018943 B1 018943 B1 (11) 018943
advertisement
 018943")
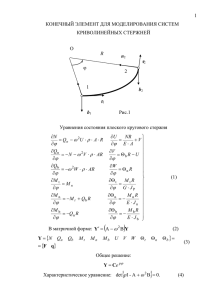
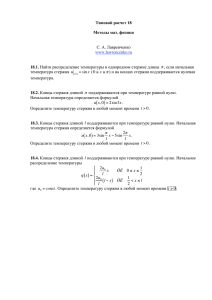
Евразийское патентное ведомство (19) (11) 018943 (13) B1 (12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ЕВРАЗИЙСКОМУ ПАТЕНТУ (45) Дата публикации и выдачи патента (51) Int. Cl. E04C 5/07 (2006.01) 2013.11.29 (21) Номер заявки 201100787 (22) Дата подачи заявки 2011.05.20 (54) СТЕРЖЕНЬ ПЕРИОДИЧЕСКОГО ПРОФИЛЯ ИЗ КОМПОЗИЦИОННОГО ВОЛОКНИСТОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ B1 (72) Изобретатель: (74) Представитель: (57) Изобретение относится к области строительства, конкретно к стержневым конструкционным элементам из высокопрочного композиционного материала. Стержень периодического профиля из композиционного волокнистого материала включает несущий сердечник, нанесенный на него спиральной намоткой закладной элемент и коаксиально расположенную рельефообразующую оболочку, при этом несущий сердечник сформирован либо из слоя продольных волокон, либо одного или нескольких продольных слоев, расположенных коаксиально, каждый из которых утянут слоем нити, нанесенным спиральной намоткой, закладной элемент выполнен, например, из шнура из волокнистых или других высокопрочных материалов или жгута, сформированного из нитей, несущий сердечник, рельефообразующая оболочка сформированы из продольных нитей, пропитанных полимерным связующим, рельефообразующая оболочка сформирована в виде трубы, а рельеф из канавок и выступов образован гофрированием рельефообразующей оболочки путем ее сдавливания и прижатия к сердечнику обжимающими жгутами или нитями, наложенными на участки между витками закладного элемента. Способ изготовления стержня осуществляют последовательно в три этапа: сначала формируют несущий сердечник, затем закладной элемент, а затем рельефообразующую оболочку в виде трубы. Формирование рельефной поверхности осуществляют гофрированием формообразующей оболочки путем ее сдавливания и прижатия к сердечнику последующей спиральной намоткой обжимающих жгутов или нитей между витками закладного элемента. Стержень периодического профиля из композиционного волокнистого материала обладает повышенной прочностью, высокими анкерными свойствами, надежностью, более длительным сроком эксплуатации. Башара Владимир Алексеевич, Бочкарев Александр Сергеевич, Поздеев Сергей Павлович, Рудольф Антон Яковлевич, Спиглазов Владимир Владимирович (RU) Куцый В.А. (RU) B1 018943 (56) RU-C1-2417889 RU-U1-82464 EP-A2-0417612 RU-U1-94594 018943 (43) 2012.11.30 (96) 2011000065 (RU) 2011.05.20 (71)(73) Заявитель и патентовладелец: ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ "БИЙСКИЙ ЗАВОД СТЕКЛОПЛАСТИКОВ" (RU) 018943 Изобретение относится к области строительства, а именно к стержневым конструкционным элементам из высокопрочного композиционного материала, которые применяются в строительных конструкциях для армирования термоизолированных стеновых панелей, монолитных бетонных и сборных зданий, для армирования грунта оснований зданий и сооружений, в том числе автомагистралей и дорог и т.д., а также в полимерных резьбовых соединениях. Из уровня техники известно, что рельеф боковой поверхности стержней периодического профиля из канавок и выступов формируют либо намоткой на поверхность несущего стержня обмоточного элемента в виде жгута, пропитанного полимерным связующим, либо путем вдавливания обмотки в виде жгута в поверхность несущего стержня. Известна арматура стеклопластиковая (RU № 2194135 С1 публ. 10.12.2002), содержащая несущий стержень, сформированный в виде пучка продольных волокон, пропитанных полимерным связующим и боковую поверхность, рельеф которой образован обмоткой в виде жгута нитей, пропитанных связующим и спирально нанесенных с натягом, равным от 1/2 до 1/10 диаметра вдавливания жгута в поверхность несущего стержня. В других вариантах выполнения рельеф боковой поверхности несущего стержня образован либо обмоткой в виде жгута и наличием на стержне чередующихся с обмоткой спиральных углублений в виде канавок, либо обмоткой в виде двух жгутов нитей с противоположным направлением навивки относительно друг друга. Недостатком такой арматуры является ее низкая несущая способность из-за низкой прочности на изгиб и растяжение, обусловленной тем, что при формировании рельефа боковой поверхности несущего стержня намоткой с натягом жгута нитей происходит искривление продольных волокон несущего стержня в радиально-осевом направлении практически по всему его продольному сечению. Такое расположение волокон ведет к значительному снижению прочности стержня. Кроме того, прочность сцепления такой арматуры с бетоном с течением времени значительно снижается. Ее сцепление с бетоном обеспечивается за счет сопротивления рельефообразующей спиральной намотки жгута сдвиговым напряжениям, которое, в свою очередь, обеспечивается за счет адгезионных сил сцепления между жгутом и поверхностью несущего стержня. При длительном контакте с агрессивной средой влажного бетона ее воздействию подвергаются в первую очередь поверхностные слои арматуры, в результате чего разрушается адгезионная связь между несущим стержнем и жгутом, т.е. разрушается узел, предназначенный для прочного сцепления с бетоном. Известна арматура композитная (RU № 2287647 С1 публ. 20.11.2006), содержащая несущий стержень, сформированный в виде пучка продольных волокон, пропитанных полимерным связующим, и боковую поверхность, рельеф которой образован обмоткой в виде жгута нитей, пропитанных связующим и спирально нанесенной с натягом, причем обмоточный жгут имеет в сечении форму эллипса, большая ось которого расположена вдоль несущего стержня. В качестве варианта рельеф боковой поверхности в виде спиральных канавок образован от вдавливания в поверхность несущего стержня съемного обмоточного жгута. Арматура обладает теми же недостатками, что и рассмотренная выше. Наиболее близким к заявляемому является арматура из полимерного композиционного материала (RU № 82464 U1 публ. 27.04.2009), содержащая стержень, рельеф боковой поверхности которого из канавок и выступов образован от сдавливания его обмоточным элементом в виде нитей или ленты, при этом канавки образованы с обеспечением превышения поверхности стержня над верхней границей обмоточного элемента. Недостатком такой арматуры является ее недостаточная несущая способность, обусловленная с одной стороны небольшой глубиной рельефа из канавок и выступов, и соответственно низким сцеплением с бетоном, т.е. ее низкими анкерными свойствами, а с другой стороны - низкая прочность на изгиб и растяжение, из-за искривления продольных волокон арматурного стержня в радиально-осевом направлении при формировании сдавливанием рельефа его боковой поверхности. Способ изготовления стержня из композиционного материала с периодическим профилем боковой поверхности, как следует из описания к патенту РФ № 82464, включает непрерывное формирование из нитей, пропитанных полимерным связующим, стержня с заданными размерами, формирование рельефной боковой поверхности стержня сдавливанием его обжимающими нитями или жгутами, отверждение и разрезку его на отрезки заданной длины. Недостатком этого способа является то, что он обеспечивает изготовление арматуры с небольшой глубиной рельефа ее боковой поверхности и низкой прочностью на изгиб и растяжение. Действительно, рельеф поверхности стержня - прототипа из канавок и выступов образуется за счет перетекания жидкого полимерного связующего из участков, расположенных под сдавливающим обмоточным жгутом, в участки, свободные от сдавливающего воздействия. При этом доля волокна под обмоточным жгутом возрастает. Однако возможность уплотнения волокна, а значит и количество полимерного связующего, поступающего из-под обмоточного жгута на формирование выступов, не безгранично. При содержании волокна более 80 мас.% требуются значительные усилия для дальнейшего его уплотнения. Такие усилия невозможно создать вертлюгами. Отсюда следует, что для увеличения количества полимерного связующего, поступающего на фор-1- 018943 мирование выступов, и обеспечение большей глубины канавок необходимо снижение содержания волокна в стержне, что неминуемо влечет за собой снижение его прочностных характеристик. Кроме того, формирование рельефа сопряжено с искривлением продольных волокон стержня в радиально-осевом направлении, а это, в свою очередь, снижает его прочность на растяжение и изгиб. С другой стороны, высота выступов ограничена количеством нагретого жидкого полимерного связующего, которое может удержать пучок волокон за счет сил смачивания. При содержании связующего в пределах 25-30 мас.%, оно начинает вытекать из стержня, и высота выступов перестает увеличиваться. Технической задачей группы изобретений является увеличение несущей способности стержня периодического профиля из композиционного волокнистого материала, повышение его прочности, а также разработка способа его изготовления. Техническим результатом группы изобретений является увеличение несущей способности стержней периодического профиля из композиционного материала, их анкерных свойств, надежности и срока эксплуатации за счет увеличения глубины рельефа его боковой поверхности, повышения его прочности, а также создание способа его изготовления. Для достижения указанного технического результата предлагается стержень периодического профиля из композиционного волокнистого материала, который включает несущий сердечник, нанесенный на него спиральной обмоткой закладной элемент и коаксиально расположенную рельефообразующую оболочку, при этом закладной элемент выполнен, например, из шнура необходимых размеров из волокнистых или других высокопрочных материалов или сформированного из нитей жгута, несущий сердечник и рельефообразующая оболочка сформированы из продольных нитей, пропитанных полимерным связующим, рельефообразующая оболочка сформирована из слоя продольных волокон в виде трубы, а рельеф из канавок и выступов образован гофрированием редьефообразующей оболочки путем ее сдавливания и прижатия к несущему сердечнику обжимающими жгутами или нитями, наложенными спиральной намоткой на участки между витками закладного формообразующего элемента. Указанный технический результат достигается также тем, что несущий сердечник сформирован либо из слоя продольных волокон, либо одного или нескольких продольных слоев, расположенных коаксиально, каждый из которых утянут слоем нити, нанесенным спиральной намоткой. Отличительными признаками предлагаемого стержня периодического профиля из композиционного волокнистого материала от прототипа является то, что стержень состоит из трех элементов - несущего сердечника, закладного формообразующего элемента и рельефообразующей оболочки, скрепленных полимерным связующим, принципиально отличающихся по структуре и выполняющих разные функции. Несущий сердечник предназначен для придания стержню высокой прочности и жесткости. Он выполнен из пропитанных полимерным связующим плотно уложенных волокон, ориентированных в направлении, совпадающем с осью стержня. В нем содержание волокон достигает 83-85 мас.%. Для повышения плотности его дополнительно утягивают слоем нитей, укладываемых спиральной намоткой с натягом, причем для увеличения прочности стержня несущий сердечник может быть выполнен из нескольких коаксиальных продольных слоев волокон, каждый из которых утянут слоем нити, нанесенным спиральной намоткой. Закладной элемент предназначен для формирования рельефа поверхности стержня волнообразной винтовой формы. Закладной элемент выполнен, например, из шнура необходимых размеров из волокнистых или других высокопрочных материалов или сформированных из нитей жгутов. Рельефообразующая оболочка предназначена для формирования рельефа поверхности стержня из выступов и канавок, который и определяет анкерные свойства стержня. Рельефообразующая оболочка выполнена в виде гофрированной трубы, сформированной из слоя волокон, ориентированных в продольном направлении и изогнутых за счет их прижатия к несущему сердечнику обжимающими нитями или обжимающими жгутами, наложенными спиральной намоткой на участки между витками закладного элемента. Слой имеет повышенное содержание полимерного связующего (от 20 до 30 мас.%). Это обеспечивает формирование более выраженного рельефа боковой поверхности стержня из канавок и выступов, которые образуются за счет перетекания жидкого полимерного связующего из-под обжимающего жгута в участки, свободные от сдавливающего воздействия. Высокое содержание полимерного связующего в слое, с одной стороны, позволяет при уплотнении волокна под обжимающим жгутом получить более глубокую канавку, а с другой - направить большее количество связующего на формирование выступа. Кроме того, высокое содержание полимерного связующего обеспечивает повышенную стойкость к воздействию агрессивных сред. Для увеличения высоты выступов рельефообразующая оболочка выполнена в виде трубы, внутренний диаметр которой больше диаметра несущего сердечника с закладным элементом. Изобретение поясняется чертежами. На фиг. 1 показан стержень периодического профиля из композиционного волокнистого материала предлагаемой конструкции в разрезе; на фиг. 2 - стержень периодического профиля из композиционного волокнистого материала предлагаемой конструкции с двухслойным несущим сердечником, утянутым спиральной намоткой нити, в разрезе; -2- 018943 на фиг. 3 представлена зависимость прочности сцепления с бетоном стержней периодического профиля из композиционного волокнистого материала предлагаемой конструкции и стержней по прототипу. Стержень периодического профиля из композиционного волокнистого материала (фиг. 1) содержит несущий сердечник 1 из продольных волокон (например, стекловолокно ГОСТ 17139-79, СВМ ТУ 6-061153-78, базальтовое волокно НРБ ТУ 6952-00113308094-04), пропитанных полимерным связующим (например, эпоксидная смола ЭД-20 ГОСТ 10587-84 или полиэфирные смолы), закладной элемент 2 (выполненный, например, в виде жгута из стекловолокна ГОСТ 17139-79, СВМ ТУ 6-06-1153-78 или шнура из полиамидного волокна ГОСТ 20251-91), рельефообразующую оболочку 3 и обжимающие жгуты или нити 4. Стержень периодического профиля из композиционного волокнистого материала (фиг. 2) содержит несущий сердечник 1, сформированный из двух слоев продольных волокон, утянутых слоем нити 5, нанесенным спиральной намоткой, закладной элемент 2, рельефообразующую оболочку 3 и обжимающие жгуты или нити 4. Слоистая структура несущего сердечника может быть выполнена из высокопрочных волокон разного сочетания. Предложенная конструкция стержня периодического профиля из композиционного волокнистого материала позволяет в широких пределах варьировать высоту его выступов, а также прочность и стойкость стержня к воздействию агрессивных сред. Для этого в зависимости от предъявляемых к нему требований меняют форму закладного элемента и материал, из которого он выполнен; соотношение волокон, формирующих несущий сердечник и рельефообразующую оболочку, оптимизируя соотношение между прочностью и рельефностью (чем больше доля несущего сердечника в стержне, тем он прочнее, чем больше доля рельефообразующей оболочки, тем больше высота выступа); содержание полимерного связующего в рельефообразующей оболочке стержня (чем больше содержание полимерного связующего, тем больше стойкость к агрессивным средам); количество слоев, из которых формируют несущий сердечник. Благодаря наличию перечисленных признаков разработана новая конструкция стержня периодического профиля из композиционного волокнистого материала, обладающего повышенной несущей способностью за счет увеличения прочности, высоких анкерных свойств, надежности и более длительным сроком эксплуатации. В таблице приведены сравнительные механические характеристики стержней по прототипу и стержней по предлагаемому изобретению. Испытаниям подвергались стержни периодического профиля с номинальным (по впадинам) диаметром 8 мм с одинаковой высотой выступа, равной 1,2 мм. Стержни выполнены из стеклянных волокон, пропитанных компаундом ЭДИ на основе эпоксидной смолы ЭД-20. Стержни по предлагаемому изобретению включают несущий сердечник диаметром 6,9 мм, выполненный из одного слоя продольных волокон, утянутого спиральной намоткой нити, закладной элемент, выполненный из полиамидного плетеного 16-прядного шнура диаметром 4 мм, и однослойную рельефообразующую оболочку. Механические характеристики стержней периодического профиля На фиг. 3 представлены зависимости прочности сцепления с бетоном стержней, искусственно состаренных (соответствует 20 годам эксплуатации) во влажной щелочной среде, от высоты выступа, где hпр - высота выступа; τсц - прочность сцепления; 1 - зависимость прочности сцепления с бетоном от высоты выступа стержней по предлагаемому изобретению; 2 - зависимость прочности сцепления с бетоном от высоты выступа стержней по прототипу. Как следует из фиг. 3, прочность сцепления с бетоном состаренных стержней по прототипу низка и мало зависит от высоты выступа, что свидетельствует об их недостаточной химической стойкости и надежности, что, соответственно, ограничивает срок их эксплуатации. Сохраняющаяся высокая прочность сцепления с бетоном состаренных стержней по предлагаемому изобретению и прямая ее зависимость от высоты выступа являются показателем их высокой химической стойкости и надежности, чем обеспечивается более длительный срок их эксплуатации. Кроме того, для достижения заявленного технического результата в способе изготовления стержней -3- 018943 периодического профиля из композиционного волокнистого материала, включающем непрерывное формирование из нитей, пропитанных полимерным связующим, стержня с заданными размерами, формирование рельефной боковой поверхности стержня сдавливанием его обжимающими нитями или жгутами, отверждение и разрезку его на отрезки заданной длины, формирование стержня осуществляют последовательно в три этапа: сначала формируют несущий сердечник, затем на него спиральной намоткой наносят закладной элемент, после чего вокруг несущего сердечника формируют рельефообразующую оболочку в виде трубы, сформированную трубу гофрируют, сдавливая и прижимая к сердечнику обжимающими жгутами или нитями, накладывая их спиральной обмоткой между витками закладного элемента. Технический результат достигается также тем, что несущий сердечник формируют либо из слоя продольных волокон, либо одного или нескольких продольных слоев, расположенных коаксиально, каждый из которых утягивают спиральной намоткой нити. Отличительными признаками предлагаемого способа изготовления стержня периодического профиля из волокнистого композиционного материала от прототипа является то, что формирование стержня осуществляют последовательно в три этапа: сначала формируют несущий сердечник, затем наносят закладной элемент, затем формируют рельефообразующую оболочку в виде трубы с последующим ее гофрированием намоткой обжимающими жгутами или нитями. Причем несущий сердечник формируют либо однослойным в виде пучка продольных волокон, ориентированных вдоль оси стержня, либо многослойным из одного или нескольких слоев продольных волокон, расположенных коаксиально, каждый из которых утягивают спиральной намоткой нити. Рельефообразующую оболочку формируют из продольных волокон, а гофрирование рельефообразующей оболочки осуществляют сдавливая и прижимая ее обжимающими нитями или жгутами, накладывая их спиральной намоткой между витками закладного элемента. Способ изготовления стержня периодического профиля из волокнистого композиционного материала по предлагаемому изобретению осуществляют следующим образом. Сначала формируют несущий сердечник. Для этого пучок пропитанных полимерным связующим стеклянных, базальтовых или углеродных волокон протягивают через цилиндрическую фильеру, где волокно уплотняют, отжимают излишки связующего и на выходе из фильеры формируют однослойный несущий сердечник. При необходимости несущий сердечник на выходе из фильеры при помощи вертлюга утягивают спиральной намоткой слоя нити. Для формирования, если это требуется, следующего слоя сердечник направляют во вторую цилиндрическую фильеру, через которую протягивают пучок волокон, пропитанных связующим и в которой вокруг него формируют следующий слой из продольных волокон, а выходящий из фильеры сердечник при помощи вертлюга снова утягивают спиральной намоткой слоя нити. Процесс повторяют до достижения требуемого количества слоев. Затем на сформированный сердечник укладывают по спирали с заданным шагом закладной элемент, в качестве которого может быть использован шнур необходимых размеров, выполненный из волокнистых или других высокопрочных материалов или сформированный из нитей жгут. В последнем случае жгут формуют из нитей, сматываемых с отдельного вертлюга и уплотняют перед укладкой на несущий сердечник путем протяжки через фильеру заданного размера. Далее сформированный сердечник протягивают в фильерный узел, имеющий кроме центральной фильеры, периферийные. Они формируют вокруг несущего сердечника из пропитанных полимерным связующим волокон рельефообразующую оболочку в виде трубы. На выходе из этой фильеры трубу гофрируют, прижимая ее к несущему сердечнику одним или несколькими разнесенными на величину шага профиля жгутами нитей, укладывая их с натягом по спиральной линии при помощи следующего вертлюга. Полученную таким способом "сырую" заготовку стержня направляют на последующее отверждение, разрезку и пакетирование. ФОРМУЛА ИЗОБРЕТЕНИЯ 1. Стержень периодического профиля из композиционного волокнистого материала, рельеф боковой поверхности которого из канавок и выступов образован в результате сдавливания стержня обмоточными жгутами или нитями, отличающийся тем, что стержень включает несущий сердечник, нанесенный на него спиральной намоткой закладной элемент и коаксиально расположенную рельефообразующую оболочку, при этом закладной элемент выполнен, например, из шнура из волокнистых или других высокопрочных материалов или жгута, сформированного из нитей, несущий сердечник и рельефообразующая оболочка сформированы из продольных нитей, пропитанных полимерным связующим, рельефообразующая оболочка сформирована в виде трубы, а рельеф из канавок и выступов образован гофрированием рельефообразующей оболочки путем ее сдавливания и прижатия к сердечнику обжимающими жгутами или нитями, наложенными на участки между витками закладного элемента. 2. Стержень периодического профиля из композиционного волокнистого материала по п.1, отличающийся тем, что несущий сердечник сформирован либо из слоя продольных волокон, либо одного или нескольких коаксиально расположенных продольных слоев волокон, каждый из которых утянут слоем нити, нанесенным спиральной намоткой. 3. Способ изготовления стержня периодического профиля из композиционного волокнистого мате-4- 018943 риала по п.1, включающий непрерывное формирование из нитей, пропитанных полимерным связующим, стержня, формирование рельефной боковой поверхности стержня сдавливанием его обжимающими нитями или жгутами, отверждение и разрезку его на отрезки заданной длины, отличающийся тем, что формирование стержня осуществляют последовательно в три этапа - сначала формируют несущий сердечник, а затем на него спиральной намоткой наносят закладной элемент, после чего вокруг сердечника формируют рельефообразующую оболочку, причем рельефообразующую оболочку формируют в виде трубы, сформированную трубу гофрируют, сдавливая и прижимая к сердечнику обжимающими нитями или жгутами, накладывая их спиральной намоткой между витками закладного элемента. 4. Способ изготовления стержня периодического профиля из композиционного волокнистого материала по п.3, отличающийся тем, что несущий сердечник формируют либо из слоя продольных волокон, либо одного или нескольких коаксиально расположенных продольных слоев волокон, каждый из которых утягивают спиральной намоткой нити с натягом. Фиг. 1 Фиг. 2 Фиг. 3 Евразийская патентная организация, ЕАПВ Россия, 109012, Москва, Малый Черкасский пер., 2 -5-