Бс
0,020
0,129
0,115
0,158
0,080
0,062
0,065
0,030
—
0,091
0,077
0,120
0,020
—
—
—
0,015
0,008
0,008
0,016
0,016
0,016
0,020
0,005 •
0,005
0,005
0,010
0,010
0,010
0,010
—
0,025
0,025
0,034
0,036
0,039
—
на
подщелачивание
при гипохлоритной
5
6
7
8
на приготовление гипохлорита
натрия
Расход негашеной извести,
т
Расход серы на кисловку,
т
или S0 2 , считая на 100%
или колчедана
Расход соляной кислоты,
т
Расход тринатрийфосфата,
0,025
0,005
0,010
0,014
0,5
9
Расход тепла, Гкал/т
. .
.
0,005
0,010
0,014
0,005
0,010
0,014
0,004
0,004
0,010
0,010
0,6
0,6
——
0,9
•
0,75
0,9
„
0,005
0,010
0,014
0,005
0,010
0,014
0,005
0,010
0,014
0,5
0,5
0,5
0,035
0,005
0,010
0,014
.
•
0,75
0,5
•
0,75
0,75
0,75
Продолжение
Сульфатная ГОСТ 9571—60
Сульфитная
№
по
пор.
10
11
12
Показатели
ГОСТ
5982 — 59
ГОСТ
9104 — 59
0,76
38,0
1,33
38,0
0,76
38,0
1,33
38,0
0,68
17,0
0,85
15,5
0,68
110—120
200
20
25
70
ГОСТ
: 3914 — 60
Отбросное тепло сточной
Гкал
воды,
:
м'3
0,76
38,0
1,33
38,0
Отбросное тепло от ступени
облагораживания,
Гкал/м3:
Расход
квт-ч:
Ас-1
Ас-П
Бс
0,76
0,76
38,0
38,0
1,33
38,0
38,0
0,76
38,0
1,33
38,0
0,76
38,0
1,33
38,0
200
110—120
110—120
110—120
110—120
20
25
20
25
20
25
20
25
20
25
20
25
70
70
70
70
70
70
1,33
17,0
0,85
15,5
электроэнергии,
на каждую добавляе­
мую ступень . . . .
на
Ас-0
сортирование
и
Продолжение
№
по
пор.
13
Сульфитная
Показатели
Сульфатная ГОСТ 9571—60
гост
ГОСТ
3914 — 60
ГОСТ
5982 — 59
9104 — 59
Ас-0
Ас-1
Ас-П
Бс
130
160
160
130
130
130
130
105—100
по
100
105—100
105—100
105—100
105—100
25—30
40
40
25—30
25—30
25—30
25—30
Расход свежей воды на
каждую ъ добавляемую
ступень, м
10
10
10
10
10
10
10
Расход свежей воды на
сортирование, м3 . . . .
10
10
10
10
10
10
10
10
—
—
10
10
10
10
10
10
Расход свежей
отбелку, м3:
воды на
в том числе:
фильтрованной
14
15
. . . .
в том числе:
фильтрованной
умягченной
. . . .
"
У т о ч н е н и я и п о я с н е н и я к табл. 17
1. В этой строке указаны потери химические и механические при от­
белке и облагораживании целлюлозы, отнесенные к небеленой целлюлозе
I сорта, поступающей на отбелку.
Для целлюлозы, вырабатываемой по ГОСТ 5982-—59, в числителе указаны
потери при выработке целлюлозы для вискозного волокна, в знаменателе —
для штапельного волокна.
2. Расход небеленой воздушносухой целлюлозы I сорта указан на вы­
работку 1 т беленой целлюлозы, в графе, 4 в числителе — для вискозного
шелка, в знаменателе — для штапельного волокна.
3. Выход товарной беленой целлюлозы принимается 100% от количе­
ства I и III сортов. В таблице потери волокна в сушильном цехе не учиты­
ваются при условии полного использования в очистном и отбельном цехах
оборотной воды от сушильной машины.
4. Расход химикатов указан на 1 т воздушносухой беленой целлюлозы
I сорта с влажностью 12%.
Расход хлора предусмотрен при соответствии его качественных показа­
телей ГОСТ 6718 — 53.
Расход двуокиси хлора указан при расчете на 100% С102, при этом для
сульфитной целлюлозы предусматривается отбелка двуокисью хлора в одну
ступень, а для сульфатной в две ступени.
При применении для сульфитной целлюлозы большего числа ступеней
отбелки расход двуокиси хлора должен быть увеличен, а расход хлора на
гипохлоритную отбелку уменьшен.
При отбелке сульфатной целлюлозы для бумаги из лиственной древесины
расход хлора увеличивается на 20—25 кг/т; хлор расходуется на предвари­
тельную обработку целлюлозы гипохлоритом с целью снижения смоляных
затруднений в процессе отбелки.
Расход едкого натрия в графе 4 указан дробью: в числителе — для вис­
козного шелка, в знаменателе — для штапельного волокна. Качественные по­
казатели технического едкого натрия должны соответствовать ГОСТ 2263 — 59
с расчетом на 100%-ный едкий натрий.
Расход едкого натра для облагораживания целлюлозы, соответствующей
ГОСТ 5982 — 59, указан при условии облагораживания под давлением при
температуре 120—130° С. При облагораживании без давления (при темпера­
туре 95—100° С) расход должен быть увеличен до 100—120 кг/т.
При отбелке целлюлозы для бумаги из лиственных пород древесины рас­
ход едкого натра на приготовление гипохлорита натрия увеличивается на
25—30 кг/т.
5. Расход негашеной извести на приготовление гипохлорита кальция
определен с учетом содержания в извести 85% СаО и не более 2% MgO.
6. Расход серы на кисловку определен с учетом качества серы, отвечаю­
щего требованиям ГОСТ 127 — 64, и качества колчедана с содержанием серы
45% по ГОСТ 444 — 51.
7. Качество технической соляной кислоты должно соответствовать
ГОСТ 1382—42 с пересчетом на 100%-ную соляную кислоту.
8. Тринатрийфосфат, соответствующий ГОСТ 201—58, применяется для
снижения смолистости целлюлозы.
9. Расход тепла на отбелку целлюлозы (в числителе — в гигокалориях,
г. знаменателе — в тоннах пара), считая на 1 т беленой целлюлозы I сорта
при давлении пара 3,5—4,0 ата, указан при условии использования для про­
мывки целлюлозы горячей воды, получаемой из других цехов с температурой
60—70° С.
10. В этом пункте указано количество отбросного тепла сточной воды
отбельного цеха, используемое для нагрева свежей воды до температуры
40° С. В числителе указано количество утилизируемого тепла, в знамена­
теле — количество нагреваемой воды. При определении количества тепла пре­
дусмотрено использование сточных вод (фильтрата) со ступеней гипохлоритной отбелки, щелочения и двуокиси хлора, имеющих температуру 50° С, при
76
температуре нагреваемой свежей воды летом 20° С. Таким образом, исполь­
зуемый температурный перепад составляет
летом
зимой
фильтрат
50°
фильтрат
>30°
свежая вода
40° <
50°
>15°
свежая вода
20°
40° <
5°
Если количество фильтрата 40 м?, а коэффициент использования тепла
0,95, то количество нагреваемой свежей воды составит
40(50 — 30)0,95
„ 40(50—15)0,95
„
00
зимой
= 38 мд.
40 — 20
40 — 5
Количество утилизируемого тепла составит:
летом 38(40 — 20) = 0,76 Гкал (на 1 т беленой целлюлозы);
зимой 38(40 — 5) = 1,33 Гкал (на 1 т беленой целлюлозы).
11. Отбросное тепло от ступени облагораживания используется для на­
грева свежей воды до температуры 60° С. Фильтрат, несущий используемое
тепло, имеет температуру 90° С, при этом учитывается, что температура
массы в башне 125° С, а на спрыски фильтра подается горячая вода только
с температурой 60°.
Аналогично предыдущему используемый температурой перепад составляет
летом
,
00
= 38 лг;
фильтрат
90°
фильтрат
> 30°
с в е ж а я вода
60° <
90°
> 15°
свежая вода
20°
60° <
5°
При количестве фильтрата 12 м? и коэффициенте использования тепла
0,95 количество нагреваемой свежей воды составит
12(90 — 30)0,95
,, „
„ 12(90—15)0,95
„
1 С .
"°-""' — v •-60—20
• — 17 м3;
зимой
= 15,5 ж3.
60 — 5
Количество утилизируемого тепла (Гкал на 1 т - беленой целлюлозы)
составит
летом 17(60 — 2 0 ) = 0,68;
зимой 15,5(60 — 5) = 0,85.
12. Расход электроэнергии указан на 1 т воздушносухой беленой целлю­
лозы I сорта. При определении этого расхода применен следующий способ.
Одна из действующих отбельных установок с девятью ступенями отбелки
производительностью 220 т/сутки вискозной целлюлозы имеет суммарную
установленную мощность электродвигателей 2876 кет. Принимая средний
'коэффициент
А*
" загрузки 0,Ь5,
о к* получим удельный- расход энергии 2876-24-0,65 =
= 203 кет • ч (на 1 т беленой целлюлозы).
При другом числе ступеней удельный расход должен быть откорректи­
рован, при этом для каждой добавляемой или исключаемой ступени отбелки
соответствующее количество электроэнергии показано дробью: количество
киловатт-часов, указанное в числителе, относится к ступеням хлорирования,
нейтрализации и гипохлоритной отбелки, в знаменателе — к ступени облаго­
раживания или ступени отбелки двуокисью хлора.
Расход энергии на сортирование и сгущение определен с учетом очистки
на центриклинерах.
13, 14, 15. Расходы свежей воды должны уточняться в соответствии
с принятой схемой распределения и на основе баланса воды и волокна.
11
ПРОИЗВОДСТВО Д Р Е В Е С Н О Й М А С С Ы
В соответствии с ГОСТ 10014—62 древесная масса, выпус­
каемая в товарном виде имеет пять марок: А — для бумаги типа
печатной и писчей в композиции с беленой целлюлозой; Б — для
тех же целей, но также и для более низких по качеству видов
бумаги, вырабатываемой с применением небеленой целлюлозы
(типографская бумага № 3 и обойная); В — для бумаги и кар­
тона, вырабатываемых в композиции с небеленой целлюлозой,
типа писчая цветная, обложечная, курительная и афишная, раз­
ные виды бумаги и картона с покровным слоем; Г — для бумаги
типа пачечной, мундштучной, шпульной, оберточной и др.; К —
для картона типа коробочного марок Б, В, Г, Д, переплет­
ного и др.
Таблица
18
Основные удельные показатели и нормы при проектировании
производства белой древесной массы
Марка древесной массы
Показатели
Степень помола, °Ш по техническим
условиям
7 3 ± 3 70±3
63—64 70±3
принято в НТП
Выход древесной массы I сорта, %:
при штабельном хранении древе­
сины
97,5 97,5
при кучевом хранении древесины
96,0 96,0
Рафинерная масса:
при штабельном хранении древе­
сины
2,0
2,0
3,5
при кучевом хранении древесины
3,5
0,5
Щепа, %
0,5
Расход балансов, пл. м3:
2.5
2,5
еловых
3,0
3,0
пихтовых
.
Расход электроэнергии, квт-ч:
для ели
1270
1220
в том числе:
1150
на дефибрирование
1100
120
» сгущение, очистку и пр. . . .
120
1440
для пихты
1380
в том числе:
1320
1260
на дефибрирование
120
120
» очистку, сгущение и пр., квт-ч
я
10
10
Расход свежей воды, м
в том числе:
охлаждение подшипников дефиб­
5
реров
. . . .
о
4
спрыски сгустителей
4
1
смывка полов и аппаратуры. . .
1
Оборотная3 вода из бумажной фаб­
рики, м
20
20
65±3
68±3
58±3
58±3
50±5
50±3
96,5
95,0
95,5
94,0
94,5
93,0
3,0
4,5
0,5
4,0
5,5
0,5
5,0
6,5
0,5
2,5
3,0
2,5
3,0
2,5
3,0
1180
970
860
1060
120
1340
850
120
1100
750
ПО
970
1220
120
10
980
120
10
860
ПО
10
5
4
1
5
4
1
5
4
1
20
20
20
При проектировании цехов древесной массы для бумажных
фабрик, входящих в один комбинат, и главным образом для
выработки газетной бумаги при определении качественных
показателей древесной массы учитывают характеристики приня­
тых в проекте технологического режима, качественных требова­
ний к бумаге, особенностей бумагоделательных машин и др.
i Чаще всего в подобных случаях пользуются характеристиками
древесной массы по ТУ № 163—52.
Принятые в этих технических условиях показатели к настоя­
щему времени устарели, поэтому при разработке новой редак­
ции НТП они были частично уточнены. В табл. 18 показатели
степени помола массы указаны, как по ТУ, так и по НТП 1966 г.,
на которые ориентированы удельные показатели и нормы, приве­
денные в таблице.
Уточнения
и пояснения
к т а б л . 18
1. Как видно из сопоставления данных ТУ и НТП, показатели степени
помола для древесной массы марки А понижены, марки В — повышены, а для
марок Б, Г и Д — оставлены без изменения. Уточнения произведены на осно­
вании обобщения производственного опыта с учетом рекомендаций иностран­
ных фирм, поставляющих оборудование.
2. Выход древесной массы первого сорта определяется вычитанием из
общего количества древесной массы количества рафинерной массы и щепы.
На основе производственного опыта принимается, что при кучевом хранении
балансов, а также при окорке в окорочных барабанах из-за размолачивания
торцов балансов количество рафинерной массы и отходов на щеполовках
повышается.
3. Указанный расход чистоокоренных балансов на 1 г воздушносухой
белой древесной массы — ориентировочный
и подлежит уточнению в зави­
симости от содержания в 1 пл. ж3 балансов абсолютно сухой древесины и
влаги. Эти свойства балансов зависят от места произрастания древесины.
Как указывалось выше, для ели, произрастающей в 'европейской части
СССР, вес абсолютно сухой древесины в 1 пл. ж3 при влажности 30°
и выше принимается 384 кг, для елд, произрастающей в азиатской части
СССР,— 375, для пихты — 315 кг.
Определение уточненного расхода балансов на 1 г воздушносухой белой
древесной массы показано ниже.
Выход воздушносухой древесной массы из 1 пл. ж3 древесины С может
быть определен из соотношения
РК
Г
С =
кг,
100-0,88
где Р — вес абсолютно сухой древесины в 1 пл. ж3 балансов при влажности
30% и выше, кг;
К — коэффициент, учитывающий снижение выхода древесной массы из-за
неизбежных потерь при ее производстве. Этот коэффициент для
еловой и пихтовой древесины может быть принят равным 95,5%.
Снижение выхода происходит из-за потери растворенных веществ
древесины, величина которых составляет примерно 2,5% и потерь
волокна в виде ослизненной мелочи, составляющих около 2%.
Если определена величина С, то расход балансов в плотных кубических
„ юоо
метрах определится величиной
.
79
П р и м е р 46. При Р=375 кг и /С=95,5% выход воздушносухой древес­
ной массы из 1 пл. м3 балансов составляет
—
— = 407 кг,
100-0,88
1000
тогда расход балансов будет
з
0 , с
= 2,40 ПЛ. М .
407
4. Расход электроэнергии на производство 1 т древесной массы указан
франко-щит главного распределительного устройства, т. е. включает все
электрические потери в сетях и двигателях оборудования древеснбмассного
производства.
В указанный расход не включена электроэнергия, необходимая для пере­
работки отходов сортирования, количество которой в зависимости от при­
меняемого оборудования может существенно колебаться. Ориентировочно этот
расход составляет 1300 квт-ч на 1 т рафинерной массы, в том числе на
рафинирование 1150 квт-ч/т.
При применении обезвоживающих машин для отлива папки дополни­
тельный расход электроэнергии составит примерно 60 квт-ч на 1 т.
5 и 6. Расход свежей воды указан на 1 т древесной массы без учета
отлива папки. При 3указанном расходе предполагается, что в древесномассный
цех поступает 20 м /т избыточной оборотной воды с бумажной или картонной
фабрики. Если такого количества избыточной воды на фабрике нет, то соот­
ветственно повышается расход свежей воды.
Дополнительный расход свежей воды на обезвоживающей машине типа
Камюр составляет примерно 10 ж3/г.
П р и м е р 47. Расчет производительности древесномассного завода и опре­
деление основных расходов при его проектировании.
Заданными условиями предусматривается проектирование древесномасс­
ного завода производительностью 553 т в сутки белой древесной массы
I сорта, предназначенной для снабжения фабрики, вырабатывающей газет­
ную бумагу.
С ы р ь е м я в л я ю т с я : еловые балансы 70%, пихтовые балансы 30%.
Принимаем:
количество отходов сортирования (рафинерная масса) 2,0%, количество
массы из отщепов 0,5%;
расход чистоокоренного баланса (с учетом 30% пихтового баланса)
2,6 пл. м3/т;
расход электроэнергии (с учетом пихтового баланса) 1315 квт-ч/т;
расход свежей воды 10 м3/т.
Рассчитываем:
выработку древесной массы брутто
553•100
567 m в сутки, или 567-345= 195 615 m в год;
100—(2,0 + 0,5)
количество рафинерной массы
567-0,02=11,2 т в сутки, или 11,2-345 = 3865 т в год;
количество массы из отщепов
567 • 0,005=2,8 т в сутки, или 2,8 • 345 = 966 г в год;
расход баланса
567-2,6=1474 пл. м3 в сутки, или 1474-345 = 508 530 пл. м3 в год;
расход электроэнергии 567- 1315 = 745 605 квт-ч в сутки;
расход свежей воды 567- 10 = 5670 м3 в сутки.
По условиям производства может быть применена механически очищен­
ная вода. Коэффициент неравномерности потребления воды равен 1,1. v
Напор воды в здании древесномассного завода обычно достаточен 30 м.
Результаты расчетов приведены в табл. 19.
Т а б л'и'ц а 19
Расчет производительности и основных расходов древесномассного завода
Удель­
ный по­
казатель
Показатели
Выработка или
расход
в сутки
Расчетное количество дней работы дефибре­
ров
Расчетное количество часов работы дефиб­
реров
Выработка белой древесной массы брутто:
%
т
в том числе:
древесной массы I сорта;
%
т
•
рафинерной массы:
%
т
массы из отщепов:
%
в год
345
24
100
567
195 615
553
190 784
11,2
3 865
97,5
0,5
2,8
966
Расход чистоокоренных балансов, ил. ж . .
2,6
1474
508 530
»
электроэнергии, квт-ч
1315
745 605
5 670
»
свежей воды, м3
10
П р и м е ч а н и е . При наличии на проектируемом заводе нескольких
потоков древесной массы графы 2, 3 и 4 повторяются для каждого по­
тока.
ПРОИЗВОДСТВО БУМАГИ
3
В настоящее время насчитывается несколько сот основных
видов бумаги и картона, изделия же из них, получаемые пере­
работкой отдельных видов, исчисляются тысячами.
Нормы технологического проектирования 1966 г. разрабо­
таны для следующих видов, выпускаемых в большом коли­
честве: газетной, типографской № 1 и 2, литографской, офсет­
ной № 1 и 2, для глубокой печати № 1 и 2, писчей № 1 и
2, мешочной, оберточной сульфатной односторонней гладкости,
упаковочной из отходов, машинно-мелованной, конденсаторной,
кабельной.
В табл. 20 приведены основные показатели и нормы, реко­
мендуемые при проектировании производства некоторых наи­
более массовых видов бумаги.
У т о ч н е н и я и п о я с н е н и я к т а б л . 20
1. ГОСТ предусматривает возможность производства каждого вида бу­
маги с одним или различным весом 1 £ В последнем случае нормами реко­
мендуется вес 1 м2, который следует взять в качестве расчетного. Однако
если по каким-либо
соображениям целесообразнее принять в качестве расчет­
ного вес 1 м2, отличный от рекомендуемого, то на нормы, приведенные
в таблице, влияние это не окажет.
4
с. г. Жудро
81
Т а б л и ц а 20
Основные удельные показатели и нормы, принимаемые при проектировании
производства бумаги
Виды бумаги
Показатели
Качественные
характери­
стики:
2
вес 1 ж бумаги, г/л 2 . .
зольность, %
типограф­
газетная
ская № 1
марки А
марки А
ГОСТ
ГОСТ
6445 — 53 9095 — 59
51
60
63
До 5
18—23
Не менее 6
влажность, %
Проклейка, мм
Гладкость, сек
7
0,5
35
Состав по волокну, %:
целлюлоза
сульфитная
небеленая
целлюлоза
сульфитная
беленая
целлюлоза
сульфатная
беленая
древесная масса белая
Брак и потери волокна на
машине, %
в том числе:
холостой ход
мокрый брак
Брак
в отделочном без
суперкаландра, %:
бумага ролевая
»
листовая . . . .
Брак на суперкаландрах, %
Промой, %
Удельный расход свежего
волокна, кг/1 т бумаги
писчая № 2
ГОСТ
3331 — 55
30—80
Не менее
1,25
200
Не менее
100
100
50
100
50
50
26
74
6
4
2
5—2,5
1
4
2
2,5
5,0
1
1
2,5
5,0
1
J
1055
1003
872
819
978
274
261
872
819
439-
—
872
819
439
в том числе:
целлюлозы
сульфитной
или целлюлозы сульфат­
ной
древесной массы белой
82
781
742
439
Продолжение
Виды бумаги
Показатели
Удельный расход химикатов
кг
для проклейки,
:
1 т бумаги
канифоль сосновая . . .
едкий натрий техниче­
ский
или кальцинированная
сода
глинозем
сернокислый
краска для подцветки
Удельный расход химикатов
для наполнения,
кг
1 т бумаги
' каолин
при удержании каоли­
на, %
полиакриламид для по­
вышения
удержания
каолина при отливе,
кг
1 т бумаги
полиакриламид для по­
вышения улавливания
каолина и волокна . .
Расход тепла, на 1 т бумаги
на сушку бумаги при на­
личии закрытого колпака
над сушильной частью бу­
магоделательной машины:
тепла Гкал
или
пара давлением
3 кг/см"1, т
На подогрев свежей воды
при
пуске
машины,
Гкал
или пара давлением 3 кг/см2,
т
4*
типограф­
газетная
№ 1
марки А ская
марки А
ГОСТ
ГОСТ
6445 — 53 9095 — 59
5
писчая № 2
ГОСТ
3331 — 55
30
мешочная
ГОСТ
2228 — 62
5
0,5
0,5
3,0
12
0,04
0,7
30
0,04
4,0
50
0,04
30
250—320
82
60
80
0,15
0,25
0,15
0,075
0,075
1,65
1,75
1,65
1,78
3,0
3,15
3,0
3,2
0,03
0,04
0,04
0,055
0,075
0,075
30
0,075
83
Продолжение
Виды бумаги
Показатели
На каландрирование бумаги
в отделочном цехе тепла,
Гкал
или пара давлением 3 кг/см2,
т
Возврат конденсата, % . . .
Расход электроэнергии,
квт-ч
1 т бумаги
в том числе:
непосредственно на раз­
мол
при использовании цел­
люлозы из 100% хвой­
ной древесины . . . .
при использовании цел­
люлозы из 100% лист­
венной древесины . .
дополнительный размол
для выравнивания по­
мола
на все производственные
операции, . кроме раз­
мола и отделочных
операций
на
отделку
бумаги,
включая резку, калан­
дрирование и пр. . . .
Дополнительный
расход
электроэнергии на роспуск
1 т привозной целлюлозы,
квт-ч
1 т бумаги
Расход свежей воды,
м3
1 т бумаги
в том числе:
на производство
. . . .
» смывку полов и ап. паратуры
на охлаждение подшип­
ников, аппаратуры и
пр
_
м3
Расход сжатого воздуха,
мин
84
газетная
марки А
ГОСТ
6445 — 53
типограф'
е к а я N» 1
марки А
ГОСТ
9095 — 59
писчая № 2
ГОСТ
3331 - 55
0,1
0,1
0,18
мешочная
ГОСТ
2228 — 62
80
80
0,18
80
480
980—900
860—820
900 .
30
290—210
170—130
385
250
130
170
90
40
40
550
550
505
140
140
10
85
85
85
70
70
70
50
56
56
56
40
4
4
4
2,5
10
10
10
7,5
20
20
20
440
20
Для мешочной бумаги вес 1 м2, равный 105 г, относится к бумаге
марки Б — битумированной, 125 г —к марке ДБ — дублированной битумом.
Для типографской бумаги № 1 показатель гладкости показан дробью:
в числителе — для матовой бумаги, в знаменателе — для лощеной.
2. Композиция всех видов бумаги непрерывно совершенствуется, при этом
стремятся, применяя более простые и дешевые полуфабрикаты, получить
бумагу с теми же или даже лучшими свойствами. Поэтому приведенный
в таблице состав по волокну отнюдь не обязательный.
3, 4, 5 и 6. Необходимо иметь в виду, что нормы технологического про­
ектирования при производстве как бумаги, так и картона, различают:
1) выработку бумаги или картона брутто на машине. Эту выработку
определяют по обычной формуле подсчета производительности машины, при
этом в формулу подставляют необрезную ширину полотна на накате и сред­
нюю рабочую скорость. Потери производительности машины из-за холостых
ходов и брака на машине в этом случае не учитывают. Не принимают во вни­
мание также отсечки полотна на сетке и его усадки по ходу машины.
Определение количества выработки брутто на машине за 1 ч2 ее работы
позволяет определить удельный
съем бумаги или картона с I м сеточного
стола и удельные съемы с 1 ж2 поверхности сушильной части бумагоделатель­
ной машины;
2) выработку бумаги или картона брутто на накате, определяемую как
выработку брутто на машине за вычетом потери производительности машины
вследствие холостых ходов и брака на машине.
При определении суточной производительности машины число часов ра­
боты машины принимают в соответствии с эффективным расчетным временем,
т. е. чаще всего 22,5—23 ч в сутки;
--• - 3) выработку нетто, определяемую как выработку брутто на накате
с вычетом потерь бумаги или картона при различных операциях в отделоч­
ном цехе. Например, при обрезании кромок на продольно-резательном
станке, брак при резке, при суперкаландрировании и т. п.
Выработка бумаги или картона нетто соответствует количеству товарной
продукции.
Процентные потери бумаги или картона из-за холостых ходов, брака на
машине и прочие могут относиться к выработке как брутто, так и нетто,
вследствие чего на это условие необходимо всегда обращать внимание.
В таблице холостой ход машины, мокрый брак (отсечки на сетке и др.),
брак в отделочном и суперкаландрах отнесены к выработке бумаги нетто
на накате.
Процентные потери производительности машины из-за холостого хода,
указанные в таблице, включают как потери от собственно холостого хода, так
и потери во время работы машины при выработке сухого брака. Количество
сухого брака на машине принимается около половины от величины холо­
стого хода, указанного в таблице. Например, для газетной бумаги холостой
ход составляет 4%, а количество сухого брака принимается 1,5%. Для неко­
торых видов бумаги величина холостого хода может иметь значительно боль­
шее значение. Например, при проектировании выработки конденсаторной
бумаги принимают, что холостой ход составляет 7%, соответственно увеличи­
вается и количество сухого брака.
Указанное в таблице количество безвозвратных потерь волокна и напол­
нителей для расчета очистных сооружений, учитывая возможность неравно­
мерности их поступления, должно приниматься увеличенным на 50%.
7. Расход волокна для производства 1 т бумаги нетто рассчитывают
по формуле
Ю00__В-_100°-Б
-3-0J5K
100
•„
„
0,88
где В — влага, кг на 1 т бумаги нетто;
3 — зола, % к весу абсолютно сухой бумаги;
Й5
К — канифоль, кг на 1 г бумаги нетто;
П — безвозвратные потери (промой) волокна 12%-ной влажности, кг
на 1 г бумаги нетто;
О — отход волокна 12%-ной влажности на другие виды продукции, кг
на 1 г бумаги нетто.
П р и м е р 48. Требуется определить расход волокна на бумагу № 2
для глубокой печати.
Технические условия на эту бумагу определяются ГОСТ 9168 — 59.
В соответствии с этим ГОСТ бумага № v 2 для глубокой печати, должна
иметь следующие показатели:
Состав по волокну, %:
целлюлозы беленой. . . . . . . . не менее 50
древесной массы
не более 50
Проклейка, мм
0,25—0,75
Зольность, %
18
Влажность бумаги, %
7
Чтобы обеспечить заданную величину проклейки, требуется в среднем
6 кг канифоли на 1 г бумаги. Для писчей и печатной бумаги в нормах техно­
логического проектирования безвозвратные потери (промой волокна) приняты
в размере 1% от веса бумаги нетто, т. е. 10 кг на 1 т.
t
Таким образом, если отсутствуют отходы волокна на другие цели, то
получим
1 0
00-70-1^^°.18-0,75.6
1- 10 = 871 кг на 1 т бумаги.
0,88
*• Из 871 кг половину должна составлять беленая целлюлоза и половину —
древесная масса.
Необходимо учитывать, что для некоторых видов бумаги процент безвоз­
вратных потерь может существенным образом отличаться от принятого для
типографской бумаги № 2. Так, для конденсаторной бумаги возврат скопа
от избыточной оборотной воды из-за высоких требований, предъявляемых
к бумаге, не допускается, вследствие чего промой волокна достигает 7—8%.
В других случаях, например при производстве низких сортов оберточной
бумаги или тарного картона, допускается включение в композицию даже
загрязненного скопа, уловленного из сточных вод общефабричной станции
улавливания. Однако в нормах технологического проектирования расход
волокна для всех видов бумаги, за исключением оберточной, определен без
учета возврата скопа в производственный поток.
В таблице указан расход свежего воздушносухого волокна влажностью
12% на производство 1 г бумаги нетто. Для газетной бумаги в числителе
указан расход при производстве бумаги без наполнителя, в знаменателе — при
зольности бумаги 5%. Для типографской бумаги № 1 марки А в числителе
указан расход волокна при зольности бумаги 18%, в знаменателе — при золь­
ности 23%.
При проектировании фабрики мешочной бумаги в зависимости от схемы
производства подсчитанный расход свежего волокна может быть уменьшен
вследствие возврата бумажного брака мешочного производства.
8. Расход химикатов для проклейки указан на 1 г бумаги нетто при
использовании белого клея.
Качество химикатов при указанных расходах должно соответствовать
определенным ГОСТ, а именно: канифоль сосновая — ГОСТ 797 — 55, едкий
натр — ГОСТ 2263 — 43; сода кальцинированная — ГОСТ 5100 — 49; глинозем
сернокислый, очищенный ГОСТ 18180—40.
Для мешочной бумаги канифоль сосновая используется только для неко­
торых видов мешочной бумаги. Для обычной мешочной бумаги применяется
пековый клей, получаемый в процессе разгонки таллового масла — побочного
продукта производства сульфатной целлюлозы.
9. Расход каолина влажностью 15% на 1 т бумаги нетто указан при
\словии соответствия его ГОСТ 6138 — 62.
Расход каолина Р определен из соотношения
(100 — В)3
,
i— кг На 1 m бумаги, ,
100УС
где В — влага, кг на 1 т бумаги нетто (по данным ГОСТ);
3 — зола, % к весу абсолютно сухой бумаги (по данным ГОСТ);
У — удержание каолина, например для типографской бумаги № 1 — 0,8,
т. е. 80%.
С — сухость каолина, равная 0,85.
Например, для газетной бумаги, для которой влажность по ГОСТ равна
8% (или 80 кг на 1 т), зольность — 5%, удержание каолина, принятое в нор­
мах 60% при стандартной влажности каолина 15%, расход каолина на 1 т
бумаги составит
D
р= л
С 0 0 0 ' 8 0 ) 5 = 90 кг/т.
1000,60,85
10. Расход тепла указан на производство 1 т бумаги нетто, франкоколлектор бумажной фабрики, т. е. все потери тепла от распределительного
коллектора до потребителя — бумагоделательной машины учитываются в ука­
занной норме. Потребляемый пар должен быть насыщенным или во всяком
случае его перегрев не должен превышать 10° С.
Для мешочной бумаги расход на сушку указан исходя из расчетной
сухости бумажного полотна после прессовой части 32—34%. В современных
пысокопроизводительных машинах,2 вырабатывающих мешочную бумагу, при­
меняется пар давлением 5 кгс/см .
Как видно из табл. 23, для сушки картона на картоноделательной машине
предусматривается расход пара давлением 8 ата. Таким образом, давление
применяемого для сушки
бумаги и картона насыщенного пара лежит в пре­
делах от 3 до 10 кгс/см2.
Другие параметры пара при этих давлениях приведены в табл. 21.
Таблица
Теплосодержание
Давление
пара,
кгс/см1
Температура
пара, °С
3
10
142,9
183,2
21
конденсата,
ккал\кг
пара,
ккал\кг
Теплота
парообра­
зования,
ккал\кг
143,6
185,6
653,4
663,9
509,8
478,3
Для более полного использования теплосодержания пара схемы паро­
распределения на современных бумагоделательных и картоноделательных ма­
шинах предусматривают перепуск пара из группы в группу сушильных ци­
линдров, используя таким образом тепло пара вскипания (вторичного пара)
с соответствующим понижением температуры
конденсата. По практическим
данным, для пара давлением 3 кгс/см'1 температура
конденсата понижается
1
до 105° С, а для пара давлением 10 кгс/см — до 120° С. Допуская, что теп­
лосодержание конденсата численно равно его температуре, используемое в су­
шильной части машины теплосодержание пара давлением 3 кгс/см? составит
653,4—105=548,4 ккал/кг, а для пара давлением 10 кгс/см 663,9—120 =
= 543,9 ккал/кг.
87
Полученные результаты позволяют установить следующие соотношения
между расходом тепла в килокалориях и расходом пара в тоннах для сушки
бумаги и картона на современных бумагоделательных машинах:
- ^ i = 0,548 я 0,55;
1000
J ^ i i = 0,544 я 0,55.
1000
С учетом этого коэффициент перехода от необходимого количества тонн пара
к необходимому количеству тепла в гигокалориях принят равным 0,55,
а переход от гигокалорий тепла к тоннам пара
=1,82.
и, оо
При определении необходимого расхода пара на сушку бумаги принято,
что сухость бумажного полотна перед сушильной частью должна составлять:
для газетной и писчей бумаги № 2 35—36%; для типографской № 1 и ме­
шочной 32—34%.
Современные бумагоделательные машины нормально работают при тем-(
пературе массы, поступающей на сетку, около 45° С. Такая температура сни­
жает вязкость воды, что способствует интенсификации обезвоживания в про­
цессе формования бумажного полотна на сеточном столе.
При нормальной работе машины температура массы поддерживается
вследствие максимального использования оборотной воды, отделения реги­
стровой воды от холодной спрысковой и других мероприятий. В целях уско­
рения создания нормального режима работы машины после ее пуска преду­
сматривают дополнительный расход тепла для подогрева свежей воды на
период пуска машины. Этот расход определяют следующим расчетом.
Принимают, что емкость сборника оборотной воды составляет 600 м3 и
что воду в этом сборнике необходимо нагреть от 4° С до 45° С. Необходимое
количество тепла составляет
Q= «"(Ь-ti)
гкал,
1000
где
с — теплоемкость воды, равная 1;
т — количество воды, м3, подлежащей нагреву;
h—t\ — разность температур холодной и нагретой воды.
В нашем случае получим
1-600-41
„. .
п
Q =
= 24,6 гГкал.
1000
Принимая количество остановок машины в неделю равное 3, расход тепла
в неделю 24,6-3 = 73,8 Гкал; при суточной выработке газетной бумаги 330 т
и 7 рабочих дней в неделю, получим удельный дополнительный расход тепла
— = 0,03
330-7
Гкал/т.
Аналогично при выработке 270 т писчей бумаги № 2 удельный дополнитель­
ный расход тепла составит
-— = 0,04
270-7
Гкал/т.
Возврат конденсата 80% принят на основе обобщения данных действую­
щих предприятий.
11. Расход электроэнергии указан на производство 1 т бумаги нетто
при условии учета энергии на распределительном щите ТЭС (франко-щит
ТЭС) без учета потребления на вентиляцию.
Расход электроэнергии для производства мешочной бумаги определен
для широких быстроходных машин. Для малопроизводительных тихоходных
машин удельная норма снижается на 100—200 квт-ч.
88
12. Дополнительный расход электроэнергии на роспуск целлюлозы учи­
тывает применение привозной сульфатной целлюлозы, роспуск ее на гидроразбивателе и перекачку к месту потребления на расстояние 500 м. При дру­
гих конкретных условиях величина расхода должна уточняться.
13. Расход свежей воды указан на производство 1 т бумаги нетто.
При проектировании необходимо принимать все возможные меры к макси­
мальному использованию оборотной воды и сокращению расхода свежей.
Расход уточняют при расчете баланса воды и волокна.
14. Необходимый расход сжатого воздуха для одной бумагоделательной
машины указан для определения производительности компрессорной уста­
новки. При обслуживании одной установкой нескольких машин учитывается
указанный ниже коэффициент одновременности, с учетом которого может
быть снижено суммарное количество необходимого воздуха.
Число машин . . . . .
Коэффициент одновре­
менности
1—2 3—4 5—6 7—8 9—10
1,0
0,9
0,8
0,7
0,6
Свыше 10
0,5
П р и м е р 49. Р а с ч е т п р о и з в о д и т е л ь н о с т и
и основных
р а с х о д о в б у м а ж н о й ф а б р и к и п р и ее
проектировании.
Заданными условиями проектирования предусматривается установка двух
бумагоделательных машин чистообрезной ширины бумажного полотна 6720 мм
для выработки газетной бумаги со следующим составом по волокну: белой
древесной массы 78%, сульфитной небеленой целлюлозы 12%, сульфатной
полубеленой целлюлозы 10%.
Машины устанавливаются на бумажной фабрике, входящей в состав
комбината, имеющего соответствующие полуфабрикатные цехи достаточной
производительности.
Принимаем
ширину^бумажного полотна на накате, мм
6770
расчетную скорость бумагоделательных машин, м/мин. • . 750
расчетное количество часов работы машины, ч/сушки . .
23
»
»
дней работы машины в год . . . .
345
2
расчетный вес 1 м газетной бумаги, г
51
потери производительности машин от холостого хода, % 4,0
в том числе сухой брак на машине, %
1,5
мокрый брак на машине, %
2,0
брак в отделочном цехе, %
1,5
безвозвратные потери волокна (промой), %
1,0
Рассчитываем:
производительность
одной бумагоделательной машины брутто на на­
кате Q=0,06 -;6,77 -750 -5.1 -0,9,6=341 т в сутки, где 0,96 — коэффициент, учи­
тывающий потерю производительности машины из-за холостого хода, вклю­
чая время выработки на машине сухого брака;
производительность одной бумагоделательной машины нетто (выработка
товарной продукции) 341-0,985 = 336 т в сутки, где 0,985 — коэффициент,
учитывающий количество брака в отделочном цехе;
выработку товарной бумаги одной бумагоделательной машиной в год
366-345=115 920 г;
производительность двух бумагоделательных машин нетто в сутки
336-2=672 т;
выработку товарной бумаги двумя бумагоделательными машинами
в год 115 920-2=231840 г;
потери в выработке от холостого хода и сухого брака на одной машине
341 -0,04=13,6 т в сутки;
,
„
13,61,5
количество сухого брака на одной машине
= 5 , 1 г в сутки, от
4
двух машин 5,1 • 2 = 10,2 т в сутки;
89
Рн
Таблица
Производительность и основные расходы бумажной фабрики
Бумагоделательная машина
№ 1 обр. шир. ым мм
Всего по бумаго­
делательным
машинам № 1 и 2
газетная бумага
ГОСТ 6445—53
выработка или
расход
пор.
Показатели
удельные
показа­
тели,
0с
%
1
1
2
3
2
Количество рабочих дней
фабрики в год
. . . .
рабочих дней каждой
бумагоделательной
машины
часов работы каждой
бумагоделательной
машины в сутки . .
Выработка бумаги нетто,
т
Потери от брака и холо­
стого хода на машине:
%
т
в том числе:
сухой брак:
%
т
брак в отделочном
цехе:
%
т
Всего сухого брака:
%
4
5
т
Расход свежего волокна,
в том числе:
целлюлозы сульфит­
ной небеленой:
%
т
целлюлозы сульфатной
полубеленой:
о/
/о
т
древесной массы белой:
%
т
Промой:
%
т
22
выработка или
расход
%
в сутки
в го^
3
4
5
в сутки
в год
6
7
355
345
—
•
—
4,0
23
—
—
—
336
115 920
672
231 840
—.
—
—
•
—
13,6
27,2
5,1
10,2
1,5
1,5
—
3,0
—
5,1
—
•
• — ' •
—
10,2
—
—
—
—
20,4.
—
—
—
1,055
354,5
122 300
709
244 600
12
0,127
42,5
14 660
85
29 320
10
0,105
35,5
12 248
71
24 496
78
0,823
276,5
95 392
553
1
_
_
—
—
•
—
10,2
—
—
—
_
__
3,4
—
,
6,8
190 784
„
Продолжение
Всего пс бумагоБумагоделательная машина
№ 1 с Ср. ШИр. Ы2Ц мм
газетная бумага
ГОСТ 6445—53
пор
Показатели
выработк а или
расход
удельные
показа­
тели,
й
%
в сутки
в год
3
4
0,012
0,04
2
6 Расход химикатов:
глинозем сернокис­
лый технический
очищенный
(ГОСТ 18180—40), т
краска для подцветки
бумаги, кг
. . . .
7 Расход пара на сушку
бумаги, давление
Гкал
т
8 Расход энергии, квт-ч
в том числе:
непосредственно
на
на все производствен­
ные операции, кро­
ме размола и отде­
лочных операций
на отделку бумаги
3
9 Расход свежей воды, ж
в том числе:
на производство . . .
» смывку полов и ап­
паратуры
на охлаждение под­
шипников, аппара.-.
-10 Расход сжатого воздуха,
считая на одну маш'и-
№ 1 и 2
выработка или
расход
с
1
ManiHHaN
в сутки
в год
5
6
7
4,0
1380
8
2760
13,4
4623
26,8
9246
1,65
554
1108
3,0
480
1008
161280
2016
322 560
—
~
30
10 080
440
10
70
147 840
3 360
23 520
20 160
295 680
6 720
47 040
—
—
—-
18816
37 632
—
4
1 344
2 688
10
3 360
56
20
.
—
—
'
—
6 720
—
~
П р и м е ч а н и я к табл. 22:
1. Бумагоделательная машина № 2 аналогична бумагоделатель­
ной машине № 1.
2. Таблица рассчитана для бумажной фабрики, имеющей две
бумагоделательные машины. В случае, если на фабрике несколько
машин, графы 3, 4 и 5 повторяются для каждой машины и количе­
ство граф в таблице соответственно возрастает. За графами показате­
лей отдельных машин обычно, как это показано в таблице, поме­
щаются также две графы, суммирующие выработку и расходы всех
машин в сутки и в год.
91
количество брака в отделочном цехе от одной машины 341 • 0,015 = 5,1 г
в сутки, от двух машин 5,1 •2=10,2 т в сутки, всего сухого брака, от двух
бумагоделательных машин 10,2+10,2=20,4 г в сутки;
количество мокрого брака на одной машине 341 • 0,02 = 6,8 г в сутки,
от двух машин 6,8-2=13,6 т в сутки; безвозвратные потери волокна (про­
мой) .от одной машины 336-0,01=3,4 т в сутки, от двух машин 3,4-2 = 6,8 т
в сутки;
расход свежего волокна по нормам технологического проектирования
для газетной бумаги составляет 1,055 г на 1 г бумаги нетто.
Расход свежего волокна для одной бумагоделательной машины соста­
вит 336- 1,055 = 354,4 т в сутки, в том числе:
354,5-0,78 = 276,5 т белой древесной массы;
354,5-0,12 = 42,5 г сульфитной небеленой целлюлозы;
354,5-0,10=35,5 т сульфатной полубеленой целлюлозы, или в год
354,5-345=122 300 г, в том числе:
276,5-345 = 95 392 г белой древесной массы;
42,5-345=14 660 г сульфитной небеленой целлюлозы;
35,5-345=12 248 т сульфатной полубеленой целлюлозы.
Для двух бумагоделательных машин расход свежего волокна составит
354,5-2=709 т в сутки, 122 300-2=244 600 т в год, в том числе:
276,5-2 = 553 т в сутки белой древесной массы, или 95 392-2=190 784 т
в год;
42,5-2=85 т в сутки сульфитной небеленой целлюлозы, или 14 660-2=
=29 320 г в год;
35,5-2 = 71 г в сутки сульфатной полубеленой целлюлозы или 12 248-2 =
= 24 496 т в год.
Дальнейшие расчеты производятся с учетом удельных расходов химика­
тов, пара, энергии и воды, принимаемых по нормам технологического про­
ектирования, данным фирм, поставляющих оборудование, или величин, опре­
деляемых расчетным путем. Результаты расчетов сведены в табл. 22.
ПРОИЗВОДСТВО КАРТОНА
В соответствии с ГОСТ 7420—55 картон для выработки гоф­
рированного картона в зависимости от композиции и техниче­
ских показателей изготовляется марок К1, К2, КЗ и К4.
Разработанный в 1968 г. проект нового ГОСТ на этот вид
картона предусматривает некоторые уточнения показателей
ГОСТ 17420—55, в частности, дополнительные варианты веса
1 MZ картона, указанные в табл. 23. Подлежит уточнению также
толщина картона.
Картон марки К1 вырабатывается на длинносеточных ма­
шинах, марок К2, КЗ и К4 —на круглосеточных.
ГОСТ 7420—55 для картона марки К1 предусматривает в со­
ставе картона по волокну 100% сульфатной небеленой целлю­
лозы (включая сучковую). Допускается применение до 20%
других исходных материалов. В нормах технологического про­
ектирования для картона марки К1 приводятся два варианта
состава по волокну. • • . . • •
Для картона марок: КЗ и К4 состав по волокну ГОСТ не
нормируется.
Бумага для гофрирования в соответствии с ГОСТ 7377—55
в зависимости от композиции и технических показателей изго­
товляется марок Б1, Б2 и БЗ. Этот вид бумаги, являющийся
92
Таблица
Удельные показатели и нормы при проектировании производства
тарного картона и бумаги для гофрирования
Показатели
Вес 1 Л42 картона
ГОСТ, г/л*2
или бумаги по
дополнительно по проекту
го ГОСТ
Толщина картона
более, мм
по
не
Расчетный вес, г/м2
Влажность, %
Состав по волокну, %
вариант с покровным слоем:
целлюлоза сульфатная небеле­
ная выхода 55%
целлюлоза сульфатная небеле­
ная или беленая выхода 50%
для покровного слоя . . . .
м а к у л а т у р н а я масса из изде­
лий сульфатной целлюлозы
вариант без покровного слоя:
целлюлоза сульфатная небеле­
ная выхода 50%
целлюлоза сульфатная небеле­
ная выхода 55%
полуцеллюлоза выхода до 80%
Б р а к и потери волокна, %:
холостой ход
мокрый брак
Б р а к в отделочном цехе, % . . . .
Промой, %
Картон наружный
Картон
наружный
марки К1
Бумага
для гофри­
рования
марки Б1
250; 300
350
130; 160
125-250
100; 125:
150
250
250
0,4 0,5
0,6
200
8 (±2)
0,25—0,32
0,5; 0,6;
0,7
300
8+2
0,65; 0,75;
0,5; 0,6
300
8+2
ново­
ГОСТ
23
130
7 (+2)
80—0
марки
К2
марок
КЗ, К4
300; 350;
400
300; 350;
400
35
20—100
65
100
100—0
0-30
100—70
1,5
2,5
2,0
0,5
1,5
2,5
2,0
0,5
1,5
2,5
2,0
0,5
1,5
2,5
2,0
0,5
1042
1053
1042
1042
Расход волокнистых материалов
Расход свежего волокна,
кг
1 т картона
в том числе:
вариант с покровным слоем
целлюлоза сульфатная выхо­
да 55%
целлюлоза сульфатная выхо­
да 50%
м а к у л а т у р н а я масса из изде­
лий сульфатной целлюлозы
вариант без покровного слоя
целлюлоза
сульфатная
выхода
50%
целлюлоза сульфатная выхо­
да 55%
полуцеллюлоза выхода до 85%
Расход химикатов, кг:
канифоль сосновая
едкий натрий
глинозем сернокислый
. . . .
_
Гкал
Расход тепла,
:
т
на сушку при закрытом кол­
паке пар давлением 8 ата
834—0
365
208—1042
677
1042
10
0,4
30
10
0,4
30
1042
0—317
1053—736
10
0,4
30
10
0,4
30
1,7
1,7
1,7
1,7
3,10
3,10
3,10
3,10
93
Прдолжение
о
с
41 о
Картон
наружный
марки К1
Показатели
1
2
_
Расход тепла,
3
Бумага
д л я гофри­
рования
марки Б1
Картон наружный
марки
К2
марок
КЗ, К4
4
5
6
1.95
1,95
Гкал
:
т
при открытом
12
13
колпаке,
пар
Расход электроэнергии, кет-ч . .
в том числе:
непосредственно на размол . .
па отделку картона, включая
Расход свежей воды, м?
в том числе:
» смывку полов, охлаждение
14
Расход сжатого воздуха, M:'IMKN
1,95
1,95
3,56
3,56
500—550
600
450—400
3G0
245—300
325
245—200
155
5
40
5
40
5
90
5
90
30
30
80
80
10
16
10
16
10
16
10
16
составным конструктивным элементом тарного гофрированного
картона по величине веса 1 м2 близок к картону. По проекту
нового ГОСТ предполагается, как указано в табл. 23, ввести
дополнительно три показателя веса 1 мг этой бумаги.
Для бумаги Б1 ГОСТ 7377—55 предусматривает в составе
бумаги по волокну 100% сульфатной небеленой целлюлозы.
В настоящее время для этих целей применяется нейтральносульфитная полуцеллюлоза, которая дает хорошие показатели
жесткости гофрированного слоя, изготовленного из этой бумаги.
П о я с н е н и я и у т о ч н е н и я к т а б л . 23 по пунктам:
5. В состав по волокну бумаги для гофрирования при скорости машины
до 300 м/мин рекомендуется вводить 100% полуцеллюлозы; при скорости ма­
шины более 300 м\мин в состав необходимо вводить до 30% сульфатной цел­
люлозы.
6. Холостой ход и брак на машине отнесен к картону или бумаге брутто
на накате. Холостой ход включает в себя также время при выработке маши­
ной сухого брака (подробнее см. в разделе «Производство бумаги»). Мокрый
брак — это отсечки на сетке картоноделательной машины.
7. Брак в отделочном цехе отнесен к величине выработки картона брутто
на накате.
8. Промой — процентные безвозвратные потери волокна, влажностью 12%,
отнесенные к выработке картона нетто. Для расчета мощности очистных со­
оружений расчетная величина промоя при проектировании обычно увеличи­
вается вдвое.
9. Расход свежего волокна определен как расход воздушносухого (влаж­
ностью 12%) волокна на производство 1 т картона нетто.
10. Расход химикатов указан для проклейки 1 т картона нетто при при­
менении белого канифольного клея. Расходы предусматривают применение ка­
нифоли сосновой, соответствующей ГОСТ 797 — 55, едкого натра техниче­
ского по ГОСТ 2263—43 глинозема сернокислого технического очищенного по
ГОСТ 18180 — 40. При применении глинозема
по ГОСТ 5155 — 49
94
расходы увеличиваются в 1,5 раза. При применении для проклейки пекового
клея расход его составляет 20 кг на 1 т картона нетто. При поверхностной
проклейке расход крахмала, соответствующего ГОСТ 7699 — 55, составляет
10 кг на 1 г картона нетто.
11. Расход тепла указан на производство 1 т картона нетто. Пар на
сушку предусматривается насыщенным; допустимый максимальный перегрев
не должен превышать 10° С. Соотношения между количеством тепла (Гкал)
и количеством пара (т) аналогичны указанным в разделе «Производство
бумаги». Закрытый колпак над сушильной частью картоноделательной ма­
шины сокращает расход тепла. Если есть в сушильной части машины клеиль­
ный пресс для поверхностной проклейки (например, для наружного тарного
картона), требуется дополнительное количество пара давлением 8 ата 0,36 г
на 1 г картона, или соответственно 0,2 Гкал. Для роспуска макулатуры не­
обходим пар давлением 4 ата в количестве 1,1 т (0,75 Гкал) на 1 т маку­
латуры; для тепловой обработки макулатурной массы необходим пар давле­
нием 4 ата в количестве 0,8 т (0,5 Гкал) на 1 т макулатуры.
На длинносеточных машинах предусматривается дополнительный расход
пара давлением 3—4 ата на период пуска машины для подогрева свежей
воды в количестве 0,055 т на 1 г вырабатываемого картона нетто. На таких
же машинах дополнительный расход пара 3—4 ата на подогрев регистровой
воды составляет 0,12 т на 1 т картона нетто. Количество конденсата, воз­
вращаемого на ТЭС от сушильных цилиндров картоноделательной машины,
от суперкаландров и других потребителей, использующих глухой пар, при­
нимается 80% от потребляемого количества пара. При применении на су­
шильной части длинносеточной машины закрытых колпаков с современной
системой регенерации тепла может3 быть получено на 1 т картона отбросное
тепло в размере 0,77 Гкал и 31 м воды, нагреваемой от 5 до 25° С.
12. Расход электроэнергии указан на производство 1 г картона нетто.
Из общего расхода электроэнергии выделен расход на размол и отделку
картона. Остальное количество электроэнергии расходуется на все другие
производственные операции. При необходимости роспуска папочной целлю­
лозы или привозной древесной массы необходим дополнительный расход
электроэнергии 85 квт-ч на 1 т этих полуфабрикатов. При применении маку­
латуры необходим дополнительный расход 70 квт-ч на ее роспуск в гидроразбивателе, на подготовку макулатурной массы (главным образом на ее
очистку)—• 140 квт-ч и на тепловую обработку этой массы — 50 квт-ч на 1 г
очищенной макулатурной массы.
13. Расход свежей воды определен на производство 1 г картона нетто.
Необходимо учитывать, что этот расход может существенно колебаться и
подлежит уточнению при составлении баланса воды и волокна. При проек­
тировании необходимо стремиться к максимальному использованию произ­
водственной воды и сокращению расхода свежей воды.
14. Расход сжатого воздуха указан на одну картоноделательную ма­
шину. При нескольких машинах и общей компрессорной станции расход мо­
жет быть несколько снижен, если время максимального потребления
на разных машинах не совпадает. Коэффициент одновременности может быть
принят таким же, как для бумагоделательных машин.
\
Г л а в а IV
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА
Технологическая схема представляет графическое изображе­
ние взаимосвязанных последовательно технологических опера­
ций, изображенных условно, сочетание которых составляет в це­
лом технологический процесс производства какого-либо вида
продукции.
95
ч
V
3
3
>
±
я
•-7НЕ-
—2
/—
^Н
¥_/
Лг^-
±-Jy
11
""
и?;
Ъ£*
1
^
1
Ж
ЕГГ''
-Л.
'Л.
-£
V.,*^1***^
<^
л*
Ч.
ч,J
\.
х
л
«н
*1~
и
-Vi-Л.-»,
4т
Т
3
^
•зсп
/
"-1'**
г/
L
Y
Г
(\
я
о.
°0
а-
1^'
Т^
И
ПИ
т
f!It
Y
P
41
w
42
2
7l
NEW-
46
4-5
44
43
47
JL
.ФЫ>
О
Л
e
JC^I
-Й--А
^
4"<?
£
^
j?
nv
IL
7
2
52
\U
54
S3
[]
Jn^r
Гг-U
Xl7,
I—ТГ—1
И
56
55
57
58
2
V
i i i |ГТТ
Рис. 12
^Tr2
Рис. 12. Условное изображение технологических агрегатов:
/ — дефибрер цепной непрерывного действия: 1 — подача баланса; 2 — оборотная во­
да на спрыск; 3 — 'свежая вода на спрыск; 4 — выход массы;
2 — дефибрер прессового типа: / — подача баланса; 2 — выход массы; 3 — вода на
спрыски;
3 — подогреватель щелока: / — поступление щелока; 2 — выход щелока; 3 — пар;
4— выход конденсата;
4 — варочный котел для варки сульфитной или сульфатной целлюлозы:
1—загрузка
щепы; 2 — выход целлюлозы; 3 — поступление щелока или кислоты; 4 — сдувки5 — пар;
5 — гидроразбиватель с вертикальным валом: / — подача волокнистых материалов;
2 — выход массы; 3 — свежая или оборотная вода;
6 — гидроразбиватель с горизонтальным валом: 1 — подача волокнистых материалов;
2 — выход массы; 3 — свежая или оборотная вода;
7 — выдувной резервуар с коническим днищем: 1 — поступление массы; 2 — выход
массы; 3 — пары вскипания; 4 — щелок на разбавление;
8 — выдувной резервуар с плоским днищем: / — поступление массы; 2 — выход мас­
сы; 3 — пары 'вскипания; 4 — щелок на разбавление;
9 — щеполовка вибрационная с выгнутым ситом: / — поступление древесной массы;
2 — выход древесной массы; 3 — спрыск; 4-^- щепа; .:
10— щеполовка вибрационная с плоским ситом: / — поступление древесной массы;
2 — выход древесной массы; 3 — спрыск; 4 — щепа;
// —щеполовка четырехпольная с качающимся ситом: / — поступление древесной
массы; 2 ~ выход древесной массы; 3 — спрыск; 4 — щепа;
12 — фильтр давления: / — поступление массы; 2 — выход массы; 3 — выход щелока;
4 — воздух; 5 — щелок или горячая вода на спрыск;
13 — вакуум-фильтровая установка: / — поступление массы; 2 — выход массы; 3 —
щелок на разбавление; 4 — фильтрат; 5 — спрыск;
14 — бассейн, для хранения массы высокой концентрации: / — поступление массы;
2 — выход массы; 5 —оборотная или свежая вода на спрыски^
15 — бассейн горизонтального типа с циркуляционным устройством марки ЦУ: / —
поступление массы; 2 — выход массы;
/6 — бассейн горизонтального типа с циркуляционным устройством типа «пароход­
ный винт»: / — поступление массы; 2 — выход массы;
/7 — мельница
типа «Сутерленд»: / — поступление
массы;
2 — выход
массы;
/#.— рафинер однодисковый: / — поступление массы; 2— выход массы;
Щ — р^фянер однодисковый со шнековой подачей; / — поступление, маесьг, 2 —
/-NT' ~~~
выход массы;
'
, ,' '
•20}— рафинер двухдисковый: / — поступление массы; 2 — выход массы;
77 — мельницы конические: / — поступление массы; 2 — выход массы;
22 — мельница типа «Биффар» : / — поступление массы; 2 — выход массы;
23 — молотковая мельница для размола отходов дефибрирования: / — подача щепы;
2 — выход размолотых отходов; 3 — спрыски;
24 — котел-эмульгатор для варки . высокосмоляного клея: / — загрузка канифоли;
2 — подача^ воды и химикатов; 3 — подача пара; 4 — выход клея; 5 — отвод конден­
сата;
25 — сортировка центробежная: /—поступление массы; 2 — выход отсортированной
массы; 3 — выход отходов; 4 — спрыск;
26 — сортировка центробежная проточного типа: / — поступление массы; 2 — выход
отсортированной массы; 3 — выход отходов; 4 — спрыск;
27 — сортировка закрытого типа (селектифайер, центрискрин): / — поступление мас­
сы; 2 — выход массы; 3 — выход отходов;
28 — сгуститель шаберный.: / — поступление массы; 2 — выход массы; 3 — выход
оборотной воды;
29 — центробежные очистители массы типа центриклинер: / — поступление массы;
2 — выход очищенной массы; 3 — отходы; 4 — вода на разбавление;
30 — сгуститель низковакуумный: / — поступление массы; 2 — выход массы; 3 — вы­
ход оборотной воды;
31 — сгуститель бесшаберного проточного типа: / — поступление массы; 2 — выход
массы; 3—выход
оборотной воды;
32 — одновальный смеситель массы с химикатами: / — поступление массы; 2 — вы­
ход массы; 3—подача
химикатов;
33 — двухвальный смеситель массы с химикатами: /—поступление массы; 2 — вы­
ход массы; 3 — подача химикатов;
34 — реакционные башни отбелки целлюлозы с ходом массы сверху вниз: / — по­
ступление массы; 2—выход
массы; 3 — разбавление;
35 — реакционные башни отбелки целлюлозы с ходом массы снизу вверх: / — по­
ступление массы; 2 — выход массы; 3 — разбавление;
36 — кислотный бак: / — поступление кислоты; 2 — выпуск кислоты; 3 ~ перелив кис­
лоты; 4 — отвод непоглощенных газов;
37 — насос 'для подачи маесьг высокой концентрации: / — вход майсы; 2 — выход
массы;
V
38 — центробежный насос для перекачки массы, кислоты, щелочи, воды и химикатов:
/ — вход; 2 — выход;
~39 — вакуум-насос водокольцевого типа: / — вход; 2 — выход;
40 — вакуум-насос ротационного типа: / — вход; 2 — выход;
' . , •.
41 —• вентилятор-эксгаустер: / — вход; 2 — выход;
42 — насос вертикальный центробежного типа: / — вход; 2 — выход;
99
43 — продольно-резательный станок: 1 — подача рулонов бумаги; 2 — выход разрезанных рулонов бумаги; 3 — удаление кромки;
44 — саморезка: / — подача рулонов; 2 — выход листовой бумаги;
45 — суперкаландр: 1 — подача рулонов на раскат; 2 — выход рулонов после :
рирования;
46 — рулоноупаковочная машина: / — подача рулонов на упаковку; 2 — выход упакованных рулонов; 3 — подача оберточной бумаги; 4 — бумажные круги на торце
рулона;
47 — бобино-резательный станок: / — поступление рулонов бумаги; 2 — выход бобин;
48 — ленточный конвейер: / — подача; 2 — выход;
49 — винтовой конвейер: / — подача; 2 — выход;
50 — скребковый конвейер: / — подача; 2 — выход;
51 — элеватор ковшевого типа цепной и ленточный: / — подача; 2 — выход;
52 — шахтный подъемник;
53 — вагонетка на безрельсовом ходу с опрокидывающимся кузовом;
54—регулятор
концентрации массы типа «килле»: / — поступление массы 2 — выход массы; 3 — перелив; 4 — оборотная вода на разбавление;
55 — бак постоянного уровня для массы, оборотной и свежей воды, химикатов и т. п.
(с переливом): / — поступление; 2 — выход; 3 — перелив;
,Л6 — бак постоянного уровня для массы: / — поступление массы; 2 — выход массы;
f 57 V— смесительный бак для двух компонентов (массы и оборотной воды); 1 — поОтупление 1-го компонента; 2 — поступление 2-го компонента; 3 — переливы; 4 — выход массы;
58 — регулятор композиции массы: 1— подача волокнистых материалов; .2—> подача
химикатов; 3 — переливы; 4 — выход
Для схем целлюлозно-бумажных производств нет общепри­
нятых условных обозначений. В практике проектных организа­
ций в качестве обозначения технологической операции употреб-
\Ж\Ш^ШШ\Ж\К1
©
10
11
11
13
о-
15
Рис. 13. Условное обозначение технологических агрегатов:
/ — тихоходная плоская сортировка; 2 — тихоходная вращающаяся сортировка; 3 —
быстроходная плоская сортировка; 4 — быстроходная вращающаяся сортировка;
6 — центробежная сортировка; 6 — вихревой очиститель; 7 — сгуститель-водоочисти­
тель; S — мельница; 9 — разрыватель; 10 — бассейн, бак и т. п.; 11—бассейн
с ме­
шалкой; 12 — гидроразбиватель; 13 — теплообменник; 14 — насос; 15 — вакуум-насос
ляется условное изображение агрегатов, выполняющих ту или
иную операцию. Один из вариантов таких условных изображе­
ний показан на рис. 12. Наряду с приведенными могут также
применяться и другие обозначения.
В практике проектирования при составлении технологиче­
ских схем часто пользуются условными упрощенными обозна­
чениями — символами технологических операций и агрегатов, их
выполняющих. На рис. 13 показан вариант таких упрощенных
символов, а на рис. 14 приведена технологическая схема про­
изводства газетной бумаги, составленная с применением таких
символов.
Технологические схемы могут составляться с различной сте­
пенью детализации технологических связей в зависимости от
100
а
t
' t
V X
Q_J
т
13
6J_
CL
#80 0 8 0 °8 о
_CL
6
m
\т
л.
Q
14. Принципиальная схема производства
газетной бумаги:
а — поступление сульфатной целлюлозы; б — поступ­
ление сульфитной целлюлозы; в — поступление дре­
весной массы; г — поступление химикатов
и
\
5~5
ISI
CL
t
111 *
4 ,
О
о
13 тА
Рис.
4
P«
f
SJ
_^
стадии проектирования. Схемы подобные изображенной на
рис. 14 по степени детализации носят название принципиаль­
ных, так как на них показаны только главные (принципиаль­
ные) направления движения по потоку обрабатываемых волок­
нистых материалов. В схеме, изображенной на рис, 14, отсутст­
вуют указания связей по свежей и оборотной воде и по пару,
а подача различных химикатов показана одной стрелкой.
Принципиальные схемы удобны, чтобы рассматривать основные
технологические вопросы на начальной стадии проектирования.
Для дальнейших проектных; решений необходима детальная
технологическая схема с указанием всех соединительных связей
(коммуникаций) по всему потоку производства.
Для обозначения коммуникаций различного назначения
в проектной практике применяются горизонтальные и верти­
кальные линии с соответствующими буквенными индексами над
ними, приведенными ниже.
Условные обозначения коммуникаций
в технологических схемах
I. Основные потоки
Древесные балансы
Древесная щепа
»
масса
i
Химическая древесная масса
j Сульфитная целлюлоза
V Сульфатная
»
Бисульфитная целлюлоза
. .
Полуцеллюлоза
Макулатура и масса из нее .
Масса готовой композиции
/ Оборотный брак
/Отходы сортирования
Целлюлоза высокого выхода,..".
Рафинерная масса
;.
Уловленное волокно . . . . . . . . . . : . . . . . . .
Сучки . -.
Целлюлозные отходы
Бумага и изделия из нее . . . . . . . . . . . . . .
V/ Картон »
»
» него
Древесно-волокнистые плиты
II. Водопроводы
Свежая вода:
механически очищенная вода
фильтрованная вода
обессоленная вода
. . ; . . .
умягченная вода
Волокносодержащая вода:
оборотная вода
, .
избыточная вода
осветленная вода
сточная вода
Дурнопахнущая вода
Предгидролизат
Вода сточная хлорсодержащая
• •
»
»
щелоксодержащая
102
.
.
.
ДБ
ДЩ
ДМ
ДХМ
ЦСи
ЦСа
ЦБи
ПЦ
ММ
М
БР
ОС
ЦВВ
MP
УВ
Щ£
' ЦО
Б.
К- " '
ДВП"
!
BM
ВФ
ВОб
ВУ
.
.
•
ВО
ВИ
ВОс
ВСт
ВДп
Пг
ВСтХ
ВСтЩ
•
III. Химикаты
Щелока:
черный щелок
'•':..:. •''• •
Щ^
белый щелок
ЩБ
зеленый щелок
ЩЗ
варочный и-елок
ЩВ
крепкий щелок
ЩК
первый оборотный щелок
. • •" • •
1Щ
второй
»
»
2Щ
третий
»
»
ЗЩ
прочие щелока . . . ,
Щ
Кислоты:
варочная кислота
KB
слабая кислота
КСл
турменная кислота
КТ
соляная кислота
КСо
серная
»
КСр
сернистая кислота
КСн
Сода:
каустическая
СКт
кальцинированная
СКд
Известь, известняк, известковое молоко
Из
Хлор-газ, жидкий хлор, хлорная вода
.
X
Двуокись хлора
ДХ
Хлорат натрия
ХН
Гипохлориты (натрия и кальция)
Гх
Окись магния
ОМг
Колчедан
Ко
»
флотационный
КоФ
Сернистый газ
ГСн
Аммиак, аммиачная вода
А
Полиакриламид
Па
Краска
• Кр
Казеин <•,
Кз
Каолин
Ка
V Крахмал, крахмальный клей
;
:ККр
V Канифоль, канифольный »
:ККн
Прочие клеи
.
Кл
Жидкое стекло, силикат-глыба
ЖС
V
Глинозем
Гл
Стеарат аммония
СА
Сульфат натрия
СН
Сера
С
Шлам
ШЛ
Сульфатное мыло
МС
Пена
Пн
Скипидар
Ск
Несконденсированные дурнопахнущие газы
ГДп
Битум
Би
Суспензия для мелования
МС
IV. Вспомогательные коммуникации
Острый пар .
Вторичный соковый пар
Сдувки высокого давления
»
низкого
»
. .
П
ПВ
СВД
СНД
Конденсат:
чистый
кч
загрязненный . . .
КЗ
селеносодержащий .
КС
цимолосодержащий
КЦ
щелоксодержащий
КЩ
со скипидаром
КСк
кислый
КК
Топливо (мазут)
Т
Масло (пропиточное)
МП
Талловое масло
МТ
Воздух
В
Вакуумные коммуникации
ВаК
Дымовые газы
ГД
Примечания:
1. Буквенное обозначение, поясняющее назначение
коммуникации, проставляется над линией, изображающей
коммуникацию.
2. Обозначение температуры, давления, объема и ско­
рости жидкости или газа, концентрация массы и диаметр
трубопровода проставляется рядом с условным обозначе­
нием коммуникации на тех участках, где это необходимо
по усмотрению проектировщика.
3. Примеры обозначений:
для технических проектов
ДМ Г=60°С;
для рабочих чертежей
400, 3 % 7320 л/мин, 0,94 м/сек.
ДМ,
При изображении коммуникаций неизбежно их перекрещи­
вание, что часто затрудняет чтение схемы. В связи с этим в не­
которых случаях применяются различные способы изображе­
ния перекрещивающихся вехеме коммуникаций, подобно то­
BM
BM
му, как это показано на
2
ЩЧ
щч
рис. 15.
Если для выполнения одной
технологической
операции при­
I I
меняется
несколько
одинако­
4
1 1
вых агрегатов, соединяемых
между собой последовательно
или параллельно, то на прин­
Рис. 15. Перекрещивание коммуника­ ципиальной схеме показывает­
ций:
ся только один из них, на пол­
/ — линии различной толщины; 2 — индек­
ной же или, как обычно ее на­
сы около места перекрещивания; 3 — об­
вод при перекрещивании; 4 — условный
зывают,
рабочей схеме указы­
разрыв линий
ваются все агрегаты и все связи
между ними.
Для более полного отображения основных технологических
связей детализация принципиальной схемы может быть рас­
ширена с некоторым приближением к рабочей схеме. Ниже­
приведенные технологические схемы составлены по такому
принципу.
104
TTJW!
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА
СУЛЬФАТНОЙ ЦЕЛЛЮЛОЗЫ
Схема, изображенная на рис. 16, предусматривает примене­
ние установки непрерывной варки системы Камюр с диффузи­
онной промывкой в котле и дополнительной промывкой на
вакуум-фильтре. Производительность такой установки до 900 т
целлюлозы в сутки при выходе целлюлозы 45—50%.
Щепа, пройдя магнитный сепаратор 1, поступает в загрузоч­
ную воронку 2 расходного бункера для щепы, а затем через
дозатор 3 и ротационный питатель низкого давления 4 направля­
ется в пропарочную камеру 5. В камере щепа пропаривается па­
ром, образующимся при вскипании горящего щелока, отбирае­
мого из нижней части варочного котла 11 в расширительный
циклон-испаритель 14. Пропаренная щепа через питающую ка­
меру и питательную трубу 6 поступает в питатель высокого дав­
ления; 7. В трубе насосом 27 создается циркуляция щелока,
способствующего поступлению щепы в карманы ротора пита­
теля. Центробежным насосом 28 в питатель высокого давления
подается смесь белого и черного щелоков из верхней части ва­
рочного котла.
Регулятор уровня в питательной трубе позволяет поддер­
живать заданный уровень в питателе. Избыток же щелока по­
ступает в бак постоянного уровня 8.
Полученный в цехе каустизации белый щелок поступает
в калибровочный бак запаса белого щелока 24, из которого
насосом 34 направляется к насосу 32.
Для охлаждения белого щелока используется теплообмен­
ник 9, одновременно нагревающий фильтрованную воду (ВФ)
с 40 до 70° С. Эта нагретая вода используется для промывки
целлюлозы.
К насосу высокого давления 33 поступает черный щелок
(фильтрат от вакуум-фильтра) из бака 58 установки для про­
мывки целлюлозы. Этот холодный слабый щелок насосом 33
через полый вал вертикальной мешалки с соплами и нижний
кольцевой спрыск нагнетается в низ варочного котла. Насос 32
предназначен для подачи белого щелока или смеси белого и
черного щелоков в верхнюю часть варочного котла. Насос 33а
является резервным насосом насосов 32 и 33.
Загрузочные устройства снабжены сетками, через которые
отбирается щелок, используемый для транспортировки щепы
в котел. Варочный котел, заполненный щелоком, находится под
избыточным давлением жидкости. Гидравлическое давление
в котле поддерживается уравниванием объемов выгружаемой из
котла массы и отбираемого черного щелока из нижней части
котла с объемом щепы и варочного щелока, поступающего
в верхнюю часть котла и черного щелока (фильтрата) промыв­
ной установки, поступающего в нижнюю часть котла.
105
Щепа
ГДП
ВЧ>:У°С
низкого
давленая
ВПрОМЫ&\
on
ной цех I й-
ilk
w
л-А'а сушки'ила
В произ$ос'—°-
38
На Выпарю;
612. I
Рис. 16. Технологическая схема производства сульфатной целлюлозы;
10 — загрузочное устройство шнекового типа в верхней части варочного котла; -W — опоражнивающий узел варочного котла- 15—выдувочное
м е т а л ь н о е устройство; IS — теплообменник для конденсации паров самоиспарения чистого конденсата; 20 — расширительный циклон для
пара и чистого конденсата; 21—бак расширитель чистого конденсата; 23 — бак горячей воды; 25 — бак терпентинного конденсата- 35 — насос
подачи чистого конденсата на химическую очистку воды; 36 — насос подачи терпентинного конденсата в цех побочных продуктов- 37 —
насос подачи горячей воды из бака на промывку; 47 — сборник отходов сортирования; 52 — насос подачи очищенной массы от виб
рационного сучколовителя в поток массы перед центрискрином I ступени; 53 — насос
подачи отходов от центрискрина / / ступени из
сборника на вибрационный сучколовитель; 55 — насос откачки отходов в шламоотвал; 59 — пеногаситель; 60 — насос подачи черного шетока
на вакуум-фильтр; 61 — насос подачи щелока из бака фильтра в массовый поток
перед
сучколовителем62 — насос
Подачи
шелока
в выдувной резервуар и на варку из бака фильтрата; 65 — насос подачи массы из бассейна
высокой концентрации- 66 — насос подачи
механически очищенной воды; 68 — бак-сборник черного щелока; 69 —насос подачи черного щелока на выпарку (объяснение остальных по
зиций см. в тексте)
Щепа в варочном котле последовательно проходит верхнюю
и нижнюю зоны, где соответственно пропитывается и варится.
Нагревается щелок в зоне варки циркуляцией через подогрева­
тели 13 центробежными насосами 29.
Щелок, циркулирующий в верхней зоне, не подогревается, он
забирается • из-под нижней сетки насосом 30 и возвращается
в котел через центральную распределительную трубу, под­
вешенную внутри котла по его оси.
В нижней части котла расположены две зоны промывки.
В самый низ котла, как указано выше, вводится холодный сла­
бый щелок, нагнетаемый насосом 33. Вытесняемый из массы
более крепкий и более горячий щелок отбирается после нижней
кольцевой сетки, при этом часть его подается наверх насосом
30, часть насосом 31 через теплообменник 17 направляется
в одну из внутренних четырех концентрических труб, подвешен­
ных по оси котла. Конец этой трубы опущен до нижней зоны
промывки, и часть выходящего из нее щелока сквозь массу воз­
вращается к нижней сетке, часть поднимается в верхнюю зону
промывки, где он вытесняет из массы крепкий горячий щелок.
Крепкий щелок из котла в верхней зоне промывки отбира­
ется через два кольца, причем из вышерасположенного кольца
щелок через два испарителя 14 направляется на выпарку, а ще­
лок из нижерасположенного кольца насосом 30 частично, как
уже сказано, возвращается внутрь котла, где по второй цент­
ральной концентрической трубе поступает в верхнюю зону про­
мывки. Остальная часть щелока, подаваемая насосом 30, по­
ступает во второй испаритель, а затем также на выпарку. Весь
щелок, направляемый на выпарку, проходит при помощи на­
соса 26 фильтр 67 для улавливания из черного щелока волокна.
Пар самоиспарения черного щелока, получаемый в первом
испарителе, направляется в пропарочную камеру 5 для' про­
парки щепы. Пар самоиспарения черного щёлока от второго
испарителя вместе со сдувочными парами от пропарочной ка­
меры поступает в терпентинный конденсатор 22.
Целлюлоза при концентрации 10% и температуре 80° С выду­
вается из котла гидравлическим давлением через выдувное
устройство в выдувной резервуар 18, где разбавляется черным
щелоком, поступающим из бака 58 (фильтратом промывной
установки), до концентрации 3,5% и направляется для горячего
сортирования и промывки.
В схеме принят способ горячего безотходного сортирования.
Насосом 19 целлюлоза из выдувного резервуара через магнит­
ные сепараторы 38 подается на центробежные сучколовители 39;
работающие под давлением. Целлюлоза, освобожденная от сучч
ков, насосом 40 направляется на первую ступень сортирования,
осуществляемую на сортировках — центр искринах-#/,.отходы от
которых насосом 51 подаются на вторую ступень центриекри^
нов 42.
_
:. : ...
107
Сучки, отделенные на первой ступени сортирования, посту­
пают в сборник 46, насосом 50 направляются на вибрационный
сучколовитель 43, где сгущаются, а затем пневматически пода­
ются в бункер 2, для смешивания со щепой. Отходы от второй
ступени сортирования, сгущенные на вибрационном сучколовителе 43, поступают для размола на дисковую мельницу 49, по­
сле чего в бак 48. Насосом 54 размолотые сучки подаются на
вихревой очиститель 44. Хорошее волокно, прошедшее очисти­
тель, подается на вторую ступень сортирования, а отходы от
очистителя в виде песка; грязи и пр., сгущенные на сгустителей,
поступают в сборник, из которого насосом перекачиваются
в шламоотвал. Если в составе предприятия есть картонное про­
изводство, волокно после очистителя может быть направлено
на это производство.
Целлюлоза, прошедшая вторую ступень сортирования, воз­
вращается в поток перед первой ступенью.
Хорошая масса после первой ступени сортирования посту­
пает на промывную установку с вакуум-фильтром 56. Если
предусмотрена диффузионная промывка в котле, то обычно до­
статочна одна ступень промывки, в более редких случаях — две.
После промывки на вакуум-фильтре целлюлоза при помощи
шнека 57 и насоса высокой концентрации 63 направляется
в башню-бассейн 64 для хранения массы высокой концентрации.
Щелок-фильтрат, отобранный в вакуум-фильтре поступает
в бак фильтрата 58, из которого насосами подается на разбав­
ление целлюлозы в выдувном резервуаре, перед сучколовителями, центрискринами, вихревыми очистителями; избыток ще­
лока направляется к насосу 33 с целью использования для диф­
фузионной промывки целлюлозы в варочном котле.
ТЕХНОЛОГИЧЕСКИЕ СХЕМЫ ПРОИЗВОДСТВА
НЕЙТРАЛЬНО-СУЛЬФИТНОЙ ПОЛУЦЕЛЛЮЛОЗЫ
ИЗ ДРЕВЕСИНЫ ЛИСТВЕННЫХ ПОРОД
Основным агрегатом схемы, изображенной на рис. 17, явля­
ется многотрубная установка непрерывной варки полуцеллю­
лозы типа Пандия.
Подготовленная щепа поступает в бункер 1, из которого
транспортером 2 направляется в загрузочную воронку 3 много­
трубной установки. При движении по транспортеру щепа взве­
шивается на автоматических весах 4. Из загрузочной воронки
щепа через дозатор 5 поступает в первую, пропарочную трубу 6,
в которую подается варочный щелок из расходного бака 9 и
острый пар давлением 12 ати для пропарки.
Из пропарочной трубы через роторный питатель низкого дав­
ления щепа подается в пропиточную трубу 7, где щепа пропи­
тывается варочным щелоком. После пропитки щепа через роторШ8
Щепа
Вода для проныВки
1
I
ь I
гт
пар
<*лллл
3<3
$
V 7J
Ml 5
!52
м л L*_
Варочный щелок
:3?
гг
•
w
i
Спуск
Рис. 17. Технологическая схема производства
ж
?5
2.
22
2/
яа Выпарку
а 25
flfetra;? &?<7Q
'Оборотная i
Полуцеллюлоза на
картонную фабрику
нейтрально-сульфатной полуцеллюлозы из древесины лиственных пород
ный питатель высокого давления подается в варочные трубы 8,
где происходит собственно варка.
Указанная в схеме варочная установка имеет шесть после­
довательно соединенных варочных труб.
Масса в трубах перемещается вращающимися шнеками.
В каждую из варочных труб подается острый пар давлением
12 атм.
Сваренная полуцеллюлоза концентрацией 15—18% из ше­
стой варочной трубы поступает в выгрузочное устройство 10,
снабженное двумя разгрузочными клапанами, для выдувки
массы в резервуар 11.
После шестой варочной трубы на месте выгрузочного устрой­
ства может быть установлена мельница предварительного горя­
чего размола, работающая под давлением, после которой уста­
навливается выгрузочное устройство.
Избыточные газы из проварочной и пропиточной труб на­
правляются в атмосферу, а пары вскипания из выдувного резер­
вуара в конденсатор 12 для утилизации тепла паров вскипания
и приготовления горячей воды.
Из выдувного резервуара масса с концентрацией 17—18%
поступает на «живое» дно резервуара, состоящее из горизон­
тальных шнеков 13, с помощью которых, -а также вертикаль­
ных шнеков масса подается в прессы высокого давления 14.
На прессах масса отжимается до 40%-ной концентрации,
после чего поступает в промежуточный бункер 15, из которого
после разбавления отходами сортирования до 13%-ной концент­
рации системой шнековых транспортеров направляется в диско­
вые мельницы для размола, а затем в бассейн размолотой массы
16. Из бассейна размолотая масса насосом 17 через разбавительное устройство 18, на котором она разбавляется черным
щелоком, подается на сортировку закрытого типа 19. Отсорти­
рованная масса при концентрации 0,8% самотеком поступает на
промывную установку 20, а отходы сортирования — в бассейн
отходов 21.
Промывная установка непрерывного действия, состоящая из
двух барабанных вакуум-фильтров, работает по противоточной
схеме с замкнутой системой использования промывной воды и
щелоков. Горячая вода из бака 26 подается на спрыски послед­
него фильтра. Промытая масса, сходящая с последнего фильтра
при концентрации около 15%, транспортирующим шнеком по­
дается в бассейн высокой концентрации 22, а затем после раз­
бавления перекачивается потребителю.
Щелок, отжатый на прессах высокого давления при повы­
шении концентрации массы до 40%, и фильтрат из бака 23
поступает на вакуум-фильтр 24 для улавливания волокна из
щелока, .направляемого на выпарку. Уловленное на фильтре
волокно возвращается в бассейн размолотой массы, а отфиль­
трованный щелок из бака 25 направляется в выпарной цех.
ПО
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ОТБЕЛКИ
СУЛЬФАТНОЙ ЦЕЛЛЮЗЫ ДЛЯ БУМАГИ
Показанная на рис. 18 схема отбелки сульфатной хвойной
целлюлозы позволяет получить беленую целлюлозу с различ­
ной степенью белизны и разными механическими свойствами.
При небольших изменениях, указанных ниже, схема пригодна
также для отбелки сульфатной целлюлозы из лиственной древе­
сины.
В схеме предусмотрена шестиступенчатая отбелка целлю­
лозы: хлорирование —щелочение—гипохлоритная отбелка —
отбелка двуокисью хлора — щелочение — отбелка двуокисью
хлора — кисловка..
Перед поступлением целлюлозы в башню хлорирования 4
происходит надежное перемешивание ее с диспергированным
в воде до концентрации 3,5% хлором. Для этой цели дисперги­
рованный в воде хлор и целлюлоза проходят вначале обычный
смеситель 2, а затем смеситель. 3, оборудованный по высоте
двумя мешалками и обеспечивающий продолжительность кон­
такта целлюлозы с хлором до 90 сек при равномерном смеше­
нии. Хорошее перемешивание целлюлозы до входа в башню
обеспечивает равномерное хлорирование.
Хлорирование в башне длится 60 мин при температуре 20° С.
При изменении температуры массы время хлорирования может
быть изменено. После хлорирования масса разбавляется в ниж­
ней части башни свежей или оборотной водой и насосом 5 пода­
ется на вакуум-фильтр 6 для промывки. Промывается масса
теплой водой температурой 40° и горячей водой температурой
70°. После промывки масса поступает в одновальный смеситель
8, где смешивается с раствором щелочи, после чего насосом 9
подается в башню щелочения 10.
Щелочение массы длится 2 ч при концентрации 12% и- тем­
пературе примерно 60е. Для полного растворения продуктов
хлорирования рН среды должно быть выше 10,5.
После щелочения масса в нижней части башни разбавля­
ется оборотной водой, подаваемой насосом 18 из бака промыв­
ного фильтра, расположенного после ступени щелочения, и насо­
сом направляется для промывки на этот же фильтр. Масса
промывается на вакуум-фильтре горячей (70° С) и теплой
(40° С) водой. После промывки целлюлоза поступает в башню
13 гипохлоритной отбелки, где масса обрабатывается гипохлоритом в течение 3 ч при концентрации 10%, температуре 40°С и
начальном рН около 12. После гипохлоритной отбелки масса
вновь промывается на вакуум-фильтре теплой и горячей водой,
после чего направляется в первую башню 14 отбелки дву­
окисью хлора.
Для достижения необходимой белизны предусматривается
отбелка целлюлозы двуокисью хлора в две ступени с промежу111
Рис. 18. Технологическая схема отбелки сульфатной целлюлозы для бумаг:
6lmlf7T7eT^X^alJ^6l^^f7^bTpaTa
°Т ПР°МЫВНЫХ *ИЛЬТР°Е; 12-насос
подачи оборотной воды в спрысковое кольцо
Р ; / 7 н а с о с
л Г т г ш ^Р Л
Г » ,с
высокой концентрации для подачи целлюлозы в башни гипохлоритной отбелки и отбелки
в
™ ™ Р l u М и п о; л н18е -н ня
1°
гуммированном
исполнении
подачи
оборотной
воды
на
разбавление
перед фильтрами- 20 - насос в кисии
™ ^ °
«
?
; ^ - н а с о с подачи в очистной цех; 22 - бак д л я гипохлорита; 23 - бак для каустика- 24-бак
д л я сеонистой
кислоты; 25- бак для раствора двуокиси хлора; 26, 27 - баки теплой и горячей воды; '29- бассейн целлюлозы (объяснение остальных
позиции см. в тексте)
ШааЩ
1ГЧ ii I
точным щелочением, что позволяет при оптимальном расходе
двуокиси хлора и максимальном сохранении прочности волокна
получить белизну примерно 89—92%.
Отбелка двуокисью хлора на обеих ступенях ведется при
концентрации массы 14% и температуре 80° С в течение 3,5 ч.
Промежуточное щелочение проводится при концентрации массы
12% и ее температуре 60° С в течение 2 ч.
Перед башней двуокиси хлора первой ступени в шнек филь­
тра подается каустик, вследствие чего в этой башне начальное
рН процесса составляет около 7, а сам процесс отбелки ве­
дется при рН 5—6, что является оптимальным условием. В каче­
стве антихлора после первой ступени отбелки двуокисью хлора
применяется каустик, а после второй ступени — раствор БОг,
которые вводятся в нижнюю часть отбельных башен вместе
с разбавляющей водой.
Промывается масса после обеих ступеней отбелки дву­
окисью хлора и промежуточного щелочения на вакуум-фильт­
рах. После первой ступени отбелки двуокисью хлора и проме­
жуточного щелочения масса на фильтре промывается теплой и
горячей водой, а после второй ступени отбелки двуокисью
хлора — горячей (70° С) и свежей фильтрованной водой.
Целлюлоза, прошедшая промывку после второй ступени от­
белки двуокисью хлора, насосом 15 подается в бассейны 16
высокой концентрации, а затем на сортирование беленой целлю­
лозы. Бассейны высокой концентрации являются основными
емкостями, аккумулирующими беленую целлюлозу.
Оборотная вода в рассматриваемой схеме используется
с учетом наиболее экономичной утилизации тепла оборотных
вод, позволяющей обеспечить отбельную установку горячей и
теплой водой, а также целесообразного использования избы­
точной оборотной воды направлением более чистой оборотной
воды последующих ступеней на разбавление массы в башнях
предыдущих ступеней. В соответствии с этим положением обо­
ротная вода от промывных фильтров используется для разбав­
ления массы в башне и перед фильтром соответствующей сту­
пени. Избыток оборотной воды после второй ступени отбелки
двуокисью хлора подается на разбавление в башню первой
ступени отбелки двуокисью хлора; избыток оборотной воды по­
сле первой ступени отбелки двуокисью хлора подается на раз­
бавление в башню гипохлоритной отбелки; избыток оборотной
воды от гипохлоритной отбелки — в башню хлорирования; из­
быток оборотной воды после второго щелочения — на разбавле­
ние в башню первого щелочения.
С целью использования отбросного тепла избыточная обо­
ротная вода от горячих ступеней отбелки пропускается через
теплообменник и нагревает свежую воду до 40° С, а часть ее до
60° С. Паровые теплообменники подогревают эту воду до 70° С.
Наряду с отмеченными выше преимуществами изложенного
5 с. г. жудро
ИЗ
способа использования оборотной воды есть и недостаток — боль­
шое количество дорогостоящих кислотоупорных теплообменни­
ков. Для предприятий, располагающих дешевым паром, может
оказаться более целесообразным смешение всей оборотной воды
для получения нагрева свежей воды только до 40°, что сокра­
тит необходимое количество теплообменников. Однако при этом
необходим дополнительный источник подогрева воды до 70° С.
Рассмотренная схема отбелки позволяет изменением режима
отбелки и количества ступеней получать беленую целлюлозу для
разнообразных видов бумаги. Оборудование, предусмотренное
в этой схеме, может быть использовано также и для отбелки
целлюлозы из лиственной древесины, однако последователь­
ность ступеней при этом должна быть следующей: гипохлоритная отбелка — хлорирование — щелочение — отбелка двуокисью
хлора — щелочение — отбелка двуокисью хлора.
Необходимость такой последовательности обработки отбели­
ваемой массы связана с большим содержанием жирных кислот
в лиственной целлюлозе, которые в результате хлорирования об­
разуют клейкий эфирный экстракт, не подвергающийся в даль­
нейшем омылению, создавая тем самым на стадиях пере­
работки целлюлозы смоляные затруднения.
Гипохлоритная обработка окислительным воздействием пре­
пятствует переходу смоляных, кислот в клейкое состояние, что
сказывается благоприятно на омылении жирных кислот ще­
лочью. В то же время, учитывая характер и количество лигнина
в лиственной целлюлозе, гипохлоритная обработка как вторая
делигнификационная ступень не является обязательной.
Таким образом, вышеуказанная последовательность обра­
ботки массы при отбелке лиственной целлюлозы локализует
смоляные затруднения в отбельной установке и дает возмож­
ность получить необходимую степень белизны.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА СОРТИРОВАНИЯ
БЕЛЕНОЙ ЦЕЛЛЮЛОЗЫ
Изображенная на рис. 19 схема сортирования беленой цел­
люлозы предусматривает две ступени сортирования.
Из бассейна 16 высокой концентрации (см. схему на рис. 18)
разбавленная беленая целлюлоза поступает в находящийся под
ним бассейн 29 целлюлозы низкой концентрации, из которого
насосом 21 подается на первую ступень сортирования на центрискринах. Перед подачей на центрискрины 30 целлюлоза прохо­
дит через массный бак 31, отделенный от бака оборотной воды
32 перегородкой, не доходящей до низу. Благодаря такому уст­
ройству обеспечивается равномерное разбавление массы, что
существенно для работы очистных аппаратов.
Масса, не прошедшая через сита центрискринов, направля­
ется на вибрационные сортировки 33 типа СВЦ-05. Отходы от
114
этих сортировок направляются в канализацию, а отсортирован­
ная масса возвращается в бассейн низкой концентрации 29.
Масса, прошедшая центрискрины, направляется для очистки
на трехступенчатые радиклонные установки 34 и 35. После очи­
стки на радиклонах беленая целлюлоза сгущается на вакуумфильтрах 36 до концентрации 3,5% и через метальный бассейн
37 насосом 38 подается потребителю.
Рис. 19. Технологическая схема сортирования беленой целлюлозы
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА ДРЕВЕСНОЙ МАССЫ
ДЛЯ ГАЗЕТНОЙ БУМАГИ
Древесная масса, полученная на дефибрерах / (рис. 20), па
сборным массным каналам направляется на плоские вибрацион­
ные щеполовки 3.
Для задержания крупных неразмолотых частей древесины
(горбыли, обмолыши, отщепы) на массном канале установлена
наклонная решетка 2 с механическим выгребом уловленных ча­
стей, направляемых на использование или в отвал.
После вибрационных щеполовок масса насосом 5 через ящик
постоянного напора 6 направляется на двухступенчатое сорти­
рование. От первой ступени сортировки 7 отходы поступают
в желоб отходов 8, из которого насосом 10 перекачиваются на
вторичные сортировки 11.
В целях улучшения условий сортирования хорошая масса,
прошедшая вторичное сортирование, возвращается в поток
массы, поступающей на сортировки первой ступени.
Масса, прошедшая сортирование, для удаления от нее песка,,
частиц коры и пр. очищается на трехступенчатой гидроциклон­
ной установке 12. Очищенная масса направляется на сгусти­
тели 13, а затем в бассейн нерегулированной древесной массы 14.
US
Рис. 20. Технологическая схема производства древесной массы для газетной бумаги:
4— бассейн для приема древесной массы после щеполовок; 9 — насос подачи древесной массы на первой ступени очистки; 18 — насос
подачи рафинерной массы на а уститель; 22 — бак оборотной воды; 23 —насос подачи оборотной воды на разбавление массы в ванне де­
фибрера; 24 — насос подачи оборотной воды на спрыски сортировок, центриклинеров, сгустителей и на разбавление рафинерной массы;
25 — насос подачи свежей воды на спрыски сгустителей и промывку бассейнов; 26 — насос подачи рафинерной массы на рафинер (объ­
яснение остальных позиций см. в тексте)
Из этого бассейна масса насосом 15 через регулятор концентра­
ции перекачивается в бассейн регулированной древесной массы
(на схеме не показан), из которого расходуется по назначению.
В данной схеме предусмотрена переработка отходов щеполовок и сортирование с использованием их в основном потоке.
С этой целью отходы щеполовок транспортером подаются в мо­
лотковую мельницу 16, после размола на которой поступают
в метальный бассейн 17. В ЭТОТ же бассейн направляются от
вторичных сортировок отходы сортирования. Из метального
бассейна смешанные отходы поступают на сгуститель 19, после
чего при концентрации около 6% поступают в бассейн 20, из
которого перекачиваются для окончательного размола на диско­
вые мельницы 21. После размола отходы направляются в об­
щий поток древесной массы перед щеполовками.
Обычно схемы предусматривают полное использование обо­
ротной воды древесномассного производства, если ее недостает,
то используется избыток оборотной воды от бумагоделательных
машин.
Свежая вода применяется только для уплотнения сальни­
ков и охлаждения подшипников дефибреров, очистки цилиндров
сгустителей, промывки оборудования и емкостей.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА БУМАГИ
ДЛЯ ГЛУБОКОЙ ПЕЧАТИ
Схема предусматривает, что бумага для глубокой печати
вырабатывается из 100%-ной беленой сульфитной целлюлозы
с большим наполнением и небольшой проклейкой. Готовая про­
дукция (товарная бумага) выпускается как в упакованных ру­
лонах, так и в виде листовой бумаги, упакованной в пачки. Со­
отношение между ролевой и листовой бумагой может быть раз­
личным, но чаще всего количество листовой не превышает 25—
30% общего количества выпускаемой бумаги.
Изображенная на рис. 21 схема предусматривает поступле­
ние сульфитной беленой целлюлозы в жидком виде, с концент­
рацией 3,5—4%. Целлюлоза поступает в бассейн 1 с металь­
ным устройством пропеллерного типа. Размалывается целлю­
лоза в две ступени на дисковых мельницах 2 и 3.
Желательно, чтобы мельницы на обеих ступенях были одно­
типными, но формы поверхностей размалывающих дисков у них
должны быть разными, обеспечивающими как механическое
воздействие на волокно, так и необходимую степень его гидра­
тации. На второй ступени возможно также применение взамен
дисковых мельниц — конических. Число мельниц определяется
расчетом.
Размолотая целлюлоза поступает в бассейн 4. Из этого
бассейна целлюлоза в определенном количестве направляется
117
Рис. 21. Технологическая схема производства бумаги для глубокой печати:
24 — бак с вертикальной мешалкой для каолинной суспензии; 25 — бак с вертикальной мешалкой для полиакриламида; 26 — бав
для глинозема; 27 — бак с вертикальной мешалкой для клеевой эмульсии; 28 — бак для краски; 40 — веитилятор-разрыватель
(объяснение остальных позиций см. в тексте)
в бассейн 5. Во время перекачки целлюлозы регулируется ее
концентрация. Бассейн 5 является композиционным, в нем со­
ставляется композиция бумажной массы, в связи с чем сюда
через дозирующие устройства направляются, кроме целлюлозы,
также каолин, клей, краски и оборотный брак. Глинозем через
дозирующее устройство поступает во всасывающий патрубок
смесительного насоса. В композиционном бассейне, как и во всех
других метальных бассейнах, предусмотрено применение пере­
мешивающих устройств пропеллерного типа.
Из композиционного бассейна масса подается в машинный
бассейн 6, откуда через ящик постоянного напора массы 7 по­
ступает в смесительный насос 8, в котором разбавляется, регист­
ровой водой до концентрации около 0,5%. Смесительным насо­
сом масса «аправляется для очистки в узлоловитель закрытого
типа 9, а затем под действием остаточного напора — в напуск­
ное устройство бумагоделательной машины 10.
Отходы от закрытого узлоловителя поступают в сборник от­
ходов 29 и очищаются на конических очистителях 30. Масса,
прошедшая очистку, направляется в гауч-мешалку, где смеши­
вается с мокрым браком, а отходы от конических очистителей
сбрасываются в канализацию. Иногда очищенную массу
направляют не в гауч-мешалку, а в сборник регистровой
воды.
В целях повышения удержания наполнителя при формова­
нии бумажного полотна на сеточном столе в схеме предусмот­
рена подача полиакриламида в массопровод перед напускным
устройством бумагоделательной машины.
Для производства бумаги для глубокой печати может быть
применена бумагоделательная машина отечественного произ­
водства марки Б-41.
После бумагоделательной машины вся бумага каландриру­
ется на суперкаланде 11, а затем бумага, предназначенная для
выпуска в рулонах, направляется на продольно-резательный ста­
нок 12 и поточную линию 13 транспортировки, взвешивания и
упаковки; бумага, выпускаемая в листах, поступает на само­
резку 35.
После саморезки листовая бумага проходит сортировочносчетные машины 36, на которых листы сортируются и форми­
руются пачки с отсчетом заданного количества листов в пачке.
Неупакованные пачки листовой бумаги конвейерами подаются
на станки 37 для упаковки пачек и их маркировки. Упакован­
ные пачки направляются к станкам 38 для набора пачек в кипы,
упаковки кип в щитки, обвязки лентой и маркировки кип.
Вся готовая продукция через спускники 39 отправляется на
склад.
Сухой брак от машины перерабатывается в гидроразбивателе горизонтального типа 16, который включается автоматиче­
ски при обрывах на машине.
119
Гидроразбиватель 16 имеет два насоса разной производи­
тельности. При небольшом количестве брака работает малый
насос, а при поступлении большого количества брака автомати­
чески включается насос большой производительности.
Для переработки обрезков от продольно-резательного станка
и саморезки предусматривается установка отдельного верти­
кального гидроразбивателя 15. От обоих гидроразбивателей
брак собирается в мешальном бассейне 17, откуда насосом че­
рез регулятор концентрации перекачивается на узлоловитель
закрытого типа 18 для очистки. После очистки брак направля­
ется на сгуститель 19, а затем в бассейн для сгущенного брака
20. В этот же бассейн поступает мокрый брак при работе ма­
шины «под сетку».
Подмол брака предусматривается на гидратирующей мель­
нице 21, после которой размолотый брак поступает в бассейн
22. Мокрый брак, непрерывно поступающий из гауч-мешалки,
направляется на сгуститель 23, от которого без подмола на­
правляется также в бассейн 22. Из бассейна 22 брак через дози­
рующие устройства поступает в композиционный бассейн 5.
Схемой предусматривается максимальное использование
оборотной воды. Регистровая вода собирается в сборнике 31 и
используется на разбавление массы в смесительном насосе. Не­
обходимое количество массы во всасывающую линию смеси­
тельного насоса отбирается при помощи специальной дозирую­
щей задвижки с электроприводом, имеющей дистанционное или
автоматическое управление. Этой задвижкой регулируется вес
1 м2 бумаги.
Для стабильной работы смесительного насоса уровень воды
в сборнике 31 регистровой воды поддерживается постоянным,
вследствие перелива избытка регистровой воды в соседний сбор­
ник 32, в котором собирается вода из отсасывающих ящиков.
В свою очередь избыток воды из сборника 32 переливается
в сборник 33 подсеточной воды, из которого вода насосом пода­
ется в напорный ящик 14 для оборотной воды.
Основная часть воды из ящика 14 поступает на разбавление
массы при регулировании ее концентрации, а избыточная —
в бак избыточной оборотной воды 34. В этот же бак поступает
вода, отходящая от сгустителей 19 и 23, и предусмотрена воз­
можность приема свежей фильтрованной воды, необходимой
на период пуска машины. Оборотная вода из бака 34 расхо­
дуется в гидроразбивателях 15 и 16, избыточная вода может
использоваться для разбавления до необходимой концентрации
целлюлозы, поступающей на бумажную фабрику с целлюлоз­
ного завода или из цеха роспуска привозной целлюлозы.
Вся остальная избыточная оборотная вода должна направ­
ляться на улавливающие установки (например, скребковые ло­
вушки). Уловленное волокно и каолин необходимо или воз­
вращать в основной поток производства, или использовать для
)20
производства бумаги на санитарных машинах. Осветленная
вода частично может быть использована на спрыски сетки.
Подача свежей воды предусматривается обычно туда, где
оборотная вода по технологическим соображениям не может
быть использована, например на отсечку полотна на сеточном
столе, на спрыски отсасывающих валов и сукномоек, в сальники
и на заливку вакуум-насосов, в холодильные цилиндры, на ох­
лаждение подшипников вспомогательного оборудования, а так­
же на промывку оборудования. В схеме предусматривается
также возможность подачи свежей воды на период пуска ма­
шины в места, где обычно используется оборотная вода.
При наличии теплой свежей воды от теплорегенерационной
установки вентиляционной системы бумагоделательной машины
ее направляют в сборник теплой воды, откуда она поступает
для очистки на сетчатом фильтре, а затем используется взамен
свежей холодной воды для промывки сукон, на спрыски кро­
мок, на отсечки, а также в других местах, где ее применение
целесообразно.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА МЕШОЧНОЙ БУМАГИ
Мешочная бумага применяется для изготовления мешков
разнообразного назначения. Этого вида бумага должна
иметь высокие упругопластические свойства, к ней предъявля­
ются особые требования в отношении динамической прочности
•и гидрофобности. Для того чтобы обеспечить гидрофобность бу­
маги, применяется проклейка в массе, а чтобы получить высо­
кую механическую прочность мешочной бумаги, ее вырабаты­
вают из 100%-ной сульфатной небеленой целлюлозы.
Схема, изображенная на рис. 22, предусматривает получение
целлюлозы в жидком виде. При концентрации 3,5—4,5% целлю­
лоза поступает непосредственно в бассейн 2. При более низкой
концентрации, примерно 1,5—2% целлюлоза предварительно
сгущается на вакуум-сгустителе 1. Для всех мешальных бассей­
нов перемешивающие устройства предусматриваются пропел­
лерного типа.
Учитывая значительную жесткость целлюлозы, размол пре­
дусматривается в две ступени: первая ступень на дисковых
мельницах 5, вторая ступень также на дисковых или на кониче­
ских мельницах 5. Между ступенями размола целлюлоза акку­
мулируется в бассейне 4, что способствует ее гидратации.
Композиция бумажной массы составляется в бассейне 6,
в который через дозирующие устройства поступают размолотая
целлюлоза, оборотный брак и канифольный клей.
Получение химикатов предусматривается в готовом виде из
других цехов предприятия. В этом случае на месте потребле­
ния можно ограничиться установкой только расходных емкостей
27, 28 и 29.
121
щийся здесь брак также поступает в гауч-мешалку. В этом слу­
чае брак из гауч-мешалки отдельным насосом подается в бас­
сейн 15. Таким образом, через гидратирующую мельницу в нор­
мальных условиях проходит только переработанный на гидроразбивателях сухой брак, при обрывах же в прессовой части
подмалывается также и брак, поступающий из гауч-мешалки.
Из бассейна 17 брак с отрегулированной концентрацией через
дозирующие устройства направляется в композиционный бас­
сейн 6.
Схема предусматривает следующее использование оборотной
воды: регистровая вода из сборника 21 прежде всего использу­
ется для разбавления массы в смесительном насосе. При недо­
статке регистровой добавляется часть сосунной воды. Избыточ­
ная вода из сборников 21, 22 и 23 используется для разбавле­
ния массы при регулировании ее концентрации и для подачи
в гидроразбиватели, перерабатывающие брак, а остальная не­
используемая собирается в сборниках 25, 26. В эти же сборники
собирается оборотная вода от вакуум-сгустителей целлюлозы и
брака; сюда же при необходимости может быть подана свежая
вода.
Из сборника 25 предусмотрена подача воды одним насосом
в гауч-мешалку и вторым насосом другим возможным потреби­
телям, например на целлюлозный завод. Из сборника 26 преду­
смотрена подача избыточной воды одним насосом на фильтр
с волокнистым подслоем 19. Для подслоя используется целлю­
лоза из бассейна 2. Уловленное волокно вместе с использован­
ным подслоем направляется в бассейн 15, а осветленная вода
от фильтра возвращается в сборник 25. Двумя другими насо­
сами вода из сборника 26 может направляться другим потреби­
телям, использование оборотной воды у которых целесообразно.
Например, осветленная вода может подаваться на спрыски
машины.
Подача свежей воды предусматривается на те участки, где
оборотная вода не может быть использована, например на от­
сечки, спрыски отсасывающих валов и сукномоек, холодильные
цилиндры, охлаждение подшипников.
Для промывки сукон, на спрыски кромок, спрыски напорного
ящика может быть использована теплая свежая вода от теплорегенерационных установок вентиляционной системы бумаго­
делательных машин.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА
ТАРНОГО НАРУЖНОГО КАРТОНА
Тарный наружный картон применяется для верхних наруж­
ных слоев гофрированного картона, предназначенного для из­
готовления ящиков. Технические требования к этому картону
определяются ГОСТ 7420—55, марка К-1.
124
Для производства тарного наружного картона предназна­
чена картоноделательная машина марки К-10 отечественного
изготовления. Помимо основного напускного устройства, обра­
зующего нижний основной слой картона, над сеточным столом
этой машины установлено второе напускное устройство, обра­
зующее покровный слой наружного картона. Таким образом,
вырабатываемый картоноделательной машиной картон имеет
два плотно соединенных между собой слоя.
Тарный наружный картон вырабатывается из сульфатной
целлюлозы с выходом из древесины 53—55%, которая обычно
используется как на основной, так и на покровные слои картона.
В зависимости от требований, предъявляемых к картону, по­
кровный слой может быть выработан из другого вида целлю­
лозы.
В рассматриваемой схеме, изображенной на рис. 23, преду­
сматривается возможность выработки картона с покровным
слоем из более мягкой сульфатной целлюлозы с выходом из
древесины 50%. Количество целлюлозы для образования основ­
ного слоя примерно в 3 раза превосходит количество целлюлозы
для покровного слоя.
Для обеспечения эффективной работы размольного обору­
дования концентрация массы, поступающей с целлюлозного
завода, должна составлять 4,5—5%. На случай поступления
целлюлозы более низкой концентрации схемой предусматрива­
ется установка четырех вакуум-сгустителей: в соответствии с по­
требным количеством целлюлозы для слоев три вакуумсгустителя для целлюлозы основного слоя, а один — для целлю­
лозы покровного слоя (для упрощения на схеме показано по
одному сгустителю).
Каждый из видов целлюлозы после вакуум-сгустителей 1 я 2
поступает в свой 'мешальный бассейн 3 или 4, Размол массы
основного слоя принят в одну ступень на дисковых мельницах
5. Размол массы покровного слоя принят в две ступени: первая
ступень на дисковых мельницах 6, вторая на конических мель­
ницах 7.
После размола масса через автоматические устройства по­
ступает в машинные бассейны; для основного слоя в бассейн 8,
для покровного в бассейн 9. Во всех мешальных бассейнах пре­
дусматриваются перемешивающие устройства пропеллерного
типа.
Масса основного слоя очищается на узлоловителях закры­
того типа 10, а для покровного слоя — на таких же узлолови­
телях 11. Подается масса на узлоловители смесительными насо­
сами: для основного слоя насосом 12, для покровного — насо­
сом 13.
После очистки масса основного слоя поступает в основное
напускное устройство 15 картоноделательной машины 14, масса
покровного слоя — во второе напускное устройство 16. Последнее
125
Сборник omxadoS
13 '12
Рис. 23. Технологическая схема производства тарного наружного картона:
30 — продольно-резательный
станок;
31 — автоматическая
поточная линия транспортировки,
(объяснение остальных позиций см. в тексте)
взвешивания
и
упаковки
рулонов
картона
иногда называют наливным. Оба слоя надежно соединя­
ются сосунными устройствами 17, згутером и гауч-валом. Та­
ким образом, сходящее с сеточного стола картонное полотно
имеет уже двухслойную монолитную структуру, закрепляемую
при дальнейшем прохождении полотна через прессовую, сушиль­
ную и каландровую части машины.
Сухой брак от картоноделательной машины перерабатыва­
ется в горизонтальном гидроразбивателе 18, расположенном под
каландровой частью машины. Этот гидроразбиватель включа­
ется автоматически при обрыве на машине. Для переработки
обрезков от продольно-резательного станка устанг '-чвается
отдельный гидроразбиватель 19, работающий непре;. .
Брак
от обоих гидроразбивателей концентрацией 3% подает': ? бас­
сейн 20 для приема брака, из бассейна масса подается для раз­
мола комочков, сгустков на гидратирующие мельницы 21. Раз­
молотый брак собирается в бассейн 22 сгущенного и размоло­
того брака.
Мокрый брак из гауч-мешалки 23 концентрацией около 1,5%
подается насосом непрерывно на вакуум-сгуститель 24 и после
сгущения поступает в бассейн сгущенного и размолотого брака.
При обрыве полотна на мокрых прессах образующийся здесь
брак поступает в гауч-мешалку. В этом случае концентрация
массы в мешалке повышается до 3% и автоматически включа­
ется насос 25, которым масса подается в бассейн для приема,
брака, а затем, как указано выше, размалывается.
Таким образом, нормально размалывается только перерабо­
танный в гидроразбивателе сухой брак, в период же обрывов
размалывается и сухой и мокрый брак.
Из "бассейна сгущенного и размолотого брака масса через
дозирующее устройство подается в машинный бассейн„основHOJX) слоя.
""" ^"""' v ~"
*' " Схема предусматривает максимальное использование обо­
ротной воды. Регистровая вода используется для разбавления
массы в смесительных насосах. Избыточная оборотная вода от
картоноделательной машины применяется в гидроразбивателе
для переработки обрезков и на разбавление массы при регули­
ровании ее концентрации. Неиспользованная оборотная вода от
машины подается в сборник избыточной воды 26. Осветленная
оборотная вода от вакуум-сгустителей целлюлозы и брака на­
правляется в сборники оборотной и осветленной воды 27 и 28,
Эта оборотная вода используется в гауч-мешалке для пере­
работки брака при обрывах на машине и на разбавление
целлюлозы на целлюлозном заводе. Избыток этой оборотной
воды подается для улавливания волокна на фильтры 29
с волокнистым подслоем 9.
Осветленная на фильтрах вода, подогретая в нижних скруб­
берах вентиляционной установки (на схеме не показанной), со­
бирается в сборнике избыточной оборотной воды. Добавочная:
127
свежая вода, подаваемая на верхние скрубоеры вентиляцион­
ной установки, собирается в сборнике осветленной воды. Сбор
теплой оборотной воды имеет целью поддержать высокую тем­
пературу массы на сетке для облегчения процесса обезвожива­
ния. Для этой же цели предусматривается возможность подо­
грева регистровой воды парами вскипания конденсата в нагре­
вателе смешения и непосредственный нагрев регистровой воды
в сборнике острым паром.
ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА КАРТОНА ХРОМ-ЭРЗАЦ
И ДВУХСЛОЙНОЙ ПАЧЕЧНОЙ БУМАГИ
Для изготовления красочной высококачественной упаковки
различных товаров применяется хромовый картон, изготовляе­
мый из нескольких слоев, для каждого из которых использу­
ются соответствующие полуфабрикаты.
Различают покровный слой, защитный (подпокровный), сред­
ний и нижний слои хромового картона. Наружная поверхность
хромового картона часто снабжена цветной печатью. К внеш­
нему виду этой поверхности предъявляются высокие требова­
ния. Для удовлетворения этих требований наружная по­
верхность хромового картона подвергается мелованию и ло­
щению.
Для многих видов высококачественной упаковки взамен хро­
мового картона может быть применен несколько более простой
в изготовлении и более дешевый многослойный картон, нося­
щий название хром-эрзац. Наружная поверхность этого картона
не мелуется, но имеет поверхностную проклейку и высококаче­
ственную гладкость поверхностного слоя. Картон хром-эрзац
имеет три слоя: покровный, средний и нижний.
Для некоторых видов высококачественной упаковки требу­
ется не картон, а упаковочная бумага, наружная поверхность
которой должна отвечать высоким требованиям внешнего вида
и хорошей восприимчивостью цветной печати. В этих случаях
для упаковки необходима двухслойная пачечная бумага.
На рис. 24 (листы 1 и 2) показана технологическая схема
производства картона типа хром-эрзац и двухслойной пачечной
бумаги. Схема предусматривает возможность производства как
одного, так и другого вида продукции на одном и том же обору­
довании, однако при выработке пачечной двухслойной бумаги
часть оборудования не требуется. Это оборудование на схеме
заштриховано.
Для производства картона хром-эрзац по показанной схеме
используются следующие полуфабрикаты: беленая сульфитная
хвойная целлюлоза; беленая сульфитная лиственная целлю­
лоза; небеленая сульфитная хвойная целлюлоза и белая дре­
весная масса из щепы осиновой древесины. Для слоев картона
хром-эрзац предусмотрена следующая композиция:
128
покровный слой—100% беленой сульфитной целлюлозы из
50% хвойной и 507о лиственной;
средний слой — 20% небеленой сульфитной целлюлозы и 80%
древесной массы;
нижний слой — 40% небеленой сульфитной хвойной целлю­
лозы и 60% древесной массы.
Для всех видов полуфабрикатов на картонной фабрике пре­
дусматриваются приемные емкости 1, 2, 3 я 4, в которые полу­
фабрикаты поступают с одинаковой концентрацией примерно
4,5%. В дальнейшем каждый вид полуфабрикатов подготавли­
вается отдельно.
Беленая хвойная целлюлоза из бассейна / насосом подается
на первую ступень размола на дисковые мельницы 5. Количе­
ство мельниц определяется расчетом; на схеме условно пока­
зана одна мельница, а рядом цифра, указывающая количество
мельниц, определенное расчетом.
Беленая лиственная целлюлоза из бассейна 3 подается на
дисковые мельницы 6. Небеленая хвойная целлюлоза из бас­
сейна 2 подается для размола на дисковые мельницы 7, после
прохождения которых поступает в распределительный бас­
сейн 33.
Древесная масса из бассейна 4, через дозаторы поступает
в машинные бассейны среднего и нижнего слоев.
Композиция каждого слоя составляется в машинных бас­
сейнах 8, 9, 10, в которые все компоненты направляются через
дозирующие устройства. Для покровного слоя предусматрива­
ется вторая ступень размола массы готовой композиции в кони­
ческих мельницах / / . Для массы каждого слоя перед смеси­
тельными насосами имеются ящики постоянного напора 12. Очи­
щается масса для каждого из слоев в узлоловителях закрытого
типа 13.
Схемой предусматривается использование комбинированной
картоноделательной машины марки К-19. Мокрая часть машины
имеет две плоские сетки (верхнюю 14, нижнюю 15) и круглосеточную часть 16, состоящую из пяти цилиндров.
Прессовая часть машины имеет три пресса: два прямых
пресса 17 и третий пресс 18 с нижним желобчатым валом. В су­
шильную часть машины включен лощильный цилиндр 19 типа
Янки диаметром 6 м. Для поверхностной проклейки предусмот­
рены два клеильных пресса. Имеется шестивальный машинный
каландр. С наката машины рулоны подаются на продольнорезательный станок 20, после чего поступают на поточную ли­
нию 21 для взвешивания, упаковки и транспортировки в склад
готовой продукции.
Брак, полученный при обрывах на машине, перерабатыва­
ется в гидроразбивателях 22, располагаемых под лощильным
цилиндром и машинным каландром. Обрезки от продольнорезательного станка перерабатываются в отдельном гидро129
П
12
ЗТ
ЦСиХ
ЦСиХ
ЦСиЛ
БР
27
4шт
4шт
4шт
БР
Ж
дм
ЦСиЛ
ЦСиХ
Гл.
дм
БР
цсих
Ккн
1Г"
6а
• Г°~
33
!±5
Лист
Ор 9=1
Тж
9
щЬ
LU
Но контактные
Издыточн. odopom. Вода^
из сборника оборотJo^uh
Вр
9
осктлители
Вентиляторы-празрыбатели
& сборник оборот. Воды
БР
Иа ТЭЦ
ii.
25
т7бт//7 2,
а*е
^Т, Ti>
ж~
А4-?
_ffl
На контакт,
W
осветлители.
лп,
22
JW
#
Примечание
ЕЩГГП РОоруОоВание, не используемое при
производстве пачечной бумаги
Рис. 24. Схема производства картона типа хром-эрзац и пачечной бумаги
разбивателе 23. Переработанный брак подается в приемный бас­
сейн 24, из которого в зависимости от концентрации направля­
ется либо в бассейн 25 сгущенного брака, либо на дисковые
фильтры 26, являющиеся одновременно и улавливателями во­
локна из избыточной оборотной воды. Сгущенный брак и улов­
ленное волокно собираются в бассейне 25, а после подмола на
гидратирующих мельницах 27 направляются в бассейн 28, а за­
тем в бассейн 9 среднего слоя. В схеме предусмотрено исполь­
зование оборотной воды: регистровая вода от плоских сеток
собирается в сборниках регистровой воды 29, а затем исполь­
зуется в смесительных насосах 30 и 31 для разбавления массы
покровного и нижнего слоев; сосунная вода направляется на
спрыски сетки. Оборотная вода от круглосеточных цилиндров
используется в смесительных насосах 32 для разбавления массы
среднего слоя. Избыток воды от круглосеточных цилиндров по­
ступает в сборник избыточной оборотной воды нижней сетки,
из которого оборотная вода используется для разбавления
брака, получаемого во время обрывов на машине, для роспуска
обрезков от продольно-резательного станка и для разбавления
массы при регулировании ее концентрации.
Избыток оборотной воды подается на дисковые фильтры.
Избыточная оборотная вода от сеточной части потока по­
кровного слоя, содержащая большое количество каолина, пода­
ется на конусные ловушки.
Глава V
ВЫБОР ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Для технологических процессов целлюлозно-бумажных про­
изводств применяется как технологическое оборудование, спе­
циально предназначенное только для этих процессов, так и обо­
рудование, применяемое и в других отраслях промышленности
(насосы, вентиляторы, компрессоры и др.), которое по его на­
значению часто относят также к технологическому.
Технологический процесс состоит из отдельных последова­
тельно осуществляемых технологических операций. Для выпол­
нения каждой из операций выбирается соответствующее обору­
дование. В некоторых случаях несколько последовательных опе­
раций выполняется в одном агрегате. Вследствие особенностей
разных технологических процессов и составляющих их опера­
ций в целлюлозно-бумажной промышленности применяются
разнообразные виды оборудования с большим количеством их
типоразмеров.
Технологическое оборудование делят на основное и вспомо­
гательное, хотя это разделение условное. К основному оборудо­
ванию во всех случаях относят основные агрегаты производст132
венных потоков, такие, как варочные котлы и аппараты непре­
рывной варки, промывные, сортирующие, размалывающие и от­
бельные установки, дефибреры, бумагоделательные, картоноделательные и сушильные машины и др.
Основное оборудование часто требует длительных сроков из­
готовления и нередко специального предварительного проекти­
рования для данного предприятия. В то же время некоторые
виды основного оборудования после изготовления и освоения
головных образцов выпускаются серийно. К вспомогательному
оборудованию чЪще всего относят оборудование, выпускаемое
машиностроительной промышленностью серийно, изготовление
которого освоено и не требует длительного времени, например
насосы, вентиляторы и пр.
Различают также типовое и нестандартизированное обору­
дование. К типовому относится оборудование, имеющее неодно­
кратное применение на разных предприятиях, а к нестандартизированному — такое, применение которого вызвано местными
условиями производства на каком-нибудь одном предприятии.
Отдельные виды разного оборудования, объединенные не­
обходимыми связями и коммуникациями для проведения закон­
ченного технологического процесса образуют в совокупности
технологическую линию.
Таким образом, технологическая линия состоит из комплект­
ных установок и отдельных агрегатов. Комплектная установка
представляет собой сочетание разного оборудования с необхо­
димыми между собой связями и коммуникациями, предназна­
ченного для выполнения какой-либо многоступенчатой техно­
логической операции, например промывки, отбелки, выпарки
щелоков и др., или нескольких операций, следующих в пределах
установки непрерывно одна за другой. Отдельным агрегатом
является соединение нескольких разнотипных устройств и меха­
низмов в одно целое, предназначенное для выполнения отдель­
ной технологической операции, например дефибрер, рубитель­
ная машина, дисковая мельница и т. п.
В комплект агрегата входят электроприводы с пусковой
аппаратурой, контрольно-измерительные и автоматические ре­
гулирующие приборы и все конструктивно связанные с агрега­
том устройства (смазочные, охлаждающие и т. п.).
Технологические линии включают оборудование в следую­
щих границах:
для производства всех видов небеленой целлюлозы и полу­
целлюлозы — от устройств для загрузки варочных установок
сырьем (древесная щепа, тростниковая или соломенная сечка)
до буферного бассейна готовой продукции (полуфабриката);
для отбелки целлюлозы — от устройств приема небеленой
целлюлозы до буферного бассейна беленой отсортированной
массы включительно (в системе целлюлозно-бумажного комби­
ната) или включая машину для выпуска товарной целлюлозы;
Ш
I
для производства древесной массы — от устройств приема
баланса в дефибрер до буферного бассейна готовой древесной
массы включительно;
для производства всех видов бумаги и картона — от устрой­
ства приема исходных полуфабрикатов до оборудования сдачи
готовой продукции на склад.
Если в распоряжении проектировщика есть документация
на технологическую линию, полностью удовлетворяющую всем
требованиям проектируемого технологического процесса, то
выбор технологического оборудования сводится к поверочному
расчету и анализу соответствия отдельных установок и агрега­
тов требованиям и условиям проектируемых операций. Если
же, что бывает чаще, документация на технологическую линию
еще отсутствует, то для каждой из технологических операций
проектировщик выбирает комплектные установки или агрегаты,
которые затем объединяет необходимыми связями и коммуни­
кациями в технологическую линию. В этих условиях выбрать
оборудование — это значит подобрать тип, техническую характе­
ристику (производительность, габарит, вес, стоимость и пр.),
а также количество агрегатов или комплектных установок для
каждой отдельной операции технологического процесса.
Каждая из единиц оборудования, помимо своего соответст­
вия необходимой производительности и технологическому на­
значению, должна быть выбрана с учетом местных условий
установки. Такими условиями могут быть: правое или левое ис­
полнение агрегата, сторона подвода коммуникаций и др.
При выборе оборудования одновременно определяют стати­
ческие и динамические нагрузки на опоры агрегата, влияющие
на условия сооружения фундамента в намечаемом месте уста­
новки и пр.
Особенно тщательно необходимо рассматривать условия ис­
полнения агрегатов при реконструкции действующих предприя­
тий, когда ограниченная производственная площадь и уже суще­
ствующие строительные конструкции здания нередко затруд­
няют возможность применения оптимального с технологической
точки зрения оборудования. Учет размещения выбираемого
оборудования и увязка со строительными конструкциями зда­
ния необходимы и при проектировании строительства новых
производственных зданий, вследствие чего обычно целесо­
образно выбирать оборудование параллельно с разработкой
предварительных компоновочных решений. Соблюдение этого
правила благоприятно влияет как на выбор оборудования, так
и на качество компоновочных решений.
Выбор оборудования обычно начинают с выбора ведущего
агрегата технологического процесса, определяющего производи­
тельность всего производственного потока. К таким агрегатам
относятся варочные установки, дефибреры, бумагоделательные
и картоноделательные машины, а в некоторых случаях и другие
134
агрегаты. После подбора ведущего агрегата по производитель­
ности потока все остальные агрегаты потока выбирают по
условию обеспечения выбранной производительности потока.
Во многих случаях выбор оборудования решается не одно­
значно, а сопоставлением возможных вариантов с выделением
из них наиболее технологически и экономически целесообраз­
ного. В стоимости целлюлозно-бумажных предприятий стои­
мость оборудования всех видов составляет около 50%, и сниже­
ние затрат на приобретение оборудования непосредственно
влияет на первоначальные затраты строительства предприятия.
ВАРОЧНЫЕ КОТЛЫ И ВАРОЧНЫЕ УСТАНОВКИ
Для варки целлюлозы до недавнего времени применялись
только варочные котлы периодического действия. В последние
годы для производства сульфатной целлюлозы и полуцеллю­
лозы получили значительное распространение варочные уста­
новки непрерывного действия. В настоящее время начинают
внедряться варочные установки непрерывного действия также
и для кислой сульфитной варки и бисульфитной варки на маг­
ниевом основании. Все же обычные варочные котлы периодиче­
ского действия находят еще применение на действующих пред­
приятиях.
По мере развития целлюлозного производства конструкции
варочных котлов непрерывно совершенствовались. В началь­
ный период развития целлюлозного производства применялись
медленно вращающиеся горизонтальные варочные котлы. Од­
нако вследствие ряда их недостатков стали применять верти­
кальные котлы. Размеры котлов и их объем постепенно воз­
растали, изменялась форма котла, применялись более прочные
и стойкие материалы для изготовления котлов. Усовершенст­
вование варочных котлов в отдельных деталях продолжается и
в настоящее время, но конструкция современных котлов в ос­
новном достаточно определилась.
В подавляющем большинстве случаев применяются непод­
вижные вертикальные варочные котлы. Отступления от этого
единичны. Так, например, при строительстве в 1960 г. в Румын­
ской Народной Республике целлюлозного комбината в г. Браила, использующего в качестве сырья придунайский тростник,
установлены вращающиеся вертикальные котлы емкостью 90 м3,
изготовленные в ГДР. Так же редки случаи применения вароч­
ных котлов, имеющих шаровую форму. Такие котлы имеют не­
большую емкость и находят применение только для варки
тряпья, линта или при каких-либо специальных технологиче­
ских требованиях. За последние 5 лет завод Уралхиммаш для
действующих предприятий изготовил 12 шаровых варочных
котлов емкостью 11,5 ж3 каждый.
135
У котлов сульфитной варки, имеющих внутреннюю обму­
ровку, объемом, или емкостью, котла брутто считают объем
кожуха котла, а объемом, или емкостью, нетто (полезным объе­
мом) считают объем брутто минус объем обмуровки. У би­
металлических котлов сульфитной варки и котлов сульфатной
варки объем брутто практически совпадает с объемом нетто.
При более точном определении в понятие «емкость котла нетто»
входит свободный объем котла, а в «емкость котла брутто» —
свободный объем котла плюс объем, занимаемый арматурой
(нижняя и средняя циркуляционные сетки и др.).
Максимальный объем котла нетто, примененный на наших
предприятиях для сульфитной варки,— 320 м3, а для сульфат­
ной— 160—200 м3. Предельные емкости котлов зарубежных
предприятий за редким исключением примерно такие же. Швед­
ская фирма «Авеста» изготовила котел для варки бисульфитной целлюлозы объемом 420 м3, являющийся самым крупным
в мире*. Отношение высоты к диаметру для различных котлов
изменяется в некоторых пределах, при этом для котлов суль­
фатной варки, имеющих более вытянутую форму, это значение
выше.
Рабочее давление для котлов сульфитной варки обычно бы­
вает до 10 атм, для сульфатной — до 12 атм. Толщина стенки
котлов около 35 мм.
Увеличение объема варочных котлов по мере совершенство*
вания их конструкции проходило постепенно. Одним из сдер­
живающих факторов при этом являлось опасение увеличения
неравномерности нагрева содержимого котла, вызывающего не­
одинаковый провар массы в котле и понижение качества полу­
чаемой целлюлозы. Однако объем котла не единственный и
даже не главный фактор возможной неравномерности провара.
Не менее важна форма котла и способ подвода греющего пара.
На равномерность провара влияет также степень уплотнения
щепы, неравномерное по плотности расположение щепы в котле,
неоднородность ее размеров. Все эти факторы могут обуслов­
ливать неравномерную по сечению котла циркуляцию варочной
жидкости.
В целях улучшения равномерности провара применяют раз­
личные системы принудительной циркуляции варочной жид­
кости.
Принудительная циркуляция сначала была освоена при ще­
лочном способе варки, так как в этом случае для изготовления
устройства принудительной циркуляции (насосов, трубопрово­
дов, теплообменников) во многих случаях возможно было при­
менение обычной стали. Кроме того, при щелочной варке обра­
зование осадков на поверхности нагрева подогревателей про­
исходит значительно меньше, чем при сульфитном способе.
* „La Papeterie", 1968, N 12.
136
/
После получения возможности применения стали высокой
кислотостоикости принудительная циркуляция стала находить
применение и при сульфитной варке.
Современные устройства для принудительной циркуляции
при всем их разнообразии могут быть разделены на два основ­
ных вида: с непрямым обогревом циркулирующей жидкости
в особых подогревателях и с прямым нагревом, подачей пара не­
посредственно в варочный котел.
Отечественной промышленностью выпускаются варочные
котлы, указанные в табл. 24.
Таблица
24
Варочные котлы
Назначение
Для варки сульфитной целлюлозы
»
» сульфатной
»
»
»
»
»
с водным предгидролизом . . .
Для варки сульфитной целлюлозы
»
»
»
»
»
»
»
»
\ М а р к а стали
Вес,
m
140
Сткиь 20К
»\20К
39
64,6
140
160
250
320
20К + ОХ17Н16МЗТ
20К+Х17Н13М2Т
20К+Х17Н13М2Т
20К+ОХ17Н16МЗТ
53
79
100
Емкость,
ж*
по
Для варки сульфатной целлюлозы применяют котлы, изго­
товляемые из углеродистой стали. Для варки сульфатной цел­
люлозы с водным предгидролизом и для сульфитной целлюлозы
корпус котла биметаллический: наружный слой из углеродистой
стали, внутренний — из высоколегированной коррозионностойкой стали сложного химического состава. Этот состав отражает
марка стали, состоящая из буквенных обозначений элементов и
следующих за ними цифр, указывающих среднее содержание
элемента в процентах, кроме элементов, присутствующих в стали
в малых количествах, например Т — титан. Цифры перед бук­
венным обозначением указывают содержание углерода в стали
в десятых долях процента. Если же количество углерода в стали
не ограничено нижним пределом при верхнем пределе 0,09% и
более, то цифру впереди не ставят; при содержании углерода до
0,08% ставят знак 0. Химические элементы в марках стали обо­
значаются следующими буквами: X — хром; Н — никель, М —
молибден.
С целью унификации варочных котлов при дальнейшем их
применении отечественными машиностроительными организа­
циями разработана нормаль, предусматривающая основные
конструктивные характеристики, указанные на рис. 25 и
в табл. 25.
П р и м е р 50. Определить количество варочных котлов при производи­
тельности целлюлозного завода 441 т/сутки брутто по варке. Вид целлюлозы —
вискозная. Намечаются к установке варочные котлы емкостью 320 м3.
137
со со со со ^
CO CO CO CO ^
со
CO
СМ СО СМ СМ СМ
ч
t-
о о о о о
о
о о о о о
о
О О О О О О СМ
—I CM CM СМ СМ СМ
о о о о о о
о о о о о о
о оооо о
со со со со со со
о
со
О
со
о ооо оо
о о о о
оо оо *Ф о
CD СО CD СО СО *Ф
„5S
00 СО "Ф ^Ф ^Ф 00
см см см eg см см
о оооо о
СО 00 Г - О СМ 0 0
—* СП ОО -ф СО —1
( ^ Г^, СО 00 О ОЭ
4
о
о
ч
о
t:
о о о о о о
о о о о о о
СО —< Г^ CM, *Ф О
СО
rt< ^СО
СОVb^
СО
i-'J ~ч|'
' J l 1Л
i j 4W
4
о о о о о
о о о о о
О0 00 О О О СМ
^ ~w CM CM CM CM
и
о
со
О
со
о
со
*ф
со
о
со
'Ф
со
Ю Ю ОО О О
см см см со со
о
о
со ^
*ф СЛ>
со со
о
ио
-ф
•ф
о
ю
-Ф
*ф
о
о о
оо —< о
О СО СО
*ф LO Ю
о
о
те оо
о о о о о
СМ СМ СМ СМ СМ СМ
^ф ^Ф СМ ^ф СО
СО СО СО СО СО
О
СО
~*
г~-
О
00
СЛ
г^
О О О 0 : 0
СО СО о 0 : - Ф
СО СО О I ^ - i O
^ф со со с о о о
о
о
СО
L'J
СО
о о о о
о
о о о о
о
-—< Г-^ СМ - ф О !
-NT
L'J
LLJ
Ч
*
l
^
*ф СО LO СО СО
О Q
[-- О
ОО -Ф
со со
О О
СМ ОО
СО —I
сп сп
й
оC NоO оI OоI O оO
2
К
g_
0OCOIONCO
СМ ^ Ф Ю СО 00
§
^1
I
о
о
ч
S
ч
о
ж
я)
о.
га
X
о
о
о
00
•е-
я
с
<и
ч
>>
ч
>>
о о о о о о
о о о о о о
CDCDOO О Ю
СО СО -sh ^ф *Ф *ф
к
ч
КС
о
о о
оо
оо
оо
оо
о
СО со О О О LO
СО СО ^ф ^Ф ^ф ГИ
.
ш
я
ю
см
S
Ц а
арочные к
I
ш
О О
О О
О О
LO LO
О О
О
О О
О
С О О СО
Ю СО со
.
ю
см
.4
5=
О О Ю О О О
СЭ-~ CJ ^P ZD О
~ " — —• — СМ
о о юо о о
*-< см см со
О
О
О
О Ю О О О
—< СМ ' Ф СО О
О Ю О О
О
^-" ^— —< —' —' СМ
CQCQCQP3CQCQ
1Х( p—i нм £ ч н и Рм
138
о оо оо
со о ю см о
«Ф
о
ооо о
со о to CN о
^-< см см со
*Ф
CQCQKQPQCQ
ь й Нм н^ч нм к м
Принимаем выход целлюлозы брутто из 1 м3 при уплотнении 25% 85 кг.
Оборот котла при освобождении его вымывкой составляет 14,5 ч. Рассчи­
тываем количество котлов
^ .
п =
,
Vy2A
где Q — количество неВеленой целлюлозы по варке, кг,
г — оборот котла, ч;
V — объем котла, м3;
у — выход целлюлозы брутто из 1 мг, кг.
Подставляем данные в формулу
441-1000-14,5
9,9 котлов.
320-85-24
Принимаем, что должно быть установлено 10 котлов. Определяем выход
целлюлозы с одной варки: 320 • 85=27 200 гсг = 27,2 т и количество варок
441
15,2.
в сутки
27,2
П р и м е р 51. Требуется выбрать насос по произво­
дительности и необходимому напору к циркуляционно-подогревательному устройству варочного котла емкостью
320 м3. Количество закачиваемой
в котел варочной кис­
лоты определено 240 ж3. Варочная кислота забирается на­
сосом внизу котла, прокачивается через подогреватель
и вводится в верх котла. Производительность насоса дол­
жна обеспечить четыре оборота кислоты в 1 ч.
К. установке принимаем насос производительностью
1000 м3/ч, обеспечивающий четырехкратный оборот кис­
лоты.
Для нашего случая напор насоса Я я а о (см. расчет
трубопроводов) должен преодолеть сопротивление, опре­
деляемое соотношением
^ н а с = Z "Г JLl ^ п о т Н
»
2g
где
Z — геометрическая высота;
2Яц ОТ2 — сумма потерь в трубопроводе и подогревателе;
v
„
/
Рис. 25. Осскоростной напор при/входе кислоты в котел.
новные
2£
/
конструктивные
Геометрическая высота, в нашем случае, будет равна
характеристиразнице между отметками ввода Жидкости в котел и воз­
варочных
можным самым низким уровнем
жидкости в котле после
ки
3
котлов
перепуска. Для котла 320 ж , имеющего высоту около 17 м,
эта разница отметок составляет обычно около 10 м. По­
тери в трубопроводе должны быть подсчитаны подобно
тому, как это делается для технологических трубопроводов. Обычно суммар­
ные потери в трубопроводе и подогревателе составляют потерю напора при­
мерно 10 м. Скоростным напором в виду незначительной величины в нашем
случае можно пренебречь. Таким образом, может быть выбран насос с на­
пором 20 м.
Как указано выше, в последнее время варочные котлы заме­
няются установками непрерывной варки. Технологические про­
цессы, которые ведутся на основе принципа непрерывности,
имеют ряд преимуществ: они наиболее удобны для автомати­
зации, применение которой позволяет сократить трудозатраты,
упростить управление и контроль за процессом, осуществлять
жесткие условия его неизменности и, следовательно, обеспечить
139
стабильность процесса и высокое качество получаемой про­
дукции.
В последнее десятилетие в целлюлозно-бумажном производ­
стве все большее количество технологических операций осуще­
ствляется непрерывно.
По разработке технологии непрерывного процесса варки
целлюлозы и при его аппаратурно-конструктивном оформлении
возникало много трудностей. Над решением этих проблем еще
до начала второй мировой войны работали в разных странах.
В Советском Союзе много сделал в этой области проф. Л. П. Жеребов, теоретически развивший идею непрерывной высоко­
температурной быстрой варки. Из зарубежных фирм наиболь­
ших результатов в разработке и аппаратурном оформлении
процесса непрерывной варки достигла фирма Камюр, упорно
работавшая в этом направлении с 1937 г. Первая промышлен­
ная установка системы Камюр была пущена в эксплуатацию
в 1950 г. С тех пор эта система непрерывно совершенствовалась.
В 1958 г. фирма Камюр внедрила метод холодной выдувки
массы с охлаждением ее перед выгрузкой из котла, в резуль­
тате чего механическая прочность волокна целлюлозы, полученi ной таким методом, достигла прочности волокна целлюлозы,
\ получаемой при периодической варке. В 1962 г. фирма внед­
р и л а новый метод промывки массы — противоточную горячую
1 диффузионную промывку в нижней части варочного котла, что
1 позволяет на одну-две ступени сократить последующую про­
мывку массы на вакуум-фильтрах.
В последнее время появилась установка непрерывной варки
Раума-Репола-Эско, показанная на рис. 26. По данным фирмыизготовителя, установка проверена на опыте, надежна в экс­
плуатации. Ниже приводится характеристика режима работы
данной установки.
Пусковое время установки от начала загрузки варочного
котла до начала выдувки составляет приблизительно 2,5 ч. Про­
паривается щепа в установке в две ступени, что гарантирует
удаление воздуха из щепы и быстрое поглощение варочного ще­
лока. Первая ступень пропарки проходит при температуре
120° С в горизонтальной пропарочной камере низкого давления,
расположенной над варочным котлом. Воздух из щепы вытес­
няется паром и удаляется через питатель низкого давления
в выхлопную трубу. Вторая ступень пропарки происходит в верх­
ней части варочного котла между вертикальным загрузочным
шнеком и зоной пропитки. Время пропарки незначительно, его
можно изменять от нескольких секунд до 2 мин, регулируя уро­
вень варочного щелока в котле. Горячая пропаренная щепа
очень быстро впитывает в себя более холодный варочный щелок.
Зона пропитки варочной щепы показана на рис. 26. Время
пропитки щепы равно приблизительно 20 мин. Смесь белого и
черного щелока подается непрерывно в верхнюю часть этой
140
^r~
Рис. 26. Установка непрерывной варки фирмы Раума-Репола-Эско:
I _ дозирующий шнек; 2 — ротационный питатель низкого давления; 3 — го­
ризонтальная пропарочная камера низкого давления; 4 — ротационный пи­
татель высокого давления; 5 — магистраль пара; 6 — вертикальный загрузоч­
ный шнек; 7 — трубы возврата циркуляционного щелока; 8 — самоочищаю­
щиеся сетки циркуляционного щелока; 9 — самоочищающиеся сетки черного
щелока; 10 — донный скребок; / / — выдувной вентиль; 12 — расширительный
•бак; 13 — бак хранения промежуточного черного щелока; 14 — насос белого
.щелока; 15 — циркуляционный насос варочного щелока; 16 — циркуляционный
насос черного щелока; 17 — насос охладительного щелока
зоны. В зоне пропитки варочный щелок не циркулирует, а только
перемещается вместе со щепой в зону варки.
Зона варки состоит из двух частей. Щелок циркулирует
в верхней части, в первой зоне варки. Циркуляционный щелок
отбирается из котла при варочной температуре через самоочи­
щающиеся сетки и возвращается в верхнюю часть котла. Щепа
и варочный щелок, продвигаясь из зоны пропитки в верхнюю
часть зоны варки, подогреваются до варочной температуры.
30-минутная варка в зоне циркуляции, достаточная для много­
кратного обмена циркуляционного щелока, гарантирует равно­
мерность провара массы. Во второй зоне варки, т. е. в нижней
части котла, щелок не циркулирует. В этой зоне варочный ще­
лок и щепа перемещаются вниз вместе. Общее время варки
колеблется от 45 до 90 мин в зависимости от требований к цел­
люлозе. Зона варки кончается у зоны охлаждения.
В зоне охлаждения используется черный щелок из расшири­
теля, отбираемый через нижние отсасывающие сетки, и черный
щелок, поступающий от промывки, при этом температура вы­
дуваемой массы понижается до 95° С. Охлаждающий щелок
подается через четыре сопла, расположенные на вращающемся
донном скребке, чем достигается равномерное охлаждение
массы и разбавление ее до требуемой концентрации. Произво­
дительность установки регулируется изменением количества
щепы, подаваемой в котел питательным шнеком измерителя
щепы.
Промывка в котле отсутствует, поэтому высота котла сокра­
щается. Высота варочного котла установки Камюр с диффузи­
онной промывкой производительностью 900 т в сутки достигает
примерно 70 ж, при диаметре котла около 6 м.
Первая в Советском Союзе установка системы Камюр вы­
пуска 1954 г. производительностью 100 т в сутки была закуп­
лена за рубежом и по проекту Гипробума установлена на Ма­
рийском целлюлозно-бумажном комбинате. Установка пущена
в эксплуатацию в 1958 г. В конце 1964 г. введена в действие на
Котласском ЦБК первая, а в середине 1965 г. вторая установка
непрерывной варки мощностью 430 т в сутки сульфатной цел­
люлозы с выходом 50—55%. С начала 1965 г. эксплуатируется
установка непрерывной варки Камюр мощностью 365 г в сутки
сульфатной целлюлозы с выходом 48% на Сегежском комби­
нате, где пущена уже также вторая такая установка.
На стадиях монтажа, освоения или эксплуатации находятся
варочные установки системы Камюр и на других комбинатах:
Архангельском — три установки производительностью по 300 т
в сутки сульфатной целлюлозы, в том числе две установки с вы­
ходом 53—54% для тарного картона и одна — для целлюлозы
с выходом 48—507о; Братском — две установки производитель542
ностью по 420 т в сутки сульфатной целлюлозы с выходом до
55% для тарного картона; Сыктывкарском—две установки
производительностью по 500 т в сутки сульфатной целлюлозы,
предназначенной для последующей отбелки, с выходом 47—50%
из хвойной и лиственной древесины; Соломбальском — две уста­
новки производительностью по 300 т в сутки каждая. Все пере­
численные установки системы Камюр не имеют диффузионной
промывки в нижней части котла.
В 1967 г. для дальнейшего расширения Архангельского, Кот­
ласского и Братского комбинатов закуплены установки непре­
рывной варки с диффузионной промывкой, отвечающие послед­
ним достижениям фирмы Камюр. Каждая из варочных устано­
вок рассчитана на обеспечение производственного потока
мощностью 250 тыс. т в год товарной сульфатной беленой цел­
люлозы. Одновременно для Братского комбината закуплена
установка системы Камюр, предназначенная для потока про­
изводства 200 тыс. т в год сульфатной вискозной целлюлозы
с паровым предгидролизом..
Считается, что впервые внедряемое на предприятиях СССР
производство вискозной целлюлозы методом непрерывной
варки имеет преимущество, заключающееся в следующем.
Максимальный объем варочных котлов периодической варки,
применяемых при производстве вискозной целлюлозы сульфат­
ным способом, составляет 200 м3. При современной мощности
производственных потоков, даже при использовании котлов
такой большой емкости, потребуется до 50 варок в сутки. Основ­
ное и главное требование, предъявляемое к вискозной целлю­
лозе— это ее однородность, достичь которую при варке в кот­
лах стремятся усреднением показателей при смешении целлю­
лозы, полученной от разных варок. При большом числе варок,
когда каждая варка в периодически действующих котлах, не­
смотря на самые современные методы автоматизации и конт­
роля процесса, все же имеет разные технические показатели
целлюлозы, достигнуть полной однородности качества волокон
смешением продукции разных варок очень трудно. При приме­
нении же аппаратов непрерывной варки, снабженных совре­
менными системами автоматизированного контроля и управле; ния процессом, может быть обеспечена наивысшая степень
однородности вискозной целлюлозы.
Возможность внедрения в производственный поток устано: вок непрерывной варки большой производительности открывает
реальную возможность организации непрерывного производст­
венного потока большой мощности с минимальным количеством
агрегатов для каждой технологической операции. Такой круп­
ный . поток может быть оснащен следующими современными
установками большой производительности. Один варочный ап­
парат непрерывного действия с диффузионной промывкой про­
изводительностью до 1000 т в сутки, дополнительная промывка
143
на одном-двух фильтрах или в диффузорах системы Камюр,
одна установка для непрерывной отбелки целлюлозы, одна
сушильная машина при обрезной» ширине полотна 6,4 м, одна
выпарная установка производительностью около 220 т испаряе­
мой воды в 1 ч, один содорегенерационный агрегат для сжига­
ния 1300 т в сутки абсолютно сухих веществ щелока, одна уста­
новка для каустизации щелока и известерегенерациониая печь.
Организация таких крупных производственных потоков, по­
строенных по одноагрегатному принципу, позволит снизить вес
и соответственно стоимость технологического оборудования,
уменьшить объем зданий для его установки, сократить количе­
ство обслуживающего персонала и эксплуатационные расходы.
Второе место в мире по распространению среди аппаратов
непрерывной варки занимают варочные многотрубные аппа­
раты системы Пандия. В этих аппаратах продолжительность
нахождения массы может быть сокращена до 10—25 мин при
рабочем давлении до 10 атм и температуре примерно 180°. Та­
кие условия варки ускоряют реакции распада инкрустирующих
веществ древесины.
Основным поставщиком установок системы Пандия является
американская фирма Блек-Клаусон, хотя подобного типа аппа­
раты поставляют и другие фирмы. В настоящее время в мире
действует свыше 250 установок Пандия и подобных ей^по кон­
струкции. Мощность таких установок не превышает 250 г
в сутки.
\\
В последние годы на отечественных целлюлозно-бумажных
предприятиях также установлены и пущены в эксплуатацию
многотрубные варочные агрегаты. На Астраханском целлюлоз­
но-картонном комбинате по проекту Мосгипробума установлены
и эксплуатируются пять установок системы Пандия, поставлен­
ные фирмой «Тампелла». Каждая
из установок
имеет
шесть варочных труб, через которые материал, подлежа­
щий варке, проходит последовательно. Два из пяти аппаратов
предназначены для варки тростника моносульфитным способом
с выходом целлюлозы 60%; проектная производительность каж­
дого аппарата 115 г в сутки. Три аппарата предназ­
начены для варки древесины сульфатным способом: два из
лиственной древесины с выходом 60% и один из хвойной с вы­
ходом 50%- Проектная производительность каждого аппарата,
работающего на древесине, 130 т в сутки. На Котласском
целлюлозно-бумажном комбинате установлены и работают два
шеститрубных варочных аппарата фирмы Хиточи-Зосен для
производства нейтрально-сульфитной полуцеллюлозы с выходом
75%. Их проектная производительность 175 г в сутки каждого.
На Балахнинской картонной фабрике установлен и действует
один четырехтрубный аппарат фирмы «Тампелла» для произ­
водства нейтрально-сульфитной полуцеллюлозы с выходом
75—85%. Проектная производительность 145 т в сутки. Сырье,
144
перерабатываемое аппаратом, содержит 40% березы и 60%
осины. На Жидачевском картонно-бумажном комбинате уста­
новлен один восьмитрубный аппарат, изготовленный фирмой
«Тампелла» производительностью 145 т в сутки полуцеллюлозы.
По проектам Укргипробума на Измаильском ЦКК и Херсон­
ском целлюлозном заводе установлены восьмитрубные вароч­
ные аппараты, поставленные фирмой Парсонс-Виттемор-Лиддон
для переработки тростника и древесины, производительностью
до 80 т в сутки. Для Майкопского целлюлозно-картонного ком­
бината той же фирмой поставлен шеститрубный аппарат для
переработки одубины. Проектная производительность аппа­
рата— 170 т в сутки полуцеллюлозы с выходом 60%.
Отечественные машиностроительные организации также раз­
рабатывают многотрубные аппараты нейтральной варки. Так,
небольшая многотрубная установка производительностью около
40 т в сутки отечественного производства установлена на Из­
маильском ЦКК. Более производительная восьмитрубная уста­
новка будет пущена в действие на Архангельском целлюлознобумажном комбинате.
Помимо упомянутых выше систем варочных аппаратов непре­
рывного действия, имеются также другие системы для получения
из древесины непрерывным способом волокнистой массы в виде
полуфабрикатов, имеющих свойства полуцеллюлозы или химиче­
ской древесной массы. Одной из разновидностей таких систем
являются три установки фирмы «Дефибратор», установленные
на Пермском бумажном комбинате. Общая мощность установок
350 т в сутки.
Из всего сказанного выше видно, что непрерывные варочные
аппараты все больше применяются при производстве полуфаб­
рикатов, заменяя варочные котлы.
ДЕФИБРЕРЫ
По особенностям конструкции различают дефибреры перио­
дического действия-—прессовые и магазинные и непрерывного
действия — винтовые, кольцевые и цепные.
Современные автоматизированные прессовые дефибреры типа
Грейт-Норзерн широко применяются на зарубежных предприя­
тиях; на наших предприятиях находятся в эксплуатации прессо­
вые дефибреры, в том числе и типа Грейт-Норзерн, но устарев­
шей конструкции. Магазинные дефибреры, распространенные
в США и Канаде, у нас применения не получили. Винтовые
дефибреры устарели и в настоящее время не устанавливаются.
Опыт эксплуатации действующих на наших предприятиях не­
скольких кольцевых дефибреров не подтверждает целесообраз­
ности их дальнейшего применения. Наиболее широко на наших
предприятиях применяются цепные дефибреры.
За последние два десятилетия в СССР установлены и пущены
в эксплуатацию несколько десятков цепных дефибреров фирмы
6
С. Г. Жудро
145
Фойт марки «2В Европа» при производительности каждого около
40 т в сутки древесной массы для газетной бумаги. К этим де­
фибрерам близки по технической характеристике дефибреры
двух типов, выпускаемые отечественной машиностроительной
промышленностью: дефибрер марки ДЦ-03 производительностью
до 40—45 г в сутки при диаметре камня 1800 мм, длине балан­
сов 1250 мм, числе оборотов камня 250 в минуту (каждый та­
кой дефибрер приводится электродвигателем
мощностью
2500 кет) и установка марки ДЦС-02, которая представляет со­
бой спаренные два дефибрера, приводимые от одного электро­
двигателя мощностью 5000 кет. Производительность каждого из
дефибреров, входящих в установку, диаметр и число оборотов
камня, а также длина балансов аналогичны дефибреру ДЦ-03.
Как известно, окружная скорость дефибрерного камня v оп­
ределяется соотношением
..,---\^
v=
м сек,
60
где d — диаметр камня, м;
п — число оборотов камня в минуту.
Для дефибреров ДЦ-03 и ДЦС-02 окружная скорость
3,14-1,8-250
г м
•и = —
= 0203 , 5
.
60
'сек
В настоящее время производительность новейших высоко­
производительных машин, вырабатывающих газетную бумагу,
достигает 560' т в сутки. С учетом резерва число одиночных де­
фибреров, необходимых для снабжения древесной массой одной
такой машины, должно быть больше 10, а при парной установке
машин — более 20. Из этих условий вытекает стремление и
необходимость сокращения количества дефибреров путем увели­
чения производительности каждого из них. Над решением этой
задачи работают машиностроительные фирмы разных стран.
Поиски приводят к увеличению окружной скорости дефибрер­
ного камня, совершенствованию поверхности истирания, увели­
чению длины перерабатываемых балансов с целью увеличения
площади истирания. Все эти решения связываются также с уве­
личением давления на поверхность истирания и, как следствие
всего этого, со значительным увеличением мощности приводных
электродвигателей.
По данным канадской фирмы Керинг—Ватероуз, она уже
изготавливает прессовые дефибреры для балансов длиной 1,5 м
при окружной скорости вращения камня 30—35 м/сек. Мощность
электродвигателя составляет 7500 кет, производительность де­
фибрера 120—135 т в сутки.
По данным Paper Trade J. (1968, № 20), одна из американ­
ских компаний на своем предприятии ввела в 1968 г. в эксплуа­
тацию пять новых дефибреров типа Грейт-Норзен с электродви­
гателями мощностью 7450 кет при скорости вращения камня
146
360 обIмин. Эти дефибреры имеют производительность более
125 г массы в сутки. Другая компания устанавливает четыре
новых дефибрера с электродвигателями такой же мощности при
скорости вращения камня 327 об/мин. Фирма, изготавливающая
дефибрерные камни, уже имеет модель камня, способного рабо­
тать от электродвигателя 7450 кет при скорости вращения до
400 об/мин.
В финском журнале «Paperi ja Puu» (1967, № 11) помещена
статья Дж. Перри «Высокопроизводительное дефибрирование».
Автор статьи сообщает, что одно из новых предприятий США
приобрело дефибреры с электродвигателями 10 000 л. с. В уста­
новку включены устройства, размещенные между электродвига­
телями и дефибрерами, для регулирования скорости вращения
камня, что дает возможность полностью использовать мощность
двигателя. Ожидается, что производительность каждого дефиб­
рера при дефибрировании южной сосны составит около 120 т
в сутки. На другом предприятии уже в течение года работают
дефибреры каждый с приводом от электродвигателя мощностью
8000 л. с. Окружная скорость камней этих дефибреров состав­
ляет 27 м/сек. Два предприятия в Европе успешно дефибрируют
древесину при окружной скорости камня 40 м/сек. По мнению
Дж. Перри, современный опыт работы показывает, что дефибри­
рование балансов длиной 2 и даже 2,5 м не вызовет особых
затруднений, и при таком условии производительность одного
дефибрера примерно 200 т в сутки практически возможна. При
этом окружные скорости дефибрерных камней 40 и 50 м/се*
в очень скором времени станут обычными.
Если предположения этого автора будут реализованы, то это
позволит упростить технологические схемы новых древесномассных заводов и сократить первоначальные и эксплуатационные
расходы.
Отечественными научно-исследовательскими и проектно-конструкторскими организациями в настоящее время проводятся
исследования и конструкторские поиски, направленные на созда­
ние отечественного дефибрера высокой производительности. Кон­
курирующим решением может явиться отказ от получения дре­
весной массы на дефибрерах путем замены ее древесной массой,
изготовляемой из щепы на дисковых рафинерах большой мощ­
ности. Этот способ позволяет широко использовать немерную
древесину и щепу из отходов лесопиления. Однако удельный
расход электроэнергии в последнем случае, судя по опублико­
ванным данным, превышает расход электроэнергии при дефиб­
рировании примерно на 20%.
Проверенные в производственных условиях установки для
выработки древесной массы из щепы на отечественных пред­
приятиях пока отсутствуют, вследствие чего проектные решения
могут основываться пока только на данных иностранных фирм,
предлагающих такое оборудование.
6*
147
На рис. 27 показана принципиальная схема установки, пред­
лагаемой шведской фирмой «Дефибратор» для термомеханиче­
ского способа получения массы рафинированием под давле­
нием. По данным фирмы, этот способ дает возможность рафи­
нировать щепу с минимальным повреждением волокон и получать
из хвойной и лиственной древесины древесную массу, пригод­
ную для введения в композицию некоторых видов бумаги.
Щепа через приемный бункер поступает в подогреватель, где
пропаривается при повышенной температуре и давлени-и. Из
Рис. 27. Установка фирмы «Дефибратор» для приготовления древесной
массы из щепы:
1— бункер
для
щепы;
2—подогреватель;
3 — дефибратор;
5 — рафинеры
4—выдувной
циклон;
подогревателя щепа подается в аппарат — дефибратор, в кото­
ром она размалывается при том же давлении, что и в подогре­
вателе. После дефибратора масса выдувается в циклон, из ко­
торого направляется на двухступенчатый размол на рафинерах.
В настоящее время применяются также и другие способы
получения химической древесной массы из щепы, разработанные
различными фирмами. Некоторые из них используют небольшое
количество химикатов при холодном размоле щепы, другие при­
меняют термохимические воздействия на щепу.
БУМАГОДЕЛАТЕЛЬНЫЕ, КАРТОНОДЕЛАТЕЛЬНЫЕ
И СУШИЛЬНЫЕ МАШИНЫ
Основные параметры плоскосеточных бумагоделательных и
картоноделательных машин — ширина полотна бумаги или кар­
тона, вырабатываемого на машине, и скорость машины. По ходу
148
машины ширина полотна изменяется, как это видно на рис. 28.
Соотношение, связывающее ширину сетки машины с шириной
бумаги или картона, имеет следующий вид:
Я,=
(В ч .
0
+ а) 100
100 - у
Во100
100- у
- 2Ь + 2с + 2d + / мм, или
вс =
2 (6 4- с + d) 4- / мм,
fic— ширина сетки, мм;
Вч.о — чистообрезная ширина полотна бумаги или картона
после продольно-резательного станка, мм;
В0 — ширина полотна на накате, равная Вч, 0 + а, мм;
а— суммарная ширина обрезков полотна на продольнорезательном станке, мм, равная примерно 40—50 мм;
У- усадка полотна на машине, % (для бумаги с боль­
шим содержанием древесной массы г/=1,5ч-3,0; для
бумаги из 100% целлюлозы 2/= 3,04-3,5; для тонкой
бумаги из жирной массы у = 8,0ч-13,0);
Ь — ширина отсечки на сетке, мм (6 = 25-^50 мм);
с — ширина декельной линейки (с = 5ч-10 мм) или де•'
кельного ремня (с = 304-50 мм), мм;
•?
d — ширина свободной кромки за декельными устройст­
вами, мм (d — 20-^50 мм);
fr
/ — разбег сетки, мм.
Например, для бумагоделательной машины Б-41, вырабаты­
вающей бумагу для глубокой печати № 1, ширина сетки будет
иметь следующее численное
выражение:
где
В„
4200 + 50
100 — 7
100 + 2-35 +
+ 2 - 1 0 + 2 - 1 5 + 20 = 4710 мм.
t
Наиболее стабильной вели­
чиной является чистообрезная
ширина бумажного полотна,
•i
у_
которая и принята в качестве
э
2
го
одного из основных парамет­
i К . а.
ров бумагоделательных и кар2
тоноделательных машин.
Второй
основной
пара­ Рис. 28. Изменение ширины бумаж­
метр— скорость машины так­ ного или картонного полотна по ходу
машины
же имеет несколько видов.
Прежде всего, различные сек­
ции машины работают с различной скоростью. Различают также
скорости — рабочую, среднюю, максимальную, расчетную, про­
ектную, конструктивную, по приводу. В качестве второго основ­
ного параметра машины принимается максимальная рабочая
149
скорость, с которой машина может устойчиво вырабатывать по­
лотно бумаги или картона в течение длительного времени. Прак­
тически— это линейная скорость выхода полотна бумаги или
картона на накат машины.
*
Оба указанных выше параметра машины являются главными
факторами, определяющими производительность брутто <2бР бу­
магоделательной машины.
Qб р = ЬЕ№.
1000
=
0,06Bovq, кг/ч,
где
В0— ширина полотна бумаги или картона на накате, м\
как указано выше, Ва = Вч. о + а;
v — максимальная рабочая скорость, м/мин;
q — вес 1 м2 вырабатываемой бумаги, г;
60 — множитель для перевода минутной скорости в ча­
совую;
1000 — множитель перевода веса, выраженного в граммах,
в килограммы.
Указанна» формула определяет теоретическую часовую вы­
работку машины на накате брутто. Для определения фактиче­
ской производительности машины товарной продукции в сутки,
или, иначе говоря, выработки нетто QHT, В формулу вводят три
коэффициента:
Ki — коэффициент, учитывающий число часов фактической
работы в сутки;
Кг — коэффициент, учитывающий холостой ход машины;
Кз — коэффициент, учитывающий выход нетто товарной про­
дукции из брутто всей машинной продукции (учет брака в от­
делке).
Таким образом, формула производительности машины при­
мет следующий вид:
QHT = 0,065oVqKiK^Kz кг/сутки.
Этой формулой пользуются при всех практических расчетах.
Для ориентировочного определения производительности бу­
магоделательной машины при заданной скорости и ширине по­
лотна и весе 1 м2 бумаги можно пользоваться номограммой,
рекомендованной фирмой «Вяртсиля», изображенной на рис. 29.
Так, например, при скорости 420 м/мин, ширине полотна 4000 мм
и весе 1 м2 бумаги 80 г проводим соединительную прямую между
соответствующими отметками скорости и веса 1 м2 бумаги, пере­
секающуюся на линии пересечения. Производительность машины
ориентировочно определяется 200 г за 24 ч соединением прямой
от места этого пересечения до соответствующей точки ширины
машины и продления ее до линии производительности. Если за­
даны три других параметра, четвертый может быть определен
аналогичным способом.
150
Производи­
тельность,
т/24ч
Вес /« 2
бумагиt
г/мг
Пиний
пересечения
Скорость
машиныt
м/мин
Ширина
полотна.
мм
-5
•10
20
Y-25
4/7
Но'
•75
•100
-то
^200
-250
-300
-ш
-500
-600
-700
-BOO
-900
-1000
Рис. 29. Номограмма соотношений основных параметров бумагоде­
лательной машины
В некоторых случаях пользуются понятием «коэффициент
полезного действия» машины, при этом если, например, коли­
чество недовыработанной продукции ориентировочно принять
10—12%, то к. п. д. машины составит соответственно 0,9—0,88.
Для производства различных видов бумаги и картона при­
меняются бумагоделательные и картоноделательные машины
с различными параметрами. Однако для избежания большого
количества типоразмеров, затрудняющих организацию произ­
водства машин, их параметры стремятся унифицировать.
В настоящее время отечественное бумагоделательное маши­
ностроение ориентировано на производство бумагоделательных
машин со следующей чистообрезной шириной бумажного по­
лотна: 1680; 2520; 4200; 6300; 6720 мм. Для картоноделательных машин небольшой производительности принимается ши­
рина 2100 мм, а при большей производительности 4200 и
6300 мм. Все эти размеры, за исключением 2100 и 6300 мм, яв­
ляются кратными 840 мм, т. е. ширине рулона бумаги, условно
принятой за основную. Ширина 6300 мм была принята как пре­
вышающая в 1,5 раза ширину 4200 мм и в 3 раза 2100 мм. Не­
обходимо отметить, что развитие техники машиностроения и тех­
нологии производства бумаги и картона диктуют необходимость
дальнейшего совершенствования принятых в настоящее время
величин ширины бумаги. Так, например, ширина 6720 мм, при­
нятая для машин, производящих газетную бумагу, уже недо­
статочна. Эта ширина была определена с учетом наиболее рас­
пространенных форматов газетной бумаги — 840 и 1680 мм
(6720 = 840-8, или 1680-4). С учетом этих же форматов боль­
шая чистообрезная ширина бумажного полотна может быть рав­
ной 8400 мм (8400 = 840- 10, или 1680-5), а при дальнейшем уве­
личении—10080 мм (10080 = 40-12, или 1680-6). Для картоноделательных машин также перспективной является ширина
8400 мм.
Экономическая целесообразность увеличения ширины машин
для выработки газетной бумаги в настоящее время изучается.
Можно ожидать, что в ближайшие годы появятся машины для
производства печатной бумаги производительностью около
150 000—200 000 т в год и выше.
В докладе директора фирмы КМВ на конференции инжене­
ров шведской целлюлозно-бумажной промышленности (1968 г.)
было сообщено, что уже некоторые предприятия ведут проекти­
рование таких машин. Президент американской фирмы «Белойт»
в журнале «Sauth. Pulp and Paper», № 11 за 1967 г. сообщил,
что к 1975 г. рабочая скорость бумагоделательных машин, вы­
рабатывающих газетную бумагу достигнет 1200 м/мин, а ширина
сетки—12 м. Для нашей отечественной промышленности наряду
с внедрением широких быстроходных машин выявляется также
необходимость изготовления бумагоделательных машин с чисто­
обрезной шириной бумажного полотна 3360 мм (3360 = 840-4)
152
и др. Такая\ширина машины требуется для выработки некоторых
видов бумаги, для производства которых машины шириной
2520 мм малыша 4200 мм велики. Так, например, в настоящее
время машина шириной 3600 мм применяется для выработки
основы фотоподложки.
Учитывая, что увеличение конструктивной скорости услож­
няет, а следовательно, и удорожает машину, она для каждого
типа машины определяется технологическими условиями и эконо­
мическими соображениями. Рабочая скорость бумагоделатель­
ных машин, вырабатывающих тонкие бумаги (например, кон­
денсаторную), равна примерно 100 м/мин; скорость самых
быстроходных машин, вырабатывающих газетную бумагу, при­
ближается к 1000 м/мин. Алигнин (целлюлозная вата) и некото­
рые виды санитарно-гигиенической бумаги вырабатываются на
машинах, скорость которых превышает 1000 м/мин. Скорость
самых быстроходных плоскосеточных картоноделательных ма­
шин не превышает 500 м/мин, круглосеточных обычно не выше
180—200 м/мин.
Практически диапазон рабочей скорости каждой машины ле­
жит в границах, определяемых пределом устойчивого регулиро­
вания привода машины. Стремятся, чтобы пределы регулиро­
вания, т. е. соотношение между максимальной и минимальной
скоростью, не превышало 1 :4. Расширение пределов регулиро­
вания технически возможно, однако вызывает удорожание и по­
тому применяется ограниченно.
Основные типы плоскосеточных бумагоделательных и кар­
тоноделательных машин, выпускаемых отечественным машино­
строением, приведены в табл. 26. Помимо приведенных
в табл. 26 машин, возможен выпуск и других видов, но с соот­
ветствующей проектно-конструктивной разработкой. Обычно при
разработке нового типа машины широко пользуются уже освоен­
ными на других машинах узлами, секциями и частями.
Каждая из указанных в табл. 26 бумагоделательных и карто­
ноделательных машин, помимо производства основного ассор­
тимента, может быть использована также для производства дру­
гих, близких по своим свойствам видов бумаги. Для опреде­
ления такой возможности проектировщик-технолог при выборе
машины должен тщательно рассмотреть техническую характери­
стику и конструктивные особенности машины и сопоставить их
с технологическими условиями производства проектируемого
вида бумаги или картона. В частности, обычными являются по­
верочные технологические расчеты отдельных частей машины,
примеры которых приведены ниже.
К таким расчетам относятся определение удельного съема
бумаги с 1 м2 сеточного стола и среднего съема воды с 1 м2
полезной сушильной поверхности, проверка устойчивой работы
машины в заданных пределах регулирования ее скорости
и др.
153
Технические характеристики плоскосеточных
Макси­
мальная
произво­
дитель­
ность,
т/сутки
Длина
сеточного
стола,
мм
Чистооб­
резная
ширина,
мм
Рабочая
скорость,
м/мин
Б-12
1680
15—75
Б-15
6720
БП-18м
2520
6-21
4200
200—500 Обойная
Б-25
4200
250—500 Основа для парафинирования
Б-26
4200
80—275 Писчая и печатная № 1
Б-28
4200
Б-34
2520
75—250 Папиросная
Б-37А
2520
30—100 Конденсаторная
Б-39
2520
110—250 Основа для пергамента
40
12 000
Б-41
4200
193—330 Для глубокой печати
125
17 000
Б-44
4200
80
4X13 000
Б-45
6300
300—550 Мешочная
320
19 000
4200
200—400 Тарный картон
500
20 000
Марка
К-07
154
Основной вид
бумаги или картона
Конденсаторная
400—760 Газетная
80—380 Писчая и печатная
250—750 Мешочная
80-240
Кабельная многослой­
ная
1,08
330
62,5
165
56,0
10 300
19 000
13 200
18 000
15 000
115
17 000
300
19 000
15
15 000
3,0
13 500
Т а б л и'ц а 26
бумагоделательных и картоиоделательных машин
Число
прессов
отсасы­
вающих
обычных
Число
Наличие
цилинд­
цилинд­
ров бума- ров холо­
госушиль- дильных
ных
лощиль­
сукносуных
шильных
Число
валов
каландра
2
2
7
2
6
3
60
14
_L
3
40
2
1
10
.
2
1
3
56
14
20
8
2
3
1
3
48
12
66
2
1
1
—
18
1
2
1
2
21
14
12
6
2
3
1
31
8
51
10
1
42
3
14
2
63
1
19
3
73
1
20
1
1
1
2
1
2
2
1
2
Длина,
мм
Вес,
т
Примечание
32 400
137
Последний
пресс •— горячий
2X6
115 350
3100
Есть полусырой
каландр
8
69 667
732
Вес с электро­
приводами
8
93 250
1260
6
62 300
909
8
89 550
1250
8
113 000
2000
—
50 473
460
—
46 000
342
4
56 002
452
8
92 600
1500
Есть
8
133 130
1800
Машина четырехсеточная
6
117 850
3000
Есть
2X8
151 150
2375
Есть полусырой
и клеильный
прессы
Есть
клеильный
пресс
Последний
пресс — горячий
клеильный
пресс
клеильный
пресс
155
Марка
Чистооб­
резная
ширина,
мм
Рабочая
скорость,
MJMUH
Основной вид бумаги :
или картона
Макси­
мальная
произво­
дитель­
ность,
т/сутки
Длина
сеточного
стола,
мм
К-09
6300
220—440 Основа для гофриро­
вания
500
22 000
к-ю
6300
260—485 Тарный картон
850
22 000
К-15
4200
200—400 Основа для гофриро­
вания
320
19 000
Полученные результаты полезно сопоставить с соответствую­
щими лучшими показателями, уже достигнутыми при эксплуата­
ции современных машин.
К бумагоделательным машинам, отвечающим современному
техническому уровню и уже освоенным на наших действующих
предприятиях, относятся машины отечественного изготовления
шириной 2520 мм для выработки конденсаторной бумаги, им­
портные машины шириной 6300 мм для производства мешочной
бумаги, машины шириной 6720 мм для производства газетной
бумаги и др. Опыт эксплуатации таких машин наряду с инфор­
мацией о новых конструктивных достижениях и усовершенство­
ваниях в отдельных узлах машин служит надежным критерием
для проверки соответствия выбираемого оборудования современ­
ному уровню техники.
Помимо длинносеточных картоноделательных машин, указан­
ных в табл. 26, отечественной промышленностью выпускаются
также круглосеточные машины. Так, например, на Измаильском
и Ингурском комбинатах установлены картоноделательные ма­
шины марки К-12 с обрезной шириной 2100 мм для выработки
картона и бумаги из макулатуры. Формующая часть машины
К-12 состоит из восьми сеточных цилиндров, отсасывающего по­
воротного вала, четырех предварительных прессов и отсасываю­
щего гауч-пресса. Прессовая часть имеет три пресса: два пер­
вых пресса отсасывающие и третий — сглаживающий. Сушильная
часть имеет 58 картоносушильных, 8 сукносушильных и 2 холо­
дильных цилиндра. За сушильной частью расположены два
восьмивальных каландра. Привод с пределом устойчивого регу­
лирования скорости 1:5 при максимальной скорости по при­
воду 200 м/мин. Длина машины около ПО м, вес без электро­
привода около 1000 т. Производительность при выработке бу156
Продолжение
Число
прессов
отсасы­
вающих
обычных
3
3
1
3
Число
Наличие
цилинд­
цилинд­
ров бума- ров холо­
госушиль- дильных
ных
лощиль­
сукносуных
шильных
78
14
99
16
2
78
20
2
2
Число
валов
каландра
Длина,
мм
Вес,
т
2
131 600
2760
2X8
167 000
3826
2
116 250
1770
Примечание
Есть полусырой
и клеильный
прессы
маги весом 120 г/м2— 2900 кг/ч, а при выработке картона ве­
сом 200—600 г/м2 — 3870 кг/ч.
Для выработки переплетного, коробочного и других массо­
вых видов картона весом от 300 до 700 г/м2, в том числе кар­
тона из тростниковой полуцеллюлозы, отечественной машино­
строительной промышленностью освоен выпуск круглосеточной
картоноделательной машины марки К-06А. Эта машина имеет
формующую часть из восьми сеточных цилиндров, четыре пред­
варительных пресса, в том числе — два отсасывающих, отсасы­
вающий гауч-пресс и поворотный отсасывающий вал. Прессовая
часть состоит из четырех прессов, из них три отсасывающих
обычных и один сглаживающий. Сушильная часть имеет пред­
варительную, основную и досушивающие части. В предваритель­
ной сушильной части шесть картоносушильных и один сукносушильный цилиндр; в основной — 71 картоносушильныи, десять
сукносушильных и два холодильных цилиндра; досушивающая
часть расположена между двумя восьмивальными каландрами
и содержит три картоносушильных цилиндра. В сушильной части
установлен клеильный пресс.
Производительность машины 150—225 т/сутки; чистообрез­
ная ширина картона 4200 мм; скорость по приводу 50—
150 м/мин. Привод — многодвигательный с пределом устойчивого
регулирования скорости 1 : 3. Длина машины от оси поворотного
вала до оси цилиндра наката 141 905 мм.
Самые высокопроизводительные картоноделательные машины
для выработки тарного картона, поставленные иностранными
фирмами, установлены на Архангельском, Братском и Краснояр­
ском комбинатах. Их проектная производительность 800 т/сутки
каждой. В последние годы появились новые оригинальные кон­
струкции картоноделательных машин, некоторые из них будут
•
157
S
^
«
о
g
§
о.
§
л
§.
•§•
g"
Ц
*
с
на
а
|
я
°°
|
g
5
о
g
«"
g
и
я
3
ш
с
s
R
§
g
б
^
"
s
04
установлены на наших предприя­
тиях. Так, например, на Клайпедском комбинате будет установлена машина типа Инверформ фирмы «Вомслей» для выработки хромового картона, хром-эрзац и
картона для упаковки пищевых
продуктов. Обрезная ширина машины 4 200 мм, скорость по приво­
ду 76—380 м/мин, производительность 175—200 т/сутки. Полотно
на этой машине формуется между
нижней и четырьмя верхними сетками. Для каждой сетки имеется
свое напускное устройство. Масса
обезвоживается в двух направлениях — через верхнюю и нижнюю
сетку. Верхние сетки оборудова­
ны сливными шаберами, перевернутыми отсасывающими ящиками,
отсасывающими шаберами и другими устройствами для отвода
воды. Схема сеточной и прессовой частей машины показана на
рис. 30. Для производства
картона
хром-эрзац и пачечной двухслойной бумаги на Сясьском комбинате будет установлена комбинированная картоноделательная ма­
шина фирмы «Тампелла». Формующая часть этой машины (рис.
31) состоит из двух плоских се­
точных столов и круглосеточной
части с пятью вакуум-формующими цилиндрами. Обрезная ширина полотна 4 200 мм, скорость по
приводу 60—350 м/мин, производительность 260 т/сутки.
За рубежом разными фирмами в различных странах ведутся
интенсивные поисковые работы
по созданию новых конструкций
для формования бумажного и
картонного полотна. К таким новым конструкциям, в частности,
относятся: Твинверформ (Анг­
лия), Папирформер (Канада),
Рис. 31. Сеточная и прессовая части комбинированной картоноделательной машины для производства картона хромэрзац:
/ — круглосеточная часть;
2 — верхний сеточный
стол; 3 — нижний сеточный стол; i — прессовая часть; 5 — транспортные сукна
1
ВертифЪрм (США), Периформер (Швеция), Ультраформер
(Япония), бумагоделательный автомат (ФРГ). Все эти конст­
рукции пока опытные и имеют ограниченное применение.
Производительность современных сушильных машин дости­
гает 750 г целлюлозы в сутки. Для Архангельского, Котласского
и Братского комбинатов фирма Раума-Репола поставляет су­
шильные машины, имеющие обрезную ширину 6400 мм, скорость
по приводу 50—150 м/мин, производительность до 725 г в сутки
товарной целлюлозы, предназначенной для выработки бумаги.
Эти сушильные машины имеют многоярусную цилиндровую су­
шильную часть (рис. 32).
Шведская фирма Флектфабрикен давно поставляет сушиль­
ные машины, у которых цилиндровая сушильная часть заменена
сушильным шкафом. До 1956 г. применялась конструкция, по
которой полотно целлюлозы через сушильный шкаф двигалось
по роликам, которые приводились в движение от расположенных
с боку трансмиссионных цепей. После 1956 г. фирма выпустила
около 80 сушильных машин, у которых целлюлозное полотно
«плывет» в потоке горячего сушильного воздуха между распо­
ложенными на обоих концах сушильного шкафа поворотными
роликами. Преимущество такой конструкции состоит в сниже­
нии необходимого натяжения полотна, что, в частности, имеет
значение для видов целлюлозы, обладающих пониженной проч­
ностью на растяжение, например целлюлозы из лиственной
древесины.
В настоящее время фирма предлагает применить разрабо­
танный ею способ сушки полотна с поддержанием его на
воздушной подушке на бумагоделательных машинах, предназна­
ченных для тех видов бумаги, которые должны иметь повышен­
ную прочность на растяжение и сопротивление разрыву, напри­
мер мешочной. Свое предложение фирма обосновывает преиму­
ществом сушки бумажного полотна в свободном состоянии, без
натяжения. При сушке на цилиндровых сушильных машинах
полотно передается с натяжением, прилипает к металлическим
поверхностям цилиндров и, кроме того, фиксируется сушильными
сукнами, вследствие чего усадка полотна может происходить
только в промежутках между цилиндрами. Это противодействует
стремлению бумажного полотна сокращаться как в продольном,
так и в поперечном направлении, что вызывает понижение сопро­
тивления на растяжение и разрывного усилия. Фирма предлагает
встраивать сушильный шкаф ее конструкции в обычную цилинд­
ровую сушильную часть в том месте, где бумага сушится в диа­
пазоне от 50 до 85% сухого вещества. В этом диапазоне сухости
происходит примерно 80% усадки полотна. Верхний предел
выбран с учетом того, что при 85% сухого вещества в полотне
остается достаточно влаги, чтобы шероховатая поверхность по­
лотна могла выровняться в расположенной за сушильным шка­
фом цилиндровой сушильной частью с сушильным сукном. На
160
Рис. 32. Сеточная, прессовая и сушильные части сушильной машины для беленой целлюлозы:
1 — сеточная
часть;
2 — первый
пресс; 3 — второй пресс; 4 — третий пресс; 5 — подогревательные
7 — холодильный цилиндр
цилиндры;
6 — сушильная
часть;
рис. 33 показана схема расположения сушильного шкафа в су­
шильной части бумагоделательной машины.
Фирма предлагает также вариант использования сушильного
шкафа для усиления сушильной части действующей бумагодела­
тельной машины. В этом случае сушильный шкаф должен быть
Рис. 33. Расположение сушильного шкафа в сушильной машине:
'/— предварительная
цилиндровая часть; 2 — сушильный шкаф; 3 — дополнительная
цилиндровая часть
<3=
fl.l"
п
^ •
.1
н1
•
LBп
11
II
1
1
1
II
• •
W
||
и
•
1"
|В|
11 г
U
iin
Рис. 34. Расположение сушильного шкафа при реконструкции действующей
машины
расположен в I этаже (рис. 34). Для высвобождения места су­
шильные сукна должны быть заменены современными сушиль­
ными сетками, а сукносушители, расположенные в I этаже, де­
монтированы. Для этого варианта фирма рекомендует исполь­
зовать шкаф для сушки в диапазоне 72—85% сухого вещества.
На рис. 34 над сушильным шкафом изображен конвейер для
бумажного брака, обслуживающий расположенную над ним
цилиндровую сушильную часть. Предложения фирмы Флектфабрикен представляют несомненный интерес, однако це162
лесообразность предлагаемых решений может быть определена
только на основе эксплуатационного опыта.
Отечественное машиностроение имеет опыт изготовления су­
шильных машин с цилиндровой сушильной частью. Новые об­
разцы таких машин, отвечающих современным технологическим
требованиям, подлежат проектированию. Ниже приведены при­
меры расчетов.
П р и м е р 52. В ы б о р у з л о л о в и т е л я з а к р ы т о г о т и п а . Сог­
ласно балансу воды и волокна на очистку подается 8361 м3/ч массы с кон­
центрацией 0,5—0,8%.
Сколько потребуется установить узлоловителей закрытого типа УЗ-13?
Узлоловитель имеет следующую техническую характеристику:
Производительность, т/сутки
(воздушносухого
вещества)
150—200
Производительность гидравлическая, л/мин . . . .
22 500
Концентрация поступающей массы, %
0,5—0,8
Количество отходов, %
до 4,5
Концентрация отходов, %
0,6—1,6
Максимальное давление, кас/см?
5
Потери давления в узлоловителе, атм
0,4—0,5
Диаметр отверстий, мм
1,3—2,4
Привод через клиноременную передачу от электро­
двигателя А02-72-6:
мощность, кет
22
обороты в минуту
960
Количество требующихся узлоловителей определится из соотношения
8361-1000
60-22 500 ~ ' '
С учетом резерва принимается к установке семь узлоловителей с ситами,
имеющими отверстия диаметром 2 мм.
П р и м е р 53. Бумагоделательные машины с чистообрезной шириной
£ ч . о =4200 мм вырабатывают 50 т/сути оберточной бумаги весом 20 и 60 г.
Необходимо определить пределы устойчивого регулирования скорости
машины.
Средняя часовая производительность машины брутто при работе 23 ч
в сутки равна
50 000
^
= ^ ^ _
=
= ^
р
23^аК*
23 0,975-0,98
где К\ — коэффициент, учитывающий холостой ход и брак на машине, по
нормам технологического проектирования для оберточной бумаги
равный 0,975 (потери 3,5%);
Кг— коэффициент, учитывающий брак в отделочном цехе, по тем же нор­
мам равный 0,98 (потери 2,0%).
При ширине обрезаемых на продольно-резательном станке кромок по
25 мм на сторону ширина бумаги на накате составит 4250 мм.
Рабочие скорости:
при выработке бумаги весом 1 м2 20 г
Сбр
2280
._„ .
Vmnx —
-^
=
= 450 м/мин;
0,06В-20
0,06-4,25-20
при выработке бумаги весом 1 ж2 60 г
2280
vmnr =
= 150 м/мин.
0,06-4,25-60
163
Чтобы обеспечить устойчивую работу, пределы устойчивой скорости по
приводу принимают 125—500, а пределы регулирования 1:4.
П р и м е р 54. На бумагоделательной машине, приведенной в предыду­
щем примере, сеточный стол имеет длину L = 13 ж. При выработке бумаги,
композиция которой 50% лиственной и 50% хвойной целлюлозы, съем бумаги
с 1 ж2 сеточного стола не должен превышать 50 кг/ч.
Необходимо проверить, удовлетворяют ли этим условиям размеры сеточ­
ного стола.
Условная площадь сеточного стола ^ = В 0 ^ = 4,25 • 13.
Удельный съем бумаги с 1 ж2 площади стола в 1 ч составит
"Кс = 3*L
B0L
= „22^_
4,25-13
=
41,5 кг/ч, т. е.
размер сеточного стола отвечает необходимым условиям.
П р и м е р 55. На самосъемочной машине, вырабатывающей 2280 кг
брутто бумаги в 1 ч, установлен большой сушильный цилиндр диаметром
Д=4250 мм. Ширина бумажного полотна перед большим цилиндром
Bi = 4250 мм.
Необходимо определить средний съем воды с 1 ж2 полезной сушильной
поверхности, если сухость бумажного полотна перед большим цилиндром
Ги = 40%, а конечная сухость Г к = 92%.
Количество влаги, удаляемое на большом цилиндре,
w = -ZJLZLZJLQ 6
Т»
=
_?2^-4о_ 2280 =
2970
кф
40
Принимая, что угол охвата бумажным полотном большого цилиндра
а = 270°, определяем, что полезная поверхность большого цилиндра составит
F
=те£)
— В
360
1 =
3,14-4,25 - ^ - 4 , 2 5 = 42,5 ж2.
360
Средний объем воды с 1 ж2 полезной поверхности большого цилиндра
W
2970
_.
,
Ав =
=
= 70 кг/ч.
/Ч
42,5
При применении пара давлением
до 8 ати и установке колпака скорост­
2
ной сушки съем воды с 1 ж полезной поверхности большого цилиндра можно
допускать до 80 кг/ч, т. е. данная самосъемная машина отвечает требованиям
необходимой производительности.
ОБОРУДОВАНИЕ ДЛЯ ПРОМЫВКИ И СГУЩЕНИЯ
Для промывки массы после варки и между ступенями много­
ступенчатых отбельных установок, а также для промывки извест­
кового шлама перед направлением его в известерегенеранион­
ную печь широко применяют барабанные фильтры различной
конструкции.
Для удовлетворения потребности в барабанных фильтрах
всех отраслей промышленности отечественные машиностроитель­
ные заводы выпускают для разных условий фильтры различных
типов и назначений.
В целлюлозно-бумажной промышленности применяются сле­
дующие барабанные фильтры, выпускаемые отечественными за­
водами: вакуум-фильтры барабанные с барометрическими тру164
бами марок БОУ5-1.75; БОУЮ-2,6; ВОУ20-2,6 —для промывки
известкового шлама; низковакуумные барабанные вакуум-филь­
тры марок БгВК20-2,6; БгВК40-3,4; БгВК60-3,4; БгВУ40-3,4, при­
меняемые для промывки массы между ступенями отбельных
установок.
., ~
Марки каждого из фильтров составляют на основе унифици­
рованной системы, согласно которой они расшифровываются
следующим образом: первая буква Б —указывает на тип филь­
тра— барабанный; добавление к букве Б строчной буквы г ука­
зывает на способ создания давления гидростатическим напором;
вторая заглавная буква-характеризует назначение фильтра, так,
например, буква О указывает на общее назначение, буква В на
применимость фильтра для суспензий, содержащих волокнистые
вещества. Следующая заглавная буква в марке характеризует
материал основных конструктивных элементов фильтра, напри­
мер буква У — соответствует углеродистой стали и чугуну,
буква К указывает на изготовление основных элементов из коррозионностойкой стали. Первое число в марке определяет по­
верхность фильтра в квадратных метрах, число в марке после
дефиса указывает на диаметр барабана в метрах.
При выборе фильтра следует учитывать, что при промывке
сульфитной целлюлозы, как правило, требуются фильтры, имею­
щие в марке букву К, т. е. коррозионностойкие. При промывке
сульфатной целлюлозы могут применяться фильтры, имеющие
в марке букву У. Однако в случаях, когда требуется получение
наиболее чистой целлюлозы, в частности не содержащей приме­
сей железа, следует применять фильтры коррозионностойкие по
материалу.
Помимо указанных выше, на целлюлозно-бумажных пред­
приятиях используют также высоковакуумные барабанные филь­
тры с барометрическими трубами отечественного изготовления,
имеющие следующие марки: БВК20-2,6; БВК40-3,4; БВК60-3,4;
БВК70-3,75; БВУ85--3.75.
Из сочетания отдельных барабанных вакуум-фильтров кон­
струируются комплектные промывные установки.
В табл. 27 приведены характеристики промывных установок,
выпускаемых отечественной промышленностью для промывки
целлюлозы после ее варки.
Возможности изготовления фильтров большой рабочей по­
верхности в настоящее время возросли настолько, что иностран­
ные фирмы гарантируют поставку промывных установок произ­
водительностью 900 т промытой целлюлозы в сутки. В ближай­
шие годы подобные установки будут введены в эксплуатацию
на Архангельском, Котласском и Братском комбинатах.
При любом способе варки целлюлозы с применением хими­
катов получают целлюлозу и щелок, содержащий эти химикаты
и различные соединения их с растворившимися органическими
веществами древесины. Промывка после варки имеет цель
165
Т а б л и ц а 27
Комплектные промывные установки
Наименование
Марка
Основной кон­
структивный
материал
Вес,
т
Установка промывная трехступен­
чатая на вакуум-фильтрах
БВК20-2,6 *
Установка промывная трехступен­
чатая на вакуум-фильтрах
БВК40-3.4
Установка промывная трехступен­
чатая на вакуум-фильтрах
БВКО-3,4 (левая)
Установка промывная трехступен­
чатая на вакуум-фильтрах
БВК70-3,75
Установка промывная трехступен­
чатая на вакуум-фильтрах
БВК70-3.75 (левая)
Установка промывная четырехсту­
пенчатая на
вакуум-фильтрах
БВУ20-2.6
Установка промывная четырехсту­
пенчатая
на вакуум-фильтрах
БВУ20-2;6
Установка промывная трехступен­
чатая на вакуум-фильтрах
БВУ40-3.4
Установка промывная четырехсту­
пенчатая на
вакуум-фильтрах
БВУ85-3.75 (левая)
УПЗ X БВК20
Х17Н13МЗТ
75
УПЗ X БВК40
Х17Н13МЗТ
131
УПВЗ X
X БВК40
Х17Н13МЗТ
131
Х17Н13МЗТ
265,7
Х17Н13МЗТ
265,7
УП4 X БВУ20
Х18Н10Т,
ВСт-Зкп
158,34
УП4 X БВУ20
Х18Н10Т,
ВСт-Зкп
158,34
УПЗ X БВУ40
Х18Н10Т,
ВСт-Зкп
194,5
УП4 X БВУ85
Х18Н10Т,
ВСт-Зкп
450
УПЗ X БВК70
УПЗ X БВК70
отделить целлюлозу от щелока, при этом необходимо соблюдать
два условия: первое — целлюлоза максимально должна быть ос­
вобождена от щелока и второе — щелок должен иметь макси­
мально возможное содержание сухого вещества для дальнейшей
его переработки при выпарке, сжигании и регенерации химика­
тов. Первое условие может быть достигнуто при увеличении
объема промывной воды, второе условие требует минимального
добавления промывной воды.
При применении барабанных вакуум-фильтров промывка осу­
ществляется подачей через спрыски фильтрата или промывной
воды, разливаемой на поверхности вращающегося барабана, не­
сущей слой промываемой массы. Помимо промывки разбавле­
нием, на барабанных фильтрах происходит также промывка вы­
теснением, доля которой в общем процессе промывки очень зна­
чительна. Общей для всех видов промывки на барабанных
фильтрах является противоточная схема, при которой чистая
промывная вода подается в последнюю зону последнего фильтра:
крепость фильтрата возрастает в направлении к первым фильт­
рам. На выпарку или для вытеснения в варочном котле идет
166
наиболее крепкий фильтрат из первой зоны первого фильтра.
Каждый из барабанов может быть однозонным или многозон­
ным. Выбор количества ступеней промывки и количество зон
барабана зависит от типа фильтра, а также от условий и тре­
бований промывки.
Например при применении варочных аппаратов Камюр
с диффузионной промывкой в котле, число ступеней промывки,
после выхода массы из котла, не превышает двух и может огра­
ничиваться одной ступенью. По данным фирмы-изготовителя ва­
рочных установок, для некоторых видов целлюлозы и при удли­
ненной промывке в котле последующей промывки вообще не
требуется.
Сгущение массы на поверхности барабана и фильтрация1
жидкости через его сетчатую поверхность может происходить:
при помощи вакуума, создаваемого барометрической трубкой;
при помощи вакуума, создаваемого вакуум-насосом; под дей­
ствием давления извне; под действием вакуума, создаваемого
находящимися внутри барабана ячейками или трубами; на по­
верхности открытого сетчатого цилиндра.
Принцип действия давления извне использован на так назы­
ваемых фильтрах давления, поставленных для нескольких оте­
чественных предприятий фирмой Ра_ума:Репола. Если в ва­
куум-фильтрах перепад давления создается'вТисуумЬм внутри ба­
рабана, то в фильтре давления он осуществляется избыточным
давлением со стороны наружной поверхности барабана. Давле­
ние (0,9—1,1 м вод. ст.) создается специальным устройством
(дксгаустером). Воздух циркулирует в замкнутой системе. ВсасываТоТпда-гТорона эксгаустера для понижения тепловых потерь!
присоединена к колпаку фильтра. Масса с концентрацией 1,0—]
1,4% поступает в ванну и образует ровный слой на барабане. '
Промывная вода или щелок подается через спрыски обычным
порядком на слой массы. Избыточное давление принуждает
промывную жидкость просачиваться через массное полотно, вы­
тесняя при этом крепкий щелок. Фильтрат отводится самотеком
в баки. Масса при концентрации 12—15% снимается с барабана
совместным воздействием шабера, уплотнительного валика и вы­
ходящего из барабана воздуха.
На действующих предприятиях находятся также в эксплуа­
тации фильтры марки ИЕХ, так называемого безвентильного
типа, которые не требуют ни барометрической трубы, ни вакуум­
ного насоса, так как необходимый вакуум создается поочеред­
ным освобождением труб, расположенных внутри барабана.
Преимущество этих фильтров — возможность их установки на
небольшой высоте над уровнем нулевой отметки, однако вакуумфильтры с барометрическими трубами и вакуум-насосами более
интенсивно промывают массу, чем безвентильные фильтры.
Принцип сгущения массы на поверхности открытого сетча­
того цилиндра используется в обычных сгустителях.
167
Для промывки целлюлозы после ее варки, помимо промывки
на барабанных вакуум-фильтрах, применяют также другие спо­
собы: промывку в сцежах, промывку в диффузорах, промывку
на прессах и дисковых фильтрах и непрерывную промывку на
диффузорах системы Камюр.
Промывка при периодическом процессе производства суль­
фитной целлюлозы иногда ведется в сцежах, а сульфатной —
в диффузорах. Такая промывка была ши­
роко распространена до 50-х годов. На дей­
ствующих предприятиях эти способы при­
меняют до настоящего времени.
На вновь проектируемых предприятиях,
"Л
как правило, предусматривают более совер­
шенные методы промывки, в большин­
d
стве случаев с применением барабанных
фильтров.
При промывке массы на прессах масса
отжимается до высокой сухости (30—50%),
а затем вновь разбавляется для новой сту­
пени отжима. В мировой практике целлю­
лозно-бумажных производств имеются прес­
сы различных типов. Общим для них явля­
ется то, что они работают по принципу
промывки разбавлением, а не по комбини­
рованному принципу разбавления и вытес­
нения, как при промывке на барабанных
фильтрах.
Разницу между промывкой на прессах
и промывкой на фильтрах можно видеть
из следующего примера. Если массу отжи­
мать от концентрации 10% до концентрации
Рис. 35. Установка непрерывной варки и многосту­
пенчатой отбелки с применением
диффузоров
фирмы Камюр
40%, то в ней останется еще около 14% первоначально содер­
жавшегося щелока. Если же массу, промываемую на барабан­
ных фильтрах, сгущать от концентрации 0,8% до концентрации
13%, то в массе останется всего лишь около 6% первона­
чально содержащегося щелока. Обычно промывку на прессах
теперь применяют при небольшой производительности и для
полухимических масс.
Из дисковых фильтров на некоторых предприятиях получили
применение шведские фильтры типа Давенпорт с вертикальными
дисками.
По литературным данным, в GIIIA в 1967 г. пущен в эксплуа­
тацию дисковый фильтр, представляющий собой конструкцию,
168
в которой барабанный фильтр заменен тремя дисками, вращаю­
щимися в горизонтальной плоскости, друг над другом на общем
валу. Диски имеют диаметр 4900 мм. Ожидаемая производи­
тельность установки должна быть 300 г целлюлозы в сутки.
Потери сульфата натрия при промывке должны быть около 15 кг
на 1 т массы при факторе разбавления 2,5.
В последние годы фирма Камюр разработала способ не­
прерывной промывки на диффузоре оригинальной конструкции.
При этом способе промывка осуществляется только вытеснением,
без разбавления. Фирма предлагает свою конструкцию диффу­
зора для промывки целлюлозы после ее варки и для промывки
между ступенями отбелки. По данным фирмы, новая конструк­
ция имеет существенные преимущества, позволяющие сократить
производственную площадь и упростить эксплуатацию. На
рис. 35 показана установка на одном из шведских предприятий
; непрерывной варки и многоступенчатой отбелки с применением
диффузоров фирмы «Камюр».
Все виды промывного оборудования могут быть использо­
ваны также и для сгущения массы, когда не требуется про­
мывки. Однако если требуемая концентрация сгущенной массы
не превышает 6—7%, то для сгущения используют более про­
стую и более дешевую конструкцию — обычные открытые сгу­
стители с сетчатыми цилиндрами.
Сгустители делятся на шаберные и бесшаберные. Основное
отличие шаберных сгустителей от бесшаберных — наличие при­
жимного (шаберного) валика, снимающего сгущенную массу
с сеточного цилиндра. С шаберного валика масса снимается
прижимаемым к нему ножом — шабером. У бесшаберного сгу­
стителя к поверхности сеточного цилиндра на диаметрально про­
тивоположных сторонах крепятся специальные лопасти — гребки,
выбрасывающие сгущенную массу в желоб сгущенной массы.
ЦЦдберные „сгустители применяют для сгущения древесной
массы, целлюлозы, бумажного брака и макулатуры. Степень
обезвоживания до 5—7% при концентрации поступающей массы
0,4—0,8%. Бесшаберные сгустители применяют для сгущения
целлюлозы от концентрации 0,2—0,8 до 1,5—3,0%. При увели­
чении концентрации поступающей массы производительность
, сгустителя повышается.
При сгущении древесной массы разность уровней, т. е. напор
между массой в ванне и оборотной воды в цилиндре, зависит
от диаметра цилиндра и достигает 1 м вод. ст. При сгущении
целлюлозы напор обычно равен 100—150 мм.
Целлюлоза, имеющая небольшой градус помола (18—
20° ШР) и более длинное волокно, обезвоживается легче, чем,
например, древесная масса с помолом, достигающим 80—85° ШР,
вследствие чего производительность сгустителей, имеющих
равную поверхность цилиндра, при сгущении целлюлозы при­
мерно в 1,5 раза выше, чем при сгущении древесной массы.
169
Производительность сгустителей при сгущении макулатуры и бу­
мажного брака примерно на 15—20% ниже, чем при сгущении
древесной массы.
Выпускавшиеся отечественной промышленностью до послед­
него времени сгустители марок СГ-04 — для целлюлозы, бесшаберный; СГ-05 —для целлюлозы, шаберный; СГ-06 — для древес­
ной массы и бумажного брака, шаберный снимаются с произ­
водства и заменяются сгустителями марок СДШ—для дре­
весной массы, шаберный; СЦШ —для целлюлозы, шаберный;
СЦБ — для целлюлозы, бесшаберный.
В дальнейшем предполагается унифицировать узел регули­
рования уровня оборотной воды в сеточном цилиндре и массы
в ванне шаберного сгустителя СДШ, с тем чтобы иметь воз­
можность применять эти сгустители как для древесной массы,
так и для целлюлозы, бумажного брака и макулатуры, вслед­
ствие чего можно будет сгустители СЦШ-04 также снять с про­
изводства.
Основное отличие сгустителей новых марок от сгустителей
марки СГ состоит в конструкции сеточных цилиндров: у сгусти­
телей марки СГ сеточные цилиндры колосниковые, у новых —
бесколосниковые сварной конструкции из нержавеющей стали;
цилиндрическая поверхность выполнена из перфорированного
листа.
Т а б л и ц а 28
СДШ-02
СДШ-03
СДШ-05
СДШ-06
СДШ-07
СЦШ-04
СЦБ-04
СГ-05
СГ-06
Основной
волокнистый
материал
Древесная
масса
То ж е
»
»
Целлюлоза
»
„~
» , ~-
Древесная
масса
Концентрация, %
*о
Ч
Сетчатый цилиндр
Ч
X
X
О.
S3
ф
IS.
Е
го
К
Ч
ч
CJ
го
X
я
о.
<и
m
о
я
X
ёч
Мощность элект­
родвигателя,
кет
Марка
Производитель­
ность, т1сутки
Технические характеристики сгустителей
S
о
щ
09
8—15
0,4—0,8
3 S
5,0-7,0
1250
1500
5,9
2,2
4,0
15-25
40-60
60—80
75—100
30—60
40—50
30—60
60-80
0,4—0,8
0,4—0,8
0,4—0,8
0,4—0,8
0,4—0,8
0,2—0,4
0,2—1,0
0,4—0,8
5,0-7,0
5,0—7,0
5,0—7,0
5,0—7,0
5,0-7,0
1,5—3,0 \'
5,0—7,0
4,0—5,0
1250 2000
2000
2000
1500
1500
1500
2000
3000
3000
4000
5000
3000
3000
3000
4000
11,8
18,9
25,1
31,4
14,0
14,0
14,0
25,1
4,5
7,5
10,0
13,0
5,5
4,5
4,5
14,0
5,6
7,5
10,0
12,5
8,8
б,ое
7,0S
12,6
В табл. 28 приведены технические характеристики отечест­
венных сгустителей новых марок, а также для сопоставления ха­
рактеристики сгустителей марок СГ-05 и СГ-06, применяющихся
на действующих предприятиях.
Шаберные сгустители для древесной массы ввиду ее высокой
температуры поставляются с колпаками; для целлюлозы — без
колпака.
170
На действующих предприятиях эксплуатируется значитель­
ное количество импортных сгустителей, не имеющих существен­
ных конструктивных особенностей и особых преимуществ перед
отечественными.
П р и м е р 56. Требуется выбрать трехступенчатую промывную установку
для промывки 400 г сульфитной целлюлозы в сутки.
Для решения задачи
необходимо задаться допустимой нагрузкой на 1 м2 поверхности
барабана
фильтра, или, иначе, задаться возможным съемом массы с I м2.
Принимая допустимую нагрузку на 1 л ! 6 г в сутки, определим необходи­
мую поверхность барабана фильтра
=66,6 м2.
6
Выбираем промывную установку УПЗХБВК70.
Фактический съем с 1 м2 составит
=5,7 т.
70
Необходимая длина барабана фильтра при его диаметре 3,75 м будет
66
следующей:
'6
ка
=5,6 м.
3,14-3,75
П р и м е р 57. Определить величину окружной скорости вращения ци­
линдра сгустителя СДШ-05.
При угле погружения цилиндра в массу, равном 45°, окружная скорость
v определяется по формуле
v= 1 , 1 2 ] / D 4 м/сек,
где Иц — диаметр сетчатого цилиндра.
Для сгустителя СДШ-05 £>ц = 2,0 м, тогда
v = 1 , 1 2 / 2 = 1 , 1 2 1 , 4 1 = 1,58 м/сек.
П р и м е р 58. На сгуститель поступает 2000 кг в 1 ч воздушносухой дре­
весной массы при концентрации 0,25%. Определить количество воды, отхо­
дящей от сгустителя.
Количество абсолютно сухой массы, поступающей на сгуститель, будет
равно 2000 • 0,88= 1760 кг.
Концентрации 0,25% соответствует содержание в 1 м3 массы 2,5 кг аб­
солютно сухого вещества и, следовательно, на каждые 2,5 кг абсолютно су­
хой массы в сгуститель поступает 1000—2,5=997,5 кг, нли литров, воды, а на
1760 кг абсолютно сухой массы количество воды составит
1760-997,5
vnnnnn
= 700 000 л в час.
2,5
Если после сгустителя масса будет содержать 6% абсолютно сухого ве­
щества, то количество воды в сгущенной массе будет
1760-940
„,„,.
—
27
600 л в час.
60
Следовательно, сгуститель отделит от поступившей в него массы 700 000—
—27 600 = 672 400 л воды в час.
В отделенную на сгустителе воду попадает также вода из спрыска. При
давлении воды в спрыске 1,5 кгс/см2 из каждого погонного метра трубы при
ее диаметре 50 мм вытекает около 100 л в минуту.
При длине трубы спрыска 4 м количество вытекающей из него воды
составит 100 • 4 • 60=24 000 л в час.
Общее количество воды, отходящей от сгустителя, составит 672 400+
+ 24 000 = 696 400«700 000 л в час.
171
Если в 1 л отходящей от сгустителя воды будет содержаться 0,2 г аб­
солютно сухого волокна, то за 1 ч работы сгустителя потери волокна составят
700 000 0,2
...
Л
'— — 140 кг абсолютно
сухого волокна.
1000
В целях предотвращения потерь отходящая вода должна быть возвра­
щена на производство.
РАЗМАЛЫВАЮЩИЕ МЕЛЬНИЦЫ И ГИДРОРАЗБИВАТЕЛИ
Размол —; сложный технологический процесс.
Укорочение волокна при размоле необходимо для длинно­
волокнистых полуфабрикатов; продольное расщепление — для
придания бумажному листу тех или иных специфических
свойств, характерных для определенного вида бумаги. Придание
волокну при размоле необходимых свойств достигается режи­
мом размола и применением соответствующего размольного
оборудования.
В течение более 300 лет универсальным размольным аппа­
ратом периодического действия был ролл. Комбинированием
технологического режима работы ролла и применяемой гарни­
туры получали различные свойства массы, необходимые для
производства разнообразных видов бумаги и картона.
В настоящее время на новых предприятиях к установке рол­
лов прибегают в редких исключительных случаях, например при
производстве сигаретной бумаги с большим содержанием тря­
пичной полумассы. Взамен роллов в мировой практике бумаж­
ного производства теперь применяют разнообразные виды раз­
мольного оборудования непрерывного действия. Наибольшее
распространение получили различные виды конических и диско­
вых мельниц.
Принципиально методы обработки волокна у конических и
дисковых мельниц аналогичны и сводятся к воздействию раз­
личного рода сил на волокно, находящееся в водной среде, при
перемещении его между двумя размалывающими поверхно­
стями. Чаще одна из поверхностей вращается, вторая непо­
движна. Иногда размалывающие поверхности вращаются обе
во встречных направлениях.
В процессе размола волокно испытывает режущее, расчесы­
вающие и ударные действия размалывающих поверхностей,
а также переменное гидравлическое сжатие и трение.
Придание тех или других свойств волокну в процессе раз­
мола достигается комбинированием величин прилагаемых сил,
внутреннего давления, формы и материала размалывающих по­
верхностей, скорости их вращения, концентрации массы и ее
температуры. Все эти факты учитываются при конструирова­
нии размалывающих аппаратов.
Учитывая влияние всех этих факторов, в целях достижения
наибольшего эффекта при размоле в зависимости от волокни172
стого материала и назначения получаемой массы некоторые
фирмы, изготавливающие дисковые мельницы, предлагают при­
менение до 40 различных видов профиля размалывающих эле­
ментов дисков.
Во многих случаях для одних и тех же свойств бумажной
массы могут быть использованы как конические, так и диско­
вые мельницы. В то же время в некоторых случаях выбор ме­
жду коническими и дисковыми мельницами решается одно­
значно. Так, например, для трудноразмалываемых полуфабри­
катов, полухимической массы и целлюлозы из лиственных пород
на дисковых мельницах получают такие технологические пока­
затели, в частности сопротивление продавливанию, которое на
конических мельницах получить невозможно. Получить же не­
обходимые свойства бумажной массы при производстве кон­
денсаторной, подпергамента и других видов бумаги, требующих
жирного помола, легче на конических мельницах.
Для получения одних и тех же свойств массы комбинирова­
ние конических и дисковых мельниц может быть разным. Так,
*; например, для производства мешочной бумаги на бумагодела­
тельных машинах Котласского ЦБК применен размол в две сту­
пени на конических мельницах с двигателями по 320 кет; на
» бумагоделательной машине № 8 Сегежского ЦБК при размоле
массы для той же бумаги на первой ступени установлены ди­
сковые мельницы мощностью по 450 кет, на второй — кониче­
ские по 320 кет; на том же комбинате, также для мешочной
бумаги, на намеченных к установке машинах № 9 и 10 преду­
сматривается размол только на дисковых мельницах с двига­
телями мощностью по 1100 кет.
Одним из преимуществ применения дисковых мельниц яв­
ляется их более высокая производительность, примерно прямо
пропорциональная мощности приводных электродвигателей.
В настоящее время мощность электродвигателей конических
мельниц редко превышает 450 кет, в то время как иностранные
фирмы предлагают для поставки дисковые мельницы с мощно­
стью электродвигателей до 5000 кет. Сокращение количества
размалывающих мельниц для производственных потоков боль­
шой мощности имеет существенное технологическое и экономи­
ческое значение. Преимуществом дисковых мельниц является
также более медленное изменение характеристик размола, про­
исходящее по мере изнашивания размалывающей гарнитуры по
сравнению с мельницами коническими. По удельному расходу
электроэнергии на 1 т массы дисковые мельницы с мощностью
электродвигателя свыше 200 кет экономичнее конических
мельниц.
Современные конструкции дисковых мельниц позволяют раз­
малывать массу концентрацией до 25—30%, в связи с чем при
их установке предусматривается сгущающее оборудование и шне­
ковые установки, обеспечивающие бесперебойное поступление
173
массы в мельницу. При нарушении непрерывности поступ­
ления массы происходит автоматическое отключение присадки
дисков. Подобные устройства позволяют применять дисковые
мельницы также для получения массы из щепы.
Для правильного выбора типа и вида размалывающего обо­
рудования необходимо учитывать влияние многих факторов,.
таких, как место размалывающего аппарата в технологической
схеме, вид и характер размалывающего материала, концентра­
ция и температура массы, технологические требования к раз­
молотой массе и пр. Правильно выбрать размалывающее обо­
рудование можно только на основе обобщения опыта производ­
ства проектируемого вида продукции в аналогичных условиях.
Новые виды размалывающего оборудования обычно испыты­
вают в определенных технологических схемах, при различных
технологических режимах, и при их выборе необходимо учи­
тывать результаты этих испытаний.
Технические характеристики конических мельниц отечествен­
ного производства приведены в табл. 29.
МКН-04
МКН-05
МКЛ-01
МКЛ-02
мкл-оз
МКЛ-04
МКЛ-05
МКБ-01
МКБ-02
2—4
4—6
4—6
4—6
4-6
16
16
16
22
16;
22
16
10,5
"16
14
22
12
22
16
22
12—16
16
16
30
75
125
250
3.20
Толщина ножей,
мм
статора
r
6
6
6f8
10
10
8,5
9
12
16
12—16
ротора
5
6
6;~8
8;'Ю
10
125
200
200
250
320
30
55
i ,
<п я
Вес бе
тродви
ля, кг
Скорость
вращения ро­
тора, об1мин
730
730
730
490
500;
375
5—13
4—6 1470
13—20 4—6 1470
30—50 4 - 6
980
40—70 До 6 490
40—70 4—6
490
1,5—2,5 4—6
730
2,5—7,0 4 - 6
730
Мощность
электродви­
гателя, кет.
мкн-оз
3,0
6—10
6—16
30—70
40—100
Угол конус­
ности, град
МКН-01
МКН-02
Концентра­
ция массы,
Марка
Производи­
тельность,
т/сутки
Т а б л и ц а 29
Технические характеристики конических мельниц
942
1590
1788
4 090
10 000;
9 000
1000
1500
1892
3 760
5 520
980
1855
Мельницы марки МКН — конические мельницы с набором
ножевой гарнитуры. Этот тип мельниц имеет широкое приме­
нение для приготовления массы различного назначения. При бо­
лее тонких ножах при размоле преобладает укорочение воло­
кон, при толстых — укорочение комбинируется с гидратационным воздействием.
Мельницы марки JV1KJ1,— конические мельницы с литой но­
жевой гарнитурой. Этот~~т'ип мельниц, особенно при толстых но­
жах и повышенном числе оборотов, может быть отнесен
174
к классу гидрофайнеров.'Гидррфайнерчы быстро повышают проч­
ность связей между волокнами без их значительного укорачи­
вания и без существенного ухудшения способности массы от­
давать воду, т. е. мало повышают жирность массы.
Мельница марки МКБ — мельница коническая с базальто­
вой гарнитурой, применяемой при приготовлении массы высокой
степени помола для производства конденсаторной, жиронепро­
ницаемой и других подобных видов бумаги.
Приведенные в табл. 29 марки соответствуют классифика­
ции отечественных конических мельниц, выпускаемых в настоя­
щее время. До 1965 г. указанные в таблице мельницы выпуска­
лись под другими марками, так, мельнице МКН-01 соответство­
вала марка РК-00; марке МКЛ-01 — МЛ-01; МКЛ-02 — МЛ-02;
МКБ-01 — МБ-01. Коническая мельница МКН-02 до 1966 г. вы­
пускалась под маркой РК-02, а мельница МКЛ-04 до 1967 г.—
под маркой МЛ-05.
В связи с намечаемым расширением применения дисковых
мельниц и соответствующим развитием их производства в бли­
жайшие годы предполагается несколько сократить типоразмеры
конических мельниц. Новая разработанная нормаль на кони­
ческие мельницы, начало внедрения которой предусматривается
в 1970 г., устанавливает три типоразмера конических мельниц:
МК-01, МК-02 и МК-03. Первые два типоразмера могут быть
выполнены в трех исполнениях, третий — в двух. Эти исполне­
ния и соответствующие им индексы, включаемые в марку мель­
ницы, следующие: Л — с литой гарнитурой; Н — с наборной
гарнитурой; Б — с базальтовой гарнитурой.
Т а б л и ц а 30
Основные параметры конических мельниц
Типораз­
мер
Исполне­
ние
Мощность
электро­
двига­
теля,
кет
Скорость
вращения
ротора,
об/мин
Производи­
тельность,
т\сутки
МК-01
Л
н
125
30
1500
750
12,0—36,0
3,0—9,0
Б
30
750
1,5—2,5
Л
Н
200
75
1500
750
20,0—60,0
7,0—21,0
Б
55
750
2,5—7,5
Л
Н
250
125
1000
750
23,0—70,0
12,0—35,0
МК-02
МК-03 ^
Назначение
Гидратирование
Размол с укорочением
волокна
Фибриллирование
Гидратирование
Размол с укорочением
волокна
Фибриллирование
Гидратирование
Размол с укорочением
волокна
175
Все конические мельницы имеют горизонтальный вал. Основ­
ные параметры конических мельниц, соответствующие новой
нормали, указаны в табл. 30.
Производительность мельниц подлежит уточнению после их
испытания при размоле различных волокнистых полуфабрика­
тов.
Дисковые мельницы отечественной промышленностью выпу­
скаются нескольких типоразмеров, в настоящее время головные
образцы их проходят испытания, доводятся и совершенствуются.
Т а б л и ц а 31
Основные параметры дисковых мельниц
Типоразмер
Диаметр
диска,
мм
МД-1
630
МД-2
800
МД-3
1000
МД-4
1250
МДС-1
МДС-2
МДС-3
МДС-4
630
800
10Q0
1250
Мощность электро­
двигателя, кет
100;
100;
250;
250;
400;
500;
630
800;
800;
3200J
160;
400;
630;
1000;
160
160; 250
320
320; 400
500
630
1250
1000; 1600
250
630
1000
1600
Скорость
вращения
ротора,
об 1мин
Производи­
тельность
(при макси­
мальной
мощности),
т/сутки
1000
1500
750
1000
600
750
1000
1500
1000
1500
1000
750
600
500
18—55
15—85
35—110
25—135
55—170
35—210
35—210
28—35
90—540
70—90
30—85
70—210
ПО—350
180—540
Назначение
(область
применения)
Л
_
I
II
I
II
I
II
II
III *
II
III I
I
I
I
П р и м е ч а н и е . Область применения дисковых мельниц, указанная в
последней графе таблицы, расшифровывается следующим образом:
I — одно- и многоступенчатый размол целлюлозы, полуцеллюлозы и дру­
гих волокнистых полуфабрикатов;
II — измельчение полуфабрикатов высокого выхода, отходов сортирования
целлюлозы и роспуск макулатуры;
III — получение древесной массы из щепы и измельчение отходов сор­
тирования древесной массы.
Полная же номенклатура дисковых мельниц и их основные па­
раметры (табл. 31) установлены утвержденной нормалью. Эта
нормаль предусматривает изготовление дисковых мельниц двух
типов:
МД — мельница дисковая с одним вращающимся и одним
неподвижным диском;
МДС •— мельница дисковая сдвоенная, с одним вращаю­
щимся диском между двумя неподвижными.
Мельницы типа МД должны изготовляться в четырех испол­
нениях: с камерой, рассчитанной на работу под давлением до
6 ати; с усиленной камерой для работы под давлением до
176
12 am при температуре до 180° С; с камерой, имеющей свобод­
ный выход; с подачей массы в зону размола шнеком (выход
массы свободный).
Величина производительности и окончательные рекоменда­
ции, определяющие область применения каждой из приведенных
в таблице дисковых мельниц, должны быть уточнены после их
испытания в различных производственных условиях.
Для указания исполнения мельницы в ее марку могут быть
дополнительно введены следующие обозначенияг
У —мельница с усиленной камерой, предназначенной для
работы под давлением до 12 ати при температуре до 180° С;
С — мельница с камерой,
имеющей свободный выход
массы;
Ш — мельница с подачей
массы в зону размола шнеком,
при этом выход массы сво­
бодный.
Отсутствие этих обозначе­
ний указывает на мельницу с
камерой, рассчитанную на ра­
боту под давлением до 6 ати.
При видоизменении мель­
ницы по конструктивному ис­
полнению в марку вносятся
следующие обозначения:
Рис. 36. Основные типы гидроразбивателей
М — модернизированное ис­
полнение;
В — мельница со встроенным электродвигателем и т. д.
Гидроразбиватели, применение которых началось в первые
послевоенные годы, в настоящее время широко используются
для роспуска товарной целлюлозы, древесной массы, макула­
туры и при переработке брака, поступающего от бумагодела­
тельных и картоноделательных машин, а также от отделочных
и переделочных станков. Имеется много типов гидроразбивателей. На действующих отечественных предприятиях находятся
в эксплуатации гидроразбиватели как отечественного, так и за­
рубежного изготовления. В связи с относительной простотой
конструкции на некоторых предприятиях гидроразбиватели из­
готовляют в собственных мастерских.
На рис. 36 показаны четыре основных типа гидроразбивагслей. У первого и второго типов ротор — рабочий механизм,
создающий гон и разбивание полуфабриката, приводится от вер­
тикального вращающегося вала, у третьего — от горизонталь­
ного, у четвертого гон массы создается лопастями, закреплен­
ными на горизонтальном валу. Привод во всех случаях может
быть как ременным, так и редукторным. При всех одинаковых
условиях расход энергии у гидроразбивателя третьего типа
7
С. г. Жудро
177
примерно в 1,5 раза, а четвертого — в 2,5 раза больше по
сравнению с первым и вторым, поэтому гидроразбиватели пер­
вых двух типов экономичнее.
Первый тип гидроразбнвателя размещается над уровнем
пола, однако чаще приходится из-за условий обслуживания или
недостаточной высоты помещения применять второй тип, требу­
ющий заглубленного помещения для привода. При невозможно­
сти заглубления и недостаточности высоты помещения приме­
няются второй и третий типы гидроразбивателей.
Если гидроразбиватели применяют для роспуска брака от
бумагоделательной или картоноделательной машины, то их про­
изводительность должна быть равна или несколько больше про­
изводительности машины. Раньше применяли гидроразбиватели
с производительностью 20—30% от производительности ма­
шины. В настоящее время применяют только те гидроразбива­
тели, производительность которых соответствует 100% произво­
дительности машины, чтобы избежать простоя машины из-за
прекращения подачи массы на машину при длительных непо­
ладках и обрывах бумажного полотна.
Польская фирма ФАМПА рекомендует для изготовляемых
ею гидроразбивателей следующие режимы работы:
а) роспуск макулатуры и брака легко и среднераспускаемых
видов бумаги — непрерывным способом при низкой концентра­
ции массы 1,5—3,5%, при температуре около 20° С и при ди­
аметре отверстий сита 6—25 мм;
б) роспуск целлюлозы — непрерывным способом при высо­
кой концентрации массы 3,5—5,0%, при температуре около
20° С и диаметре отверстий сита 12—25 мм;
в) роспуск труднораспускаемых материалов — непрерыв­
ным способом при температуре 50—60° С и диаметре отверстий
сита 6—25 мм; повышение температуры увеличивает производи­
тельность гидроразбнвателя примерно на 50%;
г) роспуск макулатуры и влагопрочного брака — периодиче­
ским способом при концентрации массы 3,5—6,5% и темпера­
туре 85—95° С.
Если в распускаемом материале есть синтетические или меламиновые смолы, необходимо подкисление массы глиноземом
до рН 3,5—4,0. Если во влагопрочном материале есть полиа­
миды, необходимо добавить каустическую соду до рН 11—13.
При роспуске макулатуры требуется удалить из нее загрязне­
ния и посторонние предметы — проволоку, веревки, разные ме­
таллические предметы и пр.
Максимальное удаление загрязнений в самом гидроразбивателе необходимо для предотвращения попадания их в насос,
перекачивающий распущенную массу, и избежания раздробле­
ния загрязнений во время дальнейшей переработки, что затруд­
няет их последующее удаление.
Для удаления загрязнений гидроразбиватели снабжают со178
ответствующими приспособлениями. Гидроразбиватели отечест­
венного изготовления, предназначенные для роспуска макула­
туры, снабжены жгутовытаскивателями и элеваторами.
Изготовляемые отечественной промышленностью типы гидроразбивателей и их основные параметры (табл. 32) определены
нормалью, введенной в действие в 1969 г. Эта нормаль не рас­
пространяется на гидроразбиватели, установленные непосредст­
венно под бумагоделательными машинами.
Т а б л и ц а 32
Основные параметры гидроразбивателей, выпускаемых
отечественными машиностроительными заводами
Типо­
размер
Испол­
нение
Производительность,
т/сутки, при пере­
работке
Диаметр
ванны,
мм
Диаметр
ротора,
мм
Мощность
электро­
двига­
теля,
кет
Скорость
вращения
ротора,
06JMUH
труднораспу­
скаемых
материа­
лов
легкораспу­
скаемых
материа­
лов
ГРВ-00
I
1400
600
10
560
2
6
ГРВ-01
I
2120
900
30
370
7
20
ГРВ-02
I
II
2800
1180
55
265
10
30
ГРВ-03
I
II
3400
1430
75
235
15
45
ГРВ-04
I
II
4200
1765
100
200
25
75
ГРВ-05
I
II
4800
2020
160
180
40
120
ГРВ-06
I
II
5600
2360
250
145
60
180
ГРГ-01
—
950
300
17
950
—
10
ГРГ-02
—
1400
460
30
735
—
20
ГРГ-03
—
2120
600
55
585
—
36
I
Производительность указана в таблице в тоннах по воздушносухому веществу при расчетной влажности распускаемой во­
локнистой массы 12%, для непрерывного режима работы и сте­
пени роспуска 80—85%. Расчетные удельные расходы электро­
энергии приняты: для легкораспускаемых материалов 32—
35 кет • ч/т для труднораспускаемых 96 кет • ч/т.
Т
179
Нормаль предусматривает изготовление гидроразбивателей
двух типов:
ГРВ — гидроразбиватели с вертикальным валом;
ГРГ — гидроразбиватели с горизонтальным валом.
Гидроразбиватели типа ГРВ могут иметь два исполнения.
Для роспуска незагрязненных волокнистых материалов приме­
няется исполнение I, для загрязненных волокнистых материа­
лов, главным образом макулатуры,— исполнение II, причем при
этом исполнении в обозначение гидроразбивателя добавляется
буква м. Узлы и детали гидроразбивателей первого исполнения,
соприкасающиеся с массой, могут изготавливаться из коррозионностойких материалов.
Гидроразбиватели типа ГРГ имеют одно исполнение и при­
меняются только для легкораспускаемых материалов.
Ранее выпускавшиеся отечественной промышленностью гид­
роразбиватели нижеуказанных марок снимаются с производства
и заменяются: ГП-1М маркой ГРВ-01; ГРМВ-2 маркой ГРВм-02
и ГР-50 маркой ГРВ-03.
При установлении гидроразбивателей под машиной необхо­
димо учитывать, что направляющие машинный брак в ванну
лотки должны быть наклонены под углом не менее 45—50°.
При применении транспортера для подачи в гидроразбиватель брака от разных мест машины он не должен иметь наклон
больше 12°. Скорость транспортера должна составлять 60—70%
от скорости машины, а так как конструктивные требования
ограничивают его скорость до 200—250 м/мин, он не может при­
меняться при машинах, скорость которых выше 350 м/мин.
Чтобы обеспечить быстрое погружение брака в ванну гидро­
разбивателя, применяют спрыски. Для тонких и легко абсорби­
рующих влагу видов бумаги применяют увлажнительные спры­
ски; для толстых видов бумаги и картона — спрыски высокого
давления, которое обычно создается специальным циркуляци­
онным насосом.
Для роспуска подмашинного брака легкораспускаемых бу­
маг при сухости бумажного полотна на месте обрыва не выше
25—30% можно применять мешальные пропеллеры, такие же,
как и для метальных бассейнов.
На некоторых наших предприятиях применены гидроразби­
ватели подмашинного типа зарубежного производства. Изготав­
ливаются они из нескольких массных пропеллеров диаметром
от 760 до 1000 мм, закрепленных на одном или нескольких ва­
лах, вращающихся со скоростью 300—600 об/мин. Количество
пропеллеров может быть от 2 до 6, количество валов I—3.
П р и м е р 59. Определить количество и тип конических мельниц для
размола 200 т в сутки сульфитной целлюлозы, имеющей начальную степень
помола 15° ШР, предназначенной для производства печатной бумаги № 1.
Так как эффект размола примерно пропорционален расходу электроэнер­
гии, определим необходимое ее количество.
180
Удельный расход электроэнергии для печатной бумаги № 1 при условии
повышения степени помола с 15° ШР до 40° ШР и применения мельниц с но­
жевой гарнитурой составляет 10—12 квт-ч на 1 т целлюлозы и повышении
степени помола на 1°ШР (см. Справочник бумажника, т. II, стр. 357). При­
нимая удельный расход 12 квт-ч для 200 т целлюлозы в сутки, получим общее
количество электроэнергии Л/Пот
JVnoT = 12-200(40—15) = 60 000 квт-ч/супгки.
Для того чтобы иметь возможность израсходовать на размол такое коли­
чество электроэнергии, необходимо располагать суммарной мощностью элект­
родвигателей
э д
~
"1Z
'
где г| — коэффициент загрузки двигателей, примерно равный 0,9;
г — количество часов работы мельницы в сутки, для нашего случая
равное 24;
60 000
„„„.
Ыэш =
= 2800 кет.
д
0,9-24
Если применить одноступенчатый размол на мельницах МКН-04 с элект­
родвигателями мощностью 250 кет, то потребное количество мельниц соста2800
но
вит
=11,2.
250
С учетом резерва необходимо предусмотреть установку 13 мельниц.
При наиболее часто применяемом двухступенчатом размоле мощность
2800 кет должна быть распределена между двумя ступенями в пропорции,
соответствующей технологическому режиму. Как указано выше, технологи­
ческий режим размола может быть для одного или того же вида бумаги раз­
личным. В частности, для печатной бумаги примерно 40% электроэнергии
может быть израсходовано для гидратационного размола на мельницах типа
МКЛ, остальные 60% размола на конических мельницах типа МКН.
Для некоторых видов бумаги и картона иностранные фирмы рекомендуют
снижать коэффициент загрузки до 0,7—0,85 в целях стабилизации технологи­
ческого режима размола. Решающим критерием служит обобщение произ­
водственного опыта.
Для определения количества дисковых мельниц применяется
метод расчета, аналогичный приведенному.
ОБОРУДОВАНИЕ ДЛЯ СОРТИРОВАНИЯ
И ОЧИСТКИ ВОЛОКНИСТОЙ МАССЫ
/
Сортирование волокнистых материалов, находящихся в вод­
ной среде, проводится с целью разделения сортируемой массы
на отдельные фракции, каждая из которых используется по
своему назначению. В некоторых случаях одна из фракций мо­
л-сет удаляться в отбросы производства или подвергаться спе­
циальной обработке.
Различают грубое и тонкое сортирование. При грубом сор­
тировании из волокнистой массы отделяют ее составляющие,
имеющие значительно большие размеры по сравнению с основ­
ными волокнами массы, как например отделение щепы и обмолышей от древесной массы, сучков и непровара от целлюлозы.
При тонком сортировании происходит разделение волокнистой
18!
массы на фракции, каждая из которых преимущественно со­
стоит из волокон определенного размера и характерна своими
технологическими свойствами.
Для грубого сортирования обычно применяют вибрационные
щеполовки марки ЩВ и вибрационные сучколовители марки СВ.
Для тонкого сортирования по большей части применяют центро­
бежные и вибрационные сортировки.
На отечественных целлюлозно-бумажных предприятиях эк­
сплуатируется много разнообразных видов сортирующего обо­
рудования, изготовленного разными зарубежными фирмами.
В настоящее время отечественное машиностроение имеет
возможность удовлетворить практически всю потребность цел­
люлозно-бумажной промышленности в сортирующем оборудо­
вании. С целью приведения в систему типов потребного обо­
рудования для грубого сортирования машиностроительными
организациями разработана отраслевая нормаль (табл. 33) на
щеполовки и сучколовители, охватывающая все возможные слу­
чаи их применения.
Технологические параметры
та
Тип
ЩВ-01
ЩВ-02
ЩВ-04
ЩВ-05
СВ-01
С В-02
С В-03
о
-а
сс
та
=f
о
С
1,25
1,8
2,5
3,55
1,25
1,8
2,5
древесная масса
произво­
дитель­
ность,
т/сутки
кон­
цент­
рация,
70—80
100—115
140—160
200—230
1,0-1,5
1,0—1,5
1,0-1,5
1,0-1,5
%
сульфитная
целлюлоза
сульфатная
целлюлоза
произво­
дитель­
ность,
т\сутки
90—100
130—130
180—200
концент­
рация,
%
1,5—2,5
1,5—2,5
1,5—2,5
произво­
дитель­
ность,
т]сутки
70—80:
100—120
140—160
концент­
рация,
1,0—1,5
1,0—1,5
1,0—1,5
33
Частота колебаний
сита, кол!яин
Таблица
Основные параметры щеполовок и сучколовителей
Ц
1450
1450
1450
1450
1440
1440
1440
1,5
1,5
1,5
3,0
3,0
4,0
4,0
о
2S
п
Производительность в таблице указана по воздушносухому
веществу. Размеры отверстий сит щеполовок и сучколовителей
предусмотрены 6; 8 и 10 мм, амплитуда их колебаний 2—3 мм.
Переход на изготовление оборудования для грубого сортирова­
ния, соответствующего новой нормали, намечено закончить
в 1971т.
Ранее выпускавшиеся щеполовки марки ЩВ-03 заменяются
щеполовками ЩВ-04, сучколовители марки СД-60 — сучколовителями СВ-01, а марки СВ-01Р — сучколовителями марки СВ-02.
Сучколовители марки СВ-01Ж — снимаются с производства без
замены. Выпуск щеполовок марки ЩВ-1 прекращен в 1968 г.
:: Для тонкого сортирования широко применяют центробежные
сортировки общей марки СЦ. Основные характеристики трех типоразмеров;этих сортировок-приведены в табл. 34.
182
Производительность сортировок в таблице указана по воздушносухому волокну, а концентрация массы — при поступлении
на первую ступень сортирования. Производительность сортиро­
вок на второй ступени сортирования при концентрации массы
0,4—0,9% составляет 30—50% от производительности на первой
ступени. Сита у сортировок двухзонные.
С 1965 г. сортировка СЦ-07 заменила ранее выпускавшуюся
СЦ-05, а СЦ-08 заменила СЦ-01 и СЦ-01М. Модернизированный
вариант сортировки СЦ-08 имеет марку СЦ-08М, ее производи­
тельность повышена до 180 т/сутки. ~~~
Для сортировки маТГуХатурной массы, или, правильнее го­
воря, ее очистки от инородных включений, выпускают сорти­
ровки марки СМ-01 произво­
дительностью по воздушносухому волокну 25—30 т/сутки
и марки СМ-02 производитель­
ностью 50—100 т/сутки при
концентрации
массы
0,5—
1,5%. С 1966 г. сортировки
марки СМ-01 заменили сорти­
ровки марки ГС-01, а СМ-02 —
марки ГС-02.
Широко
применявшиеся
ранее для сортирования беле­
ной и небеленой целлюлозы Рис. 37. Включение сортирующего
мембранные сортировки вновь оборудования в технологические схе­
мы
устанавливаются
редко, но
продолжают действовать на
некоторых предприятиях. Взамен них теперь применяются ци­
линдрические вибрационные сортировки. Отечественные маши­
ностроительные заводы выпускают два типа таких сортировок
под марками СВЦ-04 и СВЦ-05, характеристики которых при­
ведены в табл. 35.
При соединении отдельных агрегатов сортирующего обору­
дования в технологические схемы необходимо обращать внима­
ние на правильное определение количества массы, поступающей
на сортировку. В нижеследующих примерах показаны варианты
включения отдельных агрегатов в технологические схемы.
П р и м е р 60. В схеме, показанной на рис. 37, а, количество массы, по­
ступающей на сортирование, Q= 100 т. Отходы сортирования, составляющие
от количества массы, поступающей в сортировку, 9=20%, размалываются
на рафинере, после чего возвращаются в сортировку. Необходимо определить
количество массы х, поступающей после рафинера, и суммарное количество
массы Q+x, поступающей в сортировку.
Составляем соотношение
;,
х=
J9 + *)JL
100
183
•IS
Т а б л и ц а 34
Сортировки центробежные
Древесная масса
Сульфитная целлюлоза
Сульфатная целлюлоза
Марка
концентра­
ция,
производи­
тельность,
mfcymKU
концент­
рация,
производи­
тельность,
mj сутки
концентра­
ция,
производи­
тельность,
mjcyrnKu
СЦ-06
0,6—1,6
40—45
0,6—1,6
28-38
0,6—1,6
38—57
СЦ-07
0,6—1,6
60—70
0,6—1,6
45—60
0,6—1,6
60—95
СЦ-08
0,6—1,6
100—120
0,6—1,6
75—100
0,6-1,6
100—150
j
0)
Размеры
сита,
мм,
диаметр
длина
Диаметр от­
верстия сит,
мм
I- зона
II зона
650
700
800
800
1050
1070
1,4—2,9
1,2—2,6
1,4—2,9
1,2-2,6
1,7—3,0
1,4—2,5
Ч
Мощность
электродви­
гателя,
кет
28
40
75
Таблица
35
Сортировки вибрационные цилиндрические
Марка
Производи­
тельность,
в.с.в.,
mi с утки
Концентра­
ция,
Диаметр
цилиндра,
мм
СВЦ-04
20—40
0,4—1,5
1000
СВЦ-05
20—100
0,4—1,5
1000
Ширина
прорезей.
мм
Число двой­
ных колеба­
ний цилиндра,
мм
Скорость
вращения
цилиндра,
o6j мин
Размах кру­
говых коле­
баний, мм
Мощность
электродви­
гателя,
кет
750
0,25—0,7
1250
5,8
5
20
1000
0,25—0,7
1250
5,8
5
20
Длина
цилиндра,
мм
Преобразуем
100л: = (Q -f х) q, или ЮОх — Qq -f xq, или 100х — xq = Qq,
или л: (100—q) •— Qq, отсюда
х
'•'
_:
Окончательно получаем
100-20
* =
= 25 т;
Q?
100 — 9
Q + х = 100 + 25 = 125 т .
100 — 20
П р и м е р 61. В схеме, показанной на рис. 37, б, количество массы, по­
ступающей на сортирование Q = 150 т. Количество отходов первой ступени
сортирования а=20%; второй ступени сортирования 6=30% от массы, посту­
пающей на эту ступень. Определить количество отсортированной массы х и
количество отходов сортирования у.
Количество отходов сортирования в процентах от общего количества
массы, поступающей на сортирование
„ = _ J * _ = - 2 ° ^ _ = 0.06 = 696.
100100
100-100
или в тоннах и =
150-6
.
= 9 т.
100
Количество отсортированной массы в процентах
х= 100 — 6 = 94%,
или в тоннах х — 150 — 9 = 141 т.
П р и м е р 62. В схеме, показанной на рис. 37, в, количество массы, по­
ступающей на сортирование, Q= 100 т. Отходы первой Ступени а = 40% от ко­
личества массы, поступающей в первую сортировку; отходы второй ступени
6 = 50% от количества массы, поступающей во вторую сортировку. Необходимо
определить количество массы х, поступающее от второй сортировки на пов­
торное сортирование и количество массы Q + x, поступающее в первую сор­
тировку.
На вторую ступень поступает
(Q + х)а
100
v Отходы от второй ступени
(Q + х) аЬ
100-100
Составляем равенство
(Q +х)а
100
_
X -j-
(Q -|- х)аЪ
100-100
Преобразуем
(Q + х) 100а = 10 000х + (Q + х) ab;
\0QQa -I ЮОах = 10 000* -f Qab -f abx,
или 10 000* + abx — 100а* -= 100Qa — Qab.
или л: (10 000 + а & - - Ю0а) = Qa(100 —6),
185
Qa (100 —b)
отсюда х —
, ил и
10 000 + ab— 100a
100-40(100 — 50)
х=
= 25 т.
10 000 + 40-50—100-40
Q +- х = 100 + 25 = 125 т.
Особую группу сортирующего оборудования составляют уз­
лоловители, устанавливаемые непосредственно перед бумагоде­
лательными и картоноделательными машинами и предназначае­
мые для удаления из массы, поступающей на машину, скопле­
ний волокон, образующих узелки, сгустки и пучки волокон.
Отходы от узлоловителей, как правило, поступают на какой-ни­
будь вид очистной аппаратуры, из которой очищенная масса
возвращается в поток, а отбросы не утилизируются.
Примерно 15 лет назад перед машинами устанавливались
два основных типа узлоловителей, действующих и в настоящее
время: одни — медленно вращающийся в неподвижной ванне
вибрирующий барабан с прорезями, при этом масса поступает
внутрь барабана и через его прорези — в ванну, а оттуда на
машину; второй — вращающийся барабан с прорезями в ванне
с вибрирующими стенками. Масса поступает в ванну и через
прорези барабана внутрь его. Первый тип узлоловителя приме­
нялся для машин небольшой производительности, а второй во
всех остальных случаях. Широкое распространение имели узло­
ловители второго типа, имевшие марки УВВ-IM; УВВ-ПМ; УВIIIM и первого типа марки УВБ-1.
Основным недостатком подобного типа узлоловителей явля­
лось значительное насыщение массы воздухом перед поступле­
нием ее на машину вследствии колебаний массы в воздушной
среде. Помимо этого, при значительном увеличении производи­
тельности каждой машины число вибрирующих узлоловителей
приближалось к десятку. Появление вначале селиктифайеров,
а затем центрискринов, относящихся к узлоловителям закры­
того типа, почти полностью исключило применение для новых
машин вибрирующих узлоловителей. Основное преимущество
закрытых узлоловителей состоит в том, что при прохождении че­
рез них масса совершенно не соприкасается с наружным воз­
духом, что полностью исключает ее аэрирование, т. е. насыще­
ние ее воздухом. Кроме того, конструкция узлоловителей закры­
того типа позволила довести производительность каждого из
них до 200 т/сутки, сократив таким образом число единичных
агрегатов в производственном потоке. Конструкция узлолови­
телей закрытого типа позволяет удобно использовать их также
в схемах сортирования волокнистых материалов не только пе­
ред машинами, но и в других местах производственного по­
тока.
186
• Отечественным машиностроением выпускаются узлоловители
закрытого типа, основные данные о которых приведены
в табл. 36.
Таблица
36
Узлоловители закрытого типа
Концент­
р а ц и я по­
ступаю­
щей мас­
сы,
Количе­
ство от­
ходов,
Марка
Произво­
дитель­
ность
по в.с.в.,
mjcymKU
УЗ-01
10—20
0,3—0,8
До 3,5 0,15—0,35
УЗ-02
25—50
0,3—0,8
До 3,5 0,15—0,35
УЗ-03
35—65
0,3—0,8
До 3,5 0,15—0,35
УЗ-04
50—100 0,3—0,8
До 3,5 0,15—0,35
УЗ-12
50—100 0,2—0,9
До 2,5
0,4—0,5
УЗ-13 150—200 0,4—0,8
До 3,5
До 0,5
Перепад
давления,
ати
Размеры
сита,
мм,
диаметр
высота
610
385
610
610
915
670
915
1000
660
460
915
610
Диаметр
отверстий
сита,
мм
1,2—2,4
Мощность
электро­
двигателя,
кет
5,5
1,4—2,4
10
1,4—2,4
28
1,4—2,4
40
1,3—2,4
17
1,3—2,4
22
Весьма близки по конструкции узлоловителям УЗ-12 и УЗ-13
сортировки СЗ-12 и СЗ-13. Сортировки эти отличаются от со­
ответствующих им узлоловителей тем, что имеют вдвое больше
лопастей. Кроме того, сортировки снабжены двумя патрубками
для выхода отходов и имеют более мощный, чем у узлолови­
теля, двигатель для привода.
Для ограниченного применения в настоящее время продол­
жается выпуск узлоловителей с вибрирующей ванной марки
УВ-04, производительностью 8—53 т/сутки и марки УВ-05, про­
изводительностью 12—72 т/сутки.
К группе узлоловителей следует также отнести очиститель
центробежный марки Е4М, аналогичный по конструкции ранее
применявшимся эркенсаторам. Этот вид очистителя устанавли­
вают для очистки массы перед бумагоделательной машиной, вы­
рабатывающей конденсаторную, кабельную и другие подобные
виды бумаги, производительность его 60 м3/ч. До 1965 г. этот
очиститель выпускался под маркой Е4-01.
В отличие от сортирования очистка волокнистых масс имеет
основной целью отделение от массы загрязнений, направляемых
в отбросы производства. Загрязнения могут быть легкими, име­
ющими удельный вес ниже удельного веса волокна или выше,
но близкого к нему (кусочки коры, сгустки волокна с песком,
187
костра), а также мелкими тяжелыми, например металлического
и керамического происхождения.
Необходимость очистки волокнистых масс возникает на раз­
личных ступенях большинства технологических процессов. Для
целей очистки различного вида массы в целлюлозно-бумажном
производстве применяют различные, преимущественно вихревые
очистители, носящие название центриклинеров, фортрапов,
форджеклинеров, гидроклонов, магноклинеров, радиклонов и др.
В зависимости от назначения и производительности очисти­
тели имеют те или иные конструктивные различия. Однако об­
щим для большинства из них является сочетание в одной комп­
лексной установке одиночных очистителей — трубок, имеющих
цилиндрическую или чаще коническую форму. Одиночные очи­
стители компонуются в комплексные установки различной про­
изводительности, в которые помимо трубок-очистителей вклю­
чаются коллекторы, насосы с электродвигателями, трубами и пр.
Наибольшее распространение в целлюлозно-бумажной про­
мышленности за рубежом получили установки вихревых кони­
ческих очистителей фирмы Бауэр Бросс Компани (США). На
отечественных предприятиях подобные установки также нашли
широкое применение. Называют их обычно центриклинерами
Бауэра.
Основные виды этих очистителей и их характеристика при­
ведены в табл. 37.
Таблица
37
Центриклинеры Бауэра
Модель
Диаметр
очистителя,
мм
Диаметр
входного
патрубка.
мм
Диаметр
выходного
патрубка,
мм
600
601
606
622
623
624
640
641
642
643
644
76
76
152
305
305
305
508
660
813
915
1170
13
18
38
51
76
102
152
203
254
305
356
16
18
38
64
76
102
203
254
305
356
457
Пропускная
способность,
AJMUH
75
100
340
102ТГ
1 890
3 220
2 390— 4 160
4 050— 7 080
6 230—10 700
9 080—15 500
13 100—22 700
Все центриклинеры Бауэра имеют аналогичную конструк­
цию. Масса подводится через одно тангенциально расположен­
ное отверстие, очищенная масса отводится через верхний патру­
бок, а отходы выводятся через нижнее отверстие.
Очистители модели 600 и 601 применяют чаще всего для
тонкой очистки беленой и небеленой целлюлозы. Очиститель
188
модели 606 применяют для очистки древесной массы и бумаж­
ной массы для высококачественных видов бумаги. Серию ко­
нических очистителей моделей 622—624 применяют главным
образом для очистки массы перед бумагоделательными и картоноделательными машинами, вырабатывающими массовые
виды бумаги и картона. Серию очистителей моделей 640—644
используют обычно для предварительной грубой очистки массы,
и их компонуют перед установками вихревых очистителей тон­
кой очистки. Очистители этих моделей, имеющие большую про­
пускную способность, иногда носят название магнитоклинеров.
Установки центриклинеров Баузра, используемые перед
быстроходными машинами, могут быть оснащены вакуумными
системами, позволяющими снизить содержание в массе воздуха,
что способствует лучшим условиям формования бумажного по­
лотна на сеточном столе машины.
В связи со значительным расширением базы отечественного
производства бумагоделательного оборудования в ближайшем
будущем все большее применение на наших предприятиях по­
лучат установки очистителей отечественного изготовления, про­
мышленный выпуск которых был начат Щелковским заводом
в 1957 г. В настоящее время изготовление установок для очи­
стки волокнистых масс сосредоточено на Верхнеднепровском
заводе бумагоделательного оборудования. Он изготовляет уста­
новки УВЛ-2, УВЛ-4, УВЛ-6, каждая из которых представл'яет
собой батарею соответственно. из двух, четырех или шести вих­
ревых цилиндрических очистителей, имеющих устаревшее назва­
ние «водоворотные ловушки», что обусловило наименование и
марку установки. За рубежом, а иногда и у нас вихревые ци­
линдрические очистители носят название фортрапов. Подобные
установки предназначены для очистки бумажной массы от раз­
личных тяжелых мелочей. Верхнеднепровский завод бумагоде­
лательного оборудования выпускает также центробежный очи­
ститель ОЦ-50 (ОЦН), предназначенный в основном для очистки
макулатурной массы, с производительностью 40—50 т/сутки по
воздушносухому веществу. Этот очиститель должен работать при
низкой концентрации массы — 0,8—0,9%, что подчеркивается
индексом Н в его марке. .Пропускная способность очистителя —
3800 л/мин.
Для очистки макулатурной массы при высокой концентра­
ции, 2—4%, выпускаются конические очистители Е6-01, состоя­
щие из вихревых конических очистителей марки ОКВ, которые
комплектуются в установки из двух, четырех и шести штук.
Такие установки целесообразно устанавливать непосредственно
после гидроразбивателя, работающего при соответствующей
концентрации.
По данным завода-изготовителя, производительность уста­
новки в зависимости от числа очистителей в установке и кон­
центрации массы может составлять от 80 до 480 т/сутки.
189
Очистители марок ОЦ-50 и Еб-01 можно отнести к группе
гидроклонов, предназначенных для очистки от тяжелых загряз­
нений.
Для очистки массы, идущей на выработку конденсаторной и
других подобных видов бумаги, применяют центробежные очи­
стители Е4 и Е4М.
Наибольшее применение имеют комплектные установки вих­
ревых конических очистителей, имеющие марки ЦОЦ и ЦОДМ.
Первые предназначены для очистки целлюлозы, вторые — дре­
весной массы. Некоторые данные по этим установкам приве­
дены, в табл. 38.
Таблица
Комплектные установки вихревых очистителей
ЦОЦ-12
ЦОЦ-15
ЦОЦ-40
ЦОЦ-80
ЦОЦ-160
ЦОДМ-50
ЦОДМ-120
ЦОДМ-180
ЦОДМ-300
ЦОДМ-400
ЦОДМ-650
12
15
40
80
160
50
120
180
300
400
650
I
1
72
72
106
210
3
5
10
120
160
240
И
1
14
14
20
36
1
2
2
20
30
64
Ш
я «а
rat
О. о
я?»
На 3 s
Ч я у
° Оо „
0,8
— 0,2—0,3
4
4
8
—
—
—
4
4
8
я"
Е- £
v £• S
Я^ °
0,5
0,5
0,5
0,2—0,5
0,2—0,5
0,5
0,3 — 1,0
0,3—1,0
0,5
<Ч у. 5!
я»4
..
азч
ы
К Ё«
PI
,
ДВИГ
Количество
трубок в сту­
пени
J3 Я
Суш
ноет
г
я
"• .
га
Про извод
ноетъ по
т/су тки
А\ я г\ ~и я
i'lrf (Jtv a
i
к
Sн
я
2,8—3,0
18,5
2,8
62
—
2,8
До 1,0
73,5
2,8
0,2
185
2,8
0,2
303
3,5
103
—
3,5
215
—
2,8
240
—
2,0
0,2—0,3 368
2,0
0,2—0,3 488
2,0
0,6
930
О
38
'
о я
я X
я
•Я о
я я
1691
3 283
3 892
6 344
13 000
4 900
12 500
8 000
22 460
29 770
62 800
Установки ЦОЦ комплектуются вихревыми коническими
очистителями, имеющими разную производительность, измеряе­
мую пропускной способностью литров в минуту. Установка
обычно состоит из трех ступеней очистки. Отходы от I ступени
поступают во II ступень. Очищенная масса с I и II ступеней по­
ступает на производство. Отходы от II ступени поступают на III.
Очищенная масса с III ступени направляется в сборник отхо­
дов I ступени, разбавляется водой и повторно очищается на
II ступени. Отходы от III ступени направляются в отбросы про­
изводства.
Установки ЦОДМ комплектуются вихревыми коническими
очистителями обычно в две ступени при небольшой производи­
тельности и в три — при повышенной производительности.
В целях дальнейшего совершенствования и приведения в си­
стему производства вихревых конических очистителей отече­
ственного изготовления разработана отраслевая нормаль, кото­
рая охватывает все виды одиночных очистителей (отдельных тру­
бок), из которых могут комплектоваться установки для очистки
190
различной массы v ua разных стадиях производственного про­
цесса.
В соответствии с нормалью устанавливаются три типа очи­
стителей:
ОК — очистители вихревые конические;
ОЦ — очистители вихревые цилиндрические;
ОМ — очистители для массы из макулатуры.
Основные данные этих очистителей, соответствующие нор­
мали, приведены в табл.39.
Таблица
Трубки для вихревых очистителей отечественного производства
(марк
"я"
с:
Н
г
Концент­
рация
массы,
4 5
ии
°1з
Р.Ч ч
С нч
%
Перепад
давления
кгс1см2
ок-оо
40 0,2—1,0 1,5—1,7
ОК-01
100 0,2—1,0 2,4—2,6
ОК-02
ок-оз
ОК-04
ОК-05
ОК-06
ОК-07
ОК-08
ОК-09
ОЦ-01
ОМ-01
ОМ-02
ОМ-03
-Заменяет
очисти­
тель за­
рубежно­
го изго­
товления
Радиклон
Р-40
Бауэр
601
У 400
39
Рекомендации д л я применения
Высокосортные виды беленой цел­
люлозы и бумажной массы
Беленая и небеленая целлюлоза,
бумажная масса без каолина
Белая древесная масса, беленая
400 0,2—1,0 1,5—1,7
и небеленая целлюлоза, соло­
менная целлюлоза
1000 0,2—1,0 3,0—3,2 Бауэр Целлюлоза высокого выхода, дре­
622—625
весная масса, бумажная масса
для писчей и печатной бумаги,
масса для электроизоляционно­
го картона
1900 0,2—1,0 3,0—3,2 Бауэр Целлюлоза высокого выхода, бу­
623
мажная масса для массовых ви­
дов бумаги и картона
целлюлоза, отходы
2 400 0,2—1,0 3,0—3,2 Бауэр Небеленая
623—624
сортирования древесной массы
3 200 0,2—1,0 3,0—3,2 Бауэр Полуцеллюлоза, древесная масса
для картона, отходы сортиро­
624
вания
4 000 0,2—1,0 0,6—1,0 Bavsp Перед установками вихревых ко­
610
нических очистителей с целью
удаления из массы крупных
10 000 0,2—1,0 0,6—1,0 Бауэр
частиц
642
25 000 0,2—1,0 0,6—1,0 Бауэр
Бумажная масса с наполнителем,
650 0,2—1,0 1,6—1,8 Фойт
оборотная вода, каолиновая
суспензия
560 2—6
1,0—1,6 Фойт 1 Макулатурная масса и другие во­
1 000 2—6
1,0—1,6 Фойт 2
локнистые суспензии для очист­
1 800 2,6
1,0—1,6 Фойт 3
ки от посторонних включений
Нормаль предусматривает изготовление заводом по согласо­
ванию с заказчиком вихревых конических очистителей типораз­
меров ОК-01, ОК-02, ОК-ОЗ, ОК-04, ОК-05, ОК-06 в двух испол­
нениях:
191
для отделения загрязнений с удельным весом, превышающим
удельный вес волокна;
для отделений загрязнений с удельным весом выше и ниже
удельного веса волокна.
При изготовлении очистителей из нержавеющей листовой
стали срок службы насадок и нижней части конусов из-за их
интенсивного гидроабразивного износа составляет 3—6 месяцев.
При изготовлении нижнего конуса и насадки из износостойкой
керамики срок их службы увеличивается в 4—5 раз. Эти кера­
мические детали в настоящее время находятся в стадии
освоения.
Указанные в отраслевой нормали типы (марки) вихревых
очистителей в ближайшее время (до 1973 г.) войдут в серийное
производство.
Г л а в а VI
ТЕХНОЛОГИЧЕСКИЕ КОМПОНОВОЧНЫЕ РЕШЕНИЯ
Разработка технологических компоновочных решений, т. е.
выполнение чертежей, предусматривающих определенное разме­
щение в производственных зданиях оборудования, коммуника­
ций, подъемно-транспортных устройств, хранение материалов
для производства, вспомогательных помещений и рабочих мест
для производственного персонала, необходимых для проекти­
руемого процесса производства, определяет габариты и объемы
зданий предприятия.
Технологические компоновочные решения какого-нибудь
объекта (фабрики, цеха, установки) разрабатывают проекти­
ровщики-технологи на основе принятой в проекте технологиче­
ской схемы и выбранного оборудования, при этом учитываются
требования всех инженерных специальностей, участвующих
в проектировании объекта (технологов, энергетиков, сантехни­
ков, строителей и др.).
Таким образом, технологические компоновочные чертежи
в итоге представляют собой комплексные задания, на основе
которых проектировщики строители и архитекторы разрабаты­
вают объемно-планировочные решения и строительные конструк­
ции зданий, подлежащих сооружению для осуществления проек­
тируемых производственных процессов.
Такое назначение технологических компоновочных решений
обязывает всех проектировщиков всемерно учитывать строи­
тельные требования унификации зданий и сооружений. Эти тре­
бования определяются на основе обобщения проектной прак­
тики и специальных разработок по унификации, в результате
которых выявляются габаритные схемы производственных зда­
ний, целесообразных для повторного или неоднократного при­
менения. На основе опыта сооружения и эксплуатации запроек­
тированных зданий их габаритные схемы постепенно уточ­
няются или изменяются.
192
В самом начале разработки технологических компоновочных
решений проектировщик-технолог должен рассмотреть уже про­
веренные опытом, учитывающие унификацию габаритные схемы
и определить возможность их применения в разрабатываемом
проекте, а также рассмотреть необходимые уточнения или изме­
нения, вытекающие из конкретных условий проектирования
объекта. Только при достаточно веских обоснованиях может
быть принято решение о разработке компоновочных решений, не
проверенных практикой.
В последние годы на основе многолетнего опыта проектиро­
вания целлюлозно-бумажных предприятий и специальных про­
ектных проработок выявились направления унификации объем­
но-планировочных решений и соответствующих им габаритных
схем основных производственных зданий этих предприятий,
учитывающие как специфические условия целлюлозно-бумаж­
ных производств и оборудования, так и современные требования
строительного проектирования, вытекающие из индустриальных
методов строительства. В частности, такие направления унифи­
кации объемно-планировочных решений нашли свое проявление
в габаритных схемах зданий павильонного типа, учитывающих:
унификацию строительных параметров (пролетов, шагов колонн,
высотных отметок); максимальное применение сборных типовых
строительных деталей и конструкций; возможность конструиро­
вания коробки здания без детальных данных по размещаемому
в нем оборудованию.
Последнее обстоятельство оказывает влияние на сокраще­
ние сроков проектирования и строительства, ибо подробные
данные по оборудованию поставщики машин обычно выдают
позднее. Некоторые габаритные схемы главных производствен­
ных зданий целлюлозно-бумажных предприятий, отвечающие
современной практике проектирования, приведены ниже.
Поскольку в большинстве случаев в составе целлюлознобумажного предприятия наибольший объем имеют здания бу­
мажных и картонных фабрик, все объемно-планировочные ре­
шения по предприятию обычно ориентируются на решение по
этим фабрикам, как на определяющий фактор. В том случае,
если габаритная схема здания бумажной или картонной фаб­
рики не может быть использована для других цехов, то стре­
мятся найти такие решения для этих цехов, которые позволяют
применить возможно большее количество унифицированных
строительных деталей и конструкций (колонны, балки, фермы,
стенные панели и пр.), нашедших применение на бумажной или
картонной фабрике, и органически сблокировать эти здания
с ней. Этим обеспечивается также сокращение типоразмеров
строительных конструкций для всего предприятия в целом.
Цехи варки целлюлозы в силу специфичности габаритов
оборудования не размещаются в унифицированных габаритных
схемах, принятых для размещения основных цехов. Поэтому
193
для варочных цехов применяются отдельные объемно-планиро­
вочные решения.
Блокируемые между собой содорегенерационные установки
и выпарные станции, а также цехи каустизации щелоков и ре­
генерации извести решаются также в своих габаритных схемах,
с максимально возможным' использованием строительных эле­
ментов основных производственных цехов.
Древесно-подготовительные цехи могут размещаться в зда­
ниях павильонного типа с пролетами 18 или 36 м.
Склады готовой продукции при одноэтажном исполнении
проектируют с пролетами 18; 24; 30 и 36 м. Чем меньше колонн
внутри склада, тем лучше может быть использована площадь
складирования и тем лучше условия для маневрирования по­
грузчиков.
При разработке технологических компоновочных чертежей
принято соблюдать определенный порядок, основные положения
которого сводятся к следующему:
Компоновочные чертежи разрабатывают в планах и верти­
кальных разрезах, из которых ясно определяется пространст­
венное расположение всего оборудования, аппаратуры, комму­
никаций и пр.
Компоновочные чертежи технического проекта выполняют
преимущественно в масштабе 1:200 или 1:100 в зависимости
от сложности и величины проектируемого объекта, от требую­
щейся степени детализации чертежей, а также в зависимости
от других условий. В некоторых случаях, например для пред­
варительных компоновок, допускается масштаб 1 : 400. На ста­
дии рабочих чертежей применяют также масштаб 1 : 50, иногда
и более крупный. Все размеры указывают в миллиметрах.
Обычно компоновочные чертежи проектируемого объекта вы­
полняют на нескольких листах, например: лист № 1—план I
этажа; лист № 2 — план II этажа; лист № 3 — продольный раз­
рез, лист № 4 — поперечные разрезы и т. д.
На первом листе должна быть приведена полная опись всех
листов, входящих в состав компоновочных чертежей. Этот лист
носит название заглавного листа.
Если проектируемый объект состоит из нескольких зданий и
сооружений, занимающих большую территорию, компоновочные
чертежи обычно выполняют по каждому зданию или сооруже­
нию объекта отдельно; в этом случае в состав чертежей должен
быть включен чертеж общего плана всего объекта, выполнен­
ный в меньшем масштабе, с нанесением на нем межцеховых
эстакад и других устройств, служащих для связи между от­
дельными частями объекта. При проектировании различных про­
изводств в одном блоке зданий для каждого из производств
компоновочные чертежи могут быть разработаны отдельно.
Угловой штамп чертежа с названием проекта и проектирую­
щей организации размещают в правом нижнем углу чертежа.
194
Этот штамп является основным и содержит подписи руководи­
телей и исполнителей проекта. При большом числе соисполни­
телей для фиксирования их участия предусматривается боковой
продольный штамп с линией отреза. При отправлении копий
чертежей заказчику боковой штамп отрезают. Оригиналы чер­
тежей хранят в архиве проектной организации. На чертежах
должны быть указаны как общие габаритные размеры проекти­
руемого объекта, так и размеры всех сооружений и отдельных
помещений, входящих в его состав.
Технологическое оборудование на планах и разрезах изо­
бражается в упрощенном виде без лишней детализации, с со­
блюдением габаритных размеров основных частей. При изобра­
жении оборудования на компоновочных чертежах должны
быть показаны опорные детали машин и аппаратов так, чтобы
было видно, на какие строительные конструкции (перекрытия,
самостоятельные фундаменты и т. п.) они опираются. Должны
быть указаны также технологические нагрузки на эти строитель­
ные конструкции.
При компоновке оборудования особое внимание следует об­
ращать на привязку оборудования к строительным конструк­
циям здания. Размер расстояния от этих конструкций должен
позволять без помех и затруднений производить монтаж, эк­
сплуатацию и ремонт оборудования. Так, например, бумагоде­
лательные и картоноделательные машины, имеющие сеточные
столы, выкатываемые при смене сетки на сторону обслужива­
ния, требуют для этой операции свободного места, превышаю­
щего по ширине примерно в 1,25 раза ширину сеточного стола,
что обязательно учитывается при .определении общей ширины
зала бумагоделательных машин.
При размещении оборудования проектировщик-технолог
должен учитывать такую привязку к зданию, чтобы фунда­
менты оборудования были отделены от фундаментов здания (ко­
лонн, стен и др.).
Размещение оборудования, имеющего значительную протя­
женность, требует увязки с температурно-осадочными швами
здания, месторасположение которых должно определяться по
согласованию между проектировщиками технологами и строите­
лями.
Установка всех машин и аппаратуры, показанная на компо­
новочных чертежах, должна быть запроектирована в соответ­
ствии с требованиями, принятыми в технологической схеме.
В планах компоновочных чертежей должны быть учтены не­
обходимые проходы, монтажные и обслуживающие площадки,
а в разрезах — предусмотрена высота над оборудованием, необ­
ходимая для его монтажа, эксплуатационного обслуживания,
ремонта и демонтажа.
На компоновочных чертежах показывают все подъемнотранспортные устройства, необходимые для нормальной эксплу195
атации или ремонта технологического оборудования (мостовые
краны, электротельферы, монтажные балки и т. п.) с указа­
нием отметок их расположения и грузоподъемности. При при­
менении передвижных транспортных устройств (тележки, элект­
рокары и т. п.) в чертежах должны быть указаны пути их
возможного движения и нагрузка от них на перекрытия.
В состав чертежей включают спецификацию оборудования,
в которой приводят перечень всех машин и аппаратов, изобра­
женных на компоновочных чертежах, в том числе и подъемнотранспортных устройств. В спецификации должен быть указан
номер оборудования по технологической схеме, наименование и
основная характеристика оборудования, его количество по каж­
дой позиции, вес порожнего аппарата и максимальный вес
заполненного аппарата, номера чертежей оборудования. Спе­
цификация оборудования приводится на одном из листов
компоновочных чертежей или при недостатке места на отдель­
ном: листе.
СОВРЕМЕННЫЕ ГАБАРИТНЫЕ СХЕМЫ
ОСНОВНЫХ ПРОИЗВОДСТВЕННЫХ ЗДАНИЙ
Еще в недавнее время традиционной габаритной схемой
зданий бумажной или картонной фабрики являлась схема, по­
казанная на рис. 38, предусматривавшая парное размещение ма­
шин в одном общем зале. Для размещения приводов и вентиля­
ционного хозяйства машин предусматривались два боковых про­
лета, получившие название открылков.
При разной ширине машин принципиально схема оставалась
неизменной: средний пролет для размещения машин и два бо­
ковых открылка; изменялась только величина пролетов и высот­
ные отметки.
Достоинство традиционной габаритной схемы состояло
в возможности компактного размещения всего сложного и мно­
гообразного оборудования машин, позволяющего экономно ис­
пользовать кубатуру здания. Недостатки этой схемы выявились
при происшедшем в последнее время резком увеличении про­
изводительности машин, повышении требовательности к стаби­
льности режима их работы, усложнении управления и необходи­
мости улучшения условий труда обслуживающего персонала.
Недостаток парного размещения машин в общем зале про­
является уже во время их монтажа. Как правило, машины
монтируют поочередно, и освоение первой из них совпадает
с полным разворотом монтажа второй. Эти обстоятельства не
благоприятны как для освоения, так и для монтажа машин. Ос­
воение второй машины, сопровождаемое переменным режимом
ее работы, также отрицательно сказывается на стабильности ра­
боты первой. Ряд неудобств возникает в процессе эксплуатации,
когда на одной из машин необходимо сменить сетку, а другая
должна продолжать работу. Во время эксплуатации обеих ма196
шин их связанность метеорологическими условиями (влажность
и температура воздуха в общем зале) затрудняют соблюдение
стабильных условий работы для каждой из машин. Количество
тепловлаговыделений и количество перемещаемого воздуха для
поглощения этих выделений у современных высокопроизводи­
тельных машин таковы, что при их парном размещении в одном
общем зале практически невозможно гарантировать воздухооб^
мен, обеспечивающий необходимые для технологического про­
цесса стабильные и приемлемые для обслуживающего персо­
нала метеорологические условия.
Через сушильную часть современной высокопроизводитель­
ной машины ежесуточно проходит несколько десятков миллио­
нов кубометров воздуха. При
этих условиях каждый процент
прорывающихся из-под кол­
пака водяных паров оказывает
существенное влияние на температурно-влажностный режим
зала бумажных машин, нару­
шая его стабильность и усло­
вия воздухообмена. Сущест­
венно нарушает стабильность
метеорологических
условий
в зале бумажных машин так­ Рис. 38. Размещение двух бумагоде­
же большое количество тепла лательных машин обрезной ширины
6720 мм в общем зале:
и влаги, выделяемое на откры­
ось бумагоделательной машины № 1:
тых сеточных частях машин 2/ —
— ось бумагоделательной машины № 2
непосредственно в окружаю­
щее пространство.
Для снижения вязкости воды с целью интенсификации про­
цесса обезвоживания бумажного полотна температура массы,
вытекающей на сеточный стол современных высокопроизводи­
тельных машин, доводится до 50° С, скорость же вытекания до­
стигает 12 м/сек и выше. Масса, находящаяся в напускном
устройстве под некоторым давлением, при выходе на сеточный
стол освобождается от него, благодаря чему происходит ин­
тенсивное испарение влаги со всей открытой поверхности се­
точного стола. Количество испаряемой влаги на сеточной и
прессовой частях современных высокопроизводительных машин
достигает 40% влаги, испаряемой в сушильной, части.
Большие скорости движения сетки и вращения регистровых
и сетковедущих валиков образуют вместе гигантский циркулятор воздуха, разбрызгивающий мельчайшие капельки воды и
пара. В результате в зоне сеточного стола резко возрастает тем­
пература воздуха, а его влажность приближается к 100%. Все
это затрудняет обслуживание машин и требует специальных ме­
роприятий для организованного удаления теплого влажного воз­
духа из зоны сеточного стола.
197
Указанные выше эксплуатационные и, в частности метеоро­
логические условия в залах бумажных машин диктуют целесо­
образность отказа от парного размещения высокопроизводи­
тельных машин в общем зале.
Размещение каждой машины в своей изолированной секции
обеспечивает независимый воздухообмен, наиболее стабильные
метеорологические условия, конструктивно позволяет предусмат­
ривать свободные объемы, создающие в зале буферные резервы
воздуха, способствующие стабильности режима. Все эти обстоя­
тельства наряду с размещением стороны обслуживания машины
к наружной стене здания, обеспеченной естественной освещен­
ностью и инсоляцией, способствуют созданию нормальных усло­
вий для обслуживающего машину персонала.
Раздельное размещение высокопроизводительных машин
имеет бесспорное преимущество во время монтажа, освоения,
ремонтов и эксплуатационных наладок машины. Это преимуще­
ство, вытекающее из опыта эксплуатации, учитывается в совре­
менных габаритных схемах зданий бумажных и картонных фаб­
рик, предусматривающих размещение каждой машины в своей
изолированной секции. Внутри этих секций предусматривают
несколько увеличенные объемы, позволяющие иметь буферные
резервы воздуха и несколько более свободную компоновку обо­
рудования и коммуникаций.
Опыт размещения в традиционной габаритной схеме высо­
копроизводительных машин, имеющих сложную систему ком­
муникаций, значительно увеличенных по сравнению с прежними
габаритами, показал необходимость более свободной компо­
новки для улучшения условий эксплуатации. В то же время не­
обходимо всегда иметь в виду, что всякое увеличение объема
здания приводит к его удорожанию.
Производственные здания целлюлозно-бумажных предприя­
тий представляют собой сложные строительные сооружения, и
при большом объеме их стоимость составляет существенную
часть стоимости предприятия. Отсюда понятно значение, кото­
рое при оценке проекта придается показателю объема произ­
водственных зданий. Представление о стоимости зданий цел­
люлозно-бумажных предприятий можно составить из следую­
щего примера.
Здание картонной фабрики, необходимое для размещения
двух современных высокопроизводительных картоноделательных машин с отделом подготовки массы для них, имеет объем
примерно 500 ООО м3. При цене 1 м3 здания около 10 руб. стои­
мость строительной части фабрики составит около 5 млн. руб.
Естественно поэтому, что усилия каждого проектировщика долж­
ны быть направлены к возможному целесообразному сокращению
объема производственных зданий, существенно влияющему на
стоимость предприятия в целом. В то же время такое сокращение
может производиться за счет ухудшения условий производства,
198
рассчитанного на многие годы эксплуатации и тем более не мо­
жет производиться с пренебрежением к нормальным условиям
труда персонала, обслуживающего социалистическое пред­
приятие.
Предварительное сопоставление стоимости зданий бумаж­
ных и картонных фабрик прежней традиционной габаритной
схемы с соответствующими зданиями павильонного типа пока­
зало увеличение объема при новых габаритных схемах при­
мерно на 15%, что свидетельствует о необходимости при техно­
логических компоновочных решениях в каждом отдельном слу­
чае тщательно взвеши­
nJa
вать и анализировать
"
преимущества
и недо­
статки разных компоно­
пло
вок и лишь на основе
таких сопоставлений при­
нимать необходимое ре­
шение.
Так, при размещении
двух машин
обрезной
шириной 2520 мм, имею­
щих очень малую произ­
водительность и незна­
чительные тепловлагоделения, например машин
Б-37А и Б-34, может Рис. 39. Размещение двух бумагоделатель­
быть применена габарит­ ных машин обрезной шириной 2520 мм
типа
(проект
ная схема павильонного в здании павильонного
1967 г.):
типа подобно показан­ / — бумагоделательная машина Б-37А; 2 — бума­
годелательная машина Б-34
ной на рис. 39. Для ма­
шин той же обрезной
ширины, но большей производительности, например машин Б-18,
не исключается применение традиционной схемы с открылками,
как это показано на рис. 40. Конкурентно может быть рассмот­
рен вариант размещения каждой из машин в изолированной сек­
ции. На рис. 41 показана предварительная проектная прора­
ботка такого варианта. При более детальной его разработке
здесь, возможно, окажется целесообразным изменение величины
пролетов вследствие уточнения привязочных размеров машин,
их приводов и вентиляционной установки.
Размещение одной высокопроизводительной машины обрез­
ной шириной 4200 мм может оказаться целесообразным в зда­
нии габаритной схемы, которая показана на рис. 42. При необ­
ходимости установки второй подобной машины здание для нее
должно быть зеркальным и примыкать девятиметровым проле­
том к такому же пролету первого здания, подобно тому, как
это показано на рис. 43 и 44 для размещения двух комбиниро­
ванных (с двумя плоскими сетками и одной круглосеточной
199
15,200
6000
. _
18000_
I
^200 ,
Ж-L
<5Ш
Рис. 40. Размещение двух бумагоделательных машин Б-18 обрезной ши­
риной 2520 мм в общем зале
Рис. 41. Размещение двух бумагоделательных машин обрезной шириной
2520 мм в здании павильонного типа.
слева — разрез по сушильной части; справа — разрез по сеточной части (поло­
жение при смене сетки)
частью) картоноделательных машин обрезной шириной 4200мм.
Учитывая относительно небольшую производительность этих
картоноделательных машин, основной пролет для них принят не
24, а 18 м. В связи со сложностью сеточной части комбиниро­
ванных машин, предназначенных для производства хромового
картона, секции картонной фабрики имеют различные габарит-
и
Рис. 42. Размещение высокопроизводительной машины обрезной шири­
ной 4200 мм в здании павильонного типа (проект 1968 г.)
ные схемы. На рис. 43 показан разрез по сушильной части, на
рис. 44 — по сеточной, а на рис. 45 — продольный разрез по
сеточной и прессовой частям. На рис. 43 и 44 более жирными
линиями показана первая очередь строительства здания для од­
ной машины, а более тонкими — вторая очередь для второй
машины. Производственный поток первой очереди может эк­
сплуатироваться сколь угодно долго независимо от строитель­
ства второй очереди.
Для высокопроизводительных машин обрезной шириной
6300 мм разработан проект здания, поперечный разрез которого
по сушильной части показан на рис. 46. Проект в настоящее
время выполняется.
201
Рис. 43. Размещение двух картоноделательиы.х машин обрезной шири­
ной 4200 мм с комбинированной сеточной частью (проект 1968 г.), раз­
рез по сушильной части
34,80
3d
Рис. 44. Размещение двух картоноделательных машин обрезной ши­
риной 4200 мм с "комбинированной сеточной частью (разрез гю се­
точной части)
Ц^15 + 15т
31,30
Q=10m
5,/7/7
•П
6000x6 = 36000
tO,00
6000X6=36000
Рис. 45. Размещение картоноделательной машины обрезной шириной
4200 мм с комбинированной сеточной частью (продольный разрез по
сеточной и прессовой частям)
Рис. 46. Размещение двух бумагоделательных машин обрезной шири­
ной 6300 мм в здании павильонного типа (проект 1968 г.)
Ь^^^ШЗ:
12000
д
Iд
[7
16250
T j ,, 13750,
30000
,
Рис. 47. Размещение двух бумагоделательных машин обрезной шири­
ной 6720 мм в здании павильонного типа (проект 1967 г.)
Рис. 48. Размещение цепных дефибреров на нулевой отметке в блоке
здания для двух бумагоделательных машин обрезной шириной 6720 мм
Рис. 49. Размещение цепных дефибреров выше нулевой отметки:
/ — дефибреры;
2 — электродвигатели;
3 — подача
древесной массы
балансов;
4 — каналы
для
Рис. 50. РайУещешге двух бумагоделательных машин обрезной шириной
I 8400 фл j/здЙнии павильонного? типа (проектная проработка 1968 г.)
ъ *
Рис. 51. Размещение прессовых дефибреров в блоке здания для двух бу­
магоделательных машин обрезной шириной 8400 мм:
1 — дефибреры;
2 — электродвигатели;
3 — подача
древесной массы
балансов;
4— бассейны
для
Рис. 52. Размещение одной бу­
магоделательной машины об­
резной шириной 10 080 мм в
здании
павильонного
типа
(проектная проработка 1968 г.)
Рис. 53. Размещение дефибреров в блоке здания для бумагоделатель­
ной машины обрезной шириной 10 080 мм:
1 — дефибреры;
2 — электродвигатели; 3 — подача
древесной массы
балансов;
4 — бассейн
для
Рис. 54. Установка непрерывной варки системы Камюр в здании
Размещение двух машин эбрезной шириной 6720 мм показано на рис. 47. Основные CTJ юительные параметры зданий для
машин 6300 и 6720 мм совпадг ют.
На рис. 48 показано разм мщение цепных дефибреров в здании, примыкающем к зданию двух машин 6720 мм. Дефибреры
здесь размещены, как и на мно­
гих наших действующих пред­
приятиях, на нулевой отметке.
На рис. 49 показан вариант
* ..Г^Г*
размещения тех же дефибреров
в аналогичном здании, но при
подъеме их на отметку +2,4 м.
При таком варианте облег­
чается сооружение массных ка­
налов, имеющих при мощных
потоках большие габаритные
размеры и требующих значи­
тельных заглублений.
Опыт эксплуатации в объе­
диненном здании бумажной
фабрики и древесно-массного
цеха показал, что в этом слу­
чае трудно обеспечить необхо­
димый влажностно-температурный режим. Учитывая это,
в последних проектах в месте
раздела фабрики и цеха стали
предусматривать сплошную пе­
регородку, исключающую при­
менение общих кранов, что яв­
ляется недостатком такого ре­
шения.
В связи с перспективой воз­
можного применения машин
обрезной шириной 8 400 мм и
10 080 мм были выполнены
предварительные
проектные
проработки для определения
габаритных схем зданий фаб­
рик с установкой таких машин.
Для двух машин обрезной ши­
риной 8400 мм габаритная схе­
ма показана на рис. 50. Как
видно из сопоставления этого
рисунка с рис. 47, увеличение
ширины машин вызвало увели­
Рис. 55. Установка непрерывной варки чение как пролетов, так и вы­
сотных отметок. Размещение
системы Камюр вне здания
208
дефибреров в аналогичном здании показано на рис. 51. В этом
случае предусмотрен вариант применения современных высоко­
производительных прессовых дефибреров.
Для случая установки одной машины обрезной шириной
10 080 мм, производительностью около 225 тыс. г газетной бу­
маги в год предусматривается габаритная схема, показанная
на рис. 52. Учитывая, что машина такой высокой производи­
тельности может в составе предприятия устанавливаться и
в единственном числе, схема
здания разработана, как для
отдельно стоящего корпуса.
При необходимости установ­
ки второй аналогичной ма­
шины здание для нее долж­
но быть зеркальным по от­
ношению к первому. Оба
здания могут быть сомкнуты
девятиметровыми пролета­
ми. На рис. 53 показано раз­
мещение современных прес­
совых дефибреров для ма­
шин
обрезной
шириной
10 080>ш.
Приведенные выше габа­
ритные схемы построены по
павильонному типу с макси­
мально возможной унифика­
цией и ограничением строи­
тельных параметров и кон­
струкций. К сожалению, как
уже отмечено выше, некото­ Рис. 56. Установка непрерывной варки
трубного типа в здании
рые производственные зда­
ния целлюлозно-бумажных
предприятий не укладываются в рамки требований унификации
и требуют индивидуальных решений.
Для примера на рис. 54 показано здание современной уста­
новки непрерывной варки с диффузионной промывкой системы
Камюр. Указанные на рис. 54 величины пролетов и высотные от­
метки соответствуют рабочим чертежам сооружаемого здания.
В странах с более теплым климатом широко применяется уста­
новка непрерывной варки Камюр вне здания (рис. 55).
На рис. 56 показана схема здания для установки непрерыв­
ной варки трубного типа.
На рис. 57 показан вариант размещения оборудования от­
бельного цеха с полуоткрытой установкой отбельных башен
с закрытым помещением под башнями для приводов, на­
сосов и устройств, требующих систематического наблюдения
и обслуживания. В этом случае оборудование частично разме8
с. Г. Жудро
209
32,30
22,10
20,51
Рис. 57. Здание павильонного типа отбельного цеха с размещением отбельных башен вне здания
щепо на открытых площадках, о чем подробнее сказано ниже.
Такое размещение отбельных башен позволило.применить для
отбельного цеха здание павильонного типа. -,:, •
БЛОКИРОВАНИЕ ОТДЕЛЬНЫХ ЗДАНИЙ
В ПРОИЗВОДСТВЕННЫЕ КОРПУСА
Все приведенные выше варианты размещения бумагодела­
тельных и картоноделательных машин предусматривают уста­
новку двух машин с их блокированием в одном здании. До не­
давнего времени при необходимости установки на одной пло­
щадке более чем двух машин было обычным блокирование
в одном здании или под общей крышей возможно большего чи­
сла машин. В последние годы в связи с ростом производитель­
ности машин выяснилась целесообразность пересмотра таких
решений.
Необходимость организации забора большого количества
наружного воздуха и выброса такого же количества теплого и
влажного отработанного воздуха создают снаружи бумажной
или картонной фабрики, имеющей две машины в одном блоке,
метеорологические условия, практически исключающие возмож­
ность непосредственного присоединения таких блоков друг
к другу. По этой причине в настоящее время для случая разме­
щения на предприятии высокопроизводительных машин бо­
лее двух разработан вариант, при котором каждый из
блоков, вмещающий две машины, располагается на некотором
расстоянии друг от друга, что обеспечивает надлежащую изоли­
рованность и обдуваемость каждого из зданий и облегчает нор­
мальную вентиляцию. Образующиеся между блоками зданий
площадки используют для рациональной раскладки подземных
коммуникаций, представляющих для каждой высокопроизводи­
тельной машины сложную систему. После укладки коммуника­
ций площадки озеленяют.
Для удобства коммуникационных связей между блоками и
условий обслуживания отдельные блоки соединяют между собой
утепленными переходами. Подобное размещение блоков с уста­
новкой шести бумагоделательных машин для одного из проек­
тируемых мощных комбинатов показано на рис. 58. Все три
блока соединены переходами между собой и.с общим складом
готовой продукции. При необходимости размещения цехов по
переработке бумаги в изделия (например, переработки мешоч­
ной бумаги в мешки) такие цехи могут быть размещены на вто­
ром этаже, над складом готовой продукции.
Показанные выше технологические компоновочные решения
цехов предусматривают размещение основного технологического
оборудования в зданиях, габаритные схемы которых приспособ­
лены для наиболее целесообразного расположения и наиболее
удобных условий эксплуатации оборудования. Практически
8*
211
в настоящее время здания отдельно стоящих цехов в проектах
новых предприятий предусматриваются относительно редко. По­
точность производства и технологические связи отдельных це­
хов и удобства эксплуатации обусловливают целесообразность
их блокирования в крупные производственные корпуса, количе216000
Рис. 58. Взаимное размещение трех зданий блоков бумажной фабрики
с общим складом готовой продукции:
1 — блок № 1; 2—• блок № 2; 3 — блок № 3; 4 — бумагоделательные машины; 5 —
служебно-бытовые помещения; 6 — транспортные галереи; 7 — склад готовой
продукции
ство которых в значительной мере определяется как технологи­
ческими, так и архитектурно-строительными соображениями.
Разнообразие условий иногда вынуждает применять блоки,
сочетающие в себе здания с габаритными схемами, весьма от­
личными друг от друга. С целью обеспечения органичности бло­
кировки зданий одной из важнейших задач проектировщиков
технологов и строителей является целесообразная унификация
габаритных схем, образующих блок.
212
г
ч ччччЧ^Л^ЛЛЛЧЧ1
- 2
§§
ч о
4il
Я" р к
[
>, га I °а>
о ч
<М О
т
%
о,
$
frfc^tl
°i И
и
«
1к
^
^1
ь
*J
т
i
Г-
1
$ •
.«AWWVM
^
t*T*¥
К~>-л^1
и
1
|>-
3-3
22А
а-а
^
ш
73,5
15,60,0
8к,0
ТйТ
Рис. 60. Блок сульфатно-целлюлозных заводов и картоносушильной фабрики Братского ЛПК:
/ — склад целлюлозы и картона; 2 — цех отделки и упаковки целлюлозы; 3 — склад химикатов; 4— шлифовальный цех; 5 —
зал картоноделательной машины; 6 — цех сушки" кордной целлюлозы; 7 — очистной цех беленой целлюлозы; 8 — размольно-подготови­
тельный цех; 9 — отбельный цех; 10— очистной и промывной цехи кордной целлюлозы; 11— варочный цех кордной' целлюлозы;
12 — объединенная ХВО при отбельном цехе; 13 — станция умягчения воды; 14 — промывной цех; 15 — цех горячего размола; 16 — ва­
рочный цех целлюлозы для картона
.г-г
/// //
а-а
0,0
«<7*
105,0
** у*.'
Рис. 61. Блоки № 14 и 15 Котласского
ЦБК:
/ — древесноподготовительный цех; 2— цех не­
прерывной варки; 3 — промывной и очистной
цехи; 4 — отбельный цех; 5 — склад готовой про­
дукции; 6 — сушильный цех; 7 — цех промывной,
очистной и отбельный; 8 — размольно-подготови­
тельный цех; 9— зал бумагоделательных машин;
10 — склад каолина; 11 — цех скребковых лову­
шек; 12 — станция улавливания волокна; 13 —
склад готовой продукции; 14 — склад щепы; 15 —
бытовые помещения
24,0
54
78,0
78,0
•72
198,0
'
78,0
72,0
777777777Т77777.
7
'JU 2 Ч
fy
'
10
'/¥,
'6У/Т9У9^УМ9Г, ¥*.',
OzS.
м
28,8
L-——
17,9
0,0
0,0
WT
24,0
Рис. 62.
\
ш
7*<Ч
^—
Т т т г т т
-•1- + ++- + +
I I I I I
IJIIi
Блок сульфатцеллюлозного
29, Ь
—- -
11,9
я/
у** Т
завода, бумажной и картонной фабрик Сыктывкарского ЛПК:
/ — варочный цех; 2 — промывной цех; 3 — очистной цех; 4 — отбельный цех; 5 — цех каустизации и регенерации извести; 6 — бассейнаккумулятор древесной массы; 7 — размольно-подготовительный цех бумагоделательных машин; 8— размольно-подготовительный цех
картоноделательной машины; 9 — размольно-подготовительный цех сушильной машины; 10 —- зал бумагоделательных машин; Л — зал
картоноделательной машины; 12 — зал сушильной машины; 13 — цех приготовления химикатов; 14 — склад химикатов; 15 — гильзоклейка;
16 — шлифовальный цех; 17 — склад готовой продукции
Решить эту задачу далеко не всегда удается наилучшим об­
разом. На рис. 59 показан блок №2 Котласского ЦБК, проект
которого разрабатывался в пятидесятые годы и является, по
существу, первым опытом блокировки. Габаритные схемы от­
дельных цехов, образующих этот блок, показывают недоста­
точную унификацию их строительных параметров. Этот же не­
достаток, но уже в меньшей степени можно отметить в блоках,
объединяющих два сульфатно-целлюлозных завода и картоносушильную фабрику первой очереди Братского ЛПК, рабочие
чертежи которых были разработаны в 1962 г. (рис. 60).
Значительно большая общность строительных параметров
достигнута в проекте расширения Котласского ЦБК (1967—
1968 гг.). Показанные на рис. 61 блок № 14 и блок № 15, не­
смотря на очень разное технологическое назначение, решены
с существенной унификацией строительных параметров. Осо­
бенно большая компактность технологических решений достиг­
нута в блоке № 15, включающем производственный поток мощ­
ностью 250 тыс. г в год беленой сульфатной целлюлозы.
Возможность такой компоновки обусловлена применением для
каждой технологической операции крупноагрегатных типов обо­
рудования, значение которых было отмечено в главе о выборе
оборудования.
Более целесообразные решения были достигнуты при проек­
тировании блока сульфатно-целлюлозного завода, совмещен­
ного с бумажной и картонной фабриками (рис. 62). Рабочие
чертежи этого блока первой очереди Сыктывкарского ЛПК раз­
рабатывались в 1965—1966 гг.
В настоящее время поиски наиболее целесообразных реше­
ний как габаритных схем зданий отдельных цехов, так и ком­
бинирования их в блоках продолжаются.
РАЗМЕЩЕНИЕ ОБОРУДОВАНИЯ НА ОТКРЫТЫХ ПЛОЩАДКАХ
За последние годы в некоторых отраслях промышленности
с целью упрощения и снижения стоимости строительства вы­
явилось стремление к максимально возможному размещению
оборудования на открытых площадках и в зданиях с облегчен­
ными ограждающими конструкциями.
Применительно к целлюлозно-бумажным предприятиям та­
кие решения пока что разрабатывались только для условий юж­
ных районов страны. Так, например, основное технологическое
оборудование варочного, отбельного и некоторых других цехов
Ингурского ЦБК размещено в зданиях с облегченными ограж­
дающими конструкциями, а некоторые из видов оборудова­
ния— на открытых площадках. Распространение таких решений
на другие районы страны затруднительно по ряду причин.
Перспективный план развития целлюлозно-бумажной про­
мышленности предусматривает строительство предприятии
217
в основном в северных районах европейской части страны, в Си­
бири и на Дальнем Востоке, отличающихся длительной и су­
ровой зимой. В этих районах абсолютная минимальная темпе­
ратура находится в пределах от—43 до —59° С, расчетная
температура для проектирования отопления — от —31 до
—44° С, а продолжительность периода со средней температурой
ниже 0° С — от 162 до 204 суток.
Такие климатические условия в большинстве случаев имеют
решающее влияние на возможность и экономическую целесооб­
разность размещения оборудования на открытых площадках.
Не менее существенное значение имеет отсутствие пока ти­
пов технологического оборудования, как отечественного так и
зарубежного изготовления, имеющего конструктивные особен-?
ности, учитывающие установку его на открытых площадках
в зонах с холодным климатом. Такое оборудование может быть
создано только после всесторонней проверки работы опыт­
ных образцов в условиях действующих предприятий и отра­
ботки всех вопросов, связанных с обеспечением нормального
обслуживания этого оборудования и бесперебойной его работы.
Все же приведенные причины не могут служить основанием
для полного отказа от проектных решений размещения полно­
стью или частично открытого технологического оборудования и
должно в каждом конкретном случае рассматриваться с учетом
всех обстоятельств, влияющих на объемно-планировочные ре­
шения предприятия.
С целью облегчения рассмотрения этого вопроса Гипробумом
разработан перечень технологического оборудования (табл. 40),
возможность и целесообразность установки которого на откры­
тых площадках и в зданиях с облегченными конструкциями
должна рассматриваться при проектировании целлюлозно-бу­
мажных предприятий.
Размещение оборудования на открытых площадках, имею­
щее целью снижение стоимости строительства, не должно ухуд­
шать компоновочных решений и условий эксплуатации и не
может решаться в отрыве от условий целесообразного блокиро­
вания зданий и возможности дальнейшего расширения проекти­
руемого предприятия.
В заключение следует отметить, что при сложности совре­
менных целлюлозно-бумажных предприятий разработка техно­
логических компоновочных решений, в значительной мере пред­
определяющих объемно-планировочные решения предприятий
в целом, представляет собой сложную инженерную задачу, по­
иски решения которой должны основываться на опыте проекти­
рования, строительства и эксплуатации предприятий при непре­
менном условии непрерывного их совершенствования. Опти­
мальный вариант может быть найден только при совместной
коллективной работе проектировщиков различных специально­
стей при ведущей роли проектировщиков-технологов.
218
Таблица
40
Перечень технологического оборудования
Наименование оборудования
Баки щелоков (черного, бело­
го, зеленого, сульфитного)
Бак варочной кислоты
Баки горячей и теплой воды
(в том числе баки-аккуму­
ляторы теплоутилизацион­
ных установок для выдувочных паров типа Розенблад)
Отстойники для варочной кис­
лоты
Шаровые регенерационные ци­
стерны для кислоты
Климатиче­
ские районы*
Любой
Любой
Любой
Любой
Любой
Выдувные резервуары
Любой
Бассейны (баки) для целлю­
лозы высокой и низкой кон­
центрации
Отбельные башни
Любой
Любой
Варочные котлы непрерывного
действия
Вакуум-выпарные станции
Известерегенерационные
щающиеся печи
Любой
III; IV; V
вра­
Газоочистители центробежные
сухие
Скрубберы полые и с насад­
ками
Электрофильтры сухие
Барботажные колонки
Корообдирочные барабаны
Примечание
III; IV; V
Насосы и пульты управления
размещаются в отапливае­
мом помещении
Приводы механизмов и насо­
сы размещаются в здании
Циркуляционные
устройства
и насосы размещаются в
отапливаемом здании
В зависимости от конструк­
ции башни ее верхнюю и
нижнюю части или только
нижнюю часть располагают
в отапливаемом здании
Котел размещается в закрытом
неотапливаемом здании. Во
всех климатических районах
верхняя горловина котла,
бункера для щепы, пропароч­
ные камеры, питатели, подо­
греватели, насосы, конденса­
торы и др. размещаются в за­
крытом отапливаемом здании
Насосы, конденсационные гор­
шки и пульт управления
размещаются в отапливае­
мом помещении
Холодный и горячий концы
печи, вакуум-фильтры для
сгущения шлама, насосы и
др. размещаются в закры­
том отапливаемом помещении
Любой
Любой
Любой
III; IV; V
Любой
Только при сезонной выгрузке
и окорке древесины
* Упоминаемые в таблице климатические районы имеют разную мини­
мальную расчетную температуру: IV район — не ниже — 20° С; V район —
не ниже — 15° С, III район — не ниже — 25° С.
219
ЛИТЕРАТУРА
Н е п е н и н Н. Н. Технология целлюлозы, том I. Производство суль­
фитной целлюлозы. Гослесбумиздат, 1956.
Н е п е н и н Ю. 'Н. Технология целлюлозы, том II. Производство суль­
фатной целлюлозы. Гослесбумиздат, 1963.
Л а с к е е в П. X. Производство древесной массы. Изд-во «Лесная про­
мышленность», 1967.
И в а н о в С. Н. Технология бумаги. Изд-во «Лесная промышленность»,
1960.
• Л а п и н с к и й И. Картоноделательные машины. Перевод с польского
Л. А. Тольского. Изд-во «Лесная промышленность», 1966 г.
Ц в е т к о в И. Д. Некоторые расчеты по производству сульфитной цел­
люлозы на натриевом основании. Всесоюзный заочный лесотехнический ин­
ститут, 1962.
Ж и т к о в А. В. Подготовка древесины для производства целлюлозы и
древесной массы. Гослесбумиздат, 1962.
Ж у д р о С. Г. Основы проектирования целлюлозно-бумажных предприя­
тий. Изд-во «Лесная промышленность», 1965.
З а м о р у е в Б. М. Использование воды в бумажной промышленности.
Изд-во «Лесная промышленность», 1969.
Э й д л и н И. Я. Бумагоделательные и отделочные машины. Изд-во «Лес­
ная промышленность», 1970.
М а з а р с к и й С. М , М а л и н с к и й И. 3., Э п ш т е й н К. Ю. Обору­
дование целлюлозно-бумажного производства. Изд-во «Лесная промышлен­
ность», 1968.
А н у х и н А. Н. Сборник задач по гидравлике. Госэнергоиздат, 1941.
М и х е е в М. А. Основы теплопередачи. Госэнергоиздат, 1947.
Справочник технолога-бумажника, томы I, II и III.
Справочник бумажника, том I, изд. второе, переработ, и доп. Изд.-во
«Лесная промышленность», 1964.
Справочник бумажника, том II, изд. второе, переработ, и доп. Изд-во
«Лесная промышленность», 1965.
Справочник бумажника, т. III, изд. второе, переработ, и доп. Изд-во
«Лесная промышленность», 1966.
ОГЛАВЛЕНИЕ
Стр.
Предисловие
3
Глава I. Общие положения технологического проектирования . . . .
6
Содержание и последовательность
6
Состав проектных материалов
12
О некоторых применяемых терминах
16
Глава II. Технологические расчеты, общие для разных производств . . .
18
Расчеты продолжительности работы предприятия и его оборудования 18
Расчеты, связанные с определением количества древесины . . . .
21
Расчеты концентрации массы
24
Расчеты влажности волокнистых материалов
26
Расчеты, связанные с гидравликой
27
Расчеты, связанные с теплообменом
35
Расчеты объема бассейнов для волокнистых масс
37
Расчет технологических трубопроводов
40
Глава III. Технологические расчеты разных производств
47
Производство сульфитной небеленой целлюлозы
49
Производство сульфатной небеленой целлюлозы
60 '
Отбелка сульфитной и сульфатной целлюлозы . . . . . . . . . .
70
Производство древесной массы
78
Производство бумаги
81
Производство картона
92
Глава IV. Технологические схемы производства
95
Технологическая схема производства сульфатной целлюлозы . . . . 105
Технологические схемы производства нейтрально-сульфитной полуцел­
люлозы из древесины лиственных пород
108
Технологическая схема отбелки сульфатной целлюлозы для бумаги . 111
Технологическая схема сортирования беленой целлюлозы
114
Технологическая схема производства древесной массы для газетной
бумаги
'.
115,,*
Технологическая схема производства бумаги для глубокой печати . 117
Технологическая схема производства мешочной бумаги
121
221
Технологическая схема производства тарного наружного картона . . 124
Технологическая схема производства картона хром-эрзац и двухслой­
ной пачечной бумаги
128
Глава V. Выбор технологического оборудования
132
Варочные котлы и варочные установки
135 •
Дефибреры
145
Бумагоделательные, картоноделательные и сушильные машины . . 148
Оборудование для промывки и сгущения
164 >
Размалывающие мельницы и гидроразбиватели
172
Оборудование для сортирования и очистки волокнистой массы . . . 181 •>
Глава VI. Технологические компоновочные решения
192
Современные габаритные схемы основных производственных зданий 196
Блокирование отдельных зданий в производственные корпуса . . . 2 1 1
Размещение оборудования на открытых площадках
217
Литература
220
Святослав Георгиевич Жудро
Технологическое проектирование
целлюлозно-бумажных предприятий
Редактор Б. М. Товбин
Редактор издательства Л. Г. Мезинова
Переплет художника Б. К. Шаповалова
Технический редактор Н. А, Орешкина
Корректоры Ж. А. Пасинченко, Г. К. Пигров
Т12958 Сдано в производство 7/V 1970 г. Подписано
к печати 14/Х 1970 г. Бумага 60X90Vi6 типогр. № 1 .
Печ. л. 14. Уч.-изд. л. 16,86. Тираж 4000 экз. Издат.
№ 11/69. Цена 1 р. 02 к. Зак. 1377.
Тематический план 1970 г. № 13.
Издательство «Лесная промышленность».
Москва, Центр, ул. Кирова, 40а.
Ленинградская типография № 4 Главполиграфпрома
Комитета по печати при Совете Министров СССР.
Социалистическая, 14.
НОВЫЕ
КНИГИ
ИЗДАТЕЛЬСТВО «ЛЕСНАЯ ПРОМЫШЛЕННОСТЬ» В 1971 г.
ВЫПУСКАЕТ СЛЕДУЮЩИЕ КНИГИ
ПО ЛЕСНОМУ ХОЗЯЙСТВУ:
А н у ч и н Н. П. Лесная таксация. Учебник для вузов, 35 л.,
в переплете, ц. 1 р. 43 к. (поз. 88).
А т р о х и н В. Г. Основы лесоводства и лесной таксации.
Учебник для техникумов, 22 л., в переплете, ц. 93 коп. (поз. 90).
Экономика, организация и планирование производства в лес­
хозах. Учебник для техникумов, 18 л., в переплете, ц. 79 коп. Ав­
торы: А но ш и н Р. М., В о р о н и н И. В., К у л и к о в а Т. А.,
Т р я н о в М. А. и др. (поз. 89).
ПРОИЗВОДСТВЕННО-ТЕХНИЧЕСКАЯ ЛИТЕРАТУРА
Б у г а е в В. А., Н о в о с е л ь ц е в В. Д. Продуктивность лесов
1 и II групп, 7 л., ц. 35 коп. (поз. 94).
Г р и м а л ь с к и й В. И. Устойчивость сосновых насаждений
против хвоегрызущих вредителей. Изд. 2-е, 10 л., ц. 70 коп. (поз.
95).
Г е н с и р у к С . А. Комплексное лесное хозяйство в горных ус­
ловиях, 16 л., в переплете, ц. 1 руб. (поз. 96).
Е до шин А. Н. Ревизия и контроль в лесхозах и леспромхо­
зах, 10 л., ц. 70 коп. (поз. 97).
3 е л и к о в В. Д. Почвы и бонитет насаждений, 10 л., ц. 63 коп.
(поз. 98).
К а б е ш е в В. Н., Б о б к о в В. Г. Радиосвязь в лесном хозяй­
стве, 3,5 л., ц. 19 коп. (поз. 99).
К а р го в В. А. Лесные полосы и увлажнение полей, 9 л.,
ц. 48 коп.
К и с л о в а Т. А. Сетевое планирование в лесном хозяйстве,
5 л., ц. 27 коп. (поз. 100).
В скобках указаны номера позиций плана выпуска литера­
туры издательства «Лесная промышленность» на 1971 год.
ЗАКАЗЫ НА КНИГИ МОЖНО НАПРАВЛЯТЬ
В БЛИЖАЙШИЙ КНИЖНЫЙ МАГАЗИН