Критерии определения пригодности изделий к горячему
advertisement

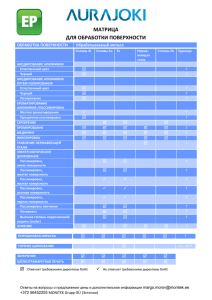
Критерии определения пригодности изделий к горячему цинкованию Характеристика металлоконструкции 1 Размеры 2 Масса 3 Тонкостенные изделия (толщина стенки 0,8-2 мм) Конструкции без отверстий или петель 3 Пригодность к цинкованию Конструкция 13,6 х 2,2 х 3,1 м (ДхШхГ) рекомендуемые размеры Не более 9 т Необходимо пробное цинкование Требуется рассмотрение на предмет монтажа на траверсу Непригодны 5 Емкости, барабаны, змеевики из труб 6 Резервуары, контейнеры Каждая конструкция должна быть рассмотрена отдельно. 7 Карманы, закрытые полости, воздушные мешки Непригодны либо требуется доработка 8 Полые изделия и изделия сложной формы 9 10 Каждая конструкция рассматривается индивидуально Трубы, патрубки, боксы Непригодны с глухими заглушками Сварные конструкции из труб Возможно при наличии технологических отверстий Примечание Возможно цинкование изделий большей длины по предварительному согласованию Ограничивается грузоподъемностью крана Есть опасность температурной деформации Доработка отверстий или петель либо применение специальной оснастки В таких изделиях, как правило, не допускаются технологические отверстия, а цинкование изделий с замкнутыми объемами недопустимо. Возможно образование воздушных полостей или участков захвата значительного количества цинка. Все полости должны быть доступны для беспрепятственного поступления и выхода из них жидкостей, расплавленного цинка и газов разложения флюса. Необходимо пробное цинкование Отсутствует свободный сток цинка из внутреннего объема изделия, возможно образование воздушной полости Необходимо тщательное изучение конструкции на предмет выполнения технологических отверстий. Требования к технологическим отверстиям см. в таблице «Соотношение между размером труб и 11 Зазор между сваренными поверхностями менее 4 мм Глухие зазоры не допускаются, сквозные могут запаиваться цинком 12 Сварные конструкции, в которых использованы разные марки стали Пригодны 13 Участки с концентрацией внутренних напряжения (недопустимый радиус гибки) Разная толщина стенок элементов конструкций Непригодны 14 15 Перекрывающиеся участки 16 Изделия из листового металла 17 Фальцованные или отбортованные края металлических листов Расширение материала и поведение деталей с тонкими и толстыми стенками в процессе охлаждения может различаться в зависимости от соотношения толщины Наличия перекрывающихся участков следует по возможности избегать Устойчивость тонколистового металла невысока. Если к тому же отсутствует возможность расширения изделия в процессе горячего цинкования, то легко возникает коробление. Возможно образование зазоров размером и числом отверстий в заглушках на их концах» В глухие зазоры может проникнуть жидкость из ванн предварительной обработки, которая при погружении в цинковый расплав взрывообразно испаряется. В сквозных зазорах менее 4 мм со временем развиваются процессы интенсивной щелевой коррозии Внешний вид покрытия на разных марках стали визуально может значительно различаться Возможно разрушение при температуре цинкования Соотношение минимальной и максимальной толщины материала не должно превышать 1:5 Небольшие перекрывающиеся участки необходимо герметично приварить по контуру. Для перекрывающихся участков большой площади, напротив, необходимы вентиляционные отверстия. Предпочтительно использовать не гладкие металлические листы, а листы с большим радиусом изгиба. Необходимо выполнять с особой тщательностью, чтобы в процессе горячего цинковая в щелях не оседали остатки кислоты или флюса и 18 Радиусы изгиба на кромках Возможно образование воздушных пузырей эти перекрывающиеся участки могли быть запаяны цинковым расплавом. Требуется обеспечить беспрепятственный вход и выход цинка; при необходимости для этого следует предусмотреть отдельные отверстия. Назначение 19 Емкости, трубы: -для питьевой воды -для технической воды -для транспортировки технологических сред 25 26 27 28 29 Поверхность изделий содержит следы лакокрасочных покрытий, маркера, силиконовых смазок или герметиков Поверхность изделий имеет следы ржавчины, окалины, масел, смазок, смазочно-охлаждающих жидкостей Шероховатость поверхности Поверхности низкого качества, на которых имеются дефекты в виде раковин, чешуек, полос, складок Резьбовые поверхности Непригодны Пригодны Пригодны, если рН среды от 5,5 до 12,5 и температура среды не превышает 35оС Поверхность Такие участки не будут оцинкованы В составе покрытия содержится свинец Необходимо механическое удаление таких загрязнений Пригодны Данные виды загрязнений удаляются в зоне предварительной подготовки Влияет на толщину цинкового покрытия Поверхности с очень большой глубиной шероховатости, например, стальные детали, обработанные дробью для струйной обработки с очень острыми кромками, как правило, образуют более толстые цинковые покрытия, так как шероховатая структура обеспечивает большую площадь для реакции. Необходимо механическое удаление дефектов Являются причиной низкокачественного или непригодного к эксплуатации цинкового покрытия Толщина цинкового покрытия значительна, поэтому без прогонки Резьбовые поверхности следует изолировать перед оцинковкой с помощью тканевой изоленты (внешняя такую резьбу использовать нельзя резьба), термостойкой мастики (внутренняя резьба). Недопустимо изолировать непроходные внутренние отверстия с помощью закручивания болтов Сварные швы 30 Сварные швы: - встык либо двусторонними швами, либо односторонним швом с подваркой; - нахлесточные соединения закольцованные, непрерывные по периметру, без зазоров; -точечные или прерывистые, несплошные; -поры, свищи, трещины, шлаковые включения, наплавные сопряжения сварных швов, брызги от сварки; -ручная сварка, при которой были использованы электроды с большим содержанием кремния 31 Изделия, требующие предварительной расцинковки Пригодны Пригодны Непригодны Непригодны Зачистка швов обязательна, желательна пескоструйная обработка Пригодны, но не желательно Большое содержание кремния дает видимые внешние отличия сварного шва от остальной поверхности Особые случаи Пригодны, но желательно пробное цинкование В случае тонкостенных изделий может быть уменьшена толщина до нежелательных допусков. Внешний вид изделий может быть хуже, чем у деталей без расцинковки и должен быть согласован с заказчиком. Соотношение между размером труб и размером и числом отверстий в заглушках на их концах Тип трубы Число и размер отверстий О □ ▭ 1 2 15 20 30 40 15 20 30 40 20х10 30х15 40х20 50х30 8 10 12 14 10 12 3 50 60 80 100 120 160 200 50 60 80 100 120 160 200 60х40 80х40 100х60 120х80 160х80 200х120 260х140 16 20 20 25 30 40 50 12 12 16 20 25 25 30 10 10 12 12 20 20 25 Диаметры технологических отверстий не должны быть менее 10 мм. Реальные диаметры выбирают из практики, а именно площадь технологического отверстия у конструкции из длинномерных профилей должна быть не менее 1/7 – 1/10 площади сечения профиля, входящего в состав конструкции. Чем больше технологические отверстия, тем более гладко протекает процесс цинкования и тем более качественное покрытие получается. Крупные детали должны иметь технологические отверстия диаметром 15–25 мм на расстоянии 50 мм от торца детали (у деталей длиной более2 м отверстия с двух сторон).