Монтаж железобетонных конструкций: фундаментов, колонн, подкрановых балок, балок и ферм покрытия.
advertisement

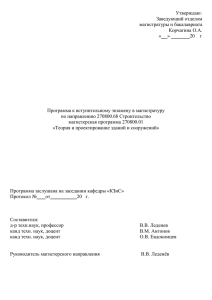
Монтаж железобетонных конструкций: фундаментов, колонн, подкрановых балок, балок и ферм покрытия. Монтаж фундаментов стаканного типа. Монтаж фундаментов промышленных зданий начинают после окончания ряда подготовительных работ: разбивки осей здания и фундаментов, подчистки дна котлована, подготовки основания. Оси фундаментов в процессе разбивки закрепляют на обноске. Для точного монтажа фундаментов оси переносят в котлован непосредственно к месту монтажа и закрепляют там металлическими штырями, воткнутыми в грунт. Дно котлована подчищают перед монтажом соответствующих фундаментов. Монтаж фундаментов промышленных зданий, выполненных в виде единого блока, ведут следующим образом. Блоки под монтаж подаются обычно на транспортных средствах (наличие отвалов грунта для обратной засыпки и ограниченность проездов мешают их складыванию в зоне монтажа). Двухветвевыми стропами или траверсами блоки поднимают за монтажные петли. Фундаментный блок в проектное положение наводят на весу, после чего его опускают на готовое основание и выверяют по рискам осей, совмещая их со штырями или рисками, закрепившими положение осей на основании. Правильность установки фундаментов по вертикали проверяется нивелиром. Легкие и средние фундаменты, состоящие из опорной плиты и блока стакана, монтируют в следующем порядке: доставленные на площадку элементы фундаментов разгружают в непосредственной близости от места монтажа. Затем проверяют риски осей на верхней грани блока-стакана. Внутренние размеры стакана проверяют специальным шаблоном, размеры которого заведомо больше размеров нижней части колонны. Пересекающиеся рейки шаблона должны при проверке совпадать с рисками осей на верхней грани блока-стакана. На монтаже сборных железобетонных фундаментов промышленных зданий используют самоходные стреловые краны. Монтаж фундаментов начинают с плиты, которую застропливают четырехветвевым стропом и подают краном к месту установки. После тщательной выверки ее устанавливают в проектное положение. Сделав на плите постель из цементного раствора, на нее устанавливают блок-стакан. Для соединения стакана с плитой служат закладные детали. После сварки закладных деталей их покрывают антикоррозионной защитой. Правильность установки фундамента проверяют геодезическим инструментом. 5 Рис. 1. Технология монтажа сборного фундамента под двухветвевую колонну I—IV — последовательность операций На рис. 1 показана последовательность монтажа сборного железобетонного фундамента: на готовое основание устанавливают опорный блок с контрфорсами и тщательно выверяют по осям. Его устойчивость достаточна для того, чтобы не прибегать к временному креплению; к опорному блоку приставляют два блока-подушки, затем расстилают выравнивающий слой толщиной 5 см. Сразу вслед за устройством выравнивающего слоя устанавливают блок-стакан. В процессе монтажа блока-стакана выверяют его положение, совмещая риски на стакане с рисками на ранее смонтированных блоках. Установив блок-стакан, стык с опорным блоком заделывают бетоном. После окончания монтажа фундаментов делают обратную засыпку до верха фундамента. Следующим этапом монтажных работ является установка фундаментных балок, которые укладывают или на поверхность опорного блока, или на обрезы стаканов фундаментов, или на специальные опорные столбики. Монтаж фундаментных балок обычно ведут с помощью самоходных стреловых кранов. Монтаж ленточных фундаментов. Для ленточных фундаментов жилых и общественных зданий применяют в основном два конструктивных элемента: блок-подушку трапецеидальной или прямоугольной формы, укладываемую в основание фундамента, и стеновые блоки или панели, из которых возводится стенка фундамента. Основанием для ленточных фундаментов служит песчаная подготовка толщиной около 10 см по зачищенному или уплотненному щебнем грунту дна котлована или траншеи. Монтаж ленточных фундаментов начинают с установки двух маячных блоков-подушек, которые выверяют и устанавливают в строгом соответствии с осями стен здания. Маячные блоки ставят на расстоянии не более 20 м друг от друга. Угловые блоки всегда являются маячными. По внутреннему, а иногда по наружному обрезу маячных блоков закрепляют шнур-причалку. 6 Блоки-подушки укладывают один впритык к другому или (при хорошей несущей способности основания) с прозорами, которые могут доходить до 40—50 см. Для пропуска трубопроводов и кабельных вводов при сплошной укладке блоков-подушек оставляют специальные монтажные отверстия. Блоки-подушки укладывают по всему периметру здания или в пределах одной захватки. После укладки блоков-подушек (на неравномерно сжимаемых грунтах) приступают к устройству армированного шва, который делают из цементного раствора с утопленными в нем стержнями арматуры. Монтаж блоков или панелей фундаментных стенок обычно ведут теми же кранами, которыми монтировались блоки-подушки. Их захватывают двухветвевыми стропами за монтажные петли и устанавливают, заполняя стыки цементным раствором. Панели подвальных помещений обычно приваривают к закладным элементам в блоках-подушках. Элементы стен в процессе монтажа выверяют как относительно продольной оси, так и вертикальной. После монтажа всех блоков по верхнему обрезу стенки устраивают выравнивающий слой (монтажный горизонт) из цементного раствора, поверхность которого выводят на определенную проектную отметку. Монтажные работы нулевого цикла завершаются устройством цоколя и перекрытия над подвалом или подпольем. Ленточные фундаменты обычно монтируют краном, стоящим на уровне планировки, а не в котловане. Монтаж колонн. Колонны промышленных зданий монтируют, предварительно раскладывая их у места монтажа или непосредственно с транспортных средств, которыми их подают в зону действия монтажного крана. Колонны раскладывают таким образом, чтобы в процессе монтажа было минимальное количество перемещений и различных вспомогательных работ, чтобы к ним был свободный доступ для осмотра, навески оснастки и строповки. Колонны следует раскладывать не плашмя, а так, чтобы в процессе подъема изгибающий момент от веса колонны и веса оснастки действовал в плоскости наибольшей жесткости колонны. Это особенно необходимо учитывать при монтаже тяжелых и высоких колонн. При раскладке колонн следует учитывать способ, которым собираются вести монтаж. После раскладки колонны осматривают, проверяя их качество и размеры. Одновременно проверяют размеры и глубину стакана под колонну. На фундаментах под металлические и деревянные колонны проверяют правильность установки анкерных болтов и горизонтальность основания. Поднимая колонны способом поворота, который чаще применяется на монтаже стальных колонн, нижний конец колонны закрепляют обычно в 7 специальном шарнире, зафиксированном на фундаменте. При подъеме колонн поворотом со скольжением нижний конец колонны шарнирно прикрепляют к специальной тележке или салазками. Колонны высотой до 12 м в стаканах фундаментов можно временно закрепить при помощи клиньев или кондукторов. Можно применять деревянные (из древесины твердых пород), бетонные и стальные сварные клинья. В зависимости от глубины стакана фундамента клинья должны быть длиной 250— 300 мм с уклоном не более 1/10. У граней колони шириной до 400 мм ставят по одному клину, у граней большей ширины — не менее двух клиньев. Деревянные клинья следует применять только при малых объемах работ, так как они затрудняют заделку стыков. Монтаж подкрановых балок. Железобетонные подкрановые балки перед монтажом осматривают и подготавливают стыка, очищая закладные элементы или выпуски арматуры от ржавчины. Подкрановые балки вследствие их большой длины (6-12 м) чаще всего поднимают с помощью специальных или универсальных траверс. При выборе захвата следует обращать внимание на характер армирования полки балки и на конкретные условия монтажа. Положение подкрановых балок выверяют в процессе их установки с помощью монтажного инструмента прикрепляемого к колонне. Подкрановые балки закрепляют, сваривая закладные детали, установленные на концах подкрановых балок и заделанные в колонне. Для заделки стыков бетоном применяют инвентарную опалубку. В последнее время при монтаже подкрановых балок их часто монтируют вместе с заранее прикреплёнными подкрановыми рельсами. Монтаж балок и ферм покрытия. В промышленных зданиях фермы и балки монтируют раздельно или совмещают с монтажом плит покрытия, в некоторых случаях ведут совместных монтаж подкрановых балок, ферм и плит покрытия. Фермы в проектное положение устанавливают в такой последовательности, которая обеспечивает устойчивость и геометрическую неизменяемость смонтированной части здания. Монтаж обычно ведётся “на кран”, который последовательно отступает со стоянки на стоянку. До монтажа фермы обычно раскладывают вдоль 8 пролёта, поэтому в процессе подъёма перед установкой их приходится разворачивать. Для временного закрепления ферм в проектном положении применяют расчалки (ванты) или специальные распорки. Для ферм пролётом 18 м применяют одну распорку, для ферм пролётом 24 и 30 м – две распорки, которые устанавливаю в 1/3 пролёта. Распорки прикрепляют к ферме до подъёма, на земле. К свободному концу трубы привязывают пеньковый канат, при помощи которого распорку поднимают к ранее смонтированный ферме для присоединения к установленным там струбцинам. Снимают распорки только после окончательного закрепления ферм и укладки плит покрытия. При устройстве фонарей их конструкции прикрепляют к фермам до монтажа и поднимают вместе с фермой за один приём. Фермы выверяют по рискам, имеющимся на опорных площадках ферм и колонн, совмещая их в процессе монтажа. Для закрепления ферм в проектном положении закладные детали ферм в каждом опорном узле приваривают к опорной плите, в свою очередь приваренной к закладным деталям оголовка колонны. Вопросы для самопроверки: 1. 2. 3. 4. 5. Технология монтажа фундаментов стаканного типа. Технология монтажа ленточных фундаментов. Технология монтажа колонн. Технология монтажа подкрановых балок. Технология монтажа балок и ферм покрытия. 9 Монтаж элементов металлических конструкций. Характерными особенностями монтажа стальных конструкций являются: монтаж укрупненными блоками, чаще всего строительно-технологическими; производство монтажных и других работ на объекте по совмещенному графику; выполнение работ комплексными бригадами, осуществляющими наряду с основными сопутствующие операции (прихватка, резка и т. д.). При монтаже металлических колонн крепление колонн к фундаментам осуществляется различными способами. При установке колонн на заранее уложенные стальные плиты поверхность фундамента под колонны должна быть ниже проектной отметки на 50—60 мм. Затем на цементной подливке устанавливают и тщательно выверяют опорные плиты. Устанавливая колонны на специальные балки, их после тщательной выверки заделывают в фундамент так, чтобы верхняя часть выступала из бетона на 40—50 мм. При проверке фундаментов под стальные колонны выверяют риски продольных и поперечных осей, положение анкерных болтов по отношению к их проектным осям и отметки опорной поверхности в четырех точках. Результаты проверки каждого фундамента с указанием имеющихся отклонений фиксируются на плане фундамента по схеме. После подъема и установки колонны на место, не освобождая крюка крана, приступают к выверке ее положения. Легкие железобетонные колонны выверяют, пользуясь монтажными ломиками и клиньями, закладываемыми в стакан фундамента, и специальными механическими клиньями. Правильное положение колонн в плане достигается совмещением осевых рисок на колонне с осевыми рисками на фундаменте. Вертикальность колонн проверяют теодолитом или отвесом, а отметки опорных поверхностей — нивелиром. Металлические подкрановые балки монтируют укрупнёнными блоками. При монтаже по рядам наружных колонн такой блок состоит из подкрановой и тормозной балок, ходового настила и подкранового рельса; при монтаже по внутренним рядам колонн блок состоит из двух балок, тормозной фермы, ходового настила и подкрановых рельсов. Такое укрупнение резко сокращает затраты труда, средств и продолжительности монтажа. При безвыверочном методе монтажа трудоёмкость монтажа подкрановых балок снижается на 50%. При монтаже металлических ферм необходимо обращать внимание на их устойчивость и жёсткость в процессе монтажа, для чего их часто усиливают перед подъёмом, а после установки раскрепляют вантами. Места строповки стальных ферм определяются в проекте, а число устанавливаемых расчалок 10 места их крепления к фермам – проектом. Вслед за установкой ферм монтируют связи по ним. Вопросы для самопроверки: 1. Основы безвыверочного метода монтажа колонн. 2. Технология монтажа подкрановых балок. 3. Технология монтажа ферм. 11 Кровельные работы. Подготовка оснований под различные виды кровель. Основанием для рулонных кровель при железобетонных несущих конструкциях является выравнивающий слой (стяжка), уложенный по слою утеплителя или, при холодной кровле,— непосредственно по бетону покрытия. Толщина выравнивающего слоя 15—25 мм при укладке по монолитным и жестким плитным утеплителям (пенобетон, керамзитобетон), 25—30 мм — по нежестким плитным и сыпучим утеплителям (фибролит, шлак, пемза) и 10—15 мм по бетону. Выравнивающий слой делают из цементно-песчаного раствора марки не ниже 50 (состав 1:3). В зимнее время вместо цементно-песчаной стяжки применяют стяжку толщиной 15— 20 мм из горячего мелкозернистого песчаного асфальтобетона. Допускается устройство в зимних условиях цементно-песчаной стяжки с наполнителем из керамзита с добавкой поташа (10— 15% от веса цемента). При устройстве стяжек из цементно-песчаного раствора делаются температурно-усадочные швы через 6 м, стяжка из асфальтобетона должна разбиваться температурно-усадочными швами на квадраты размером 4X4 м. Для образования таких швов при устройстве стяжки закладываются деревянные рейки толщиной 10 мм, которые затем вынимают, а шов заполняют мастикой и заклеивают полоской рулонного материала. По деревянным несущим конструкциям крыши основание кровли делают из двух деревянных настилов: рабочего — из досок толщиной 25 мм, укладываемых параллельно коньку с зазорами 25—30 мм, и защитного настила из антисептированных досок 19X50 мм (влажностью не более 23%), укладываемых под углом 45° к доскам рабочего настила. Между досками защитного настила зазор допускается не более 10 мм. Вопросы для самопроверки: 1. Подготовка оснований под рулонные кровли в летнее время. 2. Подготовка оснований под рулонные кровли в зимнее время. 3. Подготовка оснований кровли из штучных материалов.. 12 Устройство кровель из рулонных материалов. Наклейка рулонных материалов. Беспокровные материалы наклеивают на горячей, а покровные — на горячей и холодной мастиках. При уклоне кровли менее 15% полотнища рулонных материалов наклеивают параллельно коньку и карнизу, при большем уклоне — перпендикулярно коньку, т. е. по стоку воды, с перепуском при этом каждого полотнища через конек на противоположный скат на 25 см. Перекрестная наклейка полотнищ не допускается. При укладке полотнищ параллельно коньку наклейку начинают с полотнищ, расположенных вдоль карниза (свеса кровли), а при наклейке перпендикулярно коньку — по направлению сверху вниз, т. е. от конька к карнизу. Рулонные материалы для устройства кровли подают на крышу любыми имеющимися на объекте грузоподъемными механизмами: краном, строительным подъемником и т. п. При значительной площади 'покрытия материалы можно развозить по основанию кровельного покрытия на специальных тележках мотороллерах, электрокарах и др. Мастику на кровлю подают насосом по стальному трубопроводу, далее на рабочее место — гибким рукавом с насадкой или в бидонах на тележках; при малых объемах работ горячую мастику подают в закрытых бачках, а холодную — в герметичной таре. Для подогрева и подачи мастик на крышу применяют специальные установки, состоящие из котла, насоса с электроприводом, утепленных инвентарных трубопроводов с раздаточными кранами и обратной линии. Во избежание остывания неизрасходованной мастики в разводящих трубопроводах подающие стояки и обратную сливную тару закольцовывают, в результате' чего мастику можно подавать в котел для повторного подогрева. Перед укладкой рулоны раскатывают на кровле насухо и мелом прочерчивают границы нахлестки полотнищ по ширине, составляющей 70 мм для нижних слоев и 100 мм для верхнего при уклоне кровли более 2,5% и 100 мм во всех слоях при уклоне кровли менее 2,5%. Рулонный ковер наклеивают послойно: сначала первый слой по всей площади захватки, затем, после его проверки и приемки, второй слой и т. д. При устройстве рулонных кровель следует особенно тщательно оклеивать примыкание рулонного ковра к отдельно стоящим вытяжным канализационным трубам, вытяжным шахтам, стойкам телевизионных антенн, а также примыкания к вертикальным стенам, температурноусадочным швам, разжелобкам, выводам и водоприемным воронкам. Для этих целей заранее приготовляют рулонный материал по соответствующим размерам. Оклейку выполняют дополнительными слоями сверху или снизу основного ковра кровли. При укладке рулонных материалов на горячей мастике все слои 13 рулонного ковра можно наклеивать не последовательно, а одновременно. При этом каждый последующий слой смещается по отношению к нижнему на 1/3 ширины рулона при трехслойной кровле и на 1/4 ширины рулона при четырехслойной кровле. По сравнению с последовательной наклейкой одновременная наклейка дает экономию материалов на 8…10%. В современном производстве» с использованием средств малой механизации рулонный ковер наклеивают машинами-укладчиками, которые в зависимости от способа нанесения мастики подразделяют на два типа: с нанесением мастики непосредственно на укладываемый рулон и с нанесением мастики на основание. При наклеивании машинами первого типа полотнище рулонного материала при движении машины проходит через бак, где смазывается с нижней стороны тонким слоем 1мастики, и попадает под каток, который плотно прижимает его к основанию. В машинах второго типа имеется специальный вынесенный вперед бак для мастики. В нижней части бака устроены отверстия, через которые мастика равномерным слоем распределяется по подготовленному основанию. При движений вперед рулон раскатывается и полотнище прижимается катком к основанию. Наклеивание машинами ведут в такой последовательности. После раскатки, и примерки полотнища к месту наклеивания его скатывают. Вручную наклеивают конец полотнища. На приклеенную часть устанавливают машину и надевают на нее скатанное полотнище. При движении вперед машина наклеивает и укладывает его. Производительность подобных машин за 8-часовой рабочий день до 1500 м2 однослойного ковра (в 6 раз больше, чем ручным способом, при котором* производительность звена наклейщиков обычно не превышает 250 м2 в смену). При подаче мастики к рабочему месту с помощью рукава с распылителем непосредственно от автогудронатора для наклейки полотнища рулонного материала применяют каток-раскатчик. Для приготовления и нанесения на основании горячей мастики эффективен газопламенный способ, осуществляемый в специальной установке, в состав которой входят пневмоаппарат, компрессор и баллон со сжиженным газом. Основными сборочными единицами установки являются загрузочный бачок с крышкой, смесительная камера, газовая горелка и тележка на колесах. От компрессора сжатый воздух поступает в смесительную камеру, разрежая воздух в конусной части загрузочного бункера. Струя воздуха подхватывает порошкообразные битум марки БНК-4 и наполнитель (известь, цемент, зола-унос) и с большой скоростью подает их к горелке. Поступающий из баллона пропан-бутан при выходе из раструба горелки интенсивно горит в струе воздуха, образуя вытянутый факел. Летящие зерна битума, проходя через факел горящего газа, плавятся и, смешиваясь с пылевидным наполнителем, превращаются в капельки 14 мастики, разогретой до 22°С. Факел направляют на поверхность основания, создавая на нем плотный слой мастики толщиной около 1 мм, на который накатывают рулонное полотнище. Производительность установки при однослойном покрытии 120 м2/ч. При незначительных объемах работ или в стесненных условиях: рулонные материалы наклеивают вручную. В этом случае мастику наносят щеткой сначала полосами по обе кромки полотнища на длину около 50 см, а затем поперечными движениями — в промежутки между полосами. Вслед за этим кровельщик раскатывает полотнища на обработанную мастикой поверхность и плотно притирает тряпкой, чтобы удалить воздушные мешки—пузыри. Трудноудаляемые пузыри прокалывают или прорезают, воздух выжимают, а отверстие заделывают выступившей в проколе мастикой. Затем уложенную часть рулона прикатывают ручным катком, масса которого 80...100 кг. Наклейка рулонного ковра при устройстве кровель на холодных мастиках в основном не отличается от наклейки рулонного ковра на горячих мастиках. Разница заключается только в том, что при устройстве кровель на холодных мастиках необходимо более тщательно наклеивать рулонный ковер. В этом случае мастику перед применением перемешивают механизированным способом до приобретения ею требуемой консистенции. При температуре наружного воздуха в момент укладки ниже +10 °С холодную мастику применяют в 'подогретом до 70°С виде. Наносят мастику на основание в летнее время за 30...45 мин до наклейки ковра. После наклейки на мастику полотнище тщательно разравнивают, прокатывают или притирают. Каждый слой ковра должен прикатываться 5...6 раз в день в течение 2...4 дней до полной приклейки ковра. Расход холодной мастики на 1 м2 наклеиваемого полотнища рулонного материала не превышает 0,6...0,8 кг, на ее приготовление требуется, в 3 раза меньше битума и на 80% меньше топлива по сравнению с горячими мастиками. При устройстве защитного слоя на готовый рулонный ковер разливают горячую мастику и разравнивают ее гребками до получения слоя толщиной 2 мм. В неостывшую мастику из передвижного бункера или совковыми лопатами разбрасывают ровным слоем гравий (10...20 мм) и доводят толщину пересыпки до проектной, следя за тем, чтобы мастика выступала сквозь гравий. Затем прокатывают гравий ручными катками. Избыток гравия после остывания мастики сметают. Устройство кровель из наплавляемого рубероида имеет ряд преимуществ по сравнению с наклейкой рулонных битуминозных материалов на горячих и холодных битумных мастиках. Этими преимуществами являются следующие: исключение из технологического цикла работы с горячими мастиками, уменьшение числа технологических операций и потребности в оборудовании. 15 Ковер наклеивают в таком порядке. На высохшей огрунтованной поверхности одновременно раскатывают 7...10 рулонов, выравнивая полотнища и обеспечивая их нахлестку. С одного конца рулоны скатывают, начиная с последнего, на длину 5...7 м. Покрывный слой разогревают газовыми горелками по линии соприкасания полотнища с основанием или ранее наклеенным слоем. По мере достижения покровным слоем вязкотекучего состояния рулонный ковер раскатывают и приклеивают. В настоящее время кроме описанного огневого способа применяют безогневой , когда посредством пистолета-краскораспылителя или валика на основание и одновременно на тыльную сторону рулона наносят растворитель, рулон укладывают на основание и немедленно укатывают. Вопросы для самопроверки: 1. Основы устройства рулонных кровель по первому типу. 2. Основы устройства рулонных кровель по второму типу. 3. Технология устройства кровель из наплавляемого рубероида. 16 Вопросы для самопроверки: 1. 2. 3. 4. 5. Технология укладки асбестоцементных плоских плиток. Технология укладки асбестоцементных листов. Технология укладки кровель из черепицы. Технология укладки кровель из стеклопластика. Технология укладки деревянных кровель.