УДК. 621.7, 539.3 ИССЛЕДОВАНИЕ СОВМЕЩЕННОГО
advertisement

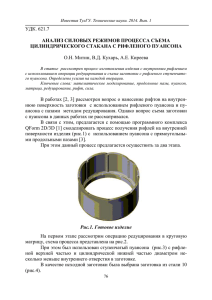
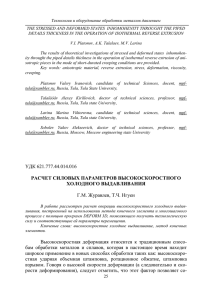
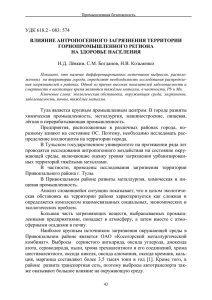
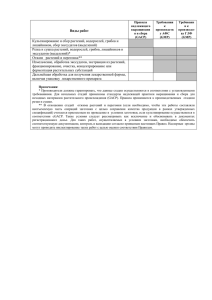
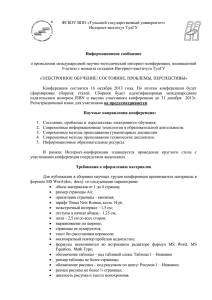
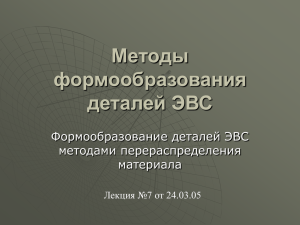
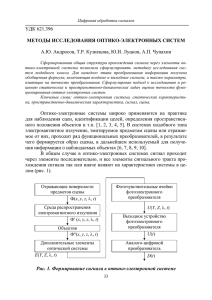
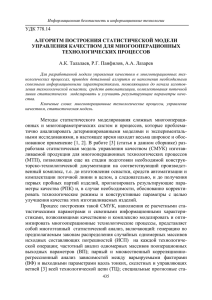
Технологии и оборудование обработки металлов давлением УДК. 621.7, 539.3 ИССЛЕДОВАНИЕ СОВМЕЩЕННОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ТИПА СТАКАНА В.Д. Кухарь, О.А. Екимова Разработан технологический процесс изготовления цилиндрических деталей из квадратных заготовок за один переход. Ключевые слова: штамповка, вытяжка, квадратная заготовка. В работе [1] рассматривался процесс получения цилиндрического стакана из квадратной заготовки, состоящий из двух переходов. На первом совершалась вытяжка квадратной заготовки в цилиндрическую матрицу с получением корончатого колпачка. На следующем переходе был реализован процесс, совмещающий в себе две операции: операцию вытяжки и прямого выдавливания корончатого колпачка. Ниже рассмотрим процесс получения аналогичного цилиндрического стакана из квадратной заготовки за один переход. Схема процесса представлена на рис.1. Исходный материал квадратная заготовка 32,5 х 32,5мм толщиной S=2,5мм из стали 08кп [2]. Вначале процесса ступенчатый пуансон, двигаясь вниз, втягивает квадратную заготовку в цилиндрическую матрицу. По достижению заготовкой конического участка матрицы начинает формироваться донная часть изделия и одновременно больший диаметр пуансона начинает осаживать угловые участки заготовки. После того как заготовка полностью ляжет на конический участок матрицы будет реализовываться процесс прямого выдавливания, который длится до тех пор пока толщина фланцевой части заготовки будет равняться толщине стенки готового изделия. Моделирование данного процесса было осуществлено методом конечных элементов с помощью программного комплекса QForm 2D/3D 7. Последовательность деформирования квадратной заготовки, а так же превращения ее в цилиндрическое изделие типа «стакан» показана на рис. 2. На рис. 3 приведены результаты моделирования. На рис. 3. а) приведены картины деформационного состояния в процессе формоизменения заготовки. На начальных этапах формоизменения наибольшие деформации происходят в плоском крае фланца, в то время как на угловых выступах она еще мала. Однако, когда коническая часть пуансона прижимает утолщенный фланец к коническому участок матрицы и производит прямое выдавливание, область наибольшей пластической деформации перераспределяется в стеночную часть изделия. Максимальная накопленная деформация наблюдается на завершающем этапе операции во фланце и составляет 300%. 123 Известия ТулГУ. Технические науки. 2014. Вып. 1 Рис. 1. Схема процесса получения аналогичного цилиндрического стакана из квадратной заготовки за один переход: 1 - пуансон; 2 - матрица; 3 - заготовка Рис. 2. Этапы деформирования В начальной стадии деформирования заготовки гидростатическое давление является растягивающим, значение которого не превышает 30 МПа. Когда идет процесс вытяжки и коническая часть пуансона прижимает утолщенный фланец, среднее напряжение в донной части равняется 0. В стенках колпачка становится сжимающим от -10 до - 40 распределяясь от дна к фланцу изделия. А во фланце с показателями от -1000МПа до 1600МПа от стенки колпачка к кромке изделия. На рис. 4 показаны главные напряжения, которые так же являются сжимающими. 124 Технологии и оборудование обработки металлов давлением а б Рис. 3. Схема главных напряжений: а – деформация; б - среднее напряжение [МПа] (гидростатическое давление) в меридиональном сечении моделируемого сектора 125 Известия ТулГУ. Технические науки. 2014. Вып. 1 а б в Рис. 4ю Главные напряжения в меридиональном сечении [МПа]: а, б, вАнализ результатов по гидростатическому давлению и главным напряжениям, позволяет прогнозировать отсутствие разрушения заготовки в процессе штамповки данного типа изделия. Однако для реализации данного способа необходимо геометрические размеры ступенчатого пуансона подбирать не произвольно, а исходя из условия, чтобы операция выдавливания начиналась в момент, когда формирование донной части стакана завершено, а операция вытяжки с утонением не началась. Удовлетворение этим требования достигается выбором определенной высоты тонкого участка пуансона. В связи с этим было рассмотрено несколько вариантов высоты тонкого участка ступенчатого пуансона – 7мм, 8мм, 9мм (рис. 5). 126 Технологии и оборудование обработки металлов давлением Рис. 5. Геометрические параметры ступенчатого пуансона В процессе моделирования было выявлено, что при высоте 7мм происходит обрезка заготовки как показано на рис. 6, а), при высоте 9мм наблюдается утонение на радиусе скругления дна со стенкой изделия (рис. 6, в), при высоте 8мм никаких недостатков не наблюдается (рис. 6, б). а б в Рис. 6. Изделия, получаемые при моделировании разными пуансонами 127 Известия ТулГУ. Технические науки. 2014. Вып. 1 Список литературы 1. Кухарь В.Д., Бойко О.А. Повышение эффективности технологии изготовления изделия типа стакан // Известия ТулГУ. Технические науки. Тула. Изд-во ТулГУ. 2012. Вып. 12. С. 116-121. 2. Кухарь В.Д. Бойко О.А. Осадка квадратной и шестигранной заготовки в круговую матрицу // Известия ТулГУ. Технические науки. Тула. Изд-во ТулГУ. 2012. Вып. 10. С. 260-267. Кухарь Владимир Денисович, д-р техн. наук, проф., проректор, mpftula@rambler.ru, Россия, Тула, Тульский государственный университет, Екимова Оксана Анатольевна, асп., Boyko-OA@yandex.ru, Россия, Тула, Тульский государственный университет RESEARCH OF THE COMBINED PROCESS OF PRODUCTION OF THE PRODUCT OF TYPE OF THE GLASS V.D. Kuchar, O.A. Ekimova Technological process of production of cylindrical details of square preparations for one transition is developed. Key words: stamping, extract, square preparation. Kukhar Vladimir Denisovich, doctor of technical sciences, professor, prorector, mpftula@rambler.ru, Russia, Tula, Tula State University, Ekimova Oksana Anatolevna, postgraduate, Boyko-OA@yandex.ru, Russia, Tula, Tula state University 128