МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ЧЕЛЯБИНСКОЙ ОБЛАСТИ
advertisement

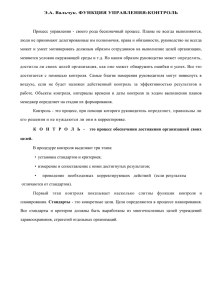
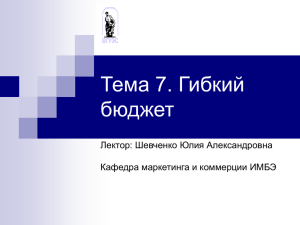
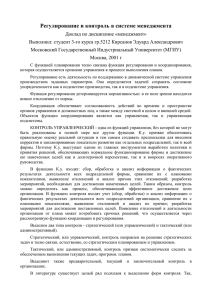
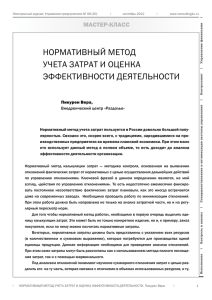
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ ЧЕЛЯБИНСКОЙ ОБЛАСТИ Филиал ГБОУ СПО «Первомайский техникум промышленности строительных материалов» в г. Еманжелинске Учебно-методическая разработка Методические указания по выполнению практической работы Тема: «Определение номинальных размеров и предельных отклонений размеров на чертежах» Преподаватель Соболева Наталья Юрьевна Дисциплина МДК.01.01 Слесарное дело и технические измерения Профессия 190631.01Автомеханик Курс первый Еманжелинск, 2014 Пояснительная записка Методические указания по выполнению практической работы разработано по теме «Определение номинальных размеров и предельных отклонений размеров на чертежах». Практическая работа проводится в течение 1 часа в конце Темы 1.1 Допуски и посадки, классы точности и частоты Методические указания преподавателя разработаны для подготовки обучающихся к практической работе, оформления практической работы, отчета и подготовки к его защите. Перед подготовкой к работе обучающиеся должны самостоятельно изучить правила выполнения чертежей и технологической документации по ЕСКД и ЕСТП. Практическая работа Тема: Определение номинальных размеров и предельных отклонений размеров на чертежах Цель работы: сформировать общее представление об определении номинальных размеров и предельных отклонений размеров на чертежах Оборудование и наглядные материалы: чертежи, таблица условных обозначений отклонений на чертежах. Порядок выполнения работы: 1. Повторить учебный материал по теме «Предельные отклонения, допуски и посадки». 2. Определить на чертеже номинальный размер. 3. Определить на чертеже предельные (максимальный и минимальный) размеры. 4. Расшифровать все требуемые обозначения на заданном чертеже ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ, ДОПУСКИ И ПОСАДКИ. Развитие машиностроения, а вместе с тем и массового производства деталей вызвало необходимость обеспечить их взаимозаменяемость, т. е. возможность замены деталей машин при сборке без дополнительной их обработки. При изготовлении деталей к машинам взаимозаменяемость может быть достигнута только в том случае, когда будут строго соблюдены все размеры, указанные на чертеже. На практике точно выдержать заданные размеры почти невозможно, поэтому при обработке деталей необходимо установить допуски на неточность обработки, т. е. установить границы допустимых отклонений от основного размера. Размеры, указываемые на чертежах, бывают номинальным, действительными и предельными (рис. 1). Рисунок 1. Графическое изображение размеров отклонений допусков Номинальным размером называется основной размер, определенный исходя из конструктивных и технологических особенностей и назначения детали, согласованный с соответствующими стандартами и служащий началом отсчета отклонений. Действительным размером называется размер, полученный в результате непосредственного измерения детали с допустимой погрешностью для годной детали. Действительный размер готовой детали всегда будет отличаться от номинального, он бывает больше или меньше номинального. Однако разность между номинальным и действительным размерами не может превышать определенной величины. Предельными размерами называются два предельных значение размера, между которыми должен находиться действительный размер. Большее из них называется наибольшим предельным размером, меньшее — наименьшим предельным размером. Если деталь изготовлена с точностью, находящейся в границах заданных предельных размеров, она будет соответствовать техническим требованиям. Отклонением размера называется алгебраическая разность между размером и его номинальным значением. Отклонение является положительным, если размер больше номинального, и отрицательным, если размер меньше номинального. Верхним предельным отклонением называется алгебраическая разность между наибольшим предельным размером и номинальным. А нижним предельным отклонением — алгебраическая разница между наименьшим предельным размером и номинальным. Разность между наибольшим и наименьшим предельными размерами называется допуском размера. На практике правильный выбор допуска имеет основное значение для определения экономичности изготовления детали. Чем меньше допуск, тем сложнее изготовление деталей (Рис. 2). Величина допуска выражается в десятых, сотых долях миллиметра, микронах (0,001 мм). Рисунок 2. Графическое изображение допусков и посадок – пример обозначения Нанесение предельных отклонений размеров (Рис. 3) ГОСТ 2.307—68 устанавливает общие правила нанесения на изображениях изделий предельных отклонений, относящихся к линейным и угловым размерам. Предельные отклонения линейных размеров указываются непосредственно после номинального размера условными обозначениями полей допусков и посадок согласно стандартам на допуски и посадки, например: 18Л, 12Х3, или числовыми величинами в миллиметрах. Рисунок 3. Нанесение предельных размеров на чертежах На чертеже предельные отклонения обозначаются числовыми величинами так: Предельные отклонения формы и расположения поверхностей Форма изготовленной детали имеет некоторые отклонения от правильной геометрической формы, заданной на изображении. Например, цилиндрический вал может получить при обработке овальную форму в поперечном сечении. Допускаемую величину таких отклонений по ГОСТ 2.308—68 указывают на чертеже надписями в технических требованиях (например, «Овальность по 25В4 — не более 0,07 мм» и т. п.) или условными знаками на самом изображении детали. Условные обозначения предпочтительны. Рисунок 4. Указание в прямоугольной рамке предельных отклонений Данные о предельных отклонениях формы и расположения поверхностей указывают в прямоугольной рамке, разделенной на две или три части (рис. 4, а), в которых помещают: 1. в первой — знак отклонения по табл. 1 или 2; 2. во второй — предельное отклонение в миллиметрах; 3. в третьей — буквенное обозначение базы или другой поверхности, к которой относится отклонение расположения. Если баз несколько, то вписывают все обозначения их. Если соединение рамки с базой или с другой поверхностью, к которой относится отклонение расположения, затруднено или затемняет чертеж, то поверхность обозначают прописной буквой (не использованной на чертеже для других обозначений), вписываемой в третью часть рамки. Эту же букву вписывают в квадратную рамку, которую соединяют с обозначаемой поверхностью линией, заканчивающейся зачерненным треугольником, если обозначают базу (рис. 5, а), или стрелкой, если обозначаемая поверхность не является базой (рис. 5, б). Рис. 5. Соединение рамки с базой или с другой поверхностью для нанесения отклонения расположения Таблица 1 – Отклонения формы поверхности Наименование отклонения Краткое Полное Неплоскостность Отклонение от плоскостности Непрямолинейность Отклонение от прямолинейности Нецилиндричность Отклонение от цилиндричности Некруглость Отклонение от круглости Знак Отклонение профиля продольного - сечения Таблица 2. Отклонения расположения поверхности Наименование отклонения Краткое Полное Непараллельность Отклонение от параллельности Неперпендикулярность Отклонение от перпендикулярности Несоосность Отклонение от соосности - Торцевое биение Знак - Радиальное биение Непересечение осей Отклонение от пересечения осей Несимметричность Отклонение от симметричности - Смещение осей от номинального расположения Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами на базовой длине l. Базовая длина l — длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и для количественного определения ее параметров. Рисунок 6. Структура и знаки обозначения шероховатости поверхности ЗАДАНИЕ Вариант 1 Вариант 2 Примечание: У цилиндрических соединений охватывающая поверхность носит название отверстие, а охватываемая — вал.