«Технологические процессы изготовления деталей и изделий газонефтяного машиностроения» Методические указания к практическим
advertisement

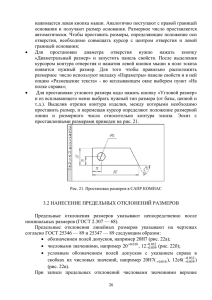
Методические указания к практическим занятиям магистрантов по дисциплине: «Технологические процессы изготовления деталей и изделий газонефтяного машиностроения» Практическое занятие №6 Практическое занятие №6 Определение методов достижения точности при сборке узла Проведение размерного анализа Методы достижения точности при сборке узла определяют путем выявления и расчета конструкторских размерных цепей, замыкающие звенья которых определяют соответствующее техническое требование на изготовление узла. Наиболее важными техническими требованиями на данный узел являются: обеспечение качества зацепления двух конических колес; обеспечение качества зацепления выходного червяка с червячной рейкой. Для достижения требуемой точности зацепления двух конических колес необходимо обеспечить совпадение вершин их делительных конусов в двух координатных направлениях размеры А и В, а также необходимый угол скрещивания осей делительных конусов ß (см. слайд 4). (Выявление размерных цепей А , В и написание их уравнений ) Совпадение вершин делительных конусов: A A1 A2 A3 A4 A5 A6 A7 по горизонтали B B1 B2 B3 B4 B5 B6 B7 B8 B9 по вертикали угол скрещивания 1 2 3 4 5 6 7 В начале выполняем расчет размерной цепи А в номиналах Выбираем из чертежей номинальные размеры деталей и подставляем их в уравнение цепи: А = - 62 - 11 - 5 + 78 + 0 + 0 + 0 = 0. Полученное нулевое значение замыкающего звена свидетельствует о правильности расчета размерной цепи А в номиналах. Затем выполняем расчет цепи А в допусках, начиная с метода полной взаимозаменяемости При методе полной взаимозаменяемости средние допуски на составляющие звенья, определяемые по формуле TA ср TA /m 1, составят: TA ср 0,1 / 8 1 0,014 мм; TБ ср 0,24 / 10 1 0,026 мм. Полученные допуски являются достаточно жесткими. Поэтому переходим на метод неполной взаимозаменяемости: Т A ср ТA t 2 (m 1) В серийном производстве, когда формирование отклонения соответствует закону Симпсона, коэффициент . Допуская 0,27 % исправимого брака, чему соответствует коэффициент риска t 2 1 / 6 = 3, получим: Т A ср 0,10 3 1 / 6(8 1) 0,03 мм; Т Б ср 0,024 3 1 / 6(10 1) 0,065 мм. Переход на метод неполной взаимозаменяемости позволил более чем в 2 раза расширить средние допуски. Однако полученные допуски остаются достаточно жесткими, экономически нецелесообразными. Анализ размерных цепей показывает, что для решения рассматриваемых задач можно использовать метод регулировки. В цепи А неподвижным компенсатором может быть кольцо звено А3 , а в цепи В роль подвижных компенсаторов могут выполнять три регулировочных винта - звено В6 . Расчет размерной цепи А по методу регулировки с применением неподвижного компенсатора Назначаем на звенья расширенные, экономически целесообразные допуски и предельные отклонения: Зв ен о Номинальное значение Предельные отклонения верхнее В i нижнее Н Допуск ТАi i Рассчитываем величину компенсации: m 1 Tk T Ai T A , i 1 А1 62 0,0 -0,14 0,14 А2 11 0,0 -0,1 0,1 А3 5 0,0 -0,01 0,01 А4 78 +0,04 -0,04 0,08 А5 0 +0,005 -0,005 0,01 А6 0 +0,005 -0,005 0,01 А7 0 +0,01 -0,01 0,02 , В 'В Н , 'Н N Определяем число групп компенсаторов где Tk 1 T A Tком Тком — допуск на компенсатор (Тком = 0,01): N 0,27 1 4 0,1 0,01 Рассчитываем предельные отклонения звена компенсатора A3: где Tk 0,37 0,1 0,27 мм. В к = 'В - В + Т ком ; Н н = 'Н - Н – допускаемые предельные отклонения на замыкающем звене. – предельные отклонения на замыкающем звене, получаемые при расширенных допусках без применения компенсатора. - Т ком , i k m2 'В 'Н 'В 'В 'Н Предельные отклонения определяем по формулам: , i i , i 1 k 1 'Н i k m2 i 1 'Н k 1 где k — число увеличивающих звеньев размерной цепи. С учетом найденных значений 'В 'Н = (0,04 + 0,005 + 0,005 + 0,01) - (- 0,14 - 0,1) = 0,3 мм; = (- 0,04 - 0,005 - 0,005 - 0,01) - (0 + 0) = - 0,06 мм. Величина ступени компенсации составляет: Р 'В N 'Н 'В 'Н Р 0,3 0,06 / 4 0,09 ; 'В К К = 0,3 мм, Верхнее отклонение Нижнее отклонение В К Н К мм II III IV - 0,01 + 0,08 + 0,18 + 0,26 - 0,02 + 0,07 + 0,17 + 0,25 Рассчитанные размеры для четырех групп компенсаторов составят: I Размер, мм 5 II 0 , 01 0 , 02 III 0, 08 5 0, 07 0 ,18 5 0 ,17 = - 0,06 получим: = - 0,06 + 0,05 - 0,01 = - 0,02. I № группы 'Н = 0,30 — 0,05 + 0,01 = 0,26; Рассчитываем отклонения размеров для четырех групп компенсаторов: № группы IV 0, 26 5 0, 25 i i 'В Диапазон отклонений на замыкающем звене -0,06…0,03 Применяемый компенсатор (№ группы) I Размер компенсатора 0,03…0,12 II 0 , 01 5 0 , 02 0,12…0,21 0,21…0,03 III 0, 08 5 0, 07 IV 0 ,18 0, 26 5 5 0 ,17 0, 25 Таблицу соответствия получают путем деления диапазона отклонений замыкающего звена на число групп компенсаторов Для проверки правильности расчета размерную цепь А путем суммирования звеньев представляют как В трехзвенную: A A Aк , где Н A - сумма составляющих звеньев без компенсатора A A1 A2 A4 A5 A6 A7 - звено компенсатор, которое в данной цепи является уменьшающим. Тогда предельные отклонения на замыкающем звене при выборе соответствующего компенсатора составят: В В Нк ; верхнее нижнее В Н Н - предельные отклонения суммарного звена, к , к - предельные отклонения звена компенсатора. где В , Подставив в приведенные формулы из таблицы соответствия предельные отклонения замыкающего звена и соответствующего компенсатора получим: Для компенсаторов группы №1: В 0,03 (0,02) 0,05 ; ……………………….. Н 0,06 (0,01) 0,05 . ……..………………….. Для компенсаторов группы №4: В 0,3 (0,25) 0,05 ; Н 0,21 0,26 0,05 Получение требуемых предельных отклонения замыкающего звена В 0,05 Н 0,05 при использовании четырех групп компенсаторов свидетельствует о правильности выполненного расчета.