Автореферат - Ижевский государственный технический
advertisement

На правах рукописи
Зинченко Владислав Александрович
УДК 681.51.001.2:621.002.2
УПРАВЛЕНИЕ ТЕХНОЛОГИЧЕСКИМ ПРОЦЕССОМ ОТЖИГА ДЕТАЛЕЙ
МАШИН И МЕХАНИЗМОВ ИЗ СЕРОГО И ВЫСОКОПРОЧНОГО ЧУГУНА
Специальности:
05.13.06 «Автоматизация и управление технологическими процессами и
производствами» (машиностроение);
05.02.08 «Технология машиностроения»
АВТОРЕФЕРАТ
диссертации на соискание ученой степени
кандидата технических наук
Ижевск 2008
Работа выполнена в ГОУ ВПО «Ижевский государственный технический
университет».
Научный руководитель:
доктор технических наук,
профессор Михайлов Ю.О.
Официальные оппоненты:
доктор технических наук,
профессор Ефимов И.Н.
доктор технических наук,
профессор Власов О.Г.
Ведущая организация:
Научно-исследовательский
технологический институт
«Прогресс»,
г. Ижевск
Защита состоится «25» декабря 2008 г. в 14.00 часов на заседании
диссертационного совета Д 212.065.06 в Ижевском государственном
техническом университете по адресу: 426069, г. Ижевск, ул. Студенческая, 7.
Отзывы на автореферат, заверенные гербовой печатью, просим
высылать по указанному адресу в двух экземплярах.
С диссертацией можно ознакомиться в библиотеке Ижевского
государственного технического университета. С авторефератом можно
ознакомиться на официальном сайте ИжГТУ: www.istu.ru.
Автореферат разослан 14 ноября 2008 г.
Ученый секретарь
диссертационного совета
кандидат технических наук,
доцент
2
___________________ В.Н.Сяктерев
ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ
Актуальность. Повышение стабильности размеров базовых деталей
машин и механизмов, изготовляемых из серого и высокопрочного чугуна,
является важнейшей проблемой современного точного машиностроения.
К точности деталей предъявляются очень высокие требования, так,
например, непрямолинейность направляющих поверхностей точного
металлообрабатывающего станка, имеющих длину несколько метров, в ряде
случаев не должна превышать 1-2 мкм.
Большинство деталей станков изготовляют из чугунных отливок, в
которых в процессе охлаждения их в литейных формах формируются
достаточно большие остаточные напряжения, достигая значений 100-150
МПа (10-15 кг/мм2), что близко к пределу прочности чугуна.
Основной причиной коробления деталей, т.е. потеря ими исходной
геометрической точности является перераспределение и релаксация
технологических остаточных напряжений.
Коробление деталей в процессе их изготовления вследствие
перераспределения сохранившихся остаточных напряжений в заготовке
приводит к повышению трудоемкости и к введению ручной механической
операции шабрения направляющих поверхностей базовых деталей.
Коробление деталей также происходит в процессе эксплуатации,
обусловленное релаксацией остаточных напряжений.
Для снижения остаточных напряжений в чугунных деталях их
подвергают различным видам обработки. Наиболее применяемый в
производстве метод низкотемпературного отжига (искусственного старения)
позволяет снимать только 50-60% исходных напряжений в деталях.
Существующие методы стабилизации размеров не позволяют
кардинально снизить исходный уровень остаточных напряжений в чугунных
заготовках, тем самым не устраняется причина, вызывающая коробление.
Таким образом, исследования направленные на разработку
эффективных методов снижения исходных остаточных напряжений в
чугунных отливках следует рассматривать как актуальную проблему и в
теоретическом, и в практическом аспектах, особенно учитывая тенденцию
дальнейшего увеличения выпуска изделий точного машиностроения.
Целью диссертационной работы является повышение качества и
эффективности управления технологическим процессом отжига,
обеспечивающим высокую геометрическую точность и стабильность
размеров готовых чугунных деталей машин и механизмов из серого и
высокопрочного чугуна.
Достижение цели обеспечивается постановкой и решением следующих
задач:
– разработка нового способа отжига чугунных отливок,
обеспечивающего полное снятие остаточных напряжений;
3
– разработка алгоритмов управления технологическим процессом
отжига, обеспечивающих высокий уровень снятия остаточных напряжений и
сохранение механических свойств в чугунных отливках;
– реализация алгоритмов управления технологическим процессом
отжига
в
промышленных
условиях
для
базовых
деталей
металлообрабатывающих станков.
Объектом
исследования
являются
физические
процессы,
происходящие при снижении остаточных напряжений в отливках из серого и
высокопрочного чугуна в результате отжига.
Предметом исследования являются:
способы управления технологическим процессом отжига;
теоретические основы разработки алгоритмов оптимального
управления отжигом;
экспериментальная
проверка
технологической
работоспособности системы управления отжигом.
Методы исследований. Теоретическая часть работы основывается на
использовании
положений
теории
явления
субкритической
сверхпластичности чугуна. Экспериментальные исследования выполнялись
на образцах из серого и высокопрочного чугуна с использованием
аттестованного серийного оборудования и приборов. Реализация алгоритом
оптимального управления технологическим процессом отжига, проводилась
в условиях ряда промышленных предприятий.
Научная новизна диссертационной работы определяется следующими
положениями:
– теоретическим обоснованием принципов разработки нового способа
отжига чугунных отливок, основанного на теории эффекта субкритической
сверхпластичности;
– разработкой эффективных способов управления режимами отжига,
позволяющими полностью снимать остаточные напряжения в чугунных
отливках.
На защиту выносятся:
1)
Основные принципы разработки оптимальных режимов
управления технологическими параметрами, основанные на теории явления
субкритической сверхпластичности;
2)
Новый способ отжига чугунных отливок (защищен авторским
свидетельством на изобретение а.с.1553563);
3)
Алгоритм оптимального управления технологическим процессом
отжига.
Практическая ценность. Разработанные алгоритмы управления
положены в основу разработки прогрессивных технологий отжига деталей
машин и механизмов из серого и высокопрочного чугуна, обеспечивающих
значительное уменьшение коробления деталей при механической обработке
и повышение стабильности размеров в процессе эксплуатации.
Разработанные режимы управления отжигом позволяют снизить
энергозатраты в 2-3 раза, продолжительность термообработки в 3-4 раза по
4
сравнению с режимами искусственного старения (низкотемпературного
отжига).
Использование нового способа отжига позволяет снизить трудоемкость
изготовления чугунных деталей за счет совмещения черновой и чистовой
механической обработки, а также исключения операции шабрения.
Практическая ценность и научная новизна полученных результатов
подтверждена патентом на изобретение (а.с. 1553563, патент 1991 г.).
Реализация результатов работы. Разработанные режимы управления
технологическим процессом отжига внедрены для широкой номенклатуры
чугунных деталей на ряде промышленных предприятий: ОАО «АвтоВАЗ»,
ПО
«Воткинский
завод»,
ПО
«Ижмаш»,
РСПО
«Рязанское
станкостроительное производственное объединение», ХСЗ «Харьковский
станкостроительный завод».
Фактический годовой экономический эффект, подтвержденный актами
внедрения от использования разработанных технологий отжига чугунных
отливок, составляет 390 тыс. руб. (в ценах 1991 г.).
Апробация
работы.
Основные
результаты
и
положения
диссертационной работы докладывались и обсуждались на следующих
конференциях, семинарах и съездах:
– «I конференция молодых ученых ФТИ УрО АН СССР» (г. Ижевск, 1988
г.);
– зональная научно-техническая конференция «Математическое
моделирование в инженерной практике» (г.Ижевск, 1988 г.);
– Всесоюзный семинар «Оптимшлифабразив-88» (г. Ленинград, 1988 г.);
– зональная научно-техническая конференция «Математическое
обеспечение и автоматическое управление высокопроизводительными
процессами механической и физико-химической обработки изделий
машиностроения» (г. Андропов, 1988 г.);
– VII Всесоюзная конференция «Теплофизика технологических
процессов» (г. Тольятти, 1988 г.);
– VII Всесоюзная конференция «Теплофизика технологических
процессов» (г. Тольятти, 1988 г.);
– III Всесоюзный симпозиум «Технологические остаточные напряжения»
(г. Москва, 1988г.);
– Всесоюзная научно-техническая конференция «Разработка и
промышленная реализация новых механических и физико-химических
методов обработки» (г. Москва, 1988 г.);
– отраслевой семинар «Финишные методы обработки» (г. Ижевск,
1988г.);
– семинар «Оптимизация структур и режимов термической обработки
инструментальных материалов с целью повышения стойкости
инструмента» (г. Москва, 1989 г.);
5
–
«I Всесоюзный съезд технологов-машиностроителей» (г. Москва,
1989г.)
– республиканская научно-техническая конференция «Сверхтвердые
материалы и инструменты в ресурсосберегающих технологиях» (г.
Киев, 1989 г.);
– научно-техническая конференция «ИМИ – 40 лет» (г. Ижевск, 1992 г.);
– VIII конференция «Теплофизика технологических процессов» (г.
Рыбинск, 1992 г.)
– научно-техническая конференция с международным участием,
посвященная 50-летию ИжГТУ (19-22 февраля 2002 г., г. Ижевск).
– научно-техническая конференция «Приборостроение в XXI веке.
Интеграция науки, образования и производства». (13-14 апреля 2004 г.,
г. Ижевск).
Публикации. Основные положения диссертации опубликованы в 20
печатных работах, в том числе получен патент на изобретение.
Структура и объем диссертации. Диссертация состоит из введения,
трех глав, общих выводов и приложения. Работа содержит 125 страниц
текста, включая 27 рисунков, 12 таблиц, список литературы из 112
наименований.
СОДЕРЖАНИЕ ДИССЕРТАЦИОННОЙ РАБОТЫ.
Во введении обоснована актуальность исследований в направлении
повышения стабильности размеров деталей машин и механизмов из серого и
высокопрочного чугуна путем управления уровнем снижения остаточных
напряжений при отжиге.
Показана необходимость в разработке более эффективных способов
снятия напряжений при проведении отжига.
Изложена краткая характеристика и содержание работы. Тезисно
отражены основные положения, результаты исследования. Показана научная
новизна и практическая ценность диссертационной работы.
В первой главе на основании аналитического обзора литературных
данных рассмотрены механизмы образования остаточных напряжений в
чугунных отливках и причины, вызывающие коробление деталей в процессе
их изготовления и эксплуатации. Проведен анализ существующих методов
стабилизации размеров чугунных деталей.
Большой вклад в изучение остаточных напряжений и методов
стабилизации размеров чугунных отливок внесли такие ученые, как Е. Гейн,
И.А. Биргер, Н.Г. Гиршович, О.Ю. Коцюбинский, Г.А. Адоян, Л.С.
Константинов, А.П. Трухов, А.П. Гуляев, И.И. Новиков, С.А. Шевчук и др.
Основной причиной образования остаточных напряжений в чугунных
отливках является неравномерная пластическая деформация различных
участков отливки, которая вызывается:
6
а) неравномерностью охлаждения различных участков отливки в
форме;
б) сопротивлением литейной формы усадке металла;
в) различием коэффициентов температурного расширения отдельных
участков отливки.
Основной вклад в образование остаточных напряжений вносит
неравномерность охлаждения отливки в форме.
Причинами, вызывающими коробление чугунных деталей, являются
изменения остаточных напряжений вследствие релаксации и их
перераспределения в процессе изготовления и эксплуатации.
Коробление деталей при механической обработке обусловлено тем, что
при удалении слоев металла нарушается равновесие остаточных напряжений,
вызывая коробление (остаточную деформацию) до наступления нового
состояния равновесия. Именно перераспределение уже существовавших в
отливке остаточных напряжений является основной причиной коробления
деталей при их механической обработке. Причем, при этом
перераспределении в одних участках остаточные напряжения увеличиваются,
а в других – уменьшаются. В результате возникают особенно благоприятные
условия для возобновления коробления детали после механической
обработки вследствие релаксации остаточных напряжений. Чем больше
абсолютная величина остаточных напряжений и неоднородность степени
релаксации напряжений на различных участках, тем больше коробление
детали.
Основным способом стабилизации размеров и устранения коробления
отливок является уменьшение абсолютной величины имеющихся в них
остаточных напряжений.
Для уменьшения коробления и повышения стабильности размеров
чугунных деталей их подвергают различным видам стабилизирующей
обработки.
Существующие методы стабилизации размеров чугунных деталей
можно разделить на две группы. К первой группе относятся методы, в
которых отливки не подвергаются специальному силовому воздействию. К
этой
группе
относятся
методы
естественного
старения
и
низкотемпературный отжиг (искусственное старение). Ко второй группе
относятся методы стабилизации, основанные на создании специального
силового воздействия. К ним относятся методы статического и
динамического нагружения отливки, а также метод термоудара. Наиболее
используемым в настоящее время в производстве является метод
искусственного старения.
Однако, все известные методы стабилизации размеров не позволяют
радикально снизить исходный уровень остаточных напряжений в отливках,
что не позволяет решить проблему существенного уменьшения коробления
деталей в процессе их изготовления и повышения стабильности размеров при
эксплуатации.
7
На основании проведенного анализа причин коробления чугунных
деталей сформулирована цель работы и поставлены задачи исследования.
Во второй главе рассмотрены теоретические предпосылки разработки
нового способа отжига чугунных отливок, позволяющего полностью снимать
остаточные напряжения. Представлены результаты исследования по
разработке ускоренных режимов отжига и управления степенью снижения
остаточных напряжений, позволяющие уменьшить коробление и повысить
стабильность размеров деталей из серого и высокопрочного чугуна.
Для того, чтобы добиться снижения остаточных напряжений в изделии
из чугуна, необходимо вызвать в нем пластическое течение (пластическую
деформацию).
При рассмотрении механизма снятия остаточных напряжений при
отжиге чугуна выявлено, что если изделия нагревать до температур, при
которых предел текучести становится меньше остаточных напряжений, то
вначале происходит быстрое снижение напряжений до величины предела
текучести, а затем этот механизм пластической деформации сменяется
ползучестью, приводящей к постепенной и затухающей во времени
релаксации напряжений.
Следовательно, разработка режимов отжига, при которых остаточные
напряжения будут сниматься полностью, сводится к нагреву до таких
температур, когда предел текучести чугуна будет очень мал, то есть материал
будет обладать очень высокой пластичностью. Рядом авторов (Гуляев А.П. и
др.) указывается, что температуры, при которых у чугуна наблюдается
аномально высокая пластичность, находятся в субкритическом интервале,
т.е. в области температур 650–720ºС, примыкающим к началу α-γ
превращения. В указанном интервале температур наблюдается явление
субкритической сверхпластичности, которое обусловлено тем, что вблизи
фазового перехода кристаллическая решетка становится неустойчивой в
результате ослабления межатомных связей. Однако, при температурах выше
субкритического интервала (650–720ºС) пластичность чугуна резко падает, в
том числе, при температуре фазового α-γ превращения. Этот эффект
субкритической сверхпластичности и обусловливает полноту снятия
остаточных напряжений.
Исходя из таких теоретических предпосылок, строилась методика
проведения экспериментальных исследований по разработке новых режимов
отжига, позволяющих наиболее полно снимать остаточные напряжения в
чугунных отливках.
Для исследований были изготовлены образцы в виде пластин 8x20x150
мм с приливами на концах. Между приливами помещали распорку в виде
болта с гайкой, изготовленных из того же материала, что и образец. Вращением гайки вызывали изгиб образца; а по стреле прогиба, зафиксированной индикатором часового типа с ценой деления 10 мкм, рассчитываем
величину напряжений. Степень снятия остаточного напряжения
определялась по изменению стрелы прогиба образца до и после отжига.
8
Исследования, проведенные на образцах из чугуна марок СЧ 20, СЧ 25,
ВЧ 56 показали, что при температурах отжига 650-720ºС исходные
остаточные напряжения снимаются практически полностью. Установлено,
что при охлаждении образцов на воздухе вне печи с 450ºС новые остаточные
напряжения не формируются.
Результаты экспериментов представлены в таблице.
Таблица 1.
Влияние режимов ускоренного отжига на степень снятия остаточных
напряжений и изменение твердости чугуна СЧ 20, СЧ 25, ВЧ 56.
Темпе-
Время
ратура
выдер- НВ
отжига,
жки
С
Твердость,
Пони-
Оста-
Оста-
Процент
жение
точные
точные
сохранив-
До
Пос-
твер-
напря-
напря-
шихся
от-
ле
дости,
жения
жения
остаточ-
НВ
до
после
ных
отжига,
отжига,
напря-
МПа
МПа
жений, %
жига отжига
2ч
229
229
0
110
58
52
4ч
235
230
5
120
48
40
30 мин 228
216
12
200
17
8,5
60 мин 229
217
12
140
4
2,8
680
20 мин 217
207
12
170
5
2,9
700
5 мин
229
212
17
170
0
0
720
5 мин
235
218
17
200
0
0
550-600
650
При традиционных режимах отжига 550-600ºС остаточные напряжения
существенно не снимаются и сохраняются после отжига на довольно
высоком уровне порядка 50% от исходных.
При температуре 650ºС происходит существенное снижение
остаточных напряжений и степень снятия исходных напряжений составляет
более 90%. При температурах 700-720ºС напряжения снимаются практически
полностью, поэтому нет необходимости повышать температуру отжига выше
700ºС. Снятие напряжений при температурах 680-720ºС происходит за очень
короткое время 5-20 минут.
Однако, при отжиге в области субкритических температур 650-720ºС
происходит снижение твердости чугуна из-за происходящих структурных
9
превращений, а именно – распад цементита в составе перлита металлической
основы на феррит и графит.
В таблице также приведены результаты изменения твердости чугуна,
подвергнутого отжигу при различных режимах. С повышением температуры
отжига твердость начинает существенно снижаться с температуры 650ºС.
Проведенные исследования показывают, что возможно управлять
степенью снятия остаточных напряжений, назначая соответствующие
режимы отжига.
Составлены
управляющие
программы
экспериментально
разработанных режимов ускоренного отжига.
Рис. 1. Окно программы технологических параметров отжига
На вход программы подаются следующие величины: марка чугуна,
скорость нагрева и охлаждения, температура и время выдержки, конечная
температура охлаждения, допустимое изменение твердости отливок при
отжиге, характерная толщина стенки отливок. Все режимы разделены на три
группы в зависимости от величины входных параметров и выходных
параметров.
На рис. 2 представлена укрупненная блок-схема алгоритма построения
режимов отжига чугунных отливок.
10
начало
Ввод параметров чугунных отливок до отжига
марка чугуна, начальная твердость, характерная толщина стенки отливки
Ввод параметров чугунных отливок после отжига
конечная твердость, необходимая степень снятия остаточных напряжений
Назначение режимов отжига, используя параметрическую модель
Управляющая программа процесса отжига
Графическое представление режимов отжига
конец
Рис. 2. Блок-схема алгоритма решения задачи управления степенью снятия
остаточных напряжений в чугунных отливках при отжиге
Управление процессом отжига предлагается реализовать с помощью
системы управления, структурная схема которой приведена на рис. 3.
11
1. Управляющие параметры
нагревательного
устройства печи
{
2. Управляемые
параметры – скорости
нагрева, температура и
время выдержки
}
ПЕЧЬ
1
исполнительное
устройство
2
информационный
блок
параметрическая
модель
оператор
база данных параметров
чугунных отливок
Рис. 3. Схема управления процессом отжига
Проведены экспериментальные исследования по оценке напряженного
состояния образцов из серого чугуна акустическим методом.
Исследуемые образцы были изготовлены из серого чугуна с
пластинчатой формой графита марки СЧ20 и представляли собой
прямоугольные параллелепипеды размерами h = 18 мм, b - 18 мм, l = 460 мм.
Предварительно образцы были подвергнуты термической обработке с целью
снятия остаточных литейных напряжений, что позволило проводить оценку
напряженного состояния образцов, созданного только внешней нагрузкой P.
Схема нагружения образцов представлена на рис. 4. В принятой схеме
нагружения имеет место деформация изгиба с эпюрами напряжений а в
поперечном сечении 1 и длине образца 2.
На поверхности образца напряжения растяжения (сжатия) имеют
максимальные значения, величина которых определяется величиной
нагрузки, местом ее приложения, моментом сопротивления сечения образца
и координатой точки наблюдения c.
12
В реальных деталях остаточные напряжения (растяжения или сжатия),
как правило, также максимальны на поверхности. При определении
поверхностных напряжений целесообразно использование поверхностных
(рэлеевских) волн. Рэлеевские волны, будучи локализованными в тонком
приповерхностном слое, где напряжения максимальны и их изменения
невелики, несут наиболее полную и однозначную информацию о
напряжениях.
Рис. 4. Схема нагружения:
1 – эпюра напряжения по длине образца; 2 – эпюра напряжения по сечению
образца.
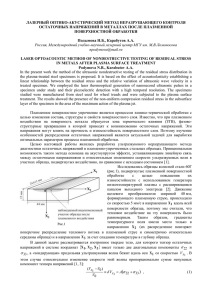
Исследовалась возможность оценки остаточных напряжений в сером
чугуне по величине затухания ультразвуковых волн. На рис. 5 представлены
экспериментальные данные, показывающие зависимость амплитуды
импульса рэлеевских волн от величины растягивающих и сжимающих
напряжений. По горизонтальной оси отложены средние значения
напряжений на прозвучиваемом участке (с = 20 мм). Значения амплитуд волн
пронормированы к амплитуде импульса в отсутствие нагрузки.
Из рис. 5 следует, что амплитуда сигнала уменьшается при
растягивающих напряжениях (кривые 1, 2) и увеличивается при сжимающих
напряжениях (кривые 3, 4), то есть существует зависимость затухания от
величины и знака напряжений. Более сильная зависимость наблюдается при
сжимающих напряжениях. При небольших напряжениях (до 50 МПа)
амплитуда сигнала изменяется незначительно (на ~5–27 % – для сжимающих
напряжений и на ~5–13 % для растягивающих напряжений). Дальнейшее
увеличение напряжений до 150 МПа приводит к значительному изменению
амплитуды сигнала (приблизительно в 1,5–2 раза для сжимающих
напряжений и в 1,5–1,6 раза для растягивающих напряжений). При
напряжениях, близких к пределу прочности (σВ = 200 МПа), амплитуда
сигнала практически не изменяется. В образце 2 с большей концентрацией и
13
большим размером графитовых включений по сравнению с первым образцом
наблюдается более интенсивное изменение затухания ультразвука.
Полученные зависимости можно объяснить следующим образом. При
воздействии сжимающих напряжений в чугуне графитовые включения более
плотно прилегают к металлической матрице, что приводит к большей
акустической "прозрачности" границы графит–металл.
Рис. 5. Зависимость амплитуды рэлеевской волны от
величины растягивающих и сжимающих напряжений:
1 – образец 1, 2 – образец 2 (растяжение); 3 – образец 1,
4 – образец 2 (сжатие).
При воздействии растягивающих напряжений прозрачность границ графит–
металл, перпендикулярных напряжениям, уменьшается и коэффициент
затухания увеличивается вследствие большего рассеяния на графитовых
включениях. Кроме того, ввиду разницы в значениях коэффициентов
Пуассона графита (µr = 0,35) и металлической матрицы (µ = 0,3) также
изменяется прозрачность границ графит–металл в поперечном направлении.
Таким образом, эффект зависимости рассеяния ультразвука от напряжений
определяется практически всей поверхностью графитовых включений.
Выявленные
закономерности
указывают
на
принципиальную
возможность создания приборов оценки напряжений, в том числе и
остаточных, в деталях машин и механизмов, изготовленных из серого чугуна,
по величине затухания ультразвуковых рэлеевских волн.
В связи с тем, что разработанные режимы ускоренного отжига
осуществляются при температурах выдержки в области субкритических
температур 650-720 ºС, происходит снижение первоначальной твердости
чугуна из-за происходящих структурных превращений, а именно, распада
цементита в составе перлита металлической основы на феррит и графит.
Были проведены металлографические исследования по выявлению
изменения микроструктуры чугуна после ускоренного отжига.
Установлено, что отжиг при температурах 650-720 ºС приводит к
появлению в небольшом количестве структурно свободного феррита. Так,
при 650 ºС и времени выдержки 30-60 мин. и при 680 ºС и времени выдержки
20 мин. появляется 2-2,5% феррита, а при 700 ºС и времени выдержки 5 мин.
– 5% феррита. Таким образом, при указанных режимах ускоренного отжига
14
происходят в небольшой степени структурные превращения, которые не
ухудшают механические свойства чугуна.
В третьей главе представлены результаты по реализации
разработанных ускоренных режимов отжига в производственных условиях
на ряде базовых деталей металлообрабатывающих станков и маховике
двигателя автомобиля ВАЗ-2110.
На
реальных
чугунных
отливках
(СЧ
25)
станины
металлообрабатывающего станка ВМ 501 (производства ФГУП «Воткинский
завод») были опробованы режимы ускоренного отжига. Термообработка
партии из 19 станин до черновой механической обработки проводилась в
камерной печи с выкатным подом по режиму: нагрев со скоростью 300 ºС/час
до температуры 680 ºС с выдержкой 20 мин., охлаждение в печи до 450 ºС со
скоростью 120 ºС/час, дальнейшее охлаждение вне печи на воздухе.
Рис. 6. Температурный режим ускоренного отжига станин станка ВМ 501
Наблюдениями за короблением опытной партии станин при их
механической обработке установлено, что прогиб шлифованной поверхности
направляющих станин оказался заметно меньше, чем у рядовых станин,
подвергнутых низкотемпературному отжигу (500-550 ºС). Отклонение от
прямолинейности направляющих опытных станин не превышало 5 мкм на
длине 1000 мм, что удовлетворяет заложенному допуску на
непрямолинейность. Прогиб направляющих рядовых станин превышал 10
мкм на длине 1000 мм, что значительно больше допуска на
непрямолинейность. Для получения необходимой точности направляющие
рядовых станин подвергают трудоемкой механической операции шабрения.
Наблюдения за короблением направляющих готовых станин опытной
партии в процессе вылеживания трех месяцев показали высокую
стабильность геометрических размеров и формы. При контрольных
15
измерениях через каждый месяц изменение профиля направляющих не
превышало 1 мкм (см. рис.7.).
Таким образом, проведение отжига по ускоренным режимам,
обеспечивающим полное снятие остаточных напряжений, позволяет
получать детали из чугуна с высокой геометрической точностью и
стабильностью размеров.
Рис. 7. Изменение профиля поверхности направляющих
Аналогичные результаты высокой стабильности размеров при
использовании ускоренных режимов отжига получены на широкой
номенклатуре базовых чугунных деталей металлообрабатывающих станков,
таких, как консоль, стол, каретка, станина, суппорт, салазки.
Промышленные испытания на стабильность размеров направляющих
проведены по опытной партии бабок станка ВМ131 производства ПО
«Воткинский завод».
Детали в количестве четырех штук были подвергнуты термической
обработке (в литейной заготовке) с целью более полного снятия остаточных
напряжений по разработанным режимам: нагрев со скоростью 200°С в час до
температуры 650°С, выдержка 0,5 часа, охлаждение на воздухе вне печи.
Опытные детали прошли полный цикл механической обработки.
Замеры на непрямолинейность направляющих поверхностей показали, что
отклонения от прямолинейности составляют 2-6 мкм.
Затем детали были испытаны на стенде в рабочем режиме с
проведением силового резания. Проверка прямолинейности направляющих
16
после испытаний показала, что изменение отклонения от прямолинейности
не превышало 2мкм.
Таким
образом,
результаты
наблюдений
за
изменением
прямолинейности направляющих опытных деталей, прошедших ускоренный
отжиг, показали высокую стабильность их размеров.
Испытанию на стабильность размеров были подвергнуты цилиндры из
СЧ20 формовочно-упаковочной машины (ФУМ) производства ПО
«Воткинский завод». Опытная партия деталей прошла однократную
термическую обработку (в литейной заготовке) с целью более полного
снятия остаточных напряжений по разработанным режимам: нагрев со
скоростью 200°С в час до температуры 670°С, выдержка 0,5 часа,
охлаждение в печи до 450°С, дальнейшее охлаждение на воздухе.
После окончательной механической обработки конусность и
некруглость опытных деталей была в пределах допуска 5мкм. В то время как
рядовые
детали,
прошедшие
трехкратную
стабилизирующую
термообработку
по
традиционным
режимам,
имели
меньшую
геометрическую точность. Конусность и некруглость превышали допуск в 23 раза.
Проведенные испытания показали целесообразность использования
разработанных режимов ускоренного отжига для указанных деталей. Замена
трехкратной термообработки на однократную позволяет сократить время
отжига в 6 раз, а энергозатраты – более чем в 3 раза.
Оценка
коробления
готовых
корпусных
деталей
металлообрабатывающих станков в процессе хранения и эксплуатации
проводилась
по
ускоренной
методике,
разработанной
ЭНИМС
(экспериментальный научно-исследовательский институт металлорежущих
станков). Для этого готовые детали суппорта из СЧ25 станка ВМ131 в
количестве трех штук подвергались нагреву в печи по режиму: нагрев до
120±10°С в течение двух часов, выдержка три часа, охлаждение с печью до
комнатной температуры. После указанной термообработки детали были
проверены на прямолинейность направляющих. Сравнение результатов
замеров на прямолинейность до и после термического воздействия показали,
что геометрия направляющих не изменилась в пределах погрешности
измерений 2мкм.
Результаты исследований позволяют утверждать, что ускоренный
отжиг для снятия остаточных напряжений обеспечивает стабильность
размеров готовых деталей в процессе хранения и эксплуатации.
Разработанная технология ускоренного отжига чугунных отливок
внедрена на ряде предприятий: ОАО «АвтоВАЗ», ФГУП «Воткинский
завод», ОАО «Ижмаш», Рязанский станкостроительный завод, Харьковский
станкостроительный завод.
Ускоренные режимы отжига чугунных деталей станков позволяют
сократить время термообработки в 3-4 раза и уменьшить энергозатраты в 2-3
раза по сравнению с традиционными режимами низкотемпературного
отжига.
17
Разработанные режимы ускоренного отжига были использованы при
термообработке маховика двигателя автомобиля ВАЗ-2110. На ОАО
«АвтоВАЗ» маховики изготавливают из высокопрочного чугуна марки ВЧ
56. Литейная заготовка имеет высокую твердость 270-280 НВ, что превышает
допустимый предел 240 НВ. Кроме того, наблюдается большая
разнотвердостность различных участков отливки. Разница по твердости
достигает 40 НВ. Высокая твердость влечет за собой низкую стойкость
инструмента при механической обработке, а большая разнотвердостность
обусловливает биение детали в процессе обработки. Маховики в процессе
работы вращаются с большой частотой ~ 6000 об/мин. При этом в маховике
возникают большие растягивающие напряжения, которые, складываясь с
остаточными напряжениями детали, могут вызвать её разрушение. В связи с
этим, необходимо значительно снизить уровень остаточных напряжений в
литейной заготовке маховика, понизить начальную твердость до требуемого
уровня 179-240 НВ и уменьшить разнотвердостность.
На ОАО «АвтоВАЗ» в проходной печи «Людвиг» проведен отжиг
маховиков по разработанному ускоренному режиму:
1-я зона – 600 ºС;
2-я зона – 650 ºС;
3-я зона – 720 ºС;
4-я зона – 720 ºС;
темп проталкивания корзин с маховиками в печи – 40 минут.
Результаты экспериментов показывают (см. таблицу 2), что твердость
маховиков после отжига снизилась до требуемого уровня (179-240 НВ),
разнотвердостность уменьшилась и не превышает 7 НВ, то есть
незначительная. Уровень остаточных напряжений, сохранившихся после
отжига, не превышал 3% от уровня напряжений до отжига (определялось на
образцах).
Таблица 2.
№ маховика
1
2
3
4
5
6
7
236-
212-
246-
231-
226-
236-
239-
256
231
278
246
246
256
261
20
19
32
15
20
20
22
Твердость после отжига,
187-
179-
189-
182-
195-
187-
193-
НВ
193
182
195
189
200
193
200
6
3
6
7
5
6
7
Твердость до отжига, НВ
Разнотвер-достность до отжига,
Δ НВ
Разнотвер-достность после отжига,
Δ НВ
Разработанные режимы отжига маховиков внедрены на ОАО
«АвтоВАЗ». Новые режимы термообработки обеспечивают увеличение
производительности процесса отжига в 1,75 раза и сокращение энергозатрат
в 1,5 раза.
18
ОСНОВНЫЕ РЕЗУЛЬТАТЫ И ВЫВОДЫ.
В результате выполненных теоретических и экспериментальных
исследований осуществлено решение актуальной научно-технической
проблемы – оптимального управления технологическим процессом отжига.
В процессе теоретического и экспериментального исследований
получены следующие основные результаты:
1. Теоретические исследования процессов снятия остаточных
напряжений в чугунных отливках при отжиге, основанные на положениях
теории сверхпластичности, позволили определить базовые принципы
разработки алгоритмов управления технологическим процессом отжига.
Установлено, что остаточные напряжения наиболее полно будут сниматься в
области субкритических температур, примыкающих к началу α-γ
превращения в чугуне, где наблюдается явление сверхпластичности.
2. Исходя из выявленных базовых принципов, была построена
методика проведения экспериментальных исследований по разработке
оптимальных режимов управления отжигом, позволяющих наиболее полно
снимать остаточные напряжения в чугунных отливках.
3. Разработаны режимы отжига с нагревом в субкритическом интервале
температур (650-720 ºС), которые обеспечивают высокую степень снятия
остаточных напряжений (до 97%). Практически полное снятие напряжений
позволяет значительно уменьшить коробление чугунных деталей в процессе
из изготовления и повысить стабильность размеров готовых изделий.
Разработанный способ отжига чугунных отливок защищен а.с. 1553563 (с
1992 г. – патент).
4. Предложены способы управления степенью снижения остаточных
напряжений путем назначения соответствующих температур и времени
выдержки при отжиге.
Разработаны программы для различных режимов отжига в зависимости
от входных и выходных параметров, характеризующих чугунные отливки:
твердость, уровень остаточных напряжений, толщина стенок отливки, марка
чугуна.
5. Проведены металлографические исследования по выявлению
степени изменения микроструктуры чугуна при отжиге в субкритическом
интервале температур (650-720 ºС). Установлено, что отжиг приводит к
появлению структурно свободного феррита в количестве 2-5%, что не
приводит к снижению прочности чугуна.
6. Проведена оценка напряженного состояния изделий из серого чугуна
акустическим методом. Экспериментально установлена зависимость
затухания ультразвуковых волн Рэлея от величины и знака напряжений.
Выявлены особенности затухания волн при воздействии сжимающих и
растягивающих напряжений. Предложена трактовка механизма затухания
волн в чугуне, находящемся в напряженном состоянии.
19
7. Разработанные режимы оптимального управления технологическим
процессом отжига опробованы и внедрены в производство для широкой
номенклатуры чугунных деталей (СЧ 20, СЧ 25) металлообрабатывающих
станков (станины, консоли, суппорты, каретки и др.). Испытания показали,
что коробление деталей, подвергнутых ускоренному отжигу, значительно
меньше как в процессе механической обработки, так и в процессе
эксплуатации по сравнению с короблением деталей, прошедших отжиг по
традиционным режимам искусственного старения (500-600 ºС).
Использование разработанных оптимальных режимов управления
отжигом позволяет получать детали с высокой геометрической точностью и
стабильностью размеров. При таком отжиге уменьшается трудоемкость
механической обработки деталей, исключается доводочная операция
шабрения, сокращается время термообработки в 3-4 раза и уменьшаются
энергозатраты в 2-3 раза.
8. Разработаны и внедрены на ОАО «АвтоВАЗ» режимы управления
технологическими параметрами отжига маховиков из чугуна марки ВЧ 56
для двигателя автомобиля ВАЗ-2110, обеспечивающие полное снятие
остаточных напряжений в маховиках, снижение твердости до требуемого
уровня, уменьшение разнотвердостности (не превышающей 10 НВ) в
различных участках маховика.
Внедренная технология термообработки маховиков обеспечивает
увеличение производительности процесса отжига в 1,75 раза и сокращение
энергозатрат в 1,5 раза.
9. Разработанные режимы отжига могут быть применены для широкой
номенклатуры чугунных отливок, которые по техпроцессу должны
подвергаться низкотемпературному отжигу (искусственному старению).
10. Опыт внедрения разработанной технологии отжига отливок из
серого и высокопрочного чугуна на ряде промышленных предприятий
показал высокую экономическую эффективность и простоту её
использования в производстве.
Суммарный фактический годовой экономический эффект от внедрения
режимов отжига чугунных отливок на ОАО «АвтоВАЗ», ФГУП «Воткинский
завод» составил 390 тыс. руб. (в ценах 1991 г.).
Основное содержание диссертации опубликовано в следующих работах:
1. Зинченко В. А., Кузьмин Г. К., Зинченко С. А. Снятие остаточных
напряжений в чугунных отливках термической обработкой с нагревом
в субкритический интервал температур // I конференция молодых
ученых ФТИ УрО АН СССР – 1988: сб. тез. докл. – Ижевск, 1988. – С.
32.
2. Зинченко В. А., Сипайлов В. А., Четкарев В. А., Иванов В. А.
Разработка, исследование и оптимизация новых технологических
процессов шлифования на базе математического моделирования на
ЭВМ // Всесоюзный семинар «Оптимшлифабразив-88» – 1988: сб. тез.
докл. – Ленинград, 1988. – С. 89.
20
3. Зинченко В. А., Кузьмин Г. К. Математическое прогнозирование
величины остаточных напряжений в деталях машин // Зональная
научно-техническая конференция «Математическое обеспечение и
автоматическое управление высокопроизводительными процессами
механической
и
физико-химической
обработки
изделий
машиностроения» – 1988: сб. тез. докл. – Андропов, 1988. – С. 34.
4. Зинченко В. А., Сипайлов В. А., Иванов В. А. Финишная обработка
корпусных деталей станков // VII Всесоюзная конференция
«Теплофизика технологических процессов» – 1988: сб. тез. докл. –
Тольятти, 1988. – С. 136.
5. Зинченко В. А., Кузьмин Г. К. Влияние режимов термообработки на
точность при шлифовании корпусных деталей станков // VII
Всесоюзная конференция «Теплофизика технологических процессов» –
1988: сб. тез. докл. – Тольятти, 1988. – С.276.
6. Зинченко В. А., Кузьмин Г. К. Исследование режимов отжига для
снятия остаточных напряжений в корпусных деталях станков //
Материалы III Всесоюзного симпозиума «Технологические остаточные
напряжения» – Москва, 1988. – С. 191-195.
7. Зинченко В. А., Сипайлов В. А., Четкарев В. А. Разработка и внедрение
нового процесса алмазного шлифования на основе математического
моделирования на ЭВМ // Всесоюзная научно-техническая
конференция «Разработка и промышленная реализация новых
механических и физико-химических методов обработки» – 1988: сб.
тез. докл. – Москва, 1988. – С. 257.
8. Зинченко В. А., Четкарев В. А. Повышение качества обработки при
шлифовании снижением теплонапряженности процесса. Межвузовский
сборник «Гидрогазодинамика течений с тепломассообменом», вып. 2. –
Ижевск, 1988. – С. 155-158.
9. Зинченко В. А., Кузьмин Г. К. Устранение коробления чугунных
базовых отливок деталей двигателей и станков // Семинар
«Оптимизация структур и режимов термической обработки
инструментальных материалов с целью повышения стойкости
инструмента» – 1989: сб. тез. докл. – Москва, 1989. – С. 48.
10. Зинченко В. А., Сипайлов В. А., Четкарев В. А., Дементьев В. Б.,
Родионов В. И. Оптимизация новых теплотехнологий на ЭВМ с целью
повышения качества металлопродукции и деталей машин //I
Всесоюзный съезд технологов-машиностроителей – 1989: сб. тез. докл.
– Москва, 1989. – С. 37-38.
11. Зинченко В. А., Сипайлов В. А. Повышение точности обработки
корпусных деталей станков // Республиканская научно-техническая
конференция «Сверхтвердые материалы и инструменты в
ресурсосберегающих технологиях» – 1989: сб. тез. докл. – Киев, 1989. –
С. 20.
12. Кузьмин Г. К., Зинченко В. А., Способ отжига чугунных отливок. Авт.
свид. №1553563. – Бюлл. изобр. №12, 1990г.
21
13. Зинченко В. А., Кузьмин Г. К. Ускоренный способ снятия остаточных
напряжений в чугунных отливках // Научно-техническая конференция
ИМИ – 40 лет – 1992: сб. тез. докл. – Ижевск, 1992. – С. 64.
14. Зинченко В. А., Кузьмин Г. К. Методы уменьшения деформации при
шлифовании направляющих корпусных деталей // VIII конференция
«Теплофизика технологических процессов» – 1992: сб. тез. докл. –
Рыбинск, 1992. – С. 208.
15. Буденков Г. А., Зинченко Р. В., Зинченко В. А., Недзвецкая О. В.,
Полянкин В. А. Оценка напряженного состояния изделий из серого
чугуна акустическим методом. – Дефектоскопия, 1998, № 7, С. 3–7.
16. Зинченко В. А. Релаксация остаточных напряжений в чугунных
отливках при субкритической сверхпластичности // Материалы
Международной научно-технической конференции, посвященной 50летию ИжГТУ (19-22 февраля 2002 г.). – В пяти частях. Ч. 5 (доп.
выпуск). Моделирование технических систем. Инновационные
технологии в машиностроении и приборостроении. – Ижевск: Изд-во
ИжГТУ, 2002. – С. 63-67.
17. Зинченко В. А. Улучшение обрабатываемости отливок из
высокопрочного чугуна // Приборостроение в XXI веке. Интеграция
науки, образования и производства: Тр. Научно-техническая
конференция (Ижевск, 13-14 апреля 2004 г.). – Ижевск: Изд-во ИжГТУ,
2005. – С. 95-100.
18. Зинченко В. А., Михайлов Ю. О. Ускоренный отжиг чугунных деталей
// Вестник ИжГТУ: Периодический научно-теоретический журнал
Ижевского государственного технического университета. – Ижевск:
Изд-во ИжГТУ, 2008. – вып. 4. – С. 22-24.
22
Подписано в печать 12.11.2008. Формат 60×84 1/16
Усл. печ. 1,0 л Тираж 100 экз.
Ижевский государственный технический университет
Издательство ИжГТУ
426069, г. Ижевск, ул. Студенческая, 7
23