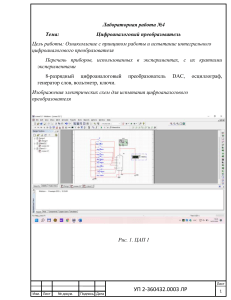
Содержание 1 2 3 4 5 6 7 8 9 10 11 Изм. Лист Разраб. Провер. Введение Определение типа производства Анализ технических условий и требований чертежа на изготовление детали Отработка конструкции детали на технологичность Выбор заготовки Разработка маршрутного технологического процесса изготовления детали Выбор технологического оборудования Выбор технологической оснастки Выбор общих и промежуточных припусков на обработку заготовки Назначение режимов обработки Нормирование технологических операций механической обработки Оформление документации на технологический процесс Список рекомендуемой литературы № докум. Подпись Дата 2 3 7 9 11 13 14 17 20 21 39 40 ВКР-15.03.05 КТМ-2021-06 Содержание Лит. Лист 2 Реценз. Н. Контр. Утверд. Тв ГТУ Листов Введение Ведущее место в росте экономики страны принадлежит отрасли машиностроения, которая обеспечивает материальную основу технического прогресса всех отраслей промышленности. Машиностроение располагает мощной производственной базой, выпускающей свыше четверти всей промышленной продукции страны. Основной задачей машиностроения является переход к интенсивным методам развития, т.е. к увеличению объема производства, в основном, за счет роста производительности труда при минимально возможных капиталовложениях, за счет лучшего использования основных фондов, материальных и природных ресурсов, внедрение достижений науки, техники и передового опыта. Кроме выше перечисленного задачами машиностроения являются: - создание техники для широкого внедрения высокопроизводительных энерго- и материалосберегающих технологий во всех отраслях народного хозяйства; - повышение технического уровня; - повышение качества машиностроительной продукции; - выпуск машин и оборудования для исключения ручного труда; - улучшение качества металлообрабатывающего оборудования, в том числе с ЧПУ, технологической оснастки; - автоматизировать технологические процессы. В машиностроении заданные формы деталей с требуемой точностью и качеством их поверхностей достигаются в основном путем механической обработки, так как другие способы механической обработки не всегда могут обеспечить выполнение этих требований. Таким образом, обработка деталей на металлорежущих станках должна обеспечить выполнение требований, предъявляемых к точности и чистоте обрабатываемых поверхностей, взаимному расположению осей и поверхностей, правильных контуров, форм и т.д. Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 3 Задачей данного курсового проекта является разработка технологического процесса детали “Штуцер корпуса”. При проектировании технологического процесса были разработаны следующие разделы: анализ технологичности конструкции детали, определены основные конструкторские базы, обоснован метод и способ получения заготовки, разработан план обработки наиболее точных поверхностей, маршрут обработки, проведена проверка правильности назначенных операционных допусков и их изменение при необходимости; произведен размерный анализ детали. Круг задач, стоящий перед нами, не ограничивается только умением проектировать технологические процессы; необходимо решить весь комплекс вопросов, связанных с проектированием производственного процесса: хорошо разбираться в экономике, организации и управлении производством, в вопросах технического, материального, инструментального и ремонтного обслуживания и др. Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 4 Основная часть 1. Определение типа производства В машиностроении различают условно три основных типа производства: массовое, серийное и единичное. При массовом производстве изделия изготавливаются непрерывно в течение нескольких лет. При серийном производстве изготавливают серию изделий, регулярно повторяющихся через определенные промежутки времени. При единичном производстве выполняются изделия широкой номенклатуры в малых количествах, которые либо не повторяются совершенно, либо повторяются через неопределенное время. Тип производства по ГОСТ 3.1119-83 характеризуется коэффициентом закрепления операций 𝐾зо , который показывает отношение всех различных технологических операций, выполняемых или подлежащих выполнению подразделением в течение месяца, к числу рабочех мест. Так как проектируемый технологический процесс на данной стадии работы отсутствует, то ориентировочно тип производства можно определить в зависимости от объема выпуска и массы изготавливаемых изделий. Таблица 1.1. Тип производства Производство Единичное Мелкосерийное Среднесерийное Крупносерийное Массовое Число обрабатываемых деталей одного типоразмера в год Тяжелых (более Средних (более 10 Легких (до 10 кг.) 100 кг.) до 100 кг.) До 5 До 10 До 100 5 – 100 100 – 200 100 – 500 100 – 300 200 – 500 500 - 5000 300 – 1000 500 – 5000 5000 – 50000 Более 1000 Более 5000 До 50000 Определение массы детали. Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 5 Рисунок 1 Эскиз для определения массы Объем детали вычисляется по формуле: V V1 V2 V3 V4 V5 V6 V7 2 V8 V1 r 2 h 3.14 9.52 2.5 708 мм3 V2 r 2 h 3.14 122 5.5 2485 мм 3 V3 r 2 h 3.14 9.52 17.5 4959 мм 3 V4 r 2 h 3.14 6.752 2.5 358 мм 3 1 1 V5 h R 2 r 2 R r 3.14 5.5 6.752 5.52 6.75 5.5 650 мм 3 3 3 V6 r 2 h 3.14 5.52 8 760 мм 3 V7 r 2 h 3.14 5.52 17 1615 мм 3 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 6 V8 r 2 h 3.14 3.52 8 308 мм 3 V 708 2485 4959 358 650 760 1615 2 308 7073мм 3 Определяем значение массы детали по формуле 2. m V , (2) где - плотность материала детали. Для стали А12: = 7,8 кг/м3 [1]. Подставив данные в формулу 2 получим: m V 7073 106 7.8 0.055 кг С учетом, что число обрабатываемых деталей одного типоразмера в год составляет 1600 штук, а масса детали 0.055 кг, то тип производства определим как среднесерийный. Выбор формы организации технологического процесса, расчет партии В настоящее время существуют две формы организации производства поточное и непоточное. Поточное производство - форма организации производственного процесса, при которой все операции согласованы во времени, повторяются через строго установленные интервалы, все рабочие места являются специализированными и располагаются в соответствии с ходом технологического процесса. Непоточная форма, которая применяется в основном в единичном, мелкосерийном и серийном производствах, часто понимается как вид организации, при котором заготовки, детали или собираемые изделия, в процессе их производства, находятся в периодическом движении с различной продолжительностью операций и пролеживания между ними, в результате чего процесс осуществляется с меняющейся величиной такта по каждой операции. Технологическая форма непоточного производства характеризуется следующими признаками: - рабочие места (оборудование) группируются по признаку их технологической однородности; - на рабочих местах в течение планового периода обрабатываются разные Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 7 предметы труда, так как выпуск небольшой; - предметы труда, в процессе производства, перемещаются сложными маршрутами (от участка к участку, часто с заходом на промежуточные склады). В производстве непоточный метод принимает две формы: 1) партионно-технологический метод (предметы труда проходят обработку партиями, которые периодически повторяются); 2) предметно-групповой метод (вся совокупность предметов труда разделяется на технологические подобные группы). Партионный вид - детали и изделия изготавливаются периодически повторяющимися партиями. Партионный вид характерен для серийного производства. Минимальный размер партии деталей, запускаемый в производство: 𝑛𝑚𝑖𝑛 = 𝑁год ∗ 𝑎 ∗ 𝑑 ∗ 8 1600 ∗ 5 ∗ 2 ∗ 8 = = 34 шт. 𝐹д 3735 Где, 𝑎 = 5 дн. − периодичность запуска деталей; 𝑑 = 2 − количество смен; 𝐹д − годовой эффективный фонд времени работы оборудования: 𝐹д = ((365 − 𝑃св − 𝑃п ) ∗ 8 − 𝑃пп ∗ 1) ∗ 𝑑 ∗ 𝐾 𝑃св и 𝑃п = 119 дн. − количество выходных и праздничный дней в году; 𝑃пп = 2 дн. − количество предпраздничных дней в году с сокращенным на один час рабочим днем; 𝑑 = 2 − количество смен; 𝐾 = 0,95 − коэффициент, учитывающий время пребывания оборудования в ремонте; 𝐹д = ((365 − 119) ∗ 8 − 2 ∗ 1) ∗ 2 ∗ 0,95 = 3735 ч. Месячное задание: 𝑛мес = 1600 = 133 шт. 12 Целое число запусков в производство: Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 8 𝑛зап = 𝑛мес 133 = = 4 шт. 𝑛𝑚𝑖𝑛 34 Размер партии деталей: 𝑛= 𝑛мес 133 = = 33 шт. 𝑛зап 4 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 9 2. Анализ технических условий и требование чертежа на изготовление детали Рисунок 2 Чертеж детали “Штуцер корпуса” Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 10 Технологический анализ конструкции детали обеспечивает улучшение технико-экономических показателей разрабатываемого технологического процесса. Оценка технологичности конструкции может быть двух видов: качественной и количественной. Качественная оценка характеризует технологичность конструкции обобщенно на основании опыта исполнителя и допускается на всех стадиях проектирования как предварительная. Количественная оценка технологичности конструкции изделия выражается числовым показателем и рациональна в том случае, если эти показатели существенно влияют на технологичность рассматриваемой конструкции. Штуцер корпуса – металлический упругий элемент, работающий под действием сил, возникающих в процессе работы механизма. Штуцер корпуса изготавливается из стали конструкционной повышенной обрабатываемости А12. Сталь марки А12 Марка: А12 Класс: Сталь конструкционная повышенной обрабатываемости Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 1414-75 , ГОСТ 2590-2006, ГОСТ 2591-2006, ГОСТ 2879-2006. Калиброванный пруток ГОСТ 1414-75 , ГОСТ 8559-75, ГОСТ 8560-78. Шлифованный пруток и серебрянка ГОСТ 1414-75 , ГОСТ 14955-77. Использование в промышленности: оси, валики, втулки, зубчатые колеса, шестерни, пальцы, винты, болты и другие малонагруженные мелкие детали сложной формы, обрабатываемые на станках-автоматах, и к которым предъявляются повышенные требования по качеству поверхности и точности размеров. Химический состав в % стали А12 0,08 - 0,16 C 0,15 - 0,35 0,7 - 1,1 0,08 - 0,2 0,08 - 0,15 ~98 Si Mn S P Fe Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 11 Термообработка: Состояние поставки Температура ковки, °С: начала 1200, конца 850. Твердость материала: HB 10 -1 = 160 Мпа Температура критических точек: Ac1 = 735 , Ac3(Acm) = 866 , Ar3(Arcm) = 840 , Ar1 = 685 Свариваемость материала: не применяется для сварных конструкций. Флокеночувствительность: чувствительна. Склонность к отпускной хрупкости: не склонна. Обрабатываемость резанием: HB 167-217, К υ тв. спл=1,6. Механические свойства стали А12 Сечение, Состояние поставки мм σ0,2 (МПа) σв(МПа) δ5 (%) % не менее Сталь горячекатаная Сталь калиброванная нагартованая Жидкостная цементация 860-880 °С. Закалка 860-880 °С, вода. Отпуск 180220 °С, воздух. Цианирование 820-860 °С. Закалка 820- ψ НВ (HRC∂) не более 160 100 --- 410 22 34 217 30 --- 510 7 --- 217 30-100 --- 460 7 --- (поверхности 15 290 440 --- 36 57) 15 290 440 --- 36 (поверхности 57) 860 °С, вода, Отпуск 180-220 °С, воздух. Деталь “ Штуцер корпуса” имеет простую конструкцию. Деталь позволяет вести механическую обработку как на универсальных станках, которые имеют меньшую стоимость, так и на станках с ЧПУ, которые имеют более высокую точность обработки. Имеется возможность надежного закрепления заготовки в приспособлениях на всех стадиях обработки, т. к. имеются удобные технологические и конструкторские базы. Непосредственное и удобное измерение детали с помощью стандартных и быстродействующих измерительных инструментов также легко осуществимо. Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 12 Рабочий чертёж обрабатываемой детали содержит все необходимые сведения, дающие полное представление о детали, т.е. все проекции, разрезы и сечения, совершенно четко и однозначно объясняющие её конфигурацию и возможный способ получения заготовки. Рисунок 2. Деталь “ Штуцер корпуса ” с обозначением обрабатываемых поверхностей Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 13 Количественная оценка технологичности конструкции Таблица 1.2 Анализ технологичности конструкции детали Размер и квалитет Параметр Наименование Технологические точности или шерохова поверхности требования допуск по ОСТ тости 1010 Торцовая 41.5js14 00..3131 Ra 25 поверхность 1 Наружная Ø 19h14 0.52 цилиндрическая 𝑅𝑎 12,5 поверхность 2 Наружная Ø 24h14 0.52 цилиндрическая 𝑅𝑎 12,5 поверхность 3 Наружная Ø 19h14 0.52 цилиндрическая 𝑅𝑎 12,5 поверхность 4 Наружная Ø 13.5h14 0.43 цилиндрическая 𝑅𝑎 12,5 поверхность 5 Наружная коусная Ø 13.5h14 0.43 𝑅𝑎 12,5 поверхность 6 Наружная Ø 11h14 0.43 цилиндрическая 𝑅𝑎 25 поверхность 7 Торцовая 41.5js14 00..3131 Ra 25 поверхность 8 Отверстие на Ø 7 H140.36 поверхности 4 𝑅𝑎 25 поверхность 9 Отверстие на поверхности 1 K 1/4 𝑅𝑎 25 поверхность 10 Все поверхности детали имеют низкую шероховатость Ra 12.5 мкм и Ra 25 мкм и имеют допуск по 14 квалитету точности. Следовательно все поверхности можно получить черновым точением и сверлением. Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 14 3. Отработка конструкции детали на технологичность Качественный анализ технологичности детали Конфигурация детали достаточно технологична для обработки резанием на токарном станке, все поверхности легкодоступны для инструмента. Диаметральные размеры вала убывают от середины к концам. Жесткость детали допускает получение высокой точности обработки (жесткость детали считается недостаточной, если для получения точности 6…9-го квалитетов отношение ее длины l к диаметру d свыше 10…12). Определим жёсткость детали: L 41.5 1.73 10...12 D 24 На чертеже указаны все необходимые размеры, требуемая шероховатость обрабатываемых поверхностей. Технологической базой при точении является черновая поверхность заготовки, после переустановки детали - уже обработанная поверхность шестерни. На операциях по нарезанию и обработки зубьев технологической базой является внутренняя шлицевая поверхность детали. Количественный анализ технологичности детали Количественная оценка технологичности выполняется согласно ГОСТ14 201-73 и содержит следующие показатели: Коэффициент точности обработки Ктч определяется по формуле: k ТЧ 1 1 Тср где Тср - средний квалитет точности обработки. Тср Ti ni ni где Ti - квалитет точности обработки; ni - число размеров соответствующего квалитета точности. Tср 14 9 7 1 11.7 9 1 kТЧ 1 1 0.91 11.7 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 15 Коэффициент шероховатости поверхности Кш определяется по формуле: k Ra 1 1 Ra ср где Raср - средняя шероховатость поверхностей изделия. Ra СР Ra n n i i i где Rai - шероховатость поверхности; ni - число поверхностей соответствующей шероховатости. Ra ср 12.5 7 25 3 4.05 мкм 73 k Ra 1 1 0.75 4.05 На основании проведённого качественного и количественного анализа технологичности конструкции детали можно сделать вывод о том, что деталь технологична по большинству показателей. Применяется недорогой материал, обеспечивается свободный доступ режущего инструмента ко всем обрабатываемым поверхностям, в процессе механической обработки на множестве операций есть возможность соблюсти основные принципы базирования, деталь имеет простую конфигурацию, в обработке участвует в основном стандартный инструмент. Используются установившиеся приемы обработки, поэтому я считаю, что детали «Штуцер корпуса» в целом технологична. Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 16 4. Выбор заготовки Метод получения заготовок для деталей машин определяется назначением и конструкцией детали, материалом, техническими требованиями, масштабом и серийностью выпуска, а также экономичностью изготовления. Выбрать заготовку – значит установить способ ее получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на неточность изготовления. Для рационального выбора заготовки необходимо одновременно учитывать все исходные данные, так как между ними существует тесная взаимосвязь. При изготовлении детали “Штуцер корпуса” возможен выбор двух способов получения заготовки: заготовка, полученная из проката и заготовка полученная методом горячей объемной штамповки. Вариант 1. Заготовка из проката Припуск на подрезание торцовой поверхности – 1 мм. [1. Табл. 2 стр. 49]. Общая длина заготовки: 𝐿з. = 𝐿д. + 2𝑧подр. = 41.5 + 1,0 + 1,0 = 43.5 мм Принимаем длину заготовки 43.5 мм. Самая большая внешняя поверхность детали Ø 24h14 0.52 мм Промежуточные припуски на обработку наружных цилиндрических поверхностей: Определим жёсткость детали: L 41.5 1.73 10...12 D 24 Для диаметра детали 24 мм принимаем 27 мм. По расчетным данным заготовки выбираем необходимый размер горячекатаного проката обычной точности по ГОСТ 2590-71: Круг 27−В−ГОСТ 2590−71 12А ГОСТ 1051−73 Объем заготовки: 𝑉з. = 2 𝜋∙𝐷з.п. 4 ∙ 𝐿з. = 3,14∙272 4 ∙ 43.5 = 24893 мм3 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 17 где 𝐿з. – длина стержня (заготовки) с плюсовым допуском, мм; 𝐷з.п. – диаметр заготовки по плюсовым допускам, мм. Определяем значение массы детали по формуле 2. m V , (2) где - плотность материала детали. Для стали А12: = 7,8 кг/м3 [1]. Подставив данные в формулу 2 получим: m V 24893 106 7.8 0.194 кг Коэффициент использования материала: Ки.м. = 𝐺д. 0,055 = = 0,3 𝐺з.п. 0,194 В допустимых пределах Технико-экономические расчеты показывают, что заготовка, полученная из проката более экономична по использованию материала и цене, чем заготовка, полученная штамповкой, поэтому применяем заготовку из проката. Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 18 Рисунок 3 Чертеж заготовки Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 19 5. Разработка маршрутно - технологического процесса изготовления детали Выбор методов обработки поверхностей заготовки зависит от конфигурации детали, ее габаритов, точности и качества обрабатываемых поверхностей, вида принятой заготовки. С учетом анализа детали «Штуцер корпуса» определим последовательность обработки поверхностей: Рисунок 4. Нумерация поверхностей детали «Штуцер корпуса» Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 20 Таблица 2. Последовательность обработки поверхностей Номер пов. 1 2 3 4 5 6 7 8 9 10 Форма Размер, Поле Чистота Последовательность пов. мм допуска обработки обработки Торцевая Черновое 00..3131 √𝑅𝑎 25 41.5 поверхность подрезание торца Наружная 0.52 √𝑅𝑎 12,5 цилиндрическая Ø 19 Черновое точение поверхность Наружная 0.52 √𝑅𝑎 12,5 Ø 24 Черновое точение цилиндрич. Наружная 0.52 √𝑅𝑎 12,5 цилиндрическая Ø 19 Черновое точение поверхность Наружная 0.043 √𝑅𝑎 12,5 цилиндрическая Ø 13.5 Черновое точение поверхность Наружная 0.043 √𝑅𝑎 12,5 коусная Ø 13.5 Черновое точение поверхность Наружная 0.043 √𝑅𝑎 25 цилиндрическая Ø 11 Черновое точение поверхность 7 Торцевая Черновое 00..3131 √𝑅𝑎 25 41.5 поверхность подрезание торца Внутренняя 0.36 √𝑅𝑎 6,3 Ø7 Сверление цилиндрич. Отверстие на Сверление, √𝑅𝑎 25 поверхности 1 K 1/4 𝑅𝑎 25 нарезание резьбы поверхность 10 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 21 Маршрут технологического процесса 000 Заготовительная Отрез заготовки от прутка 005. Токарная с ЧПУ Установ 1 Подрезать торец 1 начерно. Точить поверхности 2, 3 штуцера начерно. Установ 2 Подрезать торец 8 начерно. Точить поверхности 3, 4, 5, 6, 7 штуцера начерно. 010. Сверлильная Сверлить два взаимно перпендикулярных отверстия диаметром 7 мм. 015 Сверлильная Сверлить отверстие в торце и нарезать в нем резьбу Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 22 6. Выбор технологического оборудования 000 Заготовительная Ленточнопильный станок модели ЛПС8535 Ленточнопильный станок модели ЛПС8535 предназначен для резки металлического проката, поковок. Станок может производить резку заготовок из цветных металлов, нержавеющей и легированной стали и чугуна. Прокат с маленьким сечением можно резать пачками. Комплектация станка возможна самая разная, что существенно улучшает экономическую привлекательность оборудования. На модели ЛПС8535 установлены асинхронные двигатели отечественного производителя, что существенно упрощает его замену на новый в случае выхода из строя. Также двигатели оборудованы защитой от аварийной ситуации, что позволяет защитить его от поломок. Рисунок 5. Общий вид ЛПС8535 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 23 005 Токарная операция с ЧПУ Станки модели 16К20Ф3 предназначены для выполнения различных токарных работ и нарезания резьбы. Детали устанавливаются в центрах или патроне. Таблица 3 – Технические характеристики токарно-винторезного станка с ЧПУ 16К20Ф3 Класс точности по ГОСТ 8-82 Диаметр обрабатываемой детали, мм Диаметр над суппортом, мм Длина обрабатываемой детали, мм Габаритные размеры станка: -длина, мм -ширина, мм -высота, мм Мощность двигателя главного движения, кВт Минимальная частота вращения шпинделя, об/мин. Максимальная частота вращения шпинделя, об/мин. Масса станка с выносным оборудованием, кг П 400 220 1 000 3 360 1 710 1 750 11 12,5 2 000 5 000 015, 020 Сверлильная (сверление отверстий на внешней поверхности, сверление отверстия в торце и нарезания в нем резьбы) Вертикально – сверлильный станок 2Н125 Наибольший условный диаметр сверления в стали Рабочая поверхность стола 25 400*450 Наибольшее расстояние от торца шпинделя до рабочей поверхности стола 700 Вылет шпинделя 250 Наибольший ход шпинделя 200 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 24 Наибольшее вертикальное перемещение сверлильной головки 170 стола 270 Конус Морзе отверстия шпинделя 3 Число скоростей шпинделя 12 Частота вращения шпинделя, об/мин 45 - 2000 Число подач шпинделя 9 Подача шпинделя, мм/об 0.1 – 1.6 Мощность электродвигателя привода главного движения 2.2 кВт Габаритные размеры длина 915 мм ширина 785 мм высота 2350 мм Масса 880 кг Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 25 7. Выбор технологической оснастки 005 Токарная операция с ЧПУ Базирование в трехкулачковом самоцентрирующийся патроне 7100-0005 ГОСТ 2675-80 Таблица 4 – Режущий и вспомогательный инструмент для обработки на операции Номер пов-ти 1,2,3,4, 5,6,7,8 № инструме нта Т 01 Способ Режущий инструмент обработ ки Точение Резец MWLNL2020 черново Т5К10 ТУ 2-035-852-82 е [11, стр. 174] Вспомогательный инструмент Резцедержатель 259.36.16 DIN 69880 B6 Таблица 5 – Мерительный инструмент для контроля поверхностей на операции Размер Мерительный инструмент Штангенциркуль ЩЦ-I-125-0,1 ГОСТ 166-89, Калибр - скоба 010 Сверлильная (сверление отверстий на внешней поверхности) Горизонтальная делительная головка Сверло Ø 7 мм с цилиндрическим хвостовиком 2300-0047 по ГОСТ 88677 010 Сверлильная (сверление отверстий на внешней поверхности) Вертикальная делительная головка Сверло Ø 11 мм с цилиндрическим хвостовиком 2300-7027 по ГОСТ 886-77 Метчик М12 мм с цилиндрическим хвостовиком 2621-1513 по ГОСТ 3266-81 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 26 8. Выбор общих и промежуточных припусков на обработку заготовки Таблица 1.8 Расчет операционных размеров обрабатываемой заготовки Ø 19 0.52 мм Маршрут обработки поверхности Обработка поверхности ступени штуцера Ø 19 0.52 мм Заготовка-прокат сталь А12 Точение черновое Квалитет 15 14 Операционный размер, мм Припуск на диаметр, мм Ø 27 10..07 Ø19h14-0,52 2,5 Припуски на чистовое обтачивание валов после чернового обтачивания [1. табл. 14 стр. 69] (на диаметр) Припуски на круглое шлифование деталей в центрах 1. табл. 19 стр. 76] ( на диаметр). Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 27 9. Назначение режимов обработки Для выполнения конкретной технологической операции механической обработки заготовки на выбранном станке необходимо определить режим резания Приложение 8. Так к элементам режима резания при токарной обработке относятся: t – глубина резания, мм; S – подача, мм/об.; V – скорость резания, м/мин.; Дополнительно вычисляют n – частоту вращения заготовки, об/мин. Их рассчитывают в строгой последовательности на каждый технологический переход. В первую очередь в зависимости от припуска устанавливают максимально допустимую глубину резания, t с учетом конструкции режущего инструмента и жесткости узлов станка. Целесообразно весь припуск на черновую обработку поверхности удалять за один проход при осуществлении одного технологического перехода. Подачу, S выбирают в зависимости от глубины резания по таблицам справочников 8 или из Приложения 6 с учетом вида обработки (черновая или чистовая). При черновой обработке учитывается жесткость узлов станка, мощность электродвигателя и др., а при чистовой – шероховатость поверхности и ее точность. Для максимальной производительности всегда выгоднее работать с максимальной технологически допустимой подачей. В ряде случаев при работе на станках используется ручная подача. Скорость резания, V определяют в зависимости от ранее выбранных t и S, либо по справочным таблицам Приложения 6, либо расчетным методом по эмпирическим формулам 8. По полученному значению скорости резания, V определяют расчетное значение частоты вращения шпинделя станка (заготовки) или число ходов в минуту инструмента или заготовки при поступательновозвратном движении. При вращательном движении заготовки Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 28 n = V 1000/π D , об/мин где n – частота вращения заготовки, 1/мин; V – скорость резания, м/мин; D – диаметр обрабатываемой поверхности заготовки, мм; π - 3,14. Выбранный режим обработки (S, n) должен быть согласован с техническими данными станка и при необходимости подбирают ближайшие меньшие значения при ступенчатом откорректирован: регулировании подач и оборотов, а при бесступенчатом – расчетные значения оставляют без изменения. 005 Токарная операция. Рассчитываем аналитически режимы резания на токарную операцию Исходные данные : Диаметр обработки d = 19 мм Материал заготовки – Сталь А12 B 390 МПа HB = 110 Черновое точение Резец проходной отогнутый с механическим креплением пластины из твердого сплава Т5К10 Размеры резца: H=25 мм, B=25 мм, L=120 мм, h0=25 мм, Углы резца: =8, =93, 1=15, =15,=30 Глубина резания t =0.75 мм Подача S = 0.8 мм/об [6, с.266] Корректируем подачу по паспорту станка: S=0.8 мм/об Стойкость резца T = 40 мин Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 29 Определяем скорость резания : C V m vx y K v , T t S где: Т – стойкость резца t – глубина резания s - подача Кv – обобщенный поправочный силовой коэффициент, равный произведению поправочных коэффициентов, каждый из которых выражает влияние условий резания на скорость резания. Kv = Kмv Kпv Kиv , Для стали Cv = 340, x = 0.15, y=0.45, m=0.2 [6, с.269] Т = 60 мин [6, с.268] n 750 v K K , mv Г G в (3.60) [6, с.262] Kг = 1.0, nv = -1.0 750 K 1.0 mv 390 0.9 1.63 Kпv = 0.9, Kиv = 1,0 [6, с.263] Kv = 0.9 1.0 1.63 = 1.47 V 60 0.2 340 1.47 253.7 м/мин 0.750.15 0.80.45 Определяем частоту вращения шпинделя: n = 1000V / ( D ) , где D – диаметр заготовки, мм. n = 1000 253.7 / ( 3.14 19 ) = 6733 об/мин Минимальная частота вращения шпинделя станка, об/мин n = 2000 об/мин принимаем эту частоту вращения Определяем скорость резания Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 30 V n D 2000 3.14 19 75 м / мин 1000 1000 Определяем силу резания Pz: Pz = 10 Cp tx Sy Vn Kp , Для стали Cp = 300, x=1.0, y=0.75, n= 0 [6, с.273] Kp = Kмp Kp Kp Kp , n Gв , K mp 750 n = 0.75 [6, с.264] 390 K mp 750 0.75 0.66 [6, с.275] Kp = 0.94, Kp = 1.0, Kp = 1.0 Kp = 1.05 0.94 1.0 0.66 = 0.66 Pz = 10 300 0.751.0 0.80.75 750 0.66 = 1256 H Определяем мощность резания: Ne = Pz V/ ( 1020 60 ) , Ne = 1256 75 / ( 1020 60 ) = 1,53 кВт Nшп = Nд , = 0.75, Nд =10 кВт Nшп = 10 7.5 = 7.5 кВт Ne < Nшп , 1.53 7.5. Выбранный станок 16К20 подходит для выполнения операции точения Определяем основное технологическое время на черновое точение: To1 = L i / S n , где L –путь проходимый инструментом в направлении подачи, мм; i – количество проходов,i = 1. L=+l+y, где y – глубина резания, мм; l – длина обработки, мм; Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 31 - величина перебега, мм. Точение поверхности 4 l = 48 мм, = 2 мм. L = 2 + 48+ 2 = 52 мм To1 = 52 1 / 0.8 2000 = 0.03 мин Точение поверхности 2 (торца) l = 6 мм, = 2 мм. L = 2 + 6+ 2 = 10 мм To1 = 10 1 / 0.8 2000 = 0.01 мин Время на черновую обработку Т1общ.черн = 0.03 + 0.01 = 0.04 мин Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 32 10. Нормирование технологических операций механической обработки 005 Токарная операция Расчет технической нормы времени Машинное время TО 0,04 мин. При массе заготовки меньше 21 кг это время на установку детали в патроне с креплением ключом составляет tуст = 0.43 мин Определение вспомогательного ручного времени - включить станок, выключить - 0,04 мин - открыть заградительный щиток - 0,03 мин t в.оп = 0.04+0.03=0.07 мин Вспомогательное ручное время на контрольные измерения. tизм = 0.05 мин Таким образом ручное вспомогательное время. t в.р. = 0.43+0.7+0.05=0.55 мин Расчет вспомогательного времени определяем по формуле Tв = t в.р. * K tв=0.55*1=0.55 Расчет оперативного времени Топ = To + Tв = 0.3+0.55=0.85 мин Расчет штучного времени Tшт = Топ + Тобсл =0.85+0.05 = 0.9 мин Подготовительно заключительное время (Межотраслевые укрупненные нормативы времени на работы, выполняемые на токарно винторезных станках) Время на наладку станка 14 мин Время на получение и сдачу инструмента 8 мин Штучно – калькуляционное время Тшк Тш Тпз 22 0.9 1.95 мин n 21 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 33 11.Оформление документации на технологический процесс Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 34 Список литературы 1. Ягуткин В.А., Потехин Б.А. Технология машиностроения: Учеб. пособие. - Екатеринбург: Урал. гос. лесотехн. ун-т, 2004. - 192 с. 18В1Ч-5-94984-032 2. Ягуткин В. А. Технология машиностроения. Учебное пособие, УЛТИ, Екатеринбург, 1994 3. Мягков В.Д. и др. Допуски и посадки. Справочник в 2-х ч., Л., Машиностроение, 1983 4. Палей М.А. и др. Допуски и посадки. Справочник в 2-х ч., Л., 1991 5. Ягуткин В.А., Потехин Б.А., Джемилев Н.К. Технология машиностроения. Учебно-методическое пособие, УГЛТУ, Екатеринбург, 2001 6. Справочник технолога-машиностроителя. Т. 1, П,/Под ред. Косиловой А.Г., М„ 1986 7. Обработка металлов резанием. Справочник технолога /под ред. Панова A.A. М, 1988 8. Справочник «Металлорежущее оборудование». /Под. ред. А.Б.Батова., М„ 1997 Рекомендуемая литература 1. Гурин Ф.Б., Клепиков Е.Д., Рейн В.В. Технология автотракторостроения. М., 1981 2. Каталог/справочник «Металлорежущий инструмент», М., 1971 3. Ковшов B.C. Технология машиностроения. М., 1987 4. Мосталыгин Г.П., Толмачевский H.H. Технология машиностроения. М„ 1990 5. Новиков М П. Основы технологии сборки машин и механизмов. М., 1980 6. Отраслевой каталог «Металлорежущие станки». М., 1978 7. Шадричев В.А. Основы автомобилестроения и ремонта автомобилей. Л., 1976 8. Махаринский Е.И, Горохов В.А. Основы технологии машиностроения. Мн, 1997 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 35 Лист Изм. Лист № докум. Подпись Дата ПЗ-15.03.05 КТМ – 2021 - 06 36