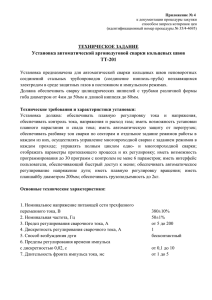
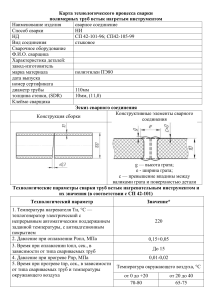
ГАЗОВАЯ СВАРКА И РЕЗКА МЕТАЛЛОВ Общие сведения. Газовая сварка и резка металлов широко используются во всех отраслях народного хозяйства: машиностроении, строительстве, сооружении газо- и нефтепроводов, ремонтных работах и др. Преимущества её заключаются в следующем: – вследствие меньшей мощности газового пламени по сравнению с электрической дугой металл заготовок в зоне плавления нагревается медленнее, управление процессом сварки легче вследствие его визуального контроля и широкого изменения пределов температуры плавления; – возможность сварки тонкостенных конструкций из стали, легкоплавких цветных металлов и их сплавов (Al, Sn, Zn, Pb и др.), чугунных изделий и др.; – процесс сварки не требует сложного дорогостоящего оборудования и источников электроэнергии. Выполнять её можно как в стационарных, так и в полевых условиях. К недостаткам газовой сварки следует отнести большие деформации сварных конструкций вследствие увеличения зоны термического влияния по сравнению с дуговой сваркой и взрывоопасность используемых горючих газов. Сущность процесса. При сварке место соединения нагревают до расплавления высокотемпературным газовым пламенем. При нагреве газосварочным пламенем кромки свариваемых заготовок расплавляются, а зазор между ними заполняется присадочным металлом, который вводят в пламя горелки извне. Газовое пламя получают при сгорании горючего газа в атмосфере чистого кислорода. В качестве горючих газов используют ацетилен, природный газ, пары бензина, керосина и др. 1 Газосварочное пламя образуется в результате сгорания ацетилена (С2Н2) с кислородом О2. Оно состоит из трёх зон (рис.1): ядра пламени 1, средней зоны 2 (сварочной), факела пламени 3. В ядре 1 температура равна ~ 300…600 0С. В этой зоне происходит постепенный нагрев газовой смеси до температуры воспламенения. В зоне 2 происходит первая стадия горения ацетилена по реакции: С2Н2 + О2 = 2С0+Н2. Зона 2, имеющая самую высокую температуру (~ 3150 0С) называется сварочной или рабочей, именно здесь и происходит сварка. Здесь протекает вторая стадия сгорания ацетилена 2СО+2Н2+2С = 4СО2+2Н2О (1) Оборудование и газы для газовой сварки и резки. В качестве газов в практике наибольшее распространение получили ацетилен и кислород. Ацетилен, как горючий газ по сравнению с другими, имеет большую теплоту сгорания и высокую температуру пламени – ~3200оС. Его получают в специальных аппаратах – газогенераторах, при взаимодействии воды с карбидом кальция СаС2+2Н2О = Са(ОН)2+С2Н2 (2) При разложении 1 кг карбида кальция образуется 250…300 дм3 ацетилена. Ацетилен взрывоопасен, поэтому хранят и транспортируют его в баллонах, внутренняя полость которого заполняется активированным древесным углём и ацетоном. 2 Растворяясь в ацетоне, ацетилен пропитывает пористую массу, становится безопасным и помещается в малом объёме баллона в большем количестве. Ацетиленовые баллоны окрашиваются в белый цвет с надписью «Ацетилен». Давление ацетилена в баллоне 1,5 МПа. Рис.2. Кислородный баллон с вентилем. 1 – баллон; 2 – защитный колпак; 3 – маховичок; 4 – клапан; 5 – трубка редуктора; 6 – гайка соединительная; 7 – башмак Кислород, используемый для сварочных работ, поставляют к месту потребления в стальных баллонах (рис.2). Жидкостная вместимость баллона 40 дм3. При давлении 15 МПа он вмещает 6000 дм3 кислорода. Баллон окрашивается в голубой цвет с надписью «Кислород». 3 Для снижения давления газа при выходе из баллона и поддержания постоянной величины рабочего давления применяют газовый редуктор (кислородный), принципиальная схема которого приведена на (рис.3). С помощью гайки 1 редуктор присоединяется к вентилю газового баллона. При открытия вентиля газ по штуцеру 2 через клапан 6 подается в камеру 5. Давление газа в баллоне показывает манометр 3. Для регулирования давления газа в полости 8 поворачивают регулировочный винт 12, сжимая пружину 11. Диафрагма 10 при этом изгибается вверх, сжимая пружину 4 через шток 13. Между клапаном 6 и наконечником штуцера 2 образуется зазор, через который газ из баллона начинает поступать в камеру 8. По мере наполнения газом давление в камере 8 повышается и диафрагма 10 начинает опускаться вниз, закрывая зазор между клапаном 6 и штуцером 2. 4 Таким образом происходит уменьшение давления от баллонного до рабочего, фиксируемого манометром 7. При выходе части газа давление в рабочей камере понижается, мембрана отжимает клапан 6 и камеру поступает очередная порция газа. При этом происходит автоматическое поддержание рабочего давления. В процессе расхода газа давление в баллоне понижается и для поддержания постоянного рабочего давления в камере 8 изменяют величину сжатия пружины 11. Таким образом, управляя величиной прогиба мембраны 10, тем самым управляют и рабочим давлением газа. Через штуцер 9 и шланг газ подается в горелку или резак. Для предотвращения чрезмерного повышения давления в камере 8 установлен предохранительный клапан 14. Кислородные редукторы понижают давление от 15 до 0,1 МПа, а ацетиленовые – от 1,6 до 0,02 МПа. Корпуса редукторов окрашиваются в определённый цвет – голубой для кислорода, а белый для ацетилена. Газы от редукторов через резиновые шланги подаются к горелке или резаку. Газосварочные горелки используют для образования газосварочного пламени. В промышленности наиболее распространена инжекторная горелка (рис.4). В инжекторной горелке кислород под давлением 0,1…0,4 МПа через трубку 7 и регулировочный вентиль 5 подаётся к инжектору 10. Выходя с большой скоростью из узкого канала инжекторного конуса, кислород создаёт разряжение в камере 3 и засасывает горючий газ, поступающий через трубку 8 и вентиль 9 в ацетиленовые каналы горелки 6 и камеру смешения 3, где и образуется горючая смесь. Затем горючая смесь поступает по наконечнику 2 к мундштуку 1, на выходе из которого при сгорании образуется сварочное пламя. Горелки имеют сменные наконечники с различными диаметрами выходных отверстий для регулировки ацетилено-кислородного пламени. Наконечники легко сменяются с помощью накидной гайки 4. Характеристика одной из горелок приведена в табл. 1 5 6 Таблица 1 Техническая характеристика инжекторной горелки ГС – 3 Толщина № свариваемого накометалла, мм неч(низкоуглеродиника стая сталь) 1 0,5…1,5 2 1 … 2,5 3 2,5…4 4 4… 7 5 7 … 11 6 10 … 18 7 17 … 30 Расход газов, л/ч Ацетилен Кислород 50…125 120…240 230…400 400…700 660…1100 1050…1750 1700…2800 55…135 130…260 260…440 430…750 740…1200 1150…1950 1900…3100 Рабочее давление, МПа Кис- Ацелотирод лен 0,1… 0,4 не ниже 0,001 Режимы газовой сварки Выбор номера наконечника производится в зависимости от толщины свариваемых деталей и рода металла. Обычно наконечник выбирают по производительности (по ацетону) по выражению W = (100…150) s, (3) где W – мощность горелки, т.е. производительность по расходу ацетилена, л/час; s – толщина свариваемой стали, мм; для малых толщин (до 10 мм) W = 100 s, для больших (более 10 мм) W = 150 s. При сварке массивных чугунных изделий больших толщин или сварке цветных металлов мощность горелки выбирают по формуле W = (150…200) s л/час (4) Скорость сварки vсв определяется по выражению vсв = В/s, м/ч, 7 где s – толщина свариваемых деталей, мм; В – коэффициент, учитывающий способ и материал сварки; для малоуглеродистой сварки В = 14 для левой сварки и В = 18 – для правой. Общее время, затрачиваемое на сварку, определяется формулой Тгаз = tгаз / α , ч, (6) где tгаз – основное время, затрачиваемое на плавление металла,ч; α – коэффициент использования сварочного поста, учитывающий вспомогательное и подготовительное время, затрачиваемое сварщиком на выполнение сварки. Он характеризует полноту использования сварочного поста в зависимости от организации работ. В практике он колеблется в пределах 0,3…0,7, причем более низкие значения получаются при производстве ремонтных работ или работ, выполняемых в полевых условиях. Основное время tгаз определяют по формуле tгаз = Qн / β = Qн / W, ч (7) где Qн – количество наплавленного металла, г; β – коэффициент, учитывающий расход ацетилена (равен мощности горелки, т.е. β = W). Количество наплавленного металла Qн (г) подсчитывают по объему наплавленного металла Vн = F L (8) Qн = Vн γ, (9) 3 где Vн – объем наплавленного металла, см ; F – поперечное сечение шва, см2 (определяется по толщине свариваемого металла и форме шва); L – длина шва, см γ – удельный вес наплавленного металла (для стали 7,8 г/см3). (5) 8 Техника газовой сварки Процесс газовой сварки заключается в том, что пламенем горелки доводят кромки свариваемых деталей до плавления и затем, вводя в жидкую ванну конец присадочной проволоки, расплавляют ее, образовывая шов. При формировании шва способ перемещения горелки играет важную роль и должен быть таким, чтобы обеспечить расплавление обеих кромок свариваемых деталей с одновременным расплавлением присадочного материала. В зависимости от толщины свариваемых материалов перемещение наконечника горелки может быть спиральным, зигзагообразным, отрывистым, в виде кружочков, запятых, прямолинейным. Размах поперечных колебаний наконечника зависит от толщины свариваемых деталей и желаемой толщины шва. Применят два способа сварки: правый и левый (рис.6). При правом способе (рис.6а) горелка и присадочный материал перемещаются вдоль свариваемых кромок слева направо. Присадочный материал находится сзади горелки под углом 450. Горелка при этом располагается под углом 70 – 900 к плоскости свариваемых деталей, а пламя направлено на уже наплавленный металл. При таком способе сварки поперечных колебаний не делается. Применяется он довольно редко, в основном, при сварке больших толщин. При левом способе сварки (рис.6б) горелка и присадочный материал движется справа налево. Этот способ наиболее распространен и применяется в широком диапазоне свариваемых толщин. Сварка металлов различных толщин осуществляется изменением угла наклона наконечника горелки в соответствии с рис.7. Чем тоньше свариваемый металл, тем меньше угол наклона горелки. Рис.7. Угол наклона горелки в зависимости от толщины свари ваемых деталей s 9 10 При сварке присадку в виде мотка проволоки держат в свободной руке и по мере ее расходования разматывают. Проволока своим концом погружается в расплавленную ванну, что предохраняет ее от окисления. Газокислородная резка заключается в сжигании металла в струе кислорода и удалении этой струёй образующихся окислов по реакции 3FeO+2O2=Fe3O4+Q (10) Резка может быть ручной и машинной. Для ручной резки применяют универсальный резак типа УР со сменными мундштуками (рис.5). Отличительной особенностью газового резака от горелки является наличие у него устройства для подачи в зону пламени избыточного «режущего» кислорода, регулируемого вентилем 3. Оно состоит из дополнительной трубки 2, служащую для подвода режущего кислорода к центральному отверстию мундштука 1. В мундштуке находятся два концентрически расположенных отверстия для выхода подогревающего пламени и режущей струи . Мундштук резака образуют прямой угол со стволом. Контрольные вопросы 1.Преимущества и недостатки газовой сварки. Области применения. 2. Укажите зоны газового пламени и максимальную температуру в нём. 3. Получение ацетилена и способ его поставки. 4. С какой целью внутренняя полость ацетиленового баллона заполняется активированным углём и ацетоном? 5. Получение кислорода и способ его поставки. 6. Устройство баллонов. 7. Укажите вместимость, давление и окраску кислородных и ацетиленовых баллонов. 8. Назначение и устройство газового редуктора. 9. Устройство и принцип работы инжекторной горелки. 10. Последовательность зажигания и гашения газовой горелки. 11. Назначение, устройство и принцип работы резака. 12. Сущность кислородной резки металлов. 12 13