Материал создан порталом www.helpseamen.com По вопросам
advertisement

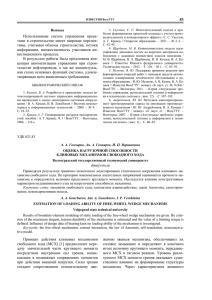
Материал создан порталом www.helpseamen.com По вопросам приобретения и распространения обращаться info@helpseamen.com Подшипники скольжения Все подшипники скольжения, встречающиеся в машинах, можно разделить на две группы: неразъемные — в виде цельных втулок или в виде отверстий в корпусах, станинах или основаниях, залитых антифрикционными сплавами, и разъемные — с вкладышами и без вкладышей, корпуса которых заливают антифрикционным сплавом. Неразъемные подшипники. Сборка неразъемного подшипника заключается в запрессовке втулки в корпус, стопорении ее от проворачивания и пригонке отверстий по валу. После запрессовки внутренний диаметр втулки может уменьшиться, поэтому его необходимо проверить по валу или калибром, и если зазоры, предусмотренные чертежом, не выдержаны, втулку необходимо расшабрить или дообработать разверткой. Для достижения полной соосности подшипников многоопорных валов следует применять совместное развертывание втулок. Целесообразно применять посадку различных втулок с предварительным охлаждением их жидким азотом. При этом появляется возможность замены посадок 2-го класса точности A/H посадками 3-го класса точности A3 / Пр3 — и отпадает необходимость устанавливать винты крепления втулок во время эксплуатации вследствие гарантированного натяга. Разъемные подшипники. Правильная обработка и сборка вкладышей подшипников должна обеспечить создание масляной пленки между трущимися поверхностями и непрерывный отвод тепла маслом. Внутренний диаметр вкладыша должен быть больше диаметра шейки вала на величину масляного зазора, который изменяется в зависимости от диаметра шейки вала, его массы и числа оборотов. Обычно масляный зазор равен 0,0018—0,0025 диаметра шейки вала. Сборку разъемных подшипников, как правило, начинают с пригонки их вкладышей по шейкам вала. Перед этим пригоняют вкладыши по наружному диаметру к корпусу подшипника по краске и щупу (обычно щуп 0,25 мм не должен проходить в месте соприкосновения вкладыша с подшипником), затем на шейке вала устанавливают подшипник с вкладышем, предварительно покрытым тонким слоем краски, и равномерно затягивают болты. Для получения отпечатков краски на поверхности вкладыша вал проворачивают, затем подшипник разбирают и шабрят вкладыш. Подгонку производят до тех пор, пока равномерно распределенные отпечатки краски не будут занимать 70—80% общей поверхности вкладыша. Радиальный зазор между шейкой и верхним вкладышем проверяют щупом или по свинцовому оттиску, для получения которого берут пленку из свинцовой проволоки и укладывают ее вдоль и поперек оси вала в нескольких местах. Рабочие поверхности вкладышей подшипников металлургического оборудования, должны быть пришабрены по шейке вала с плотностью шабровки не менее четырех пятен на 1 см2 для быстроходных валов (более 300 об/мин) и не менее двух пятен для валов с числом оборотов до 300 в минуту. Наиболее густо пятна должны быть расположены под углом 80—90° симметрично относительно направления действия нагрузки; шейка вала должна прилегать к вкладышу не менее чем на 60% поверхности опорного вкладыша. В подшипниках, испытывающих знакопеременную нагрузку (например, в реверсивных редукторах), пришабриванию подлежит как нижний, так и верхний вкладыш. Для нормальной работы подшипника необходимо обеспечить правильный подвод и распределение смазки. Распределение смазки вдоль оси подшипника осуществляется по масляным каналам, расположенным во вкладышах или на цапфе вала. Смазку по рабочей поверхности распределяют цапфы. Маслораспределительные канавки должны быть расположены по направлению вращения цапфы впереди зоны действия в масляной пленке и плавно выходить на внутреннюю поверхность вкладыша или цапфы и не должны иметь острых кромок, так как последние снимают смазку с поверхности вала и ухудшают условия работы подшипника. Табл. 1 d До 60 65-80 85-90 95-110 115-140 145-180 185-260 265-380 385-500 r 3 4 5 6 7 8 10 12 16 f 1,5 1,5 2 2 2,5 2,5 2,5 3 4 Масляные канавки (табл. 1) делают по шаблону. Длина их с карманами должна быть до 0,8 длины вкладыша. Подшипники скольжения закрытого типа жидкостного трения применяют на валках мелкосортных и проволочных станов, а также на опорных валках станов кварто горячей и холодной прокатки. При всех условиях работы между поверхностями цапфы и вкладыша такого подшипника всегда сохраняется масляная пленка. Коэффициент трения в этих подшипниках 0,0015—0,003. Подшипник жидкостного трения (рис. 1) состоит из двух основных деталей: массивной конической втулки 2 и вкладыша 3 с тонким слоем баббитовой заливки. Наружную поверхность конической втулки и внутреннюю поверхность вкладыша очень точно и тщательно обрабатывают (по 12—13-му классу шероховатости поверхности). Смазка поступает в подшипник через отверстие 4 и отводится через отверстие 12. Осевые усилия передаются через кольцевой выступ детали 6 на упорное кольцо 5. Втулка 2 закрепляется на цапфе шпонкой 11 и кольцом 9, навинчиваемым на кольцо 10, состоящее из двух половин, оно вставляется в кольцевой паз и фиксируется штифтами 8. Для предохранения подшипника от попадания пыли установлены севанитовые уплотнительные кольца 1. Подушки валков устанавливают в станинах по разному. Правая подушка 16 со стороны смены валков фиксируется в станине 17 своим приливом 15 и эксцентриком 18, поворачиваемым рычагом 13 и валиком 14. Другую подушку (со стороны привода) устанавливают в станине свободно, без фиксации, с целью компенсации возможных температурных расширений. Рис. 1. Подшипник жидкостного трения. Подшипники жидкостного трения смазываются от отдельной циркуляционной системы смазки. Их собирают на специальном рабочем месте с соблюдением всех мер предосторожности против загрязнения и повреждения поверхности трения. Перед сборкой детали подшипника промывают, тщательно вытирают и осматривают поверхности трения. Вначале собирают в станине 17 уплотнительные кольца 1 со стороны бочки валка, после этого в подушку опускают вкладыш 3, а затем коническую втулку 2 с разрезным кольцом 5. При этом коническая втулка 2 должна входить во вкладыш 3 свободно, без дополнительных усилий. Затем устанавливают крышку 7, регулируя зазор прокладками. Величину зазора следует выдерживать по чертежу. Примерные значения зазоров следующие. Диаметр подшипника, мм. Зазор в долях диаметра До 500 0,001 — 0,002 500—1000 0,0015 — 0,0003 Свыше 1000 0,001—0,0003 Подгонка (пришабривание) поверхности трения вкладыша при установке подшипника не рекомендуется.