Проект "Маломощный универсальный электросварочный аппарат"
advertisement

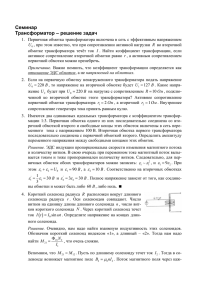
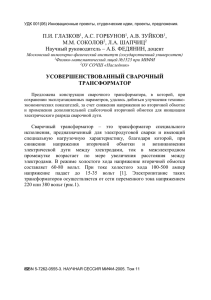
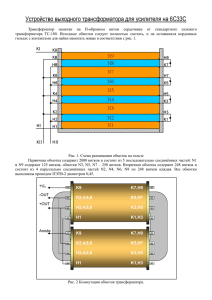
Отдел образования и молодёжной политики Ядринской районной администрации ЧР VII районная научно-практическая конференция школьников «Будущие лидеры Отечества» Направление: естественно-технические науки Секция: физика (техническое творчество) Маломощный универсальный электросварочный аппарат Ядринцев Василий, Шипколин Борис МОУ «Гимназия №1» г. Ядрин, 9 «Б» класс Научный руководитель: Николаев Виктор Робинзонович, учитель технологии МОУ «Гимназия №1» г. Ядрин г. Ядрин, 2009 Ядринцев Василий, Шипколин Борис МОУ «Гимназия №1», 9 «б» класс. ТЕЗИСЫ К РАБОТЕ: «Маломощный универсальный электросварочный аппарат» Цель данной работы – ознакомление дуговой, контактной электросваркой. Объект исследования – маломощный универсальный сварочный аппарат. Предмет исследования – отличительные особенности электросварки переменным и постоянным током. Гипотеза исследования – преимущество электросварки постоянным током от электросварки переменным током. Задачи исследования: влияние напряжения холостого хода на режим электросварки; испытание различных электродов для электросварки постоянным и переменным током; испытание различных способов подключения держателя электрода к выводам диодного моста; испытание реостата на величину сварочного тока в различных режимах; испытание контактной сварки в различных режимах; испытание зарядно-пускового устройства; влияние числа витков дросселя на сглаживание пульсирующего напряжения; влияние ёмкости конденсатора на сглаживание пульсирующего напряжения; влияние вентилятора на продолжительность работы сварочного аппарата. Методы исследования: 1) экспериментальным путём с помощью электроизмерительных приборов; 2) визуальное сравнение результатов. Актуальность темы: сравнение работы сварочного аппарата, собранного своими руками с промышленными образцами. Выводы: 1) Чем больше напряжение холостого хода, тем устойчивее сварочная дуга. 2) Для сварки постоянным током подходят любые электроды, в том числе электроды для сварки переменным током. 3) С некоторыми электродами качественный шов получается тогда, когда + на держателе электрода, с некоторыми, наоборот, когда – на держателе. 4) С помощью реостата увеличиваются возможности регулировки сварочного тока. 5) Для контактной сварки необходим кабель большего сечения, чем для дуговой сварки. Наконечники для контактной сварки желательно – медные, диаметром 8-10мм и заостренные. 6) Напряжение на выходе зарядно-пускового устройства должно быть в пределах 13-14В. 7) Минимальное число витков дросселя должно составлять 75% от числа витков вторичной обмотки сварочного трансформатора. Действует принцип – «чем больше, тем лучше». 8) Вместо дросселя для сглаживания пульсирующего напряжения можно использовать конденсатор, если трансформатор имеет низкое выходное напряжение. Емкость конденсатора от 5000 до 10000мкФ, последовательно с ним можно ставить резистор сопротивлением от 0.5 до 1.5 Ома.9) С помощью вентилятора сварочный трансформатор хорошо охлаждается. Содержание 1. Выбор темы и обоснование 2. Описание этапов проектирования 3. Дизайн-анализ 4. Расчет трансформатора и дросселя. 5. Принципиальная электрическая схема 6. Дуговая сварка 7. Контактная сварка 8. «Тёща» 9. Подбор инструментов, оборудования 10. Техника безопасности при выполнении монтажных работ 11. Себестоимость проектного изделия 12. Рекламный проспект 13. Используемая литература 1. Выбор темы и обоснование Мы живём в сельской местности и нам, как типичным сельским жителям, трудно обойтись без сварочного аппарата. Например: надо переделать систему отопления, провести водопровод, починить металлические ворота, отремонтировать кузов автомобиля, изготовить прицеп к мотоблоку, завести в зимнее время трактор или автомобиль и т.д. И мы решили собрать маломощный универсальный электросварочный аппарат. С помощью этого аппарата можно выполнять дуговую сварку переменным и постоянным током, контактную сварку и использовать его в качестве «тёщи». Имеющиеся в продаже сварочные аппараты весьма дороги (9-10 тыс. рублей) и громоздки. А те, которые стоят 4-5 тысяч рублей, быстро выходят из строя при больших нагрузках. Кроме того, эти аппараты предназначены только для сварки переменным током. 2.Описание этапов проектирования. 1) Изготовление сердечника для трансформатора. 2) Изолирование сердечника. 3) Намотка первичной обмотки 4) Изолирование первичной обмотки. 5) Намотка вторичной обмотки. 6) Изолирование вторичной обмотки. 7) Изготовление корпуса для трансформатора. 8) Размещение трансформатора в корпусе. 9) Установка вентилятора, выключателя. 10) Размещение выпрямителя, выводов вторичной обмотки. 11) Изготовление сердечника дросселя. 12) Намотка обмотки и размещение выводов дросселя. 13) Испытание сварочного аппарата. 3. Дизайн-анализ. Корпус сварочного аппарата изготовили из стальной трубы диаметром 15 мм. Промежутки между трубами закрыли пластинами с декоративными отверстиями для вентиляции. На дно корпуса закрепили плиту ДСП, на который устанавливается трансформатор. На боковых стенках корпуса с внутренней стороны разместили выпрямитель. Выводы вторичной обмотки установили на верхней крышке корпуса. Внутри сердечника находится маломощный вентилятор для охлаждения трансформатора. На передней боковой стенке разместили выключатель для трансформатора, выключатель для вентилятора и выводы первичной обмотки. Выводы диодного моста разместили на верхней крышке и на задней стенки корпуса. Корпус покрасили глянцевой алкидной эмалью темно-синего цвета. Плиты ДСП покрыли паркетным бесцветным лаком. Для изготовления дросселя мы использовали готовый сердечник с площадью поперечного сечения 26см². Обмотку его выполнили изолированной алюминиевой шиной сечением 25мм²(такую же шину мы использовали на вторичной обмотке трансформатора). Общее количество витков дросселя – 100, по 50 витков на каждой стороне магнитопровода. Выводы дросселя находятся на верхней части корпуса, между ручками. Каждая ручка состоит из двух частей, между которыми имеется воздушный зазор. На ручки надеты кусочки резинового шланга. Обмотки дросселя пропитали паркетным лаком. Для регулировки сварочного тока мы, дополнительно, изготовили реостат из нихромовой спирали. Для безопасности эту спираль закрепили на асбестовой плитке, т.к. при работе эта спираль сильно нагревается. 4.Расчет трансформатора и дросселя. 1) W1 - число витков первичной обмотки. W2 – число витков вторичной обмотки S - сечение магнитопровода. S=25см² W1=40*220/S=40*220/25=352, где 40 – постоянный коэффициент, зависящий от формы магнитопровода и качества трансформаторной стали. W2=40*70/S=40*70/25=112. W2=15+15+15+15+55=115. По расчету U2=9v+9v+9v+9v+34v=70V. 2) W – число витков дросселя. W=W2*75/100=115*75/100=86. Число витков дросселя должно быть: 86 ≤W≤115 5.Схема электрическая принципиальная 1)Сварочного аппарата постоянного тока. 220V 2)Сварочного аппарата переменного тока 220V 3) «Теща» 6.Дуговая сварка. 220V Соединение выводов вторичной обмотки 7.Контактная сварка. 220V Соединение выводов вторичной обмотки 8.«ТЁЩА» 220V Соединение выводов вторичной обмотки 9.Подбор инструментов, оборудования. Организация рабочего места. 1)Инструменты и приспособления для сборки трансформатора: Круг из дерева толщиной 50 мм, дверные пружины, ножницы по металлу, электроточило, капроновая нить, бинт, эпоксидный клей, медный провод диаметром 2 мм и длиной 75м, алюминиевая шина сечением 25 мм² и длиной 25м, мебельный лак, кисточки, растворитель. 2)Инструменты и приспособления для изготовления корпуса сварочного аппарата: Стальная труба диаметром 15мм, листовое железо, ножовка по металлу, напильники, машина угловая шлифовальная, лист ДСП, электролобзик, шурупы, болты, гайки, отвёртки, гаечные ключи, молоток, лист текстолита, сварочный аппарат, электроды, краска эмаль алкидная ПФ-115. 3) На рабочем месте при обработке металла должны быть только те инструменты, которые необходимы во время работы. Прежде чем приступить к работе, надо правильно надеть спецодежду, проверить состояние инструментов, тисков, приспособлений. Слесарными инструментами пользуемся только по их прямому назначению. При работе на заточном станке запрещается: а) Производить заточку на неисправном круге; б) работать без защитного экрана или очков; в) Стоять в направлении плоскости вращения абразивного круга; г) Проводить заточку на боковой поверхности круга; д) Определять рукой на ощупь остроту и ровность заточенных инструментов; е) Класть предметы на корпус станка; ж) Отходить от станка до полной остановки вала с абразивным кругом. После окончания работы надо привести в исправное состояние инструменты и тщательно убрать рабочее место. 10.Техника безопасности при выполнении монтажных работ. 1)Монтировать и собирать электрические схемы, производить переключения можно лишь при отсутствии напряжения. 2)Схему надо собирать так чтобы провода не перекрещивались, не были натянуты и не скрещивались петельками. 3)При пайке используйте в качестве флюса канифоль. Строго выполняйте конструкцию по технике безопасности при электропаяльнике. 4)При работе электрических приборов следи, чтобы руки, одежда, волосы не касались оголенных проводов. 5)Собранную конструкцию схемы разрешается включать только после тщательной проверки монтажных соединений. 6)Запрещается проверять наличие напряжения пальцами. 7) Все работы по сборке или монтажу приборов и электрических схем следует проводить без напряжения. Надо помнить, что напряжение тока свыше 12В, силой тока 0,1А в сырых помещениях и 42В в сухих помещениях при несоблюдении правил электробезопасности опасно для жизни человека. 8) Проверку собранных схем следует проводить на одном из рабочих мест, оборудованном автотрансформатором, а также оснащенном средствами защиты. 9) Основной причиной несчастных случаев являются оголенные провода, работа с прибором под напряжением. Включать ток в готовую схему можно лишь после осмотра и разрешения учителя. 10) После окончания работы выключи рубильник, отключи схему от питания электротоком. Измерительные приборы, инструменты положи так, как были первоначально до работы, проверь их состояние. Убери рабочее место от отходов, пыли и лишних деталей. При уборке пользуйся щеткой-сметкой. 11.Себестоимость проектного изделия. № Наименование деталей 1 Сердечник трансформатора 2 Медный изолированный провод диаметром 2мм и длиной 75 м 3 Алюминиевая изолированная шина сечением 25 мм² и длиной 50м. 4 Стальная труба диаметром 15мм и длиной 7м 5 Болты и гайки диаметром 8мм 6 Выключатель ПКП-25-2 7 Тумблер ПП-45м 8 Вентилятор 9 Диоды В10 10 Клей ЭДП 11 Эмаль ПФ-115 12 Мебельный лак 13 Сердечник дросселя 14 Примерная стоимость работы Количество 1 Цена 500р. 500р. --------------------------------------------- 400р. ----------------------- 200р. 10 1 1 1 75р. 50р. 15р. 150р. 40 500р. 1 1 1 1 ------------------- 75р. 50р. 50р. 300р. 2500р. Примерная стоимость изделия-5500р. 12.Рекламный проспект Данный сварочный аппарат очень практичен в использовании. Его можно использовать для дуговой сварки постоянным электрическим током, для дуговой сварки переменным током, для контактной сварки и использовать в качестве пускового устройства для двигателей внутреннего сгорания. В отличие от тех сварочных аппаратов, которые продаются на рынке стоимостью от 3 до 5 тыс. рублей данный аппарат более надежен в эксплуатации. Потому что обмотки трансформатора изготовлены изолированными проводами и пропитаны эпоксидным клеем, обмотки друг от друга изолированы с помощью бинта и эпоксидного клея. Кроме этого имеется вентилятор для охлаждения трансформатора. Сварочный ток можно регулировать путем отключения секций вторичной обмотки. Данным аппаратом можно использовать для работы любые электроды диаметром 1,5-3мм. Для работы электродами 4мм он не рассчитан. Примерная потребляемая мощность аппарата при напряжении 220v составляет 2,5-3кВТ. Потребляемый ток при этом не свыше 15А. Данный сварочный аппарат – надежный помощник для тех, кто интересуется техникой; у кого имеется домашнее хозяйство; для тех, кто эксплуатирует транспорт в зимнее время; и вообще для всех тех, кто занимается техническим творчеством. 13.Используемая литература 1) Журналы «Моделист-конструктор». 2) Журналы «Радио». 3) И.Д. Зубаль «Сварочный аппарат своими руками» Москва СОЛОН-Пресс 2003. 4) Справочник по электронным приборам.