Лабораторная работа 4. Построение контрольных карт МЕЖДУНАРОДНЫЙ БАНКОВСКИЙ ИНСТИТУТ INTERNATIONAL BANKING INSTITUTE
advertisement

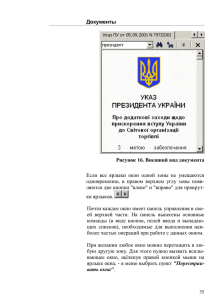
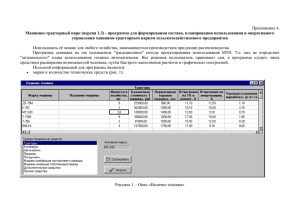
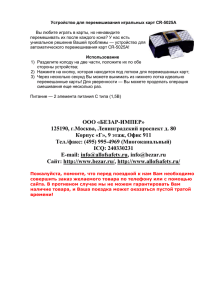
МЕЖДУНАРОДНЫЙ БАНКОВСКИЙ ИНСТИТУТ INTERNATIONAL BANKING INSTITUTE Лабораторная работа 4. Построение контрольных карт Цель работы: научить студентов строить и пользоваться контрольными картами размаха и среднего значения. Показать пути построения карт приемочного контроля, скользящего среднего. Оглавление Карта среднего размаха ................................................................................................................................ 1 Контрольная карта приемочного контроля .......................................................................................... 4 Контрольная карта скользящего среднего и размаха ..................................................................... 5 Задание ................................................................................................................................................................. 5 Карта среднего размаха Рассмотрим построение контрольных карт типа X-bar & R (Х-среднего и размаха) для выбранных переменных. Этот вид анализа дает возможность построить карту Х-среднего и размаха для оценки вариабельности процесса. 1. Выбор переменных. Откроем файл Cover.sta через меню File - Open. Этот файл определяет длину и ширину пластиковых панелей, которые должны быть далее установлены в измерительный прибор. Длина и ширина, измеренные в мм, являются важными характеристиками качества, поскольку панели должны вставляться в раму определенных размеров. Через пункт меню Statistics выбрать модуль Industrial Statistics and Six Sigma, а затем Quality Control Charts (Контрольные карты качества). В появившемся окне указать опцию X-bar & R chart for variables (рис. 1). Рис. 1. Окно модуля Quality Control Charts 1 МЕЖДУНАРОДНЫЙ БАНКОВСКИЙ ИНСТИТУТ INTERNATIONAL BANKING INSTITUTE 2. Выберем в верхней части окна закладку Real - time и отметим позицию Auto - update для автоматического изменения всех графиков, карт и результатов в реальном времени. После этого нажмем ОК. В появившемся окне определения переменных Defining Variables for X-bar & R Chart в качестве анализируемого параметра выберем Width (Ширина). В окно Constant sample size (Размер постоянной подгруппы) введем значение, равное 3, которое определяет объем отдельной подгруппы. Таким образом, вся выборка данных, состоящая из 60 наблюдений, разделена на 20 подгрупп по 3 элемента в каждой. Такое же значение введем в окно Minimum number of observations per sample, где указывается минимальное число наблюдений в подгруппе. Такие действия дают уверенность в том, что пакет STATISTICA берет последовательные серии из трех элементов и идентифицирует их как принадлежащих к одной и той же выборке. Отметим, что модуль Quality Control допускает появление данных как результат измерительных операций (или использование базы данных) наблюдаемого процесса с постоянной скоростью снятия отсчетов. На рис. 2 приведено окно определения переменных. Рис. 2. Окно определенных переменных 3. Нажав ОК, приходим к контрольной карте и окну диалога, которые показаны на рис. 3 и 4, соответственно. Как видно из рис. 3, в этом пакете в качестве результата выдаются контрольные карты, состоящие сразу из двух графиков: в верхней части приводится карта Хсреднего, в нижней - размаха. Обе карты сопровождаются гистограммами, приведенными слева от контрольных карт. Диалоговое окно (рис. 4) позволяет проконтролировать различные аспекты контрольных карт. 4. В общем случае необходимо удостовериться в том, что процесс находится под контролем, рассмотрев вначале карту размаха, а затем Х-среднего. Из карты размаха видно, что вторая подгруппа вышла из-под контроля, так как размах превысил верхний контрольный предел. Рис. 3. Контрольные карты Х-среднего и размаха 2 МЕЖДУНАРОДНЫЙ БАНКОВСКИЙ ИНСТИТУТ INTERNATIONAL BANKING INSTITUTE На карте Х-среднего видно, что подгруппа с номером 19 вышла из-под контроля, так как ее значение находится ниже нижнего контрольного предела. Для того чтобы убедиться в неслучайном характере соседних выборок воспользуемся опцией Runs tests при активированной позиции Charts окна диалога. В этой ситуации будут проверяться различные отклонения в поведении контрольных карт, которые определяют нарушения наблюдаемого процесса. При отсутствии таких отклонений программа будет вырабатывать ОК. В таблицах 1 и 2 сведены результаты проверки по обеим картам и возможным нарушениям. Рис. 4. Окно диалога Таблица 1 Результаты проверки процесса по карте Х-среднего 3 МЕЖДУНАРОДНЫЙ БАНКОВСКИЙ ИНСТИТУТ INTERNATIONAL BANKING INSTITUTE Таблица 2 Результаты проверки процесса по карте размаха Обе таблицы показывают, что ни одно из правил не нарушено (в каждой ячейке стоит ОК). Контрольная карта приемочного контроля Здесь необходимо построить контрольную карту приемочного контроля для отдельного признака. Допустим, что производятся электрические лампы. Для оценки поведения отдельной лампы при различных условиях осуществляется несколько выборок, содержащих по 100 единиц. Затем проводятся испытания, и регистрируется количество дефектов в каждой выборке. Эти данные занесены как переменная Defect в файле Bulbs.st. Построение дефектов для различных выборок определяет Р-карту. 1. Выбор переменной. Как и в первой части работы, переходим к стартовой панели модуля Quality Control Charts. Затем выберем P chart for attributes (Р-карту для признака) при выделенной закладке Quick. Далее выделим в верхней части окна закладку Real-time и отметим позицию Auto-update для автоматического изменения карт и результатов в реальном времени. Нажмем ОК. В появившемся окне определения переменных Defining Variables for X-bar & R Chart в качестве анализируемого параметра выберем Defect. 2. Так как размер выборки составляет 100 единиц, то в окне Constant sample size необходимо установить это число. Затем нажать ОК. В результате получаем контрольную карту, показанную на рис. 5. Рис. 5. Р-карта для признака 4 МЕЖДУНАРОДНЫЙ БАНКОВСКИЙ ИНСТИТУТ INTERNATIONAL BANKING INSTITUTE Контрольная карта скользящего среднего и размаха Указанный тип карт является полезным для обнаружения незначительных трендов среднего значения или вариации процесса во времени. Здесь используем тот же файл данных, что и в первом типе карт: Cover.sta. Допустим, что мы имеем дело с изменениями процесса, приводящими к увеличению средней ширины панелей. С точки зрения контроля нужно определить такие изменения как можно раньше, так как в противном случае окажется недопустимое число некачественных панелей. 1. Выбор переменной. Откроем файл Cover.sta и перейдем к стартовой панели модуля Quality Control Charts. Выберем при выделенной закладке Variable опцию MA X-bar & R chart for variables (Скользящее среднее и R-карта для переменных). Затем выделим закладку Real-time и укажем опцию Auto-update (Автоматическое изменение). После этого нажать ОК для отображения диалогового окна определения переменных Defining Variables for MA X-bar and R Chart. В качестве переменной выбрать Width (Ширину). При производстве выбирается постоянная выборка, состоящая из трех наблюдений, поэтому в окне Constant sample size (Размер постоянной выборки) установим число 3. 2. Далее необходимо определить окно скользящего среднего и метод нахождения process sigma (Величины sigma процесса). Окно указывает на то, сколько соседних выборок используется для каждого отдельного скользящего среднего, которое отображается в карте. Например, если определить окно, равное 3, то первое скользящее среднее вычисляется из выборок от 1 до 3, второе - из выборок от 2 до 4 и т. д. Чем больше окно, тем более плавной становится линия скользящего среднего. Здесь установим это значение, равное 5, введя это число в поле Moving average span (Окно скользящего среднего). Далее – ОК. Контрольная карта - на рис. 6. Рис. 6. Контрольная карта скользящего среднего и размаха Задание Построить карту среднего и размаха для переменной Defect файла Bulbs.st. 5