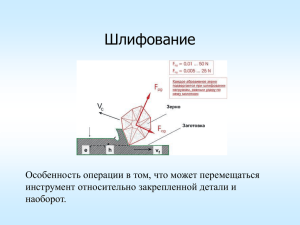
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ "ОРЛОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ ИМЕНИ И.С.ТУРГЕНЕВА" ПОЛИТЕХНИЧЕСКИЙ ИНСТИТУТ ИМЕНИ Н.Н. ПОЛИКАРПОВА Кафедра машиностроения М.Ф. Селеменев ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ ВЫСОКОЭФФЕКТИВНЫХ ПРОЦЕССОВ ОБРАБОТКИ Практикум Дисциплина – Технологии и оборудование высокоэффективных процессов обработки Направление подготовки - 15.04.05 Конструкторско-технологическое обеспечение машиностроительных производств Орел ОГУ имени И.С. Тургенева 2019 Автор кандидат технических наук, доцент кафедры машиностроения М.Ф. Селеменев Рецензент доктор технических наук, профессор кафедры машиностроения А.С. Тарапанов Методические указания по проведению практических занятий позволяют студенту формулировать цели и задачи по технологии и оборудованию высокоэффективных процессов обработки машиностроительных производств. Предназначены для студентов очного отделения, направления подготовки 15.04.05 Конструкторско-технологическое обеспечение машиностроительных производств. Редактор Л.Ю. Фроленкова Технический редактор Т.Н. Шаблинская Федеральное государственное бюджетное образовательное учреждение высшего образования «Орловский государственный университет им. И.С.Тургенева» Подписано к печати ___________. Формат 60×90 1/16. Усл. печ. л. ______. Тираж _______ экз. Заказ №___________ Отпечатано с готового оригинал-макета _____________________________________________ © ОГУ им. И.С.Тургенева, ______ 2 Содержание Практическое занятие №1............................................................................................................ Технология анодно-абразивной обработки..........................................................................5 Практическое занятие №2............................................................................................................ Электроэрозионно-химическая обработка...........................................................................9 Практическое занятие №3............................................................................................................ Электрохимико - механическая обработка (эхмо)......................................................... 12 Практическое занятие №4............................................................................................................ Электроэрозионная обработка металлических изделий............................................... 14 Практическое занятие №5............................................................................................................ Особенности электроконтактной обработки.................................................................... 19 Практическое занятие №6............................................................................................................ Электролиз. электролизные технологии. Электрохимическая обработка. Электролизные технологии.................................................................................................... 22 Практическое занятие №7............................................................................................................ Электрохимическая обработка изделий............................................................................. 26 Практическое занятие №8............................................................................................................ Лазеры. Технологические основы лазерной обработки. ................................................... Оптические квантовые генераторы (лазеры).................................................................... 30 Практическое занятие №9............................................................................................................ Типы квантовых генераторов ..................................................................................................... Лазеры твердотельные с оптической накачкой. .............................................................. 34 Практическое занятие №10.......................................................................................................... Твердотельные полупроводниковые лазеры.................................................................... 36 Практическое занятие №11.......................................................................................................... Жидкостные лазеры .................................................................................................................. 37 Практическое занятие №12.......................................................................................................... Газовые лазеры............................................................................................................................ 38 Практическое занятие №13.......................................................................................................... Технологические основы лазерной обработки ................................................................ 41 Практическое занятие №14.......................................................................................................... Теоретические основы электронно-лучевого нагрева................................................... 44 Практическое занятие №15.......................................................................................................... Конструктивные особенности электронно-лучевых установок ................................ 45 Практическое занятие №16.......................................................................................................... Применение электронно-лучевого нагрева....................................................................... 51 Практическое занятие №17.......................................................................................................... Анодно-механическая обработка ......................................................................................... 57 3 Практическое занятие №17.......................................................................................................... Сверхскоростное резание ........................................................................................................ 62 Практическое занятие №18.......................................................................................................... Обработка резанием с вибрациями ................................................................................... 66 Практическое занятие №19.......................................................................................................... Ультразвуковое резание металла.......................................................................................... 71 Практическое занятие №20.......................................................................................................... Высокоскоростная обработка ................................................................................................ 75 Практическое занятие №21.......................................................................................................... Тенденции в развитии шлифовальных технологий....................................................... 84 Практическое занятие №22.......................................................................................................... Инструмент для глубинного шлифования ........................................................................ 90 Практическое занятие №23.......................................................................................................... Прогрессивные способы абразивной обработки............................................................. 92 Практическое занятие №24.......................................................................................................... Технология viper......................................................................................................................... 93 Практическое занятие №25.......................................................................................................... Высокоскоростное шлифование........................................................................................... 98 Практическое занятие №26.......................................................................................................... Обрабатываемость абразивным инструментом ............................................................100 Практическое занятие №27.......................................................................................................... Обработка лезвийным инструментом ..............................................................................102 практическое занятие №28........................................................................................................... Точение — лезвийная обработка с переменным радиусом главного движения резания. ........................................................................................................................................111 Практическое занятие №29.......................................................................................................... Протягивание — обработка открытых, плоских и фасонных, внутренних и наружных поверхностей с линейной образующей ......................................................119 Практическое занятие №30.......................................................................................................... Сверление. ..................................................................................................................................123 Практическое занятие №31.......................................................................................................... Фрезерование.............................................................................................................................126 Практическое занятие №32.......................................................................................................... Метод ультразвуковой финишной обработки поверхности металлов..................130 4 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №1 ТЕХНОЛОГИЯ АНОДНО-АБРАЗИВНОЙ ОБРАБОТКИ Анодно-абразивная обработка базируется на анодном растворении и механическом (абразивном) воздействии на обрабатываемую деталь. При этом процессе на поверхность электрода-заготовки (ЭЗ) воздействуют: электрический ток, вызывающий анодное растворение; механическая сила, создаваемая частицами абразива; тепловой поток, приводящий к тепловой эрозии поверхностных слоев электрода-заготовки. Условная схема межэлектродного промежутка (МЭП) при анодноабразивной обработке (ААО) показана на рис. 1.1. Электрод-инструмент, поверхность которого со скоростью ни движется вдоль поверхности электрода-заготовки, подключен к отрицательному полюсу, а электрод-заготовка - к положительному. Межэлектродный промежуток заполняется раствором электролита. Рис. 1.1. Схема межэлектродного промежутка при анодноабразивной обработке: а - электрохимический процесс; б абразивная обработка; 1 - электрод-инструмент; 2 - источник постоянного тока; 3 - электрод-заготовка; 4 - раствор электролита; 5 выступ; amin - минимальный зазор межэлектродного промежутка Воздействующая на электрод-инструмент сила G поджимает его к электроду-заготовке, но так, чтобы между обоими телами не было обширного контакта и их электропроводные поверхности были разделенными зазором атт. При этом через межэлектродный промежуток протекает ток I, расходуемая на обработку электрическая мощность Р = UI, где U - напряжение источника питания (ИП). 5 Сила G вызывает силу трения Gтp, которая приложена к поверхности электрода-инструмента, движущегося со скоростью Vи. Таким образом, для обработки детали затрачивается также механическая энергия A = Vи*Gтp. В процессе анодно-абразивной обработки в первую очередь удаляются выступы 5 на электроде-заготовке (рис. 1.1). Во впадинах под действием тока металл удаляется менее интенсивно из-за увеличения межэлектродного промежутка - зазора а, длина которого a = amin + Rzmax , где amin - расстояние между электродом-инструментом и вершинами выступов электрода-заготовки; Rzmax - максимальная глубина впадин электрода-заготовки, или радиус кривизны rкр (рис. 1.1, а). Снятые с поверхности электрода-инструмента частицы вещества могут находиться в трех состояниях: химически связанном с компонентами электролита (как при электрохимической обработке), в виде застывших микрокапель металла (как при электроэрозионной обработке) и в виде металлических сколотых частиц. Изменять доминирующую роль любого из воздействий можно подбором составляющих режима. Активное снятие материала с микровыступов обеспечивается подбором электрического и механического режимов, подбором электрода-инструмента, изготовленного из различных абразивных материалов, а также применением электролитов различного состава. Одновременно с процессом анодно-абразивной обработки происходит не только анодное растворение некоторого микроучастка: на нем нарастает и пассивирующая пленка, препятствующая дальнейшему снятию металла. Она образуется вследствие наличия в процессе соответствующих растворов. При анодно-абразивной обработке используют электролиты, которые образуют слои оксидов или нерастворимых соединений металла. Поэтому по истечении времени на первоначально токопроводящем микроучастке обрабатываемой поверхности плотность тока снижается. Для возобновления процесса анодного растворения на пассивном участке необходимо удалить образовавшуюся на его поверхности окисную пленку. Для очистки микровыступов от этой пленки применяют механическое (абразивное) воздействие на электрод-заготовку. 6 Интенсифицировать обработку микровыступов можно подбором режимов, при которых плотность тока на выступах будет больше, чем во впадинах. Электролит, заполняющий межэлектродный промежуток, расширяется при прохождении через него рабочего тока вследствие газовыделения и выделения теплоты. Для сближения электродов нужно приложить внешнее усилие G, которое уравновешивает гидростатическое давление. Так, равновесие наступает при зазоре, которому соответствует среднее давление электрода-инструмента Рэи = G / Fз (1.1) где Fз — площадь обрабатываемой поверхности. При давлениях выше Рэи электропроводные участки касаются друг друга, что приводит к механическому срыву пассивирующей пленки и короткому замыканию на большой площади. При малой же внешней силе длина межэлектродного промежутка увеличивается, при этом падает отношение плотностей токов на выступах и впадинах jвыст / jвп. С увеличением зазора анодно-абразивная обработка переходит в электрохимическую. Следовательно, увеличение межэлектродного промежутка и устранение механического контакта электродов увеличивает эффективность электрохимических процессов в снятии металла с электрода-заготовки. В процессе анодно-абразивной обработки частицы абразива либо вводят в электропроводный материал дискового электрода-инструмента, либо применяют раствор, содержащий абразивные частицы. Технология анодно-механической обработки Одновременное использование электроэрозионных и электрохимических процессов, происходящих в межэлектродном промежутке между электродом-инструментом и электродомзаготовкой получило название анодно-механической обработки (АМО). Во время этой обработки в МЭП наблюдается образование нерастворимых соединений атомов металла заготовки с анионами электролита. В качестве электролита применяется водный раствор жидкого стекла. Атомы железа, переходящие в электролит в процессе анодного растворения, соединяются с силикат-анионами и образуют нерастворимое соединение, выпадающее на ЭЗ в виде пленки (рис. 1.2). 7 Анодно-механическая обработка заключается в удалении микровыступов с поверхности ЭЗ термоэрозионным способом. При подаче высокого напряжения и большого давления ЭИ на деталь плотность тока на выступах достигает значений, при которых преобладающими становятся электротермические явления, вызывающие локальное выделение тепла. При электрическом контакте микровыступа с ЭИ теплота будет выделяться и в осевшей пленке, на которую приходится определенное падение рабочего напряжения. Прохождение тока будет вызывать нагрев или плавление пассивной пленки и проникновение теплоты в глубь микровыступа. Плотность тока всегда больше внутри микровыступа, чем на его поверхности. Если выступ принять за полусферу с радиусом кривизны rкр, то площадь выступа определяется по формуле S = 2 π r2кр . Ток через поверхность I = 2 π r2кр jвыст будет больше в основании выступа, т. е. на площади. Из этого следует, что плотность тока во впадине в 2 раза больше, чем на вершине, и гораздо выше наблюдаемой средней плотности тока. Энергия, выделяющаяся в местных объемных источниках, достаточна для микровзрывов выступов. В основании микровыступа материал плавится. Тепловой взрыв приводит к термоэрозионному съему металла с выступа и образованию лунки (впадины), на дне которой обнажается покрытый пленкой металл. После остывания и заполнения лунки электролитом на ее поверхности идет анодное растворение, заканчивающееся образованием непроводящей пленки. Данный процесс повторяется, когда поверхность лунки вновь станет выступом. 8 Рис. 1.2. Схема анодно-механической обработки: 1 обрабатываемая деталь; 2 - пассивная пленка; 3 - электролит; 4 электрод-инструмент; 5 - канавка При анодно-механической обработке одновременно с термоэрозионным разрушением детали идет электрическая эрозия электрода- инструмента, вызванная разрядами между ближайшими выступами электродов. При напряжении 20-25 В возможно возникновение дугового разряда, разрушающего пассивную пленку и даже сами микровыступы, вместо которых образуются лунки. Длительность электрических разрядов мала, так как они механически прерываются ввиду высокой скорости движения поверхности электрода-инструмента. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №2 ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКАЯ ОБРАБОТКА. В технологических процессах формообразования с использованием совмещенной электроэрозионно-химической обработки (ЭЭХО) удаление металла осуществляется благодаря анодному растворению и электроискровой эрозии (ЭИЭ) в потоке электролита, прокачиваемого через МЭП. Для предотвращения шлакования и увеличения мощности обработки диэлектрические углерод содержащие жидкости заменяют водными растворами. Схема такой обработки показана на рис. 1.1. Электроды включаются на прямую полярность. На электроды, разделенные межэлетродным промежутком, подается напряжение U от источника питания. Электролит (например, раствор поваренной соли) подается через отверстие в электроде-инструменте. Раствор в межэлетродном 9 промежутке обладает определенной диэлектрической прочностью. Его пробой происходит при определенном значении напряжения Uпp. При U < Uпp формообразование заготовки осуществляется только анодным растворением. Когда же U >> Uпp, происходит пробой межэлетродного промежутка, а там, где его диэлектрическая прочность наименьшая, возникает канал разряда 5, заполненный плазмой. Рис. 1.1. Схема электроэрозионно-химической обработки: 1 катод (электрод-инструмент); 2 - отверстие для подачи электролита; 3 - межэлетродный промежуток; 4 - анод (электрод-заготока); 5 - канал разряда На электроде-заготовке в зоне разряда происходит расплавление металла, образование лунки и выброс выплавленного металла в электролит. Вне парогазовой полости металл, образующийся вокруг электрического разряда, переходит в раствор в ионном состоянии. При электроэрозионно-химической обработки удаленный с электрода-заготовки металл находится в виде застывших капель расплава (как при ЭЭО) или в виде образующих шлам нерастворимых соединений (как при ЭХО). Когда мгновенное значение U становится меньше напряжения горения дуги, то дуговой разряд прерывается и формообразование протекает как при ЭХО, пока мгновенное напряжение вновь не превысит уровень пробивного напряжения. Два механизма удаления металла совмещаются только во времени, но не в пространстве. Одновременно они могут протекать только на разных участках электрода-заготовки детали. Технология электрохимической обработки Электрохимическая обработка деталей имеет особенности: 10 следующие 1) характеризуется высокой производительностью при высокой чистоте обработки; 2) возможно широкое регулирование режимов обработки (от черновой до чистовой) без прерывания процесса; 3) возможна обработка токопроводящих материалов (металлических и металлокерамических) любой твердости; 4) это малоотходная технология по сравнению с традиционной механической обработкой. Однако данная технология не лишена некоторых недостатков, главным из которых является необходимость взаимного относительного перемещения инструмента и обрабатываемой детали, что ограничивает область применения такого метода обработки в сравнении с процессами резки и шлифования. Чистовая анодно-механическая обработка осуществляется за счет анодного растворения металла при протекании электрического тока через электролиты. Обработка происходит при непрерывном удалении пленки вращающимся диском-инструментом, а также действием электролиза, вызывающего растворение металла анода в местах, очищенных от этой пленки. Рис. 1.2. Анодно-механическое черновое шлифование: 1 — вращающийся металлический диск (катод); 2 - обрабатываемая деталь Обдирка - черновое шлифование (рис. 1.2) производится с помощью вращающегося металлического диска-катода, который касается поверхности обрабатываемого изделия, находящегося в электролите. При черновом шлифовании устанавливают повышенную плотность тока, поэтому процесс по характеру близок к электроэрозионному и при высокой производительности обрабатываемая поверхность получается шероховатой. 11 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №3 ЭЛЕКТРОХИМИКО - МЕХАНИЧЕСКАЯ ОБРАБОТКА (ЭХМО) Электрохимико механическая обработка (ЭХМО) осуществляется с использованием электрически нейтральных инструментов. Ее применяют для получения поверхностей высших классов чистоты. Она предусматривает такие операции, как полирование в электролите с суспензией абразива, хонингование катодными головками с абразивными вставками и т. д. Для всех вариантов этого метода обработки общим является разделение назначения токопроводящей и механической частей инструмента. Главным преимуществом Электрохимикомеханической обработки является возможность получения наивысшей чистоты поверхности по сравнению с анодномеханической обработкой, использование неагрессивных электролитов, а также работа при низких напряжениях (2—16 В). Технологическое оборудование электрохимикомеханической обработки Для питания установок Электрохимико-механической обработки применяют генераторы постоянного тока, двухполупериодные выпрямители, импульсные генераторы и т. д. При ЭХМО в источниках питания по сравнению с ИП электрохимической обработки в меньшей мере сказываются возникающие короткие замыкания, так как электроды быстро перемещаются относительно друг друга. Поэтому данная технология упрощает конструкцию ИП и делает их более надежными в эксплуатации. Для установок анодно-механической обработки (АМО) источник питания (рис. 1.1) включает трансформатор Т1, первичная обмотка которого включена в систему «звезда». Имеется ступенчатое регулирование выпрямленного напряжения с помощью переключателя П в каждой из фазных обмоток. Секции вторичной обмотки включаются по шестифазной схеме выпрямления с уравнительным реактором УР. Подача команды в блок автоматической подачи ЭИ происходит по цепи, включающей трансформатор Т2, выпрямитель и резистор R. Трансформатор Т2 является магнитным усилителем с последовательно включенными обмотками, питаемыми переменным током через выпрямитель. 12 Обмоткой управления является выходная шина источника питания. Реле тока и автоматический выключатель В защищают от перегрузок и коротких замыканий. Во время обработки напряжение питания не регулируется, что повышает требования к жесткости и устойчивости его внешней ВАХ Рис. 1.1. Схема источника питания установки анодномеханической обработки Совокупность механического и электрохимического воздействий на обрабатываемую деталь позволяет значительно повысить производительность технологического процесса и улучшить его энергетические показатели по сравнению с электроэрозионной обработкой. Это достигается применением совмещенной электроэрозионно-химической обработки, в результате которой происходит удаление металла благодаря анодному растворению и электроискровой эрозии в потоке электролита, прокачиваемого через межэлектродный промежуток. Одним из главных преимуществ этого способа является получение поверхностей высших классов чистоты. Электрический ток применяют и в качестве электромеханического инструмента, например, при магнитноимпульсная обработке металлов 13 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №4 ЭЛЕКТРОЭРОЗИОННАЯ ОБРАБОТКА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ Теория электроэрозионных процессов При обработке деталей с высокими физико-механическими свойствами используют метод размерной обработки - так называемую электроэрозионную обработку, которая базируется на эффекте расплавления и испарения микропорций металла под тепловым воздействием импульсов электрической энергии. Она выделяется в канале электроискрового заряда между поверхностью детали и электродом-инструментом, погруженным в жидкий диэлектрик (керосин, солярка). Идущие друг за другом импульсные разряды заданной длительности и формы вызывают выплавление и испарение микропорций металла. Электроэрозионная обработка позволяет обрабатывать токопроводящие материалы любой механической прочности, вязкости и хрупкости, получать детали сложных форм и осуществлять операции, не выполняемые другими методами. Этот способ существенно снижает трудоемкость по сравнению с обработкой резанием и характеризуется возможностью механизации и автоматизации с целью глубокого регулирования параметров процесса. При этом электроэрозионная обработка имеет ряд серьезных недостатков: производительность при такой обработке стали, цветных металлов и др. значительно ниже, чем при обработке резанием, а расход энергии выше; для получения высокой чистоты обрабатываемой поверхности приходится затрачивать больше времени, чем, например, при абразивной обработке. Схема физических процессов, происходящих в межэлектродном зазоре, при электроэрозионной обработке показана на рис. 1.1. Через возникший канал проводимости - стример 3 (рис. 1.1, а) — в виде импульса выделяется электрическая энергия, накопленная в ИП (рис. 1.1, б). При этом происходит электрический разряд 5, для которого характерна длительность 10-6—10-4 с и падающая вольт-амперная характеристика. Во время разряда процесс проходит искровую и дуговую стадии. Ввиду высокой концентрации энергии в зоне разряда и приэлектродных областях возникают высокие температуры, под воздействием которых образуется парогазовая полость 7. 14 Рис. 1.1. Схема физических процессов в межэлектродном промежутке при электроэрозионной обработке: а - канал сквозной проводимости; б - импульс выделяющейся энергии; в - выброшенные капли жидкого металла из зоны обработки; 1 - обрабатываемая деталь; 2 - жидкость, не проводящая ток; 3 - стример; 4 - электродинструмент; 5 - электрический разряд; 6 - жидкий металл; 7 парогазовая полость; 8 - приэлектродная область; 9 - сферические частицы. В приэлектродных областях 8 возникает плавление и испарение микропорций металла на поверхности электрода-детали. В результате возникшего давления капли жидкого металла 6 выбрасываются из зоны разряда и застывают в жидкой среде мелкими сферическими частицами 9 (рис. 1.1, в). По завершении пробоя электрическая прочность межэлектродного промежутка восстанавливается. Очередной разряд возникает уже в другом месте между другими неровностями поверхностей электродов. Во время процесса электрод-инструмент может внедряться в обрабатываемую деталь. Освобождающаяся в столбе разряда энергия расходуется на испарение жидкости и представляет собой потери энергии. Это обусловило уменьшение длины межэлектродных промежутков между электродами (1-10 мкм), что диктуется также условиями техники безопасности по снижению рабочего напряжения установки. Возникающая электрическая эрозия электродов характеризуется процессами, проходящими в приэлектродных областях на границе разряда, с одной стороны, и анодом или катодом - с другой. Интенсивность электрической эрозии определяется тепловыми и электрофизическими свойствами металлов. 15 1Характеристики импульсных разрядов и источников питания Главным требованием к генераторам импульсов (ГИ) является необходимость достижения высокого КПД процесса. Импульсы еще определяются свойствами межэлектродного промежутка (МЭП), являющегося резко нелинейным элементом электрической цепи. Устойчивость импульсов тока — стабильность их длительности зависит от постоянства свойств межэлектродного промежутка и крутизны переднего фронта импульса напряжения. Чем больше эта крутизна, тем устойчивее импульсы тока. Это еще одно из требований к генераторам импульсов - высокая степень крутизны переднего фронта импульса напряжения. Подачу импульсов энергии к межэлектродному промежутку при электроэрозионной обработке осуществляют по структурной схеме, приведенной на рис. 1.2. В момент времени tи коммутатор К замкнут и источник питания отдает нагрузке (МЭП) мощность Ри, которая в n раз превышает среднюю мощность за период следования импульсов Т. Рис. 1.2. Блок-схема электроэрозионной установки, обеспечивающая импульсную работу с накопителем энергии Таким образом, при введении в схему накопителя энергии мощность источника можно уменьшить в n раз. Блок-схема электроэрозионной установки, обеспечивающая импульсную работу с накопителем энергии, представлена на рис. 1.2. Во время паузы tи коммутатор К находится в положении 1 и через ограничитель тока накопителем от ИП потребляется мощность Р/n. Накопитель в это время запасает энергию (в виде электрического поля конденсатора или электромагнитного поля индуктивности), а затем, при переключении коммутатора К на время импульса ти в положение 2, отдает полученную мощность. Таким образом, эта схема дает возможность трансформировать мощность источника в мощность на нагрузке. 16 Генераторы импульсов различают по принципу действия, конструкции и параметрам импульсов и условно подразделяют на зависимые, ограниченно зависимые и независимые. В первых двух параметры генерируемых импульсов определяются физическим состоянием межэлектродного промежутка. В независимых генераторах импульсы не связаны с состоянием МЭП. Области применения электроэрозионной обработки Электроэрозионная обработка (ЭЭО) деталей может осуществляться профилированным или непрофилированным электродом-инструментом (ЭИ). Размеры и форма рабочих поверхностей профилированного ЭИ изготавливаются в соответствии с заданной поверхностью детали. Непрофилированный электрод-инструмент имеет простейшую конфигурацию (проволока, диск или стержень), а его размеры лишь отчасти увязаны с размерами электрода-детали. Формообразование при обработке детали электроэрозионным методом возможно по трем схемам: 1) копирование формы электрода-инструмента, являющегося обратным отображением формы детали. По заданной схеме обработки при поступательном движении электрода-инструмента он внедряется в заготовку по мере удаления металла из зоны обработки под воздействием импульсов. Точность формы получаемой детали в данном случае зависит от точности изготовления электродаинструмента и его износа; 2) взаимное перемещение заготовки и электродаинструмента по заданному контуру. Схема формообразования имеет подобные операции, что и при механической обработке. Съем металла с заготовки происходит за счет эрозии удаляемого металла под действием подаваемых импульсов электрической энергии; 3) сочетание обеих схем формообразования. Производя взаимное перемещение специального инструмента и заготовки по определенному алгоритму, изготавливают деталь сложной формы. Эта схема требует специального оборудования и электродовинструментов. Самое широкое распространение получила первая схема. Операции, выполняемые по данной схеме, называют копировальнопрошивочными. Электроэрозионное прошивание круглых отверстий 17 сплошным электродом-инструментом - наиболее часто применяемая в машиностроении операция. Ее частным случаем является технология прошивания отверстий с криволинейной осью. Станки, предназначенные для электроэрозионной обработки, бывают двух типов: копировально-прошивочные и для обработки непрофилированным инструментом. Электроэрозионный копировально-прошивочный станок предназначен для создания полостей сложной формы. Он имеет станину, рабочий стол для установки детали, ванну с рабочей жидкостью, устройства вертикального, поперечного и продольного перемещений электрода-инструмента, генератор импульсов, блок управления станком, емкость с рабочей жидкостью и дополнительные устройства. Электроэрозионные станки для проволочной вырезки оборудованы электроконтактной копировальной системой. В качестве щупа здесь используется сам электрод-проволока. Станком данного типа может служить электроискровой станок для профильной вырезки по копиру модели 4531, используемый для получения деталей со сложным контуром. Его модификация - станок модели 4531П имеет числовое программное управление, т. е. работает в автоматическом режиме. В электроэрозионных станках для обработки непрофилированным инструментом тонкая медная, латунная или вольфрамовая проволока перематывается с одной катушки на другую. Электрод-заготовка (ЭЗ) устанавливается на рабочем столе и может перемещаться по координатам X и Y. Один из зажимов генератора импульса крепится к электроду-инструменту (чаще - отрицательный), второй - к электроду-заготовке. Движение электрода-инструмента обеспечивается электроприводом. Контроль за процессом ведут с помощью вольтметра и амперметра. Кроме регулирования электрического режима в установках электроэрозионной обработки осуществляют автоматическое регулирование перемещения электрода-инструмента. Для этого применяют автоматические регуляторы межэлектродного промежутка, которые должны точно поддерживать установленный зазор, обладать малой инерционностью всех элементов, быть малогабаритными и экономичными, недорогими в изготовлении и надежными в работе. 18 Чаще всего применяют регуляторы взвешенного типа. Сила тяжести несущего электрода-инструмента частично или полностью уравновешивается усилием электромагнита, которое зависит от падения напряжения на разрядном промежутке. В регуляторах жесткого типа электродвигатель, согласно полученному сигналу, перемещает электрод-инструмент вверх или вниз. В электроэрозионных станках напряжение до 250 В подводится непосредственно к электродам. Хотя при работе оба электрода малодоступны, токоведущие части станка должны быть ограничены для доступа металлическим заземленным корпусом. При питании станков от генератора импульса источники снабжены импульсными трансформаторами и имеют низкое напряжение разряда. Тем не менее необходимо иметь заземление хотя бы одного из электродов во избежание появления на них высокого напряжения. На станки с батареями конденсаторов необходимо устанавливать сопротивления для снятия зарядов. В станках с высоким напряжением на конденсаторах устанавливают блокировки, которые автоматически разряжают батарею замыкателем при открывании дверей шкафа. При питании схемы управления от сети напряжением 220-380 В установленная блокировка на дверцах шкафа при их открывании отключает от сети все цепи управления. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №5 ОСОБЕННОСТИ ЭЛЕКТРОКОНТАКТНОЙ ОБРАБОТКИ В настоящее время для съема материала с электропроводной заготовки применяется электроконтактная обработка (ЭКО). Данный вид обработки использует электроэрозионный принцип формообразования, поэтому для ЭКО характерны многие закономерности электроэрозионной обработки. Напряжение Uc от сети поступает на трансформатор 1 (рис. 1.1). Со вторичной обмотки напряжение 40 В подается на два электрода, один из которых - диск 2 - изготовлен из электропроводного материала, второй - заготовка 3. Дисковый ЭИ вращается от привода с частотой п. Механическим устройством создается прижимающая диск к заготовке сила Gпp. Наряду с вращением диску сообщается поступательное движение вдоль рабочей поверхности со скоростью Vин. Межэлектродный промежуток заполнен непроводящей рабочей средой — воздухом, жидкостью, газожидкостной смесью. 19 Электроды в этом процессе находятся одновременно под механическим и электрическим воздействием. Рис. 1.1. Схема электроконтактной обработки Соотношения между механической и электрической мощностями позволяют получать различные режимы электроконтактной обработки. Если механическая мощность превосходит электрическую, то энергия в МЭП и ЭКО носит преимущественно механический характер. При высоких напряжениях и незначительной механической силе Gпp в электроконтактной обработке преобладает электро- эрозионный процесс. Во втором случае электрическая энергия превращается в тепловую, согласно закону Джоуля - Ленца, в области кратковременного электрического контакта между участками электродов в результате возникновения электрических разрядов между электродами, как и при электроэрозионной обработке. В общем же случае действуют три источника энергии: механический, электроконтактный и электроэрозионный. При конкретных условиях возможны различные сочетания этих источников, дающие большое разнообразие процессов по их физической сущности. Так, при низких напряжениях (1-2 В) превалирующим является механическое трение. При напряжении 210 В электрическая энергия превращается в тепловую за счет контактного сопротивления (электрические разряды при этом отсутствуют). При напряжении выше 10 В уже идет электроэрозионный процесс. Такой вид электроконтактной обработки называют электроконтактно-дуговой обработкой. Для электроконтактной обработки применяется несложное оборудование. Станки для электроконтактной обработки, как 20 правило, изготавливают на базе металлорежущих станков. В случае электроконтактной обработки на переменном токе не требуется разработки специальных источников питания. Применяемые для этих целей источники питания содержат понижающие трансформаторы, со вторичной обмотки которых напряжение подается на электроды. Для электроконтактной обработки мощность применяемых трансформаторов составляет от 30 до 500 кВ*А при напряжении на вторичной обмотке 30-70 В (марки СТЭ-34, ТСД-10-3, ТК-16-31, ТСУ-120/05 и ряд специальных типов). В станках для ЭКО токи достигают до 15 кА при высоких напряжениях. При таких режимах важен правильный выбор токопроводов к электродам. При неподвижном электроде-заготовке токоподвод делают из двух элементов: скользящей щетки, подводящей ток к электродуинструменту, и контакта, жестко соединенного с ЭЗ. При одновременном движении электрода-инструмента и электродазаготовки токоподвод к ним от зажимов вторичной обмотки трансформатора также осуществляется щеточными устройствами. При разрезании заготовки двумя самостоятельными дисками клеммы трансформатора через щетки подключают к каждому из дисков отдельно. Электроконтактная обработка на переменном токе более эффективна, чем на постоянном токе: это и экономия электроэнергии, и снижение стоимости оборудования и установленной мощности, а также уменьшение занимаемой полезной площади. Использование переменного тока существенно улучшает электробезопасность при электроконтактной обработке. Преимуществом электроэрозионной обработки является возможность обработки металлов независимо от их механических свойств. Этот способ позволяет получать детали сложных форм, выполнить которые другим путем просто невозможно, например криволинейное отверстие или канал в массивной детали. Одним из недостатков электроэрозионной обработки является малая производительность и существенный расход электроэнергии по сравнению с механическим способом. Заметно улучшить эти показатели удается при электрохимико-механической обработке металлических деталей. 21 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №6 ЭЛЕКТРОЛИЗ. ЭЛЕКТРОЛИЗНЫЕ ТЕХНОЛОГИИ. ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА. ЭЛЕКТРОЛИЗНЫЕ ТЕХНОЛОГИИ Теория электрохимической обработки Электрохимия - раздел физической химии, в котором изучаются свойства систем, содержащих подвижные ионы (растворов, расплавов или твердых электролитов), а также явления, возникающие на границе раздела двух фаз (например, металла и раствора электролита) вследствие переноса заряженных частиц (электронов и ионов). Электролиты - жидкие или твердые вещества, в которых в сколько-нибудь заметных концентрациях присутствуют ионы, способные перемещаться и проводить электрический ток. В узком смысле - соли, растворы которых проводят электрический ток из-за наличия ионов, образующихся в результате электролитической диссоциации. Согласно теории электролитической диссоциации, молекулы солей, щелочей, оснований веществ являются полярными, т. е. состоящими из двух ионов, обладающих противоположными и равными по величине зарядами. Силы взаимодействия между ними обеспечивают устойчивую целостность молекулы. При прохождении полярной молекулы между молекулами растворителя (воды), связи между ионами полярной молекулы значительно снижаются. В этих условиях столкновение между молекулами приводит к их распаду на ионы, т. е. к их диссоциации. Таким образом, электролитической диссоциацией называется процесс распада молекул вещества на разноименно заряженные частицы-ионы при его растворении или расплавлении. Количество положительных и отрицательных ионов, образовавшихся в процессе электролитической диссоциации, одинаково. Ионы, имеющие положительный знак, представляют собой атомы или молекулы, потерявшие один или несколько электронов, отрицательные ионы - атомы или молекулы, имеющие один или несколько лишних электронов. Так, при растворении поваренной соли в воде ее молекула распадается на два иона - натрий Na+ и хлор Сl-. Иногда ионами являются не отдельные атомы, а группы атомов, несущие заряд. Например, при растворении в воде сернокислого цинка образуется два иона - положительный Zn2+ и 22 отрицательный SO4-2. Часть молекул растворителя Н20 также может диссоциировать на Н+ и ОН- . Наряду с процессом диссоциации в электролитах иногда протекает и обратный процесс - воссоединение ионов в отдельные молекулы или молизация. При одновременном протекании этих процессов в растворе устанавливается подвижное равновесие. Если поместить электрод в такой раствор, то в системе «электрод электролит» устанавливается равновесное состояние. Как в металле, так и в системе «электрод - электролит» находятся одни и те же ионы. В металле они расположены в узлах кристаллических решеток, а в электролите взаимосвязаны с молекулами растворителя. Для перехода иона из узла кристаллической решетки в электролит нужно затратить энергию, которую называют работой выхода иона из металла. Для выхода же иона из электролита в металл необходимо затратить работу, равную энергии гидратации. На поверхности электрода, помещенного в электролит, протекает обратимая электрохимическая реакция Me ↔ Men+ + ne-, (1.1) n+ где Me - ион металла в растворе; n - валентность металла; е электрон. В условиях равновесия скорость прямой и обратной реакций по схеме (1.1) одинакова, т. е. скорость окисления атомов Me и восстановления ионов Меn+ (осаждения) соответственно равны. Прохождение электрического тока через электролит. В растворах электролитов ионы, как и молекулы, движутся хаотически. Если же к опущенным в электролит электродам приложить электрический потенциал, то кроме хаотичного появится и направленное движение ионов. Положительные ионы (катионы) направляются к катоду, а отрицательные (анионы) - к аноду. Дойдя до соответствующих электродов, ионы отдают им свои заряды и, став обычными атомами или молекулами, выделяются на электродах или вступают в химические реакции с материалом электрода. Электрический ток в электролитах - это направленное движение ионов в электрическом поле. В отличие от металлов и полупроводников прохождение электрического тока через электролит обусловлено переносом массы вещества. 23 Количество вещества g, выделившееся на электроде при прохождении электрического тока через раствор электролита, определяется законом Фарадея g = αIτ, (1.2) где α — электрохимический эквивалент, г/Кл; I — ток, А; τ время прохождения тока, с. Электрохимический эквивалент(а) - количество вещества, выделившееся из электролита при прохождении одного кулона электричества. Численно он равен отношению химического эквивалента вещества к числу Фарадея. Число Фарадея (Fв) — количество электричества, требующееся для выделения одного грамм-эквивалента вещества [Fв = 96485 Кл/(г*экв)]. Электрические процессы в электролитах подчиняются закону Ома. Для доказательства этого рассмотрим движение ионов в электролите под действием электрического поля. Ион, движущийся под действием поля в электролите, непрерывно сталкивается с молекулами жидкости, передавая им полученную в электрическом поле энергию, что выражается в нагревании электролита. Электролиз растворов и расплавов Процессы окисления или восстановления на электродах при прохождении через электролит тока, сопровождающиеся приобретением или потерей частицами вещества электронов, называются электролизом. На производстве электролиз применяется чаще всего для анодного растворения металла и его катодного осаждения из растворов и расплавов. Металлы с нормальным потенциалом больше 1 по отношению к потенциалу нормального водородного электрода получают электролизом из растворов (медь, цинк). Металлы с нормальным потенциалом меньше 1 получают электролизом из расплавов солей этих металлов (литий, калий, алюминий, магний). Электролиз алюминия. При нормальном потенциале выделения металла меньше 1 В получить его на катоде путем электролиза раствора невозможно: на катоде будут выделяться в основном водород, на аноде — примеси электролита. Так как нормальный потенциал алюминия —1,67 В, то его получение возможно электролизом расплавленных солей. В этом процессе электролитом служит раствор оксида алюминия Аl203 в расплавленном криолите (Na3AlF6). 24 Ввиду агрессивности фторидных расплавов электролиз алюминия ведут с расходуемыми угольными электродами, а поверхности ванн внутри футеруют угольными плитами и блоками. Алюминиевые электролизеры классифицируют по ряду признаков: 1) по силе тока и мощности: 40-50 кА - малой мощности; 50-80 кА - средней мощности; 100-160 кА - большой мощности; 200-250 кА - сверхбольшой мощности; 2) по варианту подвода тока: боковой - электролизеры малой и средней мощности; верхний - электролизеры большой мощности; 3) по конструкции анода: самоспекающийся за счет теплоты ванны и обожженный. Обожженные аноды рассчитаны только на верхний подвод тока. Самоспекающиеся аноды размещают по одному на ванну. Кожух электролизера сварен из стальных листов, может быть с днищем и без него. Ванну снизу для теплоизоляции заполняют шамотной кладкой. На нее укладывают подовые катодные блоки, к которым крепят токопроводы. С боков ванны покрывают асбестовыми листами, теплоизолируют глиноземной засыпкой и футеруют угольными плитами. Швы плит герметизируют углеродистой массой. Рабочие размеры анода зависят от мощности ванны и допустимой плотности тока, для ванн средней мощности - 0,80-0,95 А/см2, для мощных - 0,65-0,7 А/см2. Обожженные аноды работают при плотностях тока 0,75-1,0 А/см2. Главным достоинством самоспекающихся электродов является экономия средств на прессование и обжиг электродов. Их недостатками являются: выделение вредных газов из каждой ванны; высокое сопротивление; выкрашивание, что заставляет снимать с электролита угольную крошку. Анод подвешивают на подвижной раме и автоматически перемещают по металлоконструкциям печи в функции потери напряжения в электролите. Рабочий ток к ванне подводится с двух сторон по пакетам алюминиевых шин. От шин к штырям подвод тока осуществляется по гибким медным токоподводам, а в массу анода ток вводится по стальным штырям. В случае верхней подводки штырь и шина соединяются колодкой с пружинным зажимом для прочности контакта. 25 Алюминиевые электролизеры объединяют в серию из 160-170 шт., причем 4-5 из них резервные. Ванны серии, как правило, устанавливают в двух корпусах и в два ряда. Полы электролизного цеха делают электроизолированными. Ток через ванну при электролизе расплавов доходит до 100 кА и более, поэтому ванны включают в серии последовательно без предварительного объединения их в блоки. Более подробные данные по электролизу алюминия можно найти в специальной литературе. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №7 ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА ИЗДЕЛИЙ Способы обработки материалов, которые применяются для удаления материала с обрабатываемых поверхностей, с использованием электрической энергии, вводимой непосредственно в зону обработки, называются электрохимическими (ЭХО). В новых электрохимических методах используется главным образом процесс анодного растворения, т. е. переход металла детали, помещаемой в электролизер в качестве анода, из металлического в ионное состояние: гравирование и маркирование по металлам. На деталь, которая является анодом, наносят слой воска, лака или другого изолирующего вещества. Анодное растворение протекает в тех местах, где металл не изолирован; изготовление сеток (аналогично электрохимическому гравированию). Сетку-рисунок наносят изолирующим составом на поверхность детали-анода: она предохраняет металл от растворения. Обнаженные участки внутри лаковой сетки растворяются; изготовление листового металла малой толщины путем анодного растворения основано на этом же принципе. Нанесение металлопокрытий и анодирование. Процесс нанесения металлопокрытий на поверхность металлических изделий методом электролиза называется гальванотехникой. Гальванотехника подразделяется на гальваностегию и гальванопластику. Гальваностегия - электрохимическое нанесение металлов на металлические изделия с целью улучшения их физико-механических свойств, антикоррозионной защиты и декоративных качеств. 26 Гальванопластика - электрохимический процесс нанесения металлов на шаблоны, используемые при изготовлении штампов различных изделий (музыкальные пластинки-диски, типографские клише, скульптуры и т. д.). Перед нанесением металлов шаблоны (из воска, гипса, дерева и Т. П.) покрывают слоем графита с целью придания их поверхностям электропроводных свойств. Анодирование процесс нанесения оксидных антикоррозионных покрытий на поверхности металлических изделий путем их анодной обработки в специальных растворах. Главным образом оно применяется для защиты от коррозии изделий из алюминия, магния и их сплавов. При анодировании на поверхности детали образуется двойной оксидный слой: верхний - толстый пористый слой и нижний - тонкий плотный. Алюминиевая оксидная пленка характеризуется хорошими антикоррозионными и электроизолирующими свойствами. Для получения хорошей адгезии металлопокрытия с основным металлом поверхность детали тщательно очищают различными методами: механическим (шлифование, полирование), электрохимическим (обезжиривание, травление), а также возможна ультразвуковая обработка. Гальванические ванны для металлопокрытий выполняют из стали, изнутри футеруют винипластом. По бортам ванн на изоляторах устанавливают анодные и катодные штанги, присоединяемые к выпрямителю. На катодные шины подвешивают обрабатываемые детали, а на анодные - пластины из металла, которым покрывается изделие. Находящийся в ванне электролит подогревается. Рабочие ванны включают в цепь последовательно, если для процесса требуется одинаковый ток. При работе ванн с переменной нагрузкой каждая из них подключается к выпрямителю параллельно. Электроснабжение электрохимических технологий Способ электрохимической обработки основан на анодном растворении металла, которое может идти на постоянном, импульсном, пульсирующем или асимметричном переменном токе. Источники питания (ИП) - полупроводниковые выпрямители преобразуют переменный синусоидальный ток в необходимую форму для электрохимической обработки и должны соответствовать ряду требований: обеспечивать точность и стабильность обработки; исключать разрушение электродов при коротких замыканиях, осуществлять ступенчатую и плавную регулировку тока и 27 напряжения и их стабилизацию; быть экономичными, удобными в эксплуатации и малогабаритными. Технологические параметры ИП определяются их внешними характеристиками. Они могут быть жесткими, естественными (слабопадающими) и крутопадающими. Рис. 1.1. Структурная схема источника питания установок электрохимической обработки Структурная схема ИП включает понижающий трансформатор, выпрямитель, цепь стабилизации условий обработки изделия, регулирования параметров процесса, устройства защиты источника питания и станка при нарушении хода обработки. В статических ИП регулирующими элементами являются тиристоры. Они имеют малые массу и габариты, меньшую инерционность, более высокий КПД и быстродействующую систему защиты оборудования от коротких замыканий (рис. 1.1). При подаче напряжения от сети после срабатывания автоматического выключателя АВ и силового контактора К через датчики тока ДТ напряжение подается на силовой трансформатор Т. Пониженное напряжение поступает на блок тиристоров Тр, работой которых управляет система управления тиристорами СУТр. Изменяя подаваемые СУТр сигналы, можно получить различную форму выпрямленного напряжения и тока. Система реверсирования СР обусловливает смену полярности ИП. При сбое рабочего режима установки, с датчиков тока ДТ на систему автоматического регулирования САР подаются сигналы, по которым СУТр запирает тиристоры. Команда на отключение силового контактора К подается системой защиты и сигнализации СЗС, в результате ИП отключается от сети. Предусматривается отключение в источнике питания и от сети, и от силового трансформатора, что обеспечивает нормальную работу электрической части оборудования. Система автоматического регулирования стабилизирует напряжение или ток в межэлектродном 28 промежутке. Исполнительным органом САР является магнитный усилитель, обмотки управления которого питаются от датчиков тока ДТ, межэлектродного промежутка МЭП и опорного напряжения. Схему управления тиристорами СУТр подключают к выходу магнитного усилителя. Рис. 1.2. Принципиальные схемы тиристорного источника питания установок электрохимической обработки На рис. 1.2 представлены принципиальные схемы тиристорных ИП установок электрохимической обработки на токи выше 600 А. В схеме рис. 1.2, а используются тиристоры Тр1 на первичной стороне силового трансформатора Т1 с неуправляемым выпрямителем В2 на его вторичной стороне. Тиристоры включены в рассечку фаз сети (рис. 1.2, а) или по трехфазной мостовой схеме в разрыв нейтрали звезды на первичной стороне трансформатора (рис. 1.2, б). С целью получения жесткой внешней характеристики ИП блок 4 управляет тиристорами по сигналам обратной связи 3 по выходному напряжению с МЭП (рис. 1.2, а). Для создания крутопадающей характеристики (рис. 1.2, б) тиристоры управляются сигналом обратной связи в функции тока нагрузки. Сигнал поступает в блок управления 4 с резистора 2. Естественная внешняя характеристика выпрямителя получается поддержанием заданного угла ее наклона за счет обратных связей по току и напряжению. Дроссели Др включают для уменьшения пульсаций рабочего тока при тиристорном регулировании. 29 Электрохимия проникла во все отрасли машиностроительной индустрии и имеет важное значение для защиты стальных изделий от коррозии. Электролиз является основой для получения алюминия, рафинирования меди и других цветных металлов. Электрохимическая обработка изделий позволяет осуществлять целый ряд процессов с использованием электрического тока: гравирование и маркировку по металлам, гальваностегию и гальванопластику, анодирование и др. Данная технология обработки деталей позволяет осуществлять процесс осаждения или растворения металла, не оказывая на него теплового воздействия. В практике нередко возникает необходимость обработки деталей с высокими физико-механическими свойствами, имеющими сложную форму или криволинейные отверстия. В этом случае электрохимия оказалась бессильной. На помощь производственникам пришла технология электроэрозионной обработки металлических изделий. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №8 ЛАЗЕРЫ. ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ЛАЗЕРНОЙ ОБРАБОТКИ. ОПТИЧЕСКИЕ КВАНТОВЫЕ ГЕНЕРАТОРЫ (ЛАЗЕРЫ) Устройство и работа лазерных установок Принцип работы оптического квантового генератора (ОКГ) основан на генерировании монохроматических волн оптического диапазона под действием индуцированного излучения. Согласно законам квантовой механики энергия относительного движения какой бы то ни было системы связанных частиц не может быть произвольной, а принимает строго определенный ряд значений, которые называют уровнями энергии Е0, Е1, Е2 и т. д. Все возможные значения энергии называют энергетическим спектром системы. При термодинамическом равновесии нахождение атомов по различным энергетическим уровням подчиняется закону Больцмана N2 / N1 = e-(E2-E1)/kT, (1.1) где N1, N2 и E1, E2 — соответственно количество и энергия атомов на уровнях 1 и 2; k — постоянная Больцмана; Т — температура, К. 30 Числа N1, N2, ..., Nn называют населенностями уровней энергии. Например, если на уровне 2 энергия больше, то населенность этого уровня ниже при любой допустимой температуре данной системы. Энергетическое состояние частицы может изменяться при ее взаимодействии с электромагнитным полем или другими частицами. Тогда при переходе с высокого уровня энергии Еп на нижний Еm частицы излучают электромагнитные волны, частота v которых определяется по формуле v = (En - Em)/h, (1.2) -34 где h — постоянная Планка, h = 6,62*10 Дж*с. В случае перехода на более высокие энергетические уровни частицы могут поглощать электромагнитные волны этой же частоты. Электромагнитные волны любой частоты (и свет тоже) есть поток отдельных порций энергии — квантов или фотонов, энергия которых равна hv. Следовательно, формула (1.2) выражает закон сохранения энергии. Переходы между состояниями микрочастиц происходят только при взаимодействии с фотонами резонансной частоты vnm, когда hvnm = En – Em. Согласно квантовой теории Эйнштейна процесс взаимодействия электромагнитных волн с веществом состоит из актов поглощения фотона, а также его спонтанного или индуцированного излучения* При нахождении микрочастицы в возбужденном состоянии ее энергия выше минимально допустимого значения Е0 Такое состояние долго сохраняться не может, и возбужденная частица через некоторое время перейдет в состояние с меньшей энергией, испустив при этом переходе фотон. Такой переход называют самопроизвольным, или спонтанным, излучением. Все источники света (нагретые тела, плазма газовых разрядов) дают спонтанно излучаемый свет. По-другому идет процесс индуцированного излучения. При возбуждении частица пребывает под воздействием внешних электромагнитных волн резонансной частоты и может перейти в состояние с меньшей энергией* При этом она испускает квант, имеющий такую же частоту, поляризацию и направление движения, как у воздействующих на нее электромагнитных волн. Фаза появляющихся при индуцированных переходах электромагнитных волн согласована с фазой внешних волн. В любой находящейся в термодинамическом равновесии колонии частиц населенность на более высоких уровнях энергии меньше, чем на нижних уровнях. Поэтому процессы поглощения 31 квантов происходят чаще, чем индуцированное излучение. Электромагнитные волны резонансной частоты, взаимодействуя с такими частицами, рассеивают свою энергию и прекращают свое существование. Для того чтобы индуцированное излучение преобладало над поглощением, необходимо за счет внешних сил вывести систему из состояния равновесия. В этом случае за счет внешнего источника энергии создается более высокая населенность одного из возбужденных состояний, по сравнению с населенностью хотя бы одного из состояний с меньшей энергией, благодаря чему создается инверсная населенность в системе микрочастиц. Только в этом случае среда, состоящая из таких частиц, становится активной и способной усиливать волны резонансной частоты. Явление индуцированного излучения среды используется в любом ОКТ, поддерживаемом в состоянии с инверсной населенностью уровней за счет энергии воздействия стороннего источника. Рис. 1.1 Принципиальная схема лаезера с рубиновым стержнем. Принцип работы лазера с рубиновым стержнем показан на рис. 1.1. Синтетический рубиновый стержень - это плавленый оксид алюминия с добавкой (0,04-0,05 %) атомов трехвалентного хрома. На атомы хрома, находящиеся в состоянии покоя на нижнем энергетическом уровне, воздействуют испускаемыми импульсной лампой фотонами. В результате атомы хрома возбуждаются и переходят на более высокий энергетический уровень. При изготовлении лазеров подбирают вещества, атомы которых переходят из возбужденного состояния в основное через промежуточное, метастабилъное, состояние. При переходе из метастабильного состояния в основное длина волны излучаемого 32 света равна длине волны света, благодаря действию которого этот переход стал возможен. В оптических квантовых генераторах достаточно лишь одному атому перейти из метастабильного состояния в основное и испустить хотя бы один фотон - и произойдет переход других атомов. Процесс излучения света лазером протекает в два этапа, как показано на энергетической диаграмме (рис. 1.2): горизонтальные линии отражают энергетические уровни системы, а стрелки указывают на возможные переходы между ними. При воздействии на находящиеся в метастабильном состоянии атомы квантами световой энергии, при их частоте, равной частоте перехода из метастабильного состояния в основное, атомы тут же переходят в основное состояние, результатом чего является излучение световой энергии. Таким образом, метастабильное состояние атомов является определяющим в работе лазера. Перевод атомов в метастабильное состояние становится возможным при помощи подсветки разрядной трубки и представляет собой процесс населения метастабильного уровня. Рис. 1.2. Энергетическая диаграмма системы частиц В результате вспышки в разрядной трубке, питаемой от источника тока, возбуждается активный элемент лазера - рубиновый стержень. Возникший в нем луч многократно усиливается и выходит через поверхность, частично отражающую свет, в виде когерентного светового излучения. Когерентным называют излучение, характеризующееся одной частотой, одинаковыми фазами, одним направлением. 33 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №9 ТИПЫ КВАНТОВЫХ ГЕНЕРАТОРОВ ЛАЗЕРЫ ТВЕРДОТЕЛЬНЫЕ С ОПТИЧЕСКОЙ НАКАЧКОЙ. Оптические квантовые генераторы имеют много общего и независимо от конструктивного исполнения они включают следующие элементы: 1)рабочее тело, состоящее из набора атомов или молекул, для которых может быть создана инверсия населенностей; 2) систему, дающую возможность осуществлять инверсию. Обычно ее называют системой накачки; 3) оптический резонатор; 4) блок для вывода энергии из резонатора; 5)блок управления концентрацией энергии и геометрическим положением направленного луча света; 6) специальные системы регулирования и управления, связанные с конкретной конструкцией и применением лазеров. С целью инверсии населенности в лазерах используют различные виды накачки: •оптическую - путем облучения вещества мощным световым потоком; •электрическую - путем прохождения через вещество электрического тока; Рис. 1.3. Принципиальная схема твердотельного лазера: 1, 3 зеркала; 2 — стержень; 4 - кожух; 5 - источник напряжения; 6 лампа-вспышка • химическую, в случае когда инверсия появляется в результате химической реакции, причем в ней принимает участие и рабочее вещество, и т. д. Для ОКТ предусматривается режим работы - непрерывный и импульсно-периодический. 34 В настоящее время лазеры по роду материалов, применяемых для получения индуцированного излучения, подразделяют на четыре типа: твердотельные с оптическим возбуtitle="" alt=""ждением, полупроводниковые (инtitle="" alt=""жекционные), жидкостные и газовые (рис. 1.3). В лазерах с данным излучателем активным элементом является твердое тело. В таких лазерах основная масса диэлектрика (матрица) конкретного участия в генерации индуцированного излучения не принимает. Излучение и генерация частиц связаны с происходящими в матрице переходами атомов активатора, содержащегося в ней в количестве 0,01-10 %. Матрица состоит из кристаллов щелочно-земельных фторидов, вольфраматов или молибдатов, синтетического рубина, иттриевоалюминиевых гранатов, стекла различных составов. В качестве стимулирующих добавок активаторов применяются различные редкоземельные элементы, хром и уран. Схема твердотельного оптического квантового генератора с рубиновым стержнем представлена на рис. 1.3. Активный элемент 2, изготовленный из рабочего вещества, устанавливают между зеркалами 1, 3. Зеркало 1 полностью отражает все направленные на него лучи, а зеркало 3 является полупрозрачным. Для накачки энергии применяют газоразрядную лампу-вспышку 6, которая для большего облучения кристалла находится вместе с ним внутри отражающего кожуха 4, выполненного в форме эллипса. При размещении лампы и кристалла в фокусах эллипса создаются оптимальные условия равномерного освещения активного элемента. Лампа-вспышка питается от импульсного источника 5 высокого напряжения. Во время нагрева рабочего тела изменяются энергетические уровни активных атомов, и по достижении предельной температуры генерация когерентного излучения останавливается. Перегрев стержня приводит к возникновению в нем термических напряжений, в результате чего может произойти его разрушение. По этой причине в большинстве конструкций твердотельных ОКГ при проектировании предусматривают охлаждение рабочего тела разными вариантами: воздухом, водой или жидким азотом. Излучение лампы-вспышки активизирует атомы оптического резонатора, которые возбуждаются и затем при переходе на более низкие энергетические уровни генерируют собственное излучение. 35 Время действия импульса твердотельных лазеров зависит от индуктивности в цепи конденсаторной батареи и может колебаться от 0,1 до 10 мс. Повторение импульсов зависит от условий охлаждения и характеристик импульсной лампы. В лазерах последних модификаций частота доходит до 600 импульсов в минуту. Величина энергии излучения современными твердотельными лазерами находится в пределах от сотых долей до сотен джоулей и более. У твердотельных лазеров КПД невысок, так как большая часть подводимой к лампе накачки энергии тратится на тепло. Излучение лазеров на поверхность обрабатываемого изделия фокусируется с помощью сферической, цилиндрической и других специальных оптических систем. В первом случае луч фокусируется в точку, во втором - в линию, размеры которой зависят от поперечного сечения луча генератора, в других - в группу параллельных линий, окружность и др. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №10 ТВЕРДОТЕЛЬНЫЕ ПОЛУПРОВОДНИКОВЫЕ ЛАЗЕРЫ. В лазерах данного типа в качестве излучающего свет вещества используется полупроводниковый элемент. В полупроводниковых лазерах возбуждение осуществляется при инжекции носителей заряда через p-n-переход, поэтому их называют инжекционными. Лазером такого типа является полупроводниковый квантовый генератор на p-n-переходе в арсениде галлия (рис. 1.1). Акцепторными добавками в арсениде галлия служат цинк, кадмий, индий и др., донорными примесями - теллур, селен и др. Рис. 1.1. Принципиальная схема твердотельного полупроводникового лазера: 1 - электрод; 2 - контакт; 3 – проводник 36 p-типа; 4 - p-n-переход; 5 - проводник n-типа; 6 - теплоотводящие пластины Кристалл инжекционного лазера (рис. 1.1) имеет размеры 0,51 мм2. Электрод 1 присоединяется к контакту 2, верхняя часть 3 является проводником р-типа, нижняя часть 5 - проводником n-типа. Между ними имеется p-n-переход 4, толщиной 0,1 мкм. Из-за проникновения электронов и дырок через p-n-переход в глубь кристалла толщина излучающего слоя - 1-2 мкм. В твердотельных полупроводниковых лазерах передняя и задняя грани служат зеркалами и получаются скалыванием кристалла относительно определенной кристаллографической оси. Боковые же грани этих установок делают скошенными с целью недопущения возникновения колебаний в перпендикулярном направлении. Электрическое поле с помощью специальных электродов, соединенных с теплоотводящими пластинами 6, прикладывается перпендикулярно направлению p-n-перехода. Твердотельные полупроводниковые инжекционные лазеры отличаются высоким КПД преобразования электрической энергии в когерентное излучение (до 100 %) и могут работать в непрерывном режиме даже при комнатной температуре. В полупроводниковых лазерах, работающих при охлаждении жидким азотом, достигается мощность 100 Вт, а при охлаждении жидким гелием - до 10 Вт. Главным недостатком полупроводниковых лазеров считается малая направленность излучения и трудность получения высокой монохроматичности. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №11 ЖИДКОСТНЫЕ ЛАЗЕРЫ Жидкостные лазеры разработаны на основе растворов редкоземельных ионов в некоторых неорганических жидкостях. В лазерах непрерывного и импульсного действия в качестве активной среды используются также растворы органических красителей. Главное преимущество жидкостных лазеров - возможность циркуляции жидкости с целью ее охлаждения, что обеспечивает получение больших энергий и мощностей излучения в импульсном и непрерывном режимах. В жидкостных лазерах в резонатор вместо стеклянного стержня устанавливают кювету с раствором. Инверсия населенности 37 происходит за счет накачки от импульсных ламп; КПД преобразования энергии оптической накачки в энергию генерации достигает 50 %. Лазеры, работающие на неорганических активных жидкостях, характеризуются большими импульсными энергиями при средней мощности и генерируют излучение с узким спектром частот. Широкие спектральные линии люминесценции органических красителей дают возможность изготавливать лазеры с непрерывной перестройкой длин волн излучения в диапазоне до нескольких сотен ангстрем. Заменяя органические красители, можно добиться перекрытия всего видимого и части инфракрасного участков спектров. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №12 ГАЗОВЫЕ ЛАЗЕРЫ. Устройство лазеров данной конструкции существенно проще рассмотренных выше. Стеклянную трубку наполняют специальной активной газовой смесью, атомы или молекулы которой могут определенное время находиться в метастабильном состоянии: аргон, неон, криптон, ксенон, смеси гелия и неона, углекислый газ с добавкой азота и др. В ее торцы впаивают два электрода и к ним подводят напряжение от источника питания. В трубке возникает газовый разряд. Меньшая плотность и более высокая однородность газов, по сравнению с твердыми телами и жидкостями, не вызывают искажения светового луча, его рассеяния и потерь энергии. По этой причине направленность лазерного излучения в газах существенно увеличивается, достигая предела, обусловленного дифракцией. Газовые лазеры подразделяют на три группы: лазеры на атомных, ионных и молекулярных переходах. Гелиево-неоновый лазер - один из вариантов атомного лазера (рис. 1.1). Рабочим веществом этого лазера являются нейтральные атомы неона, а атомы гелия вводят для передачи энергии возбуждения. В процессе этой передачи атомы неона возбуждаются, а атомы гелия возвращаются в основное состояние. Разрядная трубка 1 лазера заполняется гелием и неоном с парциальными давлениями соответственно 133 и 13 Па. От источника питания 4 в трубке создается высоковольтный электрический разряд 2, который возбуждает атомы гелия и неона вследствие соударений с 38 электронами. Излучение направляется через полупрозрачное зеркало 3, к обрабатываемому изделию. Гелиево-неоновый лазер имеет малую мощность, но простота устройства, надежность и высокие параметры излучения обеспечили ему широкое применение. В конструкциях ионных газовых лазерах используются переходы между энергетическими уровнями ионов следующих газов: ксенона, аргона, неона, криптона - и фосфора, серы и хлора. «Классический» представитель данной группы лазеров аргоновый лазер. По схемному решению он похож на гелиевонеоновый лазер. Мощность лазеров данной группы выше, чем лазеров на атомных переходах. Так, газовый лазер на аргоне генерирует излучение мощностью до 150-500 Вт в непрерывном режиме. Газовые лазеры, характеризующиеся наиболее высокой мощностью и КПД, генерируют колебания на молекулярных переходах. К ним относятся лазеры, работающие на углекислом газе (рис. 1.1, б). Электрический разряд возбуждается в охлаждаемой стеклянной газоразрядной трубке 1 между электродами 2 с помощью высоковольтного источника питания 3. Излучение выводится через окно 4, выполненное из материала, пропускающего инфракрасные лучи, например из кристаллов КВг, NaCl или Ge. Рис. 1.1. Схемы газовых лазеров: а - гелиево-неонового; б углекислотного; в -газодинамического 39 В газоразрядных лазерах инверсия населенностей обеспечивается благодаря возбуждению молекул электронным ударом и резонансной передачей энергии возбуждения. Для передачи энергии возбуждения в состав газа вводят молекулы азота N2, которые сами возбуждаются электронным ударом. В режиме тлеющего разряда, как правило, до 90 % молекул азота переходят в возбужденное состояние. Азот активно накапливает энергию возбуждения и в процессе неупругих столкновений без препятствий передает ее молекулам С02. Высокая инверсия населенностей обеспечивается введением в рабочую смесь гелия Не. Он облегчает условия возникновения разряда и способствует опустошению нижних лазерных уровней молекулы углекислого газа. Самыми эффективными лазерами на С02 являются системы с поперечной продувкой газа. В них проводят интенсивную прокачку газа через объем резонатора с охлаждением его в теплообменнике. Электрический разряд возбуждается между анодной плитой и секционированным катодом. В качестве рабочего газа применяется смесь C02-N2-He. Расход газовой смеси через разрядную камеру составляет 2-3 м3/с. Оптические квантовые генераторы данного типа обеспечивают съем мощности до 16 Вт с 1 см3 газа. Лазеры с поперечной прокачкой газа работают в непрерывном режиме генерации. Особенностью газодинамических лазеров является создание быстрых потоков газовых масс. Инверсия населенностей в них происходит при резком охлаждении нагретой рабочей смеси путем адиабатического расширения газа. Нагревание газа обеспечивает молекулам переход на верхние уровни. При этом сохраняется распределение по энергетическим уровням с большим населением нижних уровней по сравнению с верхними. В камеру сгорания (рис. 1.1, в) 2 подается топливо 1. Продукты сгорания (С02) в смеси с азотом и гелием выходят через сверхзвуковое сопло 3 в виде расширяющего потока газа 4. Для получения лазерного излучения используется резонатор в виде двух зеркал 5. Резонатор расположен так, что его ось перпендикулярна вектору скорости потока газа. Мощность лазерного излучения определяется плотностью, скоростью и температурой газа на выходе из сопла. При охлаждении газа молекулы должны перейти на нижние уровни. Скорость их перехода связана с временем жизни на том или 40 ином уровне. Так как время жизни верхнего лазерного уровня молекулы С02 гораздо больше времени жизни нижнего, то расселение нижнего уровня идет с большей скоростью. Адиабатическое расширение газа в сопле сменяется его резким охлаждением на выходе из сопла. В связи с этим в различных областях газовой среды будет иметь место различное расселение молекул по энергетическим уровням. Так, в прилегающей к соплу зоне еще будет преобладать населенность нижнего уровня, но на некотором расстоянии от сопла нижние уровни будут опустошаться быстрее верхних, и в этой зоне будет наблюдаться инверсия населенностей. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №13 ТЕХНОЛОГИЧЕСКИЕ ОСНОВЫ ЛАЗЕРНОЙ ОБРАБОТКИ Генераторы когерентного светового излучения - это газовые и твердотельные лазеры, которые обладают мощностью непрерывного излучения до сотен киловатт и энергией импульса до нескольких сотен джоулей. Такие генераторы имеют ряд недостатков: массивны, потребляют большую мощность, сложны в изготовлении и эксплуатации. В то же время они имеют ряд технологических преимуществ, которые определяют их широкое применение: возможность передачи энергии световым лучом на расстояние в любой оптически прозрачной среде; отсутствие физического контакта между источником энергии и обрабатываемым изделием; наличие высокой концентрации энергии в зоне обработки; возможность плавной регулировки мощности лучистого потока фокусировкой луча; возможность получения импульсов энергии малой длительности (до 10-9 с) и непрерывного его излучения перемещением с высокой точностью и скоростью с применением систем развертки при неподвижном положении детали. Отличительной особенностью лазерной обработки является интенсивный локальный разогрев обрабатываемого материала. Технологический процесс лазерной обработки делится на ряд стадий: поглощение световой энергии твердым телом; нагрев материала без разрушения, в том числе плавление; разрушение материала путем испарения и выброса его расплавленной части; остывание по окончании обработки. 41 В состав лазерной технологической установки, согласно ее назначению, кроме лазера может входить целый ряд специфических блоков и устройств. Структурная схема промышленной лазерной установки показана на рис. 1.1. Рис. 1.1. Структурная схема промышленной лазерной установки: 1 — зарядное устройство; 2 — емкостный накопитель; 3 — лазерная головка; 4 — система охлаждения; 5 — датчик энергии излучения; 6 — оптическая система; 7 — изделие; 8 — предметный столик; 9 — система программного управления; 10 — система стабилизации энергии излучения; 11 — система управления; 12 - блок поджига В реальных установках в зависимости от технологических требований могут исключаться или совмещаться отдельные блоки, устройства и узлы. Лазеры большой мощностью часто применяются в технологических процессах сварки, закалки, резки и сверления различных материалов без возникновения в них механических напряжений и с очень высокой точностью. Лазерами можно обрабатывать материалы любой твердости; металлы, алмазы, рубины. Газолазерная резка предусматривает разделение материала под воздействием выделяющейся в нем теплоты с поддувом в зону резки газа. Поддув удаляет продукты разрушения металла. Данный способ резки особенно эффективен при обработке дорогих металлов и сплавов, так как дает минимальные отходы. Он широко применяется в электронной и микроэлектронной промышленности при 42 производстве полупроводников и интегральных схем. Лазерная резка успешно применяется в легкой промышленности; раскрой тканей, кожи и другие операции. Освоены технологические процессы лазерного изготовления глухих и сквозных отверстий при производстве алмазных фильер, рубиновых часовых камней и других элементов. Лазерная сварка оказалась наиболее эффективна в микроэлектронике. Она не заменима при соединении плоских выводов с монтажом печатных плат. Лазерной сваркой осуществляют герметизацию металлических корпусов интегральных схем. Кратковременность нагрева и высокая локальность при ее использовании позволяют понизить температуру в очень чувствительных к нагреву элементах интегральных схем. Лазерной сваркой можно соединять металлы с различными свойствами, и даже с неметаллами. Она с успехом может применяться для сварки крупногабаритных деталей и узлов. Нагревание лазерным лучом применяют для закалки и поверхностного упрочнения («залечивание» микродефектов оплавлением) быстроизнашивающихся поверхностей металлических деталей, для создания p-n-переходов при изготовлении полупроводниковых приборов, для получения тонких пленок путем испарения материалов в вакуумных установках. Лазерное излучение характеризуется абсолютной стерильностью, это свойство позволяет использовать его в медицине при глазных операциях, при остановке кровотечений, а также в сельском хозяйстве для обработки семян и в других процессах. Большая мощность и экономичность С02-лазеров позволяют использовать их для разрушения сверхпрочных горных пород при производстве работ в шахтах и тоннелях. Эффективное применение лазеров подтверждено и в различных химических технологиях. Широкое применение лазерной обработки обусловлено ее уникальными возможностями: передачей энергии в виде светового луча на значительные расстояния в любой оптически прозрачной среде; отсутствием механического и электрического контактов между источником энергии с изделием в зоне обработки; наличием высокой концентрации энергии в точке нагрева и др. Лазерные технологии позволяют осуществлять нагрев металла без его разрушения, включая плавление; разрушение металла путем испарения, резку и сварку металла; прошивку отверстий и т. д. 43 Лазерное излучение в последнее время широко применяется в медицине, в горном деле и в других областях. А там, где возникает необходимость получения химически чистых металлов, специальных сплавов, металлических покрытий или растворения металлов, без электрохимической обработки не обойтись. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №14 ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ЭЛЕКТРОННО-ЛУЧЕВОГО НАГРЕВА Электронно-лучевой нагрев (ЭЛН) широко применяется при обработке тугоплавких и химически активных металлов, сварке, испарении металлов и оксидов, выращивании монокристаллов, металлизации и напылении и т. д. К основным преимуществам электронно-лучевого нагрева можно отнести: возможность в широких пределах плавно изменять удельную энергию в зоне нагрева; большую удельную мощность в месте взаимодействия электронного луча с обрабатываемым изделием или материалом; возможность с помощью магнитной системы управлять пространственным положением луча; возможность использования вакуума как рабочей среды; возможность получения малоразмерной (прецизионной) зоны воздействия электронного луча на обрабатываемый материал. Главными недостатками данного вида нагрева считаются наличие высокого вакуума, сложность изготовления, эксплуатации и высокая стоимость электронно-лучевого оборудования. Электронный луч, используемый в качестве нагревательной установки, представляет собой направленный поток электронов, переносящих свою энергию от излучателя к изделию. Ускоренные электроны, получившие кинетическую энергию, пропорционально их скорости передают ее веществу обрабатываемой поверхности. Ввиду того что электроны отдают свою энергию при столкновении с молекулами и атомами вещества, в рабочей камере должен поддерживаться глубокий вакуум, который необходим и для защиты катода от бомбардировки положительными ионами. Испускаемые катодом электроны получают ускорение в электрическом поле и формируются электромагнитными полями в электронный пучок или луч. 44 Сформированный пучок электронов проходит через рабочую камеру и попадает на поверхность обрабатываемого объекта. Глубина проникновения электронов и протяженность зоны интенсивного выделения тепловой энергии составляет около 10 -6 м и для твердых тел нагрев является поверхностным. Мощность рентгеновского излучения в энергетическом балансе электроннолучевой установки очень мала, однако его биологическое воздействие для человека является опасным. Поэтому при разработке и изготовлении ЭЛУ необходимо предусмотреть мероприятия по защите обслуживающего персонала от рентгеновского излучения. Представляют научный интерес явления, связанные со вторичной эмиссией электронов с бомбардируемой электронным лучом поверхности металла. Так, например, перегретая (на 200-1 000 К) выше температуры плавления поверхность ванны расплавленного металла является мощным источником термоэлектронной эмиссии. Хотя мощность термоэлектронной эмиссии мала, ее ток, поглощаемый стенками камеры, может достигать десятков и сотен ампер. Поэтому заземление электронно-лучевой установки должно быть надежным. Определенная часть электронов луча отражается от поверхности металла и поглощается стенками камеры, что приводит к существенным потерям мощности электронного луча (для легких металлов - 5-10 %, для тяжелых - 15-25 %) и значительно снижает энергетический баланс установки. В рабочей камере электронно-лучевой установки протекают сложные процессы взаимообмена электронов луча с атомами остаточных и выделяющихся во время плавки и нагрева газов, с атомами металлических паров, находящихся над расплавленным металлом, и т. п. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №15 КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ЭЛЕКТРОННОЛУЧЕВЫХ УСТАНОВОК Все конструкции электронно-лучевых установок имеют набор систем, которые сходны по своему назначению и принципу действия. Их можно разделить на два комплекса - энергетический и электромеханический. Энергетический комплекс состоит из электронной пушки с блоками питания и управления лучом. Электронной пушкой является 45 устройство, котором пучок электронов под воздействием электрического и магнитного полей в луч, ускоряемый электрическим полем, выводится через анод и направляется на нагреваемое изделие или поверхность. Одним из главных узлов электронной пушки является катод. Его изготовляют из тугоплавких металлов (W, Та, Мо), оксидов редкоземельных металлов (Zr, La). Катоды прямого нагрева применяются при небольших токах эмиссии (до 20 мА), катоды косвенного нагрева - при больших (до 200 мА). Заданная плотность электронного луча находится путем подбора конфигурации катодного электрода и анода, так как после прохождения анода электроны движутся в пространстве вне электрического поля. Ввиду того что электронный луч обладает объемным пространственным зарядом, в результате столкновения электронов нарушается фокусировка луча. Поэтому после электростатической фокусировки луч дополнительно фокусируется электромагнитной линзой, которая представляет собой катушку в магнитопроводе, запитанную от выпрямителя, обеспечивающего устойчивое напряжение и небольшую пульсацию. Электромеханический комплекс включает вакуумную рабочую камеру, систему позиционирования и перемещения заготовки, систему наблюдения за ходом процесса, систему защиты от рентгеновского излучения. Вакуумная камера является базовым элементом электроннолучевой установки, наиболее важным и сложным узлом электромеханического комплекса. Конструкция определяется видом технологического процесса. Камера должна быть герметичной и механически прочной. Материал, из которого она изготовлена, должен надежно поглощать рентгеновское излучение. Главная функция вакуумной камеры — создание и поддержание в рабочем объеме и в электронной пушке необходимого вакуума. Система позиционирования и перемещения заготовок определяется видом операции. Самым простым устройством, применяемым при электронно-лучевой плавке, можно считать устройство вытягивания слитка. Самые сложные системы бывают задействованы при размерной обработке: они обеспечивают 5—6 видов различных перемещений с очень высокой точностью — в 1—5 мкм. 46 Электронные плавильные установки. Многочисленным семейством электронно-лучевых установок являются плавильные установки, предназначенные в основном для переплавки стали, молибдена, ниобия и других тугоплавких и химически активных металлов. Их мощность варьирует от 50 до 2 000 кВт. Одна из простых схем электронной плавильной установки с кольцевым катодом и автоэлектронным нагревом, в которой анодом является сам расплавляемый металл, представлена на рис. 1.1. Катодом К служит нагретая до 2 500 К током вольфрамовая спираль. Анодом А является расплавляемый электрод и жидкометаллический слой в верхней части слитка, образующегося в кристаллизаторе. Катод окружает молибденовый экран Э, находящийся под тем же потенциалом. Покидающие катод электроны отталкиваются экраном и в виде кольцевого пучка направляются на электрод и в жидкометаллическую поверхность слитка. Нижняя часть электрода расплавляется под ударами бомбардирующих его электронов. Расплавленный металл каплями стекает в ванну. Рис. 1.1. Схема электронно-лучевой установки с кольцевым катодом 47 Рис. 1.2. Схема электронно-лучевой установки с радиальными пушками При изменении положения электрода будет изменяться и количество попадающих на него электронов. Если электрод приподнять так, что прекратится его плавление, тогда металл в ванне будет перегреваться или держаться при неизменной температуре. Установки с кольцевым катодом работают на ускоряющем напряжении от 5 до 15 кВ. Главными их преимуществами являются простота конструкции и высокая проводимость: это позволяет получать в них большие токи пучка при малом напряжении. Их недостатком является нахождение катода в зоне камеры, поэтому при газовыделении с поверхности ванны он оказывается в зоне повышенного давления. Покинувшие катод электроны сталкиваются с атомами газов и ионизируют их. Образующиеся при этом положительные ионы направляются к катоду и адсорбируются на нем, что сильно снижает его эмиссионную способность и сокращает срок службы. По этой причине плавильные электронно-лучевые установки с кольцевым катодом имеют ограниченное применение для переплава металлов с незначительным выделением газа. Электронно-лучевые установки с радиальными пушками (рис. 1.2) в большей мере лишены этого недостатка. В них вокруг электрода по радиусу установлено несколько катодов и анодов с отверстиями, через которые движущиеся электроны проходят к концу электрода и к ванне. В данной конструкции анод отделен от жидкого металла, хотя и тот и другой находятся под одинаковым потенциалом. Анод служит направляющим и формирующим 48 устройством. В этом случае система «анод - катод» соответствует понятию электронной пушки. Блок электронно-лучевой установки, в котором находятся электронные пушки, отделен от плавильной зоны перегородкой с отверстиями для электрода и пучка электронов. Верхняя и нижняя части камеры имеют обособленные системы откачки газов. При чрезмерном выделении газов из ванны некоторая часть паров металла попадает через отверстия в верхнюю камеру и удаляется из нее насосом. Радиальные пушки электронно-лучевой установки работают при низком ускоряющем напряжении (около 15 кВ), поэтому они имеют малую мощность. Один из путей повышения мощности всей электронно-лучевой установки - увеличение количества радиальных пушек. В качестве плавильных установок наибольшее распространение получили электронно-лучевые установки с аксиальными пушками(рис. 1.3). В отличие от радиальной аксиальная пушка дает возможность получить сильно сфокусированный электронный луч. В ней заложено два катода. Основной катод К, изготовленный в виде массивной вольфрамовой пластины специальной формы, разогревается до 2 500 К электронной бомбардировкой от вспомогательного катода К1, который выполнен в виде вольфрамовой спирали, нагреваемой током. Между катодами прикладывается напряжение до 5,0 кВ. Вспомогательный катод подключен к отрицательному потенциалу по отношению к основному, и, следовательно, в данном случае катод является анодом для вспомогательного катода. Анод А имеет специальную форму для создания в зоне между ним и катодом такого электрического поля, которое смогло бы сфокусировать электронный пучок, полностью проходящий через отверстие анода. Минуя анод, электронный луч попадает в лучепровод Л, соединяющий катодную камеру с плавильной, в которой находится переплавляемый электрод 3. Его можно перемещать горизонтально, а также вводить под пучок или выводить из него. При этом часть электронов луча может проходить мимо электрода и попадать на поверхность ванны жидкого металла, находящейся в кристаллизаторе в нижней части камеры. Лучепровод предназначен для защиты катодного узла от прорыва в него газов из плавильной камеры. Для этой цели в лучепроводе предусматривают откачивающий насос. Кроме этого имеются насосы для откачивания газов и паров из катодного узла и 49 рабочей камеры. В луче- проводе производится дополнительная магнитная фокусировка потока с помощью магнитных линз М, поскольку, пройдя через лучепровод, электронный пучок расширяется. Рис. 1.3. Схема электронно-лучевой установки с аксиальной пушкой Электронно-лучевые установки с аксиальными пушками работают при ускоряющем напряжении до 40 кВ. Электронные сварочные установки в отличие от плавильных работают с особо остросфокусированным лучом при ускоряющем напряжении от 70 до 100 кВ. Электроснабжение электронно-лучевой установки. Для работы электронно-лучевой установки применяются высоковольтные источники питания постоянного тока. Они включают повышающие трансформаторы и высоковольтные выпрямители. 50 Из всех конструкций электрических печей электронно-лучевые установки являются самым сложным комплексом электротехнического оборудования. В системах электроснабжения электронно-лучевых установок электрические цепи делят на основные и вспомогательные. Основными считают цепи накала катода, питания преобразователя постоянного тока, а также цепи питания, получения, измерения и контроля вакуума; вспомогательными - цепи фокусировки, отклонения и развертки электронного луча. От работы системы питания электронно-лучевой установки и обеспечения вакуума зависит качество переплавляемого металла. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №16 ПРИМЕНЕНИЕ ЭЛЕКТРОННО-ЛУЧЕВОГО НАГРЕВА Технологические операции электронно-лучевой обработки можно подразделить на четыре группы: плавка (технологические операции плавки в вакууме, локального переплава), испарение (испарение в вакууме, размерная обработка электронным лучом), термообработка (без изменения агрегатного состояния вещества), сварка. Параметры, определяющие размеры участка, обрабатываемого электронным лучом, определяются теплопроводностью и температурой плавления. Плавка электронным лучом в вакууме целесообразна тогда, когда нужно получить сверхчистые металлы. Она имеет преимущества перед плавкой в вакуумных электрических печах других типов, так как позволяет производить рафинирование жидкого металла в кристаллизаторе после прекращения плавления электрода, а также осуществлять другие физико-химические процессы, которые при иных способах плавки не могут проходить полностью или не протекают вовсе. Переплавляемый материал может быть применен в любой форме (шихта, пруток, лом, спеченные штабики, губка). Очень важное значение при электронно-лучевой плавке имеет вакуум: 1)в нем осуществляется интенсивный процесс дегазации, который значительно улучшает механические свойства металла, особенно пластичность. Многие сплавы на основе вольфрама, молибдена, ниобия и других химически активных металлов нашли 51 широкое применение только благодаря тому, что их выплавляют в вакууме; 2) некоторые вредные примеси (нитриды, карбиды, оксиды) при нагреве в вакууме разлагаются, за счет этого осуществляется вакуумное рафинирование переплавляемого металла; 3) во время плавки металла в вакууме постоянно происходит удаление газообразных продуктов из зоны реакции, в результате чего равновесие химических реакций сдвигается вправо, т. е. резко активизируются раскислительные реакции. Этот процесс повышает качество выплавляемого в вакууме металла, существенно снижает в нем количество газов, и в первую очередь кислорода. Различные установки для электронно-лучевой плавки показаны на рис. 1.1—1.3. Схемы электронно-лучевой установки для переплавки металла приведены на рис. 1.4—1.5. Переплавляемый металл в виде порошка, гранул или мелкого металлолома подается в установку, где он обрабатывается одной или несколькими пушками и доводится до нужной кондиции. Рис. 1.1. Схема электронно-лучевой установки для переплавки порошка: 1 — электронная пушка;2 — переплавляемый порошок; 3 — электронный луч; 4 — переплавленный слиток; 5 — водоохлаждаемый кристаллизатор 52 Рис. 1.2. Схема электронно-лучевой установки для переплавки металлолома: 1 — электронные пушки; 2 — электронные лучи; 3 — переплавляемый металлолом; 4 — водоохлаждаемая форма Рис. 1.3. Схема электронно-лучевой установки для выращивания монокристаллов: 1 — электронная пушка; 2 — затравка; 3 — монокристалл; 4 — электронный луч; 5 — расплав переплавляемого материала; 6 — переплавляемый материал; 7 — водоохлаждаемый тигель Особенно эффективна электронно-лучевая плавка при выращивании монокристаллов (рис. 1.4), когда на затравку 2 53 наплавляется материал 5 из тигля 7 и вытягивается с определенной скоростью вертикально вверх с получением монокристалла 3. Часто применяют электронно-лучевую плавку с последующей заливкой в вакууме литейных форм. На специальных электроннолучевых установках для плавки в вакууме при давлении 104—107 Па получают слитки массой до 20 т. Локальный переплав обрабатываемых поверхностей с использованием электронного луча позволяет получать большие скорости кристаллизации металла в зоне плавления. Формирующиеся при этом структуры существенно отличаются от структур, образующихся в обычных условиях: измельчается микроструктура, значительно повышаются пластичность, твердость и износостойкость. Поверхностное оплавление металла называют «облагораживающим»: это позволяет при изготовлении важных конструкций с улучшенными показателями износостойкости применять недорогие исходные металлы и сплавы. Испарение материалов при нагреве в вакууме электронным лучом широко применяют для получения тонких пленок. В отличие от других способов испарения металла, когда энергия подводится к испаряемой поверхности через стенку тигля или высокотемпературный нагревательный элемент, при электроннолучевом испарении идет прямой нагрев поверхности испаряемого металла. Этот способ позволяет испарять материалы из водоохлаждаемых тиглей, что особенно важно при работе с химически активными и тугоплавкими металлами. При электроннолучевом испарении возможно управлять электронным пучком как в пространстве, так и во времени, регулируя при этом интенсивность ввода энергии в испаряемое вещество, влияя тем самым на скорость испарения. Широко применяется электронно-лучевое испарение в микроэлектронике для нанесения нужных металлических покрытий на стальную ленту, для изготовления фольги строго определенного состава. Электронным лучом возможно испарение с последующим осаждением на подложку различных неметаллических материалов: диоксида кремния, оксида алюминия, различных видов стекла. Принципиальная схема электронно-лучевой испарительной установки для нанесения покрытий представлена на рис. 1.5. Из бункера 5 испаряемый материал по желобу 7, приводимому в 54 действие вибратором 6, поступает в водоохлаждаемый тигель 9. Траектория электронного луча 3, получаемого с помощью электронной пушки 1, направляется отклоняющей системой 2 в сторону испаряемого вещества 8. В результате воздействия луча 3 на вещество оно испаряется, частицы пара поднимаются вверх и адсорбируются на поверхности подложки 4, образуя плотную пленку. Отклоняющая система магнитного поля дает возможность располагать электронную пушку 1 в любом месте. Размерной обработкой заготовки электронным лучом получают в ней глухие или сквозные отверстия определенных размеров или заданный контур. Размерная обработка материала основана на том, что при большой удельной поверхностной мощности скорость испарения обрабатываемого материала и давление пара возрастают настолько, что весь жидкий металл с потоком пара выбрасывается из зоны обработки. Дозирование подводимой энергии достигается импульсным воздействием электронного луча на поверхность или его перемещением по ней с расчетной скоростью. На практике выделяют три режима размерной электроннолучевой обработки: 1) моноимпульсный режим - обработка ведется одиночным импульсом; Рис. 1.4. Принципиальная схема электронно-лучевой испарительной установки: 1 — электронная пушка; 2 — отключающая система; 3 — траектория луча; 4 — подложка; 5 — бункер; 6 — вибратор; 7 — желоб; 8 — испаряемое вещество; 9 — тигель 55 2) многоимпульсный режим — отверстие получают воздействием на заданное место заготовки несколькими импульсами; 3) режим обработки с перемещением электронного луча по заготовке с расчетной скоростью. Электронный луч широко применяется при размерной обработке твердых материалов — алмазов, кварца, керамики, кристаллов кремния и германия. Одной из разновидностей размерной электронно-лучевой обработки является перфорация (получение мелких сквозных отверстий) различных материалов. Таким способом изготовляют металлические и керамические элементы фильтров, пористый материал для охлаждения камер сгорания и лопаток турбин. Термообработка при помощи электронного луча заключается в локальном нагреве обрабатываемых участков детали для получения структурных превращений материала. Кроме этого она применяется для отжига материалов в вакууме. Электронно-лучевая сварка — одно из наиболее распространенных применений электронного луча. Тонкий луч электронов, фокусируемый на стыке соединяемых деталей, нагревает их до плавления. Сварочный шов при электронно-лучевой сварке (ЭЛС) получается высокого качества. Количество энергии, необходимое для расплавления материала с применением электронного луча, гораздо меньше, чем при других видах нагрева в процессе сварки. Это объясняется высокой концентрацией энергии в фокусе электронного луча. При электронно-лучевой сварке благодаря высокой концентрации энергии в сварочной зоне сварочный шов имеет форму вытянутого клина с большим отношением длины зоны расплавления к ее ширине. Как правило, глубина проплавления электронным лучом больше ширины шва до 20 раз («кинжальное проплавление»). Установки ЭЛС бывают двух типов: низковольтные с рабочим ускоряющим напряжением до 15-20 кВ и высоковольтные, работающие при ускоряющем напряжении 150-200 кВ. Их конструкции не имеют особых отличий от установок для выполнения других технологических операций. Но всё же есть некоторые конструктивные и схемные особенности. В состав электроннолучевой сварки включают специальное сварочное оборудование: сварочную вакуумную камеру с вакуумной насосной системой, 56 электронную пушку с высоковольтным источником постоянного тока. Вакуумная камера обязательно снабжается вакуумными вводами для передачи разнонаправленных движений, подачи охлаждающей воды, подвода электроэнергии к катоду, магнитным линзам и т. д. В камерах имеются специальные люки для загрузки и выгрузки деталей, а также механизмы и устройства, обеспечивающие технологический процесс сварки. Снаружи ведется наблюдение по приборам для определения степени вакуума в отсеках камеры. В настоящее время электронно-лучевая технология расширяет сферу своего промышленного использования. Обработка тугоплавких и химически активных металлов и сплавов, их сварка, выращивание монокристаллов, металлизация и напыление, размерная обработка заготовок - всё это области применения электронно-лучевого нагрева. Его преимуществами являются: возможность плавно изменять удельную энергию в зоне нагрева; концентрированно выделять большую удельную мощность электронного луча; управлять пространственным положением луча с помощью магнитной системы; использовать вакуум как рабочую среду и др. Обнаруженные новые технологические возможности электроннолучевого нагрева обеспечили ему быстрое развитие. Однако установки электронно-лучевого нагрева не способны передавать лучистую энергию большой мощности на значительные расстояния. В таких случаях прибегают к помощи лазерной техники. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №17 АНОДНО-МЕХАНИЧЕСКАЯ ОБРАБОТКА Заготовку 1 (анод) и режущий диск 2 (катод) включают в цепь постоянного тока; в зазор между ними подают электролит, обычно жидкое стекло (водный раствор силикатов натрия). Под действием постоянного тока в среде электролита происходит анодное растворение обрабатываемого материала, которое приводит к образованию на аноде защитной пленки, тормозящей дальнейшее растворение. Механическое воздействие диска снимает эту пленку, обеспечивая непрерывность электрохимического растворения и интенсифицируя его. В момент срыва пленки происходят 57 электрические разряды между выступающими неровностями анода и катода, приводящие к электроэрозионному разрушению выступающих участков. Все три процесса — электрохимическое растворение, механическое и электроэрозионное разрушение — тесно связаны между собой, образуя единый процесс анодно-механического резания. При черновой анодно-механической обработке, выполняемой при больших плотностях тока, основное значение играет тепловое электроэрозионное воздействие, приводящее к интенсивному снятию материала срезаемого слоя в результате плавления и взрывообразного испарения металла в среде рабочей жидкости. Процесс анодного растворения в этом случае необходим только для образования защитной пленки, которая обеспечивает концентрацию дуговых разрядов на вершинах микронеровностей и препятствует развитию дугового разряда. Механическое воздействие обеспечивает вынос продуктов разрушения из рабочей зоны. Режимы АМО определяются электрическими параметрами — плотностью тока, напряжением и механическими параметрами — давлением инструмента на обрабатываемую поверхность, скоростью относительного движения. Кроме того, к ним относятся вид, способ подачи электролита, его расход и давление. Анодно-абразивное шлифование (ААШ), или анодномеханическое шлифование, является чистовым и вместе с тем высокопроизводительным методом анодно-механической обработки. Круг для анодно-механического шлифования состоит из абразивных зерен, связки и электропроводного наполнителя. Обычно его 58 изготовляют из электрокорунда и зеленого карбида кремния на бакелитовой связке; электропроводность достигается добавкой графита, пропиткой круга расплавленным свинцом или использованием специальных стальных или медных дисков. Электролиты представляют собой водные растворы калиевой или натриевой селитры с добавками нитрита натрия в качестве ингибитора коррозии. Таким электролитом является, например, водный раствор, содержащий 10% KN03 и 0,5% NaN02. Достоинством ААШ по сравнению с обычным шлифованием является отсутствие значительного тепловыделения, поэтому в поверхностном слое не возникают значительные структурные превращения и внутренние напряжения. Работоспособность шлифовального круга поддерживается его самозатачиванием в процессе обработки, которое происходит вследствие выкрашивания выступающих или сильно изношенных абразивных зерен, а также разрушения связки наполнителя при электрических разрядах. Эти процессы обусловливают получение низкой шероховатости поверхности, чему значительно способствует анодное растворение выступающих шероховатостей поверхности. Давление круга на обрабатываемую поверхность является одним из важнейших параметров ААШ, так как оно определяет степень внедрения режущих зерен и величину зазора. Электроалмазное шлифование применяют для кольцевого сверления отверстий в заготовках и их дальнейшей расшлифовки. Инструментом при электроалмазном сверлении служат кольцевые сверла 2 с алмазоносным слоем, получаемым. методами спекания, экструзии гальваностегии или гальванопластики на металлокерамической, литой, высокопористой, твердосплавной или электролитической связках с алмазами зернистостью 16—40, 100— 200процентной концентрации. Для получения сквозных отверстий наиболее целесообразны тонкостенные (0,30,5 мм) алмазные сверла, позволяющие получать при осевом усилии 10—20 кгс высокие давления (до 100 кгс/см2) и плотности тока (несколько сот ампер на 1 см2). При интенсивной прокачке электролита в этом случае получают высокую производительность. Для получения глухих отверстий используют кольцевые сверла с большей толщиной алмазоносного слоя или специальные сверла с каналами для подачи электролита в рабочий зазор. 59 Анодноабразивное хонингование (ААХ) является разновидностью отделочной анодноабразивной обработки электронейтральным инструментом. Оно осуществляется по схеме обычными хонинговальными головками с подачей электролита и электрического тока в зону обработки. Источниками тока в этом случае служат низковольтные генераторы постоянного тока, селеновые и другие типы выпрямителей. При обработке абразив последовательно удаляет оксидный слой, образующийся при электрохимическом растворении; вследствие механического воздействия этот процесс позволяет избежать формирования пассивных слоев, играющих основную роль при обычной электрохимической обработке. По этой причине метод электрохонингования не требует использования электролитов, вызывающих сильную коррозию. Вследствие резкого снижения удельного веса механического воздействия детали, обработанные этим методом, имеют поверхностный слой, свободный от внутренних напряжений. Электрохонингование является более производительным методом по сравнению с обычным хонингованием. Так, при обычном хонинговании скорость съема чугунных гильз цилиндров малолитражных двигателей равна 0,030,04 мм/мин по диаметру, при электрохонинговании — 0,22 мм/мин; чистота поверхности 8—10го классов. 60 Анодно-механическое полирование производят специальной золовкой, несущей полировальники и совершающей вращательное и возвратно-поступательное движения. Полировальники изготовляют из мягких пород дерева, пластмасс или абразивных брусков. Зазор между головкой и заготовкой заполняют электролитом с высокодисперсным абразивным порошком, находящимся во взвешенном состоянии. Электролитол являются водные растворы солей серной, азотной, соляной и других кислот, а абразивным порошком — окиси хрома или алюминия. Сглаживание шероховатостей происходит путем формирования на выступах пассивной пленки с последующим ее механическим удалением под воздействием полировальников и абразивного порошка. Вид электрического тока при анодно-механической обработке определяет производительность обработки. При постоянном токе она возрастает по сравнению с переменным примерно в 2 раза. Применение пульсирующего тока, т. е. однофазного переменного тока после двухпериодного выпрямления, повышает, производительность по сравнению с постоянным на 20—30%. Алмазокатодная обработка выполняется алмазными кругами на металлической связке; в отличие от электроалмазной она выполняется с наложением тока обратной полярности, т. е. круг является анодом, заготовка — катодом. Высокая эффективность процесса обеспечивается непрерывным анодным растворением тонкого слоя металлической связки круга, благодаря чему обнажаются алмазные зерна. Это обеспечивает непрерывное образование зазора между связкой круга и обрабатываемой поверхностью и устраняет засаливание круга. Алмазокатодный способ успешно используется при затачивании многолезвийных инструментов и твердосплавных пластинок площадью контакта менее 100 мм2. При электроабразивной обработке, использующей прямую полярность, происходит постепенное снижение производительности затачивания. Наоборот, при алмазокатодной обработке съем остается все время постоянным и равным 8 г/мин (141—160 мм3/мин), т. е. находится на уровне максимального съема при работе с прямой полярностью. 61 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №17 СВЕРХСКОРОСТНОЕ РЕЗАНИЕ По мере роста применяемых в настоящее время скоростей резания тепловые условия износа инструмента непрерывно ухудшаются. Поэтому допустимые значения температуры — красностойкость инструмента — определяют допустимые значения скорости резания. Это объясняется тем, что по мере роста скорости резания и определяемой ею скорости деформации материала срезаемого слоя работа пластической деформации уменьшается, а следовательно, уменьшается и количество тепла, выделяемого на единице пути движения резания. Однако благодаря повышению скорости движения количество тепла, выделяющегося в единицу времени и определяющего стойкость инструмента, возрастает. Идея сверхскоростного резания заключается в переходе на обработку резанием с особо высокими скоростями; в этом случае начиная с некоторого критического значения, происходит снижение температуры, т. е. температурные условия работы инструмента становятся аналогичными его работе в условиях обычно принимаемых скоростей резания. Это объясняется тем, что начиная с критических значений скоростей резания и соответствующих им скоростей деформации характер протекания процесса стружкообразования качественно изменяется — отделение материала срезаемого слоя происходит в результате не пластического, а хрупкого разрушения. Как известно, энергия, потребная на хрупкое разрушение, намного меньше энергии, необходимой для пластического разрушения. Поэтому этот вид разрушения характеризуется значительно меньше тепловыделением и определяет возможность практического осуществления сверхскоростного резания, обеспечивающего коренное повышение производительности. Кроме того, при резании с высокими скоростями деформации происходит освобождение накопленной в процессе деформирования потенциальной энергии, что понижает сопротивление деформированию вследствие внутреннего разогрева металла. В этом случае также наблюдается локализация пластической деформации в малых объемах, а также интенсивный разогрев контактных слоев, приводящий к снижению сил трения. Все изложенное приводит к тому, что при сверх высоких скоростях 62 резания получаются те же температуры в зоне резания, что при обычных скоростях резания. Правильность рассмотренной теоретической зависимости температуры резания от скорости подтверждается рядом экспериментов, выполненных как в нашей стране, так и за рубежом. Сверхскоростное резание осуществляется на весьма высоких скоростях резания; например, для сверх скоростного резания чугуна быстро режущим инструментом необходимая скорость резания составляет 750 м/сек. Для перевода отожженной стали в хрупкое состояние необходима скорость деформации 3000 м/сек. Повышение красностойкости инструментальных материалов, т. е. повышение допустимых температур в зоне резания, сужает размеры зоны катастрофического теплового износа инструмента, следовательно, повышает допустимые скорости при обычном резании и снижает предельные скорости сверхскоростного резания. В качестве энергии для осуществления сверхскоростного резания используют взрывчатые вещества, сжатый газ, мощный искровой разряд, сжигаемые газы, магнитные поля высокой плотности, а также обычные электрические двигатели. Подробные исследования сверхскоростного резания выполнены посредством использования для задания движения резания метательной энергии взрывчатого вещества. На жестком металлическом основании смонтирована винтовка. Обрабатываемые образцы диаметром 7,62 мм и длиной 30 мм вставляют в винтовочный патрон вместо пули. 63 При выстреле они пролетают между двумя резцами, которые срезают с них стружку. После этого образцы попадают в ящик с листами войлока 4 и тормозятся в неповрежденном виде. Образцы двигаются по гладкому каналу ствола без вращения. Срезанная стружка улавливается специальными карманами, помещающимися внутри резцедержателя; наличие в карманах ваты предохраняет влетающую стружку от дополнительной деформации. Обработка производилась со снятием малых толщин среза. При испытаниях получена зависимость силы резания от скорости, аналогичная зависимости температур от скорости резания. Сила резания с ростом скорости сначала несколько увеличивается, при этом ее величина значительно меньше величины силы резания при обычном резании. Дальнейшее повышение скорости резания ведет к уменьшению силы. Относительная деформация стружки и микротвердость, начиная со скорости 6000 м/мин, остаются неизменными. По зарубежным данным, угол сдвига в этом случае становится больше 45°, т. е. стружка полу чается тоньше, чем толщина среза. Характерной особенностью износа резца является концентрация температур только в его поверхностном слое толщиной до 5 мкм, температура на расстоянии 4,8 мм от режущей кромки составляет всего 276° С. При испытаниях хорошую стойкость показывают инструменты из быстро режущей стали. Улавливание обработанного образца производился с помощью бункера с паклей, отстоящего от выходного среза трубы на расстоянии 20 м. Инструментом служат цельные резцы из стали Р18, обеспечивающие получение на заготовке шпоночного паза. Подобная установка позволяет подбирать оптимальные условия сверхскоростной обработки в широком диапазоне режимов резания. Для практического использования она непригодна ввиду ограниченности номенклатуры обрабатываемых деталей. Для освоения этого метода в производственных условиях в МВТУ им. Баумана создана малогабаритная установка для обработки сквозных отверстий, пазов и шлицев любой формы на наружных и внутренних поверхностях; при этом внешние очертания обрабатываемой детали могут быть любыми. В установке, в качестве энергии для сверхскоростного резания используют обычный охотничий патрон; можно применять также взрыв бензина, пневматические и другие источники энергии. Применение энергии метательных взрывных средств обеспечивает большую простоту 64 конструкции установки, меньшие габариты и вес при достаточно больших полезных усилиях. Установки такого типа легче механизировать и автоматизировать; они более безопасны в эксплуатации. Конструктивно установка оформлена следующим образом: в корпус трубы помещена гильза, которая закрывается крышкой. Труба через резьбовый переходник вворачивается в рабочий цилиндр. В цилиндре помещен подвижный поршень, уплотненный четырьмя поршневыми кольцами: В дне поршня имеется резьбовое отверстие для соединения ползуна с различными рабочими инструментами — в данном случае резцедержателем. В гнезде резцедержателя крепится резец двустороннего резания. Резец своими передними гранями лежит на кольцевой заготовке, устанавливаемой внутри корпуса. Заготовка расположена на подкладках. Для смягчения удара резцедержателя в конце рабочего хода о стол пресса под резцедержатель положена резиновая шайбабуфер. Резьбовые соединения трубы с переходником и переходника с цилиндром герметизированы свинцовыми прокладками. В трубе предусмотрено отверстие для отвода пороховых газов, компенсирующее ошибки расчета навески пороха. Инициирование заряда производят электрозапалом. В полость рабочего цилиндра заливают жидкость (воду, масло индустриальное, водомасляную эмульсию), являющуюся средой, передающей энергию выстрела. Между уровнем газоотводного отверстия и уровнем жидкости помещен резиновый поршенек; на него непосредственно действуют пороховые газы. Помимо энергии взрывчатых веществ в практике производства применяют также мощное электромагнитное поле и пневматику. Известны схемы, использующие для сверхскоростного резания двусторонне действующую воздушную подушку. Подобные же установки используются в производственных условиях за рубежом. В США выпускается портативное ручное пневмогидравлическое ружье для протягивания отверстий в листовых деталях самолетов взамен ручного развертывания. Работа цилиндра осуществляется передвижным стандартным преобразователем давления; он заправляется воздухом из заводской сети. Протягивание отверстий при помощи ружья характеризуется высокими производительностью и точностью обработки, а также низкой шероховатостью поверхности. 65 Все эти схемы построены на поступательном характере движения резания. Получение необходимых скоростей на обычных станках при вращательном характере движения резания пока является не всегда возможным из-за трудностей тщательной балансировки. В настоящее время в связи с ростом скоростей вращения шпинделей станков появились станки, допускающие высокие скорости резания. Так, например, выпускаются станки со скоростью вращения 10 000— 15 000 об/мин. В ближайшее время будут широко освоены еще более высокоскоростные станки, например с воздушной подушкой. Все это создает техническую основу для промышленного освоения сверхскоростного резания и ставит задачу широкой теоретической и экспериментальной разработки и практического внедрения этого качественно нового и высокопроизводительного метода резания труднообрабатываемых материалов. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №18 ОБРАБОТКА РЕЗАНИЕМ С ВИБРАЦИЯМИ Применение вибрации при резании может изменять: характер процесса резания, превращая его. из непрерывного в прерывистый, сопровождающийся периодическим выходом режущего клина инструмента из обрабатываемого металла; физическую картину превращения отдельных элементов срезаемого слоя в стружку при том же характере протекания обработки (непрерывном или прерывистом), т. е. воздействовать на процесс стружкообразования. Эти изменения могут касаться или непосредственно основных физических процессов (стружкообразование, пластическое деформирование, разрушение обрабатываемого материала, трения на контактных поверхностях), или только механики формирования отдельных элементов стружки. Иногда наличие вибраций не изменяет процесса стружкообразования относительно обычного резания, а приводит к тому, что формирование отдельных элементов стружки по ее длине происходит при несколько различных скоростях и рабочих углах резания. В этом случае существенных изменений ни в характере процесса резания, ни в механике формирования отдельных элементов стружки, т. е. в целом в процессе резания, не происходит. Резание с вибрациями резко увеличивает эффективность воздействия СОЖ, особенно если наложение колебаний изменяет, характер резания с непрерывного на прерывистый. Это объясняется 66 прежде всего надежным периодическим омыванием режущего клина, происходящим во время выхода инструмента из обрабатываемого материала. Выбор принципиальной схемы конструкции вибросуппорта определяется его назначением, т. е. технологическими задачами применения резания с вибрациями. Для осуществления резания с вибрациями как средства стружкодробления необходимы низкочастотные вибраторы, поскольку при принятых сейчас скоростях резания (до 200 м/мин) для получения стружки длиной 10—20 мм (учитывая усадку стружки) достаточно иметь частоту вынужденных колебаний не более 50 гц. Для этой цели можно применять механические (центробежные или эксцентриковые), пневматические и гидравлические вибраторы. Часто применяют вибросуппорты, в которых необходимое колебательное движение резца в направлении подачи задается от шпинделя станка через систему шестерен или от специального электромотора через эксцентрик. Более долговечной и мощной является конструкция гидравлического вибросуппорта. В этом случае вращение от шестеренчатого гидродвигателя передается на управляющий золотник; он задает параметры движения силового цилиндра, связанного с подвижной кареткой суппорта станка. Частота вибраций регулируется дросселем, изменяющим расход жидкости через шестеренчатый гидродвигатель амплитуда — 67 изменением плеча кривошипа. Для осуществления вибрационного резания в целях улучшения обрабатываемости материалов необходимо применять вибраторы с высокой частотой задаваемых колебаний. Изменение скоростей резания при этой схеме обработки с вибрациями крайне мало, глубина резания остается неизменной истинный вектор скорости резания является суммой вектора скорости равномерного вращательного движения, вектора подачи 5 мин и вектора скорости колебательного движения. Вектор скорости при точении с вибрациями изменяет свое положение с частотой, равной частоте задаваемых вибраций. Эти изменения существенно влияют на величину рабочих углов резания. Частоту колебаний, обеспечивающую надёжное стружкодробление, определяют следующим образом. Направление подачи условно дано горизонтально, поскольку фактический угол наклона движения вершины резца крайне мал, так как величина скорости подачи намного меньше скорости резания. Развертки представлены для целого ряда случаев соотношений величины периметра обрабатываемой детали и длины волн целого числа периодов задаваемых колебаний. Освоение метода вибрационного точения показало, что если вопросы надежного стружко-дробления и точности решаются практически достаточно легко и надежно, то вопрос обеспечения высокого класса чистоты поверхности требует особого внимания. Проследим за геометрической картиной образования шероховатостей. Вибрационное сверление обычно осуществляют с осевыми колебаниями; оно дает существенное улучшение обрабатываемости. Это происходит прежде всего вследствие надежного измельчения стружки. Как известно, для рационализации операций сверления удаление образующейся стружки является решающим фактором. Так, например, для сверления отверстий 0 1,52,5 мм в деталях из нержавеющей стали и жаропрочных сплавов обычно используют настольно сверлильные станки с ручной подачей. Стружка при сверлении, образующаяся в виде ленты, с большим трудом идет по винтовым канавкам и вызывает периодическое образование пробок, что приводит к необходимости периодического вывода сверла из отверстия в процессе обработки. Применение принудительного механического привода вызывает массовые поломки сверл, что 68 делает невозможным автоматизацию этих трудоемких и широко распространенных операций. Использование метода вибрационного сверления этих сталей позволило получить мелкодробленую стружку удобной для удаления формы и благодаря Этому установить механический привод на подачу. Вместе с возможностью автоматизации внедрение станка для вибрационного сверления отверстий 0 — 1,5 мм в деталях из нержавеющей стали позволило увеличить производительность обработки в 2,5 раза и стойкость инструмента в 3 раза при общем улучшении экономических показателей процесса. Практическое осуществление метода вибрационного сверления в станке конструкции МВТУ им. Баумана производится путем задания электродинамическим вибратором колебаний упругой системе вибратор — шпиндель — сверло в направлении подачи сверла, т. е. вдоль оси вращения. Таким образом, процесс резания осуществляется по схеме вращение — вибрации в осевом направлении — подача сверла; обрабатываемая деталь неподвижна. Сверление глубоких отверстий вызывает в производственных условиях особые затруднения; значительную рационализацию операций глубокого сверления получают при использовании метода вибрационного резания с заданием вынужденных колебаний в осевом направлении Станок выполнен по схеме горизонтального сверления. Деталь вращается в патроне шпинделя, а сверло закреплено в суппорте на штоке механогидравлического вибросуппорта. Таким образом, оно имеет равномерное движение подачи и вибрирует. Обработку проводят сверлами для глубокого сверления одностороннего резания с внутренним подводом жидкости и наружным отводом стружки, оснащенными пластинкой твердого сплава ВК8; материал корпуса сверла Р9, Р18 или У8А. Применение метода вибрационного резания в сочетании с использованием твердосплавного инструмента и подачи СОЖ под высоким давлением непосредственно в зону резания позволяет повысить производительность на операции сверления отверстий диаметром 4,5 мм в сплаве ЭИ827 на глубину 35 мм в 4—5 раз и резко сократить расход инструмента. Идея использования тангенциальных вибраций как наиболее эффективных для улучшения обрабатываемости материалов резанием вследствие совпадения их направления с направлением скорости резания была выдвинута В. JI. Татариновым, Н. И. Самокатовым и Д. 69 Н. Дубасовым еще в 1909 г. и рассматривалась в ряде последующих работ. Метод обработки резанием с тангенциальными вибрациями показал положительные результаты как в производственных (вибропилы, виброножницы), так и в лабораторных условиях при точении, развертывании, нарезании резьб, шлифовании и абразивной заточке инструмента. Вибрационные ножницы широко применяют для раскроя листового материала. Они бывают с вертикальным и качающимся движением верхнего ножа. В качестве инструмента используют верхние и нижние ножи из стали Р18 (HRC 6364) с наклонными режущими кромками. Использование автоколебаний, обусловленных процессом резания, для улучшения обрабатываемости или дробления стружки является новым средством рационализации операций механической обработки. В этом случае отпадает необходимость наличия специального энергетического источника колебаний — маслонасосной станции, электромотора, ультразвукового генератора. Опоры качения применены для уменьшения потерь на трение при колебаниях. Роль упругого звена в автоколебательном вибросуппорте выполняет пластинчатая пружина. Ограничение амплитуды колебаний достигается за счет нелинейной характеристики рабочей пружины и обеспечивается наличием зазора и одностороннего упора. Регулирование вибратора по амплитуде осуществляют путем изменения жесткости пружины. Вибратор имеет две регулировки по частоте: грубую — сменой пластинчатой пружины и точную — изменением массы качающейся части и регулировкой положения упора. Промышленный вариант вибросуппорта сделан по люлькообразной схеме качания, т. е. ось качения не вертикальна, а горизонтальна. Это создает большую жесткость суппорта по осям у и z. Описанная конструкция автоколебательного вибросуппорта обеспечивает при резании следующие диапазоны изменения параметров вибраций: амплитуды 0,1 —1,5 мм, частоты 20—100 гц\ обработка с его использованием дает надежное дробление стружки, сохраняет точность обработки, что и при обычном точении. Чистота поверхности получается 4—5го классов, что делает пригодным этот метод для чернового и чистового точения. Стойкостные испытания показали, что вибрации, полученные с помощью автоколебательного вибросуппорта, не увеличивали выкрашивания твердосплавного инструмента. Критерием снятия 70 резца со станка являлось прекращение вибраций из-за увеличенного трения инструмента вследствие износа его задней грани. В связи с этим было принято новое понятие — стойкость вибродробления. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №19 УЛЬТРАЗВУКОВОЕ РЕЗАНИЕ МЕТАЛЛА Ультразвуковые колебания наиболее широко применяют для размерной обработки твердых и сверх твердых материалов по любому сложному профилю, для очистки, пайки, дефектоскопии и других технологических процессов, а так же для улучшения процессов обработки резанием. Ультразвуковыми называют упругие механические колебания с частотой, равной или выше 16418 кгц; верхний предел частоты ультразвуковых колебаний близок к 2000 Мгц. Основными источниками ультразвуковых колебаний являются магнитострикционные и пьезоэлектрические преобразователи электрического тока повышенной частоты в механические колебания. Явление магнитострикции заключается в том, что некоторые материалы — никель, пермендюр (45% Со, 49% Fe) —значительно изменяют свои линейные размеры в магнитном поле. Поэтому стержень, помещенный в переменное магнитное поле, будет колебаться с удвоенной частотой поля. Для уменьшения потерь на вихревые токи и гистерезис вибратор изготовляют в виде пакетов из тонких пластин. Типовая конструкция магнитострикционного вибратора. Он состоит из пакета пластин О-образной формы толщиной 0,1-0,2 мм, изготовленных из материала, изменяющего свои размеры в магнитном поле (отожженные и оксидированные листы никеля, феррокобальта — сплава К50Ф2, так называемого пермендюра, ферроалюминия — сплавы Ю10, Ю14), и катушки, по которой протекает электрический ток ультразвуковой частоты, вырабатываемый специальным ультразвуковым генератором УЗГ. Для охлаждения магнитостриктора в него подается по трубке вода. Амплитуда колебаний торца магнитостриктора мала (5— 10 мкм); для ее увеличения используют трансформатор амплитуды— волновод в виде стержня с переменным по длине сечением; обычно он имеет форму простого или экспоненциального конуса; он увеличивает амплитуду колебаний до 30—80 мкм. К волноводу крепится или изготовляется за одно целое с ним инструмент. 71 Следует учитывать, что среда, в которой происходит распространение колебаний, поглощает часть их энергии; последняя переходит в тепловую энергию, а также расходуется на изменение структуры вещества. Жидкость при ультразвуковой размерной обработке выполняет следующие функции: обеспечивает непрерывную подачу абразива в рабочий зазор и выносит оттуда частицы снятого металла и отработавшего абразива; охлаждает в зоне обработки инструмент и поверхность заготовки; создает акустическую связь в цепи инструмент— абразив — заготовка. Этим требованиям в первую очередь отвечает вода, обладающая высокими смачивающей способностью и плотностью, небольшой вязкостью и высокой теплопроводностью. Ультразвуковая обработка в абразивной суспензии представляет собой процесс, в котором инструментом служат взвешенные в жидкости абразивные зерна, попадающие в рабочий зазор и получающие необходимую энергию от вибрирующего торца ультразвукового вибратора. Различают два вида ультразвуковой обработки в абразивной суспензии; свободно направленным абразивом и размерную ультразвуковую обработку. Ультразвуковую обработку заготовки по первой схеме производят инструментом, совершающим высокочастотные возвратно-поступательные движения малой амплитуды от волновода, соединенного с 72 магнитостриктором охлаждение производится водой, имеющей расход. В зону резания непрерывно поступает суспензия в виде абразива в жидкости, обычно вода, с концентрацией абразива примерно 50% по весу. В качестве абразива применяют карбид бора, карбид кремния и корунд. Эту схему используют для притупления острых граней, снятия заусенцев и матового полирования мелких деталей. В этом случае торец волновода удален от детали и разрушение материала срезаемого слоя происходит от воздействия свободно взвешенных абразивных частиц, обусловленного явлением кавитации — распространением ультразвуковых волн в жидкости, несущей абразив. Распространение ультразвуковых колебаний в жидкости сопровождается периодически повторяющимися процессами ее сжатия и разряжения. В момент разряжения происходят местные разрывы сплошности жидкости, приводящие к образованию пузырьков, заполненных парами жидкости и воздуха. В момент сжатия пузырьки разрываются, что вызывает сильные гидравлические удары; при этом величина давления превышает 1000 атм. Процесс кавитации — возникновение и исчезновение пузырьков — сопровождается также появлением электрических разрядов, при которых стенки пузырьков заряжаются отрицательно, а капельки в них — положительно. Увеличение температуры жидкости приводит к повышению давления паров и газов, заполняющих пузырек, и возрастанию количества зарождающихся кавитационных пузырьков. Эти явления используют также при травлении, очистке и обезжиривании деталей, приготовлении тонких суспензий. В рабочий зазор, т. е. в пространство между колеблющимся торцом инструмента и заготовкой, подается взвешенный в жидкости (обычно воде) абразив (карбид бора). Такую схему применяют при обработке штампов для мелких деталей, изделий из хрупких материалов (стекла, керамики, кварца, титана, бария), волочильных фильер, получения отверстий любой формы в стальных цементированных и азотированных деталях. Инструмент делают из вязких и ковких материалов, обычно из стали 40 или 50; в отдельных случаях для снижения износа — из нержавеющей стали. Конструкция инструмента должна быть прочной и жесткой для прохода абразива в зону резания он имеет полость и канавку. Во избежание появления вредных поперечных колебаний центр тяжести его должен находиться на оси головки. Конструкции 73 волновода и инструмента зависят от подводимой мощности и вида упругой системы. Режимы ультразвуковой обработки определяются принимаемым механизмом снятия материала. Вначале ультразвуковую обработку проводили на режимах, обеспечивающих такой механизм снятия материала заготовки, при котором решающее значение имели удары многочисленных свободно взвешенных частиц абразива, получающих высокие ускорения при встрече с вибрирующим торцом инструмента, и бурная кавитация жидкости, приводящая к эрозионному разрушению. Производительность такой обработки невелика—10—102 мм3/мин. Производительность ультразвуковой обработки в 1959 г. рядом работ советских ученых была доведена до 103-104 мм3/мин в результате введения механизма хрупкого разрушения обрабатываемого материала под ударным воздействием непосредственно торца инструмента по выступающим в момент удара частицам абразива, лежащим в один слой. Разрушение материала происходит под воздействием целой серии импульсов, от которых вначале возникает сетка трещин, приводящая к выколу крупной частицы; в дальнейшем она дробится. Одновременно происходит дробление и абразивных зерен, их выравнивание по размерам, что снижает производительность. Поддержание максимального уровня производительности требует поступления в рабочий зазор новых порций абразива. Производительность ультразвуковой обработки зависит от величины механического импульса, сообщаемого зернам абразива, и их распределения в рабочем зазоре. При определенных режимах устанавливается равновесие между количеством разрушенных и поступающих частиц. Возрастание в этом случае механического импульса при увеличении амплитуды колебания (динамической нагрузки) или силы прижима (статической нагрузки) вызывает, с одной стороны, повышение интенсивности разрушения, а с другой— ее снижение вследствие сильного измельчения рабочих зерен. Таким образом, для данных условий обработки всегда существуют оптимальные значения амплитуды вибраций и силы прижима. 74 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №20 ВЫСОКОСКОРОСТНАЯ ОБРАБОТКА Теоретическим обоснованием высокоскоростной обработки являются так называемые кривые Соломона (рис. 1), которые показывают снижение сил резания в некотором диапазоне скоростей. Но наиболее важным фактором здесь является перераспределение тепла в зоне резания. При небольших сечениях среза в данном диапазоне скоростей основная масса тепла концентрируется в стружке, не успевая переходить в заготовку. Именно это позволяет производить обработку закаленных сталей, не опасаясь отпуска поверхностного слоя. Отсюда следует основной принцип ВСО: малое сечение среза, снимаемое с высокой скоростью резания, и соответственно высокие обороты шпинделя и высокая минутная подача (рис. 2). Есть даже рекомендация, что глубина резания не должна превышать 10% диаметра фрезы. Но с разработкой новых многозубых фрез для черновой обработки закаленных сталей изготовители инструмента рекомендуют традиционные глубины резания при сохранении малых шагов (рис. 3). В этом случае можно говорить о тонких сечениях среза. Имея возможность вести лезвийную обработку закаленных сталей, можно обеспечить качество поверхности, соизмеримое с электроэрозионной обработкой. Это позволяет пересмотреть структуру производственного процесса изготовления формообразующих элементов пресс-форм и штампов (рис. 3). 75 Рис. 2. Режимы резания для традиционной и высокоскоростной обработки Закалка Чернова* Получистовая Чистовая Полииовка Рис. 3. Упрощение производственного процесса изготовления формообразующих элементов оснастки (пресс-формы, штампы)при использовании ВСО Главный эффект ВСО заключается не в сокращении машинного времени за счет интенсификации режимов резания, а в общем упрощении производственного процесса и в повышении качества обработки. Условием успеха в высокоскоростной обработке может стать правильный выбор всех составляющих факторов, участвующих в этом процессе: станок, система ЧПУ, режущий инструмент, вспомогательный инструмент с системой закрепления инструмента, система программирования, квалификация технолога программиста и оператора станка с ЧПУ. Пренебрежение хотя бы одним из этих составляющих способно свести на нет все предыдущие усилия. Станок Современный станок для ВСО имеет скорость вращения шпинделя 12_25 тыс. оборотов в минуту и оснащен средствами температурной стабилизации шпинделя. Некоторые фирмы предлагают станки со скоростью вращения до 40 тыс. оборотов в минуту. Скорости подач 40_60 м/мин, скорость быстрых перемещений — до 90 м/мин. Станки отрабатывают малые перемещения (от 5 до 20 мкм) и имеют повышенную жесткость и температурную компенсацию. Именно прогресс в области станкостроения позволил осуществить ВСО. Ограничителем ВСО может стать система ЧПУ, если она не имеет высокой скорости 76 обработки кадров. Для достижения высокого качества поверхности программа для ВСО содержит очень малые перемещения. Так, например, во время отработки технологии высокоскоростной обработки на фирме Delcam был отмечен дефект в виде периодических следов остановки фрезы (рис. 5) на станке Matsuura MC_800VF (выпуска 90_х годов) с системой ЧПУ Yasnac i80M. Анализ программ (рис. 6) показал, что система ЧПУ не успевает отрабатывать кадры программы при заданной подаче. Максимальную подачу, которую способна обеспечить система ЧПУ, можно определить по формуле: Fmax = (Длина перемещения в кадре) / (Время обработки кадра) * 60 Из приведенного отношения следует, что при перемещениях 0,01 мм и времени обработки кадра 2 мс максимальная подача ограничена значением 0,3 м/мин. Перевод обработки на более современный станок Bridgeport снял эту проблему. Современная система ЧПУ должна «смотреть вперед» со скоростью от 100 до 200 кадров в секунду, чтобы успеть сделать расчеты для торможения на подходе к углу и разгона после поворота. Рис. 5. Следы фрезы в местах остановки Рис. 6. Траектория инструмента при зачистке Режущий и вспомогательный инструмент Следующий фактор — режущий и вспомогательный инструмент. Ведущие инструментальные фирмы предлагают сегодня 77 широкую гамму фрез для ВСО с подробными рекомендациями по областям их применения и режимам резания. Разрабатываются новые мелкодисперсные сплавы, способные надежно работать на высоких скоростях. Более важно обратить внимание на системы вспомогательного инструмента, которые обеспечивают крепление фрез. В связи со снижением сил резания в процессе ВСО на первый план выходят другие факторы, такие как величина биения фрезы, вибрации. Например, удвоение скорости резания увеличивает центробежные силы вследствие дисбаланса инструмента более чем в 4 раза, и эти силы становятся соизмеримыми с силами резания. Биение инструмента сильно влияет на износ. Это подтверждают данные экспериментов (рис. 7), где на графике видна практически линейная зависимость износа от биения при высоких скоростях резания. Таким образом, ВСО требует особого внимания к балансировке инструмента. Для этого могут использоваться специальные патроны с возможностью балансировки или сбалансированные оправки для термозажима (рис. 8). Рис. 7. Влияние биения на износ инструмента Рис. 8. Оправки для термозажима инструмента Условия обработки С учетом того, что ВСО ставит задачу обеспечения высокого качества обрабатываемой поверхности, дополнительное внимание следует уделить подбору режимов резания с точки зрения нахождения зон, где отсутствуют вибрации. Например, на рис. 9 показаны зоны вибрации с различным числом волн N между зубьями фрезы в зависимости от глубины и скорости. Практически для 78 каждой комбинации СПИД (станок-приспособление- инструментдеталь) придется находить стабильные зоны, и в связи с отсутствием отработанных рекомендаций их придется экспериментальным путем искать непосредственно на станке. Наиболее склонны к вибрации коневые фрезы с нулевым радиусом скругления. Для уменьшения вибраций следует выбирать фрезы с закругленной режущей кромкой. Интересный эффект увеличения стойкости инструмента при ВСО наблюдается при сравнении способов охлаждения (рис. 10). Как показывает график, наибольшая стойкость наблюдается при использовании обдува. скорость вращения шпинделя об/мин Рис. 9. Зоны вибраций при фрезеровании в зависимости от глубины резания и скорости резания Длина резания Рис. 10. Влияние методов охлаждения на износ инструмента Поскольку тепло концентрируется в стружке, ее надо просто быстро удалить из зоны резания. Низкая стойкость инструмента при охлаждении объясняется главным образом выкрашиванием, что обусловлено циклическими термическими нагрузками на режущую кромку инструмента. Постоянная тепловая нагрузка, даже на относительно высоких температурах, лучше, чем меняющаяся циклическая нагрузка. Все вышеперечисленное относится к технической стороне ВСО. 79 САМ-система Приобретение станка, инструмента и организация контроля качества наладки инструмента и станка — первые шаги по направлению к ВСО. Следующий шаг связан с know-how ВСО и с возможностями САМ-системы. И здесь технологу придется изменить свой подход к программированию обработки. По сути речь идет о достаточно простых правилах, которые технолог должен выполнять при составлении программ обработки, и главное здесь — наличие САМ-системы, которая бы эти правила поддерживала. Резать тонко, но быстро Правило № 1 — малые сечения среза, снимаемые с большой скоростью. Мы уже упоминали, что это основа высокоскоростной обработки и реализуется она простым заданием малых шагов между проходами, за исключением случаев врезания, когда идет проход полной шириной фрезы. Такие случаи надо исключать, что достигается путем использования трохоидальной обработки, когда в процессе врезания фреза движется по окружности (рис. 11). Идеально, когда САМ-система сама строит трохоиду в местах, где необходимо осуществить врезание (рис. 12). Такая стратегия используется и при формировании пазов, которые ранее обрабатывались одним ходом фрезы того же диаметра, чтои ширина паза (рис. 13). Рис. 11. Трохоидальная обработка 80 Рис. 12. Трохоидальная инструмента на полную ширину обработка в местах врезания Рис. 13. Обработка пазов с использованием трохоидальной стратегии Когда ВСО используется для обработки сразу из закаленной заготовки деталей, которые имеют отверстия, их обработка сверлением представляет собой определенную проблему — вследствие низкой стойкости сверл. В этом случае эффективным способом может стать спиральная расфрезеровка отверстий. Причем, как показывает практика, этот методкак по производительности, так и по стойкости инструмента превосходит сверление. На рис. 14-16 приведены примеры выполнения расфрезеровки в PowerMILL и данные по расфрезеровке отверстий в закаленной заготовке. Рис. 14. Спиральная расфрезеровки отверстия траектория 81 при высокоскоростной Рис. 15. Визуализация траектории расфрезеровки во ViewMILL Рис. 16. Сравнение расфрезеровки и сверления отверстий в закаленной детали В результате выполнения Правила № 1 нужно быть готовым к тому, что объем программ для ВСО значительно превосходит объемы традиционных программ силового резания и, как было отмечено выше, системы ЧПУ должны иметь возможность быстро обрабатывать программы объемов в десятки мегабайт. Большие объемы программ требуют соответственно больших затрат времени на расчет траектории. И здесь на первый план выходит скорость расчета, которую обеспечит САМ_система. При разработке системы PowerMILL фирма Delcam plc уделяла этому особое внимание, и на сегодняшний день эта система является явным лидером по времени расчета и пересчета программ. Рис. 17. След инструмента в углах траектории в момент изменения направления обработки Борьба с углами Правило № 2 — гладкая траектория движения инструмента. Это обусловлено необходимостью снижения динамических нагрузок во время резкой смены направления движения инструмента 82 . Необходимо максимально возможное исключение углов на траектории. В углах, где инструмент меняет направление, он должен остановиться, и снижение нагрузки в этот момент вызывает врезание фрезы в тело детали (рис. 17). На рис. 18 показан результат исследования шероховатости в местах смены направления движения. След, оставшийся на детали, достигает глубины 25 микрон при общей шероховатости 3 микрона! На рис. 19 показаны примеры традиционной траектории, построенной эквидистантным смещением исходного контура, которую следует признать неэффективной для высокоскоростной обработки и уступающей в данном случае сглаженной траектории. Такая траектория, например, создается системой PowerMILL и реализует тот же алгоритм сглаживания, который выполняет гонщик при прохождении крутых виражей (рис. 20). Рис. 19. Траектория смещением контура и сглаженная траектория для ВСО Правило № 3 — равномерная нагрузка на инструмент. Традиционная строчная обработка, состоящая из многочисленных ходов врезания и выходов инструмента (даже если это сглаженные входы по дуге), не может быть признана оптимальной для ВСО. Предпочтение должно отдаваться спиральным стратегиям, где инструмент, однажды врезавшись, сохраняет непрерывный и равномерный контакт с заготовкой (рис. 21). 83 Соответственно одним из требований, предъявляемых к системам моделирования, должна стать возможность легкого и надежного моделирования радиусов скругления. При получистовой обработке, когда снимаются ступени, оставшиеся после черновой обработки, эффективным инструментом сглаживания нагрузки на инструмент являются модули управления подачей. В PowerMILL это модуль PS-Optifeed, который в местах увеличения сечения среза на ступеньке уменьшает, а в местах малых сечений, напротив, — увеличивает подачу инструмента (рис. 24). Таким образом, САМ_система для ВСО должна обеспечить: • широкий набор вариантов гладкого подвода-отвода и связок между проходами; • набор стратегий спиральной и эквидистантной обработки зон как на чистовой, так и на черновой обработке и поиск оптимальной стратегии в различных зонах обработки; • автоматическое сглаживание траекторий в углах; • исключение проходов полной шириной фрезы и автоматическое применение трохоидального врезания в этих местах; • оптимизацию подач для сглаживания нагрузки на инструмент. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №21 ТЕНДЕНЦИИ В РАЗВИТИИ ШЛИФОВАЛЬНЫХ ТЕХНОЛОГИЙ Развитие технологий шлифования проводится в следующих основных направлениях: 1. Создание и применение новых абразивных материалов. 84 2. Создание новых конструкций шлифовального инструмента. 3. Обеспечение условий охлаждения зоны обработки применением новых СОТЖ и технологий их подачи. 4. Высокоскоростная обработка и глубинные методы шлифования, обеспечивающие снижение теплового воздействия на обрабатываемый материал и повышение производительности. 5. Совершенствование технологий правки кругов. 6. Совершенствование оборудования и средств его технологического оснащения. Возможности абразивных инструментов как из традиционных, так и из сверхтвердых материалов далеко не исчерпаны и работы в этой области приводят к новым, более высоким результатам. Например, расширяющееся применение получают керамические (минералокерамические) абразивы, получаемые спеканием или реакционным спеканием дисперсных порошков SiC, Al2O3, Si3N4 и др. (керамические абразивы типа Cubitron и Seed-Gel). Они значительно превосходят по прочности, твердости, износостойкости и остроте граней традиционные абразивные материалы. В настоящее время используются круги, содержащие корундовые и керамические зерна в различных процентных соотношениях. Технология производства керамических абразивов допускает управление формой зерен и их размерами. На их основе ведутся разработки шлифовальных кругов с заданной ориентацией кромок абразивных зерен, что позволит достигнуть максимальной эффективности шлифования. Cледует отметить также разработанные в последние годы новые типы абразивных материалов, такие как обладающие повышенной режущей способностью Al-O-N (ABRAL), а также перспективные сверхтвердые материалы систем Al-Mg-B, С3N и AlC-N по твердости достигающих КНВ и алмаз. Интересные разработки появились и в области технологий изготовления шлифовальных кругов. Применительно к традиционным абразивам они касаются прежде всего совершенствования связок для повышения прочности кругов, необходимой для увеличения допустимых скоростей резания, а также управления структурой кругов для обеспечения оптимальных условий обработки, охлаждения зоны резания и самозатачивания кругов. Применительно к кругам из суперабразивов, кроме сказанного выше, ведутся разработки по применению новых 85 материалов корпусов кругов (легких сплавов, композитов), кругов с внутренней подачей СОЖ (рис. 1). пластиков, Рис. 1. Круг с внутренней системой подачи СОЖ. Рис. 2. MQL — CO2 шлифования. Условия охлаждения рабочей зоны определяют качество обработанных поверхностей, уровень и знак остаточных напряжений, износ и засаливание круга. Для их улучшения совершенствуются процессы подачи СОЖ применением специальных, иногда управляемых по программе сопел, увеличением давления СОЖ до 100 бар, подачей СОЖ через круг, применением пористых кругов и кругов с прерывистыми рабочими поверхностями, криогенных сред, аэрозолей. Разработана гибридная технология шлифования MQL — CO2 (рис. 2), основанная на использовании минимального количества охлаждающей жидкости и системы ее замораживания на круге низкотемпературным газом CO2. Абразивные зерна защищаются 86 слоем замороженной жидкости, что позволяет одновременно снизить расход СОЖ, увеличить стойкость шлифовального круга и улучшить качество шлифованной поверхности путем устранения прижогов и растягивающих остаточных напряжений. Наиболее интенсивно развиваются технологии высокоскоростного и глубинного шлифования, характеристики которых приведены в табл. 1. Таблица 1 Традицион Глубинно Высокоскорост Высокоэффекти Параме ное е ное вное глубинное тр шлифовани шлифован шлифование шлифование е ие Глубина резания 0,001…0, 05 0,003…0,05 0,1…30 0,1…30 (мм) Скорость заготовк 1…30 1…10 0,05…0.5 0,02…0,3 и (м/мин) Скорость резания 20…60 100…200 20…60 80…200 (м/с) Удельная скорость удаления материал 0,1…10 0,1…60 0.1…10 50…2000 а (мм3/мм с) Глубинное шлифование Глубинное шлифование (Creep Feed grinding) является сравнительно новым способом абразивной обработки. Оно имеет несколько разновидностей, представленных в табл. 2, в которой показаны значения, характерные для шлифования никелевых суперсплавов. Если при традиционном шлифовании для удаления припуска и обеспечения точности обработки требуется множество проходов с глубиной резания порядка 0,002…0.05 мм при подаче 50…250 м/мин, то при глубинном шлифовании это достигается за 2…3 прохода при глубине резания 1…10 мм и скоростью подачи 87 0,7…15 м/мин. Обычно выполняется один или несколько черновых проходов (в зависимости от величины удаляемого припуска) и последующий чистовой проход. За один установ детали таким образом выполняются операции черновой и чистовой обработки. Производительность глубинного шлифования может быть в 100 раз выше, чем традиционного. Глубинным шлифованием обрабатывается широкая номенклатура материалов, включая конструкционные и инструментальные стали, сплавы на никелевой основе, титановые сплавы и керамика. Таблица 2 Глубинное Глубинное Глубинное шлифование VIPER – шлифование шлифование с высокоПараметр шлифова- кругами из с непрерыв- скоростной ние КНБ ной правкой непрерывной без правки правкой Глубина резания 2 3 2 2 (мм) Скорость заготовки 1,2 5 1,5 0,2 (м/мин) Скорость резания 20…35 80 40...60 50…80 (м/с) Удельная скорость удаления 50 300 100 15 материала (мм3/мм с) Скорость подачи правящего 0,6...1,2 2...2,5 ролика, мкм/об Важнейшими достоинствами глубинного шлифования являются возможность с высокой точностью и качеством поверхностного слоя 88 обрабатывать сложные фасонные поверхности деталей и высокая эффективность обработки труднообрабатываемых материалов (высокопрочных сталей, титановых и никелевых сплавов). Замена фрезерования и протягивания сложных фасонных поверхностей глубинным шлифованием позволяет достигнуть экономии за счет меньшей стоимости режущего инструмента (фасонные фрезы и протяжки очень дороги) и сокращения технологического маршрута обработки (одна операция глубинного шлифования взамен фрезерования, удаления заусенцев и последующего традиционного шлифования). При глубинном шлифовании отсутствуют заусенцы, что является дополнительным преимуществом по сравнению с фрезерованием. Точность и стабильность процесса также выше, чем фрезерования. Формируемые при глубинном шлифовании остаточные напряжения сжатия позволяют отказаться от операций поверхностного пластического деформирования, часто выполняемых после шлифования. Классическая схема глубинного шлифования, реализуемая при использовании высокопористого абразивного круга с его постоянной правкой приведена на рис. 3. Рис. 3. Базовая схема глубинного шлифования. Основными факторами, определяющими эффективность глубинного шлифования, являются: – базирование, обеспечение жесткости и надежности закрепление заготовки; – характеристика шлифовального круга; – размеры и скорость вращения круга, продольная подача заготовки, глубина резания; – давление, температура и объем подаваемой СОЖ, ее тип, место расположения охлаждающих сопел и их форма; – способ и условия правки круга; 89 – жесткость, мощность и точность технологического оборудования. При глубинном шлифовании вследствие большой дуги контакта круга с заготовкой значительно в 10…30 раз увеличивается мощность резания. Из-за больших сил резания используемое оборудование должно иметь высокую жесткость. Необходимо также надежное и жесткое крепление заготовки. В ряде случаев при обработке маложестких деталей с целью уменьшения силы резания используют несколько проходов или уменьшают скорость перемещения стола. Увеличение глубины резания приводит к увеличению длины контакта и, как следствие, пути проходимого абразивной частицей в контакте с деталью и частицами, одновременно находящимися в контакте. Каждое абразивное зерно срезает более тонкую, но более длинную стружку, чем при обычном шлифовании. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №22 ИНСТРУМЕНТ ДЛЯ ГЛУБИННОГО ШЛИФОВАНИЯ Специфические условия процесса глубинного шлифования требуют использования специального инструмента. Шлифовальные круги, используемые при глубинном шлифовании, можно разделить на две группы: с традиционными абразивными материалами и сверхтвердыми абразивными материалами (суперабразивами). Обычные абразивы имеют форму зерен или частиц, а суперабразивы форму кристаллов. Типичными традиционными абразивами являются корунд (Al2O3, твердость по Кнуру 2500) и карбид кремния (SiC твердость по Кнуру 2700). К суперабразивам относят кристаллы кубический нитрид бора (твердость по Кнуру 4700) и алмазы (твердость по Кнуру 7000). Основным требованием к инструменту для глубинного шлифования является наличие и равномерное распределение одинаковых по размеру пор, соединенных друг с другом каналами, обеспечивающими подвод СОЖ через тело круга. Считается, что наилучшими кругами для глубинного шлифования являются мягкие круги с высокой пористостью и открытой структурой. При их получении в связку добавляют частицы, которые при спекании выгорают, образуя поры. Например, для глубинного шлифования 90 лопаток турбин газотурбинных двигателей применяются круги диаметром 500 мм, зернистостью от 10 до 40, твердостью ВМ. Размер крупных пор составляет 0,3–0,4 мм, объем пор до 50%. Обычные абразивные круги для традиционного шлифования имеют пористость не превышающую 25…30%. Пористость обеспечивает подвод СОЖ в зону обработки, что улучшает условия охлаждения, уменьшает силы резания, и способствует удалению из наружных открытых пор стружки. Кроме того, открытые поры, выходящие на поверхность, обеспечивают выход стружки, образующейся в процессе шлифования. Следует отметить, что при большой глубине резания подвод СОЖ в зону обработки иногда возможен только через поры. Равномерное распределение пор необходимо для обеспечения равномерной плотности и, как следствие, минимизации дисбаланса шлифовального круга. Зернистость кругов выбирается в основном в зависимости от требований, предъявляемых к шероховатости обрабатываемой поверхности. Например, при зернистости 200–63 шероховатость поверхности составляет Ra = 0,32…0,63 мкм, а при зернистости 63–40 Ra = 0,16…0,32 мкм. Для большинства материалов используются круги на основе электрокорунда (шлифование сталей и никелевых сплавов) и карбида кремния (шлифование сталей и титановых сплавов). Основными качественными показателями кругов для глубинного шлифования из обычных абразивов являются: – оптимальное соотношение между размерами зерен и пор для обеспечения выхода стружки и условий охлаждения; – равномерное распределение пор в материале круга для минимизации дисбаланса; – увеличенная прочность связки для обеспечения удержания зерен при высокой концентрации пор и минимальные размеры мостиков связки, соединяющих соседние абразивные зерна; – контролируемое разрушение связки для обеспечения самозатачивания и правки кругов. СОЖ для глубинного шлифования На эффективность глубинного шлифования значительное влияние оказывают тип и способ подачи охлаждающей жидкости. Подача СОЖ имеет следующие основные цели: – отвод тепла из зон шлифования и правки; – смазывание зон шлифования и правки для снижение сил резания; 91 – вымывание стружки и продуктов износа круга из зон шлифования и правки; – очистка шлифовального круга; – защита деталей от коррозии (достигается добавлением ингибиторов коррозии). ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №23 ПРОГРЕССИВНЫЕ СПОСОБЫ АБРАЗИВНОЙ ОБРАБОТКИ. Шлифование – процесс обработки поверхностей детали, осуществляемый зёрнами абразивного, алмазного или эльборового материала. Особенности процесса шлифования: 1) многопроходность, способствующая эффективному исправлению погрешностей формы и размеров детали; 2) резание осуществляется большим количеством беспорядочно расположенных абразивных зёрен. Эти зёрна, образующие прерывистый режущий контур, прорезают мельчайшие углубления, а объём металла, срез. в единицу времени, в этом случае значительно меньше, чем при резании лезвийным инструментом. Одним абразивным зерном в единицу времени срезается объём, примерно в 400 000 раз меньший, чем одним зубом фрезы; 3) процесс срезания стружки отдельным абразивным зерном осуществляется на высоких скор. резания (30…70 м/с) и за очень короткий промежуток времени (в течение тысячных и стотысячных долей секунды); 4) абразивные зёрна расположены в теле круга хаотично, поэтому они могут иметь отрицательные значения передних углов и угол резания больше 90; 5) большие скор. резания и неблагоприятная геометрия режущих зёрен способствует развитию в зоне резания высоких температур; 6) управлять процессом шлифования можно только за счёт изменения режимов резания, т. к. изменение геометрии абразивного зерна, практически трудноосуществимо. Как исключение, алмазные круги с помощью специальной технологии изготовления могут иметь преимущественную (требуемую) ориентировку алмазных зёрен в теле круга, что обеспечивает благоприятные условия резания; 7) абразивный инструмент может в процессе резания самозатачиваться. Это происходит, когда режущие грани зёрен 92 затупляются, что вызывает увеличение сил резания, а, следовательно, и сил, действующих на зерно. В результате, зёрна выпадают или вырываются из связки, раскалываются и в работу вступают новые острые зёрна; 8) шлифованная поверхность образуется в результате одновременного д-я как геометрических факторов, характерных для процесса резания, так и пластических деформаций, сопровождающих этот процесс. К соврем. методам абразивной обработки относительное скоростное, силовое и глубинное шлифование. К скоростному шлиф. отн. шлиф. дет. со скор. круга более 35 м/с и при удельном съеме материала до 5 мм3/с. В настоящее время известны исследования, в которых скорость шлифования доведена до 300 м/с. Силовое шлифование осущ. на станках с мощностью привода до 100 … 250 кВт с усилием прижима круга до 10000 Н. Произв-сть силового шлиф. сопоставима с произв-тью лезвийной обраб. При глубинном шлифовании весь припуск на обраб. снимают за один проход круга. Например, при шлиф. методом врезания произвсть резко возраст. с ув. минутной поперечной подачи до 6 мм/мин (обычно 1,5…2 мм/мин). Перспективными явл. методы обраб. абразивом, находящимся не в связанном состоянии, например, обработка свободным абразивом, а также магнитно-абразивная и струйно-абразивная обработка. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №24 ТЕХНОЛОГИЯ VIPER Сравнительно новой является технология VIPER (Very Impressive Performance Extreme Removal), рис. 1. Она запатентована Rolls Royce для глубинного шлифования деталей из никелевых и кобальтовых сплавов, широко применяемых в авиационных двигателях (лопатки турбины, сопловые аппараты и др.). В ней используется прерывистая или непрерывная правка круга, вращающегося с высокой частотой (рис. 2). Управляемые сопла подают СОТЖ под высоким давлением (70…100 бар) перед кругом, при этом СОТЖ увлекается им в зону обработки обеспечивая эффективное охлаждение. Обработку выполняют на обрабатывающих 93 центрах, используя специальные шлифовальные круги небольшого диаметра, или на станках глубинного шлифования (обработка с непрерывной правкой круга). Для реализации технологии VIPER разработано специальное оборудование, в частности, станки MAKINO I Grinder и BRIDGEPORN FGC2 Рис. 1. Схема Viper шлифования. а) б) Рис. 2. Рабочая зона станка для VIPER шлифования с непрерывной правкой круга (а) и без непрерывной правки (б). Круги из алмаза и кубического нитрида бора для глубинного и высокоскоростного шлифования В настоящее время все более широкое применение получает глубинное и высокоскоростное шлифование абразивными кругами из алмаза и кубического нитрида бора (КНБ). Круги из КНБ особенно эффективны при обработке деталей сложной формы из труднообрабатываемых материалов (твердых сплавов, сплавов на никелевой, кобальтовой и титановой основе), а также в тех случаях, когда форма круга не допускает его правки. Алмазные круги используются для шлифования твердых сплавов и деталей из конструкционных керамик. Некоторые 94 керамики могут обрабатываться только суперабразивами. Стойкость кругов из КНБ с металлической связкой значительно выше, чем обычных. Коэффициент стойкости абразивных кругов, находимый как отношение объема удаленного материала к объему износа круга для обычных кругов из электрокорунда составляет 1…5, для кругов из КНБ от 60 до 120. Такая высокая стойкость кругов их КНБ обеспечивает работу без правки или только с предварительной правкой. Их основными достоинствами являются высокая скорость удаления материала, меньшие силы резания, меньшие температуры в зоне резания и способность сохранять форму от начала до конца обработки. КНБ, в частности, целесообразно использовать для шлифования профилей с углами малого радиуса. Однослойные круги имеют слой кристаллов абразива, закрепленных на поверхности гальваническим покрытием. Например, шлифовальные круги для обработки никелевых сплавов изготавливают нанесением слоя КНБ на стальной диск. Зерна абразива гальваническим способом заращиваются слоем никеля. Точности формы таких кругов добиваются тщательной сортировкой кристаллов абразива по размеру. Вершины абразивных зерен выступают над уровнем закрепляющего покрытия на величину ~ 0,1…0,15 мм, чем обеспечивается выход образующейся при шлифовании стружки. Такие круги имеют различное применение. Они, в частности, эффективны при глубинном шлифовании зубьев зубчатых колес и для обработки деталей из никелевых сплавов. В связи с высокой твердостью, износостойкостью, теплостойкостью и прочностью крепления зерен круги имеют большой срок службы. Скорость удаления материала достигает величин, сравнимых с лезвийной обработкой. Снижается риск образования прижогов. Современная технология получения стальных однослойных кругов с КБН обеспечивает точность их изготовления ~ 0,015 мм, а в ближайшие годы планируется достигнуть точности 0,005 мм. Возможна обработка элементов поверхностей с радиусами скругления до 0,5 мм. Следует отметить, что элементы профиля круга могут иметь радиус от 0,13 мм. Отдельные кристаллы КНБ выступают над связкой на 40…50% их размера, что обеспечивает эффективный выход стружки и подвод СОЖ. При высокоскоростном шлифовании однослойными кругами из КНБ образуется микростружка, подобная по форме и типу стружке, 95 получаемой при фрезеровании. Использование высоких скоростей резания и подач и относительно большая глубина резания при шлифовании КНБ позволяет обрабатывать твердые стали титановые и никелевые сплавы с производительностью того же порядка, что и фрезерование обычных сталей, например, с глубиной резания 2…5 мм при подаче 76 мм/мин. Круги из суперабразивов обеспечивают высокую эффективность при шлифовании деталей с износостойкими покрытиями — плазменными, детонационными и другими, а также конструкционных керамик. Обычно круги из КНБ имеют небольшие размеры (Ø75…250 мм при ширине ~ 25 мм), однако при необходимости изготавливают и круги больших размеров. Профильные однослойные круги из КНБ показаны на рис. 3. 96 Рис. 3. шлифования. Однослойные круги 97 из КНБ для профильного ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №25 ВЫСОКОСКОРОСТНОЕ ШЛИФОВАНИЕ Высокоскоростное шлифование характеризуется скоростями резания 60…300 м/с. Увеличение скорости позволяет качественно изменить технические показатели и технологические возможности процесса шлифования. Его применение позволяет: – многократно, в сотни раз увеличить производительность шлифования (до 2000 мм3/мм·с); – увеличить стойкость круга; – улучшить качественные характеристики поверхностного слоя (снизить шероховатость и уровень остаточных напряжений, уменьшить степень деформации), толщина измененного высокоскоростным шлифованием слоя не превышает 10 мкм; – достигнуть кратного снижения сил резания и теплового потока в шлифуемый материал. Основными факторами, ограничивающими применение высокоскоростного шлифования, являются необходимость специального оборудования, высокие требования к балансировке кругов, сравнительно высокая стоимость инструмента. Для высокоскоростного шлифования создаются специальные станки с повышенной жесткостью и виброустойчивостью, а также специальные шлифовальные круги, обладающие повышенной прочностью на разрыв. Высокоскоростное шлифование никелевых сплавов обеспечивает производительность на 50…80% большую, чем фрезерование. Обычно обработка выполняется за 1 или 2 прохода кругами диаметром 152,4 или 203,2 мм. Различают несколько разновидностей высокоскоростного шлифования, отличающихся диапазоном скоростей резания, глубиной слоя, удаляемого за один проход, типом поверхностей, подвергаемых обработке. Однако их четкой классификации пока не предложено. Следует отметить две наиболее интересные технологии: это глубинное высокоскоростное шлифование (high-efficiency deep grinding) и круглое точечное высокоскоростное шлифование (Quick-point grinding). Точечное круглое высокоскоростное шлифование (рис. 1) отличается тем, что производится узкими кругами из алмаза или КНБ с шириной рабочей поверхности, не превышающей 6 мм. При этом круг 98 наклоняется в вертикальной плоскости на небольшой угол ±0,5…1° для перехода от линейного к точечному контакту со шлифуемой поверхностью. В процессе обработки круг может поворачиваться по программе на величину 0…30° для обеспечения обработки профильных элементов, канавок, галтелей и других. Рис. 1. шлифования. Схема круглого точечного высокоскоростного Рис. 2. Зона обработки станка для точечного высокоскоростного шлифования. Процесс характеризуется очень малыми силами резания и низкими температурами в зоне обработки. Он перспективен для обработки изделий из твердых хрупких материалов, керамик, а также закаленных материалов и твердых сплавов. Процесс может выполняться с высокими частотами вращения изделия, когда скорость перемещения зоны контакта достигает 300 …500 м/мин, и малыми глубинами резания. 99 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №26 ОБРАБАТЫВАЕМОСТЬ АБРАЗИВНЫМ ИНСТРУМЕНТОМ Производительность шлифования сильно зависит от выбора абразивного инструмента – материала абразива и связки, твердости круга. Достаточно высокая или удовлетворительная производительность обработки обеспечивается правильным выбором характеристик абразивного инструмента. Абразивная обработка в машиностроении используется главным образом как финишная, обеспечивая необходимую точность и качество поверхности обрабатываемых деталей и инструментов. Поэтому обрабатываемость шлифованием оценивается (наряду с производительностью обработки) качеством обработанной поверхности, т.е. высотой микронеровностей. Минимальная высота микронеровностей при обработке статей достигается при твердости 63...65 HRC (табл. 1). Таблица 1 Шероховатость (Rа) поверхности в зависимости от твердости (сталь ШХ15) Твердость, Число образцов, %, HRC с Rа, мкм д до до о 0,1 0,08 0,065 58...60 4 32, 22,7 4,5 8 60,5...62,5 3 34, 28,9 7,1 0 63...65 2 34, 42,1 3,5 4 65,5...67 4 41, 13,2 5,6 2 Рекомендации по выбору материалов абразивного инструмента Рекомендации по выбору абразива Корундовые круги имеют широкую область применения. Нормальный электрокорунд применяют для изготовления кругов на органической связке, используемых для предварительной (грубой) обработки – обдирке отливок, поковок, проката из углеродистых незакаленных сталей, чугунов, цветных металлов. Для обдирки высоколегированных сталей и сплавов 100 рекомендуется применение циркониевого электрокорунда. Белый и хромистый электрокорунды используются для обработки закаленных углеродистых, легированных, быстрорежущих сталей. Монокорунд используют для обработки сталей с высокой твердостью (после цементации, азотирования) и высоколегированных сталей и сплавов, обладающих пониженной теплопроводностью, при этом обеспечивается повышение производительности в 1,5...2 раза по сравнению с белым электрокорундом. При использовании монокорунда монокристаллы в процессе обработки скалываются, образуя новые дополнительные режущие кромки, что обеспечивает высокие режущие свойства кругов, уменьшает силы резания. Инструмент из сферокорунда на различных связках применяют для обработки мягких и вязких материалов: кожи, резины, пластмассы, цветных металлов. В процессе шлифования сферы разрушаются, обнажая острые режущие кромки. Это обеспечивает малое тепловыделение при высокой производительности. Карбид кремния. Карбид кремния зеленый (КЗ) используют для обработки твердых материалов, обладающих высокой хрупкостью, – твердых сплавов, керамики, стекла, мрамора, драгоценных камней, а также для правки шлифовальных кругов. Карбид кремния черный (КЧ) – для обработки чугуна, цветных металлов и неметаллических материалов. Сверхтвердые материалы – алмаз и КНБ. Шлифовальный инструмент на основе СТМ нашел широкое применение. Его используют для обработки стекла, горных пород (гранит, мрамор и др.), железобетона. В машиностроении их применение дает наибольший эффект при обработке материалов высокой твердости – инструментальных и быстрорежущих сталей, упрочненных на максимальную твердость (62...65 HRC), твердых сплавов (87...92 HRA), т.е. для заточки и доводки режущего инструмента. При обработке сталей следует использовать инструмент на основе КНБ, а не алмазный из-за повышенного износа последнего. И наоборот, при обработке твердосплавного инструмента алмазный инструмент значительно эффективнее (табл. 2). Таблица 2 Удельный расход алмаза и КНБ при шлифовании различных материалов Обрабатываемый материал Удельный расход, мг/г КНБ Алмаз 101 Сталь Р18 1,98 16,8 Твердый сплав Т15К6 16,6 2,2 Керамика ЦМ332 12,6 5,4 Обобщенные рекомендации по выбору абразива приведены в таблице 3. Таблица 3 Применение абразивных материалов Обрабатываемый Абразивны Обрабатываемы Абразивный материал й материал й материал материал Твердые сплавы; Алмаз Закаленные Электрокорун шлифовальные круги конструкционн д (белый, (правка) ые стати хромистый, титанистый) Закаленные стали Нитрид Стальные Электрокорун высокой твердости бора заготовки д нормальный (инструментальные) отожженные (обдирка) Труднеобрабатываем Монокорун Чугун, цветные Карбид ые стали и сплавы д металлы кремния ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №27 ОБРАБОТКА ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ Инструментальные материалы. Быстрорежущие стали широко применяются в промышленности для изготовления инструментов работающих со скоростями резания 20 ... 100 м/мин. Различают: стали обычной производительности, работающие со скоростью резания до 20 м/мин (марки: Р9; Р12; Р18; Р6М5; Р9К10); стали повышенной производительности, работающие со скоростью резания до 70 м/мин (марки: Р6М5К5; 10Р6М5ФЗ; Р10К5Ф5) и порошковые стали работающие со скоростью резания до 100 м/мин (марки: Р6М5К5М; Р6М5К50М; ЮР6М5К5ФЗОМ). Расшифровка химического состава сталей: число перед буквой «Р» показывает содержание углерода в десятых долях процента; цифра после буквы «Р» показывает процентное содержание вольфрама; обозначение остального легирования аналогично обозначению конструкционных сталей. Для порошковых сталей: окончание «М» — мелкая структура; окончание «ОМ» — особо мелкая структура. 102 Рекомендации по применению некоторых быстрорежущих сталей приведены в табл.1. Таблица 1 Рекомендации по применению быстрорежущих сталей Марка Назначение стали Р18 Сложнопрофильный режущий инструмент Р6М5 Все виды режущего инструмента, работающего в условиях ударных нагрузок. Обработка чугуиов и конструкционных сталей Р6М5К5 Осевой режущий инструмент при работе на повышенных режимах. Обработка чугунов и конструкционных, нержавеющих и жаропрочных сталей Р9К5 Фрезы для черновой обработки, долбяки, метчики. Р9К10 Обработка чугунов и обычных и труднообрабатываемых сталей Марка стали Р12ФЗ Р6М5ФЗ Р18К5ФЗ Р10К5Ф5 Назначение Получистовая и чистовая обработка. Фасонный инструмент. Обработка обычных и вязких сталей Черновая и получистовая обработка. Резцы, осевой инструмент. Обработка труднообрабатываемых материалов. С 1980 г. в промышленности применяются, быстрорежущие стали повышенной температуростойкости (до 7250°С) с интермсталлидным упрочнением, марок В11М7К23; В4М12К23 и другие. Эти стали применяются в основном для точения, фрезерования и строгания труднообрабатываемых материалов. По сравнению со сталью Р18 их стойкость выше: при обработке титановых сплавов в 20—35 раз; при обработке аустенитных и нержавеющих сталей — в 8—15 раз; при обработке чугунов — в 3—4 раза. Металлокерамические твердые сплавы состоят из тонко измельченных карбидов тугоплавких металлов (вольфрам, титан, тантал), соединенных цементирующим металлом — кобальтом. Благодаря наличию карбидов тугоплавких металлов сплавы имеют высокую тсмпсратуростойкость, твердость и износостойкость. Поэтому допускается скорость резания 100... 150 м/мин. 103 Существует четыре вида твердых сплавов: вольфрамовые; вольфрамо-титановые; вольфрамо-титано-танталовые и безвольфрамо вые. В группу вольфрамовых твердых сплавов (группа ВК) входят: В КЗ; ВКЗМ; ВК4; ВК6 ОМ; ВК6М; ВК8; ВК10 ОМ; ВК10М; ВК15 (В — карбид вольфрама, К — кобальт, число после «К» — процентное содержание кобальта, остальное — карбиды вольфрама, М — мелкозернистый, ОМ — особомелкозернистый). По сравнению с другими вольфрамосодержащими твердыми сплавами они характеризуются наибольшими: пределом прочности на изгиб и вязкостью; но наименьшими: температуростойкостью и твердостью. При этом с увеличением содержания кобальта растет предел прочности на изгиб, но уменьшается твердость. С уменьшением размера зерен карбидов повышаются режущие свойства сплавов, что особенно заметно при резании труднообрабатываемых материалов. Поэтому, вольфрамовые твердые сплавы рекомендуются для обработки чугуна, цветных сплавов и труднообрабатываемых материалов с небольшими скоростями резания. В группу вольфрамо-титановых твердых сплавов (группа ТК) входят: Т30К4; Т15К6; Т14К8; Т5К10; Т5К12 (Т - карбид титана, число после «Т» — процентное содержание карбида титана, К — кобальт, число после «К» — процентное содержание кобальта, остальное — карбиды вольфрама). Эти сплавы характеризуются наибольшими: твердостью, температуростойкостыо и износостойкостью; но менее прочны, чем сплавы группы В К. Поэтому они рекомендуются для обработки сталей (сплавы с большим содержанием титана рекомендуются для чистовой и получистовой обработки с большими скоростями, а сплавы с меньшим содержанием титана — для получистовой и черновой обработки и для фрезерования). В группу вольфрамо-титано-танталовых твердых сплавов (группа ТТК) входят: ТТ7К12; ТТ8К6; ТТ30К4; ТТ20К9 (ТТ карбиды титана и тантала, число после «ТТ» — суммарное процентное содержание карбидов титана и тантала, К — кобальт, число после «К» — процентное содержание кобальта, остальное — карбиды вольфрама). Эти сплавы по своим показателям занимают промежуточное место между сплавами групп «ВК» и «ТК», поэтому они очень эффективны при черновой обработке сталей и чугунов, при строгании и фрезеровании. 104 В группу безвольфрамовых твердых сплавов входят: КНТ- 16 и ТН-20 (Т — карбид титана, Н — никель, КН — карбони- трид титана, число — суммарное процентное содержание связки (никеля и молибдена), остальное — карбид титана или карбо- нитрид титана). Эти сплавы рекомендуются для получистового и чистового точения и фрезерования чугуна, углеродистых сталей и цветных сплавов. Минералокерамика — инструментальный материал па основе оксида алюминия (А1203), обладающий большими, чем у твердых сплавов, твердостью и температуростойкостыо, но меньшей ударной вязкостью. Поэтому их используют только для чистовой обточки деталей из высокопрочных чугунов, закаленных сталей и для резания неметаллических материалов со скоростями до 200 м/мин. Различают: оксидную (белую), оксидно-карбидную, оксиднонитридную керамику и керметы. Оксидная керамика полностью состоит из оксида алюминия (марки: ВО 13; ВШ-75). Ее рекомендуют для чистового и получистового точения нетермообработанных сталей, серых и ковких чугунов твердостью менее 400 НВ. оксидно-карбидная керамика помимо оксида алюминия имеет в своем составе легирующие добавки карбидов хрома, титана, вольфрама и молибдена (марки: ВЗ; ВОК60; ВОК63). Ее рекомендуют для чистового и получистового точения и фрезерования закаленных сталей, отбеленных и серых чугунов, нержавеющих сталей. Оксидно-нитридная керамика состоит из нитридов кремния и тугоплавких материалов, включая и оксид алюминия (марки: силинит-Р, ОНТ-20). Эта керамика позволяет заменить вольфрамосодержащие твердые сплавы при получистовом и чистовом точении различных материалов. При точении закаленных сталей качество обработки соизмеримо со шлифованием. Керметы состоят из оксида алюминия, химически связанного металлами (железо, никель, титан, цирконий, хром или молибден). Марки: ВЗ, В5. Керметы рекомендуются для полу- чистового и чистового точения хромоникельмолибденовых сталей твердостью 50...55 HRC со скоростью резания 110...200 м/мин. Основные характеристики и области применения пластин из минералокерамики приведены в табл. 2. Таблица 2 Основные характеристики и области применения пластин из минералокерамики Марка Состав Плотность, Т вер- Область применения 105 ЦМ-322 А1203 г/см3 3,96...3,98 дость 2300 HV 93 HRA Чистовая и получистовая обработка закаленных (до 30...50 HRC) сталей, чугуВЗ Л120.< + 4,5...4,7 нов, сплавов на основе + ТЮ меди. Работа без удара ВОК 60 Л1903 + 4,2...4,3 94 Чистовая и получ истовая ВОК 71 + TiC HRA обработка закаленных (до 30...60 Н RC) сталей, чугунов с малыми сечениями среза Корти- А12Оч + 4,2 93 Чистовая и получистовая нит + TiN IIRA обработка чугунов в условиях прерывистого резания, обработка жаростойких никелевых сплавов При чистовом резании металлов применяют: синтетические алмазы и материалы на основе кубического нитрида бора (композиты). Алмаз обладает наибольшей из всех известных материалов твердостью, малыми коэффициентами линейного расширения и трения. Но весьма малы прочность на изгиб и ударная вязкость. При 7500°С алмаз растворяется в железе, что препятствует его применению при обработке сплавов, содержащих железо. Балласы (АБС) применяются для обработки деталей из стеклопластика со скоростями резания 350...450 м/мин. Карбонадо (ДСПК) применяется для обработки алюминиевых и медных сплавов. Композиты — синтетические материалы, по твердости, не уступающие алмазу, превосходящие его по темнературостойкости, и инертные к железу. Выпускаются следующие марки: композит 01 (эльбор Р-К-01); композит 02 (белбор); композит 05 и 05И (исмит — К-05И; 05ИТ; К05ИТ); композит 09 (ПТНБ-ИК); композит 10 (гексагонит Р-К- 10; К10ИТ; К10-2; К10Д). Основная область применения композитов 01 и 02: чистовое и тонкое, «алмазное», точение. Обрабатывают: закаленные стали (твердостью 40...60 Н RC со скоростью резания 50... 160 м/мин; твердостью 60...70 HRC со скоростью резания 60... 120 м/мин); серые 106 и высокопрочные чугуны, со скоростью резания 400... 1200 м/мин; отбеленные чугуны со скоростью резания 100...200 м/мин; твердые сплавы (группы «ВК») — 8... 12 м/мин. Композиты 09 и 10 рекомендованы для чистового и топкого фрезерования. Композит К10-2 и К10Д позволяют обработку прерывистых поверхностей. Обрабатываемые материалы и скорости резания — аналогично композитам 01 и 04. композит 05 спекается из порошков кубического нитрида бора и А1203, по своим свойствам, является удачным компромиссом между композитами 01 и 10. Новые композиционные материалы на основе плотных модификаций нитрида бора (КОЗ; КПЗ) по свойствам аналогичны гексагониту-Р, но допускают значительно большее число переточек инструмента. Режимы резания при точении чугунов, твердых сплавов и закаленных сталей, рекомендуемые изготовителем (ЗАО «завод Композит»), приведены в табл. 3. Таблица 3 Режимы резания, рекомендуемые ЗАО «завод Композит» для точения Обрабатываемый Компози Вид Скорост Подача Глубина материал т обработк ь на резания, и резания, оборот, мкм м/мин мкм/об Инструментальн К01 Чистовая G0...120 50...60 300...600 ые низколегиро- КОЗ Тонкая 80...180 5...20 50... 100 ванные стали, 05ИТ; Полу50...100 100...20 1000...200 закаленные, КОЗ ИТ чистовая 0 0 твердостью Чистовая 60...120 50...80 400... 40...65 HRC 1000 К10 Полу40...90 100...15 300...600 чистовая 0 Чистовая 50... 100 50...80 100...300 Тонкая 60...100 5...20 50... 100 КОЗ ИТ Полу50...100 100...20 1000...200 КПЗ чистовая 0 0 Чистовая 60...120 50...80 400... 1000 107 Обрабатываемы Компози Вид Скорост Подача й материал т обработк ь на и резания, оборот, м/мин мкм/об Быстрорежущи К01 Чистовая 60... 120 40...70 е стали, КОЗ Тонкая 80...150 5...20 закаленные, К10 Чистовая 40...70 30...70 твердостью Тонкая 60...80 5...20 58...64 HRC КОЗ Чистовая 40...70 30...70 Тонкая 60...80 5...20 Серые и К01 Чистовая 400...60 20...70 высокопрочные 0 чугун ы 05 ИТ; Полу200...40 100...20 твердостью К05ИТ чистовая 0 0 160...270 ИВ Чистовая 400...60 20...70 0 кю Полу200...30 100...15 чистовая 0 0 Чистовая 300...40 20...80 0 коз Полу200...40 100...20 чистовая 0 0 Чистовая 400...60 20...70 0 Твердые К01 Тонкая 8...12 5...20 сплавы (группы «ВК») Глубина резания, мкм 100...400 50... 100 200...400 50... 100 200...400 50... 100 200...600 1000...200 0 200...800 500...700 200...500 1000...200 0 200...800 50... 100 С увеличением твердости инструментального материала падает его износостойкость. Для разрешения этого противоречия применяют износостойкие покрытия инструментальных материалов (одно-, двух, трехслойные и многослойные). Па основной (инструментальный) материал наносятся пленки из карбида титана (TiC), нитрида титана (TiN), карбонитрида титана Ti(CN). Толщина одного слой не превышает 5... 10 мкм. Иногда применяют комбинированное покрытие: первый слой - карбид титана (5 мкм), второй — оксид алюминия (10 мкм). 108 При переточке износостойкий слой удаляется (вследствие его малой толщины), поэтому чаще всего покрытия наносятся на неперетачиваемые пластинки. Покрытия на основе TiC обладают высокой твердостью, что обеспечивает высокую стойкость режущего инструмента при образовании сливной стружки. Однако низкая диффузионная стойкость покрытия не позволяет применять его для инструментов, работающих с ударом. Покрытия па основе TiN обладают достаточно высокой диффузионной стойкостью, что позволяет применять его для всех видов лезвийной обработки быстрорежущим инструментом. Дополнительным достоинством этих покрытий является относительная простота нанесения его на переднюю и задние поверхности сложнопрофильного инструмента. Покрытия на основе Ti(CN) обладают низким коэффициентом трения по стали, что позволяет уменьшить износ по задним поверхностям. Однако замещение атома азота углеродом в кристаллической решетке нитрида титана снижает ударную вязкость покрытия. Градиентные покрытия TiAlCN повышают теплостойкость инструмента и стойкость его к окислительному износу, что позволяет применять их при высокоскоростной лезвийной обработке. Применение покрытий позволило повысить стойкость режущего инструмента в 3—5 раз при обработке низколегированных сталей и в 5—10 раз — при обработке высоколегированных сталей. Режущие свойства инструментальных материалов можно сравнивать по темнературостойкости и но износостойкости. Допускаемая скорость резания соответствует темнературостойкости (чем больше темиературосгойкость, тем больше допускаемая скорость резания). На рис. 1 видно, что наименьшая температуростойкость у углеродистых сталей, а наибольшая — у минералокерамики и кубического нитрида бора. Исключением являются синтетические алмазы. Этот материал имеет невысокую температуростойкость, однако, его твердость (100 000 МПа) позволяет рекомендовать высокие скорости чистовой (алмазной или финишной) обработки. Износостойкость дает суммарную характеристику большинства свойств инструментальных материалов. На рис. 2, а видно, что из инструментальных сталей наибольшую износостойкость имеют 109 сложнолегированные быстрорежущие стали. Детальное рассмотрение износостойкости инструментальных сталей (рис. 2, 6) показывает, что стали, высоколегированные вольфрамом и кобальтом (стали обычной производительности — кривая 1), имеют относительно высокую износостойкость при малых (до 30 м/мин) скоростях резания. Большую износостойкость имеют сложнолегированные стали (стали повышенной производительности — кривая 2). При этом оптимальной скоростью резания для них является скорость 50 м/мин. Применение порошковых сталей (кривая 3) позволяет увеличить скорость резания до 80 м/мин. Рис. 1. Диаграмма температуростойкости инструментальных материалов: 1 - углеродистые стали; 2 — низколегированные стали; 3 — быстрорежущие стали; 4 — синтетический алмаз; 5 — твердые сплавы; 6 — ми не рал о керамика; 7 — кубический нитрид бора 110 Рис. 2. Износостойкость инструментальных материалов: а — зависимость износостойкости инструментальных материалов от скорости резания; б — износостойкость быстрорежущих сталей (резание в стандартных условиях); 1 — углеродистая сталь — сталь 45; 2 — низколегированные стали — сталь 45; 3 — сложнолегированные быстрорежущие стали — сталь 45; 4 — твердые сплавы группы «ВК» — сталь 45; 5 — твердые сплавы группы «ТК» — сталь 45; 6 — минералокерамика — сталь 45; 7 — твердые сплавы группы «ВК» — чугун; 8 — стали обычной производительности; 9 — сложнолегированные стали (стали повышенной производительности); 10 — порошковые стали; V — скорость резания Минералокерамика (см. рис. 2, а кривая 6), имея довольно высокую износостойкость, допускает скорость резания: при обработке сталей — до 300 м/мин; при обработкечугунов — до 400 м/мин, однако низкая ударная вязкость этих материалов не позволяет рекомендовать их для черновой и получистовой обработки. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №28 ТОЧЕНИЕ — ЛЕЗВИЙНАЯ ОБРАБОТКА С ПЕРЕМЕННЫМ РАДИУСОМ ГЛАВНОГО ДВИЖЕНИЯ РЕЗАНИЯ. Точением обрабатываются шейки и торцевые поверхности круглых стержней (валов); наружные и внутренние цилиндрические поверхности и торцы дисков; внутренние цилиндрические торцевые поверхности некруглых стержней и корпусных деталей. 111 Точением можно обрабатывать наружные (обтачивание) и внутренние (растачивание) цилиндрические поверхности (рис. 1). Рис. 1. Основные схемы точения: а — обработка шеек; б — обработка фаски и торца; в — обработка канавки и отрезание; г — обработка фасонных поверхностей соответственно: копированием, по копиру и огибанием; д —обработка конуса перемещением резца под углом к оси вращения; е — обработка конуса за счет смещения задней бабки; ж — обработка конуса но копиру; з — растачивание; Dp — главное движение резания; Ds — движение подачи; Dsn0ll — движение поперечной подачи; Ds |1|Х)Д — движение продольной подачи Продольным обтачиванием обрабатывают цилиндрические шейки валов; поперечным — подрезают торцы, прорезают канавки и производят отрезание. Фасонные поверхности можно получить, обтачивая заготовку методом копирования (главная режущая кромка резца соответствует профилю обработанной поверхности, инструменту сообщают движение поперечной подачи); обработкой по копиру и методом огибания (инструменту одновременно сообщают как поперечное, так и продольное движения подачи, изменяющиеся по заданному закону). Коническую поверхность можно рассматривать как частный случай фасонной поверхности. Конус можно получить, перемещая резец под углом к оси вращения заготовки (за счет поворота поворотных салазок на заданный угол); за счет поперечного перемещения задней бабки или перемещая резец по копиру. 112 Продольным растачиванием обрабатывают внутренние цилиндрические и торцевые поверхности; поперечным растачиванием получают внутренние канавки. В зависимости от вида работы различают резцы (рис. 2): проходные прямые и отогнутые; проходные упорные; подрезные; кана- вочные; отрезные; фасонные круглые и призматические; расточные. Рис. 2. Токарные резцы: а, б — проходные прямые и отогнутые; в — проходные упорные; г — подрезные; д, е — канавочные и отрезные; ж — резьбовые; з — расточные; и — фасонные круглые и призматические По тину инструментального материала и способу его крепления на головке различают резцы: цельные из углеродистых или из быстрорежущих сталей; с напайной пластинкой из быстрорежущей стали или из твердого сплава; с механическим креплением пластинки твердого сплава или кристалла сверхтвердого материала. По виду пластины твердого сплава различают резцы с перетачиваемыми и с неперетачиваемыми пластинами. Характер базирования и закрепления заготовки в рабочих приспособлениях токарных станков зависит от типа станка, вида обрабатываемой поверхности, тина заготовки (вал, диск, кольцо, 113 некруглый стержень), отношения длины заготовки к ее диаметру, требуемой точности обработки и т.д. (рис. 3). При обработке круглых стержней на универсальных токарных станках чаще всего применяется трех- или шестикулачковый самоцентрирующий патрон (см. рис. 3, а). В радиальных пазах корпуса 1 перемещаются кулачки 5. В корпусе патрона размещена коническая зубчатая передача, на торце одного из конических колес выполнена канавка в виде спирали Архимеда. Кулачки также имеют выступы в виде спирали Архимеда. При вращении шестерни кулачки одновременно перемещаются к центру или от центра патрона, что обеспечивает центрирование заготовки 2 относительно оси вращения патрона. При необходимости эксцентричной установки заготовки применяют четырехкулачковый патрон, в котором каждый кулачок перемещается независимо от остальных. Рис. 3. Технологическая оснастка для токарных станков: а — трехкулачковый патрон; б — центры; в — хомутик; г — неподвижный люнет; д — цанговый патрон; 1 — корпус; 2 — заготовка; 3 — кулачки; 4 — конус При отношении длины заготовки к ее диаметру (Z,3ar/rf3ar) от 4 до 10 консольное закрепление заготовки (только в патроне) неприменимо. Необходима поддержка второго ее конца. В торце заготовки предварительно просверливают (специальным центровочным сверлом) коническое отверстие, в которое вставляют задний центр (см. рис. 3, 6). Центр выполняют с неподвижной или подвижной конусной частью. Центр с подвижной конусной частью применяют при точении с большими толщинами срезаемого слоя или 114 при больших скоростях резания. При обработке торца заготовки, установленной в центрах, применяют срезанный центр. При обточке конических поверхностей методом смещения задней бабки заготовку устанавливают в шариковом центре. Некрупные заготовки устанавливают в обратных центрах. Часто заготовку базируют в двух центрах. В этом случае, заготовку приводят во вращение за счет хомутика (см. рис. 5.5, в). Хомутик надевают на заготовку, а его загнутый конец упирают в кулачок токарного патрона. При 1загД/заг более 10 заготовке необходима третья опора. В качестве такой опоры применяют подвижные или неподвижные люнеты. Неподвижный люнет (см. рис. 3, г) устанавливают на станине, подвижный — на продольных салазках суппорта. Для обработки заготовок на станках с полуавтоматическим или автоматическим циклом применяют цанговые патроны. На рис. 3, д показан цанговый патрон для базирования и закрепления заготовки по отверстию. Заготовка 2 устанавливается на корпусе 1, имеющем упругие лепестки с внутренним конусом. При осевом перемещении конуса 4 лепестки зажимают заготовку. Привод патрона может быть механическим (винтовой или пружинный), гидравлический или пневматический. Для базирования и закрепления нежестких втулок по отверстию применяют патроны и различные оправки (цилиндрические с запрессовкой заготовки; конические; упругие оправки с гидропластмассой, тарельчатыми пружинами, гофрированными втулками). Для обработки партии сложных деталей типа ступенчатого валика, фланцы, кольца применяют токарно-револьверные станки (рис. 5.6). В токарно-револьверном станке несколько режущих инструментов устанавливают в револьверной головке 1, что позволяет сократить время на установку и наладку инструментов. Револьверные станки с многогранной револьверной головкой дополнительно оснащены одним или двумя (передним и задним) суппортами. Все инструменты, работающие с продольным движением подачи, закрепляются в револьверной головке. Все инструменты, работающие с поперечным движением подачи, закрепляются в суппортах. 115 Рис. 4. Токарно-револьверный станок: 1 — револьверная головка Обработка ступенчатых валов ведется на, многорезцовых токарных полуавтоматах, автоматах или на токарных гидрокопировальных автоматах. Па рис. 5, а показан токарный гидрокопировальный автомат. Станок состоит из станины 1, передней бабки 2 с коробкой скоростей и шпинделем 3, верхней 5 и нижней 6' траверс. Задний конец заготовки поддерживается центром, установленным в пиноли 5. По траверсам перемещаются верхний и нижний суппорты. Верхний суппорт имеет только поперечное движение подачи, нижний — только продольное (в гидрокопировальных автоматах, суппорт перемещается но копиру, что позволяет обрабатывать сложные ступенчатые или фасонные поверхности). Дисковые цилиндрические заготовки с отношением высоты к диаметру 0,3...0,4 можно обработать на токарно-карусельных вертикальных одностоечных двухстоечиых станках (рис. 5.7, 6). Станок состоит из станины 1, двух вертикальных стоек 2 и Я соединенных поперечиной 4. На станине установлена планшайба с кулачковым патроном. Но направляющим 6 стоек 2 и 9 перемещается траверса 7. По направляющим траверсы перемещаются верхние поворотные суппорты 3 и 5. На правой стойке установлен боковой суппорт 8. Примеры токарной обработки деталей на станках токарной группы приведены на рис. 4—8. 116 Рис. 5. Специализированные токарные станки: а — гидрокопировальный токарный автомат: 1 — станина; 2 — передняя бабка; 3 — шпиндель; 4 — пиноль; 5,6 — верхняя и нижняя траверсы; б — токарно-карусельный вертикальный двухстоечный станок: 1 — станина с планшайбой и коробкой скоростей; 2,9 — стойки; 3,5 — верхний поворотный суппорт с резцедержателем; 4 — поперечина; 6 — направляющие вертикальной стойки; 7 — траверса; 8 — боковой суппорт с коробкой подач Особенности тонкого (алмазного) точения. Тонкое точение обеспечивает точность обработки в пределах IT 6...8 (стальные заготовки) и IT 5...G (заготовки из цветных сплавов). При 117 шероховатости обработанной поверхности соответственно Ra 0,63...0,25 и 0,16...0,32 мкм. Скорости резания при тонком точении составляют: для чугунных заготовок 100... 150 м/мин; для стальных — 150...250 м/мин; для заготовок из цветных сплавов — до 1000 м/мин. Скорость движения подачи и глубина резания составляют: для предварительного прохода — не более 0,15 мм/об и 0,2...0,3 мм; для окончательного прохода — не более 0,01 мм/об и 0,01...0,05 мм. Рис. 6. Эскизы обработки заготовки на токарно-револьверном станке (обрабатываемые поверхности показаны жирной линией) 118 Рис. 7. Эскизы обработки заготовок на многорезцовом (а), гидрокоиировалыюм (б) автоматах и токарнокарусельном (в) полуавтомате Малые сечения срезаемой стружки обеспечивают небольшие силы резания, а следовательно, незначительные тепловые и динамические нагрузки технологической системы СПИД (станок — приспособление — инструмент — деталь). Вследствие указанных особенностей тонкое точение обеспечивает высокую точность обработки. Рис. 8. Эскизы растачивания отверстий на расточном станке Тонкое обтачивание применяется при обработке юбки поршней. Тонкое растачивание применяют при обработке точных посадочных отверстий под подшипник в корпусных деталях и точных отверстий в деталях типа «некруглый стержень» (например, отверстие в большой головке шатуна). ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №29 ПРОТЯГИВАНИЕ — ОБРАБОТКА ОТКРЫТЫХ, ПЛОСКИХ И ФАСОННЫХ, ВНУТРЕННИХ И НАРУЖНЫХ ПОВЕРХНОСТЕЙ С ЛИНЕЙНОЙ ОБРАЗУЮЩЕЙ Главное движение — прямолинейное или круговое, придается режущему инструменту; движение подачи отсутствует, возобновление процесса резания обеспечивается подъемом на зуб Подъем на зуб — превышение по высоте или по ширине размера режущей части последующих зубьев над предыдущими. 119 Протягивание — высокопроизводительный процесс обработки наружных и внутренних поверхностей, обеспечивающий высокую точность формы и размеров обработанной поверхности. При протягивании профиль обработанной поверхности копируется профилем режущих зубьев. Поэтому протяжки — узкоспециальный инструмент, применяемый для обработки поверхностей со строго заданными формой и размерами. По характеру движения режущего инструмента различают: протягивание — инструмент вытягивается из отверстия; прошивание — инструмент проталкивается в отверстие. По характеру обработанной поверхности различают внутреннее, наружное протягивание и внутреннее прошивание. Внутренним протягиванием (рис. 1, а) и прошиванием (рис. 1, г) обрабатывают круглые цилиндрические, квадратные, многогранные и шлицевые отверстия, а также шпоночные и другие фигурные пазы. Рис. 1. Технологические схемы протягивания: а — внутренних поверхностей; б — наружных поверхностей; в — круговое протягивание; г — прошивание; Dp — главное движение резания; Ds — движение подачи; ?)хх — движение обратного (холостого) хода; At круг — движение круговой подачи; А чист — движение чистовой подачи; стрелками указаны движения протяжек или прошивки 120 Наружным протягиванием (рис. 1, б, в) обрабатывают наружные плоские и фасонные (с прямолинейной образующей) поверхности. Цилиндрические отверстия обрабатывают протяжками или прошивками после сверления, растачивания, зенкерования, а также отверстий, полученных на стадии заготовительных операций. При обработке круглого отверстия цилиндрической протяжкой 2 заготовку 3 устанавливают на сферическую опору 1 (плавающая протяжка) или на плоскую опору. При установке на сферическую опору заготовка самоустаиавливается по оси протяжки, по торец может получиться неперпендикулярным оси отверстия. Такую установку применяют, если торец заготовки обрабатывается после протягивания. При установке на плоскую опору торец перпендикулярен оси отверстия, но возможна поломка протяжки из-за разницы припусков в диаметральной плоскости протяжки. При обработке фасонных внутренних поверхностей (отверстия со шпоночным пазом или шлицами; многогранные отверстия) применяют специальные фасонные протяжки. Протягивание ведут по предварительно полученному круглому цилиндрическому отверстию. Нарезание прямых шлицев ведут при прямолинейном главном движении, при нарезании винтовых шлиц протяжке придают дополнительное движение Ds круг. Для направления протяжки 2 применяют направляющую втулку 4 (см. рис. 1, а). Сложные фасонные поверхности с прямолинейной или винтовой образующей (прямозубые или косозубые внешние зубчатые венцы) в крупносерийном производстве обрабатывают круговым протягиванием. Для получения прямолинейной образующей применяют протяжки с подвижным элементом (ползун или качалка) или без подвижного элемента. Схема протягивания наружного зубчатого венца круговой протяжкой без подвижного элемента (фрезо-протягивание) показана на рис. 1, в. При вращении протяжки (главное движение Dp) производится черновое протягивание венца. При чистовом резании протяжке сообщается дополнительное движение подачи Ds. Для получения винтовой поверхности заготовке придается дополнительное вращательное движение (доворог). При прошивании (рис. 1, г) инструмент 2 — прошивка проталкивается в отверстие заготовки 3 поршнем пресса. Заготовка устанавливается на опору 1 (стол) пресса. Поскольку прошивка работает на сжатие, то длина ее ограничена условиями устойчивости 121 длинного стержня при сжатии (отношение длины прошивки к се диаметру должно быть меньше 15). Поэтому прошивки обычно применяются для получистовой правки цилиндрических отверстий. По характеру обработанной поверхности различают внутренние (рис. 2, а) и наружные (рис. 2, б) протяжки. Внутренние протяжки предназначены для обработки круглых, квадратных, многогранных и шлицевых отверстий, а также шпоночных и других фигурных пазов. Наружные протяжки (рис. 2, б) предназначены для обработки наружных поверхностей, пазов, уступов. Прошивками (рис. 2, в) обрабатывают цилиндрические и фасонные отверстия с целью повышения их точности (зачистка отверстия). Рис. 2. Протяжной режущий инструмент: а — внутренняя круглая протяжка: б — элемент наружной протяжки; в — комплект прошивок Протягивание — процесс прерывистый. Необходимо возвратнопоступательное движение исполнительного механизма главного движения. Прямой ход — рабочее движение, обратный ход — холостой ход. Инерция масс исполнительного механизма главного движения не позволяет работать на высоких скоростях резания. Обычно принимают скорость резания в пределах от 12 до 15 м/мин. Протяжные станки отличаются простотой конструкции и большой жесткостью. Это объясняется тем, что в станках отсутствует цепь движения подачи. Основными характеристиками протяжного станка являются тяговое усилие на штоке и ход штока рабочего цилиндра. Па рис. 3 показаны основные элементы горизонтальнопротяжного станка. 122 На станине 1 размещаются: гидроцилиндр и насосная станция 4. На переднем конце штока гидроцилиндра установлен захват для захвата переднего (замкового) конца протяжки 5. Обрабатываема заготовка опирается на опорную поверхность кронштейна 5. Поступательное движение протяжке сообщается до тех пор, пока она не выйдет из отверстия в заготовке. По окончании обработки заготовка падает в поддон. Протяжка возвращается в исходное положение, и процесс повторяется. Рис. 3. Горизонтально-протяжной станок: 1 — станина; 2 — насосная станция; 3 — кронштейн; 4 — заготовка Внутренним круглым протягиванием обрабатывают сквозные цилиндрические гладкие, шпоночные и шлицевые поверхности отверстий в деталях типа «диск» и «некруглый стержень». Наружным плоским протягиванием обрабатывают открытые плоские поверхности в некруглых стержнях (например, торцы шатуна и замковые плоскости в теле и в головке шатуна). Протягивание гладких отверстий обеспечивает точность IT 6...9 и шероховатость поверхности Ra 0,63...0,25 мкм; прошивание — IT 6...7 и Ra 0,63...1,25 мкм. ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №30 СВЕРЛЕНИЕ. Сверление — обработка цилиндрических отверстий осевым инструментом (главное движение — вращательное и движение подачи — прямолинейное вдоль оси вращения придаются инструменту). В зависимости от вида обработанной и обрабатываемой поверхностей и в зависимости от качества обработанной поверхности 123 различают: сверление и рассверливание (рис. 1, а), зеикерование (рис. 1, б), развертывание (рис. 1, в), зенкование (рис. 1, г), и цекование (рис. 1, д). Сверлением получают сквозные и глухие отверстия. Рассверливанием увеличивают диаметр ранее просверленного отверстия. Зенке- рованием увеличивают диаметр отверстия, ранее полученного в заготовке литьем или давлением. Развертывание — чистовая операция, обеспечивающая высокую точность отверстия. Развертыванием обрабатывают цилиндрические и конические отверстия после зенкерова- ния или растачивания. Зенкованием обрабатывают цилиндрические и конические углубления под головки болтов и винтов. Для обеспечения перпендикулярности и соосности обработанной поверхности основному отверстию режущий инструмент (зенковку) снабжают направляющим цилиндром. I (скованном обрабатывают торцевые опорные плоскости для головок болтов, винтов и гаек. Перпендикулярность обработанной торцевой поверхности основному отверстию обеспечивает направляющий цилиндр режущего инструмента (цековки). Осевой режущий инструмент показан на рис. 1. Рис. 1. Основные схемы сверления: а — сверление и рассверливание; б — зенкерование; в — развертывание; г — зенкование; д — цекование 124 Рис. 2. Осевой режущий инструмент: а — сверло спиральное; б — сверло центровочное; в — сверло перовое; г — сверло кольцевое; д — сверло инжекторное; е — зенкер насадной; ж — зенкер концевой; з — развертка машинная; и — комплект конических разверток; к — зенковки цилиндрическая и коническая; л — нековка насадная; м — нековка концевая Процесс сверления протекает в более тяжелых условиях, чем точение. В процессе резания затруднены отвод стружки и подача охлаждающей жидкости в зону резания. Выделяемое при резании тепло в основном поглощается режущим инструментом и заготовкой. Особенно это заметно при сверлении отверстий в материалах с низким коэффициентом теплопередачи (пластмассы, бетон). При обработке этих материалов до 95% выделяемого тепла поглощается сверлом, и если не использовать охлаждение, то происходит оплавление режущих кромок сверла. Скорость резания по сечению сверла непостоянна, уменьшается от периферии сверла к его центру. Следовательно, по сравнению с точением при сверлении увеличены: деформации срезаемого слоя и стружки; трение (пар: сверло — заготовка; стружка — сверло; стружка — заготовка). За скорость резания, при сверлении, принимают окружную скорость наиболее удаленной точки режущего лезвия. При назначении скорости движения подачи различают подачу минутную (5М); подачу на оборот (50) и подачу на зуб (Sz). Глубина резания: при сверлении отверстия в сплошном материале равна половине диаметра сверла; при рассверливании, зеикеровапии и развертывании — половине разницы между диаметрами обработанного отверстия и заготовки. 125 где D — наружный диаметр сверла (диаметр обрабатываемого отверстия), мм; п — частота вращения шпинделя станка, мин-1; d — диаметр отверстия в заготовке, мм; tc — глубина резания при сверлении, мм; ?р — глубина резания при рассверливании, зенкеровании и развертывании, мм. В серийном производстве чаще всего применяют мпогошпиндельные вертикально-сверлильные станки или специальные агрегатные сверлильные головки. В качестве примера осевой обработки приведен эскиз сверления центровых отверстий и цекования торцов вала (рис. 3). Рис. 3. Эскиз сверления центровых отверстий и цекования торцов вала ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №31 ФРЕЗЕРОВАНИЕ. Фрезерование — обработка плоских и фасонных поверхностей с постоянным радиусом главного движения резания (главное движение — вращательное, придается инструменту; движение подачи — прямолинейное, поступательное, придается заготовке в направлении как вдоль, так и перпендикулярно оси вращения инструмента). В соответствии с положением оси вращения инструмента различают вертикальное (ось расположена вертикально) и горизонтальное фрезерование. Фрезерованием обрабатывают горизонтальные, наклонные и вертикальные плоские и фасонные поверхности, пазы и уступы (рис. 1). 126 Рис. 1. Схемы фрезерования: а — горизонтального; б — вертикального; Ор — движение резания; Ds — движение подачи Особенностями процесса фрезерования являются прерывистый характер процесса резания каждым зубом фрезы и переменность толщины срезаемого слоя. Каждый зуб фрезы участвует в резании только на определенной части оборота фрезы, остальную часть проходит по воздуху, что обеспечивает охлаждение зуба и дробление стружки. К режимам резания при фрезеровании относят: скорость резания; подачу (минутную, на оборот и на зуб); глубину резания и ширину фрезерования «В». Скорость резания берется, как окружная скорость вращения фрезы. V= л D^n/1000, где — наружный диаметр фрезы, мм; п — частота вращения шпинделя, мин-1. В зависимости от соотношения длины фрезы к ее диаметру (К = = L / Д|,), различают (рис. 2): цилиндрические фрезы (К = 0,5...3); концевые или пальцевые фрезы (К > 3) и дисковые фрезы (К < 0,5). В зависимости от расположения главной режущей кромки различают: фрезы с прямым зубом (главная режущая кромка параллельна оси вращения фрезы); косозубые фрезы (главная режущая кромка направлена иод углом к оси вращения фрезы); шевронные фрезы 127 (главные режущие кромки соседних зубьев расположены иод углом друг к другу). Рис. 3. Фрезы: а — цилиндрическая цельная: б — концевая: в — дисковая односторонняя; г — отрезная; д — концевая с напаянными пластинами твердого сплава; е — концевая с механическим креплением твердосплавных пластин; ж — цилиндрическая сборная; з — одноугловая; и — двухугловая несимметричная; к — фасонная; л — фасонная полукруглая выпуклая; м — пазовая для Тобразных пазов; н — дисковая модульная; о — червячная; п — резьбовая ниточная В зависимости от конструктивного исполнения режущей части различают: цельные фрезы (фрезы целиком выполнены из быстрорежущей стали); фрезы с напаянными пластинками инструментального материала; фрезы с механическим креплением пластинок инструментального материала; фрезы сборные (инструментальный материал закреплен на отдельных резцах, вставленных в корпус фрезы). В зависимости от расположения зубьев различают: фрезы односторонние (зубья располагаются только на образующей): фрезы двухсторонние (зубья располагаются на образующей и одном из торцов); фрезы трехсторонние (зубья располагаются на образующей и обоих торцах). В зависимости от формы главной режущей кромки различают: фрезы с прямолинейной 128 режущей кромкой; фрезы с ломанной режущей кромкой (одноугловые и двухугловыс); фасонные фрезы (фрезы выпуклые полукруглые и фрезы вогнутые полукруглые); специальные фрезы. Цилиндрические фрезы обычно используются в наборе из двух и более фрез для обработки ступенчатых поверхностей заготовок. Дисковые фрезы применяются для обработки различных пазов и для отрезания материала. Концевые фрезы используются для обработки плоскостей, уступов, прямоугольных и призматических пазов; криволинейных поверхностей. К специальным фрезам относятся: концевые фрезы для получения Т-образных пазов; шпоночные фрезы для получения шпоночных пазов под призматическую или сегментную шпонку; модульные дисковые или концевые фрезы для нарезания зубчатых венцов по методу копирования; червячные фрезы для нарезания зубчатых венцов или шлиц методом обката; резьбовые фрезы. Для установки, базирования и закрепления заготовок применяются универсальные приспособления (прихваты; угольники; призмы; машинные тиски). При обработке большой партии заготовок проектируются и изготавливаются специальные приспособления. В автомобилестроении фрезерованию подвергают плоскости разъема корпусных деталей; плоские поверхности некруглых рычагов. Обработка ведется преимущественно специальными агрегатными фрезерными головками и на специальных фрезерных станках. Особенности тонкого фрезерования. Тонкое фрезерование преимущественно осуществляется торцевыми фрезами при обработке плоских плоскостей разъема корпусных деталей. Фрезу устанавливают с уклоном ~ 0,0001, чтобы не допустить контакта зубьев, не участвующих в резании, с обработанной поверхностью. Глубина резания при фрезеровании лежит в пределах 0,2...0,5 мм. Обработка позволяет получить плоскости с отклонением от плоскостности 0,02...0,04 мм на 1000 мм длины, шероховатость поверхности — Ra 0,63...2,5 мкм. 129 ПРАКТИЧЕСКОЕ ЗАНЯТИЕ №32 МЕТОД УЛЬТРАЗВУКОВОЙ ФИНИШНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛОВ Этот способ доводки поверхностей не требует применения абразивов – вместо них используется ультразвук. На обрабатываемую поверхность воздействует сила удара излучателя ультразвука, с помощью которой сглаживаются вершины микронеровностей. Метод не заменяет шлифовку, изменение размеров происходит в пределах нескольких микрон. Если говорить о незакаленной стали, то после одного прохода излучателем шероховатость уменьшается с 6,3 до 0,1 мкм. Для закаленных сталей шероховатость снижается с 0,4 до 0,025 мкм. Кроме того, при использовании этого метода упрочняется поверхность, повышается усталостная прочность детали. Возможна обработка поверхностей различных форм: цилиндрических – наружных и внутренних, торцевых, шаровых, выступов, прямоугольных и радиусных канавок. Работать можно со всеми видами сталей, алюминием, медью, латунью, бронзой и другими цветными металлами. Установки для ультразвуковой финишной обработки по схеме действия и конструкции аналогичны установкам, предназначенным для размерной обработки. Помимо достижения высокого класса шероховатости, метод позволяет насыщать поверхностные слои пар трения минеральными веществами, которые обладают высокой термодинамической устойчивостью. Это способствует решению основных проблем механических систем: уменьшению изнашивания, повышению КПД, экономии смазочных материалов. Чистовая обработка пластическим деформированием статическими методами Одним из наиболее прогрессивных видов обработки в технологии машиностроения является поверхностное пластическое деформирование (ППД). В результате обработки снижается шероховатость и создается поверхностный наклепанный слой со сжимающими остаточными напряжениями и повышенной твердостью. Несомненным достоинством метода является возможность создания упрочненного поверхностного слоя, в котором обеспечивается плавный переход от упрочненного к неупрочненному материалу, что исключает его отслаивание. Все известные 130 многочисленные способы обработки ППД подразделяются на статические и динамические. Статические методы основаны на использовании пластических свойств металлов, т.е. способности заготовок принимать остаточные деформации без нарушения целостности металла. Отделочная обработка ППД сопровождается упрочнением поверхностного слоя, что очень важно для повышения надежности работы деталей. Они становятся менее чувствительными к усталостному разрушению, повышаются их коррозионная стойкость и износостойкость сопряжений, удаляются риски и микротрещины, оставшиеся от предшествующей обработки. В ходе процесса шаровидная форма кристаллитов поверхности металла может измениться, они сплющиваются в направлении деформации, образуется упорядоченная структура волокнистого характера. Поверхность заготовки принимает требуемые формы и размеры в результате перераспределения элементарных объемов под воздействием инструмента, ее исходный объем остается постоянным. Обработку без снятия стружки выполняют на многих металлорежущих станках и установках, используя специальные инструменты. Созданы также особые станки, на которых наряду с резанием заготовки обрабатывают пластическим деформированием. Методы чистовой обработки используют для всех металлов, способных пластически деформироваться, но наиболее эффективны они для металлов с твердостью до НВ 280. Ожидается, что эти методы все больше будут применяться для высокоточной обработки деталей. 131