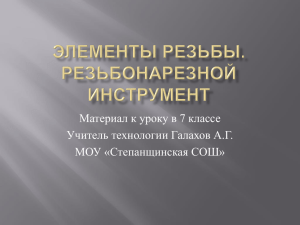
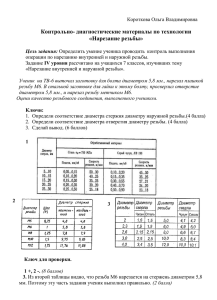
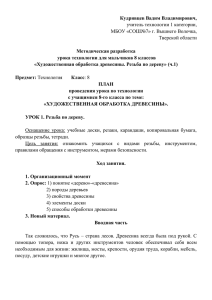
Токарная резьба Нарезание резьбы на токарном станке – автоматизированный процесс. С его помощью подготавливаются элементы разъемных соединений, востребованные при прокладке магистральных сетей, изготовлении механизмов, проведении ремонтных и модернизационных работ. Ри с. 1 Нарезание резьбы на станке Способы формирования резьбы Токарное нарезание резьбы возможно 3 способами: резцами, метчиками (плашками) и головками. Каждый метод обладает собственными особенностями. Работа с резцом Нарезание резьбы на токарном станке резцом происходит в следующем порядке. Деталь зажимается в патроне. Мастер устанавливает резец, соответствующий параметрам подготавливаемой резьбы. Металлорежущий инструмент перемещается вдоль заготовки, формируя прорези винтового типа. На характеристики резьбы влияют: скорость подачи инструмента, частота вращения заготовки и угол подъема резца. Изменяя перечисленные параметры, удастся получить треугольную, прямоугольную, трапецеидальную, упорную и угловую резьбу. Рис. 2 Треугольная резьба Рис. 3 Прямоугольная резьба Рис. 4 Трапецеидальная резьба Рис. 5 Упорная резьба Рис. 6 Круглая резьба Нарезать резьбу на токарном станке можно в один или несколько проходов. В первом случае резьба называется однозаходной, во втором – многозаходной. Многозаходная нарезка отличается не только шагом, но и ходом. Параметр выражен в расстоянии между двумя однотипными точками соседних витков. Размерность хода измеряется параллельно оси детали. ВАЖНО. Ход однозаходной резьбы, сформированный одной ниткой, равняется ее шагу. Для расчета хода многозаходной резьбы необходимо перемножить шаг и число заходов. Нормативные документы Для каждого типа наружной резьбы, нарезаемой резцом, предусмотрен соответствующий ГОСТ. Стандарт определяет профиль и размерность резьбы, а также предъявляет требования к ее качеству. Ри с. 7 ГОСТы на различные типы резьбы Специфика использования резцов Для нарезания резьбы резцом на токарном станке применяется различный инструмент. Продукция соответствует ГОСТ 18876-73, производится из быстрорежущей стали. Основные типы и параметры использования резцов представлены в сводной таблице. Тип резца Стержневой Специфика применения Призматический многопрофильный Призматический однопрофильный Дисковый многопрофильный Дисковый однопрофильный Дисковый для внутренней резьбы На схемах присутствуют обозначения углов: α — задний угол; γ — передний угол; φ — угол заборного конуса. Буквой h обозначается высота, на которой устанавливается резец. ВАЖНО. Для формирования винтовых резьбовых канавок рекомендуется использовать отогнутые или прямые резцы. Подготовить внутреннюю резьбу помогут изогнутые инструменты, размещаемые в профильных оправках. Технологические особенности При нарезании резьбы резцом на токарном станке соблюдается ряд правил. Передний угол резца варьируется в пределах от 0 до 25 градусов. При его подборе учитывается материал, из которого выполнена деталь. Для работы с заготовками из конструкционных сталей используется инструмент с нулевым углом заточки. Обработка легированных сплавов, устойчивых к воздействию высоких температур, производится резцами с углом заточки 5 – 10 градусов. В случае взаимодействия с материалами повышенной вязкости задействуются резцы, заточенные под углом 25 градусов. Профиль вершины резца соответствует профилю резьбы. Задние боковые углы инструмента не должны взаимодействовать с только что сформированной резьбой. Внутренняя резьба формируется в заранее подготовленных отверстиях. Их получают при помощи сверления и расточки. Для работы со стальными заготовками используется инструмент из сплавов Т15К6, Т14К8 и Т30К4. Подготовку резьбы на поверхности чугунных деталей обеспечат резцы с пластинами из сплавов ВК4, ВК6М и ВК3М. Рис. 9 Схемы использования резьбонарезных резцов Компания «РИНКОМ» предлагает широкий спектр резцов для токарных станков. В ассортименте решения для бытового и производственного использования. Продукция различается материалом изготовления, геометрией и направлением подачи, выполнена согласно отраслевым нормативам. Рис. 10 Ассортимент резцов для нарезки резьбы Подготовка резьбы посредством метчиков и плашек Метчики и плашки используются для нарезки внутренней и внешней резьбы на токарном станке. Допускается применение классического и машинного инструмента. Последний отличается наличием заборной и калибровочной части. Это позволяет подготовить чистовую резьбу за один проход. ВАЖНО. Использование классического инструмента увеличивает количество операций и нагрузку на мастера. Специалист задействует черновые, получистовые и чистовые метчики. Рис. 11 Конструктивные особенности машинного метчика Скоростные режимы при работе с метчиками Подготовка резьбы метчиком на токарном станке предполагает соблюдение скоростного режима. Он зависит от материала изготовления детали. Заготовки на базе алюминия, чугуна и бронзы – от 6 до 22 м в минуту. Заготовки из конструкционных сталей и прочих материалов – от 5 до 12 м в минуту. Превышение обозначенной скорости приведет к снижению качества резьбы, увеличит вероятность дефектов. Рис. 12 Дефекты на поверхности резьбы Допуски при работе с плашками Токарные работы по нарезке резьбы плашками требуют использования обточенных заготовок. Диаметр изделий рассчитывается с учетом установленных допусков. · Резьбы диаметром 20 – 30 мм – допуск от 0,14 до 0,28 мм. · Резьбы диаметром 11 – 18 мм – допуск от 0,12 до 0,24 мм. · Резьбы диаметром 6 – 10 мм – допуск от 0,1 до 0,2 мм. Для работы с инструментом используется патрон с плашкодержателем. Он устанавливается в пиноль задней бабки, располагается на одной оси с деталью. Рис. 13 Плашкодержатель с плашкой для токарного станка Скоростные режимы при использовании плашек Нарезание резьбы плашками также требует соблюдения скоростных режимов. o Заготовки из латуни – от 10 до 15 м в минуту. o Заготовки из чугуна – от 2 до 3 м в минуту. o Заготовки из легированных и конструкционных сталей – от 3 до 4 м в минуту. Нарезание резьбы плашками также требует соблюдения скоростных режимов. Работа с резьбонарезными головками Резьбонарезные головки применяются реже, чем плашки и резцы. Инструмент работает с заготовками любого типа, подготавливает резьбу посредством гребенок. Последние представлены в нескольких исполнениях: o для внутренней резьбы – призматические; o для наружной резьбы – радиальные, круглые и тангенциальные. Продукция изготавливается из стали HSS или иных высокопрочных сплавов. Специфика крепления соответствует конфигурации патрона, для которого предназначен инструмент. Рис. 15 Гребенки для нарезания резьбы Ключевая особенность головок – удаление режущего инструмента из рабочей зоны при обратном ходе. Это исключает контакт с вновь нарезанной резьбой, снижает вероятность ее порчи. Головки позволяют работать с червяками и винтами. При взаимодействии с крупными деталями они фиксируются на суппорте станка. Такой подход повышает производительность и устойчивость инструмента. Рис. 16 Резьбонарезные головки При подборе головок учитывается конфигурация станка и параметры обрабатываемых материалов. В случае необходимости используются дополнительные модули, подготавливающие заготовку к обработке. Рекомендации по повышению качества резьбы Получить качественную резьбу, соответствующую требуемым характеристикам, позволит соблюдение следующих рекомендаций. o Корректный подбор оснастки и методики нарезания. o Предварительная подготовка заготовки согласно технологической документации. Обеспечение допусков, указанных в нормативных таблицах, удаление механических дефектов на поверхности детали. o Правильный подбор режима обработки. o Применение подходящих смазывающе-охлаждающих жидкостей. o Корректная настройка станка. Проведение дополнительных мероприятий по расчету и сборке гитары при необходимости. o Использование резцов с соответствующим качеством заточки. Параметр проверяется посредством шаблона. При наличии отклонений резец не допускается в работу. o Детальный осмотр и обмер первых изготовленных деталей. При необходимости подстройка оборудования. Дальнейший периодический контроль продукции с целью своевременного выявления и устранения недочетов. o Периодическая проверка исправности токарного станка и смежных компонентов. o Своевременная заточка металлорежущих инструментов. При невозможности восстановления резец (пластина) списывается в утиль. Качество готовой резьбы оценивается посредством калибров, шагомеров и микрометров. Калибры контролируют диаметр резьбы при серийном производстве, обеспечивают быстрое проведение оценочных операций. Рис. 17 Резьбонарезные головки Шагомеры оснащаются сменными вставками, позволяют работать с заготовками различных типов. Ввиду низкой точности измерений приборы используются в мелкосерийном производстве. Рис. 18 Шагомер для работы с резьбой Наиболее ответственные детали проверяют при помощи микрометров. Они имеют минимальную погрешность, позволяют досконально изучить резьбу. Рис. 19 Проверка резьбы микрометром К работе допускаются только поверенные приборы. Использование изделий без сопроводительных документов неприемлемо. Это увеличивает риск дефектов и отклонений в размерах, снижает производительность и качество труда. При хранении готовых изделий используются специальные ящики. Поверхность деталей может обрабатываться маслом для предотвращения коррозии.