1 kozachenko
advertisement

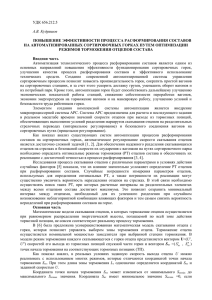
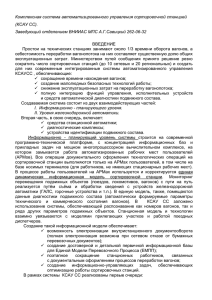
ОРГАНІЗАЦІЯ ТА УПРАВЛІННЯ ПРОЦЕСОМ ПЕРЕВЕЗЕНЬ ОРГАНІЗАЦІЯ ТА УПРАВЛІННЯ ПРОЦЕСОМ ПЕРЕВЕЗЕНЬ УДК 656.212.5 Козаченко Д.М., к.т.н., доцент, начальник НИЧ (ДНУЖТ) ИССЛЕДОВАНИЕ ТРЕБОВАНИЙ К СИСТЕМАМ ПРИЦЕЛЬНОГО РЕГУЛИРОВАНИЯ СКОРОСТИ СКАТЫВАНИЯ ОТЦЕПОВ ПРИ АВТОМАТИЗАЦИИ РАСФОРМИРОВАНИЯ СОСТАВОВ Введение. Основным средством, обеспечивающим повышение безопасности движения, улучшение условий труда и уменьшение эксплуатационных расходов на переработку вагонопотоков на сортировочных станциях является автоматизация процесса расформирования составов на сортировочных горках. Решение этих задач в Российской Федерации, странах Западиной Европы и Северной Америки достигаются за счет комплексных мероприятий, которые включают реконструкцию плана и профиля станций, внедрение современных тормозных замедлителей и систем управления роспуском [1-3]. В то же время, в современных условиях железные дороги Украины ощущают дефицит инвестиционных ресурсов и преимущество отдается поэтапным проектам обновления технических средств, которые не требуют концентрации значительных средств. Большое количество комплексных систем и отдельных технических средств, которые обеспечивают повышение эффективности работы горок, а также значительное влияние местных условий на эффективность их функционирования требует оценки необходимости их внедрения на каждом из этапов модернизации. В связи с этим тема исследования является актуальной. Постановка задачи. Как и для любого технического средства, количественным выражением основных свойств сортировочной горки является комплекс технических параметров. В качестве этих параметров выступают длины и уклоны элементов профиля, радиусы и углы поворота кривых, геометрические размеры стрелочных переводов, размеры и мощность тормозных замедлителей, скорость перевода стрелок, Збірник наукових праць ДонІЗТ. 2010 №22 5 ОРГАНІЗАЦІЯ ТА УПРАВЛІННЯ ПРОЦЕСОМ ПЕРЕВЕЗЕНЬ затормаживания и растормаживания замедлителей и т.п. Общая оценка эффективности функционирования автоматизированной системы управления расформированием производится с помощью показателей, характеризующих качество управления роспуском на автоматизированных горках [4, 5]: средняя скорость роспуска vр; вероятность того, что скорость соударения отцепов с вагонами на сортировочных путях превысит допустимую ПТЭ величину рс; средняя длина окна, приходящаяся на один переработанный вагон ваг; вероятность неразделения отцепов на стрелках рз. При этом, зависимости между техническими характеристиками отдельных элементов системы и общей эффективностью ее работы до настоящего времени не установлены. Вероятностный характер показателей эффективности работы сортировочных горок, существенное влияние на них параметров вагонопотоков и условий внешней среды значительно усложняет формирование требований к техническим средствам горок, усложняет выполнение технико-экономического обоснования внедрения систем автоматизированного управления скоростью скатывания отцепов и делает практически невозможным проверку достижения заявленных показателей качества сортировочного процесса после строительства или модернизации систем управления роспуском составов. Более того, при эксплуатации сортировочных горок контролируются только параметры их отдельных устройств сортировочных горок, а не реализация своих функций системой в целом. В таких условиях при сооружении или реконструкции сортировочных горок основными требованиями к проектам становятся стоимость их реализации и простота дальнейшей эксплуатации горочных устройств, а не качество сортировочного процесса. В этой связи была поставлена задача определения зависимости между характеристиками отдельных устройств и характеризующими качество управления роспуском на автоматизированных горках. Исследование прицельного регулирования скорости скатывания отцепов. Одной из основных задач, решаемых автоматизированными системами управления скоростью скатывания отцепов, является прицельное торможение. В качестве показателей качества работы таких систем могут быть приняты вероятность того, что скорость соударения отцепов с вагонами на сортировочных путях не превысит допустимую величину pc и средняя длина окна, приходящаяся на один переработанный вагон ваг. Определение скорости выхода отцепов из парковой тормозной Збірник наукових праць ДонІЗТ. 2010 №22 6 ОРГАНІЗАЦІЯ ТА УПРАВЛІННЯ ПРОЦЕСОМ ПЕРЕВЕЗЕНЬ позиции (ПТП) базируется на достаточно простом уравнении, которое является следствием закона сохранения энергии: vПТП vпрц 2а lпрц l ПТП , где vПТП, vпрц соответственно скорости отцепа в момент выхода из ПТП и в точке прицеливания; a ускорение движения вагона на участке после ПТП; lпрц, lПТП расстояние от вершины горки соответственно до точки прицеливания и точки выхода из ПТП. Основополагающими вопросами реализации прицельного торможения являются определение координаты точки прицеливания lx и величины ускорения движения отцепа a на участке lx. Параметр a=g(iw)10-3 интегрально включает все составляющие: приведенное ускорение свободного падения g, уклон пути i, суммарную величину удельного сопротивления движению w. Результаты моделирования управляемого скатывания отцепов тяжелой весовой категории на расстояние 800 м от вершины горки до точки прицеливания при известных значениях w и точной реализации заданной скорости выхода отцепов из ПТП приведены на рисунке 1. Как видно из рисунка 1 при таких условиях может быть обеспечено докатывание всех отцепов до расчетной точки с установленной скоростью. Исключение составляют отцепы, для которых уклон сортировочного пути является ускоряющим, и отцепы, энергии которых недостаточно для достижения расчетной точки даже при свободном скатывании. Сложность решения задачи прицельного регулирования скорости связана с тем, что сортировочные горки работают в условиях неопределенности входной информации об отцепах и условиях внешней среды, а также из-за неточности реализации заданных скоростей выхода отцепов на ПТП. В этой связи, скорость отцепа в точке прицеливания является случайной величиной; в то же время при недостаточной скорости выхода отцепов из ПТП на сортировочных путях образуются окна случайной величины. Збірник наукових праць ДонІЗТ. 2010 №22 7 ОРГАНІЗАЦІЯ ТА УПРАВЛІННЯ ПРОЦЕСОМ ПЕРЕВЕЗЕНЬ Рисунок 1 – Моделирование скатывания отцепов тяжелой весовой категории при известном удельном сопротивлении движению и точной реализации заданной скорости выхода из ПТП Для иллюстрации на рисунке 2, а представлены результаты моделирования скатывания отцепов тяжелой весовой категории на расстояние 800 м от вершины горки при неизвестном удельном сопротивлении движению и неточной реализации заданной скорости выхода отцепов из ПТП. Математическое ожидание скорости выхода отцепа из ПТП принято M[vПТП]=3,85 м/с, что обеспечивает докатывание отцепа со средними ходовыми характеристиками до точки прицеливания с установленной ПТЭ скоростью 1,5 м/с. При проведении вычислительных экспериментов принято, что среднее квадратическое отклонение скорости выхода отцепа из ПТП составляет 0,3 м/с. В результате статистической обработки данных вычислительных экспериментов установлены значения ваг=9,8 м и pc=0,62. Таким образом, выбор указанных режимов торможения является недопустимым по условиям безопасности. Для обеспечения требований ПТЭ скорость выхода отцепов из ПТП должна быть снижена. Рекомендуемое в [4] значение pс=0,1 может быть получено при математическом ожидании скорости выхода отцепов из ПТП M[vПТП]=3 м/с (см. рисунок 2, б). При этом, средняя величина окна достигает 70,2 м. Учитывая наличие связи между величиной окна и вероятностью превышения установленной ПТЭ скорости соударения вагонов, для оценки качества реализации сортировочного процесса могут использоваться зависимости ок=f(pc). Пример таких зависимостей представлен в [6]. Збірник наукових праць ДонІЗТ. 2010 №22 8 ОРГАНІЗАЦІЯ ТА УПРАВЛІННЯ ПРОЦЕСОМ ПЕРЕВЕЗЕНЬ а) б) Рисунок 2 – Моделирование скатывания с горки отцепов тяжелой весовой категории в условии действия случайных факторов: а – M vПТП 3,85 м/с ; б - M vПТП 3,0 м/с . При этом величина ок характеризует эксплуатационные расходы на маневровую работу по осаживанию (подтягиванию) вагонов на сортировочных путях Eло=f(ок); величина pc связана с затратами Eб, вызываемыми повреждением вагонов и грузов, а также сдвигом грузов при повышенных скоростях соударения. Получить зависимость Eб=f(pc) для конкретной горки практически невозможно, так как на эту величину влияют не только скорость соударения, а и тип и состояние вагона, тип груза, тип и состояние крепления груза в вагоне. В этой связи в дальнейшем оценка качества реализации функций прицельного регулирования скорости скатывания отцепов выполняется по величине ок; при этом величина pc должна быть нормирована, например, на значении pc=0,1 [4]. Збірник наукових праць ДонІЗТ. 2010 №22 9 ОРГАНІЗАЦІЯ ТА УПРАВЛІННЯ ПРОЦЕСОМ ПЕРЕВЕЗЕНЬ Повышение качества прицельного регулирования может достигаться за счет повышения точности реализации скорости выхода отцепов из ПТП и за счет уменьшения погрешности определения удельного сопротивления движению отцепов. Оценка эффективности этих мероприятий выполнена с помощью имитационного моделирования. Моделирование потока отцепов и выбор режимов их торможения выполнялось следующим образом. На первом этапе в соответствии с распределениями массы и основного удельного сопротивления вагонов тяжелой весовой категории [5, 7] выполнено моделирование параметров отцепов и получена выборка C0 объемом 100 элементов. Далее выполнена серия экспериментов по скатыванию отцепов выборки C0 в которых определялась потребная скорость выхода отцепов из ПТП для достижения точки прицеливания на расстоянии 800 м со скоростями от 0 до 1,3 м/c с шагом 0,1 м/с, а также из условия остановки отцепов на расстояниях от 700 до 800 м с шагом 10 м. Пример полученных скоростей выхода отцепов из ПТП представлен в табл. 1. На втором этапе удельное сопротивление отцепов было изменено в соответствии с заданным значением точности его определения [w]. Ввиду того, что удельное сопротивление движению отцепа рассчитывается на основании измерения ускорения движения и определить сопротивление каждого отельного вагона в отцепе невозможно, то для всех вагонов отцепа устанавливалось одинаковое усредненное значение w. Указанным методом получены выборки отцепов для разных значений [w]: C0,1, C0,2, C0,3. Таблица 1 – Режимы торможения отцепов тяжелой весовой категории при разных условиях прицеливания № Q, т 1 2 3 4 5 … 100 89,3 91,8 80,6 88,9 91,2 … 90,2 w0, Условия прицеливания (lпрц/vпрц) Н/кН 800/1,3 800/1,2 800/1,1 800/1,0 … 800/0 790/0 780/0 … Скорости выхода отцепов из ПТП, м/c 0,90 3,20 3,15 3,09 3,04 … 2,78 2,75 2,71 … 1,21 3,67 3,62 3,58 3,54 … 3,33 3,29 3,25 … 1,19 3,76 3,71 3,67 3,63 … 3,41 3,37 3,33 … 1,49 4,09 4,05 4,01 3,97 … 3,79 3,74 3,70 … 1,44 4,00 3,96 3,92 3,88 … 3,69 3,65 3,60 … … … … … … … … … … … 1,58 4,19 4,15 4,12 4,08 … 3,90 3,86 3,81 … Для получения зависимостей ок=f([vпрц], [w]) Збірник наукових праць ДонІЗТ. 2010 №22 10 выполнены ОРГАНІЗАЦІЯ ТА УПРАВЛІННЯ ПРОЦЕСОМ ПЕРЕВЕЗЕНЬ скатывания отцепов из выборок C0,C0,1, C0,2, C0,3 при разном значении [vпрц]. Для каждого го отцепа выполнялись скатывания при разных условиях прицеливания, в которых режимы торможения принимались равными режимам торможения соответствующего отцепа из выборки C0. Зависимости ок=f(pc), при разной точности реализации заданной скорости выхода отцепов из ПТП приведены на рисунке 3. Рисунок 3 – Зависимость между средней величиной «окна» и вероятностью превышения нормативной скорости в точке прицеливания По данным рисунка 3 могут быть построены зависимости средней величины окна от точности реализации заданной скорости выхода отцепов из ПТП для разных значений pc. Пример таких зависимостей представлен на рисунке 4. В ходе исследований были также выполнены эксперименты и получены зависимости, аналогичные представленным на рисунке 4, для других значений [w]. Результаты этих экспериментов позволили построить поверхность ок=f([vпрц], [w]) для условий скатывания одновагонных отцепов тяжелой весовой категории на расстояние 800 м от вершины горки (см. рисунок 5. а). Рисунок 4 – Зависимость средней величины «окна» от точности реализации заданной скорости выхода отцепов из ПТП Збірник наукових праць ДонІЗТ. 2010 №22 11 ОРГАНІЗАЦІЯ ТА УПРАВЛІННЯ ПРОЦЕСОМ ПЕРЕВЕЗЕНЬ [w] 0,15 0,10 0,05 0 а) 0,05 0,10 0,15 0,05 0,10 0,15 0,20 0,25 [vптп] [w] 0,15 0,10 0,05 б) 0 0,20 0,25 [vптп] Рисунок 5 – Зависимость ок=f([vпрц], [w]) (линии уровня): а) – скатывание на расстояние 800 м; б) – скатывание на расстояние 600 м. При уменьшении расстояния до точки прицеливания влияние [w] на величину окон уменьшается. Для примера на рисунке 5, б представлены зависимости ок=f([vпрц],[w]) при скатывании отцепов на 600 м. При скатывании отцепов на расстояние 400 м (скатывание за предельный столбик) величина окна зависит практически только от [vПТП]. Анализ вагонопотоков сортировочных станций Украины показывает, что среднее число вагонов в отцепе составляет 2,8–3,3. В этой связи для обеспечения рекомендованного показателя заполнения сортировочных путей средняя величина окна, которое образуется при скатывании одновагонных отцепов, должна составлять около 10 м. Збірник наукових праць ДонІЗТ. 2010 №22 12 ОРГАНІЗАЦІЯ ТА УПРАВЛІННЯ ПРОЦЕСОМ ПЕРЕВЕЗЕНЬ Выводы. Для обеспечения рекомендованной в [4] для автоматизированных систем средней величины окна, приходящегося на один переработанный вагон, ок=3 м, при вероятности превышения установленной ПТЭ скорости соударения вагонов pc=0,1, среднее квадратическое отклонение скорости выхода отцепа из ПТП от заданной не должно превышать 0,2 м/c, а среднее квадратическое отклонение погрешности определения удельного сопротивления движению должно быть порядка 0,1 Н/кН. Для возможности технико-эксплуатационной и техникоэкономической оценки эффективности внедрения систем автоматизированного управления скоростью скатывания отцепов эти системы должны строиться из типовых блоков (блоки управления интервальным и прицельным торможением, блок уточнения ходовых характеристик и т.д.). Для каждого такого блока, помимо конструкционных параметров (размер, масса, мощность), необходимо установить требуемые параметры качества реализации ими своих функций (точность реализации скорости выхода отцепов из тормозной позиции, точность определения ходовых свойств отцепов) в соответствии с которыми проводить сертификацию. Список литературы 1. Комплекс горочный микропроцессорный на базе промышленных компьютеров // Наши работы: "КГМ" - ВНИИ Автоматизации и Связи МПС [Электронний ресурс]. – Режим доступа: http://www.rfniias.ru/rfniias_rus/kgm1.htm 2. M. Peschel Modernization of Marshalling Yard Antwerp-North // Rail Engineering International, 1988. № 1, p.6-9. 3. K. Kube. Modernization of Marshalling Yards in North America // Progressive Railroading, 2002, № 7, p. 50 – 52. 4. Автоматизация и механизация переработки вагонов на станциях / Ю.А. Муха, И.В. Харланович, В.П. Шейкин и др. – М.: Транспорт, 1985. – 248 с. 5. Правила и нормы проектирования сортировочных устройств на железных дорогах Союза ССР. ВСН 207 - 89. - М.: Транспорт, 1992. - 104 с. 6. Козаченко Д.Н. Исследование прицельного регулирования скорости скатывания отцепов в условиях неопределенности информации об их ходовых свойствах/ Козаченко Д.Н., Коробъева Р.Г., Таранец О.И.// Восточно-европейский журнал передовых технологий №6/2(42) 2009, с 45 – 50 7. Козаченко Д.М. Моделювання роботи сортувальної гірки в умовах невизначеності параметрів відчепів та характеристик навколишнього середовища / Козаченко Д.М., Березовий М.І., Таранець О.І. // Вісник Дніпропетровського національного університету залізничного транспорту імені академіка В. Лазаря на. – Вип.. 16. – Д.: Вид-во Дніпропетр. нац. унт-ту залізн. трансп. ім. акад. В. Лазаряна, 2007., с 73-76. Збірник наукових праць ДонІЗТ. 2010 №22 13