ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ФУНКЦИОНИРОВАНИЯ
advertisement

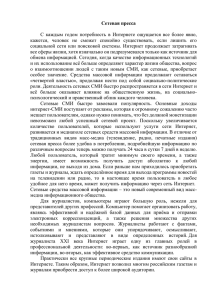
ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ ФУНКЦИОНИРОВАНИЯ ГИДРАВЛИЧЕСКОГО ПРЕССА НА ОСНОВЕ ПРОГРАММИРУЕМОГО ЛОГИЧЕСКОГО КОНТРОЛЛЕРА Андреев Иван Александрович доцент, Филиал ФГБОУ ВПО «Самарский государственный технический университет» в г. Сызрани, Доцент кафедры «Электромеханика и промышленная автоматика», г. Сызрань E-mail: ivandreew@yandex.ru Андреев Владимир Александрович канд. техн. наук, Филиал ФГБОУ ВПО «Самарский государственный технический университет» в г. Сызрани, Доцент кафедры «Электромеханика и промышленная автоматика», г. Сызрань E-mail: dwa113@yandex.ru Кузичкин Алексей Анатольевич студент 4-го курса Филиала ФГБОУ ВПО «Самарский государственный технический университет» в г. Сызрани E-mail: ansabanyr13@yandex.ru EFFICIENCY UPGRADING OF HYDRAULIC PRESS WORK BASED ON A PROGRAMMABLE LOGIC CONTROLLER Andreev Ivan Associate professor, branch of Samara State Technical University, Syzran, Associate professor at Electrical engineering and industrial automation chair, Syzran E-mail: ivandreew@yandex.ru Andreev Vladimir Doctor of engineering science, branch of Samara State Technical University, Syzran, Associate professor at Electrical engineering and industrial automation chair, Syzran E-mail: dwa113@yandex.ru Kuzichkin Aleksey th 4 year graduate, branch of Samara State Technical University, Syzran E-mail: ansabanyr13@yandex.ru АННОТАЦИЯ В статье приводится краткое описание работы гидравлического пресса, обосновывается необходимость совершенствования системы управления и предлагается дискретная система управления гидравлическим прессом на основе программируемого логического контроллера α-Серии фирмы Mitsubishi Electric. ABSTRACT In the paper there is given a short description of hydraulic press work. Also a necessity of managerial improvement is justified there. Sample data system of hydraulic press management based on a programmable logic controller of α-series by Mitsubishi Electric is being proposed as well. Ключевые слова: пневматика; гидравлика; гидравлическое оборудование; прессы; программируемый логический контроллер; объект управления; дискретная система; программирование; FBD-программа. Key words: pneumatics; hydraulics; hydraulic equipment; presses; programmable logic controller (PLC); controlled objects; sampled data system; coding; FBD-programme. Значительный парк тяжелого станочного оборудования в РФ до сих пор имеет устаревшие системы управления электроавтоматикой, что в значительной степени снижает надежность работы станков [2]. Поэтому, совершенствование механических и гидравлических узлов, разработка и применение новых систем управления тяжелых станков на основе программируемых логических контроллеров (ПЛК) является актуальной задачей. Это, во-первых, значительно повышает надежность работы станка и качество принятия решений при возникновении нештатных ситуаций (при попадании в рабочую зону пресса человека или посторонних предметов уменьшается зависимость в принятии решения от оператора пресса, что повышает безопасность работы); во-вторых, позволяет эффективно управлять процессом; в-третьих, даёт возможность внедрения в системы управления станками блоков динамической визуализации процессов в режиме реального времени. Рассмотренная в статье модернизация гидравлического пресса упростит обслуживание системы и повысит экономическую эффективность процесса. Контроллер позволяет уменьшить время на формирование управляющих воздействий (исключаются из процесса операции управления главным распределителем и распределителем выталкивателя), что приводит к повышению производительности труда. В состав системы управления прессом (рис. 1.) входят: главный распределитель 4, предназначенный для управления рабочим 5 и возвратными 6 цилиндрами; двухклапанный гидравлическим распределитель выталкивателем 8; дроссель 7 — для управления 9, предназначенный для регулирования скорости возвратного хода поперечины 10 пресса; обратный клапан 11 и манометр 12. Управление клапанами пресса и, соответственно, скоростью и положением подвижной поперечины пресса 10 осуществляется с помощью распредвала 13, приводимого в движение рукояткой управления прессом 14. Работу гидравлической схемы, показанной на рисунке 1, поясняет диаграмма открытия клапанов главного распределителя пресса. На этой диаграмме по оси абсцисс отложены углы поворота рукоятки управления, а по оси ординат — соответствующие высоты открытия клапанов. Рисунок 1. Система управления прессом усилием 2000 кН 1 — насос; 2 — предохранительный клапан; 3 — сливной бак; 4 — главный распределитель; 5 — рабочий цилиндр; 6 — возвратный цилиндр; 7 — распределитель выталкивателя; 8 — выталкиватель; 9 — дроссель; 10 — подвижная поперечина; 11 — обратный клапан; 12 — манометр; 13 — распредвал; 14 — рукоятка управления В данной работе предложена дискретная система управления гидравлическим прессом (рис. 2.) с помощью программируемого логического контроллера α-Серии фирмы Mitsubishi Electric [1, 5]. Выбор логического контроллера обусловлен: во-первых, функциональным назначением, легкостью программирования с использованием функциональных блоков; во-вторых, открытым доступом к руководству по эксплуатации, LVS программному обеспечению; в-третьих, сравнительно низкой стоимостью контроллера. Рисунок 2. Система управления прессом с помощью программируемого логического контроллера Перед созданием системы управления было составлено словесное описание проектируемой системы: выявлено количество и технические характеристики входных элементов и исполнительных механизмов, опираясь на пожелания обслуживающего персонала, а также требования безопасности. Задачи автоматизации реализованы с использованием языка функциональных блоков [3, 4]. Моделирование программы выполнено в автономном режиме. Объект управления представлен измерительными преобразователями различных технологических параметров — давления, положения, температуры, а также исполнительными устройствами ИУ — регулирующими клапанами. С помощью этих технических средств осуществляется воздействие на объект управления (рабочий и возвратный цилиндры) в целях обеспечения заданных режимов его функционирования. Контроллер выполняет следующие функции: сбор и обработка информации о параметрах технологического процесса и состояния оборудования; формирование управляющих воздействий — дискретное управление и регулирование в соответствии с алгоритмом управления. Датчик контроля человека блокирует работу пресса в случае несанкционированного доступа в защитную зону. В системе предусмотрена тепловая защита насосного привода. Датчик контроля давления рабочей жидкости ограничивает верхний предел давления с помощью предохранительно-переливного клапана. В состав системы управления входят два клапана для управления гидравлическим выталкивателем. Оператор управляет прессом с помощью двух переключателей нажимного действия с самовозвратом, то есть без фиксации включенного состояния. При отжатии любого из переключателей поперечина пресса совершает возвратный ход. Повторное нажатие на переключатели открывает клапаны рабочего цилиндра только из состояния покоя пресса. Данные от датчиков и переключателей через устройство связи с объектом УСО поступают в контроллер. Эти данные обрабатываются программами, хранящимися в памяти программ, по заданным алгоритмам. Результаты обработки поступают на входы УСО. В УСО цифровой код преобразуется в физический сигнал (ток или напряжение). Далее сигнал поступает на исполнительное устройство ИУ. В результате исполнения команды контроллера изменяется расход потока жидкости через регулирующие клапаны. Наряду с формированием управляющих команд ПЛК управляет средствами сигнализации. Одной из задач при прохождении студентами производственной практики на предприятиях города является изучение принципов работы действующего оборудования и предложение решений по его модернизации. На приведенном в статье примере автоматизации пресса студенты получают первичные навыки программирования логических контроллеров. Материал статьи может быть полезным для использования в учебном процессе для студентов по специальности «Автоматизация технологических процессов и производств». Список литературы: 1. Микроконтроллеры ALPHA вместо множества компонентов. [Электронный ресурс]. — Режим доступа. — URL: http://www.mitsubishiautomation.ru/products/microcontrollers.html 2. Наземцев А.С. Пневматические и гидравлические приводы и системы. Часть 2. Гидравлические приводы и системы. Основы. Учебное пособие/А.С. Наземцев, Д.Е. Рыбальченко. — М.: ФОРУМ, 2007 — 304 с. ил. 3. Петров И.В. Программируемые контроллеры. Стандартные языки и приёмы прикладного программирования / Под ред. В.П. Дьяконова. — М.: Солон-Пресс. — 2004. — 256 с. 4. Руководство по программному обеспечению. [Электронный ресурс] — Режим доступа. — URL: http://ipc2u.ru/files/ipc2U/prcatal/ME/alpha/programAlphaXL.pdf 5. Электротехнические cистемы Петербург («ЭС Петербург»). Контроллеры Альфа Mitsubishi Electric. [электронный ресурс] — Режим доступа. — URL: http://www.esspb.ru/alpha_controllers.html.