фрезы
advertisement

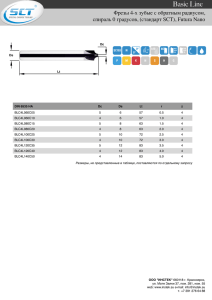
ОБРАБОТКА КАМНЯ Инструмент для обработки камня на CNC машинах: a) Натуральный камень, гранит, мрамор, травертин, лавинный камень и т.д. b) Синтетический камень (так называемый инженерный камень типа Quarella, Silestone, CesarStone, и т.д.). Фрезеровка Инструмент - фрезы В зависимости от распиливаемого материала и его толщины предлагаются разные инструменты: 1. Спеченные фрезы для резки в один проход 2. Электрогалванические фрезы для резки в один проход 3. Спеченные пластины для резки проходками 4. Электрогальванические пластины для резки проходками Фрезеровка гранита и инженерного камня Спеченные фрезы используются для резки гранита, твердого мрамора,абразивного камня в одну проходку Данные фрезы для резки в один проход предназначены для материалов небольшой толщины до 4 см(макс 6 см) Для толстомеров рекомендуется резка проходками и использование плоской секторной фрезы Спеченные фрезы имеют 5 секторов и диаметр 20 или 24. Фрезеровка гранита и инженерного камня Какой диаметр выбрать ? Диаметр 20 mm: • Эти фрезы выбирают меньше материала пo сравнению с фрезами большего диаметра. Поэтому резут быстрее и требуют шпинделя меньшей мощности. • Будучи эллипсоидальными секторы легче снимают материал и лучше охлаждаются. • С механической точки зрения они более ломкие по сравнению с фрезами большего диаметра и требуют правильного использования. • Рекомендуются к использованию на машинах Intermac и других CNC машинах. Фрезеровка гранита и инженерного камня Какой диаметр ? Диаметр 24 mm: • Имеет более крепкий корпус и более мягкую связку для более быстрого распила и снимают больше материала • Рекомендуюся для машин с шпинделем малой мощности Машина Модель Материал Тип фрезы Intermac M.Stone, Compact Stone любой Фреза диам.24mm Intermac Jet, Pro, Master гранит Синтетический материал Фреза диам. 20mm Синяя Фреза диам. 20mm Bavelloni, Brembana, Breton, Omag,… Все Granito Materiali sintetici Фреза диам.20mm Синяя Фреза диам. 20mm Фрезеровка гранита и инженерного камня Фрезы для гранита № секторов Цвет Код Диаметрo Длина материал Code Diameter W.L. N. Seg. Colour Material FR000355 20 mm 42 5 elic - Granito / Granite FR001010 20 mm 48 5 elic - Granito / Granite С выступающими секторами 2mm / with 2mm extended segments FR000385 20 mm 42 5 elic - Granito / Granite FR000372 20 mm 48 5 elic - Granito / Granite FR001008 20 mm 42 5 elic синий Granito / Granite FR001009 20 mm 48 5 elic синий Granito / Granite Для машин малой мощносьти/ for machine with low power FR000664 24 mm 35 5 elic - Granito / Granite FR000753 24 mm 45 5 elic - Granito / Granite Средние параметры работы фрезы: 4500-6500 об/мин, скорость 200-500 mm/min. Средний ресурс 70-120 пог. м. Фрезеровка: поломка фрезы. Причины Фреза подвергается напряжению, поэтому ломается Почти всегда это вызвано вибрацией или недостатком внутренней воды . • Недостаток воды : загрязнены фильтры. Засорены конусы-держатели Фреза при этом может сгореть или сломаться (повредить материал) • Feed низкий : Фреза недостаточно “загружена”. Если клиент снижает скорость работы в целях экономии ниже 150 мм/мин . Фреза при этом подвергается повышенной вибрации и ломается. • Излишние опасения : Клиенты незнакомые с работой на CN машинах ошибаются, когда выбирают работу на более низких оборотах. • Фиксаторы: Клиент использует недостаточное количество присосов. Новые присосы вместе со старыми, наличие вакуума не проверяется. При этом деталь вибрирует и передает вибрацию на фрезу. •Конусы держатели изношены:Приводит к вибрацииi. . Фрезы для мрамора Электрогальваническая фреза для мрамора. Однослойное нанесение алмаза на металлический корпус посредством гальванизации. Средняя скорость распила мрамора благодаря этой технологии может быть достаточно высокой до 8001000 mm/min при распиле слэбов 2 сm) и ресурс до 600-700 пог. м. Электрогальванические фрезы имеют алмазный наконечник и отверстие для воды. Такими фрезами можно производить выемку барельефов, вырубку поддонов, плоскосекторную обработку. Такие фрезы не подвергаются деформации в процессе работы в отличие от спеченого типа фрезы.. При распиле гранита происходит слишком быстрый перерасход(овализация) алмазного материала и поэтому он не рекомендуется. Фрезы для мрамора Фрезы малого димаетра 6mm, 8mm, 10mm e 12mm используются для гравировки, инкрустации Фрезы для мрамора В случаях, когда мрамор очень твердый, как например, verde guatemala или очень абразивный, как pietra serena, электрогальванические фрезы используются с трудом и расходуются быстро В таких случаях рекомендуется использование гранитных фрез. Либо использовать фрезы , изготовленные по технологии “Vacuum Tecnology”. Код Диаметр Длина Соед. описание Материал Code Diameter W.L. Junction Description Material AFR096 16 mm 35 mm 1/2" gas FRESA VTS 16 H35 1/2" Gas Marmo e pietra/ Marble and stone AFR097 16 mm 45mm 1/2" gas FRESA VTS 16 H45 1/2" Gas Marmo e pietra/ Marble and stone AFR098 16 mm 55mm 1/2" gas FRESA VTS 16 H55 1/2" Gas Marmo e pietra/ Marble and stone Фрезеровка: алмазная пластина Это инструмент для профильного распила слэбов на полуавтоматических машинах. Снятие материала происходит проходками в 1mm. Подходит для гранитов толщины более 4 cm. Фрезеровка: Алмазная пластина Преимущества: 1. Шпиндель не перенагуржен(снятие 1mm) 2. Заготовки не сдвигаются 3. Фрезы не ломаются 4. Поверхность получается чистой . Соединения ½” gas – Bits holder ½” gas oбработка края Профиль края может быть совершенно любой. В прайсе представлены цены на фрезы стандартных профилей. Обработка края Возможность изготовления фрезы для любого профиля. Обработка края Возможность изготовления фрезы для любого профиля. Для этого достаточно •Рисунок 1:1 Набор фрез с непрерывной короной: как фрезы стандарт. pos.1 секторный и с непрерывной короной. Предполагает создание штампа и имеет долгий срок изготовления. Набор фрез с непрерывной короной: изготовлены по технологии Diamut,каждая позиция секторная (из соответствующего сплава и зерна). В таком случае штамп не нужен и срок изготовления 4 недели. Фрезы по запросу 1. Набор фрез с непрерывной короной как для стандартных фрез pos.1 секторная и последующие позиции с непрерывной короной. Необходимоо изготовление штампа и долгий срок изготовления. 2. Набор фрез с непрерывными секторами выполняются по особой технологии, каждый номенр – секторный (из соответствующего сплава и № зерна. Нет необходимости в предварительном штампе. Срок – не более 4 недель Обработка края Для любой формы и размера слэба нужно выбирать фрезы, исходя из 2-х критериев: 1. Состав набора 2. Размер фрез Состав набора Для реализации профиля необходима последовательность фрез с разными номерами зерна Набор для мрамора : 4 алмазных круга + 2 полировальных Набор для гранита/мрамора: 3 алмазных круга и 2 полировальных Набор только для мрамора состоит из 3 алмазных +1 полировальных круга Состав набора Набор из 3 и 4 алмазных кругов для гранита /мрамора спеченного типа используются как на граните и мраморе, так и синтетическом камне. В первом случае, используются только 3 алмазных круга в серии из 5 проходок для экономии. Набор из 4 алмазных кругов используется как альтернатива более высокого качества и ресурса во времени. Cостав набора 3 алмазных круга Pos 1 = зерно 40 / 50 4 алмазных круга Pos 1 = зерно 40 / 50 Pos. 2 = зерно120 / 140 (среднее) Pos. 2 = зерно 140 / 170 Pos. 3 = зерно 230 / 270 Pos. 3 = зерно 600 Pos. 4 = зерно 800 (лучшее) Cостав набора Преимущества Недостатки Набор 3 алмазных круга • На одну проходку меньше чем для 4 -х • экономичный • Качество хуже (последний номер зерно 600 – •Расход инструмента быстрее • Неоюходимость в ректификации Набор 4 алмазные круга • Качество лучше (последний номер зерно 800, а не 600) • Расход более равномерный • Больший ресурс • Меньше ректификации • Одной проходкой больше • Стоимость выше на цену 1 номера 3 алмазных круга и 2 полировальных 4 алмазных круга и 2 полировальных Набор для мрамора Le mole diamantate standard (sinterizzate) possono lavorare sia granito che marmo, tuttavia è disponibile un set specifico per marmo composto da 4 mole. • 2 алмазных спеченных круга (зерно 60 и 170) • 1 алмазный круг(зерно 600) • 1 полировальный для мрамора Набор для мрамора Основное преимущество: быстрота в обработке: Скорость работы 2 гальванических кругов до 10 m/min (на 2 cm толщине) –а спеченные 1 m/min. Широкие спейсы облегчают снятие материала и охлаждают. Pos.последний спеченный гарантирует обработку для полировки с 1 полировальным кругом. Замечание: чем быстрее скорость работы, тем хуже качество. Набор для мрамора Электрогальванические круги имеют идентитфикацию ED. Спеченные - D. Изготовление кругов для мрамора для любого стандартного профиля или по запросу. Обработка края Для любой формы края и размера слэба выбираем: 1. Размеры кругов Размеры Имеется 2 размера: • Внешний диаметр: Стандартный диаметр 120 mm ,100mm, 90mm, 80mm, 60mm e 40mm. • диаметр отверстия: Стандартный диаметр 35mm, либо 22mm. Какой размер? Когда нет необходимости работать с малыми радиусами, как например,отверстия в мойках, то рекомендуемый размердиаметр 120 мм. При таком диаметре обеспечена наибольшая скорость и долгий ресурс. Иногда возникает необходимость в фрезах малого диаметра,: 1. Стоимость ниже 2. Удобство в работе можно работать с внешними и внутренними радиусами , применяя те же фрезы. Почти всегда малые фрезы имеют радиус 22mm. Естественно для них необходимы соответствующие конуса 22 мм в то же время малые конусы имеют более низкий ресурс Диаметр отверстия Intermac основных CNC машин 35 mm 22 mm Bavelloni CMS Bimatech Breton Omag не всегда Если требуются малые фрезы для клиента у котрого на машине нет конусов с насадкой диам. 22mm , то: ( в США ) 1. Необходимы конуса диам. 22mm 2. Можно использовать адаптеры ½”gas (соед фреза) Полировальные фрезы Последними номерами всегда идут полировальные фрезы. • • Можно использовать фрезу цвет желтый только для мрамора; ее ресурс почти как у 1000 для гранита. 4 алмазные фрезы от зерна 40 до зерна 800) – D 2 полировальные гранит – LG – их можно использовать и на мраморе. Зерно 600 (цвет светлосерый) и зерно 1000 (цвет зеленый) Полировальные фрезы для инженерного камня Синтетические материалы (агломераты) Quarella©, Bretonstone©, Silestone©, Zodiac©, CesarStone© . Эти материалы содержат часть (7%) смолы и сложны в полировке. При использовании обычных абразивов остаются следы и царапины. Для них рекомендуется 4 алмазных фрезы и 2 полировальных специфических. В последних 2-х строках расположены 2 последние полировальные фрезы . Для синтетического камня рекомендуется использование 4 алмазных и 2 полировальных фрезы для синтетических материалов. Полировальные фрезы Различные типы полировальных фрез Традиционные абразивы Резиновые полировальные фрезы Long-life / Winner / Warrior Преимущества • 2 проходки • профильная обработка любой формыi • лучшее качество финишной отделки • Для любых миатериалов •Большой ресурс до 400 m • лучшее качество финишной отделки • Большой ресурс Недостатки • оставляют за собой полосы • для синтетического камня нужен особый полировальный круг • при расходе меняют форму • легко ломаются •Не полируют углы •При неправильном использовании расходуются быстро • для макс качества нужэны 3 проходки • Не полируют углы • не для всех профилейi • необходимы штампы для новых профилей Осн. производители • Biggi • Abratech • Luna Abrasivi, etc... • M.P.S. • Ghines • Oma System • Marmoelettro-meccanica • Vincent (Winner) • MPS (Warrior) Основные полировальные фрезы Резиноидные полировальные фреззы: • Для всех типов Цифровых Станков с датчиком расхода инструмента/давления фрезы. • Для любых форм Резиновые полировальные фрезы Для всех типов Цифровых Станков с датчиком расхода инструмента/давления фрезы как Breton, Brembana • Фрезы для любого типа материала Longlife/Winner: • Для всех типов Цифровых Станков с датчиком расхода инструмента/давления фрезы • Для лучшего качества при обработке края. Случаи, когда не рекомендовано использование данного типа фрезы Резиноидные полировальные фрезы: • На машинах. Где нет управления расхода фрезы. • Малые диаметры (напр. 40mm): расход очень быстрый. Резиновые полировальные фрезы : • Формы с углами. • Для особых форм, когда нет возможности сделать штамп и использовать 3 набора. Long life: • Для форм с углами- они не полируются • Для особых форм : стоимость штампа высока. Калибровка профилей Гранитные слэбы толщиной 2-3mm обычно после распила не калиброваны; т.е. слэб 3 см может иметь толшину28 mm, а также 32mm. Поэтому наши фрезы на 3 mm больше номинальной толщины слэба. Таким образом наши фрезы могут обрабатывать все толщины, но закрытой формы(как профиль V – круглый) Пример обработки круглого профиля V на некалиброванном слэбе 3 cm и при вариации некалиброванной толщины 32 мм и 28 мм. Обычно такой способ приемлем для клиента, но иногда требуется более высокая точность. Наши фрезы являются калиброванными, с высотой на 0.5 мм больше толщины слэба. Рекомендуется все-же обрабатывать уже калиброванные слэбы В прайс-листе представлены фрезы для форм G, T, TP и V в обоих вариантах: калиброванные и нет. Фрезы для выборки материала Использование: Разные формы можно обрабатывать , начиная с фрез для выборки и потом использовать профильные. Обычно такая фреза 45° секторная . Documento Acrobat Материал снятый профильной фрезой Финишная отделка Материал. Снятой пильной фрезой Использование пильной фрезы позволяет: Documento Acrobat 1. Повысить скорость: работает быстрее любой профильной фрезы. 2. Повысить ресурс первой профильной фрезы. 3. Одна фреза для выборки используется для разных профилей. двойная пильная фреза Для формы круглого профиля (V), где есть 2 угла . Используется двойная фреза для выборки. Documento Acrobat Финишная форма Материал, снятый первой профильной фрезой Материал, снятый пильной фрезой Состоит из 2-х частей Двойная пильная фреза (разъемная Documento Acrobat 2 фрезы с раздельными секторами (1) и один разъем (3) и спейсеры (2). Можно менять расстояние между фрезами: • Обрабатывать материалы с разной толщиной • Равномерный расход фрез Mola pre-taglio doppia Двойная фреза в одном Documento Acrobat Для распила толщин от 2cm до 4cm. диаметр 120mm , 90mm, отв. 35mm e 22mm. Поддоны Documento Acrobat Последовательность для выполнения поддонов: Спил материала (пильная фреза ) Обработка края (60°, 30°, ...) 1. Полировка края 2. Полировка поверхности Поддоны: вырубка материала 1. Вырубка материала с поверхности (может быть наклонной). Documento Acrobat Выполняется фрезой для выборки материала Фрезы для вырубки используются с 2х сторон. Выполнение поддона: выглубление чистый угол неровность Documento Acrobat Фрезы для выглубления работают краем, поэтому расход неравномерный. Остаются неровности в стыках выглубление Documento Acrobat 2. шаг – использование другой фрезы для выглубления , новой для очистки неровности. При истирании фрез можно: • ректифицировать • Использовать на 1 шаге новую фрезу Поддоны: выполнение бортика бортик 60° Documento Acrobat Потом выполняют бортик 60°, c 2 алмазными фрезами и 3 полировальными. - алмазные фрезы для бортика - - полировальные фрезы для бортика- Поддоны: выполнение бортика Documento Acrobat Алмазный элемент снизу фрезы Pos.1 (грубый) зерно 100 Pos. 2 (финишный) зерно 325 Поддоны:выполнение поверхности Documento Acrobat 3 полировальные фрезы не должны соприкасаться с поверхностью. Pos.1 (грубый) зерно 400 Pos. 2 (средний) зерно 800 Pos. 3 (тонкий) зерно 1500 Поддоны: бортик Бортик 60°- самый распространенный на рынке. Но существуют и другие формы. Documento Acrobat 30° более сложный в обработке, чем стандартный 60° ° радиусный 23° Поддоны: обработка поверхности Потом переходят к обработке поверхности при помощи 5 полировальных фрез Documento Acrobat зерно 500 1000 2000 3000 Buff Nero Поддоны: сменные элементы Documento Acrobat Фреза для вырубки с суппортом Суппорт соедин. улитка Фреза для вырубки без суппорта Полировалщик с суппортом Полировальщик без суппорта Поддоны и мойки Следующей операцией является выполнение отверстия мойки Documento Acrobat Мойки Для этого используют фрезы малого диаметра 60mm, с Отв. 22mm. Documento Acrobat мойки Фрезы профиля Z диаметра 20mm . Эти фрезы с соед. ½”gas . Полировальные резиновые фрезы (резиноидные не рекомендуются, т.к. имеют меньший ресурс). Documento Acrobat Выполнение: Стоки Documento Acrobat В соответствии с типом машины можно выполнять 2 способами: • Радиусными фрезами • Гравировальными фрезами (для машин с агрегатом С) Стоки Documento Acrobat Стоки на синтетических материалах • 3я фреза для бортика металлическая(без алмаза снизу) Documento Acrobat • Используют 2 полироваль ные из спец. сплава для края • 5 спец. полировальных фрезы для поверхности(зерно 200, 500, 1000, 2000 e 3000). Обычно при использовании полировальных фрез для гранита на синтетических материалах остаются следы. С другой стороны, возможно использование полировальных фрез для синтетического камня на граните ( с немного другими параметрами и ресурс будет меньше), рекомендуется использование черного полировщика на последнем номере. Сверла 2 типа сверел Documento Acrobat Сверла с непрерывной короной: • Тонкий слой диаманта • Быстрый рез (до 60mm/min) • Сквозной рез без трещин • Лучший вариант . Секторные сверла: • экономичный • Толстый слой диаманта •Рез медленный (30-35 mm/min) • Создает трещины при сквозном резе Гравировка 2 типа гравировочных сверел • Твердый сплав: для гравировки по мрамору, экономичные, но на граните быстро затупляются(несколько букв). • Поликристаллический алмаз: Режущий элемент – поликристаллический алмаз. Он пригоден таекже для гранита (ресурс 500 lбукв ), однако достаточно хрупкий. Поэтому использовать с осторожностью. Documento Acrobat гравировка Обычные сверла 90° и 60°. Возможность с другим углом. Documento Acrobat Монтируются на адаптер с соед½”gas. Выполнение барельефов Барельефы выполняются разными сверлами. На мраморе рекомендуется выборка пальчиковой фрезой , а финишная отделка сверлами widia с 2 резцами Documento Acrobat выборка отделка Мощность машины не имеет значения при этой операции. т.к. Она очень медленная. Качество зависит от шага обработки Барельефы на граните Достаточно сложная операция и расход инструмента достаточно высок. Documento Acrobat Для барельефов небольшой глубины используют выборку сппеченной конической фрезой. А полировку гравировальной поликристаллической фрезой. Выглубление моек Documento Acrobat Для выполнения выглубления используется фреза для выглубления(спеченная или гальваническая для мрамора) . Другие инструменты (типа гриб) используются реже. Обычно после выполнения этой операции работа заканчивается легко вручную Душевые поддоны Существую несколько способов для выполнеия душевых поддонов. 1. При помощи программы в машине Rastrematura: и электрогальванической фрезы (на мраморе) с высотой , соответствующей глубине поддона. Documento Acrobat 2. Секционный способ: при помощи фрезы для выглубления диам. 50mm. Конусы Конгусы бывают типа MA (высокий) и тип МВ (низкий). Documento Acrobat высокий: Фиксирующая шайба продолжает длину носика конуса. Низкий: Фиксирующая шайба входит в конус. полировальные H47 Открытые профили (A,B) H34 MA Закрытые профили (G,V,TP) H34 MA полировальные H47 4 cm Открытые профили (A,B) H34 MA / H47 4 cm и больше Закрытые профили (G,V,TP) H47 полировальные H47 Конусы 3 cm Какие конусы использовать Documento Acrobat Hnn – длина носика конуса. Диаметр зависит от диаметра круга. Параметры работы Параметры: периферические фрезы Алмазные фрезы диаметром 120mm рекомендации: - На твердых материалах уменьшить скор. вращения об\мин до 4000 (или меньше 3800) 0,5 – 0,6 mm - Использовать пильную фрезу перед поз.1 0,8 – 1,2 mt/min 0,2 – 0,3 mm - 0,8 – 1,2 mt/min 0,1 mm Для улучшения качества понизить скорость ( 0,8mm/min) pos.4 Pos. зерно Об/мин скорость Max снятие 1 B/C 40 4000-4500 0,5 – 0,8 mt/min 2 mm H 120 4000-4500 0,8 – 1,2 mt/min 3 N 230 4000-4500 4 S 800 4000-4500 2 Documento Acrobat Алмазные фрезы диаметром 80mm Pos. зерно Об/мин 1 B/C 40 2 H 3 4 рекомендации скорость Max снятие 5000-5500 0,5 – 0,8 mt/min 2 mm 120 5000-5500 0,7 – 1 mt/min 0,5 – 0,6 mm N 230 5000-5500 0,7 – 1 mt/min 0,2 – 0,3 mm S 800 5000-5500 0,7 – 1 mt/min 0,1 mm Алмазные фрезы диаметром 60mm L - На твердом материале уменьшить скорость вращения до 5000 (или до 4800) - Использовать фрезу для выруба материала перед пos.1 - Для лучшего качества понизить скорость (0,8mm/min) pos.4 Рекомендации: Pos. зерно об\мин скорость Max снятие 1 B/C 40 6000 0,4 – 0,8 mt/min 2 mm 2 H 120 6000 0,5 – 0,8 mt/min 0,5 – 0,6 mm 3 N 230 6000 0,5 – 0,8 mt/min 0,2 – 0,3 mm 4 S 800 6000 0,5 – 0,8 mt/min 0,1 mm Натвердыхматериалах уменьшить скорость вращения до 5000 об/мин (или 4800) - Использовать фрезу выборки перед pos.1 - Для лучшего качества снизить скорость до 0,8mm/min pos.4 Parametri: Mole periferiche Гранит и мрамор:резиноидные полировщики зерно 600 Стат. расход Адаптивный Расход Об/мин скорость 1500 0,8 – 1,2 mt/min Serie Master: 5 (fino a Jet/Pro: 10-12) 10-12 1500 0,8 – 1,2 mt/min Serie Master: 5 (fino a Jet/Pro: 10-12) 10-12 Documento Acrobat 1000 Инженерный камень: резиноидные полировщики Статист. расход Адаптивный расход зерно Об/мин скорость 1000 1500 0,8 – 1,2 mt/min Serie Master: 5 (fino a Jet/Pro: 9) 13 3000 1500 0,8 – 1,2 mt/min Serie Master: 5 (fino a Jet/Pro: 8) 8 Резиновые полировщики размер Об/мин скорость Standard 3500-4500 0,8 – 1,2 mt/min малый 2500-3000 0,8 – 1,2 mt/min Устанавливать как алмазные Устанавливать таким образом, чтобы касались слэба при выключенном двигателе. Long-life / Winner L об\мин снятие скорость 2500 0,05 mm 0,8 – 1,2 mt/min Устанавливать как алмазные. Параметры: фрезы гранит размер Об/мин скорость Diam. 20 mm 4800 - 5500 200-300 mm/min Diam. 20 mm – цвет синий 5000 - 6000 200-300 mm/min Diam. 24 mm 4200 – 4500 150-250 mm/min Documento Acrobat Совет: - на первом шаге работать медленно при новой фрезе -Увеличить скорость для снятия вибрации Mрамор (электрогальванические) размер Об/мин скорость Diam. 16 mm 6000 - 7000 600-800 mm/min размер Об/мин скорость Diam. 16 mm 6000 - 7000 600-1200 mm/min Мрамор и камень La Параметры: сверла 12000 11000 10000 9000 Documento Acrobat 8000 R.P.M. 7000 6000 5000 4000 3000 2000 1000 0 0 10 95 90 85 80 75 70 65 60 55 50 45 40 35 30 25 20 15 10 5 0 Diametro / Diameter Duri / Hard mat. L Morbidi / Soft mat тип скорость Note Непрерывная корона 60 mm/min Производить отверстие насквозь без осциляций. Обновлять каждые 50 фор секторный 30-40 mm/min Обновить каждые 50 фор Параметры: фреза для распила проходками Documento Acrobat Об/мин 6000 - 8000 снятие 2-3 mm скорость Note 1 – 1,5 mt/min На последнем номере необходимо пройти за край слэба , чтобы избежать трещины La KDRILLS si riserva il diritto di apportare modifiche alla presente documentazione in qualsiasi momento e senza preavviso. L’ uso della stessa avviene da parte dell’utente sotto la propria responsabilità, sono escluse pertanto responsabilità della KDRILLS per danni diretti o indiretti dovuti all’uso di tale documentazione. Параметры:сверла Documento Acrobat тип Об/мин скорость Твердый сплав 7000-8000 300-500 mm/min поликристалл L 7000-8000 500 mm/min Note Использовать на мраморе Снятие макс. 2 мm на каждой проходке Внимание: сверла хрупкие! параметры: кухонные столешницы из гранита инструмент Об/мин скорость Адап тивн ый расхо д Статист . расход Расход адапт. Предпоч т Note Documento Acrobat 1 фреза выглубления 4300 600 mm/min 2фреза выглубления 4300 900 mm/min 1 коническая алмазная 3500 1000 mm/min 2 коническая алмазная 3500 1000 mm/min Полировщик края зерно 400 800 1000 mm/min Полировщик плоскости зерно 500 800 4000 mm/min 16 Полировщик края зерно 800 800 1000 mm/min 6 Полировщик края зерно 1000 800 4000 mm/min 10 1 Концентрическая эллипсная обработка Полировщик края зерно 1000 800 2000 mm/min 10 1 Обработка края Концентрическая обработка с отлдельными проходками 6 5 1 Обработка края Концентрическая обработка 5 Обработка края Suggerimenti: - mantenere la зерно seconda mola da scasso per ottenere migliore Полировщик края 1500 800con spigolo 1000vivo mm/min 5 lucidatura5 Обработка края Полировщик края зерно 2000 800 4000 mm/min 18 1 Концентрическая эллипсная обработка Полировщик края зерно 2000 800 2000 mm/min 18 1 Обработка края L Параметры: столешницы из синнтетического камня Об/ми н скорость 1 фреза для выборки 4300 600 mm/min 2 фреза для выборки 4300 900 mm/min 1 алмазная конич 3500 1000 mm/min 2 алмазная конич 3500 1000 mm/min 3 алмазная конич 3500 1000 mm/min Полировщик края зерно 1000 1500 1000 mm/min 16 Полировщик края зерно 1000 1500 1000 mm/min 6 Полировщик плоскости зерно 200 Suggerimenti: 1000 4500 mm/min 5 инструмент Documento Acrobat Адаптивный поверхностны й расход Статистич. расход Предпочи т. расход Note Концентрическая обработка на разных расстояниях 6 1 5 Только обработка края 12 12 Только обработка края 12 12 Только обработка края Только обработка края 14 - mantenere secondaзерно mola da scasso con spigolo vivo per ottenere migliore lucidatura Полировщикlaплоскости 1000 2500 mm/min 5 14 200 Только обработка края L Полировщик плоскости зерно 500 1000 4500 mm/min 5 14 5 Концентрическая Параметры: щетки • Сначала обработать алмазным инстументом Documento Acrobat • Потом можно обработать щетками вращение до 800 об/мин Соответственная скорость 1000/800/600, • Щетки входят в материал на каждом профиле до 15 mm. La KDRILLS si riserva il diritto di apportare modifiche alla presente documentazione in qualsiasi momento e senza preavviso. L’ uso della stessa avviene da parte dell’utente sotto la propria responsabilità, sono escluse pertanto responsabilità della KDRILLS per danni diretti o indiretti dovuti all’uso di tale documentazione. Параметры: щетки на плоскости • Использовать программу полировки эллипсного типа. Медленный шаг • Для античного эффекта использовать металлическую щетку Documento Acrobat • Устанавливать как алмазные фрезы • Об/мин = 4000 • Pos. 1: установить так, чтобы щетка входила на несколько мм • Увеличить “снятие”: с последним номером до 1 mm • Использовать на необработанном материале L скорость = 1000 mm/min Ресурс фрез Ресурс фрезы зависит от многих причин, таких как: условия работы и машина. квалификация оператора, материал, количество и давление воды Documento Acrobat Приблизительный ресурс таков: Фрезы Diam. 120mm Diam. 80mm Pos. 1 секторн. 1000-1500 пог.м 1000-1500 пог.м Pos. 2-3 2500-3500 пог.м 2000-3000 пог.м Pos. 4 3500-5000 пог.м 2500-4000 пог.м резиноидные полировщики 150-350 пог.м резиновые полировщики 250-350 пог.м полировщики longlife 150-150 пог.м L 100-250 пог.м Ресурс инструмента Гранитные фрезы 80-120 пог.м Мраморные фрезы 400-600 пог.м Documento Acrobat Сверла с непр. короной (diam.35mm) 400-500 отв. (если используются при правильных параметрах и обновляются каждые 50-60 фор) Столешницы вырубная фреза (поз.1 и 2) 10 столешниц на 1сторону Алмазные 60° 3000 пог.м Полировальные 60° 1500 пог.м Полировальные для плоск. 100 столешн. L