Ревяко Д.А., Гришкевич А.А., Бавбель И.И. (БГТУ, Минск, РБ) dosy
advertisement
 dosy")
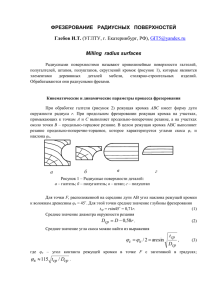
Ревяко Д.А., Гришкевич А.А., Бавбель И.И. (БГТУ, Минск, РБ) dosy@bstu.unibel.by ТЕОРЕТИЧЕСКИЕ ИССЛЕДОВАНИЯ ВЛИЯНИЯ УГЛА НАКЛОНА КРОМКИ ЛЕЗВИЯ НА КАСАТЕЛЬНУЮ СОСТАВЛЯЮЩУЮ СИЛЫ РЕЗАНИЯ И КАЧЕСТВО ОБРАБОТКИ THEORETICAL RESEARCHES OF INFLUENCE OF THE ANGLE OF SLOPE OF THE CRIMP OF THE EDGE ON THE TANGENT COMPONENT OF FORCE OF CUTTING AND QUALITY OF PROCESSING. NEW DESIGN OF THE MILL Обработка древесины и древесных материалов методом фрезерования остается значимым технологическим процессом в столярно-строительном и мебельном производствах. Получение при этом продукции установленного качества согласно нормативно-технической документации с одновременным снижением энергетических затрат является и сегодня насущным вопросом для научных исследований. Для этих целей на кафедре деревообрабатывающих станков и инструментов разработана конструкция фрезы сборной, которая позволяет вести исследовательские работы в этом направлении благодаря возможности в конструкции инструмента изменять положение ножа относительно оси вращения (угол наклона кромки) и изменять передний и задние углы. Рассмотрим конструкцию фрезы, имеющую возможность поворота режущей кромки вокруг двух осей, что позволит снизить силы резания, повысить суммарную стойкость инструмента, устранить сколы на обработанной поверхности. На рисунке 1 показана конструкция сборной фрезы с изменяемыми угловыми параметрами. Сегментные узлы 1 имеют возможность перемещения относительно корпуса 2 вокруг оси, проходящей через режущую кромку ножа 3 (при 0 ), на угол . Рисунок 1 – Конструкция сборной фрезы с изменяемыми угловыми параметрами Фиксация сегментных узлов в определенном положении осуществляется с помощью винтов 4. В сегментном узле расположен ножедержатель 5, в котором устанавливается нож и крепится клином 6 с помощью винтов 7. Ножедержатель устанавливается в двух сегментах 8, которые скрепляются винтами 9. Ножедержатель имеет возможность поворота относительно сегментов вокруг своей оси с помощью винтов 10 на угол . В результате поворота ножедержателя обработанная поверхность имеет выпуклую форму (рисунок 2а) вследствие изменения диаметра резания по ширине обработки. На рисунке 2в жирной линией показана проекция части режущей кромки, задействованной в обработке заготовки, на плоскость N / , нормальную к оси вращения инструмента, при 0 и 0 ; видно, как изменяется диаметр резания по длине режущей кромки. Рассмотрим влияние угла на отклонение от плоскостности f при 0 . Принимаем точность обработки по11-му квалитету, высоту детали b =10, 18, 25 мм.. Рисунок 2 – Схема расчета отклонения от плоскостности f Допуск плоскостности для принятых параметров составляет f =0,1 мм. [1]. Принимаем следующие допущения: погрешности обработки, за исключением погрешности вследствие целенаправленного поворота ножедержателя, отсутствуют; геометрическая ось фрезы совпадает с геометрической осью заготовки (рисунок 2а), при этом заготовка будет обработана симметрично и отклонение от плоскостности f будет минимальным. В соответствии с рисунком 2б проекция части режущей кромки, задействованной в обработке заготовки, на плоскость N / определяется по формуле b / b tg . (1) В соответствии с рисунком 2в по теореме Пифагора d 2f 2 d 2 b / 2 . (2) 2 1 (3) f d 2 b / d 2 где d – номинальный диаметр резания; для проектируемой фрезы d =150 мм. Подставив (1) в (3), получим 1 2 f d 2 b tg d . (4) 2 Проекция режущей кромки на плоскость N // , перпендикулярную вектору скорости подачи, определяется по формуле: (5) bð// bð cos . откуда где b ð – длина режущей кромки; для проектируемой фрезы b ð =30 мм. В случае b bð// в соответствии с формулой (4) 2 1 (6) f d 2 bð// tg d . 2 По формуле (4) строим диаграмму, характеризующую зависимость отклонения от плоскостности f от угла для высот детали b =10, 18, 25 мм. (рисунок 3). На диаграмме изображаем кривую, отражающую случай, когда b bð// , а также наносим прямую, характеризующую допуск плоскостности f . В соответствии с формулой (6) кривая f f пересечет ординату f при 22 при b =19,2 мм. Ни одна из трех кривых ( f f при b =10, 18, 25 мм.) не пересекает кривую b bð// , значит во всех трех случаях фрезерование будет открытым. Рисунок 3 – Графики зависимости отклонения от плоскостности f от угла Изменение угла поворота кромки лезвия в плане (осевого угла) согласно [2] и [3] позволяет значительно снизить касательную силу резания при фрезеровании. Определим изменение касательной силы резания при изменении осевого угла теоретическим путем при 0 по методике, приведенной в [2]. Задаемся необходимыми для расчетов параметрами: порода заготовки – сосна, скорость подачи Vs 36 м/мин, припуск на обработку h =2 мм, высота детали b =10, 18, 25 мм, частота вращения инструмента n =500 мин-1. Для рассматриваемой фрезы количество резцов z =4, номинальный задний угол íîì . = 20º, угол заострения =40º. Принимаем, что угол кинематической встречи равен углу перерезания волокон ; резец абсолютно острый, т. е. коэффициент затупления a =1. Определяем необходимые для вычисления касательной силы резания параметры. d 3,14 150 t 117,75 мм. Шаг ножей фрезы (7) z 4 Кинематический угол встречи arcsin h / d arcsin 2 / 150 6,63 (8) Длина дуги контакта l h / sin 2 / sin 6,63 17,32 мм. (9) Угол перерезания волокон 6,63 . (10) Скорость главного движения при резании V d n / 60 1000 3,14 150 5000 / 60 1000 39,25 м/с. (11) S z 1000 Vs / z n 1000 36 / 4 5000 1,8 мм. Подача на резец (12) Фиктивная удельная сила резания по задней поверхности резца (13) p 0,16 0,0036 10 1,8 Н/мм. Так как резание производится при наличии двух движений и углы резания в процессе обработки определяются относительно плоскости резания, то в действительности в процессе резания угловые параметры лезвий (рабочие углы резания) отличаются от номинальных (рисунок 4). Определим рабочий задний угол резания методике, ð по приведенной в [3]. Рисунок 4 – Схема расчета рабочего заднего угла Технологический угол (14) Ò 1/ 2 arccosd / 2 h / d / 2 6,63 . Угол движения (угол между вектором скорости резания Vå и вектором главной arctg Vs sin Ò/ V Vs cos Ò 1,167 скорости V ) (15) Рабочий задний угол резания ð íîì . 18,83 (16) Рабочий угол резания ð ð =58,8º (17) Действительный угол резания Ä arctg tg íîì cos . (18) Среднее фиктивное давление по передней поверхности резца k , Н/мм2, определяется по формуле k 0,02 0,0004 Ä 0,007 0,00015 90 V 0,55 0,015 10 (19) Касательная сила резания, Н Fx a p b S z sin k b l / t . (20) Строим график зависимости касательной составляющей силы резания от угла (рисунок 5). Результаты вычислений касательной составляющей силы резания, уменьшения касательной силы составляющей силы резания за счет изменения угла представлены в таблице 1. Таблица 1 – Значения касательной силы резания в зависимости от угла и высоты детали b Высота =0º =17,2º =22º Fðåç , % при Fðåç , % детали ð íîì b =10 мм b =18 мм b =25 мм 5,913194 10,64375 14,78299 14,58331 5,780676 10,40522 - 2,241 2,241 1,351 2,165 2,165 1,304 Рисунок 5 – график зависимости касательной силы резания от угла Выводы 1 При принятых допущениях и параметрах обработки теоретические расчеты показывают, что угол поворота режущей кромки в плане =0…22º незначительно влияет на касательную составляющую силы резания (максимальное уменьшение на 2,169%). 2 Качество обработки (отклонение от плоскостности) заготовок высотой b <19,2 мм соответствует требованиям ГОСТ при =0…22º, при высоте заготовок b>19,2 мм отклонение от плоскостности при =0…22º будет выше допускаемого. 3 Учет угла не оказывает значительного влияния на уменьшение касательной силы резания при изменении угла λ, поэтому при расчетах углом можно пренебречь. Библиографический список 1. Изделия из древесины и древесных материалов. Допуски формы и расположения поверхностей: ГОСТ 6449.3–1982. 2. Бершадский А.Л., Цветкова Н.И. Резание древесины. – Мн.: Выш. шк., 1975. 3. Любченко В.И. Резание древесины и древесных материалов. – М.: Лесн. промсть,1986. ТЕОРЕТЧЕСКИЕ ИССЛЕДОВАНИЯ ВЛИЯНИЯ УГЛА НАКЛОНА КРОМКИ ЛЕЗВИЯ НА КАСАТЕЛЬНУЮ СОСТАВЛЯЮЩУЮ СИЛЫ РЕЗАНИЯ И КАЧЕСТВО ОБРАБОТКИ. НОВАЯ КОНСТРУКЦИЯ ФРЕЗЫ Рассмотрена конструкция фрезы с регулируемыми ножами в двух координатных плоскостях. Определено влияние осевого угла на качество обработки. Определено изменение касательной силы резания при изменении осевого угла. Определено влияние учета угла движения на изменение касательной силы резания при изменении осевого угла. THEORETICAL RESEARCHES OF INFLUENCE OF THE ANGLE OF SLOPE OF THE CRIMP OF THE EDGE ON THE TANGENT COMPONENT OF FORCE OF CUTTING AND QUALITY OF PROCESSING. NEW DESIGN OF THE MILL The design of a mill with adjustable knifes in two coordinate planes is considered. Influence of an axial corner on quality of processing is defined. Change of a tangent of force of cutting at change of an axial corner is defined. Influence of the account of a corner of movement on change of a tangent of force of cutting at change of an axial corner is defined.