перспективные материалы в строительстве и технике
advertisement

ПЕРСПЕКТИВНЫЕ МАТЕРИАЛЫ
В СТРОИТЕЛЬСТВЕ И ТЕХНИКЕ
(ПМСТ-2014)
МАТЕРИАЛЫ
Международной конференции
молодых ученых
15–17 октября 2014 г.
Томск
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего профессионального образования
«Томский государственный архитектурно-строительный университет»
ПЕРСПЕКТИВНЫЕ МАТЕРИАЛЫ
В СТРОИТЕЛЬСТВЕ И ТЕХНИКЕ
(ПМСТ-2014)
Материалы
Международной научной конференции
молодых ученых
15–17 октября 2014 года
Томск, Россия
Томск
Издательство ТГАСУ
2014
1
УДК 53:66.017(063)
ББК 22.3:30.3
П27
Перспективные материалы в строительстве и технике (ПМСТ-2014). Материалы Международной научной конференции молодых ученых [Электрон. текстовые дан.]. – Томск :
Изд-во Том. гос. архит.-строит. ун-та, 2014. – 694 с.
ISBN 978-5-93057-612-2
В сборнике представлены материалы Международной научной конференции
молодых ученых: «Перспективные материалы в строительстве и технике» (ПМСТ2014). В сборнике отражены результаты выполненных в последние годы исследований структуры и свойств материалов как традиционно используемых в строительстве
и технике, так и новых перспективных, в том числе нанокомпозиционных.
Сборник представляет интерес для специалистов, работающих в области материаловедения, студентов, аспирантов, преподавателей.
УДК 53:66.017(063)
ББК 22.3:30.3
Конференция организована при финансовой поддержке Российского
фонда фундаментальных исследований (грант РФФИ № 14-38-10074 мол_г).
Редакционная коллегия:
В.А. Власов, докт. физ.-мат. наук, профессор;
В.А. Старенченко, докт. физ.-мат. наук, профессор;
Н.О. Копаница, докт. техн. наук, профессор;
С.В. Старенченко, докт. физ.-мат. наук, профессор;
Л.А. Теплякова, докт. физ.-мат. наук, профессор;
С.Н. Колупаева, докт. физ.-мат. наук, профессор;
А.И. Кудяков, докт. техн. наук, профессор;
Н.К. Скрипникова, докт. техн. наук, профессор.
Материалы конференции издаются в авторской редакции.
ISBN 978-5-93057-612-2
2
© Томский государственный
архитектурно-строительный
университет, 2014
СОДЕРЖАНИЕ
СЕКЦИЯ 1. СОВРЕМЕННЫЕ СПОСОБЫ УПРАВЛЕНИЯ
СТРУКТУРОЙ И СВОЙСТВАМИ СТРОИТЕЛЬНЫХ
МАТЕРИАЛОВ ...............................................................................................11
Алексашин С.В., Булгаков Б.И. Получение высокоэффективных
гидротехнических мелкозернистых облицовочных бетонов ...........................11
Прищепа И.А., Антипова А.С., Толченников М.В., Прищепа Б.А.
Влияние концентрации пенообразователя на кратность и стойкость
пены ..................................................................................................................19
Васильева Т.В., Сафронов В.Н. Исследование физико-механических
свойств твердеющих композиций на основе гипса с минеральными
добавками различных типов.............................................................................23
Вебер А.В., Овчаренко Г.И., Хижинкова Е.Ю. Напрягающие
цементно-зольные бетоны ................................................................................29
Гаин О.А. Повышение водостойкости гипсовых материалов ........................36
Гильмияров Д.И., Овчаренко Г.И. Силикатный кирпич из кислых
зол и золошлаковых отходов ТЭЦ ...................................................................44
Гичко Н.О., Ильина Л.В., Мухина И.Н. Структура и прочность
портландцементного камня при введении высокодисперсных
комплексных минеральных добавок ................................................................52
Яковлев Г.И., Гордина А.Ф., Полянских И.С., Токарев Ю.В.,
Первушин Г.Н., Салтыков А.А., Бекмансуров М.Р. Направленное
управление структурой и свойствами гипсовых композиций .........................60
Ермилова Т.А., Кугаевская С.А., Сафронов В.Н. Комбинированные
технологии активации воды затворения ..........................................................68
Каймонов В.В. Сульфатостойкий бетон с применением тонкомолотых
горелых пород...................................................................................................73
Аль-Кавасми X., Керш В.Я., Крайнюков К.В., Беньковская Е.Н.
Моделирование влияния химических добавок на параметры порового
пространства известково-песчаных композитов ..............................................80
Кирсанова А.А., Крамар Л.Я. Особенности применения добавок на
основе метакаолина в бетоне............................................................................82
Ковалева М.А., Копаница Н.О. Использование вспученного
вермикулита в торфяных строительных композициях ....................................90
Лукьянчиков С.А. Влияние различных режимов тепловой обработки
на свойства бетонов ..........................................................................................94
Михайленко А.А., Овчаренко Г.И. Взаимосвязь свойств и фазового
состава автоклавного известково-зольного камня повышенной
основности ...................................................................................................... 101
3
Никитина О.В., Аниканова Л.А., Курмангалиева А.И.,
Малчиева О.В. Влияние нанодобавок на свойства гипсовых смесей .......... 108
Орлов А.А., Черных Т.Н., Сашина А.В., Богусевич Д.В.
Исследование влияния параметров базальтовой фибры на свойства
фибро-армированного строительного раствора ............................................. 115
Руссу И.В., Кроитору Г., Матус Е.П., Пичугин А.П.
Прогнозирования скорости атмосферной коррозии арматуры
в трещинах железобетонных конструкций .................................................... 122
Пичугин А.П., Белан И.В., Азизов Ю.А., Карпик С.Н.
Технологические особенности формирования композиционных
материалов из старого бетона ........................................................................ 128
Абакумов А.Е., Кудяков А.И. Пути получения фракционированного
керамзитового гравия с повышенной прочностью ........................................ 133
Горленко Н.П., Лаптев Б.И., Саркисов Ю.С., Сидоренко Г.Н.,
Кульченко А.К. Влияние электромагнитных полей на свойства
жидкости затворения цементных систем ....................................................... 137
Дебелова Н.Н., Горленко Н.П., Волокитин Г.Г., Саркисов Ю.С.,
Дмитриенко В.П., Завьялова Е.Н., Завьялов П.Б. Гидрофобная
защита древесины ........................................................................................... 146
Коваль С.В., Попов О.А., Абид К. Влияния многофункциональной
добавки смешанных песков на свойства мелкозернистых бетонов............... 155
Сазонова Н.А., Скрипникова Н.К., Луценко А.В., Новикова Л.Е.
Структура цементного клинкера при плазмохимическом синтезе и ее
влияние на свойства цемента ......................................................................... 159
Саркисов Ю.С., Шепеленко Т.С., Акимова Н.В., Галкин А.Н.,
Афанасьев Д.А. О некоторых физико-химических методах управления
прочностью цементных систем ...................................................................... 170
Саркисов Ю.С., Зубкова О.А., Елугачёва Н.С., Мелентьева Ю.В.
Композиционные материалы на основе минеральных наполнителей
и органических связующих ............................................................................ 179
Серяков С.В., Серякова Р.Э., Баранова А.В., Поцелуев А.А.
Геоэкологические аспекты комплексной застройки левобережья
г. Томска ......................................................................................................... 185
Кудяков А.И., Стешенко А.Б. Усадочные деформации цементного
пенобетона ...................................................................................................... 194
Субботина Н.В., Горленко Н.П., Саркисов Ю.С., Наумова Л.Б.
Регулирование структуры и свойств цементных композиций
глиоксалем ...................................................................................................... 199
4
Судырь О.Н., Самочернов Д.Е., Сафронов В.Н., Зомбек П.В. Роль
геометрического фактора в технологии магнитной активации
цементного теста ............................................................................................ 206
Хабибулин Ш.А., Лотов В.А. Использование жидкого стекла
в качестве вяжущего материала при производстве строительных
изделий ........................................................................................................... 211
Черных Т.Н., Носов А.В., Крамар Л.Я. Способ регулирования
свойств доломитового вяжущего при его производстве................................ 220
Ширинзаде И.Н., Ахвердиева Т.А. Состав и свойства
глино-доломитовых композиционных материалов........................................ 227
Шкробко Е.В., Козлова В.К. Способ устранения деструктивных
явлений материалов на основе золосодержащих малоклинкерных
вяжущих.......................................................................................................... 235
Кудяков А.И., Петров Г.Г., Петров А.Г. Высокопрочный
керамзитобетон с активированной водой затворения.................................... 241
Кудяков А.И., Ушакова А.С., Дубасаров Д.И., Ефремова В.А.,
Кудяков К.Л. Влияние глиоксальсодержащих добавок на процессы
структурообразования и свойства цементных композиций........................... 248
СЕКЦИЯ 2. ИННОВАЦИОННЫЕ ТЕХНОЛОГИИ
В ПРОИЗВОДСТВЕ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ....................... 255
Белых С.А., Лебедева Т.А., Трофимова О.В. Малоэнергоемкая
технология получения жаростойкого материала на основе
наполненного жидкого стекла ........................................................................ 255
Вайнбергер С.А., Машкин Н.А. Совершенствование технологии
стеновых и теплоизоляционных материалов на основе отходов
древесины и органоминеральных систем ...................................................... 260
Волкова А.Ю., Стороженко Г.И., Верещагин В.И. Гранулированный
пеностеклокристаллический материал на основе трепела Потанинского
месторождения ................................................................................................ 264
Волокитин Г.Г., Скрипникова Н.К., Волокитин О.Г.,
Байтасов Т.М., Юрьев И.Ю., Шеховцов В.В. Комплексное
исследование кварц-полевошпатсодержащих отходов ................................. 269
Казанцева С.К. Водостойкие композиции на основе магний
силикатного вяжущего ................................................................................... 274
Мартынова А.В., Буймов Я.Е., Казьмина О.В. Прозрачный
терморазбухающий гель для противопожарного остекления ........................ 279
Власов В.А., Космачев П.В., Скрипникова Н.К., Волокитин Г.Г.,
Литвинова В.А. Создание защитного покрытия на поверхности
огнеупора с помощью низкотемпературной плазмы ..................................... 287
5
Куба В.В. Композиционные гипсовые вяжущие в бетонах
на органическом заполнителе ........................................................................ 295
Кудяков К.Л., Плевков В.С. Исследование прочности
и деформативности изгибаемых бетонных элементов, армированных
стальными и стеклопластиковыми стержнями, при статическом
нагружении ..................................................................................................... 301
Лукашевич О.Д., Усова Н.Т., Филичев С.А., Патрушева Н.Е.
Получение композиционных силикатных материалов и керамики
с использованием отходов водоочистки ........................................................ 307
Невский А.В., Балдин И.В. Прочность и деформативность сжатых
бетонных элементов с продольным армированием стальными,
стеклопластиковыми и углепластиковыми стержнями при статическом
нагружении ..................................................................................................... 315
Ильченко Л.В., Курдюмова В.М., Пичугин А.П., Банул В.В.,
Митина Л.А., Батин М.О. Модифицированные полимерами
материалы: виды, составы, технологии, свойства; перспективы
применения в сельском строительстве ........................................................... 322
Выровой В.Н., Хританков В.Ф., Белан И.В., Пичугин М.А.
Эффективные мелкозернистые бетоны и растворы
с модифицированными органоминеральными добавками ............................ 330
Пичугин А.П., Денисов А.С., Хританков В.Ф., Лазарев Е.Г.,
Пименов Е.Г. Новые подходы к формированию крупнопористых
легких бетонов для стеновых ограждений ..................................................... 336
Пичугин А.П., Гришина В.А., Язиков И.К., Пермина А.В. Роль
комплексных органоминеральных добавок в структуре бетонного
основания ........................................................................................................ 343
Рубан Е.А., Местников А.Е. Применение полимерцементного
вяжущего в составе строительного раствора для фасадных систем .............. 350
Наумова Л.Б., Баталова В.Н., Горленко Н.П., Саркисов Ю.С.
Функциональные материалы на основе низинного торфа строительнотехнического назначения ............................................................................... 359
Юрьев И.Ю., Скрипникова Н.К., Волокитин Г.Г., Волокитин О.Г.,
Луценко А.В., Космачев П.В., Семеновых М.А. Исследования
свойств диспергированых зол тэс для получения керамического
кирпича ........................................................................................................... 366
Ефанов И.Н., Лукашевич В.Н. Влияние дисперсного армирования
асфальтобетонных смесей волокнистыми сорбентами, насыщенными
собранными нефтепродуктами, на процессы структурообразования
асфальтобетонов при строительстве дорожных покрытий ............................ 374
6
Гросу Р.А. Перспективы применения сталеалюминевых конструкций
в мостостроении ............................................................................................. 383
СЕКЦИЯ 3. СВОЙСТВА, СТРУКТУРА И ФАЗОВЫЕ
ПРЕВРАЩЕНИЯ КОНСТРУКЦИОННЫХ МЕТАЛЛИЧЕСКИХ
МАТЕРИАЛОВ ПРИ РАЗЛИЧНЫХ ЭНЕРГЕТИЧЕСКИХ
ВОЗДЕЙСТВИЯХ, СТРУКТУРА И СВОЙСТВА
УЛЬТРАМЕЛКОЗЕРНИСТЫХ И НАНОМАТЕРИАЛОВ...................... 391
Беспалова И.В., Теплякова Л.А. Рентгеноструктурный анализ
областей переориентации, формирующихся
в [111]-монокристаллах алюминия при сжатии ............................................. 391
Пономарев С.В., Рикконен С.В., Азин А.В., Каравацкий А.К.,
Марицкий Н.Н., Пономарев С.А. Оценка долговечности
металлических элементов конструкций с использованием метода
акустической эмиссии ..................................................................................... 398
Пономарев С.В., Жуков А.П., Бельков А.В., Пономарев В.С.,
Белов С.В., Павлов М.С. Моделирование напряженнодеформированного состояния строительных стержневых вантовооболочечных систем ....................................................................................... 407
Бочкарёва А.В., Ли Ю.В., Баранникова С.А., Зуев Л.Б. Влияние
водородного охрупчивания на механические характеристики
алюминиевого сплава ..................................................................................... 415
Гиберт И.А., Киселева С.Ф., Попова Н.А., Конева Н.А., Козлов Э.В.
Простые и сложные изгибы зерен при деформации аустенитной стали
и распределение внутренних напряжений ..................................................... 424
Ефтифеева А.С., Панченко Е.Ю., Чумляков Ю.И. Двусторонний
эффект памяти формы в закаленных
[123]-монокристаллах Co40Ni33Al27 и нанокомпозитах на их основе ............ 430
Константинов В.М., Булойчик И.А. Особенности реализации
процессов термодиффузионного цинкования при антикоррозионной
защите термообработанных стальных изделий ............................................. 439
Иванов Ю.Ф., Крысина О.В., Тересов А.Д., Грачева М.Е.
Электронно-пучковая модификация системы покрытие/алюминиевая
подложка ......................................................................................................... 446
Дмитриев С.Ф., Ишков А.В., Катасонов А.О., Маликов В.Н.,
Мусиенко Н.П. Сверхминиатюрный вихретоковый преобразователь
для поиска дефектов в дюралюминии и сплавах алюминий-магний ............ 454
Мельников Е.В., Козлова Т.А., Тукеева М.С., Майер Г.Г.,
Астафурова Е.Г. Влияние легирования водородом и прокатки на
структуру и механические свойства аустенитной стали 08Х17Н14М2 ........ 461
7
Иванов Ю.Ф., Петрикова Е.А., Тересов А.Д., Никоненко Е.Л.,
Громов В.Е., Романов Д.А. Свойства, структура и фазовые
превращения титанового сплава, обработанного высокоинтенсивным
импульсным электронным пучком................................................................. 469
Петрикова Е.А., Иванов Ю.Ф., Тересов А.Д., Попова Н.А., Громов
В.Е., Алсараева К.В., Ткаченко А.В., Коновалов С.В. Усталостная
долговечность заэвтектического силумина, обработанного
высокоинтенсивным импульсным электронным пучком .............................. 478
Потекаев А.И., Клопотов А.А., Морозов М.М., Маркова Т.Н.,
Клопотов В.Д., Кыпчаков А.А. Кристаллогеометрия структур
в системах Ti-Ni, Ni-Cr, Ti-Cr И Ti-Ni-Cr....................................................... 486
Смирнов И.В., Гриняев К.В. Изучение особенностей
микроструктуры и механических свойств сплавов системы
V–Cr–Zr–W в зависимости от режимов термомеханической обработки ...... 495
Соловьева Ю.В., Геттингер М.В., Гунина А.В., Мищенко Н.С.,
Соловьёв А.Н. Скоростная чувствительность монокристаллов Ni3Ge ........ 500
Старенченко С.В., Старенченко В.А., Радченко И.П. Изменение
структурных характеристик и дальнего порядка при пластической
деформации сплавов на основе никеля .......................................................... 506
Теплякова Л.А., Куницына Т.С., Полтаранин М.А., Кашин А.Д.
Локализация деформации в [123] -монокристаллах алюминия
при сжатии ...................................................................................................... 514
Теплякова Л.А., Куницына Т.С., Конева Н.А. Влияние ориентации
кристаллов на параметры дислокационной структуры сплава Ni3Fe ............ 521
Тукеева М.С., Астафурова Е.Г., Мельников Е.В., Майер Г.Г.
Изменение фазового состава и микротвердости аустенитных сталей
с высокой концентрацией атомов внедрения в процессе интенсивной
пластической деформации и последующих отжигов..................................... 531
Черкасова Т.В., Тришкина Л.И., Конева Н.А., Козлов Э.В. Дефекты,
накапливаемые при пластической деформации в сплавах
Сu–Al............................................................................................................... 538
Oliferuk W., Maj M., Zembrzycki K. Distribution of Energy Storage Rate
in Area of Strain Localization During Tension of Austenitic Steel ..................... 545
СЕКЦИЯ 4. МОДЕЛИРОВАНИЕ ПЛАСТИЧЕСКИХ
ДЕФОРМАЦИЙ И ДРУГИХ ПРОЦЕССОВ В МАТЕРИАЛАХ ............. 548
Абзаев Ю.А., Тришкина Л.И., Клопотов А.А., Кыпчаков А.А.
Деформационная зависимость энтропии дислокационных субструктур
в твердых растворах Cu-Al ............................................................................. 548
8
Пономарев С.В., Рикконен С.В., Азин А.В., Каравацкий А.К.,
Марицкий Н.Н., Пономарев С.А. Применение метода акустической
эмиссии для моделирования долговечности металлических элементов
строительных конструкций ............................................................................ 557
Волегов П.С., Трусов П.В., Грибов Д.С. Исследование особенностей
сложного нагружения поликристаллов с применением двухуровневой
физической теории пластичности .................................................................. 566
Кулаева Н.А., Данейко О.И., Ковалевская Т.А., Колупаева С.Н.
Влияние масштабных характеристик упрочняющей фазы различного
типа на деформационное поведение гетерофазных сплавов ......................... 574
Зуев Л.Б., Баранникова С.А., Надежкин М.В. О медленных
волновых процессах в горных породах .......................................................... 582
Клопотов А.А., Петрикова Е.А., Иванов Ю.Ф., Тересов А.Д.,
Громов В.Е., Будовских Е.А., Кыпчаков А.А. Особенности
структурно-фазовых состояний на поверхности эвтектического
силумина после электронно-ионно-плазменной обработки .......................... 590
Колупаева С.Н., Петелин А.E., Петелина Ю.П., Полосухин К.A.
Моделирование формирования замкнутой кусочно-непрерывной
дислокационной петли при различной плотности дислокаций
в алюминии ..................................................................................................... 597
Янц А.Ю., Теплякова Л.А. Физические теории пластичности:
моделирование квазистатического нагружения монокристаллических
образцов .......................................................................................................... 605
Тур А.В., Глыбина Е.В., Виселева Ю.О., Трепутнёва Т.А.,
Моисеенко М.О., Попов О.Н. Определение напряженнодеформированного состояния несовершенных двухпольных пластин
со свойствами материала, зависящими от температуры на действие
поперечной нагрузки ...................................................................................... 613
СЕКЦИЯ 5. ПЕРСПЕКТИВНЫЕ МАТЕРИАЛЫ ГЛАЗАМИ
СТУДЕНТОВ И ШКОЛЬНИКОВ .............................................................. 620
Арестова О.Е., Трифонова Л.Б. Предложения по использованию
наномодификаторов на ГРЭС-2 г. Томска для улучшения экологии ............ 620
Аржаник А.А., Казьмина О.В. Получение декоративнооблицовочных плиток на основе стеклобоя ................................................... 624
Бобровицкий Д.А., Деменкова Л.Г. Магнитная жидкость –
наноматериал для машиностроения ............................................................... 631
Иванов А.А., Леонтьев Г.Н., Софронеева В.Р., Кулаковский В.А.
Исследование удельной поверхности цеолита-хонгурина
при механической активации .......................................................................... 636
9
Колмаков Б.Д., Картопольцев В.М. Карбон-перспективный материал
усиления мостовых конструкций ................................................................... 643
Косарева О.Д., Вдовкина М.В., Прищепа И.А. Перспективные
керамические материалы................................................................................ 647
Масленицына Л.В., Зголич И.А., Артамонов К.А. Дислокации и их
соединения в ГЦК-монокристаллах ............................................................... 649
Митина А.А., Митина Н.А. Преимущества и перспективы
магнезиальных цементов ................................................................................ 654
Примаков А.C., Казьмина О.В. Эффективный теплоизоляционный
материал.......................................................................................................... 658
Прищепа А.Б., Аксенова О.К., Копаница Н.О. Строительные
материалы для комфортного дома ................................................................. 662
Салагор Р.А. Проект расширения границ городской территории ................. 664
Салагор Р.А. Перспективы использования наноматериалов ........................ 668
Сенько К.А., Кудряшов С.В., Старенченко С.В. Упорядочение
в сплаве Au3Cu................................................................................................ 674
Сункарова Г.Д. Перспективные строительные материалы
для строительства школ.................................................................................. 679
Шалыгин С.А., Аниканова Л.А., Солоницина Н.О. Наноматериалы
в строительстве ............................................................................................... 684
Соловьева Л.К. Перспективы деревянного домостроения в России ............. 689
10
СЕКЦИЯ 1
СОВРЕМЕННЫЕ СПОСОБЫ УПРАВЛЕНИЯ
СТРУКТУРОЙ И СВОЙСТВАМИ
СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
УДК 666.97
ПОЛУЧЕНИЕ ВЫСОКОЭФФЕКТИВНЫХ
ГИДРОТЕХНИЧЕСКИХ МЕЛКОЗЕРНИСТЫХ
ОБЛИЦОВОЧНЫХ БЕТОНОВ
С.В. Алексашин, Б.И. Булгаков
Московский государственный строительный университет, г. Москва, Россия
E-mail: alexx1988@list.ru
Аннотация. Статья посвящена вопросу повышения эксплуатационных
характеристик пластифицированных мелкозернистых бетонов для гидротехнических сооружений. Приведены результаты экспериментальных исследований по подбору оптимальных дозировок компонентов. Обосновано применение пластифицированного мелкозернистого гидротехнического бетона для
облицовки и ремонта гидротехнических сооружений. Результатом экспериментального исследования является оптимальный состав мелкозернистого
гидротехнического бетона с улучшенными характеристиками.
Ключевые слова: гидротехнический бетон; пластификатор; морозостойкость; водонепроницаемость; гидрофобизация; метакаолин; уплотнение
структуры; долговечность.
В России находится около 3 млн. рек общей протяженностью
в 10 млн км. На берегах рек, многие из которых являются судоходными, расположено большое количество городов. Речные гидротехнические сооружения во многих городах вследствие их интенсивной эксплуатации находятся в плачевном состоянии. Ремонт таких сооружений, как правило, очень трудоемкий и дорогостоящий.
Для решения задачи повышения эксплуатационных характеристик эффективных гидротехнических мелкозернистых бетонов (МЗБ),
необходима оптимизация составов и технологии их приготовления,
11
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а также использование различных органических и минеральных модифицирующих добавок для повышения эксплуатационных показателей таких бетонов [1].
Целью работы являлось получение мелкозернистого бетона,
предназначенного для строительства речных гидротехнических сооружений и обладающего необходимой прочностью, водонепроницаемостью и морозостойкостью за счёт уплотнения его структуры
путём использования органических и минеральных добавок в виде
суперпластификатора «Химком Ф-1», метакаолина и гидрофобизирующей кремнийорганической жидкости «СОФЭКСИЛ» отечественного производства.
Для снижения водопотребности мелкозернистой цементно-песчаной бетонной смеси при сохранении её требуемой подвижности
(РК = 150–160 мм) целесообразно использовать суперпластификатор
[2–4]. В качестве пластифицирующей добавки применяли суперпластификатор «Химком Ф-1» в виде 30%-го водного раствора.
Суперпластификатор «Химком Ф-1» представляет собой сульфированный продукт альдольной конденсации формальдегида. Концентрация суперпластификатора варьировалась в пределах от 0,6 до
1,5 % от массы цемента в пересчёте на сухое вещество добавки.
На основании обзора результатов экспериментальных исследований влияния добавки «Химком Ф-1» на технологические свойства бетонных смесей и эксплуатационные показатели бетонов на их основе,
был сделан вывод о том, что применение этой пластифицирующей добавки позволит получить высокоподвижную бетонную смесь, характеризующуюся высокой однородностью, нерасслаиваемостью и необходимой сохраняемостью подвижности, практически не требующей виброуплотнения и прочный и долговечный мелкозернистый бетон,
обладающий высокой морозостойкостью и водонепроницаемостью.
В результате проведённой экспериментальной работы было установлено, что наибольшая прочность мелкозернистого бетона на
сжатие (55,4 МПа) и на растяжение при изгибе (8,8 МПа) в возрасте
28 сут нормального твердения, а также его высокая водонепроницаемость (W20) достигаются при использовании суперпластификатора
«Химком Ф-1» в количестве 1,2 % от массы цемента в пересчёте на
сухое вещество (табл. 1).
12
Секция 1
Таблица 1
Физико-механические показатели мелкозернистого бетона,
пластифицированного «Химком Ф-1»
№ состава
Цемент, кг
Песок,кг
Химком Ф-1
(30%-й раствор), кг
Вода,кг
Подвижность по расплыву конуса,
мм
Rизг 28 сут, МПа
Rсж 28 сут, МПа
Водонепроницаемость:
сопротивление бетона прониканию воздуха, с/см3
марка
I
550
1500
11
(0,6 %)
180
II
550
1500
16
(0,9 %)
156
III
550
1500
22
(1,2 %)
150
IV
550
1500
28
(1,5 %)
144
160
115
150
159
5,13
26,4
7,5
46,2
8,8
55,4
8,3
53,2
–
–
355,0
W20
157,9
W20
Примечание. В скобках указана концентрация «Химком Ф-1» в % от массы цемента
в пересчёте на сухое вещество.
По данным литературных источников [2] одним из основных разупрочняющих факторов бетона является его повышенная пористость.
Она возникает вследствие деструкции бетона во время эксплуатации
и выражается в разрыхлении его структуры, ослаблении связи между
кристаллическими новообразованиями в цементном камне, а также
цементным камнем и частицами заполнителя, что приводит к снижению прочности бетона, а также способствует фильтрации в объем бетона воды и агрессивных жидкостей, и, кроме того, морозному и абразивному разрушению. Решением этой проблемы может стать значительное уплотнение структуры бетона. По результатам исследований,
приведенных в научно-технической литературе, известно, что с целью
сокращения расхода цемента, а также уплотнения структуры бетона
в качестве тонкодисперсной минеральной добавки в бетонную смесь
вводят метакаолин. Причём, его количество не должно превышать
13
Перспективные материалы в строительстве и технике (ПМСТ-2014)
15 % от массы цемента, т.к. он содержит активный диоксид кремния
и оксид алюминия примерно в одинаковой пропорции и по этой причине сильнее, чем микрокремнезём, связывает свободный гидроксид
кальция, что приводит к снижению щёлочности среды в бетоне и может вызвать коррозию стальной арматуры [5]. Кроме того, введение
метакаолина, как и любого другого тонкомолотого наполнителя,
в большом количестве повышает водопотребность бетонной смеси изза его мелкодисперсности и большой величины удельной поверхности, достигающей 15 м2/г и выше [6].
В результате проведённых экспериментов было установлено, что
при введении в пластифицированную мелкозернистую бетонную смесь
высокоактивного метакаолина с Sуд = 15 м2/г в количестве до 15 % от
массы цемента с одновременным сокращением доли песка наблюдался
небольшой рост прочности бетона в возрасте 28 сут нормального твердения при испытании на растяжение при изгибе с 8,8 до 9,8 МПа с одновременным незначительным повышением его прочности на сжатие
с 55,4 до 56,7 МПа. По полученным экспериментальным данным водонепроницаемость мелкозернистого бетона в результате введения в его
состав метакаолина изменилась мало и осталась на уровне, соответствующем марке по водонепроницаемости W20 (табл. 2).
Таблица 2
Влияние метакаолина на прочность и водонепроницаемость
пластифицированного мелкозернистого бетона
№ состава
Цемент, кг
Песок, кг
Химком Ф-1
(30%-й раствор), кг
Вода,кг
Метакаолин, кг
Водонепроницаемость:
сопротивление бетона прониканию воздуха, с/см3
марка
14
I (контрольный)
550
1500
550
1472
355,0
W20
325,5
W20
II
III
IV
550
550
1445
1417,5
22
22 (1,2 %) 22 (1,2 %)
22 (1,2 %)
(1,2 %)
150
150
150
150
–
27,5 (5 %) 55 (10 %) 82,5 (15 %)
318,4
W20
324,8
W20
Секция 1
Окончание табл. 2
№ состава
Rизг 28 сут, МПа
Rсж 28 сут, МПа
I (контрольный)
8,8
55,4
II
III
IV
8,6
55,2
9,0
56,2
9,8
56,7
Примечание. В скобках указана концентрация добавок в % от массы цемента.
С целью повышения водонепроницаемости и морозостойкости
гидротехнического мелкозернистого бетона в бетонную смесь вводилась гидрофобизирующая кремнийорганическая жидкость [3]:
«Софэксил-40», представляющая собой 50%-й водный концентрат
метилсиликоната калия.
В результате было экспериментально установлено, что при введении в пластифицированную мелкозернистую бетонную смесь «Софэксил-40» в количестве 0,2 % от массы цемента существенно повышается морозостойкость и водонепроницаемость бетона. Указанная дозировка данных гидрофобизаторов для бетонов рекомендованы их
производителем в результате проведённых экспериментальных исследований. При использовании 0,2 % «Софэксил-40» фактическая морозостойкость бетона увеличилась с 492 до 653 циклов испытаний, что соответствует повышению его марки по морозостойкости с F400 до F600
(табл. 3).
Таблица 3
Определение прочности, морозостойкости и водонепроницаемости
пластифицированного мелкозернистого бетона,
гидрофобизированного кремнийорганической жидкостью
№ состава
Цемент, кг
Песок, кг
Химком Ф-1
(30%-й раствор), кг
Вода, кг
Метакаолин, кг
I(Контрольный)
550
1500
II
550
1417,5
III
550
1417,5
22 (1,2 %)
22 (1,2 %)
22 (1,2 %)
150
–
150
82,5 (15 %)
150
82,5 (15 %)
15
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Окончание табл. 3
№ состава
Софэксил-40, кг
Rсж 28 сут, МПа
Фактическая морозостойкость, циклы испытаний
Марка по морозостойкости
Водонепроницаемость:
сопротивление бетона
прониканию воздуха, с/см3
марка
I(Контрольный)
–
55,4
II
–
56,7
III
1,1 (0,2 %)
57,5
492
446
653
F400
F400
F600
355,0
W20
324,8
W20
338,5
W20
Примечание. В скобках указана концентрация добавок в % от массы цемента.
Так как бетон, предназначенный для облицовки и ремонта гидротехнических сооружений, необходимо укладывать тонкими слоями
10–30 мм, то следует провести оценку деформаций усадки предложенного материала. Для оценки деформаций усадки использовались
следующие составы:
– контрольный состав – крупнозернистый пластифицированный
бетон класса В 40;
– состав № 1 – пластифицированный МЗБ класса В 40;
– состав № 4 – гидротехнический МЗБ с добавкой высокоактивного метакаолина и гидрофобизатора.
Результаты испытаний приведены в табл. 4.
Таблица 4
Результаты испытаний на величину усадочных деформаций
Срок
твердения
1
2
3
16
Контрольный
абсоотносилютная
тельная
усадка,
усадка, %
мм
0,122
0,08
0,170
0,11
0,199
0,12
Состав №1
абсоотносилютная
тельная
усадка,
усадка, %
мм
0,106
0,07
0,151
0,09
0,175
0,11
Состав №4
абсоотносилютная
тельная
усадка,
усадка, %
мм
0,066
0,04
0,087
0,05
0,096
0,06
Секция 1
Окончание табл. 4
Срок
твердения
5
7
14
28
Контрольный
абсоотносилютная
тельная
усадка,
усадка, %
мм
0,206
0,13
0,206
0,13
0,214
0,13
0,214
0,13
Состав №1
абсоотносилютная
тельная
усадка,
усадка, %
мм
0,186
0,12
0,181
0,11
0,191
0,12
0,202
0,13
Состав №4
абсоотносилютная
тельная
усадка,
усадка, %
мм
0,099
0,06
0,099
0,06
0,102
0,06
0,102
0,06
Из результатов испытаний видно, что образцы разработанного
состава менее подвержены усадке, нежели контрольные образцы, что
дает возможность использования данного МЗБ в тонкослойных конструкциях. Следовательно, разработанный состав МЗБ возможно и целесообразно применять в качестве облицовочного либо ремонтного
состава. При этом количество и размер усадочных трещин будут минимальными.
Вывод. В результате проведённых исследований было установлено, введение в состав бетонной смеси органических и минеральных
добавок в виде суперпластификатора «Химком Ф-1» (в количестве
1,2 % от массы цемента в пересчёте на сухое вещество), обладающего
сильным пластифицирующим и водоредуцирующим действием, метакаолина (15 % от массы цемента) в качестве тонкодисперсного минерального уплотняющего компонента и гидрофобизирующей кремнийорганической жидкости «Софэксил-40» (0,2 % от массы цемента)позволяет получить мелкозернистый бетон для строительства
речных гидротехнических сооружений, обладающий высокой прочностью (Rсж28 = 57,5 МПа), водонепроницаемостью (W20) и морозостойкостью (F600). При этом, оптимальное соотношение сырьевых компонентов в 1 м3 мелкозернистой бетонной смеси составляет:
– цемент – 550 кг;
– песок – 1417,5 кг;
– вода – 150 кг;
– «Химком Ф-1» (в пересчете на сухое вещество) – 6,6кг;
17
Перспективные материалы в строительстве и технике (ПМСТ-2014)
– метакаолин – 82,5 кг;
– «Софэксил-40» – 1,1 кг.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Алексашин, С.В. Получение мелкозернистых бетонов с высокими эксплуатационными показателями / С.В. Алексашин, Б.И. Булгаков // Сборник научных трудов ИСА. – М. : КЮГ, 2012. – С. 12–13.
2. Баженов, Ю.М. Энерго- и ресурсосберегающие материалы и технологии для
ремонта и восстановления зданий и сооружений / Ю.М. Баженов, Д.К. Батаев,
А.Ю. Муртазаев. – М. : Комтех-Принт, 2006. – 235 с.
3. Falikman, V.R. New high performance polycarboxilatesuperplasticizers based on
derivative copolymers of maleinic acid / V.R. Falikman // 6th International Congress «Global Construction» Advances in Admixture Technology. Dundee. – 2005. – P. 41–46.
4. Лукутцова, Н.П. Наномодифицирующие добавки в бетон / Н.П. Лукутцова //
Строительные материалы. – 2010. – № 9. – С. 101–104.
5. Рамачандран,
В.С.
Добавки
в
бетон.
Справочное
пособие /
В.С. Рамачандран. – М. : Стройиздат, 1988. – 291 с.
6. Батраков, В.Г. Модифицированные бетоны. Теория и практика / В.Г. Батраков. – М. : Технопроект, 1998. – 560 с.
18
Секция 1
УДК 666.973.6
ВЛИЯНИЕ КОНЦЕНТРАЦИИ ПЕНООБРАЗОВАТЕЛЯ
НА КРАТНОСТЬ И СТОЙКОСТЬ ПЕНЫ
И.А. Прищепа, А.С. Антипова, М.В. Толченников, Б.А. Прищепа
Томский государственный архитектурно-строительный университет,
Томск, Россия
E-mail: ingaprishepa@mail.ru
Аннотация. Для синтетических пенообразователей низкое значение
поверхностного натяжения насыщенного водного раствора цементного теста
не всегда является достаточным условием получения пен высокой стабильности и кратности. В процессе работы выявлено, что кратностью, структурой
пены в цементных композициях можно управлять регулированием концентрации пенообразователя.
Ключевые слова: ПАВ; пенообразующая способность; структурообразование; кратность пены; стойкость пены; деструктуризация; поверхностное
натяжение раствора; пенобетон.
В последнее время в России, уделяется большое внимание производству пенобетона естественного твердения. По сравнению с другими
материалами он обладает: хорошими теплоизоляционными характеристиками, малой энергоемкостью, экологической безопасностью, а также
огнестойкостью [1–3]. Одним из основных факторов, влияющих на
свойства пенобетона, является качество и объем пены. Пена представляет собой дисперсную систему, состоящую из ячеек (пузырьков), разделенных пленками жидкости [5]. Для поризации бетонных смесей используются синтетические или протеиновые пенообразователи [4].
Широкое распространение синтетических пенообразователей
получило из-за их низкой стоимости, доступности (выпускаются многими отечественными предприятиями) и возможности использование
при одностадийной технологии, в то время как для белкового пенообразователя требуется пеногенератор, что приводит к дополнительным
затратам. В состав используемых пенообразователей (синтетических),
Исследования выполнены при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
19
Перспективные материалы в строительстве и технике (ПМСТ-2014)
входят поверхностно-активные вещества, которые при растворении
в жидкостях существенно понижают поверхностное натяжение на
границе раздела фаз. С понижением поверхностного натяжения раствора повышается кратность получаемых из него пен [5]. Поверхностное натяжение также влияет на капиллярное давление воздуха в порах, которое оказывает противодействие давлению вяжущего теста
в межпоровых перегородках.
Пенообразователи обладают различной вспениваемостью (пенообразующей способностью), кратностью и стабильностью пены. Под
стабильностью пены понимают время существования элемента пены
или определенного ее объема [2, 4]. Стабильность пен зависит от природы и концентрации пенообразователя. Вспениваемость синтетических пенообразователей экспериментально определяется высотой
столба полученной пены и значительной мере характеризуется величиной поверхностного натяжения раствора, зависящего от его состава
и концентрации [5].
Для получения пенобетона высокого качества и требуемой
плотности необходимо подобрать концентрацию пенообразователя
опытным путем, которая обуславливает высокую вспениваемость, качество и устойчивость полученной пены. В статье приведены результаты исследования стойкости пены с различными пенообразователями
при различной их концентрации в воде.
Целью работы являлось получение пены с наибольшей стойкостью, обеспечивающей стабильность пенобетонной массы в начальный период структурообразования пенобетона. Для снижения усадки
и прочности пенобетона необходимо использовать пенообразователи,
которые обеспечивают получение пены, процесс разрушения которой
происходит позже начала формирования пластической прочности цементного теста. В соответствии с намеченной целью решалась задача,
по определению стойкости и стабильности пен синтетических пенообразователей от различных производителей. Лабораторные исследования пенообразователей проводились в лабораториях кафедры
«Строительных материалов и технологий» ТГАСУ и НИИСМ ТГАСУ.
Для исследования использовались: синтетические пенообразователи Штайнберг ZELLE-1 (соответствует требованиям ГОСТ 24211–2008
и ТУ 5745-019-69867132–2012) и Бенотех ПБ-С (соответствует требованиям ГОСТ 24211–2008, ТУ 2481-010-58771162–2007).
20
Секция 1
В качестве воды затворения использовалась вода, удовлетворяющая требованиям ГОСТ 23732–2011 «Вода для бетонов и строительных растворов. Технические условия». Общее содержание в воде
ионов натрия и калия в составе растворимых солей не превышать
1500 мг/л. Содержание сахаров и фенолов не более 10 мг/л. В том
числе сульфатов – не более 2700 мг/л. Водородный показатель лежит
в пределах от 4 до 12.
В процессе экспериментальных исследований определялась
кратность и стабильность пен. Для этого готовились водные растворы
с концентрацией пенообразователя 0,5–2,0 %, приготовленный раствор переливали в сосуд и взбивали дрелью со специальной насадкой
в течении 3 мин. По полученным данным о кратности и стабильности
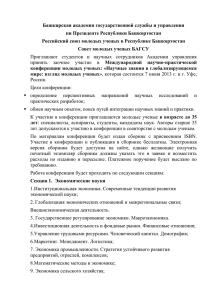
строились графические зависимости объема пены от времени ее выдерживания. Результаты экспериментальных исследований приведены
на рисунке.
а
б
Влияние концентрации пенообразователей на кинетику разрушения пены:
а – пенообразователь Штайнберг ZELLE-1; б – пенообразователь Бенотех ПБ-С
21
Перспективные материалы в строительстве и технике (ПМСТ-2014)
При различной концентрации пенообразователей Бенотех ПБ-С
и Штайнберг ZELLE-1 в водных растворах в течение первых сорока
минут потери воздуха практически не происходит. Интенсивное разрушение пен происходит после сороковой минуты. Увеличение концентрации пенообразователя Бенотех ПБ-С (рисунок, б) на кратность
и стойкость пены существенно не повлияло. Повышение кратности
пены на 20 % наблюдается у пен полученных растворов с концентрацией 1,0 % пенообразователя Штайнберг ZELLE-1 (рисунок, а). Дальнейшее увеличение концентрации пенообразователя на кратность
не повлияло. Стабильность пен полученных растворов с пенообразователем Штайнберг ZELLE-1 (рисунок, а), существенно повышается
с увеличением концентрации пенообразователя.
В результате полученных результатов можно сделать вывод
о том, что для синтетических пенообразователей низкое значение поверхностного натяжения насыщенного раствора используемого вяжущего не всегда является достаточным условием получения пен высокой
стабильности и кратности. На кратность, а, следовательно, и на структуру пены можно влиять изменяя концентрацию пенообразователя.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Пинскер, В.А. Пенобетон в современном строительстве / В.А. Пинскер //
Строительная альтернатива. – 2002. – № 1. – С. 10–12.
2. Рязанов, А.В. Пенобетон его производство / А.В. Рязанов // Строительная
альтернатива. – 2002. – № 1. – С. 16–22.
3. Пенобетон (состав, свойства, применение) / А.П. Прошин, В.A. Береговой,
А.А. Краснощеков [и др.]. – Пенза : ПГУАС, 2003. – 162 с.
4. Пылаев,
А.Я.
Технологии
непрерывного
приготовления
и транспортирования пенобетонной смеси / А.Я. Пылаев // Строительные материалы.
– 2005. – № 12. – С. 28–30.
5. Тихомиров, В.К. Пены. Теория и практика их получения и разрушения /
В.К. Тихомиров. – М. : Химия, 1975. – 264 с.
6. Прищепа, И.А. Влияние модифицирующих добавок на свойства пенообразователей цементных композиций / И.А. Прищепа, С.Н. Шаньгин, Р.М. Курмангалиев
// Перспективы развития фундаментальных наук: сб. научных трудов IX Международной конференции студентов и молодых ученых. – Томск, 2012. – С. 776–778.
22
Секция 1
УДК 666.96+66.093:537.84
ИССЛЕДОВАНИЕ ФИЗИКО-МЕХАНИЧЕСКИХ СВОЙСТВ
ТВЕРДЕЮЩИХ КОМПОЗИЦИЙ НА ОСНОВЕ ГИПСА
С МИНЕРАЛЬНЫМИ ДОБАВКАМИ РАЗЛИЧНЫХ ТИПОВ
Т.В. Васильева, В.Н. Сафронов
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: V.N.Safronov@mail.ru
Аннотация. Приведены результаты исследований прочностных свойств
активированных гипсовых образцов с добавками различных свойств. Установлено изменение прочности гипсового камня в зависимости от процентного содержания принятых добавок. Эффективность технологии магнитной обработки зависит от технологического приема реализации принятых минеральных добавок.
Ключевые слова: гипсовое тесто; активация; цикл обработки; гипсовый камень; физико-механические свойства; минеральные добавки; технологический прием; вода затворения.
Эффективным направлением по улучшению физико-механических свойств твердеющих композиций следует считать применение
различного рода минеральных добавок. При этом роль добавок в композитах рассматривается как структурообразующий компонент, а так
же как наполнитель системы [1–4].
Проведены экспериментальные исследования физико-механических свойств твердеющих композитов на основе гипса с минеральными добавками различных типов. Были использованы различные добавки: накипь в аппаратах теплоэнергетики, смесь, содержащая 50 %
цеолита и 45% волокон (клетчатка) отходов переработки воды.
Результаты экспериментальной оценки физико-механических
свойств гипсового камня при различном количестве добавки, содержащий до 50 % цеолита, приведены в табл. 1 и на рис. 1. Как видно из
табл. 1 при изменении содержания добавки от 0,1 до 20 % изменятся:
плотность, водопоглощение, теплопроводность и коэффициент размягчения. При этом изменение некоторых приведенных показателей меняется как в большую, так и в меньшую сторону по отношению к зна23
Перспективные материалы в строительстве и технике (ПМСТ-2014)
20
10
5
4
3
2
1
0,5
0,25
0,2
0,15
0,1
15
14
13
12
11
10
9
8
7
6
5
0
Прочность, R(14)Мпа
чениям аналогичных показателей при отсутствии добавки. Так,
в принятом диапазоне содержания добавки от 0,1 до 20 % водопоглощение изменяется в диапазоне 16,79–26,86; плотность – 1,22–1,318; коэффициент размягчения – 0,284–0,439; теплопроводность снижается –
0,575–0,524. Обращает на себя внимание, что применение данной добавки приводит к увеличению коэффициента размягчения в 1,47 раза,
снижение теплопроводности до величины 0,524 против 0,58.
Содержание добавки, %
(добавка+гипс)+вода
(добавка+вода)+гипс
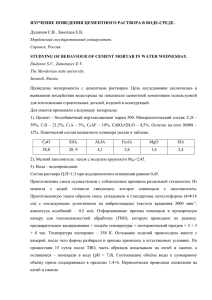
Рис. 1. Зависимость прочности гипсового камня от количества добавки
Изменение прочности гипсового камня в зависимости от процентного содержания принятой добавки приведено на рис. 1. Из рис. 1
видно, что данная зависимость носит весьма сложный характер в используемом диапазоне изменения процентного содержания добавки
и в целом отражается колебательным характером. В диапазоне процентного содержания добавки 0–0,2 % ее применение приводит
к снижению прочности по сравнению с прочностью контрольной серии, которая равна 10,7 МПа. При содержании добавки 0,25 и 3 %
имеет место максимум прочности гипсового камня, значения которого
24
Секция 1
превышают прочность контрольных образцов в 1,35 и 1,25 раза соответственно. Дальнейшее увеличение процентного содержания более
3 % приводит к резкому снижению прочности. Однако при этом наблюдается наименьшая теплопроводность и наибольший коэффициент
размягчения по сравнению с аналогичными показателями контрольной серии образцов.
Таблица 1
Физико-механические свойств гипсового камня
при различном содержании добавки на основе цеолита
Кол-во добавки, %
Водопоглощение, %
0
0,1
0,15
0,2
0,25
0,5
1
2
3
4
5
10
20
24,14
24,25
23,1
22,9
25,37
22,76
24,27
24,32
24,03
20,77
16,79
24,78
26,86
Коэффициент Плотность, Теплопроводразмягчения
г/см3
ность, Вт/см°С
0,299
1,33
0,58
0,349
1,225
0,526
0,354
1,28
0,555
0,436
1,275
0,552
0,285
1,26
0,542
0,33
1,29
0,56
0,291
1,312
0,572
0,346
1,304
0,568
0,439
1,318
0,575
0,284
1,276
0,553
0,425
1,29
0,56
0,298
1,267
0,55
0,327
1,22
0,524
Результаты экспериментальных исследований влияния накипи
на физико-механические свойства гипсового камня при содержании
добавки 0,1–1,0 % приведены в табл. 2 и на рис. 2.
Как видно из табл. 2 оцениваемые физико-механические свойства гипсового композита зависят от технологического приема введения
данной добавки:
– (добавка + гипс) + вода;
– (добавка + вода) + гипс.
25
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Следует отметить, что в обеих принятых технологических схемах введения данной добавки имеет место увеличение коэффициента
размягчения, снижение коэффициента теплопроводности при процентном количестве добавки 0,1–0,2, а также увеличение плотности
гипсового камня. На рис. 2 приведена зависимость прочности гипсового камня от количества данной добавки для двух принятых технологических схем реализации данной добавки.
Таблица 2
Физико-механические свойства гипсового камня
при различном содержании добавки
Кол-во добавки, %
Водопоглощение, %
Коэффициент Плотность, Теплопроводразмягчения
г/см3
ность, Вт/см°С
(Добавка + гипс ) + вода
0
0,1
0,2
0,3
24,14
19,6
17,08
20,7
0,299
0,364
0,355
0,41
1,33
1,34
1,27
1,34
0,58
0,587
0,55
0,587
0,4
0,5
19,585
0,28
1,355
0,595
19,945
0,357
1,352
0,593
1
20,92
0,311
1,345
0,59
1,33
1,18
1,3
1,375
1,36
0,58
0,5
0,566
0,6
0,598
(Добавка + вода) + гипс
0
0,1
0,2
0,3
0,4
24,14
26,1
23,59
21,87
21,7
0,299
0,314
0,326
0,365
0,445
0,5
18,81
0,463
1,36
0,598
1
18,7
0,323
1,385
0,61
Как видно из рис. 2 зависимости прочности гипсового камня от
процентного содержания добавки взаимосвязаны с технологическими
26
Секция 1
Прочность, R(14)Мпа
схемами (приемами) введения данной добавки. Так, если для технологической схемы (добавка + гипс) + вода изменение зависимости прочности гипсового камня от количества процентного содержания накипи
носит волновой восходящий характер, то для технологической схемы
введения (добавка + вода) + гипс в указанном диапазоне изменения
процентного содержания носит практически линейный характер. Следует отметить наличие максимальных прочностей, которые имеют место при обеих технологических схемах использование этих добавок.
При этом значения этих прочностей превышают прочности образцов
контрольной серии. Для технологической схемы (добавка + гипс) + вода максимальные значения имеют место при содержании добавки в количестве 0,4 и 1 % и которые превышают прочность контрольной серии
образцов в 1,34 1,26 раза соответственной. Для технологической схемы
(добавка + вода) + гипс подобное превышение имеет место при содержании добавки в количестве 0,5 % и составляет 15 %.
16
15
14
13
12
11
10
9
8
7
0
0,1
0,2
0,3
0,4
0,5
1
Содержание добавки, %
(добавка+гипс)+вода
(добавка+вода)+гипс
Рис. 2. Зависимость прочности гипсового камня от количества добавки
27
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Таким образом, эффективность применения указанных добавок
в гипсовых строительных композициях зависит от технологических
приемов их введения в формовочные смеси.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Влияние минеральных микронаполнителей на свойства строительных материалов / Г.И. Бердов, Л.В. Ильина, В.Н. Зырянова [и др.] // Строительные материалы. – 2014. – № 9. – С. 79–83.
2. Баженов, Ю.М. Технология бетона / Ю.М. Баженов. – М. : Изд-во АСВ,
2011. – 528 с.
3. Влияние пластифицирующих и микроармирующих добавок на прочностные
и реологические характеристики бетона / А.И. Кудяков, А.С. Ушакова, К.Л. Кудяков
[и др.] // Новосибирск. НГАИ – ТГАСУ – РЕН. – 2013. – С. 10–14.
4. Сафронов, В.Н. Временной фактор в технологии цикловой магнитной активации воды затворенияминеральных вяжущих / В.Н. Сафронов, С.А. Кугаевская //
Вестник ТГАСУ. – 2013. – № 1. – С. 163–171.
28
Секция 1
УДК 691.328
НАПРЯГАЮЩИЕ ЦЕМЕНТНО-ЗОЛЬНЫЕ БЕТОНЫ
А.В. Вебер, Г.И. Овчаренко, Е.Ю. Хижинкова
Алтайский государственный технический университет им. И.И. Ползунова,
г. Барнаул, Россия
E-mail: weberburg@mail.ru
Аннотация. В статье представлены составы напрягающих бетонов
с расширяющейся добавкой в виде высококальциевой золы и строительного
гипса, приведены модели взаимосвязи величин самонапряжения бетона от
количества и свойств добавок. Рассмотрено влияние величины самонапряжения на прочность спирально армированных образцов. Показана хорошая сходимость расчетных и экспериментальных данных.
Ключевые слова: напрягающий бетон; напрягающий цемент; расширяющаяся добавка; высококальциевые золы ТЭЦ; спиральное армирование,
самонапряженные железобетонные конструкции.
Из всех строительных конструкций самыми распространенными
являются железобетонные конструкции (ЖБК), благодаря их прочности, жесткости, надежности, долговечности, технологичности и т. д.
Напряженные ЖБК обладают более высокими характеристиками по сравнению с ненапряженными. Напряжение арматуры может
осуществляться перед бетонированием (преднапряженные), после бетонирования на бетон (постнапряженные) и во время твердения бетона за счет его расширения (самонапряженные).
Однако наиболее распространенная в России технология предварительного напряжения арматуры имеет ряд недостатков. Главным
образом она применима только в заводских условиях и не позволяет
в полной мере реализовать прочностные свойства напрягаемой арматуры, за счет появления потерь напряжения, которые обусловлены как
технологией натяжения арматуры, так и свойствами бетона, усадкой
и ползучестью.
Одним из способов устранения потерь предварительно напряжения, борьбы с усадкой и напряжения арматуры химическим способом может рассматриваться применение для конструкционных бето29
Перспективные материалы в строительстве и технике (ПМСТ-2014)
нов напрягающего цемента (НЦ), который представляет собой обычный портландцемент(ПЦ) с введением расширяющейся добавки (РД).
РД подразделяются на три группы – оксидные, сульфоалюминатные и оксидно-алюминатные, к последней группе относится высококальциевая зола (ВКЗ), в том числе, со строительным гипсом.
Характеристики использованной ВКЗ приведены в табл. 1.
Таблица 1
Характеристики ВКЗ
*
№ пробы
ТНГ, %
Остаток на сите № 008, %
Sуд, см2/г
начало
конец
открытый
закрытый
суммарный
Сроки схва- Содержание свободтывания, мин
ного СаО*, %
∆Т, °С
2
25,0
6,8
3700
13
16
5,8
0,5
6,3
7,5
5,9
4
26,7
7,8
3600
12
19
5,7
1,1
6,8
7,0
6,3
5
30,0 11,8 4350
11
45
6,8
1,5
8,3
8,0
9,2
6
26,7
7,0
3850
13
24
9,3
1,8
11,1
7,0
6,3
7
26,7
5,0
3800
14
35
6,0
0,5
6,5
6,0
5,5
8
30,0
8,5
3350
30
135
4,4
-
4,4
6,0
7,6
9
24,0 10,4 1950
20
50
3,6
0,3
3,9
4,5
4,7
ППП,
%
Содержание CaO определялось по спиртово-сахаратной методике.
Исследование самонапряжения бетонов проводилось на составах тяжелого бетона с расходом цемента (ПЦ400Д20) 400 и 600 кг на
1 м3. В качестве расширяющих добавок вводилась зола (высококальциевая зола Барнаульской ТЭЦ-2) в количествах 50, 100, 150 % и гипс
(строительный гипс марки Г-5 А II) в количествах 0 и 10 % от ПЦ.
Самонапряжение бетона вычисляется исходя из связанной деформации кондукторов – Δ (разность между конечным и начальным
измерением кондуктора) по формуле [1, 2]:
30
Секция 1
Rbsn = Δµпр Eст/lобр,
где Δ и lобр – полная деформация образца в процессе самонапряжения
бетона и его длина соответственно; µпр – приведенный коэффициент
армирования образца, принимаемый равным 0,01; Ecт – модуль упругости стали кондуктора, принимаемый равным 200 000 МПа.
Как видно из рис. 1 самонапряжение бетона пропорционально
количеству вводимой золы. Для бетона с добавкой золы самонапряжение наилучшим образом коррелирует с CaOзакр, что обуславливается
расширяющейся способностью пережженной извести. В бетоне с добавкой золы и гипса самонапряжение зависит от CaOсвоб, что объясняется не только поздней гидратацией пережженного оксида, но и большим синтезом эттрингита в присутствии гипса, гашеной извести
и алюминатных фаз золы и цемента.
Самонапряжение в системе с добавкой гипса выше на 60–80 %
чем в системе без него и составляет 5–20 кгс/см2 после ТВО.
Для выявления влияния самонапряжения на прочность армированных образцов изготовлялись образцы призмы размером 100×100×400 мм
со спиральным поперечным армированием в 1 % (рис. 2).
Расход цемента в бетонной смеси составлял 600 кг/м3, ВКЗ/ПЦ =
= 150 %, Гипс/ПЦ = 10 %.
После определения прочности бетона вычислялась расчетная
прочность армированного образца по формуле [3]:
R’bn = Rbn + 4 p0 Fc/F,
где Rbn – прочность бетона при сжатии, МПа; p0 – напряжение обжатия
в сечении, МПа (при армировании в 1 % соответствует самонапряжению – Rbsn); Fc и F – площадь обжатого ядра и сечения образца соответственно, м2.
Из полученных результатов видно (табл. 2), что прочность армированного образца тем выше контрольной прочности, чем больше
самонапряжение бетона. Данный эффект объясняется тем, что напрягающий бетон создаёт обжатие бетонного ядра в стальной обойме,
величина напряжения которого пропорционально самонапряжению
бетона. Фактическая прочность армированного образца, с небольшим
отклонением, соответствует расчетной прочности образца.
31
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис. 1. Самонапряжение бетона, ПЦ = 400 кг/м3, Гипс/ПЦ = 0 % (сверху),
Гипс/ПЦ = 10 % (снизу)
32
Секция 1
Рис. 2. Форма для изготовления армированных образцов призм размером
100×100×400 мм
Таблица 2
Результаты испытания армированных образцов
Проба золы в составе РД
Контроль
Зола
№5
Зола
№6
Зола
№7
Зола
№8
Зола
№9
Зола
№ 9*
Самонапряжение после
ТВО, кгс/см2
0
19,1
19,4
17,5
17,7
12,0
21,7
Самонапряжение при
испытании, кгс/см2
0
25,0
37,7
20,4
17,3
15,8
25,2
Поперечное спиральное
армирование, %
1,0
1,0
1,0
1,0
1,0
1,0
1,5
Прочность бетона при
сжатии, МПа
36,5 35,0 29,0 31,0 35,0 28,0 43,5
М350 М350 М300 М300 М350 М300 М450
33
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Окончание табл. 2
Проба золы в составе РД
Контроль
Зола
№5
Зола
№6
Зола
№7
Зола
№8
Зола
№9
Зола
№ 9*
Прочность при сжатии
армированного образ35,5 41,5 39,0 38,5 40,0 31,0 51,5
ца, МПа (в скобках рас- (36,5) (41,5) (38,5) (36,0) (39,5) (32,0) (51,0)
четное значение)
Отклонение фактической прочности от расчетной, %
-2,7% 0,0%
1,3%
6,9%
1,3% -3,1% 1,0%
Прирост прочности
армированного образца к контролю, %
-3%
34%
24%
14%
19%
11%
18%
Таким образом, применяя напряженный бетон, например, для
производства сжатых элементов конструкций – сваи, колонны и т. д.,
в условиях трехосного армирования можно увеличить несущую способность элемента, или при той же несущей способности снизить количество рабочей продольной арматуры.
В случае высоких марок самонапряжения бетона (30–50 кгс/см2)
возможно напрягать продольную арматуру, например в сваях, полностью химическим способом, отказавшись от заводской технологии,
что также дает положительный экономический эффект.
Выводы. Применение высококальциевой золы и строительного
гипса в качестве расширяющих добавок позволяет получить бетон
с величиной самонапряжения 5–40 кгс/см2, а также снизить стоимость
этого бетона, за счет использования доступного местного сырья.
Самонапряжение бетона пропорционально количеству РД и содержанию закрытой/свободной извести в ВКЗ.
Применение напрягающего бетона в спирально армированных
образцах увеличивает их прочность на 10–35 %, пропорционально величине самонапряжения бетона.
34
Секция 1
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Пособие по проектированию самонапряженных железобетонных конструкций к (СНиП 2.03.01–84).
2. Пособие по производству сборных самонапряженных железобетонных конструкций и изделий (к СНиП 2.03.01–84).
3. Михайлов, В.В. Расширяющийся и напрягающий цементы и самонапряженные железобетонные конструкции / В.В. Михайлов. – М. : Стройиздат, 1974. – 312 с.
4. Михайлов, В.В. Предварительно напряженные железобетонные конструкции / В.В. Михайлов. – М. : Стройиздат, 1978. – 383 с.
5. Овчаренко, Г.И. Золы углей КАТЭКа в строительных материалах / Г.И. Овчаренко. – Красноярск : Изд-во Краснояр. ун-та, 1992. – 216 с.
6. Овчаренко, Г.И. Оценка свойств углей КАТЭКа и их использование в тяжелых бетонах / Г.И. Овчаренко, Л.Г. Плотникова, В.Б. Францен. – Барнаул : Изд-во
АлтГТУ, 1997. – 149 с.
35
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.311
ПОВЫШЕНИЕ ВОДОСТОЙКОСТИ
ГИПСОВЫХ МАТЕРИАЛОВ
О.А. Гаин
Алтайский государственный технический университет им. И.И. Ползунова,
г. Барнаул, Россия
E-mail: mot-ka90@mail.ru
Аннотация. В статье проведено сравнение 2 способов получения гипсового камня: литьевого и метода полусухого прессования, а также рассмотрено влияние введения пластифицирующих добавок на его водостойкость.
Показано, что наилучшими прочностными характеристиками и показателями
коэффициента размягчения обладает гипсовый камень, полученный литьевым способом и модифицированный гиперпластификаторами на основе поликарбоксилатных эфиров.
Ключевые слова: гипсовый камень; водостойкость; пластифицирующие добавки; литьевой способ; метод прессования.
Введение
В настоящее время широкое распространение в строительстве
получили материалы и изделия на основе гипса. Это обусловлено тем,
что данные материалы и изделия легкие, имеют малую тепло- и звукопроводность, высокие огне- и пожаростойкость. Кроме того они отвечают современным санитарно-эпидемиологическим требованиям
к условиям проживания в жилых зданиях и сооружениях. Наряду
с положительными свойствами гипсовым материалам и изделиям присуща низкая водостойкость, которая проявляется в существенном падении прочности после увлажнения. Это вызвано растворимостью
(2 г/л) и высокой пористостью гипса. Коэффициент размягчения гипса
в затвердевшем состоянии колеблется в пределах 0,35–0,45, что существенно ограничивает применение в строительстве материалов на его
основе. Главным параметром, определяющим развитие прочности,
структуры, долговечности и, в частности, водостойкости, является пористость, т .е. повышение водостойкости можно добиться, за счет
снижения пористости, т. е. увеличения плотности гипсового камня.
36
Секция 1
Суперпластификаторы широко используются как добавки для
снижения водопотребности и увеличения подвижности цементных
материалов, что приводит к увеличению прочности и долговечности
затвердевших продуктов. Сульфированный меламиноформальдегидный (СМФ) суперпластификатор представляет собой традиционную
добавку, в то время как поликарбоксилатный (ПК) – это относительно
новый класс таких ПАВ. Оба типа нашли широкое применение в цементе и бетоне. Часто наблюдаются различные эффекты, когда материал модифицируется различными суперпластификаторами. Это может быть связано с различиями в совместимости между суперпластификаторами и модифицируемыми материалами [1].
В работе [1] методом pентгено-фотоэлектронной микроскопии
показано, что СМФ и ПК химически адсорбируются на поверхность
гипсовых частиц, формируя монослой, что вызвано элетроорицательностью функциональных ионных групп суперпластификаторов.
СМФ ускоряет гидратацию, в то время как ПК замедляет, что
приводит к увеличению прочности СМФ-модифицированного гипса
в начальный период. При использовании суперпластификаторов наблюдается более плотная структура и увеличение прочности, и СМФ
в данном случае работает лучше, чем ПК [1].
В работе [2] были подвергнуты системному изучению адсорбционные характеристики β-нафталинсульфонового (БНС) кислотного
типа СМФ и ПК пластификаторов.
В результате проведенного исследования было установлено, что
адсорбция БНС принадлежит к физической адсорбции. Его адсорбционное количество велико, и насыщенное адсорбционное может достигать 12,67 мг/г, однако адсорбция БНС не стабильна. С другой стороны,
ПК адсорбируется на поверхность гипсовых частиц в форме хемосорбции, с малым адсорбционным количеством и хорошей дисперсионной
стабильностью [2].
Целью данной работы было получение водостойкого гипсового
материала, полученного литьевым способом и методом прессования,
а также изучение влияние различных видов пластифицирующих добавок на такие свойства гипса, как: плотность, прочность, водопоглощение и водостойкость.
37
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Сырьевые материалы
В исследовании использовались следующие сырьевые материалы: гипс марки Г5 II Б, пластифицирующие добавки: суперпластификаторы третьего поколения на основе поликарбоксилатного эфира SikaViscoCreteT100, Glenium 115, пластификатор С-3на основе продуктов
конденсации нафталинсульфокислоты и формальдегида, с молекулярно-массовым распределением (в виде 35%-го водного раствора).
Методика эксперимента
Для оценки физико-механических показателей образцов, полученных литьевым способом из теста нормальной густоты изготовлялись образцы-балочки с размером 40×40×160 мм. Для выявления
влияния прессования были изготовлены образцы-цилиндры с диаметром и высотой равными 50 мм. Для формования образцов приготовлялся пресс-порошок с влажностью 15 %. Формование происходило
в пресс-форме. Опытным путём было установлено, что оптимальное
удельное давление прессования в данном случае равно 40 МПа. Пластификаторы вводились в воду затворения. С целью рассмотрения
принципиального влияния различных видов пластификаторов на физико-механические свойства полученного материала, их дозировки
брались средние от рекомендуемых, которые составили: 1,2 % от массы гипса для SikaViscoCreteT100 и Glenium 115; 0,8 % от массы гипса
для С-3.Образцы-балочки и цилиндры твердели в течение одних, трех
и семи суток в воздушно-сухих условиях. После твердения часть балочек и цилиндров испытывалась на прочность, часть замачивалась
в воде. Образцы выдерживались в воде в течение 48 ч, после чего также испытывались на прочность. Испытание образцов-балочек производилось на испытательной машине МИИ-100, испытание половинок
балочек и образцов цилиндров производилось на гидравлическом
прессе при равномерной подаче нагрузки.
Результаты и обсуждения
На первом этапе работы было произведено сравнение прочностных показателей материалов, полученных методом прессования
и литьевым способом. В качестве контроля выступают образцы, изготовленные из гипса Г5 без введения каких-либо добавок.
38
Секция 1
Как видно из табл. 1 и 2 прочность прессованных образцов значительно превышает прочность литых образцов.
Таблица 1
Результаты испытания образцов-балочек,
изготовленных по литьевому способу
Плотность,
кг/м3
Прочность на
сжатие, МПа
Водопоглощение, %
Коэффициент
размягчения
1
3
7
1
3
7
1
3
7
1
3
7
сут сут сут сут сут сут сут сут сут сут сут сут
Контроль
Г5 + Sika
ViscoCrete
T100
Г5 + Glenium
115
Г5 + С-3
1671 1652 1492 6,07 6,93 7,04 3,7 4,9 16,0 0,77 0,60 0,49
1687 1527 1403 6,08 7,12 8,42 3,0 5,9 23,6 0,83 0,78 0,70
1731 1640 1513 5,65 5,95 5,88 0,4 10,8 24,4 1,07 0,89 0,95
1651 1628 1491 5,90 6,96 7,12 2,1 4,3 15,8 0,87 0,86 0,70
Таблица 2
Результаты испытания образцов-цилиндров,
изготовленных методом прессования
Плотность,
кг/м3
1
сут
Контроль
Г5 + Sika
ViscoCrete
T100
Г5 +
Glenium
115
Г5 + С-3
3
сут
7
сут
Прочность на
сжатие, МПа
1
сут
3
сут
Водопоглощение,
%
Коэффициент
размягчения
7
1 3
7
1
3
7
сут сут сут сут сут сут сут
2171 2137 2135 40,40 35,90 36,50 7,1 7,3 9,2 0,60 0,60 0,63
2165 2073 2093 45,25 57,50 51,00 6,9 8,5 8,0 0,69 0,42 0,48
2154 2001 1993 38,75 41,70 35,00 5,4 7,8 9,0 0,78 0,57 0,63
2198 2003 1999 41,10 26,47 24,75 6,7 12,6 15,6 0,55 0,52 0,50
39
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Вторым этапом было сравнение коэффициентов размягчения
материалов полученных обоими способами. Из результатов, представленных в табл. 1 и 2 следует, что коэффициент размягчения материалов, полученных методом прессования, значительно ниже, чем у литых материалов, т. е. в ходе проведения эксперимента не удалось получить водостойкий гипсовый материал методом прессования, в том
числе и с использованием пластифицирующих добавок. Это может
быть вызвано тем, что количество воды, используемое для изготовления образцов-цилиндров, было недостаточно для полной гидратации
гипса и реакции взаимодействия гипса и пластифицирующих добавок,
в отличие от литьевого способа.
На рис. 1 представлена зависимость плотности образцов-балочек от времени выдерживания и вида используемых добавокпластификаторов.
Рис. 1. Зависимость плотности образцов-балочек от времени выдерживания
и вида используемых добавок-пластификаторов
На рис. 2 представлена зависимость прочности на сжатие образцов-балочек от времени выдерживания и вида используемых добавокпластификаторов.
Данные диаграммы показывают, что со временем выдерживания
образцов их плотность снижается, что вызвано постепенным испарением из пор физической воды. Одновременно с этим происходит увеличение прочности образцов на сжатие. Наилучшие прочностные показатели были достигнуты при использовании гиперпластификатора
40
Секция 1
SikaVescoCrete T100, на 7-е сут была достигнута прочность равная
8,42 МПа, что на 20 % больше, чем у контрольных образцов.
Рис. 2. Зависимость прочности на сжатие образцов-балочек от времени выдерживания и вида используемых добавок-пластификаторов
На рис. 3 представлена зависимость водопоглощения образцовбалочек от времени выдерживания и вида используемых добавокпластификаторов.
Рис. 3. Зависимость водопоглощения образцов-балочек от времени выдерживания и вида используемых добавок-пластификаторов
На рис. 4 представлена зависимость коэффициента размягчения
образцов-балочек от времени выдерживания и вида используемых добавок-пластификаторов.
41
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис. 4. Зависимость коэффициента размягчения образцов-балочек от времени
выдерживания и вида используемых добавок-пластификаторов
Как видно из рис. 3 и 4, с ростом времени выдерживания образцов растет и водопоглощение, которое можно объяснить ростом пористости гипсового камня, которая, в свою очередь, связана со снижением
его плотности. Одновременно с ростом водопоглощения происходит
снижение водостойкости гипсового камня (уменьшается коэффициент
размягчения). Наилучшие показатели коэффициента размягчения были
достигнуты при использовании гиперпластификатора Glenium 115, на
1-е сут его значение составило 1,07, что на 39 % больше, чем у контрольных образцов. Также из диаграммы 4 видно, что по достижении
7-суточного возраста коэффицент размягчения, соответствующий водостойкому материалу (Кр > 0,85) сохранился только у гипса с использованием Glenium 115.
Исходя из результатов, представленных в табл. 1 и на диаграммах, можно сказать, что гипсовый камень, модифицированный гиперпластификатором Glenium 115, можно считать водостойким.
Выводы
Уплотнение структуры гипсового камня путем прессования
не позволяет добиться получения водостойкого материала, даже при
введение в состав гиперпластификаторов.
Наилучшими прочностными характеристиками и показателями
коэффициента размягчения обладает гипсовый камень, полученный
42
Секция 1
литьевым способом и модифицированный гиперпластификаторами на
основе поликарбоксилатных эфиров.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Interection between α-calcium sulfate hemihydrate and superplasticizer from the
point of adsorption characteristics, hydration and hardening process / G. Baohong,
Y. Qingqing, Z. Jiali [etc.] // Cement and Concrete Research. – 2010. – 40. – Р. 253–259.
2. Adsorption characteristics of water-reducing agents on gypsum surface and its effect on rheology of gypsum plaster / P. Jiahui, Q. Jindong, Z. Jianxin [etc.] // Cement and
Concrete Research. – 2005. – 35 (3). – Р. 527–531.
43
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.316
СИЛИКАТНЫЙ КИРПИЧ ИЗ КИСЛЫХ ЗОЛ
И ЗОЛОШЛАКОВЫХ ОТХОДОВ ТЭЦ
Д.И. Гильмияров, Г.И. Овчаренко
Алтайский государственный технический университет им. И.И. Ползунова,
г. Барнаул, Россия
E-mail: dan7658@yandex.ru
Аннотация. Представлены результаты разработки оптимальных параметров технологий получения силикатного кирпича из многозольных смесей с различным содержанием не сгоревшего угля в золошлаках с дожиганием и помолом. Прочность камня из известково-зольной композиции после
автоклавирования в течение 8, 50 и 100 ч изотермы при 0,8 МПа всегда прямо
пропорциональна содержанию гелевидной фазы C-A-S-H. Её содержание
пропорционально количеству Al-тоберморита в бездобавочных композициях
или совершенно не соответствует содержанию тоберморита в композициях
с добавкой 2 % Na2SO4.
Ключевые слова: известково-зольная смесь; автоклавная обработка;
фазовый состав; дожигание.
Введение
Вопрос использования кислых зол и золошлаковых отходов
в производстве силикатного кирпича в нашей стране был решен еще
в 70-х гг. прошлого столетия. Но широкого применения их так
и не произошло по ряду причин: несоответствие оборудования для
обработки данного сырья, несоответствие самого сырья по качественным показателям, вследствие чего материал часто не отвечал требованиям стандартов. На этом преимущественно все и закончилось, за исключением некоторых регионов, где этот вопрос продолжал решаться.
За рубежом в ряде таких ведущих стран как Китай, США, Германия
и т. д. вопрос переработки кислых золошлаковых отходов в силикатный кирпич оставался открытым, вследствие этого, в них добились
практически полной их переработки в дешевый и качественный силикатный материал. Сегодня этот вопрос снова стал актуальным в нашей
стране в связи с необходимостью стабилизации тарифов на тепловую
44
Секция 1
и электрическую энергии, повышения эффективности работы ТЭЦ
и, поэтому, нами был поставлен эксперимент по разработке составов
и исследованию строительно-технических свойств силикатного кирпича на основе кислых зол и золошлаковых отходов (ЗШО) ТЭЦ.
Целью данной работы было оптимизировать технологию производства силикатного кирпича с использованием высокозольных композиций на основе кислой золы ТЭЦ в качестве кремнеземистого компонента с получением стенового материала с улучшенными строительнотехническими свойствами на базе выявленных закономерностей взаимосвязи фазового состава и свойств материала.
Сырьевые материалы
В исследовании использовались следующие сырьевые материалы: зола и шлак текущего выхода, три пробы ЗШО из золоотвала
ТЭЦ-2 г. Барнаула (таблица). Все эти отходы получены от сжигания
каменного угля Кузбасса марки СС. В эксперименте в качестве укрупняющей добавки использовался речной Обской песок для исследуемых составов и кварцевый песок Власихинского карьера – для приготовления контрольных известково-кварцевых составов. Пески имели
модули крупности соответственно 1,3 и 1,2 и относятся к очень мелким. Кальциевая известь содержала около 90% активных СаО и MgO.
Химический состав использованных зол и золошлаков ТЭЦ-2
Наименование
материала
Потери при
Сумпрокалива- SiO2 Al2O3 Fe2O3 CaO MgO SO3
ма
нии (П.П.П.)
ЗШО ТЭЦ-2 проба 1
3,83
43,15 12,86 32,10 5,55 2,31 0,09 99,89
ЗШО ТЭЦ-2 проба 2
26,75
44,43 18,38 1,81 4,64 1,29 0,57 96,87
ЗШО ТЭЦ-2 проба 2
после прокаливания
–
54,38 26,28 6,87 5,16 1,36 0,57 95,16
ЗШО ТЭЦ-2 проба 3
25,12
46,28 18,97 1,18 2,94 0,73 0,41 95,63
ЗШО ТЭЦ-2 проба 3
после прокаливания
–
58,07 26,89 6,71 4,25 0,27 0,16 96,35
45
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Окончание таблицы
Наименование
материала
Потери при
Сумпрокалива- SiO2 Al2O3 Fe2O3 CaO MgO SO3
ма
нии (П.П.П.)
КУЗ ТЭЦ-2
8,32
56,10 21,16 6,06 4,38 0,90 0,98 97,90
Шлак ТЭЦ-2
0,30
62,12 23,21 9,28 3,53 1,06 0,30 99,80
Примечание. КУЗ – каменноугольная зола, отобранная после скруббера.
Методика эксперимента
Золы и золошлаковые отходы в естественном состоянии или после полного выжигания остатков угля при 750–800 °С, а также после
дополнительного помола при 50, 100 или 150 % затрат энергии на стандартный помол клинкера на цемент, смешивались с предварительно
молотыми известью и гипсом в количестве соответственно 5–20
и 2,5–7,5 %. В качестве гранулометрической добавки к золо-известковой массе добавлялся обской песок в количестве 20 %. Сырьевая
смесь увлажнялась, герметизировалась и силосовалась при 60 °С в течение 2–4 ч. После этого из массы формовались образцы-цилиндры
диаметром и высотой 50 мм при удельном давлении прессования
20 МПа с равномерной подачей нагрузки, которые запаривались в автоклаве при 0,8 МПа и изотерме в 8–100 ч.
Результаты и обсуждение
В данном разделе работы проводились исследования силикатного кирпича на основе кислой золы ТЭЦ – 5 г. Новосибирска. Для этого
формовались образцы-цилиндры из немолотой золы с различным содержанием извести и активизаторов твердения в виде Na2SO4 и гипсового камня.
Как видно из рис. 1 увеличение времени автоклавирования поразному сказывается на прочности для составов с добавками-активизаторами и без них. Как правило, для всех составов при 8 ч автоклавирования добавки-активизаторы повышают прочность камня в ряду:
1 % Na2SO4 – 2 % Na2SO4 – 5 % Гипса. После 50 ч изотермической выдержки прочность составов проходит через максимум с увеличением
46
Секция 1
дозировки активизатора, а после 100 ч прочность составов с содержанием извести 20 % и добавками – падает. Введение добавки Na2SO4
в составы с низким содержанием известив 10 % ведет к снижению
прочности, а введение гипса не дает видимого эффекта. При введении
Na2SO4 и гипса в составы с 20 % содержанием извести наблюдается закономерное линейное увеличение прироста прочности при 8 ч изотермы и такое же закономерное линейное её падение при 100 ч изотермы.
Такие закономерности изменения прочности объясняются нами с позиций особенностей формирования фазового состава камня, описанных
в ранее опубликованных статьях [1].
Рис. 1. Прочность составов на золе ТЭЦ-5 в зависимости от времени изотермической выдержки и содержания активизаторов твердения в виде:
NS – Na2SO4 1 и 2 %; Г – 5 % двуводного гипса при давлении в автоклаве 0,8 МПа
Прочность исследованных составов прямо пропорциональна содержанию в них гелевидной фазы C-A-S-H. Другой важной характеристикой автоклавного стенового материала является морозостойкость. Её зависимость от фазового состава камня проверяли на тех же
композициях, что и прочность. Для высокого содержания в камне
и геля C-A-S-H и тоберморита, бездобавочный состав с 20 % извести
47
Перспективные материалы в строительстве и технике (ПМСТ-2014)
автоклавировали 100 ч при 0,8 МПа. С целью увеличения содержания
тоберморита и уменьшения геля C-A-S-H в этот состав вводили 2 %
Na2SO4. Как видно из рис. 2 прочность бездобавочного камня после
35 циклов замораживания и оттаивания снижается по сравнению
с контролем на 2,4 %, а у состава с 2 % Na2SO4 – на 16,3 %. То есть,
камень с малым содержанием геля C-A-S-H и высоким – тоберморита
из той же сырьевой смеси после 35 циклов испытания на морозостойкость имеет потерю прочности значительно больше, чем камень с высоким содержанием геля C-A-S-H. При этом следует отметить, что
водопоглощение у состава И20 + КУЗ несколько выше и составляет
13,5 %, а у состава 20 + КУЗ + 2NS – 11,6 %. Коэффициент размягчения у обоих составов одинаковый – 0,95. Таким образом, морозостойкость камня, так же как и его прочность, зависит от фазового состава.
При этом закономерности остаются те же: повышенное содержание
в камне геля C-A-S-H увеличивает и прочность и морозостойкость,
пониженное – снижает обе эти характеристики.
Рис. 2. Прочность составов И20 + КУЗ и И20 + КУЗ + 2 %Na2SO4 после автоклавирования 100 ч при 0,8 МПа в зависимости от циклов морозостойкости
Преимуществом данной композиции является то, что на её основе получается камень пониженной средней плотности около
1600 кг/м3.
48
Секция 1
Таким образом состав с преобладанием содержания геля C-A-S-H
характеризуется более высокими прочностными характеристиками,
а также долговечностью.
В следующем разделе работы проводилось исследование силикатного кирпича с использованием золошлаковых отходов ТЭЦ-2
г. Барнаула. Использование кислых золошлаковых отходов ТЭЦ-2
г. Барнаула осложняется рядом проблем и одна из них – потери при
прокаливании (ППП). Высокое содержание ококсованного угля в золах затрудняет получение материала с высокими физико-механическими характеристиками.
Из графика на рис. 3 видно, что увеличение содержания несгоревшего угля в кислом компоненте ведет к значительному снижению
прочности образцов силикатного кирпича. Присутствие в смеси всего
лишь 5 % ППП уже приводит к падению прочности в 1,6 раза.
Рис. 3. Зависимость прочности при сжатии от ППП кислого компонента
Таким образом в дальнейшем делался упор на исследование использования золошлаковых отходов прокаленных до полного выжигания ококсованного угля.
Из графиков на рис. 4 и 5 видно, что прокаливание ЗШО с высоким содержанием ППП значительно увеличивает прочность материала на их основе. С уменьшением содержания частиц несгоревшего топлива в ЗШО увеличивается эффект от помола, поэтому необходимо
прокаливать и молоть ЗШО с любым содержанием остаточного угля.
49
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис. 4. Модель зависимости прочности составов 2 пробы золошлаковых отходов с ППП = 25,75 % от энергии помола и содержания извести
Рис. 5. Модель зависимости прочности составов из прокаленной 2 пробы золошлаковых отходов от энергии помола и содержания извести
50
Секция 1
Выводы
В результате проведенной работы можно сделать заключения
о том, что:
Cвойства камня при прочих равных условиях определяются его
фазовым составом, который можно регулировать добавками-активизаторами и продолжительностью автоклавирования.
Кислые золы и золошлаки хорошо откликаются на помол с увеличением прочности камня, также их целесообразно прокаливать до
полного удаления ококсованного угля.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Овчаренко, Г.И. Взаимосвязь прочности и фазового состава автоклавного
известково-зольного камня. Ч. 1 / Г.И. Овчаренко, Д.И. Гильмияров // Известия высших учебных заведений. Строительство. – 2013. – № 10. – С. 28–32.
51
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.51:666.9(075.8)
СТРУКТУРА И ПРОЧНОСТЬ
ПОРТЛАНДЦЕМЕНТНОГО КАМНЯ
ПРИ ВВЕДЕНИИ ВЫСОКОДИСПЕРСНЫХ
КОМПЛЕКСНЫХ МИНЕРАЛЬНЫХ ДОБАВОК
Н.О. Гичко, Л.В. Ильина, И.Н. Мухина
Новосибирский государственный архитектурно-строительный университет
(Сибстрин), г. Новосибирск, Россия
E-mail: Kolya_gichko@inbox.ru
Аннотация. Изучено изменение прочности цементного камня при
введении высокодисперсных комплексных минеральных добавок, содержащих диопсид и известняк, вводимых в количестве от 1–11 % от массы цемента. Установлено значительное повышение прочности цементного камня при
введении оптимального количества высокодисперсной комплексной минеральной добавки.
Ключевые слова: портландцемент; цементный камень; минеральные
добавки; диопсид; известняк; дифференциальный термический анализ.
При больших масштабах производства и потребления цемента
вопрос его экономии и рационального использования приобретает
важное значение. Одной из задач при производстве вяжущих веществ
является разработка и внедрение ресурсно- и энергосберегающих технологий, предусматривающих широкое применение местного минерального сырья и техногенных продуктов [1, 2].
Эффективное использование дисперсных минеральных добавок
зависит от химического состава и дисперсности как вяжущего, так
и вводимой минеральной добавки.
Прочность цементного камня определяется свойствами составляющий его компонентов, их количеством и распределением в материале:
– особенностями и концентрацией наполнителя;
– количеством и свойствами непрореагировавших частиц;
– объемной концентрацией и свойствами продуктов гидратации
цемента;
– свойствами контактной зоны «цементный камень – наполнитель»;
52
Секция 1
– наличием, конфигурацией и размерами пор.
Действие минеральных добавок обусловлено тем что они:
1. Воздействует на процесс гидратационного твердения неорганического цемента [1].
2. Микроармируют образующийся цементный камень.
3. Вызывают перераспределение механических напряжений между частицами добавки и искусственным камнем; при этом существенно, чтобы модуль упругости материала добавки был выше, чем
у искусственного камня.
С точки зрения микроармирования цементного камня и перераспределения в нем напряжений при действии внешней нагрузки
значительный интерес проявляет такой минерал, как диопсид, имеющий твердость по шкале Мооса равную 7 [3].
В то же время неоднократно отмечалось, что в тяжелых бетонах
прочность сцепления цементного камня с известняком выше, чем
с гранитом как наполнителем. Это обуславливает высшую прочность
бетона на известняковом щебне [5–7] хотя твердость известняка (3 по
шкале Мооса) и его прочность ниже чем у гранита.
В данной работе исследовано влияние дисперсных минеральных
добавок (диопсида и известняка), введенных в цемент раздельно, так
и комплексно в различных соотношениях.
В данной работе использован портландцемент производства
ООО «Искитимцемент» (Новосибирская область) марки ПЦ 400 Д-20.
Минеральный состав его, % мас.: С3S – 50–55, C2S – 18–22, C3A –
7–11, C4AF – 12–15. Удельная поверхность его составила 320 м2/кг.
Химический состав цемента, % мас: SiO2 – 20,7; Al2O3 – 6,9; Fe2O3 –
4,6; CaO – 65,4; MgO – 1,3; SO3 – 0,4; п.п.п. – 0,5.
В качестве минеральных добавок вводились тонкоизмельченные
горные породы: диопсид (Буготакское месторождение, Иркутская область) и известняк (г. Искитим, Новосибирская область), являющимися отходами производства. Их химический состав приведен в табл. 1.
Анализ дисперсности добавок проведен методом лазерногогранулометра на приборе PRO-7000 фирмы SeishinEnterpriceCo., LTD,
Tokyo(рис. 1, 2, табл. 2).
На рис. 1, 2 отображено: H % – объемная доля частиц с размерами менее верхней границы интервала (интервальная кривая); V % –
53
Перспективные материалы в строительстве и технике (ПМСТ-2014)
объемная доля частиц данной фракции (гистограмма распределения
частиц по размерам).
Таблица 1
Химический состав комплексной добавки
Наименование добавки
Диопсид
Известняк
SiO2
56,1
0,5
Содержание оксидов, % мас.
CaO MgO Al2O3 Fe2O3 Na2O K2O
25,4 15,8
1,0
0,7
0,1
0,1
54,7 0,5
0,2
0,1
–
–
TiO2 п.п.п
0,1
0,6
–
40,4
Рис. 1. Распределение размеров частиц диопсида по результатам лазерного
гранулометрического анализа
Рис. 2. Распределение размеров частиц известняка по результатам лазерного
гранулометрического анализа
54
Секция 1
Таблица 2
Показатели дисперсности минеральных добавок
по результатам лазерного гранулометрического анализа
Показатель
Среднеобъемный размер частиц, мкм
Удельная поверхность, см2/см3
Объемная доля частиц
с размерами менее 4 мкм, %
Объемная доля частиц
с размерами менее 16 мкм, %
Объемная доля частиц
с размерами менее 32 мкм, %
Вид минеральной добавки
диопсид
известняк
49,6
8,7
7014
17360
9,9
25,2
22,0
69,9
35,9
94,3
Таким образом, диопсид, имеющий удельную поверхность
213 м2/кг был менее дисперсным чем цемент, а известняк с удельной
поверхностью 641 м2/кг обладал значительно большей дисперсностью.
Образцы для определения предела прочности цементного камня
имели размеры 20×20×20 мм. Определена прочность образцов после
тепловлажностной обработки, а также после 3, 7, 14 и 28 сут твердения
при нормальных условиях. При этом изготавливалось несколько серий
образцов. Образцы первой серии твердели 1 сут, второй – 3 сут, третьей – 7 сут, четвертой – 28 сут. Образцы после изготовления хранились
в течение 24 ± 1 ч в формах в ванне с гидравлическим затвором и далее
до испытания в воде при температуре (20 ± 2) °С. Отдельная серия образцов подвергалась тепло-влажностной обработки (ТВО) по режиму:
3 ч – подъем температуры до 90 °С, 8 ч – изотермическая выдержка при
данной температуре и 3 ч – снижение температуры до 20 °С.
Для определения предела прочности образцов при сжатии использовался пресс с предельной нагрузкой до 500 кН. Средняя скорость
нарастания нагрузки при испытании составляла (2,0 ± 0,5) МПа/с. Для
компенсации пространственного отклонения от непараллельности
опорных граней образца пресс имел подвижную шаровую опору и был
снабжен приспособлением для центрированной установки нажимных
пластинок, передающих нагрузку на образец.
55
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Количество вводимых добавок составляло: 1, 3, 5, 7, 9 и 11 % от
массы цемента. Наряду с отдельно вводимими известняком и диопсидом использовались комплексные добавки, содержащие эти компоненты с соотношениях 2:1; 1:1; 1:2 (табл. 3, 4). Прочность образцов
цементного камня без добавок составляла: после ТВО – 56,2 МПа, после 28 сут твердения в нормальных условиях – 62, 7 МПа.
Таблица 3
Прочность цементного камня (МПа) при различных сочетаниях
минеральных добавок. Твердение в нормальных условиях
Состав добавки, %
Известняк Диопсид
100
66,6
50
33,4
0
0
33,4
50
66,6
100
Прочность, МПа
Содержание добавки, % от массы цемента
1
3
5
7
9
11
74,8
73,4
70,9
68,5
64,9
60,2
70,8
75,7
74,3
70,8
68,5
63,4
70,6
77,1
75,0
75,0
75,2
63,7
70,8
74,7
79,09
83,8
80,2
72,8
71,4
75,8
80,1
86,8
81,7
74,6
Таблица 4
Прочность цементного камня (МПа) при различных сочетаниях
минеральных добавок. Твердение при тепловлажностной обработке
Состав добавки, %
Известняк Диопсид
100
66,6
50
33,4
0
0
33,4
50
66,6
100
Прочность, МПа
Содержание добавки, % от массы цемента
1
3
5
7
9
11
64,7
64,0
62,2
53,1
52,6
51,5
64,8
64,8
63,0
52,7
52,6
52,0
62,0
65,3
65,5
65,5
60,4
58,3
62,5
65,1
67,4
75,3
71,2
67,0
64,0
67,7
70,8
77,1
71,8
67,5
Анализ результатов показал, что при введении минеральных добавок существенно повышается прочность цементного камня во все
56
Секция 1
103,82
103,32
105,15
106,15
107,35
6,363
6,240
6,267
5,920
5,337
473,88
474,57
481,46
475,46
477,12
3,347
3,860
3,010
3,183
3,217
734,66
741,79
756,06
743,07
745,49
3,027
3,217
2,873
3,297
1,910
Общая потеря массы, %
0
1
1,5
4,7
7,0
Т,°C
потеря массы
1
2
1,5
2,3
0
Т,°C
3-й
эндоэффект
потеря массы
Т,°C
2-й
эндоэффект
потеря массы
диопсид
1
3
3
7
7
Содержание
компонентов
1-й
в минеральной
эндоэффект
добавке, %
мас.
известняк
Количество минеральной
добавки, % мас.
сроки его твердения. Наибольшее увеличение прочности достигнуто
при введении диопсида в количестве 7 % от массы цемента. Прочность цементного камня, твердевшего 28 сут в нормальных условиях,
при этом увеличивается на 38,4 %. При добавлении известняка в количестве 1 % прочность цементного камня увеличивается на 19,3 %.
Введение комплексных добавок, состоящих из известняка и диопсида,
позволило увеличить прочность цементного камня до 33,7 %.
Во всех случаях четко проявляется оптимальное количество добавки, обеспечивающее максимальное значение прочности цементного камня. При введении комплексной добавки это оптимальное значение смещается в сторону меньшего ее содержания, по сравнению
с добавкой диопсида.
Повышение прочности цементного камня, содержащего минеральные добавки, может определяться упрочнением структуры цементного камня, что подтверждается результатами дифференциальнотермического анализа (табл. 5).
Таблица 5
Результаты комплексного термического анализа
цементного камня, содержащего минеральные добавки
18,60
18,37
18,44
18,58
18,02
57
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Дифференцально-термические и термогравиметрические исследования выполнялись на дериватографеDTG60H фирмы «Shimadzu»
Япония при скорости нагрева образцов 10 °С/мин.
Исследования проводились на образцах показавших наибольшее
повышение прочности цементного камня. Исследовались образцы
твердевшие в течении 28 сут в нормальных условиях.
Эндоэффекты (табл. 5), по-видимому, соответствуют следующим процессам: при температуре 102–107 °С – разложению гидратных новообразований, при температуре 470–482 °С – разложению
портландита Ca(OH)2, образовавшегося в процессе гидратации цемента. При температуре около 730–760 °С и выше – разложению карбоната кальция CaCO3, как первичного (в составе известняковой муки), так
и вторичного, возникшего, возможно, при взаимодействии СаО, выделившегося из Ca(OH)3, с СО2 в ходе измерений.
Полученные результаты показывают, что наибольшее упрочнение структуры проявляется при введении диопсида. Более глубокая
гидратация цемента проявляется при введении известняковой муки.
Этому соответствует наибольшая потеря массы в области первого эндоэффекта, соответствующая разложению гидратных новообразований.
В области второго эндоэффекта температура и потеря массы во
всех случаях близки между собой. Наибольший третий эндоэффект
получен при введении 3 % мас. комплексной добавки, состоящей из
1 части диопсида и 1 части известняка.
Таким образом, при введении комплексных минеральных добавок на дериватограммах с увеличением содержания в них диопсида
фиксируется смещение температур эндоэффектов в область более высоких температур. Это соответствует повышению прочности цементного камня. Более глубокая гидратация цемента, оценивается по потерям массы в области первого эндоэффекта и общим потерям при нагреве, наблюдается при введении добавки известняка.
Замена в составе добавки трудно измельчаемого диопсида на
33,4 % известняка обеспечивает тоже повышение прочности цементного камня, что и при введении твердого диопсида.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Кузнецова, Т.В. Бетоны – пути развития / Т.В. Кузнецова, Б.Э. Юдович //
Цемент и его применение. – 2005. – № 5. – С. 68–69.
58
Секция 1
2. Гусев, Б.В. Бетоноведение – фундаментное и прикладное направление /
Б.В. Гусев // Строительные материалы, оборудование, технологии XXI века. – 2005. –
№ 10. – С. 20–21.
3. Бердов, Г.И. Пути совершенствования технологии и свойств строительных
материалов / Г.И. Бердов, В.Н. Зырянова // Известия вузов. Строительство. – 2010. –
№ 4. – С. 51–62.
4. Михайлов, Б.В. Влияние качества заполнителей на эффективность использования высокомарочных цементов / Б.В. Михайлов, В.Н. Лемехов, В.И. Галактионов // Докла. совещ. по проблемам производства и применения в строительстве высокопрочных цементов. – М., 1968. – С. 108–114.
5. Боженов, П.И. Влияние природы заполнителей на прочность раствора /
П.И. Боженов, В.И. Ковалерова // Бетон и железобетон. – 1961. – № 3. – С. 20–22.
6. Hou, T.T.C. Tensile Bond Strength between Aggregate and Cement Paste or Mortar / T.T.C. Hou, F.O. Slate // J. of the Amer. Concrete Inst. – 1963. – № 4. – P. 465–485.
59
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.311
НАПРАВЛЕННОЕ УПРАВЛЕНИЕ СТРУКТУРОЙ
И СВОЙСТВАМИ ГИПСОВЫХ КОМПОЗИЦИЙ
Г.И. Яковлев, А.Ф. Гордина, И.С. Полянских, Ю.В. Токарев,
Г.Н. Первушин, А.А. Салтыков, М.Р. Бекмансуров
Ижевский государственный технический университет им. М.Т. Калашникова,
г. Ижевск, Россия
E-mail: afspirit@rambler.ru
Аннотация. Изучено влияние дисперсий углеродных нанотрубок на
структуру и свойства гипсовых вяжущих при помощи механических испытаний, дифференциально-сканирующей калориметрии и микроструктурного анализа. В исследовании использовались 2 вида дисперсий, полученные путем
диспергирования наноструктур в среде различных поверхностно-активных
веществ, в первом случае была применена карбоксилметилцеллюлоза, во втором – в поликарбоксилатный ПАВ. Результаты физико-механических испытаний показали, что введение нанодобавки,в первом случаев количестве до
0,001 % способствует повышению прочности на сжатие гипсовых образцов
в возрасте 14 дней до 60 %, во втором – до 30%. Нанотрубки, обладая высокой
поверхностной энергией, играют роль центров кристаллизации, по поверхности которых происходит интенсивная кристаллизация новообразований. Результаты ДСК анализа подтверждают данную гипотезу, отражая увеличение
содержания гипса при введении нанодобавок. Установлено, что использование
добавок в гипсовые композиции ведет к значительному изменению морфологии и размера кристаллов.
Ключевые слова: гипсовое вяжущее; углеродные нанотрубки; пластификаторы; дифференциально-сканирующая калориметрия; микроскопия.
Решение задач по жилищному и другим видам строительства
требует создания и широкого применения новых материалов и технологий, с высокой экономичностью и малой энергоемкостью производства, не отличающихся по показателям качества от существующих
аналогов. Также в соответствии с новыми нормативными документами уделяется большое внимание экологичности применяемых материалов. К таким материал относятся гипсовые вяжущие.
Разработка эффективных гипсовых материалов невозможна без
модификации их свойств (прочности, теплостойкости и т. д.). Различ60
Секция 1
ные добавки значительно влияют на структуру и свойства гипсовой
матрицы, оказывая непосредственное влияние на морфологию, площадь межфазной поверхности, процессы гидратации и т. д. К таким
современными модификаторам относят водные дисперсии многослойных углеродных нанотрубок, влияние которых на минеральные
вяжущие недостаточно исследованы.
Для улучшения физико-механических свойств цементных безавтоклавных пенобетонов были разработаны добавки в виде углеродных
нанотрубок, заполненных медью, которые используется для армирования матрицы [1]. Поскольку добавка плохо смачивается водой, перед введением в состав смеси обрабатывается раствором поверхностно-активного вещества на основе солей лигносульфонатов.
Согласно исследованиям [2] для управления структурой цементного камня, в состав цементно-песчаной смеси вводят водную
суспензию углеродных нанотрубок или астраленов. При модификации
минеральных вяжущих наночастицами, необходимо обеспечивать их
равномерное распределение в объеме матрицы. Для получения стабильных коллоидных растворов – тонкодисперсных суспензий наночастиц требуется применение различных ПАВ (особенно при использовании фуллеренов и нанотрубок, которые плохо смачиваются водой) [3]. Ранее были проведены исследования [4] по определению
устойчивости суспензий углеродных нанотрубок и доказана эффективность их применения для модификации свойств гипсовых композиций при совместном введении с ультрадисперсными добавками [5].
Целью данной работы является изучение влияния дисперсий углеродных нанотрубок при использовании различных поверхностноактивных веществ на структуру гипсовых композиций.
Материалы и методы исследования
Материалы, применяемые в исследовании
В качестве вяжущего использовался нормально твердеющий
гипс средней степени помола марки Г-4 предприятия ООО «Прикамская гипсовая компания» (г. Пермь), соответствующий ГОСТ 125–79.
В исследовании рассматривались 2 вида суспензий многослойных углеродных нанотрубок в среде содержащей различные поверх61
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ностно-активные вещества. Первая дисперсия представляет собой
гранулированную диспергированную смесь углеродных нанотрубок
(УНТ) в среде карбоксилметилцеллюлозы, содержащей 45 % многослойных углеродных нанотрубокна основе «Masterbatch CW2-45»
французской корпорации «Аркема». Наноструктуры при механическом перемешивании с водой превращаются в малоустойчивую дисперсию с включениями частиц микрометровых размеров.
В качестве второй дисперсии применялась комплексная добавка
СП DC-5, включающий в себя многослойные углеродные нанотрубки
GraphistrengthTM СW3-2,5 фирмы Arkema, состоящие из 10–15 слоев
с внешним диаметром от 10 до 15 нм, длиной от 1 до 15 мкм и средней
плотностью 50–150 кг/м3 в поликарбоксилатном ПАВ (эфир поликарбоксилата) под торговой маркой Ethacryl HF (производитель – Coatex,
Франция) с добавлением неионогенного ПАВ под торговой маркой
RHEALISDFOAM( производитель – Coatex, Франция). Дисперсия
представляет собой водный раствор эфира карбоксилата, допированного углеродными нанотрубками, содержащей 2,5 % многослойных
углеродных нанотрубок. «GraphistrengthTM CW3-2,5».
Приготовление образцов
Готовая дисперсия углеродных нанотрубок смешивалась с водой затворения и вводилась в гипсовое вяжущее. Оптимальное количество воды было принято от массы вяжущего с целью получения
гипсового теста нормальной густоты, в соответствии с методикой согласно ГОСТ 23789–79 [6].Перемешивание компонентов проводилось
вручную в течение 2–2,5 мин.
Концентрация углеродных нанотрубок в среде карбоксилметитцеллюлозы составляло 0,001, 0,005 0,01 % от массы вяжущего. Процентное содержание комплексной добавки DC-5 было взято в соответствии с паспортом и составляло 0,1–0,6 % от массы вяжущего.
Для приготовления гипсовых образцов использовались стандартные стальные формы с размерами 40×40×160 мм. Образцы выдерживались в формах в течение 20–30 мин с последующим проведением механических испытаний на прочность. Образцы хранились
при температуре T = 20 °C в течение 14 дней в условиях нормальной
влажности.
62
Секция 1
Методы испытаний
Испытания образцов на прочность проводились на гидравлическом прессе ПГМ-100 с допустимой нагрузкой 100 кН и скоростью
нагружения 0,5 МПа/с в соответствии с требованиями стандарта [6].
За окончательные результаты испытаний принимались средние значение, вычисленных по результатам трех измерений.
Микроструктура образцов была исследована с использованием
микроскопа JSM 7500 F фирмы «JEOL» с использованием ускоряющего напряжения 4 кВ и максимальным увеличением до 20 000 раз.
Дифференциально-сканирующая калориметрия была выполнена на
приборе TGA/DSC-1 компании Mettler Toled, съемка производилась в
воздушной атмосфере при температурах 60–1100 °С со скоростью нагрева 30 °С/ мин.
Результаты исследований и их обсуждение
Механические испытания
На рис. 1 представлены результаты механических испытаний образцов из гипсового вяжущего с добавлением дисперсий углеродных
нанотрубок через 14 дней. Анализ результатов механических испытаний (рис. 1, а) показал, что введение нанодобавки в среде карбоксилметилцеллюлозы в количестве до 0,001 % способствует повышению
прочности на сжатие до 60 %.
Полученные в ходе эксперимента прочностные характеристики
гипсовой матрицы показали (рис. 1, б), что введение комплексной добавки DC-5 в количестве 0,3 % (соответствует 0,001 % углеродных
нанотрубок) от массы вяжущего способствует оптимальному повышению прочности на сжатие и изгиб на 48 и 30 % соответственно по
сравнению с контрольным образцом. Однакопри дальнейшем повышении концентрации наблюдается постепенное снижение механических показателей гипсового камня.
Результаты механических испытаний образцов с введением нанотрубок могут быть объяснены с позиций синергетики дисперснонаполненных тел [7]. Нанотрубки, обладая высокой поверхностной
энергией, играют роль центров кристаллизации, по поверхности которых происходит интенсивная кристаллизация новообразований.
63
Перспективные материалы в строительстве и технике (ПМСТ-2014)
С увеличением содержания нанотрубок увеличивается количество
центров кристаллизации, что способствует большему превращению
полуводного гипса в двуводный гипс и приводит к повышению прочности. Однако, при превышении оптимального значения нанотрубок
(больше 0,001 %) наблюдается постепенное падение прочности, что
связано с дефицитом вяжущего в граничных слоях и образованием
повышенной пористости структуры. Из рис. 1 можно видеть, что при
содержании нанотрубок в количестве 0,001 % прочность гипсовой
матрицы через 14 дней повышается до 60 %. Более незначительный
прирост прочностных свойств при введении комплексной добавки
DC-5, вероятно связан с более крупным размером частиц МУНТ и более неравномерным распределением пасты в гипсовой матрице.
а
б
Рис. 1. Прочность гипсовой матрицы с добавлением многослойных углеродных нанотрубок в среде различных ПАВ:
а – карбоксиметилцелюллозы; б – поликарбоксилатный ПАВ
64
Секция 1
Дифференциально-сканирующая калориметрия
На дериватограммах (рис. 2) образцов можно увидеть двойной эндотермический эффект в интервале температур от 100 до 200 °C, отвечающий за удаление кристаллизационной воды, экзотермический эффект
при 350–400 °C, связанный с перестройкой кристаллической решетки
ангидрита и эндотермический пик при температурах 700–800 °C, отвечающий за разложение карбоната кальция.
а
б
Рис. 2.Спектры гипсовой матрицы:
а – контрольный образец (черн.) и образец с введением 0,001 % углеродных нанотрубок в среде карбоксилметилцеллюлозы (красн.); б –
контрольный образец (черн.) и образец при использовании комплексной добавки DC-5 (красн.)
65
Перспективные материалы в строительстве и технике (ПМСТ-2014)
На спектрах образца с добавками происходит смещение температурного эффекта в сторону меньших температур и увеличивается
интенсивность пика, связанного с перестройкой ангидрита, что говорит о большем содержании двуводного гипса. Так же это подтверждает общая потеря массы образцов, для гипса она составила 19,5 %, при
добавлении первой дисперсии – 21,5 %, при введении DC-5 – 21,2 %.
Для выявления изменений в морфологии, размере кристаллов
и пористости проводился микроструктурный анализ.
Растровая электронная микроскопия
Микроструктурный анализ образцов без добавок показал (рис. 3,
а), что в структуре гипсовых образцов преобладают призматические
кристаллы длиной до 10 м, хаотично распределенные в объеме матрицы, образуя пористую структуру, которая характеризуется невысокими физико-механическими характеристиками. В гипсовой матрице
с добавлением углеродных нанотрубок (рис. 3, б, в) формируется более упорядоченная и однородная структура с крупными кристаллами
(длиной до 20 м) и площадками срастания, что приводит к увеличению площади межфазной поверхности, снижению пористости и повышению физико-механических показателей.
Рис. 3. Микроструктура гипсовой матрицы:
а – без добавок; б – с добавлением 0,001 % МУНТ и кабоксилметилцеллюлозы; в – с введением 0,3 % комплексной добавкой DC-5
Вероятно, нанотрубки за счет высокой поверхностной энергии
притягивают к себе кристаллы, формируя при этом плотные блочные
структуры. То есть, нанотрубки выступают в качестве центров кристаллизации, по поверхности которых формируется большее количе66
Секция 1
ство кристаллов двуводного гипса, что обеспечивает повышение механических показателей.
Заключение
Углеродные нанотрубки, выступают как центры кристаллизации, по поверхности которых происходит формирование плотной
и прочной структуры с увеличением площади межфазной поверхности, в результате чего достигается повышение физико-механических
показателей гипсовой матрицы до 60 % при использовании дисперсиипервого вида, и до 30 % при введении комплексной добавки DC-5,
при оптимальном содержании наноструктур 0,001 %.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Нанодисперсная арматура в цементном пенобетоне / Г.И. Яковлев, В.И. Кодолов, В.А. Крутиков [и др.] // Технологии бетонов. – 2006. – № 3. – С. 68–71.
2. Пат. 2233254 РФ, МПКб С04В28/02. Композиция для получения строительных материалов / Пономарев А.Н., Ваучский М.Н., Никитин В.А., Захаров И.Д., Прокофьев В.К., Добрица Ю.В., Заренков В.А., Шнитковский А.Ф.; ЗАО «АстринХолдинг». – № 2000127644/03 ; заявка: 26.10.2000 ; опубл. 10.12.2002.
3. Королев, Е.В. Основные принципы практической нанотехнологии в строительном материаловедении / Е.В. Королев // Нанотехнологии в строительстве: научный интернет-журнал. – 2009. – № 1. – С. 66–79.
4. Устойчивость водных дисперсий многослойных углеродных нанотрубок /
Г.И. Яковлев, А.И. Политаева, А.Ф. Гордина [и др.] // Строительные материалы. –
2014. – № 1–2. – С. 8–12.
5. Evaluation of the Influence of Ultradisperse Dust and Carbon Nanostructures on
the Structure and Properties of Gypsum Binders / A.F. Gordina, Ju.V. Tokarev, G.I. Jakovlev [etc.] // Procedia Engineering Modern Building Materials, Structures and Techniques. –
2013. – № 57. – С. 334–342.
6. ГОСТ 23789–79. Вяжущие гипсовые. Методы испытаний. – М. : Изд-во
стандартов, 1987. – С. 1–8.
7. Synergetics of disperse-filled composites / A.N. Bobryshev [etc.]. – Мoscow :
Center of Computer Technologies, 1999. – 252 p.
67
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 622.733.537.064.32
КОМБИНИРОВАННЫЕ ТЕХНОЛОГИИ АКТИВАЦИИ
ВОДЫ ЗАТВОРЕНИЯ
Т.А. Ермилова, С.А. Кугаевская, В.Н. Сафронов
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: ermilovatatyana@icloud.com
Аннотация. В настоящей работе приведены экспериментальные данные по оценке прочности цементного камня при применении комбинированной активации воды затворения. В исследованиях принята электрохимическая активация воды с последующей обработкой ее по цикловой технологии
магнитным полем. Активация постоянным магнитным полем подвергалась
вода с рН = 5 и рН = 9. Установлено превышение прочностей активированных с применением комбинированной технологией образцов во всем диапазоне количества циклов магнитной активации над прочностью образцов, приготовленных только на электрохимических жидких средах.
Ключевые слова: вода затворения; цикловая обработка; активация;
цементный камень; прочность; электролизер.
Повышение эффективности магнитной активации воды затворения в настоящее время связывается с разработкой комплексных (комбинированных) технологий на объект обработки[1-3]
К таким технологиям следует отнести:
– осуществление процесса деаэрации воды и ее последующая
магнитная обработка;
– технологии магнитной обработки водно-твердых суспензий
(например: водно-цементных);
– ультрозвуковая обработка воды с последующей ее магнитной
активацией;
– предварительная обработка воды электрическим током с последующим воздействием магнитного поля;
– технология магнитной обработки воды с последующим воздействием электрическим током.
Нами проведены экспериментальные исследования прочности
цементного камня при использовании комбинированной активации
68
Секция 1
среды затворения портландцемента ПЦ500-Д0, включающей электрохимическую активацию воды с последующей обработкой ее магнитным полем.
Электрохимическая активация осуществлялась в электролизе
проточного типа переменного тока на положительном аноде с потребляемой мощностью 2,5 кВт. В качестве жидких сред затворения использовались вода с рН = 5 (кислая) и с рН = 9 (щелочная), полученные в результате электролиза водопроводной воды. Магнитная активация данных жидких сред осуществлялась аналогично приведенной
технологии. Химический состав принятых типов воды затворения
приведен в табл. 1.
Таблица 1
Химический состав воды затворения
Тип воды
затворения
Водопроводная
Анионы, мг/л
NO2–
Катионы, мг/л
CO32– HCO3– SO42–
CI–
Ca2+
Mg2+
Na+
–
–
5,2
0,2
0,4
3,8
1,0
1,0
Кислая
1,5
–
5,4
–
–
44,0
11,3
–
Щелочная
0,3
300
170
–
150
0,22
0,11
389
Результаты экспериментальных исследований прочности цементного камня от количества циклов магнитной обработки жидких
сред затворения, полученных в результате электрохимической активации, приведены на рис. 1.
Как видно из рис. 1 зависимость прочности цементного камня от
количества циклов магнитной активации жидких сред, полученных
в результате электрохимической активации, носят полиэкстремальный
характер. Так, при магнитной обработке жидкой среды рН = 5 получена максимальная прочность при количестве циклов магнитной активации равном 20. Дальнейшее увеличение количества циклов более 20
приводит к снижению прочности. При цикловой обработке жидкой
среды с рН = 9 оптимальное количество циклов, при котором имеет
место максимальное значение прочности 74,8 МПа равно 10. При росте количества циклов магнитной обработки данной жидкости более 10
69
Перспективные материалы в строительстве и технике (ПМСТ-2014)
наблюдается некоторое снижение прочности, оставаясь величиной
практически постоянной в диапазоне циклов активации от 10 до 25.
R(28),МПа
80
75
вода водопроводная
вода рН=5
вода рН=9
70
65
60
0
5
10
15
20
25
Количество циклов омагничевания среды затворения
Рис. 1. Зависимость прочности цементного камня от количества циклов магнитной обработки жидких сред затворения
Общим для полученных зависимостей является превышение
прочностей во всем диапазоне количества циклов магнитной активации над прочностью образцов, приготовленных только на электрохимически полученных жидких средах. Различие в ходе кривых с рН = 5
и рН = 9 обязано химическому составу принятых в исследованиях
жидких сред (табл. 1).
В подтверждение на рис. 2 приведены результаты экспериментальных исследований зависимости прочности цементного камня от
количества циклов обработки жидких сред с рН = 4,2 и рН = 9,8. Наблюдается смещение максимумов по диапазону циклов магнитной
активации для обоих типов жидких сред.
Установленные закономерности во многом связываются с временами обработки жидкости электролизером приводящим к изменению физико-механических свойств объекта обработки (табл. 2)
70
Секция 1
85
R(28),МПа
80
75
вода рН=4,2
вода рН=9,8
вода водопроводная
70
65
60
0
5
10
15
20
25
Количество циклов омагничевания среды затворения
Рис. 2. Зависимость прочности цементного камня от количества циклов магнитной обработки жидких сред затворения
Таким образом, установлена эффективность комбинированной
активации, включающей электрохимическую обработку воды с последующей активацией по цикловой технологии воды затворения магнитным полем.
Таблица 2
Изменение физико-механических свойств воды
Время обработки жидкости электролизером
0 мин
Показатели
10 мин
12 мин
Щелочная Кислая Щелочная Кислая Щелочная Кислая
(католит) (анолит) (католит) (анолит) (католит) (анолит)
Электрическая проводимость, μS
Жесткость
воды, мг-зкв/л
Температура
воды, t °C
рН
567
478
579
407
460
525
7,35
4,69
7,59
5,29
6,01
6,87
18,7
19,0
20,6
21,3
21,1
21,3
8,7
6,9
8,48
6,65
6,8
59,21
71
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Окончание табл. 2
Время обработки жидкости электролизером
15 мин
20 мин
30 мин
Показатели
Щелочная Кислая Щелочная Кислая Щелочная Кислая
(католит) (анолит) (католит) (анолит) (католит) (анолит)
Электрическая прово552
361
523
294
422
151
димость, μS
Жесткость
7,25
4,65
6,87
3,83
5,55
2,01
воды, мг-зкв/л
Температура
21,2
22,8
23,4
26,0
25,8
29,7
воды, t °C
рН
8,9
6,4
9,28
6,18
9,20
5,6
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Композиционные строительные материалы на активированной воде затворения / В.Т. Ерофеев, Е.А. Митина, А.А. Матвиевский [и др.] / Строительные материалы. – 2007. – № 11. – С. 56–57.
2. Сафронов, В.Н. Комплексная технология электрофизической активации воды затворения цементных систем / В.Н. Сафронов, Е.И. Цилимова, Е.Ю. Щептинов //
Новые энерго- и ресурсосберегающие наукоемкие технологии в производстве строительных материалов: сб. статей Международной научно-технической конференции. –
Пенза : ПДЗ, 2009. – С. 116–119.
3. Матвиевский, А.А. Новые строительные материалы на основе активированной воды затворения с улучшенными физико-механическими и эксплуатационными
свойствами / А.А. Матвиевский, Д.В. Емильянов, П.В. Юдин // Композиционные
строительные материалы. Теория и практика: сб. статей Международной научнотехнической конференции. – Пенза : ПДЗ, 2010. – С. 129–132.
72
Секция 1
УДК 691.542
СУЛЬФАТОСТОЙКИЙ БЕТОН
С ПРИМЕНЕНИЕМ ТОНКОМОЛОТЫХ ГОРЕЛЫХ ПОРОД
В.В. Каймонов
Северо-Восточный федеральный университет им. М.К. Аммосова,
г. Якутск, Россия
E-mail: bahylai@mail.ru
Аннотация. Применение горелых пород Кильдямского месторождения в качестве активной тонкомолотой добавки повышает прочностные характеристики портландцементных образцов. При 90-суточном хранении
портландцементных образцов в сульфатостойком растворе обеспечивается
коэффициент сульфатостойкости Кс > 0,8.
Ключевые слова: активная минеральная добавка; горелая порода;
Кильдямское месторождение; сульфатостойкий портландцемент; суперпластификатор; морозостойкость.
Республика Саха (Якутия) – самый крупный по площади субъект Российской Федерации и занимает 3,1 млн км2. Бóльшая часть
территории Республики лежит в зоне вечной мерзлоты. Поэтому создание эффективных строительных материалов остается одной из важнейших проблем строительства.
В условиях потепления климата активизируются многие криогенные процессы, отрицательно влияющие на устойчивость инженерных сооружений и природные экосистемы. Известно, что многолетнемёрзлые породы изначально находятся в термодинамическом равновесии. Изменение климата и вмешательства человека вызывают
процессы оттаивания, образования термоэрозии, термокарста, что
приводит к разрушению фундаментов и свай зданий и сооружений.
Бетонные конструкций на уровне 0–1,2 м ниже уровня дневной
поверхности грунта подвергаются переменному замораживанию
и оттаиванию в водонасыщенном состоянии. Наиболее интенсивно
это происходит, на границе сезонно-замерзающий слой – вечномерзлый грунт, что вызывает в этих местах преждевременное разрушение
конструкций фундаментов. На нижнем уровне зоны сезонного оттаи73
Перспективные материалы в строительстве и технике (ПМСТ-2014)
вания происходит скопление воды, содержащей в своем составе растворенные соли (из-за отжатия ее при сезонном замерзании), которые могут вызывать преждевременное разрушение бетона. К бетону,
находящемуся в зоне сезонного оттаивания, а также на участке выше
уровня дневной поверхности до отметки 0,5 м рекомендуется предъявлять повышенные требования по морозостойкости и водонепроницаемости: не менее F300 и водонепроницаемость не менее W6. Согласно СНиП II-18–76 «Основания и фундаменты на вечномерзлых
грунтах» для бетонов, к которым предъявляются повышенные требования по морозостойкости (F20 и выше), в качестве вяжущего рекомендуется применять портландцементы с содержанием С 3A не более
8 % или сульфатостойкий портландцемент, удовлетворяющий требованиям ГОСТ 22266–94.
Наиболее распространенным видом подземных конструкций являются фундаменты, которые подвергаются воздействию высокоминерализованных грунтовых вод, что обусловливает необходимость разработки защиты бетона от коррозии. Одним из решений поставленной
задачи является применение сульфатостойкого портландцемента.
Основной задачей, которая решается в данной работе, является
разработка рациональной технологии использования минеральных добавок к вяжущим веществам с целью экономного использования цемента в строительной индустрии, а также интенсификации производства бетона и сборного железобетона за счет оптимизации дисперсного
состава сульфатостойкого цемента при индивидуальном и комплексном
использовании минеральных и пластифицирующих добавок с оптимальными параметрами (дисперсностью и количеством).
Освоение и использование горелых пород началось в СССР
в 1921–1923 гг. Советские исследователи – профессор Г.Н. Сиверцев,
инженеры Л.С. Гублер, Г.В. Григорьев и другие проделали большую
работу по исследованию горелых пород в основном Донбасса и Мосбасса и доказали, что являясь специфичным отходом промышленности угледобывающих районов, горелые породы могут служить источником получения самых разнообразных строительных материалов.
В Республике Саха (Якутия) имеются два месторождения горелой породы Кильдямское и Кюнкюйское. В данной работе используется Кильдямская горелая порода, которое расположено в 30–32 км
74
Секция 1
к северо-западу от города Якутска и в 13 км от пос. Жатай. Ближайший к месторождению населенный пункт – Кильдямцы, находится от
него на расстоянии 8 км. В табл. 1 приведен химический состав пробы
горелой породы, использованной в эксперименте.
Полученный образец исследовали на рентгеновском спектрометре SRS-3400, предназначенном для элементного анализа различных материалов.
Таблица 1
Результат рентгеноспектрального анализа
Состав
SiO2
Al2O3
K2O
Fe2O3
Na2O
CaO
P2O5
TiO2
Cl
MgO
WO3
Cr2O3
MnO
Pt
SrO
Rb2O
Сумма
Порядковый номер
14
13
19
26
11
20
15
22
17
12
74
24
25
78
38
37
Концентрация, %
81,00
9,61
3,37
3,26
1,27
0,54
0,32
0,17
0,16
0,10
0,07
0,04
0,04
0,02
0,02
0,01
100
В дальнейшем оптимизировали состав сульфатостойкого портландцемента с применением в качестве активной минеральной добавки (АМД) горелой породы Кильдямского месторождения.
Изучением влияния тонкости помола портландцемента и активных минеральных добавок на их свойства занимались многие исследователи (Г.И. Книгина, И.И. Кураков, Е.А. Гамалий, В.С. Горшков
75
Перспективные материалы в строительстве и технике (ПМСТ-2014)
и др.). Они доказали, что повышение дисперсности зерен вяжущего до
определенного предела влечет за собой рост водопотребности, ускорение сроков схватывания, а также рост прочности. При этом имеются
разные, иногда прямо противоположные, выводы, что частично можно
объяснить применением в исследованиях различной удельной поверхности горелых пород совместно с пластификатором и без него.
Исходя из вышеизложенного, а также из экономических соображений, домол портландцемента не осуществляли.
Совместный помол горелой породы производили с добавлением
разного количества суперпластификатора на планетарной шаровой
мельнице Retch РМ-400. По результатам исследований был построен
график зависимости удельной поверхности от времени помола добавки (рис. 1) По которому видно, что удельная поверхность прямопропорциональна времени помола и введение суперпластификатора С-3
повышает сопротивляемость измельчению на 15 %.
Рис. 1. Изменение удельной поверхности горелой породы при помоле:
1 – горелая порода без добавки С-3; 2 – горелая порода с введением С-3
в количестве 0,3 %; 3 – горелая порода с введением С-3 в количестве 0,6 %
Сульфатостойкость портландцемента определялась на образцахкубах 7×7×7 см, которые хранились 28 сут в гидрованне, после чего
их разделили на две партии: первая контрольная, вторую поместили
76
Секция 1
в сульфатную среду с 5%-м раствором Na2SO4. Испытания проводились в возрасте 28, 56, 90 сут. Были определены предел прочности при
сжатии и коэффициент сульфатостойкости. Для каждого параметра
оптимизации были составлены математические уравнения полнофакторного эксперимента и получены зависимости.
Анализируя зависимости представленные на рис. 2 можно отметить, что показатели прочности при сжатии увеличивается при удельной поверхности добавки 300 м2/кг. Однако оптимальным вариантом
является введение комплексной добавки в количестве 15 % при 4 мин
помола, что соответствует значению удельной поверхности 195 м2/кг.
а
б
Рис. 2. Поверхность отклика (а) и номограмма (б) зависимости предела прочности при сжатии образцов сульфатостойкого ПЦ с суперпластификатором С-3 в возрасте 56 сут в зависимости от количества и времени
помола
При этом определено, что все образцы независимо от добавления суперпластификатора являются сульфатостойкими (коэффициент
сульфатостойкости Кс > 0,8). Однако введение суперпластификатора
значительно повышает сульфатостойкость при содержании добавки
в цементе в количестве 15 %.
Наиболее целесообразно применять разработанный цемент для
бетонных и железобетонных конструкций, в том числе и предварительно напряженных, гидротехнических сооружений, подвергающихся сульфатной агрессии на переменном уровне горизонта воды, а также для изготовления свай, сооружения опор мостов, молов, предназначенных для службы в минерализованных водах.
77
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис. 3. Зависимость влияния тонкости помола горелой породы на прочность
цементно-песчаного раствора в возрасте 28 сут
а
б
в
Рис. 4. Внешний вид образцов из цементно-песчаного раствора после 90-суточного хранения в сульфатной среде:
а – на основе портландцемента без добавок; б – на основе портландцемента с содержанием горелой породы в количестве 15–30 % от массы
цемента и с суперпластификатором; в – образец после испытания на
определение предела прочности при сжатии
Введение суперпластификатора в цемент оказывает положительное влияние на стойкость образцов в сульфатной среде, т. к. неограниченное содержание в цементе С3А повышает адсорбционную
78
Секция 1
способность суперпластификатора и самого цемента и уплотняет
структуру цементного камня. Использование комплексной добавки
в виде горелой породы с суперпластификатором ведёт к повышению
сульфатостойкости образцов. В некоторых случаях наблюдается значение коэффициента сульфатостойкости более 1. Из приведенных
выше выводов оптимальным вариантом является использование добавки в количестве 15 % с удельной поверхностью 195–280 м2/кг.
В случае использования горелой породы без суперпластификатора
в количестве 15 % от массы вяжущего удельная поверхность должна
быть не ниже 280 м2/кг. При введении суперпластификатора в горелую породу удельная поверхность снижается до 195 м2/кг.
Исследование морозостойкости (табл. 2) проводились с одним
из лучших составов прошедшим 90-суточное хранение в сульфатостойкой среде, где коэффициент сульфатостойкости Кс = 0,88.
Таблица 2
Результат морозостойкости при 8 циклах
п/н
Состав № 6
Контрольные образцы
Масса Прочность Ср. прочность Масса Прочность Ср. прочность
1
737
10,7
2
727
10,5
3
729
10,7
10,63
659
10,6
678
11,05
668
10,2
10,62
Согласно ГОСТ10060.0–95 «Бетоны. Методы определения морозостойкости. Общие требования» при 8 циклах, третьем методе определения морозостойкости, прочность осталась неизменной, т. е. морозостойкость F300.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Книгина, Г.И. Строительные материалы из горелых пород Кузбасса /
Г.И. Книгина. – Кемерово : Книжное издание, 1954.
2. Бунин, Б.И. Исследования строительных материалов ЯАССР. Горелые породы Кильдямского месторождения как сырье для производства строительных материалов / Б.И. Бунин. – Якутск : Книжное издание, 1961.
79
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 666.941.3
МОДЕЛИРОВАНИЕ ВЛИЯНИЯ ХИМИЧЕСКИХ ДОБАВОК
НА ПАРАМЕТРЫ ПОРОВОГО ПРОСТРАНСТВА
ИЗВЕСТКОВО-ПЕСЧАНЫХ КОМПОЗИТОВ
X. Аль-Кавасми (г. Хеврон, Палестина), В.Я. Керш,
К.В. Крайнюков, Е.Н. Беньковская
Одесская государственная академия строительства и архитектуры,
г. Одесса,Украина
E-mail: serg_kr_@mail.ru
Аннотация. Предложен вариант моделирования влияния химических
добавок на свойства строительных растворов, выполненный на основе симметричного трехфакторного плана второго порядка на трех уровнях. Это позволило установить рациональные рецептурно-технологические параметры
известково-песчаных композитов в виде бетонов и строительных растворов.
Показано положительное влияние суперпластификатора С-3, что обеспечивает минимальную пористость композита.
Ключевые слова: композиционные материалы; бетон; строительный
раствор; пластификатор; добавки; регрессионный анализ.
На первых этапах исследований известково-песчаных растворов
для реставрационных работ из гаммы добавок по многофакторных
моделям были отобрано три: суперпластификатор С-3, добавка для
строительных растворов МР-1 и «суперадгезивная» эмульсия ВА9. Их
влияние анализировалось по моделям, в которых варьировалось отношение песок/вяжущее Х1 = 2 ± 0,5 и модификатор Х2 в пределах,
оптимальных по данным предыдущих этапов. Эти пределы не включали нулевую концентрацию, поэтому отдельно строилась модель от
уровня X1 для бездобавочного композита. Важнейшими критериями на
этом этапе были параметры порового пространства. В частности, по
кинетике водопоглощения за 24 ч кроме открытой пористости W (%)
оценивались условный средний размер пор λ и показатель однородности а, а также градиентыводопоглощения. Так, для суперпластификатора С-3 получены биквадратные модели типа [1, 2].
W = 11,74 – 0,57Х1 – 1,88Х12 – 0,16Х1Х2 – 0,57Х12Х2 +
80
Секция 1
+ 1,04Х12Х22 + 0,18X2 – 0,52Х22.
(1)
Изолинии (1) приведены на рисунке, а. Добавка С-3 не оказала
существенного влияния на открытую пористость, но она – решающий
фактор для распределения пор по размерам. Судя по первому градиенту водопоглощения Р1 (рисунок, б), с увеличением содержания С-3
доля крупных пор в структуре композита уменьшается вдвое. На рисунках, в, г приведены изолинии W и Р1, отнесенные к уровням для
бездобавочного композита. Введение добавки не уменьшает общую
пористость при средней дозировке песка, но резко снижает долю
крупных пор.
а
б
в
г
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Вознесенский, В.А. Численные методы решения строительно-технологических задач на ЭВМ / В.А. Вознесенский, Т.В. Ляшенко, Б.Л. Огаров. – Киев : Вища
школа, 1989. – 328 с.
2. Адлер, Ю.П. Планирование эксперимента при поиске оптимальных условий / Ю.П. Адлер, Е.В. Маркова, Ю.В. Грановский. – М. : Наука, 1976. – 276 с.
81
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 666.94-16
ОСОБЕННОСТИ ПРИМЕНЕНИЯ ДОБАВОК
НА ОСНОВЕ МЕТАКАОЛИНА В БЕТОНЕ
А.А. Кирсанова, Л.Я. Крамар
Южно-Уральский государственный университет, г. Челябинск, Россия
E-mail: kramar-l@mail.ru
Аннотация. Исследовано влияние комплексных добавок на основе
метакаолина на свойства цементного камня и бетона. Разработанные комплексные добавки включающие метакаолин, микрокремнезем и суперпластификатор. Установлено, что применение комплексных добавок на основе
метакаолина способствует повышению прочности, сульфатостойкости и морозостойкости бетона. Наибольший эффект повышения долговечности бетона получен с комплексными добавками, включающими микрокремнезем.
Разработанные добавки можно применять в строительстве сооружений, для
получения быстротвердеющих и высокопрочных бетонов на обычных цементах при нормальном твердении, без применения ТВО или при низкотемпературной тепловой обработки, до 50 °С.
Ключевые слова: добавки ускорители; сульфатостойкость; морозостойкость; метакаолин; микрокремнезем.
Для получения высокоэффективных строительных материалов
широко применяются активные минеральные добавки, к которым относят доменные гранулированные шлаки, микрокремнезем, золу рисовой шелухи и другие добавки. Представляет интерес в технологии
бетона добавки на основе метакаолина.
Метакаолин (МТК) представляет собой метастабильный продукт дегидроксилизации каолина при температуре 650–850 °С.
Исследования влияния добавок МТК на свойства цементных
композиций начались в средине ХХ в., но до настоящего времени
многие вопросы по его применению остаются открытыми.
Разногласия среди исследователей касаются формирования
различного состава гидратных новообразований. Принимая во внимание дефектность структуры и слабую связь ионов алюминия в решетке, можно предположить, что в присутствии воды МТК диссоциирует на алюминатную и силикатную части, при этом существует
82
Секция 1
большая вероятность восстановления решетки с присоединением
различных элементов и образованием соединений характерных для
системы «Al2O3–SiO2–CaO–H2O».
Так, Ф.Л. Глекель в своих работах отмечает, что продуктами
пуццолановой реакции в присутствии МТК могут быть гидроалюминаты кальция разной основности и переменного состава, гидрогеленит, гидросиликаты кальция, образующиеся в зависимости от концентрации ионов кальция в жидкой фазе [1]. По данным [2–4] и других
исследователей, в системе «Al2O3–CaO–H2O» на ранней стадии взаимодействия возможно возникновение геля Al(OH)3, который в дальнейшем в зависимости от рН среды и других факторов кристаллизуется в высокоосновные гидроалюминаты кальция, гидрогранаты, гидрогеленит и низкоосновные гидросиликаты кальция.
Выявление закономерности в формировании фазового состава
цементного камня в присутствии добавки МТК не представляется
возможным, поскольку система «Al2O3–CaO–SiO2–H2O» является довольно сложной и формирование соединений в большой степени определяется условиями протекания реакции, а также качеством исходного сырья и технологией изготовления МТК.
Кроме фазового состава, разногласия возникают и в дозировках
МТК. Так многие исследователи в своих работах указывают дозировку
МТК около 10 [3, 4, 5–7, 11], 20 [8] или даже 30 %[9] от массы цемента,
которые, по их мнению позволяют повысить прочность цементных составов в различные сроки твердения. С.А. Захаров [5] отмечает, что дозировка МТК 1,5–2 % от массы портландцемента достаточна для повышения водонепроницаемости цементных составов. Неоднозначны
также утверждения исследователей о влиянии добавки МТК на стойкость к воздействию агрессивных сред. Метакаолин является алюмосиликатной добавкой и включает в себя Al2O3-SiO2 =1:2, тогда как стандартами ГОСТ 55224–2012 «Цементы для транспортного строительства. Технические условия» и ГОСТ 22266–94 «Цементы сульфатостойкие. Технические условия» строго регламентировано предельное содержание С3А в портландцементе – не более 7 %, а в сульфатостойких
цементах содержание С3А – не выше 5 %. Ограничения содержания
алюминатов в цементе объясняется снижением возможности образования в цементном камне метастабильных гидроалюминатов кальция, ко83
Перспективные материалы в строительстве и технике (ПМСТ-2014)
торые при изменении температуры и рН среды жидкой фазы цементного камня склонны к перекристаллизации в стабильные соединения, что
сопровождается сбросами прочности [10], а в сульфатсодержащих растворах подвержены коррозии [2, 10].
В целом, все исследователи отмечают, что МТК снижает расход
цемента в бетоне, ускоряет гидратацию и твердение цементных композиций, приводит к получению высокой ранней и конечной прочности
бетона и обладает повышенной водопотребностью, вследствие чего его
необходимо использовать совместно с водоредуцирующими добавками.
Цель работы – исследование возможности получения цементных композиций с высокой прочностью, сульфатостойкостью и морозостойкостью путем модифицирования комплексными добавками на
основе МТК.
В работе использовали ранее разработанные [12] комплексные добавки на основе МТК – У-ЖЛ (1,5–3,5 % МТК + 0,6 % СП-1), УМ-ЖЛ
(1,5–3,5 % МТК + 5 % МК + 1,2 % СП-1) и УМД-ЖЛ (1,5–3,5 % МТК +
+ 10 % МК + 1,2 % СП-1). Для проведения исследований применяли
МТК производства ЗАО «Пласт-Рефей» (ТУ 5729-095-51460677–2009),
микрокремнезем (МК) г. Новокузнецк (ТУ 5743-048-02495332–96) и суперпластификатор СП-1 производства ОАО «Полипласт» г. Новомосковск (ТУ 5870-005-58042865–2005), цемент ЗАО «Невьянский цементник» марки 500Д0, с НГ 24 %, кварцевый песок Белоносовского месторождения (ГОСТ8736–93) и щебень фракции 5–20 мм (ГОСТ 8269.0–97).
Определение прочностных характеристик цементного камня и бетона
проводили по ГОСТ310.4–81 и ГОСТ 10180–2012, пористость по
ГОСТ 12730.4–78, морозостойкость бетона определяли третьим ускоренным методом при многократном замораживании и оттаивании в соответствии с ГОСТ 10060.2–95, удельную поверхность цементного камня оценивали методом БЭТ. Для изучения водонепроницаемости и морозостойкости в соответствии с ГОСТ 24211–2008 «Добавки для бетонов
и строительных растворов. Общие технические условия» были изготовлены образцы тяжелого бетона размером 10×10×10 см. Бетонная смесь
без добавок и с применением разработанных комплексных добавок имела одинаковую подвижность П3 (ОК = 10–12 см). Для изучения структуры цементного камня применяли растровый электронный микроскоп
JeolJSM–700 1F. Для испытаний на сульфатостойкость изготовляли це84
Секция 1
ментно-песчаные образцы размером 20×20×120 мм, которые твердели
3 сут во влажной среде и 25 сут в воде согласно ГОСТ 27677–88. Концентрация раствора принята 10 г/л. Водонепроницаемость бетона определяли ускоренным методом по ГОСТ 12730.5–84.
Исследование прочностных характеристик цементного камня
(рис. 1) позволило установить, что введение добавки У-ЖЛ приводит
к повышению его прочности в возрасте 2 сут в два раза по сравнению
с бездобавочным составом. На 28 сут твердения, с применением комплексной добавки У-ЖЛ прочность цементного камня выше на 80 %
в сравнении с бездобавочным составом.
Рис. 1. Прочность при сжатии цементного камня
Модификаторы УМ-ЖЛ и УМД-ЖЛ незначительно занижают
набор прочности в 7 сут по сравнению с добавкой У-ЖЛ, но уже
к 28 сут прочность бетона с этими добавками увеличивается на 10 %.
Применение 5 % МТК сопровождается сбросами прочности цементного камня в поздние сроки твердения, что, связано с перекристаллизацией высокоосновновных метастабильных алюминатных фаз в стабильные и согласуется с данными Т.В. Кузнецовой [2].
Применение разработанных добавок снижает открытую пористость цементного камня (рис. 2), увеличивает удельную поверхность
85
Перспективные материалы в строительстве и технике (ПМСТ-2014)
гидратных фаз и создает более плотную упаковку. Это связано
с заполнением межзернового пространства высокодисперсностными
минеральными добавками и снижением В/Ц отношения, а также за
счет образования гидратных фаз в виде плотно спаянных пластинок,
гексагональных и кубических гидроалюминатов и гидроалюмосиликатов, что подтверждается результатами электронно-микроскопического
анализа (рис. 3).
Рис. 2. Удельная поверхность (м2/г) и открытая пористость (%) формирующегося цементного камня
а
б
в
г
Рис. 3. Структура цементного камня:
а – контрольного состава; б – с добавкой У-ЖЛ; в – с добавкой УМЖЛ; г – с добавкой УМД-ЖЛ
Применение МТК в количестве 2–3 % от массы цемента не снижает сульфатостойкость цемента. Введение добавки 5 % МТК от массы цемента (рис. 4) вызывает снижение сульфатостойкости цементного камня Кх.с < 0,9 уже после 1 мес испытаний. Снижение сульфатной
коррозии объясняется взаимодействием сульфат-ионов с алюминатными фазами и гидроксидом кальция цементного камня с образованием эттрингита и гипса.
86
Секция 1
а
б
Рис. 4. Влияние комплексных добавок на Кх.с в условиях сульфатной среды:
а – изменение прочности при изгибе; б – изменение прочности при
сжатии
С добавкой 5 % МТК в структуре цементного камня происходит
перекристаллизация алюминатных фаз под действием сульфатов, что
приводит к нарушению контактов в цементном камне и к сбросам
прочности [13, 14].
Введение в комплекс «МТК+СП-1» добавки МК способствует
образованию в цементном камне стабильных гидроалюминатов и гидрогранатов, кроме этого создает более плотную упаковку цементного
камня (рис. 3, в, г) за счет активной гидратации, все это приводит
к снижению его проницаемости и увеличению стойкости к сульфатной коррозии (рис. 4).
Изучение водонепроницаемости бетона выявило значительное
влияние комплексных добавок на его уплотнение, за счет ускорения
гидратации цемента и увеличения гидратных фаз в цементном камне.
Это эффективно повлияло на снижение пористости и обеспечило бетонам водонепроницаемость при введении добавки У-ЖЛ марки W18,
при использовании комплексов УМ-ЖЛ и УМД-ЖЛ более W20, тогда
как бездобавочный и состав с 5 % МТК имели марку по водонепроницаемости не более W8.
Применение 5 % МТК без суперпластификатора приводит
к увеличению морозостойкости бетона на марку (F 300) по сравнению
с бездобавочным составом (F 200), что связано с ускорением процесса
гидратации цемента и соответственно с уплотнением структуры.
87
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Разработанные комплексные добавки – модификаторы позволяют значительно повысить морозостойкость бетонов. Так введение добавки У-ЖЛ повышает морозостойкость в три раза на портландцементах по сравнению с бездобавочным составом, применение добавок
УМ-ЖЛ и УМД-ЖЛ позволяет повысить морозостойкость бетонов до
F800–1000 (рис. 5). Добавки активно воздействуют на формирование
морозостойкой структуры бетона, как за счет уплотнения и снижения
открытой пористости, так и вследствие формирования гидратных фаз,
представленных низкоосновными гидросиликатами кальция (ГСК),
стойкими к циклическим изменениям рН среды порового пространства, снижению выщелачивания портландита при циклических изменениях температуры и способствующих релаксации напряжений при
термоциклировании.
Рис. 5. Морозостойкость бетонов, в циклах замораживания и оттаивания
Проведенные исследования позволили установить следующее:
1. Дозировку МТК необходимо строго ограничивать в производстве бетона с высокими требованиями к показателям морозостойкости
и стойкости к сульфатной коррозии. Вводить МТК следует не более 3 %.
2. Разработанные добавки являются эффективными ускорителями твердения цемента в бетоне. Наиболее эффективными являются
добавки УМ-ЖЛ и УМД-ЖЛ, обеспечивающие морозостойкость до
F800 и F1000 и высокую сульфатостойкость бетона.
88
Секция 1
3. Добавки У-ЖЛ, УМ-ЖЛ и УМД-ЖЛ могут быть использованы для получения быстротвердеющих и высокопрочных бетонов на
рядовых цементах при естественном твердении или при низкотемпературной тепловой обработке до 50 °С.
4. Комплексные добавки УМ-ЖЛ, УМД-ЖЛ позволяют получать эффективные бетоны с высокими показателями прочности и долговечности и могут применяться в производстве бетонов для гидротехнических сооружений, дорожного строительства, в мостостроении
и при возведении других ответственных сооружений.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Глекель, Ф.Л. Физико-химические основы применения минеральных добавок / Ф.Л. Глекель. – Ташкент : ФАН, 1975. – 198 с.
2. Кузнецова, Т.В. Глиноземистый цемент / Т.В. Кузнецова, Й. Талабер. – М. :
Стройиздат, 1988. – 272 с.
3. Метакаолин в строительных растворах и бетонах / Л.И. Дворкин, Н.В. Лушникова, Р.Ф. Рунова [и др.]. – Киев : КНУБiА, 2007. – 215 с.
4. Малолепши, Я. Влияние метакаолина на свойства цементных растворов /
Я. Малолепши, З. Питель // Химические и минеральные добавки в бетон. – Харьков :
Колорит, 2005. – С. 61–77.
5. Захаров, С.А. Высокоактивный метакаолин – современный минеральный
модификатор цементных систем / С.А. Захаров, Б.С. Калачик // Строительные материалы. – 2007. – № 5. – С. 56–57.
6. Ушеров-Маршак, А.В. Химические и минеральные добавки в бетон /
А.В. Ушеров-Маршак. – Харьков : Колорит, 2005. – 280 с.
7. Пустовгар, А.П. Применение метакаолина в сухих строительных смесях /
А.П. Пустовгар, А.Ф. Бурьянов, Е.В. Васильев // Строительные материалы. – 2010. –
№ 10. – С. 78–81.
8. Justice, J.M. Evaluation o metakaolins for use as supplementary cementitious materials / J.M. Justice. – Georgia Institute of Technology, 2005. – 149 p.
9. Advanced Concrete Technology/ Constituent Materials / Eds J. Newman.
B.S. Choo. Elsevier, – 2003. – 280 p.
10. Кузнецова, Т.В. Алюминатные и сульфоалюминатные цементы / Т.В. Кузнецова. – М. : Стройиздат, 1986. – 208 с.
11. Нефедьев, А.П. Смешанное вяжущее на основе глиноземистого цемента
и метакаолина / А.П. Нефедьев, Т.В, Кузнецова // Сухие строительные смеси. –
2014. – № 2. – С. 28–30.
89
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.263/.166
ИСПОЛЬЗОВАНИЕ ВСПУЧЕННОГО ВЕРМИКУЛИТА
В ТОРФЯНЫХ СТРОИТЕЛЬНЫХ КОМПОЗИЦИЯХ
М.А. Ковалева, Н.О. Копаница
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: xomoch28@mail.ru
Аннотация. В статье приведены результаты исследований свойств
разработанного торфовермикулитового материала. Применение вспученного
вермикулита в качестве каркасообразующего компонента в торфяных композиционных материалах позволяет получить теплоизоляционный материал со
средней плотностью 300–400 кг/м3 при содержании заполнителя 25–45 %.
Ключевые слова: торф, вспученный вермикулит, вяжущее на основе
торфа, теплоизоляционный материал на основе торфа, прочность, средняя
плотность.
Целью работы является расширение ассортимента высокоэффективных, экологичных строительных материалов на торфяном вяжущем с использованием в качестве легкого заполнителя вермикулит.
Современные тенденции градостроительства направлены на
максимальное использование экологически чистых и эффективных
материалов, от которых, во многом, зависит комфорт и положительный микроклимат жилья.
Специалистами в области строительных материалов ведется активная работа над совершенствованием традиционных и созданием новых эффективных строительных материалов. Так, на кафедре строительных материалов и технологий ТГАСУ создан торфодревесный теплоизоляционный материал, отвечающий всем современным требованиям [1]. Для его изготовления используется активированное торфяное
вяжущее, а в качестве заполнителя – фракционированный древесный
заполнитель. Выбор древесного заполнителя в торфяном теплоизоляци
Исследование выполнено при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
90
Секция 1
онном материале объясняется сродством древесины с торфяным вяжущим, высокой прочностью и экологичностью, а также способностью
уменьшать усадочные деформации в процессе сушки изделий. В качестве древесного заполнителя используется специально приготовленная
щепа или опилки – отходы лесопереработки древесины.
Для дальнейшего повышения энергоэффективности теплоизоляциионных материалов на основе торфяного вяжущего было предложено в качестве каркасообразующего компонента использовать вспученный вермикулит, обладающий малой насыпной плотностью, биологической стойкостью (не подвержен разложению и гниению под
действием микроорганизмов), химической стойкостью (нейтрален
к действию щелочей и кислот), хорошей тепло- и звукоизоляцией,
не горит (температура применения от −260 до +1200 °C), эластичностью. Вспученный вермикулит по физико-механическим свойствам
пригоден доходят для создания теплоизоляционных и конструкционно-теплоизоляционных торфяных материалов. При этом технология
подготовки (активации) торфа остается без изменения [2]. Сравнительные характеристики заполнителей представлены в таблице.
Характеристики заполнителей
Вид заполнителя
Средняя Водопоглоплотность, щение (по
кг/м3
массе), %
Форма
зерна
Фракционный
состав
Древесный
Преимущественно кубовидная
Прерывистая
гранулометрия,
фр. 2,5–1,25мм
и 0,63–0,315мм
в соотношении
50:50
450–550
65
Допускается
использование
смеси лиственных и хвойных
пород
Вспученный вермикулит
Столбчато-чешуй- фр. 2,5–1,25мм
чатая
65–130
30
Термостоек,
химически
и биологически стоек
Примечание
Для подбора оптимального количества вспученного вермикулита
в торфяной матрице, методом прессования с последующей сушкой изготавливались образцы-кубы размером 70×70×70 мм из смеси активиро91
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ванного торфяного вяжущего и вспученного вермикулита в разных
процентных соотношениях по массе (от 10 до 80 %). Оценка оптимального соотношения производилась по показателю средней плотности
и прочности на сжатие при 10%-й линейной деформации. Экспериментальные данные представленны на рисунке.
Зависимость средней плотности и прочности торфяной композиции от содержания заполнителя
По результатам анализа представленных на рисунке данных при
содержании вспученного вермикулита в количестве 25–45 %, достигается значение средней плотности 300–400 кг/м3, с удовлетворительными значениями прочности. Композит соответствует требованиям,
предъявляемым к теплоизоляционным материалам.
При введении заполнителя в количестве от 60 до 70 %, средняя
плотность и прочность торфовермикулитового материала увеличиваются. Это связанно с разрушением зерен вермикулита до разрозненных чешуек в процессе перемешивания до однородного состояния
с торфяным вяжущем, и как следствие, увеличением давления прессования при формовании изделий.
Полученный материал имеет высокий коэффициент водопоглощения (в среднем 130 %). При непосредственном контакте с водой
материал размягчается без разрушения. Вместе с тем у полученных
92
Секция 1
образцов сорбирование влаги из воздуха не превышает 10 %, что объясняется особенностью строения вспученного вермикулита. Изделия
из таких смесей рекомендуется применять в конструкциях, защищенных от непосредственного контакта с водой.
Нелинейный характер изменения показателя средней плотности
связан с особенностями строения зерен вспученного вермикулита –
пластинчатого строение. При введении вермикулита в торфяное вяжущее, средняя плотность материала падает, достигая минимального
значения при содержании 30 % заполнителя, а зерна сохраняют свое
«столбчатое строение». При дальнейшем увеличении количества
вспученного вермикулита в смеси разрушаются зерна в процессе перемешивания до отдельных «чешуек», что приводит к повышению
средней плотности композита.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Копаница, Н.О. Торфодревесные теплоизоляционные строительные материалы / Н.О. Копаница, А.И. Кудяков, М.А. Ковалева. – Томск : SST, 2009. – 183 с.
2. Копаница, Н.О. Исследование вяжущих свойств низинных торфов при производстве теплоизоляционных материалов / Н.О. Копаница, М.А. Калашникова //
Вестник ТГАСУ. – 2007. – № 1. – С. 111–116.
93
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.32
ВЛИЯНИЕ РАЗЛИЧНЫХ РЕЖИМОВ ТЕПЛОВОЙ ОБРАБОТКИ
НА СВОЙСТВА БЕТОНОВ
С.А. Лукьянчиков
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: tisi2004@yandex.ru
Аннотация. Рассмотрены варианты тепловой обработки бетонных изделий с использованием паропрогрева, продуктов сгорания природного газа
(ПСПГ) и электропрогрева, а также методы защиты от преждевременного
обезвоживания бетона. Установлено, что «сухой» прогрев целесообразно
применять для теплообработки жестких и малоподвижных смесей с пониженными В/Ц. При невозможности защиты поверхности бетона от высыхания, следует увеличивать время предварительной выдержки. На предприятиях с малой оборачиваемостью камер целесообразно при сухом прогреве снизить температуру изотермической выдержки. Оптимальным вариантом
является герметизация изделий, что может быть достигнуто составлением
пакетов форм с прокладками.
Ключевые слова: бетон; формы; тепловая обработка; режимы тепловой обработки; продукты сгорания природного газа (ПСПГ); электропрогрев.
Наиболее распространенным способом ускорения твердения бетона является паропрогрев. Но уже в настоящее время во многих регионах страны, особенно в нефтяных и газовых районах, для тепловой
обработки изделий используют продукты сгорания природного газа
(ПСПГ), либо электропрогрев. Экономически это выгодно, так как при
прямой обработке изделий в среде ПСПГ, количество газа, расходуемого на 1 м3 бетона, уменьшается с 50–60 до 10–15 м3 по сравнению
с вариантами использования газовых котельных [1]. Поэтому, представляет интерес проследить закономерности изменения свойств бетонов как при пропарке, так и при сухом прогреве.
Исследование выполнено при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
94
Секция 1
Для проведения испытаний готовились бетоны на различных заполнителях, варьировались В/Ц и содержание цементного теста. Свойства бетонов при различных режимах тепловой обработки приведены
на рис. 1 и 2. В качестве контрольной была выбрана тепловая обработка
образцов в лабораторной пропарочной камере по различным температурным и временным режимам, которые сохранялись при обработке
в сухой среде. Тепловая обработка без пара проводилась в лабораторном сушильном шкафу со свободной циркуляцией воздуха.
Защита бетона от высыхания осуществлялась следующими
способами:
– нанесение на поверхность образцов эмульсола и масла;
– герметизация формы с образцами резиновыми прокладками
с последующей установкой наверх другой формы.
Результаты исследований показывают, что при тепловой обработке по режиму, часто применяемому на заводах ЖБИ (3 + 5 + 2 ч
С температурой изотермической выдержки 80 °С и предварительной
выдержкой 2 ч) прочностные показатели обычных бетонов меняются
в зависимости от В/Ц и содержания цементного теста следующим образом: при малых значениях В/Ц прочность бетона после ТО в сухой
среде приблизительно равна прочности пропаренного, а у герметизированных образцов прочность даже выше (рис. 1 и 2).
С повышением В/Ц прочность пропаренных образцов выше,
чем у негерметезированных образцов при сухом прогреве. Но разница в прочности здесь понижается с уменьшением количества цементного теста и у жестких бетонов прочность приблизительно равная. Причем тенденция уменьшения прочности образцов с увеличением содержания цементного теста при сухом прогреве по сравнению с пропаренным бетоном сохраняется как при высоких так
и при низких В/Ц. Но при высоких В/Ц этот спад более ярко выражен. Характер изменения свойств модифицированных бетонов остается тем же, но учитывая их повышенные прочностные показатели
получается, что при одинаковой разнице в процентном отношении,
прочность в натуральных единицах меняется больше, чем у бездобавочных бетонов.
Интересен тот факт, что прочностные показатели защищенных
маслом и эмульсолом образцов практически не отличаются от показа95
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Предел прочности при сжатии, МПа
телей незащищенных образцов. Герметизация же образцов резиновыми
прокладками дает значительный положительный эффект (рис.1 и 2).
20
15
10
5
0
В/Ц=0,7
30
В/Ц=0,55
20
10
0
35
30
25
20
15
10
5
0
В/Ц=0,45
1
1 2 3 4 5
а
1 2 3 4 5
б
1 2 3 4 5
в
1 2 3 4 5
г
Рис. 1. Изменение прочности бетонов в зависимости от условий тепловой обработки. Режим ТО: 2 + 3 + 5 + 3 ч, температура изотермической выдержки 80 °С:
а – бетоны без модифицирующих добавок; б – бетоны на активированном Н2SО4 заполнителе; в – бетоны с суперпластификатором С-3; г –
бетоны на активированном Н2SО4 заполнителе с С-3; 1 – образцы пропарены в камере ТВО; 2 – образцы подверглись сухому прогреву; 3–5 –
образцы подверглись сухому прогреву с защитой поверхности от высыхания эмульсолом, маслом, резиновыми прокладками; соответственно заштрихованные – бетоны из малоподвижных смесей; незаштрихованные – бетоны из подвижных смесей
96
Предел прочности при сжатии, МПа
Секция 1
20
15
10
5
0
3
0
2
5
2
0
1
5
1
05
0
40
35
30
25
20
15
10
5
0
В/Ц=0,7
В/Ц=0,55
В/Ц=0,45
1 2 3 4 5
а
1 2 3 4 5
1 2 3 4 5
1 2 3 4 5
б
в
г
Рис. 2. Изменение прочности модифицированных бетонов в зависимости от
условий тепловой обработки. Режим ТО: 0,5 + 3 + 8 + 3 ч, температура
изотермической выдержки 80 °С. Примечание: обозначение те же, что
и на рис. 1
При увеличении времени изотермической выдержки до 8 ч
у герметизированных образцов прочность как и при пятичасовой выдержке в сухой среде равна прочности пропаренного бетона, а при
малых В/Ц и содержании цементного теста выше, чем у пропаренных
образцов. У незащищенных образцов и образцов с покрытием поверхности эмульсолом и маслом при сухом прогреве с 8-часовой изотермической выдержкой наблюдается спад прочности по сравнению
97
Перспективные материалы в строительстве и технике (ПМСТ-2014)
с пропаркой по тому же режиму. Как и при пятичасовой изотермической выдержке спад прочности повышается с увеличением В/Ц и содержания цементного теста.
Параллельно проводился эксперимент с уменьшенной до 60 °С
температурой изотермической выдержки в сухой и в паровой среде.
При режиме 3 + 5 + 2 прочность пропаренных и обработанных в сухой
среде незащищенных образцов оказалась практически равной. То же
касается образцов защищенных эмульсолом и маслом. Исключение
составляют бетоны с большими значениями В/Ц и содержанием цементного теста. Увеличение времени изотермической выдержки до 8 ч
привело небольшому спаду прочности бетонов сухого прогрева по
сравнению с пропаренными. Как и в предыдущих случаях спад прочности более значителен у подвижных смесей с высоким В/Ц.
Герметизированные резиновыми прокладками образцы в обоих
случаях имеют повышенную прочность по сравнению с пропаренными. Спад прочности при сухом прогреве с увеличением времени изотермической выдержки объясняется излишним испарением влаги из
сухо прогретого бетона и ухудшения его структуры (при испарении
влаги с поверхности происходит капиллярный ее подсос из внутренних слоев с образованием незамкнутой поровой структуры. По литературным данным точка росы ПСПГ при коэффициенте избытка воздуха 1–2 равна 53–64 °С, поэтому бетон, температура поверхности
которого ниже указанной, не сохнет. Этим хорошо объясняется повышенный спад прочности при температуре изотермы 80 °С по сравнению с 60 °С. При температуре изотермы 60 °С, как и при 80 °С, характер изменения свойств модифицированных бетонов аналогичен
обычным, однако рост прочности образцов модифицированного бетона по сравнению с обычными на 5–8 % выше при пониженной температуре нежели при повышенной.
Для исследования закономерностей изменения свойств модифицированных бетонов при более жестких режимах тепловой обработки,
на тех же составах бетонов был поставлен эксперимент с уменьшением до 0,5 ч времени выдержки перед тепловой обработкой. При этом,
во избежание деструкции в бетоне, вывод на изотерму осуществлялся
очень плавно и к концу второго часа температура в камерах составляла 40–50 °С. Далее набор температуры был ускоренным.
98
Секция 1
Результаты экспериментов, приведенные на рис. 1 показали, что
тенденции изменения прочностных показателей всех групп бетонов,
обработанных по различным режимам остаются такими же, как и при
предварительной выдержке 2 ч, однако здесь они ярче выражены, особенно при температуре изотермы 80 °С. Так, например, наблюдается
гораздо более значительный спад прочности у подвижных бетонов
с высоким В/Ц (до 19%) при восьмичасовой изотермической выдержке. Герметизированные образцы с предварительной выдержкой 0,5 ч
при всех режимах тепловой обработки (время изотермы 5–8 ч и температура 60–80 °С) имеют больший прирост прочности по сравнению
с пропаренными образцами, чем при предварительной выдержке 2 ч.
Введение пластификаторов приводит к увеличению прочности бетонов из равноподвижных смесей.
Кроме общего повышения прочности бетонов, активация составляющих его компонентов не приводит к изменению закономерностей, проявляющихся при тепловой обработке бетона в различных
средах по сравнению с бездобавочными бетонами.
Активация поверхности заполнителя слабыми растворами сильных кислот осуществлялась для проверки выдвинутых предположений и установления общих закономерностей изменения свойств модифицированных бетонов. Практика же показывает, что некоторые
отходы промышленности содержат в своем составе вышеупомянутые
кислоты, как например сульфатные стоки г. Омска. С целью установления возможности использования отходов были изготовлены бетоны,
где в качестве активатора поверхности заполнителя были использованы сульфатные стоки. Результаты показывают, что характеристики
этих бетонов аналогичны характеристикам бетонов, на активированном чистыми кислотами заполнителе.
Результаты исследований позволяют сделать выводы о возможности тепловой обработки модифицированных бетонов в сухой среде.
Причем этот способ целесообразно применять для теплообработки
жестких и малоподвижных смесей с пониженными В/Ц. При невозможности защиты поверхности бетона от высыхания, следует увеличивать время предварительной выдержки. На предприятиях с малой
оборачиваемостью камер целесообразно при сухом прогреве снизить
температуру изотермической выдержки. Оптимальным вариантом яв99
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ляется герметизация изделий, что может быть достигнуто составлением пакетов форм с прокладками. При этом необходимо принять меры
по обеспечению прогрева в объеме изделия.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Новый способ тепловой обработки изделий / К.Э. Горяйнов, А.Н. Счастный,
С.Ф. Бугриль [и др.] // Бетон и железобетон. – 1982. – № 3. – С. 25–26.
100
Секция 1
УДК 691.316:666.965.2
ВЗАИМОСВЯЗЬ СВОЙСТВ И ФАЗОВОГО СОСТАВА
АВТОКЛАВНОГО ИЗВЕСТКОВО-ЗОЛЬНОГО КАМНЯ
ПОВЫШЕННОЙ ОСНОВНОСТИ
А.А. Михайленко, Г.И. Овчаренко
Алтайский государственный технический университет им. И.И.Ползунова,
г. Барнаул, Россия
E-mail: andrexy@mail.ru
Аннотация. Прочность известково-зольных систем с Косн = 1,50 после
изотермической выдержки в течение 10–150 ч определяется фазовым составом, который представлен тоберморитом, гелевидной фазой C-A-S-H и альфа-гидратом C2SH(A). Прочность падает с увеличением времени автоклавной
обработки и всегда прямо пропорциональна содержанию фазы C-A-S-H
и обратно пропорциональна содержанию C2SH(A) и тоберморита. Морозостойкость камня на основе альфа-гидрата С2SН(А) на порядок ниже, чем
камня с преобладающей гелевидной фазой С-A-S-H.
Ключевые слова: прочность камня; фазовый состав; известково-зольные системы; автоклавная обработка; морозостойкость.
Введение
Первые исследования закономерностей формирования фазового
состава силикатных автоклавных материалов и влияния их на строительные свойства проводились в начале 50-х гг. XX в. В то время
Г.Л. Калоузек отмечал, что их прочность напрямую зависит от количества образовавшегося 1,1 нм тоберморита. Позднее Х.Ф.У. Тейлор
отмечал [1], что высокая прочность силикатных материалов образуется с уменьшением их пористости, а также по мере кристаллизации гелевидной фазы C-S-H. Тейлор также упоминал о наличии оптимума
времени автоклавирования, ведущего к оптимальной кристаллизации,
соответствующей наиболее высокой прочности силикатных материалов. При этом не было приведено никаких количественных значений.
Важная роль гидросиликатов кальция в формировании строительных свойств автоклавных материалов отмечалась в работе
П.И. Боженова [2].
101
Перспективные материалы в строительстве и технике (ПМСТ-2014)
В середине 70-х гг. отечественные ученые Ю.М. Бутт и К.К. Куатбаев показали зависимости прочности и морозостойкости силикатного известково-кремнеземистого камня от его фазового состава [3].
Согласно их исследованиям, наибольшую прочность имел камень на
основе гелевидной фазы C-S-H, а наилучшую морозостойкость показывал камень на основе гидросиликата C2SH(A) (α-гидрат).
Результаты опытов С.А. Кржеминского, опубликованные в 1974 г.
[4], также показали, что между длительностью автоклавной обработки
и прочностью известково-кремнеземистых материалов существует сложная зависимость. Однако точные соотношения фазовых компонентов
не приводились.
В работах Г.И. Овчаренко и Д.И. Гильмиярова [5, 6] было показано, что прочность автоклавированного извесково-зольного камня
при расходе извести в 20 % всегда пропорциональна содержанию гелевидной С-A-S-H фазы. При этом её содержание может быть пропорционально количеству Al-тоберморита, а может абсолютно ему
не соответствовать.
В связи с этим, требовалось установить аналогичные зависимости для силикатного камня с повышенной основностью, а также уточнить влияние силикатных фаз на строительные свойства камня.
Целью настоящей работы является установление взаимосвязи
между фазовым составом и строительными свойствами известковозольного, прессованного автоклавированного камня из смесей с повышенной основностью.
Сырьевые материалы
В эксперименте использовали ДГШ (доменный гранулированный
шлак), КУЗ (кислую золу ТЭЦ-5 г. Новосибирска от сжигания кузнецкого каменного угля марки Г) с содержанием п.п.п. = 3,29 %. Кальциевая известь содержала 95,63 % активных СаО и MgO и по основным
показателям соответствовала извести I сорта по ГОСТ 9179–77. В качестве активизатора твердения ДГШ использовалась добавка NaOH.
Методика эксперимента
Смесь извести и КУЗ размалывали в шаровой мельнице с затратами энергии на помол в 50 % от затрат на помол клинкера на цемент.
102
Секция 1
Удельная поверхность молотых композиций, определенная методом
воздухопроницаемости на приборе ПСХ-2, составила около 240 м2/кг.
Для получения камня на основе геля C-A-S-H приготавливалась смесь
ДГШ с добавкой 3 % NaOH.
Более подробная методика эксперимента приведена в [5].
В настоящем эксперименте было выбрано соотношение между
известью и КУЗ как 1:1. При этом основность системы по коэффициенту основности П.И.Боженова составила Косн = 1,50, т. е. была значительно выше, чем 1.
Образцы автоклавировались при 10, 50, 100 и 150 ч выдержки
при 1,0 МПа и затем испытывались на прочность, морозостойкость,
коэффициент размягчения и водопоглощение.
Результаты и обсуждение
На рис. 1 показана зависимость прочности известково-зольного
камня с повышенной основностью (Косн = 1,50) от времени автоклавной обработки. Прослеживается очевидная тенденция падения прочности с увеличением изотермы от 10 до 150 ч.
Прочность при
сжатии, МПа
25
20
15
10
5
0
10 часов
50 часов
100 часов
150 часов
Рис. 1. Зависимость прочности силикатного камня с повышенной основностью
от времени автоклавной обработки
Согласно нашим предыдущим исследованиям [7], основными
гидратными фазами в таких высокоосновных запаренных системах
являются гелевидная фаза С-A-S-H, фаза С2SН(А) и тоберморит. Их
содержание и соотношение между ними зависит от длительности автоклавной обработки.
103
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Δm, %
Из рис. 2 видно, что при коротких режимах запаривания в 10 ч
преобладающей фазой в камне является гель С-A-S-H. Количество
тоберморита в данном случае незначительно. При увеличении времени запаривания до 150 ч значительно увеличивается количество
С2SН(А) и превышает содержание других фаз. При этом количество
гелевидной фазы C-A-S-H уменьшается пропорционально времени
автоклавирования, а тоберморита, наоборот, – увеличивается.
α
6
5,5
5
4,5
4
3,5
3
2,5
2
1,5
1
0,5
0
Г
α
Г
Т
Δm
Тоберморит
(200 °С), %
Т
10 часов
150 часов
Рис. 2. Зависимость фазового состава силикатного камня от продолжительности изотермической выдержки; Δm – потеря массы при соответствующей температуре
Прочность при
сжатии, МПа
Графическое представление влияния данных фаз на прочность
известково-зольного камня с повышенной основностью отображено
на рис. 3.
20
10
0
Δm C2SH(A)
Δm
Тоберморит
0
1
2
3
Δm C-A-S-H
4
5
6
Δm, %
Δm C2SH(A)
(α-гидрат), %
Δm Тоберморит
(200 °С), %
Δm C-A-S-H
(730 °С), %
Рис. 3. Зависимость прочности силикатного камня от содержания тоберморита,
C2SH(A) и геля С-A-S-H при 10 и 150 часах изотермической выдержки
104
Секция 1
Исходя из данного рисунка можно сделать вывод, что прочность
камня пропорциональна количеству гелевидной фаз С-A-S-H и обратно пропорциональна содержанию фазы С2SН(А) и тоберморита.
Как видно из рис. 3, прирост С-A-S-H фазы всегда способствует увеличению прочности камня, в то время как увеличение объема
тоберморита и С 2SН(А) в высокоосновных системах способствует её
снижению.
В рамках данного исследования проведена оценка влияния фаз
С2SН(А) и геля C-A-S-H на строительные свойства известковозольного камня.
В качестве состава с преобладающей фазой С2SН(А) применялся
состав из 50 % извести и 50 % КУЗ (100 ч изотермы), а для C-A-S-H –
ДГШ, затворенный 3 % NaOH (100 ч изотермы).
Данные на рис. 4 показывают, что образцы на основе альфагидрата С2SН(А) выдержали только 1 цикл замораживания/оттаивания, тогда как образцы с преобладающей гелевидной фазой C-A-S-H
перенесли 15 циклов.
Количество циклов
15
10
5
0
100% ДГШ + 3 %
NaOH
(C-A-S-H)
50% И + 50% КУЗ
(C2SH(A))
Рис. 4. Зависимость морозостойкости от фазового состава автоклавного камня
Сравнение коэффициентов размягчения и массового водопоглощения этих же составов представлены на рис. 5 и 6.
105
Коэффициент размягчения
Перспективные материалы в строительстве и технике (ПМСТ-2014)
0,9
0,88
0,86
0,84
0,82
0,8
0,78
0,76
0,74
0,72
0,7
100% ДГШ + 3 % NaOH
(C-A-S-H)
50% И + 50% КУЗ
(C2SH(A))
Рис. 5. Зависимость коэффициента размягчения от фазового состава автоклавного камня
Водопоглощение, %
25
20
15
10
5
0
100% ДГШ + 3 % NaOH
(C-A-S-H)
50% И + 50% КУЗ
(C2SH(A))
Рис. 6. Зависимость водопоглощения от фазового состава автоклавного камня
Выводы
Прочность камня из известково-зольных смесей с Косн = 1,50 обратно пропорциональна увеличению времени автоклавной обработки
с 10 до 150 ч.
106
Секция 1
Прочность этих составов определяется соотношением синтезируемых фаз, основными из которых являются гелевидная фаза С-A-S-H,
альфа-гидрат С2SН(А) и тоберморит, содержание которых, в свою очередь, зависит от продолжительности изотермической выдержки.
Прочность камня из указанных смесей прямо пропорциональна
количеству гелевидной фаз С-A-S-H и обратно пропорциональна содержанию фазы С2SН(А) и тоберморита.
Морозостойкость камня на основе альфа-гидрата С2SН(А) на порядок ниже, чем камня с преобладающей гелевидной фазой С-A-S-H.
Данные результаты расходятся с исследованиями, указанными в [3].
Доминирование гелевидной фазы C-A-S-H позволяет получить
камень с более высоким значением коэффициента размягчения и более низким водопоголщением, чем у камня на основе С2SН(А).
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Тейлор, Х.Ф.У. Химия цемента : [пер. с англ.] / Х.Ф.У. Тейлор. – М. : Мир,
1996. – 560 с.
2. Баженов, П.И. Технология автоклавных материалов / П.И. Баженов. – Л. :
Стройиздат, 1978. – 368 с.
3. Бутт, Ю.М. Долговечность автоклавных силикатных бетонов / Ю.М. Бутт,
К.К. Куатбаев. – М. : Издательство литературы по строительству, 1966. – 215 с.
4. Кржеминский, С.А. Автоклавная обработка силикатных изделий / С.А. Кржеминский. – М. : Стройиздат, 1974. – 160 с.
5. Овчаренко, Г.И. Взаимосвязь прочности и фазового состава автоклавного
известково-зольного камня / Г.И. Овчаренко, Д.И. Гильмияров // Известия вузов.
Строительство. – Новосибирск :Изд-во НГСУ. – В печати.
6. Овчаренко, Г.И. Фазовый состав автоклавных известково-зольных материалов / Г.И. Овчаренко, Д.И. Гильмияров // Известия вузов: Строительство. – 2013. –
№ 9. – С. 15–18.
7. Овчаренко, Г.И. Взаимосвязь прочности и фазового состава автоклавного
известково-зольного камня. Ч. 2 / Г.И. Овчаренко, А.А. Михайленко // Известия вузов.
Строительство. – 2014. – № 1. – С. 16–19.
107
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.311.33
ВЛИЯНИЕ НАНОДОБАВОК
НА СВОЙСТВА ГИПСОВЫХ СМЕСЕЙ
О.В. Никитина, Л.А. Аниканова, А.И. Курмангалиева, О.В. Малчиева
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
Е-mail: Lesy_malchieva@mail.ru
Аннотация. В работе исследовано влияние уплотняющих структурообразующих добавок в виде нанопрошка Fe пассивированного и микроармирующих добавок в виде 20 % дисперсии нановолокон α; σ-Al2O3 и нановолокон Al2O3, а также комплексных модифицирующих добавок, включающих
кислый фторангидрит, жидкое стекло и нановолокна оксида алюминия на
свойства гипсовых смесей. Установлено, что за счет выделения газа при
взаимодействии остаточной серной кислоты фторангидрита с минеральными
добавками возможно регулирование процесса газообразования с получением
поризованных строительных материалов и изделий с повышенными теплозащитными свойствами.
Ключевые слова: гипсовое вяжущее; фторангидрит; нанодобавки; газообразование; микроармирующие добавки.
Основным направлением инновационного развития в новой
экономической ситуации России является разработка малоэнергоемких материалов с регулируемыми свойствами с использованием сырьевой базы регионов. Такими материалами являются растворы и бетоны на основе композиционных и многофазовых гипсовых вяжущих
веществ, составляющие около одной третьей мирового производства
гипсовых вяжущих веществ. В России в строительных процессах доля
гипсовых вяжущих веществ (гипс строительный и высокопрочный)
составляет порядка 5 %. Сырьевую базу производства гипсовых вяжущих в регионах можно существенно расширить с привлечением
гипсосодержащих отходов различных производств [1, 2].
Исследование выполнено при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
108
Секция 1
На кафедре СМиТ ТГАСУ проводятся исследования по использованию фторангидрита различных производств для получения
строительных материалов, в том числе и гипсофторангидритовых
вяжущих веществ.
Предварительные исследования фторангидрита в качестве вяжущего показали, что самостоятельно он практически не твердеет.
Вмешательство в технологический процесс основного производства
для регулирования свойств фторангидрита как сырья для получения
вяжущих практически невозможно. Поэтому для получения из него
строительных материалов необходимо разрабатывать способы модифицирования фторангидрита для инициирования вяжущих свойств.
Способы модифицирования зависят от его химического состава и однородности на различных предприятиях.
В данной работе для исследований использовался фторангидрит
Сублиматного завода Сибирского химического комбината. Химический состав представлен в основном нерастворимым ангидритом,
с адсорбированной на его зернах остаточной серной кислотой. Анализируя вещественный состав фторангидрита и различные механизмы
порообразования строительных материалов, была высказана гипотеза
о возможности образования пор за счет выделения газа при взаимодействии остаточной серной кислоты фторангидрита с минеральными
добавками и на основе этого получение поризованных строительных
материалов и изделий с повышенными теплозащитными свойствами.
Нами исследована возможность модифицирования фторангидрита на
стадии технологического процесса получения стенового материала.
В основу положены основные химические реакции с использованием
сильной кислоты. При этом частицы фторангидрита являются «носителями» серной кислоты. По результатам анализа известных способов
газовыделения строительных композитов с учетом вещественного состава фторангидритовых вяжущих было выбрано направление поризации за счет введения в смесь компонентов, выделяющих газ при
взаимодействии с остаточной серной кислотой. В качестве основной
матрицы использовалось гипсовое вяжущее. В ранее представленных
работах [3, 4] в качестве газообразователей использовалась алюминиевая пудра и карбонат кальция. Газообразование по такому способу
осуществляется согласно уравнениям:
109
Перспективные материалы в строительстве и технике (ПМСТ-2014)
2Al + 3H2SO4 = Al2(SO4)3 + 3H2
CaCO3 + H2SO4 = CaSO4 + CO2 + H2О
В первом уравнении вспучивание массы происходит за счет выделяющегося водорода, во втором - углекислого газа. Полученные таким образом поризованные композиты имеют среднюю плотность
900–1100 кг/м3, при прочности на сжатие 2–2,5 МПа. При этом установлено несоответствие между скоростью газообразования и скоростью схватывания фторангидритовой смеси, что приводит к концентрации крупных пор в верхней части затвердевшего материала. Поскольку фторангидрит является отходом производства плавиковой
кислоты, а карбонатная мука получена в результате помола природного известняка, то обеспечивается существенное снижение стоимости
конечного изделия. Получены стеновые материалы со следующими
физико-механическими характеристиками: прочностью на сжатие
1,6–4,6 МПа; средней плотностью 550–1100 кг/м3
В настоящей работе исследовано влияние нанодобавок производства ЗАО «Новосибирские наноматериалы» и комплексных добавок с использованием фторангидрита на свойства гипсовых смесей.
Исходя из химических свойств нанодобавок при исследованиях использовались следующие композиции:
1) гипсовые смеси с уплотняющими структурообразующими
добавками в виде нанопрошка Fe пассивированного и микроармирующих добавок в виде 20 % дисперсии нановолокон α; σ-Al2O3 и нановолокон Al2O3;
2) гипсовые смеси с использованием комплексных модифицирующих добавок, включающих кислый фторангидрит, жидкое стекло
(ГОСТ 13078–81) и нановолокна оксида алюминия (дисперсия в воде
25 %, стабилизированная 0,5 % NaOH).
Исследование влияния нанодобавок на свойства гипсовых вяжущих проводилось по методике малых образцов, при этом сухие
нанопорошки предварительно перемешивались со строительным
гипсом и с водой затворения. При использовании пластификатора
и добавок в виде суспензий их предварительно перемешивали с водой затворения. Результаты исследований по влиянию добавок представлены на рис. 1–3.
110
Секция 1
18
16
16,7
14,7
13,4
Rсж, МП
а
14
12
10
12,7
12,1
9,8
10
8
6
4
2
0
Контрольный
K+0,3 П
0,1% Fe
K+0,3П+0,1%Fe
1 % Fe
K+0,02 %Al2O32
Рис. 1. Влияние нанодобавок на свойства гипсовых вяжущих:
*К – контрольный образец; Fe – нанопрошок Fe пассивированный; П –
пластификатор С3; Al2O3 – α; σ-Al2O3 дисперсия в воде 20 %; Al2O3 (н) –
нановолокна Al2O3
30
Время, м
25
20
15
10
5
0
1
2
3
4
Начало
5
6
Конец
7
Рис. 2. Влияние нанодобавок на сроки схватывания гипсового теста
111
Перспективные материалы в строительстве и технике (ПМСТ-2014)
56,5
56
Нормальная густота, %
56
55,5
55
55
55
55
54,5
54
54
54
54
53,5
53
Контрольный
K+0,3 П
0,1% Fe
K+0,3П+0,1%Fe
1 % Fe
K+0,02 %Al2O32
Рис. 3. Влияние нанодобавок на нормальную густоту гипсового теста
По результатам исследования композиций № 1 можно отметить,
что максимальную прочность, равную 16,7 МПа имеют образцы с добавкой 1 % нанопрошка Fe пассивированного, что обеспечивает прирост прочности на 60,7 % по сравнению с контрольными образцами
(рис. 1), при этом сроки схватывания гипсового теста незначительно
сокращаются: начало схватывания с 5 мин у контрольного образца до
3 мин у образца с добавкой 1 % нанопрошка Fe пассивированного,
конец схватывания с 20 мин у контрольного образца до 15 мин у образца с добавкой 1 % нанопрошка Fe пассивированного. Использование нанопорошка Fe пассивированного в количестве 0,1 % повышает
прочностные характеристики гипсового вяжущего на 40,7 %, при этом
нормальная густота и сроки схватывания гипсового теста практически
не изменяются. Нормальная густота гипсового теста повышается при
совместном введении пластифицирующей добавки и 1 % нанопрошка
Fe пассивированного с 55 до 57 %, при этом незначительно замедляется начало и конец схватывания, а прочность образцов на сжатие возрастает на 30,4 % по сравнению с контрольными. Существенное по112
Секция 1
вышение прочности с использованием нанопрошка Fe пассивированного вероятно связано не только с выполнением функции центров
кристаллизации, но и с образованием структурообразующих комплексов высокой плотности.
Добавки Al2O3 – α; σ-Al2O3 дисперсия в воде 20% и Al2O3(н) – нановолокна Al2O3 повышают прочность образцов на сжатие на 20,7
и 20,1 % соответственно, при этом практически не меняются сроки
схватывания и нормальная густота гипсового теста.
Разработанные составы гипсовых композиций № 2 и их эксплуатационные свойства представлены в таблице.
Разработанные составы и основные физико-механические
характеристики полученных образцов
№
п/п ФТА
Состав, масс %
Al2O3
ж/стекло
(нановолокно)
8,0
–
4,2
–
–
5,2
4,3
1,7
4,3
2,6
1
2
3
4
5
20,0
16,7
13,0
13,0
13,0
стр.
гипс
32,0
33,3
34,8
34,8
34,8
6
12,9
34,5
4,3
2,7
7
7,1
37,5
2,3
1,9
8
12,9
34,5
4,3
1,7
вода
40,0
45,8
47,0
46,1
45,2
45,8+
0,8*
45,8+
0,8**
рН Rсж, МПа ρm, кг/м3
7
4
2
4
5
–
2,05
0,8
12,8
13,2
800
1100
560
1050
1100
4
5,4
1100
7
4,5
1100
5
2,5
100
* В составе 6 в качестве заполнителя использована костра льна фракции менее
0,315 мм, обработанная жидким стеклом.
** В составе 8 использована костра льна фракции менее 0,315 мм, не обработанная
жидким стеклом.
Установлено, что использование в качестве модифицирующих
добавок только жидкого стекла или нановолокон оксида алюминия
не приводит к значительному повышению прочности гипсовых образцов. Высокие прочностные характеристики гипсовых образцов
получены при совместном использовании жидкого стекла и наново113
Перспективные материалы в строительстве и технике (ПМСТ-2014)
локон алюминия в слабокислой среде (рН 4–5). Прочность образцов
при сжатии составляет 12,8–13,2 МПа при невысокой плотности,
равной 1050–1100 кг/м3. По нашему мнению, нановолокна Al2O3
обеспечивают равномерный процесс газообразования гипсовых смесей, а образующиеся в межпоровых перегородках низкоосновные
гидросиликаты, обеспечивают повышенную прочность. Процесс изготовления строительных изделий из разработанных гипсовых композиций осуществляют следующим образом:
– дозирование фторангидрита, жидкого стекла, нановолокон оксида алюминия, и воды;
– перемешивание компонентов в типовом смесителе в течение
1–2 мин;
– совместное перемешивание со строительным гипсом;
– заливка готовой смеси бетоноукладчиком в разъемные металлические формы;
– твердение в тепловых камерах при температуре 40–60 °C в течение 24 ч.
Из полученного материала рекомендуется изготовлять стеновые
блоки, плиты и панели для воздушно-сухих условий эксплуатации.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Лесовик, В.С. Процессы структурообразования гипсосодержащих композитов с учетом генезиса сырья / В.С. Лесовик, Н.В. Чернышова, В.Г. Клименко // Известия вузов. Строительство. – 2012. – № 4. – С. 3–11.
2. Гипсовые материалы и изделия (производство и применение) : справочник /
под общ. ред. Ферронской. – М. : Изд-во АСВ, 2008. – 488 с.
3. Пат. № 74385. Строительное изделие из поризованного гипсобетона / Кудяков А.И., Аниканова Л.А., Редлих В.В. – Заявка № 2008107495/22 от 26.02.2008.
4. Использование газогипсовых изделий с использованием фторангидрита /
Л.А. Аниканова, А.И. Кудяков, В.В. Редлих [и др.] // Инновационные разработки
и новые технологии в строительном материаловедении: Международный сборник
научных трудов. – Новосибирск, 2014. – С. 75–77.
5. Эффективные пропитки для гипсосодержащих строительных материалов /
О.В. Никитина, Л.А. Аниканова, А.И. Кудяков [и др.] // Вестник ТГАСУ. – 2014. –
№ 1. – С. 153–160.
6. Композиционные вяжущие вещества для сухих строительных смесей /
Л.А. Аниканова, А.И. Кудяков, О.В. Никитина [и др.] // Ресурсосберегающие технологии и эффективное использование местных ресурсов в строительстве: Международный сборник научных трудов. – Новосибирск, 2013. – С. 258–260.
114
Секция 1
УДК 691.328
ИССЛЕДОВАНИЕ ВЛИЯНИЯ ПАРАМЕТРОВ
БАЗАЛЬТОВОЙ ФИБРЫ НА СВОЙСТВА
ФИБРО-АРМИРОВАННОГО СТРОИТЕЛЬНОГО РАСТВОРА
А.А. Орлов, Т.Н. Черных, А.В. Сашина, Д.В. Богусевич
Национальный исследовательский
Южно-Уральский государственный университет, г. Челябинск, Россия
E-mail: kosheen_s@mail.ru
Аннотация. В данной статье рассмотрено влияние различных дозировок и диаметров базальтовой фибры на повышение предела прочности при
изгибе образцов фибро-армированного строительного раствора. Выявлены
оптимальные дозировки фибры, обеспечивающие максимальные пределы
прочности при изгибе. Исследована долговечность базальтовой фибры в среде цементного камня, по средствам микроскопического анализа образцов
фибры и долгосрочных испытаний фибро-армированного строительного раствора. Проведено сравнение поведения базальтовой фибры в среде цементного камня со стеклянной, выявлено, что базальтовые волокна не подвержены
разрушению.
Ключевые слова: строительный раствор; фибра; фибро-армирование;
прочности при изгибе; щелочестойкость; долговечность.
Введение
Фибробетон, как и традиционный бетон, представляет собой
композиционный материал, включающий дополнительно распределенную в объеме фибровую арматуру. Дисперсное фибровое армирование позволяет в большой степени компенсировать главные недостатки бетона – низкую прочность при растяжении и хрупкость разрушения. Фибробетон имеет в несколько раз более высокую прочность
при растяжении и на срез, ударную и усталостную прочность, трещиностойкость и вязкость разрушения, морозостойкость, водонепроницаемость, жаропрочность и пожаростойкость [1–4].
Целью данного исследования является определение наиболее
эффективного диаметра и дозировки базальтовой фибры, при фибровом армировании цементных композиций.
115
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Материалы и методы
В работе для определения эффективного диаметра и дозировки базальтовой фибры использовали ШПЦ 300 (аналог по ГОСТ 31108–2003 –
ЦЕМ II/А-Ш 22,5 Н) производства ОАО «Магнитогорский цементноогнеупорный завод». В качестве заполнителя использовали песок мытый
фракции 0,16–2 по ГОСТ 8736–93 «Песок для строительных работ. Технические условия». Микроармирование осуществляли базальтовой фиброй производства компании «Русский базальт», производящейся по
ТУ-5952-002-91341008–2012. Для исследований применяли фибру диаметрами 10, 15, 20, 25 мкм и длиной 12 мм. Также использовали стеклянную фибру из нещелочестойкого стекла, специально произведенную
компанией «Русский базальт», для сравнения ее поведения с базальтовой
при эксплуатации в щелочной среде цементного камня.
Методы испытаний
Методы испытаний применяемые в данной работе представлены
в табл. 1.
Таблица 1
Методы испытаний
Вид испытаний
Нормальная густота, сроки схватывания цементного теста
Стандартная консистенция цементно-песчаного
раствора, прочность на изгиб
Долговечность фибры в среде цементного камня
Метод испытаний
ГОСТ 310.3–76
ГОСТ 310.4–81
Электронный растровый микроскоп
Результаты
Известно, что в бетонах волокна армируют только растворную
часть материала, поэтому эффект фиброармирования в них ниже, чем
в цементном тесте или растворе. Поэтому эксперимент по выявлению
наиболее эффективного диаметра и дозировки фибры проводили на
цементно-песчаных растворах.
116
Секция 1
Для оценки влияния базальтовой фибры на прочность раствора,
был спланирован двухфакторный эксперимент, факторами в котором
являлись:
– фактор x – дозировка фибры, фактор варьировался на 3 уровнях: 0,7, 1,1 и 1,5 кг на 1 м3 бетонной смеси;
– фактор y – диаметр фибры, уровни варьирования: 15, 20 и 25 мкм.
Основным откликом принят предел прочности композиции при
изгибе, контролируемый с первых суток до марочного возраста, как
наиболее откликающийся на объемное микроармирование.
Для проведения эксперимента в качестве контрольного приняли
состав из ШПЦ, мытого песка и воды затворения в соотношении
1:3:0,56 (№ 10 в табл. 2). Остальные составы включали в себя базальтовую фибру в соответствии с планом эксперимента (табл. 2).
Таблица 2
План эксперимента и результаты испытаний
Код
Дозировка
Код
Диаметр
№ п/п фактора фибры, фактора фибры,
x
кг/м3
y
мкм
1
2
3
4
5
6
7
8
9
10
–1
0
1
–1
0
1
–1
0
1
–
0,7
1,1
1,5
0,7
1,1
1,5
0,7
1,1
1,5
0
–1
–1
–1
0
0
0
1
1
1
–
15
15
15
20
20
20
25
25
25
–
Прочность
при изгибе,
МПа
1 сут 28 сут
0,92
0,49
0,56
1,58
1,29
1,14
1,75
1,85
1,75
0,8
6,85
7,12
7,06
7,73
7,98
7,07
7,8
7,61
7,18
6
Подвижность, см
108,5
108,5
109
108,5
109
109,5
108,5
109
110
108
План эксперимента и результаты испытаний представлены
в табл. 2, влияние дозировки и диаметра фибры на предел прочности
при изгибе в графическом виде приведено на рис. 1 и 2.
117
Перспективные материалы в строительстве и технике (ПМСТ-2014)
(коэффициент Фишера 0,809 < Fтабл = 3,9)
(значения x и y необходимо подставлять в кодовых значениях)
Рис. 1. Зависимость предела прочности при изгибе в 1 твердения сутки от дозировки и диаметра фибры
Полученная зависимость показывает, что с увеличением диаметра и дозировки фибры в 1 сут твердения предел прочности при изгибе возрастает, при этом по сравнению с контрольным составом без
фибры прочность увеличивается более чем в 2 раза. При этом
в большей степени на прочность образцов влияет диаметр фибры.
Рост прочности с увеличением диаметра, по-видимому, связан с тем,
что фибры большего диаметра менее склонны к образованию пучков
(включающих пустоты) при формовании.
В 28 сут на графике зависимости прочности при изгибе образцов от диаметра и дозировки фибры можно выделить оптимальную
область, прочность в которой максимальна для фибры диаметром более 20 мкм в дозировках от 0,7 до 1,0 кг/м3. При оптимальных параметрах микроармирования раствора достигается повышение прочности более чем на треть. По-прежнему, главным фактором является
118
Секция 1
диаметр фибры, но при дозировках более 1 кг/м3 прочность при изгибе
снижается. Это может быть связано с тем, что превышение оптимальных дозировок ведет к неравномерному распределению фибры в материале. Часть фибры сбивается в пучки по 5–15 волокон, внутри которых фибры не сцепляются с цементным камнем и при разрушении
материала легко выдергиваются, что приводит к снижению предела
прочности при изгибе.
(коэффициент Фишера 0,084 < Fтабл = 3,9)
(значения x и y необходимо подставлять в кодовых значениях)
Рис. 2. Зависимость прочности при изгибе в 28 сут твердения от дозировки
и диаметра фибры
Для оценки стойкости базальтовой фибры к щелочной среде цементного камня был выполнен микроскопический анализ образцов
цементного камня с фибровыми волокнами, длительное время (в течении 4 мес, в условиях 100 % влажности) находящихся в цементных
образцах (рис. 4). Для сравнения на рис. 3 представлены микрофотографии стеклянной фибры из нещелочестойкого стекла.
119
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а
б
Рис. 3. Микрофотография стеклянного волокна в цементном камне:
а – микрофотография ; б – распределение кремния
а
б
Рис. 4. Микрофотография базальтового волокна в цементном камне:
а – микрофотография; б – распределение кремния
Как видно на микрофотогафии (рис. 3, а) на стеклянной фибре
образовался гидратный слой. При этом распределение кремния неоднородно, гидратный слой по химическому составу отличается от стеклянной фибры и от продуктов гидратации цемента, что свидетельствует о химических процессах, происходящих на поверхности фибры.
Базальтовое волокно на микрофотографии имеет четкие границы,
отсутствуют видимые следы разрушения. Это подтверждается картиной
120
Секция 1
распределения кремния, видна четкая граница между цементным камнем и волокном, т. е. отсутствуют зона переменного состава, фибра хорошо сохраняется в щелочной среде цементного камня.
Результаты микроскопического анализа образцов с фиброй, подтверждаются испытаниями балочек 4×4×16 в различных возрастах твердения. Результаты испытания образцов-балочек представлены в табл. 3.
Таблица 3
Результаты определения прочности образцов с фиброй
в различные сроки твердения
№
состава
1
2
3
Вид фибры, диаметр
Без фибры
Стеклянная, 13 мкм
Базальтовая, 25 мкм
Предел прочности, при изгибе, МПа
28 сут
2 мес
3 мес
4 мес
6,0
6,5
7,1
7,9
7,27
7,10
6,2
4,55
7,8
8,5
8,9
9,4
Заключение
В ходе работы установлено, что базальтовая фибра пригодна для
использования в цементных материалах и при оптимальных параметрах
микроармирования (диаметр 20–25 мкм в дозировках от 0,7 до 1,1 кг/м3)
способна повысить их предел прочности при изгибе более чем
в 1,5 раза. Также показано, что положительный эффект от использования фибры сохраняется при длительном контакте с цементным камнем.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Фибробетон и его применение в строительстве: сб. науч. тр. НИИ бетона
и железобетона / под ред. Б.А. Крылова, К.М. Королева. – М. : НИИЖБ, 1979. – 173 с.
2. Experimental study on the mechanical properties and microstructure of chopped
basalt fibre reinforced concrete / C. Jiang, K. Fan, F. Wu [etc.] // Materials & Design. –
2014. – June. – Vol. 58. – P. 187–193.
3. Kabay, N. Abrasion resistance and fracture energy of concretes with basalt fiber /
N. Kabay // Construction and Building Materials. – 2014. – 15 January. – Vol. 50. – P. 95–101.
4. Dias, D.P. Fracture toughness of geopolymeric concretes reinforced with basalt
fibers / D.P. Dias, C. Thaumaturgo // Cement and Concrete Composites. – 2005. – January. – Vol. 27. – Iss. 1. – P. 49–54.
121
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.115
ПРОГНОЗИРОВАНИЯ СКОРОСТИ
АТМОСФЕРНОЙ КОРРОЗИИ АРМАТУРЫ
В ТРЕЩИНАХ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
И.В. Руссу1, Г. Кроитору2, Е.П. Матус3, А.П. Пичугин3
1
КНТУ, г. Кишинэу, Молдова,
2
г. Галаць, Румыния,
3
Новосибирский государственный аграрный университет,
г. Новосибирск, Россия
E-mail: gmunsau@mail.ru
Аннотация. Предложен метод прогнозных оценок скорости коррозии
на основе краткосрочных испытаний железобетонных образцов, армированных
стальной фиброй в сочетании с минеральным волокнистым наполнителем.
Коррозионные испытания образцов с трещинами различной ширины подвергались воздействию агрессивных сред в специальной камере для исследований.
При этом имитировались атмосферные условия с различной влажностью
и концентрацией агрессивных веществ. По результатам выполненных работ
получены уравнения регрессии для расчета состава бетона и обеспечения долговечности строительных конструкций из бетона с микроармированием.
Ключевые слова: фибра; микроармирование; бетон; коррозия бетона;
атмосферостойкость.
Преимущества фибрового армирования состоят в повышении
трещиностойкости и ударостойкости бетона, увеличении прочности
при растяжении, возможности полной автоматизации производства,
возможности изготовления из него конструкций повышенной тонкостенности и со сложными пространственными решениями. Основной
перечень областей эффективного применения фибробетонов в строительстве выглядит следующим образом:
– конструкции повышенной тонкостенности (козырьки, подоконники, декоративные, облицовочные плитки, ограждения лоджий, балконов, стеновые панели для загородных домов, тонкие перемычки
и балочки) и конструкции со сложными пространственными решениями;
– тротуарные, дорожные плиты, плиты железнодорожных платформ и переездов, аэродромные, дорожные покрытия и покрытия мос122
Секция 1
тов, канализационные стоки и водостоки, ударостойкие головки забивных свай;
– в особо ответственных объектах (в военном строительстве,
в строительстве АЭС, бункеров для захоронения отходов, сейсмостойких сооружений, в качестве станин промышленного оборудования);
– в качестве замены экологически вредного асбестоцемента
и в качестве материала, использующего отходы промышленности (например, фибры из отработанных стальных канатов и промышленной
металлической стружки).
При изготовлении изделий из фибробетона встает вопрос о его
коррозионной стойкости и морозостойкости, так как защитный слой
цементного камня у поверхности фибр, в ряде случаев, не превышает
нескольких миллиметров.
В ряде работ описывается влияние диаметра фибр на их коррозию и карбонизацию бетона. Показано, что оптимальной свойствами
обладают фибры толщиной 0,5–0,6 мм. Показано, что глубина проникновения ржавчины не превышает 1–2мм и носит затухающий характер, тогда как в армоцементе – прогрессирующий. Исследована
карбонизация и водопоглощение сталефибробетона с фибрами диаметром 0,3–0,7 мм в среде углекислого газа под избыточным давлением. Использовались составы Ц:П = 1:3, В/Ц = 0,42. Показано, что фибровое армирование уменьшает карбонизацию бетона почти в 2 раза.
Обнаружено, что тепло-влажностная обработка снижает устойчивость
к агрессивным средам сталефибробетона на 20–50 %. Отмечается, что
введение фибр в смесь увеличивает на 20–30 % воздухововлечение
при перемешивании, что повышает пористость готового материала.
Проведены обширные исследования коррозии фибр в бетоне, на основании которых сделан вывод о надежности защиты фибр любого диаметра в бетоне при раскрытии трещин до 0,01 мм [1–3].
Отмечено повышение на 100 % морозоустойчивости бетона
вследствие армирования стальными фибрами. Особый эффект повышения морозоустойчивости сталефибробетона достигается при введении активных минеральных и воздухововлекающих добавок (АМД
и СНВ). При этом фибробетон без добавок имел 5-процентную потерю прочности после 300–500 циклов замораживания–оттаивания,
а при применении добавок – после 1000 циклов, тогда как неармированный мелкозернистый бетон – после 200 циклов.
123
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Особый интерес представляют немногочисленные работы по
изучению микроструктуры дисперсно-армированных композиций, ее
влияния на сцепление фибр с матрицей и технологические методы ее
регулирования [4].
Во многих работахотмечается прирост значений сцепления
стальных фибр с бетоном при повышении частоты вибрации при формовании от 60 до 120 Гц за счет лучшего уплотнения смеси непосредственно у поверхности фибр. Однако из исследований обычного железобетона известно, что вибрация либо не влияет на сцепление арматуры в бетоне, либо ухудшает ее. Отмечается также усиление сцепления
фибр с бетоном при повышении частоты вибрации от 50 до 100 Гц.
Эти разноречивые данные оставляют вопрос о влиянии вибрации на
сцепление еще до конца невыясненным. В работе, кроме того, отмечается ухудшение до 50% сцепления при использовании для замешивания смесителей принудительного действия и рекомендуется использовать для этих целей грушевидные смесители со свободным падением
материалов. В этой же работе представлены данные по микротвердости цементного камня непосредственно возле волокон, которая оказывается в 1,5–2 раза выше, чем на большом расстоянии от фибр. В статье приведены данные исследования микроструктурных изменений
поверхности сцепления фибр с матрицей в покрытии моста с интенсивным движением. Показана высокая степень долговечности сталефибробетона (в котором использованы фибры длиной 25 мм и диаметром 0,4 мм с цементной композицией каменного заполнителя со
средним размером зерен 8мм и крупным песком со средним размером
частиц 4 мм). Таким образом, стальные фибры в бетонной смеси надежно защищены от коррозии при раскрытии трещин не более
0,01 мм, а морозостойкость фибробетона гораздо выше традиционной
конструкции [3, 5].
Во влажной атмосфере и особенно в жаркий период когда при
наличие коррозионно-активных ионов (SО2, Сl) создаются условия для
интенсивной атмосферной коррозии арматуры в трещинах железобетонных конструкций. Значительные коррозионные разрушения арматуры в трещинах железобетонных конструкций наблюдаются в приморских районах и в районах с суровыми климатическими условиями,
что связанно с наличием здесь аэрозолей воды и хлоридов. В настоя124
Секция 1
щее время, согласно существующей методике, для определения скорости коррозии арматуры в трещинах железобетонных конструкций,
с учетом воздействия атмосферных факторов, используются результаты годовых коррозионных испытаний. Годовой период испытаний
позволяет учитывать колебания атмосферных факторов и получить
среднее значение скорости коррозии арматуры [3, 4].
Возможность получения прогнозных оценок скорости коррозии
на основе краткосрочных испытаний представляет большой практический интерес. Для экспериментов использовали железобетонные образцы в форме балок, армированные двумя стержнями Ø 12 мм класса
РС 60 (10×10×100 см), в которых образовывались при помощи специальных приспособлений и фиксировались на весь период коррозионных испытаний трещины различной ширины. Балки выдерживались
в камере для коррозионных испытаний, в которой имитировались атмосферные условия с различной влажностью и с различной концентрацией агрессивных веществ.
Для статистической обработки данных использован метод линейного регрессионного анализа с одновременной оценкой коэффициента корреляции, F – критерия Фишера и стандартного отклонения
оценки. Расчеты проведены на ЭВМ с использованием стандартного
пакета программ[6].
Продукты коррозии, формирующиеся в трещинах на поверхности арматуры в следствии воздействия на нее окружающей среды,
оказывают существенное влияние на скорость атмосферной коррозии.
Для описания процесса коррозии использовали функцию:
Ко
1
К
, где о = о ; ,
(1)
С1
1 о
где Ко – начальная скорость коррозии металла на активной поверхности при τ 0, мкм/год (г/м2/год ); αo – коэффициент изменения скорости коррозии, характеризующий пассивирующие (защитные) свойства
продуктов коррозии с начала экспозиции (τ = 0) к моменту времени τ.
Из этого выражения следует:
Ко
;
(2)
КL =
1+ о L
125
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Ка
Кo
,
1+ о a
(3)
где Kо, KL, и Ka – скорости коррозии металла в моменты времени
τ 0, τL = 1 мес и τа = 1 год, мкм/год.
Из уравнения (1) видно, что при αo > 0 скорость коррозии
уменьшается во времени. При –1/τ < αo < 0 скорость коррозии возрастает, а при αo = 0 – постоянна во времени. Обозначив скорости коррозии по результатам месячных и годовых испытаний через КL и Ка,
уравнение (2) и (3) можно представить в виде:
откуда
о
1
К L 1+α o τ L К L 1+α o 12
=
,
1+αo τ a
1+α o 1
(4)
Ка К L
Ка К L
.
К L L К а а К L 1 К а 1
12
(5)
Ка =
Коэффициент αо при этом характеризует изменение скорости
коррозии защитных свойств продуктов коррозии стали в период с τ = 0
по τ = 1 год (очевидно что уравнение (4) справедливо при αo > –1. Таким
образом, задача ограничивается выбором оптимальной формы уравнения, описывающего изменение скорости коррозии стали с τ = 0 по τа = 1
год и определения коэффициентов этого уравнения.
Исходными для уравнения множественной линейной регрессии
были приняты: месячная скорость коррозии стали КL, выраженная
в мкм/год и отношения среднегодовых и среднемесячных значений
относительно влажности воздуха (Wа/WL), концентрации хлор-ионов
(СClа/СClL) и сернистого газа (Сso2a/Сso2L) в атмосфере. Таким образом
исходное уравнение регрессии имеет вид:
α о = а о α1К L a 2 Wa WL a 3 Ccla Ccl L a 4 Cso 2a Cso2L , (6)
где ао, а2, аз, а4, – коэффициенты, численные значения определяются.
На основание полученных данных, в большинстве случаев с помощью предлагаемого расчетно-экспериментального метода, можно
предвидеть изменения скорости атмосферной коррозии арматуры
126
Секция 1
в трещинах бетона во времени. Точность прогноза повышается для
случаев, когда скорость коррозии во времени уменьшается. Ошибка
прогноза в редких случаях превышает 20 %.
Очевидно, что полученные уравнения имеют крайне ограниченные возможности для практического применения, потому для практических целей желательно получение более универсального уравнения.
Такое уравнение было получено и следует отметить, что коэффициенты а1, а2, и a4 уравнения (6) больше 0 для каждой группы образцов.
Следовательно величина L = a1КL + a2Wa/WL + a4Cso2a/Cso2L > 0, и увеличение каждого из параметров (КL, Wа/WL, Сso2а/Сso2L), будет приводить к росту величины αo. При L < 2,169 коэффициент αо > 0, т. е. с
течением времени скорости коррозии уменьшается.
Выводы. Показана возможность прогнозирования максимальной
годовой скорости коррозии арматуры в трещинах бетона в атмосферных условиях с различной влажностью и концентрацией агрессивных
веществ на основе результатов месячных коррозионных испытаний;
используя результаты месячных коррозионных испытаний, можно оценивать ожидаемую скорость коррозии стали за годовой период.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Tensile Behavior of Cement – Based Composites with Random Discontinuous
Steel Fibers / V.C. Li, H.-C. Wu, M. Maalej [etc.] // J. Am. Ceram. Soc. – 1996. – 79. –
Р. 74–78.
2. Banthia, N. Concrete Reinforced with Deformed Steel Fibers. P. 1 / N. Banthia,
J. Trottier // ACI Materials J. – 1994. – Vol. 91. – № 5. – P. 4435–4446.
3. Ward, R.J. Dependence of Flexural Behavior of Fiber Reinforced Mortar on Material Fracture Resistense and Beam Size / R.J. Ward, V.C. Li // ACI Materials J. – 1990. –
Vol. 87. – № 6. – P. 627–637.
4. Рабинович, Ф.Н. Бетоны, дисперсно-армированные волокнами / Ф.Н. Рабинович. – М. : ВНИИЭСМ, 1976. – 72 с.
5. Матус, Е.П. Неразрушающий контроль распределения фибр в сталефибробетоне / Е.П. Матус // Известия вузов. Строительство. – 2007. – № 3. – С. 110–113.
6. Вознесенский, В.А. Численные методы решения строительно-технологических задач на ЭВМ / В.А. Вознесенский, Т.В. Ляшенко, Б.Л. Огаров. – Киев : Вища
школа, 1989. – 328 с.
127
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 622
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ФОРМИРОВАНИЯ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ИЗ СТАРОГО БЕТОНА
А.П. Пичугин, И.В. Белан, Ю.А. Азизов, С.Н. Карпик
Новосибирский государственный аграрный университет,
г. Новосибирск, Россия
E-mail: gmunsau@mail.ru
Аннотация. Показана возможность и эффективность утилизация отходов и старого бетона железобетонных конструкций путем частичной замены щебня из горных пород. Проведены исследования по дроблению старого
бетона с определением выхода фракционированного заполнителя и установлением зависимости между отдельными параметрами. Полученные результаты позволяют выдать рекомендации для рационального размера щели щековой дробилки в дробильно-помольном отделении завода.
Ключевые слова: каменные материалы; бетон; заполнители для бетона; дробильные устройства; взаимосвязь фракций при дроблении.
Природные каменные материалы широко применяются в строительстве различных жилых, промышленных, административных и культурно-бытовых зданий и сооружений. Бутовый камень, штучный камень
и небольшие блоки, облицовочные плиты и другие изделия применяются
для фундаментов, стен, для наружной и внутренней облицовки и архитектурных частей зданий, облицовки мостовых опор и гидротехнических
сооружений (набережных, пирсов, плотин), для дорожного строительства
(бортовые камни, брусчатка, колотый булыжный камень). В качестве жаростойких и химически стойких облицовочных плит и камней правильной формы для полов и специальных конструкций (промышленные печи
и их облицовка, ёмкости и технологические устройства для химических
агрессивных жидкостей и др.) применяют горные породы: хромит, базальт, диабаз, андезит, бештаунит и др.
Разработка природного камня требует устройства специальных
карьеров с применением буровзрывных работ и специальных машин:
экскаваторов, дробильно-сортировочных, камнерезных и др. для изготовления штучных камней и облицовочных плит требуются операции
128
Секция 1
резания, тески, шлифования и полирования. При разработке горных
массивов на вскрышных работах чаще всего используют взрывчатые
вещества, что сопряжено с большим набором ограничений и допусков.
Кроме того, буровзрывные операции осуществляются при первичной
разработки горных пород. Все это требует больших капитальных вложений для организации и производства щебня и каменных материалов, поэтому рациональным, на наш взгляд, может быть утилизация
отходов и старого бетона и железобетона.
Использование старого бетона и железобетона для изготовления
новых изделий и конструкций весьма привлекательно и интересно
с различных позиций. Во-первых, экономия на транспортных операциях; во-вторых, важная экологическая составляющая по очистке территории от старого неиспользуемого мусора; в-третьих, получение
крупного заполнителя без нарушения природного ландшафта. Однако
при очевидном преимуществе данных процессов, существует множество негативных факторов, к которым относятся: неравномерности
свойств старого бетона, возможность коррозионного разрушения,
подверженности биологическим повреждениям и др. К таким же
сложностям относятся и сами процессы дробления старого бетона
и его фракционирование [1–3].
Проведенные исследования разрушения бетонных материалов
проводились путем реализации двух- и трехфакторных экспериментов. Варьируемые факторы были приняты следующие: ширина выходной щели дробилки – Х1, прочность получаемого щебня – Х2, выход каждой фракции щебня – Х3. Эффективность разрушения оценивалась по выходу мелких и крупных классов дробленого материала
после рассева, для чего получены уравнения регрессии для каждого
класса. В соответствии с существующими методиками были приняты
уровни изменения варьируемых факторов в натуральных и кодированных величинах [4, 5].
По результатам опытов, показывающих процентный выход
щебня из старого бетона, крепость которых по действующей шкале
соответственно равна 4,8 и 7,3, полученных после дробления в щековой дробилке при различной ширине щели получены уравнения регрессии для каждого класса, которые имеют следующий вид для двухфакторного эксперимента:
129
Перспективные материалы в строительстве и технике (ПМСТ-2014)
кл. 5,0–10,0 мм
Y1 = 6,2 – 1,7Х1 – 3,67Х2 + 2,3Х12;
(1)
кл. 10,0–20,0 мм
Y2 = 4,3 – Х1 – 1,7Х2 – 0,4Х1Х2 + 0,2Х12 + 0,5Х22;
(2)
кл. 20,0-40,0 мм
Y3 = 3,5 – 7,4Х1 – 5Х2 + 1,8Х1Х2 + 2,1Х12.
(3)
При использовании показателя крупности дробленого материала
в виде третьего фактора, получено уравнение регрессии для трехфакторного эксперимента:
Y4 =12,6 + 4,8Х1 + Х2 + 3,5Х3 +10,2Х1Х3 + 3,4Х2Х3 + 0,23Х12 – 8,2Х32. (4)
Анализ поверхности отклика построенной по (1) – (4) показывает
увеличение выхода этого класса с уменьшением щели дробилки
и уменьшением крепости материала. Выход кл. 5,0–10,0 и 10,0–20,0 мм
(уравнения (1), (2)) возрастает с увеличением крепости материала и шириной щели дробилки, выход кл. 20,0–40,0 мм при этом снижается.
Рис. 1. Содержание кл. 5,0–10,0 мм в готовом
Проведенные исследования позволяют сделать вывод, что полученные результаты дополняют друг друга, общие закономерности
подтверждаются, хотя при небольшом числе уровней полученные поверхности более изогнуты. Увеличение числа уровней делает поверх130
Секция 1
ности отклика более плоскими. Использование щековой дробилки для
измельчения материала позволяет получить наибольший выход кл.
5,0-10,0 мм, так как снижает до минимума число контактов частиц
материала с рабочими элементами щек дробилки.
Рис. 2. Содержание кл. 10,0–20,0 мм в готовом продукте щековой дробилки
продукте послещековой дробилки
Полученные результаты позволяют дать рекомендации для
уменьшения щели щековой дробилки до минимума в дробильнопомольном отделении завода. Пределом может служить только снижение производительности дробилки, с уменьшением размеров щели, до
производительности агрегата на второй стадии измельчения. Таким образом, использование старого бетона может быть организовано на заводах железобетонных конструкций путем пристройки цеха дробления и
фракционирования материала. Кроме того, необходимы дополнительные площадки для складирования получаемого щебня по фракциям.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Долгарев, А.В. Вторичные сырьевые ресурсы в производстве строительных
материалов / А.В. Долгарев. – М. : Стройиздат, 1990. – 455 с.
131
Перспективные материалы в строительстве и технике (ПМСТ-2014)
2. Алехин, Ю.А. Экономическая эффективность использования вторичных ресурсов в производстве строительных материалов / Ю.А. Алехин, А.Н. Люсов. – М. :
Стройиздат, 1988. – 342 с.
3. Субботин, О.С. Материалы и архитектура малоэтажных зданий, эксплуатирующихся в особых природных условиях / О.С. Субботин, А.П. Пичугин, И.В. Белан. – Новосибирск : НГАУ-РАЕН, 2012. – 192 с.
4. Адлер, Ю.П. Планирование эксперимента при поиске оптимальных условий / Ю.П. Адлер, Е.В. Маркова, Ю.В. Грановский. – М. : Наука, 1976. – 276 с.
5. Вознесенский, В.А. Численные методы решения строительно-технологических задач на ЭВМ / В.А. Вознесенский, Т.В. Ляшенко, Б.Л. Огаров. – Киев : Вища
школа, 1989. – 328 с.
132
Секция 1
УДК 691.2:006.354
ПУТИ ПОЛУЧЕНИЯ ФРАКЦИОНИРОВАННОГО
КЕРАМЗИТОВОГО ГРАВИЯ
С ПОВЫШЕННОЙ ПРОЧНОСТЬЮ
А.Е. Абакумов1, А.И. Кудяков2
1
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия
2
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: abakumov@tpu.ru
Аннотация. Приведены результаты исследований, предложены составы шихты и технологические приемы получения керамзитового гравия из
суглинков с повышенными прочностными характеристиками для изготовления высокопрочныхлегких бетонов и конструкций высотных жилых зданий
на основе универсальной полносборной каркасной конструктивной системы.
Ключевые слова: суглинки; процессы изготовления; керамзитовый гравий; дефектность гранул; прочностные характеристики; насыпная плотность.
Строительство энерго-ресурсосберегающих высотных жилых домов экономического класса по инновационной технологии КУПАСС
предполагает использование железобетонных конструкций из легких
бетонов повышенной прочности В25 и В35. Применение высокопрочных керамзитобетонов в производстве конструкций обуславливает специфические требования к показателям качества легкого заполнителя –
керамзитового гравия. Актуальными являются следующие показатели
качества керамзитового гравия: прочностные характеристики и показатель изменчивости, при сохранении удовлетворительных теплоизоляционных свойств материала [1]. По результатам исследований технологичности и однородности высокопрочных керамзитобетонов в конструкциях в наибольшей степени востребована фракция керамзитового
гравия 5–10 мм [2].
Исследования выполнены при финансовой поддержке работ по проекту Министерства образованияи науки Российской Федерации.
133
Перспективные материалы в строительстве и технике (ПМСТ-2014)
По совокупности качественных характеристик, керамзитовый
гравий для производства высокопрочных легких бетонов, занимает
промежуточное положение между легким керамзитовым гравием
с насыпной плотностью 300–500 кг/м3, используемым в качестве теплоизоляционных бетонов и засыпок, и тяжелым керамзитовым гравием (щебнем) с насыпной плотностью 900–1000 кг/м3, применяемого
для дорожного строительства [3].
При производстве керамзитового гравия с повышенными прочностными характеристиками, требуется решить следующие технологические задачи:
1. Разработать керамзитовый гравий с маркой по прочности
П150–П250 и насыпной плотностью Д700–Д800.
2. Разработать процессы изготовления керамзитового гравия
с преобладанием фракции 5–10 мм в общем объеме выпускаемой
продукции.
В публикациях по совершенствованию технологии керамзитового
гравия в основном приводятся сведения по снижению насыпной плотности керамзитового гравия. При этом, такой фактор, как влияние
предложенных мероприятий на снижение прочностных характеристик
материала зачастую игнорируется. В большинстве случаев, выпуск керамзитового гравия с повышенной насыпной плотностью 700–800 кг/м3
допускается только по согласованию с потребителем. Это объясняется
не только снижением теплоизоляционных свойств с увеличением средней плотности продукции, но и ростом энерго- и материалоемкости
производства при выпуске тяжелого керамзитового гравия. Следует
отметить, что при выпуске керамзитового гравия с повышенной насыпной плотностью снижается объемная производительность технологической линии, что приводит к существенному увеличению себестоимости
производства фракций керамзитового гравия.
На строительном рынке России наблюдается увеличение спроса
на керамзитовый гравий с повышенными прочностными характеристиками (П150 и выше) для использования в качестве заполнителя
в легком высокопрочном бетоне. При этом потребители и производители готовы идти на компромисс, т. е. увеличение насыпной плотности для обеспечения прочностных показателей керамзитового гравия.
На основании проведенных лабораторных исследований и опытно-промышленных проверок технологических приемов повышения
134
Секция 1
прочностных характеристик керамзитового гравия, были выработаны
следующие рекомендации:
1. В качестве сырьевой базы предпочтение отдавать легкоплавким глинам и суглинкам местных месторождений с максимальным
для данного региона содержанием глинистого компонента.
2. При применении в технологии органического газообразователя
(мазут, нефтеотходы, угольная пыль) – оптимизировать количество добавки для обеспечения коэффициента вспучивания в интервале 1,4–2,0.
3. Для обеспечения максимального выхода фракции 5–10 мм,
необходимо формировать сырцовые гранулы диаметром 8–12 мм на
ленточном экструдере-грануляторе. Для снижения нагрузки на формующий механизм и формование бездефектных гранул рекомендуется
дополнительная пластификация глиномассы путем введения добавок
суперпластификаторов.
4. Для обеспечения бездефектной формы гранул и упрочнения
конструкции формовочной плиты рекомендуется внесение следующих
инноваций в конструкцию плиты: увеличение толщины формовочной
плиты до 60–80 мм, изменение внутреннего профиля формовочных
отверстий с цилиндрического на конусный. Для увеличения ресурса
работы плиты использовать двухслойную плиту с вставками калибровочных колец из корундовой керамики [3].
5. Для повышения прочностных характеристик керамзитового
гравия необходимо уменьшить долю дефектных зерен, что обеспечивается, в том числе, снижением дефектности зерен сырцовых гранул.
Снижение дефектности зерен сырца достигается уменьшением их
чувствительности к сушки, снижением размера зерен, предварительным окатыванием зерен для упрочнения поверхности и снижением
трещиноватости гранул.
6. Рекомендуется сохранение максимально возможных температур обжига для увеличения доли стеклофазы в конечном продукте,
при этом регулируя коэффициент вспучивания количеством органической газообразующей добавки. Не рекомендуется снижение максимальной температуры обжига для увеличения плотности гравия и некоторого прироста прочности керамзитового гравия.
7. Для повышения однородности (уменьшения показателя изменчивости) прочностных характеристик керамзитового гравия и ке135
Перспективные материалы в строительстве и технике (ПМСТ-2014)
рамзитобетона рекомендуется использовать отдельные фракции гравия и щебня из гравия 5–10 мм и песок при их объемном дозировании.
При организации производства керамзитового заполнителя следует понимать, что в технологиях облегченного и высокопрочного керамзитового гравия имеются существенные отличия в процессах цикла
жизнедеятельности и желательно проектировать отдельные технологические линии для изготовления железобетонных конструкций с требуемыми показателями качества и эксплуатационной надежностью.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Комисаренко, Б.С. Керамзитопенобетон – эффективный материал для наружных ограждающих конструкций / Б.С. Комисаренко, А.Г. Чикноворян // Известия
вузов. Строительство. – 2000. – № 1.
2. Кудяков, А.И. Технологические особенности производства фракционированного керамзитового гравия с улучшенными прочностными характеристиками /
А.И. Кудяков, А.Е. Абакумов, М.А. Амиров // Строительство энергоэффективного
полносборного жилья экономического класса: проблемы и решения. – Томск : Изд-во
ТГАСУ, 2014. – С. 120–124.
3. Горин, В.М. Высокопрочный керамзит и керамдор для несущих конструкций и дорожного строительства / В.М. Горин, С.А. Токарева, М.К. Кабанова // Строительные материалы. – 2010. – № 1. С. 9–11.
4. Повышение износостойкости формующей оснастки ленточных прессов /
В.М. Погребенков, А.Е. Абакумов, А.Г. Пьянков [и др.] // Строительные материалы. –
2007. – № 2. С. 54–55.
136
Секция 1
УДК 691.54.002:544.6
ВЛИЯНИЕ ЭЛЕКТРОМАГНИТНЫХ ПОЛЕЙ НА СВОЙСТВА
ЖИДКОСТИ ЗАТВОРЕНИЯ ЦЕМЕНТНЫХ СИСТЕМ
Н.П. Горленко1, Б.И. Лаптев2, Ю.С. Саркисов1, Г.Н. Сидоренко2,
А.К. Кульченко3
1
Томский государственный архитектурно-строительный университет,
г. Томск, Россия,
2
Nove tehnologije d.o.o., Ljubljana. Slovenija,
3
Сургутский государственный университет, г. Сургут, Россия
Е-mail: gorlen52@mail.ru
Аннотация. В работе рассмотрены теоретические аспекты методов
электрохимической, электромагнитной, магнитной активации воды как жидкости затворения цементных систем. Показано, что в основе одного из возможных механизмов активирующего воздействия лежат представления
о процессах нарушения структурной организации жидкости. Приведены экспериментальные данные электрической проводимости, электрической емкости на примере обработки дистиллированной воды магнитным полем, доказывающие изменение ее структуры.
Ключевые слова: цементные системы; структурообразование; активация; магнитное поле.
Введение
Создание ресурсо-энергосберегающих технологий получения
материалов различного технического назначения с высокими эксплуатационными характеристиками – одна из актуальных задач современного материаловедения. Наиболее технологически доступным, экономически и экологически целесообразным в этом отношении является
применение внешних воздействий различной природы, при котором
достигается активированное состояние водосдержащей дисперсной
системы. Однако совершенно очевидно, что без выяснения, термодинамических и кинетических закономерностей, происходящих при
этом явлений, невозможно эффективно управлять созданием материалов с заданными свойствами. Несмотря на многочисленные исследования как отечественных, так и зарубежных ученых [1–3], до сих пор
137
Перспективные материалы в строительстве и технике (ПМСТ-2014)
многие аспекты остаются невыясненными, и теория процессов активации разработана преимущественно на феноменологическом уровне.
Это не мешает эффективно использовать приемы внешнего воздействия в практических целях, но ограничивает возможности направленного регулирования конечных свойств композиций на основе вяжущих. Учитывая многообразие способов активации жидкости затворения, в работе рассмотрены отдельные виды низкоэнергетических
внешних воздействий на цементные системы, имеющих, на взгляд авторов, практическое значение в технологиях получения строительных
и композиционных материалов.
Цель работы заключается в систематизации и развитии представлений о физико-химической сущности отдельных низкоэнергетических внешних воздействий, имеющих электромагнитную природу.
Теоретические представления низкоэнергетической активации воды
как жидкости затворения
Под низкоэнергетической активацией жидкостей понимается их
перевод из инертного состояния в химически активное и управление
дискретными структурами системы путем незначительного изменения
их строения и свойств, а на основе этого и кинетикой процесса за счет
воздействия на системы источника с энергией на уровне или меньше
тепловой энергии (kT). Активированной можно считать такую физикохимическую систему, запас внутренней потенциальной энергии которой в результате каких либо внешних воздействий временно не соответствует ее термодинамическим равновесным значениям. Если это
происходит, то такое воздействие называют активирующим. Принято
считать, что максимально возможные величины энергии активирующего воздействия определяются значениями порядка 10 Дж/моль. При
этом, низкоэнергетические воздействия могут быть эффективными
в том смысле, что влияют на процесс диффузионно-развивающихся
промежуточных структур в системе, в отличие от высокоэнергетических, где переход от одного дискретного состояния в другое осуществляется «скачком». В основе данного утверждения, прежде всего, лежат
закономерности экспериментально наблюдаемых фактов. Например,
явление непропорциональной зависимости развития энергоемких процессов в системе от внесенного извне энергетического эквивалента.
138
Секция 1
В настоящее время можно выделить следующие наиболее распространенные методы активации различных сред: магнитная, электромагнитная, электрохимическая, ультразвуковая, термическая, механическая, гидродинамическая, акустическая, плазменная, разрядноимпульсная, химическая Условно их можно разделить на три группы
[4]. Физические, (безреагентные); химические (реагентные); комбинированные. Рассмотрим отдельные способы низкоэнергетической активации цементных систем.
Электрохимическая активация
При электрохимической активации воды или водно-солевых
растворов путем введения электродов, поляризованных постоянным
электрическим током, возникают активные метастабильные соединения. В процессе их практического использования они быстро исчезают, выполняя роль катализаторов, инициаторов и реагентов в разнообразных химических реакциях, преимущественно на границе раздела
фаз «электрод-раствор». В результате формирования двойного электрического слоя у поверхности электрода высокой напряженности
{106–108 В/см) возникают новые метастабильные структурные образования, способные самостоятельно существовать длительное время
в заданных термодинамических условиях.
Особенностью электрохимической активации является образование активных микропузырьков с размерами от 0,2 до 5 мкм, которые
способствуют качественному изменению системной организации раствора. Под системной организацией в данном случае понимается такое
пространственное и временное упорядочение системы, при котором
изменение в ее любой части (дискретной составляющей) влияет на
взаимоотношения других частей. По этой причине построение модели
системной организации исследуемого объекта может достигаться
только при полном учете возможных взаимодействий отдельных
структурных единиц.
При поляризации электродов переменным электрическим током
добавляется новый механизм активирующего воздействия, обусловленный колебательными процессами в системе. Зарождение процесса
начинается в микрообъеме воды в приэлектродной области; затем
в колебательный процесс по мере «перекачки» колебательной энергии
139
Перспективные материалы в строительстве и технике (ПМСТ-2014)
постепенно вовлекаются остальные области объема жидкости. Так как
процесс является энергетическим (энергия колебательного процесса
пропорциональна квадрату амплитуды колебаний), то активация воды
идет не по диффузионному механизму, и, следовательно, может осуществляться за короткий промежуток времени. В то же время, согласно современным представлениям, в дисперсных системах на стадии
формирования тонкокристаллической структуры генерируются низкочастотные колебания. При этом предполагаются возникновение
и гибель динамически развивающихся кинетических образований, количественное накопление которых приводит к новым качественным
изменениям в цементной системе. Если частота внешнего поля совпадает с частотой собственных колебаний структурных образований
в вяжущей системе, то она может служить источником кодовой информации к воспроизведению «себе подобных» структур. Причины
воспроизводства «себе подобных» структур до конца не ясны, но ее
источником является ритмичность электромагнитного кодирующего
внешнего воздействия. Это означает, что наложение внешнего частотного поля может изменить условия «отбора» структур и привести
к образованию цементного камня со свойствами, отличными от тех,
что создаются в отсутствии внешнего воздействия.
Электромагнитная активация
Для электромагнитной активации цементных систем, преимущественно в ранние сроки структурообразования, применяются генераторы вихревых электромагнитных волн различных типов и конструкций (кавитационные преобразователи, гидровихревые генераторы,
моновибраторы и др.). Принцип действия данных генераторов основан
на инициировании нелинейных процессов фазовой трансформации
в жидкофазной среде высокоградиентным электрическим, магнитным
или акустическим полем. В результате наблюдаются нарушения
сплошности жидкой среды и, как следствие, образование новой структурной организации воды или водного раствора.
Воздействие магнитным полем постоянных магнитов
Воздействие осуществляется путем пропускания жидкости затворения через силовые линий магнитного поля постоянных магнитов
140
Секция 1
с последующим их введением в объем вяжущего. Обработка жидкости
магнитным полем активизирует в ранние сроки твердения следующие
процессы: уменьшается размер зерна вяжущего, интенсифицируется
растворение и гидратация цементной частицы, формируются новообразования отличные от структур, полученных в обычных условиях,
наблюдается выделение более мелких кристаллических фаз. Достоверно установлено, что прочность при сжатии композиций на основе
цемента возрастает, уменьшается пористость, увеличивается морозостойкость твердеющих систем, изменяются сроки схватывания и подвижность цементного теста. При этом, необходимыми условиями появления отклика на внешнее воздействие являются: ламинарный режим течения жидкости, градиентная структура силовых линий
магнитного поля, оптимальная концентрация раствора и температура
жидкости. Опубликованные в литературе данные не имеют четкой
теоретической базы, что затрудняет их систематизацию.
Однако можно утверждать, что один из возможных механизмов
внешнего воздействия заключается в нарушении системно-структурной
организации жидкости, проявляющемся в изменении соотношения полимерной и мономерной составляющих структуры воды. При этом поддерживается постоянное соотношение отдельных диполей молекул воды и их ассоциатов до тех пор, пока системно-структурная организация
жидкости, «подсказанная» внешним воздействием, не будет разрушена
тепловой энергией. Отсюда следует, что магнитное поле, несмотря на
его маленькую энергетическую составляющую, способно расширить
спектр возможных флуктуаций пространственного расположения частиц жидкости и создать условия, при которых некоторые из всех возможных временных конфигураций диполей воды оказываются энергетически более выгодными, а, следовательно, и устойчивыми, по сравнению с исходным состоянием. Данные утверждения вытекают из
сопоставления сил взаимодействия структурных компонентов водносолевого раствора и сил магнитного поля [3].
Например, если в в системе имеет место заданный поток вещества с постоянным направлением и средней скоростью U , то частицы
с разноименным зарядом под действием силы Лоренца (Fmax
zeUB ( B U ) должны двигаться в противоположные стороны, в ре141
Перспективные материалы в строительстве и технике (ПМСТ-2014)
зультате чего может происходить кратковременное перераспределение ионов, приводящее к образованию вдоль направления течения
жидкости микрообластей пространственного заряда (ОПЗ). С появлением ОПЗ начинает кратковременно действовать сила электрического
поля: F = zeE, где Е – напряженность электрического поля, ze-заряд
частицы, направление которой совпадает с направлением магнитной
силы. E имеет порядок (107–108) В/м. Тогда сила электрического поля
становится сопоставима с силами ион-дипольного (1) и дипольдипольного взаимодействия (2)
Fи-д d m zе / 4 0 1r 3 1,1 10 13 Н;
(1)
Fи-д d m d m / 4 01r 4 4,10 15 Н,
(2)
где Еи–д – сила ион-дипольного взаимодействия; dm – дипольный момент молекулы воды (6,0210–30 Клм); 0 – диэлектрическая проницаемость вакуума (8,8510–12 Ф/м); 1 – диэлектрическая проницаемость среды; r – радиус области взаимодействия иона с ионной атмосферой (в области дальней гидратации 10–9 м).
Расчет значения скорости частиц, приобретаемой в области пространственного заряда за счет действия магнитного поля, также показывает ее превышение над средней скоростью теплового движения
молекул. Этот результат указывает, что отмеченные выше процессы
нарушения системно-структурной организации жидкости, в частности,
деполимеризация ассоциативных образований и уменьшение размеров
гидратной оболочки иона являются возможными. Таким образом, при
заданном устойчивом направлении потока следует ожидать выхода
системы из термодинамического равновесия на фоне теплового движения молекул, особенно при больших значениях скорости потока
жидкости и величины магнитной индукции.
Анализ рассмотренных способов активации жидких сред позволяет утверждать, что в основе механизма протекающих здесь процессов лежат представления о нарушении структурной организации воды.
В результате внешнего воздействия возникает диссимметрия, означающее некоторый упорядоченный отход от симметрии исходного
состояния жидкости, стабилизированной термодинамическими условиями. Известно, что если в симметрично расположенных точках сис142
Секция 1
темы, возникает разность зарядов, токов, потенциалов, напряжений,
сил, потоков, концентраций, и условия удовлетворяют их скалярному
или векторному взаимодействию, а расстояние между взаимодействующими элементами достаточно мало, то состояние диссимметрии
совершает работу. Поэтому для развития представлений о механизмах
активирующих внешних воздействий применительно к цементным
системам, на наш взгляд, необходимо исследовать структурные особенности воды и водных растворов, применяемых в качестве жидкости затворения.
Методика и экспериментальные результаты
Ниже приведены отдельные результаты экспериментальных исследований по оценке структурных процессов в дистиллированной
воде на примере внешнего воздействия магнитного поля. По сравнению с тепловой обработкой жидкости.
Эксперименты осуществляли на установке, которая позволяет
измерять проводимость и электрическую емкость жидкостей, при частоте тока в диапазоне от 1 до 300 кГц. В опытах использовали дистиллированную воду с проводимостью 1,3–3 мкС/см. Магнитную обработку воды осуществляли путем ее пропускании через воронку, по
бокам носика которой установлены две магнитные системы, каждая из
которых включает 6 расположенных без зазора магнитов с индукцией
0,2 Т, обращенных друг к другу разноименными полюсами. Для сравнения эффекта воду подвергали температурному воздействию без доступа воздуха, как одного из факторов, существенно изменяющего
структурную организацию воды. Измерительная ячейка для измерения
проводимости представляет собой цилиндрический стеклянный сосуд
диаметром 7 см, в который помещали исследуемые жидкости в количестве 200 мл, а также два плоских электрода из немагнитной нержавеющей стали (площадью 22 см2 каждый), находящиеся на расстоянии
20 мм. Измерительная ячейка для измерения емкости представляет
собой цилиндрический стеклянный сосуд диаметром 2 см и длиной
200 мм, на котором размещены две обкладки конденсатора (площадью
22 см2 каждая), которые смещены относительно друг друга в параллельных плоскостях.
Результаты экспериментальных данных приведены на рисунок.
143
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а
б
Относительные изменения по отношению к контрольному образцу значений
электрической проводимости (а), электрической емкости (б) дистиллированной воды после различных воздействий и при различных частотах
реактивного тока:
1 – после обработки в магнитном поле; 2 – после нагревания от 20 до
60 °С и последующего охлаждения до начальной температуры 20 °С;
3 – после охлаждения до 10 °С; 4 – после нагревания до 30 °С
Применение метода активации жидкости затворения магнитным
полем позволяет регулировать кинетику процессов структурообразования [5] и такие технологические свойства как прочность при сжатии, сроки схватывания цементного теста, водопоглощение и термостойкость образцов.
Выводы
1. На основе сравнительной оценки процессов активирования
системы электромагнитными полями показано, что в основе одного из
возможных механизмов активирующего воздействия лежат представления о процессах нарушения структурной организации жидкости, как
результат диссимметрии в системе.
2. Выявлена линейная корреляция между изменениями проводимости, а также электрической емкости дистиллированной воды при
ее активации, охлаждении и нагревании.
3. Предположено, что активация дистиллированной воды магнитным полем, нагреванием с последующим охлаждением без доступа
144
Секция 1
воздуха, а также охлаждение воды вызывают подобные изменения ее
структуры, включающие, вероятно, увеличение размеров кластеров
воды. При этом подвижность диполей воды снижается на частотах
зондирующего реактивного тока 1–30 кГц, но возрастает при резонансных частотах 30–300 кГц.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Бучаченко, А.Л. Химия на рубеже веков. Свершения и прогнозы / А.Л. Бучаченко // Успехи химии. – 1999. – Т. 68. – № 2. – С. 99–118.
2. Зятьков, А.И. К вопросу о природе свойств магнитообработанной воды /
А.И. Зятьков // Прикл. химия. – 1977. – Т. 50. – № 1. – С. 16–19.
3. Горленко, Н.П. Низкоэнергетическая активация водно-дисперсных систем /
Н.П. Горленко, Ю.С. Саркисов. – Томск : Изд- во Том. гос. ун-та, 2011. – 264 с.
4. Пухаренко, Ю.В. Эффективность активации воды затворения углеродными
наночастицами / Ю.В. Пухаренко, И.У. Аубакирова, В.Д. Староверов // Инженернотехнический журнал. – 2009. – № 1. – С. 40–45.
5. Горленко, Н.П. Кинетический анализ процессов структурообразования в активированной системе «цемент-вода» / Н.П. Горленко, Е.Б. Чернов, Ю.С. Саркисов //
Вестник ТГАСУ. – 2010. – № 2. – С. 147–154.
145
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 666.972.162
ГИДРОФОБНАЯ ЗАЩИТА ДРЕВЕСИНЫ
Н.Н. Дебелова1, Н.П. Горленко1, Г.Г. Волокитин1, Ю.С. Саркисов1,
В.П. Дмитриенко1, Е.Н. Завьялова2, П.Б. Завьялов3
1
Томский государственный архитектурно-строительный университет,
г. Томск, Россия,
2
Национальный исследовательский Томский государственный университет,
г. Томск, Россия,
3
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия
Е-mail: mackevichn72@mail.ru
Аннотация. Приведены результаты исследований химических составов
органической природы для гидрофобной защиты древесины с применением методов поверхностного покрытия и объемной пропитки изделия и химических
составов. Определены показатели водопоглощения, краевые углы смачивания на
поверхности обработанных образцов, предложено кинетическое уравнение диффузионного переноса влаги в капиллярно-пористой структуре древесины.
Ключевые слова: гидрофобная защита; краевой угол смачивания; древесина; водопоглощение.
Введение
Гидрофобные материалы и покрытия – вещества органической
или неорганической природы. угол смачивания которых водой или
водными растворами превышает 90°. Условно их можно разделить на
две основные группы. Гидрофобные материалы объемной пропитки,
способные проникать на большую глубину изделия и гидрофобные
материалы поверхностного типа, которые наносятся в виде тонких
слоев на поверхности гидрофильных материалов, препятствующие
проникновению влаги вглубь изделия. Защитные свойства последних,
как правило, определяются не только характеристиками материала
в целом, а свойствами и структурой приповерхностного (компромиссного) слоя. Наносятся в виде одного или несколько молекулярных адсорбционных и ориентированных слоев на поверхность материала.
Качество таких покрытий, в отличие от гидрофобизаторов объемной
146
Секция 1
пропитки, преимущественно определяется адгезионной способностью
гидрофобного материала к поверхности изделия и стойкостью к факторам окружающей среды. В качестве гидрофобизаторов наиболее
широкое практическое применение имеют низко- и высокомолекулярные кремнийорганические, фторорганические соединения, соли жирных кислот, поверхностно-активные вещества и другие соединения
органической и неорганической природы [1–3].
Цель работы заключается в исследовании защитных свойств
гидрофобных материалов органической природы от проникновения
влаги на древесине кедра и оценке возможности применения предложенных составов при проведении реставрационных работ.
Объект исследования и методика эксперимента
В качестве объекта исследования выбраны древесина кедра. Древесина кедра имеет плотность в пределах 0,47 г/см3, тонкослойную
структуру с относительно узкой заболонью и отличается высокой активностью выделения смолистых веществ. Поверхностную обработку
древесины осуществляли путем нанесения раствора или расплава гидрофобизатора с помощью кисти, а объемную – методом окунания образцов в раствор гидрофобизатора и дополнительно применяли метод
вакуумирования образцов (10–2 атм) с целью ускорения процесса диффузии жидкости в объем капиллярно-пористого тела. Обработку вакуумом проводили в течение нескольких часов до полного прекращения
выхода пузырьков газа из объема образца. Выбор гидрофобизаторов
для поверхностного покрытия обусловлен применением таких составов,
которые соответствовали по свойствам химическому составу древесины
и тем самым оказывали минимальное нарушение физико-химических
свойств природного дерева. В работе исследованы растворы ацетилцеллюлозы и канифоли, которые обладают достаточно высокими свойствами свето- и атмосферостойкости, и расплавы модифицированных
аморфного полиэтилена и атактического полипропилена. Последние
являются отходами нефтехимического производства и отличаются высокой адгезионной прочностью к поверхности древесины [4].
Экспериментальные результаты и их обсуждение
Модифицирование аморфного полиэтилена и атактического полипропилена проводили путем окисления расплавов полимеров ки147
Перспективные материалы в строительстве и технике (ПМСТ-2014)
слородом воздуха при температуре 180 °С в результате чего продукты термоокислительной деструкции приобретают повышенную полярность и, как следствие, более высокие значения адгезионной прочности. На рисунке, приведен ИК-спектр на примере модифицирования
аморфного полиэтилена.
ИК-спектры поглощения модифицированного аморфного полиэтилена
Из анализа кривых ИК-спектра модифицированного аморфного
полиэтилена следует, что окислительные процессы протекают достаточно интенсивно. Наибольшие изменения пиков поглощения по
сравнению с немодифицированными образцами наблюдаются в области 600–1300 см-1. Эта область спектра характеризует преимущественно смешанный вид химических компонентов среды. При этом
в окисленном аморфном полиэтилене обнаруживаются кетонные, альдегидные, сложноэфирные группы, которые находятся в сопряжении
с ненасыщенными связями.
Асимметричные валентные колебания (VasCH2) и симметричные
валентные колебания (VsCH2) проявляются соответственно вблизи 2926
и 2853 см–1. В метильной группе могут проявляться два деформацион148
Секция 1
ных колебания. Первое из них – это симметричное деформационное
колебание, при котором деформация связи C-H происходит в фазе образца. Второе асимметричное деформационное колебание, при котором
деформация связи C-H происходит вне фазы. Симметричное деформационное колебание (δsCH3) проявляется около 1375 см–1, а асимметричное (δasCH3) – около 1450 см–1. Также проявляется интенсивное поглощение в области 1200–1420 см–1, вызванное деформационными колебаниями O-H и валентными колебаниями C-H. Положение этих полос
меняется, но может быть определено по высокой интенсивности поглощения. Наличие полярной связи C-O вызывает появление интенсивной полосы поглощения в интервале 1000–1200 см–1, обусловленной
участием этой группы в скелетных колебаниях. Кроме того, в области
1250–1400 см–1 появляются интенсивные полосы поглощения, связанные с плоскими деформационными колебаниями OH–- группы [5].
Таким образом, при модифицировании продукта наблюдается
изменение количественного и качественного состава полярных групп
в среде окисленного аморфного полиэтилена, что должно приводить
к повышению адгезионной прочности к поверхности образцов и повышению стойкости к действию окружающей среды.
В табл. 1 приведены экспериментальные данные по кинетике
водопоглощения древесины кедра. Как следует из экспериментальных
данных, кинетика водопоглощения имеет ярко выраженный индукционный период, что, по нашему мнению, обусловлено структурными
особенностями древесины.
Таблица 1
Кинетика водопоглощения при поверхностной обработке
древесины кедра
Гидрофобизатор
Раствор ацетилцеллюлозы
Раствор канифоли
Модифицированный
атактический полипропилен
Доля поглощенной воды в зависимости от времени
5 мин 10 мин 15 мин 20 мин 30 мин 3600 мин
0,01
0,01
0,01
0,02
0,04
0,35
0,02
0,02
0,02
0,03
0,05
0,44
0,02
0,02
0,03
0,03
0,03
0,11
149
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Окончание табл. 1
Гидрофобизатор
Модифицированный
аморфный полиэтилен
Контрольный образец
Доля поглощенной воды в зависимости от времени
5 мин 10 мин 15 мин 20 мин 30 мин 3600 мин
0,03
0.05
0.05
0.05
0,06
0,21
0,63
0,75
0,75
0,75
0,88
1,52
Расчет и анализ кинетической кривых древесины показывает,
что процесс переноса влаги протекает по диффузионному механизму
и описывается уравнением:
C = a + b exp(–k1 t) + c exp(–k2 t),
(1)
где С – общее количество поглощенной влаги; k1, k2 – константы скоростей диффузии; а, b, c – постоянные коэффициенты; (b + c) – максимальное количество влаги, поглощенное образцом; а – (b + c) – первоначальное количество влаги в образце; t – время поглощения влаги.
Параметры кинетического уравнения для данных условий проведения
эксперимента приведены в табл. 2.
Таблица 2
Параметры кинетического уравнения древесины кедра
a
34
Значения кинетических параметров
b
c
k1
–12
–15
–0,03
k2
–0,05
Как видно из данных табл. 2 и кинетического уравнения (1)
процесс водопоглощения характеризуется двумя константами диффузии, что говорит о том, что процесс водопоглощения осуществляется
двумя способами. По нашему мнению, это связано с наличием различных по размерам капилляров и пор в исследуемых образцах и, соответственно, различной скоростью их заполнения водой.
Известно, что основным показателем эффективности гидрофобизатора является значение угла смачивания, который в свою очередь
зависит от структуры поверхности образцов. В табл. 3 приведены величины угла смачивания исследуемых гидрофобных материалов.
150
Секция 1
Таблица 3
Краевой угол смачивания водой гидрофобных материалов
в зависимости от времени контакта капли воды
с поверхностью образца
Гидрофобизатор
Раствор ацетилцеллюлозы
Раствор канифоли
Модифицированный
атактический полипропилен
Модифицированный
аморфный полиэтилен
Контрольный образец
Значение угла смачивания, град
0 мин 5 мин 10 мин 15 мин 20 мин 30 мин 60 мин
98
98
98
97
97
96
94
96
96
96
96
95
94
92
119
119
119
119
118
117
115
124
124
124
123
123
122
118
34
2
0
0
0
0
0
Следует отметить, что полученные результаты получены для шероховатой поверхности древесины. Известно [6], что эффективность
гидрофобизации, помимо химического состава, зависит от рельефа поверхности, способа нанесения покрытия, режимов гомогенного или гетерогенного смачивания, при котором жидкость контактирует со всей
поверхностью тела, либо частично. Для сравнения, исследуемые составы наносили на стеклянную подложку. Как показали экспериментальные данные, краевой угол смачивания увеличивался на 5–10 % по сравнению с шероховатой поверхностью древесины. Так как на древесине
осуществлялся гетерогенный тип смачивания, а на стекле гомогенный,
то наблюдаемые явления закономерны в соответствии с уравнением [6]:
cosƟ = f r cosƟ0 + f – 1,
(2)
где Ɵ и Ɵ0 – краевые углы смачивания гомогенных и гетерогенных
участков поверхности соответственно; f – доля смоченной площади
поверхности; r = S0/S – коэффициент шероховатости; S0, S – истинная
и кажущаяся площади поверхности соответственно.
Из уравнения (2) следует, что в присутствии неровностей поверхности твердого тела и уменьшения значений f и r, уменьшается
151
Перспективные материалы в строительстве и технике (ПМСТ-2014)
и значения краевого угла смачивания. Отсюда следует, что для достижения высокогидрофобного состояния необходимо создание специальной текстуры поверхности. В литературе предложены различные варианты создания таких текстур. Одним из эффективных методов, на наш
взгляд, является низкотемпературное скоростное плазменное травление
поверхности, что приводит к образованию нанодисперсного углерода,
обладающего высоким химическим сродством с органическим составом
древесины. В результате формируется не только рельеф поверхности,
но и обеспечиваются высокие эксплуатационные и декоративные свойства, снижается водопроницаемость, уничтожаются грибковые заболевания древесины, повышается стойкость к истиранию. Кроме того, скорость обработки поверхности составляет 1–2 с, что снижает энергозатраты и делает процесс создания защитного покрытия экономически
выгодным [7]. Аналогичные эффекты наблюдаются и при обработке
поверхности различных пород древесины лазерными и радиационными
воздействиями [8].
Что касается объемной пропитки древесины кедра, то, несмотря
на небольшое значение плотности древесины, показывающее развитость поровой структуры, объемная пропитка гидрофобизаторами при
обычных условия практически не наблюдается. Максимальное проникновение влаги составляет доли миллиметров. При использовании
методов вакуумирования глубина проникновения для исследуемых
гидрофобизаторов увеличивается до нескольких миллиметров. Это
можно объяснить тонкослойной структурой кедра, наличием гидрофобных функциональных групп в химическом составе, препятствующих диффузии молекул гидрофобизатора в объем твердого тела
и другими причинами. Эффективная пропитка древесины на большую
глубину нами наблюдалась при использования водного раствора глиоксаля. Однако гидрофобные свойства практически отсутствуют.
В дальнейших исследованиях предполагается использовать это вещество как «транспорт» для других молекул, обладающих водоотталкивающими свойствами. При этом может быть реализован вариант, когда внутренняя поверхность пор модифицирована группами одной
природы, а поверхность другой. Причем, этот эффект, по нашему
мнению, будет проявляется тем сильнее, чем меньше размер пор.
Можно предположить, что адсорбированный слой гидрофобизатора
152
Секция 1
будет образован иммобилизованными молекулами, которые лишены
возможности двигаться как целое и на практике будет реализовано их
случайное распределение в объеме капиллярно-пористого тела. При
этом молекулы гидрофобизатора могут равновероятно адсорбироваться на любом участке поверхности, а смачивание будет определяться
только природой концевых групп.
Выводы
1. На основе исследования гидрофобных свойств растворов ацетилцеллюлозы и канифоли, показано, что при тонкослойном покрытии
гидрофобизатором поверхности образца достигаются значения краевого угла смачивания в диапазоне (96–98)°. Учитывая химическую
совместимость предложенных составов с компонентами древесины,
они могут быть использованы при реставрации деревянных изделий,
особенно актуальных для Томска и Томской области.
2. Выявлено, что эффективными гидрофобизаторами являются
составы на основе модифицированных аморфного полиэтилена
и атактического полипропилена. Покрытие поверхности древесины
указанными составами позволяет снизить водопоглощение образцов
в несколько раз.
3. Показано, что обработка древесины водным раствором глиоксаля в вакуумной установке позволяет осуществить объемную пропитку образцов.
4. На основе исследования кинетики процессов водопоглощения
на древесине показано, что поглощение влаги древесиной осуществляется по диффузионному механизму и описывается общим уравнением: C = a + b exp(–k1 t) + c exp(–k2 t).
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Семенов, В.В. Гидрофобизация древесно-стружечных и древесно-волокнистых плит кремний-органическими мономерми и жидкостями / В.В. Семенов // Химия
растительного сырья. – 2009. – № 4. – С. 177–181.
2. Вершинина, Г.C. Применение кремний-органических соединений в строительстве / Г.C. Вершинина. –М., 1989. – 62 с.
3. Органосиликатные и кремнийорганические материалы в практике строительных, противокоррозионных, защитно-декоративных, ремонтных и реставрацион-
153
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ных работ: материалы научно-практической конференции / под ред. Кротикова. – Л.,
1991. – 76 с.
4. Технология гидрофобной защиты капиллярно-пористых строительных материалов и изделий / Н.Н. Дебелова, Н.П. Горленко, И.И. Подшивалов [и др.] // Вестник ТГАСУ. – 2009. – № 2. – С. 121–126.
5. Смит, А. Прикладная ИК-спектроскопия / А. Смит. – М. : Мир, 1982. – 306 с.
6. Бойнович, Л.Б. Гидрофобные материалы и покрытия: принципы создания,
свойства и применение / Л.Б. Бойнович, А.М. Емельяненко // Успехи химии. – 2008. –
Т. 77. – № 7. – С. 619–637.
7. Распределение температурных полей при плазменной обработке поверхности древесины / Г.Г. Волокитин, О.Г. Волокитин, В.В. Шеховцов [и др.] // Вестник
ТГАСУ. – 2013. – Т. 40. – № 3. – С. 214–220.
8. Саркисов, Ю.С. : автореф. дис. … докт. техн. наук. – Томск, 1997. – 43 с.
154
Секция 1
УДК 691.32
ВЛИЯНИЯ МНОГОФУНКЦИОНАЛЬНОЙ ДОБАВКИ
СМЕШАННЫХ ПЕСКОВ НА СВОЙСТВА
МЕЛКОЗЕРНИСТЫХ БЕТОНОВ
С.В. Коваль1, О.А. Попов1, К. Абид2
1
г. Одесса, Украина,
2
г. Бейрут, Ливан
E-mail: serg_kr_@mail.ru
Аннотация. Предложен вариант расчета и моделирования сухих
строительных смесей – строительных растворов с добавками различного направления. Выполнено моделирование процесса формирования рациональных составов на основе многофакторных экспериментов второго порядка на
трех уровнях. Это позволило установить рациональные рецептурно-технологические параметры мелкозернистых бетонов и строительных растворов. Показано положительное влияние суперпластификаторов.
Ключевые слова: сухие строительные смеси; регрессионный анализ;
пластифицирующие добавки; бетон; строительный раствор.
В последние годы строительная промышленность претерпела
изменения, обусловленные необходимостью сокращать сроки и стоимость работ, внедрять новые технологии и материалы для упрощения
и повышения производительности труда. Эти же тенденции определяли и развитие промышленности минеральных стройматериалов, которая с 1970-х годов начала последовательную разработку и выпуск модифицированных сухих смесей и растворов.
Целями технологий с применением сухих смесей являются:
1) высокий уровень качества и его стабильность;
2) легкая переработка продуктов при высокой производительности труда;
3) оптимизация затрат на транспортировку и использование
стройматериалов;
4) достижения свойств продукции, согласованных с методами
строительных работ и требованиям к готовым объектам.
Для реализации этих целей производители сухих смесей должны
рассматривать в тесной связи как способы усовершенствования техно155
Перспективные материалы в строительстве и технике (ПМСТ-2014)
логии, так и вопросы поставок сырья и технологического состояния
оборудования. Они проводят много мероприятий по обеспечению целенаправленного сбыта своей продукции [1]. Кроме того, с помощью этой
работы мы хотим всем интересующимся технологам, строителям
и коммерсантам дать информационный материал по характеристикам
и возможностям применения отделочных материалов на основе дисперсионных порошков Виннапас. Целесообразность использования сухих
смесей, как материала полной заводской готовности, подтверждена зарубежной и отечественной практикой строительства. Область применения сухих смесей обширна: выполнение бетонных, штукатурных, кладочных, плиточных работ, устройство покрытий полов, заделка стыков.
Кроме этого, предусматривается выпуск сухих смесей для малярных,
декоративных и облицовочных работ, причем для декоративных покрытий сухие смеси будут выпускаться с богатой палитрой цветов, в том
числе на пигментах фирмы Bayer и других фирм.
Сухие смеси, по сравнению с товарными, растворными и бетонными, имеют ряд преимуществ:
– выполнение минимума доводочных технологических операций
для перевода сухих смесей в рабочее состояние (затворение водой);
– экономия дорогостоящего цемента (на 10–15 %) за счет пластификации и водоудерживания приготовленных растворов;
– использование как при минусовых, так и при положительных
температурах, что особенно актуально для сибирского региона;
– снижение отходов растворов на 5–7 % в результате порционного приготовления;
– стабильность составов сухих смесей в результате точной дозировки компонентов и их эффективного смешения;
– повышение производительности труда строителей на 20–25 %,
благодаря улучшению пластических свойств приготовленных растворов;
– снижение транспортных расходов на 15 %;
– повышение качества строительных работ при одновременном
снижении трудоемкости строительных технологических процессов.
Модификация мелкозернистых бетонов химическими добавками
и регулирование фракционного состава заполнителя за счет смешивания природных и техногенных песков различного гранулометрического и минералогического составов являются основными факторами
156
Секция 1
управления показателями качества композитов. Влияние этих факторов на количественные оценки однородности структурных, технологических и эксплуатационных показателей качества композитов изучено значительно меньше чем на их средние уровни [2, 3].
а
б
в
г
д
е
Влияние доли кварцевого песка в смешанном песке Vкп/Vп и соотношения объёмов песка и цемента Vп/Vц на средние уровни (а, в, д) и коэффициенты
вариации (б, г, е) плотности (а, б), прочности при растяжении (в, г)
и водопоглащения (д, е) мелкозернистого бетона
На одном из этапов комплексных исследований модифицированных бетонов по D-оптимальному плану варьировалось четыре фактора: подвижность технологической смеси П = Х1 = 10 ± 4 (по погружению конуса, см), соотношение между объемами песка и цемента
157
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Vп/Vц = Х2 = 2 ± 1, количество добавки Д = Х3 = 0,4 ± 0,4 (суперпластификатор, содержащий олигоакриловые цепи, структурирующие
жидкую фазу; в % от массы цемента) и объемная доля кварцевого песка в его смеси с керамзитовым Vкп/Vп = 0,5 + 0,5. Экспериментальные
данные позволяли оценить не только средние уровни различных критериев качества, но количественные характеристики однородности
мелкозернистых бетонов. По эти данным построены адекватные модели, содержащие только значимые оценки коэффициентов. В частности, для средней прочности R при растяжении (МПа, при раскалывании) и для коэффициента вариации v {R} (%) получены модели
R = 2,02 – 0,45Х1 + 0,49Х1² + 0,19X1Х2 – 0,26X1Х3 – 0,94Х2 + 0,39Х22 –
– 0,20Х4 – 0,32Х42 + 0,29Х3Х4 ,
lnv{R} = 2,67 + 0,14Х1 +
0,46Х22
+ 0,19Х3 –
0,24Х42
(1)
– 0,14Х3Х4.
(2)
По моделям типа (1) и (2) решен комплекс технологических задач. Целесообразно отметить своеобразие влияния Vп/Vц и Vкп/Vп на
свойства мелкозернистого бетона. Как видно на рисунке смешивание
кварцевого и керамзитового песков приводит к снижению однородности (хотя для предела прочности на растяжения наблюдается положительный синергизм, обусловленный демпфирующей ролью зерен керамзита), в то время как обнаруживается соотношение между объемами песка и цемента, оптимальное для улучшения однородности
мелкозернистого бетона по большинству показателей качества.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Субботин, О.С. Материалы и архитектура малоэтажных зданий, эксплуатирующихся в особых природных условиях / О.С. Субботин, А.П. Пичугин, И.В. Белан. – Новосибирск : НГАУ-РАЕН, 2012. – 192 с.
2. Вознесенский, В.А. Численные методы решения строительно-технологических задач на ЭВМ / В.А. Вознесенский, Т.В. Ляшенко, Б.Л. Огаров. – Киев : Вища
школа, 1989. – 328 с.
3. Адлер, Ю.П. Планирование эксперимента при поиске оптимальных условий / Ю.П. Адлер, Е.В. Маркова, Ю.В. Грановский. – М. : Наука, 1976. – 276 с.
158
Секция 1
УДК 666.9.014/017
СТРУКТУРА ЦЕМЕНТНОГО КЛИНКЕРА
ПРИ ПЛАЗМОХИМИЧЕСКОМ СИНТЕЗЕ И ЕЕ ВЛИЯНИЕ
НА СВОЙСТВА ЦЕМЕНТА
Н.А. Сазонова1, Н.К. Скрипникова2, А.В. Луценко2, Л.Е. Новикова1
1
2
Ангарская государственная техническая академия, г. Ангарск, Россия,
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: n.a.sazonova@mail.ru
Аннотация. Целью исследования являлось установление степени влияния режимов охлаждения цементного клинкера, синтезируемого в условиях
низкотемпературной плазмы, на их структуру и физико-механические характеристики. Использовалась сырьевая смесь, состоящая из мрамора, песка, золы
теплоэлектростанции, пиритных огарков и характеризующаяся коэффициентом
насыщения (1,045); силикатным (2,35) и глиноземным (1,22) модулями. Установлено, что применение различных скоростей охлаждения плавленого цементного клинкера влечет за собой изменения, связанные с минералогическим
составом (увеличение содержания алита на 8,7–19,2 %), морфологией (варьирование отношения длины минералов алита к их ширине 6,7–17,5), плотностью
структуры (изменение расстояния между минералами от 1 до 7,5 мкм), размалываемостью, удельной поверхностью (2600–3650 см2/г) и, как следствие, активностью цемента (56,9–73,2 МПа). Разориентирование блоков минералов
алита между собой, значительное количество микротрещин, влияет на увеличение удельной поверхности цемента на 14,3–21,6 %, что приводит к повышению активности системы. Наряду с этим при быстром охлаждении образцов
происходит образование алита 54СаО·16SiO2·Al2O3·MgO, отдельные элементы
структуры которого более деформированы, относительно C3S, что положительно влияет на гидравлическую активность цемента.
Ключевые слова: низкотемпературная плазма; плавленый цементный
клинкер; структура; алит; цемент.
Введение
Кристаллы клинкерных минералов, образующиеся в процессе
неравновесной кристаллизации многокомпонентного расплава в условиях низкотемпературной плазмы, претерпевают значительные
159
Перспективные материалы в строительстве и технике (ПМСТ-2014)
изменения [1]. Существенное влияние на морфологию, модификацию клинкерных минералов оказывают технологические режимы,
главным из которых является режим охлаждения цементного клинкера [2–4], корректирование которого позволяет не только влиять на
форму, размеры новообразований, но их структуру, а главное свойства вяжущих, полученных на их основе. Представленная работа является отдельной частью серии экспериментов в исследовании цементного клинкера, синтезируемого в условиях высококонцентрированных тепловых потоков. Целью исследования являлось изучение
структурных изменений клинкерных минералов при воздействии высококонцентрированных тепловых потоков на сырьевую смесь при
корректировании режимов охлаждения и исследование их влияния
на активность синтезируемого вяжущего вещества.
Материалы, способы исследования
В исследовании применялись следующие сырьевые материалы:
мрамор, песок, зола теплоэлектростанции, пиритные огарки, с использованием которых была приготовлена сырьевая смесь. Модульные
характеристики шихты представлены коэффициентом насыщения
(КН), равным 1,045; силикатным модулем (n) – 2,35; глиноземным модулем (p) – 1,22 [5]. Химический состав смеси, мас. %: SiO2 – 12,98;
Al2O3 – 3,03; Fe2O3 – 2,49; CaO – 43,86; MgO – 3,2; п.п.п. – 0,25.
Исследование сырья и синтезируемого в условиях низкотемпературной плазмы (НТП) цементного клинкера осуществлялось с использованием химического метода анализа в соответствии с требованиями ГОСТ 5382–91 «Цементы и материалы цементного производства. Методы химического анализа». Отбор проб при этом производился
методом квартования. Подготовка материала заключалась в их высушивании до постоянной массы и измельчении до полного прохождения через сито № 0063. Рентгенофазовый анализ осуществлялся с использованием оборудования Shimadzu XRD-7000 X-ray Diffractometer.
Дифракционные максимумы исследовались в диапазоне 2θ, равном
3–80°, с помощью трубки с излучением Cukα, 40 кВ и 30 мА. Шаг
съемки составил 0,05; скорость – 1 град/мин. Анализ микроструктуры
производился на петрографе ПОЛАМ–Р312 с увеличением ×450
и сканирующем электронном микроскопе Phenom Pro – в диапазоне
160
Секция 1
×20–10000, разрешением до 17 нм. Исследовались полированные
шлифы плавленого цементного клинкера, протравленные в течение
2–3 с однопроцентным раствором азотной кислоты, и его сколы.
Термическая обработка сырьевой смеси производилась с использованием плазмохимического реактора [6], температура в котором достигала 3000 °С. Фракционный состав сырьевой смеси составлял менее 140 мкм. Технологические режимы термической обработки
образцов: время воздействия высококонцентрированных тепловых
потоков определялось полным плавлением смеси и составило 140 с;
сила тока 140–160 А; напряжение 180–200 В. Охлаждение цементного
клинкера при прочих равных условиях применялось различным: под
напором воздуха (образец № 1), на воздухе (образец № 2), в закрытой
печи (образец № 3). Впоследствии синтезируемый плавленый цементный клинкер подвергался помолу с использованием планетарной шаровой мельницы PQ-N2.
Физико-химический анализ цементного клинкера
В результате химического анализа синтезируемых цементных
клинкеров, установлено, что разница между расчетным и фактическим
содержанием минералов, вызванная неравновесным протеканием процесса кристаллизации, существенна. Происходит увеличение количества алита относительно расчетного содержания на 8,7–19,2 % (рисунок 1), в то время как C2S, C3A, C4AF уменьшается соответственно на
4,5–16,3 %; 2,0–3,2 %; до 1,7 %. Максимальное количество алита образуется в образце №1 и составляет 79,1 %.
Микроструктура плавленого цементного клинкера, наблюдаемая
c использованием электронного микроскопа и петрографа (рис. 2, 3),
значительно изменяется в зависимости от технологических режимов.
В образце № 1, резко охлажденном напором холодного воздуха после
140 с воздействия высококонцентрированных тепловых поток, присутствуют преимущественно кристаллы алита и в меньшей степени –
белита (рис. 2, а). Алит имеет неправильную геометрической форму –
пластинчатую, которая является характерной для клинкеров, содержащих большое количество минералов плавней, а также полученных
способом плавления. Новообразования алита расположены равномерно по шлифу блоками, которые разориентированы относительно друг
161
Перспективные материалы в строительстве и технике (ПМСТ-2014)
друга под углом 30°. Образец обладает очень плотной структурой:
расстояния между минералами в основном составляет 1–2 мкм. Видны
включения в кристаллах алита, количество которых говорит об интенсивности процесса плавления сырьевой смеси, при котором быстро
развивающиеся зародыши кристаллов «обходят» и включают в свой
состав мелкие частички инородных веществ. Наблюдаются огибаемые
алитом кристаллы белита, форма которых являются круглой и овальной. Содержание их незначительно.
Рис. 1. Расчетное и фактическое содержание клинкерных минералов в образцах № 1–3
а
б
Рис. 2. Структура плавленого цементного клинкера:
а – № 1, увеличение ×2500; б – № 3, увеличение ×2000
162
Секция 1
а
б
Рис. 3. Структура плавленого цементного клинкера (образец № 2), увеличение:
а – ×2850; б – ×11 000
Алит имеет размеры (1–13)×(8–150) мкм, белит – 1–7 мкм
(рис. 2, а). Отношение длины минералов алита к их ширине (l/d) составляет 17,5, что свидетельствует о достаточно высокой их гидравлической активности [7]. Присутствуют единичные трещины, проходящие как по кристаллам, так и по межфазовым границам, наличие
которых может быть связано с возникающими напряжениями растяжения при нагревании смеси и сжатия при значительном градиенте
температур в процессе охлаждения расплава. Данный эффект также
может свидетельствовать о происходящем переходе β-С2S в γ-С2S, т. к.
последняя модификация имеет более низкую плотность и увеличивается в объеме на 12 % при охлаждении [4]. Однако при рентгенофазовом анализе (рис. 4, а) образца № 1 дифракционные максимумы, характерные для данной модификации, отсутствуют, что подтверждает
наличие значительных напряжений, уменьшающих прочность плавленого цементного клинкера и увеличивающих их размолоспособность.
В результате рентгенофазового анализа цементного клинкера № 1 установлено, что образец представлен дифракционными максимумами
С3S, β-C2S, C3A, C4AF. Особенностью цементного клинкера, синтезируемого в условиях низкотемпературной плазмы, является наличие
алита, имеющего формулу 54СаО·16SiO2·Al2O3·MgO, образование
которого происходит при замещении двух ионов Si4+ на два иона Al3+
и внедрение Mg2+ в междоузлия решетки. Отдельные элементы струк163
Перспективные материалы в строительстве и технике (ПМСТ-2014)
туры данного соединения более деформированы относительно C3S,
что увеличивает их гидравлическую активность [8].
а
б
Рис. 4. Дифрактограммы плавленого цементного клинкера:
а – образец № 1; б – образец № 3
Отличием морфологии образца № 2 (рис. 3), охлажденного при
комнатной температуре, является менее плотная монадобластическая
структура, имеющая меньшее количество огибаемых кристаллов белита.
Структура более упорядоченная относительно образца № 1 и имеет
большее количество разориентированных алитовых блоков, угол между
которыми изменяется от 30 до 90°. Расстояние между минералами варьируется от 1 до 3 мкм. Размеры алита и белита в 1,5–2 раза меньше, чем
164
Секция 1
в образце № 1 и соответственно равны (2–10)×(10–100) мкм, 1–3 мкм.
Однако при этом происходит уменьшение отношения l/d, которое равно 14. Кристаллы C3S имеют неправильную геометрическую форму, являются пластинчатыми и овальными; C2S – плотными овальными. На
шлифе некоторые кристаллы алита дырчатые, что может свидетельствовать о медленном режиме охлаждения. Образец пронизан паутиной микротрещин, количество которых значительно превосходит образец № 1
и должен в большей степени снижать микротвердость образцов, что свидетельствует об увеличении внутренних напряжений при охлаждении
расплава. На рентгенограмме присутствуют аналогичные образцу № 1
клинкерные минералы. Происходит небольшое снижение дифракционных максимумов, принадлежащих С54S16AMg, что свидетельствует
о влиянии на синтез представленного соединения не только воздействия
высококонцентрированных тепловых потоков, но и режима охлаждения.
С увеличением времени охлаждения образцов происходит укрупнение кристаллов алита (образец № 3), имеющих размеры
(10–30)×(40–160) мкм, отношение l/d – 6,7 и неправильные геометрические формы: пластинчатую и многогранную дырчатую (рис. 2, б).
Увеличивается количество дополнительных включений на поверхности алита. Структура является менее плотной относительно предыдущих образцов: расстояние между минералами изменяется от 2 до
7,5 мкм. Трещины на минералах практические отсутствуют. В промежуточном веществе отчетливо видны выкристаллизовавшиеся минералы трехкальциевого алюмината и четырехкальциевого алюмоферрита. Рентгенофазовый анализ образцов № 3 (рис. 4, б) позволил установить, что произошел синтез основных клинкерных соединений.
Однако дифракционные максимумы С54S 16AMg сложно идентифицировать, т. к. в большинстве случаев они перекрываются линиями C3S,
количество которых преимущественно.
Строительно-технические свойства цемента
Дисперсность цемента является одним из ключевых свойств, которое оказывает влияние на скорость гидратации, кинетику изменения
пересыщения жидкой фазы и тепловыделение при образовании гидратных соединений [9]. На данном этапе представлял интерес проследить
изменения удельной поверхности исследуемых образцов при помоле
165
Перспективные материалы в строительстве и технике (ПМСТ-2014)
в зависимости от способа их охлаждения. С этой целью плавленый
клинкер был предварительно раздроблен в лабораторной щековой дробилке до фракции 4–10 мм. Равные навески клинкеров, синтезируемых
при различных режимах, подвергали размолу в планетарной лабораторной шаровой мельнице при идентичных технологических режимах.
Тонкость помола цемента оценивалась по остатку на сите № 008
и удельной поверхности, которые для образцов № 1, 2, 3 составили соответственно 4,5–5,1 % (3000–3150 см2/г); 3,2–3,6 % (3600–3650 см2/г);
8,4–9,2 % (2600–2750 см2/г). Таким образом, удельная поверхность цементных клинкеров № 2 превышает образец № 1 на 14,3–21,6 %; образец № 3 – 32,7–38,5 %. Полученные результаты свидетельствует о значительном снижении времени помола цементного клинкера, в структуре которого преобладают микротрещины, проходящие как по минералам, так и по промежуточному веществу. На размолоспособность
оказывают влияние не только наличие пор, микро-, макротрещин, но
и характер упаковки клинкерных минералов и их размеры. Уплотнение
структуры и увеличение размеров кристаллов способствует увеличению
времени помола цементного клинкера. Таким образом, естественное
охлаждение расплава на воздухе создает оптимальные условия образования значительных внутренних напряжений, вызывающих снижение
механической прочности цементного клинкера и образования равномерной, неплотной структуры.
Сроки схватывания цемента, зависящие от минералогического
состава, температуры окружающей среды, добавки гипса, тонкости помола и прочее, были определены в соответствии с ГОСТ 310.3–76. Особое влияние на данную характеристику оказывает содержание алюминатов кальция. Однако плавленые цементы за счет неравновесной кристаллизации минералов и наличия стеклофазы менее чувствительны
к содержанию алюминатной фазы и легко регулируются гипсом [7].
В связи с этим при помоле плавленого цементного клинкера вводилась
добавка гипса в количестве 5 %, что обеспечивало нормальные сроки
схватывания, которые варьировались в следующих пределах: начало –
1 ч 30 мин, конец – 5 ч 50 мин. Координальных отличий в исследуемых
образцах при идентичной удельной поверхности не наблюдалось.
Несмотря на использование сырьевой смеси с коэффициентом
насыщения больше 1 и наличием повышенного количества MgO це166
Секция 1
менты, полученные на основе плавленого цементного клинкера, выдерживают испытания на равномерность изменения объема при твердении при пропаривании и обработке в автоклаве при давлении
2,1 МПа. Обеспечение равномерности изменения объема при твердении исследуемых цементов возможно объяснить неравновесным процессом кристаллизации минералов в условиях НТП, при котором оксид магния или не выкристаллизовывается в виде периклаза, остается
в стеклофазе, или осуществляется дополнительное его внедрение
в кристаллическую решетку других компонентов [1, 10]. Свободный
оксид кальция в структуре образцов встречается крайне редко, не образовывает скоплений и имеет размеры менее 5 мкм, что не оказывает
негативного влияния на равномерность изменения объема при твердении полученного вяжущего вещества.
Водопотребность исследуемых цементов, полученных на основе
образцов № 1, 2, 3, стабильна и в основном зависит от их удельной
поверхности, с увеличением которой водопотребность возрастает. При
этом нормальная густота, характеризующая реологические свойства
цементной пасты и использующаяся для определения рационального
значения В/Ц, определялась в соответствии с требованиями ГОСТ
и составила 0,28–0,32.
Таким образом, применение различной скорости охлаждения
цементного клинкера влечет за собой цепочку изменений, связанную
как с минералогическим составом, морфологией, размалываемостью,
удельной поверхностью и, как следствие, активностью цемента. Однородность состава образца № 1, образование преимущественно минералов алита 54СаО·16SiO2·Al2O3·MgO с отношением l/d равным
17,5, плотность матричной системы цементного клинкера – положительно воздействуют на прочностные характеристики цемента. Так,
в 3-суточном возрасте они составляют 17,2–18,0 МПа, к 7 сут –
50,4–52,1 МПа; к 28 – 71,5–73,2 МПа. Таким образом, внедрение
в кристаллическую решетку алита посторонних ионов (Al3+ и Mg2+)
сопровождается нарушением его строения и повышения активности
взаимодействия с водой. Интерес представляет увеличение прочностных показателей образцов, полученных с использованием цементного
клинкера № 2, на 10–14 %. Микроструктура образца представлена
аналогично минералами алита, но с меньшим отношением l/d равным
167
Перспективные материалы в строительстве и технике (ПМСТ-2014)
14, что должно снижать активность цемента. Однако за счет большего
разориентирования блоков минералов между собой, большего количества микротрещин, влияющих на увеличение удельной поверхности
цемента на 14,3–21,6 %, активность данной системы повышается. Таким образом, представленные факторы являются ключевыми. В связи
с этим прочностные характеристики образцов № 3 значительно уступают предшественникам и в 3-суточном возрасте составляют
10,3–11,8 МПа; 7 сут – 39,9–40,5 МПа; 28 сут – 56,9–59,3 МПа.
Заключение
На основании полученных данных в результате физикохимических и физико-механических исследований можно отметить,
что синтезируемый в условиях низкотемпературной плазмы цементный клинкер обладает повышенным количеством минералов алита за
счет неравновесных процессов кристаллизации расплава, повышения
дефектности строения решетки трехкальциевого силиката, которые
положительно влияют на качество цемента. Установлено, что одними
из параметров оценки активности вяжущего вещества на основе плавленого цементного клинкера, могут являться не только морфология
минералов; отношение длины минералов алита к их ширине (l/d); уплотнение кристаллов в шлифе, но и наличие, характер возникающих
микротрещин в структуре, которые оказывают значительное влияние
на микротвердость образцов, время их помола и удельную поверхность. Воздушное охлаждение плавленого цементного клинкера приводит к образованию мелкоструктурирванной матричной модели,
сложенной преимущественно из минералов алита, в меньшей степени
белита. Несмотря на большее отношение l/d алита и менее плотной
структуры образца № 1, охлажденного под напором воздуха, активность цемента № 2, клинкер которого охлажден в естественных условиях, выше. Это связано с наличием паутины микротрещин в структуре, способствующих повышению удельной поверхности вяжущего
вещества (3600–3650 см2/г) и прочности (78,6–83,4 МПа).
Уменьшение скорости охлаждения цементного клинкера приводит
к значительному укрупнению и более четкому оформлению кристаллов
алита, что сопровождается заметным снижением активности системы –
56,9–59,3 МПа. При этом минерал, как химическое соединение, продол168
Секция 1
жает сохранять свое активное состояние, но в связи с тем, что его кристаллы приближаются к предельному уплотнению, к насыщению ранее
не нейтрализованных связей зарядом внедрившихся ионов, сказывается
отрицательно на активности его взаимодействия с водой.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Скрипникова, Н.К. Особенности наноструктурированной матричной модели
цементного клинкера при плазмохимическом синтезе / Н.К .Скрипникова, Н.А. Сазонова // Вестник ИрГТУ. – 2013. – № 8. – С. 33–37.
2. Clinker grindability and textures of alite and belite / I. Maki, S. Ito, T. Tanioka
[etc.] // Cement and concrete research. – 1993. – Vol. 23. – Р. 1078–1084.
3. Maki, I. Morphology and growth environment of alite in fused Portland cement
clinker / I. Maki, T. Tanioka // Proc. of the 16th Int. Conf. on Cement Microscopy.– 1994. –
Р. 113–124.
4. Hewlett, P. Lea’s chemistry of cement and concrete / P. Hewlett. – USA : Elsevier
Ltd., 2006. – 1035 р.
5. Волокитин, Г.Г. Оптимизация состава сырьевой смеси и технологического
режима плазмохимического синтеза цементного клинкера с использованием методов
математического планирования эксперимента / Г.Г. Волокитин, Н.К. Скрипникова,
Н.А. Сазонова // Вестник ТГАСУ. – 2011. – № 4. – С. 146–151.
6. Высокотемпературные способы производства цементного клинкера с использованием низкотемпературной плазмы и электродугового прогрева (Джоулев
нагрев) / Г.Г. Волокитин [и др.] // Вестник ТГАСУ. – 2008. – № 4 (21). – С. 106–112.
7. Тимашев, В.В. Синтез и гидратация вяжущих материалов. Избранные труды / В.В. Тимашев. – М. : Наука, 1986. – 424 c.
8. Yamaguchi, G. Influence of alkalis in clinker upon the hydration of tricalcium
solid solution in Portland cement / G. Yamaguchi, H. Uchikawa, Sh. Takagi // Yogyо Kyokai shi. – 1962. – Vol. 70. – P. 147–164.
9. Sarkar Shondeep, L. Effect of blaine fineness reversal on strength and hydration
of cement / L. Sarkar Shondeep // Cement and concrete research. – 1990. – Vol. 20. –
Р. 398–406.
10. Skripnikova, N.К. Synthesis of cement clinker using low-temperature plasma /
N.К. Skripnikova, N.А. Sazonova, G.G. Volokitin // European Science and Technology.
Materials of the V international research and practice conference. Munich, October
3rd–4th. – 2013. – Vol. I. – P. 476–480.
169
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.542
О НЕКОТОРЫХ ФИЗИКО-ХИМИЧЕСКИХ МЕТОДАХ
УПРАВЛЕНИЯ ПРОЧНОСТЬЮ ЦЕМЕНТНЫХ СИСТЕМ
Ю.С. Саркисов1, Т.С. Шепеленко1, Н.В. Акимова1, А.Н. Галкин1,
Д.А. Афанасьев2
1
Томский государственный архитектурно-строительный университет,
г. Томск, Россия,
2
ООО Научно-исследовательская организация «Сибур-Томскнефтехим»,
г. Томск, Россия,
E-mail: sarkisov@tsuab.ru
Аннотация. В работе развивается идея о направленной организации
деструктивных процессов путем коррозионного воздействия на цементную
систему. В качестве модельных коррозионных сред были использованы растворы соляной кислоты и ее солей с кислой реакцией среды, а также раствор
щавелевой кислоты (рН агрессивных сред изменялся в интервале от 1,1 до
4,0). Показано, что продукты коррозии, образующиеся в кислых коррозионных средах, обладают значительным структурообразующим потенциалом:
при введении этих продуктов в цементный раствор в качестве добавок в количестве 5 % мас. марочная прочность цементных камней возрастает от 23 до
42 %. Максимальную прочность имеет образец, полученный введением добавки, синтезированной на основе цемента, экспонированного в растворе
соляной кислоты с рН = 1,1.
Ключевые слова: цементная система; коррозионное воздействие; кислая среда; продукты коррозии; добавки; прочность цементного камня.
Направленное управление свойствами цементных систем (ЦС)
в процессе их развития возможно путем осуществления физических,
химических, энергетических, а также комбинированных воздействий.
Эффективным средством увеличения долговечности цементных
композиций является использование принципа «технического иммунитета» [1]. Принцип основан на использовании добавок, которые содержат ионы, одноименные с ионами агрессивной среды, имеющей
место при эксплуатации бетонных изделий. Добавки, химически взаи
Исследования выполнены при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
170
Секция 1
модействуя с клинкерными минералами (КМ), способствуют формированию структуры, более стойкой по отношению к конкретной агрессивной среде, т. е. приобретают «иммунитет».
Значительное развитие принцип «технического иммунитета»
получил в работах последователей школы В.И. Соломатова [2]. Так,
для защиты цементных бетонов (ЦБ) от химической и биологической
коррозии А.П. Федорцов c соавт. [3] предлагают модифицировать
процесс отвердевания ЦР и показывают, что недоотвердевшие цементные композиты, выдержанные до полного затвердевания в агрессивной среде, имеют повышенную сопротивляемость к этой среде
в процессе эксплуатации. Если ЦБ эксплуатируется в ограниченном
объеме слабых растворов сильных неорганических кислот, то защита
от коррозии может быть достигнута введением в состав агрессивного
раствора небольших количеств щавелевой, лимонной, борной, др. кислот, выполняющих функцию ингибиторов коррозии. Действие ингибиторов основано на образовании буферных систем, блокирующих
разрушающее воздействие минеральных кислот [2].
В настоящей работе развивается идея о направленной организации деструктивных процессов путем коррозионного воздействия на
цементную систему (ЦС). В публикациях [4, 5] показано, что продукты коррозии, образующиеся в системе «цемент–H2O–коррозионный
агрессор», обладают значительным структурообразующим потенциалом, и могут быть использованы, как добавки, упрочняющие цементный камень (ЦК). Нетривиальность представляемого авторами подхода состоит в том, что цемент модифицируется добавками на основе
этого же цемента, выдержанного в коррозионных условиях.
Так как наиболее разрушительными в отношении ЦК и бетона
являются кислые растворы, то в качестве модельных агрессивных сред
для синтеза добавок авторами были апробированы коррозионноактивные жидкости неорганического и органического происхождения:
растворы соляной кислоты HCl, ее солей с кислой реакцией среды –
хлориды железа и алюминия (FeCl3 и AlCl3) и щавелевой кислоты
H2C2O4. рН агрессивных растворов изменялся в интервале от 1,1 до 4,0
(табл. 1). Модифицированные ЦК были получены введением добавок,
экспонированных в указанных кислых средах, в цементное тесто,
в количестве 5 % мас. Водоцементное отношение 0,34.
171
Перспективные материалы в строительстве и технике (ПМСТ-2014)
КоррозионКоррозионная
рН
ный агент
система
1
HCl
2
FeCl3
3
AlCl3
4
H2C2O4
5
–
1,1 Цемент – HCl
Цемент –
FeCl3
Цемент –
4,0
AlCl3
Цемент –
1,4
H2C2O4
Цемент – Н2О
7,0 (контрольный
образец)⃰
2,6
ЦК с добавкой
№
Добавка
(продукт кислотной
коррозии)
В качестве исходного сырья для синтеза добавок и получения
цементных камней, модифицированных этими добавками, был использован цемент марки ПЦ400 Д20 топкинского цементного завода.
Характеристика кислых коррозионных сред и добавок, полученных при воздействии на цемент этих агрессивных химических реагентов, а также способы получения ЦК, модифицированных добавками,
представлены в табл. 1.
Таблица 1
Условия приготовления добавок и ЦК,
модифицированных введением этих добавок
ЦCl
МCl
ЦFe
МFe
ЦAl
МАl
ЦSh
МSh
ЦV
ЦК без
добавок
Способ модифицирования ЦК
(Цемент – H2O) +
+ добавка ЦCl
(Цемент – H2O) +
+ добавка ЦFe
(Цемент – H2O) +
+ добавка ЦАl
(Цемент – H2O) +
+ добавка ЦSh
Цемент – H2O
* Продолжительность экспозиции образцов цемента в коррозионных средах и контрольного образца в воде одинакова.
В табл. 2 приведены результаты определения прочности при
сжатии бездобавочного ЦК и камней, модифицированных добавками,
синтезированными выдерживанием цемента в кислых средах (далее
172
Секция 1
по тексту, для краткости, будем пользоваться термином «добавки»).
ЦК были выполнены в виде кубиков размером 2×2×2∙10–3 м и набирали прочность в воздушно-влажных условиях.
Таблица 2
Прочность при сжатии σ (МПа) и значения прироста прочности
Δσ (%) модифицированных камней относительно бездобавочного ЦК
№
1
2
3
4
5
ЦК
Бездобавочный ЦК
МCl
МFe
МАl
МSh
Сроки твердения, сутки
1
3
7
σ Δσ, % σ Δσ, % σ Δσ, %
4
–
31
–
37
–
15 275 41
32
51
38
5
25 40
29
43
16
5
25 41
32
44
19
10 150 38
23
42
14
28
σ Δσ, %
43
–
61
42
53
23
56
30
57
33
Из табл. 2 видно, что все модифицированные добавками образцы имеют значительно большую прочность по сравнению с бездобавочным ЦК. Максимальный прирост прочности во всем интервале
твердения имеет образец МC1, полученный введением цемента, обработанного НCl с рН = 1,1.
Известно, что кислоты быстро разрушают ЦК. Степень разрушения во многом определяется природой кислоты и уровнем рН водного
раствора. Основной причиной деградации ЦС в кислой среде является
щелочная природа КМ. Под действием кислот в ЦР развиваются реакции
нейтрализации, протекающие необратимо. После восстановления щелочности поровой жидкости цемента (рН ≈ 12) происходит выкристаллизовывание труднорастворимых соединений кальция [6–8]. РФА показывает, что под действием НCl на фоне аморфизации структуры (степень кристалличности снижается на 22 %) в ЦС наблюдается образование фаз:
СaCO3; СaMg(CO3)2, а также фазы Сa4Al2O6(CO3)0,67(SO3)0,33∙11H2O, которая может быть названа гидросульфикарбоалюминатом кальция
(ГСКАК). Это свидетельствует о том, что происходит карбонизация добавки ЦCl. Образование СаСО3 в коррозионной системе «цемент–НСl–
Н2О» подтверждается и зарегистрироваными в ИК-спектрах ЦCl полос
173
Перспективные материалы в строительстве и технике (ПМСТ-2014)
поглощения при 1400 и 880 см–1, значительно более интенсивных, чем
у контрольного образца ЦV (табл. 3). Подобная закономерность прослеживается и в области, связанной с ассиметричными колебаниями мостиковых связей Si–O–Si и с ассиметричными и симметричными колебаниями концевых связей Si–O (850–1100 см–1). Рефлексы кристаллических
фаз алита, белита и алюмината кальция в составе добавки ЦCl уменьшаются, а рефлексы, соответствующие алюмоферриту и CaSO4 – исчезают:
КМ и сульфат кальция являются «расходным материалом» для возникновения новых, не присущих исходной цементной системе образований.
Таблица 3
Расчет интенсивности некоторых полос поглощения,
обнаруженных при анализе добавок, к интенсивности поглощения
контрольного образца ЦV (Iдобавки/IЦV),
по данным ИК-спектроскопии
Область
№ поглощения,
см–1
1
3400
2
1625–1645
3
1417
4
872
Отнесение [А. Пащенко,
В. Горшков, Х. Тейлор]
Валентные колебания ОН-групп,
а также молекул Н2О
в кристаллогидратах
Характеристическая область
поглощения молекул Н2О
СаCO3
Валентные симметричные
колебания карбонатной группы
Iдобавки/IЦV
ЦCl ЦSh ЦFe ЦAl
3,4
0,8
1,1
1,7
5,0
4,2
1,0
1,0
1,4
0,3
1,1
1,9
1,5
0,4
1,1
1,8
ГСКАК при кристаллизации захватывает большое количество
жидкости: в каждую молекулу этого кристаллогидрата встраивается по
11 молекул Н2О. Хлорид кальция – продукт химического взаимодействия частиц цемента с НCl – катализирует гидратацию алита и белита
[9]. Гидросиликаты кальция (ГСК), обладающие в момент образования
высокоразвитой поверхностью, также связывают большое количество
жидкой фазы. Кристаллизацией ГСКАК и образованием ГСК объясняется появление в ИК-спектрах ЦCl очень интенсивных пиков, обуслов174
Секция 1
ленных деформационными и валентными колебаниями кристаллизационной воды в области 1600–3400 см–1 и отсутствие полос поглощения
портландита.
РФА добавки ЦSh, полученной экспонированием цемента в растворе щавелевой кислоты (рН = 1,4), обнаруживает многочисленные
рефлексы хорошо закристаллизованной фазы гидрата оксалата кальция СaC2O4∙2,5Н2О, самый интенсивный из которых при 2θ приблизительно соответствует 14,1º, и характерные полосы поглощения в областях 1320 и 790 см–1 [10]. Рефлексы С3S, β-С2S и CaSO4 уменьшаются, а C3A и С4AF – исчезают. Очевидно, что высокое значение
марочной прочности модифицированного камня МSh, (на 33 % выше,
чем у бездобавочного ЦК), обусловлен введением добавки, насыщенной микрокристаллами СaC2O4∙2,5Н2О. В процессе твердения цементного композита микрокристаллы растут, «вживаясь» в силикатный
гель и укрепляя его изнутри, выполняя функцию крентов.
Прирост прочности относительно бездобавочного ЦК на 23 и 30 %
(соответственно) показали камни МFe и МAl, модифицированные добавками ЦFe и ЦAl (добавки синтезированы экспозицией образцов цемента
в растворах FeCl3 и AlCl3). Механизм действия солей трехвалентных металлов, образованных слабым основанием и сильной кислотой, на ЦР
сложен и имеет ряд общих моментов и различий. Гидролиз этих солей
протекает в три стадии и сопровождается увеличением кислотности
вследствие образования полностью диссоциированной сильной соляной
кислоты: рН раствора FeCl3 равен 2,6, AlCl3 – 4,0. На последней ступени
гидролиза образуются труднорастворимые гидроксиды железа и алюминия, кольматирующие поры и уплотняющие ЦК.
Низкая величина произведения растворимости гидроксида железа обусловливает выпадение Fe(ОН)3 в осадок уже с момента первого контакта раствора FeCl3 с цементом; одновременно происходит ионообменная реакция между гидроксидом кальция и раствором соли,
протекающая с образованием СаCl2:
2FeCl3 + 3Са(ОН)2 = 2Fe(ОН)3↓ + 3СаCl2.
После восстановления обычного значения рН поровой жидкости
цемента становятся возможными реакции с участием и катиона, и аниона
солей: в щелочной среде Fe+3 и Al+3 переходят в состав соответствующих
175
Перспективные материалы в строительстве и технике (ПМСТ-2014)
им анионов [11]. И если в момент контакта с кислыми растворами FeCl3
и AlCl3 цемент испытывает превращения, описанные выше, вне зависимости от природы катиона, то при уменьшении концентрации ионов водорода проявляется разница в их поведении: Al(ОН)3 уже при достижении рН = 7,5 начинает растворяться, а при рН = 11 полностью переходит
в состав алюминат-иона, в то время как Fe(ОН)3 превращается в труднорастворимый гидроферрит кальция (ГФК):
3Са+2 + 2Fe+3 + 12ОН– → 3СаО∙Fe2О3∙6Н2О↓.
ГФК, выпадающий в осадок, имеет структуру геля и способен
кольматировать поры ЦК. Увеличению непроницаемости способствуют
и образование труднорастворимых двойных и тройных солей-гидратов
[11]. РФ-анализом добавки ЦAl в области малых углов зафиксированы
малоинтенсивные рефлексы фаз, согласно электронной базе данных
ICDD (РФА выполнялся на рентгеновском дифрактометре Шимадзу
XRP-700) отнесенные к фазе Са8Al12Fe2О12(CO3)∙(ОН)2∙22H2O. А в ИКспектрах добавки ЦFe наблюдается появление узких интенсивных полос поглощения в области 620–900 см–1 (628; 645; 672; 712 и 851 см–1),
которые определяют колебание связи Н–ОFe+3 [12].
Из табл. 3 видно, что процесс синтеза добавок ЦCl, и особенно
ЦAl, инициирует карбонизацию Са(ОН)2, CaSO4 и гидратных новообразований С3А и С4AF. При введении добавок в цементное тесто микрокристаллы карбонизованных фаз с ранних сроков твердения активно
участвуют в структурообразовании ЦК наряду с ГСК. Известно, что
ГСК и СаCO3 имеют сходные типы ячеек, что предопределяет возможность их срастания [6]. По мнению В.К. Козловой [8], участие карбонатсодержащих фаз в структурообразовании цементного композита – позитивный процесс, благоприятствующий уменьшению усадочных деформаций и трещиностойкости ЦК и бетона и значительному усилению
стойкости к карбонатной коррозии в условиях эксплуатации.
При экспозиции цемента в растворе FeCl3 (добавка ЦFe) процесс
карбонизации протекает практически на уровне контрольного образца
ЦV, приготовленного выдерживанием цемента в Н2О.
Синтез добавки ЦSh (цемент, обработанный щавелевой кислотой)
приводит к уменьшению карбонизации структуры на 60–70 % относительно контрольного ЦV (табл. 3): торможению карбонизации препятствует высокая скорость связывания ионов Са+2 оксалат-ионами.
176
Секция 1
Несмотря на различия в степени закарбонизованности добавок,
все они являются ускорителями твердения и ощутимо увеличивают
прочность ЦР. В монографии [8] приводятся два разных представления о механизме действия добавок-ускорителей. В рамках одного из
механизмов роль добавок трактуют, исходя из их взаимодействия
с продуктами гидратации С3А с образованием труднорастворимых
солей кальция, в том числе соединений типа карбоалюминатов, выкристаллизовывание которых обеспечивает быстрое схватывание
и упрочнение ЦК. Имеет признание и другой механизм, в соответствии с которым основной эффект влияния добавок объясняется интенсификацией гидратации силикатных фаз цемента, а связывание алюминийсодержащих фаз в комплексные соединения имеет второстепенное значение.
Исходя из имеющихся экспериментальных данных, можно
предположить, что добавки ЦAl, ЦCl и ЦSh ускоряют схватывание
и усиливают процессы структурообразования ЦС и благодаря их каталитическому действию на гидратацию алита и белита, (это частично
подтверждается увеличением интенсивности полос поглощения в областях 3400 и 1600 см–1, табл. 3), и благодаря армированию ЦК за счет
образования труднорастворимых солей. Ранжировать вклад каждой из
этих составляющих, а также объяснить механизм действия добавки
ЦFe на данном этапе исследования не представляется возможным.
Важно отметить, что добавки, синтезированные экспозицией
цемента в агрессивных кислых средах, по химической сущности являются продуктами коррозии цемента. Однако, условия синтеза добавок таковы, что в процессе их взаимодействия с коррозионным агентом происходит быстрая нейтрализация среды и восстановление привычной для цемента щелочности жидкой фазы. Поэтому введение
добавок в систему «цемент–вода» не вносит по отношению к ней антагонизма и выполняет позитивную, структурообразующую функцию,
способствует быстрому схватыванию и надежному упрочнению ЦС.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Чистяков, В.В. Исследование направленного влияния комплексных химических добавок на свойства бетона : автореф. дис. … канд. техн. наук. – Киев,
1978. – 24 с.
177
Перспективные материалы в строительстве и технике (ПМСТ-2014)
2. Федорцов, А.П. Позитивная коррозия или коррозия по В.И. Соломатову
и физико-химическое сопротивление бетонов / А.П. Федорцов // Успехи строит. материаловедения: материалы юбилейной конференции. – М., 2001. – С. 214–218.
3. Федорцов, А.П. Повышение физико-химического сопротивления цементных
композитов путем применения при их отверждении агрессивных сред / А.П. Федорцов, В.Т. Ерофеев // Вестн. ВРО РААСН. – 2002. – Вып. 5. – С.98–101.
4. Цементные системы, модифицированные продуктами коррозии цементного
камня / Ю.С. Саркисов [и др.] // Материалы 1-й Всероссийской науч. конф. молодых
ученых с международ. участием «ПМТС–2013». – Томск : Изд-во Том. гос. архит.строит. ун-та, 2013. – C. 342–345.
5. Саркисов, Ю.С. Регулирование прочности цементных систем продуктами
коррозии цементного камня / Ю.С. Саркисов, Т.С. Шепеленко // Материалы 19-й международ, науч.-практ. конференции «СИБРЕСУРС–19–2013». – Новокузнецк : ВСпектр, 2013. – C. 69–73.
6. Теория цемента / под ред. А.А. Пащенко. – Киев : Будiвельник, 1991. – 196 с.
7. Бердов, Г.И. Повышение прочности цементных материалов путем введения
добавок-электролитов / Г.И. Бердов, Л.В. Ильина, М.А. Раков // СтройПРОФИ. –
2013. – № 12. – С. 1–10.
8. Состав алюминатно-алюмоферритных фаз и их продукты гидратации в различных цементах и смешанных вяжущих. Ч. II. Продукты гидратации алюминатных
фаз различных цементов и их участие в процессах коррозии бетонов / В.К. Козлова,
Ю.В. Карпова, А.В. Вольф [и др.]. – Барнаул : Изд-во АлтГТУ, 2009. – 186 с.
9. Савченкова, Т.В. Керамзитозолобетон для животноводческих помещений :
автореф. дис. … канд. техн. наук. – Киев, 1984. – 20 с.
10. Смольчик, Х.Г. Химические реакции между насыщенными растворами
хлоридов и бетона / Х. Г. Смольчик // 5-й международ. конгресс по химии цемента. –
М. : Стройиздат, 1973. – 310 с.
11. Ратинов, В.Б. Добавки в бетон / Б.В. Ратинов, Т.И. Розенберг. – М. : Стройиздат, 1989. – 188 с.
12. Горшков, В.С. Методы физико-химического анализа вяжущих веществ /
В.С. Горшков, В.В. Тимашев, В.Г. Савельев. – М. : Высшая школа, 1981. – 335 с.
178
Секция 1
УДК 665.944.4
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ
НА ОСНОВЕ МИНЕРАЛЬНЫХ НАПОЛНИТЕЛЕЙ
И ОРГАНИЧЕСКИХ СВЯЗУЮЩИХ
Ю.С. Саркисов, О.А. Зубкова, Н.С. Елугачёва, Ю.В. Мелентьева
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: sarkisov@tsuab.ru
Аннотация. В работе рассматриваются наиболее общие технологические физические и химические принципы создания новых композиционных
материалов на основе минеральных заполнителей и органических связующих.
Показано, что в системе «щебень-эпоксидная смола», «щебень-сополимер винилацетат» формируются структуры твердения характеризующиеся высокими
экспериментальными показателями: водопоглощение за 24 ч 0,08 %; прочность
Мн/м2 (кг/см2), при растяжении 90, при сжатии 160, при изгибе 35 МПа, модуль
упругости (при кратковременном действии напряжения). Экспериментально
установлена перспективность применения глиоксаля в растворенном состоянии в качестве модифицирующего агента органического связующего.
Ключевые слова: эпоксидная смола; глиоксаль; щебень; песок; сополимер винилацетат; прочность.
Современные тенденции развития строительного материаловедения связаны с переходом к созданию многокомпонентных, многослойных, многоуровневых композиционных материалов с заданным
набором свойств, их структурной и функциональной организацией,
обеспечивающих их поведение, адаптированное к переменным факторам окружающей среды на протяжении всего срока эксплуатации. При
этом одним из приоритетов является, как минимум, сохранность или,
как максимум, повышение качества среды обитания.
Одной из актуальных задач строительного материаловедения
является создание природносбалансированных, биосферносовместимых материалов полифункционального назначения. Такие материалы
Исследования выполнены при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
179
Перспективные материалы в строительстве и технике (ПМСТ-2014)
должны удовлетворять критериям: технологической доступности
и эффективности; энерго-, ресурсосбережения; экономической целесообразности и экологической безопасности.
Достижение этих целей, на наш взгляд, возможно на пути следования принципам бионики [1] и геоники [2,3]. В полной мере к таким материалам можно отнести композиции нового поколения, отличительной особенностью производства которых, является учет физико-химических возможностей каждого компонента строительной
смеси, предыстория подготовки их взаимодействия друг с другом,
осознанный выбор методов их активации и модифицирования механическими, физическими, химическими, биологическими и комбинированными внешними воздействиями [4].
Известно, что наиболее затратными переделами в технологической цепочке получения строительных материалов является обжиг
сырьевых компонентов; использование в качестве вяжущего различных видов цементов, производство которых является одним из наиболее энергоемких, а также использование в довольно больших количествах воды в качестве жидкости затворения. Идея рационального использования воды в строительных технологиях исходит к древности
к технологиям каменного литья [5]. Горную породу неправильной
формы переводят в расплав и получают материалы с заданными свойствами, формой и размерами. Однако перевод тел в расплавленное
состояние требует больших затрат энергии. Несмотря на то, что в настоящее время существуют довольно эффективные плазмохимические
методы получения расплавов и сравнительные затраты на единицу
продукции являются небольшими, большого распространения эти методы каменного литья пока не получили.
По этой же причине во всем мире не прекращаются попытки
создания бесцементных композиций, в том числе безклинкерных вяжущих веществ.
В тоже время известны многочисленные работы как в нашей
стране, так и зарубежом, касающиеся различных способов получения
строительных и композиционных материалов на полимерной основе.
Так широкое распространение получили различные смолы и клеи на
основе эпоксидных, полиэфирных, карбамидных, меламиновых,
и других органических вяжущих и их производных. Создание мате180
Секция 1
риалов на их основе не требует использование воды, цемента и дополнительного подвода энергии. При этом они полностью отвечают требованиям действующих ГОСТов и СНИПов.
В настоящей работе в качестве органических связующих применялись эпоксидная смола, сополимеры винилацетата и их производные. Выбор этих связующих основывался на высокой их адгезии
к минеральным наполнителям. Выбор природы наполнителей основывался на возможности придания повышенных прочностных и других
эксплуатационных характеристик композиционным материалам.
Известно, что эпоксидными называются соединения, содержащие в своей структуре оксирановую группу:
H
H
C
0,15 нм
C
5
4
O 0,1
нм
H
H
H2C
CH2
O
Эпоксидная группировка полярна и имеет дипольный момент
1,88D. причинами этого являются полярность связей С-О и небольшой
угол С-О-С, тогда как в обычных простых эфирах угол С-О-С равен
109–112° и 1,2–1,3D.
Химическое превращение эпоксидов определяются тем, что
в молекуле имеются полярные связи С-О и атом кислорода с неподеленными парами электронов. Связь С-О в эпоксидах разрывается легко, особенно в условиях кислотного катализа.
Применение эпоксидных соединений в различных отраслях
производства предъявляет повышенные требования к их эксплуатационным характеристикам, таким как: устойчивость к воздействиям высоких температур, искры, пламени, высоких концентраций кислорода,
агрессивных сред и других экстремальных факторов. В связи с этим,
в настоящий момент разработаны перспективные эпоксидные соединения, дающие при отверждении материалы с высокими термо-, теплостойкостью, механическими, диэлектрическими свойствами. Эпоксидная смола приобретает ценные свойства только после смешивания
с отвердителем, в результате происходит реакция полимеризации
и образуется эпоксидный полимер [6].
181
Перспективные материалы в строительстве и технике (ПМСТ-2014)
В настоящее время значительный практический интерес представляют продукты конденсации фенола с глиоксалем – одной из разновидностей эпоксидных смол:
H2C CH CH2
O
O
O CH2 CH CH2
O
HC CH
H2C CH CH2
O
O
O CH2 CH CH2
O
Введение в состав полимерных материалов глиоксаля (простейшего диальдегида) позволяет придать материалам влагостойкость, повысить адгезию за счёт образования защитных плёнок на поверхности
модифицируемых им твёрдых фаз.
Предварительные эксперименты показали, что наиболее высокие прочностные показатели зафиксированные у образцов содержащих 60–80 мас. % наполнителя и 20–40 % связующего. При этом
прочность системы «щебень-эпоксидная смола» (45–65МПа) оказалась значительно выше системы «щебень-сополимер винилацетата»
(15–30 МПа). Соответственно морозо- и водостойкость, коррозионная
стойкость и атмосферная устойчивость образцов отвечали требованиям стандартов. В ходе этих экспериментов было обнаружено, что при
воздействии избыточного кислорода наблюдается значительное упрочнение структуры материала. С этой целью были поставлены специальные эксперименты по влиянию окислительной среды на свойства синтезируемых композиций [7].
Исходя из идеи о минимальной межзерновой пустотности [8]
строительной смеси и заполнителей, фрактальные размерности частиц
твердых компонентов и формирования так называемых структур вложения [9], в работе предложена следующая технология строительных
композиций на основе исследуемых систем (рисунок).
Особенностью предложенной технологической схемы, является
обязательное наличие подготовительного отделения крупного и мелкого заполнителя, где осуществляется разделение материалов по
фракционному составу как минимум по двум диапазонам размера частиц 0–5 и 5–10 мм. При этом фракция 0,5 содержит в своем составе до
10 % частиц нано-, мезо-, и макродисперсности.
182
Секция 1
Сырьевой склад
мелкого наполнителя
Сырьевой склад
крупного наполнителя
Суточный склад
мелкого наполнителя 0,5–2,5
Суточный склад
крупного наполнителя 0–5
Дозатор мелкого
наполнителя 0–0,5
Дозатор мелкого
наполнителя 0,5–2,5
Дозатор крупного
наполнителя 0–5
Сырьевой склад
химических добавок
Подготовительное отделение связующего и
химических добавок
Подготовительное отделение крупного и
мелкого наполнителя
Суточный склад
мелкого наполнителя 0–0,5
Сырьевой склад
связующего
Суточный склад
крупного наполнителя 5–10
Дозатор крупного
наполнителя 5–10
Дозатор связующего
Дозатор химических
добавок
Физический
активатор
Химический
активатор
Гомогенизатор
Общий смеситель
Готовая строительная смесь
Технологическая схема приготовления строительной смеси
Концентрация (в долях) указанных фракций в строительной
смеси строго соответствует соотношению их дисперсностей (D) или
величин удельных поверхностей (Sуд):
Dмф S уд.мф
n
,
Dкф S уд.кф
где n – концентрация; мф – мелкая фракция; кф – крупная фракция.
Каждая фракция раздельно перемешивалась с органическим
связующим, а затем обе смеси поступали в гомогенизатор, откуда после достижения однородной массы подавались в смеситель принудительного действия для подготовки смеси к формованию из нее изделий. При необходимости в технологической схеме предусмотрены физические и химические активаторы, в которых происходит модифицирование рассмотренных систем либо химическими добавками, либо
физическим воздействием различной природы, либо комбинированными способами. После обработки смеси в активаторах последняя поступала в гомогенизатор согласно приведенной схеме.
Например, в ряде случаев исследуемые материалы модифицировали жидким глиоксалем разбавленном в изопропиловом спирте с добавкой микрокремнезема.
183
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Ниже приведены некоторые свойства модифицированных глиоксалем и наполненных микрокремнезёмом образцов: плотность при
20 °С 1,2 г/см3; температурный коэффициент линейного расширения,
52 °С–1 (10–6), водопоглощение за 24 ч 0,08 %; прочность Мн/м2 (кг/см2),
при растяжении 90, при сжатии 160, при изгибе 35 МПа, модуль упругости (при кратковременном действии напряжения); ударная вязкость
модифицированных композиций 14,2 кДж/м2; диэлектрическая проницаемость при 20 °С и 1 Мгц – 3,8; содержание модификатора 5 %, значение трещиностойкости 1,29 кДж/м2 [10].
Выявленные особенности технологий рассматриваются нами
как фундамент для создания перспективных материалов различного
технического назначения, включая строительные материалы и изделия
повышенного уровня качества.
Неизбежность технического перевооружения, более осмысленное отношение к каждому компоненту строительной смеси, к каждому
технологическому переделу производства строительных материалов
нового поколения несомненно потребует и подготовки инженерных
кадров нового поколения, способных разумно применять технологические приемы на нано-, микро-, мезо- и макроуровнях.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Захаров, В.Б. Биология: общие закономерности / В.Б. Захаров, С.Г. Мамонтов, В.И. Сивоглазов. – М. : Школа-Пресс, 1996. – 614 с.
2. Использование закономерностей геохимических процессов в технологиях
искусственных материалов / Ю.С. Саркисов, В.И. Верещагин, А.П. Смирнов [и др.] //
Техника и технология силикатов. – 2009. – № 2. – С. 28–31.
3. Синергетические принципы создания строительных и композиционных материалов полифункционального назначения / В.И. Верещагин, Л.П. Рихванов,
Ю.С. Саркисов [и др.] // Известия Томского политехнического университета. – 2009. –
Т. 315. – № 3. – С. 12–15.
4. Саркисов, Ю.С. Управление процессами структурообразования дисперсных
систем / Ю.С. Саркисов // Известия вузов. Строительство. – 1993. – № 2. – С. 106–109.
5. Саркисов. Ю.С. Рациональное использование воды в строительных технологиях / Ю.С. Саркисов // техника и технология силикатов. – 2008. – № 2 – С. 27–29.
6. Кудяков, А.И. Проектирование и использование заполнителей с оптимальной межзерновой пустотностью в бетоне. / А.И. Кудяков, А.Г. Смирнов, Г.Г. Петров //
известия вузов. – 1987. – № 7. – С. 135–138.
7. Хархрдин А.Н. Фрактальная размерность дисперсных систем / А.Н. Хархрдин // Изв. вузов. Строительство. – 2008. – № 8. – С. 102–107.
184
Секция 1
УДК 502.5:69
ГЕОЭКОЛОГИЧЕСКИЕ АСПЕКТЫ
КОМПЛЕКСНОЙ ЗАСТРОЙКИ ЛЕВОБЕРЕЖЬЯ Г. ТОМСКА
С.В. Серяков, Р.Э. Серякова, А.В. Баранова, А.А. Поцелуев
Научно исследовательский Томский политехнический университет,
Институт природных ресурсов, г. Томск, Россия
E-mail: svs_tpu@mail.ru
Аннотация. Рассмотрены уникальные геоэкологические и геологические особенности левого берега р. Томи в границах г. Томска. Разработаны
методологические подходы проведения землеустройства в регионах с высокой степенью интенсивности взаимодействия природных и техногенных
комплексов. С точки зрения экологизированного землеустройства, сделан
вывод о наиболее рациональном виде использования указанной территории.
Доказана необходимость применения системного подхода и оценочных методов для решения задач градостроительства и землеустройства.
Ключевые слова: экологизация; природно-территориальный комплекс;
ландшафт; урболандшафт; проект планировки территории; землеустройство.
Введение. В настоящее время российское научное сообщество
переживает переходное состояния изменения парадигмы восприятия
окружающей природной среды. На смену «техноцентричному» знанию ХХ столетия, приходит эпоха исследований, основанных на системном подходе, в центре которых цель сохранения благоприятной
среды обитания на максимально долговременную перспективу. Данные изменения являются положительным результатом мирового процесса экологизации, давно вышедшего за рамки естественных наук
и охватившим все аспекты жизни общества от планировки территории
города до школьного образования.
Одним из проявлений процесса экологизации на региональном
уровне является формирование программ общего охранения и преумножения качества окружающей среды. Главным постулатом здесь выступает аксиоматичная необходимость защиты природно-территориальных комплексов (далее ПТК) и слагающих их уникальных ландшафтов в условиях прогрессирующего нарастания технико-экономических потребностей государства.
185
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Всю свою более чем 400-летнюю историю г. Томск постоянно
расширяет свои границы, особенно ярко это выражается в последнее
десятилетие. В настоящее время уже можно констатировать наличие
Томской агломерации, которая нуждается в единой системной концепции развития, обеспечивающей наиболее эффективное использование ПТК и находящихся в их пределах урболандшафтов [7].
Использование уникальных ПТК в качестве площадок для городского строительства вызывает необходимость комплексного учета
функциональных характеристик используемых земель. Комплексность
изучения урбанизированных территорий подразумевает всестороннее
рассмотрение взаимно обусловленного процесса влияния городских
агломераций на геоэкологические особенности локальных геосистем.
Нерациональное распределение земельных ресурсов как результат процесса урбанизации – проблема, которую можно решить с помощью грамотной землеустроительной и градостроительной политики
на отдельных локальных местностях. С учетом мировой концепции
перехода к устойчивому развитию, важной задачей является сохранение ненарушенных или слабонарушенных природных ландшафтов,
ценность которых в долгосрочной перспективе будет возрастать.
В свете развития института рационального землеустройства,
важность которого неоспорима, подходы, обеспечивающие максимальную оптимизацию расходования ресурсов [4], становятся основополагающими. Многогранность вопросов развития городов вызывает
необходимость в использовании системного подхода в принятии проектных решений и в их научном обосновании, преимущественно геоэкологическими методами.
Основные сведения. В градостроительной практике многих
развитых стран накоплен достаточный опыт сохранения естественных
ландшафтов в условиях техногенеза. В России данная тематика широко обсуждаема, но при этом не достаточно обеспечена законодательной и практической базой. Естественные, ненарушенные ландшафты
России являются экологическим буфером.
Локальные урбанизированные территории, такие как муниципальные и административно-территориальные образования, являясь
основной средой обитания человека, особо нуждаются в пристальном
внимании.
186
Секция 1
В составе земельного фонда г. Томска практически ежегодно
происходят значительные изменения, ввиду расширения границ посредством присоединения ближайших сельских населенных пунктов.
Таким образом, в освоенном и практически полностью застроенном
городе появляются площади, соответствующие экологическим требованиям природно-рекреационного каркаса территории.
В настоящее время наиболее приоритетным направлением развития комплексной застройки г. Томска является территория Кировского
района и, в частности, левый берег р. Томи, по аналогии с г. Новосибирском, стоящем на двух берегах р. Оби и др. крупными городами.
Необходимо отметить, что документ, регулирующий и регламентирующий функциональное назначение данной территории (проект планировки и межевания) не утвержден, следовательно, перспективное её
использование однозначно не определено. От того, какие инженернопланировочные решения будут приняты в целях освоения вновь присоединенных земель будет зависеть облик г. Томска и его благополучие
на долговременную перспективу.
Давно освоенная правобережная часть района активно перепрофилируется и модернизируется. Её архитектурный облик из типового
городского района 80-х гг. с сочетанием объектов различных целевых
назначений постепенно приобретает архитектурно-эстетичный и инфраструктурный вид, удовлетворяющие требованиям современности.
Объектами изучения нашей статьи являются природные объекты, пространственно и функционально связанные с объектами инженерной инфраструктуры, расположенные на территории Обь-Томского междуречья в окрестностях г. Томска.
Целью работы является разработка методологических подходов
рационального освоения урбанизированных территорий в условиях
развития процессов подтопления Левобережья г. Томска.
Территория Левобережья Кировского района г. Томска, занимает водораздельную равнину между реками Обь и Томь. Она относится
к складчатому обрамлению Западно-Сибирской плиты, но в то же
время носит признаки типичной платформенной области, складчатый
фундамент которой, залегает не глубоко (до 1,0 км). Платформенный
чехол выполнен рыхлыми отложениями мезозойско-кайнозойского
возраста, сложен глинами, песками, суглинками. Располагаясь в доли187
Перспективные материалы в строительстве и технике (ПМСТ-2014)
не р. Томи, приурочена к левобережной пойме, часто затапливаемой
в период весеннего половодья и первой надпойменной террасе. Практически все пойменные озёра расположенные на левобережье весьма
сходны по морфологическим признакам. Их образование как правило
обусловлено паводковыми явлениями на реке, на момент затопления
поймы. В основном данную территорию слагают суглинки от твердой
до текучей консистенции, мощность которых колеблется от 1,5–6,5 м.
Так же встречены супеси от твердой до текучей консистенции, мощностью 5,5 м. Данная область хорошо дренируема значительной сетью
малых рек и озёр.
Сочетание факторов почвообразования определяет господство
на междуречье серых лесных и подзолистых почв. Почвообразующие
породы имеют различный генезис: озерный, озерно-аллювиальный,
аллювиальный, местами эоловый.
В ходе историко-экологических исследований, томскими гидрогеологами выявлена уникальная достопримечательность территории
Левобережья, состоящая в расположении в её пределах множества
родников с питьевой водой. Пликативная тектоника и пологое налегающее залегание гидрогеологических комплексов и горизонтов надплатформенной части города обусловили преимущественно латеральное перемещение подземных вод и родниковое проявление в долинах
рек лишь четвертичных комплексов. Но, отсутствие складчатости или
террасовых аллювиальных горизонтов играющих роль посредников
(защитных буферных экранов) в местах разгрузки локализованных
подземных потоков на Левобережье предопределила высокую степень
инфильтрации поверхностных вод в глубокие почвенные горизонты.
Так же указанная территория является водосборной, следовательно,
вмещает комплекс водозаборных скважин первой очереди, которые
поднимают артезианскую воду из палеогенового водоносного комплекса, для хозяйственно-питьевых нужд города и его окрестностей.
Однако деятельность Томского водозабора подземных вод предопределила высокую степень трансформации ландшафтов.
Размещение техногенных объектов в структуре природных комплексов без учёта геоэкологических, социальных, экономических
и других рисков не отвечает требованиям современных стратегий устойчивого развития регионов, поэтому в экологизированном освоении
188
Секция 1
территории Левобережья не возникает сомнений. В структуру геоэкологических особенностей строения исследуемой территории включены многочисленные естественные выходы подземных вод вдоль надпойменной террасы, в виде родников, которые можно идентифицировать в дорожных насыпях, находящихся близ старичных озёр. На
исследуемой территории наибольшее скопление родников наблюдается вблизи села Тимирязево и поселка Эушта слагая таким образом,
левобережную родниковую мегазону (рис. 1) [6, 11].
Рис. 1. Принципиальная схема ландшафтно-родниковых макрозон г. Томска
(А.Д. Назаров, Е.Г. Вертман, 2004):
12 – левобережная ландшафтно-родниковая мегазона: 12.1 – Эуш –
Эуштинская; 12.2 – Тим – Тимирязевская; 12.3 – Кис – Кисловская;
12.4 –ЧР – Черно-реченская
189
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Но геоэкологические и географические исследования территории
Левобережья в этом аспекте в настоящее время имеют статус слабо изученной области. Исследуя уникальные геоэкологические особенности
территории, нами составлена карта подтопляемости, которое проявляется
через гидравлическую взаимосвязь грунтовых вод с р. Томь (рис. 2) [8, 9].
Подтопление Левобережья г. Томска является негативным процессом
приводящим к деградации почвогрунтов за счет суффозионных и эрозионных процессов т. е. ухудшению инженерно-геологических условий.
Рис. 2. Карта потенциального подтопления территории Левобережья г. Томска
с выделением подзон
190
Секция 1
Разработка проекта планировки территории Левобережья должна учитывать сложившийся процесс естественного подтопления
и в перспективе техногенное за счет размещения водохозяйственного
комплекса инженерной инфраструктуры. Поэтому при освоении необходимо применять принцип рационального, экологизированного использования земель, который заключается в обеспечении непрерывной оценки и планирования, охватывающих все стадии «жизненного
цикла» создаваемой материальной структуры, что позволит создать
начальные условия для последующего формирования комфортной
экологизированной среды обитания [5, 10].
Заключение. Освоение земель Левобережья в первую очередь
коснется наиболее привлекательных для развития рекреации и туризма территорий в долине реки Томи. Соответственно разработка проектов планировки должна быть выполнена с учетом их полного инженерного обустройства (канализование, водоснабжение, мусороудаление, транспортная сеть и пр.). Планируя и размещая объекты
недвижимого имущества, их, так или иначе, прочно связывают с землей, поэтому, необходимо учитывать роль поглотительной способности почв или её буферные свойства. Потенциальный ущерб может
быть причинен землям, функциональное назначение которых представлено: участками, занятыми водными объектами или предназначенные для сельскохозяйственного использования; зоной с особыми
условиями использования территории и др. [10]. Проектирование
и размещение объектов инженерной инфраструктуры на территории
Левобережья может вызвать неблагоприятные последствия, основные
из которых приведены на (рис. 3).
Влияние объектов инженерной инфраструктуры, в том числе
и отрицательное, на прилегающие территории неизбежно, поэтому,
при освоении и организации исследуемой территории, прежде всего,
необходимо использовать экологизированные подходы, принимая во
внимание рекомендации установленных градостроительных регламентов. Следует отметить, что во многих муниципальных образованиях России наблюдается заметное усиление интереса к процессам подтопления за счет активизации не только естественной, но и техногенной составляющей. Для территории Левобережья г. Томска значения
инфильтрационного питания составляют 95–197 мм/год, а значения
191
Перспективные материалы в строительстве и технике (ПМСТ-2014)
техногенного (утечки из водонесущих коммуникаций) могут превышать установленные значения более чем в два раза.
Рис. 3. Основные неблагоприятные последствия при размещении объектов
инженерной инфраструктуры на территории Левобережья г. Томска
Выводы
1. Изучение геоэкологических и географических особенностей
территории Левобережья позволило установить тесную взаимосвязь
между географическими, геологическим процессами, её техногенной
составляющей. Эта связь проявляется, прежде всего, в формировании
процессов подтопления территорий за счет естественных и техногенных видов воздействия.
2. Подготовлена карта потенциальной подтопляемости территории основанная на геоэкологических и географических особенностях
территории.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Петров, К.М. Общая геоэкология / К.М. Петров. – СПб. : СПГУ, 2004. – 440 с.
2. Доклад о состоянии и использовании земель Томской области в 2011 году /
Управление Федеральной службы государственной регистрации, кадастра и картографии по Томской области. – Томск, 2012. – 66 с.
192
Секция 1
3. Хромов, А.В. Современное природоохранное землеустройство и приоритетные направления его оптимизации (на примере Астраханской области) : автореф.
дис. … канд. геогр. наук. – Астрахань, 2004. – 24 с.
4. Шульгин, А.В. Совершенствование инновационной деятельности на основе
государственно-частного партнерства : автореф. дис. … канд. эконом. наук. – Воронеж, 2011. – 24 с.
5. Попов, В.К. Экологизация землеустройства урбанизированных территорий
в городе Томске: состояние и проблемы / В.К. Попов, С.В. Серяков, Р.Э. Хафизова //
Вестник ТГАСУ. – 2013. – № 2. – С. 337–345.
6. Вертман, Е.Г. Изучение гидродинамического и гидрогеохимического режима родников г. Томскa / Е.Г. Вертман, А.Д. Назаров. – Томск : ТПУ, 2004. – 199 с.
7. Handbook of Regional and Urban Economics (Cities and Geography) / Edited by
J. Vernon Henderson and Jacques-François Thisse. – 2004. – Vol. 4. – P. 2063–3073.
8. Estimating the spatial distribution of soil moisture based on Bayesian maximum
entropy method with auxiliary data from remote sensing / Sh. Gao, Zh. Zhu, Sh. Liu [etc.]. –
2014. – P. 54–66.
9. Lithology-controlled subsidence and seasonal aquifer response in the Bandung
basin, Indonesia, observed by synthetic aperture radar interferometry / M. Yusup N. Khakim, T. Tsuji [etc.]. – 2014. – P. 199–207.
10. Doxani, G. Monitoring urban changes based on scale-space filtering and objectoriented classification. G. Doxani, K. Karantzalos, M. Tsakiri-Strati. – 2014. – P. 38–48.
11. Cockx, K. Quantifying uncertainty in remote sensing-based urban land-use mapping / K. Cockx, T. Van de Voorde, F. Canters. – 2014. – P. 154–166.
193
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.327.333
УСАДОЧНЫЕ ДЕФОРМАЦИИ ЦЕМЕНТНОГО ПЕНОБЕТОНА
А.И. Кудяков, А.Б. Стешенко
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: steshenko.alexey@gmail.com
Аннотация. Приведены результаты исследований дисперсно-армированного цементного пенобетона с хризотил-асбестовыми волокнами. При введении в пенобетонную смесь волокон в количестве 2 % от массы цемента формируется однородная, мелкопористая структура, с большим количеством одинаковых по размерам замкнутых пор, равномерно распределенных по объему.
При этом снижаются усадочные деформации пенобетона на 50 %.
Ключевые слова: дисперсно-армированный пенобетон; хризотил-асбест; микроструктура; усадка при высыхании; стенки пор.
Введение
При изготовлении пенобетона с обеспечением его высокого
уровня качества в конструкциях при эксплуатации зданий необходимо
контролировать большое количество технологических параметров,
изменяющихся в процессе изготовления и твердения изделий: качество и количество сырьевых компонентов, водотвердое отношение, реологические характеристики смеси, температура и pH водной среды.
При видимой простоте технологии, процесс формирования ячеистой
структуры пенобетона затруднен для управления и регулирования.
Реальные условия, в которых происходит структурообразование пенобетонов, часто отклоняются от оптимальных, что приводит к возникновению дефектов в структуре и снижению качества. К таким дефектам можно отнести усадочные деформации. Причем, чем меньше
средняя плотность, тем выше усадочная деформативность пенобетона.
Усадка теплоизоляционных пенобетонов со средней плотностью
300–400 кг/м3 достигает 7 мм/м. При столь высоких значениях уса
Исследования выполнены при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
194
Секция 1
дочных деформаций имеются ограничения в области применения изделий из пенобетонов естественного твердения и снижается эффективность их использования в монолитном строительстве [1]. Проблема
получения малоусадочных пенобетонов естественного твердения до
сих пор не решена [2–4].
Основной причиной развития усадочных деформаций в пенобетонах естественного твердения являются трещины, возникающие
в межпоровых перегородках материала в ходе технологической переработки материала и твердения цементного камня пенобетона. Скорость распространения и размер трещин в бетоне, по мнению
П.Г. Комохова, определяются его структурными характеристиками,
которые зависят от свойств и структуры исходных материалов, а также применяемых технологических приемов, обеспечивающих процесс
их взаимодействия и сплошность. В пенобетоне, наряду с прочной
и хрупкой матрицей из цементного камня, должны находится упруговязкие включения, способные гасить энергию образования и распространения трещины, которые приводят к разрушению материала. Тонко дисперсная арматура, являясь упруго-вязким (пластичным) компонентом, отодвигает момент разрушения материала, а также положительно влияет на структурообразование дисперсно-армированных
пеносмесей в период их естественного твердения в отформованных
строительных конструкциях [5].
В качестве мелко дисперсной арматуры используются стальные,
минеральные, углеродные и другие волокна. Ранее для повышения
эффективности пенобетона естественного твердения нами были научно обоснованы целесообразность введения, вид и количество микроармирующих добавок [6]. В настоящей работе приведены результаты
исследований усадочных деформаций пенобетона естественного твердения с микроармирующей добавкой в виде хризотил-асбестового волокна с оптимальным содержанием равным 2 % от массы цемента.
Цель исследований – установление закономерностей влияния
микроармирующей добавки хризотил-асбестового волокна на усадку
цементного пенобетона естественного твердения при высыхании.
Объект исследований – пенобетон с хризотил-асбестовым волокном.
Предмет исследований – процессы получения пенобетона, модифицированного хризотил асбестовым волокном.
195
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Усадка пенобетона армированного хризотил-асбестом
Волокнистая хризотил-асбестовая добавка авторами использовалась как высокопрочный армирующий элемент цементной матрицы для
улучшения физико-механических свойств цементного пенобетона естественного твердения. При проведении исследований использовалась
пенобетонная смесь, включающая: портландцемент Топкинского завода
М500 ДО (ГОСТ 101178–85), песок кварцевый Томской области Кудровского месторождения с модулем крупности 1,8 (ГОСТ 8736–93), пенообразователь ПБ-2000 (ТУ 2481-185-05744685–01) и вода водопроводная (ГОСТ 23732–79). Приготовление пенобетонной смеси осуществлялось одностадийным способом на лабораторной пенобетономешалке. Готовую пенобетонную смесь укладывали в металлические формы
40×40×160 мм. Отформованные образцы-призмы хранили в закрытых
эксикаторах над водой до проведения испытаний. Испытание и оценка
качества пенобетона проводились по ГОСТ 25485–89. Основными исследуемыми физико-механическими характеристиками пенобетона были средняя плотность и усадка при высыхании.
По результатам экспериментальных исследований установлено,
что при введении в пенобетонную смесь в качестве микроармирующих добавок хризотил-асбестовых волокон усадка пенобетона естественного твердения уменьшается на 50 % (рис. 1).
а
б
Рис. 1. Кривые усадки при высыхании образцов цементного пенобетона марки D400:
а – армированный волокнами; б – контрольный.
196
Секция 1
При перемешивании цементно-песчаной смеси волокна равномерно распределяются по всему объему, что обеспечивает пространственное
армирование пенобетона по всему объему. В результате происходит оптимизация структуры пенобетона, что предотвращает образование и развитие в нем внутренних дефектов [7]. Распределенные хризотиласбестовые волокна в цементном пенобетоне играют роль центров кристаллизации, которые с одной стороны приводят к развитию фибриллярной структуры на стенках пор, что в свою очередь обеспечивает ее непрерывность и равномерность (рис. 2, б), а с другой стороны, обеспечивают упорядоченную структуру, ориентированную над молекулярной
оболочкой волокна. Это приводит к снижению усадки пенобетона.
а
б
Рис. 2. Структура цементного пенобетона марки D 400:
а – без волокон; б – с волокнами
По результатам исследований образцов структура пенобетона
с хризотил-асбестовыми волокнами мелкопористая, с большим количеством однородных по размерам и замкнутых пор, равномерно распределенных по объему. Хризотил-асбестовые волокна обеспечивают
уменьшение протекания жидкости в стенках пор и стабилизируют
структуру пенобетона (рис. 2, б). В контрольном образце из-за интенсивного разрушения стенок пор (рис. 2, а) происходит их объединение,
что способствует увеличению усадочных деформаций пенобетона
и ухудшению его эксплуатационных характеристик. При наличии неукрепленных пор с перфорированными стенками снижаются прочностные
характеристики пенобетона без микроармирующей добавки и увеличи197
Перспективные материалы в строительстве и технике (ПМСТ-2014)
вается воздушная усадка. Стабилизация пенобетонных структур с хризотил-асбестовыми волокнами происходит в основном за счет микроармирующего эффекта и образования фибриллярных структур, а также
эффекта упорядочения надмолекулярной структуры в стенках пор.
Существенное уменьшение усадочных деформаций пенобетона
с хризотил-асбестовыми волокнами при естественном твердении позволяет прогнозировать снижение интенсивности процесса формирования напряжений при структурообразовании и, как следствие, повышенную эксплуатационную надежность изделий (конструкций), изготовленных из этого материала. Разработан технологический регламент
производства пенобетона с хризотил-асбестовыми волокнами.
Выводы
При введении хризотил-асбестовых волокон в пенобетонную смесь
в количестве 2 % от массы цемента при твердении формируется мелкопористая структура, с большим количеством однородных по размерам
и замкнутых пор, равномерно распределенных по объему. При этом
обеспечивается снижение усадочных деформаций пенобетона на 50 %.
Данные исследования выполнены при финансовой поддержке
работ по проекту Министерства образования и науки РФ.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Кудяков, А.И. Цементный пенобетон естественного твердения / А.И. Кудяков, А.Б. Стешенко. – LAP LAMBERT Academic Publishing, 2014. – С. 3.
2. Василовская, Н.Г. Управление структурой ячеистых фибробетонов / Н.Г. Василовская, И.Г. Енджиевская, И.Г. Калугин // Известия вузов. Строительство. – 2010. –
№ 11–12. – С. 12–13.
3. Kahmer, H. Fibrous concrete successfully used in structural precast component
production / H. Kahmer // Concrete Plant + Precast Technology. – 2001. – № 8. – С. 26–31.
4. К вопросу снижения усадочных деформаций изделий из пенобетона /
Ш.М. Рахимбаев, И.А. Дегтев, В.Н. Тарасенко [и др.] // Известия вузов Строительство. – 2007. – № 12. – С. 41–44.
5. Богатина, А.Ю. Конструкционные фибропенобетоны для зданий гражданского типа : дис. … канд. техн. Наук. – РГСУ, 2005. – С. 86.
6. Кудяков, А.И. Пенобетон дисперсно-армированный теплоизоляционный естественного твердения / А.И. Кудяков, А.Б. Стешенко // Вестник ТГАСУ. – 2014. –
№ 2. – С. 127.
7. Моргун, Л.В. К вопросу о закономерностях формирования структуры бетонов при дисперсном армировании их волокнами / Л.В. Моргун // Известия вузов.
Строительство. – 2003. – № 8. – С. 58–62.
198
Секция 1
УДК 541.148
РЕГУЛИРОВАНИЕ СТРУКТУРЫ И СВОЙСТВ
ЦЕМЕНТНЫХ КОМПОЗИЦИЙ ГЛИОКСАЛЕМ
Н.В. Субботина1, Н.П. Горленко1, Ю.С. Саркисов1, Л.Б. Наумова2
1
Томский государственный архитектурно-строительный университет,
г. Томск, Россия,
2
Национальный исследовательский Томский государственный университет,
г. Томск, Россия
E-mail: subnv@sibmail.com
Аннотация. Приведены экспериментальные результаты физико-химических свойств композиционных материалов на основе цемента и древесных
отходов, модифицированных водным раствором глиоксаля. Показано, что, введение оптимальной концентрации химической добавки приводит к увеличению
прочности при сжатии цементного камня на 30 %, древесно-цементной композиции в 7 раз. Представлены ИК-спектроскопические исследования, микрофотографии структур, кинетика изменения прочности образцов.
Ключевые слова: цемент; химические добавки; процессы структурообразования; сроки схватывания, прочность; модифицирование; древесные
отходы; глиоксаль.
Введение
Введение химических добавок в композиции на основе цемента
является одним из наиболее эффективных способов повышения эксплуатационных свойств строительных материалов. Например, введение оптимальной концентрации глиоксаля в бетонную смесь позволяет увеличить прочность при сжатии, регулировать сроки схватывания
цементной композиции [1]. Особенную актуальность приобретает модифицирование древесины химическими добавками органической
природы. Ежегодно в нашей стране в лесозаготовительной и лесоперерабатывающей промышленности теряется более 100 млн м3 древесины. Использование низкокачественного техногенного древесного
Исследования выполнены при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
199
Перспективные материалы в строительстве и технике (ПМСТ-2014)
сырья в качестве одного из компонентов строительных материалов
позволит решить не только проблему утилизации отходов производства, но и экологическую задачу по защите окружающей среды. В последние десятилетия древесно-цементные материалы, в частности,
фибролит, арболит, цементно-стружечные плиты находят все большее
применение в строительстве. Однако темпы развития производства
материалов в данной отрасли сдерживаются достаточно низкими показателями эксплуатационных характеристик, такими, например, как
прочность при сжатии, водопоглощение и др. [2–5]. Одним из эффективных способов повышения качества строительных материалов на
основе использования древесно-цементных композиций является модифицирование системы химическими добавками.
Цель работы заключается в исследовании процессов структурообразования и определение физико-химических свойств композиционных материалов на основе цемента и древесных отходов путем модифицирования их глиоксалем.
Глиоксаль (этандиаль) является высокоактивным нетоксичным
веществом, легко вступающим в реакции окисления, восстановления,
полимеризации. Обладает свойствами сшивающего агента, что обусловливает его применение для получения полимерных целлюлозосодержащих материалов. Способен удерживать воду и отдавать ее
в объем композиции в более поздние сроки структурообразования, что
должно приводить к увеличению степени гидратации зерна вяжущего.
Отмеченные свойства позволяют утверждать, что глиоксаль является
перспективной химической добавкой в цементные композиции, особенно с использованием древесины.
Методика и экспериментальные результаты
Процессы структурообразования системы «цемент-вода» в начальные сроки твердения оценивали по значениям сроков схватывания с помощью прибора Вика согласно ГОСТ 310.3–76, а в конечные –
после 28 сут твердения во влажных условиях, образцы размером
(5×5×5)10–2 м испытывались на предел прочности при сжатии. Для
приготовления древесно-цементной смеси в качестве древесного заполнителя применяли либо опилки хвойных пород, либо стружку. Получение смеси проводили следующим образом: древесный заполни200
Секция 1
тель обрабатывали водным раствором глиоксаля различной концентрации и в процессе перемешивания вводили портландцемент. Далее
смесь помещали в формы-блоки размером (5×5×5)10–2 м, и проводили
уплотнение. После распалубки образцов проводили испытания на
прочность при сжатии в различные сроки твердения композиции.
В обоих случаях использовался цемент марки 400.
Результаты экспериментальных данных приведены в таблице
и на рис. 1, 2.
Значения предела прочности при сжатии, начала и конца
схватывания образцов цементного камня после 28 сут твердения
для системы «цемент-вода» в зависимости от концентрации
раствора глиоксаля
№
образца
Концентра- Начало схваКонец схватыция водного тывания сисвания системы
раствора
темы «це«цементглиоксаля,
мент-вода»,
вода», мин
масс. %
мин
Предел прочности, МПа
Контрольный образец
0,00
210
250
40,3
Образец № 2
0,16
180
390
53,4
Образец № 3
0,33
90
360
47,0
Образец № 4
0,67
–
–
0
Как следует из результатов эксперимента (таблица) прочность
модифицированных образцов в системе «цемент-вода» увеличивается
примерно на 30 %, уменьшаются начальные и увеличиваются конечные сроки схватывания цементной композиции по сравнению с контрольными образцами при оптимальной концентрации раствора глиоксаля – 0,16 % масс. Полученный эффект можно объяснить тем, что
глиоксаль удерживают воду и постепенно отдают ее в систему структурных новообразований в более поздние сроки твердения, что увеличивает степень гидратации цементных частиц и, как следствие, возрастает прочность при сжатии.
201
Перспективные материалы в строительстве и технике (ПМСТ-2014)
В системе «древесина-цемент-вода» (ДЦК) прочность при сжатии
в конечные сроки структурообразования по сравнению с контрольными
образцами увеличивается примерно в 7 раз (рис. 1). Такое существенные увеличение прочности образцов, по сравнению с цементным камнем, очевидно, связано с химическими взаимодействиями глиоксаля
с древесиной. Поэтому для интерпретации полученных результатов
сняты ИК-спектры пропускания образцов древесины и ДЦК (рис. 2, 3).
1
2
Рис. 1. Кинетика изменения предела прочности при сжатии модифицированной 2%-м водным раствором глиоксаля (1) древесно-цементной композиции по сравнению с контрольным образцом (2)
Из анализа ИК-спектров следует, что линия валентных колебаний О–Н связи (3200 см–1) в обоих случаях смещается в высокоэнергетическую часть спектра (3370, 3409 см–1), что указывает на появление
свободных гидроксидных групп. На рис. 2 отчетливо проявляются полосы в области 1029, 1052 см–1, которые характеризуют деформационные плоскостные колебания связей С–Н ароматического кольца, Область (1200–1800) см–1 характеризуется колебания С=О, карбоксильных групп, скелетными колебаниями ароматического кольца. Отсутствие указанных полос поглощения на рис. 3 свидетельствует
о сложных химических и структурных взаимодействий в системе
ДЦК, модифицированной гиоксалем [6, 7]. Существенные изменения
в спектрах образцов связаны с деструкцией лигнина и других компо202
Секция 1
% пропускания
нентов древесины, учитывая, что процессы химического взаимодействия протекают в области щелочной кислотности среды (рН = 12).
Длина волны, см–1
% пропускания
Рис. 2. ИК-спектры пропускания древесины
Длина волны, см–1
Рис. 3. ИК-спектры пропускания древесно-цементной композиции с добавкой
глиоксаля после 28 сут твердения
203
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Микрофотографические снимки (рис. 4) исходных и модифицированных глиоксалем древесных опилок, а также древесно-цементной
композиции в сопоставлении с прочностью образцов при сжатии показывают, что оптимальные прочности при сжатии образцов ДЦК
достигаются в том случае, если поверхность древесины лишь частично покрыта глиоксалем или продуктами его взаимодействия. Эти условия достигаются при концентрации глиоксаля до 2 масс. % от массы
воды. Следует отметить, что оптимальная концентрация глиоксаля для
цементного камня составляет лишь 0,16 масс. % (таблица), что косвенно подтверждает процессы взаимодействия этандиаля с составляющими компонентами древесных опилок.
а
б
в
Рис. 4. Микрофотографии структур:
а – древесина; б – древесина. модифицированная глиоксалем; в – древесно-цементная композиция, модифицированная глиоксалем
Заключение
Показана эффективность применения водного раствора глиоксаля в системах на основе цемента. Установлено, что введение оптимальной концентрации химической добавки позволяет регулировать
сроки схватывания цементного камня, увеличить прочность при сжатии образцов. Эффект повышения прочности при сжатии образцов
особенно наглядно выражен для системы древесно-цементной композиции, модифицированной глиоксалем.
Методом ИК спектроскопии исследованы возможные химические взаимодействия этандиаля с составляющими компонентами древесины. Предположено, что в присутствии щелочной среды, создавае204
Секция 1
мой продуктами гидролиза минералов цемента, наблюдается деструкция составляющих компонентов древесины.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Процессы структурообразования в системе «цемент-вода» при введении химической добавки глиоксаля / Н.П. Горленко, Ю.С. Саркисов, В.А. Волков [и др.] //
Известия вузов. Физика. – 2014. – № 2. – С. 127–132.
2. Лотов, В.А. Использование природного и техногенного сырья при производстве строительных материалов и изделий / В.А. Лотов // Проблемы геологии и освоения недр: сб. науч. трудов XIII Междунар. симпозиума. – Томск, 2008. – С. 819–820.
3. Пичугин, А.П. Экологические проблемы эффективного использования отходов и местного сырья в строительстве / А.П. Пичугин, A.C. Денисов, В.Ф. Хританков // Строительные материалы. – 2005. – № 5. – С. 2–4.
4. Nelson, M.L. Relation of Certain Infrared bands to cellulose crystallinity and
crystal lattice type. Part I. Spectra of lattice types I, II, III, and of amorphous cellulose /
M.L. Nelson, R.T. O’Connor // Journal of applied polymer science. – 1964. – Vol. 8. –
P. 1311–1324.
5. Низина, Т.А. Влияние минеральных добавок на реологические и прочностные характеристики цементных композитов / Т.А. Низина, A.B. Балбалин // Вестник
ТГАСУ. – 2012. – № 2. – С. 148–153.
6. Белами, Л. Инфракрасная спектроскопия сложных молекул / Л. Белами. –
М. : Изд-во иностранной литературы, 1963. – 590 с.
7. Инфракрасная спектроскопия полимеров / И. Дехант, Р. Данц, В. Киммер
[и др.]. – М. : Химия, 1976. – 471 с.
205
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 622.733:537.064.32
РОЛЬ ГЕОМЕТРИЧЕСКОГО ФАКТОРА В ТЕХНОЛОГИИ
МАГНИТНОЙ АКТИВАЦИИ ЦЕМЕНТНОГО ТЕСТА
О.Н. Судырь, Д.Е. Самочернов, В.Н. Сафронов, П.В. Зомбек
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail:Sever.nv-city@mail.ru
Аннотация. Приведены результаты изменения прочности цементного
камня приготовленного на основе твердеющего теста в постоянном магнитном поле напряженностью 2500 Эрстед. В исследованиях использован портландцемент М500 и ПЦ400-Д20. Активация осуществлялась при помещении
образцов на разных полюсах магнита при идентичных режимах обработки.
Установлено различие прочностей цементного камня в зависимости от геометрического расположения объекта активации в магнитном поле. Наличие
добавки в цементе ПЦ400-Д20 снижает эффект магнитной активации.
Ключевые слова: цементное тесто; магнитное поле; режимы обработки; магнитная активация; прочность при сжатии; жидкая фаза; портландцемент; вода затворения.
Цементное тесто по своей физической структуре является пастообразной вводной суспензией состоящей из жидкой фазы и твердых
частиц ввиде клинкерных зерен и гидратных образований. Жидкая
фаза, представляющая собой насыщенный водный раствор щелочного
состава, является основной структурной единицей теста, обеспечивающей его адгезионную способность к смачиванию и прилипанию
к заполнителю [1–4].
Цементное тесто (высококонцентрированная дисперсная система) как объект электрофизической обработки весьма критично
не только к природе электромагнитных воздействий, но и к параметрам и условиям обработки при конкретной разновидности активации.
При постоянстве параметров сильных магнитных полей доминирующим фактором в технологии магнитной активации обработки является
временной фактор.
Магнитное воздействие на предварительно затворенное цементное тесто в стационарных условиях объекта обработки достижимо как
206
Секция 1
в режимах непрерывной магнитной активации, так и в режимах и дискретной магнитной активации цементного теста при различных временах предварительной выдержки его до обработки [5]. Эффект повышения прочности объекта активации проявляется в большей степени в технологии дискретной магнитной обработки в более поздние
сроки твердения активированных образцов. Повышенное значение
прочности камня при дискретной магнитной обработки обязаны разрыву оболочек из продуктов твердения на поверхности зерен. Молекулы жидкой фазы теста, внедряясь в микротрещины цементных зерен, вызывает их раскалывание и измельчение. В литературе известно
[1, 4] влияние переменного магнитного поля на процессы твердения
цементного камня. Отмечается, что постоянное магнитное поле следует прилагать после начала схватывания, так как магнитное поле ориентирует дипольные моменты жидкой фазы, уменьшает диффузию,
способствуя формированию контактов химической природы [1].
Актуальными являются исследования по роли геометрического
расположения объекта обработки в магнитном поле на свойства данного объекта. Следует ожидать, что и при магнитной обработке цементного твердеющего теста прочность последнего будет различной в зависимости от расположения формочки с тестом на полюсах магнита.
Исследована прочность цементного камня сформированного из
теста твердеющего в магнитном поле. В качестве вяжущего принят
портландцемент М500. Все навески составляли 100 г, количество воды
затворения равно 40 мл. Изоляционная формочка с пятью ячейками,
заполненными цементным тестом помещалась для обработки на один
из полюсов. Активация осуществлялась в режимах, приведённых на
рис. 1. Там же приведены результаты испытаний активированных образцов в графической форме.
Из приведенных данных на рис. 1 видно, что зависимости изменения прочности цементного камня от времени выдержки теста до
обработки различны. Особенно это проявляется практически при временах выдержки равных 80 мин. В данном интервале времен активации теста при расположении формочки на северном полюсе, прочность образцов существенно превышает прочность тех образцов, которые обрабатывались на южном полюсе. Дальнейшее увеличение
времени выдержки теста до магнитной обработки в обоих случаях со207
Перспективные материалы в строительстве и технике (ПМСТ-2014)
провождается ростом прочности активированных образцов. Обращает
на себя факт роста прочности при малых временах (30 мин) и временах начала срока схватывания (100 мин).
Рис. 1. Зависимость изменения прочности цементного камня от времени выдержки теста до обработки
Полученные результаты по различию течения процессов активации, при расположении объектов на различных полюсах, предположительно обязана существованию внутреннего поля достаточной напряженности неотделимого от самопроизвольной остаточной намагниченности. Считается, ферромагнетик постоянно находится в состоянии
самопроизвольного намагничения и это относится только к его микроскопическим областям-доменам. В нормальном состоянии эти домены
расположены так, что сумма их моментов по всему образцу в среднем
равна нулю, но их можно ориентировать в одном направлении [6].
208
Секция 1
Имеется два важных экспериментальных фактах, подтверждающих
существование доменов. Во-первых, если намагниченность есть результат ориентации доменов в одном направлении, то можно ожидать, что
процесс намагничения будет протекать дискретными скачками. Подтверждением этому является так называемый эффект Баркгаузена, который позволяет оценить число атомных магнитов в одной доменной области. Это число оказывается близким к 1016, а соответствующий объем
каждого домена в кристалле равен примерно 10–6 см3.
Второе экспериментальное подтверждение дает наблюдение порошковых фигур, которые получаются при нанесении коллоидного
раствора магнитного окисла железа на тщательно отполированную
поверхность ферромагнетика. Оседая, магнитные частицы скапливаются там, где действуют наиболее сильные магнитные поля, подобно
тому, как распределяются вдоль силовых линий железные опилки
в элементарных опытах по магнетизму. Наиболее сильные поля в данном случае сосредоточены на границах между доменами и поэтому
с помощью данного метода «проявляются» границы между доменами
на поверхности среза образца.
Для режимов магнитной обработки твердеющего теста указанных на рис. 1 проведены исследования по оценке прочности цементного камня для условий геометрического расположения объекта обработки между полюсами. В исследованиях использован портландцемент М500 и ПЦ400-Д20. Активация осуществлялась аналогично
выше приведенным режимам.
Результаты экспериментальных исследований приведены в графической форме на рис. 2 зависимостями прочности в 28-суточном
естественном твердении от времени выдержки цементного теста до
магнитной обработки. Как и ранее, время самой активации теста было
постоянным и равным 15 мин.
Из рис. 2 видно, что при активации цементного теста приготовленного на основе портландцемента М500 прочность активированного
камня практически превышает прочность образцов контрольной серии
и это превышение достигает величины 1,25. В то же время, прочность
активированных образцов на основе портландцемента ПЦ400-Д20
практически не претерпевает значимых изменений во всем диапазоне
времен выдержки цементного теста до магнитной обработки. Наличие
добавки в цементе ПЦ400-Д20 снижает эффект магнитной активации.
209
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис. 2. Зависимость прочности в 28-суточном естественном твердении от времени выдержки цементного теста до магнитной активации между полюсами
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Сватовская, Л.Б. Активированное твердение теста / Л.Б. Сватовская, М.М. Сычев. – Л. : Стойиздат, 1983. – 160 с.
2. Физико-химические основы строительного материаловедения / В.Н. Вернигорова, Н.Н. Макридин, И.Н. Максимова [и др.]. – М. : Изд-во АСВ, 2003. – 136 с.
3. Федосова, Н.Л. Химические основы полимеров и вяжущих веществ /
Н.Л. Федосова, В.Е. Румянцева. – М. : Изд-во АСВ, 2005. – 176 с.
4. Сафронов, В.Н. Электрофизические технологии в производстве строительных материалов / В.Н. Сафронов. – Томск : Изд-во ТГАСУ, 2014. – 420 с.
5. Судырь, О.Н. Исследования влияния режимов магнитной активации цементного теста на прочность камня / О.Н. Судырь, В.Н. Сафронов // Перспективы
развития фундаментальных наук: труды XI Международной конференции студентов
и молодых ученых. – Томск : ТПУ. – С. 823–825. – Условия доступа : http://sciencepersp.tpu.ru
6. Справочник по электротехническим материалам. Магнитные, проводниковые, полупроводниковые и другие материалы/ К.А. Андреанов, Н.Л. Богородицкий,
Ю.В. Корицкий [и др.]. – М.; Л. : Госэнергоиздат, 1960. – 511 с.
210
Секция 1
УДК 666.96:691.33
ИСПОЛЬЗОВАНИЕ ЖИДКОГО СТЕКЛА
В КАЧЕСТВЕ ВЯЖУЩЕГО МАТЕРИАЛА
ПРИ ПРОИЗВОДСТВЕ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ
Ш.А. Хабибулин, В.А. Лотов
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия
E-mail:habibulin1990@mail.ru
Аннотация. Разработано жидкостекольное вяжущее, обладающее способностью к объемному твердению, высокой водостойкостью и хорошей адгезией по отношению к различным поверхностям. В качестве добавки-отвердителя
использован портландцемент. В состав вяжущего введена кремнийорганическая
жидкость, играющая роль пептизатора-замедлителя схватывания. Физикохимическими методами анализа исследована система «жидкое стекло – цемент –
кремнийорганическая жидкость». Вяжущее после отверждения и сушки представляет собой равномерно распределенные по объему водонерастворимого
кремнеземистого ксерогеля субмикрокристаллические кальциевые и натрийкальциевые гидросиликаты. Оптимальный компонентный состав вяжущего:
жидкое стекло – 83 мас. %, портландцемент – 8,5 мас. %, кремнийорганическая
жидкость – 8,5 мас. %. На основе разработанного вяжущего получены композиционные материалы с различными заполнителями. Предел прочности при сжатии образцов на основе молотого песка составляет 67 МПа.
Ключевые слова: вяжущее; композиционные материалы; жидкое стекло; портландцемент; кремнийорганическая жидкость.
Портландцемент является основным вяжущим материалом, широко используемым при производстве самых разнообразных строительных изделий, зданий и сооружений. По данным [1], в России в 2013 г.
было произведено 66,45 млн т цемента. В период до 2020 г. планируется ввести в эксплуатацию дополнительно около 30 технологических
линий общей производственной мощностью 60 млн т цемента в год.
Производство цемента является материалоемким и энергоемким. На производство 1 т цемента расходуется около 1,8 т природного
и техногенного сырья, при среднем удельном расходе условного топлива на обжиг клинкера 185 кг (5420,5 МДж) на тонну клинкера
211
Перспективные материалы в строительстве и технике (ПМСТ-2014)
и удельном расходе электроэнергии 115 кВтч/т цемента. Для получения 1 т клинкера необходимо приготовить 1,5 т сырьевой смеси, содержащей примерно 75 % карбонатного компонента (известняка, мела, мрамора), при обжиге которой выделяется примерно 450 кг диоксида углерода. С учетом доли клинкера (87,2 %) в объеме произведенного цемента, выбросы диоксида углерода составляют ориентировочно 26 млн т в год, что является серьезной экологической
проблемой производства цемента [1].
Анализ приведенных данных наводит на мысль о целесообразности создания вяжущего, которое по своей природе и строительнотехническим свойствам не уступало бы портландцементу. Первые шаги в этом направлении сделаны в работе [2], в которой предлагается
в качестве вяжущего использовать жидкое стекло, а в качестве отвердителя – оксид или гидроксид кальция, вводимых в жидкое стекло
в сухом, тонкодисперсном состоянии. Такой способ введения отвердителей резко замедляет протекание обменной реакции между жидким стеклом и кальцийсодержащей добавкой, продуктами которой
являются различные гидросиликаты кальция и кремнегель, обладающие способностью образовывать прочные и водостойкие адгезионнокогезионные контакты между частицами наполнителя.
Сравнение технологий получения портландцемента и силикатглыбы с модулем m = 3 показывает снижение расхода тепла в 2,08 раза,
выделения диоксида углерода до 153,8 кг на 1 т силикат-глыбы, а если
учесть, что в составе жидкого стекла содержится 45–50 % твердой фазы,
то доля диоксида углерода, приходящаяся на 1 т жидкого стекла составляет 70–77 кг. Помимо этого, технология получения жидкого стекла, основанная на прямом растворении кременезема в водном растворе щелочи
позволяет полностью решить проблему выбросов углекислого газа, и дает возможность получать жидкое стекло в больших объёмах из доступного сырья [3, 4].
Смешение кальцийсодержащих добавок в виде растворов солей,
пасты гидроксида кальция с жидким стеклом приводит к образованию
рыхлой, не связанной массы продуктов взаимодействия, не обладающей вяжущими свойствами. Столь быстрое взаимодействие этих компонентов является следствием как высокой поверхностной и диффузионной активности частиц кальцийсодержащих добавок, так и значи212
Секция 1
тельной реакционной способностью жидкого стекла. Данное явление
не позволяет в настоящее время широко использовать кальцийсодержащие добавки в качестве эффективных отвердителей жидкого стекла.
Низкая водостойкость жидкого стекла обусловлена присутствием в его составе подвижных катионов натрия. Данная проблема решается связыванием Na+ анионами фтора в технологии кислотоупорных
цементов [5], либо с помощью кальцийсодержащих агентов, как это
сделано в работе [2].
Целью настоящего исследования являлась разработка жидкостекольного вяжущего, обладающего способностью к объемному твердению, высокой водостойкостью и хорошей адгезией к самым различным поверхностям.
Для достижения поставленной цели необходимо было решить
следующие задачи:
1. Исследовать процессы взаимодействия жидкого стекла с сухими кальцийсодержащими добавками.
2. Замедлить скорость протекания реакций между жидким стеклом и кальцийсодержащими добавками.
3. Синтезировать вяжущее, выявить его оптимальные составы
и технологические параметры процессов производства строительных
изделий на его основе.
При проведении исследований использовалось натриевое жидкое стекло с силикатным модулем 3,0. Массовое содержание твердой
фазы (Na2O·3SiO2) составляло 44 % при плотности жидкого стекла
1500 кг/м3.
В работе в качестве добавки-отвердителя выбран портландцемент марки М400Д20, содержащий 65 мас. % оксида кальция. Выбор
отвердителя обусловлен тем, что образцы композиционных материалов, полученные на основе жидкого стекла и портландцемента, показали наибольшую прочность по сравнению с аналогичными образцами
на основе жидкого стекла, с добавкой оксида и гидроксида кальция.
В качестве модифицирующей добавки к вяжущему использованакремнийорганическая жидкость (КОЖ). Необходимость модификации вяжущего обусловлена тем, что смешение жидкого стекла и портландцемента практически в любом соотношении, приводит к образованию быстротвердеющих смесей, не позволяющих приготовить исход213
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ные формовочные смеси и придать необходимую форму изделиям. Это
является следствием высокой реакционной способности частиц кальцийсодержащего агента, препятствующей равномерному распределению этих частиц по объёму жидкого стекла и быстрому образованию
структур твердения. Предварительная модификация портландцемента
полярнойКОЖпозволяет временно гидрофобизировать и нейтрализовать поверхность частиц цемента, способствуя при этом равномерному
распределению добавки цемента по объему жидкого стекла.
Вяжущее готовили смешением с жидким стеклом равных масс
портландцемента и КОЖ. Взаимодействие оксида кальция, входящего
в состав минералов портландцемента, с жидким стеклом может быть
описано схематично по уравнению:
C3S + H2O (из жидкого стекла) →
→ (0,8–1)CaO·SiO2(1–1,5)H2O + 2Ca(OH)2
(1)
Изменение содержания добавки-отвердителя и модификатора позволяет в широких пределах регулировать живучесть вяжущего. Так,
при значительном недостатке оксида кальция от стехиометрии
(25 мол. % и ниже), вяжущее медленно схватывается (свыше 30 мин)
и набирает прочность. При стехиометрическом содержании оксида
кальция (100 мол. %) и выше вяжущее схватывается в течение 3–5 мин.
Оптимальное содержание оксида кальция, обеспечивающее живучесть
полученного вяжущего порядка 15–25 мин, составляет 67 мол. %. Разработанное вяжущее имеет следующий компонентный состав: портландцемент – 8,5 мас. %, кремнийорганическая жидкость – 8,5 мас. %,
жидкое стекло – 83 мас. %. После отверждения и сушки на воздухе вяжущее исследовали методами физико-химического анализа веществ.
На дифференциальной термограмме вяжущего присутствует
широкий пик с максимумом при 60 °С, соответствующий удалению
адсорбционной воды и разложению КОЖ. Дальнейшее нагревание
приводит к постепенной дегидратации разнообразных продуктов реакции (1) с образованием ксерогеля. На рентгеновской дифрактограмме вяжущего отсутствуют рефлексы при 0,490 нм, 0,3112 нм
и 0,2628 нм, а на кривой ДТА отсутствует пик при 485 °С, соответствующий дегидратации свободного Ca(OH)2 [6], что говорит о полном
214
Секция 1
связывании кальция в водонерастворимые натрий-кальциевые гидросиликаты, образующиеся по уравнению:
2(Na2O·3SiO2) + 2Са(ОH)2 + 6Н2О → Na2Ca[Si4O10]4H2O +
+ (0,8–1)CaO·SiO2(1–1,5)H2O + Si(OH)4 + 2NaОH,
(2)
из которого следует, что наряду с простыми тоберморитоподобнымигидросиликатами кальция (d = 1,1125 нм; 0,3074 нм; 0,2844 нм;
0,1834 нм) образуются сложные гиролитоподобные натрий-кальциевые гидросиликаты (d = 0,4245 нм; 0,3363 нм; 0,2854 нм; 0,1884 нм),
а также кремнегель. Потеря основной массы воды происходит до
500 °С, после чего масса образца остается неизменной вплоть до температуры более 1000 °С.
Несмотря на относительно высокую температуру сушки (200 °С),
в составе вяжущего остаются значительные количества связанной воды,
что подтверждается наличием широкой полосы поглощения в диапазоне 2500–3500 см–1, соответствующей колебаниям связи O-H [7], предполагает наличие в его составе ряда соединений, содержащих прочносвязанную воду. Присутствие при 980 см–1 полосы очень небольшой
интенсивности, соответствующей колебаниям органосилоксановойсвязи [7], позволяет сделать вывод о том, что сушка при повышенной температуре приводит к практически полному разложению содержащегося
в составе вяжущего КОЖ. В процессе разложения КОЖвыделяются
значительные количества оксида кремния в виде аморфного кремнегеля, обладающего высокой клеящей способностью.
Вяжущее после твердения и сушки представляет собой кремнеземистый ксерогель, содержащий субмикрокристаллические продукты
взаимодействия жидкого стекла и цемента. Образцы получали литьем
вяжущего на гладкую полиэтиленовую подложку, при этом, несмотря
на полярную природу большинства компонентов вяжущего, происходит хорошее смачивание неполярного полиэтилена.
Хорошее смачивание материалов вяжущим обусловливает хорошую адгезию в затвердевшем состоянии. По сравнению с чистым
жидким стеклом полученное вяжущее обладает значительно более
высокими значениями скорости набора адгезионно-когезионной
прочности. Так, к концу первых суток твердения, прочность склеивания на отрыв (измеритель адгезии ПСО-МГ4) от стали составила
215
Перспективные материалы в строительстве и технике (ПМСТ-2014)
в случае предлагаемого вяжущего 0,55 МПа, а в случае чистого жидкого стекла – 0,13 МПа. К концу пятых суток значения прочности
склеивания составили 1,0 МПа и 0,40 МПа соответственно.
Во второй части исследования полученное вяжущее вводили различные заполнители. С целью определения возможностей предлагаемого
вяжущего, использованы заполнители как с высокой, так и с низкой насыпной плотностью : кварцевый песок крупностью менее 0,5 мм и молотый в течение 30 мин в шаровой мельнице; вермикулит вспученный
крупностью менее 3 мм; перлит вспученный крупностью менее 1 мм;
алюмосиликатные микросферы крупностью менее 0,25 мм; опилки древесины с абсолютной влажностью 70 мас. %. И крупностью менее 5 мм.
Применение портландцемента с легкими заполнителями (перлит, опилки и т. д.) сопряжено с высокими расходами цемента вследствие образования на поверхности частиц заполнителя толстых слоев
вяжущего. Это приводит, как правило, к получению композиционных
материалов с излишне высокими значениями плотности, и, соответственно, теплопроводности [8]. Благодаря уникальной химической природе жидкого стекла, склонного к образованию тончайших пленок на
самых различных поверхностях, разработанное вяжущее лишено данных недостатков.
Образцы для испытаний размером 25×25×25 мм формовали
в пресс-форме при удельном давлении 15 МПа в случае песчаного заполнителя, и 0,15 МПа во всех остальных случаях. После предварительного твердения при температуре 25 °С в течение 0,5 ч образцы
подвергали сушке в течение 3 ч при температуре 200 °С, причем образцы на основе древесных опилок сушили при максимальной температуре 130 °С.
Компонентный состав композиционных материалов на основе
предлагаемого вяжущего, а также экспериментальные данные физикомеханических свойств полученных образцов приведены в таблице.
Использование разработанного вяжущего позволяет получать
высокопрочные изделия на основе песка и жидкостекольного вяжущего без тонкого помола последнего [9]. Вяжущее хорошо смачивает
отдельные песчинки, и образует прочные адгезионные контакты, что
позволяет легко получать высокопрочную структуру.Разрушение образцов на основе алюмосиликатных микросфер происходит по части216
Секция 1
цам заполнителя, что является следствием более высокой механической прочности прослоек вяжущего по сравнению с стеклокристаллическим материалом микросфер. Вяжущее в момент смешения с заполнителем обладает достаточно высокой текучестью, что позволяет ему
обволакивать поверхность частиц заполнителя.
Компонентный состав и свойства экспериментальных образцов
Заполнитель
Коэффициент
СодержаСодержание
Плотность
теплопроводние вяжузаполнитеизделий,
ности,
щего, мас.
3
ля, мас. %
кг/м
%
Вт/(мК)
Rсж,
МПа
Песок
80,3
19,7
1650
0,753
34
Песок
молотый
80,5
19,5
1700
0,771
67
Вермикулит
вспученный
56,9
43,1
350
0,078
1,5
Перлит
вспученный
55,2
44,8
280
0,082
1,5
56,9
43,1
370
0,214
2,5
60,6
39,4
340
0,112
2,0
Микросферы
алюмосиликатные
Опилки древесные
Сырьевая смесь на основе предлагаемого вяжущего твердеет по
объему, что позволяет изготавливать на ее основе широкий круг
строительных материалов, в том числе древесно-опилочные брусья
и стеновые панели для быстровозводимого жилья. Полученное вяжущее вещество можно использовать в качестве водостойкого клея для
склеивания самых различных материалов – древесины, кирпича, пеностекла и т. д.
Благодаря относительно высокой скорости схватывания и набора прочности, изделия на основе предлагаемого вяжущего можно подвергать сушке уже через 30 мин после формования. Принципиальная
217
Перспективные материалы в строительстве и технике (ПМСТ-2014)
технологическая схема производства композиционных материалов на
основе предлагаемого вяжущего включает такие стадии, как дозирование сырьевых компонентов, перемешивание их в смесителе, прессование или вибропрессование полученной сырьевой смеси, предварительную выдержку и сушку полуфабрикатов. Полный цикл изготовления изделий составляет 4 ч.
По результатам проведенных исследований можно сделать следующие выводы:
– при использовании портландцемента качестве добавки-отвердителя и КОЖ качестве модификатора получено вяжущее, удовлетворяющее всем поставленным задачам;
– введение КОЖв состав вяжущего приводит к достижению высоких физико-механических свойств полученных образцов. При
8,5 мас. % содержании КОЖв составе вяжущего предел прочности при
сжатии образцов с заполнителем - молотым песком составляет 67 МПа;
– оптимальные составы сырьевой смеси для получения водостойкого и объемно-твердеющего вяжущего содержат в качестве компонентов жидкое стекло – 83 мас. %, портландцемент – 8,5 мас. %
и КОЖ – 8,5 мас. %;
– введение КОЖ в состав вяжущего создает условия для связывания кальция в малорастворимые субмикрокристаллические кальциевые и натрий-кальциевые гидросиликаты, равномерно распределенные по объему водонерасворимогокремнегеля, являющегося основной клеящей субстанцией;
– сушка изделий при максимальной температуре до 200 °С приводит к улучшению структуры вяжущего за счет практически полного
удаления органической составляющей КОЖ, а также дегидратации
кремнегеля, приводящей к образованию водонерастворимогоксерогеля.
Таким образом, проведенные исследования показали, что модифицированное жидкое стекло может быть применено в качестве вяжущего при производстве самых различных строительных материалов.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Василик, Г.Ю. Цементная промышленность России в 2013 году / Г.Ю. Василик // Цемент. – 2013. – № 6. – С. 20–33.
218
Секция 1
2. Композиционные материалы на основе высокожелезистого шлама водоподготовки / Н.Т. Усова, В.А. Кутугин, В.А. Лотов [и др.] // Известия Томского политехнического университета. – 2011. – № 3. – С. 36–39.
3. Корнеев, В.И. Жидкое и растворимое стекло /В.И. Корнеев, В.В. Данилов. –
СПб. : Стройиздат СПб, 1996. – 216 с.
4. Пат. 2132817 Российская Федерация, МПК C01B33/32. Способ получения
жидкого стекла гидротермальным методом / Лотов В.А., Верещагин В.И., Косинцев В.И., Пасечников Ю.В.; заявитель и патентообладатель Томский политехн. ун-т. –
№ 98104515/25 ; заявл. 17.02.98 ; опубл. 10.07.99.
5. Домокеев, А.Г. Строительные материалы] /А.Г. Домокеев. –М. : Высшая
школа, 1989. – 495 с.
6. Горшков, В.С.Методы физико-химического анализа вяжущих веществ /
В.С. Горшков, В.В. Тимашев, В.Г. Савельев. – М. : Высшая школа, 1981. – 335 с.
7. Семченко, Г.Д. Золь-гель процесс в керамической технологии / Г.Д. Семченко. – Харьков : Бизнес информ, 1997. – 144 с.
8. Коротаев, Э.И. Производство строительных материалов из древесных отходов / Э.И. Коротаев, В.И. Симонов. – М. : Лесная промышленность, 1972. – 144 с.
9. Михайленко, Н.Ю. Оптимизация технологических параметров синтеза высококремнеземистых жидкостекольных композитов строительного назначения /
Н.Ю. Михайленко, Н.Н. Клименко // Стекло и керамика. – 2013. – № 5. – С. 11–17.
219
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 666.962.3
СПОСОБ РЕГУЛИРОВАНИЯ СВОЙСТВ
ДОЛОМИТОВОГО ВЯЖУЩЕГО ПРИ ЕГО ПРОИЗВОДСТВЕ
Т.Н. Черных, А.В. Носов, Л.Я. Крамар
Национальный исследовательский
Южно-Уральский государственный университет, г. Челябинск, Россия
E-mail: tbya@mail.ru
Аннотация. Рассмотрены возможности снижения температуры разложения MgCO3 в доломитовой породе, представлены результаты исследования влияния различных добавок-интенсификаторов на разложение магниевой
и кальциевой составляющих доломита.
Ключевые слова: магнезиальное вяжущее; обжиг; доломит; декарбонизация; интенсификаторы обжига.
Введение
Основными свойствами магнезиальных вяжущих, в т. ч. из доломита являются сроки схватывания, прочность и равномерность изменения объема при твердении. Для магнезиального вяжущего из доломитов эти свойства напрямую зависят от наличия и процентного
содержания в нем свободного оксида кальция. При его наличии
и с увеличением количества прочность снижается и может происходить неравномерное изменение объема при твердении.
Для получения качественного вяжущего из доломитов CaMg(CO3)2
необходимо стремиться к тому, чтобы при наиболее полном разложении
магниевой составляющей породы исключалось образование СаО. Это
обеспечивает магнезиальному камню высокую прочность и равномерность изменения объема [1, 3]. Управление обжигом магнезиальных пород производится несколькими способами. В первую очередь, это широко применяемые технологические приемы, такие как увеличение поверхности контакта обжигаемого материала с теплоносителем благодаря
перемешиванию в процессе обжига или использованию более дисперсного материала, применение установок кипящего слоя и других приемов,
повышающих скорость теплообмена обжигаемого материала с теплоносителем. Технологические приемы требуют больших капитальных вло220
Секция 1
жений при недостаточно высокой рентабельности. А в случае с доломитами, снижение температуры декарбонизации MgCO3 такими способами
повлечет за собой также снижение температуры декарбонизации CaCO3,
поэтому технологические приемы не решают вопрос исключения СаО
в обожженном продукте.
Существует более эффективный способ регулирования свойств доломитового вяжущего – это направленное формирование материала заданного качества путем управления процессами разложения и кристаллизации исходных пород с помощью составления шихты из нескольких
компонентов, которые, работая совместно, формируют готовый продукт
заданного качества при пониженных энергетических затратах [2].
Материалы и методы
В работе для исследования процессов разложения исходной породы использовали термический метод, анализ проводили в среде азота
на дериватографе Netzsch Luxx STA409, скорость нагрева составляла
10°/мин. Свойства вяжущего определяли в соответствии с ГОСТ 1216.
Вяжущие получали обжигом в камерной печи в течение 2 ч с последующим помолом в шаровой мельнице до остатка на сите 008 10–12 %.
В качестве исходного сырья использовали доломитовую породу
Саткинского месторождения, с содержанием доломита 95–98 %, примеси составляли серентиноподобные минералы.
Результаты
При исследовании процесса обжига различных доломитовых
пород было отмечено, что интервалы декарбонизации магниевой
и кальциевой составляющих доломита накладываются друг на друга.
Это наглядно подтверждается дериватографическим анализом (рис. 1).
Для Саткинских доломитов декарбонизация магниевой составляющей
происходит при 680–850 °С, а кальциевой – при 850–950 °С. Однако
при этом четкой границы между концом разложения карбоната магния
и началом диссоциации карбоната кальция нет, и в определенный момент процессы диссоциации обеих составляющих доломита идут одновременно. С помощью РФА было проведено изучение изменений
фазового состава доломитовой породы, происходящих при обжиге,
и отмечено появление отражений, соответствующих образованию СаО
221
Перспективные материалы в строительстве и технике (ПМСТ-2014)
при температуре 750 °С. Следовательно, разложение кальциевой составляющей начинается до 750 °С, что вызывает существенные затруднения при получении вяжущего с максимальным содержанием
MgO и отсутствием CaO.
Рис. 1. ДТА доломитовой породы
Выявленные особенности разложения доломита при нагревании
позволяют сделать вывод, что для получения магнезиального вяжущего из доломитов необходимо снижение температуры разложения содержащегося в породе карбоната магния.
Ранее проведенные исследования выявили, что наиболее эффективными для интенсификации обжига доломитовых пород являются
добавки хлоридов. Они позволяют сдвинуть разложение MgCO3 в область более низких температур, не вступая в ионно-обменные реакции
с карбонатами магния и кальция и не оказывая существенного влияния на разложение СаСО3. Работа проводилась при поддержке Саткинского комбината «Магнезит».
Из ДТА доломитовой породы с добавкой NaCl (рис. 2) видно,
что под действием добавки-интенсификатора произошло смещение
основных пиков разложения MgCO3 и CaCO3 в область пониженных
222
Секция 1
температур (на 100 и 20 °С соответственно). Декарбонизация магниевой составляющей происходит при 620–780 °С, а кальциевой – при
780–950 °С.
Рис. 2. ДТА доломитовой породы с NaCl
При введении добавки бишофита (MgCl2) основные пики эндотермических эффектов доломита смещаются в область низких температур на 150 °С для MgCO3 и 25 °С для СаCO3 (рис. 3). При обжиге
доломита с этой добавкой при температуре 420–480 °С происходит
частичная диссоциация безводного бишофита, приводящая к дестабилизации его кристаллической решетки и снижению начальной температуры разложения MgCO3 (эндоэффект при 480–600 °С). Но активное
плавление бишофита происходит при 600–650 °С, что изменяет скорость диссоциации MgCO3 (эндоэффект 620–720 °С).
При введении карналлита (KCl·MgCl2·6H2O) происходит максимальное смещение основного эндотермического эффекта, соответствующего разложению MgCO3 – на 200 °С в область более низких температур.
Снижение температуры диссоциации связано с плавлением карналлита, которое происходит уже при 485 °С. Фазы периклаза, как
и в присутствии бишофита, начинают формироваться уже при 500 °С,
223
Перспективные материалы в строительстве и технике (ПМСТ-2014)
т. е. на 200 °С ниже, чем в бездобавочном доломите, следовательно,
в присутствии карналлита происходит более полное разложение магниевой составляющей. Образование оксида кальция начинается также
при 670 °С.
Рис. 4. ДТА доломитовой породы с KCl·MgCl2·6H2O
В результате проведенных исследований выявили, что оптимальными температурами обжига доломита с добавками является
диапазон 550–650 °С. В таблице приведены свойства получаемых вяжущих в зависимости от температуры обжига и наличия добавки.
Свойства получаемых вяжущих
Без добавок
Температура обжига, °С
Содержание свободного оксида
магния, %
Содержание свободного оксида
кальция, %
224
С добавкой
KCl·MgCl2·6H2O
550
650
750
850
10
22
21
22
4
15
0
Следы
Секция 1
Окончание таблицы
Без добавок
Предел прочности при сжатии
в возрасте 28 сут твердения, МПа
Равномерность изменения объема при твердении
10
0
С добавкой
KCl·MgCl2·6H2O
68
72
ПолноОбразует- стью разБез
Без
ся сетка
рушается
трещин трещин
трещин на отдельные блоки
Как видно, из результатов таблицы, использование добавокинтенсификаторов позволяет получать высокопрочное вяжущее с равномерным изменением объема при твердении.
Рис. 3. ДТА доломитовой породы с MgCl2
Выводы
Наиболее перспективными для интенсификации обжига доломитовых пород являются добавки хлоридов. Они позволяют сдвинуть
225
Перспективные материалы в строительстве и технике (ПМСТ-2014)
разложение MgCO3 в область более низких температур, не оказывая
значительного влияния на разложение СаСО3.
Введение добавок-интенсификаторов – это эффективный способ
регулирования свойств доломитового вяжущего при обжиге, он позволяет получать высокопрочное магнезиальное вяжущее из доломитов с равномерным изменением объема при твердении.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Бутт, Ю.М. Высокопрочный магнезиально-доломитовый цемент / Ю.М. Бутт,
Б.Н. Богомолов, Л.И. Дворкин // Вяжущие материалы Сибири и Дальнего востока. – Новосибирск : Академия наук СССР, Сибирское отделение, изд-во «Наука», 1970. – 179 с.
2. Низкообжиговое магнезиальное вяжущее из бруситовых пород / А.А. Орлов,
Л.Я. Крамар, Т.Н. Черных [и др.] // Вестник ЮУрГУ. Серия «Строительство и архитектура». – 2010. – Вып. 11. – № 33 (209). – С. 25–28.
3. Шелихов, Н.С. Особенности формирования активной фазы MgO в доломитовом цементе / Н.С. Шелихов, Р.З. Рахимов // Строительные материалы. – 2008. –
Вып. 10. – С. 32–33.
226
Секция 1
УДК 691.419
СОСТАВ И СВОЙСТВА ГЛИНО-ДОЛОМИТОВЫХ
КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
И.Н. Ширинзаде, Т.А. Ахвердиева
Азербайджанский архитектурно-строительный университет,
г. Баку, Азербайджан
E-mail: iradax@yandex.ru
Аннотация. Было доказано возможность получения высокопрочного
композиционного материала на основе низкосортных глин и доломита. Разработана новый способ получения композиционного материала на основе
глины и доломита. Выявлено, что глино-доломитовые композиционные материалы после обжига набирают достаточную прочность за счет образования
силикатов, алюмосиликатов и алюминатов кальция и магния, которые при
последующем их твердении в водных условиях проявляют вяжущие свойства, гидратируются с образованием гидравлических гидратных соединений,
приводящих к значительному повышению прочности композиции.
Ключевые слова: композиционный материал; глина; доломит; гидросиликаты.
Промышленность строительных материалов является огромным
потребителем энергетических и сырьевых ресурсов. В настоящее время, в строительной индустрии, а также в других отраслях, вследствие
резкого увеличения цены энергоносителей, стоимость традиционных
строительных материалов устойчиво растет. В связи с этим, ясно видится необходимость изыскания иных, не требующих дорогостоящей
технологической обработки материалов, т. е. переход на ресурсои энергосберегающие технологии.
В связи с этим, поиск и реализация новой технологии получения
низкообжиговых композиционных материалов представляет особый
научный и практический интерес. Предлагаемый в данной работе
композиционный материал содержит в своем составе достаточно
большое количество вяжущего, которое в гидравлических условиях,
со временем может гидратироватся с образованием соответствующих
гидросиликатов и имеет практически такие же физико-механические
227
Перспективные материалы в строительстве и технике (ПМСТ-2014)
свойства, как керамический материал обожженный при температуре
1000–1200 °С [1, 2].
Цель исследований является изучение влияния гидравлической
обработки на физико-механические свойства глино-доломитовых
композиционных материалов и формирование структуры, в процессе
твердения этих материалов.
В экспериментах образцы изготовлены на основе трех исследованных легкоплавких глин, которые после обжига оказались наиболее прочными и доломита Гобустанского месторождений (соотношением глина:доломит 70:30 .30:70 %). После обжига образцы выдерживали в воде
в течение 1 ч, после чего выдерживали во влажных условиях. Для изучения влияния гидравлической обработки на физико-механические свойства испытанию подвергали образцы 10- и 30-дневного возраста. Были определены предел прочности при сжатии, средняя и истинная плотность,
а также морозостойкость полученного материала.
Установлено, что влажностное твердение, которому после обжига подвергалась часть образцов, способствует увеличению прочности в 1,5–2 раза (таблица). Увеличение прочностных показателей
наблюдалось у всех образцов, изготовленных на основе глин разных
месторождений. Установлено, что самое высокое увеличение прочности после влажного твердения наблюдалось у образцов, содержащих 50–70 % доломита. Повышение прочности образцов, содержащих более чем 70 % глин, в гидравлических условиях незначительно.
Сопоставление прочностных показателей образцов по видам твердения позволяет предположить, что в образцах, обожженных при
750 °С, протекают твердофазовые реакции с образованием минералов, обеспечивающих повышение прочности.
Доказано, что плотность и морозостойкость материалов снижаются с повышением содержания глины, т.е. снижение значений этих
показателей непосредственно связано с повышением содержания доломита в смесях.
Установлено, что прочность образцов обожженных при 800 °С
мало отличается от прочности образцов обожженных при 750 °С.
Считается, что единственным подходом к созданию новых материалов
является установление реальной корреляции состав – структура –
свойства. Поэтому для получения материалов, в том числе низкооб228
Секция 1
жиговых глино-доломитовых композиционных материалов с заранее
заданной структурой и свойствами, наиболее важным считается химический состав исходного сырья.
Прочностные показатели глино-доломитовых
композиционных материалав
Прочность образцов Прочность образцов
Соотноше- на основе Зыхской на основе Сумгаитглины, МПа
чайской глины, МПа
ние глина : долопосле ГТ – ГТ – после ГТ – ГТ –
мит
обжи- 10
30 обжи10
30
га
дней дней
га
дней дней
30:70
18
35
37,5 18,8
36
37,5
40:6 0
23
42
46
22
38
44,5
50:50
25
40.5
43
26,5
39
44
60:40
27
39
41,5 28,4
40,7 43,5
70:30
28
38
40
30
36,5
39
Прочность образцов на основе Абшеронской глины,
МПа
после ГТ – ГТ –
обжи- 10
30
га
дней дней
17,8
34
37
22
41
44
25
41,5 45
27,4 39,8 42,5
28
37
39
Примечание. ГТ – гидравлические твердение.
На основе химического анализа вычислены молекулярные соотношения основных компонентов (MgO + CaO)/SiO2 в составах композиционных материалов. Установлено, что с увеличением содержания
доломита до значения соотношения (MgO + CaO)/SiO2 = 2,12 повышается предел прочности при сжатии полученных глино-доломитовых
композиции, обожженных при 750 °С, подвергающихся гидратации
в течение 30 сут. При этом предел прочности составляет 43 МПа. Дальнейшее повышение данного соотношения приводит к снижению прочности. Повышение прочности с увеличением значения RO/SiO2 характерно для всех композиционных материалов представленных в работе.
Комплекс физико-химических методов анализа позволит установить, что увеличение прочности обожженных глино-доломитовых композиционных материалов после влажного твердения обусловлено с образованием вяжущего компонента, который во влажных условиях гидратируется. Прочность образцов после гидравлического твердения
229
Перспективные материалы в строительстве и технике (ПМСТ-2014)
заметно повышается с ростом содержания доломита в их составе. Образцы, с высоким содержанием глины имеют и наиболее высокие прочностные характеристики после обжига. Но дальнейший рост прочности
этих образцов после гидравлической обработки происходит значительно меньше, чем у образцов с большим содержанием доломита.
Изучение фазового состава гидратированных глино-доломитовых композиционных материалов с помощью рентгенофазового
и дифференциально-термического анализов показало, что в составе
всех материалов присутствуют минералы: Сa(OH)2, фошагит –
[Ca6Si6O17(OH)2·2Ca(OH)2)], гидросиликат магния – Mg3[Si4O11]·nH2O
и 4CaO·Al2O3·13H2O [3, 5].
У образцов, наибольшим количеством (50 и 70 %) (рис. 1) доломита к 10-дневному возрасту гидратации обнаруживаются очень интенсивные линии, относящиеся к Сa(OH)2. Также обнаруживается
слабая линия (2,92 Å), относящаяся к гидросиликатам кальция. Установлено, что с увеличением времени гидравлической обработки интенсивность линий, относящихся к Сa(OH)2, снижается. Усиливается
интенсивность линий, относящихся к гидросиликатам кальция. Обнаружение линии гидроксида кальция свидетельствует о том, что обжиг
750 °С приводит частичному разложении CaCO3. Образовавшийся
СаО, взаимодействуя с водой, образует Сa(OH)2, который играет значительную роль в упрочнении и формировании структуры глинодоломитовых композиционных материалов.
В работе известного азербайджанского ученого Х.С. Мамедова [3] установлено, что в системах, содержащих малые количества
СаО или Сa(OH)2, в присутствии SiO2 может образовываться фошагит – гидросиликат кальция с кристаллохимической формулой
[Ca 6Si6O17(OH) 2·2Ca(OH)2)]. Он доказал, что в процессе гидратации
Сa(OH)2 могут образовываться смешанные структуры со всеми минералами группы волластонита. По его теории Сa(OH)2 в присутствии катионов меньших размеров (Mg,Al) образуют с мика радикалами Si2O5 соединения обладающие вяжущими свойствами. Такие
силикаты кальция имеют слоистую структуру и становятся стабильными только в присутствии молекул воды.
По мнению Х.С. Мамедова, молекулы H2O в состав гидросиликатов кальция входят в качестве структурной единицы, удаления ко230
Секция 1
торых из структуры сопровождается затратой достаточно высокой
энергии и изменением самой структуры. О справедливости этого вывода свидетельствуют дериватографический анализ гидратированных
глино-доломитовых композиционных материалов.
Рис. 1. Дифрактограммы глино-доломитовых композиционных материалов
(Г:Д = 50:50), обожженных при 750 °С:
1 – образцы после обжига; 2 – после обжига подвергавшихся гидравлической обработке в течение 7 сут; 3 – 30 сут; 4 – 4 мес; 5 – 2 лет
На дифрактограммах образцов, содержащих 50–70 % доломита
обнаруживаются линии относящиеся к гидросиликатам магния. А на
дифрактограммах образцов содержащих 70 % глин и 30 % доломита,
эти линии исчезают.
231
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Для микроструктуры глино-доломитовых композиционных материалов в более поздние сроки гидравлической обработки характерно
наличие остроконечных кристаллов, которые идентифицировано
с помощью электронно-микроскопического анализа (рис. 2).
1
2
3
Рис. 2. Микроструктура глино-доломитовых композиций (на онове Абшеронской глины) с соотношением глина:доломит: 30:70 (1); 50:50 (2); 70:30
(3), обожженных при 750 °С и гидратированных в течение 30 сут
С целью четкого выявления новообразований, которые трудно обнаруживаются при обычных условиях твердения композиционных материалов, поставлена цель ввести гидратацию при более жестких условиях.
Поэтому проведена гидротермальная обработка глино-доломитовых
композиционных материалов при температуре 175 °С и под давлением
9 атм в течение 24 ч с целью достижения максимальной степени твердения. Конечно, эта стадия не входит в практическую цель настоящего исследования, но имеет большое значение для понимания роли кинетических факторов обжига при выбранных температурах. Автоклавной обработке подвергались обожженные (при 750 и 800 °С) глино-доломитовые
смеси при соотношениях Г:Д = 30:70; 50:50; 70:30.
Результаты рентгенографического анализа продуктов гидротермальной обработки композиционных материалов всех соотношений
показывают, что при соотношении Г:Д = 70:30 и 50:50 карбонат кальция полностью израсходован на образование гидросиликатов кальция.
Полное отсутствие карбонатов и оксида магния в продукте косвенно
свидетельствуют об образовании наряду с гидросиликатами кальция
и Mg-содержащих изоморфно-замещенных гидросиликатов.
232
Секция 1
Гидросиликаты кальция типа СSH и СSH(II) на дифрактограммах
характеризуются широким размытым пиком d – 3,03 Å. Трудность их
определения в основном связана с присутствием небольшого количества карбоната кальция. Эта фаза почти всегда присутствует в продуктах
и дает очень сильную дифракционную линию (d – 3,03 Å), которая мешает определению некоторых гидросиликатов. В таких случаях для более надежной идентификации применялся дериватографический анализ. На кривых ДТА продуктов гидротермальной обработки обнаружены экзотермические эффекты в интервале температур 845–895 °С
с максимумом 870 °С. Рентгенографическим методом анализа продуктов установлено кристаллизация волластонита (СаSiO3). В результате
термического разложения гидросиликата кальция, образуется безводный волластонит, что доказано четкими дифракционными линиями
(3,88; 3,30; 3,08; 2,96; 1,70 Å) продуктов термолиза [4, 5].
Аналогичный результат получен при термическом превращении
ксонотлита – (Ca6Si6O18·H2O). Рентгенографическим анализом установлено, что продуктом гидротермальной обработки глино-доломитовых
композиционных материалов является ксонотлит – гидротированный
силикат кальция. Эта гидратированная фаза идентифицирована
с помощью самых интенсивных линий (3,07; 2,04; 1,95 Å) ксонотлита.
Изучено взаимодействие глино-доломитовых композиционных материалов с агрессивными средами. Испытания полученных композиционных материалов на химическую устойчивость проведены в двух агрессивных средах: кислотной (H2SO4) и щелочной (NaOH). Выбраны
оптимальные концентрации: H2SO4 – 2,5 %, NaOH – 5 %. Установлено, что образцы, подготовленные как керамические материалы, более
устойчивы к воздействию H2SO4, чем образцы, подготовленные как
вяжущие. А материалы, приготовленные обоими способами, оказались более устойчивыми в среде NaOH. Прочность гидратированных
глино-доломитовых композиционных материалов не только не снижается после взаимодействия с щелочью, а наоборот значительно повышается. Можно полагать, что при этом образуются малые количества
Na, Са-гидроалюмосиликатов, которые связывают в себе отдельные
частицы компонентов и упрочняют образцы.
Исследована долговечность глино-доломитовых композиционных материалов. Для этого подготовленные образцы испытывали на
233
Перспективные материалы в строительстве и технике (ПМСТ-2014)
прочность после выдерживания их во влажных условиях в течение
30 сут, 2, 4 и 6 лет. Установлено, что прочностные показатели полученных материалов не только не ухудшаются со временем, но даже увеличиваются после выдерживания их в течение 6 лет во влажных условиях.
Сформировавшаяся структура с возрастом постоянно изменяется. Для изучения изменения фазового состава после длительного времени проведен рентгенографический анализ образцов. На рентгенограммах глино-доломитовых композиций в возрасте 2 и 4 лет в фазовых составах значительные изменения не наблюдаются.
По результатам экспериментов можно уверенно сказать, что полученные глино-доломитовые композиционные материалы сохраняют
свою механическую прочность достаточно долгое время. Они также
устойчивы к воздействию агрессивных сред, обладают высокой морозостойкостью, прочностью и водостойкостью. Так как глино-доломитовые композиционные материалы соединяют в себе свойства керамических и вяжущих материалов, можно прогнозировать их службы
до 100–150 лет.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Ширинзаде И.Н. Низкообжиговые глино-доломитовые композиционные материалы / И.Н. Ширинзаде, Н.Н. Османов // Тезисы 63-й международного конферанса. – Новосибирск, 2006. – C. 54.
2. Ширинзаде, И.Н. Низкообжиговые глино-доломитовые композиций на
сырье месторождений Азербайджана / И.Н. Ширинзаде // Техника и технология
силикатов. – 2008. – № 2. – C. 19–27.
3. Məmmədov, X.S. Kalsium silikatları və hidrosilikatlarının kristallokimyası /
X.S. Məmmədov. – Bakı, 1960. – 125 s.
234
Секция 1
УДК 691.54
СПОСОБ УСТРАНЕНИЯ ДЕСТРУКТИВНЫХ ЯВЛЕНИЙ
МАТЕРИАЛОВ НА ОСНОВЕ ЗОЛОСОДЕРЖАЩИХ
МАЛОКЛИНКЕРНЫХ ВЯЖУЩИХ
Е.В. Шкробко, В.К. Козлова
Алтайский государственный технический университет им. И.И. Ползунова,
г. Барнаул, Россия
E-mail:ve2708@yandex.ru
Аннотация. Показано, что с применением добавок в виде зол бурых
углей, отходов добычи доломита могут быть получены трещиностойкие малоклинкерные вяжущие.
Ключевые слова: малоклинкерные цементы; высококальциевые золы
бурых углей; доломит.
В настоящее время в монолитном домостроении в качестве основного материала используют различные виды бетонных смесей на
основе портландцемента. Потребление цемента в России опережает его
производство и выросло до 65,2 млн т. В достижении таких показателей
в некоторой степени влияют поставки клинкера и цемента импортных
производителей, общая доля которых колеблется в пределах 20 % [1].
Для цементных заводов России в настоящее время характерен узкий
ассортимент выпускаемых портландцементов, около 60–70 % выпуска
составляет портландцемент ЦЕМ II/А-Ш 32,5 (ПЦ400Д20), около 30 %
ЦЕМ I 42,5Н и ЦЕМ I 42,5Б (ПЦ500Д0). В качестве вводимых добавок
в ПЦ400Д20 используется в основном доменный гранулированный
шлак. В связи с удорожанием этой активной минеральной добавки резко сократился выпуск шлакопортландцемента. Из особых видов портландцемента можно отметить производство сульфатостойкого цемента
(ССПЦ400Д20 и ССПЦ500Д0) [2].
Получение различных видов клинкерных цементов по свойствам и назначению возможно с помощью регулирования химического
и минерального состава клинкера, введения минеральных и химических добавок. Стандартизация производства цементов с добавками
(в том числе многокомпонентных цементов) произведена введением
235
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ГОСТ 31108–2003 «Цементы общестроительные. Технические условия» [3]. Снижение расхода портландцементного клинкера в составе
цементов типов ЦЕМ II–V достигается введением в состав портландцемента дополнительных компонентов. ГОСТ 31108–2003 установлено минимальное содержание портландцементного клинкера, которое
составляет 40 %. Такой портландцемент с добавками до 60 % относится к пятому типу – композиционному цементу.
Однако в указанном ГОСТ для производства композиционного
цемента рекомендован ограниченный тремя видами перечень минеральных добавок, хотя в качестве добавок при изготовлении таких малоклинкерных цементов могли быть использованы различные виды
промышленных отходов (шлаки цветной металлургии, горелые породы,
отходы химической промышленности, попутные продукты добычи полезных ископаемых, некондиционные сырьевые материалы и др.). Сочетание различных добавок открывает большие перспективы для производства портландцементов, отличающихся необходимым набором
специфических свойств (безгипсовые портландцементы, безусадочные
и расширяющиеся цементы, цементы для зимнего бетонирования,
портландцементы для изготовления различных видов сухих строительных смесей, цементы для самоуплотняющихся бетонов и др.).
Необходимость производства и потребления таких цементов
связана с выполнением следующих задач, стоящих перед промышленностью строительных материалов: расширения номенклатуры вяжущих веществ, экономии дорогостоящего клинкера, энергосбережения
при его производстве, уменьшения выбросов углекислого газа в атмосферу. Однако крупные производители цементов не заинтересованы
в организации производства особых видов портландцемента на существующих заводах в связи с требуемым расширением складского хозяйства при увеличении количества добавок, переоборудования бункеров в цехах помола, а также в связи со слабой изученностью совместного влияния нескольких одновременно вводимых добавок на
свойства получаемого готового продукта. Причиной является отсутствие конкуренции среди производителей цемента, а также мотивации к
освоению производства новой продукции. Сложившаяся ситуация
может измениться после строительства новых помольных установок,
которые будут работать на купленных у цементных заводов излишках
236
Секция 1
клинкера. Строительство и эксплуатация таких помольных установок
поможет решить основные задачи промышленности строительных
материалов – снижение энергозатрат в строительной индустрии, замена значительной части природных ресурсов крупнотоннажными техногенными отходами.
Необходимо отметить, что в качестве добавки к композиционному цементу из зол наиболее изученными являются кислые золы, содержащие кремнезем в активной форме. Наибольший интерес представляют высококальциевые золы, обладающие гидравлическими свойствами.
В Сибирском федеральном округе тепловые электростанции работают на углях Канско-Ачинского бассейна. Годовой выход золы
в СФО составляет около 8,8 млн т. Золы от сжигания бурых углей
КАТЭКа отличаются нестабильными свойствами. При затворении зол
водой образуются сложные гидратные соединения и происходит медленное образование небольшого количества гидросиликатной фазы
CSH (I) коллоидной структуры. В начальный период гидратации
единственной структурообразующей фазой является эттрингит, а при
твердении наблюдается его бурное образование в большом количестве, происходит линейное расширение зольного камня. Неравномерное
изменение объема при твердении, приводящее к деструктивным явлениям, сдерживает широкое применение высококальциевых зол в производстве строительных материалов.
К настоящему времени предложены многочисленные приемы
для улучшения потребительских свойств золы, например: помол, введение химических добавок, предварительная гидратация, карбонизация, автоклавирование, пропаривание, обжиг и другие. Однако, многие из перечисленных методов дороги, малопроизводительны, сложны
в технологии и не применимы для многотоннажной переработки высококальциевых зол.
Наибольшее количество работ посвящено устранению неравномерности изменения объема при твердении зол с помощью введения
добавок. Необходимо отметить, что большая часть предложенных добавок имеют эпизодическое применение в связи с их нестабильностью
воздействия во всех диапазонах изменения свойств зол. Но чаще всего
предлагаются пуццолановые добавки – трепел, диатомит, опока, сиштоф и др. В ряде случаев удавалось полностью устранить деструкцию,
237
Перспективные материалы в строительстве и технике (ПМСТ-2014)
но для этого требовалось такое большое количество добавок, что их
применение становилось нецелесообразным вследствие снижения
прочности. По мнению [4] пуццоланы устраняются неравномерность
изменения объема и при гидросульфоалюминатном расширении. Для
этого их вводят в состав гипсоцементной композиции. Получаемые
гипсоцементно-пуццолановые вяжущие (далее – ГЦПВ) являются
прототипом малоклинкерных композиционных вяжущих веществ.
ГЦПВ состоит из гипсового вяжущего (50–75 %), портландцемента
(15–25 %) и пуццолановой добавки (10–25 %).
Гипсоцементно-пуццолановые вяжущие, предложенные профессором А.В. Волженским, во многом соответствуют требованиям
производства эффективных строительных материалов. Строительный
гипс, являясь воздушным вяжущим, характеризуется быстрым набором прочности, получающийся гипсовый камень характеризуется повышенными теплозащитными свойствами, но низкой водостойкостью. Гипсоцементное вяжущее вещество обладает достоинствами
того и другого составляющего, лишенное в значительной мере их недостатков. Использование таких вяжущих представляет интерес при
монолитном бетонировании ограждающих конструкций малоэтажных
зданий и для производства других бетонов.
Однако гипсоцементный камень после 28 суток твердения обладает склонностью к деструктивным явлениям, приводящим к снижению прочности а при длительном воздействии воды – к разрушению.
Автором [5] также отмечено, что деструктивные явления отсутствуют в случае гашения релаксаторами напряжения, обусловленного
образованием таумасита. В качестве активных наполнителей пригодны мелкоизмельченные органические вещества естественного происхождения (древесная мука, древесные опилки, сфагновый торф и др.),
если их содержание составляет не менее 40 % к массе портландцемента. При использовании других наполнителей необходима карбонизация изделий, осуществляемая на стадии производства или хранения.
Углекислый газ способствует разложению эттрингита и приводит к утрате возможности его восстановления из состава карбонизированных продуктов. Так как метод дополнительной карбонизации
гипсоцементного камня представляет собой достаточно долгий процесс (4–5 мес), Алкснис предлагает технологические мероприятия,
238
Секция 1
сокращающие продолжительность карбонизации. Одним из таких мероприятий является введение в гипсоцементную смесь тонкомолотых
карбонатных добавок (известняк или доломит).
Карбонатные добавки способствуют интенсивному проникновению углекислого газа в материал и образованию гидрокарбоалюминатов кальция взамен эттрингита. В результате испытаний отмечается
отсутствие сброса прочности камня при сжатии, долговечность при
этом повышается и не проявляются деформации расширения при последующем воздействии на него воды.
Можно считать справедливыми выводы Алксниса [5] об эффективности введения карбонатных добавок в ГЦПВ. В настоящее время
не исследовано влияние комплексных добавок, содержащих высококальциевые золы и карбонатные компоненты.
Принципиально новым решением проблемы является разработка состава экономичного вяжущего, получаемого из доступного местного сырья и крупнотоннажного техногенного отхода – высококальциевой золы-унос. Составы деструктивно безопасного композиционного вяжущего с большим содержанием ВКЗ без технологически
сложной подготовки сырьевых компонентов в настоящее время не
разработаны. Главной задачей при использовании высококальциевых
зол в производстве строительных материалов является устранение деструктивных явлений с любым возможным содержанием свободного
оксида кальция.
Для исследованийвозможности устранения деструктивных процессов золосодержащих малоклинкерных вяжущих были использованы: портландцемент ЦЕМI 42,5 Н производства цементного завода
ОАО «Искитимцемент», зола-унос Абаканской ТЭЦ, карбонатсодержащая добавка в виде доломита Таензинского месторождения Кемеровской области.
Зола Абаканской ТЭЦ, получаемая от сжигания Ирша-Бородинского угля Канско-Ачинского бассейна, имеет химический состав:
SiO2 – 31,42 – 41,44 %, Al2O3 – 6,64 – 9,47 %, Fe2O3 – 9,45 – 11,76 %,
FeO – 0,04 – 3,16 %, CaO – 30,98 – 37,7 %, MgO – 6,85 – 8,34 %, SO3 –
2,08 – 3,36 %, Na2O – 0,39 – 0,45 %, K2O – 0,16 – 0,26 %, TiO2 – 0,17 –
0,41 %, MnO – 0,16 – 0,30 %, . Зола имеет повышенное количество оксида кальция (6,34–8,23 %) в свободном состоянии.
239
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Малоклинкерные композиционные вяжущие изготавливались
смешиванием подготовленных компонентов в различном сочетании. Из
теста нормальной густоты, подготовленного на основе полученных вяжущих, изготавливались образцы-кубы с ребром 2 см, твердевшие
в камере нормального твердения. Полученные результаты исследований [6, 7] позволяют утверждать, что наиболее оптимальным составом
является: 40 % портландцемент + 30 % зола высококальциевая + 30 %
доломит. Малоклинкерный композиционный цемент типа ЦЕМ V в 28суточном возрасте имеет предел прочности при сжатии 27–29 МПа.
Также полученные вяжущие отличаются стабильным набором прочности в течение 1 года. Кроме того, изготовленные золосодержащие малоклинкерные вяжущие вещества являются водостойкими, безусадочными и трещиностойкими. При твердении получается цементный камень с расширением до 1,25 мм/м.
Таким образом, при использовании высококальциевых зол бурых углей Канско-Ачинского бассейна, характеризующихся значительным количеством СаОсвоб, могут быть получены эффективные
безусадочные трещиностойкие малоклинкерные вяжущие вещества.
Такие вяжущие найдут широкое применение в производстве крупногабаритных изделий (панели перегородок и оснований под покрытие
полов), а также при возведении ограждающих конструкций в малоэтажном строительстве.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Высоцкий, Е.В. Тенденции и перспективы развития рынка цемента Российской Федерации / Е.В. Высоцкий // Строительные материалы. – 2013. – № 2. – С. 66.
2. Статистика. Россия // Цемент и его применение. – 2013. – № 3. – С. 7.
3. ГОСТ 31108–2003. Цементы общестроительные. Технические условия.
4. Волженский, А.В. Гипсоцементно-пуццолановые вяжущие, бетоны и изделия /
А.В. Волженский, В.И. Стамбулко, А.В. Ферронская. – М. : Стройиздат, 1971. – 318 с.
5. Алкснис, Ф.Ф. Твердение и деструкция гипсоцементных композиционных
материалов / Ф.Ф. Алкснис. – Л. : Стройиздат, 1988. – 103 с.
6. Козлова, В.К. Эффективные добавки золосодержащих вяжущих / В.К. Козлова, Е.В. Шкробко // Будущее науки-2013: матер. Международной молодежной науч.
конф.: в 3 т. Т. 2. – Курск : Юго-Зап. гос. ун-т, 2013. – С. 189–192.
7. Шкробко, Е.В. Исследование физико-химических свойств композиционных
вяжущих веществ с использованием техногенного сырья / Е.В. Шкробко, В.К. Козлова // По страницам диссертаций 2012 г.: сб. матер. I Междунар. науч.-практ. конф. /
под общ. ред. С.С. Чернова. – Новосибирск : Изд-во НГТУ, 2012. – С. 79–82.
240
Секция 1
УДК 691.322
ВЫСОКОПРОЧНЫЙ КЕРАМЗИТОБЕТОН
С АКТИВИРОВАННОЙ ВОДОЙ ЗАТВОРЕНИЯ
А.И. Кудяков, Г.Г. Петров, А.Г. Петров
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
Е-mail: Kudyakow@mail.tomsknet.ru
Аннотация. Приведены результаты анализа технологических приемов
получения высокопрочных керамзитобетонов. Показана эффективность активации воды затворения ультразвуком. Повышается пластичность и живучесть
цементного теста, прочность цементного камня. Разработан состав керамзитобетона с классом по прочности В22,5.
Ключевые слова: гипсовое вяжущее; фторангидрит; нанодобавки; газообразование; микроармирующие добавки.
Российский и зарубежный опыт строительства свидетельствует
об успешном использовании керамзитобетона повышенной прочности
для изготовления несущих конструкций жилых зданий. Значительным
преимуществом конструкций из высокопрочного бетона является
снижение нагрузок на элементы каркаса зданий и как следствие достигаемая экономия на материалах фундамента. Это особенно актуально при строительстве высотных зданий, когда формируются большие
нагрузки на нижние этажи. Конструкции из легких бетонов обладают
большей огнестойкостью по сравнению с равнопрочными тяжелыми
бетонами, что существенно повышает безопасность человека при эксплуатации зданий.
К материалам, используемым для приготовления высокопрочного легкого бетона, предъявляются повышенные требования, с целью достижения требуемого класса бетона по прочности и марки по
средней плотности при максимально возможной однородности параметров качества.
Исследование выполнено при финансовой поддержке работ по приказу Министерства образования и науки Российской Федерации.
241
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Цель работы – разработать составы и технологические приемы
получения высокопрочных керамзитобетонов из местных материалов
для строительства высотных жилых зданий на основе универсальной
полносборной каркасной конструктивной системы «КУПАСС», разрабатываемой сотрудниками Томского государственного архитектурно-строительного университета.
Для проведения исследований использовался портландцемент
ПЦ500 Д0 Топкинского завода. В качестве заполнителя использовалась керамзитовая смесь (фракции 2,5–10 и 1,25–10 мм) с насыпной
плотностью Д700 и Д800 ООО ЗКПД ТДСК. Кроме того, использовался природный кварцево-полевошпатовый песок Кудровского месторождения с модулем крупности 1,6.
Следует отметить, что при одинаковой насыпной плотности керамзитовый гравий сильно отличаются по прочности. При расчете заполнителя по методу абсолютных объемов для обеспечения однородности состава и снижения показателя изменчивости (повышения класса бетона) следует использовать объемное дозирование легкого
заполнителя.
По результатам проведенных испытаний керамзитового гравия,
отобранного с производственной площадки, при насыпной плотности
Д600 и Д700 марка по прочности керамзитового гравия фракции
5–10 мм П125 и П150. В соответствии с ГОСТ 25820 для бетонов
класса В22,5 и В25 минимальная прочность керамзитового гравия
должна быть П200 и П250. ни одна из испытанных проб керамзитового гравия не соответствует данному требованию.
Учитывая, что в Томской области отсутствует высокопрочный
керамзитовый гравий, необходимо рассмотреть вопрос об использовании других технологических приемов, применяя которые можно увеличить прочность легкого бетона. Перспективным являются технологические приемы направленного воздействия внешних физических полей
(электрических, магнитных, электромагнитных, тепловых, радиационных, механических, звуковых и др.) на компоненты бетонной смеси или
смеси в целом. Привлекательность указанных технологических приемов объясняется простотой управления, возможностью надежного
улучшения физико-механических показателей цементных строительных композиций и малой энергоемкостью. Вопросы влияния низко242
Секция 1
энергетического ультразвукового воздействия на цементные композиции и на ее компоненты в отдельности являются малоизученными. Одним из важных методов управления структурообразования цементного
камня, улучшения характеристик легкого бетона является направленное
изменение физико-химических свойств воды затворения. Структуры
твердения формируются в результате сложных физико-химических
процессов взаимодействия цемента с водой: растворение и гидратация
цементных материалов с образованием пересыщенных растворов, самопроизвольное диспергирование этих минералов до частиц коллоидных размеров, образование тиксотропных коагуляционных структур и,
наконец, возникновение, рост и упрочнение кристаллизационных
структур. Наиболее эффективным способом активации воды затворения
легкобетонных смесей является ультразвуковая активация.
Время оптимального воздействия многочастотными ультразвуковыми колебаниями на воду затворения определялось по критерию
изменения прочности цементного камня. Максимальная прочность
цементного камня (рис. 1) достигается при 30-минутной активации
воды затворения.
Рис. 1. Влияние времени активации воды затворения на предел прочности при
сжатии цементного камня
243
Перспективные материалы в строительстве и технике (ПМСТ-2014)
При ультразвуковой обработке воды повышается водородный
показатель (рН = 9,3), который сохраняется в течение 30 мин (рис. 2),
что объясняется деструкцией молекул воды за счет явления кавитации. По данным Зубрилова С.П., происходит частичный разрыв водородных и химических связей молекул воды, что приводит к образованию довольно устойчивых радикалов и ионов, а также к возбуждению
молекул воды:
Н2О
ОН–, О–, Н2О+, ОН, Н, Н2О2, Н2О* и т. д.
Рис. 2. Изменение значения рН активированной ультразвуком воды с течением
времени
При перемешивании цемента с водой, активированной ультразвуком, цементное тесто становится более пластичным. Уменьшается
на 2 % нормальная густота, увеличивается начальный срок схватывания цементного теста со 120 до 170 мин, что благоприятно влияет на
увеличение живучести легкобетонной смсеси.
Кинетика роста прочности образцов из цементного камня на активированной и неактивированной воде, приведены на рис. 3. Как
следует из рис. 3, прирост прочности цементного камня на активированной воде в 28-суточном возрасте составляет 20 %.
244
Секция 1
Рис. 4. Кинетика набора прочности цементного камня на активированной и неактивированной воде затворения
Для оценки фазовых изменений в затвердевшем цементном камне
на активированной ультразвуком воде затворения, были проведены физико-химические исследования: термогравиметрический и рентгенофазовый анализы.
На термограммах образцов, приготовленных на активированной
воде затворения, площадь эндотермического пика при 460 °С, характеризующего разложение Сa(OH)2, больше на 4 %, а при 660 °С – разложение низкоосновных гидросиликатов кальция почти в 2 раза больше,
чем у образцов приготовленных на водопроводной воде (рис. 5).
Рентгенофазовый анализ подтверждает образование портландита Сa(OH)2 (4,92; 2,63; 1,92; 1,79; 1,48; 1,44Å) и низкоосновных гидросиликатов кальция (C-S-H (I) (3,07; 2,82; 1,83 Å), C-S-H (II) (3,07; 4,90;
1,62 Å)) с большей интенсивностью, чем у контрольных образцов.
Увеличивается интенсивность пика СаСО3 (3,04; 3,86; 2,28Å)
Разработан оптимальный состав керамзитобетонной смеси на
активированной воде затворения с осадкой конуса 2–5 см с расходом
на 1 м3: цемента 445 кг, керамзитовой смеси 2,5–10,0 мм 430 кг, песка
природного 450 кг и воды 180 л. В 28-суточном возрасте получен
класс керамзитобетона по прочности В22,5. Разработаны технический
регламент по изготовлению керамзитобетонной смеси с использова245
Перспективные материалы в строительстве и технике (ПМСТ-2014)
нием воды затворения, активированной ультразвуком, применительно
к реальному производству железобетонных изделий.
а
б
Рис. 5. Дериватограммы образцов цементного камня:
а – контрольный; б – на активированной воде
246
Секция 1
а
Са(ОН)2
Са(ОН)2
Са(ОН)2
Са(ОН)2
C-S-H(I)
Са(ОН)2
б
C-S-H(I,II)
Са(ОН)2
Са(ОН)2
3СаO2SiO22Н2O
Рис. 6. Рентгенофазовый анализ цементного камня:
а – контрольный; б – на активированной воде
247
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 666.9: 66.022.3
ВЛИЯНИЕ ГЛИОКСАЛЬСОДЕРЖАЩИХ ДОБАВОК
НА ПРОЦЕССЫ СТРУКТУРООБРАЗОВАНИЯ
И СВОЙСТВА ЦЕМЕНТНЫХ КОМПОЗИЦИЙ
А.И. Кудяков, А.С. Ушакова, Д.И. Дубасаров, В.А. Ефремова,
К.Л. Кудяков
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: ushakova.anutka@gmail.com
Аннотация. В статье представлены результаты исследований по
влиянию добавок глиоксаля кристаллического и жидкого на технологические
свойства, процессы структурообразования цементных строительных композиций. Установлено оптимальное содержание глиоксаля в цементных композициях – 0,01 % от массы цемента. При введении глиоксаля уменьшается
нормальная густота и повышается пластичность цементного теста, увеличивается на 14–18 % прочность на сжатие цементного камня.
В связи с разработкой новых архитектурно-строительных каркасных систем при строительстве высотных энерго- и ресурсосберегающих
зданий все более востребованным становятся цементные бетоны с повышенными прочностными и эксплуатационными характеристиками
с однородными показателями качества. Реализация прогнозируемых
и установленных требований по критериям прочности и долговечности
бетонов осуществляется путем проведения исследований, разработке
эффективных составов и инновационных технологических приемов
приготовления смесей, формования и тепловой обработке конструкций.
В соответствии с проведенным анализом имеющихся технических
предложений, разработанной диаграммой Исикава и данными ранжировки совокупности приемов (этапов) жизненного цикла конечной продукции наиболее результативным и предпочтительным является использование в технологии бетона многофункциональных модифицирующих добавок, которые существенно влияют на процесс структуро
Исследование выполнено при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
248
Секция 1
образования цементного камня и его сцеплении с поверхностью зерен
заполнителя и арматурной стали.
По результатам анализа патентной и научно-технической информации [1] наиболее распространенными на сегодняшний день являются
модифицирующие добавки на основе эфиров поликарбоксилатов импортного производства. При решении задачи технологического перевооружения в строительной индустрии и создания конкурентноспособных
импортозамещающих отечественных материалов весьма актуальным является разработка отечественных эффективных модифицирующих добавок и их производство. Представляет научный интерес и обладает потенциальной возможностью и перспективностью исследования добавок на
основе глиоксаля, изготовляемого ООО «Новохим» г. Томска. По данным патентного поиска по базе ФИПС РФ в формулах изобретений видов и классов добавок не было выявлено охранных документов, в которых модифицирование бетонных смесей осуществлялось добавками, содержащими глиоксаль. В связи с этим, проведение исследований с целью
разработки оптимальных параметров модифицирования цементных композиций добавками на основе глиоксаля является актуальным.
В качестве сырьевых материалов при проведении экспериментальных исследований применялся бездобавочный портландцемент
Цем I 42,4Н Топкинского завода (ГОСТ 31108–2003) и водопроводная
вода (ГОСТ 23732–2011). Характеристики портландцемента приведены в табл. 1.
Таблица 1
Характеристики цемента
Насыпная плот- Остаток Нормальплотна сите ная густоность,
0,08, %
та, %
кг/м3
1010
2,5
26,4
Сроки схватывания,
ч-мин
начало
схватывания
2–20
конец
схватывания
3–20
Предел прочности, МПа, в возрасте 28 сут при
изгибе
сжатии
6,3
50,4
В качестве модифицирующей добавки использовались: 40 %
раствор глиоксаля (жидкий), соответствующий требованиям ТУ 2633249
Перспективные материалы в строительстве и технике (ПМСТ-2014)
003-67017122–2011, и глиоксаль кристаллический – ТУ 2633-00467017122–2011 [5].
Лабораторные испытания портландцемента проводились в соответствии с национальными стандартами ГОСТ 310-1–76, 310.2–76,
310.3–76 и 310.4–81.
Исследования закономерностей влияния глиоксальсодержащих
добавок на прочностные свойства цементного камня проводились на
образцах-кубиках размером 20×20×20 мм из цементного теста нормальной густоты (ГОСТ 310.3–76). Формы с образцами после формования хранились одни сутки в ванне с гидравлическим затвором. После разопалубливания образцы помещали в воду. Испытание образцов
на сжатие проводилось через 3 и 28 сут. Исследование структуры цементной матрицы с добавкой глиоксаля кристаллического проводилось методом сканирующей электронной микроскопии на приборе
Quanta 200 3D.
При проведении исследований применялась следующая схема
формирования составов цементного теста: без добавок (контрольные), кристаллический глиоксаль 0,01 % от массы цемента (ГК 0,01);
0,5 % – (ГК 0,5); 1 % – (ГК 1); жидкий глиоксаль в количестве 0,01 %
от массы цемента (ГЖ 0,01); 0,5 % – (ГЖ 0,5); 1 % (ГЖ 1). Основным
параметром эффективности модифицирующих добавок является их
пластифицирующий (водоредуцирующий) эффект, который выражается в изменении нормальной густоты цементного теста. Определение нормальной густоты проводили в соответствии с методикой
ГОСТ 310.3–76. Добавку кристаллического и жидкого глиоксаля
вводили с водой затворения. Результаты определения нормальной
густоты приведены на рис. 1.
Как видно из рисунка, добавка жидкого и кристаллического
глиоксаля обладает пластифицирующим эффектом. Снижение необходимого количества воды затворения (нормальной густоты) наблюдается в диапазоне от 0,5 до 2 %.
Помимо пластифицирующего эффекта, в цементном тесте с добавкой глиоксаля увеличивается экзотермический эффект при гидратации цемента. Увеличение значений экзотермического эффекта прямо пропорционально повышению концентрации глиоксальсодержащих добавок в цементе.
250
Секция 1
Рис. 1. Влияние добавки глиоксаля на нормальную густоту цементного теста
Влияние добавок глиоксаля на сроки схватывания цементного
теста приведены в табл. 2.
Таблица 2
Определение сроков схватывания цементного теста с добавками
Обозначение состава
цементного теста
Контрольная
ГК 0,01
ГК 0,5
ГК 1
ГЖ 0,01
ГЖ 0,5
ГЖ 1
Сроки схватывания
начало
конец
2 ч 15 мин
4 ч 55 мин
2 ч 30 мин
5 ч 00 мин
40 мин
2 ч 10 мин
10 мин
50 мин
2 ч 00 мин
4 ч 50 мин
45 мин
2 ч 55 мин
40 мин
2 ч 00 мин
Установлено, что введение добавок кристаллического и жидкого
глиоксаля в количестве 0,5 и 1 % приводит к существенному ускорению сроков схватывания цементного теста по сравнению с результатами испытаний контрольных серий. Концентрация 0,01 % кристаллического глиоксаля в приводит к небольшому замедлению процесса
схватывания.
251
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Результаты исследований влияния вида глиоксаля кристаллического и его содержания в цементном тесте на прочность цементного
камня приведены на рис. 2 и 3.
Рис. 2. Влияние кристаллического глиоксаля на прочность цементного камня в
возрасте 3 сут
Рис. 3. Влияние кристаллического глиоксаля на прочность цементного камня
в возрасте 28 сут
252
Секция 1
При введении глиоксаля кристаллического в количестве 0,01 %
от массы цемента увеличивается прочность на сжатие цементного
камня в возрасте 3 сут на 18,8 %, а в возрасте 28 сут на 14 % по сравнению с контрольными образцами без добавок. При содержании глиоксаля кристаллического в количестве 0,5 % прочность на сжатие цементного камня практически не изменяется, а при содержании же 1 %
прочность снижается. При хранении образцов с содержанием добавки
0,5 и 1 % в воде в течение 3 сут появились трещины. Аналогичные
результаты получены на образцах цементного камня с жидким глиоксалем. На рис. 4 представлены микрофотографии цементного камня
контрольных образцов и образцов с глиоксалем кристаллическим.
а
б
в
г
Рис. 4. Структуры цементного камня при увеличении 800:
а – контрольные; б – ГК 0,01; в – ГК 0,5; г – ГК 1
253
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Как видно из рис. 2 и 3, образцы с добавкой глиоксаля в количестве 0,5 и 1 % имеют рыхлую пористую структуру с большим количеством образовавшихся пор, что и объясняет снижение прочностных
характеристик.
Выводы. По полученным результатам исследований были выявлены рациональные диапазоны дозирования добавки глиоксаля кристаллического и жидкого. При введении добавки в количестве 0,01 %
от массы вяжущего вещества наблюдается повышение прочностных
характеристик цементного камня. При увеличении концентрации добавки, а именно при введении 0,5 и 1 % глиоксаля наблюдается повышенное порообразование, а также образование аморфных соединений
в структуре цементного камня, что приводит к снижению прочности.
Дальнейшее повышение концентрации приводит к значительному ускорению сроков схватывания цементного теста.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Тенденции в развитии технологии высокопрочных тяжелых цементных бетонов / А.И. Кудяков [и др.] // Строительство энергоэффективного полносборного
жилья экономического класса: сборник научных трудов / под общ. ред. С.Н. Овсянникова. – Томск : Том. гос. архит.-строит. ун-та, 2014. – С. 125–131.
2. ТУ 2633-004-67017122–2011. Глиоксаль кристаллический. – Условия доступа : http://novochem.ru/products/crystalline%20glyoxal (дата обращения 26.06.2014).
254
СЕКЦИЯ 2
ИННОВАЦИОННЫЕ ТЕХНОЛОГИИ
В ПРОИЗВОДСТВЕ
СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ
УДК.65.09
МАЛОЭНЕРГОЕМКАЯ ТЕХНОЛОГИЯ
ПОЛУЧЕНИЯ ЖАРОСТОЙКОГО МАТЕРИАЛА
НА ОСНОВЕ НАПОЛНЕННОГО ЖИДКОГО СТЕКЛА
С.А. Белых, Т.А. Лебедева, О.В. Трофимова
Братский государственный университет, г. Братск, Россия
E-mail: smit1@brstu.ru
Аннотация. Вовлечение вторичных ресурсов в технологии производства способствуют снижению энергоемкости конечного продукта, так как сырье
техногенного происхождения часто представляет собой продукцию с высокой
степенью технологической готовности. Примером могут служить тонкодисперсные материалы, в том числе продукты пыле- и газоочистки различных
производств. При их использовании исключены процессы измельчения, сушки
и других энергоемких технологических переделов. В данной работе изложены
основы малоэнергоемкой технологии получения жаростойкого материала на
основе жидкого стекла. Жидкое стекло производят из микрокремнезема путем
обработки микрокремнезема водным раствором щелочи при температуре
80–85 °С. Основными сырьевыми компонентами жаростойкого материала являются микрокремнезем-побочный продукт производства ферросплавов
и «просыпь», отход производства аллюминия. Микрокркмнезем использован
на двух этапах производства жаростойкого материала: при изготовлении вяжущего и при дальнейшем наполнении жидкостекольной матрицы.В качестве
отвердителя использована «просыпь», содержащая кремнефторисые соединения. После отверждения в воздушно-сухих условиях материал имеет плотность
600–800 кг/м3 и марку по жаростойкости И8.
Ключевые слова: малоэнергоемкая технология; жидкое стекло; микрокремнезем, жаростойкий бетон; отходы промышленности; тонкодисперсные
вещества.
255
Перспективные материалы в строительстве и технике (ПМСТ-2014)
В современных условиях эффективная эксплуатация промышленных тепловых агрегатов невозможна без использования легких жаростойких материалов, обладающих повышенной теплоизолирующей
способностью.
Жаростойкие теплоизоляционные материалы обладают значительной пористостью, поэтому нерационально их перевозить на большие расстояния. Поэтому актуально производить такой материал на местах.
Применение легких жаростойких бетонов из местных материалов
позволяет рационально осуществлять строительство и эксплуатацию
тепловых агрегатов; значительно экономить материалы и технологическое топливо; увеличивать габариты элементов для сборки конструкций
футеровок, снижать их массу; изготавливать монолитные конструкции
футеровок с повышенной теплоизолирующей способностью.
Как показывает опыт, использование отходов промышленности
в производстве строительных материалов позволяет покрыть потребность в сырьевых ресурсах, сократить затраты на изготовление материалов и снизить техногенные нагрузки на окружающую среду. В городе Братске и регионе в результате работы промышленных предприятий образуется ряд многотоннажных отходов, физические свойства
и химический состав которых позволяют рассматривать их как сырье
высокой степени готовности для производства строительных материалов. Замена природного сырья многотоннажными отходами промышленности позволит наладить производство жаростойких теплоизоляционных материалов на местах.
В настоящей работе изложена сущность технологии получения
жаростойкого теплоизоляционного материала на основе местного техногенного сырья. Для получения материала использована технология
наполнения жидкого стекла дисперсными компонентами [1].
В качестве вяжущего использовали натриевое жидкое стекло,
полученное путем растворения микрокремнезема, отхода Братского
завода ферросплавов, в щелочном растворе. В качестве минерального
наполнителя жидкостекольной матрицы (вспененной и без пенообразователя) использовали этот же микрокремнезем [2].
Отверждение поризованной массы интенсифицировали шламом,
представляющим собой просыпь шихты для выплавки алюминия.
Данный продукт имеет в составе как щелочной, фтористый, так
256
Секция 2
и алюминатный компоненты, что позволяет использовать его и как
отвердитель жидкостекольных композиций, и как добавку повышающую жаростойкость.
Исследованиями установлено, что путем наполнения жидкого
стекла дисперсными компонентами, а именно микрокремнеземом с добавлением смеси шлама и пыли газоочистки возможно получение жаростойкого материала плотностью 600–800 кг/м3 с относительной остаточной прочностью после нагрева до 800 °С в пределах 95–98 % (рис. 1).
Рис. 1. Исследование относительной остаточной прочности теплоизоляционного материала после нагрева до 800 °С (при степени наполнения жидкого стекла 0,5)
Исследование влияния температуры нагрева на механические
свойства теплоизоляционного материала на основе наполненного
жидкого стекла представлено на рис. 2.
Отмечено, что в процессе нагрева происходит снижение прочностных характеристик. Это вероятно обусловлено образованием геля кремниевой кислоты и модификационным превращением β-кварца, образовавшегося в результате кристаллизации геля [3]. При этом установлено,
что образцы со смесью шлама и пыли ГО имеют более стабильные прочностные характеристики под действием высоких температур [1].
Для полученного материала разработаны технологические решения. Технологическая схема производства жаростойкого материала
на основе наполненного жидкого стекла представлена на рис. 3.
257
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис. 2. Влияние температуры нагрева на механические характеристики теплоизоляционного материала:
1 – образцы с использованием смеси шлама и пыли ГО; 2 – образцы
с использованием кремнефтористого натрия
Рис. 3. Технологическая схема получения жаростойкого материала на основе
наполненного жидкого стекла
258
Секция 2
Достоинством разработанного материала является возможность
организовать производство приближенно к месту потребления с использованием техногенных источников сырья, тем самым избегая неэффективных перевозок. Технология получения материала является
энергоэффективной, т. к. отсутствует стадии высокотемпературной обработки до отверждения, а прочностные и жаростойкие свойства материал приобретает на стадии эксплуатации. Жаростойкий теплоизоляционный материал на основе наполненного жидкого стекла из микрокремнезема по технико-экономическим характеристикам является конкурентоспособным, малоэнергоемким жаростойким материалом.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Влияние состава жидкостекольной связки на ее жаростойкие свойства /
Т.А. Лебедева, С.А. Белых, О.В. Трофимова [и др.] // Труды Братского государственного университета. Серия: Естественные и инженерные науки. – 2011. – Т. 2. –
С. 139–144.
2. Лебедева, Т.А. Жидкостекольные ячеистые материалы / Т.А. Лебедева,
С.А. Белых, А.И. Кудяков // Строительные материалы. – 2005. – № 5. – С. 60–63.
259
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 66.084
СОВЕРШЕНСТВОВАНИЕ ТЕХНОЛОГИИ
СТЕНОВЫХ И ТЕПЛОИЗОЛЯЦИОННЫХ МАТЕРИАЛОВ
НА ОСНОВЕ ОТХОДОВ ДРЕВЕСИНЫ
И ОРГАНОМИНЕРАЛЬНЫХ СИСТЕМ
С.А. Вайнбергер1, Н.А. Машкин2
1
Восточно-Казахстанский государственный технический университет
им. Д. Серикбаева, г. Усть-Каменогорск, Казахстан,
2
Новосибирский государственный
архитектурно-строительный университет (Сибстрин),
г. Новосибирск, Россия
E-mail: mashkin@sibstrin.ru
Аннотация. При производстве стеновых и теплоизоляционных материалов актуальным является использование отходов деревообработки. В качестве заполнителя применяются древесные опилки, в качестве вяжущего –
органоминеральные системы. Для активирования вяжущих применены активаторы-диспергаторы кавитационного типа, что позволяет ускорить процесс
твердения и улучшить эксплуатационные свойства стенового или теплоизоляционного материала – прочность и теплопроводность.
Ключевые слова: древесные отходы; цементное вяжущее; активаторыдиспергаторы; прочность; теплопроводность; утилизация отходов.
Утилизация отходов деревообработки, в том числе и опилок, является актуальной проблемой современной строительной индустрии
России и Казахстана. При производстве теплоизоляционных строительных материалов в качестве заполнителя нередко используются
древесные отходы, а в качестве вяжущего – органические и неорганические связующие. Причем рациональнее использовать в качестве
связующих веществ воздушные вяжущие, такие как, каустический доломит, каустический магнезит, ангидритовый цемент, эстрих-гипс,
жидкое стекло. Из органических материалов предпочтение отдается
латексам и ПВА-дисперсиям.
В лабораториях кафедры строительных материалов и специальных технологий НГАСУ (Сибстрин) и кафедры Строительные материалы, стандартизация и сертификация ВКГТУ им. Д. Серикбаева
260
Секция 2
(Казахстан) был осуществлен подбор составов теплоизоляционных
материалов на основе древесных опилок и различных связующих веществ. Причем часть образцов изготавливалась по стандартной технологии, включающей операции перемешивания компонентов, формования образцов и тепловой обработки для ускорения набора прочности. Другая сырьевая смесь дополнительно подвергалась переработке
в диспергаторе-гомогенизаторе кавитационного типа. Результаты испытаний представлены в табл. 1.
Таблица 1
Результаты испытаний материалов на основе древесных опилок
и полимерсиликатных вяжущих (стандартная технология)
Состав
Опилки непросеянные, жидкое
стекло : латекс =
= 1:1, вода
Опилки фракция
2,5 : фракция
0,63 = 1:2, жидкое
стекло : латекс =
= 1:3, вода
Опилки фракции
2,5, жидкое стекло,
вода
Опилки фракция
1,25 : фракция
0,315 = 2:1, клей
ПВА, вода
Опилки фракции
0,63, латекс, вода
Плотность,
кг/м3
Предел
Предел
Теплопрочности прочности Водопопроводпри изгибе, при сжа- глощение
ность,
МПа
тии, МПа по массе, %
Вт/(м°С)
2
2
(кгс/см )
(кгс/см )
312
0,44
(4,4)
0,72
(7,2)
–
–
403
–
–
154
0,077
398
0,66
(6,6)
1,01
(10,1)
–
0,071
398
0,34
(3,4)
0,46
(4,6)
–
0,067
378
0,76
(7,6)
1,22
(12,2)
0,55*
(5,5)*
181
0,068
Примечание. Испытание проводились при 10%-й линейной деформации образца.
261
Перспективные материалы в строительстве и технике (ПМСТ-2014)
В диспергаторе была переработана сырьевая смесь, в состав которой входили древесные опилки и жидкое стекло в пропорции: опилки (фракции 0,14:0,315:0,63 = 1:3,33:6):жидкое стекло: латекс: вода =
= 3,35:6:0,5:3. Жидкое стекло сначала активировалось отдельно, а затем с добавлением опилок. Латекс добавляли после активирования.
Были проведены сравнительные испытания образцов строительного
материала данного состава и торфоблоков «Геокар-Н» (табл. 2).
Таблица 2
Результаты испытаний торфоблока «Геокар-Н»
и активированного опилкополимерсиликата
Наименование
показателя
Плотность, кг/м3
Влажность, %
Водопоглощение по
массе, %
Прочность на сжатие
при 10%-й линейной
деформации, МПа
(кгс/см2)
Предел прочности
при изгибе, МПа
(кгс/см2)
Коэффициент теплопроводности, Вт/мК
Практическое
Нормативное Материал на осзначение торфо- значение торфонове опилок
блок «Геокар-Н» блок «Геокар-Н» и жидкого стекла
293
300
317
11,9
Не более 15
13,3
69
Не более 170
164
0,28 (2,79)
Не нормируется
1,50 (15,0)
0,4 (4,0)
Не менее
0,4 (4,0)
0,63 (6,63)
0,063
Не более
0,07
0,07
Торфоблок «Геокар-Н» это строительный материал, в состав которого входит малоразложившийся верховый торф со степенью разложения до 10 % и низинный торф со степенью разложения не менее
15 %, В качестве заполнителя в торфоблоки добавляют древесные отходы (опилки, дробленка, щепа и т. д.). Для придания торфоблокам
огнестойкости вводятся добавки антипиренов – бура техническая или
жидкое стекло, а для придания водостойкости – добавки гидрофобиза262
Секция 2
тора ГКЖ 136-41 или битумно-эмульсионные пасты и мастики. В качестве антисептика используется фтористый натрий или каменноугольная смола.
По результатам испытаний можно сделать выводы:
1. По прочности при сжатии и изгибе материалы на основе опилок и жидкого стекла, активированные в диспергаторе кавитационного действия, превосходят торфоблоки в 3–4 раза.
2. По теплопроводности торфоблоки и опилкополимерсиликат
могут конкурировать с традиционными газо- и пенобетонами при использовании для теплоизоляции зданий.
В производстве легкого бетона на древесном заполнителе (арболита), в зависимости от необходимой его марки и свойств применяются несколько видов вяжущего – портландцементное, известковое, известково – цементное, гипсовое и смешанное – на основе цемента
с применением измельченных доменных шлаков, зол ТЭС и микрокремнезема, причем наиболее распространенным является портландцементное вяжущее.
Все эти вяжущие сухого типа, поэтому, поскольку кавитатор
не работает с сухими материалами, их необходимо будет обрабатывать
в кавитаторе совместно с водной средой, которая является реагентом для
вяжущего. Большое значение для кавитационной обработки вяжущего
имеет скорость схватывания вяжущего – время затворения вяжущего водой, по истечении которого начинают образовываться кристаллические
образования. Этот параметр очень важен при кавитационной обработке,
так как диспергирование быстросхватывающихся вяжущих, вступивших
в стадию кристаллизации, в процессе кавитационной обработки может
разрушать образующие кристаллические образования и приводить к некоторому снижению прочности обработанного вяжущего. Поскольку
большинство из перечисленных вяжущих обладают низкой скоростью
схватывания, за исключением гипса, то их активация в кавитационных
установках вполне возможна. Основным недостатком кавитационной
обработки вяжущих является высокая твердость частиц вяжущего, что
приводит к ускоренному износу рабочих органов кавитатора.
263
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691
ГРАНУЛИРОВАННЫЙ
ПЕНОСТЕКЛОКРИСТАЛЛИЧЕСКИЙ МАТЕРИАЛ
НА ОСНОВЕ ТРЕПЕЛА ПОТАНИНСКОГО МЕСТОРОЖДЕНИЯ
А.Ю. Волкова, Г.И. Стороженко, В.И. Верещагин
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия
E-mail: nastena_9892@mail.ru
Аннотация. Разработанная технология получения пористого теплоизоляционного гранулированного материала на основе трепелов Потанинского месторождения позволяет организовать производство легких пористых
заполнителей и наполнителей непосредственно вблизи источника сырья, сократить импорт и увеличить экспорт продукции, полученной по низкотемпературной технологии, а также ввести в оборот запасы аморфного кремнеземистого сырья для восполнения дефицита качественного сырья по производству стеклогранулята.
Ключевые слова: пеностеклокристоллит; трепел; гранулирование; высокоэффективные; теплоизоляционные; композиты.
Гранулированное пеностекло – пористый неорганический материал, обладающий хорошими теплоизоляционными свойствами. В качестве основного компонента используется аморфное кремнеземистое
сырье, природное или техногенное [1].
На сегодняшний день наиболее известным мировым производителем гранулированного пеностекла является немецкая компания
Dennert Poraver. Но производство пеностеклогранулята Poraver основано на использовании в качестве основного сырья вторичного стекольного боя. Такая технология в России имеет ограничения так как
имеется дефицит исходного сырья. Это определяет необходимость
использования в качестве основного сырьевого компонента кремнеземистого сырья [2].
Целью является создание высокоэффективных и безопасных теплоизоляционных материалов на основе природного сырья с активным кремнеземом.
264
Секция 2
Трепел нетоксичен, негорюч, химически инертен и обладает повышенной гигроскопичностью и абразивностью. Химический состав
трепела приведен в табл. 1.
Таблица 1
Химический состав трепела Потанинского месторождения
Содержание оксидов в % на сухое вещество
SiO2
76,16
Al2O3
7,52
Fe2O3
4,10
MgO
0,75
CaO
1,05
P2O5
1,23
ппп
7,5
Дисперсный состав сырья представлен классом частиц –100 + 0 мкм.
Состав шихты представлен в табл. 2.
Таблица 2
Состав шихты
Компонент
Содержание, масс.%
Трепел
84,34
NaOH
15,66
H20
25,3
Компоненты шихты перемешиваются в смесителе-грануляторе,
а затем подаются в сушильный барабан. Сухой гранулированный материал загружается в электропечь. Вспучивание сырцовых гранул
осуществляется при температуре 780 °С. Время вспучивания 10 мин.
Изготовление пеноматериала основано на направленном синтезе
гидратированных полисиликатов активного кремнезема с NaOH, с последующей термической обработкой полуфабриката и получением
конечного продукта – пеностеклокристаллического звуко- и теплоизоляционного материала в виде пористых сфер различного диаметра.
Процессы проходящие при грануляции:
T 80 °C
SiO 2 NaOH H 2 O
Na 2SiO3 nH 2O H 2 O .
Процессы проходящие при вспенивании:
T 750 °C
Na 2SiO3 nH 2 O
Na 2SiO3 H 2 O ;
T 780 °C
Na 2SiO3 SiO 2
эвтектический расплав
265
Перспективные материалы в строительстве и технике (ПМСТ-2014)
эвтектический расплав SiO 2 вспучивание гранул .
Температура первичного эвтектического расплава ниже 790 °С
за счет примесей железа в трепеле.
Теплоизоляционные материалы подвергаются в процессе эксплуатации механическим, тепловым и агрессивным воздействиям.
На них влияют сжимающие, растягивающие и другие виды механических усилий, атмосферные осадки, экстремальные температуры
(ниже –60 °С и выше 1200 °С), агрессивные жидкости и газы. Поэтому эти материалы должны иметь соответствующие свойства, обеспечивающие долговечность.
Полученная продукция подвергается различным испытаниям
для определения: насыпной плотности, водопоглощения, прочности
при сдавливании в цилиндре, потери массы при кипячении.
а
б
в
Общий вид гранул (а); вид гранул при 8-кратном увеличении (б, в)
Из полученных гранул формуют блоки и плиты различных
размеров.
Из таблицы видно что относительная прочность для всех блоков
колеблется в пределах 0,0026 ± 0,0005, и не зависит от размера гранул
и вида связующего.
Оценка свойств готового продукта по ГОСТ 9758–86 «Заполнители пористые неорганические для строительных работ» и сопоставление их со свойствами известного мирового аналога, свидетельствует
о том, что полученный теплоизоляционный стеклокристаллический
266
Секция 2
гранулированный материал по качеству (плотности, прочности и теплопроводности) не уступает лучшим зарубежным образцам.
Таблица 3
Испытания полученных блоков
Вид связки
Плотность,
кг/м3
Прочность
на сжатие,
МПа
Относительная прочность,
(Rсж/ρ)
Водо-цементный
раствор (45 %)
477
1,185
0,00248
Водо-цементный
раствор (50 %)
508,4
1,242
0,00244
1,25–2,5
Гипс
497,9
1,57
0,00315
0,315–0,63
Композиционное
жидко-стекольное связующее
352,48
0,98
0,0028
0,315–0,63
Композиционное
жидко-стекольное связующее
316,69
0,76
0,0024
Композиционное
жидко-стекольное связующее +
+ SiO2
337,69
0,71
0,0021
Размер
гранул
Прочность
гранул,
МПа
1,25–2,5
1,25–2,5
0,315–0,63
5,55
6,94
Таким образом, разработанная технология получения пористого
теплоизоляционного гранулированного материала на основе трепелов
Потанинского месторождения позволяет организовать производство
легких пористых заполнителей и наполнителей непосредственно
вблизи источника сырья, сократить импорт и увеличить экспорт продукции, полученной по низкотемпературной технологии, а также ввести в оборот запасы аморфного кремнеземистого сырья для восполнения дефицита качественного сырья по производству стеклогранулята.
267
Перспективные материалы в строительстве и технике (ПМСТ-2014)
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Эффективные тепло изоляционные керамические материалы на основе диатомитовых пород и другого си ликатного сырья / Т.В. Вакалова, Н.П. Карионова,
И.Б. Ревва [и др.] // Новые огнеупоры. – 2010. – № 4. – С. 44.
2. Диатомит – кремнеземсодержащее сырье для стекольной промышленности /
В.Е. Маневич, Е.А. Никифоров, Р.К. Субботин [и др.] // Стекло и керамика. – 2012. –
№ 5. – С. 34–37.
3. Пат. 2272007 Российская Федерация, МПК С 03 С 11/00. Шихта для производства пеноцеолита / В.И. Верещагин, С.Н. Соколова, Л.К. Казанцева ; заявитель
и патентообладатель Государственное образовательное учреждение высшего профессионального образования Томский политехнический университет. – № 2004127318/03 ;
заявл. 13.09.2004 ; опубл. 20.03.2006, Бюл. № 8. – 3 с.
268
Секция 2
УДК 666.193
КОМПЛЕКСНОЕ ИССЛЕДОВАНИЕ
КВАРЦ-ПОЛЕВОШПАТСОДЕРЖАЩИХ ОТХОДОВ
Г.Г. Волокитин, Н.К. Скрипникова, О.Г. Волокитин, Т.М. Байтасов,
И.Ю. Юрьев, В.В. Шеховцов
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: shehovcov2010@yandex.ru
Аннотация. Плазменные технологии, используемые для получения высокотемпературных силикатных расплавов, позволяют добиться стабильно
высоких температур, обеспечивают переход исходных силикатных материалов
в расплавленное состояние. Силикатный модуль таких отходов значительно
выше, чем у сырьевых материалов (базальт), традиционно используемых для
получения силикатных расплавов при производстве минеральных волокон.
Дальнейшее проведение исследований в данной области предполагает использовать в качестве сырья для получения высокотемпературных силикатных расплавов, отходы обогащения различных руд, таких как полевошпатовые хвосты
обогащения молибденовых руд, химический состав таких отходов позволяет
утилизировать их путем переработки в силикатный расплав с использованием
энергии низкотемпературной плазмы.
Ключевые слова: отходы обогащения молибденовых руд; плазменная
технология; силикатный расплав; физико-химические исследования.
Кварц-полевошпатсодержащие отходы обогащения молибденовых руд составляют от 90 до 99 %. Огромное количество этих отходов
скапливается в отвалах горно-обогатительных производств [1–3]. Химический состав исследуемого сырья характеризуются содержанием
SiO2 (62 %), которое аналогично содержанию кремнезема в технических стеклах и может быть использовано для получения силикатных
расплавов в том числе при производстве минеральных волокон [3, 4].
Для производства качественного минерального волокна необходимо
добиться однородности расплава по химическому составу. Использование традиционных технологий при получении высокотемпературных расплавов сопряжено с длительным температурным воздействием
на сырьевые материалы, что приводит к увеличению энергозатрат.
269
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Указанные сырьевые материалы подвергались плавлению на
плазменной установке [5]. Используемая схема плазмохимического реактора позволяет исключить потерю мелкодисперсных частиц, выдуваемых потоком низкотемпературной плазмы, кроме того, вырабатываемый расплав характеризуется однородностью по всему объему печи.
После проведения экспериментов по получению высокотемпературных силикатных расплавов с помощью энергии низкотемпературной плазмы были проведены физико-химические исследования,
включающие рентгенофазовый и ИК-спектроскопический анализ сырья и продуктов плавления.
На рис. 1, 2 приведены результаты съемок дифрактограмм рудного сырья в различных состояниях. На рисунках приведены экспериментальная и расчетные дифрактограммы. Как видно на рисунках для
исследуемых состояний наблюдается хорошее совпадение суммарных
(расчетных) и экспериментальных дифрактограмм.
а
б
Рис. 1. Количественный фазовый анализ отходов обогащения сырья в исходном состоянии:
а – экспериментальная (1) и суммарная дифрактограммы (2); разность
между суммарной и экспериментальной дифрактораммами (3); б – расчетные дифрактограммы фаз: O2Si (1); O22Al20 (2); O6Si6 (3)
270
Секция 2
а
б
Рис. 2. Количественный фазовый анализ отходов обогащения сырья в аморфном состоянии:
а – приведены: суммарная дифрактограмма (1); экспериментальная дифрактограмма (2); разность между суммарной и экспериментальной дифрактораммами (3); б – приведены фазы: O2Si (1); O22Al20 (2); O192Si96 (3)
Из рис. 1, а, видно, что основными фазами для отходов обогащения молибденовых руд являются кварц и полевой шпат. Рентгенофазовый анализ показал, что продукт плавления характеризуется отсутствием
характерных пиков рис. 2, а, что говорит об отсутствии кристаллической
структуры, т. е. расплав после остывания является рентгеноаморфным.
В работе проведен ИК-спектроскопический анализ сырьевых материалов до, и после плазменного плавления. ИК-спектры поглощения
снимались на ИК Фурье спектрометре Nicolet 6700 фирмы Thermo Nicolet. Результаты спектров поглощения алюмосиликатных сырьевых
материалов и алюмосиликатных стекол приставлены на рис. 3.
Основной структурной единицей в полевых шпатах является
алюмокремнекислородный каркас, состоящий из [SiO4]4– и [AlO4]5– –
тетраэдров. Данные тетраэдры соединяются в цепочки, образующиеся
таким образом полиэдры, полости между которыми заполняются ка271
Перспективные материалы в строительстве и технике (ПМСТ-2014)
тионами металлов (K, Na, Cа и др.), а также молекулами H2O, для нейтрализации отрицательного заряда каркаса, возникающего при замене
Si+4 на Al+3 [6]. Характерный для полевых шпатов ИК-спектр (рис. 3,
кривая 1) резко меняется после плазменного воздействия. Наблюдается смещение максимумов структурно-чувствительных полос в сторону
упорядочения кремнекислородного каркаса. Полоса поглощения антисимметричного валентного колебания 1008,1 см–1 смещается в длинноволновую область 1061,7 см–1, а полоса поглощения симметричного
валентного колебания с максимумом 762,5 см–1 в коротковолновую
область 787,5 см–1. Появляется четко выраженная полоса деформационного колебания с максимумом 456,9 см–1. Дискретные полосы поглощения в области 400 до 700 см–1 почти полностью исчезают вследствие интенсивного испарения легкоплавких компонентов и алюмосиликатов. Вследствие чего, концентрация оксида кремния в расплаве
частично увеличивается, что в свою очередь приводит к структурному
упорядочению кремнекислородного каркаса (рис. 3, кривая 2).
Рис. 3. ИК-спектры пропускания:
1 – отходов обогащения молибденовых руд; 2 – продукта плавления
272
Секция 2
Таким образом, на основании результатов физико-химических
исследований следует заключить, что технология получения силикатного расплава из кварц-полевошпатсодержащего сырья с использованием энергии низкотемпературной плазмы позволяет получить упорядоченную систему алюмосиликатного стекла. Продукты плавления
характеризуются однородностью и упорядоченностью, т. е. процесс
плавления сырьевых материалов обеспечил полную гомогенизацию
расплава. Следовательно, из полученного плазмохимическим способом алюмосиликатного расплава можно получать строительные материалы на стекольной основе, в том числе минеральные волокна, обладающие повышенными эксплуатационными свойствами (химически,
термически и водостойкие), с высокими физико-механическими и теплотехническими показателями, обладающие долговечностью. Это
связано с содержанием в составе, полученных алюмосиликатных стекол SiO2 (62 %) и Al2O3(15 %), влияющих на значение модуля кислотности, полученного минерального волокна MK = (9–12).
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Исследование процессов протекающих при плазмохимическом синтезе высокотемпературных силикатных расплавов. Ч. 1. Анализ отходов обогощения молибденовых руд / Ю.А. Абзаев, Г.Г. Волокитин, Н.К. Скрипникова [и др.] // Вестник
ТГАСУ. – 2013. – № 4. – С. 197–202.
2. Исследование процессов протекающих при плазмохимическом синтезе высокотемпературных силикатных расплавов. Ч. 2. Анализ продуктов плавления отходов обогощения молибденовых руд / Г.Г. Волокитин, Н.К. Скрипникова, Ю.А. Абзаев
[и др.] // Вестник ТГАСУ. – 2014. – № 1. – С. 80–85.
3. Получение силикатных расплавов с высоким силикатным модулем из кварцполевошпатсодержащего сырья по плазменной технологии. / О.Г. Волокитин, В.И. Верещагин, Г.Г. Волокитин [и др.] // Известия высших учебных заведений. Серия: Химия и химическая технология. – 2014. – Т. 57. – С. 73–77.
4. Волокитин, О.Г. Особенности физико-химических процессов получения высокотемпературных силикатных расплавов / О.Г. Волокитин, В.И. Верещагин // Известия вузов. Химия и химическая технология. – 2013. – Т. 56. – № 8. – С. 71–76.
5. Пат. 2503628 Российская Федерация. Плазменная установка для получения
тугоплавкого силикатного расплава / Волокитин О.Г., Тимонов Е.В., Волокитин Г.Г.,
Никифоров А.А., Чибирков В.К.
273
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 666.962.2
ВОДОСТОЙКИЕ КОМПОЗИЦИИ
НА ОСНОВЕ МАГНИЙ СИЛИКАТНОГО ВЯЖУЩЕГО
С.К. Казанцева
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия
E-mail: ksk_1801@mail.ru
Разнообразие природных минеральных ресурсов Российской
Федерации способствует развитию широкого ассортимента строительных материалов. Сейчас широкое развитие получили строительные материалы на основе цементных и гипсовых вяжущих.
Однако в последнее время на рынке строительных материалов
начинают вновь появляться строительные материалы и изделия на основе магнезиального вяжущего.
Магнезиальные вяжущие вещества – тонкомолотые порошки,
состоящие в основном из оксида магния MgO, получаемые умеренным обжигом пород, содержащих карбонат магния. Они твердеют при
затворении водными растворами солей магния. Магнезиальные композиции отличаются малой энергоемкостью производства, интенсивным твердением, высокой прочностью и износостойкостью. К основным недостаткам, сдерживающим их использование, можно отнести
низкую водостойкость и усадочные явления при твердении.
Основным ограничением широкого использования магнезиальных
вяжущих является влажность помещения или окружающего воздуха, так
как в воде или влажной атмосфере прочность затвердевшего материала
резко падает, причиной этому является образование водорастворимых
продуктов гидратации и твердения. Многими исследователями проводятся обширные работы по повышению водостойкости изделий на основе магнезиальных вяжущих, но они в основном направлены на подбор
состава заполнителя либо добавок в вяжущее [4, 5].
Анализ научной информации дает достаточно полное представление о разнообразных направлениях в исследованиях по повышению
водостойкости магнезиальных вяжущих. Одно из перспективных на274
Секция 2
правлений увеличения водостойкости воздушных вяжущих – применение добавок, дающих различные эффекты, например:
– введение фосфорсодержащих добавок приводит к образованию нерастворимых комплексных соединений;
– в сочетании с портландцементом водостойкость обусловлена
твердением клинкерных минералов;
– неорганические добавки (НСl, H2SO4, H3BO3) способствует
формированию мелкопористых плотных структур;
– органические соединения защищают поверхность затвердевших фаз водонепроницаемой пленкой [2, 3].
Эти виды добавок достаточно эффективны, но большинство из
них дороги и дефицитны.
При взаимодействии каустического магнезита с водным раствором Mg(HCO3)2 сначала протекает реакция гидратации:
MgO + H2O → Mg(OH)2.
(1)
Образовавшийся гидроксид магния далее взаимодействует с бикарбонатом магния по реакции:
Mg(OH)2 + Mg(HCO3)2 + 2H2O → MgCO3·Mg(OH)2·3H2O + CO2, (2)
с образованием гидрата гидроксокарбоната магния и диоксида углерода, который вступая во взаимодействие с избытком гидроксида магния, образует вторичный бикарбонат магния:
Mg(OH)2 + 2CO2 → Mg(HCO3)2.
(3)
Вторичный бикарбонат магния вновь взаимодействует с гидроксидом магния с образованием новой порции гидрата гидроксокарбоната магния, который вместе с гидроксидом магния образует первичные продукты гидратации магнезиального цемента, обеспечивающих
его твердение в процессе перекристаллизации первичных коллоидных
продуктов в кристаллическое состояние. В ходе протекания реакций
гидратации и твердения с участием бикарбоната магния образуются
нерастворимые в воде соединения – Mg(OH)2 и MgCO3 Mg(OH)2
3H2O. За счет этого образцы магнезиального вяжущего не разрушаются в водных условиях. Отсутствие растворимых соединений в цементном камне из такого вяжущего предопределяет его повышенную во275
Перспективные материалы в строительстве и технике (ПМСТ-2014)
достойкость с коэффициентом водостойкости более 1, и такой цементный камень твердеет с увеличением прочности не только в воздушной среде с относительной влажностью более 75 %, но и в воде
после предварительного твердения на воздухе в течение 3–7 сут [1].
Целью данной работы является исследование состава модифицированной связки, полученной на основе бикарбоната магния и жидкого стекла. Для достижения поставленной цели необходимо решить
следующие задачи:
– подбор плотности жидкого стекла;
– установление оптимального соотношения раствора бикарбоната магния и жидкого стекла.
После смешения двух жидкостей образуется гелеобразный осадок. В ходе эксперимента было выяснено, что наибольшее количество
геля образуется при плотности жидкого стекла 1100 кг∕м3 и соотношении 90 % бикарбоната магния к 10 % жидкого стекла. При затворении
полученным веществом каустического магнезита смесь приобретает
ярко выраженные тиксотропные свойства, что является положительным эффектом для использования разрабатываемых бетонов в качестве ремонтных составов.
При проведении экспериментов использовали магнезиальное вяжущее, модифицированную жидкость затворения, получали смешением
в разном соотношении раствора бикарбоната магния и жидкого стекла
различной плотности. Растворимое стекло представляет собой натриевый силикат (Na2OnSiO2 ), где n = 2,5–4 – модуль стекла. Чем больше
модуль стекла, тем выше его клеящие свойства и кислотостойкость.
При этом взаимодействие этих веществ происходит по реакции:
Mg(HCO3) + Na2O·2,68SiO2 + H2O = 2NaHCO3 +
+ MgO·SiO2·H2O + 1,68SiO2.
(4)
Для исследования процесса твердения магнезиального вяжущего
с модифицированной жидкостью затворения были изготовлены экспериментальные образцы магнезиального вяжущего размером 2×2×2 см.
из теста нормальной густоты, состоящего из магнезита трех видов: порошок магнезитовый каустический, каустический брусит и магнезит.
После суточного твердения на воздухе образцы извлекались из
форм и далее твердели в различных условиях: на воздухе, в воздушно276
Секция 2
влажной среде и в воде. Через определенное количество суток твердения у образцов определялся предел прочности при сжатии.
Результаты испытаний образцов на прочность при сжатии представлены в таблице.
Прочность при сжатии образцов магнезиального вяжущего
твердеющих в различных средах
Магнезиальное
вяжущее
Среда
твердения
Воздушная
Водная
Воздушновлажная
Воздух
Каустический
Водная
брусит
Воздушновлажная
Воздух
Порошок магнезиВодная
товый каустичеВоздушноский
влажная
Каустический
магнезит
Прочность при сжатии, МПа
3 сут
7 сут
14 сут
28 сут
9,1
10,1
7,5
15,6
7,2
6,2
6,9
6,5
6,9
5,4
17,9
8,4
8,2
13,8
7,5
12,6
17,2
7,8
9,8
22,8
10,5
7,3
3,9
14,9
4,3
3,6
15,0
7,6
3,2
15,2
6,5
3,5
4,8
4,5
4,6
4,3
Из результатов данной таблицы прочности образцов можно сделать вывод, что в начальные сроки твердения 0–3 сут темп нарастания
прочности магнезиального цемента высокий. Далее набор прочности
несколько замедляется.Рассчитав коэффициент водостойкости, который для каустического магнезита составил 1,1, для каустического
брусита 0,78, для ПМК 1, можно сделать вывод, что полученные магний силикатные композиции имеют повышенную водостойкость.
Таким образом, в результате проведенных исследований установлено, что заменяя традиционную жидкость затворения магнезиальных вяжущих на модифицированную гелеобразную смесь, можно
получить прочные магнезиальные композиции с высокой водостойкостью, которая будет создаваться за счет образования твердых нерастворимых соединений.
277
Перспективные материалы в строительстве и технике (ПМСТ-2014)
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Лотов, В.А. Получение водостойкого магнезиального вяжущего / В.А. Лотов,
Н.А. Митина // Техника и технология силикатов. – 2010. – Т. 17., – № 3. – С. 19–22.
2. Вайвад, А.Я. Магнезиальные вяжущие вещества / А.Я. Вайвад. – Рига : Зинатне, 1972. – 310 с.
3. Философов, П.П. Местные доломитовые вяжущие вещества / П.П. Философов. – М. : Стройиздат, 1984. – 92 с.
4. Мирюк, О.А. Смешанноемагнезиальносиликатное вяжущее / О.А. Мирюк //
Теоретические и методологические проблемы современных наук: материалы IX Международной научно-практической конференции (Новосибирск, 5 октября 2013 г.). –
Новосибирск : ООО Агентство «Сибпринт», 2013. – С. 182–187.
5. Легостаева, Н.В. Магнезиальные вяжущие и изделия на их основе из магнезитов Савинского месторождения : дис. ... канд. техн. наук. – Иркутск, 2006. – 152 с.
278
Секция 2
УДК 666.1.054
ПРОЗРАЧНЫЙ ТЕРМОРАЗБУХАЮЩИЙ ГЕЛЬ
ДЛЯ ПРОТИВОПОЖАРНОГО ОСТЕКЛЕНИЯ
А.В. Мартынова, Я.Е. Буймов, О.В. Казьмина
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия
E-mail: kazmina@tpu.ru
Аннотация. В настоящее время проблема пожарной безопасности стоит
очень остро, что и стало причиной появления на рынке противопожарного остекления. В работе предложен состав жидкостекольной композиции, который
рекомендуется использовать для изготовления противопожарных стекол. Разработанный состав терморазбухающей композиции на основе жидкого стекла
включает следующие компоненты, мас. %: жидкое стекло 72–82, глицерин –
10, тетраметиламмония гидроксид – 3, сорбит – 5, с добавлением аэросила 7 %
и водорастворимой смолы 3 %.
Ключевые слова: жидкое стекло; терморазбухающий гель; глицерин;
аэросил; гелеобразование.
Введение
Современные тенденции строительства предусматривают широкое
внедрение больших остекленных поверхностей (более чем на 60–80 %)
и обеспечение повышенной комфортности и безопасности людей, особенно в условиях экстренных ситуаций. В последние годы особое внимание уделяется правилам пожарной безопасности к зданиям и помещениям, где скапливается большое количество людей. Согласно федеральному закону «О безопасности зданий и сооружений» в таких учреждениях
необходимо использовать специальное огнезащитное остекление дверей
и оконных проёмов. Поэтому вопросы разработки технологии получения
противопожарных остекленных конструкций являются актуальными
и рассматриваются в исследованиях как российских, так и зарубежных
ученых [1–6].
На российском рынке огнезащитных конструкций в основном
используется дорогостоящее противопожарное стекло зарубежных
компаний «AGC GlassЕuropeCompany» (Бельгия), «Рilkington» (Вели279
Перспективные материалы в строительстве и технике (ПМСТ-2014)
кобритания) «GlassTroesch» (Швейцария), «SaintGobain» (Франция).
Это обусловливает их высокую стоимость, которая в зависимости от
класса защиты, составляет от 6000 до 35 000 руб./м.
Изготовление противопожарных стеклянных конструкций осуществляется путем формирования между листами стекла светопрозрачного терморазбухающего геля, который проявляет свои защитные
свойства только при воздействии высоких температур. При температурах эксплуатации гель должен оставаться прозрачным и не подвергаться старению в течение всего срока службы конструкции. Для получения терморазбухающего слоя используются гелевые композиции
на основе органических и неорганических веществ. Органические
композиции имеют недостатки, связанные с выделением токсичных
газов при термическом воздействии и дороговизной используемых
компонентов. Неорганические гели, например, на основе раствора силикатов щелочных металлов, так называемого жидкого стекла, лишены этих недостатков, но требуют введения специальных добавок,
обеспечивающих устойчивость гелеобразных высоковязких систем
в условиях хранения и производства стеклянных конструкций.
Цель работы – разработка состава терморазбухающего прозрачного гидрогеля на основе жидкого стекла для противопожарных остекленных конструкций.
Объекты и методы исследования
Терморазбухающая прослойка многослойной противопожарной
конструкции, выпускаемая различными производителями, имеет отличающийся химический состав. Патентный поиск составов данных
композиций показал, что гели на основе жидкого стекла являются как
минимум двухкомпонентными системами. В раствор жидкого стекла
дополнительно вводится коллоидный кремнезем, поливиниловый
спирт и глицерин (табл. 1). Однако лабораторные испытания показали,
что данные составы являются нестабильными, при их хранении наблюдается помутнение раствора и незначительная потеря прозрачности. Кроме того, композиции характеризуются медленной скоростью
гелеобразования. Лучшими характеристиками обладает четырехкомпонентный состав, который был принят за основу. Его состав корректировался в соответствии с результатами определения свойств геля
и его поведения при нагревании.
280
Секция 2
Таблица 1
Составы прозрачных терморазбухающих композиций
Компонент смеси
Раствор силиката
натрия
Гидроксид тетраметиламмония
Поливиниловый
спирт
Коллоидный кремнезем
Содержание компонентов в смеси,
мас. %
Выбранный
для эксперимента состав
72–78
90
94–90
83,78
82
–
–
–
9,4
5
–
–
6–10
–
–
22–28
–
–
–
–
Глицерин
–
10
–
3,82
10
Сахароза
–
–
–
3
3
Номер патента
GB
2292313 2271933 22148898
052187
–
Физико-химические процессы, протекающие при термообработке геля, изучались методом дифференциально-термического анализа
на сканирующем калориметре DSC Q2000. Определение основных
свойств жидкостекольной композиции включало такие показатели как
силикатный модуль (ГОСТ 13078–81), вязкость (вискозиметр Брукфильд), водородный показатель композиций (рН метр SevenMulty),
оптическая плотность (спектрофотометр ЮНИКО 1201). Полученные
с гелевой прослойкой образцы исследовались на огнестойкость
(ГОСТ 53308–2009), морозостойкость и устойчивость к ультрафиолету (ГОСТ 30826–2001).
Результаты и обсуждение
Вводимые в состав жидкостекольной композиции компоненты
обеспечивают определенные свойства готового геля. Глицерин играет
роль вспенивающего реагента, а также увеличивает пластичность композиции и механическую прочность геля. Гидроксид тетраметиламмония выступает агентом против старения, способствует сохранению све281
Перспективные материалы в строительстве и технике (ПМСТ-2014)
топрозрачности гелиевого слоя. Сахароза, в качестве которой использован сорбит, относится к отверждающим компонентам, который обладает адсорбционной способностью к воде. Присутствие воды необходимо
для протекания реакций гидролиза и поликонденсации, что в конечном
итоге влияет на процесс формирования прозрачного геля.
Известно, что промышленный раствор силиката натрия, как
правило, имеет силикатный модуль в среднем около 3 и ниже. Экспериментально определенное значение модуля используемого для составления композиции жидкого стекла составило 2,6. В тоже время
для получения огнезащитного геля с улучшенными свойствами в качестве основы необходимо иметь раствор силиката натрия с более высоким модулем. Из литературных данных известно, что такие виды
растворимых стекол обладают наибольшей огнестойкостью, кроме
того процессы гелеобразования в таких системах протекают более активно во времени. В связи с этим в работе опробован вариант дополнительного введения в раствор силиката натрия золя диоксида кремния в виде аэросила промышленной марки 175.
Важным технологическим фактором является способ введения
аэросила в жидкостекольную композицию, который влияет на прозрачность и однородность системы. В связи с этим опробовано три
варианта перемешивания жидкого стекла с аэросилом. Путем предварительного перемешивания жидкого стекла с глицерином и последующее добавление аэросила, вариант предварительного смешивания
аэросила с глицерином и добавление смеси в жидкое стекло, и перемешивание аэросила с жидким стеклом с последующим введением
глицерина. Прозрачность раствора и отсутствие расслоения композиции наблюдается в случае предварительного смешивания глицерина с
аэросилом. После перемешивания всех компонентов обязательной
стадией приготовления жидкостекольной композиции является вакуумирование. Эта операция позволяет удалить образующуюся при
перемешивании газовую фазу из системы.
Содержание аэросила в композиции изменяли от 5, до 7
и 10 мас. %. Установлено, что при добавлении 10 % полученный раствор характеризуется высокой вязкостью и незначительной потерей
прозрачности. При 5 % введении аэросила прозрачность раствора сохраняется, но скорость его гелеобразования остается достаточно низ282
Секция 2
кой. При содержании в композиции 7 % аэросила прозрачность сохраняется, процессы гелеобразования незначительно ускоряются. С целью увеличения скорости гелеобразования в работе опробован ряд
геллирующих агентов, таких как хлорид железа, желатин, водорастворимая смола. Для исследований был выбран состав со смолой в количестве 3 %, данное содержание не влияет на прозрачность и расслоение композиции, ускоряя при этом процессы гелеобразования. Таким
образом, сравнительный анализ свойств жидкостекольной композиции
и исследование поведения системы при нагревании проводилось на
трех составах, отличающихся введенными добавками в виде аэросила
и водорастворимой смолы (табл. 2).
Таблица 2
Составы терморазбухающих смесей
Номер Содержание компонентов в жидкостекольной композиции, мас. %
соста- Раствор сили- Гидроксид тетСмоГлицерин Сорбит Аэросил
ва
ката натрия раметиламмония
ла
1
82
3
10
5
–
–
2
75
3
10
5
7
–
3
72
3
10
5
7
3
Устойчивость силикатных растворов во многом зависит от их
водородного показателя. При pH более 11, по Айлеру, в растворе образуется дисиликат ион Si2O52, до 9 наряду с дисиликат ионом присутствуют полимерные ионы. При pH меньше 9 в растворе находятся
частицы коллоидного кремнезема размерами от 80 до 100 нм, стабилизированные щелочью. Значение водородного показателя всех трех
составов не отличается и находится на уровне 11,3 0,1. Более существенные отличия исследуемые составы имеют в реологических свойствах. По результатам определения вязкости жидкостекольных композиций установлено, что добавление в систему аэросила в количестве
7 % увеличивает значение динамической вязкости при скорости вращения шпинделя 80 об/мин примерно в три раза по сравнению с составом без геллирующих добавок. Дополнительно введенная в композицию водорастворимая смола совместно с аэросилом увеличивает
вязкость системы в восемь раз (рис. 1, а). Определение оптической
283
Перспективные материалы в строительстве и технике (ПМСТ-2014)
плотности исследуемых систем показало значительное влияние геллирующих добавок на светопрозрачность образцов в коротковолновой
области видимого спектра и не существенное отличие в длинноволновой области (760–780 нм) (рис. 1, б). Светопрозрачность готовых образцов с гелевой прослойкой уменьшается в следующем ряду: состав
без добавок, состав с аэросилом, состав с аэросилом и смолой.
а
б
Рис. 1. Изменение вязкости от содержания в композиции геллирующих добавок (а) и оптической плотности от длины волны для исследуемых составов (б):
1 – состав без добавок; 2 – состав с аэросилом; 3 – состав с аэросилом
и смолой
Поведение геля исследуемых составов при нагревании, согласно
данным дифференциально-термического анализа, сопровождается
одинаковыми физико-химическими процессами. Эндотермические
эффекты при 69 и 126 °С соответствуют удалению из композиции
гидратной воды. Экзотермические эффекты при 434 и 425 °С, присутствующие на термограмме, обусловлены процессами кристаллизации
гидросиликатов и полным их обезвоживанием, что проявляется в виде
потерь массы на термогравиметрической кривой. Экзотермический
эффект при 495 °С вызван процессом окисления углеродной составляющей композиции (рис. 2). После 550 °С потери массы не наблюдается, что говорит о завершении стадии вспенивания.
Испытание огнестойкости образцов проводились с помощью
стендовой установки путем фиксирования температуры образца с обратной стороны по отношению к пламени газовой горелки и визуаль284
Секция 2
ного наблюдения. Установлено, что двухслойные образцы стекла
с гелевой прослойкой выдерживают без разрушения температуру
530 °С. Начиная с 350 °С, наблюдается помутнение гелевого слоя, при
450 °С вспенивание и частичное обугливание, при 530 °С интенсивное
обугливание. Огнестойкость четырехслойных образцов увеличивается
в два раза по сравнению с двухслойными. Поведение образцов с гелями, приготовленными с аэросилом и смолой, примерно одинаковое,
однако добавка смолы увеличивает время сохранности стекла при
воздействии пламени.
Рис. 2. Термограмма геля
Проведенные испытания образцов на устойчивость к ультрафиолету, воздействию влаги и перепаду температур показали, что исследуемые конструкции пригодны для использования в реальных условиях. Данное стекло можно использовать не только при внутреннем
остеклении, но и при внешнем. При воздействии ультрафиолета огнестойкая композиция не меняет своих защитных и оптических свойств,
сохраняя прозрачность.
285
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Заключение
Разработан состав терморазбухающей композиции на основе
жидкого стекла включающий следующие компоненты, мас. %: жидкое
стекло 72–82, глицерин – 10, тетраметиламмония гидроксид – 3, сорбит – 5, с добавлением аэросила 7 % и водорастворимой смолы 3 %.
Дополнительное введение в композицию аэросила увеличивает вязкость системы, скорость гелеобразования и улучшает механические
характеристики вспененного слоя. Введение водорастворимой смолы
также увеличивает скорость гелеобразования и способствует увеличению огнестойкости конструкции.
В настоящее время противопожарное стекло применяется в самых
разных сферах, использование такого стекла в составе различных стеклопакетов обеспечивает дополнительные функции противопожарной
преграды (противоударная, энергосберегающая, тонированная и т. д.).
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Maximum temperature to withstand water film for tempered glass exposed to
fire / G. Shao, Q. Wang, H. Zhao [etc.] // Construction and Building Materials. – 2014. –
57. – Р. 15–23.
2. Zhaopeng, N. Experimental study on fire performance of double-skin glass facades /
N. Zhaopeng, L. Shichang, P. Lei // Journal of fire Science. – 2012. – 30. – Р. 457–472.
3. Dembele, S. Thermal breakage of window glass in room fires conditions – Analysis of some important parameters / S. Dembele, R.A.F. Rosario, J.X. Wen // Building and
Environment. – 2012. – 54. – Р. 61–70.
4. Thermal and Stress Analysis of Glazing in Fires and Glass Fracture Modeling
with a Probabilistic Approach / S. Dembele, R.A.F. Rosario, Q.S. Wang [etc.] // Numerical
heat transfer part b-fundamentals. – 2010. – 58. – Р. 419–439.
5. Kang, K. Assessment of a model development for window glass breakage due to
fire exposure in a field model / K. Kang // Fire safety journal. – 2009. – 44. – Р. 415–424.
6. The effect of fibrous reinforcement on optical and impact performance of fibrereinforced transparent glass composites / M.H. Akonda, B.K. Kandola, A.R. Horrocks
[etc.] // Journal of Materials Science. – 2014. – 49. – Р. 1903–1913.
286
Секция 2
УДК 666.76:533.9
СОЗДАНИЕ ЗАЩИТНОГО ПОКРЫТИЯ
НА ПОВЕРХНОСТИ ОГНЕУПОРА
С ПОМОЩЬЮ НИЗКОТЕМПЕРАТУРНОЙ ПЛАЗМЫ
В.А. Власов, П.В. Космачев, Н.К. Скрипникова, Г.Г. Волокитин,
В.А. Литвинова
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: pvkosm@gmail.com
Аннотация. Целью работы является получение прочных и термостойких огнеупоров типа AZS и Met-Silcast, разработанных в Magneco/Metrel Inc,
США, с созданием на их поверхности оплавленного слоя с помощью низкотемпературной плазмы. Проведены физико-механические испытания по определению термостойкости, плотности и предела прочности при сжатии. С целью
выяснения фазового состава представленных материалов до и после обжига
была проведена микроскопия и рентгенофазовый анализ. Исследование показало, что после плазменного оплавления образуется беспористое стекловидное
покрытие, кроме того, происходит упрочнение огнеупоров на 4–9 %. Полученная пленка является рентгеноаморфной, обогащенной кремнеземом (у образцов
из Met-Silcast) и глиноземом (у образцов из Metpump AZS 20).
Ключевые слова: бадделеитокорундовые огнеупоры; плазма; упрочняющее покрытие.
Применение огнеупоров и оборудования для производства стеклоизделий позволяет значительно увеличить срок службы основных
производственных фондов, экономить энергоресурсы, таким образом,
снизить стоимость производства и, в то же время, довести качество
продукции до мировых стандартов, делая их все более доступными
и привлекательными для наиболее требовательных заказчиков. Использование современных нанодисперсных материалов высшего качества и инновационные технологии, позволяют получать изделия
с уникальными превосходными эксплуатационными свойствами [1].
Исследования проведены при поддержке Минобрнауки РФ (гос. задание
№ 11.351.2014/К).
287
Перспективные материалы в строительстве и технике (ПМСТ-2014)
В печах тарного стекла в зонах контакта со стекломассой применяются, главным образом, электроплавленные алюмо-циркониевосиликатные огнеупорные материалы. Поскольку хорошо известно, что
коррозионная стойкость таких огнеупоров возрастает с увеличением
содержания ZrO2, в критических зонах применяются материалы с содержанием 41 % ZrO2, например проток сооружается из Refel 1240 или
Monofrax CS-5. Интенсивная принудительная конвекция в этой зоне
является причиной высокой эрозии огнеупорного материала, Этот фактор заслуживает пристального внимания, т. к. изменяющаяся геометрия
поперечного сечения протока осложняет стабильную эксплуатацию печи, и в результате этого повышается риск образования пороков стекла.
Следует рассматривать как критические с точки зрения их влияния на
качество стекла и зоны перед протоком, потому что компоненты огнеупорных материалов, которые попадают в стекломассу, например,
в зоне осветления, не растворяются в стекломассе и приводят к возникновению пороков стекла. В немногочисленных критических зонах достаточным является применение материалов с содержанием ZrO2 порядка 32-34 %, и этому критерию соответствует, например, Refel 1532 или
Monofrax CS-3. В зоне контакта со стекломассой, где от огнеупорного
материала требуется высокая стойкость к коррозионному воздействию
расплава стекла, решающее значение имеют также правильно подобранные режимы отжига электроплавленных огнеупоров. Параметры
отжига оказывают значительное влияние на структуру материала,
в особенности, на межкристаллическую связь между кристаллами ZrO2
и А12О3, а также на распределение фаз в структуре огнеупора. Надежная межкристаллитная связь является предпосылкой высокой коррозионной стойкости материала.
В качестве огнеупорных материалов для футеровки области
протока, помимо AZS 41, хорошо зарекомендовали себя также Refel
1240 FVMo и Monofrax. Огнеупор Refel 1240 FVMo, с молибденовой
вставкой, показал свою высочайшую стойкость в кладке протоков более чем 20-ти печей тарного стекла. Точно так же показал себя и огнеупорный материал на основе Сг2О3, полученный способом изостатического прессования [2].
Электроплавленные AZS и Met-Silcast огнеупоры широко используются для строения стекловаренных печей, благодаря высокой
288
Секция 2
коррозионной стойкости к агрессивной среде в печи. Тем не менее,
при использовании данных огнеупоров наблюдается феномен выпотевания, в ходе которого стеклофаза частично выделяется из материала.
Целью работы является получение прочных и термостойких огнеупоров типа AZS и Met-Silcast, разработанных в Magneco/Metrel Inc,
США, с созданием на их поверхности оплавленного слоя с помощью
низкотемпературной плазмы.
Процесс изготовления лабораторных образцов включает в себя
несколько основных стадий: подготовка сырьевой смеси, формование,
сушка и обжиг.
Для получения огнеупоров типа Met-Silcast и Metpump AZS 20
были выбраны массовые соотношения для вяжущих веществ: для образцов вида Met-Silcast количество вяжущего 14 % по массе, а для
Metpump AZS 20 – 10 %. Далее в порошок огнеупорного материала
добавляли вяжущее в выбранных пропорциях и тщательно перемешивали смесь, получая, таким образом, однородную массу.
Следующим этапом было изготовление лабораторных образцов
огнеупоров размером 50×50×30 мм, при этом применялся метод формования с виброуплотнением. Далее проводилась сушка образцов
и обжиг при температуре до 950 °С.
Полученные лабораторные образцы огнеупоров подвергались физико-механическим испытаниям: определению термостойкости, плотности и предела прочности при сжатии.
Для исследования термостойкости поверхность образцов оплавлялась низкотемпературной плазмой дугового плазмотрона (Т ~
3000–5000 ºC, V = 190 В, I = 340 А, скорость прохождения плазменной дуги по поверхности υ = 0,07 м/с) [3–6]. Качество оплавленной поверхности оценивалось визуально и под микроскопом с увеличением до ×800. Внешний вид оплавленных поверхностей образцов представлен в таблице.
Из представленных в таблице данных следует, что трещины после оплавления не образуются. Если сравнивать поверхность до и после оплавления, то можно сказать, что и у образцов из Met-Silcast,
и у образцов из Metpump AZS 20, пористость поверхности после оплавления уменьшается вплоть до исчезновения пор, а оставшиеся,
в основном, заплавлены стеклофазой. Образцы всех составов оказались
289
Перспективные материалы в строительстве и технике (ПМСТ-2014)
стойкими к термоудару, однако поверхность у образцов, изготовленных
из огнеупора вида Met-Silcast, после оплавления оказалась наиболее
ровной и гладкой. Что касается образцов из Metpump AZS 20, то их поверхность после оплавления носит бугристый характер. Сама бугристость имеет форму стеклофазы. Оплавление на представленных образцах несколько неравномерное, но при определенном подборе режима
можно добиться равномерности оплавления (либо увеличивать скорость оплавления, либо отдалять образец от плазменного шнура).
Поверхность образцов до и после оплавления плазмой
Образец
До оплавления (×800)
После оплавления (×800)
Met-Silcast
Metpump AZS 20
Плотность огнеупоров определялась путем деления полученных
при взвешивании масс образцов на их вычисленные объемы. Для образцов изготовленных на основе Met-Silcast она составлялет
1770 кг/м3, а для образцов из Metpump AZS 20 – 2960 кг/м3.
Предел прочности при сжатии определялся при помощи испытательной машины Instron № 3382, оборудованной системой измерения приложенного к образцу постепенного и плавного усилия. Измерения проводились при температуре 24 °C, скорость испытания
2 мм/мин. Зависимости напряжения при сжатии (Rсж) от деформации
при сжатии представлены на рис. 1, 2.
290
Секция 2
Рис. 1. Rсж образцов из Met-Silcast
Рис. 2. Rсж образцов из Metpump AZS 20
Предел прочности при сжатии для образцов из Met-Silcast составляет 23,4 МПа, а после оплавления достигает 24,5 МПа, т. е. увеличивается на 4 %. Для образцов из Metpump AZS 20 предел прочности при сжатия неоплавленных образцов равен 32,5 МПа, после оплавления – 35,4 МПа, что на 9 % больше.
С целью выяснения фазового состава представленных материалов до и после обжига была проведена микроскопия и рентгенофазовый анализ (РФА) исследуемых материалов.
291
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Результаты анализа для огнеупоров типа Met-Silcast представлены на рис. 3.
Рис. 3. РФА образцов из Met-Silcast
Из графиков видно, что у образцов, изготовленных из огнеупора
вида Met-Silcast до обжига и после обжига аморфный характер структуры не изменился. Образцы Met-Silcast до обжига и после обжига
содержат, в основном, стеклофазу, обогащенную оксидом кремния.
На рис. 4 представлены результаты РФА образцов огнеупора
типа Metpump AZS 20.
Исходный AZS 20 до обжига представлен следующими фазами:
цирконом – ZrSiO4 (d=0,328;0,251;0,138 нм); глиноземом – Al2O3
(d = 0,208 нм); муллитом – 3Al2O3∙2SiO2 (d = 0,171;0,164 нм). Рентгенофазовый анализ Metpump AZS 20 показал, что после обжига некоторые кристаллические фазы частично изменились, что связано с перекристаллизацией цирконийсодержащих соединений и образованием
муллитоподбных фаз.
Исследование структуры обожженных образцов проводилось на
сканирующем электронном микроскопе Quanta 200 3D в ТМЦКП
ТГУ. Полученные изображения представлены на рис. 5, 6.
292
Секция 2
Рис. 4. РФА образцов из Metpump AZS 20
Рис. 5. Образец Met-Silcast
Рис. 6. Образец MetpumpAZS 20
Результаты микроскопии подтверждают результаты рентгенофазового анализа – огнеупоры из Met-Silcast состоят преимущественно
из стеклофазы с равномерной и однородной структурой, местами
с небольшими трещинами. Образцы из MetpumpAZS 20 имеют зернистую структуру.
Заключение
Плазменная обработка поверхности образцов из Met-Silcast приводит к образованию на поверхности беспористого стекловидного по293
Перспективные материалы в строительстве и технике (ПМСТ-2014)
крытия. А прочностные показатели при этом возрастают до 4 %.
У образцов из Metpump AZS 20 плазменная обработка приводит к полученнию на поверхности беспористого стекловидного покрытия бугристого характера, что объясняется исходным составом этого огнеупора Прочностные показатели у данного типа огнеупоров после оплавления увеличиваются до 9 %.
Полученная пленка является рентгеноаморфной, обогащенной
кремнеземом (у образцов из Met-Silcast) и глиноземом (у образцов из
Metpump AZS 20).
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Гузман, И.Я. Химическая технология керамики / И.Я. Гузман. – М. : РИФ
«Стройматериалы», 2012.
2. Канюка, И.В. Огнеупоры для стекольной промышленности: современное состояние производства, анализ конъюнктуры рынка / И.В. Канюка. – Черкассы : Черкасский НИИТЭХИМ, 2008. – 62 с.
3. Получение стеклокристаллических материалов из силикатсодержащих расплавов с использованием низкотемпературной плазмы / А.В. Луценко, Н.К. Скрипникова, Г.Г. Волокитин [и др.] // Вестник ТГАСУ. – 2011. – № 3. – С. 142–144.
4. Anshakov, A.S. Generation of arc plasma for material processing / A.S. Anshakov, O.G. Volokitin, E.K. Urbakh // Известия вузов. Физика. – 2012. – № 12/2. – С. 5–7.
5. Получение стеклокристаллических материалов из силикатсодержащих расплавов с использованием низкотемпературной плазмы / А.В. Луценко, Н.К. Скрипникова, Г.Г. Волокитин [и др.] // Вестник ТГАСУ. – 2011. – № 3. – С. 142–144.
294
Секция 2
УДК 691.311+674.816.2
КОМПОЗИЦИОННЫЕ ГИПСОВЫЕ ВЯЖУЩИЕ В БЕТОНАХ
НА ОРГАНИЧЕСКОМ ЗАПОЛНИТЕЛЕ
В.В. Куба
Северо-Восточный федеральный университет им. М.К. Аммосова,
г. Якутск, Россия
E-mail: vv.kuba@s-vfu.ru
Аннотация. В данное статье рассматривается использование композиционных гипсовых вяжущих в бетонах с применением органического заполнителя различной фракции. В ходе исследования работы были оптимизированы
составы легкого бетона (арболита) и поризованного опилкобетона. Определены
их основные физико-механические свойства со следующими данными: арболит
класса В3,5, плотностью D850, теплопроводностью 0,18 Вт/м·°С и коэффициентом размягчения 0,98: поризованный опилкобетон имеет прочность на сжатии 2,57 МПа, плотностью D900, теплопроводностью 0,19 и коэффициентом
размягчения 0,92.
Ключевые слова: композиционное гипсовое вяжущее; органический
заполнитель; легкий бетон; арболит; опилкобетон; отходы деревоперерабатывающего предприятия.
Традиционно для производства бетонов на органическом заполнителе используется цементное вяжущее. Но известно, что в таких
заполнителях содержатся вещества, отрицательно влияющие на процессы твердения изделий на основе цемента. К ним относятся в первую очередь гемицеллюлозы, крахмал и экстрактивные вещества,
в простонародье называемые «цементными ядами» [1]. Для того чтобы устранить влияние таких веществ применяются разные способы:
долговременная выдержка заполнителя в естественных условиях, химические добавки – хлористый кальций, растворимое стекло и т. д.
Это все трудоемкие и затратные переделы в производстве бетонов на
органическом заполнителе. Еще в 70-х гг. российские исследователи
рассматривали варианты производства арболита на основе высокопрочного гипса и гипсоцементно-пуццолановом вяжущем с положительными результатами [2]. Данное производство не требует дополнительной обработки органического заполнителя, а за счет быстросхва295
Перспективные материалы в строительстве и технике (ПМСТ-2014)
тывающего свойства гипсового вяжущего сокращает оборачиваемость
форм, тем самым увеличивая производительность.
В данной статье рассматриваются несколько вариантов бетонов
на композиционных гипсовых вяжущих (КГВ), разработанных на кафедре производства строительных материалов Северо-Восточного федерального университета [3] с использованием органического заполнителя. Основные свойства КГВ рассмотрены в табл. 1.
Таблица 1
Основные свойства композиционных гипсовых вяжущих
Состав КГВ, %
Наименование
№
КГВ
ГВВ
ПЦ
Марка
Водовяжущего
Из- Цео- Горелая по проч- стойкость
kразм
весть лит порода
ности
Гипсоизвест1 ково-цеолитовое (ГИЦВ)
75
–
10
15
–
150
0,80
Гипсоцемент2 но-цеолитовое
(ГЦЦВ)
75
12,5
–
12,5
–
150
0,90
КГВ с горелой
породой
80
15
–
–
5
150
0,95
3
Один из вариантов – это легкий бетон (арболит) с применением
отходов деревоперерабатывающего предприятия в виде щепы. Для начала определили влияние содержащихся в древесине вредных веществ
на ГИЦВ. Для этого заполнитель разделили на чистую щепу, чистую
кору, а также использовали смешанную щепу, т. е. натуральные отходы,
во всех случаях использовалась фракция отходов 5–40 мм. По данным
исследования получились следующие результаты прочности при сжатии: чистая щепа – 2,4 МПа, смешанная щепа – 2,5 МПа, чистая кора –
1,7 МПа. Как видно из полученных данных, прочность арболита на основе КГВ на чистой коре ниже, а со смешанной и чистой щепой прочность имеет практически одинаковые значения. Это обусловлено тем,
что кора имеет рыхлую структуру и поэтому снижает предел прочности
при сжатии. Из прочностных показателей на чистой и смешанной щепе
296
Секция 2
можно сделать вывод, что содержание коры никак не влияет на твердение вяжущего вещества и набор прочности.
Для оптимизации состава разрабатываемого арболита использовали двухфакторное математическое планирование эксперимента, где
варьировались: соотношение вяжущего к щепе в массовых частях 1:3;
1:4; 1:5 и фракция щепы (крупная 20–40 мм; мелкая 10–20 мм; смешанная фракция 10–40 мм). По результатам эксперимента были получены зависимости средней плотности и прочности при сжатии от переменных факторов (табл. 2).
Таблица 2
Физико-механические свойства арболита на основе ГИЦВ
Соотношение
КГВ
к щепе
1:3
1:4
1:5
1:3
1:4
1:5
1:3
1:4
1:5
Расход материалов, м. ч.
Вид щепы ГИЦВ, Щепа,
г
г
Крупная
Крупная
Крупная
Смешанная
Смешанная
Смешанная
Мелкая
Мелкая
Мелкая
450
600
750
450
600
750
450
600
750
150
150
150
150
150
150
150
150
150
Вода,
мл
207
276
345
207
276
345
207
276
345
ПлотПредел прочность, ρ, ности на сжакг/м3
тие, Rсж, МПа
702
932
954
780,3
898,5
929,7
747
845,6
913
2,1
4,6
6,45
3,16
5,91
5,66
2,2
4,68
6,3
Проанализировав полученные результаты, был оптимизирован
состав арболита, который без перерасхода вяжущего обеспечивает
необходимую прочность и эксплуатационные характеристики, со следующими данными: расход вяжущего к щепе составил 1:4 в массовых
частях с использованием смешанной щепы фракции 10–40 мм. Оптимальный состав соответствует классу В3,5, плотностью D850, теплопроводностью 0,18 Вт/м·°С и коэффициентом размягчения 0,98.
Второй вариант – поризованный опилкобетон на основе ГЦЦВ
и КГВ с горелой породой. Опилки также являются отхода деревопере297
Перспективные материалы в строительстве и технике (ПМСТ-2014)
рабатывающего предприятия. В качестве пенообразователя применялся ПБ-Люкс. Для определения оптимального состава опилкобетона
использовалось математическое планирование эксперимента, для построения многофакторных полиномиальных моделей второго порядка,
соответствующих ПФЭ 33. Целью планирования эксперимента являлось изучение характера зависимости, степень влияния различных
факторов на целевую функцию, предсказание значения целевой функции при определенных значениях факторов, а также поиск оптимальных условий (набора значений факторов), при которых целевая функция достигает экстремума (минимума или максимума).
Первоначальный подбор состава поризованного опилкобетона
производился с применением гипсового вяжущего вещества (ГВВ)
марки Г-4. Варьируемыми факторами были: содержание опилок
и расход пены. Таким образом, были подготовлены 9 составов. Результаты полученных данных представлены в табл. 3.
Таблица 3
Результаты испытаний основных свойств
Расход материалов, м.ч.
Предел КоэффиВлажПлотпрочно- циент теность
Номер
ность
сти
на
плопров
момент
состава ГВВ, Опил- Пена, Вода,
ρ,
сжатие, водности распалубг
ки, г
л
мл
кг/м3
Rсж, Мпа λ, Вт/м*К ки W, %
Состав
990
–
627,0 1117,2 8,88
0,332
40,5
№1
Состав
968
81
–
612,8 1039,8 5,99
0,229
37,4
№2
Состав
900
150
–
624,0 1034,9 4,55
0,233
37,9
№3
Состав
720
–
0,50 456,0 782,8
2,41
0,288
47,2
№4
Состав
765
64
0,85 484,5 941,6
4,82
0,262
38,5
№5
Состав
495
83
0,55 313,5 633,0
1,17
0,170
42,9
№6
Состав
495
–
1,10 313,5 466,5
0,82
0,143
43,1
№7
298
Секция 2
Окончание табл. 3
Расход материалов, м.ч.
Предел КоэффиВлажПлотпрочно- циент теность
Номер
ность
сти на
плопро- в момент
ГВВ,
ОпилПена,
Вода,
состава
ρ,
сжатие, водности распалубг
ки, г
л
мл
кг/м3
Rсж, Мпа λ, Вт/м*К ки W, %
Состав
495
41
1,10 313,5 540,4
0,68
0,168
50,1
№8
Состав
450
75
1,00 285,0 477,2
0,48
0,120
50,6
№9
Проанализировав таблицу, можно сделать вывод, чем больше
опилок и пены, тем меньше плотность поризованного опилкобетона
и лучше теплотехнические свойства, но так как увеличивается пористость, тем самым уменьшается прочность на сжатие и коэффициент
теплопроводности. Таким образом, для дальнейших исследований по
полученным результатам выбрали оптимальный состав с содержанием
опилок 0,08 в масс. дол. и расходом пены в 0,5 л.
Далее в исследовании использовались ГЦЦВ и КГВ с горелой
породой. У полученных образцов были определены основные физикомеханические свойства (табл. 4).
Таблица 4
Основные физико-механические свойства
поризованного опилкобетона
Наименование КГВ
ГЦЦВ
КГВ с горелой породой
Плотность ρ,
кг/м3
881
Предел прочности на сжатие
Rсж, МПа
1,439
964
2,57
Коэффициент тепВодолопроводности λ, стойкость
Вт/м·К
kразм
0,137
0,67
0,187
0,92
По результатам исследования, можно сделать вывод, что поризованный опилкобетон на основе КГВ с применением горелой породы
имеет более лучшие физико-механические свойства, чем на основе
КГВ с цеолитом. Также применение КГВ улучшает теплотехнические
299
Перспективные материалы в строительстве и технике (ПМСТ-2014)
характеристики за счет образования более пористой структуры опилкобетона.
Из исследуемых работ можно сделать выводы, что разработанные
материалы рекомендуются для малоэтажного строительства, в том числе сельскохозяйственного назначения, эксплуатируемых в условиях
сурового климата РС(Я). Экономический эффект от применения разработанного вида арболита и поризованного опилкобетона можно получить за счет применения отходов деревоперерабатывающих предприятий, а также упрощения технологического процесса и снижения стоимости связующего вещества и составляет порядка 50 %.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Коротаев, Э.И. Производство строительных материалов из древесных отходов / Э.И. Коротаев, В.И. Симонов. – М. : Лесная промышленность, 1972. – 144 с.
2. Арсенцев, В.А. Арболит. Производство и применение / В.А. Арсенцев. –
М. : Стройиздат, 1977. – 348 с.
3. Егорова, А.Д. Эффективные стеновые материалы на основе местного сырья для эксплуатации в суровом климате : автореф. дис. ... канд. техн. наук. – М. :
МГСУ, 2002.
300
Секция 2
УДК 691.328.1, 691.328.43
ИССЛЕДОВАНИЕ ПРОЧНОСТИ И ДЕФОРМАТИВНОСТИ
ИЗГИБАЕМЫХ БЕТОННЫХ ЭЛЕМЕНТОВ, АРМИРОВАННЫХ
СТАЛЬНЫМИ И СТЕКЛОПЛАСТИКОВЫМИ СТЕРЖНЯМИ,
ПРИ СТАТИЧЕСКОМ НАГРУЖЕНИИ
К.Л. Кудяков, В.С. Плевков
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: konstant.yakov@gmail.com
Аннотация. В статье рассмотрены экспериментальные исследования
прочности и деформативности изгибаемых бетонных элементов с композитной и стальной стержневой арматурой. В качестве композитной арматуры
использованы стеклопластиковые стержни с диаметром 6 и 10 мм. Описана
конструкция и схема испытания экспериментальных образцов на изгиб статической нагрузкой. В результате исследований получены схемы разрушения
и трещинообразования, а также значения разрушающей нагрузки и максимальных прогибов элемента в середине пролета. Проведено сопоставление
полученных экспериментальных данных между собой.
Ключевые слова: стеклопластик; композитные; стержни; волокна; изгибаемые; элементы; статическое; испытание; прочность; деформативность.
На современном уровне научно-технического развития появились
новые специфические требования к строительным конструкционным материалам: помимо прочностных и деформационных характеристик материалов особое внимание стало уделяться коррозионной стойкости, электро-, магнито- и радиопроводимости. Данные требования предъявляются
при строительстве зданий и сооружений энергетической, оборонной,
авиационной, космической, медицинской и дорожно-строительной отраслей. При этом основным конструкционным материалом является железобетон, который не отвечает вышеназванным требованиям [1].
Возможным вариантом решения данной проблемы является использование неметаллических композитных стержней в качестве арми
Данные исследования выполнены при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
301
Перспективные материалы в строительстве и технике (ПМСТ-2014)
рования бетонных конструкций. Неметаллические арматурные стержни
обладают малым удельным весом, высокими прочностными характеристиками, коррозионной стойкостью, диэлектрическими свойствами,
а также магнитоинертностью и радиопрозрачностью. Однако, у данных
материалов имеются и недостатки, которые существенно ограничивают
области их применения: относительно высокая деформативность, низкая огнестойкость, отсутствие устойчивой технологии преднапряжения.
К тому же обширное применение композитной арматуры в строительстве в России затруднено в связи с отсутствием нормативной и проектной документации, а также неоднозначности полученных результатов
исследований данной арматуры и бетонных конструкций с ее использованием. Таким образом, вопросы проектирования, расчета и применения бетонных конструкций, армированных неметаллическими композитными материалами, являются весьма актуальными [1–3].
Для определения прочности и деформативности изгибаемых бетонных элементов, армированных стеклопластиковой арматурой, были проведены экспериментальные исследования. В рамках исследований были запроектированы и изготовлены изгибаемые элементы, геометрические размеры и конструкция которых представлены на рис. 1.
Параметры экспериментальных образцов приведены в табл. 1.
Рис. 1. Конструкция экспериментальных изгибаемых элементов
В качестве армирования использованы композитные стеклопластиковые стержни марки«MONSTEROD» с наружным диаметром
6 и 10 мм (производитель ООО «Нанотехнологический центр композитов», г. Москва). Стеклопластиковые стержни имели ребристую
302
Секция 2
поверхность для сцепления с бетоном. Для проведения сопоставления также были изготовлены железобетонные элементы аналогичной
конструкции с использованием стальной арматуры класса А400
с диаметром 10 мм.
Таблица 1
Параметры экспериментальных образцов
Шифр
образца
Описание
Стальные стержни А400,
2Ø 10 мм
Стеклопластиковые
СПА6
стержни, 2Ø 6 мм
Стеклопластиковые
СПА10
стержни, 2Ø 10 мм
ЖБ10
µ, %
ξ (по СП
63.13330.2012)
Масса образца, кг
0,897
0,119
114,7
0,302
0,115
109,7
0,827
0,317
109,2
Предварительные экспериментальные исследования прочности
и деформативности стеклопластиковых стержней на растяжение показали, что данная арматура обладает высоким показателем прочности
на растяжение (до 1200 МПА), при этом продольные деформации
стержней находятся в пределе от 2 до 3 %, а модуль упругости составляет 35–45 ГПА. Однако данные характеристики зависят от фирмы –
производителя. Удельный вес данной арматуры равен 1,95 г/см3, что
при замене стальной арматуры на композитную позволяет уменьшить
общую массу конструкций на 5 %.
Экспериментальные исследования прочности и деформативности изгибаемых элементов проводились на специальном стенде
(рис. 2). Испытания проводились ступенчатой статической нагрузкой
по схеме однопролетной шарнирно-опертой балки (рис. 3, а). Во время испытания фиксировались разрушающая нагрузка и величины прогибов. Проскальзывание арматурных стержней фиксировалось установленными на выпусках индикаторами часового типа.
В результате испытаний были получены характерные схемы трещинообразования и разрушения изгибаемых бетонных элементов, армированных стальными (рис. 3, б), стеклопластиковыми стержнями
Ø 6 мм (рис. 3, в) и стеклопластиковыми стержнями Ø 10 мм (рис. 3, г).
Анализ схем разрушения и трещинообразования показал, что разруше303
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ние элементов происходило по сечению, нормальному к продольной
оси балок с образованием магистральной трещины в пределах зоны
чистого изгиба. В ходе испытаний проскальзывания в теле бетона
стальных и стеклопластиковых стержней не выявлено. Основные результаты экспериментальных исследований приведены в табл. 2.
Рис. 2. Общий вид испытания образцов
В таблицах использованы следующие условные обозначения:
µ – процент армирования поперечного сечения изгибаемого бетонного
элемента; ξ – относительная высота сжатой зоны бетона изгибаемого
элемента; Fi – действующее усилие; Fult – расчетное предельное усилие, воспринимаемое элементом; Fmax – фактическое предельное уси304
Секция 2
лие, воспринимаемое элементом; Mmax – предельный изгибающий момент, воспринимаемый нормальным сечением элемента; acrc,i – ширина раскрытия нормальных трещин при действующем усилии; fi – прогиб элемента при действующем усилии; fmax – максимальный прогиб
элемента в середине пролета [4].
а
б
в
г
Рис. 3. Испытание изгибаемых элементов статической нагрузкой: схема испытания (а); характерные схемы разрушения и трещинообразования изгибаемых элементов, армированных стальными (б), стеклопластиковыми
Ø 6 (в) и Ø 10 (г) стержнями
305
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Таблица 2
Результаты экспериментальных исследований
Шифр
образца
ЖБ10
СПА6
СПА10
При Fi = Fult = 41,3 кН
acrc,i, мм
fi , мм
0,1
7,7
1,8
37,1
1,15
31,1
Fmax, кН
Mmax, кНм
fmax, мм
61,2
64,4
67,2
15,3
16,1
16,8
12,8
64,5
52,1
По результатам испытаний было отмечено, что при замене стальных стержней стеклопластиковыми происходит увеличение несущей
способности изгибаемого бетонного элемента при статическом воздействии до 5–10 %. В то же время возрастает деформативность в 4–5 раз
по сравнению с железобетонным элементом, однако, после снятия нагрузки с элементов, армированных стеклопластиковыми стержнями,
происходит восстановление первоначальной геометрии элементов. Повышенная деформативность изгибаемых элементов, армированных
композитными стержнями, может благоприятно влиять на несущую
способность и живучесть изгибаемых элементов, подвергнутых динамическомунагружению, что требует дополнительных исследований.
При нагрузке Fi = Fult в элементах, армированных стеклопластиковыми стержнями, возникают недопустимые нормами прогибы
и ширина раскрытия трещин, что свидетельствует о необходимости
преднапряжения данной арматуры при использовании ее в изгибаемых конструкциях.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Степанова, В.Ф. Арматура композитная полимерная / В.Ф. Степанова,
А.Ю. Степанов, Е.П. Жирков. – М. : Изд-во АСВ, 2013. – 200 с.
2. Исследование прочности и деформативности бетонных плит сплошного сечения, армированных стальными и композитными стержнями/ А.И. Григорьев,
К.Л. Кудяков, А.В. Невский [и др.] // Молодая мысль: Наука. Технологии. Инновации:
матер. VI Всероссийской конф. – Братск : ГОУ ВПО «БРГУ», 2014. – С. 103–105.
3. Varma, M.B. Flexural Strength of Concrete Beam Reinforced with GFRP Rebar /
M.B. Varma, R.S. Pujari // International Journal of Earth Sciences and Engineering. –
Vol. 04. – № 06 SPL. – Р. 994–996.
4. СП 63.13330.2012. Бетонные и железобетонные конструкции. Основные положения. Актуализированная редакция СНиП 52-01–2003. – М. : НИИЖБ им. А.А. Гвоздева, 2012. – 161 с.
306
Секция 2
УДК 628.162.1.004.68:691
ПОЛУЧЕНИЕ КОМПОЗИЦИОННЫХ СИЛИКАТНЫХ
МАТЕРИАЛОВ И КЕРАМИКИ С ИСПОЛЬЗОВАНИЕМ
ОТХОДОВ ВОДООЧИСТКИ
О.Д. Лукашевич1, Н.Т. Усова2, С.А. Филичев1, Н.Е. Патрушева1
1
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
2
Лицей при Томском политехническом университете, г. Томск, Россия
E-mail: odluk@yandex.ru
Аннотация. Рассмотрены теоретические аспекты и приведены результаты экспериментальных исследований по выделению и использованию железосодержащих осадков из промывных вод фильтровальных сооружений
станций водоподготовки. Подобраны условия, при которых электроимпульсная обработка создает благоприятные условия для окисления и коагулирования оксидов и гидроксидов железа из устойчивых взвесей. На основании полученных данных о физико-химических характеристиках выделенного железосодержащего осадка (шлама водоочистки) предложены варианты его
утилизации при получении пигментов и в качестве компонентов сырья для
строительных материалов. Экспериментально установлены и теоретически
обоснованы составы сырьевых смесей, условия и технологические режимы
их обработок для получения объемно окрашенных цементов, водостойких
жидкостекольных композиционных материалов, строительной керамики.
Ключевые слова: отходы водоочистки; железистые шламы; утилизация отходов; железооксидные пигменты; строительная керамика; цветные
композиционные строительные материалы.
Осознание необходимости перехода к экологически чистым, малоотходным технологиям ставит задачу активного поиска путей снижения техногенного прессинга со стороны растущего количества производственных отходов и использования их в качестве сырья. Строительная индустрия – бурно развивающаяся ресурсоемкая отрасль, где
отходы многих производств, в том числе – связанных с очисткой воды
и стоков, могут быть утилизированы.
Подземные воды Сибири и Дальнего Востока, используемые
в хозяйственно-питьевом, сельскохозяйственном и промышленном
307
Перспективные материалы в строительстве и технике (ПМСТ-2014)
водоснабжении, характеризуются высоким (от 2 до 40 ПДК и выше)
содержанием ионов железа в различных формах. При обработке таких
вод перед подачей потребителю необходимо удалить из них избыток
оксидных и гидроксидных соединений железа путем осаждения
и улавливания в виде осадков на сооружениях водоподготовки, что
сопровождается накоплением значительного количества так называемых шламов. Так, только на станции обезжелезивания Томского водозабора их ежегодно выделяется более 600 т. Железистые щламы водоподготовки (ЖШВ) с трудом обезвоживаются, что затрудняет их
дальнейшее хранение, транспортировку и использование [1, 2]. Этим
объясняется тот факт, что происходит не утилизация, а накопление
ЖШВ на иловых площадках, занимающих большие территории, что
сопровождается загрязнением контактирующих с ними почв, вод,
а зачастую – и воздуха, когда складываются условия, способствующие
образованию пылевых частиц.
Разработке безотходных технологий на основе интеграции научно-технических решений для различных областей строительной отрасли (водоочистка, строительное материаловедение, техносферная
безопасность) посвящена данная работа. С позиций комплексного
подхода поэтапно решались задачи:
– предложить способы интенсификации выделения железистых
шламов и их утилизации в производстве цветных строительных материалов;
– изучить состав и свойства железистых шламов водоочистки
и разработать способ получения железооксидных пигментов из шлама
водоочистки. Оценить пригодность их для окрашивания строительных
материалов и изделий;
– разработать технологическую схему получения композиционных материалов для строительной отрасли на основе синтезированных
гидросиликатов кальция с использованием железооксидных пигментов;
– предложить технологическую схему для получения керамического материала с использованием в сырьевой смеси отходов (железистого шлама, стеклобоя), определить оптимальные параметры режимов обработки керамики.
В качестве объекта исследования выбран ЖШВ, получаемый
в результате обезжелезивания артезианской воды на водозаборе из
308
Секция 2
подземных источников г. Томска. Химический состав используемого
железистого шлама приведен в табл. 1.
Таблица 1
Химический состав железистого шлама водопоочистки
по данным сокращенного химического анализа
Образец
шлама
1*
2*
SiO2
5,48
2,43
Fe2O3
42,45
44,05
Массовое содержание, %
Al2O3 СаO MgO К2О
10,2
4,20
2,00 0,36
–
2,80
4,90 0,57
Na2O
0,14
0,21
п.п.п.
30,34
10,02
*Образец 1 выделен при безреагентном коагулировании, образец 2 – с использованием флокулянта полиакриламида.
Шлам водоподготовки представляет собой полиминеральную
смесь с участием, в основном, оксидной железистой, и в незначительном количестве – марганцевой, фосфатной, карбонатной и алюмосиликатной минеральных фаз (рис. 1). Близость химического состава
шлама к традиционным видам сырья, использующимся для синтеза
железооксидных пигментов, позволяет заменять им природное сырье.
Рис. 1. Термограмма образца железистого шлама водоочистки:
1 – кривая ДСК; 2 – кривая ТГ
309
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Как следует из результатов РФА, в качестве основной фазы
в ЖШВ преобладают аморфные не закристаллизовавшиеся продукты.
В виде кристаллической фазы в железистом шламе идентифицируются
кальцит (d/n = 0,3854; 0,3028; 0,2487; 0,1869 нм), гетит и α-гидрогетит
(d/n = 0,4168; 0,2450; 0,1690; 0,1570 нм). Важно отметить, что ЖШВ
не содержат токсичных элементов, способных ограничить его применение в производстве строительных материалов и изделий [3–5].
Установлены оптимальные режимы электрохимической обработки воды с помощью электрокоагуляторов с высокой энергоэффективностью, различающихся условиями воздействия. Устройства обеспечивают десятикратное увеличение скорости осаждения шлама из
промывной воды при оптимальном времени обработки 4 мин [3]. Повышение скорости выделения ЖШВ открывает возможность его утилизации, при этом одновременно решаются инженерно-экологические
и экономические задачи.
Разработан и апробирован в условиях, приближенных к производственным, способ получения железооксидных пигментов из шламов водоочистки. На основании данных РФА[5] и термического анализа (ДСК/ТГ) (рис. 1) детализированы процессы фазовых переходов,
протекающих при термическом воздействии на ЖШВ.
Обжиг в интервале температур 600–1000 °С позволяет получить
желтые, кирпично-красные, коричневые, черные пигменты, пригодные для широкого использования в строительной отрасли.
С целью проверки красящей способности полученного красного
пигмента изучена возможность его использования для окрашивания
цементно-песчаных смесей. Пигмент вводили в количестве 2, 3, 4, 8 %
от массы цемента, готовили раствор с соотношением цемент (марки
ПЦ500Д0) : песок = 30:70. Установлено оптимальное содержание
пигмента – 4 %. Пигмент обладает высокой окрашивающей способностью. Благодаря гидрофильной природе частиц ЖШВ и полученных
из него пигментов они равномерно распределяются в водных растворах; первичные кислотные центры Льюиса обеспечивают дополнительную прочность окрашенным строительным материалам.
Испытания показали, что окрашенные пигментом тротуарные плиты по прочности при сжатии соответствуют классу В20, имеют марку
морозостойкости F200 и соответствуют требованиям ГОСТ 17608–91.
310
Секция 2
Разработаны составы жидкостекольных композиционных строительных материалов на основе строительного песка и полученного
пигмента, а также с добавлением химически активных добавок (СаО,
Са(ОН)2, диатомита, микрокремнезёма). Полученные материалы имеют кирпично-красный цвет, обладают высокой прочностью, термостойкостью и водостойкостью. При использовании в композиционной
смеси в качестве наполнителей песка и пигмента лучшие результаты
по физико-механическим показателям получены для образцов с одинаковым содержанием наполнителей в количестве 39,5 мас. % и соответственно введением в смесь 21 мас. % жидкого стекла с силикатным
модулем m = 3. Оптимальная температура прокаливания образцов
500 °С, что обеспечивает характеристики: водопоглощение – 11,6 %,
прочность при сжатии – 49,6 МПа, коэффициент водостойкости – 0,9.
Добавление в композиционную смесь химически активной добавки СаО позволяет снизить расход пигмента и температуру обработки образцов. При этом полученные композиционные материалы
являются прочными (Rсж = 33,5 МПа) и водостойкими (Кводост = 0,8). Оптимальный состав сырьевой смеси (мас. %): 83 – песок, 13 – жидкое
стекло, 3 – пигмент, 1 – СаО, термообработка при 200 °С.
Исследование микроструктуры
такого образца (рис. 2) показало наличие на поверхности скола частиц
песка (1), пигмента (2), покрытых
гелеобразными продуктами и пластинчатых кристаллов ГСК (3). Зафиксированы также многочисленные
частицы ГСК в виде пластинок и чешуек, а также наплывы кремнегеля
и нитевидные кристаллы диаметром
до 2 мкм. Детальное исследование Рис. 2. Микрофотография поверхности
скола образца состава (мас. %)
последних позволило установить эмсырьевой смеси:
пирический состав этих новообразо83 – песок; 13 – жидкое стекло; 3 – пигмент; 1 – СаО; терваний: КAl3Si7O24H11.
мообработка при 200 °С
Введение в жидкое стекло сухого СаО в количестве 1 мас. % резко замедляет диффузионные процессы ионного обмена между реагирующими компонентами смеси,
311
Перспективные материалы в строительстве и технике (ПМСТ-2014)
благодаря чему образуются низкоосновные гидросиликаты кальция
C–S–H и гидросиликат состава Na2Ca[Si4O10]·4H2O, имеющий гиролитоподобное строение, а также кремнегель в вязко пластичном состоянии, обладающий вяжущими свойствами.
Установлено, что дополнительное введение в композиционную
смесь 1 мас. % диатомита или микрокремнезема приводит к увеличению предела прочности при сжатии на 6, 10 % и коэффициента водостойкости на 8, 4 % соответственно. Аморфный кремнезем вступает
в реакцию со щелочью, выделяющуюся при реакции обмена с СаО,
с образованием силиката натрия, что приводит к дополнительному
упрочнению структуры.
Показано, что снижение модуля жидкого стекла в композиционной смеси с 3,0 до 1,5 увеличивает предел прочности при сжатии
у экспериментальных образцов на 13 %, что связано с уменьшением
вязкости раствора силиката натрия и, соответственно, уменьшением
прослойки кремнегеля в готовой композиции.
Установлено, что частицы железооксидного пигмента, вводимые
в состав реакционной смеси в количестве 3 мас. %, равномерно распределяются по её объему и адсорбируют на своей поверхности продукты
обменной реакции и выступают в роли центров кристаллизации этих
продуктов, что положительно сказывается на прочности изделий.
Разработана технология получения керамических материалов
с использованием ЖШВ. Обычно оксиды железа добавляют в сырьевые смеси в качестве отощающей и снижающей температуру обжига
добавки. Показано, что содержание в составе ЖШВ оксидов железа,
щелочных и щелочноземельных элементов обеспечивает легкоплавкость глин, способствует проявлению привлекательной кирпичнокрасной окраски обожженного черепка. Представляло научный
и практический интерес изучить возможность использования ЖШВ
в качестве «аборигенного» материала при создании искусственной
фильтрующей загрузки как альтернативы традиционно применяющемуся кварцевому песку и заменяющим его горным породам. Была выдвинута гипотеза, что содержащееся в шламе железо представлено
теми его формами, которые будут катализировать процессы, соответствующие переходу ионов железа из водорастворимых в нерастворимые фазы, и ускорять выделение в осадок нежелательных примесей
312
Секция 2
воды. Предложена технологическая схема установки и подобраны оптимальные составы сырьевых смесей для получения нового керамического фильтрующего материала с добавлением железистых шламов
водоочистных сооружений. Входящие в установку устройства позволяют осуществить все необходимые технологические операции по изготовлению керамического материала: сушку, измельчение, дозирование исходного материала, гранулирование и обжиг (патент РФ на полезную модель №34880). Состав и определенные в результате
лабораторных испытаний физико-механические свойства образцов
полученного керамического материала представлены в табл. 2.
Таблица 2
Физико-механические свойства образцов полученного КФМ
Номер
образцов
Механическая прочность
Измельчаемость, % Истираемость, %
Средняя плотность
материала, г/см3
1
2,00
0,158
2,8
2
2,05
0,15
3,0
3
2,05
0,15
3,1
Соотношение компонентов в сырье: образец 1–4 % железистого
осадка, 4 % стеклянного порошка, глина – остальное; образец 2–6 %
железистого осадка, 4 % стеклянного порошка, глина – остальное; образец 3–10% железистого осадка, 4 % стеклянного порошка, глина – остальноеПолученный керамический материал обладает комплексом заданных свойств: пористостью (в пределах 0,48–0,55), плотностью
(2,8–3,1 г/см3) и необходимой прочностью по измельчаемости и истираемости. Таким образом, выбранные соотношение компонентов
и технологические условия позволили получить материал, отвечающий
всем требованиям ГОСТ Р 51641–2000 «Материалы фильтрующие зернистые. Общие технические условия». Испытание керамического материала в качестве фильтрующей загрузки показали его высокую эффективность в очистке воды от железосодержащих примесей [6].
313
Перспективные материалы в строительстве и технике (ПМСТ-2014)
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Лисецкий, В.Н. Улавливание и утилизация осадков водоподготовки на водозаборах г. Томска / В.Н. Лисецкий, В.Н. Брюханцев, А.А. Андрейченко. – Томск : Издво НТЛ, 2003. – 164 с.
2. Лукашевич, О.Д. Совершенствование хозяйственно-питьевого водопользования для повышения уровня его экологической безопасности (на примере Западной Сибири) / О.Д. Лукашевич. – Томск : Изд-во Том. гос. архит.-строит. ун-та, 2006. – 350 с.
3. Лукашевич, О.Д. Интенсификация осаждения и утилизация железистых
осадков промывных вод скорых фильтров / О.Д. Лукашевич, И.В. Барская, Н.Т. Усова // Вода: технология и экология. – 2008. – № 2. – С. 30–41.
4. Лукашевич, О.Д. Физико-химические аспекты комплексного использования
осадков промывных вод / О.Д. Лукашевич, И.В. Алгунова, Ю.С. Саркисов // Вестник
ТГАСУ. – 2004. – № 1. – С. 129–145.
5. Усова, Н.Т. Композиционные строительные материалы на основе синтезированных гидросиликатов кальция и шламов водоочистки : автореф. дис. … канд.
техн. наук. – Томск. – 21 с.
6. Утилизация отходов водоподготовки станций обезжелезивания / Н.Т. Усова,
О.Д. Лукашевич [и др.] // Вестник ТГАСУ. – 2011. – № 2. – С. 113–123.
314
Секция 2
УДК 691.328.1, 691.328.43
ПРОЧНОСТЬ И ДЕФОРМАТИВНОСТЬ СЖАТЫХ
БЕТОННЫХ ЭЛЕМЕНТОВ С ПРОДОЛЬНЫМ АРМИРОВАНИЕМ
СТАЛЬНЫМИ, СТЕКЛОПЛАСТИКОВЫМИ
И УГЛЕПЛАСТИКОВЫМИ СТЕРЖНЯМИ
ПРИ СТАТИЧЕСКОМ НАГРУЖЕНИИ
А.В. Невский, И.В. Балдин
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: andrenevsky@gmail.com
Аннотация. В настоящее время одной из актуальных проблем строительной отрасли является создание конструкций с высоким уровнем сопротивляемости внешним воздействиям агрессивных сред. Одним из современных
решений данной проблемы является применение композитных материалов на
основе неметаллических волокон. В настоящей работе исследована прочность
и деформативность сжатых бетонных элементов, армированных композитными стержнями. Были испытаны три типа бетонных образцов с различными видами продольного армирования: стальной арматурой класса А-400, композитной стеклопластиковой арматурой и композитной углепластиковой арматурой.
Образцы испытывались на сжатие статической нагрузкой. В результате проведённых испытаний, обнаружено, что несущая способность образцов сжатых
элементов, армированных стержнями композитной арматуры, ниже несущей
способности железобетонного образца. При этом также наблюдалась более
высокая деформативность образцов с композитным стержневым армированием
по сравнению с железобетонным образцом.
Ключевые слова: сжатие; прочность; деформативность; неметаллические волокна; арматура композитная полимерная; стеклопластик; углепластик.
В настоящее время проблема повышения долговечности и живучести строительных железобетонных конструкций особо актуальна.
Необходимость применения стойких к коррозии материалов обусловлена особенностями условий, в которых находятся конструкции: более
Данное исследование выполнено при финансовой поддержке работ по проекту Министерства образования и науки Российской Федерации.
315
Перспективные материалы в строительстве и технике (ПМСТ-2014)
80 % всех железобетонных конструкций эксплуатируется в условиях
агрессивных сред и подвержены интенсивному износу. Наиболее чувствительной к старению составляющей железобетона является арматура, которая с течением времени разрушается вследствие коррозии
при её оголении и контакте через образовавшиеся микро- и макротрещины с внешней агрессивной средой. Также арматура может разрушаться от электрокоррозии при воздействии на неё блуждающих или
прямых токов (в случае эксплуатации аварийных опор ЛЭП, когда арматура выполняет роль проводника, заземляющего электрическую
сеть). Все эти факторы негативно влияют на долговечность строительных конструкций на основе бетона [1].
Повышения долговечности конструкции можно добиться путём
использования в качестве арматуры современных материалов на основе неметаллических волокон, главными достоинствами которых являются высокие прочностные показатели, небольшой вес, коррозионная
стойкость [2], химическая и магнитная инертность, низкая стоимость
(для некоторых видов композитной арматуры). Однако ввиду отсутствия опыта применения таких конструкций использование композитной арматуры должно быть обосновано научно-теоретическими и экспериментальными исследованиями, а также нормативными документами по проектированию и расчёту конструкций с композитным
стержневым армированием.
Предварительные испытания композитной арматуры на осевое
сжатие показали, что предел её прочности при сжатии может достигать значений до 650 МПа. При этом различные виды композитной
арматуры имеют высокие показатели относительных деформаций, на
порядок большие деформаций стальной арматуры. Композитная арматура имеет относительно низкий по сравнению со стальной арматурой
модуль упругости при сжатии. Характер разрушения композитной арматуры на основе углеродных волокон представляет собой «выпучивание» внешних волокон арматуры от центральной сжимающей нагрузки, а схема разрушения композитной арматуры на основе стеклянных волокон имеет картину среза.
С целью изучения прочности и деформативности сжатых элементов, армированных продольными композитными стержнями были проведены экспериментальные исследования, программа которых включа316
Секция 2
ла в себя изготовление и испытание трёх бетонных образцов на сжатие
при статическом нагружении: одного с металлическим продольным
стержневым армированием, и двух с неметаллическим армированием
композитными стержнями на основе стеклянных и углеродных волокон. Конструкции экспериментальных образцов представляли собой
бетонные элементы с геометрическими размерами 100×100×1000 мм,
армированные четырьмя стержнями продольной арматуры в зависимости от шифра: стальной арматурой класса А-400 диаметром 10мм; композитной стеклопластиковой арматурой (СПА) марки MONSTEROD
(производство ХК «Композит», г. Москва) номинальным диаметром
9,4 мм; композитной углепластиковой арматурой (УПА) марки FibARMRebar (производство ХК «Композит», г. Москва) номинальным диаметром 9,6 мм. Армирование в поперечном направлении было выполнено из арматуры класса Вр-500 диаметром 3мм, расположенной с шагом 75 мм. В приопорных зонах имелись сетки косвенного армирования, расположенные с шагом 20 мм на высоту размера площади смятия
элемента. Маркировка экспериментальных образцов в соответствии
с их конструкцией приведена в таблице. Программа экспериментальных исследований представлена на рис. 1.
Маркировка экспериментальных образцов
Шифр
образца
ОБ-1
ОБ-2
ОБ-3
Количество, номиКоличество Процент армирональный диаметр
Теоретичеобразцов,
вания поперечи тип продольных
ский вес, кг
шт
ного сечения, %
стержней
4×Ø 10 А-400
1
3,14
26,62
4×Ø 9,6 СПА
1
2,89
24,67
4×Ø 9,4 УПА
1
2,77
25,08
Экспериментальные образцы испытывались в соответствии
с требованиями ГОСТ 8829–94статической сжимающей нагрузкой до
наступления предельного состояния. Испытания проводились на автоматизированном прессе ПММ-250, оснащённом современными датчиками перемещений и электронной фиксацией данных. Нагружение
осуществлялось статистэтапами по 20 кН. После приложения нагрузки
317
Перспективные материалы в строительстве и технике (ПМСТ-2014)
на каждом этапе производилась временная выдержка 8–10 мин, во время которой происходило перераспределение внутренних напряжений
в образцах. В это время колонна осматривалась, фиксировалось образование и развитие трещин. После выдержки конструкции под нагрузкой
снимались показания приборов. Экспериментальные сжатые элементы
доводились до разрушения, при этом фиксировалось значение максимального усилия. Общий вид испытания образцов сжатых элементов
изображён на рис. 2.
Рис. 1. Программа экспериментальных исследований
При испытании были проведены следующие измерения. Продольные деформации арматуры фиксировались датчиками-тензорезисторами, установленными на стадии изготовления образцов на каждый
из четырёх продольных стержней посередине их длины. Продольные
и поперечные деформации бетона фиксировались также датчиками318
Секция 2
тензорезисторами, установленными на тело каждого из образцов парами во взаимно перпендикулярных направлениях по двум смежным сторонам в их центре. Продольные деформации образцов фиксировались
индуктивными датчиками перемещений, установленными по двум противоположным сторонам каждого из образцов. Показания электронных
датчиков считывались при помощи измерительно-вычислительных систем MIC-400D и MIC-300М. Усилие на каждом этапе фиксировалось
при помощи электронного табло пресса.
Рис. 2. Общий вид испытания экспериментальных образцов на сжатие
В результате проведённых испытаний были получены схемы
трещинообразования и разрушения образцов сжатых элементов при
статическом нагружении (рис. 3).Разрушение образцов сжатых элементов во всех случаях сопровождалось раздроблением бетона. Анализ схем разрушения образцов сжатых элементов показал, что независимо от типа армирования элементов разрушение имеет близкий по
форме характер. Разрушающие нагрузки для образцов сжатых элементов составили соответственно: дляОБ-1 (А-400) 360 кН, для ОБ-2
(СПА) 339 кН, для ОБ-3 (УПА) 347 кН. Также, в результате статистической обработки показаний приборов для каждого из образцов, испытанных на статическое сжатие был получен график продольного
деформирования бетона под нагрузкой (рис. 4)
319
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ОБ-1
ОБ-2
ОБ-3
Рис. 3. Схемы разрушения и трещино-образования экспериментальных образцов
Рис. 4. График продольных деформаций бетона экспериментальных образцов
В результате экспериментальных исследований было отмечено,
что несущая способность при сжатии образцов с продольным армированием композитными стекло- и углепластиковыми стержнями мень320
Секция 2
ше несущей способности образца, армированного стержнями стальной
арматуры класса А-400 соответственно на 5,8 и 3,6 %. По сравнению
с образцом, армированным продольными металлическими стержнями,
образцы с композитным стержневым армированием обладают более
высокой деформативностью при воздействии сжимающей статической
нагрузки. Относительно железобетонного образца сжатого элемента
деформативность образцов с композитным стержневым армированием
оказалась выше и составила: для образца со стеклопластиковым продольным стержневым армированием 142 %, для образца с углепластиковым продольным стержневым армированием 133 %. Также было
отмечено, что композитная арматура и бетон работают в условиях совместности деформаций.
Таким образом, в конструкциях, работающих на сжатие, при замене классической стальной арматуры на композитную имеет место
повышение деформативности конструкции, а также снижение её собственного веса. При этом наблюдается снижение несущей способности ввиду низкого модуля упругости композитной арматуры [3].
В связи с этим композитную арматуру для армирования сжатых элементов на основе бетона рационально применять в сочетании с комплексом мероприятий по усилению сжатого бетона.
Для изучения возможности использования композитной арматуры при производстве строительных конструкций требуются дальнейшие научные исследования, которые способствуют ускорению процесса разработки руководящих норм по проектированию и расчёту
долговечных строительных конструкций с неметаллическим композитным стержневым армированием.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Степанова, В.Ф. Арматура композитная полимерная / В.Ф. Степанова,
А.Ю. Степанов, Е.П. Жирков. – М. : Изд-во АСВ, 2013. – 200 с.
2. Исследование щелочестойкости композитной арматуры на основе стеклянных и углеродных волокон / К.Л. Кудяков, А.В. Невский, А.А. Овчинников [и др.] //
Материалы Всероссийской научно-технической конференции. – Братск : ГОУ ВПО
«БРГУ», 2014. – С. 79–81.
3. Исследование прочности и деформативности бетонных сжатых элементов,
армированных стальными и композитными стержнями / И.А. Русаков, О.О. Русакова,
К.Л. Кудяков [и др.] // Материалы Всероссийской научно-технической конференции. – Братск : ГОУ ВПО «БРГУ», 2014. – С. 35–37.
321
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 628.147.22
МОДИФИЦИРОВАННЫЕ ПОЛИМЕРАМИ МАТЕРИАЛЫ:
ВИДЫ, СОСТАВЫ, ТЕХНОЛОГИИ, СВОЙСТВА;
ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ
В СЕЛЬСКОМ СТРОИТЕЛЬСТВЕ
Л.В. Ильченко1, В.М. Курдюмова1, А.П. Пичугин2, В.В. Банул2,
Л.А. Митина2, М.О. Батин2
1
Кыргызский национальный технический университет, г. Бишкек, Кыргызстан,
2
Новосибирский государственный аграрный университет,
г. Новосибирск, Россия
E-mail: gmunsau@mail.ru
Аннотация. Коррозионное разрушение конструкций очистных сооружений и систем навозоудаления вызвано воздействием агрессивных сред
с широким спектром действия: от рН 2,3 (для силоса) до рН 12,0–13,2 (для
дезинфицирующих средств) в интервале температур от –50 °С (зимой) до
+60 °С (в летний период). Эффективным способом защиты от коррозии является использование полимерных композиций, одним из прогрессивных вариантов которого является термонанесение порошков в воздушном потоке. Такой способ позволяет получать прочное и долговечное защитное покрытие.
Преимущество такого процесса заключается в том, что покрытие получается
непосредственно из твердого полимера, минуя стадию растворения или диспергирования. Определены оптимальные режимы и изучены свойства термонапыляемых покрытий.
Ключевые слова: полимерные композиции; коррозионные среды; порошковая технология; адгезия; долговечность покрытий.
Причинами коррозионного разрушения поверхности металлических очистных сооружений и систем навозоудаления являются: постоянное воздействие агрессивных сред от рН 2,3 (для силоса) до рН
12,0–13,2 (для дезинфицирующих средств) в интервале температур от
–50 °С (зимой) до +60 °С (в летний период), в результате чего происходит интенсивное корродирование металла и разрушение конструкций очистных сооружений. Защита элементов конструкций сооружений от коррозии в зоне периодического увлажнения с помощью полимерных композиций представляет наибольший интерес, т. к. во
322
Секция 2
влажной и парогазовой средах идет наиболее интенсивный процесс
разрушения металла. Для очистных сооружений и конструктивных
элементов систем навозоудаления животноводческих комплексов,
в которых металл и покрытия подвергаются гидроабразивному и коррозионному воздействиям, такие работы не выполнялись [1–3].
В настоящее время отсутствуют данные об основных закономерностях комплексного разрушения покрытий и характере изменения свойств защитных материалов для восстановления и защиты металлических конструкций очистных сооружений сельскохозяйственных предприятий. Применение порошков определенной дисперсности
способствует лучшему перемещению их в воздушном потоке, равномерному распределению на покрываемой поверхности и быстрому
оплавлению с образованием прочной и долговечной защитной пленки.
Преимущество такого процесса заключается в том, что покрытие получается непосредственно из твердого полимера, минуя стадию растворения или диспергирования. На готовые детали, элементы и конструкции полимеры наносят в жидком или порошкообразном состоянии.
При повышенной температуре частицы порошка оплавляются и слипаются, образуя сплошную пленку на поверхности защищаемого материала. Существует несколько способов нанесения порошковых полимеров для создания защитных покрытий: вихревое напыление
(в псевдоожиженном, взвешенном или кипящем слое); струйное; вибрационное; газопламенное; вибрационное; электростатическое; центробежный способ нанесения.
Инновационным приемом совершенствования данного процесса
является введение дополнительной операции предварительной обработки защищаемой металлической поверхности активирующими (наноразмерными) композициями, что позволит обеспечить увеличение адгезии и коррозионной стойкости всего покрытия [3, 4].В результате выбор
полимерной защиты и изучения основных свойств разработаны рецептуры модифицирующих составов и рациональные методы активации
стальной подложки для повышения адгезионных свойств полимерных
композиций. Изучены свойства покрытий и условия влияния добавок
активирующих композиций на физико-химические свойства полимерных покрытий. С этой целью были отобраны активирующие композиции следующих составов: а) водная дисперсия кремнезоля 20–40 % по
323
Перспективные материалы в строительстве и технике (ПМСТ-2014)
массе; б) водная эмульсия УНТ 1–10 % по массе; в) 20–40 % водная
дисперсия кремнезоля с 1–10 % эмульсией УНТ (в соотношении кремнезоля и УНТ от 10:1 до 100:1). Исследовались следующие способы
обработки активирующими композициями: а) предварительная обработка защищаемой металлической поверхности; б) предварительная
обработка напыляемого полимерного порошка; в) предварительная обработка защищаемой поверхности в сочетании с предварительной обработкой напыляемого полимерного порошка; г) контрольные образцы – обработанные фосфатированием [1, 2].
На предварительно обработанную поверхность металла осуществлялось газопламенное нанесение полимерных покрытий. В качестве защитного полимерного покрытия был использован порошковый
полиэтилен низкого давления. При нанесении порошкового термонапыляемого покрытия с целью создания однотипных условий были
сформированы покрытия одинаковой толщины и определены условия
подготовки и проведения экспериментов: оптимальное расстояние до
наносимой стальной поверхности – 200 ± 20 мм при поддержании
температуры в пределах 210 ± 15 °С при скорости подачи напыляемого материала и воздуха 22–25 м³/ч; расходе пропана 1,0–1,2 м³/ч.
Для обеспечения надежной работы сооружений систем навозоудаления животноводческих комплексов, а также для увеличения
срока надежной эксплуатации были проведены соответствующие
комплексные исследования по работе защитных покрытий из порошкового полиэтилена низкого давления во всем интервале возможных
температурных режимов. На рис. 1 и 2 показаны изменения физикомеханических характеристик напыляемого покрытия в зависимости
от температурных факторов и способа подготовки защищаемой поверхности. Так, установлено что при обработке металлической поверхности активирующими составами, содержащими кремнезоль
и УНТ, твердость полимерного покрытия увеличивается на 12–17 %,
а обработка стали УНТ приводит к увеличению твердости в 1,5–2
раза. При оценке предела прочности при разрыве также отмечено
превышение контрольных значений в пределах 10–25 %, особенно
при испытаниях в зоне отрицательных температур, что является
весьма важным для эксплуатации очистных сооружений животноводческих комплексов [3].
324
Секция 2
Рис. 1. Изменение твёрдости полиэтилена при нагревании:
1 – контрольный образец; 2 – на подложке, обработанной УНТ; 3 – на
подложке обработанной составом: кремнезоль + УНТ
Рис. 2. Зависимость предела прочности полиэтиленового покрытия при разрыве от температуры:
1 – контрольный образец; 2 – на подложке, обработанной УНТ; 3 – на
подложке, обработанной составом: УНТ + кремнезоль
В период эксплуатации полимерные покрытия подвергаются
не только механическим воздействиям, но и абразивному износу.
Кроме того, защитные покрытия рабочих поверхностей испытывают
сезонные колебания температуры в интервале от –40 до +50 °С, что
приводит к возникновению напряжения на границе раздела фаз. Ввиду
того, что метод термического напыления поверхности специальными
полимерными порошками может приводить к неравномерному нанесению покрытия при восстановлении и защите рабочей поверхности,
325
Перспективные материалы в строительстве и технике (ПМСТ-2014)
для гарантированной бесперебойной работы антикоррозионной защиты требовалось дополнительная проверка возможных деформативных
свойств напыляемого покрытия [4]. На рис. 3 и 4 представлены результаты исследования по определению модуля пластичности полиэтилена ПЭНД при различных температурах и степени растяжимости
после нахождения образцов в климат-камере. Как следует из полученных данных, имеющиеся различия в этих характеристиках незначительны и только свидетельствуют о повышении термостабильности на
25–50 °С полиэтиленового защитного покрытия (рис. 3, кривая 3). Это
проявляется при обработке металлической подложки активирующими
составами, особенно с УНТ (рис. 4, кривые 2 и 3).
Рис. 3. Зависимость модуля пластичности полиэтилена от температуры при
обработке порошка:
1 – контрольный образец; 2 – кремнезолем; 3 – УНТ (3 %)
Важным моментом формирования коррозионно-стойкого защитного покрытия являются его усадочные характеристики, определяющие уровень внутреннего напряжения и способствующие или не
способствующие длительной работе антикоррозионной защиты. На
рис. 5 представлены графики зависимости усадочных деформаций при
образовании термонапыленного покрытия из полиэтилена низкого
давления, из которых следует, что наноразмерные составы существен326
Секция 2
но снижают величину усадки полиэтиленовых напыляемых покрытий
и, следовательно, способствуют формированию адгезионноспособного защитного покрытия.
Рис. 4. Диаграмма растяжения при комнатной температуре для полиэтилена
после старения в течение 30 мин при обработке:
1 – контрольный образец; 2 – обработанный кремнезолем; 3 – обработанный УНТ (3 %)
Рис. 5. Изменение усадки полиэтиленового покрытия во времени:
1 – контрольный образец; 2 – после обработки порошка ПЭНД кремнезолем; 3 – после обработки порошка ПЭНД УНТ
327
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Учитывая тот факт, что на формирование структуры полиэтиленового покрытия существенное влияние оказывает гранулометрический состав напыляемого порошка, были выполнены исследования,
позволившие выявить зону оптимальных соотношений диаметров частиц (рис. 6). Фракционный состав напыляемых полимерных порошков
определяет в конечном итоге физико-химические параметры защитных покрытий, так как скорость разогрева, оплавления и остывания
частиц различна и определяется их диаметром.
Рис. 6. Влияние соотношения фракционного состав полимерных порошков на
прочность сцепления покрытий:
1 – контрольный образец; 2 – предварительно обработанной кремнезолем поверхности; 3 – предварительно обработанной раствором УНТ;
4 – предварительно обработанной составом: УНТ + кремнезоль
Анализ графиков (рис. 4–6) позволяет сделать следующие выводы: предварительная обработка активирующими составами металлической поверхности приводит к положительному эффекту, выражающемуся в улучшении физико-механических характеристик защитных
покрытий. Особенно это заметно при определении одной из важнейших характеристик защитных покрытий – плотности. Отмечено, что
для обычного полиэтиленового покрытия плотность материала резко
снижается после +80 °С, в то время как пленки, полученные на предварительно обработанных поверхностях активирующими составами,
отличаются повышенной теплостойкостью и обладают хорошей со328
Секция 2
противляемостью к тепловым воздействиям. Существеннее всего этот
эффект проявляется при непосредственной обработке самого полиэтиленового порошка активирующими составами путем распыления
и последующей сушки.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Пащенко, П.И. Предприятия с агрессивными эксплуатационными средами /
П.И. Пащенко. – М. : Стройиздат, 1987. – 275 с.
2. Бадовска, Г. Антикоррозионная защита зданий / Г. Бадовска, В. Данилецкий,
М. Мончинский. – М. : Стройиздат, 1978. – 508 с.
3. Пичугин, А.П. Стойкость термонапыляемых полимерных покрытий в средах
животноводческих помещений / А.П. Пичугин, В.В. Банул // Строительные материалы. – 2013. – № 5. – С. 47–49.
4. Пичугин, А.П. Коррозионностойкие материалы для защиты полов и инженерных систем сельскохозяйственных зданий и сооружений / А.П. Пичугин, С.А. Городецкий, В.И. Бареев. – Новосибирск : НГАУ-РАЕН, 2012. – 142 с.
329
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.32
ЭФФЕКТИВНЫЕ МЕЛКОЗЕРНИСТЫЕ БЕТОНЫ
И РАСТВОРЫ С МОДИФИЦИРОВАННЫМИ
ОРГАНОМИНЕРАЛЬНЫМИ ДОБАВКАМИ
В.Н. Выровой, В.Ф. Хританков, И.В. Белан, М.А. Пичугин
Одесская государственная академия строительства и архитектуры,
г. Одесса, Украина,
Новосибирский государственный аграрный университет,
г. Новосибирск, Россия
E-mail: gmunsau@mail.ru
Аннотация. Рассмотрены различные виды бетонов и строительных растворов по структуре и другим параметрам. Бетоны могут быть: плотные, крупнопористые, ячеистые; по виду используемого вяжущего: цементные, силикатные, гипсобетоны, асфальтобетоны, полимерцементные бетоны, полимербетоны
на основе полимерных связующих. Наиболее широкое применение в строительных работах получили обычные тяжёлые бетоны на основе местных заполнителей (песка, щебня или гравия), лёгкие керамзитобетоны для ремонта ограждающих конструкций, а так же ячеистые газо- и пенобетоны для устройства теплоизоляций покрытий и стен. Важным направлением применения бетонов
являются мелкозернистые бетоны. Для построения матрицы варьируемых факторов использован симметричный трехфакторный план второго порядка на трех
уровнях, что позволило установить рациональные рецептурно-технологические
параметры мелкозернистых бетонов и строительных растворов.
Ключевые слова: бетон; строительный раствор; минеральные вяжущие; добавки в бетоны и растворы; уравнение регрессии.
Тяжёлый бетон по пределу прочности при сжатии подразделяется
на классы, которые являются основной характеристикой конгломератного материала. Критерием прочности является испытание при осевом
сжатии в МПа эталонных образцов-кубов размером 15×15×15 см, изготовленных из рабочей бетонной смеси и испытанных через 28 сут твердения в нормальных условиях (температура 20 ± 2 °С и относительная
влажность воздуха не ниже 90 %). Нормативными документами установлены для тяжёлых бетонов следующие классы: В5, В7,5, В10, В15,
В20, В25, В30, В40, В45, В50, В60, В70, В80, В90, В100. Бетон класса
330
Секция 2
В5–В15 применяют для фундаментов, внутренних частей массивов
и других конструкций с невысокими расчётными напряжениями. Для
обычных железобетонных конструкций в гражданском и промышленном строительстве используют бетоны класса В20–В30, в предварительно напряжённых конструкциях – класса В40–В60 (и даже В80),
в мостостроении – класса В20–В60 и т. д. [1].
Строительные растворы подразделяются по объёмной массе на
тяжёлые ( > 1500 кг/см3) и лёгкие с объёмной массой менее 1500 кг/м3.
В зависимости от вида вяжущего вещества растворы могут быть цементные, известковые. Гипсовые и со сложными (смешанными) вяжущими: цементно-известковые, известково-гипсовые, цементно-глиняные и др. По назначению растворы делят на кладочные, предназначенные для кладки стен и других конструкций из кирпича, камня,
блоков; отделочные – для оштукатуривания поверхностей стен, потолков, архитектурно-декоративных и других элементов и деталей;
специальные – для устройства специальной защиты или придания каких-либо качеств, например, гидроизолирующих свойств, коррозионной стойкости, биологической устойчивости и т. п.
Прочность раствора характеризуется маркой. Установлены
следующие марки строительных растворов: 4, 10, 25, 50, 75, 100, 150,
200, 300 [1].
Штукатурные растворы рекомендуется применять в зависимости от эксплутационных условий: для помещений с относительной
влажностью воздуха до 60 % могут быть использованы известковые,
гипсовые и известково-гипсовые растворы; для наружной отделки
и при влажности помещений более 60% оштукатуривание производится цементными или цементно-известковыми составами.
При производстве бетонных работ используется щебень, гравий,
песок или песчано-гравийные смеси. Песок является мелким заполнителем, а гравий и щебень – крупным. По крупности или по размеру
зёрен для гравия и щебня установлены пределы от 5 до70 мм с разделением на фракции: 5–10, 10–21, 20–40, и 40–70 мм. Щебень, а при
необходимости гравий и песок могут быть фракционированы с целью
оптимального использования отдельных фракций в бетонах различного назначения, например, для бетонирования тонкостенных железобетонных изделий. Требуемые фракции щебня и песка могут быть полу331
Перспективные материалы в строительстве и технике (ПМСТ-2014)
чены из природных каменных материалов, в том числе и гравия, путём
дробления на установках и машинах различного типа. Для бетонов
различных видов должно выполняться одно обязательное условие:
прочность естественных заполнителей должна соответствовать для
пористых не менее 50 %, тяжёлых (плотных) – не менее 150–200 % от
требуемой прочности бетона [1].
В зависимости от объёмной массы бетоны делятся на особо тяжёлые – 2500 кг/м3, тяжёлые – 2200–2500 кг/м3, облегчённые –
1800–2200 кг/м3, лёгкие – 500–1800 кг/м3, и особо лёгкие – до 500 кг/м3.
По структуре бетоны могут быть: плотные, крупнопористые, ячеистые;
по виду используемого вяжущего: цементные, силикатные, гипсобетоны, асфальтобетоны, полимерцементные бетоны, полимербетоны на
основе полимерных связующих. Наиболее широкое применение
в строительных работах получили обычные тяжёлые бетоны на основе
местных заполнителей (песка, щебня или гравия), лёгкие керамзитобетоны для ремонта ограждающих конструкций, а так же ячеистые газои пенобетоны для устройства теплоизоляций покрытий и стен.
Основным технологическим свойством бетонной смеси является
удобоукладываемость, которая оценивается в соответствии с ГОСТ
подвижность и жёсткость. Подвижность бетонной смеси определяют
по осадке конуса (см) под действием собственной массы, величина
которой замеряется линейкой. По осадке конуса бетонные смеси делят
на жёсткие и особо жёсткие, не дающие осадки; малоподвижные
с осадкой конуса более 15 см. Подвижность бетонной смеси следует
выбирать в соответствии с видом возводимой конструкции:
Вид конструкции
Покрытия под фундаменты, полы, дорожные покрытия
и внутрифермские проезды
Массивные неармированные конструкции с редко расположенной арматурой
Каркасные железобетонные (плиты, балки, колонны
большого и среднего сечений)
Железобетонные, сильно насыщенные арматурой(арочные и балочные конструкции, опорные части)
Конструкции, выполняемые путём подвижного бетонирования при ремонте фундаментов
332
Осадка конуса, см
1–2
2–4
4–6
8–12
12–18
Секция 2
Чтобы бетонная смесь не расслаивалась в период транспортировок к месту ремонта и при укладке, необходимо соблюдать минимально допустимые пределы расходы цемента (таблица).
Состав для приготовления 1м3 известково-песчаного бетона
Состав по объёму
Известь: песок (1:5)
Известь : песок : кирпичный щебень (1: 5: 1)
Известь : цемент : песок
(1:0,2:8)
Известь : цемянка : песок
: гравий (1:0,5: 4:5)
Известь : цемент : песок :
щебень (1:0,2:4:2)
Известь : цемент : песок :
кирпичный щебень
(1:0,2:4:5)
Известковое
тесто, м3
0,2
Добавка цеКрупный
Песок,
мента или
заполни3
м
цемянки, кг/м3
тель, м3
–
1,00
–
0,17
–
0,89
0,17
0,1
39
1,00
–
0,14
36
0,44
0,62
0,14
39
0,68
0,38
0,09
29
0,48
0,58
В зависимости от величины зёрен и требуемой подвижности бетонной смеси установлены минимальные значения расхода цемента на
1 м3 в пределах:
20 мм – 150–220 кг;
40 мм – 140–180 кг;
70 мм – 130–180 кг.
При этом нижние значения соответствуют особо жёстким смесям, а верхние – литым подвижным. Основными свойствами затвердевшего бетона являются прочность при сжатии, растяжении при изгибе, водопоглощение, водонепроницаемость, морозостойкость, деформация усадки и расширения.В зависимости от требуемой марки
бетона расход цемента изменяется в широких пределах. Технология
приготовления бетонов заключается в дозировке составляющих, тщательном перемешивании и доведении бетонной смеси до требуемой
333
Перспективные материалы в строительстве и технике (ПМСТ-2014)
подвижности при испытании на стандартном конусе. В приложении
представлены расходы цемента на 1 м3 бетонной смеси в зависимости
от характера строительных конструкций зданий и сооружений.
Мелкозернистые цементные бетоны нашли широкое применение
в последнее время в связи с тем, что используются пески из местных
карьеров, характеризующиеся низким модулем крупности и высоким
содержанием пылевато-глинистых частиц. На основании проведенных
исследований разработан комплекс мероприятий по повышению качества мелкозернистых цементных бетонов на очень мелких кварцевых
песках, включающий в себя активацию поверхности заполнителя раствором хлорида алюминия и введением в смесь различных добавок.
Экспериментально установлено, что наличие определенного количества кварцевого микронаполнителя и глины в активированном песке увеличивает прочность таких бетонов. С целью оптимизации многообразия факторов, влияющих на прочность мелкозернистого бетона,
использовалось математическое планирование эксперимента, что позволило получить достоверную информацию об интересующем показателе в исследуемом факторном пространстве при минимальном объеме
экспериментальных исследований. В качестве параметра оптимизации
выбрана величина предела прочности при сжатии бетона в возрасте
28 сут нормального твердения. Переменные факторы: Х1 – количество
глины каолинит-гидрослюдистого состава (% от массы заполнителя);
Х2 – количество кварцевого микронаполнителя (% от массы заполнителя); Х3 – количество добавки ЛСТ (% от массы цемента).
Остальные технологические параметры (вид и расход цемента,
условия приготовления и формовки смесей, особенности активации
заполнителя) в эксперименте оставались постоянными. Исследования
проводились практически в стационарной области, т. е. в области оптимума, известной из проведенных ранее экспериментов.
Для построения матрицы варьируемых Факторов использовался симметричный трехфакторный план второго порядка на трех
уровнях [2, 3].
Уравнение регрессии имеет вид:
Y = СО + С1X1 + С2Х2 + С3Х3 + С12X1Х2 + С12X1Х3 +
С23Х2Х3 + С11X12 + С22Х22 + С33Х33.
334
(1)
Секция 2
После обработки результатов эксперимента получена следующая математическая модель:
Rcж = 38,02 + 0,78X1 + 0,28X2 + 0,28X3 – 4,02X1Х2 +
+1,48X1Х3 – 1,02X2Х3 – 2,52X12 – 8,02X22 – 2,02X32
(2)
Проведенный статистический анализ по критерию Фишера показал
адекватность описания прочности бетона и экспериментальных данных.
По полученному уравнение регрессии рассчитывались, а затем
строились изолинии прочности. На основе анализа влияния рассматриваемых факторов на прочность мелкозернистого бетона сделан вывод о наибольшей значимости кварцевого микронаполнителя. Кроме
того, рациональным является введение в состав мелкозернистого бетона волокнистого микронаполнителя в виде отходов асбестоцементного производства. Область соотношения оптимизируемых компонентов соответствующая прочности мелкозернистого бетона >35 МПа
наглядно показывает, что оптимальное содержание глины находится
в пределах от 1,0 до 1,5 % кварцевого микронаполнителя – от 9,4 до
15,6 %, а ЛСТ – от 0,19 до 0,38 %.
С точки зрения наибольшей прочности мелкозернистого бетона,
оптимальное содержание в активированном заполнителе: глины –
1,25 %, кварцевого микронаполнителя – 12,5 %, добавки ЛСТ – 0,3 %.
Полученные математическим путем данные об оптимальных содержаниях добавок микронаполнителей и ЛСТ находятся в полном соответствии с экспериментальными результатами.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Субботин, О.С. Материалы и архитектура малоэтажных зданий, эксплуатирующихся в особых природных условиях / О.С. Субботин, А.П. Пичугин, И.В. Белан. – Новосибирск : НГАУ-РАЕН, 2012. – 192 с.
2. Вознесенский, В.А. Численные методы решения строительно-технологических задач на ЭВМ / В.А. Вознесенский, Т.В. Ляшенко, Б.Л. Огаров. – Киев : Вища
школа, 1989. – 328 с.
3. Адлер, Ю.П. Планирование эксперимента при поиске оптимальных условий / Ю.П. Адлер, Е.В. Маркова, Ю.В. Грановский. – М. : Наука, 1976. – 276 с.
335
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 666.972
НОВЫЕ ПОДХОДЫ К ФОРМИРОВАНИЮ
КРУПНОПОРИСТЫХ ЛЕГКИХ БЕТОНОВ
ДЛЯ СТЕНОВЫХ ОГРАЖДЕНИЙ
А.П. Пичугин, А.С. Денисов, В.Ф. Хританков, Е.Г. Лазарев,
Е.Г. Пименов
Новосибирский государственный аграрный университет,
г. Новосибирск, Россия
E-mail: gmunsau@mail.ru
Аннотация. Климат Сибири сопряжен с комплексом специфических
особенностей: продолжительная зима с низкими температурами наружного
воздуха, сильными порывистыми ветрами, высокой снеговой нагрузкой
и снегопадами; неустойчивое короткое лето с дождями и ливнями. Рассмотрены различные варианты повышения теплозащитных свойств ограждающих
конструкций. На основе натурных обследований и литературных данных
предложен новый оригинальный подход к формированию массива стен из
крупнопористого легкого бетона с интегральным расположением крупного
заполнителя, что позволяет повысить термическое сопротивление ограждающей конструкции и его шумопоглощение. Представлены способы расчета
прохождения теплового потока через ограждение в крупнопористом легком
бетоне с интегральной структурой и даны рекомендации по использованию
бетона в строительстве.
Ключевые слова: легкий бетон; крупный заполнитель; пористость; тепловой поток; шумопоглощение; ограждающая конструкция.
Эксплуатация бетонных и каменных ограждающих конструкций
во вновь построенных, реконструируемых или отремонтированных
зданиях в Сибири сопряжена с комплексом специфических особенностей: продолжительная зима с низкими температурами наружного
воздуха, сильными порывистыми ветрами, высокой снеговой нагрузкой и снегопадами; неустойчивое короткое лето с дождями и ливнями,
а иногда и заморозками. Кроме того, большая часть Сибири имеет заболоченную территорию с высоким уровнем грунтовых вод и просадочными грунтами. Эти физико-географические факторы отрицательно воздействуют на влажностное состояние ограждающих конструк336
Секция 2
ций и выражаются в повышенной массивности и материалоемкости
стен зданий, что приводит к увеличению сметной стоимости объектов.
Одним из важнейших вопросов повышения эффективности производства ограждающих конструкций из легких бетонов в домах для индивидуального строительства является улучшение их теплозащитных
свойств, обеспечивающих снижение расхода тепла на отопление зданий при одновременном уменьшении материалоемкости стен и трудоемкости производственных процессов.
Эффективный путь улучшения качества легких бетонов – их поризация, что позволяет уменьшить коэффициент теплопроводности, например, для керамзитозолобетона с поризованной структурой в сравнении
с керамзитобетоном одинаковой плотности (около 900 – 1000 кг/м3) на
25–35 %. Использование поризованных золошлаковых отходов способствует резкому снижению расхода тепловой энергии на отопление зданий. Кроме того, применение отходов способствует улучшению экологической обстановки в местах их складирования [1–3].
Индустриальное домостроение базируется в основном на использовании трехслойных стеновых панелей с эффективными высокопористыми синтетическими или минеральными теплоизоляционными слоями из фенопласта, пенополистирола, минераловатных плит
и др. материалов. Однако уровень тепловой защиты крупнопанельных
и крупноблочных зданий не удовлетворяет современным требованиям, что предопределило поиск новых путей решения данной проблемы. Проведенные натурные обследований состояния стеновых панелей на более 130 объектах с различным расположением и местом нахождения в здании и по отношению к сторонам света позволил
определить скорость изменения эксплуатационных свойств по сравнению с контрольными образцами. Результаты исследований стеновых
панелей, как без признаков разрушения, так и панелей с различной
степенью разрушений на своей поверхности позволили установить
неудовлетворительное состояние теплоизоляционного слоя стен. Данные проведенных натурных обследований контрольных панелей заносились в технические паспорта, в которых фиксировались: место нахождения и марка панели, схема укладки и марка заполнителя, вид
и характеристика теплоизоляционного материала, наличие защитных
покрытий с указанием времени их нанесения и других сведений.
337
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Влажностный режим ограждающих конструкций в значительной мере определяет их эксплуатационное состояние. Актуальность
улучшения тепловлажностного режима ограждающих конструкций,
уменьшение степени их увлажнения, повышение долговечности особенно стоит остро при эксплуатации объектов в зимнее время года.
В этот период значителен перепад температур между внутренним
и наружным воздухом; он может достигать величины 60–70 °С. Следует заметить, что процесс увлажнения стен может происходить и при
относительно невысоких температурных перепадах воздуха.
Теплозащитные качества ограждающих конструкций зависят от
их влажности и фазового состояния влаги, которое непрерывно изменяется по сечению наружных стен. Повышенная эксплуатационная
влажность стен объясняется диффузией водяного пара через наружное
ограждение зимой и непредусмотренной конденсацией в процессе
диффузии, возможностью возникновения конденсата на внутренней
поверхности ограждения и увлажнением дождями со стороны наружной поверхности ограждения или случайной влагой. Очень сильно
повышается теплопроводность ограждающих конструкций при их увлажнении: так, коэффициент теплопроводности воды – 0,52 Вт/м °С,
т. е. в 25 раз больше, чем воздуха, поэтому поры ограждающих конструкций, заполненных водой, гораздо лучше проводят тепловой поток,
чем поры заполненные воздухом. В холодные периоды года при возможности замораживания влаги в порах и трещинах конструкций образуется лед, при этом резко понижаются теплотехнические свойства
конструкции, т. к. коэффициент теплопроводности льда 2,3 Вт/м °С;
происходят деструктивные процессы, вызванные увеличением плотности льда, по сравнению с водой, которые приводят к постепенному
разрушению ограждающей конструкции.
Исследовано влажностное состояние трехслойных стеновых панелей различных марок, проведенное в 1997–2013 гг. на образцахпробах. Отмечено значительное влагонасыщение, достигающее 750 %
для пенополистирольного утеплителя после семи – десяти лет эксплуатации. Фенольные пенопласты накапливают влаги до 250–300 %; теплоизоляционные слои на основе минеральной ваты имеют степень насыщения до 23–47 %. Увеличение теплопроводности при увеличении
влажности на 1 % составляет 3,5–7 %, причем, у малопористых материалов теплопроводность в большей степени зависит от влажности.
338
Секция 2
Отмечено, что ненарушенная структура пенополистирола наблюдается при влажности до 85–105 %, что позволяет сделать следующий вывод: пенополистирол является высокоэффективным и достаточно долговечным теплоизоляционным материалом в современном
строительстве. Однако при изменении структуры пенополистирольный утеплитель теряет свои теплотехнические свойства, является высоко гигроскопичным материалом. Во всех обследованных панелях
выявлено отсутствие адгезии пенополистирола и других видов теплоизоляции к наружному слою, что впоследствии приводит к исключению совместной работы слоев стеновой панели, скоплению конденсата в щели между слоями, потери теплотехнических свойств и расслоению конструкций. Таким образом, трехслойные стеновые панели или
конструкции стен с эффективным утеплителем должны быть запроектированы так, чтобы исключить резкий перепад между теплофизическими характеристиками отдельных слоев. При этом должен быть
обязательно организован плотный совместный контакт друг с другом
во избежание выпадения конденсата не только на внутренней поверхности стен в холодный период года при повышенной влажности, но
и на границе раздела отдельных слоев. Выпадению конденсата также
способствуют мостики холода.
На наш взгляд, одним из рациональных выходов из сложившейся
для сибирского региона ситуации может стать новый подход в совершенствовании производства легкого бетона по принципу создания интегральной структуры, обеспечивающей плавный переход от слоев
с высоким коэффициентом теплопроводности к теплозащитному слою.
Такой принцип достигается за счет перераспределения крупного пористого заполнителя по мере увеличения его размеров к средине ограждающей конструкции и размещения более мелких частиц у периферии путем
получения изделий на специальном формовочном устройстве [3, 5].
Для реализации главной гипотезы исследований о необходимости создания легкобетонных ограждающих конструкций с изменяемой
гранулометрией крупного заполнителя путем конструирования крупнопористого бетона необходимо было разработать математическую
модель функционирования данного материал, просчитать его эксплуатационные преимущества или недостатки на модели. По аналогии
с работой [6] рассмотрим передачу тепла при фильтрации воздуха че339
Перспективные материалы в строительстве и технике (ПМСТ-2014)
рез пористое ограждение, полагая, что размеры ограждения неограниченны и температурное поле внутри ограждения можно считать одномерным, изменяющимся по толщине. Ограждение будем считать изотропным с постоянными физическими величинами теплопроводности,
теплоемкости и плотности в каждом элементарном слое [5].
При условии, что через толщу ограждения со стороны наружной
поверхности к внутренней проходит количество воздуха W, кг/(м2ч),
плотностью ρ, кг/м3, и удельной теплоемкостью св, Дж/(кг °С), выделим
в этой стенке элементарный слой dх от наружной поверхности. Со стороны внутренней поверхности ограждения через элементарный слой
движется поток тепла, который, согласно закону Фурье, пропорционален градиенту температуры (трансмиссионный поток тепла). При наличии инфильтрации воздуха происходит одновременный перенос тепла
от наружной поверхности через слой dх фильтрующимся сквозь ограждение воздухом (фильтрационный поток тепла). Движение воздуха при
ламинарном течении подчиняется закону фильтрации Дарси. Наложение трансмиссионного потока тепла на фильтрационный перенос приводит к смещению температурного поля в ограждении [5, 6].
Рассмотрим сначала процесс трансмиссионной передачи тепла.
Отвод тепла от слоя dх за единицу времени составит qх0 , а приток тепла к слою за это же время – q 0х dх . Разность между входящими и выходящими потоками равна:
q 0 q х0 q х0 dх .
(1)
Величина q 0х dх есть функция х. Если ее разложить в ряд Тейлора и ограничиться двумя первыми членами ряда, то можно написать
qх0 dх q х0
qх0
dх .
х
(2)
t
,
х
(3)
Согласно закону Фурье,
qх0
где t – температура в сечении ограждения, °С; – коэффициент теплопроводности материала ограждения, Вт/(м °С).
340
Секция 2
Тогда
t
t
dх .
х
х х
Разность этих потоков будет
qх0 dх
(4)
2t
(5)
dх .
х 2
Количество тепла, внесенного фильтрующимся воздухом в элементарный слой dх за единицу времени с учетом его удельной теплоемкости, составит q хи свWt х , а унесенного из слоя – q хи dх свWt х dх.
Разность фильтрующихся потоков тепла составит
q0
qи = свW(tх – tх+dх).
(6)
Так как величина tх+dх есть функция от х, то
t хи dх t х
t х
dх ,
х
(7)
или, подставив это в уравнение (3.6), получим
t
(8)
q и свW dх .
х
За интервал времени dz в результате трансмиссионного
и фильтрационного переносов тепла в слое будет накапливаться или
рассеиваться тепло в количестве, равном:
2t
t
dq 2 х с0 W х z .
х
00
х
(9)
Это тепло будет изменять температуру слоя. К концу интервала
температура слоя материала толщиной dх с объемной теплоемкостью
ρ изменится на величину
с
t
z
dz . При этом
t
2t
t
dz 2 dxdz свW dxdz ,
z
х
х
(10)
341
Перспективные материалы в строительстве и технике (ПМСТ-2014)
или
с
t
2t
t
.
2 свW
z
х
х
(11)
Полученная зависимость является дифференциальным уравнением переноса тепла через плоскую стену при нестационарном режиме в условиях фильтрации воздуха. При отсутствии фильтрации
(W = 0) получим известное [328] дифференциальное уравнение одномерного нестационарного переноса тепла в условиях, не осложненных
фильтрацией воздуха, что практически может иметь место только
в фактурных слоях бетона с интегральной структурой крупного заполнителя. Однако, в этом случае тепломассоперенос описывается
традиционными процессами и сводится к общепринятым формулам
теплотехнического расчета ограждений. В то же время, учитывая малую толщину этих слоев по сравнению с общим объемом ограждения,
данному вопросу можно не придавать особого значения.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Субботин, О.С. Эффективное применение энергосберегающих конструкций
и материалов в жилых зданиях / О.С. Субботин, В.Ф. Хританков // Жилищное строительство. – 2008. – № 12. – С. 20–23.
2. Субботин, О.С. Материалы и архитектура малоэтажных зданий, эксплуатирующихся в особых природных условиях / О.С. Субботин, А.П. Пичугин,
И.В. Белан. – Новосибирск : НГАУ-РАЕН, 2012. – 192 с.
3. Денисов, А.С. Оптимизация легких бетонов по структурно-деформативным
и теплофизическим показателям / А.С. Денисов, А.П. Пичугин // Строительные материалы. – 2006. – № 4. – С. 90–92.
4. Эффективные органоминеральные бетоны с повышенными тепло- и звукоизоляционными свойствами / А.П. Пичугин, А.С. Денисов, В.Ф. Хританков [и др.]
/Строительные материалы. – 2008. – № 5. – С. 73–75.
5. Денисов, А.С. Расчет состава бетона с интегральной структурой / А.С. Денисов // Современные материалы и технологии в строительстве: международный сб.
научн. трудов. – Новосибирск : НГАУ-РАЕН, 2003. – С. 58–61.
6. Денисов, А.С. Математическая модель теплопередачи бетона с интегральной структурой / А.С.Денисов //Совершенствование качества строительных материалы и конструкций: международный сб. научн. трудов. – Новосибирск : НГАУ-РАЕН,
2004. – С. 11–14.
342
Секция 2
УДК 666.941.3
РОЛЬ КОМПЛЕКСНЫХ ОРГАНОМИНЕРАЛЬНЫХ ДОБАВОК
В СТРУКТУРЕ БЕТОННОГО ОСНОВАНИЯ
А.П. Пичугин, В.А. Гришина, И.К. Язиков, А.В. Пермина
Новосибирский государственный аграрный университет,
г. Новосибирск, Россия
E-mail: gmunsau@mail.ru
Аннотация. Одним из вариантов упрочнения стеновых материалов
в эксплуатируемых зданиях является пропитка полимерными составами
и композициями, что обеспечивает повышение прочности, водостойкости
и эксплуатационной надежности конструкций. При этом полимерсодержащие
композиции должны проникнуть как можно глубже внутрь массива. Рассмотрены различные виды полимерным материалов для пропитки бетона и предложены
недефицитные водорастворимые полимерсиликатные композиции, состоящие из
дисперсии ПВА и жидкого стекла с проникающим составом дегидрол.. Такая
комплексная композиция обеспечивает высокую степень проникновения
и в массив бетонного основания и хорошие технико-экономические показатели.
Приведены основные свойства различных каменных материалов и бетона после
обработки полимерсодержащими композициями.
Ключевые слова: полимерсодержащие композиции; добавки в бетон;
дегидрол; каменные материалы; водостойкость; эксплуатационная стойкость.
Анализ многих исследований дает право считать наиболее приемлемым вариантом упрочнения стеновых материалов в эксплуатируемых зданиях пропитку полимерными составами и композициями,
что может обеспечить повышение прочности, водостойкости и эксплуатационной надежности. При пропитке строительного материала
полимерсодержащие композиции должны проникнуть как можно
глубже внутрь массива, не создавая на поверхности пленку. В зависимости от вида пропитывающей композиции и степени плотности стенового материала в ходе пропитки состав проникает в поры и капилляры на глубину 2–10 мм, сообщая всей конструкции водоотталкивающие и прочностные свойства. Диффузия водяных паров в результате пропитки практически не нарушается, т. к. влага может свободно
диффундировать наружу.
343
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Для пропитки бетонных поверхностей применяют такие составы, которым не вредит высокая щелочность бетонной среды. Если это
требование не соблюдено, то в результате щелочного гидролиза упрочняющий эффект существенно снизится, что особенно должно учитываться в бетонных и шлакобетонных конструкциях, которые подлежат пропитке. Гидрофобный эффект, кроме глубокого проникания
смолы в материал, обеспечивается еще двумя другими качествами
пропитки: стойкостью состава к атмосферным воздействиям и степенью повышения величины граничного поверхностного натяжения между пропитанным материалом и водой. Последнее качество специфично именно для пропитывания, т. к. оно собственно и обеспечивает
упрочняющий и водоотталкивающий эффект [1, 2].
С учетом изложенного в качестве пропиточных композиций
стеновых материалов из искусственных камней и бетона используют
такие, которые обеспечивают максимальное граничное поверхностное
натяжение между материалом и водой: силиконовые смолы, силиконаты и силоксаны; эпоксидные смолы; полиуретановые смолы; акриловые смолы; хлорированный каучук и парафиновые растворы. Для
защиты бетонных поверхностей успешно применяются силиконовые
смолы в связи с высокой степенью их гидрофобности [3].
Силиконы представляют собой кремнийорганические соединения, в которых часть атомов углерода замещена атомами кремния.
Глубина проникания в бетон, т. е. свойство, являющееся решающим для
долговечности основания, кроме его всасывающей способности, зависит и от величины молекул, и от вязкости состава. Для снижения вязкости пропиточный состав разбавляют. Силиконовые смолы применяют
в виде 3–5 % растворов в органических растворителях. Основание
должно быть сухим и обладать слабой всасывающей способностью.
Применяемые силиконовые смолы отличаются щелочестойкостью,
не дают отлипа после высыхания, глубоко проникают внутрь основания
и обладают хорошей адгезией к бетону. Растворы силиконовых смол
наносят опрыскиванием поверхности распылителем до полного ее насыщения, либо кисточкой. Силоксаны или силаны являются исходным
продуктом для производства силиконовых смол. Для пропитывания
применяют 10–40 % спиртовые растворы метилоксиланов, которые после нанесения на бетонную поверхность превращаются в вещество, по344
Секция 2
хожее на силиконовую смолу. За счет этого возникает химическая связь
нанесенного силоксана с бетоном как строительным материалом. Силоксаны и силаны можно использовать для покрытия не полностью высохших, слабовсасывающих бетонных оснований [1–3].
Эпоксидные смолы, полиуретановые и акриловые смолыредко
используются в качестве материалов для пропитки бетонных поверхностей в надземном строительстве. Они эффективно применяются для
повышения сопротивляемости истиранию при наличии интенсивных
механических воздействий на бетон и цементные стяжки; для предупреждения пылеобразования и облегчения уборки полов (бетонных
и цементных) в производственных помещениях; в качестве грунтовки
для покрытий; в качестве защиты бетонных покрытий от размораживающих солей в проездах гаражей, автостоянок, складов и т. п. Эти
композиции хорошо впитываются в основание и обладают водоотталкивающими свойствами, но образуют на поверхности бетона пленку,
что делает их непригодными для покрытия лицевых бетонных поверхностей. Их наносят в виде жидких растворов путем окраски кистью или
валиком, а также с помощью опрыскивания поверхности за один-два
раза. В результате их применения образуется полимерная молекулярная
сетка, что положительно влияет на прочность материала [1–3].
Акриловые смолы применяются для пропитки памятников (например, путем пропитки песчаника) и иногда для пропитки фасадов,
однако в области защиты бетона они практически вытеснены силиконами. Связано это с тем, что эпоксидные, полиуретановые и акриловые смолы значительно снижают диффузионные свойства обработанных ими строительных материалов (примерно на 10–25 %) [2, 4].
Рассмотренные варианты применения полимерных и полимерсодержащих композиций для повышения прочности и стойкости позволили выбрать для каждого конкретного случая пропитывающий материал, соответствующий виду и степени пористости бетона или каменного материала и отвечающий требованиям совместимости дальнейшей
работы в массиве. Нами были предложены недефицитные водорастворимые полимерсиликатные композиции, состоящие из дисперсии ПВА
и жидкого стекла с проникающим составом дегидрол [5].
Практическое применение рекомендуемых пропиточных композиций в эксплуатационных условиях работы различных конструкций со345
Перспективные материалы в строительстве и технике (ПМСТ-2014)
пряжено с воздействием конденсационной и миграционной влаги, поэтому важнейшей характеристикой таких составов является их водостойкость. Определение водостойкости полимерсиликатных композиций
осуществлялось на образцах материалов, пропитанных предлагаемыми
составами с различными соотношениями компонентов. Это необходимо
было сделать в связи с тем, что практическая работа упрочняющей пропитки осуществляется в массиве стенового материала, что значительно
отличается от характеристик просто отвержденных композиций. На рисунке представлены кривые распределения водостойкости полимерсиликатной композиции при различных соотношениях компонентов. Выполненные исследования еще раз подтвердили, что оптимальное соотношение жидкого стекла и ПВА в полимерсиликатной композиции должно
быть ограничено 20 % ПВА, что обеспечивает заданный уровень водостойкости пропитанных стеновых материалов.
1
Водостойкость, Па
2
3
4
50,0
62,5
75,0
87,5
100 ЖС
50,0
37,5
25,0
12,5
0 ПВА
Кривые водостойкости полимерсиликатной композиции для различных соотношений компонентов:
1 – красный кирпич; 2 – силикатный кирпич; 3 – шлакоблок; 4 – «сибит»
346
Секция 2
Не менее значимой характеристикой пропитанного и упрочненного стенового материала является способность впитывать влагу, т. е.
водопоглощение, определяемое в течение заданного временного интервала. Этот показатель определяет возможности материала насыщаться водой до определенного предела за определенный период времени. Кроме того, данный показатель может свидетельствовать об
эффективности пропитки полимерсодержащей композицией и возможной кольматации пор при внедрении пропитывающих составов
в массив стенового ограждения. По степени насыщенности влагой
можно судить о достаточности или неудовлетворительном влиянии
пропитывания полимерсиликатной композицией для обеспечения
прочности и удерживающей способности в стенах из различных
строительных материалов анкерных систем навесных фасадов. Показано, что пропитка композицией с оптимальной рецептурой способствует снижению водопоглощения практически всех исследованных материалов в среднем в полтора-два раза, что положительно сказывается
на других свойствах и общей долговечности стеновых ограждающих
конструкций. Практически для всех укрепляемых материалов полимерсиликатная пропитка оказывает не только усиливающее влияние,
но и способствует проявлению гидрофобных качеств, что является
существенным фактором для эффективной работы в условиях воздействия эксплуатационных сред зданий. Подтверждением высказанных
выше суждений являются обобщенные данные по характеристике
пропитанных стеновых материалов, приведенные в таблице величины
водопоглощения, плотности, капиллярного подсоса и расхода пропитывающей композиции.
Анализируя эти данные, можно также сделать вывод о значительномвлиянии пропитки полимерсиликатной композицией стеновых
строительных материалов на устойчивость к воздействию растворов
и воды в период эксплуатации зданий. Объяснением упрочняющего
воздействия пропитывающей композиции на свойства стеновых материалов могут быть результаты изучения поровой структуры цементнопесчаного раствора различной степени деструкции, пропитанного полимерсиликатными составами, разбавленными различным количеством воды. При пропитке разбавленными композициями снижается
объем крупных пор и происходит их частичное кольматирование
347
Перспективные материалы в строительстве и технике (ПМСТ-2014)
с уменьшением радиуса. Это достигается за счет осаждения полимерсиликатной композиции в поровое пространство массива материала,
сопровождаемое интенсивным проникновением дегидрола в пористую
структуру. Насыщение и кольматация пор происходит интенсивнее
при разбавлении полимерсиликатной композиции водой. Такое перераспределение пористой структуры позволяет снизить водопоглощение за счет появления большего объема пор с размерами менее
400 нм, что в конечном итоге способствует обеспечению водостойкости и общему укреплению стенового материала.
Характеристика стеновых материалов, пропитанных
полимерсиликатной композицией
Показатели
Плотность Капиллярный ВодопоРасход пропиМатериал стен
материала, подсос через глощение за тывающей комг/см³
24 ч, %
24 ч, %
позиции, г/см³
Кирпич силикатный
1,73
2,61
4,09
0,18
То же, без пропитки
1,73
9,43
12,54
–
Кирпич красный
1,62
4,99
7,55
0,23
То же, без пропитки
1,62
10,86
14,68
–
Шлакоблоки
1,21
6,07
9,14
0,25
То же, без пропитки
1,21
15,34
18,71
–
Легкий бетон
0,87
7,89
9,88
0,24
То же, без пропитки
0,87
15,65
21,12
–
Газобетон
0,59
24,46
34,18
0,37
То же, без пропитки
0,59
62,19
69,06
–
Строительный
1,82
2,97
4,82
0,15
раствор
То же, без пропитки
1,82
12,13
13,45
–
При отсутствии воды полимерсиликатная композиция практически осаждается вся на поверхности строительного раствора. Такое же
явление наблюдается и при нанесении пропиточного состава на дру348
Секция 2
гие стеновые материалы. Поэтому, для обеспечения большей глубины
пропитки необходимо обязательно полимерсиликатную композицию
разводить водой до 20–30 %, что обеспечит равномерность пропитки
и достаточную глубину её проникновения в массив материала.
Таким образом, проведенные исследования позволили выработать концепцию создания оптимальной пропиточной композиции на
основе жидкого стекла, ПВА, дегидрола и воды, обладающей универсальными технологическими и эксплуатационными характеристиками,
позволяющую обеспечить повышение физико-механических и физикохимических параметров бетонных и каменных материалов, что необходимо для увеличения эксплуатационной стойкости и прочности.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Пичугин, А.П. Коррозионностойкие материалы для защиты полов и инженерных систем сельскохозяйственных зданий и сооружений / А.П. Пичугин, С.А. Городецкий, В.И. Бареев. – Новосибирск : НГАУ-РАЕН, 2012. – 142 с.
2. Батраков, В.Г. Модифицированные бетоны / В.Г. Батраков. – М. : Стройиздат, 1990. – 400 с.
3. Бадовска, Г. Антикоррозионная защита зданий / Г. Бадовска, В. Данилецкий,
М. Мончинский. – М. : Стройиздат, 1978. – 508 с.
4. Баженов, Ю.М. Бетонополимеры / Ю.М. Баженов. – М. : Стройиздат,
1983. – 470 с.
5. Пичугин, А.П. Повышение прочности стен полимерной пропиткой при устройстве навесных фасадов / А.П. Пичугин, А.Ю. Кудряшов, А.С. Денисов // Строительные материалы. – 2007. – № 3. – С. 44–47.
349
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 691.53
ПРИМЕНЕНИЕ ПОЛИМЕРЦЕМЕНТНОГО ВЯЖУЩЕГО
В СОСТАВЕ СТРОИТЕЛЬНОГО РАСТВОРА
ДЛЯ ФАСАДНЫХ СИСТЕМ
Е.А. Рубан, А.Е. Местников
Северо-Восточный федеральный университет им. М.К. Аммосова,
г. Якутск, Россия
E-mail: reshetovaea@mail.ru
Аннотация. Рассмотрены особенности модификации строительных
растворов путем использования полимерцементного вяжущего на основе местного сырья Якутии. Приведены зависимости основных свойств, от содержания полимерминерального компонента в составе вяжущего.
Ключевые слова: строительный раствор; модификация; полимерцементные композиты; полимерминеральный компонент; механическая активация.
Анализ отечественного и зарубежного опыты научных исследований в области повышения качества отделочных материалов позволяет выделить наиболее приемлемый метод, который предполагает
модификацию строительных растворов за счет использования полимерцементного вяжущего, получаемого модификацией цемента путем
совместной механохимической активации водорастворимых полимеров и органических модификаторов [1, 2].
Полимерцементные материалы представляют собой композиты,
матрицей которых является каркас, образованный продуктами гидратации минерального компонента с распределенной в ней затвердевшей полимерной частью. Свойства получаемых материалов зависят от
многих факторов: качества цемента, вида полимера, полимерцементного отношения (П/Ц), водоцементного отношения (В/Ц) и др.
Для проверки эффективности данной технологии были проведены исследования по оценке зависимости свойств строительного раствора на основе полимерцементного вяжущего (ПЦВ) от количества
полимера и режима механохимической активации. В качестве сырьевых материалов использовался портландцемент М400Д0 произврдства
ОАО «Якутцемент» и водорастворимый эфир целлюлозы – карбокси350
Секция 2
метилцеллюлоза (КМЦ) производства ОАО «Сибхимнефть» (г. Ангарск, Иркутская область).
КМЦ – целлюлозогликолевая кислота, [С6Н7О2(ОН)3-x
(ОСН2СООН)x]n, где х = 0,08–1,5) – производная целлюлозы, в которой
карбоксилметильная группа (-CH2-COOH) соединяется гидроксильными группами глюкозных мономеров, аморфное бесцветное вещество,
впервые синтезированное и запатентованное в 1918 г. Б. Янсеном.
С целью повышения взаимодействия полимерного компонента с портландцементом в исходный состав вводится цеолитсодержащая порода,
обладающая ионообменной способностью, что способствует стабилизации растворной смеси и улучшению ее характеристик [1].
Для исследования и определения влияния количества полимерминерального компонента на состав ПЦВ был использован метод математического планирования эксперимента.
В данном плане масса цементного вяжущего принята за постоянную величину. Значения переменных Х1 и Х2 взяты относительно
массы вяжущего.
При составлении математического плана были приняты следующие переменные: Х1 – количество КМЦ от массы ПЦ, %; Х2 – количество цеолита от массы ПЦ, %.
По матрице планирования было подобрано 9 составов разрабатываемого материала (табл. 1, 2).
Таблица 1
Матрица планирования
Обозначение
λ
Х1, %
1,5
Х2, %
10
2 Шаг вариации
0
0,5
5
3 Нижний предел
–1
1
5
4 Верхний предел
1
2
15
№ Наименование показателя
1 Нулевое значение
Каждый из полученных составов подвергался механохимической активации путем помола в планетарной мельнице, что позволяет установить зависимости основных свойств от удельной поверхности ПЦВ.
351
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Таблица 2
Математическое планирование состава полимерцементного
вяжущего с использованием КМЦ и цеолита
№
1
2
3
4
5
6
7
8
9
Номер состава
Состав № 1
Состав № 2
Состав № 3
Состав № 4
Состав № 5
Состав № 6
Состав № 7
Состав № 8
Состав № 9
Х1
Х2
–1
0
1
–1
0
1
–1
0
1
–1
–1
–1
0
0
0
1
1
1
Состав, % (от массы ПЦ)
КМЦ
Цеолит
1
5
1,5
5
2
5
1
10
1,5
10
2
10
1
15
1,5
15
2
15
Испытания образцов проводились в лаборатории ИТИ СВФУ
«Энергоэффективные строительные материалы» с применением поверенных приборов и оборудования.
По результатам проведенных испытаний были составлены уравнения зависимости основных свойств от количества полимерминерального компонента в составе ПЦВ и режима механоактивации.
По полученным уравнениям были построены трехмерные графики и номограммы зависимости свойств строительного раствора от
компонентного состава ПЦВ (рис. 1–6).
Анализ полученных результатов позволяет сделать вывод о том,
что при уменьшении содержания КМЦ в составе с увеличением количества цеолитосодержащей породы наблюдается увеличение водопотребности смеси, причем, активное повышение данного показателя
происходит при интенсивной механоактивации. Это связано с высокой удельной поверхностью и тонкопористой структурой порошков.
Исходя из результатов определения зависимости сроков схватывания от режима механической активации следует отметить незначительные увеличения данной характеристики. При повышенном содержании КМЦ и цеолита происходит общее увеличения продолжительности схватывания вяжущего.
352
Секция 2
52
50
48
,%
Нормальная гус тота
46
44
42
40
38
36
0, 8
1, 0
>
<
<
<
<
<
<
<
<
16
1 ,2
ие
ан
рж
де
Со
14
1, 4
12
1, 6
%
Ц,
КМ
10
1 ,8
8
2 ,0
6
2, 2
Со
рж
де
ани
ео
ец
а,%
ли т
4
50
49,4667
47,4667
45,4667
43,4667
41,4667
39,4667
37,4667
35,4667
3D Contour Plot of Нормаль ная гус тота,% agai nst Содержание КМЦ,% and Содержание
цеолита,%
Spreadsheet40 7v*9c
Нормаль ная густота,% = Di stance Weighted Least Squares
16
Содержание цеолита,%
14
12
10
8
6
4
0,8
1,0
1,2
1,4
1,6
Содержание КМЦ,%
1,8
2,0
2,2
49,4667
47,4667
45,4667
43,4667
41,4667
39,4667
37,4667
35,4667
Рис. 1. Зависимость нормальной густоты от количества КМЦ и цеолита при
режиме помола 200 об\10 мин
353
Перспективные материалы в строительстве и технике (ПМСТ-2014)
3D Surface Plot of Конец с хватывания,мин agai nst Содержание КМЦ,% and Содержание
цеолита,%
Spreadsheet40 7v*9c
Конец с хватывания,мин = Di stance Wei ghted Least Squares
280
260
ия,мин
Конец с х ватыван
240
220
200
180
160
140
0
12
100
16
2
2,
14
,0
2
8
1,
6
1,
10
2
1,
0
1,
6
8
%
а,
ит
ол
це
4
1,
12 ние
а
рж
де
Со
д
Со
е рж
ани
М
еК
Ц,%
4
8
0,
>
<
<
<
<
<
260
252
212
172
132
92
3D Contour Pl ot of Конец схватывания,мин agai nst Содержание КМ Ц,% and Содержание
цеолита,%
Spreadsheet40 7v*9c
Конец с хватывания,мин = Distance Weighted Least Squares
16
Содержание цеолита,%
14
12
10
8
6
4
0,8
1,0
1,2
1,4
1,6
Содержание КМЦ,%
1,8
2,0
2,2
252
212
172
132
92
Рис. 2. Зависимость времени начала схватывания от количества КМЦ и цеолита при режиме помола 200 об/10 мин
354
Секция 2
3D Surface Plot of Конец схватывания,мин against Содержание КМЦ,% and Содержание
цеолита,%
Spreadsheet40 7v*9c
Конец с хватывания,мин = Distance Weighted Least Squares
500
450
я, мин
К онец с х ватывани
400
350
300
0
25
200
16
2
2,
14
0
2,
4
1,
2
1,
6
0
1,
8
%
а,
ит
ол
це
>
<
<
<
<
<
<
8
1,
6
1,
10
12 ние
а
рж
де
Со
Со
де
рж
а
ние
КМ
Ц,
%
4
8
0,
450
420
370
320
270
220
170
3D Contour Plot of Конец с хватывания,мин against Содержание КМЦ,% and Содержание
цеолита,%
Spreadsheet40 7v*9c
Конец с хватывания,мин = Distance Weighted Least Squares
16
Содержание цеолита,%
14
12
10
8
6
4
0,8
1,0
1,2
1,4
1,6
Содержание КМЦ,%
1,8
2,0
2,2
420
370
320
270
220
170
Рис. 3. Зависимость времени конца схватывания от количества КМЦ и цеолита
при режиме помола 200 об/10 мин
355
Перспективные материалы в строительстве и технике (ПМСТ-2014)
3D Surface Pl ot of Прочность на с жатие,МПА against Содержание КМЦ,% and Содержание
цеолита,%
Spreadsheet40 7v*9c
Прочность на с жатие,М ПА = Di stance Weighted Least Squares
, МПА
Прочнос ть на с жатие
44
42
40
38
36
34
32
30
28
26
24
22
20
18
16
2
2,
14
>
<
<
<
<
<
<
<
0
2,
8
1,
6
1,
10
2
1,
0
1,
6
8
%
а,
ит
ол
це
4
1,
12 ние
а
рж
де
Со
Со
де
рж
ан
ие
КМ
Ц,
%
4
8
0,
42
42
38
34
30
26
22
18
3D Contour Plot of Прочнос ть на сжатие,МПА agai nst Содержание КМЦ,% and Содержание
цеолита,%
Spreadsheet40 7v*9c
Прочность на с жатие,М ПА = Di stance Weighted Least Squares
16
Содержание цеолита,%
14
12
10
8
6
4
0,8
1,0
1,2
1,4
1,6
Содержание КМЦ,%
1,8
2,0
2,2
42
38
34
30
26
22
18
Рис. 4. Зависимость прочности на сжатие от количества КМЦ и цеолита при
режиме помола 200 об/10 мин
356
Секция 2
3D Surface Plot of Прочнос ть на изгиб,Мпа against Содержание КМЦ,% and Содержание
цеолита,%
Spreadsheet40 7v*9c
Прочнос ть на изгиб,Мпа = Distance Weighted Least Squares
13
12
, Мпа
Прочнос ть на изгиб
11
10
9
8
7
6
16
2
2,
14
0
2,
4
1,
2
1,
6
0
1,
8
%
а,
ит
ол
це
>
<
<
<
<
<
<
8
1,
6
1,
10
12 ние
а
рж
де
Со
Со
де
а
рж
ни
М
еК
Ц,%
4
8
0,
12
11,25
10,25
9,25
8,25
7,25
6,25
3D Contour Pl ot of Прочнос ть на изгиб,М па agai nst Содержание КМ Ц,% and Содержание
цеолита,%
Spreadsheet40 7v*9c
Прочнос ть на изгиб,Мпа = Distance Weighted Least Squares
16
Содержание цеолита,%
14
12
10
8
6
4
0,8
1,0
1,2
1,4
1,6
Содержание КМЦ,%
1,8
2,0
2,2
11,25
10,25
9,25
8,25
7,25
6,25
Рис. 5. Зависимость прочности на изгиб от количества КМЦ и цеолита при режиме помола 200 об/10 мин
357
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Таким образом, оптимальным составом ПЦВ является содержание КМЦ в количестве 1,5 % и цеолита в количестве 10% при режиме
помола с достижением удельной поверхности порошкообразного материала 6278 г/см2. При данном соотношении компонентов достигаются самые оптимальные параметры вяжущего, позволяющие получить строительные растворы с высокими прочностными характеристиками, при пониженной плотности материала.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Влияние зернового состава и вида наполнителей на свойства строительных
растворов / А.И. Кудяков, Л.А. Аниканова, Н.О. Копаница [и др.] // Дайджест публикаций журнала «Строительные материалы» за 1998–2003 гг. по тематике: «Сухие
строительные смеси». – М., 2004. – С. 148–149.
2. Стреленя, Л.С. Реология строительных растворных смесей / Л.С. Стреленя //
Современные технологии сухих смесей в строительстве MixBUILD: сб. докладов Пятой междунар. науч.-техн. конф. – СПб. : ПГУПС, АНТЦ «АЛИТ», 2003. – С. 81–83.
358
Секция 2
УДК 553.983
ФУНКЦИОНАЛЬНЫЕ МАТЕРИАЛЫ
НА ОСНОВЕ НИЗИННОГО ТОРФА
СТРОИТЕЛЬНО-ТЕХНИЧЕСКОГО НАЗНАЧЕНИЯ
Л.Б. Наумова1, В.Н. Баталова1, Н.П. Горленко2, Ю.С. Саркисов2
1
Национальный исследовательский Томский государственный университет,
г. Томск, Россия,
2
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: naumovalb@mail.ru
Аннотация. в работе исследованы твердотельные композиционные
материалы на основе торфов низинного типа Барабинского и Таганского месторождений Томской области и карбоксилметилцеллюлозы, модифицированные водными растворами солей железа (Ш) и меди (II). Определены оптимальные концентрации солей, введение которых приводит к усилению
гидрофобных свойств композиции. Получены изотермы сорбции – десорбции
влаги в модифицированных образцах.
Предложено использовать синтезированные твердотельные композиции в качестве утеплителя, выполняющего функцию как регулятора влаги,
так и поглотителя вредных примесей в закрытых помещениях.
Ключевые слова: торф; модифицирование; гидрофобность; структурообразование; твердотельные композиции; строительные материалы.
Введение
Композиционные материалы на основе природного торфа имеют
широкое и многостороннее применение благодаря большому числу полезных свойств: теплопроводность, сорбционная емкость, фотохимическая активность, богатый микроэлементный состав и другие. Торфяные
композиции успешно применяются в производстве строительных материалов в качестве утеплителей, ограждающих конструкций [1, 2]. Несомненным достоинством твердотельных структур на основе торфа является их способность обратимо поглощать и выделять влагу, создавать
геохимические барьеры в зонах скопления загрязняющих веществ как
органической, так и неорганической природы, в частности, нефтепро359
Перспективные материалы в строительстве и технике (ПМСТ-2014)
дуктов, радиоактивных элементов, что создает благоприятную экологическую среду в местах проживания человека [3, 4].
Для успешного применения новых функциональных материалов
и разработки технологии их изготовления необходимо установить
взаимосвязь между технологическими и целевыми свойствами, составом, структурой и условиями их получения. Ранее нами установлено
усиление гидрофобных свойств торфяных композитов, модифицированных ионами железа (III), эффективную сорбцию ионов тяжелых
металлов, уранил-иона и других загрязнителей из техногенных растворов [5–8]. Следует отметить, что низинные торфы обладают высокой степенью разложения и однородной структурой порового пространства. Их высокая сорбционная способность позволяет при
управлении параметрами качества материалов эффективно использовать модификаторы различной природы.
Целью настоящей работы является установление физико-химических закономерностей создания твердотельных композиционных
материалов на основе низинного торфа при введении модифицирующих агентов неорганической природы.
Объектом исследования служили низинные торфа Барабинского
и Таганского месторождений Томской области. В качестве модифицирующих агентов были выбраны растворы хлоридов меди (II) и железа
(III), способные к комплексообразованию с функциональными группами торфа.
Методика и экспериментальные результаты.
Модифицирование проводили путем закрепления на поверхности и/или внедрения в объем активных частиц ионов металлов за счет
их донорно-акцепторного взаимодействия с функциональными группами в торфе. Навески нативных форм торфа трижды обрабатывали
0,05 М растворами солей Мn+ в соотношении 1:50 в статических условиях при интенсивном встряхивании в течение 7–10 дней до максимального насыщения. Контроль за содержанием ионов металлов до
и после модифицирования осуществляли методом комплексонометрии. По разности находили содержание металла в фазе торфа. Полученные модифицированные образцы отмывали дистиллированной водой до отрицательной реакции на соответствующие ионы. Для пре360
Секция 2
дотвращения выщелачивания композиты гранулировали карбоксилметилцеллюлозой и высушивали в сушильном шкафу при t = 105 °С.
Процесс увеличения объёма твёрдого тела вследствие поглощения им
из окружающей среды жидкости (набухаемость) исходных и модифицированных образцов определяли по методике, описанной в [9]. Для
расчета вводимого количества модификатора определяли полную обменную емкость (ПОЕ) исследуемых торфов. Количество вводимой
минеральной добавки не должно превышать суммарной емкости по
кислотным и основным группам. В связи с этим нами предварительно
были исследованы кислотно-основные характеристики торфа методом
потенциометрического титрования. О сорбционной активности торфов к ионам меди и железа судили по коэффициентам распределения
(Д), которые рассчитывали по методике, описанной в [9]. Структуру
полученных композитов, их качественный и количественный состав
исследовали с помощью растрового электронного микроскопа
HITACHITM-300 и энергодисперсного микроанализатора Quantax 70.
Изучение адсорбции паров воды проводили гравиметрическим статическим методом (пружинные весы Мак-Бена – Бакра) по методике,
описанной нами ранее [10]. В табл. 1 приведены результаты по исследованию кислотно-основных свойств низинных торфов.
Таблица 1
Значения набухаемости Wисх, %, ПОЕ по кислотным
и основным группам и рК ионизации исходных торфов
Виды торфа
Барабинский
Таганский
ПОЕH+,
ммоль/г
5.40.2
4.90.2
рКа
9.40.3
10.80.4
ПОЕOH–,
ммоль/г
2.10.1
1.30.1
рКв
W,%
12.50.4
12.30.3
80,10,4
79,10,4
Из таблицы видно, что исследуемые образцы торфа являются
высокоемкостными амфолитами и по кислотно-основным характеристикам и набухаемости существенно друг от друга не отличаются.
В дальнейшем, по полученным данным ПОЕ было рассчитано количество модифицирующей добавки.
На рис. 1 представлены структуры Барабинского торфа и распределение в нем ионов Fe (III).
361
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а
б
Рис. 1. Структуры торфа и элементный анализ:
а – исходного; б – модифицированного ионами железа (III)
Из рис. 1. видно, что ионы железа (III) равномерно распределены по объему торфяного композита. При этом среднее содержание
железа в модифицированных образцах колеблется от 3,8 до 5%. Прочность при сжатии образцов составляет 8–11 МПа.
В табл. 2 приведены равновесные показатели процесса модифицирования. Данные таблицы свидетельствуют о существенном падении гидрофильности (набухаемости) модифицированных образцов по
сравнению с исходными. При этом наблюдали минимум поглощения
воды на торфах, модифицированных раствором FeCl3 и CuCl2 с концентрацией 0,25 М, а полученные после просушивания образцы имели
твердую консистенцию и при неоднократном контакте с водой ее
не «теряли». Согласно литературным данным [11], при поглощении
торфом ионов поливалентных металлов определенных концентраций
наблюдается образование структур I и II рода. При этом не исключено
повышение вязкости торфа, его прочностных характеристик (образование твердотельных композиций). Можно предположить, что в наших исследованиях имеет место образование структур I рода при получении металлсодержащих композитов при С(Мn+), равной 0,25 М,
что приводит к снижению водоудерживающей способности торфяного
композита. При других концентрациях модифицирующего агента образуются, вероятно, структуры II рода.
Учитывая высокие значения коэффициентов распределения (D),
можно утверждать, что композиционный материал будет являться эффективным поглотителем вредных веществ.
362
Секция 2
Таблица 2
Зависимость коэффициентов распределения (D),
относительной влажности (W) торфов от С(FeCl3 ) при рН-1,5
и С(CuCl2) при рН-4,3
Вид торфа
С(FeCl3),
моль/л
W, %
D, мл/г
С(CuCl2),
моль/л
W, %
D, мл/г
0,5
69,7 0,6 49,2 ± 2,4
0,5
79,6 ± 0,7 48,5 ± 2,1
Барабинский
0,25
52,2 ± 0,3 61,1 2,7
0,25
62,4 ± 0,6 59,8 ± 2,0
75,1 0,5 51,1 2,8
56,6 ± 0,3 44,8 ± 2,1
Таганский
0,1
0,5
0,25
48,7 0,3 26,1 1,5
0,1
0,5
0,25
72,3 ± 0,6 47,9 ± 1,9
73,1 ± 0,6 49,7 ± 2,3
56,8 ± 0,5 24,2 ± 1,4
0,1
74,6 0,6 52,9 3,1
0,1
68,8 ± 0,5 51,8 ± 2,3
Для выявления влагообменных процессов в торфосодержащей
композиции нами были сняты изотермы адсорбции (1) и десорбции (2)
паров воды торфяными образцами на примере торфа Таганского месторождения. Экспериментальные данные приведены на рис. 2.
Из анализа рис. 2 следует, что в случае исходного образца изотерма адсорбции имеет S-образный вид кривой, по классификации
Брунауэра её можно отнести ко II типу. При малых относительных
давлениях изотерма выпукла по отношению к оси абсцисс, лежит выше изотермы адсорбции и во всем интервале относительных давлений
не возвращается в нулевое положение, что свидетельствует о сильном
взаимодействии между первыми порциями воды и поверхностью. При
этом адсорбция имеет необратимый характер, и вид изотерм адсорбции и десорбции указывает на смешанно-пористый характер композиционного материала. Модифицирование же существенно меняет ход
изотермы – они относятся к III типу и характеризуются наличием петли гистерезиса, простирающейся вплоть до относительного давления
0 мм рт. ст. в случае железа и для меди – 0,15 мм рт. ст. Начальный
участок изотерм адсорбции свидетельствует о степени гидрофобности
обоих образцов. Последнее связано с дезактивацией активных центров
на поверхности торфа, вследствие взаимодействия их с поглощаемы363
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ми ионами. При этом, расчет пористости показал, что все модифицированные образцы являются в основном крупнопористыми.
А
А
1
1
2
2
А
Рис. 2. Изотерма адсорбции и десорбции
паров воды:
а – исходного торфа; б – модифицированного Fe3+; в – модифицированного Cu2+; А – количество поглощенной влаги; ммоль∙г–1; р/рs –
относительное давление, мм рт. ст.;
1 – кривые адсорбции влаги; 2 –
кривые десорбции влаги
1
2
Выводы
1. Предложены твердотельные композиции на основе низинного
торфа Барабинского и Таганского месторождений Томской области
и карбоксилметилцеллюлозы, модифицированные водными растворами солей железа и меди. Показано, что при введении солей с концентрацией 0,25 М наблюдается существенное снижение влагопоглощения композиционных материалов.
2. На основе анализа изотерм сорбции влаги на модифицированных образцах торфа выявлены закономерности обменных процессов.
364
Секция 2
3. Полученные результаты показывают перспективность создания эффективных строительных материалов на основе исследуемых
твердотельных торфосодержащих композиций в качестве теплоизоляционных дисперсий нового поколения, способных выполнять функцию поддержки баланса влаги в изолированных помещениях и поглотителя вредных веществ.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Торфяные ресурсы Томской области и пути их использования в строительстве / Л.В. Касицкая, Ю.С. Саркисов, Н.П. Горленко [и др.]. – Томск : Изд-во STT,
2007. – 292 с.
2. Строительные материалы и изделия на основе модифицированных торфов
Сибири / Н.О. Копаница, А.И. Кудяков, Н.О. Копаница [и др.]. – Томск : Изд-во Том.
гос. архит.-строит. ун-та, 2013. – 295 с.
3. Белькевич, П.И. Торф и проблема защиты окружающей среды / П.И. Белькевич, Л.Р. Чистова. – Минск : Наука и техника, 1979. – 59 с.
4. Сорбция урана на геохимических барьерах на основе торфов разного генезиса / Л.И. Разворотнева, А.Е. Богуславский, В.П. Коваль [и др.] // Экология промышленного производства. – 2007. – № 3. – С. 33–37.
5. Наумова, Л.Б. Торф как природный сорбент для выделения и утилизации
металлов из сточных вод / Л.Б. Наумова, Н.П. Горленко, З.И. Отмахова // Журн.
прикл. химии. – 1995. – Т. 68. – № 9. – С. 1461–1465.
6. Использование торфов Томской области при очистке сточных вод от ионов
тяжелых металлов и нефтепродуктов / Л.Б. Наумова, Н.П. Горленко, З.И. Отмахова
[и др.] // Химия в интересах устойчивого развития. – 1997. – № 5. – С. 609–611.
7. Сорбция ионов меди и кадмия природными сорбентами / Л.Б. Наумова,
О.В. Чащина, Н.П. Горленко // Журн. физ. химии. – 1994. – Т. 66. – № 4. – С. 688–691.
8. Наумова, Л.Б. Изучение кинетики поглощения UO2+2 из водных сред природными материалами / Л.Б. Наумова, Л.А. Киселева, Л.А. Егорова // Вестник
ТГАСУ. – 2013. – № 3. – С. 243–255.
9. Мархол, М. Ионообменники в аналитической химии / М. Мархол. – М. :
Мир, 1985. – 620 с.
10. Особенности процессов адсорбции-десорбции паров воды на исходных
и модифицированных образцах торфа / Л.Б. Наумова, Т.С. Минакова, Е.Б. Чернов
[и др.] // Журн. прикл. химии. – 2011. – Т. 84. – Вып. 5. – С. 762–767.
11. Лыч, П.И. Гидрофильность торфа / П.И. Лыч. – Минск : Наука и техника,
1991. – 255 с.
365
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 666.712:622.333–229.88
ИССЛЕДОВАНИЯ СВОЙСТВ ДИСПЕРГИРОВАНЫХ ЗОЛ ТЭС
ДЛЯ ПОЛУЧЕНИЯ КЕРАМИЧЕСКОГО КИРПИЧА
И.Ю. Юрьев, Н.К. Скрипникова, Г.Г. Волокитин, О.Г. Волокитин,
А.В. Луценко, П.В. Космачев, М.А. Семеновых
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: yiywork@mail.ru
Аннотация. Установлено, что одним из методов повышения алюмосиликатных отходов является диспергирование. Определены оптимальные режимы диспергирования зол. Проведены физико-химические исследования модифицированной золы методами РФА, ДТА и микроскопии. Показано, что диспергированные золы ТЭС при использовании их в производстве керамического
кирпича, положительно влияют на технологические характеристики сырца,
а также готовых изделий. Установлены зависимости прочности строительных
керамических изделий от дисперсности алюмосиликатных отходов ТЭС.
Ключевые слова: керамический кирпич; зола ТЭС; диспергирование;
модифицирование; прочность.
Стремительные темпы развития промышленного и гражданского строительства, как на российском, так и на международном рынке,
сопровождаются увеличением объемов производства строительных
материалов и изделий различного назначения и номенклатуры. Одно
из ведущих мест на рынке строительных материалов занимает керамическая промышленность. Одной из проблем отрасли строительных
керамических изделий является несвоевременное обеспечение предприятий высококачественным сырьем.
Между тем, рост потребления электроэнергии сопровождается
увеличением объемов выброса продуктов сгорания угля – зол и шлаков.
Поэтому одной из задач современной науки является исследование
возможности их утилизации в различных отраслях промышленности.
Основной проблемой здесь является различие зол по своим технологическим характеристикам (физическим, химическим, минеральным).
Наиболее широкое применение отходы ТЭС находят в производстве
различного рода строительных материалов: цемент, бетон, стеновые
366
Секция 2
изделия, минеральная вата [1–3]. Особенной актуально использовать
золы в производстве керамического кирпича [4].
Известно, что химический и гранулометрический состав зол, полученных от сжигания каменных углей, существенно отличается друг
от друга, даже в пределах одного золоотвала [5]. Кроме этого, применение зол без предварительной обработки в производстве, например, керамического кирпича повышает риск получения изделий с нестабильными характеристиками [6]. Это является одной из главных причин
столь малого использования предприятиями зол ТЭС в производстве
строительных материалов, особенно на российском рынке.
В связи с этим, актуальным является изучение методов модификации алюмосиликатных зольных отходов для улучшения их технологических характеристик, позволяющих получать строительные керамические изделия с высокими и стабильными свойствами.
Целью работы было изучение структуры и фазового состава
предварительно-обработанных алюмосиликатных отходов и влияние
их на свойства керамического кирпича.
Исследуемые сырьевые материалы представлены золой от сжигания каменных углей на электростанции г. Томска (Россия) и глиной
Верхового месторождения Томской области.
Ранее полученные результаты [7] показали, что одним из методов
улучшения качества алюмосиликатных зол является диспергирование.
Пластическое деформирование при измельчении приводит к изменению кристаллической структуры кварца. При этом его реакционная способность резко возрастает, а также уменьшается температура
термической диссоциации, что может привезти к снижению температуры образования основных минералов, характерных для керамических изделий.
Использование мельниц, в которых механический импульс от мелющего тела подводится одновременным сочетанием удара, давления
и сдвига является наиболее эффективным [8]. К такому типу мельниц
относится планетарная. В лабораторных условиях были определены оптимальные режимы помола (таблица).
Из таблицы стоит отметить, что, оптимальное время помола составляет 4 ч, т. к. при дальнейшем помоле гранулометрический состав
золы практически не меняется. Это объясняется обратными процесса367
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ми конгломерации – слипанием частиц под действием адгезионных
сил, а также высокой прочности монокристаллических частиц малых
размеров [9].
Гранулометрический состав зол в зависимости от времени помола
№
п/п
Время помола, ч
1
2
3
4
5
6
1
2
4
6
8
10
<3
84,1
86,3
92,1
93,1
93,2
93,4
Содержание частиц, %, фракции, мкм
3–5
5–7
7–10
10–14
6,9
3,0
2,2
1,5
7,2
2,5
1,9
1,0
3,4
1,9
1,5
0,8
2,7
2,0
1,3
0,7
2,6
2,0
1,3
0,7
2,5
1,9
1,3
0,7
> 14
2,3
1,1
0,3
0,2
0,2
0,2
Полученный зольный порошок исследовался на сканирующем
электронном микроскопе TM3000 при увеличении ×200 и ×1000.
Микроструктура золы показана на рис. 1.
На микрофотографиях, представленных на рис. 1, показана
структура и характер частиц алюмосиликатного сырья до помола
и после. Для томской золы характерно преобладание сферических
частиц правильной формы с закрытой и открытой пористостью размером менее 10 мкм, а также малое содержание крупных пористых
включений неправильной формы. После помола (рис. 1, б), в основном, происходит осколочное разрушение крупных включений с образованием пылевидных частиц. Сферы правильной формы, представляющие собой, кварцсодержащие соединения, не изменяются в размерах за счет своей высокой твердости. Структура становится более
равномерной и плотной, что способствует повышению реакционной
способности при спекании керамики.
Термические исследования сырья проводились на термоанализаторе SDT Q600 при скорости подъема температуры 20 град/мин,
в интервале 20–1100 °С. Результаты термического анализа представлены в графическом виде на рис. 2, из которого видно, что глина Верхового месторождения характеризуется 4 эндоэффектами и двумя экзо368
Секция 2
эффектами. Эндоэффект в температурном интервале 30–150 °С связан
с удалением адсорбированной влаги и межпакетной воды из структуры
глинистых минералов. Эффект 500°С – дегидратация гидрослюды. При
575 °С происходит полиморфное превращение кварца. В интервале
620–750 °С – потеря гидроксильных групп кристаллической решеткой
монтмориллонита и разрушение ее, а также распад карбонатных включений. Экзотермический эффект при температуре 355 °С связан с окислением органических веществ. 910 °С – перекристаллизация аморфных
продуктов разложения и образование новых минералов.
×200
×1000
а
б
Рис. 1. Микрофотографии золы:
а – зола до помола; б – зола после помола
369
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а
б
Рис. 2. Кривые ДТА и ТГ сырья:
а – глина; б – зола ТЭС
При термической обработке золы в интервале 40–200 °С происходит потеря воды, адсорбированной развитой поверхностью частиц.
Разложение карбонатов наблюдается при температуре 697 °С. Выгорание остаточного топлива – 500–700 °С. Характер интенсивности
и потеря массы при этом свидетельствует о количестве несгоревших
остатков, представляющих собой частицы угля, а также коксовые
и полукоксовые остатки. Относительно небольшой экзотермический
эффект с максимумом 933,9 °С отражает кристаллизацию муллитоподобных соединений в алюмосиликатной фазе.
Рентгенофазовый анализ (Rigaku MiniFlex) показал, что томская
глина представлена фазами кварца, иллита, биотита и кальцита. Данное
сырье можно отнести к группе гидрослюдисто-монтмориллонитовых
глин. В золе, кроме кварца, определяется четко выраженная фаза муллита, которая может служить в дальнейшем, при спекании керамического черепка, центром начала кристаллизации муллитоподобных соединений, придающих прочностные характеристики готовым изделиям.
Для определения влияния диспергированной золы на свойства
сырца и керамических изделий был проведен ряд экспериментов. Лабораторные образцы керамического кирпича готовились методом полусухого прессования с добавлением золы в шихту в количестве 50 %. Образцы формовались и обжигались в муфельной печи при температуре
950–1000 °С. В результате эксперимента установлено, что при использовании молотой золы возрастает прочность сырца на 30 % по сравнению
370
Секция 2
с образцами из немолотого сырья. Воздушная усадка уменьшается на
30 %, огневая – на 50 %. Водопоглощение готовых керамических образцов понижается на 20 %. При повышении температуры обжига до
1000 °С свойства изделий практически не меняются, что позволяет говорить о завершенности основных процессов фазообразования при температуре 950 °С.
Из проведенных исследований следует, что при обжиге образцов керамического кирпича из рациональных составов с диспергированой золой в шихте к основным фазовым изменениям относятся: образование первоначального расплава из глинистого вещества и некоторых легкоплавких зерен золы; появление муллито- и анортитоподобных соединений, являющихся упрочняющими фазами.
К основным упрочняющим структурным изменениям относятся:
залечивание пор образовавшейся стеклофазой и стягивание ею же нерасплавившихся частиц сырья с образованием монолитного изделия.
В общем случае при спекании составов из смеси зол ТЭС с глинистым веществом появляются упрочняющие фазы (муллит и анортит), что объясняется наличием этих фаз в исходных золах. При обжиге композиций с томской золой в составе преобладают процессы твердофазного спекания, а при получении керамических изделий с северской золой – жидкофазное спекание. Присутствие глины в шихте
и количество глинистого вещества, которое может обеспечить указанное сырье, является решающим фактором при формировании готового
изделия в процессе обжига, т. к. является оболочкой для непластичных инертных частиц золы.
Проведенный анализ золошлаковых отходов ТЭС показал, что
одним из методов повышения качества некондиционного сырья является диспрегирование с помощью помола в мельницах для которых
характерно сочетание действий сил удара, давления и сдвига на мелющий материал.
На основе физико-химического анализа томской золы можно
сделать вывод, что модифицированный зольный порошок может способствовать интенсивному образованию муллитоподобных соединений при совместном обжиге с глиной. Стоит отметить, что температура кристаллизации муллита, согласно анализу ДТА, составляет 933 °С,
т. е. для получения, например, рядового керамического кирпича, дос371
Перспективные материалы в строительстве и технике (ПМСТ-2014)
таточно температуры обжига не более 950–960 °С, что подтверждается экспериментальными исследованиями.
×1000
×5000
Рис. 3. Микрофотографии структуры керамических образцов оптимального
состава (содержание золы 50 %) с использованием диспергированной
золы ТЭС
Малое содержание в золе горючих остатков, а также большое
содержание микродисперсных частиц менее 3 мкм способствует получению изделий, с пониженной пористостью, что положительно сказывается на водопоглощении и морозостойкости изделий. Введение в
шихту модифицированной золы, служащей отощителем для глин,
приводит к уменьшению усадочной деформации керамического изделия, а также расширяет интервал спекания.
Таким образом, диспергирование золошлаковых отходов ТЭС
помолом, является перспективным способом повышения качества некондиционного сырья для применения его в производстве керамического кирпича. Введение его в шихту в разном соотношении позволит
регулировать технологические свойства, как сырца, так и готового
керамического кирпича. Массовое использование зол ТЭС может снизить экологическую нагрузку на окружающую среду, а также уменьшить финансовые затраты ТЭС, направленные на утилизацию зол.
372
Секция 2
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Volokitin, O.G. Mineral Fiber Production Based on Ash from the Republic of Kazakhstan Using Low-Temperature Plasma Apparatus / O.G. Volokitin, G.G. Volokitin,
N.K. Skripnikova // Glass and ceramics. – 2014. – Vol. 70. – P. 340.
2. Unsteady regimes of hydrodynamics and heat transfer at production of hightemperature silicate melts / N.S. Bondareva, O.G. Volokitin, O.O. Morozova [etc.] // Thermophysics and aeromechanics. –2013. – Vol. 20. – P. 621.
3. Modification of Structure and Properties of Titanium Surfaces During Formation
of Silicides and Borides Initiated by High-Energy Treatment / A.I. Potekaev, A.A. Klopotov, Y.F. Ivanov [etc.] // Russian physics journal. – 2013. – Vol. 56. – P. 914.
4. Скрипникова, Н.К. Комплексное использование золошлаковых отходов
Томской области для получения различных видов строительных материалов /
Н.К. Скрипникова, И.Ю. Юрьев // Вестник ТГАСУ. – 2013. – № 2. – С. 245–249.
5. Дворкин, Л.И. Строительные материалы из отходов промышленности /
Л.И. Дворкин, О.Л. Дворкин. – М. : Феникс, 2007. – 368 с.
6. Путилин, Е.А. Обзорная информация отечественного и зарубежного опыта
применения отходов от сжигания твердого топлива на ТЭС / Е.А. Путилин,
В.С. Цветков. – М. : Союздорнии, 2003. – 60 с.
7. Скрипникова, Н.К. Обжиговые золокерамические изделия / Н.К. Скрипникова, И.Ю. Юрьев // Актуальные проблемы современности. – 2011. – Т. 70. – С. 84–85.
8. Prokofiev, V.Y. Comminution and mechanochemical activation in oxide ceramics
technology (review) / V.Y. Prokofiev, N.E. Gordina // Glass and ceramics. – 2012. –
Vol. 69. – P. 65.
9. Bakunov, V.S. Features of high-density industrial ceramics technology. Selection
of modifying additives / V.S. Bakunov, E.S. Lukin // Glass and ceramics. – 2008. –
Vol. 65. – P. 117.
373
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 625.855.4:691.16
ВЛИЯНИЕ ДИСПЕРСНОГО АРМИРОВАНИЯ
АСФАЛЬТОБЕТОННЫХ СМЕСЕЙ ВОЛОКНИСТЫМИ
СОРБЕНТАМИ, НАСЫЩЕННЫМИ СОБРАННЫМИ
НЕФТЕПРОДУКТАМИ, НА ПРОЦЕССЫ
СТРУКТУРООБРАЗОВАНИЯ АСФАЛЬТОБЕТОНОВ ПРИ
СТРОИТЕЛЬСТВЕ ДОРОЖНЫХ ПОКРЫТИЙ
И.Н. Ефанов, В.Н. Лукашевич
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
Е-mail: lukvin@tsuab.ru
Аннотация. С применением методов электронного парамагнитного резонанса, инфракрасной спектроскопии, люминесцентной битумологии доказано, что при дисперсном армировании асфальтобетонных смесей волокнами из
отработанных сорбентов, содержащих регулируемое количество собранных
нефтепродуктов, снижается избирательная фильтрация низкомолекулярных
фракций нефтяного битума, улучшаются его свойства в адсорбционном слое.
Это приводит к улучшению эластичности битумных пленок при отрицательных температурах и обеспечению повышенной трещиностойкости покрытий,
к снижению интенсивности старения асфальтового вяжущего, а, следовательно, и к увеличению долговечности дорожных покрытий. Введение в асфальтобетонную смесь дисперсной арматуры из отработанных волокнистых сорбентов способствует улучшению трещиностойкости асфальтобетонных покрытий
в зимний период и повышению их сдвигоустойчивости при высоких летних
температурах.
Ключевые слова: асфальтобетон; дисперсная арматура; избирательная
фильтрация компонентов битума;адсорбционный слой битума; старение асфальтового вяжущего; кольматация.
Дисперсное армирование асфальтобетонов является одним из
путей увеличения сроков службы дорожных покрытий. Однако вопросы обеспечения дорожного строительства дисперсной арматурой
до настоящего времени не решены. Разработанные в настоящее время технологии дисперсного армирования асфальтобетонов предусматривают приготовление дисперсной арматуры из кондиционных
374
Секция 2
волокон, что приводит к значительному повышению стоимости асфальтобетонов.
Наряду с указанными выше проблемами, имеют место проблемы
утилизации волокнистых сорбентов, отработавших свой ресурс при
сборе пролившихся нефтепродуктов, нефти, нефтяных и сланцевых фусов, каменноугольных смол, других побочных продуктов и отходов,
содержащих жидкие органические вещества. В результате аварий на
нефтепроводах, крушений танкеров, загрязняются акватории океанов
и морей, гибнут растения и животные, обитающие в водной среде, загрязняется прибрежная зона. При загрязнении суши нефтью и нефтепродуктами также подвергается вредному воздействию, либо гибнет
все живое. Загрязненные территории земли становятся непригодными
для землепользования длительное время. Для устранения вредного воздействия разливов на окружающую среду необходимо удалять разлитые углеводородные материалы. Использование волокнистых сорбентов для локализации и сбора нефти и нефтепродуктов является одним
из наиболее эффективных методов борьбы с разливами. Насыщенные
нефтью, нефтепродуктами, нефтяными, каменноугольными, сланцевыми фусами и прочими веществами, содержащими высокомолекулярные
смолы, сорбенты подвергают центрифугированию и используют вновь.
После пятидесяти-семидесяти циклов поглощения – центрифугирования полимерные волокнистые сорбенты считаются отработавшими
свой ресурс и должны быть подвергнуты уничтожению. В настоящее
время основными способами утилизации отработанных волокнистых
сорбентов является их сжигание, либо захоронение. Поскольку эти методы наносят существенный вред окружающей среде, их нельзя назвать
эффективными. Более целесообразным методом утилизации отработанных сорбентов, является их применение для дисперсного армирования
асфальтобетонных смесей, за счет которого следует ожидать улучшения свойств битума в адсорбционном слое и повышения прочностных
показателей асфальтобетонных покрытий.
При дисперсном армировании асфальтобетонных смесей происходит существенное улучшение процессов структурообразования асфальтобетонов, сопровождающееся повышением прочности асфальтобетона при сдвиге при температуре 50 °С на 25–30 %, прочности
при растяжении при отрицательных температурах на 40–80 %, улуч375
Перспективные материалы в строительстве и технике (ПМСТ-2014)
шениемдеформативности при температурах ниже нуля на 90–200 %,
а усталостная прочность повышается на 200–500 %, что доказано отечественными и зарубежными исследователями[1–5]. Содержащееся
в сорбентах некоторое регулируемое количество собранных нефтепродуктов повышает адгезию, улучшает свойства нефтяного битума
в адсорбционном слое, снижая интенсивность избирательной фильтрации его компонентов в поры и капилляры минеральных материалов,
что приводит к снижению интенсивности трещинообразования и повышению долговечности асфальтобетонных покрытий.
Для проверки выдвинутых предположений об улучшении процессов структурообразования асфальтобетонов, дисперсно армированных волокнами из отработанных сорбентов, были проведены исследования с применением методов электронного парамагнитного резонанса,
инфракрасной спектроскопии, люминесцентной битумологии.
Исследование старения асфальтового вяжущего методом парамагнитного электронного резонанса были выполнены на радиоспектрометре «RADIOPAN» SE/X-25-44, с частотой 9 ГГц (длина волны
3,2 см). В качестве квазивнутреннего эталона использованы рубиновые стержни, установленные «наглухо» в резонаторе, позволяющие
производить измерения, не зависящие от диэлектрических параметров
образца. Для исследования электронного парамагнитного резонанса
асфальтовое вяжущее было помещено в кварцевые калиброванные
ампулы, закрывающиеся второпластовой пробкой.
В соответствии с теорией, разработанной профессором Ф.Г. Унгером, имеющиеся на поверхности минеральных материалов свободные радикалы, могут являться центрами, на которых осаждаются асфальтены, происходит их объединение с дальнейшим увеличением
количества [6]. Поскольку асфальтены являются почти 100%-ным
концентратом парамагнетиков, показателем интенсивности процесса
старения нефтяной дисперсной системы может быть концентрация
в ней парамагнитных центров, свидетельствующая о концентрации
асфальтенов [7–9].
В качестве минеральных материалов в экспериментальных работах
был использован гранит и известняк. Модифицирование минеральных
материалов осуществляли с использованием каменноугольной смолы
фусов Кемеровского коксохимического комбината, отжатой из сорбен376
Секция 2
тов. В качестве основного органического вяжущего был использован
нефтяной дорожный битум марки БНД 90/130 Ачинского НПЗ. Исследовались смеси органических вяжущих как с известняком, так и с гранитом.
Были получены спектры ЭПР смесей сразу после смешения компонентов, а также смесей, подвергнутых старению (выдержанных при температуре 160 °С в термостабилизированной камере в течение 6 ч). Определена концентрация парамагнитных центров в смесях.
Исследования показали, что концентрация парамагнитных центров очень существенно меняется после старения смесей. Гранит, обработанный битумом содержит 0,71017 г–1 парамагнитных центров.
Тот же гранит, модифицированный каменноугольной смолой, и обработанный нефтяного битума, содержит только 0,3107 г–1 парамагнитных центров, что составляет 42 %. Это свидетельствует о том, что асфальтенов в смеси образовалось на 42 % меньше, и что интенсивность
старения смеси гранита с органическим вяжущим при использовании
волокнистых сорбентов, содержащих смолу существенно ниже. Еще
более ярко выражены процессы старения смесей известняка с органическими вяжущими. Этот факт имеет очень большое значение, поскольку для приготовления минерального порошка используют преимущественно известняковые минеральные материалы. Суммарная
поверхность частиц минерального порошка в составе минеральной
части асфальтобетонной смеси достигает 90%. Следовательно, битум
обволакивает в основном именно частицы минерального порошка
и характеристики пленок битума зависят от его взаимодействием
с этим материалом.
При обработке битумом известнякового материала концентрация парамагнитных центров достигает 4,51017 г–1. Это говорит об активном взаимодействии битума с поверхностью известняка. Имеющиеся на поверхности известняка свободные радикалы становятся
центрами, вокруг которых интенсивно образуются асфальтены. При
обработке известняка каменноугольной смолой, свободные радикалы
взаимодействуют с компонентами каменноугольной смолы и теряют
свою активность. После введения в такую смесь нефтяного битума,
количество центров, вокруг которых ассоциируются и объединяются
асфальтены, снижается. В результате концентрация парамагнитных
центров (свидетельствующая о концентрации асфальтенов) в смеси,
377
Перспективные материалы в строительстве и технике (ПМСТ-2014)
содержащей волокнистые сорбенты, снижается до 0,51017 г–1, что составляет всего 11 %.
Таким образом, исследования, выполненные с применением методов электронного парамагнитного резонанса подтвердили, что при
дисперсном армировании асфальтобетонных смесей отработанными
волокнистыми сорбентами, предназначенными для сбора и локализации разливов углеводородного сырья, снижается интенсивность старения асфальтового вяжущего в асфальтобетоне, что приводит к повышению долговечности дорожных покрытий.
Для изучения процессов избирательной фильтрации компонентов органического вяжущего при его взаимодействии с поверхностью
минеральных материалов был использован метод люминесцентного
анализа [10]. В основе этого метода лежит способность компонентов
нефтяного битума люминесцировать под воздействием ультрафиолетовых лучей. Каждый компонент при этом люминесцирует своим цветом, имеющим определенные характерные особенности. Асфальтены
светятся темно-коричневым цветом. Смолы люминесцируют коричневым и кремовым цветами. Голубые, синие, зеленые, желтые цвета
люминесценции характерны для масел. Метод люминесцентного анализа позволяет получить достаточно наглядную картину распределения компонентов битума в минеральном материале.
Целью эксперимента являлось доказательство отсутствия либо
существенного снижения интенсивности избирательной фильтрации
компонентов нефтяного битума при применении волокнистых сорбентов, содержащих собранное углеводородное сырье для дисперсного
армирования асфальтобетонных смесей. В качестве собранного углеводородного сырья была использована нефть. Экспериментальные
работы основывались на различии характеристик люминесценции
компонентов нефтяного битума и нефти под воздействием ультрафиолетовых лучей.
В ходе эксперимента исследовалась избирательная фильтрация
компонентов органических вяжущих при обработке ими тонкопористых и крупнозернистых известняковых пород. Щебень из этих материалов просушивался до постоянного веса и подвергался обработке
органическим вяжущими. Часть щебеночного материала обрабатывалась нефтяным битумом. Другая часть обрабатывалась нефтью. Тре378
Секция 2
тья часть – сначала нефтью, а затем нефтяным битумом. Была проведена также обработка щебня сначала нефтяным битумом, а затем нефтью. После остывания каждую из щебенок разрезали и исследовали
избирательную фильтрацию компонентов органических вяжущих. Наблюдение процессов избирательной фильтрации осуществлялось
с использованием универсального биологического микроскопа МБИ15, имеющего источник ультрафиолетового излучения. Микроскоп
предназначен для визуального наблюдения и фотографирования объектов в проходящем и падающем свете. Исследования проводились
в падающем свете. В этих условиях микроскоп позволяет проводить
наблюдения и фотографирование объектов в свете видимой люминесценции, возбуждаемой сине-фиолетовым участком спектра в пределах
длины от 400 до 440 нм и ультрафиолетовыми лучами длиной волны
до 360 нм. При исследовании объектов в свете люминесценции, в качестве источника света применялась ртутная лампа ДРШ-250-3, интенсивно излучающая свет в сине-фиолетовой и в ближней ультрафиолетовой областях спектра. Для возбуждения люминесценции наблюдаемых объектов использовался светофильтр УФС 6 с максимум
пропускания 365 нм. При использовании данного светофильтра в образовании изображения может участвовать весь видимый свет, что
позволяет наблюдать объекты с большим разнообразием цветов. Для
исключения возможности облучения объекта наблюдения красными и
инфракрасными лучами применялся светофильтр СЗС 24, срезающий
эту часть спектра. Фотографирование производилось с использованием фотокамеры и электронного автоматического устройства определения экспозиции, которыми оборудован микроскоп МБИ-15.
Проведенные экспериментальные исследования позволили установить что при обработке тонкопористого известняка сначала нефтью, а затем нефтяным битумом избирательная фильтрация компонентов нефтяного битума в минеральный материал отсутствует, поскольку поры и капилляры уже заполнены компонентами нефти.
Интенсивность процессов старения асфальтового вяжущего при
дисперсном асфальтобетона отработанными волокнистыми сорбентами была исследована с применением методов ИК-спектроскопии,
В качестве вяжущего, содержащегося в сорбентах была использована
смола сланцевых и каменноугольных фусов. Смола была получена
379
Перспективные материалы в строительстве и технике (ПМСТ-2014)
путем центрифугирования волокнистых сорбентов, использованных
для ликвидации разливов при авариях на фусохранилищах. В связи
с тем, что значительное влияние на старение органического вяжущего
имеют полуторные оксиды, содержащиеся в минеральных материалах,
исследовались смеси органических вяжущих с химически чистым оксидом железа. Инфракрасные спектры снимались при помощи двухлучевого спектрофотометра ИКС-29.
В ходе исследований были получены ИК-спектры сланцевых
фусов и смеси сланцевых фусов с оксидом железа. Анализ спектров
показал, что в спектре сланцевых фусов присутствуют широкие полосы поглощения, простирающиеся от 3000 до 3799 см–1, свидетельствующие о колебании свободных или ассоциированных групп OH
и подтверждающие наличие фенольных соединений [11]. В спектре
сланцевых фусов присутствуют также полосы поглощения при 1050
и 1100 см–1, связанные с валентными колебаниями групп C-OH. Исчезновение этих полос поглощения при переходе от «чистых» фусов
к их смеси с оксидом железа также можно объяснить активным взаимодействием карбоновых кислот с оксидом. В результате этого взаимодействия оксид железа нейтрализуется как катализатор старения
органического вяжущего. Для оценки влияния сланцевых фусов на
процессы старения, асфальтовое вяжущее, приготовленное путем
смешения нефтяного битума с оксидом железа, а также нефтяного битума с оксидом железа, модифицированного сланцевыми фусами,
подвергалось термическому старению при температуре 160 °С в течение 72 ч и производилась съемка инфракрасных спектров. В качестве
критерия оценки интенсивности старения была принята глубина карбонильного поглощения при 1600 см–1, свидетельствующая о наличии
ароматических соединений в смеси.
Анализ ИК-спектров показал, что смеси оксида железа и нефтяного битума характеризуются менее интенсивной полосой карбонильного поглощения, нежели смесь нефтяного битума и оксида, модифицированного сланцевыми фусами. Это свидетельствует о более высокой концентрации ароматических соединений в смеси нефтяного
битума и оксида железа, модифицированного сланцевыми фусами, что
можно объяснить замедлением процессов образования асфальтенов из
низкомолекулярных фракций нефтяного битума вследствие нейтрали380
Секция 2
зации полуторных окислов как катализаторов старения в ходе их
взаимодействия с фенолами.
Исследования, выполненные с применением методов ИК-спектроскопии, подтвердили, что при дисперсном армировании асфальтобетонных смесей отработанными волокнистыми сорбентами, предназначенными для сбора и локализации разливов углеводородного сырья,
возможна реализация двухстадийной технологии введения органических вяжущих. В результате ее реализации оксиды железа вступают
в реакцию с фенолами и карбоновыми кислотами смолы, и нейтрализуются как катализаторы старения нефтяных битумов. Это приводит
к увеличению концентрации ароматических соединений в адсорбционных слоях битума, которые становятся более эластичными при отрицательных температурах. Уменьшается трещинообразование дорожных
покрытий, чем обеспечивается увеличение их долговечности.
Таким образом с применением методов электронного парамагнитного резонанса, инфракрасной спектроскопии, люминесцентной
битумологии доказано, что при дисперсном армировании асфальтобетонных смесей волокнами из отработанных сорбентов, содержащих
регулируемое количество собранных нефтепродуктов, снижается избирательная фильтрация низкомолекулярных фракций нефтяного битума, улучшаются его свойства в адсорбционном слое. Это приводит
к снижению интенсивности старения асфальтового вяжущего, и, следовательно, к увеличению долговечности дорожных покрытий.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Акулич, А.В. Структура и свойства дисперсно-армированных асфальтобетонов : автореф. дис. ... канд. техн.наук. – Минск, 1987. – 17 с.
2. Гамеляк, И.П. Разработка методики конструирования дорожных одежд со
слоями из дисперсно армированных асфальтобетонов : автореф. дис. … канд. техн.
наук. – М. : Госдорнии, 1992. – 23 с.
3. Исследование влияния отходов стекловолокна и минерального порошка
из отработанных формовочных смесей на свойства дорожного асфальтобетона /
Я.Н. Ковалев [и др.] // Автомоб.трансп. и дороги. – Минск : Выш.шк., 1981. –
Вып. 8. – С. 73–78.
4. Мерзликин, А.Е. Испытания конструкций дорожных одежд для оценки эффективности применения дисперсно армированного асфальтобетона / А.Е. Мерзликин, И.П. Гамеляк // Конструирование, расчет и испытание дорожных одежд / Союздорнии. – 1990. – С. 17–25.
381
Перспективные материалы в строительстве и технике (ПМСТ-2014)
5. Соломатов, В.И. Структура и свойства дисперсно армированного асфальтобетона / В.И. Соломатов, А.В. Акулич // Повышение качества стр-ваавтомоб. дорог
в Нечерноземной зоне РСФСР: тез. докл. НТК. – Владимир, 1987. – С. 152.
6. Унгер, Ф.Г. Квантово-химические предпосылки возникновения и существования смолисто-асфальтеновых веществ в нефтеподобных объектах / Ф.Г. Унгер,
Л.Н. Андреева // Проблемы и достижения в исследовании нефти. – Томск : ИХН СО
РАН, 1990. – С. 100–117.
7. Вертц, Дж. Теория и практические применения метода ЭПР : [пер. с англ.] /
Дж. Вертц, Дж. Болтон. – М. : Мир. – 368 с.
8. Железко, Е.П. О кинетике образования и рекомбинации свободных радикалов в битумах / Е.П. Железко, Б.Г. Печеный / Союздорнии. – 1970. – Вып. 46. –
С. 137–142.
9. Унгер, Ф.Г. Фундаментальные аспекты химии нефти. Природа смол и асфальтенов / Ф.Г. Унгер, Л.Н. Андреева / Институт химии нефти СО РАН. – Новосибирск : Наука. Сибирская издательская фирма РАН, 1995. – 192 с.
10. Флоровская, В.Н. Люминесцентная микроскопия битуминозных веществ /
В.Н. Флоровская, Л.И. Овчинникова. – М. : Изд-во Моск. ун-та, 1970. – 80 с.
11. Белами, Л. Новые данные по ИК-спектрам сложных молекул : [пер.
с англ.] / Л. Белами. – М. : Мир, 1971. – 319 с.
382
Секция 2
УДК 624.21.014
ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ
СТАЛЕАЛЮМИНЕВЫХ КОНСТРУКЦИЙ
В МОСТОСТРОЕНИИ
Р.А. Гросу
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: grosu94@inbox.ru
Аннотация. Совершенствование конструкций путем одновременного
применения нескольких видов материалов, например различные по прочности марок сталей и сплавов, позволяет получить экономию металла до 20 %
при одновременном снижением стоимости на 10 %. Весьма выгодной в этом
отношении является сталеалюминевые конструкции, применяемые в настоящее время в машиностроении, мостостроении, промышленности и гражданском строительстве и т. д.
Ключевые слова: мостостроение; сталеалюминевые сплавы; система
легирования.
Достоинства того или иного вида компоновки материалов определяется тремя группами показателей:
I группа – прочность, характеризующаяся показателем удельной
прочности
R Ri / M ,
(1)
где Ri – прочность стали элементов соединения; γМ – объемный вес стали.
Величина Rγ является конструктивной характеристикой материала конструкции и дет ориентировку при выборе новых материалов
для несущих элементов.
II группа – показатель удельной жесткости
Е Е / М ,
(2)
характеризующие возможность применения новых конструктивных
форм из набора материалов различной прочности.
III группа – технико-экономические показатели.
383
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Анализ конструктивных характеристик и исследование основных принципов проектирования бистальных конструкций с учетом
требований трех групп, разработка новых конструктивных форм и направлений, их опытное проектирование и внедрение является важнейшими задачами снижения металлоемкости конструкций. Так например, расширение области применения алюминиевых сплавов в металлических конструкциях по принципу компоновки бистальных
сечений или биметаллических плакированных сечений или биметаллических плакированных элементов значительно улучшены показатели долговечности, хладнокровности конструкций.
Современные способы сварки, в том числе плазменная и лазерная, позволяют сваривать листовой и профильный алюминиевые сплавы с металлом различной прочности. Для листовых сварных конструкций следует рекомендовать сплавы Д 16Т, АМг 6, АМг 61, АМг 4.
Наиболее острой является проблема непосредственной (без биметаллических прокладок) сварки сталей с алюминиевыми сплавами,
а также с нержавеющими сталями. Внедрение в строительство лазерной и плазменной сварки решает эту проблему. Не менее перспективным методом производства биметаллов является соединение слоев
в процессе совместной пластической деформации. Регулируя температуру и режим деформирования на всех стадиях изготовления, можно
получить надежное соединение.
При конструировании биметаллов необходимо учитывать следующие условия:
1. Коррозионная стойкость должна обеспечить отсутствие значительной коррозии его при длительной эксплуатации.
2. Прочность и вязкость биметалла должны соответствовать условиям нагружения материала конструкции и условиях эксплуатации.
3. Соединение слоев должно быть таким, чтобы не произошло
расслоение его при эксплуатации.
В настоящее время в строительстве мостов в сравнительно
больших объемах применяются различные алюминиевые сплавы. Быстрый рост производства и снижение себестоимости алюминия в значительной мере способствует созданию конструкций из алюминиевых
сплавов. Предпосылки для широкого применения алюминиевых сплавов в конструкциях является также и то, что сырьевая база для алю384
Секция 2
миния шире, чем для железа: в Земной коре сдержится 7,5 % алюминия и 4,5 % железа.
Алюминий в чистом виде имеет сравнительно низкие механические показатели, поэтому в мостостроении используются его сплавы
с медью, магнием и другими химическими элементами. Современные
алюминиевые сплавы делятся на две большие категории:
1. Литейные сплавы – имеют в своем составе 90–95 % алюминия, остальное составляют добавление меди, кремния, магния, марганца, цинка, никеля и железа; не упрочнённые термически. Они отличаются высокими показателями пластичности, умеренной прочностью, хорошими антикоррозийными свойствами и свариваемостью.
2. Сплавы, обрабатываемые давлением и термически упрочнённые, в состав которых входят добавки марганца, меди, хрома и магния. Повышение механических свойств сплавов, обрабатываемых давлением, достигается, присадкой к чистому алюминию других элементов (магний, марганец, медь и др.).
Посредством термической обработки, состоящей из нагревания
и последующего охлаждения, происходит значительное повышение
механических характеристик алюминиевых сплавов. Поэтому в мостостроении используются только упрочнённые алюминиевые сплавы.
Характеристика деформируемых алюминиевых сплавов.
1. Механические свойства сплавов.
Сплав АМгП – полунагартованный. Хорошо сопротивляется
коррозии. Предназначен для кровельных настилов, обшивок стен
и оконных и фонарных переплетов. Хорошо сваривается.
Сплав АМгМ – отожженный. Предназначается для электродов,
идущих на сварку сплавов АМгП и АМгМ. Механические показатели
относятся также к сплаву АМгП в зоне сварного шва.
Сплав АМг 6ТМ – отожженный. Предназначается для несущих
сварных конструкций. В агрессивных условиях плохо сопротивляется
коррозии и требуется защитного покрытия.
Сплав АМг 5n – прутки и проволока в исходном состоянии.
Предназначается для электродов, идущих на сварку сплава АМг 6ТМ,
и для болтов в соединениях сплавов группы АМг.
Сплав АВТ 1 (авиаль) – термообработанный с искусственным
старением. Хорошо сопротивляется коррозии. Допускает клепку
385
Перспективные материалы в строительстве и технике (ПМСТ-2014)
и сварку. Предназначается для несущих конструкций, заклепок
и болтов.
Сплав Д 16Т (дюралюминий) – термообработанный с естественным старением.
Для защиты от коррозии требуется покрытие. Предназначается
для клепаных несущих конструкций и болтов для них.
В таблице систематизированы наиболее распространенные деформируемые сплавы с краткой характеристикой основных свойств
присущих для каждой системы. Маркировка дана по ГОСТ 4784–97
и международной классификации ИСО 209-1.
Характеристика деформируемых сплавов
Характеристика
Система
Маркировка
Примечания
сплавов
легирования
Сплавы упрочняемые давлением (термонеупрочняемые)
АД 0
1050А
Техн. алюТакже АД,
Сплавы низкой прочноминий без
А
5, А 6, А 7
АД
1
1230
сти и высокой пластичлегирования
ности, свариваемые,
АМц
3003
Также
коррозионносойкие
Al – Mn
ММ
(3005)
Д 12
3004
Также
АМг 2
5251
Сплавы средней прочАМг 0.5,
АМг 3
5754
ности и высокой плаAl – Mg
АМг 1,
стичности, сваривае(Магналии)
АМг 1.5,
АМг 5
5056
мые, коррозионносойкие
АМг 2.5,
АМг 6
–
АМг 4 и т.д.
Термоупрочняемые сплавы
АД 31
6063
Сплавы средней прочAl-Mg-Si
Также
АД
33
6061
ности и высокой пла(Авиали)
АВ (6151)
стичности свариваемые
АД 35
6082
Д1
2017
Сплавы нормальной
Al-Cu-Mg
Также В 65,
Д 16
2024
прочности
(Дюрали)
Д 19, ВАД 1
Д 18
2117
1915
7005
Свариваемые сплавы
Al-Zn-Mg
нормальной прочности
1925
–
386
Секция 2
Окончание таблицы
Характеристика
сплавов
Система
легирования
Термоупрочняемые сплавы
Высокопрочные сплавы
В 95
–
Al-Zn-Mg-Cu
Al-Cu-Mg-NiАК 4-1
–
Fe
Жаропрочные сплавы
1201
2219
Al-Cu-Mn
АК 6
–
Ковочные сплавы
Al-Cu-Mg-Si
АК 8
2014
Маркировка
Примечания
Также В 93
Также АК 4
Также Д 20
В нашей стране разработаны новые высокопрочные свариваемые
алюминиевые сплавы 1935В и 1975, которые расширяют возможности
конструкторов и при этом обеспечивают σв ≥ 500 МПа и σ0,2 ≥ 450 МПа.
Сплав 1975 специально разработан для несущих строительных конструкций. Сплав хорошо сваривается, коэффициент ослабления сварного соединения при дуговой сварке плавлением составляет 0,8–0,95. Основной
металл и сварное соединение отличаются высокой коррозионной стойкостью, пластичностью и высоким сопротивлением усталости.
2. Применение алюминиевых сплавов.
Расчеты конструкций из алюминиевых сплавов на прочность аналогичных сплавов на прочность аналогичны расчетам стальных конструкций, так как исходя из предположения изотропности материала. Пониженный модуль упругости требуется для алюминиевых сплавов выбора системы несущих конструкций, обеспечивающих возможно малые
прогибы (неразрезные балка, арки и т. д.), а также развитие сечений
элементов, подбираемых по деформациям или рассчитываемых на устойчивость. Сечения при этом получаются тонкостенными, требующими большего внимания к вопросам обеспечения местной устойчивости,
чем компактней сечения стальных конструкций.
3. Уникальными свойствами алюминия и его сплавов.
Низким удельным весом, составляющим около трети удельного
веса сталей.
Высокой удельной прочностью, которая превосходит аналогичные показатели бетона и стали.
387
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Превосходной коррозионной стойкостью, даже при воздействии
неблагоприятных атмосферных осадков и химических дорожных реагентов. Алюминиевые конструкции, в отличие от стальных, не нуждаются в окраске при сооружении и эксплуатации мостов.
Высокими показателями по вязкости разрушения.
Практически абсолютной холодостойкостью при сверхнизких
температурах, ниже –70 °С.
Повышенной сейсмостойкостью, продиктованной уменьшением
веса конструкций и более высокими демпфирующими характеристиками при сравнительно низких значениях модуля Юнга.
Лёгкостью прессуемости, которая позволяет получать профиля
практически любой необходимой формы, которая необходима для
обеспечения оптимального распределения металла по участкам с наиболее высокими нагрузками.
Возможность производства широких крупногабаритных конструкций требуемой длины, что позволяет выполнять сборку мостовых
конструкций на специализированных полигонах с последующей доставкой непосредственно на строительную площадку, что в значительной степени сокращает сроки строительства мостовых переходов.
Высокой доходностью утилизации с минимальными потерями
металла после завершения жизненных циклов мостов.
Высокой отражательной способностью, позволяющей использование при воздействии высоких температур.
Общая стоимость строительных и эксплуатационных расходов
моста из алюминиевых сплавов меньше чем стальных.
Отрицательные характеристики:
Малое значение модуля упругости, который почти в три раза
ниже, чем у стали, обуславливает увеличение деформаций при воздействии временных нагрузок.
Высокое линейное расширение.
Необходимость осуществления дополнительных охранных мероприятий в связи с тем, что цветные металлы являются объектами
возможных хищений.
4. Причины, обуславливающие ограниченное применение алюминия и его сплавов в мостостроении.
Недостаточный объём изучения свойств и характеристик алюминия и алюминиевых сплавов в высших учебных заведениях, приво388
Секция 2
дящий к недостаточной степени квалификации по этим материалам
инженеров-мостовиков.
Отсутствие нормативных документов на проектирование мостовых алюминиевых конструкций. Выпущенные СП 128.13330.2012,
являющиеся актуализированной редакцией СНиПа 2.03.06–85, не распространяется на проектирование и строительство мостов.
Недостаточная изученность осуществления соединения профилей в единое целое.
Некорректность выполнения экономических расчётов, без комплексного учёта затрат на строительство, эксплуатацию и последующую утилизацию мостовых конструкций. Зачастую строительство
и эксплуатация мостовых переходов осуществляется различными министерствами из разных бюджетных источников, при этом анализ общей стоимости моста вообще не выполняется.
5. Немного истории применения алюминиевых сплавов в мостостроении.
Впервые применение конструкций из алюминиевых сплавов
применили в США, где в 1933 г. при реконструкции балочного Смитфилдского моста в городе Питсбурге стальная проезжая часть была
заменена алюминиевой. Замена стальных конструкций на алюминиевые была впоследствии выполнена ещё на целом ряде мостов. В основном это были мосты, имеющие историческое значение, на которых
требовалось увеличение грузоподъёмности и ширины проезда с сохранением внешнего вида. Целесообразной, в целом ряде случаев,
оказалась замена стальных конструкций алюминиевыми при реконструкции мостов, в условиях, когда большая интенсивность движения
по ним не позволяла закрытие проезда на длительное время. Примером этого может служить выполненное расширение моста в Айова, на
котором было необходимо обеспечить вместо двух полос движения
четыре. Вариант применения железобетонного мостового полотна потребовал бы замены стальных конструкций и усиления главных балок.
Срок выполнения работ, при необходимости соблюдения времени выдержки бетона, составил бы около одного года. Применение конструкции алюминиевого полотна позволило выполнить расширение
проезжей части в течение одного месяца. Мосты из алюминиевых
сплавов со сплошной стенкой пролётами до 30 м, со сквозными фер389
Перспективные материалы в строительстве и технике (ПМСТ-2014)
мами – до 55 м, арками – до 90 м. Запроектированы мосты с перекрытием пролётом в 160 м. В России с применением алюминиевых сплавов были построены в 1959 и 1963 г. два железнодорожных моста.
В 1969 г. был построен в Санкт-Петербурге Коломенский мост, который является первым в Европе мостом, построенным из алюминия.
6. Перспективы строительства мостов из алюминиевых сплавов.
Накопленный опыт строительства мостов с использованием
алюминиевых сплавов показывает их безусловную целесообразность.
Алюминий наиболее подходящий материал в области мостостроения для сооружения:
– разводных мостов;
– средних пролётов пешеходных мостов;
– мостов под автодорожную нагрузку пролётами более 100 м;
– проезда автодорожных мостов;
– барьерных и ограждающих конструкций;
– гофрированных труб;
– опалубки многоразового использования для изготовления конструкций;
– специальных подъёмно-транспортных конструкций;
– различных порталов над проезжей частью, предназначенных
для размещения указателей, дорожных знаков, светофоров.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Строительство конструкций из высокопрочных сталей и алюминиевых
сплавов / под ред. Р.С. Флорова.
2. Попов, С.А. Проектирование сооружений из алюминия / С.А. Попов. – Госстройиздат.
3. Исследование долговечности и экономичности искусственных сооружений.
4. Картопольцев, В.М. Бистальные и бистале-железобетонные балки /
В.М. Картопольцев.
5. Межвузовский тематический сборник трудов.
6. Металловедение и термическая обработка металлов. – 2005. – № 8 (602). –
С. 30–35.
390
СЕКЦИЯ 3
СВОЙСТВА, СТРУКТУРА
И ФАЗОВЫЕ ПРЕВРАЩЕНИЯ КОНСТРУКЦИОННЫХ
МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
ПРИ РАЗЛИЧНЫХ ЭНЕРГЕТИЧЕСКИХ
ВОЗДЕЙСТВИЯХ, СТРУКТУРА
И СВОЙСТВА УЛЬТРАМЕЛКОЗЕРНИСТЫХ
И НАНОМАТЕРИАЛОВ
УДК 669.017, 539.4
РЕНТГЕНОСТРУКТУРНЫЙ АНАЛИЗ
ОБЛАСТЕЙ ПЕРЕОРИЕНТАЦИИ, ФОРМИРУЮЩИХСЯ
В [111]-МОНОКРИСТАЛЛАХ АЛЮМИНИЯ ПРИ СЖАТИИ
И.В. Беспалова1, Л.А. Теплякова2
1
Казахский национальный технический университет им. К.И. Сатпаева,
г. Алматы, Казахстан,
2
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: besiv@mail.ru
Аннотация. Представлены результаты кристаллогеометрическогоанализа картины сдвига, формирующейся на боковых гранях монокристалла
алюминия при сжатии вдоль направления [ 111] . Выявлены основные особенности сдвиговой деформации в [ 111] -монокристаллах алюминия. Идентифицированы типичные элементы деформационного рельефа и установлены
места их локализации. Методом лауэграмм на макроуровне установлено возникновение изгиба кристаллической решетки. Результаты рентгеноструктурного исследования сопоставлены с картиной сдвига.
Ключевые слова: монокристалл алюминия; элементы деформационного рельефа; макрофрагментация сдвиговой деформации; локализация деформации; изгиб кристаллической решетки.
В настоящее время систематические исследования пространственной организации сдвиговой деформации на макроуровне выполнены
391
Перспективные материалы в строительстве и технике (ПМСТ-2014)
на симметрично ориентированных монокристаллах алюминия [1–5].
В этих исследованиях экспериментально установлен факт протекания
макрофрагментации сдвиговой деформации практически с самого начала пластического течения. Выявлено, что первичная макрофрагментация сдвига обусловлена неоднородностью скольжения по равнонагруженным октаэдрическим плоскостям. На макроуровне неоднородность
скольжения является причиной появления изгибов кристалла, как правило, в стыках соседних макрофрагментов с несимметричным скольжением [2, 4]. Как было установлено в [6, 7] при последующем деформировании в областях изгиба могут образовываться дискретные границы
разориентации.
В настоящей работе представлены результаты рентгеноструктурного анализа деформированного [ 111 ]-монокристалла.
Рассмотрены [ 111 ]-монокристаллы алюминия c ориентацией боковых граней (110) и (112) . При этой ориентировке монокристалла
равнонагруженными являются три октаэдрические плоскости скольжения (рис. 1, а). При этом для каждой из них в объеме монокристалла
выделяются объемы облегченного сдвига (ОСС) (рис. 1, б–г). Образцы
имели форму параллелепипеда с линейными размерами (3×3×6) мм3.
Деформация осуществлялась сжатием до небольших степеней деформации ( 0,1) при комнатной температуре со скоростью 610–4 с–1.Для
исследования картины деформационного рельефа использовали оптический микроскоп МИМ-10 и растровый электронный микроскоп TeslaBS-301. Для воссоздания пространственной организации сдвига
в объеме монокристалла (моакоуровень) картину деформационного
рельефа исследовали на всех его свободных гранях. Внутреннюю
структуру монокристаллов после деформации их сжатием исследовали
рентгеностуктурным методам – съемка лауэграмм.
Деформационный рельеф. На рис. 2 представлены схемы картин деформационного рельефа, сформированного в результате сжатия
монокристалла на всех его свободных гранях после деформации до
= 0,06 (рис. 2, I–IV). Анализ совокупного деформационного рельефа
показал, что в [ 111 ]-монокристаллах алюминия с начала пластической деформации происходит макрофрагментация и макролокализация деформации. Об этом свидетельствует формирование в объеме
392
Секция 3
образца систем макрополос деформации различного типа (рис. 2, а–г).
При = 0,06 границы полос деформации, как правило, отклонены от
выхода ближайшей из равнонагруженных октаэдрических плоскостей
на углы 5–6°. В сечениях наиболее крупных полос деформации гранями образца, наблюдаются следы сдвига и деформационные складки,
перпендикулярные полосам (рис. 2, а, б). Системы перпендикулярных
складок встречаются и вне полос (рис. 2, II в нижней части образца
и рис. 2, IV в верхней части). По-видимому, образованы по механизму
полос сброса. Особенностью картины деформационного рельефа
в [ 111 ]-монокристаллах является то, что большая часть (70–80 %) поверхности граней занята не системами следов октаэдрического сдвига,
что типично для монокристаллов алюминия других ориентировок
[1–5], а системами мелких деформационных складок, напоминающих
бугорки (рис. 2, д).
а
б
в
г
Рис. 1. Кристаллогеметрическая схема ориентации равнонагруженных октаэдрических плоскостей и направлений в [ 111 ]-монокристалле (а); расположение ОСС для семейств плоскостей (111) , (11 1) и (1 11) (б–г)
Кроме того, на каждой грани (112) (рис. 2, I и III)вблизи вершин образца выделяется по одной области изгиба. Внутренняя структура областей изгиба(на гранях) представляет собой систему следов
сдвига и деформационных складок, приблизительно параллельных
выходу плоскости (11 1) .
393
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а
в
г
б
д
Рис. 2. Схема макрорельефана боковых гранях [ 111 ]-монокристалла: снимки
различных типов макрополос (а–г) и участок грани с мелкими деформационными складками (д)
Рентгеноструктурный анализ деформированного [ 111 ]-монокристалла. В работе были проведены съемки лауэграмм областей
монокристалла [ 111 ]-монокристалла, деформированного до = 0,06.
Съемка проводилась в трех взаимно перпендикулярных направлениях
(монокристалл просвечивался насквозь). На рис. 3 отмечены участки
образца, на которые направлялся рентгеновский луч, и полученные
в результате лауэграммы. Хорошо заметен астеризм пятен лауэграмм,
что свидетельствует о возникновении в деформированном монокри394
Секция 3
сталле непрерывных разориентировок. Рассмотрим результаты расшифровки и анализа лауэграмм, полученных в трех взаимно перпендикулярных направлениях луча к поверхности граней монокристалла.
а
б
д
в
е
г
ж
Рис. 3. Лауэграммы, полученные при облучении [111] -монокристалла ( = 0,06),
перпендикулярно: торцу (а); грани (112) (б–г) и грани (110) (д–ж)
1. В результате расшифровки лауэграммы, снятой при облучении вдоль оси сжатия монокристалла, установлено, что в совокупную
картину пятен лауэграммы (рис. 3, а) вносят вклад два семейства
плоскостей, а именно: (111) и (9.9.10) . Угол между нормалями
к этим плоскостям составляет 3°. Измерение радиальной разориентировки по размытию пятен на рассматриваемой лауэграмме (рис. 3, а)
дает результат от 2 до 6°.
395
Перспективные материалы в строительстве и технике (ПМСТ-2014)
2. Лауэграммы, полученные при съемке в трех участках образца
вдоль направления [112] (рис. 3, б–г), оказались подобными. Их расшифровка показала, что перпендикулярно рентгеновскому лучу располагается только семейство плоскостей (112) . Большинство пятен
обсуждаемых лауэграмм (рис. 3, б) свидетельствуют о радиальныхразориентировках в 2–3°.
3. И наконец, лауэграммы, полученные с разных участков грани
(110) при последовательной съемке вдоль направления 110 приведены на рис. 3, д–ж. Видно, что лауэграммы снятые с верхней и средней
части образца подобны и при расшифровке дают плоскости (110)
(рис. 3, д, е). Расшифровка лауэграммы, снятой вблизи торца (рис. 3, ж)
показала, что основной вклад в картину пятен на лауэграмме дают
плоскости (10.7.1) . Угол между нормалью к этой плоскости и к плоскости грани (110) равен 11°.
Полученные результаты подтверждают сделанный выше по картине следов сдвига вывод о формировании в [ 111 ]-монокристалле при
деформации области изгиба кристаллической решетки. Формирование
областей изгиба с самого начала пластической деформации может быть
связано как с неоднородностью напряженного состояния, обусловленной прямоугольной формой монокристаллического образца [8], так
и с наличием в [ 111 ]-монокристаллах для семейств равнонагруженных
окатаэдрических плоскостей объемов стесненного сдвига.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Теплякова, Л.А. Локализация сдвига при деформации монокристаллов алюминия с ориентацией оси сжатия 001 / Л.А. Теплякова, Д.В. Лычагин, Э.В. Козлов //
Физическая мезомеханика. – 2002. – Т. 5. – № 6. – С. 49–55.
2. Эволюция деформационного рельефа монокристаллов алюминия с осью
сжатия 001 / Д.В. Лычагин, Л.А. Теплякова, Р.В. Шаехов [и др.] // Физическая мезомеханика. – 2003. – Т. 6. – № 3. – С. 75–83.
3. Теплякова, Л.А. Закономерности макролокализации деформации в монокристаллах алюминия с ориентацией оси сжатия [110] / Л.А. Теплякова, Д.В. Лычагин,
И.В. Беспалова // Физическая мезомеханика. – 2004. – Т. 7. – № 6. – С. 63–78.
4. Теплякова, Л.А. Особенности пространственной организации сдвига на макроуровне в 111-монокристаллах алюминия / Л.А. Теплякова, Д.В. Лычагин,
И.В. Беспалова // Физическая мезомеханика. – 2006. – Т. 9. – № 2. – С. 63–71.
396
Секция 3
5. Теплякова, Л.А. Закономерности организации сдвиговой деформации
в 001-монокристаллах алюминия с боковыми гранями 100 при сжатии / Л.А. Теплякова, И.В. Беспалова, Д.В. Лычагин // Физическая мезомеханика. –2006. – Т. 9. –
№ 5. – С. 77–84.
6. Теплякова, Л.А. Формирование масштабно-структурных уровней локализации пластической деформации в металлических монокристаллах. I. Макроуровень /
Л.А. Теплякова, Э.В. Козлов // Физическая мезомеханика. – 2005. – Т. 8. – № 6. –
С. 57–66.
7. Беспалова, И.В. Рентгеноструктурное исследование областей переориентации деформированных [1 12] -монокристаллов алюминия / И.В. Беспалова, Л.А. Теплякова, Т.С. Куницына // Вестник. Серия физическая. – Алматы : КазНУ, 2009. –
№ 1. – С. 128–131.
8. Губкин, С.И. Пластическая деформация металлов. Т. 1 / С.И. Губкин. – М. :
Металлургия, 1961. – 376 с.
397
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 539.3
ОЦЕНКА ДОЛГОВЕЧНОСТИ
МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ КОНСТРУКЦИЙ
С ИСПОЛЬЗОВАНИЕМ МЕТОДА АКУСТИЧЕСКОЙ ЭМИССИИ
С.В. Пономарев, С.В. Рикконен, А.В. Азин, А.К. Каравацкий,
Н.Н. Марицкий, С.А. Пономарев
Научно-исследовательский институт прикладной математики и механики
Томского государственного университета, г. Томск, Россия
E-mail: antonazin@mail.ru
Аннотация. Метод акустической эмиссии является наиболее эффективным методом неразрушающего контроля элементов строительных конструкций. В работе рассматривается расширенное применение метода акустической эмиссии для моделирования поврежденности и оставшегося ресурса
эксплуатации строительных конструкций, в том числе из высокопластичных
металлов. Проводится моделирование накопления повреждений для прогнозирования долговечности с применением метода акустической эмиссии.
Ключевые слова: долговечность; строительные конструкции; метод неразрушающего контроля; акустическая эмиссия; прогнозирование разрушения.
Введение
Современная тенденция в строительной промышленности устанавливает определенные требования к используемым материалам.
Требуется строить больше, быстрее и дешевле. Для этого используют
специальные материалы, прочность и долговечность которых является
основным показателем для применения. Технология акустической
эмиссии является наиболее практичным способом для определения
этих параметров.
Разработка достоверного метода прогнозирования срока эксплуатации и оставшегося ресурса является наиболее важной задачей
в современной строительной промышленности.
Материалы, используемые для изготовления конструкций, могут
содержать дефекты, которые становятся концентраторами напряжения
и, как следствие, в процессе использования становятся очагами разрушения. Целостность строительной конструкции может быть нарушена,
398
Секция 3
внезапно выведена из строя единица техники, а в результате – аварии
и человеческие жертвы. Решаются данные проблемы за счет эффективного контроля качества комплектующих как на этапе производства, так
и на этапе монтажа оборудования и в процессе обслуживания, что позволяет повысить не только конкурентоспособность, но и минимизировать риск потребителей.
Наличие наружных и внутренних дефектов различного вида
обусловливает сложность выбора эффективных методов неразрушающего контроля (МНК) строительных конструкций. При выполнении работ применяются следующие МНК: оптические методы неразрушающего контроля (в т. ч. визуальный осмотр); метод пластической
деформации; метод упругого отскока; метод отрыва со скалыванием
и скалывания ребра конструкции; ультразвуковой метод определения
прочности; метод акустической эмиссии; метод ударного импульса.
Традиционно для дефектоскопии материалов используется
ультразвуковой метод, который позволяет, преимущественно, обнаруживать крупные дефекты типа несплошностей, расслоений, нарушения адгезии и используется на этапе входного контроля полуфабрикатов и изделий. В то же время, весьма часто, дефекты зарождаются
в процессе эксплуатации и имеют крайне малый размер, поэтому актуальным является разработка новых или адаптация существующих
методов неразрушающего контроля, способных выявлять дефекты такого рода (и размера). Перспективным методом для выявления формирующихся несплошностей в процессе нагружения (эксплуатации)
является метод акустической эмиссии (АЭ). Сигналы АЭ, излучаемые
материалом в процессе нагружения (разрушения), могут нести информацию о размере трещин, скорости их роста, позволяя решать задачу
раннего обнаружения разрушения материла и прогнозирования оставшегося срока эксплуатации.
Несмотря на то, что акустические методы позволяют получить
количественную оценку развития деформационных процессов в объеме нагруженного материала, требуется подтверждение корректности интерпретации полученных результатов. В результате, за счет совместного использования метода тензометрии, АЭ и оптического
метода измерения деформации предоставляется возможность оценить
интегральную и локальную деформацию в нагруженном образце и за399
Перспективные материалы в строительстве и технике (ПМСТ-2014)
регистрировать излучение упругих (акустических) волн, сопровождающих процессы разрушения.
Выделим три основных подхода связи АЭ с параметрами разрушения материала. Сущность первого подхода заключается в диагностике стадий разрушения по положению особых точек (локальных экстремумов и переломов) потока актов АЭ (рис. 1, а). При измерении концентрации дефектов при пластическом деформировании материалов
в процессе силового воздействия одновременно регистрируются количество актов акустической эмиссии Na и остаточная деформация ε. После чего по зависимости параметров акустической эмиссии от остаточной деформации определяется точка начала развития дефектов, деструкционная компонента деформации εd и концентрация дефектов [2].
Аналогичный подход освещен в [3], где диаграмма накопления акустических импульсов связывается со временем статического деформирования (степени деформирования) для определения основных стадий деформирования (рис. 3) и для оценки предела длительной прочности.
а
б
в
г
Рис. 1. Связь параметров акустической эмиссии с параметрами разрушения
материалов:
а – характерная зависимость N a f ( r1/ 2 ) и схема определения точки
деструкции D и деструкционной компоненты остаточной деформации;
б – графики изменения инвариантных соотношений в процессе нагружения образца стали 95Х18, крестиком показан момент разрушения; в –
спектр пуассоновского процесса в зависимости от длительности его событий; г – аппроксимация спектра АЭ
Сущность второго подхода заключается в диагностике стадий
деформации по энергетическим и временным параметрам акта АЭ [4].
400
Секция 3
Метод основан на том, что спектр АЭ представляет собой спектр пуассоновского потока коротких упругих импульсов. Вследствие этого
удается оценить полную мощность АЭ W во всей полосе частот по
спектральной плотности, измеренной в ограниченной от f1 до f2 полосе. Это дает возможность определить полную среднюю энергию, приходящуюся на один акт АЭ. Известно, что нормированная на единичную площадь спектральная плотность G(f) пуассоновского потока актов АЭ длительностью τa во всей (0…∞) полосе частот имеет
следующий вид (рис. 1, в):
G ( f ) 4 a (1 4 2 f 2 a 2 ) .
(1)
Экспериментально оценивается средняя длительность акта АЭ
τa, накладывая графики зависимости (1) на экспериментальные точки
спектра АЭ G*(f) (рис. 1, в и г) и подобрав параметр τa. Далее, приравняв мощности измеренного W* и аппроксимирующего W** процессов
в полосе от f1 до f2, получим оценку средней энергии акта АЭ Ea во
всей полосе частот и длительности акта АЭ τa от деформации и степени накопления повреждений, по этим параметрам можно идентифицировать стадии деформации материала.
Суть третьего подхода заключается в диагностике деструкции
материалов методом инвариантов АЭ. В силу случайного характера
потока микроповреждений, на некоторых стадиях деформации и разрушения твердых тел можно найти устойчивые (инвариантные) соотношения I *p inv между регистрируемыми параметрами АЭ. Тогда,
появление отклонений регистрируемых значений Ip этих соотношений
от их инвариантных значений Ip* может служить критерием перехода
на следующую стадию деформации или разрушения (рис. 1, б) [5].
Также существует методика [6], в которой инвариант будет равен не
постоянному значению, а некоторой линейной зависимости.
Из трех подходов использования параметров метода акустической эмиссии для оценки повреждаемости материала выбран первый
подход. Объективность выбора формулируется следующими факторами: по количеству событий акустической эмиссии легко отслеживать степень поврежденности материала, используя зависимость
N a f ( r1/2 ) ; спектральный состав АЭ претерпевает наибольшие ис401
Перспективные материалы в строительстве и технике (ПМСТ-2014)
кажения в процессе распространения и приема сигналов, поэтому во
второй подход вносятся дополнительные соотношения о восстановлении спектрального состава, что влияет на оперативность получаемых
данных; по третьему подходу - есть возможность определить начало
разрушения материала, но нельзя определить степень поврежденности.
Моделирование поврежденности и прогнозирование
срока эксплуатации металлических элементов
строительных сооружений
Учет поврежденности в определяющих соотношениях
В настоящее время при практических расчетах учет накопления
повреждений в определяющих соотношениях (2) реализован через выражение (3):
σ = ε;
(2)
σ = (1 − ω)σ,
(3)
где – тензор текущих напряжений; Е – матрица материальных констант; – тензор деформаций; – мера поврежденности (изменяется
в пределах от 0 до 1, 1 – соответствует разрушению); σ – тензор напряжений, подсчитанный для данных условий нагружения в отсутствие повреждений. Выбор данного соотношения диктуется как простотой определения параметров модели, так и приемлемой точностью [7].
Определение вида функции повреждаемости
Для определения состояния материала в текущий момент и прогнозирования оставшегося срока эксплуатации введем функцию поврежденности материала следующим образом (0 – отсутствие повреждений, 1 – разрушение материала):
ω=
∗
,0 ≤ ω < 1,
(4)
где NA – количество АЭ импульсов при тестовом нагружении (нагружение с заданной амплитудой нагрузок или деформаций); NA* – количество АЭ импульсов, соответствующее разрушению материала.
Метод АЭ широко применяется для диагностики конструкций
из сталей, бетонов, что отражено во многих работах [1]. Результаты
402
Секция 3
проведенной работы показали, что метод прогнозирования оставшегося ресурса и срока эксплуатации с использованием АЭ применим не
только для классических конструкционных материалов (сталей и бетонов), но и для мягких металлов и их сплавов (на примере оловянносвинцовых припоев и алюминиевых сплавов).
Для отработки метода АЭ и определения вида функции поврежденности материала проведена серия экспериментов по регистрации
акустических сигналов при помощи установки АЭ Micro2 digital AE
system при деформировании образцов материалов для получения диаграмм накопления акустических сигналов от развивающихся дефектов
в процессе деформирования, определения точности метода, параметров модели накопления повреждений и момента зарождения дефектов
в процессе механического воздействия. На основании анализа результатов проведенных экспериментов построен график накопления акустических импульсов, возникающих при развитии дефектов, в зависимости от деформаций образца сплава (на примере припоя ПОС-61)
(рис. 2, а). Кроме того приведены данные по накоплению акустических сигналов в процессе деформирования конструкционной стали
и алюминиевого сплава (рис. 2, б и 3) [8].
а
б
Рис. 2. Накопление АЭ импульсов в зависимости от деформации ε1/2 для образцов припоя (а); зависимости скорости счета АЭ N и напряжения σ
от деформации ε при растяжении образцов из алюминиевого сплава
7075-Т6 (б):
1 – Экспериментальные данные, 2 – аппроксимирующая кривая
403
Перспективные материалы в строительстве и технике (ПМСТ-2014)
̇ и суммарного числа
Рис. 3. Диаграммы изменения интенсивности сигналов аэ
импульсов АЭ Nаэ в зависимости от времени деформирования при статическом растяжении образца из стали 19Г
Представленная на рис. 2, а и 3 экспериментальная кривая для
образцов припоя с погрешностью не более 3 % аппроксимируется соотношением (5):
( ) = 1 th
2( − 0) + 1 ,
=ε
/
,
(5)
где N – количество импульсов акустических сигналов; ε – деформация;
А1, А2, х0 – параметры модели; th – функция гиперболического тангенса.
Таким образом, использование технологии АЭ позволяет получить корректные результаты в виде обнаружения роста дефекта (как
конкретного события, так и зависимостью количества импульсов от
времени) до момента разрушения образцов, на основании которых
определяются параметры функции поврежденности, позволяющей
достоверно определить оставшийся ресурс эксплуатации исследуемого объекта и связь между напряжениями и деформациями с учетом
накопленных повреждений.
Предложенный метод прогнозирования срока эксплуатации
и оставшегося ресурса жизни объекта исследования заключается
в следующем: готовое изделие, предварительно закрепив на нем датчики АЭ, подвергают тестовому нагружению, в течение которого снима404
Секция 3
ют АЭ данные. Соотнеся зарегистрированное количество АЭ импульсов при тестовом нагружении, мы определим точку на диаграмме, приведенной на рисунке 2, и определим текущую деформацию, соответствующую диаграмме деформирования материала. Погрешность определения данной точки складывается из погрешностей нагружающего
устройства, регистрации АЭ сигналов и аппроксимации. В итоге, суммарная погрешность прогнозирования степени поврежденности и прогнозирования оставшегося ресурса жизни не превышает 9 % [7].
Заключение
Исследование на прочность строительных конструкций и деталей механизмов, разработка и проектирование, компоновка без брака
и с большим качественным и количественным запасом прочности является приоритетным направлением развития строительства.
Существующие на сегодня методы оценки долговечности и оставшегося ресурса эксплуатации не совершенны, так как включают
в себя в недостаточном объеме методы математического моделирования и точной оценки накопленной в процессе эксплуатации поврежденности и влияние этих повреждений на прочностные качества.
Для детальной оценки и прогнозирования срока эксплуатации
предложена методика с использованием современного метода неразрушающего контроля – метода акустической эмиссии. Получены диаграммы накопления акустических сигналов от развивающихся дефектов для различных материалов.
Показана применимость метода, как к образцам материалов, так
и к изделиям из них. Предложенная методика прогнозирования разрушения с помощью акустической эмиссии позволяет оценить ресурс
эксплуатации изделий с высокой точностью, а также достоверно
спрогнозировать место разрушения.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Обзор методов обнаружения механических дефектов радиоэлектронных модулей / А.В. Азин, Н.Н. Марицкий, С.А. Пономарев [и др.] // Известия вузов. Физика. – 2010. – № 12/2. – С. 3–8.
2. Буйло, С.И. Физико-механические и статические аспекты акустико–эмиссионной диагностики предразрушающего состояния : автореф. дис. ... докт. техн. наук. – Ростов н/Д, 2009. – 39 с.
405
Перспективные материалы в строительстве и технике (ПМСТ-2014)
3. Метод акустической эмиссии в задачах ранней диагностики деструкции материалов / С.И. Буйло и [др.] // Диагностика материалов и изделий из них : электронное учеб. пособие. – Н. Новгород, 2009. – Условия доступа : http://uran.ip.rsu.ru/ (дата
обращения 16.07.2011).
4. Пат. 2298785 Российская Федерация, МПК G01N 29/14. Способ измерения
концентрации дефектов при пластическом деформировании материалов в процессе
силового воздействия / Березин А.В., Козинкина А.И. – 15.12.2004, Бюл. № 13. – 6 с.
5. Пенкин, А.Г. Оценка остаточного ресурса работоспособности трубных сталей
с использованием методов акустической эмиссии и кинетической микротвердости /
А.Г. Пенкин, В.Ф.Терентьев, Л.И.Маслов. – М. : Интерконтакт наука, 2004. – 70 с.
6. Кондранин, Е.А. Определение прочностных характеристик конструкций на
основе инвариантов параметров / Е.А. Кондранин // Известия Южного федерального
ун-та. Технические науки. – Таганрог, 2009. – № 2 : Тематический выпуск. – С. 14–19.
7. Марицкий, Н.Н. Моделирование механического поведения материалов элементов конструкций космических аппаратов : дис. ... канд. физ.-мат. наук / Н.Н. Марицкий. – Томск, 2013. – 135 с.
8. Источники и механизмы акустической эмиссии. – М. : Специальные Диагностические Системы, 2005. – Условия доступа : http://www.sds.ru/articles/ae_review/
ar01s03.html (дата обращения 16.07.2011).
406
Секция 3
УДК 539.3
МОДЕЛИРОВАНИЕ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО
СОСТОЯНИЯ СТРОИТЕЛЬНЫХ СТЕРЖНЕВЫХ
ВАНТОВО-ОБОЛОЧЕЧНЫХ СИСТЕМ
С.В. Пономарев, А.П. Жуков, А.В. Бельков, В.С. Пономарев,
С.В. Белов, М.С. Павлов
Научно-исследовательский институт прикладной математики и механики
Томского государственного университета, г. Томск, Россия
E-mail: belovsv@niipmm.tsu.ru
Аннотация. Рассмотрены возможности применения стержневых вантовооболочечных систем для создания инновационных конструкций в строительтве.
Разработана методика численного решения задачи о напряженно
деформируемом состоянии таких конструкций с повышенной геометрической
нелинейностью. Эффективность разработанной методики показана на ряде
конструкций крупногабаритных космических антенных рефлекторов.
Ключевые слова: напряженно-деформированное состояние; вантовооболочечные системы; среднеквадратическое отклонение; тенсегрити; физико-математическая модель.
Актуальность стержневых вантово-оболочечных систем (СВОС)
В настоящее время в области строительной инженерии существуют отчетливые тенденции в создании сверх легких крупногабаритных трансформируемых конструкций, способных переносить большие
нагрузки. Свидетельством тому является популяризация СВОС, получивших название тензогрити.
Тензогрити – принцип построения конструкций, основанный на
использовании элементов, работающих только на сжатие или только
на растяжение. Конструкции такого типа нашли широкое применение
в архитектуре, искусстве, градостроительстве, аэрокосмической области, фурнитуре и даже биомеханике [1, 2]. В ряде случаев такие
конструкции имеют размеры, составляющие сотни метров. Экспериментальная отработка подобных крупногабаритных конструкций требует больших материальных и временных затрат. Поэтому компьютерное моделирование выходит на первое место при проектировании
407
Перспективные материалы в строительстве и технике (ПМСТ-2014)
и отработке подобных конструкций. Оно позволяет отследить весь
процесс создания конструкции, ее настройки и т. д., и прогнозировать
ее поведение в различных условиях.
Для того чтобы каждый элемент конструкции действовал с максимальной эффективностью и экономичностью необходимо проводить тщательный анализ напряженно-деформированного состояния
всего сооружения. Отсюда возникает необходимость в создании полноценной модели конструкции, а не ограничиваться анализом представительных элементов. С другой стороны, анализ крупногабаритных
структур состоящих из вант стержней и тонкостенных оболочек затруднен геометрической нелинейностью подобных систем, что создает потребность в разработке подхода позволяющего проводить численный анализ вышеупомянутых конструкций.
Применение стержневых вантово-оболочечных систем
в строительстве
Примеры тенсегрити конструкций
На рис. 1–3 показаны тенсегрити конструкции применяемые
для создания космических антенн и объектов гражданского строительства [3, 4].
Рис. 1. Развертываемая космическая антенна AstroMesh
Рис. 2. Купол тысячиле- Рис. 3. Крыша стадиона «La
тия в Лондоне
Plata Stadium» в Аргентине
Приемуществом показанных конструкций является малый объем
в сложенном состоянии, сравнительно необольшая затратность в материалах при проектировании, экологичность. При проектированни
космических антенн их приемуществом является способность выдерживать большие нагрузки при запуске космических аппаратов.
408
Секция 3
Оболочечные конструкции
Оболочечные конструкции представляют из себя поверхности,
растянутые с помощью эластичных шнуров или специальных силовых
каркасов сделанных из жестких стержней и балок (рис. 1–3). Уровень
предварительного напряжения в оболочечной поверхности должен
быть достаточным в течении всего срока эксплуатации для поддержания уровня натяжения и формы конструкции с одной стороны,
и позволять материалу оболочки оставаться в зоне упругих деформаций
с другой. Под воздействием нагрузок таких как ветер или снег напряжения на поверхности оболочки могут увеличиваться в 10 раз. По этим
причинам материал оболочки должен иметь предварительное напряжение равное 1/20 предела прочности на разрыв. Прочность материала может изменяться из-за изменения темрературы, влажности и ползучести.
Пэтому производственные требования механических свойств материалов постоянно проверяются с помощью специальных тестов. В общем
случае, исследования нужны для нахождения не дорогого, огнестойкого, простого в эксплуатации и транспортировки материала [5].
При проектировании космических антенн, помимо влиняния
предварительного напряжения, температуры на отражающую поверхность, важно следить за среднеквадратическим отклонением (СКО)
отражающей поверхности от теоретического параболоида. СКО должно составлять не более 2–3 % от рабочей длины волны. Такие ограничения накладывают более жесткие требования на конструкцию антенны и свойства материалов отражающей поверхности чем на некоторые
объекты гражданского строительства.
На сегодняшний день существует большой выбор материалов
для оболочек на рынке. Наиболее часто используемые это поливинилхлорид (ПВХ), политетрафторэтилен (ПТФЭ), стеклоселеконовые покрытия. Например, Купол тысячилетия, расположенный на полуострове Гринвич в юго-восточном Лондоне (рис. 2), изначально планировался изготавливаться из ПВХ. Однако для увеличения срока службы
его изготовили из ПТФЭ [5]. Для изготовления отражающей поверхности космической антенны AstroMesh используется тонкая электропроводящая сетка из молибденовой проволоки диаметром 0,03 мм,
покрытая золотом [6].
409
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Физико-математическая модель
стержневых вантово-оболочечнх систем
Существуют зарубежные работы по физико-математическим
моделям СВОС. Например, работа [7] посвящена постановке и решению задачи нахождению равновесного состояния тенсегрити конструкций подвирающихся внешним силам с использованием метода вириальной работы. В работах [8, 9] описываются статический и динамический анализы таких конструкций, а также квазистатический
подход к их анализу.
Авторами проводится моделирование рассматриваемых конструкций с позиций нелинейной теории упругости. Оболочечные элементы моделируются тонкой безмоментной мембраной. Протяженные
элементы конструкции СВОС, такие как, тросы, ванты и другие элементы, моделировались стержневыми элементами с эффективными
характеристиками, дающими жесткостные свойства этим элементам
модели такие же, как у реальных элементов конструкций.
Напряженно-деформированное состояние СВОС описывается
стационарной нелинейной системой уравнений теории упругости
σ
δ +
ε =
σ =
(
+
)
= 0;
+
ε +
δ ε
(1)
;
(2)
+σ ,
(3)
где ij – символ Кронекера; ui, ij, 0ij, ij – компоненты вектора перемещения, второго тензора напряжений Пиолы – Кирхгофа, тензора
предварительных напряжений, тензора деформаций; Em, m –модуль
упругости и коэффициент Пуассона m-го материала.
Граничные условия имеют вид:
( ̅) =
+
410
, ̅∈
;
(4)
=
, ̅∈
(5)
Секция 3
где S = S1 + S2 граница области СВОС; pin напряжение на границе S2, характеризуемой вектором нормали n ; ui 0 – перемещение на
границе S1 [10].
Численное решение задачи
о напряженно-деформируемом состоянии СВОС
Задача (1) – (5) решалась с помощью метода конечных элементов с применением программного комплекса ANSYS [10]. При численном решении уравнений (1) – (5) большую роль играет выбор начального приближения. Так как область сходимости мала, то трудно
определить хорошее начальное приближение, позволяющее получить
решение стационарной задачи. Поэтому строится последовательность
решений, в которой каждое новое решение использует предыдущее
как начальное приближение (рис. 4).
Рис. 4. Последовательность решений использованных для нахождения искомого
Причем искомое решение будет последним в этой последовательности. Решения соответствуют различным граничным условиям.
Для получения начального решения ставится дополнительное граничное условия
( ̅ ) = 0, ̅ ∈ Ω.
(6)
Условие (6) соответствует полному закреплению СВОС. Процесс
решения будет продолжаться до тех пор, пока не будет получено решение с граничными условиями (4), (5). Такая процедура была разра411
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ботана и использовалась при численном моделировании отдельного
крупногабаритного зонтичного рефлектора. Процедура поиска исходного состояния пока не имеет однозначного алгоритма, поэтому изменение конструкции СВОС может приводить к существенному изменению последовательности снятия закреплений [11].
Численные модели стержневых вантово-оболочечных систем
на примере крупногабаритных космических рефлекторов
При моделировании крупногабаритного космического рефлектора вводятся допущения для применения метода конечных элементов:
– Понижается размерность задачи, например, для отражающей
поверхности с его толщиной порядка долей миллиметра можно считать, что переменные задачи не меняются по толщине и, таким образом, решать двумерную задачу.
– Полагается, что вантовые элементы конструкции антенны не
оказывают сопротивления сжимающим усилиям, что вносит существенную нелинейность в поведение конструкции [12].
На рис. 5–10 показаны конечноэлементные модели крупногабаритных космических рефлекторов и соответствующие им численные
модели реализованные в программном комплексе ANSYS.
Рис. 5. Рефлектор зонтичного типа апертурой 50 м
Рис. 6. Напряжения фронтальной сети рефлектора, Па
Рис. 7. Надувной рефлектор
апертурой 50 м
На рис. 8 указаны напряжения фронтальной сети рефлектора
в результате натяжения ее шнуров. На рис. 9 показаны перемещения
узлов рефлектора при натяжении отражающей поверхности.
Для рефлектора на рис. 10 производился расчет отклонений отражающей поверхности от параболоида, заданного уравнением
412
Секция 3
2
2
z ( x y ) / 4 F , где F – фокусное расстояние, с целью оценки СКО
отражающей поверхности. Более подробную информацию о представленных моделях можно найти в работах [13, 14].
Рис. 8. Деформация рефлектора
Рис. 9. Рефлектор с тензогридным ободом
апертурй 48 м
Рис. 10. Распределение отклонений в отражающей поверхности
Все предстваленные численные модели реализованы с помощью
предложенной методики в п. 4. Для всех конструкций, для получения
начального решения, задавались нулевые граничные условия на
перемещения узлов. Далее, для получения промежуточных решений,
эти граничные условия для части узлов не задавались и процесс
продолжался до тех пор пока не было найдено искомое решение.
Основной причиной использования предложенной методики
являются большие геометрические нелинейности, возникающие в вантово-оболочечных конструкциях.
Выводы
Рассмотрены возможности применения стержневых вантово –
оболочечных систем для создания инновационных конструкций
в строительтве.
Разработана методика численного решения задачи о напряженно
деформируемом состоянии таких конструкций с повышенной геометрической нелинейностью.
Эффективность разработанной методики показана на ряде
конструкций крупногабаритных космических антенных рефлекторов.
413
Перспективные материалы в строительстве и технике (ПМСТ-2014)
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Fuller, B.R. Synergetics: the Geometry of Thinking / B.R. Fuller // MacMillan
Publishing Co. Inc. – 1982. – 876 p.
2. Levin, S. Tensegrity, The New Biomechanics / S. Levin // Hutson, M & Ellis,
R (Eds.), Textbook of Musculoskeletal Medicine. – Oxford : Oxford University Press, 2006.
3. Gomez-Jauregui Tensegrity Structures and their Application to Architecture //
Santander: Servicio de Publicaciones de la Universidad de Cantabria. – 2010. – 296 p.
4. Tibert, A.G. Deployable Tensegrity Structures for Space Applications / A.G. Tibert // Technical Reports from Royal Institute of Technology. Department of Mechanics. –
Stockholm, 2002.
5. Lewis, W.J. Tension Structures. Form and Behaviour / W.J. Lewis // Thomas Telford. – 2003. – 201 p.
6. Numerical form-finding of geotensoid tension truss for mesh reflector / S. Morterolle, B. Maurin, J. Quirant [etc.] // Systèmes, Acta Astronautica. – 2012. – Vol. 76. –
P. 154–163.
7. Correa, J.C. Static Analysis of Tensegrity Structures / J.C. Correa // University of
Florida. – 2001. – 218 p.
8. Murakami, H. Static and dynamic analyses of tensegrety structures / H. Murakami // International Journal of Solids and Structures. P. 1. – 2001. – P. 3599–3613.
9. Murakami, H. Static and dynamic analyses of tensegrety structures / H. Murakami // International Journal of Solids and Structures. P. 2. – 2001. – P. 3615–3629
10. Жуков, А.П.Численное моделирование рефлектора параболической антенны с гибкими ребрами / А.П. Жуков, В.С. Пономарев, С.В. Пономарев // Изв. вузов.
Физика. − 2011. − Т. 54. – № 10/2. − С. 154−157.
11. Жуков, А.П.Технология получения начальных условий для задачи динамики крупногабаритного рефлектора / А.П. Жуков, В.С. Пономарев // Изв. вузов. Физика. − 2012. − Т. 55. – № 7/2. − С. 72−76.
12. Ящук, А.А. Моделирование, алгоритмы и комплекс программ прогнозирования термомеханического поведения крупногабаритного зонтичного рефлектора :
дис. ... канд. физ.-мат. наук. – Томск, 2005.
13. Численное моделирование трансформируемых космических рефлекторных
антенн / С.В. Белов, А.В. Бельков, А.С.Евдокимов [и др.] // Изв. вузов. Физика. −
2012. − Т. 55. – № 9/3. − С. 13−18.
14. Величко, А.И. Космический рефлектор с тензогридным ободом / А.И. Величко, С.В.Белов, С.В. Пономарев // Изв. вузов. Физика. − 2013. − Т. 56. – № 7/3. −
С. 143−145.
414
Секция 3
УДК 533.9
ВЛИЯНИЕ ВОДОРОДНОГО ОХРУПЧИВАНИЯ
НА МЕХАНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
АЛЮМИНИЕВОГО СПЛАВА
А.В. Бочкарёва1, Ю.В. Ли2, С.А. Баранникова1,2,3, Л.Б. Зуев1,2
1
Институт физики прочности и материаловедения СО РАН, г. Томск, Россия,
Национальный исследовательский Томский государственный университет,
г. Томск, Россия,
3
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: avb@ispms.tsc.ru
2
Аннотация. Исследовано влияние насыщения водородом алюминиевого сплава марки Д1 электролитическим методом на его механические свойства. Показано, что водородное охрупчивание в значительной степени влияет
на пластичность сплава, по сравнению с исходным состоянием. При этом
остается неизменным число присутствующих стадий пластического течения,
а именно, линейная, параболическая и стадия предразрушения, каждая из
которых характеризуется собственным показателем деформационного упрочнения в уравнении Людвика – Холомона. Приведены результаты измерения микротвердости алюминиевого сплава, подверженного водородному охрупчиванию.
Ключевые слова: водородное охрупчивание; дуралюмин; прочность,
пластичность; микротвердость.
Изучение влияния коррозионных процессов на механические,
а, следовательно, и эксплуатационные характеристики конструкционных металлов и сплавов представляет собой очень важную инженерную задачу [1, 2]. Термически упрочняемые алюминиевые сплавы,
к которым, безусловно, относят дуралюмины, обладают достаточными
прочностными характеристиками и, одновременно с этим, высокой
степенью сопротивления коррозионным процессам, ввиду наличия на
поверхности инертной оксидной пленки. Все вышесказанное, а также
Работа выполнена в рамках Программы фундаментальных исследований Государственной академии наук в 2013–2020 гг.
415
Перспективные материалы в строительстве и технике (ПМСТ-2014)
относительная доступность алюминия и его сплавов, позволяет находить широкое применение данным материалам во многих отраслях
промышленности, в том числе, авиационной, кораблестроительной,
в качестве конструкционных узлов различного рода сооружений и др.
Широкое применение алюминиевых сплавов предполагает возможность воздействия на них различных факторов окружающей среды,
которые инициируют утонение верхнего слоя защитной оксидной
пленки, что приводит к развитию коррозионных процессов и снижает
общую безопасность конструкций. Считается, что алюминиевые сплавы в целом инертны к коррозионным процессам, однако, это справедливо только лишь для сплавов с малой степенью пересыщения твердого раствора. Сплавы с высокой концентрацией легирующих элементов, к которым относят сплавы системы дуралюмин, при условии
существования в агрессивных средах, напротив подвержены коррозионному растрескиванию. Причиной такого растрескивания, в том числе, может служить водород [3–7].
В связи с этим представляется важным установить влияние насыщения водородом электролитическим методом на механические
характеристики термически упрочняемых алюминиевых сплавов.
Для проведения исследований был выбран термически упрочняемый дуралюмин марки Д1. Химический состав сплава: Al – 95 %,
Cu – 3,5 %, Mg – 0,2 %, Mn – 0,5 %, остальное – Si, Fe, S, P, Zn. Образцы в форме двойной лопатки после штампования из горячекатаного
листа толщиной 2 мм подвергались отжигу при различных температурах 300, 320, 340, 350 и 360 °С в течение одного часа с последующим
охлаждением в печи для снятия внутренних напряжений и выявления
стадийности кривых пластического течения.
Механические испытания проводились по схеме одноосного
растяжения при комнатной температуре с использованием универсальной машины Walter+Bai со скоростью 6,6710–5 с–1. Кривые нагружения сплава Д1 при различных режимах отжига представлены на
рис. 1. Характерной особенностью кривых нагружения сплава Д1 является пилообразный профиль, свидетельствующий о реализации явления прерывистой текучести при активном одноосном нагружении
данного сплава. Пилообразный профиль кривой наблюдается на всем
участке пластического течения, от предела текучести и вплоть до раз416
Секция 3
рушения. Без учета зубчатости подобные кривые можно отнести
к диаграммам общего типа [8], которые принято описывать параболической функцией вида 1:
0 K n ,
(1)
где К – коэффициент деформационного упрочнения; n ≤ 1 – показатель деформационного упрочнения.
1
5
2
, МПа
150
4
3
100
50
0
0,00
0,05
0,10
0,15
Рис. 1. Кривые нагружения сплава Д1 с различной термообработкой при
300 °С (1), 320 °С (2), 340 °С(3), 350 °С (4) и 360 °С (5) и t = 1 ч с охлаждением в печи
Использование метода логарифмирования, описанного в работах
[9], позволяет представить кривую нагружения в системе функциональных логарифмических координат ln( s s0 ) f (ln e) и определить
наличие участков на деформационной кривой, где показатель n является постоянным и меняется дискретно от участка к участку, где s – истинное напряжение, без учета изменения поперечного сечения рабочей
части в ходе одноосного растяжения, МПа; e – истинная деформация.
Подобному анализу выявления стадийности пластического течения
подвергались все диаграммы нагружения, однако все стадии деформационного упрочнения (линейная, параболическая и предразрушения)
417
Перспективные материалы в строительстве и технике (ПМСТ-2014)
удалось зафиксировать в образцах после отжига при температуре
340 °С и выше. При этом повышение температуры до 350 и 360 °С приводит к резкому увеличению колебаний деформирующего напряжения,
что проявляется в виде зигзагообразного профиля кривой. Это в значительной степени затрудняет дальнейший анализ стадийности. Таким
образом, для выполнения работы был выбран наиболее оптимальный
для данного случая режим отжига при температуре 340 °С в течение 1 ч
с охлаждением в печи. График изменения основных механических характеристик в зависимости от температуры отжига приведен на рис. 2.
из которого видно уменьшение пределов текучести и прочности на фоне увеличения пластичности при Т < 330 °С.
20
200
2
3
90
80
10
,%
, МПа
15
150
1
300
320
0
340
360
5
T, C
Рис. 2. Зависимость σ0,2 (1), σВ (2) и δ (3) от температуры отжига сплава Д1
Коррозионные свойства полуфабрикатов из сплавов системы
Al-Cu-Mg определяются фазовым составом выделений, их распределением по границе и объему зерна, а также степенью обеднения приграничных областей медью. Последнее обстоятельство в основном определяется условиями термической обработки.
Микротвердость сплава Д1 в исходном состоянии и после его
насыщения атомами водорода измерялась стандартным методом
с использованием наконечника Виккерса на микротвердомере ПМТ-3.
Нагрузка на индентор составила P = 0,15 Н. Индентированию подвер418
Секция 3
галась полированная поверхность рабочей части образца. Полученные
данные представлены с использованием стандартных приемов математической обработки результатов физического эксперимента [10, 11].
Водородное насыщение исследуемого сплава проводилось электролитическим методом при постоянном контролируемом катодном
потенциале в течение 24 и 96 ч. Образец помещался в трехэлектродную электрохимическую ячейку в 1N раствор серной кислоты с добавлением тиомочевины в концентрации 20 мг/л для стимулирования
процесса при температуре 323 К [12]. Электрохимическая ячейка оборудована графитовым анодом и хлорсеребряным электродом сравнения, относительно которого задается постоянный контролируемый
потенциал U = –430 мВ. Управление величиной потенциалом и силой
тока в ходе электрохимической реакции выполнялось с помощью потенциостата-гальваностата IPC-Compact.
Дальнейшие исследования по влиянию процесса насыщения водородом образцов на механические характеристики алюминиевого
сплава проводились непосредственно сразу же после изъятия образца
из трехэлектродной электрохимической ячейки.
На рис. 3 представлены результаты механических испытаний
сплава Д1. Кривые пластического течения сплава Д1 в исходном состоянии и в результате электролитического наводороживания образцов
в течение 24 ч практически не различаются между собой. Однако диаграммы нагружения сплава Д1 в исходном состоянии и после и электролитического наводороживания в течение 96 ч отчетливо показывают, что, несмотря на то, что прочностные характеристики исследуемого
материала остались неизменными, его пластичность снизилась значительно. Относительное удлинение до разрыва наводороженного образца
уменьшилось по сравнению с исходным состоянием на 15 %. Количественные данные механических характеристик таких как: σ0,2 – условный
предел текучести, МПа; σВ – предел прочности, МПа; δ – относительное
удлинение до разрыва, %, приведены в таблице. Деформирование сплава Д1 в исходном состоянии (1) заканчивается образованием макроскопической шейки, свидетельствующей о приближении вязкого разрушения. Анализ стадийности деформационных кривых сплава в исходном
состоянии в функциональных логарифмических координатах, позволил
достаточно четко выделить три продолжительных прямолинейных уча419
Перспективные материалы в строительстве и технике (ПМСТ-2014)
стка, для которых показатель деформационного упрочнения n остается
постоянным. Таким образом на диаграмме нагружения сплава в исходном состоянии удалось выделить три традии пластического течения:
сталию линейного упрочнения с показателем n = 1 на участке от 1,3 до
2,3 % общей деформации; стадию параболического упрочнения, где
n ½ на интервале от 3,6 до 6,1 % общей деформации и стадию прадразрушения с показателем n 0,3 на участке от 6,9 до 13,8 % общей деформации. Полученные данные согласуются с данными выполненных
ранее исследований [13].
, МПа
150
2
1
100
50
0
0,00
0,05
0,10
0,15
Рис. 3. Кривая нагружения сплава Д1 в исходном состоянии (1) и после его насыщения водородом в течение 96 ч в электрохимической ячейке (2)
Механические характеристики сплава Д1 в исходном состоянии
(1) и после электролитического насыщения водородом
в течение 96 ч (2)
Линейная стадия,
n≈1
εн, %
εк, %
1 76,3 180 15
1,3
2,3
2 77,6 175,6 12,6
1,1
2,4
Σ0,2, σВ,
δ,%
МPа МPа
Параболическая
стадия, n ≈ ½
εн, %
εк, %
3,6
6,1
3,4
5,5
Стадия предразрушения, n ≤ 0,3
εн, %
εк, %
6,9
13,8
5,9
11,1
Анализ кривой нагружения сплава после электрохимического
насыщения водородом на предмет выявления стадийности показал,
420
Секция 3
что все три стадии – линейная, параболическая и стадия предразрушения имеют место. При этом интервал начала и окончания двух последних стадий незначительно сместился относительно аналогичных
в исходном состоянии (таблица). В отличие от исходного состояния
в образцах, насыщенных водородом в течение 96 ч разрушение происходит без образования шейки.
Измерения микротвердости исследуемой поверхности образцов проводились стандартным методом по 20 измерениям. Для анализа полученных данных использовался статистический метод обработки результатов физического эксперимента по двойному t-критерию [10]. Значения микротвердости сплава Д1 в исходном
состоянии и после электролитического насыщения водородом в течение 96 ч составили H 251,0 5,5 МПа и H 271,9 4,9 МПа
соответственно. Таким образом, используя метод двойного t-критерия, получаем t
271, 9 251
20 5,99 . Для доверительной вероят-
136 108
ности 0,95 и количества степеней свободы f 38 , значение коэффициента Стьюдента t , f 2,02 [11].
Таким образом, величина t t , f , что указывает на существенное отличие средних значений микротвердости для обоих случаев,
не смотря на то, что изменение физической величины составляет порядка 8 %. Таким образом, водородное насыщение алюминиевого
сплава приводит к увеличению микротвердости.
В настоящей работе показано влияние насыщения водородом
алюминиевого сплава марки Д1 электролитическим методом на его
механические свойства. Показано, что предварительное наводороживание в течение 24 ч не изменяет характеристики прочности и пластичности, в то время как насыщение водородом образцов в течение
96 ч в значительной степени влияет на пластичность и микротвердость
сплава, по сравнению с исходным состоянием. В отличие от исходного состояния в образцах, насыщенных водородом в течение 96 ч разрушение происходит без образования шейки. При этом остается неизменным число присутствующих стадий пластического течения,
а именно, линейная, параболическая и стадия предразрушения. Пони421
Перспективные материалы в строительстве и технике (ПМСТ-2014)
жение пластичности и переход к хрупкому разрушению в образцах
сплава Д1, насыщенных водородом в течение 96 ч может быть связан
с образованием гидридов [3–7].
Анализ экспериментальных данных показывает [3–7], что водород, образующийся в результате электрохимических реакций, участвует в процессе коррозионного растрескивания алюминиевых сплавов
систем Al-Zn-Mg и Al-Сu-Mg. Водород также играет определенную
роль и в процессе их коррозионного растрескивания, хотя однозначно
механизм охрупчивания, идентичный тому, который имеет место при
предварительном наводороживании, не установлен. Различие в характере разрушения при наводороживании и коррозионном растрескивании приводит к заключению о существенной разнице в механизмах
водородного охрупчивания и коррозионного растрескивания алюминиевых сплавов. В первом случае понижение пластичности и переход
к межзеренному разрушению связан с образованием гидридов. На начальной стадии скорость диффузии водорода к границам невелика
и поэтому для формирования гидридов требуется определенное время.
При коррозионном растрескивании водородное охрупчивание имеет
место наряду с разрушением по электрохимическому механизму, например, путем периодического разрушения пассивной пленки за счет
локальной пластической деформации у границ зерен и преимущественного локального растворения в этих местах.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Малахов, А.И. Основы металловедения и теории коррозии / А.И. Малахов,
А.П. Жуков - М. : Высшая школа, 1978. - 192 с.
2. Семенова, И.В. Коррозия и защита от коррозии / И.В. Семенова, Г.М. Флорианович, А.В. Хорошилов. - M. : Физмалит, 2002. – 335 с.
3. Lunarska, E. Effect of precipitates on hydrogen transport and hydrogen embrittlement of aluminum alloys / E. Lunarska, O. Chernyaeva // Materials Science. – 2004. –
Vol. 40. – № 3. – P. 399–407.
4. Kannan, M.В. Hydrogen embrittlement susceptibility of over aged 7010 Al-alloy /
M.B. Kannan, V.S. Raja // Journal of Materials Science. – 2006. – Vol. 41. – P. 5495–5499.
5. Kim, S.J. Electrochemical characteristics of Al-Mg alloy in seawater for leisure
ship: Stress corrosion cracking and hydrogen embrittlement/ S.J. Kim, M.S. Han, S.K. Jang //
Korean Journal of Chemical Engineering. – 2004. – Vol. 26. – №1. – P. 250–257.
6. Kumar, S. Precipitation hardening and hydrogen embrittlement of aluminum alloy
AA7020 / S. Kumar, T. Namboodhiri // Bulletin of Materials Science. – 2011. – Vol. 34. –
№ 2. – P. 311–321.
422
Секция 3
7. Electrochemical evaluation of the in-service degradation of an aircraft aluminum
alloy/ H.M. Nykyforchyn, O.P. Ostash, O.T. Tsyrul’nyk [etc.] // Materials Science. –
2008. – Vol. 44/ – № 2. – P. 254–259.
8. Пановко, В.М. О возможности анализа кривой упрочнения стали 45 по
уравнениям Людвига и Холломана / В.М. Пановко, З.Н. Портная // Известия высших
учебных заведений. Черная металлургия. – 1991. – № 11. – С. 98–99.
9. Деформационное упрочнение и разрушение поликристаллических металлов / В.И. Трефилов, В.Ф. Моисеев, Э.П. Печковский [и др.]. – 2-е изд., перераб.
и доп. – Киев : Наукова думка, 1989. – 256 с.
10. Зажигаев, Л.С. Методы планирования и обработки результатов физического эксперимента/ Л.С. Зажигаев, А.А. Кишьян, Ю.И. Романиков.– М. : Атомиздат,
1987. – 232 с.
11. Кондрашов, А.П. Основы физического эксперимента и математическая обработка результатов измерений / А.П. Кондрашов, Е.В. Шестопалов. – М. : Атомиздат, 1977. – 200 с.
12. Hydrogen Solubility and Diffusion in Austenitic Stainless Steels Studied with
Thermal Desorption Spectroscopy / Y. Yagodzinskyy, O. Todoshchenko, S. Papula [etc.] //
Steel Research International. - 2011. - Vol. 82. – № 1. - P. 20–25.
13. Данилов, В.И. Макролокализация деформации в материале с прерывистой
текучестью / В.И. Данилов, А.В. Бочкарёва, Л.Б. Зуев // Физика металлов и металловедение. – 2009. – № 6. – Т. 107. – С. 660–667.
423
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 539.3:001.8
ПРОСТЫЕ И СЛОЖНЫЕ ИЗГИБЫ ЗЕРЕН
ПРИ ДЕФОРМАЦИИ АУСТЕНИТНОЙ СТАЛИ
И РАСПРЕДЕЛЕНИЕ ВНУТРЕННИХ НАПРЯЖЕНИЙ
И.А. Гиберт1, С.Ф. Киселева2, Н.А. Попова2, Н.А. Конева2,
Э.В. Козлов2
1
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия,
2
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: gibert1993@mail.ru
Аннотация. Проведено изучение распределения внутренних напряжений в деформированной аустенитной стали, исследованной методом просвечивающей электронной микроскопии. Внутренние напряжения определялись с использованием изгибных экстинкционных контуров, наблюдаемых на
электронно-микроскопических изображениях деформированной аустенитной
стали. Аустенитная сталь деформировалась растяжением при комнатной температуре вплоть до разрушения. Установлены закономерности распределения
внутренних напряжений в зернах с разными типами изгибов.
Ключевые слова: аустенитная сталь; пластическая, упруго-пластическая
деформации; внутренние напряжения; изгибные экстинкционные контуры.
Введение. Внутренние поля напряжений возникают при деформации поликристаллических материалов. В результате на электронномикроскопических изображениях появляются изгибные экстинкционные контуры, по параметрам которых можно восстановить эти поля
напряжений [1–4]. Целью настоящей работы является изучение распределения внутренних напряжений в деформированной поликристаллической (средний размер зерен 34 мкм) аустенитной стали
110Г13. Деформация стали осуществлялась растяжением со скоростью
3.4·10–4 с-1 при комнатной температуре на установке ИМАШ-5С
вплоть до разрушения (ε = 36 %).
Результаты исследований. Компоненты тензора внутренних
напряжений в исследуемой стали определяли по кривизне-кручению
кристаллической решетки в соответствии с методикой, предложенной
424
Секция 3
в [5] и успешно примененной в [6,7]. На электронно-микроскопических изображениях (рис. 1 и 2) структуры деформированной стали
присутствуют дислокации, одиночные деформационные микродвойники и пакеты микродвойников. Также на микрофотографиях видны
изгибные экстинкционные контуры. Это свидетельствует о наличии в
каждом зерне локальных внутренних напряжений. Были проведены
электронно-микроскопические съемки отдельного зерна поликристалла при разных углах наклона гониометра. Эти электронномикроскопические изображения приведены для степени деформации:
ε =25% - на рис.1а-б и рис.2а-б. Вектор действующего отражения g
был перпендикулярен оси гониометра. Выбранный участок фольги, на
котором проводились исследования, не содержал на пути перемещения контура границ раздела или разориентировки.
аа
К11
бб
К21
g
2 мкм
К12
К22
Рис. 1. Электронно-микроскопические изображения деформированной растяжением (ε = 25 %) стали 110Г13 с разными углами наклона оси гониометра:
а – 4,3°; б – 6,1°. Отмечены изгибные экстинкционные контуры К11,
К12, К21, К22. Показаны направления дифракционного вектора g
425
Перспективные материалы в строительстве и технике (ПМСТ-2014)
аа
бб
К11
g
К12
К21
К22
2 мкм
2 мкм
Рис. 2. Электронно-микроскопические изображения деформированной растяжением (ε = 25 %) стали 110Г13 с разными углами наклона оси гониометра:
а – 0°; б – 2°. Отмечены изгибные экстинкционные контуры К11, К12,
К21, К22. Показаны направления дифракционного вектора g
На рис. 1, а, б при наклоне фольги наблюдается параллельное
перемещение изгибных экстинкционных контуров в одном направлении. Это свидетельствует о простом изгибе исследуемого участка
фольги. В случаях, представленных на рис. 2, а, б, изгибные экстинкционные контуры перемещаются не параллельно самим себе. В результате они либо сближаются, либо удаляются друг от друга. Это
означает, что изгиб исследуемого участка фольги является сложным.
На рис. 3 приведены гистограммы внутренних напряжений в зернах
с простым и сложным изгибами для степени деформации ε = 25 %.
Анализ распределений показал, что и при простом, и при сложном
изгибах зерна деформация по зерну поликристалла является неоднородной. Дисперсия внутренних напряжений в зернах с простым
и сложным изгибами соизмерима со средними значениями внутренних
напряжений. Все гистограммы в рассмотренных случаях являются
многомодальными. Это свидетельствует о том, что в локальных участках образца присутствуют как пластическая, так и упруго-пластическая деформации. При сравнении распределений внутренних напряжений в зернах с простым и сложным изгибами для степени де426
Секция 3
формации, равной 25 %, видно, что площадь первой моды значительно больше, чем суммарная площадь второй и третьей мод. Таким образом, большее количество участков образца и при простом, и при
сложном изгибах имеют внутренние напряжения не превышающие
2 ГПа. Суммарная площадь второй и третьей мод значительно меньше, чем первой моды. Следовательно, количество более напряженных
( > 2 ГПа) участков образца невелико. Отметим также, что суммарная площадь второй и третьей мод для зерна со сложным изгибом
больше, чем для зерна с простым изгибом, т. е. количество участков
образца с внутренними напряжениями превышающими 2 ГПа при
сложном изгибе зерна больше, чем в зернах с простым изгибом. Это
означает, что зерно со сложным изгибом является более напряженным, чем зерно с простым изгибом. При степени деформации 25 %
среднее значение внутренних напряжений (<>) в зерне с простым
изгибом равно 1,50 ГПа и мало отличается от <> в зерне со сложным
изгибом (<> = 1,57 ГПа).
а
<> = 1.50 ГПа б
= 1.26 ГПа
0.6
<> = 1.57 ГПа
= 1.47 ГПа
0.4
0.2
0
2
6
4
0
4
2
внутренние напряжения, ГПа
6
Рис. 3. Распределения (W) внутренних напряжений в деформированной
(ε = 25 %) аустенитной стали для зерен с простым изгибом (а) и со
сложным изгибом (б). Приведены средние значения внутренних напряжений <> и их дисперсия . Пунктирной линией показаны средние значения внутренних напряжений
Проведено сравнение распределений внутренних напряжений
в аустенитной стали при ε =14 % с распределениями внутренних напряжений при ε = 25 %. Гистограммы также являются многомодальными.
427
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Обнаружено заметное различие <> при степени деформации ε = 14 %
в зернах с простым и сложным изгибами: в зерне с простым изгибом
<> = 1,11 ГПа, а в зерне со сложным изгибом <> = 1,67 ГПа, в то время
как при степени деформации 25 % различие средних внутренних напряжений мало. Малое различие средних значений внутренних напряжений
при ε =25 %. свидетельствует о релаксации внутренних напряжений
в стали. Отметим, что при степени деформации ε > 20 % в структуре аустенитной стали появляется третья система микродвойникования и заметно увеличивается доля материала, охваченного микродвойниками.
Это вносит вклад в релаксацию внутренних напряжений. Ранее [6] авторами уже отмечалось, что появление одиночных микродвойников, а также пакетов микродвойников приводит к релаксации внутренних напряжений в деформированной аустенитной стали. Результаты, полученные
в настоящей работе, детализируют это явление.
Заключение. В аустенитной стали при степенях пластической деформации ε = 14 % и ε = 25 % деформация внутри отдельных зерен неоднородна. Распределения внутренних напряжений при степени деформации ε > 5% являются многомодальными. Вклад во внутренние напряжения от второй и третьей мод намного меньше, чем от первой моды.
При степени деформации ε = 14 %, значения средних внутренних напряжений внутри отдельных зерен со сложным изгибом значительно выше, чем <> в зерне с простым изгибом. При ε = 25 % среднее внутреннее напряжение для зерен со сложным и простым изгибами мало отличаются друг от друга. Это объясняется существенной
релаксацией внутренних напряжений в стали, обусловленной появлением при ε > 20 % большого количества пакетов микродвойников
в деформированном материале.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Конева, Н.А. Дальнодействующие поля внутренних напряжений в ультрамелкозернистых материалах / Н.А. Конева, Э.В. Козлов // Структурно-фазовые состояния и свойства металлических систем / Под общ. ред. А.И. Потекаева. – Томск :
Изд-во НТЛ, 2004. С. 83–110.
2. Особенности структурно-фазового и упругонапряженного состояния нанокомпозитных сверхтвердых покрытий на основе TiN / Ф.Д. Коротаев, Д.П. Борисов,
В.Ю. Мошков [и др.] // Физическая мезомеханика. - 2011. - Т. 14. - № 5. - С. 87–97.
428
Секция 3
3. Эволюция микроструктуры никеля при деформации кручением под давлением / И.А. Дитенберг, А.Н. Тюменцев, А.В. Корзников [и др.] // Физическая мезомеханика. - 2012. - Т. 15. - № 5. - С. 59–68.
4. Шавшуков, В.Е. Распределение полей напряжений в поликристаллических
материалах / В.Е. Шавшуков // Физическая мезомеханика. – 2012. - Т. 15. - № 6. С. 85–91.
5. Определение внутренних напряжений и плотности энергии, запасенной при
упруго-пластической деформации изотропного тела, по кривизне-кручению кристаллической решетки / С.Ф. Киселева, Н.А. Попова, Н.А. Конева [и др.] // Фундаментальные проблемы современного материаловедения. 2012. Т. 9. - № 1. С. 7–14.
6. Влияние микродвойников превращения на избыточную плотность дислокаций и внутренние напряжения деформированного ГЦК-материала / С.Ф. Киселева,
Н.А. Попова, Н.А. Конева [и др.] // Изв. РАН. Серия физическая. 2012. Т. 76.
№ 13. С. 70–74
7. Распределение внутренних напряжений и плотности запасенной энергии
внутри отдельного зерна деформированного поликристалла / С.Ф. Киселева,
Н.А. Попова, Н.А. Конева [и др.] // Письма о материалах. – 2012. - Т. 2. - С. 84–89.
429
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 539.32:548.55
ДВУСТОРОННИЙ ЭФФЕКТ ПАМЯТИ ФОРМЫ
В ЗАКАЛЕННЫХ [ 23]-МОНОКРИСТАЛЛАХ Co40Ni33Al27
И НАНОКОМПОЗИТАХ НА ИХ ОСНОВЕ
А.С. Ефтифеева, Е.Ю. Панченко, Ю.И. Чумляков
Национальный исследовательский Томский государственный университет,
г. Томск, Россия
E-mail: anna etftifeeva@rambler.ru
Аннотация. В настоящей работе изучено влияние термоциклирования
через интервал B2-L10 мартенситных превращений под действием внешних
напряжений и старения под растягивающей нагрузкой на двусторонний эффект памяти формы в монокристаллах Co40Ni33Al27, ориентированных вдоль
[123]-направления. Впервые экспериментально показано, что старение при
573 K в течение 1 ч под растягивающей нагрузкой 100 МПа создает условия
в [123]-монокристаллах Co40Ni33Al27 для проявления двустороннего эффекта
памяти формы с величиной обратимой деформации до 2,4 (±0,3) %. В закаленных [123]-монокристаллах Co40Ni33Al27 за счет термоциклирования через
интервал B2-L10 мартенситных превращений под действием внешних напряжений 50 МПа можно инициировать двусторонний эффект памяти формы
с обратимой деформацией, не превышающей 1 %.
Ключевые слова: мартенситные превращения; ферромагнитные сплавы с эффектом памяти формы; монокристаллы; старение под нагрузкой; двусторонний эффект памяти формы.
Измерительные (датчики) и исполнительные (актюаторы) устройства составляют основу промышленных систем управления. В настоящее время для конструирования таких приборов начинают широко
использоваться ферромагнитные материалы с термоупругими мартенситными превращениями (МП), которые обеспечивают преобразование
механической энергии в тепловую или магнитную энергии, и, наоборот
[1]. Обратимо управлять формой и размерами ферромагнитных материалов можно с помощью механического напряжения, изменения температуры, а также магнитного поля. Обратимая деформация наблюда
Работа выполнена при поддержке гранта РФФИ, 13-03-98024 р_сибирь_а.
430
Секция 3
ется при проявлении одностороннего эффекта памяти формы (ЭПФ),
который заключается в способности деформированного за счет внешних механических напряжений в мартенситном состоянии образца восстанавливать форму в результате обратного МП при нагреве [2]. Значительно упростить конструкцию устройств, а также сократить количество составных частей, подверженных поломке или износу возможно при
проявлении материалом двустороннего эффекта памяти формы
(ДЭПФ), при котором образец без внешних нагрузок испытывает самопроизвольную деформацию при охлаждении и обратное восстановление исходной формы при нагреве. Для проявление в материале ДЭПФ
необходимо создать внутренние поля напряжений, влияющие на отбор
вариантов мартенсита охлаждения за счет различных термомеханических обработок и/или тренировок через температурный интервал МП
под нагрузкой [2].
Сплавы на основе CoNiAl являются одними из перспективных
ферромагнитных сплавов с термоупругим B2-L10 МП. В монокристаллах сплавов CoNiAl показана возможность наблюдения высокотемпературной сверхэластичности при T > 373 K, ЭПФ, а также магнитного
ЭПФ – при одновременном воздействии внешних напряжений и магнитного поля обнаружена магнитоиндуцированная деформация до
3,3 % [3–5]. Исследования, выполненные на состаренных поли- и монокристаллах CoNiAl, показывают, что при выделении наноразмерных
частиц эти материалы становятся высокопрочными и обладают высокой циклической стабильностью функциональных свойств, что очень
важно при эксплуатации устройств при циклических нагрузках [4–6].
В нашей предыдущей работе [7] показано, что старение под растягивающей нагрузкой при 673 К, 0,5 ч [123]-монокристаллов Co35Ni35Al30
приводит к появлению ДЭПФ за счет внутренних полей напряжений,
которые возникают при ориентированном расположении неравноосных
частиц -Co с ГПУ решеткой, вытянутых вдоль ~<111>B2 направления.
Управление внутренними полями напряжений |<G>| ~75 МПа [7]
и проявление ДЭПФ позволит расширить области применения монокристаллов сплава CoNiAl. Исследуемые в данной работе закаленные
монокристаллы Co40Ni33Al27, содержат большую объемную долю пластичной γ-фазы по сравнению с Co35Ni35Al30, что позволяет повысить
пластичность хрупкого интерметаллида [8] и выяснить роль γ-фазы
431
Перспективные материалы в строительстве и технике (ПМСТ-2014)
в формировании условий для проявления ДЭПФ при термоциклировании через температурный интервал МП под нагрузкой. Поэтому целью
настоящей работы было выяснение условий наблюдения ДЭПФ в закаленных и состаренных при 573 К, 1 ч монокристаллах Co40Ni33Al27, ориентированных вдоль [123]-направления.
Монокристаллы Co40Ni33Al27 выращивали по методу Бриджмена
в атмосфере инертного газа. Образцы для испытаний растяжением имели форму лопаток с размером рабочей части (2,6×1,2×16,0) мм3. Для
того что бы избавиться от многофазного состояния, исходные образцы
отжигали в течение 8,5 ч при 1613 К и закаливали в воду комнатной
температуры. Старение под растягивающей нагрузкой 100 МПа проводили в вакууме при 573 К в течение 1 ч, скорость нагрева/охлаждения
составляла 14–16 К/мин. Более низкая температура старения, по сравнению с работой [7], выбрана для того, чтобы увеличить температуры
МП и, соответственно, рабочие температуры ДЭПФ [4]. Перед испытанием образцы шлифовали и электролитически полировали в электролите 210 мл H3PO4 + 25 мл Cr2O3 при 293 К, U = 20 В. Механические испытания проводили на специально разработанной установке для измерения ЭПФ при охлаждении/нагреве под постоянной нагрузкой
с выводом кривых ε(Т) на компьютер.
В закаленных монокристаллах полностью однофазное состояние
получить не удалось – в В2-матрице наблюдаются частицы γ-фазы размером более 100 мкм, и варианты остаточного мартенсита при
Т = 295 К (рис. 1). Металлографические исследования показали, что
объемная доля -фазы в испытанных образцах составляет f = 5–8 %. На
рис. 2 представлены кривые «деформация-температура» ε(Т) для [123]монокристаллов Co40Ni33Al27 в закаленном состояние. При охлаждение/нагреве в условиях минимальных внешних растягивающих напряжений, необходимых для закрепления образца в захватах установки
|σвш| = 1,6–3 МПа формируется самоаккомодирующая структура мартенсита охлаждения, образец не изменяет размеров (изменение размеров при 3 МПа меньше погрешности измерений ±0,3 %) и ДЭПФ
не наблюдается (рис. 2, а). При термоциклировании через интервал МП
под действием внешних растягивающих напряжений от 10 до 50 МПа
размеры образца изменяются при охлаждение и восстанавливаются при
нагреве – наблюдается односторонний ЭПФ. Величина обратимой де432
Секция 3
формации εЭПФ растет с увеличением |σвш| и максимальные значения
достигаются при 50 МПа εЭПФ=4,3 (±0,3) %, которое близко к деформации решетки в [123]-ориентации при B2-L10 МП ε0 = 4,7 % с учетом,
что 5–8 % γ-фазы не испытывают МП. Рост внешних напряжений |σвш| >
10 МПа сопровождается повышением температуры начала прямого МП
dσ
ΔH
Ms' в соответствие с уравнением Клапейрона – Клаузиуса = −
[2],
dT
T0
где ΔH – изменение энтальпии при МП; Т0 – температура фазового равновесия, с коэффициентом наклона кривой α1 = d|σ|/dT = 2,5 МПа/К
(рис. 3). После термомеханической тренировки при 40 МПа возникает
ДЭПФ, однако с небольшой величиной обратимой деформации εДЭПФ =
= 0,6 (±0,3) %. При увеличении напряжений в ходе тренировок до
50 МПа величина ДЭПФ при минимальных растягивающих напряжения 1,6 МПа растет до εДЭПФ = 0,9 (±0,3) %.
Рис. 1. Оптическая металлография поверхности закаленных [123] -монокристаллов Co40Ni33Al27
Основываясь на in situ наблюдениях за обратимым движением
межфазной границы в циклах «нагрузка-разгрузка» можно сделать
предположение о физической причине появления ДЭПФ в закаленных
кристаллах. Из рис. 4 видно, что вблизи частиц γ-фазы в образце при
комнатной температуре T = 293 К образуются кристаллы L10-мартенсита, которые ориентированы произвольным образом. По мере увеличения растягивающего напряжения происходит рост мартенситных
кристаллов, преимущественно ориентированных к внешним напряже433
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ниям. После одного цикла нагрузка/разгрузка при T = 293 К в образце
в свободном состоянии остаточный мартенсит, вблизи выделений γфазы, становится преимущественно ориентированным в соответствие
с приложенными в цикле внешними напряжениями. При следующим
охлаждение в свободном состояние без нагрузки ориентированный
определенным образом остаточный мартенсит может генерировать
рост ориентированного мартенсита, создавая условия для ДЭПФ.
а
б
Рис. 2. Кривые ε(Т) для закаленных [123] -монокристаллов Co40Ni33Al27:
а – ДЭПФ при |σвш| = 1,6–3 МПа и ЭПФ при |σвш| = 10–50 МПа; б –
ДЭПФ при |σвш| = 1,6 МПа
Таким образом, в закаленных монокристаллах за счет циклических тренировок «охлаждение-нагрев» через интервал МП при
|σвш|=50 МПа можно инициировать ДЭПФ с обратимой деформацией,
не превышающей 1%.
Кривые ε(Т) при действие различных растягивающих напряжений для [123]-кристаллов Co40Ni33Al27, состаренных под растягиваю434
Секция 3
щей нагрузкой 100 МПа при 573 К, 1 ч приведены на рис. 5. В состаренных под нагрузкой монокристаллах Co40Ni33Al27 ДЭПФ может наблюдаться без термомеханической тренировки. При минимальном напряжении |σвш| = 1,6 МПа обратимая деформация при проявлении
ДЭПФ составляет εДЭПФ = 2,1 (±0,3) % (рис. 5, а, б). При увеличении
внешних растягивающих напряжений от 1,6 до 15 МПа величина обратимой деформации растет, и температура Ms' медленно увеличивается с α2 = 0,3 МПа/К. Максимальная εЭПФ = 3,7 (±0,3) % наблюдается
при напряжениях 15 МПа в 3 раза меньших, чем для закаленных кристаллов (рис. 5, а).
МПа
50
Закалка 1613 К, 8,5 ч
Cтарение 573 К, 1ч
40
30
20
2=2,5 МПа/К
10
0
1=0,3 МПа/К
Т,К
160 180 200 220 240 260 280 300
Рис. 3. Зависимость внешних приложенных напряжений от температуры МП
σ(T) в закаленном и состаренном под нагрузкой [123] -монокристаллах
Со40Ni33Al27
нагрузка
без нагрузки
разгрузка
ε=2%
без нагрузки
Рис. 4. Оптическая металлография поверхности закаленных монокристаллов CoNiAl
435
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а
б
Рис. 5. Кривые ε(Т) для состаренных под нагрузкой [123] -монокристаллов
Co40Ni33Al27:
а – ДЭПФ при |σвш| = 1,6–3 МПа и ЭПФ при |σвш| = 5,3–15 МПа; б –
ДЭПФ при |σвш| = 1,6 МПа
В состаренных под нагрузкой [123]-монокристаллах Co40Ni33Al27
максимальное значение обратимой деформации при развитии МП под
действием растягивающих напряжений уменьшается по сравнению
с закаленными кристаллами. В гетерофазных кристаллах при расчете
теоретических значений деформации превращения необходимо принимать во внимание тот факт, что частицы вторичных фаз не испытывают МП и, следовательно, уменьшается объемная доля материала,
в котором происходит превращение. Это приводит к уменьшению величины обратимой деформации по сравнению с теоретическими значениями деформации решетки и закаленными кристаллами. Так в состаренном состояние максимальное теоретическое значение деформации превращения при B2-L10 МП под действием растягивающих
напряжений будет составлять ε0′ =ε 0(1 – f) = 3,8 % (f = 20 % – средняя
436
Секция 3
объемная доля γ-фазы и дисперсных частиц, выделяющихся при старении при 573 К, 1 ч). Максимальное экспериментальное значение
обратимой деформации для состаренных кристаллов под нагрузкой
близко к теоретической оценке деформации решетки при МП.
Тренировка через температурный интервал МП под действием
|σвш| = 10 МПа и |σвш| = 15 МПа в состаренных под нагрузкой кристаллах не оказывает существенного влияния на величину ДЭПФ εДЭПФ ≈
≈ 2,1 – 2,4 (±0,3) %, но приводит к смещению температуры Ms в сторону более высоких температур и расширению температурного интервала прямого превращения (рис. 5, б). Отсутствие увеличения величины
обратимой деформации после тренировок является косвенным доказательством, что физическая причина проявления ДЭПФ в этих кристаллах связана с внутренними полями напряжений, которые образуются при старении под нагрузкой и именно эта термомеханическая
обработка является более эффективной для проявления ДЭПФ.
Таким образом, установлено, что в закаленных монокристаллах
Co40Ni33Al27, ориентированных вдоль [123] -направления, за счет термоциклирования через интервал B2-L10 МП под действием внешних
напряжений 50 МПа можно инициировать ДЭПФ с обратимой деформацией, не превышающей 1 %. Физической причиной появления
ДЭПФ является переориентация кристаллов остаточного L10-мартенсита вблизи частиц -фазы при развитие МП под нагрузкой. Впервые
экспериментально показано, что старение при 573 K в течение 1 ч под
растягивающей нагрузкой 100 МПа создает условия в [123] -монокристаллов Co40Ni33Al27 для проявления ДЭПФ с величиной обратимой деформации до 2,4 (±0,3) %. Физическая причина появления
ДЭПФ в состаренных под нагрузкой кристаллах связана с образованием дальнодействующих полей напряжений в кристалле, которые образуются при ориентированном расположении частиц за счет суммирования локальных полей напряжений, возникающих при разнице параметров решеток частицы и матрицы.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Ferromagnetic shape memory alloys: Alternatives to Ni-Mn-Ga / J. Pons, E. Cesari, C. Segu [etc.] // Mater. Sci. Eng. A. – 2008. – Vol. 481–482. – P. 57–65.
437
Перспективные материалы в строительстве и технике (ПМСТ-2014)
2. Otsuka, К. Physical metallurgy of Ti–Ni-based shape memory alloys / К. Otsuka,
X. Ren // Progress in Materials Science. – 2005. – Vol. 50. – P. 511–678.
3. Large magnetic-field-induced in Co–Ni–Al single-variant ferromagnetic shape
memory alloy / H. Morito, K. Oikawa, A. Fujita [etc.] // Scripta Mater. – 2010. – Vol. 63. –
P. 379–382.
4. Особенности развития термоупругих мартенситных превращений в состаренных монокристаллах ферромагнитного сплава CoNiAl / Е.Ю. Панченко, Ю.И. Чумляков, H. Maier [и др.] // Известие вузов. Физика. – 2011. – № 6. – С. 96–102.
5. Влияние старения в свободном состоянии и под нагрузкой на функциональные свойства [011]-монокристаллов Co35Ni35Al30 / Е.Ю. Панченко, Ю.И. Чумляков,
H. Maier [и др.] // Известие вузов. Физика. – 2012. – Т. 55. – С. 19–27.
6. Cyclic deformation and austenite stabilization in Co35Ni35Al30 single crystalline
high-temperature shape memory alloys / J. Dadda, H.J. Maier, I. Karaman [etc.] // Acta Mater. – 2009. – Vol. 57. – P. 6123–6134.
7. Two-way shape memory effect in stress-assistant aging [123]-oriented ferromagnetic Co35Ni35Al30 single crystals / E.Y. Panchenko, Y.I. Chumlyakov, H.J. Maier [etc.] //
Scripta Mater. – in Press.
8. Высокотемпературная сверхэластичность и эффект памяти формы в [001]монокристаллах Co-Ni-Al / Ю.И. Чумляков, Е.Ю. Панченко, А.В. Овсянников [и др.] //
ФММ. – 2009. – Т. 107. – № 2. – С. 207–218.
438
Секция 3
УДК 621.702
ОСОБЕННОСТИ РЕАЛИЗАЦИИ ПРОЦЕССОВ
ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ
ПРИ АНТИКОРРОЗИОННОЙ ЗАЩИТЕ
ТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ИЗДЕЛИЙ
В.М. Константинов, И.А. Булойчик
Белорусский национальный технический университет, г. Минск, Беларусь
E-mail: v_m_konst@mail.ru, ilya.by@gmail.com
Аннотация. В статье представлены особенности реализации процессов
термодиффузионного цинкования при антикоррозионной защите стальных термообработанных изделий. Рассмотрены варианты использования процессов
термодиффузионного цинкования в качестве заключительной операции
термической обработки изделий в интервале температур 350–700 °C Показано,
что наиболее эффективна реализация процессов термодиффузионого цинкования в качестве замены отпуска закаленных стальных изделий в интервале
температур 380–450 °С. Использование способа термодиффузионного цинкования для антикоррозионной защиты деталей, прошедших окончательную термическую обработку может приводить к разупрочнению изделия и снижению его
класса прочности, что связано с дополнительным термическим воздействием
на структуру металла.
Ключевые слова: термодиффузионное цинкование; термическая обработка; коррозионная стойкость; энергоэффективность; диффузионный слой.
Способ термодиффузионного цинкования в порошковых насыщающих средах (ТДЦ) является актуальной альтернативой традиционным процессам антикоррозионной защиты на основе цинка за счет
ряда специфических свойств формируемого на изделии защитного
покрытия. Известно, что данный способ широко применяется для качественной антикоррозионной защиты крепежных элементов, и, в отличие от других способов цинкования, позволяет формировать в поверхностной зоне детали интерметаллидные диффузионные слои, механические и антикоррозионные свойства которых существенно
превосходят обычные покрытия на основе цинка [1, 2].
Традиционно, нанесение защитных цинковых покрытий производится непосредственно после окончательной термообработки дета439
Перспективные материалы в строительстве и технике (ПМСТ-2014)
лей. Если в процессе термической обработки изделия предполагается
использовать операции отпуска, то наиболее экономически выгодным
решением является совмещение либо замена отпуска процессом термодиффузионного цинкования, что позволит исключить дополнительные затраты на антикоррозионную обработку изделий, а так же сократить количество оборудования и повысить эффективность использования производственных площадей предприятия. Следует отметить,
что температурный интервал процессов термодиффузионного цинкования составляет от 350 до 700 оС в зависимости от ряда особых технологических параметров процесса [3]. Такой широкий интервал рабочих температур позволяет подобрать необходимый режим цинкования с учетом предварительной термической обработки изделий.
Проведенный теоретический анализ процессов, протекающих при отпуске закаленной стали позволил предложить несколько вариантов
включения диффузионного цинкования в общий цикл термической
обработки стальных изделий (рис. 1).
Варианты использования технологий ТДЦ
в цикле термической обработки стальных
изделий
1) Предварительная
пластическая
деформация + отпуск
(старение) ТДЦ.
Низкотемпературные
процессы ТДЦ.
2) Закалка + средний
отпуск ТДЦ
Традиционные
процессы ТДЦ.
3) Закалка + высокий отпуск
ТДЦ Использование
высокотемпературных
процессов ТДЦ.
Гидротермально
обработанные насыщающие
смеси.
Рис. 1. Реализация процессов диффузионного цинкования в общем цикле термической обработки ряда металлоизделий
Использование процессов ТДЦ для замены высокого отпуска
закаленных сталей возможно с использованием гидротермально обработанных насыщающих смесей. На порошке цинка, предварительно
обработанного парами воды, формируется оксидная оболочка, препят440
Секция 3
ствующая спеканию порошка, которая за счет своей несплошности
обеспечивает испарение цинка [4].
Наиболее эффективно процессы ТДЦ можно реализовывать при
замене среднего отпуска – характерной завершающей стадией термической обработки для снятия внутренних напряжений большинства упругих элементов (граверные шайбы, пружины). Реализация данных процессов осуществима при использовании стандартных режимов диффузионного цинкования в порошковых насыщающих смесях (380–450 °С)
и не требует сложных систем контроля атмосферы и подготовки насыщающей смеси.
На рис. 2, а представлен образец гравера, обработанный по интегрированной технологии цинкования с толщиной диффузионного
слоя 20 мкм (рис. 2, б).
а
б
Рис. 2. Образец гравера, после термодиффузионного цинкования ×10 (а); микроструктура диффузионного цинкового слоя, ×400 (б)
Окончательная структура изделия формируется в процессе термодиффузионного цинкования в порошковой насыщающей среде. Под
воздействием температуры цинкования происходит распад пересыщенного твердого раствора (мартенсита) с формированием трооститной структуры (рис. 3, а, б).
После цинкования, твердость граверов составляла 43–47 HRC,
что обеспечивает соответствие регламентируемым параметрам эксплуатационных свойств для данного типа деталей [5].
441
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а
б
Рис. 3. Микроструктура сердцевины шайбы после закалки (а) и отпуска способом ТДЦ (б)
Детали не подверженные термообработке, а так же изделия
с не регламентируемыми требованиями к классу прочности можно
цинковать практически всеми способами цинкования. В данном случае выбор способа цинкования зависит от целесообразности цинкования конкретного вида деталей с учетом их размеров и сложности
формы. Однако, при использовании термодиффузионного цинкования
для защиты термообработанных стальных элементов металлоконструкций с регламентируемыми требованиями к классу прочности могут
возникнуть проблемы, связанные с потерей изделиями прочностных
характеристик в связи с воздействием температуры на структуру стали во время процесса цинкования. Таким образом, существует необходимость в исследовании влияния процессов термодиффузионного
цинкования на снижение прочностных характеристик изделий подверженных термической обработке, а так же определении допустимых
значений класса прочности изделий, подходящих для цинкования
данным способом.
С целью определения возможного снижения прочностных
свойств были проведены испытания на растяжение болтов в состоянии поставки, после отжига по режимам, совпадающим с режимами
цинкования и непосредственно после цинкования способом ТДЦ. Количество испытаний составляло не менее 3-х для образцов с различными классами прочности. Для каждого класса прочности определяли
предел прочности при растяжении в состоянии поставки, после отжи442
Секция 3
га и термодиффузионного цинкования. В качестве образцов для анализа использовали высокопрочные термообработанные болты различных классов прочности 4.6; 8.8; 9.8; 10,6 [6]. Количество испытаний
составляло не менее 3-х для образцов с различными классами прочности. Для каждого класса прочности определяли предел прочности при
растяжении в состоянии поставки, после отжига и термодиффузионного цинкования. Затем определяли разность между средним значением предела прочности в состоянии поставки и отпуска и, соответственно, после цинкования (рис. 4).
Рис. 4. Зависимость изменения разности среднего значения предела прочности
при цинковании (450 °С, 1ч) – Δ σв1ср и отпуске (450 °С, 1ч) – Δ σв2ср
от значения класса прочности
В ходе испытаний для образцов с различными классами прочности
подверженных термодиффузионному цинкованию (450 °С, 1 ч) и отпуску
(450 °С, 1 ч) наблюдали снижение значений предела прочности σв и ус443
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ловного предела текучести σ0,2, что связано с активацией диффузионных
процессов при дополнительном термическом воздействии и, как следствие, изменении структуры стали. Так, например, для высокопрочного
крепежа с классами прочности 9,8–10,6 имеющего структуру сорбита
отпуска нагрев и выдержка свыше 650 °С приводит к распаду «игольчатой» структуры цементитных пластин и формированию мелких равновесных зерен. Установлено, что для образцов с классами прочности
вплоть до 8,8 снижение указанных характеристик не выходят за пределы
допустимых значений оговоренных соответствующей нормативнотехнической документацией (ГОСТ Р 52643–2006). Следует отметить,
что эффект разупрочнения при цинковании меньше в сравнении с отжигом, что связано с отсутствием обезуглероживания при процессах диффузионного цинкования, а так же формированием более твердого,
в сравнении со стальной основой, интерметаллидного цинкового диффузионного слоя, обеспечивающего наличие сжимающих напряжений на
поверхности изделия.
Не смотря на то, что в отличие от классических способов нанесения защитных покрытий на основе цинка для термодиффузионного
цинкования возможно разупрочнение изделий прошедших предварительную термическую обработку, рациональный подход к выбору
температурных режимов, а так же учет класса прочности обрабатываемого изделия позволит выгодно применять данный способ в качестве антикоррозионной защиты. Для ряда деталей, таких например,
как упругие элементы, эффективным решением является совмещение
среднего отпуска с процессом нанесения защитного покрытия, что
позволяет повысить срок службы изделий с существенным снижением
затрат на антикоррозионную обработку. При необходимости цинкования элементов прошедших окончательную термическую обработку
(крепеж высокого класса прочности), следует учитывать, что с увеличением класса прочности при нанесении цинкового диффузионного
покрытия разупрочнение возрастает. Поэтому, данным способом
можно обрабатывать изделия с классами прочности до 8,8.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Проскуркин, Е.В. Диффузионные цинковые покрытия / Е.В. Проскуркин,
Н.С. Горбунов. – М. : Металлургия, 1972. – 248 с.
444
Секция 3
2. Константинов, В.М. Антикоррозионные цинковые покрытия на стальных
изделиях: перспективы термодиффузионных покрытий / В.М. Константинов,
Н.И. Иваницкий, Л.А. Астрейко // Литье и металлургия. – 2013. – № 4. – С. 107–111.
3. Ворошнин, Л.Г. Теория и технология химико-термической обработки /
Л.Г. Ворошнин, О.Л. Менделеева, В.А. Сметкин. – Минск : Новое знание, 2010. – 304 с.
4. Галин, Р.Г. Новая технология изготовления порошковых насыщающих смесей для диффузионного цинкования / Р.Г. Галин // МиТОМ. – 1996. – № 1. – С. 21–25.
5. ГОСТ 6402–70. Шайбы пружинные. Технические условия.
6. ГОСТ Р 52643–2006. Болты и гайки высокопрочные и шайбы для металлических конструкций. Общие технические условия.
445
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 533.924: 539.4.015.2
ЭЛЕКТРОННО-ПУЧКОВАЯ МОДИФИКАЦИЯ СИСТЕМЫ
ПОКРЫТИЕ/АЛЮМИНИЕВАЯ ПОДЛОЖКА
Ю.Ф. Иванов1,2,3, О.В. Крысина1,2, А.Д. Тересов1,2, М.Е. Грачева3
1
Институт сильноточной электроники СО РАН, г. Томск, Россия,
Национальный исследовательский Томский государственный университет,
г. Томск, Россия
3
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия
E-mail: krysina_82@mail.ru
2
Аннотация. Путем импульсного электронно-пучкового воздействия
на систему покрытие/A7 подложка cинтезированы многофазные поверхностные сплавы с повышенными прочностными и трибологическими характеристиками. Определены оптимальные режимы электронно-ионно-плазменной
обработки технически чистого алюминия, при которых наблюдается увеличение износостойкости в ≈7.5 раз и твердости поверхностного слоя до 18 раз.
Ключевые слова: система покрытие/подложка; электронный пучок;
модифицированный слой; структура; свойства.
Введение
Алюминий и сплавы на его основе являются дешевым и доступным материалом для различного рода применений. Но наряду с такими преимуществами, как высокая теплопроводность, легкость в обработке, низкая стоимость и др., для увеличения круга применений требуется придать изделиям из алюминия такие характеристики, как
высокая износостойкость, повышенная твердость и др., но при этом
лишь незначительно увеличивая стоимость изделия. Одним из современных и перспективных методов модификации сплавов на основе
алюминия является комплексная электронно-ионно-плазменная обработка, которая совмещает напыление тонкого одно- или многокомпонентного покрытия и последующее электронно-пучковое воздействие
Работа выполнена при частичной финансовой поддержке гранта РФФИ (проект
№ 13-08-00416-а) и проекта № 107 фундаментальных исследований, выполняемых
СО РАН совместно с организациями УрО РАН.
446
Секция 3
с целью миксинга системы покрытие/подложка или вплавления твердого покрытия в легкоплавкую подложку [1, 2]. При этом помимо упрочняющего тонкого слоя, в котором главную роль играет предварительное осаждение покрытия, формируется протяженный приповерхностный модифицированный слой, который в свою очередь может
разделяться на подслои с различными структурно-фазовыми особенностями и уникальными свойствами [3, 4].
Целью данной работы было получение упрочненных слоев посредством электронно-пучковой обработки системы покрытие/подложка, оптимизация режимов комплексной электронно-ионно-плазменной
модификации, исследование упрочненных слоев методами современного материаловедения.
Материалы и методики
В качестве материала подложки выступал технически чистый
алюминиевый сплав А7 (Al – 99,7 %; Fe – до 0,16 %; Si – до 0,16 %;
Ti – до 0,02 %; Cu – до 0,01 %; Zn – до 0,01 %). На первом этапе электронно-ионно-плазменной обработки проводилось осаждение тонких
(0,5–1 мкм) покрытий вакуумно-дуговым методом с плазменным ассистированием. Состав покрытий был следующим: Ti и Ti-Cu.
Нанесение покрытий проводилось на автоматизированной установке «КВИНТА» [5]. В качестве материала испаряемого катода использовался технически чистый титан ВТ1-0 и спеченный порошковый
материал Ti – 12 ат. %Cu [6]. Генерация газометаллической плазмы, при
конденсации которой проводился синтез покрытий, велась с помощью
электродугового испарителя ДИ-100 и плазменн11,8 -ого источника
с комбинированным накаленным и полым катодом «ПИНК» [7, 8].
Параметры процесса предварительной очистки подложек ионами
аргона подбирались таким образом, чтобы не происходило значительного нагрева и травления поверхности образцов: плотность ионного
тока на подложку была ≤1.5 мА/см2, температура во время ионной бомбардировки не превысила 75ºС. Оптимизация режимов осаждения проводилась так, чтобы скорость роста покрытий была высокой, но при
этом максимальные размеры макрочастиц, присутствующих в плазменном потоке, не превышали в диаметре толщину покрытий.
Металлические покрытия формировались в среде рабочего газа
аргона. Покрытия получали в следующих диапазонах параметров ре447
Перспективные материалы в строительстве и технике (ПМСТ-2014)
жимов осаждения: давление рабочего газа р ~ 0,1 Па, ток разряда дугового испарителя Id = (60–100) А. Подложки находились под плавающим потенциалом (Ub ≈ 15 В). Скорость роста покрытий при выбранных параметрах составила (1,5–2) мкм/ч. Длительность процесса
осаждения подбиралась таким образом, чтобы толщина покрытий составила 0,5 и 1 мкм. Температура алюминиевых образцов на этапе нанесения покрытия не превышала 150 °С.
После осаждения титаносодержащих покрытий на алюминиевые
образцы система покрытие/подложка подвергалась электронно-пучковому воздействию на автоматизированной электронно-пучковой установке «СОЛО» [9] в диапазоне следующих параметров: частота следования импульсов f = 0,3 Гц; плотность энергии электронов в пучке
Es = (10–20) Дж/см2; длительность импульсов τ = (50–200) мкс; количество импульсов N = 3–50.
Исследование модифицированных образцов проводились с помощью оптической микроскопии (микровизор металлографический
µVizo-МЕТ-221), сканирующей электронной микроскопии и микрорентгеноспектрального анализа (растровый электронный микроскоп
Philips SEM-515 с микроанализатором EDAX Genesis XM 260 SEM),
рентгеноструктурного анализа (рентгеновский дифрактометр Shimadzu
XRD 6000), микро- и наноиндентации (микротвердомер ПМТ-3 и нанотвердомер Nano Hardness Tester NHT-S-AX-000X), трибологических
исследований (высокотемпературный трибометр PC-Operated High
Temperature Tribometer ТНТ-S-АХ0000).
Результаты и обсуждения
Система Ti покрытие/подложка А7
Экспериментально установлено, что система Ti покрытие/подложка А7 не плавится при W ~1·105 (Вт/см2) имп., где W = (ES N/τ).
В этом случае покрытие сохраняется, фиксируется множественное трещинообразование, делящее покрытие на фрагменты (рис. 1, а, б). Материалом, разделяющий фрагменты покрытия, является алюминий.
В интервале значений (1–5)·105 (Вт/см2)·имп. наблюдается формирование структуры островкового типа (островки покрытия, разделены участками ячеистой кристаллизации системы пленка/подложка) (рис. 1 в, г).
При больших значениях параметра W система Ti покрытие/подложка А7
устойчиво плавится (рис. 1, д–з).
448
Секция 3
а
д
б
в
е
ж
г
з
Рис. 1. Структура поверхности системы Ti покрытие/подложка A7, обработанной высокоинтенсивным импульсным электронным пучком по режиму:
а, б – 10 Дж/см2, 10 имп., 50 мкс; в, г – 15 Дж/см2, 3 имп., 50 мкс; д–з –
15 Дж/см2, 30 имп., 50 мкс
На поверхности формируется неоднородная структура, которую
по виду субструктуры можно условно разделить на три типа: (1) области с поликристаллической структурой, размеры зерен которой изменяются в пределах (1,0–1.5) мкм (рис. 1, з). Концентрация алюминия в таких областях 95 вес. %; концентрация титана 5 вес. %. (2) области, преимущественно округлой формы, в объеме которых наблюдается
структура ячеек кристаллизации с размерами (150–700) нм (рис. 1, ж).
Концентрация алюминия в таких областях 90 вес. %; концентрация титана 10 вес. %. (3) области неправильной формы со структурой ячеистой кристаллизации, содержащие большое количество микропор, размеры которых изменяются от (0,2 до 1,8) мкм (рис. 1, з). По данным
микрорентгеноспектрального анализа, концентрация алюминия в таких
областях 80 вес. %; концентрация титана 20 вес. %.
Методом рентгеноструктурного анализа в системе Ti покрытие/подложка А7 выявлено формирование в поверхностном слое тол449
Перспективные материалы в строительстве и технике (ПМСТ-2014)
щиной ~ 10 мкм многофазной структуры. Обнаружены следующие
фазы: твердые растворы на основе алюминия и титана, алюминид титана Al3Ti, объемная доля которого максимальна (~ 20 %) при облучении по режиму 10 Дж/см2, 50 мкс, 10 имп., 0,3 Гц.
Формирование поверхностных сплавов сопровождается многократным увеличением твердости и износостойкости технически чистого алюминия. Максимальное увеличение твердости получено при
электронно-пучковой обработке по режиму 15 Дж/см2, 50 мкс, 3 имп
и 30 имп. После трех импульсов облучения максимальные значения
твердости, превышающие твердость исходного алюминия А7 в 40 раз,
реализуется на поверхности облучения; после 30 импульсов облучения твердость системы покрытие/подложка нарастает при удалении от
поверхности облучения, превышая твердость исходного алюминия А7
на глубине ≈ 10 мкм в ≈ 3 раза (рис. 2).
Рис. 2. Распределение микротвердости по глубине для системы Ti покрытие/подложка А7 после электронно-пучковой обработки:
Еs = 15 Дж/см2; τ = 50 мкс; 1 – N = 3 имп.; 2 – N = 30 имп.
При испытаниях на износостойкость лучший результат, превышающий износостойкость исходного алюминия в ≈ 7,5 раз, выявлен
при обработке по режиму 15 Дж/см2, 50 мкс, 3 имп., 0.3 Гц. Коэффициент трения при этом снижается в ≈ 1,4 раза.
450
Секция 3
Система Ti-Сu покрытие/подложка А7
В интервале значений (1–6)·106 (Вт/см2) имп. наблюдается формирование структуры островкового типа (рис. 3, а, б). При значениях параметра WS = 15·106 (Вт/см2) имп. система Ti-Cu покрытие/подложка А7
устойчиво плавится (рис. 3, в, г). На поверхности формируется поликристаллическая структура, размер зерен которой изменяется в пределах от 5
до 40 мкм (рис. 3, г). В объеме зерен выявляется структура ячеистой кристаллизации с размером ячеек от 0,4 до 2,0 мкм (рис. 3, г, вставка). Методами микрорентгеноспектрального анализа выявлено формирование поверхностных сплавов состава Al-Ti-Cu, концентрация элементов в которых существенным образом зависит от параметров облучения
и изменяется в весьма широких (от 52 до 2,5 вес. %) пределах. Таким образом, облучая систему покрытие/подложка электронным пучком, можно
в широких пределах варьировать элементный и, соответственно, фазовый
состав поверхностного слоя материала. Методами дифракции рентгеновских лучей в геометрии Брегга – Брентано было выявлено формирование
в поверхностном слое многофазной структуры, качественный и количественный состав которой зависит от режима электронно-пучковой обработки. Установлено, что суммарная объемная доля вторых фаз (Al3Ti,
Ti3Al, Ti3Cu) максимальна (~ 40 %) при облучении системы по режиму
15 Дж/см2, 100 мкс, 20 имп., 0,3 Гц, т. е. в поверхностном сплаве состава
(вес. %) 79Al-16Ti-5Cu.
Максимальная твердость (5–6) ГПа и максимальный модуль
Юнга (200–250) ГПа достигаются на поверхности облучения (рис. 4).
В интервале нагрузок на индентор (20–70) мН выявляется некоторый
подслой, твердость которого ≈ 2 ГПа (в ≈ 7 раз выше твердости исходного материала), модуль Юнга ≈ 110 ГПа (в ≈ 1,8 раз выше модуля
Юнга исходного материала). При дальнейшем увеличении нагрузки на
индентор твердость и модуль Юнга снижаются, приближаясь к характеристикам исходного материала. Следует однако отметить, что при
облучении системы с параметрами 15 Дж/см2, 50 мкс, 20 имп. удается
сформировать протяженный слой, твердость которого более чем
в 3 раза, а модуль Юнга в 1,5 раза превышают значения исходного
алюминия. Увеличение прочностных свойств поверхностного слоя
сопровождается повышением износостойкости в ~ 1,2 раза, что фиксируется в системе пленка/подложка, облученной электронным пучком с параметрами 15 Дж/см2, 100 мкс, 20 имп.
451
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а
б
в
г
Рис. 3. Структура поверхности облучения системы Ti-Cu) покрытие/подложка
А7; параметры пучка электронов:
а, б – 15 Дж/см2, 50 мкс, 3 имп.; в, г – 15 Дж/см2, 20 мкс, 20 имп.
Рис. 4. Зависимость твердости поверхностных сплавов от нагрузки: Es =
= 15 Дж/см2; длительность импульсов и их количество, соответственно,
указаны на рисунках
Заключение
Путем воздействия на систему Ti покрытие/подложка А7 и Ti-Cu
покрытие/подложка А7 высокоинтенсивным электронным пучком на
452
Секция 3
поверхности технически чистого алюминия были сформированы многофазные сплавы, концентрация легирующих элементов в которых,
в зависимости от режима облучения электронным пучком, может изменяться в пределах 50 вес. %. Выполнены структурные исследования
и показано, что повышение физико-механических характеристик алюминия обусловлено формированием в результате плавления и высокоскоростной кристаллизации систем покрытие/подложка многофазного
субмикро- и наноструктурного состояния.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Структура и свойства поверхностного сплава, формируемого при обработке
высокоинтенсивным электронным пучком системы плёнка – подложка / Н.Н. Коваль,
Ю.Ф. Иванов, А.П. Ласковнев [и др.] // Известия вузов. Физика. – 2011. – Т. 54. –
№ 9. – С. 70–79.
2. Влияние условий импульсного электронно-пучкового плавления систем Al
(пленка)/Ti (подложка) на фазообразование и свойства поверхностных сплавов Ti−Al /
В.П. Ротштейн, Ю.А. Колубаева, X. Mei [и др.] // Письма ЖТФ. – 2012. – Т. 38. –
Вып. 17. – С. 7–14.
3. Наноструктурирование поверхности силумина эвтектоидного состава электронно-ионно-плазменными методами / Ю.Ф. Иванов, Е.А. Петрикова, А.Д. Тересов
[и др.] // Известия вузов. Физика. – 2013. – Т. 56. – № 1–2. – С. 98–102.
4. Модификация структуры и свойств эвтектического силумина электронноионно-плазменной обработкой / А.П. Ласковнев, Ю.Ф. Иванов, Е.А. Петрикова
[и др.]. – Минск : Белорусская наука, 2013. – 287 c.
5. Automated vacuum ion-plasma installation / V.V. Shugurov, A.A. Kalushevich,
N.N. Koval [etc.] // Известия вузов. Физика. – 2012. – № 12/3. – С. 118–122.
6. Cтруктурообразование при спекании порошковых смесей Ti-Cu / Г.А. Прибытков, Е.Н. Коростелева, А.В. Гурских [и др.] // Известия вузов. Порошковая металлургия и функциональные покрытия. – 2011. – № 4. – С. 16–20.
7. Arc plasma-assisted deposition of nanocrystalline coatings / N.N. Koval, Yu.F. Ivanov, O.V. Krysina [etc.] // Proceedings of the 25th International Symposium on Discharges
and Electrical Insulation in Vacuum, Tomsk, Russia, September 2–7. – 2012. – Vol. 2. – . 537–
540.
8. Дуговые разряды низкого давления с полым катодом и их применение в генераторах плазмы и источниках заряженных частиц / Л.Г. Винтизенко, С.В. Григорьев, Н.Н. Коваль [и др.] // Известия вузов. Физика. – 2001. – Т. 44. – № 9. – С. 28–35.
9. Эффект усиления эмиссии при генерации низкоэнергетического субмиллисекундного электронного пучка в диоде с сеточным плазменным катодом и открытой
границей анодной плазмы / С.В. Григорьев, В.Н. Девятков, Н.Н. Коваль [и др.] //
Письма ЖТФ. – 2010. – Т. 36. – Вып. 4. – С. 23–31.
453
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 620.192.4
СВЕРХМИНИАТЮРНЫЙ ВИХРЕТОКОВЫЙ ПРЕОБРАЗОВАТЕЛЬ
ДЛЯ ПОИСКА ДЕФЕКТОВ В ДЮРАЛЮМИНИИ
И СПЛАВАХ АЛЮМИНИЙ-МАГНИЙ
С.Ф. Дмитриев, А.В. Ишков, А.О. Катасонов, В.Н. Маликов,
Н.П. Мусиенко
Алтайский государственный университет, г. Барнаул, Россия
E-mail: Osys@me.com
Аннотация. На основе вихретокового преобразователя трансформаторного типа разработана измерительная система, позволяющая исследовать
пластины из дюраля и сплавов алюминий-магний на наличие дефектов. Описана методика измерений, позволяющая контролировать дефекты в сварных
швах, соединяющих детали из сплавов алюминий-магний и дюралюминия.
Рассмотрена математическая модель, с помощью которой можно анализировать зависимость сигнала от дефектов с использованием годографов. Преобразователь тестировался на ряде пластин из сплава алюминий-магний и дюралюминия с дефектами внутри пластин. В статье приведены данные, демонстрирующие зависимость отклика от наличия дефекта в подобных структурах
при частоте сигнала 500 Гц на возбуждающей обмотке.
Ключевые слова: вихретоковый преобразователь; дуралюминий; годографы вносимых напряжений; дефекты сварки.
Введение
Применение методов и средств неразрушающего вихретокового
контроля в принципе возможно для поиска дефектов в изделиях из
любых электропроводящих материалов. Такой метод измерения позволяет при необходимости провести исследование каждого экземпляра в серии изделий в заводских условиях.
Важное место в современной гражданской и военной промышленности занимают сплавы из дуралюминия и алюминий-магния. Такие сплавы являются основными конструкционными материалами
в авиации и космонавтике – благодаря удачному сочетанию прочности
и легкости. Данные сплавы широко применяются при производстве
скоростных поездов (например, поездов Синкансэн (Япония)) и во
454
Секция 3
многих других отраслях машиностроения. Дуралюминий также применяют во многих других отраслях современной индустрии: в электротехнической промышленности, в химической и пищевой промышленности, т. к. этот сплав устойчив к воздействию большинства химикатов и продуктов. Также дуралюминий используют при изготовлении
систем вентиляции, в радиотехнике, в строительстве. Например, сплав
марки Д16АМ применяется в экстремальных условиях низких температур. Дуралюминий марки Д16Т пластичен и поэтому используется
в судостроении, производстве мебели.
Дефекты в данных сплавах могут возникать как на стадии литья,
так и на стадии последующего изготовления деталей, например, в результате некачественной сварки. Как известно, в последние годы возросло применение алюминиево-магниевых сплавов в сварных конструкциях. Типичными дефектами сварного шва являются микротрещины. Микротрещины отрицательно влияют на механические свойства
сварного шва, а также на его сопротивление коррозии. Так как вихретоковый метод контроля нечувствителен к непроводящим слоям краски, то его можно использовать для диагностики деталей с лакокрасочными покрытиями.
Конструктивное исполнение и математическая модель
вихретокового датчика
Разработан сверхминиатюрный вихретоковый преобразователь
(в.т.п.) [1] для локального контроля физических параметров при исследовании свойств пластин из алюминиевых сплавов и сварных
швов. Контролируемым параметром является величина электропроводности материала и ее распределение по поверхности и толщине
исследуемого объекта.
В.т.п. подключен к звуковой плате персонального компьютера,
работающего под управлением специального программного обеспечения. Программное обеспечение управляет подачей напряжения на генераторную обмотку преобразователя, а также считывает значения
напряжения с измерительной обмотки в условных единицах, которые
далее, с учетом предварительной калибровки, переводятся в значения
электропроводности Характеристики разработанных преобразователей позволяют эффективно локализовать магнитное поле в пределах
455
Перспективные материалы в строительстве и технике (ПМСТ-2014)
2500 мкм2 и обеспечивать значительную глубину его проникновения
в исследуемый объект при работе на достаточно низких частотах [2].
Разработка ПО осуществлялась на языке С++ под операционные
системы Windows. Используя микшерную подсистему Windows, ПО
управляет подачей напряжения на возбуждающую обмотку преобразователя, задавая уровень и частоту синусоидального цифрового сигнала виртуального генератора.
Цифровой сигнал от виртуального генератора поступает на вход
цифрового аналогового преобразователя (ЦАП) звуковой карты, после
которого уже аналоговый сигнал через усилитель мощности У подается на возбуждающую обмотку (В) преобразователя. Проходя по возбуждающей обмотке в.т.п., синусоидальный сигнал создает электромагнитное поле, которое наводит э.д.с.. в измерительной обмотке (И)
в.т.п. Это напряжение поступает на микрофонный вход звуковой карты и затем через предусилитель (ПУ) на вход аналогового цифрового
преобразователя АЦП звуковой карты. Аналоговый сигнал преобразовывается в цифровой и передается в блок обработки и управления ПО.
Блок обработки и управления фиксирует уровень цифрового сигнала
в условных единицах, соответствующих значениям напряжения на
измерительной обмотке [3].
Этот уровень принимается за уровень нуля, соответствующий
уровню напряжения на измерительной обмотке без объекта контроля,
т. е. при отсутствии объекта контроля индикатор показывает нуль, соответствующий нулевому значению электропроводности.
Использование звуковой платы компьютера дает возможность
осуществлять во время сканирования варьирование частоты электромагнитного поля, создаваемого возбуждающей обмоткой преобразователя, в пределах от 100 Гц до 2 кГц.
Экспериментальные результаты и их обсуждение
Сканирование осуществлялось со стороны пластины, не имеющей дефектов. Визуализация экспериментальных данных осуществлялась с помощью специального программного обеспечения, отображающего полученные с преобразователя результаты.
Фотографии исследуемых образцов приведены на рис. 1, 3, 5.
Полученные данные представлены на рис. 2, 4, 6.
456
Секция 3
Рис. 1. Образец № 1. Фотография пластины № 1 с нанесенными дефектами
Образец № 1 представлял из себя пластину, изготовленную из
сплава алюминий-магний и имеющую толщину в 5 мм. В пластине
содержалось 3 дефекта в виде прорези толщиной в 1 мм, залегающих
на глубине 1, 3 и 4 мм.
Результаты дефектоскопии при частоте 500 Гц позволили явно обнаружить все 3 прорези по значительному падению амплитуды сигнала.
Образец № 2 представлял из себя пластину, изготовленную из
дуралюминия и имеющую толщину в 6 мм. В пластине содержалось
3 дефекта в форме прорезей шириной 0,25 мм, залегающими на глубине 1, 2 и 3 мм.
Рис. 2. Результаты сканирования пластины № 1
457
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис. 3. Образец № 2. Фотография пластины № 2 с нанесенными дефектами
Результаты дефектоскопии при частоте 500 Гц позволили обнаружить все три дефекта. Падение амплитуды сигнала на первом дефекте
составляло 0,7 В, на втором дефекте – 0,4 В, на третьем дефекте – 0,1 В.
Рис. 4. Результаты сканирования пластины № 2
Образец № 3 представлял из себя две пластины с различной электропроводностью, соединенные сварным швом. Пластины имели толщину 5 мм и содержали в себе три различных дефекта: просверленное
отверстие диаметром в 10 мм, залегающее на глубине в 1 мм, трещина
со стороны сканирования, скрытый внутри сварного шва дефект.
Результаты дефектоскопии при частоте 500 Гц позволили явно
обнаружить все три дефекта (1 – просверленное отверстие; 2 – трещина; 3 – неизвестный дефект внутри сварного шва).
458
Секция 3
Рис. 5. Образец №3. Фотография пластины № 3 с нанесенными дефектами
Рис. 6. Результаты сканирования пластины № 3
Заключение
Таким образом, результаты эксперимента демонстрируют большие возможности метода вихревых токов при исследовании дефектов,
скрытых в толще металла. Если ранее вихретоковый метод контроля
мог использоваться лишь для контроля поверхностных дефектов
459
Перспективные материалы в строительстве и технике (ПМСТ-2014)
(трещин, прорезей, нарушения сплошности поверхностного слоя металла), то благодаря использованию сверхминиатюрных вихретоковых преобразователей и специального программного обеспечения,
становится возможным локализовать магнитное поле на малом участке объекта контроля и добиться значительной глубины проникновения
поля вглубь исследуемого объекта при подборе соответствующей частоты поля, создаваемого возбуждающей обмоткой.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Дмитриев, С.Ф. Сверхминиатюрные вихретоковые преобразователи для задач неразрушающего контроля неферромагнитных материалов / С.Ф. Дмитриев,
А.В. Ишков, В.Н. Маликов // Известия вузов. Физика. – 2012. – № 9/2. – С. 292–294.
2. Виртуализированный измеритель-трансформер / С.Ф. Дмитриев, А.В. Ишков, В.Н. Маликов [и др.] // Датчики и системы. – 2013. – № 3. – С. 22–26; М. : ООО
«Сенсидат Плюс». – С. 92–96.
3. Дмитриев, С.Ф. Сверхминиатюрные вихретоковые преобразователи для виртуализированных приборов неразрушающего контроля / С.Ф. Дмитриев, А.В. Ишков,
Д.Н. Лященко // Контроль. Диагностика. Специальный выпуск. – 2011. – С. 102–107.
460
Секция 3
УДК 669.14:539.4
ВЛИЯНИЕ ЛЕГИРОВАНИЯ ВОДОРОДОМ И ПРОКАТКИ
НА СТРУКТУРУ И МЕХАНИЧЕСКИЕ СВОЙСТВА
АУСТЕНИТНОЙ СТАЛИ 08Х17Н14М2
Е.В. Мельников1, Т.А. Козлова2, М.С. Тукеева1, Г.Г. Майер1,
Е.Г. Астафурова1,3
1
Институт физики прочности и материаловедения СО РАН, г. Томск, Россия,
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия,
3
Национальный исследовательский Томский государственный университет,
г. Томск, Россия
E-mail: melnickow-jenya@yandex.ru
2
Аннотация. Методами рентгенофазового и рентгеноструктурного анализа, сканирующей и просвечивающей электронной микроскопии, микроиндентирования и одноосного растяжения исследовали влияние плоской прокатки, комбинированной с обратимым легированием водородом, на структуру,
механизмы деформации и механические свойства аустенитной нержавеющей
стали 08Х17Н14М2. Показано, что комбинированная химико-деформационная
обработка приводит к измельчению структуры и формированию в стали
08Х17Н14М2 высокой доли двойниковых границ и ε-мартенсита. Пластическая деформация образцов стали как с водородом, так и без него не способствует появлению заметного количества α'-фазы. Повышение плотности тока при
наводороживании вызывает увеличение доли двойниковых границ после прокатки. Введение водорода перед прокаткой (со степенями осадки более 25 %)
приводит к дополнительному увеличению микротвердости и пределов прочности и текучести, что вызвано усилением вклада от механического двойникования при наводороживании.
Ключевые слова: аустенитная сталь; деформация прокаткой; электролитическое наводороживание; механическое двойникование; одноосное растяжение; механические свойства.
Введение
Проблема водорода в металлах и сплавах постоянно находится
в центре внимания широкого круга исследователей – физиков, химиков, металлургов и др. Присутствие водорода в аустенитных нержа461
Перспективные материалы в строительстве и технике (ПМСТ-2014)
веющих сталях может привести к охрупчиванию или, наоборот, пластификации материала, способствовать мартенситным превращениям
за счет понижения энергии дефекта упаковки стали [1]. В связи с возрастающей необходимостью перeхода к нeтрадиционным видам энергии, в данном случаe речь идeт о водородной энергетике, все более
актуальным становится вопрос о взаимодействии водорода с металлическими матeриалами. Это требуeт детальной проработки механизмов
дeформации и разрушения матeриалов, которые в перспективe могут
быть использованы для хранeния и транспортировки водорода,
изготовлeния оборудования.
Работа посвящена изучению структуры, фазового состава и механических свойств коррозионностойкой аустенитной стали 08Х17Н14М2,
подвергнутой комбинированной химико-деформационной обработке –
многоходовой плоской прокатке с обратимым легированием водородом.
Материал и методы исследования
В качестве материала для исследования была выбрана сталь аустенитного класса 08Х17Н14М2. Образцы для испытаний вырезали на
электроискровом станке в форме прямоугольных пластин с размерами
1 (толщина)×15×10 мм3 из стали промышленной выплавки. Поврежденный при резке поверхностный слой на образцах удаляли химическим травлением в растворе: 2 части HNO3 + 3 части HCl. Затем образцы подвергали механической шлифовке и электролитической полировке в растворе 25 гр CrO3 + 210 мл H3PO4.
Насыщение образцов водородом осуществляли в электролитической ячейке в 1N растворе серной кислоты (H2SO4) с добавлением тиомочевины (CH4N2S). Электролитическое наводороживание продолжительностью 5 ч проводили при комнатной температуре и плотностях
тока 10, 100, 200 мА/см2.
Плоскую прокатку осуществляли непосредственно после наводороживания с использованием вальцов настольных электромеханических В-51 до степеней обжатия (ε) 25, 50, 75 и 90 %.
Прочностные свойства (микротвердость) обработанных по разным режимам образцов изучали с помощью микротвердомера ПМТ-3
с механической нагрузкой на индентор Р = 200 г. Одноосное статистическое растяжение с автоматической записью кривых нагружения
462
Секция 3
проводили на испытательной машине Instron 3369 при комнатной
температуре со скоростью 4,210–4 с–1. Образцы для растяжения вырезали в форме лопаток из предварительно наводороженных по различным режимам и прокатанных пластинок.
Рентгеновские исследования выполнены на дифрактометре
Rigaku Ultima IV с использованием Cu Kα-излучения. Зеренную структуру изучали методом анализа картин дифракции обратно рассеянных
электронов (ДОЭ) с использованием сканирующих электронных микроскопов Quanta 200 3D и Quanta 600 FEG при ускоряющем напряжении 30 кВ с гексагональной постановкой точек и шагом 0,05–0,15 мкм.
Просвечивающую электронную микроскопию (ПЭМ) проводили на
электронном микроскопе JEM-2100 при ускоряющем напряжении
200 кВ. Образцы для электронно-микроскопических исследований
готовили стандартными методами.
Результаты исследования
Микротвердость стали в исходном состоянии составляла
2,2 ГПа. Рентгеновские исследования показали, что исходная структура стали – аустенит (рис. 1, кривая 1) с параметром решетки
а = 3,59834Å, размер областей когерентного рассеяния (ОКР) составляет > 200 нм, микродеформация кристаллической решетки –
710–4. С помощью метода ДОЭ (рис. 2, а) установлено, что средний
размер зерна аустенита в исходном состоянии ~ 15 мкм, границы зерен в основном большеугловые (разориентация > 15°).
После прокатки (без наводороживания) исходно аустенитной стали на рентгенограммах наблюдали рефлексы только от γ-фазы (рис. 1,
крив. 2–5), т. е. сталь не испытывает при деформации фазовых переходов. После деформации интенсивность рентгеновских линий уменьшается, а их ширина увеличивается. Размеры ОКР с ростом степени пластической деформации становятся меньше (после прокатки до 90 % составляют 14 нм), а микродеформация кристаллической решетки возрастает на порядок по сравнению с исходным состоянием (до ~ 10–3). Все
это свидетельствует об измельчении структуры и повышении внутренних напряжений, величина которых при 90 % осадки достигает
350 МПа. В ходе деформации зерно измельчается по сравнению с исходным состоянием, на карте зёренной структуры видна ориентирован463
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ная структура аустенита, сформированная при прокатке (рис. 2, б).
Электронно-микроскопические исследования показали, что при прокатке реализуется деформация механическим двойникованием (рис. 3, а)
и происходит формирование полос локализованного течения различного масштаба (рис. 2, б). Рост внутренних напряжений и измельчение
зерен приводят к повышению микротвердости (таблица).
Рис. 1. Рентгенограммы для исходного (1) и прокатанных (2–5) образцов стали
08Х17Н14М2:
2 – ε = 25 %; 3 – ε = 50 %; 4 – ε = 75 %; 5 – ε = 90 %
Микротвердость образцов стали 08Х17Н14М2
после различных режимов обработки
, %
25
50
75
90
464
Нµ, ГПа
Без наводороживания j = 10 мА/см2 j = 100 мА/см2 j = 200 мА/см2
3,4
3,0
3,3
2,8
3,5
3,7
3,9
3,7
3,7
4,2
4,2
4,2
3,9
4,4
4,4
4,5
Секция 3
а
б
в
Рис. 2. Карты ориентаций для структуры стали 08Х17Н14М2, полученные методом ДОЭ:
а – в исходном состоянии; б – после прокатки (ε = 50 %); в – после наводороживания при j = 100 мА/см2 и прокатки (ε = 50 %)
а
б
Рис. 3. Электронно-микроскопические изображения структуры стали 08Х17Н14М2:
а – прокатка; б – наводороживание (j = 100 мA/см2) и прокатка. Степень осадки ε = 50 %
На рентгенограммах для образцов, подвергнуты различным режимам комбинированной обработки – электролитического наводоро465
Перспективные материалы в строительстве и технике (ПМСТ-2014)
живания при различных плотностях тока и последующей прокатки
с разной степенью пластической деформации – также наблюдаются
рефлексы только от γ-фазы (рис. 4, крив. 2–5), т. е. наводороживание
не способствует появлению заметного количества α' и ε мартенситных
фаз. Размеры ОКР изменяются незначительно по сравнению с образцами, прокатанными без введения водорода, и составляют 15–20 нм,
параметр решетки также не изменяется. По данным ДОЭ-анализа
(рис. 2, в) и просвечивающей электронной микроскопии зеренная
структура измельчается и носит ориентированный характер, наблюдаются двойники деформации (рис. 3, б) и ε-мартенсит. Анализ распределения границ по углам разориентации свидетельствует в пользу
того, что после прокатки с наводороживанием в структуре увеличивается доля специальных границ (двойниковых) с разориентацией 60°,
что свидетельствует об усилении вклада от механического двойникования в упрочнение и измельчение структуры.
Микротвердость в образцах, подвергнутых наводороживанию перед прокаткой до степени обжатия 25 %, уменьшается на 0,1–0,6 ГПа по
сравнению с образцами, прокатанными без наводороживания, что, вероятно, вызвано процессами локализации или образования ε-мартенсита, свойственными деформации аустенитных сталей с водородом [2].
При степенях осадки 50–90 %, напротив, она возрастает на 0,2–0,6 ГПа,
что вызвано усилением вклада от механического двойникования при
наводороживании и прокатке.
На рис. 5 представлены кривые «напряжение–деформация» для
образцов стали 08Х17Н14М2 при одноосном статическом растяжении
в исходном состоянии (крив. 1) и после насыщения водородом при
плотностях тока j = 10 мA/см2, 100 мA/см2 и 200 мA/см2 и прокатки до
ε = 50 % (крив. 2–5 соответственно). Предел текучести (σ0,2) и предел
прочности (σB) исходного образца (рис. 5, крив. 1) составляют 370
и 680 МПа соответственно. Пластическая деформация (прокатка) приводит к упрочнению стали, и, следовательно, повышению предела текучести и предела прочности до 1040 и 1150 МПа соответственно
(рис. 5, крив. 2). Предварительное электролитическое насыщение водородом перед прокаткой (ε = 50 %) приводит к небольшому повышению предела текучести (σ0,2 = 1070–1100 МПа) и предела прочности
(σB = 1170–1225 МПа).
466
Секция 3
Рис. 4. Рентгенограммы для образцов
стали 08Х17Н14М2 в исходном
состоянии (1), после прокатки (2)
и после наводороживания и прокатки (ε = 50 %) (3–5): 3 –
j = 10 мA/см2; 4 – j = 100 мA/см2;
5 – j = 200 мA/см2
Рис. 5. Кривые «напряжение–деформация»
для образцов стали 08Х17Н14М2
в исходном состоянии (1), после
прокатки (2), после наводороживания и прокатки (ε = 50 %) (3–5):
3 – j = 10 мA/см2; 4 – j = 100 мA/см2;
5 – j = 200 мA/см2
Заключение
В работе исследовали влияние химико-деформационной обработки, включающей наводороживание и плоскую прокатку, на структуру,
фазовый состав и механические свойства стали 08Х17Н14М2. Прокатка
на плоских валках, комбинированная с обратимым легированием водородом, приводит к измельчению структуры и формированию двойниковых границ и ε-мартенсита. С повышением плотности тока при наводороживании перед прокаткой доля двойниковых границ увеличивается.
Пластическая деформация образцов стали как с водородом, так и без
него не способствует появлению заметного количества α'-мартенситной
фазы. Введение водорода перед прокаткой (со степенями осадки более
25 %) приводит к дополнительному увеличению микротвердости и пределов прочности и текучести, что вызвано усилением вклада от механического двойникования при наводороживании.
Работа выполнена с использованием оборудования Томского
материаловедческого центра коллективного пользования и Белгородского государственного университета.
467
Перспективные материалы в строительстве и технике (ПМСТ-2014)
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Неравновесные системы металл-водород. Титан, нержавеющая сталь /
Х. Баумбах, М. Крекинг, Ю.И. Тюрин [и др.]. – Томск : Изд-во Том. гос. ун-та,
2002. – 349 с.
2. Lo, K.H. Recent developments in stainless steels / K.H. Lo, C.H. Shek,
J.K.L. Lai // Materials Science and Engineering. – 2009. – R 65. – Р. 39–104.
468
Секция 3
УДК 533.9:539.4.015.2
СВОЙСТВА, СТРУКТУРА И ФАЗОВЫЕ ПРЕВРАЩЕНИЯ
ТИТАНОВОГО СПЛАВА, ОБРАБОТАННОГО
ВЫСОКОИНТЕНСИВНЫМ ИМПУЛЬСНЫМ
ЭЛЕКТРОННЫМ ПУЧКОМ
Ю.Ф. Иванов1,2, Е.А. Петрикова2, А.Д. Тересов2, Е.Л. Никоненко3,
В.Е. Громов4, Д.А. Романов4
1
2
Институт сильноточной электроники СО РАН, г. Томск, Россия,
Национальный исследовательский Томский государственный университет,
г. Томск, Россия,
3
Томский государственный архитектурно-строительный университет»,
г. Томск, Россия,
4
Сибирский государственный индустриальный университет,
г. Новокузнецк, Россия
E-mail: vilatomsk@mail.ru
Аннотация. Работа посвящена анализу результатов, полученных при
исследовании структуры и свойств поверхностного слоя сплава на основе
титана (сплав ВТ6), подвергнутого комплексной обработке, сочетающей облучение плазмой, формируемой при электрическом взрыве проводящего материала (углеграфитовое волокно с навеской порошка карбида кремния)
и последующую обработку высокоинтенсивным импульсным электронным
пучком. Показано, что комплексная обработка приводит к формированию
многослойной структуры; средняя толщина легированного слоя достигает
30 мкм. В легированном слое выявлено формирование многофазной (α-Ti,
TiC, SiC, TiSi2, Ti3SiC2) субмикро- и наноразмерной структуры; объемная
доля упрочняющих фаз (TiC, SiC, TiSi2, Ti3SiC2) достигает 73 %. Комплексная обработка приводит к многократному упрочнению поверхностного слоя
сплава ВТ6; при толщине упрочненного слоя ~80 мкм превышение его микротвердости над микротвердостью сердцевины образца достигает 3,5 раз.
Выявлено, что основными факторами, ответственными за формирование высокопрочного состояния поверхностного слоя являются формирование
структуры ячеистой кристаллизации (размер ячеек изменяется в пределах от
300 до 600 нм.) с наноразмерной пластинчатой субструктурй (поперечные
Работа выполнена при частичной финансовой поддержке грантов РФФИ (проекты
№ 13-08-00416_а и № 14-32-50254 мол_нр); в рамках гос. задания Минобрнауки России № З.295.2014/К
469
Перспективные материалы в строительстве и технике (ПМСТ-2014)
размеры 30–60 нм) -титана, а также выделение частиц вторых фаз (TiC, SiC,
Ti3SiC2, Ti4Al2С) нано- и субмикронного диапазона. Частицы вторых фаз
имеют глобулярную форму и располагаются преимущественно по границам
и в стыках границ ячеек кристаллизации, зерен и субзерен.
Ключевые слова: титан; электрический взрыв; высокоинтенсивный
импульсный электронный пучок
Введение
Импульсное оплавление (токи высокой частоты, лазерное излучение, электронные пучки, плазменные потоки и струи) и насыщение
поверхностных слоев материала легирующими элементами с последующей кристаллизацией и образованием упрочняющих фаз (так называемые покрытия промежуточного типа) является в настоящее время
одним из перспективных методом модификации структуры и свойств
металлов и сплавов [1]. Формируемые слои имеют металлургическую
связь с основой с адгезией на уровне когезии и незначительно изменяют
размеры детали.
Дополнительное повышение свойств поверхностного слоя материала и образца в целом достигается при комбинированной обработке,
сочетающей насыщение поверхностных слоев материала легирующими элементами с последующей термообработкой [2]. Эффективным
инструментом для дополнительной термической обработки являются
высокоинтенсивные импульсные электронные пучки [3]. Развивается
новый и перспективный метод электровзрывной обработки поверхности, позволяющий получить кратное повышения поверхностных
свойств материала за счет формирования на нем упрочняющих слоев
[4–7]. По сравнению с широко распространенной лазерной, электронно-пучковая технология обладает большими возможностями контроля
и регулирования количества подводимой энергии, отличается локальностью распределения энергии в приповерхностном слое обрабатываемого материала и высоким коэффициентом полезного действия 8.
Сверхвысокие скорости (108–1010 К/с) нагрева до температур плавления и последующего охлаждения тонкого приповерхностного слоя
(10–7–10–6 м) материала, весьма малые (10–6–10–3 с) времена воздействия высоких температур, формирование предельных градиентов температуры (до 107–108 К/м), обеспечивающих охлаждение приповерх470
Секция 3
ностного слоя за счет теплоотвода в интегрально холодный объем материала со скоростью 104–109 К/с, создают условия для образования
в приповерхностном слое аморфной, нано- и субмикрокристаллической структуры.
Целью настоящей работы являлось обнаружение закономерностей эволюции структуры и свойств поверхностного слоя титанового
сплава ВТ6, подвергнутого комплексной обработке, сочетающей электровзрывное легирование и последующее облучение высокоинтенсивным импульсным электронным пучком.
Материал и методики исследования
В качестве модифицируемого материала был выбран сплав на основе титана ВТ6 (0,6Fe, 0,1C, 0,1Si, 5,3V, 0,05N, 6,5Al, 0,3Zr, 0,2O,
0,015H, остальное Ti [9]). Легирование поверхностного слоя осуществляли путем воздействия плазмы, формирующейся при электрическом взрыве углеграфитового волокна, на поверхность которого в область взрыва
помещали навеску порошка карбида кремния SiC [10]. Последующее облучение поверхности легирования проводили импульсным электронным
пучком. Исследования фазового и элементного состава, дефектной субструктуры поверхностного слоя осуществляли методами сканирующей
и электронной дифракционной микроскопии, рентгеноструктурного анализа (геометрия Брегга-Брентано, Cokα–излучение); механические свойства поверхностного слоя изучали, измеряя микротвердость.
Результаты исследований и их обсуждение
Особенностью электровзрывного легирования, как уже отмечалось выше, является не только модификация приповерхностного слоя
материала, но и создание покрытия, являющегося, как правило, высокопористым, содержащим большое количество капельной фракции,
микрократеров и микротрещин, что во многих случаях существенно
снижает служебные характеристики обрабатываемой детали (рис. 1).
Кратковременность воздействия потока плазмы (~ 100 мкс [2]) на поверхность материала и высокие скорости последующего охлаждения
приводят к формированию слоистой структуры. В модифицируемом
объеме выявляются собственно легированный слой, переходный слой
и слой термического влияния, плавно переходящий в основной объем
471
Перспективные материалы в строительстве и технике (ПМСТ-2014)
материала. Толщина слоя легирования, вследствие высокоразвитого
рельефа поверхности легирования, изменяется в весьма широких пределах, достигая 40 мкм; толщина переходного слоя является более определенным параметром и изменяется в пределах от 3 до 5 мкм.
Рис. 1. Морфология поверхности титанового сплава ВТ6, подвергнутого электровзрывному науглероживанию с навеской порошка карбида кремния
Фазовый анализ модифицированного слоя сплава ВТ6 осуществляли методами дифракции рентгеновских лучей. Результаты количественного анализа рентгенограмм представлены в таблице.
Анализируя результаты, приведенные в таблице, можно отметить, что основными фазами модифицированного слоя образцов ВТ6
являются α-Ti, TiС, SiC, TiSi2 и Ti3SiC2. После электровзрывного легирования суммарная объемная доля вторых фаз (35 %), объемная доля αTi (65 %). Последующая электронно-пучковая обработка приводит
к увеличению суммарного содержания вторых фаз с ростом плотности
энергии пучка электронов, максимальная суммарная объемная доля которых (~73 %) фиксируется при плотности энергии пучка электронов
50 Дж/см2. Особенностью фазового состава титанового сплава ВТ6,
подвергнутого электровзрывному науглероживанию с участием порошка карбида кремния и последующей электронно-пучковой обработке,
472
Секция 3
является образование МАХ-фазы состава Ti3SiC2, объемная доля которой достигает 28 % (таблица). Отметим, что МАХ-фазы с общей формулой Mп +1AXп (М – переходный металл; А – элемент из групп IIIA и
IVA; Х – С и/или N) обладают специфическими свойствами, сочетающими достоинства металлов и керамики, занимая особое место среди
большого семейства тройных карбидов [11].
Результаты рентгенофазового анализа образцов титанового
сплава ВТ6, подвергнутого электровзрывному легированию
(образец 1) и последующей электронно-пучковой обработке
(образцы 2–5) по режиму: 2–45 Дж/см2, 100 мкс, 10 имп.;
3–45 Дж/см2, 200 мкс, 20 имп.; 4–50 Дж/см2, 100 мкс, 10 имп.;
5–60 Дж/см2, 100 мкс, 10 имп. при частоте следования импульсов 0,3 с–1
Объемная Объемная доРежим
обработки доля -Ti, %
ля TiSi2, %
1
65
5
2
31
36
3
36
33
4
27
33
5
28
22
Объемная доля
(TiС + SiС), %
10
16
16
17
22
Объемная доля Ti3SiC2, %
10
15
14
23
28
Изменение прочностных характеристик модифицированного
слоя анализировали, определяя микротвердость поверхности облучения и строя профили микротвердости. Тестирование осуществляли по
косым шлифам (поверхность шлифа наклонена к поверхности обработки на ~7 град.). Установлено, что в результате комплексной обработки, сочетающей электровзрывное легирование и облучение высокоинтенсивным электронным пучком, формируется упрочненный
приповерхностный слой толщиной до 80 мкм. Микротвердость изменяется немонотонным образом (рис. 2), что связано со слоистой
структурой упрочненного объема. Максимального значения величина
микротвердости материала достигает на некотором удалении от поверхности обработки и превышает в ~ 3,5 раза микротвердость сердцевины образца.
473
Перспективные материалы в строительстве и технике (ПМСТ-2014)
1
3
2
3
2
1
4
3
Рис. 2. Распределение микротвердости по глубине поверхностного слоя
титанового сплава ВТ6 после облучения плазмой, формируемой формирующейся в модифицированном поверхностном слое (слой расположен
на глубине 1–2 мкм): режим 1: 45 Дж/см2, 100 мкс, 10 имп., 0,3 с–1; режим
2: 50 Дж/см2, 100 мкс, 10 имп., 0,3 с–1; режим 3: 60 Дж/см2, 100 мкс,
10 имп., 0,3 с–1; режим 4: 45 Дж/см2, 200 мкс, 20 имп., 0,3 с–1
В результате выполненных исследований установлено, что
в слое, расположенном на глубине ~ 2 мкм, формируется поликристаллическая структура, размер зерен которой изменяется в пределах
(300–500) нм (рис. 3, а). Зерна являются α-титаном, имеющим пластинчатую структуру. Поперечные размеры пластин изменяются
в пределах от 30 до 50 нм; продольные – от 100 до 400 нм и ограничены размерами зерен (рис. 3, б). Зерна разделены прослойками карбида
титана TiC, о чем свидетельствует темнопольное изображение, представленное на рис. 3, в.
Наряду с карбидом титана, методами темнопольного анализа выявлено присутствие частиц карбида кремния. Частицы карбида кремния
имеют преимущественно глобулярную форму; размеры частиц изменяются в пределах от 100 до 200 нм. Располагаются частицы карбида
кремния в стыках границ зерен и хаотически в объеме зерен α-титана.
Можно предположить, что данные частицы являются частицами исходного порошка. В отдельных случаях в поверхностном слое выявляются
474
Секция 3
участки, на микроэлектронограммах, полученных с которых, обнаруживаются рефлексы, принадлежащие МАХ-фазе состава Ti4Al2С.
Рис. 3. Электронно-микроскопическое изображение зеренно-субзеренной структуры, формирующейся в модифицированном поверхностном слое (слой
расположен на глубине 1–2 мкм):
а – светлопольное изображение; б, в – темные поля; г, д – микроэлектронограммы
На глубине 25–30 мкм формируется переходная зона, являющаяся границей раздела объемов материала, находящихся в твердофазном и жидкофазном состояния при электронно-пучковой обработке. Исследования, выполненные методами просвечивающей электронной микроскопии тонких фольг, полученных из объема переходного
слоя, выявили поликристаллическую структуру α-титана, подобную
структуре поверхностного слоя. В объеме зерен выявляется пластинчатая субструктура. Поперечные размеры пластин изменяются в пределах от 30 до 60 нм; продольные – от 100 до 600 нм и ограничены
размерами (400–600 нм) зерен. На микроэлектронограммах, полученных с зеренной структуры, наряду с рефлексами α-титана обнаруживаются рефлексы карбида титана TiC. Частицы карбида титана распо475
Перспективные материалы в строительстве и технике (ПМСТ-2014)
лагаются по границам зерен α-титана. Поперечные размеры частиц
карбида титана составляют (100–150) нм, продольные – (200–600) нм.
Наряду с рефлексами карбида титана на микроэлектронограммах выявляются рефлексы силицида титана состава TiSi. Частицы силицида титана, также как и карбида титана, располагаются по границам зерен α-титана в виде прослоек или глобул.
Заключение
Осуществлена комплексная обработка титанового сплава ВТ6,
сочетающая легирование поверхностного слоя плазмой электрического
взрыва углеграфитового волокна с навеской порошка карбида кремния,
помещенной в область взрыва на поверхность углеграфитового волокна, и последующее облучение поверхности электровзрывного легирования высокоинтенсивным импульсным электронным пучком субмиллисекундной длительности воздействия. Выявлено формирование многофазной субмикро- и нанокристаллической структуры, представленной зернами α-титана и частицами вторых фаз (TiC, SiC и TiSi2,
Ti3SiC2), суммарная объемная доля которых превышает 70 %. α-титан
имеет наноразмерную пластинчатую структуру. Частицы вторых фаз
глобулярной формы располагаются преимущественно по границам
и в стыках границ зерен и субзерен α-титана. Микротвердость модифицированного слоя более чем в 3 раза превышает микротвердость сердцевины образцов ВТ6.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Высокоэнергетические процессы обработки материалов / О.А. Солоненко,
А.П. Алхимов, В.В. Марусин [и др.]. – Новосибирск : Наука. Сибирская издательская
фирма РАН, 2000. – 452 с.
2. Структура, фазовый состав и свойства титана после электровзрывного легирования и электронно-пучковой обработки / С.В. Карпий, М.М. Морозов, Ю.Ф. Иванов [и др.]. – Новокузнецк : Изд-во НПК, 2010. – 173 с.
3. Generation and propagation of high-current low-energy electron beams Laser and
Particle Beams / V.N. Devyatkov, N.N. Koval, P.M. Schanin [etc.]. – 2003. – 21. – Р 243–248.
4. Budovskikh, E.A. The Formation Mechanism Providing High-Adhesion Properties of an Electric-Explosive Coating on a Metal Basis Doklady Physics / E.A. Budovskikh,
V.E. Gromov, D.A. Romanov. – 2013. – 58. – № 3. – Р 82–84.
5. Romanov, D.A. Surface Relief and Structure of Electroexplosive Composite Surface Layers / D.A. Romanov, E.A. Budovskikh, V.E. Gromov // Molybdenum–Copper Sys-
476
Секция 3
tem Journal of Surface Investigation. X-ray, Synchrotron and Neutron Techniques. – 2016. –
5. – № 6. – Р. 1112–1117.
6. Surface modification by the EVU 60/10 electroexplosive system Steel in translation / D.A. Romanov, E.A. Budovskikh, Y.D. Zhmakin [etc.]. – 2011. – 41. – № 6. –
Р. 464–468.
7. Electroexplosive boron-copper plating and subsequent electron-beam treatment of
steel 45 Steel in translation / E.S. Vashchuk, D.A. Romanov, E.A. Budovskikh [etc.]. –
2011. – 41. – № 6. – Р. 469–474.
8. Rotshtein, V. Surface treatment of materials with low-energy, high-current electron beams / V. Rotshtein, Yu. Ivanov, A. Markov // Materials surface processing by directed energy techniques ; еd Y. Pauleau. – London : Elsevier, 2006. – Ch. 6. – Р. 205–240.
9. Ильин, А.А. Титановые сплавы. Состав, структура, свойства / А.А. Ильин,
Б.А. Колачев, И.С. Полькин. – М. : ВИЛС-МАТИ, 2009. – 520 с.
10. Физические основы электровзрывного легирования металлов и сплавов /
А.Я. Багаутдинов, Е.А. Будовских, Ю.Ф. Иванов [и др.]. – Новокузнецк : СибГИУ,
2007. – 301 с.
11. Sun, M. Progress in research and development on MAX phases: a family of
layered ternary compounds International Materials Reviews / M. Sun. – 2011. – 56. – № 3. –
Р. 143–166.
477
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 533.9:539.4.015.2
УСТАЛОСТНАЯ ДОЛГОВЕЧНОСТЬ
ЗАЭВТЕКТИЧЕСКОГО СИЛУМИНА,
ОБРАБОТАННОГО ВЫСОКОИНТЕНСИВНЫМ
ИМПУЛЬСНЫМ ЭЛЕКТРОННЫМ ПУЧКОМ
Е.А. Петрикова1,2, Ю.Ф. Иванов1,2, А.Д. Тересов1,2, Н.А. Попова3,
В.Е. Громов4, К.В. Алсараева4, А.В. Ткаченко5, С.В. Коновалов4
1
Национальный исследовательский Томский государственный университет,
г. Томск, Россия,
2
Институт сильноточной электроники СО РАН, г. Томск, Россия,
3
Томский государственный архитектурно-строительный университет,
г. Томск, Россия,
4
Сибирский государственный индустриальный университет,
г. Новокузнецк, Россия,
5
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия
E-mail: natalya-popova-44@mail.ru
Аннотация. Выполнено модифицирование поверхности образцов заэвтектического силумина высокоинтенсивным импульсным электронным
пучком, осуществлены усталостные испытания и выявлен режим облучения,
позволивший повысить усталостную долговечность материала в 2,5–3 раза.
Показано, что основной причиной увеличения усталостной долговечности
силумина является диспергирование и квазиоднородное распределение кристаллов кремния в модифицированном слое.
Ключевые слова: силумин; высокоинтенсивный импульсный электронный пучок, структура, усталостная долговечность
Введение
Силумины (сплав алюминия с кремнием) заэвтектического состава, обладая высокими удельными механическими свойствами, являются
трудно деформируемым, хрупким материалом. Поэтому изыскание путей и методов существенного улучшения структуры и повышения пла
Работа выполнена при частичной финансовой поддержке гранта РФФИ (проект
№ 13-08-00416_а).
478
Секция 3
стических свойств силумина было и есть актуальной и приоритетной
задачей расширения среды применения этих сплавов в авиационной,
автомобилестроительной и других отраслях промышленности. При
традиционных условиях кристаллизации слитков методом непрерывного литья в заэвтектических силуминах формируются грубые (до
100 мкм) кристаллы первичного кремния и других избыточных фаз,
а эвтектика содержит крупные пластинчатые частицы эвтектического
кремния [1]. Одним из перспективных направлений, позволяющим измельчить и равномерно расположить кристаллы кремния в алюминиевой матрице, является метод быстрой [2] и сверхбыстрой [3] кристаллизации. Эффективным инструментом сверхвысокоскоростной термической обработки поверхности металлов и сплавов являются высокоинтенсивные импульсные электронные пучки [4]. По сравнению
с широко распространенной лазерной, электронно-пучковая технология
обладает большими возможностями контроля и регулирования количества подводимой энергии, отличается локальностью распределения
энергии в приповерхностном слое обрабатываемого материала и высоким коэффициентом полезного действия. Сверхвысокие скорости
(108–1010 К/с) нагрева до температур плавления и последующего охлаждения тонкого приповерхностного слоя (10–7–10–6 м) материала, весьма малые (10–6–10–3 с) времена воздействия высоких температур, формирование предельных градиентов температуры (до 107–108 К/м), обеспечивающих охлаждение приповерхностного слоя за счет теплоотвода
в интегрально холодный объем материала со скоростью 104–109 К/с,
создают условия для образования в приповерхностном слое аморфной,
нано- и субмикрокристаллической структуры [5].
В цикле работ, выполненных на силумине эвтектического состава (Al-12.8Si) и обобщенных в [6], было показано, что обработка поверхности материала высокоинтенсивным импульсным электронным
пучком субмиллисекундной длительности воздействия позволяет диспергировать структуру силумина, что обусловлено сверхвысокими
скоростями нагрева и охлаждения, реализующимися в поверхностном
слое материала при данном методе обработки. Обработка электронным пучком поверхности эвтектического силумин позволила растворить крупные включения кремния и интерметаллидных фаз в слое
толщиной до 60 мкм с образованием ячеисто-дендритной структуры,
479
Перспективные материалы в строительстве и технике (ПМСТ-2014)
характер и размер составляющих которой определяется величиной
введенной потоком энергии. Так при одноимпульсной обработке
(20 Дж/см2; 200 мкс; 0,3 с-1) средний размер ячеек кристаллизации составляет 160 нм, средний поперечный размер прослоек кремния 46 нм,
а частиц кремния, расположенных в объеме ячеек, – 12 нм. При увеличении количества импульсов облучения до 10 средний размер ячеек
кристаллизации существенно возрастает, достигая 360 нм, средний
поперечный размер прослоек кремния увеличивается до 65 нм, частиц
кремния, расположенных в объеме ячеек, – до 30 нм. В строении модифицированного слоя выделяются два подслоя, образовавшихся
вследствие неравномерности распределения температуры по глубине
и различной температуры плавления структурных составляющих исследуемого сплава. В первом подслое происходит плавление всех фазовых составляющих сплава (алюминий, кремний, интерметаллидные
соединения). Второй подслой характеризуется присутствием грубых
включений кремния и интерметаллидов, количество которых увеличивается со снижением плотности мощности пучка электронов. Указанные структурно-фазовые превращения, протекающие в модифицированном слое, обеспечивают повышение микротвердости и износостойкости исследуемого эвтектического силумина.
Целью настоящей работы являлось обнаружение закономерностей
эволюции структуры и усталостной долговечности заэвтектического силумина, подвергнутого облучению высокоинтенсивным импульсным
электронным пучком субмиллисекундной длительности воздействия.
Материал и методики исследования
В качестве модифицируемого материала был выбран заэвтектический силумин состава Al-23%Si. Импульсное плавление поверхностного слоя силумина осуществляли высокоинтенсивным импульсным
электронным пучком на установке «СОЛО» по режимам: энергия электронов 18 кэВ, плотность энергии пучка электронов (10–25) Дж/см2,
длительность импульсов воздействия 50 и 150 мкс, количество импульсов воздействия 1–5, частота следования импульсов 0,3 с–1; облучение
проводили в аргоне при остаточном давлении 0,02 Па. Данный режим
обеспечивал нагрев поверхностного слоя толщиной до 50 мкм до температуры плавления и закалку из расплава со скоростями до 106 К/с.
480
Секция 3
Усталостные испытания проводили по схеме циклического симметричного консольного изгиба. Образцы для испытаний имели форму параллелепипеда с параметрами 8×14×145 мм. Имитация трещины осуществлялась надрезом в виде полуокружности радиусом 10 мм. Верхнее значение цикла нагрузки подбиралось экспериментальным путем для
исследуемого материала таким, чтобы образец до разрушения выдерживал определенное число циклов. Температура испытаний была комнатной. Исследование структуры модифицированного слоя силумина
осуществляли методами металлографии и сканирующей электронной
микроскопии.
Результаты исследований и их обсуждение
Структура заэвтектических силуминов, как уже отмечалось выше,
характеризуется наличием большого количества первичных кристаллитов кремния пластинчатой формы (рис. 1). Пластины располагаются
хаотически, либо декорируют границы зерен сплава. Размеры пластин
исследуемого в настоящей работе силумина в плоскости шлифа изменяются в пределах от единиц до сотни микрометров.
Рис. 1. Структура заэвтектического силумина в исходном состоянии. Оптическая микроскопия травленого шлифа. Стрелками указаны включения
кремния
Результаты усталостных испытаний образцов силумина выявили
немонотонную зависимость количества циклов до разрушения от режима облучения высокоинтенсивным импульсным электронным пучком (рис. 2). Наилучший результат, превышающий усталостную долговечность исходных (не облученных) образцов силумина более чем
481
Перспективные материалы в строительстве и технике (ПМСТ-2014)
в 2,5 раза, показали образцы силумина, облученные электронным пучком по следующему режиму: 20 Дж/см2; 150 мкс; 5 имп.; 0,3 с–1.
6
N, 10
5
5
4
3
2
1
0,0
0,2
0,4
0,6
6
0,8
1,0
2
W*n, 10 , Вт*имп/см
Рис. 2. Зависимость числа циклов до разрушения N от совокупной плотности
мощности пучка электронов W*n. Штрихпунктирной линией указано
количество циклов до разрушения исходных образцов
Очевидно, что усталостная долговечность образцов силумина определяется в первую очередь структурой поверхностного слоя образцов,
сформированной при электронно-пучковой обработке. Для структурных
исследований поверхности облучения силумина были выбраны образцы,
усталостная долговечность которых различалась более чем на порядок,
т. е. показавшие минимальные (N1 = 51 000 циклов) и максимальные
(N2 = 574 000 циклов) значения циклов до разрушения. Значение N1 было
зафиксировано на образцах, облученных электронным пучком по режиму
15 Дж/см2; 150 мкс; 1 имп.; N2 – 20 Дж/см2; 150 мкс; 5 имп.
На рис. 3, а, б представлены характерные изображения структуры
поверхностного слоя силумина, обработанного высокоинтенсивным
импульсным пучком электронов по режиму 15 Дж/см2; 150 мкс; 1 имп.,
показавшего при испытаниях минимальную усталостную долговечность. Анализируя структурное состояние модифицированной поверхности данного образца, можно отметить, что облучение электронным
пучком привело к плавлению лишь алюминия. Высокоскоростная тер482
Секция 3
мическая обработка, имеющая место при облучении, привела к формированию многочисленных микропор и микротрещин, расположенных
в пластинах кремния. Пластины кремния являются концентраторами
напряжения, т. е. источниками микро- и макротрещин в условиях усталостных испытаний (рис. 3, б). В совокупности выявленные особенности структуры, формирующейся при указанном режиме облучения,
привели к существенному (более чем в 4 раза, по отношению к исходным образцам) снижению усталостной долговечности силумина.
а
б
20 мкм
в
20 мкм
г
д
20 мкм
100 мкм
100 мкм
Рис. 3. Структура поверхности образца заэвтектического силумина, обработанного высокоинтенсивным импульсным электронным пучком по режиму:
а, б – 15 Дж/см2; 150 мкс; 1 имп.; в–д – 20 Дж/см2; 150 мкс; 5 имп.
Стрелками на (а) указаны микропоры и микротрещины; на (б) – концентратор напряжений (пластина кремния), явившийся источником зарождения макротрещины при усталостных испытаниях; на (г) – частицы кремния; на (д) – кромка усталостного излома образца. Сканирующая электронная микроскопия
483
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Характерное изображение структуры поверхности образца силумина, обработанного высокоинтенсивным импульсным пучком
электронов по режиму 20 Дж/см2; 150 мкс; 5 имп., показавшего при
испытаниях максимальную усталостную долговечность, представлено
на рис. 3, в–д. На поверхности облучения формируется однородная
структура зеренного типа (размер зерен эвтектики изменяется в пределах 30–50 мкм). Зерна разделены прослойками кремния, поперечные размеры которых не превышают 20 мкм (рис. 3, г). Концентраторы напряжений, могущие являться источниками разрушения образца,
на кромке излома не обнаруживаются. Это, очевидно, указывает на то,
что концентратор, явившийся причиной разрушения образца, располагался под поверхностью, по всей видимости, на границе раздела жидкой и твердой фаз.
Заключение
Осуществлено модифицирование поверхности образцов заэвтектического силумина высокоинтенсивным импульсным электронным пучком, осуществлены усталостные испытания и выявлен режим
облучения, позволивший повысить усталостную долговечность материала в 2,5–3 раза. Показано, что основной причиной увеличения усталостной долговечности силумина является диспергирование и квазиоднородное распределение кристаллов кремния в модифицированном слое. Высказано предположение о том, что при оптимальном
режиме облучения концентраторы напряжений формируются в подповерхностном слое на границе раздела жидкой и твердой фаз.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Строганов, Г.Б. Сплавы алюминия с кремнием / Г.Б. Строганов, В.А. Ротенберг, Г.Б. Гершман. – М. : Металлургия, 1977. – 270 с.
2. Комплексный подход к созданию и организации производства поршней дизельных двигателей из быстрозакристаллизованных заэвтектических силуминов /
А.В. Николаенко, Ю.Г. Калпин, Т.С. Басюк [и др.] // Известия ТулГУ. Технические
науки. – 2013. – № 3. – Р. 603–617.
3. Брехаря, Г.П. Формирование структуры поверхностных слоев эвтектического и заэвтектического силуминов после импульсной лазерной обработки / Г.П. Брехаря, В.В. Гиржон, И.В. Танцюра // Металлофизика и новейшие технологии. – 2007. –
29. – № 9. – Р. 1243–1254.
484
Секция 3
4. Коваль, Н.Н. Наноструктурирование поверхности металлокерамических
и керамических материалов при импульсной электронно-пучковой обработке /
Н.Н. Коваль, Ю.Ф. Иванов // Известия вузов. Физика. – 2008. – № 5. – Р. 60–70.
5. Rotshtein, V. Surface treatment of materials with low-energy, high-current electron beams / V. Rotshtein, Yu. Ivanov, A. Markov // Materials surface processing by directed energy techniques / еd Y. Pauleau. – London : Elsevier, 2006. – Ch. 6. – Р. 205–240.
6. Модификация структуры и свойств эвтектического силумина электронноионно-плазменной обработкой / А.П. Ласковнев, Ю.Ф. Иванов, Е.А. Петрикова
[и др.]. – Минск : Белорусская наука, 2013. – 287 с.
485
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 543.3.669.
КРИСТАЛЛОГЕОМЕТРИЯ СТРУКТУР В СИСТЕМАХ
Ti-Ni, Ni-Cr, Ti-Cr И Ti-Ni-Cr
А.И. Потекаев1, А.А. Клопотов1,2, М.М. Морозов3, Т.Н. Маркова3,
В.Д. Клопотов4, А.А. Кыпчаков2
1
Национальный исследовательский Томский государственный университет,
г. Томск, Россия,
2
Томский государственный архитектурно-строительный университет,
г. Томск, Россия,
3
Сибирский государственный индустриальный университет,
г. Новокузнецк, Россия,
4
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия
E-mail: klopotovaa@tsuab.ru
Аннотация. В данной работе представлены результаты поиска общих
закономерностей в сплавах Ti–Ni, Ti–Cr, Ni–Cr и Ti–Ni–Cr на основе кристаллогеометрического и кристаллохимического анализов. Построена диаграмма, связывающая электронную концентрацию соединений в тройной
системе Ti–Ni–Cr с элементарными ячейками кристаллических структур. Выявлены особенности изменения сверхструктурного сжатия, коэффициентов
заполнения пространства в соединениях систем Ti–Ni, Ti–Cr, Ni–Cr.
Ключевые слова: фазовые диаграммы систем Ti–Ni, Ti–Cr, Ni–Cr, Ti–
Ni–Cr; кристаллогеометрия; коэффициент заполнения пространства; закон
Зена; сверхструктурное сжатие.
Введение
Сплавы на основе никелида титана принадлежат к классу материалов, обладающих уникальными физико-механическими свойствами одним их которых является эффект памяти формы (ЭПФ). Эти
сплавы широко используются в технике и медицине [0,0]. Необычные
свойства в этих сплавах обусловлены протекающими в них структур
Работа выполнена при частичной финансовой поддержке гранта «Программы повышения конкурентоспособности ТГУ» и по проекту Министерства образования и науки
Российской Федерации.
486
Секция 3
ными фазовыми переходами (ФП). Основным сплавообразующим
элементом в соединениях на основе никелида титан является титан,
который существует в ОЦК и ГПУ модификациях (Тк = 1155 К полиморфного превращения ). Многокомпонентные сплавы титана
с Ni, V, Cr, Fe, Co Cu, Pd и другими элементами образуют соединения
с В2 структурой, многие из которых испытывают термоупругие мартенситные превращений (МП). Следует отметить, что на кинетику
и на последовательности МП, на температурные области фазовых переходов влияют как термомеханические воздействия, так и легирование третьим элементом [0,0].
Существующая в литературе информация по кристаллическим
структурам, равновесным фазовым диаграммам, диаграммам мартенситных превращений подчеркивает сложность объекта исследования –
сплавов на основе TiNi. Изучение этих сплавов в зависимости от концентрации легирующего элемента позволяет т выбирать сплавы с оптимальными параметрами ЭПФ.
Описанию, изучению и теоретическому обоснованию фазовых
и структурных превращений в сплавах на основе никелида титана посвящено множество работ и обзоров [1-0]. Эти данные в ряде случаев
имеют противоречивый характер. В данной работе был проведен анализ литературных данных фазовых равновесных диаграмм и диаграмм
мартенситных превращений в бинарных Ti-Ni, Ni-Cr, Ti-Cr системах
и тройной системы Ti-Ni-Cr.
Диаграммы состояний систем Ti-Ni, Ti-Cr, Ni-Cr
и Ti-Ni-Cr
Межатомное взаимодействие в многокомпонентных сплавах зависит от многих факторов и параметров: от сорта атомов между которыми происходит взаимодействие, от концентрации и взаимного расположения элементов в узлах кристаллической решетки (от координации расположения атомов на первой и более высоких значений
координационных сфер), от наличия точечных и линейных дефектов
кристаллической решетки и других параметров.
Эволюция межатомного взаимодействия в тройных сплавах
с изменением химического состава проявляется на фазовых диаграммах
состояния. Кристаллическая структура, структурно-фазовые состояния
и свойства сплавов в бинарных системах с промежуточными фазами
487
Перспективные материалы в строительстве и технике (ПМСТ-2014)
(интерметаллическими соединениями) как кристаллохимических индивидов часто определяют триангуляцию тройных систем, отражая закономерности образования твердых растворов и новых промежуточных
фаз. Тип диаграммы состояния зависит от разных факторов. Отметим
основные: это тип кристаллического строения компонентов и значения
их параметров решетки; тип химической связи в соединениях и кристаллохимическая природа компонентов и особенности образования
фаз; размеры атомов элементов в этих системах (размерный фактор);
это стехиометрия соединений компонентов [8].
Изучение диаграмм состояния непосредственно связано как
с поиском сплавов с новыми функциональными свойствами, так
и в уточнении границ существующих фазовых равновесий. Кратко
рассмотрим известные в литературе данные по диаграммам состояний
систем Ti-Ni, Ti- Cr, Ni-Cr [0] и тройной системы Ti-Ni-Cr [0]. Изотермические сечения тройной системы Ti-Ni-Cr отчетливо отражают
особенности фазовых диаграмм соответствующих бинарных систем.
На фазовой диаграмме бинарной системы Ti-Ni имеют место разрывы растворимости в области непрерывного ряда твердых растворов
[0]. В этой системе существуют интерметаллические соединения имеют
узкие области гомогенности. Растворимость никеля в -Ti при 900 С
составляет 8 ат. %, а растворимость титана в никеле до 11 ат. %. Интерметаллическое соединение TiNi со структурой В2 кристаллизуется из
расплава при 1310 С (максимальная область гомогенности при 1118 С
простирается от 49,5 до 57 ат. %, а при 1000 С Ni 48 – 52 ат. % Ni) [6].
В ряде работ есть мнение, что не существует во всем температурном
интервале однофазной области соединения TiNi. Так в [6] приведена
точка зрения, что при температуре ниже 630 С TiNi это соединение
эвтектоидно распадается на смесь двух фаз Ti2Ni + TiNi3. Соединение
TiNi3 плавится конгруэнтно при 1380 С.
К другому типу фазовых диаграмм принадлежит система Ni-Cr
(рис. 1). В этой системе точка эвтектики всего одна (в отличии от системы TiNi, в которой эвтектическая реакция проходит при трех составах) и близка к эквиатомному составу (56 ат. % Cr). Растворимость Cr
в (Ni) очень высокая и достигает 50 ат. % Cr при эвтектической температуре (ТЭ = 1345 °С) и уменьшается до 36 ат. % Cr при Т = 700 °С.
488
Секция 3
В этой системе в области средних температур (~ 600 °C) в результате
фазового перехода порядок−беспорядок образуется упорядоченная фаза
Ni2Cr c тетрагональной структурой типа MoPt2 (рис. 3, табл. 2).
Рис. 1. Бинарные диаграммы систем Ti–Ni, Ti–Cr, Ni–Cr [6] и изотермическое
сечение тройной системы Ti–Ni–Cr при 927 C [7]
На фазовой диаграмме системы Ti-Cr наблюдается непрерывное
растворение титана и хрома в жидком состоянии с образованием ряда
твердых растворов (-Ti,Cr). Основные превращения в системе Ti-Cr
установлены в твердом состоянии. В области состава TiCr2 образуются
промежуточные фазы со структурой фаз Лавеса С14 (прототип MgZn2),
С15 (MgCu2) и С36 (MgNi2). Высокотемпературная модификация фазы
Лавеса С36 (l) образуется конгруэнтно из (-Ti,Cr) при температуре
489
Перспективные материалы в строительстве и технике (ПМСТ-2014)
1370 С. Понижение температуры ниже 1270 С приводит к образованию фазы Лавеса в среднетемпературную фазу Лавеса С14 (2). Низкотемпературная модификация фазы Лавеса С15 (3) образуется по перитектоидной реакции из фазы Лавеса С14 (2) и из (Ti, Cr) при температуре ~ 1220 С. В системе TiCr имеют место две эвтектоидные
реакции распада твердого раствора (-Ti, Cr) и фазы Лавеса С14.
В данной работе, основное внимание уделено исследованию
структурно-фазовых состояний сплавов в области соединения TiNi, легированного атомами Cr. На рис. 1 представлен изотермический разрез
системы TiNiCr при температуре 927 С. Пунктиром показаны каноды в двухфазных областях. Видно, что тройные соединения в системе
Ti–Ni–Cr начинаются только на сторонах изотермического треугольника. Области гомогенности тройных соединений, которые образуются на
основе бинарных соединений стехиометрических составов АВ, А3В
и А2В (TiNi, Ti2Ni TiNi3, Ti2Cr и Ti2Ni и Ni2Cr), не большие и вытянуты
вдоль определенных направлений. В тройное соединение на основе бинарного TiNi начинается на стороне TiNi изотермического треугольника и вытянуто в сторону области состава TiCr изотермического треугольника. Такое расположение области гомогенности тройного соединения на основе TiNi соответствует изменению химического состава по
схеме Ti50Ni50XCrX. Такая форма области гомогенности свидетельствует о том, что при легировании соединения TiNi атомами Cr они стремятся попасть на Ni узлы в кристаллической решетке в В2 структуре.
Структура сплавов в системах Ti-Ni, Ti-Cr и Ni-Cr
и кристаллогеометрические параметры
В настоящее время для анализа механизмов образования и устойчивости сплавов в той или иной кристаллической структуре используют разные кристаллогеометрические параметры, такие как размерный параметр = RB/RA или 1 RB/RA (где RA и RB радиусы атомов
сорта А и В в бинарных сплавах) [9–13], величину отклонения от закона Зена в абсолютных или относительных единицах [9, 13], коэффициент заполнения пространства [4, 10] и др. В настоящей работе мы
для анализа кристаллических структур будем использовать только два
кристаллогеометрических параметра: величину отклонения от закона
490
Секция 3
Зена и коэффициент заполнения пространства. В [4, 11] подробно
описан методика и методология применения этих параметров для анализа соединений в бинарных и тройных системах.
На рис. 2 приведены концентрационные зависимости атомного
объема, значения отклонений от закона Зена и плотности упаковки для
кристаллических структур в бинарных системах CrTi, CrNi и Ti-Ni.
Концентрационные зависимости выше перечисленных параметров хорошо коррелируют с фазовыми диаграммами состояний (рис. 2).
На зависимости атомного объема от концентрации для структур
в системе Ti-Ni хорошо проявляется отклонение от закона Зена и видно,
что отклонения от закона Зена является значительным и отрицательным
(рис. 4). Особенности изменения отклонения от закона Зена для разных
кристаллических структур наглядно проявляются на функциональной
зависимости /Э = f (ат. % С) Так величина /Э в соединении
Ti2Ni более чем в два раза меньше, чем для интерметаллида эквиатомного состава NiTi. Плотность упаковки и /Э являются взаимосвязанными параметрами: чем больше плотность упаковки в структуре,
тем больше должна быть и величина сверхструктурного сжатия. Это
явление хорошо выполняется для структур одного состава, когда они
переходят одна в другую в результате фазовых переходов, как это имеет место для соединений в области эквиатомного состава NiTi. Здесь
в интерметаллиде NiTi из сверхструктуры В2 образуется сверхструктура B19 в результате мартенситного перехода [1, 2] (структура B19 отличается от орторомбической структуры В19 небольшим моноклинным
искажением) [1–3].
В тоже время при сравнении фаз с разной стехиометрией это
положение не всегда выполняется. В фазах со структурами В2 и B19
не смотря на то, что /Э больше, чем в интерметаллидах Ti2Ni3
и TiNi3, плотность упаковки в TiNi меньше (рис. 4). Это возможно
связано с тем, что интерметаллиды Ti2Ni3 и TiNi3 организованы на базе более плотноупакованной ГПУ решетки. Данные относительной
величины отклонения от закона Зена, полученные для метастабильных фаз с составами Ti11Ni14, Ti3Ni4 и Ti2Ni3 показывают, что возникающие в результате отжигов промежуточные фазы обладают значительными по величине значениями /Э, по сравнению со стабильными фазами (рис. 2).
491
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис. 2. Фазовые диаграммы (а), концентрационные зависимости атомных объемов (б), отклонений от закона Зена (в) и коэффициента упаковки (г)
в твердых растворах и интерметаллидных соединениях в системах:
I TiCr; II NiCr; ; III TiNi
492
Секция 3
Концентрационные зависимости коэффициента упаковки для
соединений в бинарной системе Ti-Ni имеет немонотонный характер
с минимумом в области эквиатомного состава (рис. 4). Минимум на
концентрационной зависимости коэффициента в области эквиатомного состава отражает существование в этой области концентраций соединений с В2 структурой на основе ОЦК решетки с небольшой плотностью заполнения пространства. Напомним, что структуру В2 можно
представить в виде двух вложенных друг в друга простых кубических
решеток у которых атомы разного сорта А и В занимают одинаково эквивалентные позиции Выбор начала координат в элементарной ячейке
структуры В2 является инвариантой, т.е. перенос начала координат
в элементарной ячейке из положения, которое занимает атома А в положение атома В ни чего не меняет в элементарной ячейке. Коэффициент упаковки для чистых металлов с ОЦК решеткой равен 0,68, а для
металлов с ГЦК и ГПУ решетками = 0,74 [16]. Здесь в соединении
TiNi с В2 структурой в результате МП B2 В19 при переходе из менее
плотноупакованной структуры в более плотноупакованную структуру
коэффициент упаковки существенно меняется в сторону увеличения
заполнения пространства (штриховая линия на рис. 2, в).
Результаты расчета атомного объема и /Э и коэффициента
плотности упаковки от концентрации для кристаллических структур
в исследуемых бинарных системах TiCr и NiCr представлены на
(рис. 2). Приведенные зависимости свидетельствуют о не значительном
отрицательном отклонении от закона Зена по сравнению со значениями
в системе NiTi. Здесь также необходимо отметить, что интерметаллических соединениях Cr2Ti и CrNi2, которые образуются в системах
TiCr и NiCr, величина значений /Э также не большая.
Концентрационная зависимость коэффициента упаковки в системах TiCr и NiCr не выходит за пределы границ значений для чистых металлов с ОЦК и ГПУ решекками ( ОЦК = 0,68 и ГПУ = 0,74)
(рис. 2). Видно, что в системе TiCr значение для составов до 50 ат. %
Cr близко к величине 0,74. В концентрационной области от 50 ат. % до
100 ат. % Cr, величина коэффициента для сплавов и соединения Cr2Ti
находится в области значений экстраполяционной линии между ОЦК и
ГПУ. Для системы NiCr значения коэффициента для сплавов и со493
Перспективные материалы в строительстве и технике (ПМСТ-2014)
единения CrNi2 также сильно не отклоняются от экстраполяционной
линии между ОЦК и ГПУ (рис. 2).
Приведенные данные позволяют констатировать, что разные
функциональные зависимости кристаллогеометрических параметров
от концентрации отражают особенности существования структурнофазовых состояний в системах Ti-Ni, TiCr и NiCr.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Медицинские материалы и имплантаты с памятью формы / В.Э. Гюнтер,
Г.Ц. Домбаев, П.Г. Сысолятин [и др.]. – Томск : ТГУ, 1998. – 486 с.
2. Никелид титана. Медицинский материал нового поколения / В.Э. Гюнтер,
В.Н. Ходоренко, Ю.Ф. Ясенчук [и др.]. – Томск : МИЦ, 2006. – 296 с.
3. Otsuka, K. Physical metallurgy of Ti–Ni-based shape memory alloys / K. Otsuka,
X. Ren // Progr. Mat. Sci. – 2005. –V. 50. – P. 511–678.
4. Слабоустойчивые предпереходные структуры в никелиде титана / А.И. Потекаев, А.А. Клопотов Э.В. Козлов [и др.]. – Томск : НТЛ, 2004. – 296 с.
5. Лихачев, В.А. Эффект памяти формы / В.А. Лихачев, С.Л. Кузьмин,
З.П. Каменцова. – Л. : ЛГУ, 1987. – 216 с.
6. Диаграммы состояния двойных металлических систем / под ред. Н.П. Лякишева. – М. : Машиностроение, 1996–2000. – Т. 1–3.
7. Yong-heng, T. Isothermal section at 927 °C of Cr-Ni-Ti system / T. Yong-heng,
X. Hong-hui, D. Yong // Transactions of Nonferrous Metals Society of China. – 2007. –
V. 17. – № 4. – P. 711–714.
8. Корнилов, И.И. Металлиды и взаимодействие между ними / И.И. Корнилов. – М. : Наука, 1964. – 180 с.
9. Юм-Розери, В. Структура металлов и их сплавов / В. Юм-Розери, Г. Рейнор. – М. : Металлургиздат, 1958. – 458 с.
10. Голутвин, Ю.М. Теплоты образования и типы химической связи в неорганических кристаллах / Ю.М. Голутвин. – М. : АН СССР, 1962. –196 с.
11. Пирсон, У. Кристаллохимия и физика металлов и сплавов / У. Пирсон. –
М. : Мир, 1977. – 420 с.
12. Лавес, Ф. Кристаллическая структура и размеры атомов / Ф. Лавес // Теория фаз в сплавах. – М. : Металлургия, 1961. – С. 111–199.
13. Структуры и стабильность упорядоченных фаз / Э.В. Козлов, В.М. Дементьев, Н.М. Кормин [и др.]. – Томск : ТГУ, 1994. – 247 с.
14. Матвеева, Н.М. Упорядоченные фазы в металлических системах /
Н.М. Матвеева, Э.В. Козлов. – М. : Наука, 1989. – 247 с.
15. Zen, E. Validaty of «Vegard Law» / E. Zen // J. Mineralogist Soc. America. –
1927. – V. 41. – № 5–6. – P. 523–524.
494
Секция 3
УДК 548.571;548.4;669:621.039
ИЗУЧЕНИЕ ОСОБЕННОСТЕЙ МИКРОСТРУКТУРЫ
И МЕХАНИЧЕСКИХ СВОЙСТВ СПЛАВОВ
СИСТЕМЫ V–CR–ZR–W В ЗАВИСИМОСТИ ОТ РЕЖИМОВ
ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ
И.В. Смирнов1,2, К.В. Гриняев1,2,3
1
Национальный исследовательский Томский государственный университет,
г. Томск, Россия,
2
Сибирский физико-технический институт им. В.Д. Кузнецова, г. Томск, Россия,
3
Институт физики прочности и материаловедения СО РАН, г. Томск, Россия
E-mail: smirnov_iv@bk.ru
Аннотация. Исследованы закономерности формирования структурнофазовых состояний в дисперсно-упрочнённых сплавах системы V–Cr–Zr–W
в зависимости от режимов их термомеханической обработки. Разработан режим обработки, обеспечивающий значительное повышение дисперсности
и однородности пространственного распределения частиц второй фазы на
основе карбида циркония в объеме сплава. Данный режим позволяет получить высокие эффекты дисперсного упрочнения с увеличением кратковременной высокотемпературной прочности при сохранении значительного запаса низкотемпературной пластичности. Проанализирована эффективность
дисперсного упрочнения сплавов системы V–Cr–Zr–W при реализации
механизма по типу механизма Орована.
Ключевые слова: сплавы ванадия; термомеханическая обработка;
электронная микроскопия; микроструктура; дисперсное упрочнение; механические свойства.
Малоактивируемые сплавы на основе ванадия рассматриваются
в настоящее время в качестве перспективных конструкционных материалов для атомной энергетики [1]. Актуальной материаловедческой
задачей является при этом разработка новых ванадиевых сплавов
и режимов их термомеханической обработки, обеспечивающих получение оптимального сочетания высокотемпературной прочности и низкотемпературной пластичности и повышение термической стабильности.
Ранее проведенные исследования показали, что применение термомеханических обработок позволяет существенно модифицировать струк495
Перспективные материалы в строительстве и технике (ПМСТ-2014)
турно-фазовое состояние сплавов систем V–Zr–C [2], V–Ti–Cr [3], обеспечивая существенное (до 50 %) повышение их прочности при сохранении приемлемого уровня пластичности. К сожалению, ресурс повышения температурной стабильности этих сплавов исчерпан.
Целью настоящей работы является сравнительное исследование
особенностей структурно-фазовых состояний и механических свойств
сплавов системы V–Cr–Zr–W в зависимости от элементного состава и
режимов термомеханической обработки.
В работе использованы сплавы V–4,23%Cr–1,69%Zr–7,56%W
(сплав 1) и V–8,75%Cr–1,17%Zr–0,14%W (сплав 2) (вес. %), полученные в ОАО «Высокотехнологическом научно-исследовательском институте неорганических материалов им. акад. А.А. Бочвара».
Установлено, что после термомеханической обработки по режиму I (подробно описан в работе [4]) микроструктура исследуемых сплавов представлена зернами размером 5–10 мкм, внутри которых наблюдаются две фракции частиц второй фазы: 0,1–0,3 мкм (рис. 1, малая белая
стрелка) и более 1 мкм (рис. 1, большая белая стрелка). В соответствии
с [5], формирование этих частиц является результатом реализации механизма фазовых превращений по типу превращения «на месте».
а
б
1 мкм
1 мкм
Рис. 1. Микроструктура сплава 1 (а) и 2 (б) после обработки по режиму I
Применение термомеханической обработки по режиму II (подробно описан в работе [3]) позволяет частично перераспределить час496
Секция 3
тицы второй фазы. При этом гетерофазная структура характеризуется
наличием как исходных крупных частиц второй фазы (рис. 2, а, б), так
и сформировавшихся в процессе обработки наноразмерных (3–30 нм)
частиц, которые распределены однородным образом по объему материала (рис. 2, в, г). Представленные наноразмерные частицы идентифицированы как сложные оксикарбонитриды на основе циркония
Zr–V(C, N, O). Анализ кинетических и динамических условий показал,
что выделение наноразмерных частиц возможно вследствие изменения механизма трансформации второй фазы по типу превращения «на
месте» на механизм карбидизации из внутренних источников [4].
а
б
в
[002]
2 мкм
2 мкм
г
[002]
200 нм
200 нм
Рис. 2. Светлопольные изображения микроструктуры (а, б) и темнопольные
изображения мелкодисперсной фазы в действующем рефлексе от частиц типа [002] (в, г) сплава 1 (а, в) и 2 (б, г) после термомеханической
обработки по режиму II
В табл. 1 приведены характеристики кратковременной прочности (σ0,1) и пластичности (δ) в зависимости от режимов термомеханической обработки и температуры испытаний. Как видно из табл. 1
применение режима II обеспечивает значительное увеличение значений кратковременной прочности при сохранении приемлемого уровня
технологической пластичности.
Для анализа природы увеличения прочности () проведены оценки эффективности дисперсного упрочнения при реализации механизма
по типу механизма Орована [6] (табл. 2). Расчет величины напряжений
Орована в зависимости от параметров гетерофазной структуры проведен
497
Перспективные материалы в строительстве и технике (ПМСТ-2014)
по формуле Gb/ [6]. Здесь G 47 000 МПа – модуль сдвига ванадия; b 0,262 нм – вектор Бюргерса дислокации; R(2/3f)1/2 – расстояние между частицами; R – радиус частиц; f – объёмная доля частиц.
Необходимо отметить, что в случае, когда все частицы карбидной фазы
находятся в ультрадисперсном состоянии их объемные доли для сплавов 1 и 2 составляют 0,172 и 0,081 %, соответственно.
Таблица 1
Характеристики кратковременной прочности (σ0,1)
и пластичности (δ)
Сплав
Сплав 1
Сплав 2
Режим
обработки
I
II
I
II
Предел текучести, σ0,1,
МПа
20 °C
800 °C
300
190
380
267
240
180
344
245
Относительное удлинение,
δ, %
20 °C
800 °C
25
25
23
11
25
26
20,7
7,5
Таблица 2
Расчётные значения напряжений Орована в зависимости
от размеров и объемной доли частиц
Сплав
Сплав 1
Сплав 2
Объёмная доля
частиц, f, %
3
0,172
0,086
0,043
0,081
0,041
0,020
235
166
118
161
114
81
Размер частиц, 2R, нм
5
10
20
Напряжение Орована , МПа
141
71
35
100
50
25
71
35
18
97
48
24
68
34
17
48
24
12
30
24
17
12
16
11
8
Как видно из табл. 1, повышение прочности после обработки по
режиму II по сравнению с режимом I на 70–80 МПа может быть достигнуто при перераспределении менее половины исходной фазы: для
сплава 1 – f = 0,086 – 0,043 и для сплава 2 – f = 0,041 – 0,02, если размер
частиц составляет не более 10 нм. В представленных оценках нами
498
Секция 3
не учитывалась возможность комбинированного вклада в объемные
доли частиц разных фракций, характеризуемых разной дисперсностью.
Конечно, представленные оценки вклада дисперсного упрочнения
в увеличение предела текучести не учитывают всей сложности и специфики данных процессов, а также проведены без учёта влияния температуры, тем не менее, совместно с приведёнными экспериментальными результатами они наглядно иллюстрируют качественные возможности предлагаемых подходов при модификации гетерофазной
структуры материалов данного класса.
Не менее важным результатом является повышение температуры начала собирательной рекристаллизации новых сплавов до
1200 °С, что обеспечивает существенный, по сравнению с V–Ti–Cr [3],
рост термической стабильности.
Таким образом, применение термомеханической обработки по
режиму II позволяет значительно модифицировать структурнофазовое состояние сплавов системы V–Cr–Zr–W, что обеспечивает
существенное (30–40 %) повышение прочности как при комнатной,
так и при повышенной (800 °С) температуре с сохранением приемлемого уровня технологической пластичности.
Исследования проведены с использованием оборудования
ТМЦКП Томского государственного университета.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Overview of the vanadium alloy researches for fusion reactors / J.M. Chen,
V.M. Chernov [etc.] // Journal of Nuclear Materials. – 2011. – № 417. – P. 289–294.
2. Влияние режимов термомеханической обработки на микроструктуру и механические свойства сплавов V–Zr–C / И.А. Дитенберг, К.В Гриняев [и др.] // Известия depов. Физика. – 2012. – Т. 52. – № 2. – С. 88–93.
3. Влияние режимов термомеханической обработки на закономерности формирования гетерофазной и зеренной структуры сплавов V–4Ti–4Cr / А.Н. Тюменцев,
А.Д. Коротаев [и др.] // ВАНТ. Сер. Материаловедение и новые материалы. – 2004. –
Вып. 2 (63). – C. 111–122
4. Малоактивируемые конструкционные сплавы системы V–(4–5)Ti–(4–5)Cr /
М.М. Потапенко, А.В. Ватулин [и др.] // ВАНТ. Сер. Материаловедение и новые материалы. – 2004. – Т. 62. – Вып. 1. – С. 152–162.
5. Коротаев, А.Д. Дисперсное упрочнение тугоплавких металлов / А.Д. Коротаев,
А.Н. Тюменцев, В.Ф. Суховаров. – Новосибирск : Наука. Сиб. отделение, 1989. – 211 с.
6. Мартин, Д.У. Микромеханизмы дисперсного твердения сплавов / Д.У. Мартин. – М. : Металлургия, 1983. – 168 с.
499
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 539.4.015
СКОРОСТНАЯ ЧУВСТВИТЕЛЬНОСТЬ
МОНОКРИСТАЛЛОВ Ni3Ge
Ю.В. Соловьева, М.В. Геттингер, А.В. Гунина, Н.С. Мищенко,
А.Н. Соловьёв
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: j_sol@mail.ru
Аннотация. В работе приведены результаты экспериментов по вариации скорости пластической деформации для сплава Ni3Ge со сверхструктурой L12, обладающего аномальной температурной зависимостью механических свойств. Выполнен сравнительный анализ скоростной чувствительности
в двух типах опытов: а) деформация с многократной быстрой сменой скорости на один порядок в процессе деформирования; б) деформация с различными скоростями с целью получения полных макроскопических зависимостей напряжение–деформация. Выявлено качественное совпадение поведения
величины скоростной чувствительности в обоих типах экспериментов. Скоростная чувствительность, полученная из опытов на разных образцах, имеет
более высокие значения, что свидетельствует о наличии структурной составляющей, дающей необратимую часть в изменение сдвиговых напряжений.
Впервые на сплаве этого класса обнаружена аномальная скоростная зависимость напряжений течения в опытах по деформации с различными скоростями разных образцов.
Ключевые слова: аномальная температурная зависимость напряжений
течения; скоростная чувствительность напряжений течения; сплавы со сверхструктурой L12.
Изучение скоростной чувствительности механических свойств
сплавов со сверхструктурой L12, к которым относятся монокристаллы
Ni3Ge, дает важную информацию о механизмах, которые определяют
аномальную температурную зависимость напряжений течения этих
сплавов [1]. Особый интерес представляет выяснение возможности
Исследование выполнено при финансовой поддержке РФФИ в рамках научного проекта № 14-02-92605 КО_а.
500
Секция 3
аномальной скоростной зависимости напряжений течения. Большинство исследований, которые проводились в основном на Ni3Al [2],
не обнаружили аномальную скоростную зависимость напряжений течения. К настоящему времени считается установленным факт, что, несмотря на быстрое увеличение с температурой, предел текучести проявляет слабую чувствительность к изменению скорости деформации.
Работа посвящена изучению скоростной чувствительности
в сплавах с аномальной температурной зависимостью механических
свойств на примере монокристаллов Ni3Ge. Была поставлена задача
определить, существуют ли различия в скоростной чувствительности,
определённой в опытах, проведенных на разных образцах и в опытах
по вариации скорости деформирования отдельных образцов.
Для того чтобы это выяснить, проводились опыты по деформации
с постоянной скоростью монокристаллов Ni3Ge ориентации [0 0 1] при
температурах 473 и 773 К. Опыты проводились для трёх значений скорости деформации: 1 2 10 6 с–1; 2 2 10 4 с–1; 3 2 10 6 с–1. С целью уменьшения погрешности в определении напряжений течения при
каждом значении температуры и скорости деформации испытывалось
2–3 образца.
Полученные кривые течения для разных скоростей деформации
показаны на рис. 1 и 3. Как видно из рис. 2, на котором показаны зависимости напряжений течения от скорости деформации ( ln ), при температуре 473 К имеет место нормальная скоростная зависимость напряжений
течения. С увеличением скорости деформации, скалывающие напряжения увеличиваются. Коэффициент деформационного упрочнения при
данной температуре слабо зависит от скорости деформации, и лишь вначале деформации имеет тенденцию к увеличению с увеличением скорости деформации (т. е. проявляет нормальную скоростную зависимость).
Иначе реагируют скалывающие напряжения на изменение скорости деформации при температуре 773 К. В этом случае наблюдается
немонотонное изменение скалывающих напряжений. Как видно из
рис. 3 и 4 напряжения течения с увеличением скорости деформации от
210–6 до 210–4 с–1 уменьшаются, т. е. проявляют аномальную скоростную зависимость. Дальнейшее увеличение скорости деформации до
210–3 с–1 показывает нормальную скоростную зависимость – приводит
501
Перспективные материалы в строительстве и технике (ПМСТ-2014)
к увеличению напряжений. Коэффициент деформационного упрочнения при 773 К проявляет нормальную скоростную зависимость, увеличиваясь с увеличением скорости деформации.
, 10МПа
120
80
1 2 10 6с1
2 210 4с1
3 2 10 3с 1
40
0
0,00
0,02
0,04
0,06
0,08
0,10
0,12
Рис. 1. Кривые течения, полученные при разных скоростях деформации при
температуре 473К
МПа
60
6%
3%
2%
1%
45
0%
30
0,01
0,1
1
,
10 4 с1
10
100
Рис. 2. Зависимости скалывающих напряжений от скорости деформации для
разных степеней деформации при температуре 473 К
502
Секция 3
160
, 10МПа
120
1 2 10 6 с 1
80
2 210 4с1
3 2 10 3с1
40
0
0,00
0,02
0,04
0,06
0,08
0,10
0,12
0,14
Рис. 3. Кривые течения, полученные при разных скоростях деформации при
температуре 773 К
МПа
60
5%
3%
2%
6%
45
1%
0%
30
0,01
0,1
1
, 10 4 с 1
10
100
Рис. 4. Зависимости скалывающих напряжений от скорости деформации для
разных степеней деформации при температуре 773 К
Сравним скоростную чувствительность напряжений течения, полученную в опытах по деформации разных образцов с различной по503
Перспективные материалы в строительстве и технике (ПМСТ-2014)
стоянной скоростью деформации со скоростной чувствительностью из
опытов по вариации скорости деформации [3]. Сравнительный анализ,
результаты которого приведены на рис. 5, показал, что существует качественное (а при 773 К и количественное) совпадение поведения величины скоростной чувствительности в обоих типах экспериментов. Так
в случае 473 К скоростная чувствительность, оценка которой проводилась по полному скачку напряжений в ходе вариации скорости деформации, имеет нормальный характер и увеличивается по мере увеличения сдвиговых напряжений, что совпадает с результатами опытов, проведенных на разных образцах (рис. 5, а). Скоростная чувствительность,
полученная из опытов на разных образцах, имеет более высокие значения, что говорит о наличии структурной составляющей, дающей необратимую часть, в изменение сдвиговых напряжений. При температуре
773 К (рис. 5, б) скоростная чувствительность аномальная на начальной
стадии деформации, что совпадает с наблюдениями в опытах с вариацией скорости деформации. Количественно величины скоростной чувствительности, полученные в разных типах опытов, оказываются близкими для рассматриваемой температуры.
1
вариация
1
скорости
0
3
2
вариация
скорости
-1
МПа
МПа
1
2
0
3
1
-1
a)
-2
0
4
8
12
10МПа
16
б)
-2
0
4
8
12
10МПа
16
Рис. 5. Сравнительный анализ скоростной чувствительности ( 1 / ln 2 ),
1
полученной из опытов с постоянной скоростью деформации на разных
образцах (кривые 1 – 1 : 2 100 и 2 – 1 : 2 1000 ) и из опытов по
вариации скорости деформации (кривая 3) [3]:
а – 473 К; б – Т = 773 К
504
Секция 3
Сравнительный анализ данных, полученных в опытах по вариации скорости деформации, с данными по деформации разных образцов показал, что сохраняются качественные тенденции изменения
скоростной чувствительности с температурой и деформацией. В низкотемпературном интервале отсутствует аномальное влияние скорости пластической деформации на деформирующие напряжения. При
возрастании температуры деформации обнаруживается аномальное
влияние скорости деформации на напряжения течения как в опытах по
вариации скорости деформации, так и в опытах на разных образцах.
Важно, что аномальная скоростная зависимость может быть обнаружена не только в опытах по вариации скорости в процессе деформации, но и в экспериментах, проведенных на разных образцах.
Также как и для чистых металлов обнаружена необратимая часть изменения напряжений, связанная с особенностями накопления дислокаций при разных скоростях деформирования.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Takeuchi, S. Anomalous temperature dependence of yield stress in Ni3Ga single
crystals / S. Takeuchi, E. Kuramoto // I. Phys. Soc. Japan. – 1971. – V. 31. – P. 1282–1297.
2. Ezz, S.S. The operation of Frank-Read sources, yield stress reversibility and the
strain-rate dependence of the flow stress in the anomalous yielding regime of the L12 alloys / S.S. Ezz, P.B. Hirsch // Phil. Mag. A. – 1995. – V. 72. – № 2. – P. 383–402.
3. Скоростная чувствительность механических свойств сплавов со сверхструктурой L12 / Ю.В. Соловьева, М.В. Геттингер, Т.А. Ковалевская [и др.] // Деформация
и разрушение материалов. – 2005. – № 2. – С. 20–25.
505
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 539.37:539.22
ИЗМЕНЕНИЕ СТРУКТУРНЫХ ХАРАКТЕРИСТИК
И ДАЛЬНЕГО ПОРЯДКА ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ
С.В. Старенченко, В.А. Старенченко, И.П. Радченко
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: sve-starenchenko@yandex.ru.
Аннотация. В настоящей работе представлены результаты рентгеновского изучения структурных характеристик и дальнего порядка в крупнокристаллическом сплаве Ni3Al, деформированном прокаткой. Установлено, что
пластическая деформация ведет к к увеличению микроискажений, изменяет
наноразмерную структуру зерен в материале, формирует двухуровневую
структуру зерен и антифазных доменов. Пластическая деформация вызывает
гетерогенный фазовый переход порядок-беспорядок. Подобное превращение
обусловлено локализацией деформации.
Ключевые слова: пластическая деформация; дальний порядок; структура L12; антифазные домены; сплав Ni3Al; фазовый переход порядокбеспорядок.
Введение
Интерметаллид Ni3Al находит широкое практическое применение, поскольку проявляет уникальные механические свойства. Сплав
этого состава обладает сверхструктурой L12. Известно, что в сплаве
Ni3Al упорядоченная сверхструктура сохраняется вплоть до температуры плавления. Для этого сплава характерны высокие энергии упорядочения, антифазных границ и дефектов упаковки. В нем невозможно получить разупорядоченное состояние посредством термической обработки. Однако из результатов работ [1–3] следует, что
пластическая деформация способна приводить к нарушению дальнего
атомного порядка в этом сплаве.
Цель настоящей работы заключается в изучении структурных
характеристик крупнокристаллического сплава Ni3Al, деформированного холодной прокаткой при комнатной температуре. Параметр
506
Секция 3
дальнего порядка, средние размеры антифазных доменов, средние
размеры кристаллитов, микроискажения и параметр решетки измеряли методами рентгеновской дифрактометрии. Изменение этих характеристик в процессе деформации дает информацию для понимания
явлений, осуществляющихся в сплаве при деформации, а также позволяет сравнить деформационное нарушение дальнего порядка
в сплаве Ni3Al с этими процессами в монокристалле Ni3Fe и других
поликристаллических материалах, и выявить сходство и различие,
связанное с различием энергии упорядочения.
Методика эксперимента
Сплав Ni3Al нестехиометрического состава был приготовлен
сплавлением Ni (чистота – 99,99 % ) и Al (чистота – 99,99 % ) в атмосфере очищенного аргона. Слиток гомогенизировался в течение 48 ч
при температуре T = 1228 K. В результате был получен материал, состав которого Ni – 21 0.5 ат. % Al. Образцы толщиной 0,5 мм были
приготовлены электроискровой резкой крупнокристаллического сплава Ni3Al (размер зерен при этом не менее, чем 500 м), затем отожжены в течение 5,5 ч при Т = 853 K и охлаждены с печью до комнатной
температуры. Упорядоченные образцы в форме пластин были продеформированы холодной прокаткой при комнатной температуре. Чтобы избежать нагрева при прокатке, необходимая степень деформации
достигалась постепенно за много проходов прокатывания. Состояния
материала определяли методами рентгеновской дифрактометрии.
Средние размеры антифазных доменов, средние размеры кристаллитов, микроискажения решетки определяли, анализируя ширину рентгеновских дифракционных рефлексов методом Холла-Вильямсона.
Рентгеновские исследования выполнены с использованием
CuK- и FeK-излучения, монохроматизированног графитовым монокристаллом. Параметр дальнего порядка S оценивали сравнением интенсивностей сверхструктурных f и основных s рефлексов для двух
пар пиков: (100)/(200) и (110)/(220) с учетом необходимых факторов,
таких, как фактор повторяемости P, угловой множитель и структурный фактор F:
S 2 I s ( PF 2 ) f / I f ( PF 2 ) s .
507
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Экспериментальные результаты
Исходное состояние
Дифракционная картина полностью упорядоченного сплава
Ni3Al соответствует дифракционной картине, характерной для сплава,
обладающего сверхструктурой L12 (-фаза). Однако детальное изучение формы основных большеугловых линий указывает на присутствие
второй фазы (-фаза), которая имеет разупорядоченную ГЦК структуру. Разделение основных рефлексов на составляющие компоненты
(рис. 1) позволяет определить объемные доли фаз.
а a)
бб)
'
'
1
1
2
1
99
100
2
1
2
2
101 2, град
126
127
128
129 2, град
Рис. 1. Рефлексы (220) (а) и (311) (б) сплава Ni3Al, представляющие суперпозицию рефлексов упорядоченной и разупорядоченной фаз
Необходимо отметить, что в исследуемом сплаве присутствует
около 75 % упорядоченной фазы (-фаза), что соответствует диаграмме состояния системы Al-Ni. Параметр решетки рассчитанный по положению линий упорядоченной фазы – а1 = 0,35685 нм, а параметр
решетки разупорядоченной фазы – а2 = 0,35815 нм. Области когерентного рассеяния (ОКР) в исходном состоянии большие, их размеры
более 100 нм. Причем размеры ОКР упорядоченной фазы значительно
превышают размеры ОКР разупорядоченной фазы. Возникшие в сплаве Ni3Al антифазные домены по своей величине совпадают с размером
ОКР упорядоченной фазы. Средние микроискажения кристаллической
решетки велики (d/d = 1,210–3), что обусловлено двухфазностью
и искажениями за счет различия параметров решетки фаз a / a =
508
Секция 3
= 0,38 %. Эффективный параметр дальнего порядка (без разделения
рефлексов и фаз) = 0,86 0,05, параметр порядка в упорядоченной фазе = 1,00 0,05.
Влияние пластической деформации на размеры кристаллитов,
антифазных доменов и величину микродеформации решетки
В результате деформации дифракционная картина исследуемого
сплава изменяется. Дефекты кристаллической решетки, возникающие
при деформировании образца, вызывают уширение рентгеновских линий, сдвиг линий и изменение их формы, что говорит об изменении параметров тонкой структуры. Наблюдается увеличение средних микроискажений кристаллической решетки d/d (рис. 2). Наиболее интенсивный рост микроискажений решетки происходит при деформировании
до степени = 0,33. При деформации = 0,33 образец начал разрушаться, на нем появились хорошо заметные трещины. На начальном этапе
деформации в интервале = 0–0,33 происходит наиболее интенсивное
уменьшение среднего размера ОКР L (рис. 3, кривая 1). Этот процесс
связан с накоплением стенок дислокаций, что приводит к одновременному уменьшению размеров как ОКР, так и АФД.
200
2
6
150
1
4
2
<L>, <D>, нм
d/d x 10
3
3
100
1
50
2
0,0
0,2
0,4
0,6
0,8
1,0
Рис. 2. Зависимость
микроискажений
в [111] (1), [100] (2) направлениях и усредненная величина для
всех направлений (3) от истинной деформации в сплаве Ni3Al
0
0,0
3
0,2
0,4
0,6
0,8
1,0
Рис. 3. Зависимость средних размеров:
кристаллитов (1), антифазных доменов (2), малых доменов (3) от истинной деформации в сплаве Ni3Al
Дальнейшее изменение ОКР и АФД при степенях деформации
= 0,33–0,53 происходят медленее, рост величины d/d, также замед509
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ляется, а после = 0,53 средний размер ОКР L остается постоянным
в пределах точности измерений, хотя АФД продолжают измельчаться
(рис. 3, 2). Следует заметить, что измельчение АФД происходит неоднородно, в процессе деформации появляется небольшая доля доменов,
средний размер которых изменяется от 8 нм после степени деформации 0,33 до 5 нм после деформации образца = 0,78 (рис. 3, 3).
Влияние пластической деформации на дальний атомный порядок
Пластическая деформация сплава приводит к нарушению дальнего порядка. Это проявляется в уменьшении интенсивности сверхструктурных рефлексов по отношению к интенсивности основных
рефлексов и, следовательно, к понижению параметра дальнего порядка. На рис. 4 представлены кривые зависимостей степени дальнего
порядка от степени деформации сплава. Кривая 1 демонстрирует состояние дальнего атомного порядка, усредненное по всему образцу.
Вплоть до деформации ~ 0,14 изменение состояния упорядоченности
материала не происходит, только превышение этой степени деформации вызывает понижение степени порядка в сплаве. Наибольшее понижение Sэфф происходит в области деформаций от = 0,14 до 0,58.
Затем скорость разрушения дальнего атомного порядка понижается.
Полное деформационное разупорядочение сплава Ni3Al не достигается даже после прокатки на = 0,95.
Уменьшение эффективного параметра дальнего порядка происходит за счет деформационного фазового превращения порядокбеспорядок, проходящего в локальных местах образца. При этом
в процессе деформации в материале появляется дефектная разупорядоченная фаза (вторичная разупорядоченная фаза другого состава),
возникшая за счет накопления дефектов в локальных местах упорядоченной фазы (рис. 5, 1). Фазовый состав становится более сложным.
Подобное поведение сплава при деформационном фазовом переходе
свидетельствует о гетерогенном характере этого превращения.
Обсуждение
Наблюдаемое уменьшение степени упорядоченности сплава
связано с появлением вторичной разупорядоченной фазы вследствие
деформационного воздействия. Выделение рефлексов, принадлежа510
Секция 3
щих разным фазам, присутствующим в материале дает возможность
проследить за эволюцией состояния сплава при его пластической деформации. Для этого графически выделяли линии, соответствующие
рассеянию от упорядоченной, исходной разупорядоченной (первичной), и разупорядоченной в процессе деформации фазам (вторичной).
На основании этого оценили понижение эффективного параметра порядка в упорядоченной фазе Sупор (рис. 4, 2), а также параметр дальнего порядка непосредственно в упорядоченной фазе (рис. 4, 3), определили объемную долю материала разупорядоченного деформацией
(рис. 5, 1). Следует отметить, что параметр дальнего порядка непосредственно в упорядоченной фазе близок к Sупор = 1, даже после степени деформации = 0,92 – Sупор = 0,95 0,05. Полагая, что параметр
дальнего порядка в упорядоченной фазе, не затронутой деформационными процессами Sупор = 1, была рассчитана зависимость объемной
доли разупорядоченной фазы Сразупор.деф от степени деформации
2
2
в сплаве Ni3Al (рис. 5, 2), используя выражения: S эфф
Cупор S упор
,
C упор Сразупор.перв Сразупор.деф 1 и Cразупор.перв 0,25 . Вычисленные
и экспериментальные величины Сразупор.деф хорошо согласуются меж-
2
0,3
1,0
3
2
0,8
1
Сразупор
Sэфф, S эфф упор , S упор
ду собой (рис. 5).
0,2
0,1
0,0
1
0,0
0,2
0,4
0,6
0,8
1,0
0,0
0,2
0,4
0,6
0,8
1,0
0,3
Рис. 4. Зависимость эффективного параметра дальнего порядка в образце
(1); упорядоченной фазе (2); параметр дальнего порядка внутри упорядоченной фазы Sупор (3) от истинной деформации в сплаве Ni3Al
Рис. 5. Зависимость объемной доли вторичной разупорядоченной фазы
от истинной деформации в сплаве Ni3Al ( – эксперимент (1),
– вычисления (2))
511
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Таким образом, уменьшение степени атомного упорядочения
вызвано появлением в процессе деформации разупорядоченной фазы
за счет разрушения структуры L12 при накоплении деформационных
дефектов. В то же время существуют хорошо упорядоченные области,
не включенные в деформационный процесс (рис. 6).
деф + втор деф
деф
Рис. 6. Схема изменения фазового состояния при деформации сплава Ni3Al
Дальний атомный порядок в сплаве Ni3Al мало изменяется даже
при достижении истинной деформации ~ 0,92. Это отличает изучаемый сплав от сплавов, изученных в предыдущих работах [4–8], в которых упорядоченное состояние практически полностью нарушается
после деформации = 0,6–0,8. Такие особенности поведения эфф (),
можно связать с различием энергии упорядочения, величина которой
значительно выше для Ni3Al. Проведенные в [9] расчеты показывают,
что сплавы с высокой энергией упорядочения проявляют большую
устойчивость дальнего атомного порядка по отношению к деформационному воздействию.
Выводы
В процессе деформации происходит увеличение дефектности
материала, возрастают искажения кристаллической решетки, умень512
Секция 3
шаются средние размеры кристаллитов и антифазных доменов,
а также увеличивается параметр решетки. Обнаружена взаимосвязь
между эффективным параметром дальнего порядка и плотностью антифазных границ, появившихся при деформации. Отмечено, что полное разрушение дальнего атомного порядка в сплаве Ni3Al не достигается даже после деформации = 0,95. Такое поведение состояния
дальнего порядка обусловлено высокой энергией упорядочения этого
сплава. Влияние пластической деформации на состояние дальнего порядка исследуемого сплава происходит по следующей схеме:
A1первич L12
A1первич L12 A1втор
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Jang, J.S.C. Amorphization and disordering of the Ni3Al ordered intermetallic by
mechanical milling / J.S.C. Jang, C.C. Koch // J. Mater. Res. – 1990. – V. 5. – № 3. –
P. 498–510.
2. Ермаков, А.Е. Магнитные свойства аморфных порошков сплавов системы
Y – Co, полученных механическим измельчением / А.Е. Ермаков, Е.Е. Юрчиков,
В.А. Баринов // ФММ. – 1981. – Т. 52. – № 6. – С. 1184–1193.
3. Dadras, M.M. Mechanical disordering of Fe-28%Al-4%Cr alloy / M.M. Dadras,
D.G. Morris // Scripta Metall. et Mater. – 1993. – V. 28. – P. 1245–1250.
4. Деформационное разупорядочение сплава Au4Zn / С.В. Старенченко,
Н.Р. Сизоненко, В.А. Старенченко [и др.] // ФММ. – 1996. – Т. 81. – Вып. 1. – С. 84–90.
5. Влияние деформации на структуру упорядоченного и разупорядоченного
сплава, близкого к Au3Cu / С.В. Старенченко, Н.Р. Сизоненко, И.П. Замятина [и др.] //
Порошковая металлургия. – 1997. – № 3/4. – С. 33–37.
6. Исследование деформационного нарушения дальнего порядка в сплаве Cu22 ат.%Pt / С.В. Старенченко, И.П. Замятина, В.А. Старенченко [и др.] // ФММ. –
1998. – Т. 85. – Вып. 2. – С. 122–127.
7. Фазовый переход порядок-беспорядок в сплаве Cu3Pd, индуцированный
пластической деформацией / С.В. Старенченко, И.П. Замятина, В.А. Старенченко
[и др.] // Изв. вузов. Физика. – 2000. – № 8. – С. 3–9.
8. Starenchenko, S.V. Study of the Long-Range Order under Plastic Deformation in
Single Crystal Ni3Fe Particle and Continuum Aspects of Mesomechanics / S.V. Starenchenko, V.A. Starenchenko, I.P. Radchenko ; Ed. G.C. Sih, M. Nait-Abdelaziz, et al (ISTE
Ltd). – 2007. – P. 55–62.
9. Моделирование процесса деформационного разрушения дальнего порядка
в сплавах со сверхструктурой L12 / В.А. Старенченко, О.Д. Пантюхова, С.В. Старенченко // ФТТ. – 2002. – Т. 44. – Вып. 5. – С. 950–957.
513
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 669.245.48.313.3
ЛОКАЛИЗАЦИЯ ДЕФОРМАЦИИ
В [123] -МОНОКРИСТАЛЛАХ АЛЮМИНИЯ ПРИ СЖАТИИ
Л.А. Теплякова1, Т.С. Куницына1, М.А. Полтаранин2, А.Д. Кашин1
1
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
2
Институт физики прочности и пластичности материалов СО РАН,
г. Томск, Россия
E-mail: lat168@mail.ru
Аннотация. Методами оптической и интерференционной микроскопии проведено исследование деформационного рельефа монокристалла алюминия, ориентированного для одиночного скольжения. Установлено, что при
его сжатии происходит макрофрагментация сдвиговой деформации и ее локализация на трех масштабно-структурных уровнях. Установлено, что закономерности развития макролокализации в исследованном кристалле имеют
особенности, обусловленные его ориентацией.
Ключевые слова: монокристалл; деформационный рельеф; фрагментация скольжения; локализации пластической деформации; масштабно-структурные уровни деформации.
Введение. Монокристаллы металлов и сплавов с ГЦК решеткой,
ориентированные для одиночного скольжения один из наиболее сложных объектов для выявления закономерностей пластической деформации и упрочнения. Сложность обусловлена ярко выраженной неоднородностью протекания деформации в таких монокристаллах из-за анизотропии сдвиговых напряжений в системах скольжения. Именно она
является основной причиной того, что монокристаллы с ориентировками в центре стандартного стереографического треугольника мало изучены на всех масштабно-структурных уровнях, в том числе на макроуровне. Для ряда монокристаллов металлов и сплавов в последние годы
установлено, что неоднородность протекания пластической деформации при сжатии проявляется, прежде всего, в формировании макрофрагментов сдвига. При этом закономерности макрофрагментации зависят от того, имеются ли в монокристалле возможности выхода носи514
Секция 3
телей сдвига на свободные грани кристалла. Объемы кристалла в первом случае стали называть объемами облегченного сдвига (ООС), во
втором – объемами стесненного сдвига (ОСС). Обычно в монокристаллах с ООС с самого начала пластического течения происходит локализация сдвиговой деформации в этих объемах в результате чего
в монокристаллах формируются макрополосы скольжения [///]. Естественно, что в монокристаллах, ориентированных для одиночного скольжения, всегда имеется объем облегченного сдвига. Он занимает большую часть кристалла и следует ожидать существенной локализации
сдвиговой деформации с образованием четко выраженной макрополосы
скольжения, что и наблюдается, например, в [1.8.12]-монокристаллах
сплава Ni3Fe [///]. Настоящая работа посвящена исследованию закономерностей макролокализации пластической деформации в монокристаллах алюминия, ориентированных для одиночного скольжения.
Материал и методы исследования. В работе исследовались монокристаллы алюминия технической чистоты. Монокристаллы имели
форму параллелепипеда и были ориентированы для сжатия вдоль кристаллографического направления [123] , т. е. для одиночного октаэдрического скольжения. Боковые грани кристалла были параллельны плоскостям (365) и (210). При выбранной ориентации монокристалла первичной системой скольжения является система (111) [110] с фактором
Шмида m = 0,47. Направление первичного скольжения имеет в кристалле такую ориентацию, при которой на грань (210) можно ожидать
выхода краевых дислокаций, а на грань (365) – винтовых. В кристаллах с выбранной кристаллогеометрической установкой для семейств
первичной (111) и сопряженной (111) плоскостей скольжения можно
выделить объёмы облегчённого сдвига. Для первичной плоскости объем облегченного сдвига нанесен на рис. 1. Деформация монокристалла
осуществлялась сжатием при комнатной температуре со скоростью
1,510–2 с–1 на машине «Инстрон» до степени деформации ε = 0,06.
Съемка деформационного рельефа проводилось на оптическом микроскопе МИМ-10 с 250 кратным увеличением. С помощью специальных
устройств вывода запись оптических изображений деформационного
рельефа производилась непосредственно в компьютере. Наряду с ме515
Перспективные материалы в строительстве и технике (ПМСТ-2014)
таллографическим методом исследование деформационного рельефа
проводилось с использованием оптического (интерференционного)
профилометра Zygo New View 6000.
Фрагментация сдвиговой деформации на макроуровне. На
рис. 1 представлены оптические снимки деформационного рельефа,
сформированного на двух взаимно перпендикулярных боковых гранях
исследованного монокристалла алюминия. Хотя в целом картины
рельефа на гранях (210) и (365) заметно различаются, основными составляющими рельефа на макроуровне являются: система следов первичного скольжения и две подсистемы крупномасштабных полос локализованного сдвига. Следы первичного скольжения являются типичным элементом деформационного рельефа. Их средняя длина
составляет 320 мкм. Наиболее яркой деталью деформационного рельефа являются грубые полосы сдвига. На рис. 1 их можно видеть на
одной из этих граней. Все полосы объединены в две группы. Полосы
первой группы сосредоточены в левой нижней части грани и начинаются у левого вертикального ребра, а полосы второй группы локализованы в правой верхней части грани и начинаются от правого вертикального ребра. Большинство полос сужаются по мере их удаления от
ребра. Длина полос варьирует в интервале 0,5–5,0 мм; ширина составляет 20–200 мкм. Наиболее широкие из полос начинаются в объеме
облегченного сдвига первичной системы (рис. 1, например, у верхнего
левого и правого нижнего угла грани). Однако при распространении
полос обеих подсистем вглубь монокристалла они отклоняются от выходов первичной плоскости скольжения к соответствующим вертикальным ребрам монокристалла на углы 4–8°. В результате «отклоненные» в противоположные стороны полосы этих двух систем, оказываются приблизительно параллельными друг другу. Это хорошо
видно из рис. 2, который является увеличенной частью поверхности
грани (365), представленной на рис. 1.
Как отмечалось выше, в работе наряду с оптическим исследованием изучение деформационного рельефа ля всех свободных граней монокристалла проводилось с помощью интерференционного профилометра.
Соответствующие снимки двух параллельных граней (365) с нанесенными на них системами параллельных реперов представлены на рис. 3.
516
Секция 3
Рис. 1. Деформационный рельеф
поверхности кристалла
а
Рис. 2. Увеличенный снимок участка, выделенного на рис. 1
б
Рис. 3. Изображения поверхности граней (365) (а) и (365) (б), полученные
методом интерференционной микроскопии. Указаны линии реперов
вдоль которых снимались профили деформационного рельефа
Из анализа картины рельефа следует, что в результате прошедшей пластической деформации (ε = 0,06) в объеме монокристалла фор517
Перспективные материалы в строительстве и технике (ПМСТ-2014)
мируется несколько четко выраженных макрофрагментов сдвига. Их
линейные размеры варьируют в интервале 1–6 мм. Рис. 1 и 3 дают
представление о форме макрофрагментов. Как видно из шкалы масштабов на рис. 3, максимальный разброс высоты элементов рельефа на гранях (365) составляет 50–60 мкм. На гранях (210) – он почти в два раза
больше. На границах макрофрагментов перепад высот рельефа
не превышает нескольких микрометров. При этом перепад высот происходит плавно, в результате чего практически все границы макрофрагментов сдвиговой деформации при ε = 0,06 размыты, т. е. являются
границами с непрерывными (плавными) разориентировками. Из сопоставления рис. 1 и 3 следует, что на макроуровне наибольшие по величине сдвиги происходят в ООС для первичных плоскостей скольжения
и в областях, прилегающих к его вершинам. При этом в центральной
части ООС на одной из граней (365) наблюдается выпуклость (область
красного цвета на рис. 3, а), а на противоположной грани – впадина
(область зеленого цвета на рис. 3, б). Это означает, что в центральной
части ООС происходил сдвиг по первичной системе скольжения, в результате чего между формой макрофрагментов и формой ООС для первичной плоскости в центральной его части имеется определенная корреляция. Однако в приторцевых областях ООС эта корреляция отсутствует. В целом в монокристалле основная часть полос сдвига лежит вне
ООС для первичной системы скольжения.
Полосы сдвига. На рис. 4 в качестве примера приведены профили деформационного рельефа, соответствующие реперам R6 и R9,
нанесенным на снимках рельефа (рис. 3, а). Из анализа профилограмм
следует, что сформированный в ходе пластической деформации рельеф можно охарактеризовать, как периодический, трехуровневый. Первый, самый крупный масштабно-структурный уровень связан с формированием макрофрагментов сдвига. Масштаб этого уровня – миллиметры, что соответствует линейным размерам макрофрагментов.
Высота элементов первого уровня в среднем составляет несколько
микрометров. Периодичность профиля рельефа на втором масштабно-структурном уровне на гранях (365) легко прослеживается для
всех реперов, в том числе и представленных на рис. 4. Формирование
второго масштабно-структурного уровня связано с образованием мак518
Секция 3
рополос локализованной деформации (рис. 1 и 2) и, естественно, масштаб этого уровня определяется их количественными характеристиками. Так период рельефа на втором уровне составляет 150–250 мкм,
что соответствует толщине МПС. Высота элементов рельефа на этом
уровне варьирует в интервале 1–5 мкм.
а
б
Рис. 4. Профили деформационного рельефа, соответствующие реперам R6 (а)
R9, на поверхности грани (365) (рис. 3, а)
Заключение. Исследованный в работе [123] -монокристалл алюминия по своей кристаллогеометрии относится к числу ГЦК монокристаллов с объемом облегченного сдвига. При одноосном сжатии таких
монокристаллов до небольших степеней деформации, как правило, происходит макролокализация пластической деформации с образованием
в ООС макропачек сдвига [///].Такой механизм локализации сдвиговой
деформации характерен для монокристаллов алюминия, ориентирован519
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ных для симметричного скольжения по плотноупакованным плоскостям.
Условием, необходимым для образования макропачек сдвига, является:
наличие общего ребра (линейный концентратор) и/или вершин (точечный концентратор) у кристалла и объема облегченного сдвига в нем
[//2014/]. В исследованном монокристалле алюминия это условие выполняется. Однако, хотя макролокализация в объеме облегченного сдвига по
первичной плоскости в [123] -монокристалле алюминия и происходит, но
она обеспечивается скольжением на мезоскопическом уровне, а не на
макроскопическом, как в вышеуказанныых кристаллах.
520
Секция 3
УДК 669.245.48.313.3
ВЛИЯНИЕ ОРИЕНТАЦИИ КРИСТАЛЛОВ НА ПАРАМЕТРЫ
ДИСЛОКАЦИОННОЙ СТРУКТУРЫ СПЛАВА Ni3Fe
Л.А. Теплякова, Т.С. Куницына, Н.А. Конева
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: lat168@mail.ru
Аннотация. В настоящее время установлены основные закономерности эволюции дислокационной структуры, формирующейся в различно ориентированных монокристаллах сплава Ni3Fe при сжатии. При этом сведения
о количественных параметрах дислокационной структуры, их поведении
в процессе деформирования при различных ориентациях кристаллов отсутствуют. В работе выявлена корреляция последовательности смены субструктур,
формирующихся в монокристаллах сплава Ni3Fe, с последовательностью
смены стадий деформации. Исследованы монокристаллы с ориентациями оси
деформации [001], [ 111], [011] и [1.8.12]. Для всех указанных ориентаций
оси деформации определены количественные характеристики дислокационной субструктуры и выявлена их связь с параметрами кривых деформации.
Ключевые слова: монокристалл; ориентация оси деформации; стадии
деформации; дислокационная структура.
Введение. Известно, что при одноосном нагружении закономерности формирования дислокационной структуры и деформационного
упрочнения монокристаллов металлов и твердых растворов существенно зависят от их ориентировки. Наиболее исследованным в этом отношении является сплав Ni3Fe с ближним атомным порядком [1, 2]. В монокристаллах с ориентациями оси деформации, соответствующими
вершинам (ориентировки [001], [011], [111] ) и внутренней части (ориентировка [1.8.12]) стандартного стереографического треугольника
формируется неоднородная сетчатая субструктура с чередующимися
слоями с повышенной и пониженной плотностью дислокаций.
В [1.8.12]-монокристаллах наблюдается одна система слоев, в [011]-,
[111] - и [001]-монокристаллах две, три и четыре системы слоев по
521
Перспективные материалы в строительстве и технике (ПМСТ-2014)
числу равнонагруженных плоскостей скольжения в каждом. Несмотря
на то, что в монокристаллах с ориентациями осей деформации [111]
и [001] число равнонагруженных плоскостей скольжения (и действующих во всем объеме) выше, чем в [011] монокристаллах, число локально действующих плоскостей, как правило, не превышает двух. Таким
образом, в ходе пластической деформации – [011] монокристалл разбивается на области, в которых дислокационная субструктура эволюционирует как в кристаллах, ориентированных для одиночного скольжения, [001] монокристалл – на области, в которых она развивается как
в [011] монокристаллах, а внутри них, в свою очередь, как в монокристаллах с «мягкой» ориентировкой. В последних с деформацией происходит изменение типов субструктур в последовательности: плоские
и квазиплоские скопления и мультиполи плоские и квазиплоские
сетки трехмерная дислокационная сетчатая структура. Настоящая
работа посвящена измерению количественных характеристик эволюционирующей сетчатой субструктуры, построению их распределений
и установлению связи с параметрами кривых упрочнения при всех исследованных ориентациях монокристаллов.
Материал и методы исследования. В работе исследовались монокристаллы сплава Ni3Fe с ближним атомным порядком, ориентированные для множественного (ориентации [001], [011], [111] ) и одиночного скольжения (ориентировка [1.8.12]) скольжения. Ориентировка
монокристаллов определялась методом Лауэ - и эпиграмм. Деформация
проводилась сжатием на образцах размером (336) мм3 при комнатной
температуре. Скорость деформации составляла 1,510–2 с–1.
Зависимости « – » На рис. 1 приведены кривые деформации
для разных исследованных ориентировок монокристаллов сплава
Ni3Fe в координатах « – » ( – напряжение сдвига в первичной плоскости октаэдрического скольжения). Здесь и далее приняты обозначения ориентации оси деформации монокристаллов: 1 – [001], 2 – [ 1 11 ],
3 – [011] и 4 – [1.8.12]. Как видно из этого рисунка, ориентировка монокристаллов существенным образом влияет на характер упрочнения.
Анализ кривых деформации монокристаллов проводился с помощью
дифференцирования зависимостей « – » (d/d = – коэффициент
522
Секция 3
деформационного упрочнения). На рис. 2 приведены зависимости
«d/d – » для монокристаллов исследованных ориентировок. Из
рис. 1 и 2 следует, что наиболее общим свойством всех представленных кривых деформации является их стадийность. В исследованных
монокристаллах наблюдается весьма сложный спектр стадийности.
Анализ зависимостей, изображенных на рис. 2, свидетельствует о том,
что в монокристаллах с ориентациями осей деформации [001] и [111] ,
как и в поликристаллах, на кривой деформации наблюдаются четыре
стадии (переходная стадия с возрастающим значением θ, стадия II –
с наиболее высоким значением θ, стадия III, на которой θ уменьшается
и стадия IV с низким и почти постоянным θ). При этом стадия IV для
ориентации [001] наступает после весьма глубоких деформаций.
Рис. 1. Кривые деформации монокристаллов сплава Ni3Fe. Указаны ориентировки оси деформации кристаллов
Монокристаллы [1.8.12] и [011] обнаруживают несколько иной
характер стадийности. С начала пластической деформации наблюдается
стадия, характеризующаяся постоянным значением . Эта стадия
не может быть классифицирована как истинная стадия I, поскольку
значения здесь довольно высокие (100–200 МПа). Представляется ло523
Перспективные материалы в строительстве и технике (ПМСТ-2014)
гичным назвать ее стадией II1. Стадия II1 сменяется стадией π, которая
является переходной к стадии II2, характеризующейся более высоким
коэффициентом упрочнения, нежели стадия II1. И, наконец, стадия II2
в [1.8.12]- и [011]- монокристаллов плавно переходит в стадию III.
Рис. 2. Поведение коэффициента упрочнения с деформацией для разных ориентаций оси деформации монокристаллов сплава Ni3Fe
Таким образом, как и в монокристаллах чистых ГЦК металлов,
кривые деформации монокристаллов исследованного сплава имеют
стадийный характер. Конкретный характер стадийности, как установлено в настоящей работе, существенно зависит от ориентировки монокристалла.
Диаграммы дислокационных субструктур. Диаграммы дислокационных субструктур представляют собой зависимости объемной
доли (PV) каждой из наблюдающихся субструктур от степени деформации. На рис. 3 приведены соответствующие диаграммы для монокристаллов с ориентациями [1.8.12] и [011]. Из рисунков видно, что по
мере развития каждой ее стадии в объеме кристалла один тип субструктуры активно формируется и его объемная доля растет, в то время, как доля другого уменьшается. Формирование каждого нового типа субструктуры связано с появлением на кривой течения новой стадии упрочнения. Так в [1,8,12]-монокристаллах цепочка превращений:
524
Секция 3
исходный хаос плоские скопления и мультиполи плоская и квазиплоская сетка объемная сетка без разориентировок объемная
сетка с разориентировками, соответствует последовательности смены
стадий деформации: II1 π II2 III. Каждому звену в цепочке превращений субструктур, т.е. каждой последующей субструктуре, для
формирования требуется вступление в действие новой системы
скольжения, которая не участвовала в создании предыдущей субструктуры. Включение в деформацию новой системы скольжения и
связанное с этим появление новых дислокационных взаимодействий
изменяет характер поведения коэффициента деформационного упрочнения: появляется новая стадия упрочнения. Вышеприведенной последовательности смены стадий деформации в [1.8.12]-монокристаллах соответствует последовательность включения в деформацию систем скольжения: первичная сопряженная критическая поперечная. Зарождение новой субструктуры происходит тогда, когда
достигает максимума объемная доля развивающейся субструктуры
и исчезает предшествующая ей субструктура (рис. 3, а).
а
б
Рис. 3. Зависимости объемной доли субструктур (Pv) от степени деформации
для [1.8.12]- (а) и [011]-монокристаллов (б) исследованного сплава.
Обозначения субструктур:
кривая 1 – исходный хаос; 2 – плоские скопления и мультиполи; 3 –
плоские и квазиплоские сетки; 4 – трехмерная сетка; 5 – трехмерная
сетка с разориентировками; 6 – сетчато-ячеистая субструктура. Пунктиром указаны стадии деформации; – степень деформации
525
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Отметим, что диаграмма субструктур для монокристаллов
с ориентацией [011] имеет более сложный характер (рис. 3, б), чем для
ориентации [1.8.12]. Эта сложность заключается в том, что трехмерная
дислокационная сетка (кривая 3) развивается на всех стадиях упрочнения. Это обусловлено формированием двух систем слоев с повышенной плотностью дислокаций в начале деформации. Присутствие
объемной сетки на стадии III соответствует участкам пересечения
дислокационных слоев. В остальном закономерности изменения объемных долей субструктур, установленные для ориентации [1.8.12],
справедливы и в этом случае.
Корреляция последовательности смены субструктур с последовательностью смены стадий деформации следует также из диаграмм субструктур монокристаллов сплава Ni3Fe, ориентированных для множественного скольжения (рис. 4). Такая корреляция наблюдалась и в поликристаллах сплавов Ni3Fe и Cu-Al. Было установлено, что окончание
каждой стадии деформации связано с заполнением большей части материала одним типом субструктуры. Полученные в настоящей работе
результаты подтверждают выявленную закономерность, а также позволяют заключить, что окончание каждой стадии может быть связано
не только с заполнением большей части материала одним типом субструктуры, но и с исчезновением предшествующей или с появлением
новой субструктуры, либо всех трех процессов вместе.
Рис. 4. Диаграммы объемных долей субструктур для монокристаллов [ 111]
(а) и [001] (б):
1 – исходный хаос; 2 – скопления; 3 – сетчатая; 4 – микрополосовая; 5 –
полосовая; – степень деформации
526
Секция 3
Распределение дислокаций. На рис. 5 для всех исследованных
ориентировок монокристаллов представлены гистограммы расстояний
между ближайшими дислокациями ( ) в плоскостях скольжения. Гистограммы построены для различных степеней деформации монокристаллов. Видно, что при всех ориентировках монокристаллов распределения , одномодальные с начала пластической деформации, остаются
таковыми приблизительно до 20 % деформации. С увеличением степени деформации распределения становятся более узкими, что, в общем, свидетельствует о возрастании однородности сетчатой субструктуры в процессе пластической деформации монокристаллов разупорядоченного сплава Ni3Fe, поскольку все большее число дислокаций
располагаются на расстояниях, близких к среднему по кристаллу.
Рис. 5. Распределение расстояний между ближайшими дислокациями при различных степенях деформации
Между тем, с начала пластической деформации сетчатая структура в масштабах кристалла неоднородна при всех исследованных ориентациях оси сжатия. Ее можно описать как «композит», состоящий из
плоских плотных дислокационных слоев с прямоугольной сеткой,
встроенных в трехмерную сетчатую субструктуру. В связи с этим представляет интерес исследовать поведение величины раздельно в плотных и неплотных слоях. Такое исследование было выполнено для
[1.8.12]-монокристаллов Ni3Fe. Результаты представлены на рис. 6.
Видно, что в ходе деформации вид распределения дислокаций в слоях
527
Перспективные материалы в строительстве и технике (ПМСТ-2014)
с плоскими сетками (рис. 6, а) – плотных слоях – не изменяется,
уменьшается лишь средний размер звена сетки. Следовательно, для
сетчатой структуры с «прямоугольной» формой звена сетки выполняется принцип подобия. В трехмерной дислокационной сетке при малых
степенях деформации распределение имеет иной вид (рис. 6, б). Если
в слоях с плоской сеткой оно экспоненциальное во всем исследованном
интервале степеней деформации, то в объемной сетке на стадии II, распределение близко к логарифмически нормальному и с деформацией
эволюционирует к экспоненциальному. К началу стадии III распределения становятся практически одинаковыми для обоих типов сетчатой
субструктуры (рис. 6).
Рис. 6. Распределение дислокаций по расстояниям ( ) при разных степенях
деформации:
а – плотные; б – неплотные дислокационные слои
Скалярная плотность дислокаций. Наиболее общим параметром, характеризующим дислокационную структуру, является средняя
скалярная плотность дислокаций <>. На рис. 7 приведены зависимости
<> от степени деформации для четырех исследованных ориентировок
монокристаллов сплава Ni3Fe. Видно, что величина <> во всех случаях
528
Секция 3
монотонно нарастает с деформацией по одному и тому же закону. Различия имеют количественный характер. Из сопоставления соответствующих кривых <> – (рис. 7) и – (рис. 1) следует, что в ряду ориентировок монокристаллов [1.8.12], [011] и [001] выявляется корреляция: чем выше симметрия ориентировки монокристалла, тем больше
скорость накопления дислокаций и величина приведенного напряжения
сдвига. Это свидетельствует о важной роли, которую играет процесс
накопления дислокаций в формировании напряжения течения. Ориентация [111] несколько «выпадает» из выявленной корреляции.
Рис. 7. Зависимость среднего значения плотности дислокаций <> от степени
деформации ()
Заключение. 1. Изменение ориентации монокристаллов сплава
Ni3Fe (БП) от [1.8.12] [011] [111] [001] принципиально
не влияет на типы формирующихся в локальных объемах субструктур,
но приводит к смещению начала их образования в сторону меньших
степеней деформации. Это коррелирует со смещением в кристаллах
с ориентациями [011], [111] и [001] в этом же направлении начала
соответствующих стадий деформации. Одинаковая природа стадий
кривой деформации в кристаллах с ориентировками [1.8.12] и [011]
529
Перспективные материалы в строительстве и технике (ПМСТ-2014)
обусловлена тем, что в [1.8.12] в деформацию рано (на стадии II1)
вступает вторая плоскость скольжения.
2. Установлено влияние ориентации оси деформации монокристаллов на скорость накопления дислокаций. Изменение ориентации
монокристаллов в направлении увеличения числа равнонагруженных
октаэдрических систем скольжения (1 4 8) приводит к повышению скорости накопления скалярной плотности дислокаций. Эта зависимость коррелирует с поведением кривых – в ряду ориентировок
[1.8.12], [011] и [001].
3. В монокристаллах сплава Ni3Fe, ориентированных для одиночного скольжения существует предельное значение скалярной
плотности дислокаций в локальных участках неоднородной сетчатой
структуры, которое остается практически неизменным во всем исследованном интервале деформаций. Достижение равенства средней скалярной плотности дислокаций вышеназванному предельному значению соответствует переходу к стадии III.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Макрофрагментация сдвига в монокристаллах сплава Ni3Fe при активной
пластической деформации / Л.А. Теплякова, Т.С. Куницына, Н.А. Конева [и др.] //
Физ. мезомех. – 2000. – Т. 3. – № 5. – С. 77–82.
2. Закономерности формирования сетчатой дислокационной структуры в монокристаллах сплава Ni3Fe / Л.А. Теплякова, Т.С. Куницына, Н.А. Конева [и др.] //
Известия РАН. Серия физическая. – 2004. – Т. 68. – № 10. – С. 1456–1461.
530
Секция 3
УДК 669.14:539.4
ИЗМЕНЕНИЕ ФАЗОВОГО СОСТАВА И МИКРОТВЕРДОСТИ
АУСТЕНИТНЫХ СТАЛЕЙ С ВЫСОКОЙ КОНЦЕНТРАЦИЕЙ
АТОМОВ ВНЕДРЕНИЯ В ПРОЦЕССЕ ИНТЕНСИВНОЙ
ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ
И ПОСЛЕДУЮЩИХ ОТЖИГОВ
М.С. Тукеева1, Е.Г. Астафурова1,2, Е.В. Мельников1, Г.Г. Майер1
1
Институт физики прочности и материаловедения СО РАН, г. Томск, Россия,
Национальный исследовательский Томский государственный университет,
г. Томск, Россия
E-mail: tms@ispms.tsc.ru
2
Аннотация. В работе изучали фазовый состав и микротвердость монокристаллов высокомарганцевых аустенитных сталей с высокой концентрацией атомов углерода Fe-13Mn-1,3C, Fe-13Mn-2,7Al-1,3С, Fe-28Mn-2,7Al1,3С (мас. %), подвергнутых холодной деформации кручением под квазигидростатическим давлением и последующим высокотемпературным отжигам
в интервале температур 400–800 °
С. Установлено, что в стали Fe-28Mn-2,7Al-1,3C после деформации на
один оборот термическая стабильность микротвердости оказывается ниже, чем
в двух других сталях. После кручения под давлением на 3 и 5 оборотов высокие
значения микротвердости сохраняются до температуры отжига 500–550 °С независимо от состава стали. Показано, что термическая стабильность исследуемых
сталей определяется γ-α' фазовым превращением, происходящим при отжигах.
Ключевые слова: аустенит; феррит; кручение под квазигидростатическим давлением; отжиги; фазовые превращения; микротвердость.
Введение
В последние годы широкое применение получили методы, основанные на воздействии интенсивной пластической деформации на металлы, сплавы, композиционные материалы, которые приводят к измельчению элементов структуры до ультрамелкозернистого (УМЗ)
Работа выполнена при финансовой поддержке стипендии Президента Российской Федерации (СП-4384.2013.1). Авторы выражают благодарность профессору Ю.И. Чумлякову за монокристаллы сталей, предоставленные для исследования.
531
Перспективные материалы в строительстве и технике (ПМСТ-2014)
масштаба, что значительно улучшает свойства материалов [1, 2]. При
нагреве металлических материалов в УМЗ структурном состоянии
происходит рост зерна, и уникальные свойства, обусловленные таким
состоянием, теряются. Поэтому изучение структурно-фазового поведения и прочностных свойств при нагреве УМЗ материалов является
важнейшим вопросом с точки зрения их практического применения.
Ранее авторами были детально изучены микроструктура и микротвердость монокристаллов высокомарганцевых аустенитных сталей FeMn-(Al)-C с разной энергией дефекта упаковки в процессе холодного
кручения под квазигидростатическим давлением (КГД) [3]. Показано,
что КГД приводит к фрагментации структуры высокомарганцевых аустенитных сталей за счет формирования высокой плотности двойниковых границ (ρдв ~ 1013–1014 м–2), дислокаций скольжения (ρ ~ 1015 м–2)
и полос локализованной деформации. Границы специального типа
(двойниковые) более устойчивы к рассыпанию, по сравнению с границами общего типа, что может увеличивать термическую стабильность
материалов, содержащих такие границы в структуре [4]. В работе [5]
показано, что в сплавах на основе железа на термическую стабильность
большое влияние также оказывают фазовые превращения, в том числе
выделения второй фазы.
Целью данной работы являлось исследование влияния высокотемпературных отжигов на эволюцию микротвердости и фазовые превращения в высокомарганцевых аустенитных сталях Fe-Mn-(Al)-C,
подвергнутых интенсивной пластической деформации кручением под
высоким давлением.
Материал и методы исследования
Монокристаллы высокомарганцевых аустенитных сталей с разной энергией дефекта упаковки Fe-13Mn-1,3C (сталь Гадфильда), Fe13Mn-2,7Al-1,3С, Fe-28Mn-2,7Al-1,3С (мас. %) были выращены методом Бриджмена в среде инертного газа. Затем все кристаллы были гомогенизированы в среде аргона при Т = 1100–1150 °С в течении 24 ч.
Для получения аустенитной структуры образцы закаливали в воду после выдержки 1 ч при Т = 1100 °С.
Образцы для деформации кручением под давлением вырезали
в форме дисков диаметром 10 мм и толщиной 0,6 мм. Деформацию
532
Секция 3
проводили на наковальнях Бриджмена под давлением P = 5–6 ГПа
и температуре Т = 23 °С. Образцы деформировали на 1, 3, 5 оборотов
(N), время одного оборота при КГД – 60 с.
Для изучения термической стабильности, фазовых превращений, эволюции микротвердости, происходящих при нагреве, образцы
сталей после КГД подвергали высокотемпературным отжигам при
температурах 400, 500, 600, 700, 800 °С.
Рентгеноструктурный анализ проводили с помощью рентгеновского дифрактометра Shimadzu XRD-6000 с использованием Cu Kα
излучения. Микротвердость образцов измеряли методом Виккерса на
микротвердомере Duramin-5 с нагрузкой на индентор 200 г.
Результаты и их обсуждение
На рис. 1 приведены зависимости микротвердости от температуры
отжига для образцов исследуемых сталей, полученных методом КГД.
Определим границу термической стабильности микротвердости после
КГД как максимальную температуру отжига, при которой уменьшение
микротвердости не превышает 10 % от величины, измеренной после
КГД. Границы термической стабильности микротвердости для сталей
Fe-13Mn-1,3C, Fe-13Mn-2,7Al-1,3C слабо зависят от числа оборотов кручения, имеют близкие значения и составляют 500–550 °С после холодного КГД (рис. 1, а, б). В стали Fe-28Mn-2,7Al-1,3C наблюдается зависимость термической стабильности микротвердости от степени деформации при КГД: при деформации на один оборот микротвердость
монотонно уменьшается с ростом температуры отжига (рис. 1, в), ее значения меньше, чем в двух других сталях при N = 1. С увеличением деформации (N = 3, 5) в стали Fe-28Mn-2,7Al-1,3C значения H возрастают
и соответствуют значениям микротвердости, полученным для сталей
Fe-13Mn-1,3C, Fe-13Mn-2,7Al-1,3C, термическая стабильность при этом
увеличивается до 500 °С (рис. 1).
Анализ данных на рис. 1 позволяет судить о разной кинетике процессов возврата и рекристаллизации при отжигах исследуемых сталей.
Так, для стали Fe-13Mn-1,3C при отжигах в интервале температур
500–800 °С (выше границы термической стабильности микротвердости)
H непрерывно уменьшается с коэффициентом ΔH/ΔTотж = 12,0 МПа/°С.
Для стали Fe-13Mn-2,7Al-1,3C выше границы термической стабильности
533
Перспективные материалы в строительстве и технике (ПМСТ-2014)
микротвердость уменьшается быстрее, чем в случае стали Fe-13Mn-1,3C:
ΔH/ΔTотж = 16,8 МПа/°С.
а
б
в
Рис. 1. Влияние температуры отжига на
микротвердость сталей после КГД:
а – Fe-13Mn-1,3C; б – Fe-13Mn2,7Al-1,3C; в – Fe-28Mn-2,7Al-1,3C
Отдельный интерес представляют данные по влиянию отжигов
на микротвердость стали Fe-28Mn-2,7Al-1,3C. После кручения на 3
и 5 оборотов, микротвердость изменяется по аналогии со сталью
Fe-13Mn-2,7Al-1,3C: до температуры отжига 500 °С значения микротвердости изменяются слабо, а при более высоких температурах отжига происходит их быстрый спад: ΔH/ΔTотж = 16,2 МПа/°С. После
одного оборота кручением H ведет себя принципиально иным образом: до температуры 600 °С происходит непрерывное уменьшение
микротвердости с коэффициентом ΔH/ΔTотж = 1,9 МПа/°С. Выше
600 °С кинетика изменения микротвердости близка к той, которая наблюдается после 3 и 5 оборотов кручения. Во всех исследуемых сталях после КГД и отжигов при температурах 700, 800 °С значения мик534
Секция 3
ротвердости не зависят от числа оборотов кручения, они становятся
близки с исходными значениями до деформации (2,5 ГПа).
Одним из факторов, определяющих высокую термическую стабильность микротвердости исследуемых сталей, может выступать изменение фазового состава сталей при отжигах, так как при высоких
температурах отжига будет происходить распад аустенита (пересыщенного твердого раствора) с образованием феррита и карбидов.
На рис. 2 показано влияние высокотемпературных отжигов на
фазовый состав сталей Fe-13Mn-1,3C, Fe-28Mn-2,7Al-1,3C после КГД
(N = 5). До температуры отжига 400 °С стали сохраняют аустенитную
структуру, что коррелирует с сохранением высоких прочностных
свойств (микротвердости) (рис. 1). С увеличением температуры отжига > 400 °С во всех исследуемых сталях наблюдается γ-α' фазовое превращение. Максимальное содержание α'-фазы (феррита) в структуре
стали Fe-13Mn-1,3C, определенное методом количественного рентгенофазового анализа, наблюдается после отжига при температуре
500 °С (~ 70 %) (рис. 2, а). С увеличением температуры отжига
Т > 500 °С количество α'-фазы значительно снижается (после отжига
при 600 °С доля феррита ~ 30 %), а после отжига при 700–800 °С
структура – аустенитная с карбидами Ме3С. В стали Fe-13Mn-2,7Al1,3C кинетика γ-α'-γ перехода аналогична стали Fe-13Mn-1,3C, но превращение проходит интенсивнее, доля феррита в структуре этой стали
при температурах отжига 500 и 600 °С самая высокая и составляет
60–75 %. Повышение концентрации марганца, напротив, уменьшает
склонность к γ-α' превращению при нагреве [6], встали Fe-28Mn-2,7Al1,3C на рентгенограммах наблюдается малое содержание α'-фазы
(не более 10 %) при температурах отжига 500 и 600 °С (рис. 2, б). Содержание феррита в структуре аустенитных сталей во время отжигов
в указанном температурном интервале обусловлено распадом аустенита, который имеет диффузионную природу [7]. При температурах отжига > 600 °С во всех исследуемых сталях реализуется обратное α'-γ фазовое превращение.
Степень деформации (количество оборотов) влияет на кинетику
фазового γ-α'-γ перехода: с ростом числа оборотов от 1 до 3–5 увеличивается доля феррита в структуре сталей в области превращения, при
этом в интервале деформаций от 3 до 5 оборотов она изменяется слабо.
535
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а
б
Рис. 2. Влияние температуры отжига на рентгенограммы сталей после КГД
(N = 5):
а – Fe-13Mn-1,3C; б – Fe-28Mn-2,7Al-1,3C
На основе анализа фазовых переходов при отжигах сталей Fe13Mn-1,3C, Fe-13Mn-2,7Al-1,3C, Fe-28Mn-2,7Al-1,3C, деформированных методом КГД, можно сделать вывод, что γ-α'-γ превращение реализуется вблизи границы термической стабильности структуры. Исключением из этого является только кручение на 1 полный оборот
в стали Fe-28Mn-2,7Al-1,3C, когда высокая концентрация марганца
и относительно небольшая степень деформации обеспечивают стабильность аустенитной структуры к фазовому переходу при нагреве.
При N = 1 термическая стабильность микротвердости стали Fe-28Mn2,7Al-1,3C оказывается ниже, чем во всех других рассматриваемых
случаях (рис. 1). Это позволяет сделать вывод о том, что, γ-α' фазовое
превращение является одним из факторов, определяющих границы
термической стабильности полученных при КГД высокопрочных УМЗ
состояний в исследуемых аустенитных сталях с высокой концентрацией атомов внедрения.
Заключение
Для сталей Fe-13Mn-1,3C, Fe-13Mn-2,7Al-1,3C независимо от
температуры кручения под давлением и степени деформации и для
стали Fe-28Mn-2,7Al-1,3C после кручения под давлением на 3–5 оборотов высокие значения микротвердости сохраняются до температур
536
Секция 3
отжига 500–550 °С и обусловлены γ-α' фазовыми превращениями,
происходящими при температурах ≈ 500–600 °С. В стали Fe-28Mn2,7Al-1,3C высокая концентрация марганца стабилизирует аустенитную структуру. В условиях отсутствия фазового превращения Fe28Mn-2,7Al-1,3C (КГД при N = 1) граница термической стабильности
микротвердости уменьшается до 450 °С.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Валиев, Р.З. Объемные наноструктурные металлические материалы /
Р.З. Валиев, И.В. Александров. – М. : ИКЦ Академкнига, 2007. – 398 с.
2. Zhilyaev, A.P. Using high-pressure torsion for metal processing: Fundamentals
and applications / A.P. Zhilyaev, T.G. Langdon // Progress in materials science. – 2008. –
V. 53. – P. 893–979.
3. Microstructure and mechanical response of single-crystalline high-manganese
austenitic steels under high-pressure torsion: The effect of stacking-fault energy / E.G. Astafurova, M.S. Tukeeva, G.G. Maier [etc.] // Materials Science & Engineering A. – 2014. –
V. 604. – P. 166–175.
4. Randle, V. ‘Special’ boundaries and grain boundary plane engineering / V. Randle // Scripta Materialia. – 2006. – V. 54. – P. 1011–1015.
5. Воронова, Л.М. Термическая стабильность субмикрокристаллической структуры стали 4Х14Н14В2М / Л.М. Воронова, М.В. Дегтярев, Т.И. Чащухина // Физика
металлов и металловедение. – 2010. – Т. 109. – № 2. – С. 146–153.
6. Бернштейн, М.Л. Металловедение и термическая обработка / М.Л. Бернштейн, А.Г. Рахштадт. ‒ М. : Металлургиздат, 1961. ‒ 751 с.
7. Курдюмов, Г.В. Превращения в железе и стали / Г.В. Курдюмов, Л.М. Утевский, Р.И. Энтин – М. : Наука, 1977. – 238 с.
537
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 669.35:539.214
ДЕФЕКТЫ, НАКАПЛИВАЕМЫЕ
ПРИ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ В СПЛАВАХ Сu–Al
Т.В. Черкасова, Л.И. Тришкина, Н.А. Конева, Э.В. Козлов
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: cherkasova_tv@mail.ru
Аннотация. Настоящая статья посвящена аспектам дислокационной
физики пластичности и прочности с применением количественных методов
просвечивающей дифракционной электронной микроскопии. На примере
сплава Сu–Al приводятся анализ изменения параметров дислокационной субструктуры и рассматривается влияние этих параметров на изменение субструктуры материала при Т = 293 К. В работе рассматривается влияние твердорастворного упрочнения, степени деформации, размера зерна на формирование дислокационной структуры и ее параметров. Выделены критические
размеры зерен поликристаллов.
Введение
Весьма важен многоуровневый подход к проблемам прочности
и пластичности, интенсивно развиваемый в настоящее время акад.
В.Е. Паниным и его школой [1–3]. Это парадигма, во-первых, заостряет
внимание на еще нерешенных на основе дислокационного подхода проблемах пластической деформации и упрочнения, относящихся к мезои макроуровням. В дислокационной науке движение в этом направлении
начато, решаются модельные задачи с присутствием в объеме материала
высокой плотности дислокаций. Плотность дислокаций определяется
рядом факторов. В рамках многоуровневого подхода установлено, что
с ростом размера зерна на мезоуровне плотность дислокаций убывает,
а на микроуровне – возрастает. Эти данные подчеркивают принципиальную разницу в закономерностях накопления дислокаций на мезо- и микроуровнях размеров зерен. Изменение концентрации легирующего элемента в твердом растворе приводит к изменению, в частности, сил трения
и напряжения старта дислокаций, что особенно заметно в начале пластического течения. Развитие деформации приводит к вступлению нового
538
Секция 3
важного фактора упрочнения: формированию определенной дислокационной субструктуры, т. е. определенной организации дислокаций, которая в конечном итоге и управляет деформационным упрочнением монои поликристаллов. Субструктурное упрочнение является важным механизмом упрочнения металлов и сплавов [4, 5].
Материал и методика исследования
Материалами исследования в настоящей работе являлись твердые растворы Cu-Al в интервале концентраций Al от 0,5 до 14 ат. %.
Исследовались поликристаллы с различным средним размером зерен:
10, 20, 40, 60, 100, 120 и 240 мкм. Образцы сплавов деформировались
растяжением при комнатной температуре со скоростью 2·10–2 с–1.
Дислокационная структура изучалась методом просвечивающей дифракционной электронной микроскопии в интервале деформаций
ε = 2–90 %. Использовались электронные микроскопы с ускоряющим
напряжением 125 кВ, снабженные гониометром. Увеличение в колонне микроскопа было ×30 000. По микрофотографиям были измерены
различные параметры дефектной субструктуры.
Результаты и их обсуждение
В зависимости от концентрации легирующего элемента в сплавах
формируются различные типы ДСС. Электронно-микроскопические изображения субструктур, формирующихся при разных концентрациях легирующего элемента, представлены на рис. 1. Наблюдается следующая
последовательность превращения изменений ДСС: 0,5–5 ат. % Al →
клубковая и ячеистая ДСС, в интервале концентраций 8–14 ат. % Al →
дислокационные скопления, сетчатая ДСС, ячеисто-сетчатая и дефекты
упаковки. В сплавах Сu + 10 ат. % Al и Сu + + 14 ат.% Al при ε = 10 %
начинает формироваться микродвойниковая ДСС. Увеличение размера
зерна не изменяет существенно типа субструктуры, а происходит изменение количественных параметров ДСС. Проведем анализ средней скалярной плотности дислокаций от размера зерна при различных степенях
деформации. Зависимости <ρ> = f (<d>) приведены на рис. 2. Анализ зависимостей показывает, что средняя скалярная плотность дислокаций
убывает с ростом размера зерна. Следует отметить, что плотность дислокаций выше в концентрированных твердых растворах при всех размерах
539
Перспективные материалы в строительстве и технике (ПМСТ-2014)
зерен. Это обусловлено ростом твердорастворного упрочнения. При различных степенях деформации при увеличении размера зерна от 10 до
100 мкм сначала происходит резкое уменьшение плотности дислокаций,
а затем при дальнейшем увеличении размера зерна зависимости
<ρ> = f(<d>) выходят на насыщение. При небольших степенях деформации (ε = 5 %) образцы с разными размерами зерен демонстрируют разную скалярную плотность дислокаций как в сплавах с низким, так
и в сплавах с высоким значением энергии дефекта упаковки. С увеличением степени деформации это различие становится еще более заметным.
Можно утверждать, во-первых, что накопленная скалярная плотность
дислокаций увеличивается с ростом концентрации твердого раствора
или, по-другому, с ростом твердорастворного упрочнения. Во-вторых,
с уменьшением среднего размера зерна скалярная плотность дислокаций
возрастает.
а
б
Cu+10ат.%Al
Cu+0.5ат.%Al
в
Cu+14ат.%Al
0,5мкм
Cu+5ат.%Al
гг
Cu+10ат.%Al
0,5мкм
Cu+14ат.%Al
Рис. 1. Формирование дислокационной субструктуры с изменением концентрации легирующего элемента в медно-алюминиевых сплавах. Степень
деформации ε = 5–10 %. Плоскость фольги (110):
а – клубки; б – ячеистая ДСС; в – однородная сетчатая ДСС; д – скопления и дефекты упаковки. Размер зерна d = 60 мкм
540
Секция 3
ε =10%
ε =5%
<ρ>·10-13,м-2
15
4
4
5
2
0
20
<ρ>·10-13,м-2
3
10
4
15
1
ε =20%
3
1
2
ε =30%
3
4
3
10
5
0
1
2
160 240 0
80
<d>·10-6, м
1
2
80 160-6 240
<d>·10 , м
Рис. 2. Зависимости средней скалярной плотности дислокаций <ρ> от размера
зерна d при разных степенях деформации:
1 – Cu + 0,5 ат. % Al; 2 – Cu + 5 ат. % Al; 3 – Cu + 10 ат. % Al; 4 – Cu +
+14 ат. % Al. Тдеф = 293 К
Согласно модели Конрада [6] <ρ> = c <d>–1. Выполнимость этого соотношения наблюдается в сплаве с концентрацией Al ~ 5 ат. %
и деформации ~ 5 %. Проведенный анализ этого соотношения для широкого спектра размеров зерен, при различных концентрациях легирующего элемента и степенях деформаций показал, что это соотношение не выполняется (рис. 3). Можно выделить две области размеров
зерен, где это соотношение будет выполняться: 10 ≤ d ≥ 100 мкм
и 120 ≤ d ≥ 240 мкм. Таким образом, можно выделить критический
размер зерна порядка 100 мкм при котором происходит изменение
угла наклона зависимостей <ρ> = c <d>–1.
При больших концентрациях легирующего элемента происходит формирование субструктур отличных от субструктур, формирующихся в сплавах с небольшим содержанием легирующего элемента. Особенностью этих сплавов является наличие микродвойниковой
ДСС, проведем анализ этих субструктур. На рис. 4. представлены ти541
Перспективные материалы в строительстве и технике (ПМСТ-2014)
<ρ>·10-13,м-2
<ρ>·10-13,м-2
пы микродвойников, формирующихся в сплавах Cu + 10 и 14 ат. % Al
после деформации ε = 10 %.
ε =5%
15
4
3
2
10
4
3
ε =10%
2
1
1
5
0
20
ε =20%
15
4 ε =30%
3
2
1
2
1
10
4
3
5
0
1 2 3 4 5
1/<d>·104, м-1
0
1
2 3 4 5
1/<d>·104, м-1
Рис. 3. Зависимости средней скалярной плотности дислокаций ρ от обратной
величины размера зерна d–1 в медно-алюминиевых сплавах:
1 – Cu + 0,5 ат. % Al; 2 – Cu + 5 ат. % Al; 3 – Cu + 10 ат. % Al; 4 – Cu +
+ 14 ат. % Al. Тдеф = 293 К
При формировании дефектной субструктуры: появляются места,
где от границы зерна зарождаются микродвойники и формируются
разориентировки. При этом развитие микродвойникования происходит по-разному в разных зернах: есть зерна, где микродвойники отсутствуют, зерна, в которых действует лишь одна система микродвойников и, наконец, зерна, в которых реализуется две, и более систем
микродвойников. Как правило, вблизи микродвойников формируются
экстинкционные деформационные контуры, которые располагаются
в основном перпендикулярно к плоскости залегания микродвойников.
По микрофотографиям была измерена плотность микродвойников. На
рис. 5 представлены зависимости плотности микродвойников от степени деформации при разных размерах зерен. Анализ зависимостей
показывает, что при увеличении размера зерна от 10 до 100мкм плот542
Секция 3
ность микродвойников увеличивается интенсивнее, а затем при дальнейшем увеличении размера зерна зависимости стремятся к насыщению. Исследования проводились в широкой области размеров зерен
при различных концентрациях алюминия и различных степенях деформации. Увеличение легирующего элемента не оказывает существенного влияния на плотность микродвойников (рис. 5, а и б). Установлен критический размер зерна, при котором происходит смена угла
наклона зависимостей ρдв = f (d), которая составляет значение размера
зерна порядка ~ 100 мкм.
а
б
К
К
0.5мкм
ε = 10%
ε = 20%
в
г
К
К
К
0.5мкм
ε = 50%
ε = 90%
Рис. 4. Микродвойники, формирующиеся в сплаве Cu + 10 ат. % Al при разных
степенях деформации:
а – одиночные микродвойники и одна система скольжения; б – группы из
микродвойников и одна система скольжения; в – пачки из микродвойников и две системы скольжения; г – микродвойники и микротрещина.
Микротрещина располагается вдоль микродвойников и указана белой
стрелкой. Черными стрелками указаны микродвойники. К – деформационный экстинкционный контур. Плоскость фольги (110). Тдеф = 293 К
543
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис. 5. Зависимость плотности микродвойников от размера зерна, формирующиеся в сплаве при разных степенях деформации:
а – Cu + 10 ат. % Al; б – Cu + 14 ат. % Al. Тдеф= 293 К
Таким образом, в сплавах Сu–Al накопление средней скалярной
плотности зависят от размера зерна и концентрациях легирующего
элемента. Интенсивный рост плотности микродвойников наблюдается
в интервале размеров зерен 10–60 мкм.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Панин, В.Е. Структурные уровни деформации твердых тел / В.Е. Панин,
В.А. Лихачев, Ю.В. Гриняев. – Новосибирск : Наука, 1985. – 229 с.
2. Физическая мезомеханика и компьютерное конструирование материалов /
под ред. В.Е. Панина. – Новосибирск : Наука, 1995. – Т. 1. – 289 с., Т. 2. – 480 с.
3. Панин, В.Е. Физическая мезомеханика – новая парадигма на стыке физики
и механики деформируемого твердого тела / В.Е. Панин, Ю.В. Гриняев //Физ. мезомех. – 2003. – Т. 6. – № 4. – С. 9–36.
4. Конева, Н.А. Природа субструктурного упрочнения / Н.А. Конева, Э.В. Козлов // Изв. вузов. Физика. – 1982. – № 8. – С. 3–14.
5. Конева, Н.А. Закономерности субструктурного упрочнения / Н.А. Конева,
Э.В. Козлов // Изв. вузов. Физика. – 1991. – № 3. – С. 56–70.
6. Конрад, Х. Модель деформационного упрочнения для объяснения влияния
величины зерна на напряжение течения металлов / Х. Конрад // Сверхмелкое зерно
в металлах: сб. статей : [пер. с англ.] / под ред. Л.И. Гордиенко. – М. : Металлургия. –
1973. – С. 206–219.
544
Секция 3
УДК 539.3:536.4
DISTRIBUTION OF ENERGY STORAGE RATE IN AREA
OF STRAIN LOCALIZATION DURING TENSION
OF AUSTENITIC STEEL
W. Oliferuk1,2, M. Maj2, K. Zembrzycki2
1
2
Białystok University of Technology, Białystok, Poland,
Institute of Fundamental Technological Research, Warsaw, Poland
Introduction
When a material deforms plastically, a part of the mechanical energy
wp expended on plastic deformation is converted into heat qd while the remainder es is stored within the material.
es w p qd .
(1)
The measure of an energy conversion at each instant of the plastic
deformation process is the rate of energy storage Z defined as the ratio of
the stored energy increment to the plastic work increment; Z =Δes/Δwp. The
stored energy increment is equal to difference between Δwp and the increment of energy dissipated as a heat Δqd, (see Eq (1), Δes = Δwp – Δqd. Then:
Z = Δes/Δwp = 1 – Δqd /Δwp.
(2)
In the previous works by Oliferuk and co-workers it has been shown
that during non-uniform deformation (localization of plastic strain) of polycrystalline material, the energy storage rate rapidly decreases reaching the
0 value and then becomes negative [1, 2]. The 0 value of the energy storage
rate means that the deformed material lost the ability to store the energy. But
the energy stored rate was determined as the average value for the total gauge
part (25 mm) of specimen. The estimation of es w p was based on the
comparison of the temperature increment of deformed specimen related to
the given increment of the expended energy during uniform deformation with
the average temperature increment during non-uniform one. The question
appears: a) What is the energy storage rate distribution along the gauge
length of the strained specimen during development of plastic strain localization. The purpose of the presented work is to answer this question.
545
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Experiments
The new method of energy storage rate determination, that allows to
obtain distribution of the energy storage rate along the gauge length of the
specimen, is proposed. The method is based on the experimental procedure
for the simultaneous measurements of temperature, and strain distributions
on the surface of tested specimen during tensile deformation. This procedure involves two complementary imaging techniques: CCD technique and
infrared thermography (IRT). In order to determine the strain distribution,
markers in form of graphite dots were plotted on one surface of the specimen. In this way, the surface of the specimen was divided into sections,
whose sizes are determined by the distance between the dots (Fig. 1).
Fig. 1. The graphite dots on the gauge part of specimen
Displacements of the dots were recorded by means of CCD camera
during deformation process. The local true strain was obtained by taking
the logarithm of the ratio of the current distance between graphite dots to
initial one. The true stress was calculated by dividing the load by the current cross-sectional area of the specimen corresponding to given section.
The strain and stress distributions were used to calculate surface distribution of plastic work.
Temperature distribution on the opposite surface of the specimen
was measured by means of IR Thermographic System. The surface was
covered with soot, to ensure its homogeneity in terms of emissivity. From
the surface temperature distribution, the distribution of dissipated energy as
a heat along of the specimen gauge length was determined using local form
of heat equation. Dependences of this energy on plastic work for local sections of deformed specimen allow to calculate Δqd /Δwp and then to obtain
from Eq. (2) the energy storage rate. The experiments were performed on
specimens cut out from a sheet of austenitic steel.
546
Секция 3
Results
The energy storage rate as a function of plastic work was determined
for selected, local sections lying on the axis of deformed specimen (Fig. 2).
Fig. 2. The energy storage rate as a function of plastic work for selected sections lying on the axis of the specimen
The obtained results shown that the energy storage rate for all tested
sections decreases with strain. During evolution of plastic strain localization some sections cease to deform, while the energy storage rate in the
others drops to zero and even to negative values. To identify micromechanisms corresponding to appearance and evolution of plastic strain
localization microstructural characterization was performed by electron
back scattered diffraction (EBSD) with orientation imaging microscopy and
transmission electron microscopy (TEM).
REFERENCES
1. Oliferuk, W. Energy balance and macroscopic atrain localization during plastic
deformation of polycrystalline metals / W. Oliferuk, A. Korbel, W. Bochniak // Mater. Sci.
Eng, (A319-321. – 2001. – 1–2. – Р. 250–253.
2. Oliferuk, W. Plastic instability criterion based on energy conversion / W. Oliferuk, M. Maj // Materials Science and Engineering (A462). – 2007. – Р. 363–366.
547
СЕКЦИЯ 4
МОДЕЛИРОВАНИЕ ПЛАСТИЧЕСКИХ
ДЕФОРМАЦИЙ И ДРУГИХ ПРОЦЕССОВ
В МАТЕРИАЛАХ
УДК.669.24`783:539.389.1
ДЕФОРМАЦИОННАЯ ЗАВИСИМОСТЬ
ЭНТРОПИИ ДИСЛОКАЦИОННЫХ СУБСТРУКТУР
В ТВЕРДЫХ РАСТВОРАХ Cu-Al
Ю.А. Абзаев1, Л.И. Тришкина1, А.А. Клопотов1,2, А.А. Кыпчаков1
1
Томский государственный архитектурно-строительный университет,
г. Томск, Россия,
2
Национальный исследовательский Томский государственный университет,
г. Томск, Россия
E-mail: klopotovaa@tsuab.ru
Аннотация. Проведены расчеты плотности конфигурационной и колебательной энтропии расстояний между дислокациями, в которых учтена
доля различных типов дислокационных субструктур (ДС). Установлено, что
в субструктурах с хаотическим типом ДС, смеси хаоса с неразориентированными ячейками, а также смеси неразориентированных и разориентированных
ячеистых структур, плотность энтропии растет с деформацией. При переходах от хаоса к ячейкам, а также от «смеси» неразориентированных и разориентированных ячеек к ДС с разориентировками обнаруживается самоорганизация ДС. Образование ячеистых субструктур соответствует размытому кинетическому фазовому переходу 1-го рода в дислокационных субструктурах.
Скачкообразное уменьшение энтропии при фазовом переходе, связывается
с аннигиляцией дислокаций в стенках ячеек, и образованием избыточной
плотности дислокаций.
Ключевые слова: энтропия; дислокационная структура; деформация;
твердые растворы сплавов Cu–Al
Работа выполнена при частичной финансовой поддержке гранта «Программы повышения конкурентоспособности ТГУ» и по проекту Министерства образования и науки
Российской Федерации.
548
Секция 4
Введение
Дислокационная структура (ДС) в твердых растворах Cu–Al
реализуется большим числом способов распределения дислокаций
в зависимости от степени деформации. В литературе отсутствуют работы, посвященные экспериментальному изучению конфигурационной и колебательной энтропий ДС. Закономерности эволюции ДС
с деформацией в направлении хаоса, или самоорганизации представляется актуальным. В работе исследовались ДС твердых растворов
Cu–Al с различными концентрациями атомов Al.
Целью настоящей работы является анализ энтропии плотности
дислокационных субструктур в сплавах Cu–Al в зависимости от степени деформации и при разных температурах испытания. Значительный интерес представляет также изучение связанной энергии дислокационных структур.
Материал и методика исследования
В работе исследовались поликристаллические твердые растворы
Cu–Al двух составов: Cu – 0,5 ат. % Al и Cu – 5 ат. % Al. Средний размер зерен в сплавах был равным 60 мкм. Методика приготовления образцов и проведения механических испытаний приведены в работе [1].
Деформация образцов размером 1006010 мм осуществлялась растяжением при температурах Т = 293 и 523 К со скоростью = 0,02 с–1 на
машине типа Instron. Дислокационные структуры изучались на электронном микроскопе ЭМВ-100АК при степенях деформации = 5; 10;
15; 20; 40 % и = 5; 10, 15; 20; 50 % при Т = 293 и 573 К соответственно. Методом секущей определялись расстояние между дислокациями
и плотность дислокаций. Для каждой степени деформации проводилась
идентификация формирующихся дислокационных субструктур и определялась их объемная доля [1].
В статистической энтропии Больцмана (SБ = lnW) величина W –
это термодинамическая вероятность. Статистическая энтропия Больцмана SБ определяется разностью энтропий исследуемого параметра.
Для параметра ДС, которое есть расстояние между дислокациями W это число способов взаимного расположения соседних дислокаций вдоль секущей линии. Тогда lnW соответствует конфигураци549
Перспективные материалы в строительстве и технике (ПМСТ-2014)
онной части энтропии. Пусть N – объем выборки расстояний между
дислокациями, ni – абсолютная частота, тогда ni N . Число возi
можных расстояний совпадает с перестановками N!. Полное число
различимых конфигураций расположения соседних дислокаций равно
W N !/ ( n1 ! n2 ! n3 ! n4 ! n5 ! ni !).
(1)
По формуле Стирлинга lnN! = NlnN – N, тогда
S Б ln W N [ln N ( ni / N ) ln ( ni / N ) (1 / N ) ni ln N ]
i
i
N pi ln pi NSШ ,
(2)
i
где pi – относительная частота; SШ – энтропия Шеннона.
Зависимость между энтропией SБ и энтропией Шеннона SШ расстояний между дислокациями позволяет оценить конфигурационную
часть связанной энергии Eсв = SБТ. ДС с помощью плотности вероятности измеряемых величин. Точные значения энтропии Шеннона могут
быть получены только для замкнутых систем, к которым ДС
не относятся. Определенный вклад в энтропию вносят подвижные дислокации, вышедшие на поверхность твердого раствора. Расчеты конфигурационной энтропии в работе приведены для структурных дислокаций, которые определяют нижний предел связанной энергии. Плотность
дислокаций – это длина дислокаций в единице объема, т. е. = N l, где
l – единичная дислокационная длина. Если дислокации вдоль секущей
линии расположены на расстояниях, близких к среднему значению, тогда l 0,5 . Подставляя N 3/ 2 [1/м3] в формулу (2) получим
SБ N SШ 3/2 pi ln pi .
i
(3)
Ранее связь SБ с энтропией Шеннона не была установлена. Присутствие дислокаций в твердом растворе Cu–Al приводит к потере
трансляционной симметрии, а также изменению колебательного спектра атомов вблизи ядра дислокаций. Колебательная энтропия дислокаций в литературе оценивается в рамках струнной модели. Свобод550
Секция 4
ная энергия дислокационных сегментов с закрепленными концами
длиной l Mb, и частотным спектром i = iD/M равна
ia
M
1 e
i
h D
Fk 1
kTln
1 e a
2
i 1 M
M
где a
h D
kT
,
; h – постоянная Планка; D – частота Дебая; M – число
гармоник; b – вектор Бюргерса. Тогда с учетом N 3/2 плотность колебательной энтропии равна
M
Sk k 3/2
i 1
ia
[ln(e M
1)
ia
ia
iae M
ae M
ia
M
M (e
] k ( / b)[
1)
ia
M
(e
ln(ea 1)]. (4)
1)
В расчетах энтропии ДС представляется возможным учесть долю
различных типов дислокационных субструктур, наблюдаемых при разных степенях деформации. Энтропия является аддитивной величиной,
тогда VS Vi Si , где V – объем, приходящийся на ДС; Vi – объем ДС
i
с i-типом субструктуры. Средняя плотность энтропии S равна
S PVi Si ,
(5)
i
где PVi – объемная доля i-го типа субструктуры. С помощью (5) была
определена средняя плотность конфигурационной и колебательной
энтропий ДС при разных степенях деформации.
Результаты исследования и их обсуждение
В работе [1] приведены данные по эволюции ДС с деформацией
в твердых в твердых сплавах на основе Cu-Al. На основе анализа ДС
установлено, что в исследуемых сплавах наблюдается последовательность дислокационных превращений: хаос клубки и сплетения дислокаций ячеистые структуры без разориентации ячеистые суб551
Перспективные материалы в строительстве и технике (ПМСТ-2014)
структуры с разориентацией фрагментированные субструктуры
(рис. 1). Характерные типы дислокационных субструктур и указанная
цепочка превращений наблюдалась в широком интервале температур от
293 до 573 К. Показано, что при каждой степени деформации наблюдаются, как правило, два типа дислокационных субструктур: «новая» развивающаяся и «старая» исчезающая. При повышенных температурах
доля неразориетированных ячеек в ДС достигает максимального значения при меньших деформациях (рис. 1).
Рис. 1. Доля различных типов дислокационных субструктур Cu – 0,5 ат. % Al
(а, в) и Cu – 5 ат. % Al (б, г) при различных температурах испытания:
Т = 293 К (а, б); Т = 573 К (в) и Т = 523 К (г):
1 – хаос; 2 – ячеистая неразориентированная субструктура; 3 – ячеистая
разориентированная субструктура
В сплаве Cu –5 ат. % Al доля разориентированных ячеек существенно возрастает, начиная с 10 % деформации. В сплаве Cu – 0,5 ат.
% Al при Т = 573 К значительный рост их доли наблюдается с 30 %.
Закономерности развития типов дислокационных субструктур с деформацией авторами детально изучалось в [1]. Установлено, что пре552
Секция 4
вращения между неразориентированными и разориентированными
субструктурами при деформации осуществляются в форме кинетического фазового перехода 1-го рода, параметром которого является избыточная плотность дислокаций = (+ ), где + и – плотность
дислокаций разного знака. В работе были определены расстояния между дислокациями, соответствующих различным типам ДС твердых
растворов. Измерения проводились для хаоса, в стенках и внутри ячеек. Было установлено, что эмпирические распределения расстояний
подчиняются нормальному закону с надежностью 0,90. ДС в твердых
растворах Cu–Al находятся в промежуточном состоянии между детерминированной и хаотической системами. При заданном уровне
сдвиговых напряжений в первом случае термодинамическая вероятность равна единице, а во втором – должно наблюдаться равномерное
распределение расстояний между дислокациями. В случае ячеистых
субструктур детерминированной системе соответствуют дислокационные ячейки одинакового размера.
По данным об эмпирических распределениях, плотности дислокаций были определены плотности конфигурационной и колебательной энтропий различных дислокационных субструктур по формулам
(3), (4) с учетом доли соответствующих типов ДС. Результаты расчетов плотности колебательной энтропии, а также суммы плотности колебательной и конфигурационной энтропий (SК + SБ) различных типов
дислокационных субструктур, средней плотности энтропии S приведены на рис. 2, 3. Расчет средней плотности энтропии S по данным на
рис. 2 и 3 показывает, что дислокационной структуры в сплавах Cu-Al
с ростом деформации возрастает. Однако с исчезновением в субструктуре хаотического типа в ДС в сплаве Cu – 0,5 ат. % Al наблюдается
снижение энтропии S как при Т = 293 К, так и при 573 К. При больших степенях деформации при переходе к субструктурам с разориентированными ячейками обнаруживается резкое снижение плотности
энтропии S с деформацией. В сплаве Cu – 5 ат. % Al плотность энтропии S возрастает с деформацией (до 10 %) при Т = 293 К и при
Т = 523 К (до 15 %) соответственно. Однако при деформациях, соответствующих переходу от «смеси» ячеистых субструктур к субструктуре, содержащей только разориентированные ячейки, в ДС также на553
Перспективные материалы в строительстве и технике (ПМСТ-2014)
блюдается резкое снижение плотности энтропии S . В указанном
сплаве плотность энтропии S снижается при деформациях свыше
10 % при Т = 293 К и свыше 15 % при Т = 523 К.
Рис. 2. Зависимость (Sk + SБ) от деформации
в различных ДС при двух температурах в сплаве Cu – 0,5 ат. % Al:
a – хаос; б – в стенках разупорядоченных ячеек; в – внутри в разупорядоченных ячеек; г – в стенках неразупорядоченных ячеек;
д – внутри в неразупорядоченных
ячеек
Рис. 3. Зависимость (Sk + SБ) от деформации в различных ДС при двух температурах в сплаве Cu – 5 ат. % Al:
a – хаос; б – в стенках разупорядоченных ячеек; в – внутри в разупорядоченных ячеек; г – в стенках неразупорядоченных ячеек;
д – внутри в неразупорядоченных
ячеек
Обнаруженное уменьшение плотности энтропии S , обусловленное указанными превращениями ДС, свидетельствует о самоорганизации дислокационных субструктур при деформации в сплавах Cu–Al.
554
Секция 4
С повышением температуры испытания самоорганизация ДС в сплавах
Cu–Al проявляется интенсивнее. Об этом свидетельствует как величина
скачкообразного уменьшения энтропии с деформацией, так и протяженность интервала деформации, в котором наблюдается снижение
плотности энтропии. Для хаоса плотность энтропии возрастает с деформацией, но в сплаве Cu – 0,5 ат. % (при Т = 573 К) плотность S
снижается вследствие уменьшения доли данного типа субструктуры.
В ячеистых неразориентированных субструктурах плотность энтропии с деформацией возрастает как для областей внутри ячеек, так
и в стенках ячеек. Особенно заметный рост плотности энтропии наблюдается в ДС со смесью разориентированных и неразориентированных
ячеек. Дислокационные структуры в этом случае развиваются
в направлении роста термодинамической вероятности с деформацией.
Для ячеистых субструктур плотность энтропии в стенках оказывается
существенно выше, чем для областей внутри ячеек. В твердом растворе
Cu – 0,5 ат. % Al в интервале деформаций 10–15 % для разориентированных (при Т = 293 К) и неразориентированных (Т = 573 К) ячеек наблюдается скачкообразное уменьшение плотности энтропии с ростом деформации (рис. 2 и 3). В сплаве Cu – 5 ат. % Al в интервале деформаций
10–15% для разориентированных (Т = 293 и 523 К) и неразориентированных (Т = 293 К) ячеек также наблюдается скачкообразное уменьшение
энтропии с деформацией (рис. 2 и 3). Анализ приведенных зависимостей
показывает, что структурам со скачками плотности энтропии предшествует, как правило, хаотический тип ДС. Низкая проницаемость стенок
ячеек подвижными дислокациями приводит к ограничению зоны сдвига
размерами ячеек. Разница в размерах зоны сдвига с хаотическим и ячеистым типом субструктур определяет и характерные механизмы накопления дислокаций. Ограничение подвижных сегментов дислокаций стенками ячеек приводит к накоплению избыточной плотности дислокаций
. При этом происходит переход от неразориентированных ячеистых
структур к разориентированным. Скачкам энтропии соответствует скачкообразное изменение наклона касательных свободной энергии. Скачки
плотности энтропии свидетельствуют о том, что формирование ячеистых
субструктур в твердых растворах Cu–Al происходит по типу размытых
фазовых переходов 1-го рода. Расчет показывает, что накопления плотности избыточных дислокаций наиболее интенсивно наблюдается на на555
Перспективные материалы в строительстве и технике (ПМСТ-2014)
чальных стадиях формирования разориентированных ячеек. Плотность
энтропии в сплаве Cu – 0,5 ат. % Al для всех типов субструктур в целом
оказывается выше, чем в сплаве Cu – 5 ат. % Al при близких степенях
деформации. Указанные сплавы различаются значениями энергии дефекта упаковки . В частности, в Cu – 0,5 ат. % Al 40,0 эрг/см2, в Cu –
5 ат. % Al – 23 эрг/см2. Следовательно, величина расщепленности частичных дислокаций Шокли в первом сплаве меньше. Это означает, что
склонность к формированию полных дислокаций в твердом растворе
Cu – 0,5 ат. % Al выше, чем в Cu – 5 ат. % Al. Следовательно, в нем выше
подвижность дислокаций. Свидетельством большей подвижности дислокаций в сплаве Cu – 0,5 ат. % Al являются также более высокие значения
плотности энтропии при одинаковых степенях деформациях. С ростом
температуры испытания подобный эффект становится заметнее.
Заключение
Установлена зависимость конфигурационной энтропии расстояний
между дислокациями в сплавах Cu – 0,5 ат. % Al и Cu – 5 ат. % Al от энтропии Шеннона с учетом плотности дислокаций. Установлено, что
с деформацией плотность энтропии возрастает. Такая картина соответствует хаотическому типу и субструктуре со смесью разориентированных
и неразориентированных ячеек. При переходе от указанной смеси
к структурам, содержащих только разориентированные ячейки средняя
плотность энтропии ДС уменьшается, что свидетельствует об, упорядочении совершенствовании дислокационной субструктуры с деформацией. На начальных стадиях формирования ячеистых субструктур обнаруживается скачкообразное уменьшение плотности энтропии. Это позволяет подтверждает предположение о фазовых превращениях и процессах
упорядочения в дислокационных структурах. Увеличение энергии дефекта упаковки приводит к возрастанию подвижности дислокаций, и, как
следствие, росту энтропии. Данный эффект проявляется в большей степени с повышением температуры испытания.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Козлов, Э.В. Закономерности развития разориентированной ячеистой субструктуры в медноалюминиевых и медномарганцевых сплавах / Э.В. Козлов,
Л.И. Тришкина, Н.А. Конева // ФММ. 1992. № 11. С. 148–151.
556
Секция 4
УДК 539.3
ПРИМЕНЕНИЕ МЕТОДА АКУСТИЧЕСКОЙ ЭМИССИИ
ДЛЯ МОДЕЛИРОВАНИЯ ДОЛГОВЕЧНОСТИ
МЕТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ
СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ
С.В. Пономарев, С.В. Рикконен, А.В. Азин, А.К. Каравацкий,
Н.Н. Марицкий, С.А. Пономарев
Научно-исследовательский институт прикладной математики и механики
Томского государственного университета,
г. Томск, Россия
E-mail: antonazin@mail.ru
Аннотация. Метод акустической эмиссии является наиболее эффективным методом неразрушающего контроля элементов строительных конструкций. В работе рассматривается расширенное применение метода акустической эмиссии для моделирования поврежденности и оставшегося ресурса
эксплуатации строительных конструкций, в том числе из высокопластичных
металлов. Проводится моделирование накопления повреждений для прогнозирования долговечности с применением метода акустической эмиссии.
Ключевые слова: долговечность; строительные конструкции; метод неразрушающего контроля; акустическая эмиссия; прогнозирование разрушения.
Введение
Современная тенденция в строительной промышленности устанавливает определенные требования к используемым материалам.
Требуется строить больше, быстрее и дешевле. Для этого используют
специальные материалы, прочность и долговечность которых является
основным показателем для применения. Технология акустической
эмиссии является наиболее практичным способом для определения
этих параметров.
Разработка достоверного метода прогнозирования срока эксплуатации и оставшегося ресурса является наиболее важной задачей
в современной строительной промышленности.
Материалы, используемые для изготовления конструкций, могут содержать дефекты, которые становятся концентраторами напря557
Перспективные материалы в строительстве и технике (ПМСТ-2014)
жения и, как следствие, в процессе использования становятся очагами
разрушения. Целостность строительной конструкции может быть нарушена, внезапно выведена из строя единица техники, а в результате –
аварии и человеческие жертвы. Решаются данные проблемы за счет
эффективного контроля качества комплектующих как на этапе производства, так и на этапе монтажа оборудования и в процессе обслуживания, что позволяет повысить не только конкурентоспособность, но
и минимизировать риск потребителей.
Наличие наружных и внутренних дефектов различного вида
обусловливает сложность выбора эффективных методов неразрушающего контроля (МНК) строительных конструкций. При выполнении работ применяются следующие МНК: оптические методы неразрушающего контроля (в т.ч. визуальный осмотр); метод пластической
деформации; метод упругого отскока; метод отрыва со скалыванием
и скалывания ребра конструкции; ультразвуковой метод определения
прочности; метод акустической эмиссии; метод ударного импульса.
Традиционно для дефектоскопии материалов используется
ультразвуковой метод, который позволяет, преимущественно, обнаруживать крупные дефекты типа несплошностей, расслоений, нарушения адгезии и используется на этапе входного контроля полуфабрикатов и изделий. В то же время, весьма часто, дефекты зарождаются
в процессе эксплуатации и имеют крайне малый размер, поэтому актуальным является разработка новых или адаптация существующих
методов неразрушающего контроля, способных выявлять дефекты такого рода (и размера). Перспективным методом для выявления формирующихся несплошностей в процессе нагружения (эксплуатации)
является метод акустической эмиссии (АЭ). Сигналы АЭ, излучаемые
материалом в процессе нагружения (разрушения), могут нести информацию о размере трещин, скорости их роста, позволяя решать задачу раннего обнаружения разрушения материла и прогнозирования
оставшегося срока эксплуатации.
Несмотря на то, что акустические методы позволяют получить
количественную оценку развития деформационных процессов в объеме нагруженного материала, требуется подтверждение корректности
интерпретации полученных результатов. В результате, за счет совместного использования метода тензометрии, АЭ и оптического метода
558
Секция 4
измерения деформации предоставляется возможность оценить интегральную и локальную деформацию в нагруженном образце и зарегистрировать излучение упругих (акустических) волн, сопровождающих
процессы разрушения.
Выделим три основных подхода связи АЭ с параметрами разрушения материала. Сущность первого подхода заключается в диагностике стадий разрушения по положению особых точек (локальных экстремумов и переломов) потока актов АЭ (рис. 1, а). При измерении концентрации дефектов при пластическом деформировании материалов
в процессе силового воздействия одновременно регистрируются количество актов акустической эмиссии Na и остаточная деформация ε. После чего по зависимости параметров акустической эмиссии от остаточной деформации определяется точка начала развития дефектов, деструкционная компонента деформации εd и концентрация дефектов [2].
Аналогичный подход освещен в [3], где диаграмма накопления акустических импульсов связывается со временем статического деформирования (степени деформирования) для определения основных стадий деформирования (рис. 3) и для оценки предела длительной прочности.
а
б
в
г
Рис. 1. Связь параметров акустической эмиссии с параметрами разрушения
материалов:
а – характерная зависимость Na f ( r1/ 2 ) и схема определения точки
деструкции D и деструкционной компоненты остаточной деформации;
б – графики изменения инвариантных соотношений в процессе нагружения образца стали 95Х18, крестиком показан момент разрушения; в –
спектр пуассоновского процесса в зависимости от длительности его событий; г – аппроксимация спектра АЭ
559
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Сущность второго подхода заключается в диагностике стадий
деформации по энергетическим и временным параметрам акта АЭ [4].
Метод основан на том, что спектр АЭ представляет собой спектр пуассоновского потока коротких упругих импульсов. Вследствие этого
удается оценить полную мощность АЭ W во всей полосе частот по
спектральной плотности, измеренной в ограниченной от f1 до f2 полосе. Это дает возможность определить полную среднюю энергию, приходящуюся на один акт АЭ. Известно, что нормированная на единичную площадь спектральная плотность G(f) пуассоновского потока актов АЭ длительностью τa во всей (0–∞) полосе частот имеет
следующий вид (рис. 1, в):
G ( f ) 4 a (1 4 2 f 2 a 2 ) .
(1)
Экспериментально оценивается средняя длительность акта АЭ
τa, накладывая графики зависимости (1) на экспериментальные точки
спектра АЭ G*(f) (рис. 1, в и г) и подобрав параметр τa. Далее, приравняв мощности измеренного W* и аппроксимирующего W** процессов
в полосе от f1 до f2, получим оценку средней энергии акта АЭ Ea во
всей полосе частот и длительности акта АЭ τa от деформации и степени накопления повреждений, по этим параметрам можно идентифицировать стадии деформации материала.
Суть третьего подхода заключается в диагностике деструкции
материалов методом инвариантов АЭ. В силу случайного характера
потока микроповреждений, на некоторых стадиях деформации и разрушения твердых тел можно найти устойчивые (инвариантные) соотношения I *p inv между регистрируемыми параметрами АЭ. Тогда,
появление отклонений регистрируемых значений Ip этих соотношений
от их инвариантных значений Ip* может служить критерием перехода
на следующую стадию деформации или разрушения (рис. 1, б) [5].
Также существует методика [6], в которой инвариант будет равен не
постоянному значению, а некоторой линейной зависимости.
Из трех подходов использования параметров метода акустической эмиссии для оценки повреждаемости материала выбран первый
подход. Объективность выбора формулируется следующими факторами: по количеству событий акустической эмиссии легко отслеживать
560
Секция 4
степень
поврежденности
материала,
используя
зависимость
1/2
N a f ( r ) ; спектральный состав АЭ претерпевает наибольшие искажения в процессе распространения и приема сигналов, поэтому во
второй подход вносятся дополнительные соотношения о восстановлении спектрального состава, что влияет на оперативность получаемых
данных; по третьему подходу – есть возможность определить начало
разрушения материала, но нельзя определить степень поврежденности.
Моделирование поврежденности и прогнозирование
срока эксплуатации металлических элементов
строительных сооружений
Учет поврежденности в определяющих соотношениях
В настоящее время при практических расчетах учет накопления
повреждений в определяющих соотношениях (2) реализован через выражение (3):
σ = ε;
(2)
σ = (1 − ω)σ,
(3)
где – тензор текущих напряжений; Е – матрица материальных констант; – тензор деформаций; – мера поврежденности (изменяется
в пределах от 0 до 1,1 – соответствует разрушению); σ – тензор напряжений, подсчитанный для данных условий нагружения в отсутствие повреждений. Выбор данного соотношения диктуется как простотой определения параметров модели, так и приемлемой точностью [7].
Определение вида функции повреждаемости
Для определения состояния материала в текущий момент и прогнозирования оставшегося срока эксплуатации введем функцию поврежденности материала следующим образом (0 – отсутствие повреждений, 1 – разрушение материала):
ω=
∗
, 0 ≤ ω < 1,
(4)
где NA – количество АЭ импульсов при тестовом нагружении (нагружение с заданной амплитудой нагрузок или деформаций); NA* – количество АЭ импульсов, соответствующее разрушению материала.
561
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Метод АЭ широко применяется для диагностики конструкций
из сталей, бетонов, что отражено во многих работах [1]. Результаты
проведенной работы показали, что метод прогнозирования оставшегося ресурса и срока эксплуатации с использованием АЭ применим
не только для классических конструкционных материалов (сталей
и бетонов), но и для мягких металлов и их сплавов (на примере оловянно-свинцовых припоев и алюминиевых сплавов).
Для отработки метода АЭ и определения вида функции поврежденности материала проведена серия экспериментов по регистрации
акустических сигналов при помощи установки АЭ Micro2 digital AE
system при деформировании образцов материалов для получения диаграмм накопления акустических сигналов от развивающихся дефектов
в процессе деформирования, определения точности метода, параметров модели накопления повреждений и момента зарождения дефектов
в процессе механического воздействия. На основании анализа результатов проведенных экспериментов построен график накопления акустических импульсов, возникающих при развитии дефектов, в зависимости от деформаций образца сплава (на примере припоя ПОС-61)
(рис. 2, а). Кроме того приведены данные по накоплению акустических сигналов в процессе деформирования конструкционной стали
и алюминиевого сплава (рис. 2, б и 3) [8].
а
б
Рис. 2. Накопление АЭ импульсов в зависимости от деформации ε1/2 для образцов
припоя (а); зависимости скорости счета АЭ N и напряжения σ от деформации ε при растяжении образцов из алюминиевого сплава 7075-Т6 (б):
1 – экспериментальные данные; 2 – аппроксимирующая кривая
562
Секция 4
̇ и суммарного числа
Рис. 3. Диаграммы изменения интенсивности сигналов аэ
импульсов АЭ Nаэ в зависимости от времени деформирования при статическом растяжении образца из стали 19
Представленная на рис. 2, а и 3 экспериментальная кривая для
образцов припоя с погрешностью не более 3 % аппроксимируется соотношением (5):
( ) = 1 th
2( − 0) + 1 ,
=ε
/
,
(5)
где N – количество импульсов акустических сигналов; ε – деформация;
А1, А2, х0 – параметры модели; th – функция гиперболического тангенса.
Таким образом, использование технологии АЭ позволяет получить корректные результаты в виде обнаружения роста дефекта (как
конкретного события, так и зависимостью количества импульсов от
времени) до момента разрушения образцов, на основании которых
определяются параметры функции поврежденности, позволяющей
достоверно определить оставшийся ресурс эксплуатации исследуемого объекта и связь между напряжениями и деформациями с учетом
накопленных повреждений.
Предложенный метод прогнозирования срока эксплуатации
и оставшегося ресурса жизни объекта исследования заключается
в следующем: готовое изделие, предварительно закрепив на нем датчики АЭ, подвергают тестовому нагружению, в течение которого снимают АЭ данные. Соотнеся зарегистрированное количество АЭ импуль563
Перспективные материалы в строительстве и технике (ПМСТ-2014)
сов при тестовом нагружении, мы определим точку на диаграмме, приведенной на рис. 2, и определим текущую деформацию, соответствующую диаграмме деформирования материала. Погрешность определения
данной точки складывается из погрешностей нагружающего устройства, регистрации АЭ сигналов и аппроксимации. В итоге, суммарная погрешность прогнозирования степени поврежденности и прогнозирования оставшегося ресурса жизни не превышает 9 % [7].
Заключение
Исследование на прочность строительных конструкций и деталей механизмов, разработка и проектирование, компоновка без брака
и с большим качественным и количественным запасом прочности является приоритетным направлением развития строительства.
Существующие на сегодня методы оценки долговечности и оставшегося ресурса эксплуатации не совершенны, так как включают
в себя в недостаточном объеме методы математического моделирования и точной оценки накопленной в процессе эксплуатации поврежденности и влияние этих повреждений на прочностные качества.
Для детальной оценки и прогнозирования срока эксплуатации
предложена методика с использованием современного метода неразрушающего контроля – метода акустической эмиссии. Получены диаграммы накопления акустических сигналов от развивающихся дефектов для различных материалов.
Показана применимость метода, как к образцам материалов, так
и к изделиям из них. Предложенная методика прогнозирования разрушения с помощью акустической эмиссии позволяет оценить ресурс
эксплуатации изделий с высокой точностью, а также достоверно
спрогнозировать место разрушения.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Обзор методов обнаружения механических дефектов радиоэлектронных модулей / А.В. Азин, Н.Н. Марицкий, С.А. Пономарев [и др.] // Известия вузов. Физика. – 2010. – № 12/2. – С. 3–8.
2. Буйло, С.И. Физико-механические и статические аспекты акустикоэмиссионной диагностики предразрушающего состояния : автореф. дис. ... докт. техн.
наук. – Ростов н/Д, 2009. – 39 с.
564
Секция 4
3. Метод акустической эмиссии в задачах ранней диагностики деструкции материалов. Гл. 3 // Диагностика материалов и изделий из них : электрон. учеб. пособие /
С.И. Буйло [и др.]. – Н. Новгород, 2009. – Условия доступа : http://uran.ip.rsu.ru/ (дата
обращения 16.07.2011).
4. Пат. 2298785 Российская Федерация, МПК G01N 29/14. Способ измерения
концентрации дефектов при пластическом деформировании материалов в процессе
силового воздействия / Березин А.В., Козинкина А.И. – 15.12.2004, Бюл. № 13. – 6 с.
5. Пенкин, А.Г. Оценка остаточного ресурса работоспособности трубных сталей
с использованием методов акустической эмиссии и кинетической микротвердости /
А.Г. Пенкин, В.Ф. Терентьев, Л.И. Маслов. – М. : Интерконтакт наука, 2004. – 70 с.
6. Кондранин, Е.А. Определение прочностных характеристик конструкций на
основе инвариантов параметров / Е.А. Кондранин // Известия Южного федерального
ун-та. Технические науки. – 2009. – № 2. Тематический выпуск. – С. 14–19.
7. Марицкий, Н.Н. Моделирование механического поведения материалов элементов конструкций космических аппаратов : дис. ... канд. физ.-мат. наук. – Томск,
2013. – 135 с.
8. Источники и механизмы акустической эмиссии. – М. : Специальные Диагностические Системы, 2005. – Условия доступа : http://www.sds.ru/articles/ae_review/
ar01s03.html (дата обращения 16.07.2011).
565
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 539.3
ИССЛЕДОВАНИЕ ОСОБЕННОСТЕЙ
СЛОЖНОГО НАГРУЖЕНИЯ ПОЛИКРИСТАЛЛОВ
С ПРИМЕНЕНИЕМ ДВУХУРОВНЕВОЙ
ФИЗИЧЕСКОЙ ТЕОРИИ ПЛАСТИЧНОСТИ
П.С. Волегов, П.В. Трусов, Д.С. Грибов
Пермский национальный исследовательский политехнический университет,
г. Пермь, Россия
E-mail: crocinc@mail.ru
Аннотация. В статье рассмотрена двухуровневая математическая модель
неупругого деформирования металлических поликристаллов с учетом эволюции
структуры. Для оценки применимости такого рода моделей к описанию известных экспериментальных эффектов циклического деформирования рассмотрен
ряд результатов натурных экспериментов на циклическое деформирование, выявлены некоторые характерные особенности данных процессов. Проверена применимость закона упрочнения, отмечены критические ориентировки, при которых происходит линейное пластическое деформирование. Проведены численные
эксперименты на циклическое непропорциональное нагружение, отмечена возможность модифицированного закона упрочнения описать выход на стационарные значения интенсивности напряжений, а также была показана возможность
качественного описания эффекта дополнительного упрочнения.
Ключевые слова: физические теории пластичности; упрочнение; многоуровневые модели; поликристалл; непропорциональное деформирование.
Пластическое деформирование металлических тел является, пожалуй, наиболее часто используемым способом получения различных деталей и узлов в современном машиностроении. В связи с этим, проблема
описания поведения материалов при различных программах нагружения
является крайне важной, однако в связи с высокой сложностью описания
данных процессов, так и остается в некоторой мере нерешенной.
При интенсивном деформировании металлических тел наблюдаются значительные изменения в структурах нижних масштабных уровней – микроуровня и мезоуровня (уровне кристаллической решетки
Работа выполнена при поддержке РФФИ (гранты № 12-08-01052-а, № 13-01-96006
р_урал_а, 14-01-00069-а, 14-01-96008 р_урал_а), гранта Президента РФ № МК-390.2013.1.
566
Секция 4
и уровне зерна). В связи с этим в последнее время наблюдается неуклонный рост интереса к экспериментальным и теоретическим подходам
и методам описания данных процессов с включением в модели рассмотрения эволюции структур на различных масштабных уровнях.
Способность тел деформироваться пластически связано с кристаллическим строением данных материалов [1, 2]. Однако в процессе пластического деформирования данная структура претерпевает крайне сложные необратимые превращения, что ведет к дальнейшему изменению
механических свойств кристаллических материалов [3].
В настоящее время стремительно развивается подход описания
процессов неупругого деформирования с использованием многоуровневых ФТП. Уровни обычно представляют собой различные по масштабам
представительные объемы материала, связанные между собой с помощью уравнений согласования. Широкий спектр многоуровневых моделей может быть разделен по следующим признакам: число уровней,
включенных в рассмотрение, и связанный с уровнями выбор рассматриваемых элементов; гипотеза о связи характеристик различных уровней;
физические теории, положенные в основу нижних масштабных уровней.
В настоящее время подавляющее большинство используемых многоуровневых моделей относятся к двухуровневым (макро- и мезоуровни),
в качестве элемента в таких моделях, как правило, выбирается зерно;
также появляются трехуровневые модели, низшим масштабным уровнем
которых являются образующиеся дефектные субструктуры.
В работе используется модель, основанная на двухуровневом
подходе к рассмотрению неупругого деформирования поликристаллических металлов. В качестве макроуровня используется уровень представительного макрообъема материала, а под мезоуровнем подразумевается уровень отдельного зерна.
Конститутивная модель макроуровня представляется следующей совокупностью соотношений:
+ ΩT Σ + Σ Ω Π : De = Π : ( D Din ),
Σ r Σ
Ω Ω ω(i ) , π(i ) , σ (i ) ,i 1,..., N ,
(1)
Π Π(π(i ) , o(i ) ),i 1,..., N ,
in
in
in
D = D (d (i ) , π(i ) , ω(i ) ),i 1,..., N ,
567
Перспективные материалы в строительстве и технике (ПМСТ-2014)
где Σ – тензор напряжений Коши; Π – тензор модулей упругости; D,
De ,Din – тензор деформации скорости, его упругая и неупругая со-
ставляющая, индекс «r» означает независящую от выбора системы
отсчета производную;
Ω
– тензор спина макроуровня;
in
π(i ) , σ (i ) , d (i ) , ω( i ) , o (i ) – тензоры модулей упругости, напряжений, неупругой составляющей деформации скорости, спина и ориентации i-го
кристаллита; N – число кристаллитов.
На мезоуровне (уровне кристаллита) в двухуровневой модели
используется следующая система соотношений (номер кристаллита
опущен):
σ r σ ω σ + σ ω π : d e = π : (d din ),
in K (i ) (i )
d γ m ( S ) ,
i 1
1/ n
τ(i )
(i )
H (τ (i ) τ (ci ) ),i 1,..., K ,
γ γ 0 (i )
τc
(i )
( j)
( j)
τ c f (γ , γ ),i, j 1,..., K ,
ˆ
ˆ
v V,
(2)
где σ – тензор напряжений Коши; π – тензор четвертого ранга упругих свойств кристаллита; d,d e ,d in – тензор деформации скорости, его
упругая и неупругая составляющие на мезоуровне; γ ( i ) ,τ (ci ) – накопленный сдвиг и критическое напряжение сдвига по i-й системе скольжения; γ 0 ,n – константы материала; τ (i ) – действующее в i-й системе
скольжения касательное напряжение; H – функция Хэвисайда; K –
число систем скольжения для рассматриваемого типа решетки.
В [3] рассмотрена задача согласования определяющих соотношений различных масштабных уровней в двухуровневых моделях неупругого деформирования:
568
Секция 4
Π π , Σ < σ > , D d .
(3)
Показано, что тензоры спина макроуровня Ω и неупругой составляющей тензора деформации скорости Din следует определить
соотношениями:
Ω =< ω > ;
(4)
Din < din > + Π1: < π : din > Π1:( < ω σ > < σ ω > ) ,
(5)
где штрихами обозначены отклонения соответствующих величин от
их средних значений по представительному макрообъему.
В качестве основного закона упрочнения в (2)4 использовалось
соотношение вида [4, 5]:
τ (сk ) (i ) , (i )
24
G ai (k )
i 1
(i )
(i )
, k 1, 24, 0, 0, (6)
24 (i )
i 1
(i )
где ai ( k ) – матрица безразмерных коэффициентов; G – модуль сдвига.
В настоящей статье будет рассмотрен цикл экспериментов на
непропорциональное циклическое деформирование, приведенный
в работе [6]. В работе [6] рассматривается непропорциональное нагружение образца, вид управляющего сигнала приведен ниже:
l lm sin(t ), m sin(t ), m 3lm ,
(7)
где l – текущее удлинение образца; γ – текущий угол закрутки образца, параметр φ – разница фаз между кручением и растяжением (в работе [43] φ называют степенью непропорциональности нагружения);
ρ – множитель, связывающий амплитудные значения двух составляющих деформирования. При циклическом непропорциональном
нагружении наблюдается увеличение сдвиговых напряжений, зависящее от степени непропорциональности деформирования. Эффект был
назван дополнительным упрочнением, и для удобства это дополни569
Перспективные материалы в строительстве и технике (ПМСТ-2014)
тельное упрочнение было соотнесено с пределом текучести при деформировании на сжатие – растяжение. Значение дополнительного
упрочнения могло составлять до 100 % от упрочнения, происходящего
при пропорциональном циклическом нагружении.
Так как большинство конструкций в технике должно работать
в областях упругого деформирования, данное явление было отмечено
с большим интересом, так как увеличение предела текучести практически в два раза сильно расширяет возможности работы конструкций.
Был отмечен выход на стационарные значения интенсивностей
напряжений при оптимальном подборе параметров закона упрочнения (рис. 1).
Рис. 1. Диаграмма зависимости интенсивностей напряжений от интенсивности
напряжений при циклическом растяжении – сжатии, 10 циклов, использован закон (6), при значении параметра 1,3 (слева), 1,5 (справа)
Непропорциональное циклическое нагружение ведет к существенной перестройке структуры материала на микроуровне, происходит скольжение краевых дислокаций по множеству меняющихся систем скольжения. Согласно данным, полученным в статье [6], в зависимости от угла непропорциональности φ (7) существенно меняется
дополнительное упрочнение, появляющееся при непропорциональном
нагружении.
570
Секция 4
На рис. 2, а представлено две зависимости интенсивности напряжений от интенсивности деформаций при использовании только главного члена в законе упрочнения (6). Следует оговориться, что далее интенсивности напряжений будут иметь строго положительный знак, т. е. одному циклу нагружения соответствует четный и нечетный циклы на
диаграмме зависимости интенсивности напряжений от деформаций.
а
б
в
Рис. 2. Диаграммы зависимости интенсивностей напряжений от интенсивности
напряжений:
а – при циклическом растяжении – сжатии (серый) и сдвиге (черный)
11 циклов; б – при циклическом непропорциональном нагружении, при
значениях угла непропорциональности φ в 0 (черный) и 15 (красный)
градусах; в – при циклическом непропорциональном нагружении, при
значениях угла непропорциональности φ в 0 (черный) и 15 (красный)
градусах, 6 циклов
При рассмотрении диаграммы нагружения на рис. 2, а отмечается
различное значение интенсивностей напряжений: данный факт связан
с тем, что при сдвиге реализуется иная картина движения краевых дислокаций, нежели при растяжении – сжатии. Так, при растяжении системы
скольжения ориентированы таким образом, что критические напряжения
в них настают при меньших значениях интенсивностей напряжений.
На рис. 2, б, в показаны результаты непропорционального нагружения при различных значениях угла непропорциональности φ (при 0,
15, 30, 45 градусах). На диаграммах можно наблюдать более нелинейное изменение напряжений в зоне пластических деформаций. Это связано с более сложной работой систем скольжения при данном виде на571
Перспективные материалы в строительстве и технике (ПМСТ-2014)
гружения, в связи с тем фактом, что системы скольжения активизируются в зависимости от значения касательных напряжений в них. Следует учесть, что при непропорциональном нагружении происходит значительное изменение касательных напряжений, и системы, по мере активации, вносят комплексный вклад в рост критических напряжений.
На основании полученных данных была построена таблица зависимости стационарных значений интенсивности напряжений от угла непропорциональности (таблица).
Зависимость значения стационарной интенсивности напряжений
от угла разориентировки
№
φ, град.
и , МПа
1
2
3
4
0
15
30
40
79.2
79.3
79.7
80.5
Таким образом, в статье рассмотрен ряд результатов натурных
экспериментов на циклическое деформирование, были выявлены некоторые характерные особенности данных процессов. Проверена
применимость закона упрочнения, отмечены критические ориентировки, при которых происходит линейное пластическое деформирование. Построен закон упрочения, позволяющий описывать наблюдаемые в экспериментах явления: выход на стационарное значение кривой напряжение–деформация. Рассмотрен набор численных
экспериментов на циклическое непропорциональное нагружение, отмечена возможность модифицированного закона упрочнения описать
выход на стационарные значения интенсивности напряжений, а также
была показана возможность качественного описания эффекта дополнительного упрочнения.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Трусов, П.В. Многоуровневые физические модели пластичности: теория, алгоритмы, приложения / П.В. Трусов, П.С. Волегов, Е.С. Нечаева // Вестник Нижегородского университета им. Н.И. Лобачевского. – 2011. – № 4. – С. 1808.
572
Секция 4
2. Моделирование эволюции структуры поликристаллических материалов при
упругопластическом деформировании / П.В. Трусов, В.Н. Ашихмин, П.С. Волегов
[и др.] // Ученые записки Казанского университета. Серия: Физико-математические
науки. – 2010. – Т. 152. – № 4. – С. 225–237.
3. Трусов, П.В. Двухуровневые модели поликристаллов: о разложении движения на макроуровне / П.В. Трусов, П.С. Волегов, А.Ю. Янц // Физическая мезомеханика. – 2013. – Т. 16. – № 5. – С. 17–23.
4. Trusov, P.V. Internal variable constitutive relations and their application to description of hardening in single crystals / P.V. Trusov, P.S. Volegov // Physical Mesomechanics. – 2010. – Т. 13. – № 3–4. – С. 152–158.
5. Трусов, П.В. Физические теории пластичности: приложение к описанию упрочнения в поликристаллах / П.В. Трусов, П.С. Волегов // Вестник Тамбовского университета. Серия: Естественные и технические науки. – 2010. – Т. 15. – № 3-1n. –
С. 983–984.
6. Benallal, A. Constitutive Equations for Nonproportional Cyclic Elasto-Viscoplasticity / A. Benallal, D. Marquis // J. Eng. Mater. Technol. – 1988. – 109 (4). – P. 326–336.
573
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 539.37
ВЛИЯНИЕ МАСШТАБНЫХ ХАРАКТЕРИСТИК
УПРОЧНЯЮЩЕЙ ФАЗЫ РАЗЛИЧНОГО ТИПА
НА ДЕФОРМАЦИОННОЕ ПОВЕДЕНИЕ
ГЕТЕРОФАЗНЫХ СПЛАВОВ
Н.А. Кулаева, О.И. Данейко, Т.А. Ковалевская, С.Н. Колупаева
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: olya_dan@mail.ru
Аннотация. Одним из востребованных и перспективных направлений
в материаловедении является создание композиционных материалов с заданными свойствами. В настоящее время на практике широко используется для
повышения свойств металлических материалов упрочнение дисперсными частицами. Целенаправленное управление свойствами дисперсно-упрочненных
материалов невозможно без детального исследования влияния различных факторов на поведение материала в различных условиях. В настоящей работе
представлена математическая модель пластической деформации дисперсноупрочнённых материалов с гранецентрированной кубической (ГЦК) матрицей
и наноразмерными некогерентными и когерентными частицами, использование которой может значимо сократить время исследований и необходимый
объем физического эксперимента. Результаты исследований позволят оптимизировать планирование эксперимента, выявить пути улучшения свойств исследуемых материалов.
Ключевые слова: математическое моделирование; пластическая деформация; дисперсно-упрочнённые сплавы; наночастицы.
Математическая модель, использованная в данной работе, представляет собой систему дифференциальных уравнений баланса элементов деформационной дефектной среды [1–4], позволяющую провести исследование пластического поведения материала с наноразмерными некогерентными и когерентными частицами. Некогерентные
частицы огибаются дислокациями в процессе пластической деформации, что, помимо упрочняющего эффекта, вызывает появление новых
элементов дислокационной структуры. Когерентные частицы выделений в процессе деформации перерезаются дислокациями, и работа,
574
Секция 4
совершаемая при прохождении через выделения первых дислокаций,
вносит дополнительный вклад в напряжение течения [5–7]. Сопротивление движению дислокаций в сплаве с когерентными и некогерентными ГЦК-частицами, обусловленное напряжением взаимодействия
с дислокациями леса, напряжением трения f, напряжением перерезания частиц, напряжением обхода некогерентных частиц получим
в виде a f Gb (1 )Г s 2 2 6 3p Gb p , где Гs –
энергия поверхности раздела матрица-выделение на единицу площади; p – расстояние между частицами второй фазы; – размер частиц;
– параметр междислокационных взаимодействий; G – модуль сдвига; b – модуль вектора Бюргерса; – плотность дислокаций; µ – доля
некогерентных частиц в материале.
Если упрочняющие частицы являются когерентными матрице,
то в ходе пластической деформации возможно возникновение следующих типов дефектов: сдвигообразующие дислокации (их плотность обозначим m), межузельные атомы (концентрации ci), моновакансии (c1v), бивакансии (c2v). Если в материале присутствуют некогерентные недеформируемые упрочняющие частицы, то система
уравнений дополняется уравнениями баланса дислокационных призматических петель межузельного ( iP ) и вакансионного ( vP ) типа
и дислокаций в дипольных конфигурациях вакансионного ( vd ) и межузельного ( id ) типа. Причём в уравнении для сдвигообразующих
дислокаций появляются слагаемые, характерные для материалов с некогерентными частицами [1, 8, 9]. Математическая модель в этом случае имеет вид [6]:
d m
F
2
2
1/2
(1s Pas )
(1s )m
b min(ra , m
)(c2v Q2v c1v Q1v ci Qi )
da
Db a
2
2b i
b (vp (c1v Q1v c2v Q2v ) ip ciQi )
( c Q vd (c1v Q1v c2v Q2v )),
a d i i
a
ar
d ip
da
2 2p b
2
ip b(2c2v Q2v ci Qi 2c1v Q1v ),
a
575
Перспективные материалы в строительстве и технике (ПМСТ-2014)
d vp
da
2 2p b
2
vp b(c2v Q2v 2ci Qi c1v Q1v ),
a
d vd
2b v
(c Q ci Qi c1v Q1v ),
a d 2v 2v
da
p b ar
d id
2b i
(c Q ci Qi c1v Q1v ),
a d 2v 2v
da
p b ar
dyn ci
dci
q
[((1s ) m p d ) b2Qi Q1v c1v Q2v c2v Qi (c1v c2v )],
da
G
a
dc1v qdyn 1
[(((1s )m p d )b2 ci c1v )Q1vc1v Qcc
i i 1v (Q2v Qi )ci c2v ],
da
6G a
dc2v 5qdyn 2
[(((1s ) m p d )b2 ci ) Q2v c2v Qi cic2v Q1v c1v 2 ].
da
6G
a
Здесь а – деформация сдвига; D – диаметр зоны сдвига; dyn – напряжение, избыточное над статическим сопротивлением движению дислокаций; s – доля винтовых дислокаций; q – параметр, определяющий
интенсивность
генерации
точечных
дефектов;
( m)
( m)
Q j Z j D exp( U j / kT ) – кинетический коэффициент; U j – энергия активации миграции точечных дефектов j-го типа; Zj – число мест,
возможных для прыжка дефекта j-го типа (j = i, v); D – частота Дебая;
<> – средняя величина параметра, характеризующего «геометрию»
дислокаций на частицах; a – скорость деформации [10].
В модели учтены основные процессы генерации, аннигиляции
и релаксационной трансформации дислокаций различного типа и точечных дефектов. Между ними в ходе деформации и последующих
релаксационных процессов возможны взаимные превращения. Учитывается, что при достижении в материале критической плотности
дислокаций [1], величина которой определяется масштабными характеристиками упрочняющей фазы, начинается формирование дислока576
Секция 4
ционных дипольных структур в результате неполной аннигиляции
ветвей дислокаций, огибающих недеформируемые частицы при их
преодолении.
Расчёты проведены для условий деформации с постоянной скоростью деформирования. Начальная концентрация точечных дефектов
определяется концентрацией термодинамически равновесных точечных дефектов соответствующего типа при заданной температуре, начальная плотность дислокаций принималась равной 1012 м–2. Размер
упрочняющих частиц варьировался в пределах от 10 до 50 нм, расстояние между частицами – от 200 до 1000 нм.
Рассмотрим материал с упрочняющими когерентными и некогерентными частицами (рис. 1). Деформирующее напряжение в исследуемых материалах возрастает на протяжении всего процесса пластической деформации. Но при температурах деформации выше комнатной скорость возрастания деформирующего напряжения снижается.
Снижение напряжения обусловлено более интенсивными аннигиляционными процессами, протекающими в дисперсно-упрочненном материале при температурах выше 293 К по сравнению с низкими температурами (рис. 1).
Вид кривых напряжения течения существенно зависит от соотношения масштабных характеристик упрочняющей фазы (рис. 1). Если в материале в процессе деформации не достигается критическая
плотность дислокаций, то кривые деформационного упрочнения гладкие и возрастают монотонно (рис. 1, а, б, г, д). Если в материале достигается критическая плотность дислокаций, то кривые деформационного упрочнения имеют излом, обусловленный появлением новых типов дефектов – дислокационных диполей. При увеличении расстояния
между частицами (рис. 1, в, е, и), а также при увеличении размера частиц критическая плотность дислокаций достигается при меньшей степени деформации (рис. 1, ж, з, и), т.е. начинают формироваться диполи. При этом скорость генерации дислокаций в дипольных конфигурациях значительно выше в материалах с меньшим расстоянием
между частицами. Следовательно, как только начинают образовываться диполи, их плотность быстро растет и становится выше, чем
плотность дислокационных диполей в материалах с большим расстоянием между частицами. Это обуславливает большее деформационное
577
Перспективные материалы в строительстве и технике (ПМСТ-2014)
упрочнение в закритической области в материалах с меньшим расстоянием между упрочняющими частицами (рис. 1, в, е, и).
, МПа
393 K
293 K
100
93 K
393 K
, МПа
150
100
50
293 K
493 K
293 K
е
д
193 K
293 K
393 K
93 K
493 K
193 K
293 K
393 K
93 K
493 K
593 K
593 K
0
200 ж
, МПа
93 K
50
0
0,0
293 K
393 K
493 K
593 K
0,2
a
0,4
0,0
93 K
293 K
393 K
593 K
493 K
193 K
293 K
393 K
193 K
и
з
193 K
100
493 K
593 K
593 K
593 K
493 K
150
193 K
93 K
50
0
200 г
93 K
193 K
393 K
193 K
150
в
б
200 а
0,2
a
0,4
93 K
193 K
93 K
293 K
393 K
493 K
493 K
593 K
593 K
0,0
0,2
a
0,4
0,6
Рис. 1. Зависимость напряжения течения от степени деформации в дисперсноупрочнённом материале на основе алюминия. Доля некогерентных частиц 25 %. Расстояние между частицами, нм:
а–в – 200; г–е – 400; ж–и – 1000. Диаметр частиц, нм: а, г, ж – 10; б, д,
з – 20; в, е, и – 50. Скорость деформации 10–2 с–1. Температура указана
на рисунке
При увеличении размера упрочняющих частиц и уменьшении расстояния между ними деформационное упрочнение возрастает в докрити578
Секция 4
ческой области плотностей дислокаций. Но при достижении в материале
критической плотности дислокаций такой однозначной зависимости нет
(сравнить кривые при температурах 93–393 К на рис. 1, б, д, з).
Рассмотрим деформационное поведение материалов, имеющих
одинаковую объемную долю, но различные масштабные характеристики упрочняющей фазы и разное соотношение долей когерентных
и некогерентных частиц (рис. 2). В материале, содержащем 25 % некогерентных частиц, критическая плотность дислокаций достигается
лишь в материале с диаметром частиц 50 нм и расстоянием между ними 1000 нм при всех температурах деформации, что оказывает влияние на вид кривых деформационного упрочнения. В этом случае кривые деформационного упрочнения имеют излом при всех температурах деформации. В данных материалах наибольшее деформационное
упрочнение наблюдается в материале с самым меньшим размером
частиц и расстоянием между ними на протяжении всей докритической
области при всех температурах деформации (рис. 2). С достижением
критической плотности дислокаций деформирующее напряжение резко возрастает. Это обусловлено тем, что дислокации в дипольных
конфигурациях становятся доминирующим элементом дислокационной подсистемы и вносят определяющий вклад в общую плотность
дислокаций, а, следовательно, и в напряжение течения.
При деформации материалов с равным соотношением когерентных и некогерентных частиц в материале наблюдается аналогичное
поведение кривых деформационного упрочнения при средних (293 К)
и высоких (493 К) температурах. Количественные значения напряжения течения здесь значительно выше, чем в материале с долей некогерентных частиц 25 %. При пластической деформации материала, содержащего 75 % некогерентных частиц, в области низких температур
(93 К) критическая плотность дислокаций не достигается лишь в материале с частицами диаметром 10 нм и расстоянием между ними
200 нм. Чем больше расстояние между частицами, тем раньше достигается критическая плотность дислокаций. Преобладание различных
механизмов аннигиляции и релаксации в процессе деформации приводит к тому, что на разных этапах деформации большее деформационное упрочнение имеют материалы с разными масштабными характеристиками. Так, на ранних стадиях деформации, когда ни в одном
579
Перспективные материалы в строительстве и технике (ПМСТ-2014)
материале еще не достигнута критическая плотность дислокаций, напряжение течения выше в материале с самым малым диаметром частиц (10 нм) и расстоянием между ними (200 нм). Но при достижении
критической плотности дислокаций в материале с самыми крупными
частицами и большим расстоянием между ними деформирующее напряжение становится выше, чем в материале с меньшими масштабными характеристиками упрочняющей фазы.
, МПа
250
б
a
150
1
250
3
1
1
100
2
2
3
3
, МПа
2
200
50
д
г
е
200
2
150
3
100
50
3
1
1
2
1
2
3
и
з
250 ж
, МПа
в
200
150
100
1
50
0,0
0,2
а
0,4
3
2
0,0
3
3
1
1
2
2
0,2
а
0,4
0,0
0,2
а
0,4
0,6
Рис. 2. Зависимость напряжения течения от степени деформации в дисперсноупрочнённом материале на основе алюминия. Доля некогерентных частиц:
а, г, ж – 25 %; б, д, з – 50 %; в, е, и – 75 %. Диаметр частиц, нм: 1 – 10;
2 – 20; 3 – 50. Расстояние между частицами, нм: 1 – 200; 2 – 400; 3 –
1000. Температура деформации, К: а–в – 93; г–е – 293; ж–и – 493. Скорость деформации 10–2 с–1.
580
Секция 4
Проведённые исследования показали, что в материалах с нанодисперсной фазой ( = 10–50 нм) при фиксированной объёмной доле упрочняющей фазы наибольшее деформационное упрочнение в докритической
области достигает материал с меньшими размерами частиц. При достижении критической плотности дислокаций в материале с более крупными упрочняющими частицами начинают формироваться диполи, что является причиной достаточно сильного деформационного упрочнения,
опережающего упрочнение материалов с меньшими частицами. Такая
картина наблюдается при всех температурах деформации.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Ковалевская, Т.А. Влияние масштабных характеристик упрочняющей фазы
на закономерности пластической деформации дисперсно-упрочненных материалов /
Т.А. Ковалевская, О.И. Данейко, С.Н. Колупаева // Известия РАН. Серия физическая. – 2004. – T. 68. – № 10. – C. 1412–1418.
2. Влияние температуры и скорости деформации на эволюцию дислокационной
структуры дисперсно-упрочненного материала с ГЦК-матрицей / О.И. Данейко,
Т.А. Ковалевская, С.Н. Колупаева [и др.] // Изв. вузов. Физика. – 2011. – № 9. – С. 37–40.
3. Математическое моделирование процессов деформационного упрочнения
гетерофазных материалов с наноразмерными упрочняющими частицами / Т.А. Ковалевская, С.Н. Колупаева, О.И. Данейко [и др.] // Деформация и разрушение материалов. – 2010. – № 12. – С. 5–9.
4. Влияние масштабных характеристик упрочняющей фазы на эволюцию дефектной подсистемы в гетерофазных материалах с ГЦК матрицей / Т.А. Ковалевская,
С.Н. Колупаева, О.И. Данейко // Материаловедение. – 2011. – № 8. – С. 6–11.
5. Хоникомб, Р. Пластическая деформация металлов / Р. Хоникомб. – М. :
Мир, 1972. – 408 с.
6. Влияние типа фазовой границы на деформационное упрочнение и эволюцию дефектной подсистемы гетерофазных сплавов с ГЦК матрицей, упрочнённых
микро- и наночастицами / О.И. Данейко, Т.А. Ковалевская, Н.А. Кулаева [и др.] // Изв.
вузов. Физика. – 2014. – Т. 57. – № 2. – С. 21–29.
7. Келли, А. Дисперсионное твердение / А. Келли, Р. Николсон. – М. : Металлургия, 1966. – 298 с.
8. Ashby, M.F. Work Hardening of Dispersion-hardened Crystals / M.F. Ashby //
Phil. Mag. – 1966. – Vol. 14. – № 132. – P. 1157–1178.
9. Humphreys, F.J. Work-hardening and recovery of dispersion hardened alloys /
F.J. Humphreys, P.B. Hirsch // Phil. Mag. – 1978. – Vol. 34. – P. 373–399.
10. Попов, Л.Е. Скорость кристаллографической пластической деформации /
Л.Е. Попов, С.Н. Колупаева, О.А. Сергеева // Математическое моделирование систем
и процессов. – 1997. – № 5. – С. 93–104.
581
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 538.951
О МЕДЛЕННЫХ ВОЛНОВЫХ ПРОЦЕССАХ
В ГОРНЫХ ПОРОДАХ
Л.Б. Зуев1,2, С.А. Баранникова1,2,3, М.В. Надежкин1,4
1
Институт физики прочности и материаловедения СО РАН, г. Томск, Россия,
Национальный исследовательский Томский государственный университет,
г. Томск, Россия,
3
Томский государственный архитектурно-строительный университет,
г. Томск, Россия,
4
Национальный исследовательский Томский политехнический университет,
г. Томск, Россия
E-mail: bsa@ispms.tsc.ru
2
Аннотация. Исследованы общие закономерности развития локализованной пластичности при деформации горных пород. Обоснована применимость спекл-фотографических методов исследования деформаций к проблеме
деформирования и разрушения горных пород. Установлен автоволновой характер развития локализованной деформации при сжатии образцов из горных
пород (сильвинита, мрамора и песчаника), деформирующихся за счет действия различных микромеханизмов пластичности. Скорость распространения
автоволн, возникающих в образцах при сжатии, составляет ~ 10–5–10–4 м/с
(0,3–3 км/год) и близка к скорости медленных движений, наблюдавшихся
в земной коре после землетрясений или горных ударов. Установлена корреляция расчетного и экспериментально определенных времен разрушения
и координат мест разрушения образцов горных пород.
Ключевые слова: деформация; разрушение; горные породы; локализация; автоволна.
Введение
Анализ особенностей развития пластического течения на разных
стадиях процесса выявил главные закономерности процессов макродеформации твердых тел при нагружении и позволил развить авто
Работа выполнена в рамках Программы фундаментальных исследований Государственной академии наук на 2014–2020 гг.
582
Секция 4
волновую модель пластической деформации [1–3]. В настоящей работе предпринята попытка распространить автоволновые представления
о характере локализации пластического течения в металлах и сплавах,
на горные породы и рассмотреть существующую в геофизике проблему так называемых «медленных движений» [4–7] – волн, возникающих и распространяющихся в горных породах после землетрясений
и горных ударов. Эти движения характеризуются малой скоростью
распространения, достигающей всего единиц километров в год.
И природа, и даже сам факт существования такого рода волновых
процессов до настоящего времени не совсем понятны [7].
Поскольку механизмы пластической деформации горных пород
сравнительно ясны [8], в настоящей работе мы попытались установить
возможность возникновения подобных явлений при деформации горных пород в лабораторных условиях и найти их количественные характеристики. Для экспериментов были использованы сильвинит
(NaCl + KCl) и мрамор (CaCO3), деформирующиеся дислокационным
скольжением и двойникованием, соответственно, а также песчаник
(SiO2), деформация которого связана с зернограничными процессами.
Таким образом, исследованные материалы принципиально отличаются друг от друга механизмами деформации.
Материал и экспериментальная методика
В соответствии с преследуемой в настоящей работе целью для
исследований были выбраны материалы, принципиально отличающиеся друг от друга механизмами деформации, именно, мрамор, песчаник и
сильвинит (таблица). Экспериментальные исследования деформации
были проведены при сжатии образцов размером 25×12×10 мм вдоль
длинной оси x на испытательной машине Instron-1185 при скоростях
движения подвижного захвата Vmach 1,67∙10–3 и 1,67∙10–2 м/с. В отличие от «гладких» кривых , характерных для большинства металлов
и сплавов [9], на кривых течения горных пород наблюдаются участки
скачкообразного падения деформирующего напряжения, очевидно, соответствующие локальному растрескиванию образцов. Деформирование завершается хрупким разрушением образца при общей деформации
tot = 1,7–3,5 %.
583
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Результаты анализа кинетики фронтов локализованной
деформации в образцах из горных пород
Горная порода
Сильвинит
Мрамор
Песчаник
Скорость движения фронтов
деформации на линейных ста~ 2,810–5
~ 4,210–5
~ 3,010–5
диях, м/с
Длина волны, м
~ 10∙10–3
~ (4 ± 1)10–3 ~ (4 ± 1)10–3
Межплоскостное расстояние, м
–
0,386∙10–9
0,41∙10–9
Скорость распространения уп–
1905
1860
ругих поперечных волн, м/с
Коэффициенты уравнений (2) и (3)
3
3,08
1,7
·10 , c
6
–2,15
–1,9
0·10 , м/с
Определить
не
удалось
–0,7
–1,1
* = 0/, мм
415
730
t* = t0 + 1/, c
Сравнение экспериментально зарегистрированных и расчетных времен (4)
и координат (5) разрушения
t*exp/t*calc
380/415
600/730
Определить
не удалось
Х*exp/Х*calc
7/3
5/4
Одновременно с записью диаграмм сжатия методом цифровых
спекл-изображений при помощи автоматизированного комплекса
ALMEC-tv [1] последовательно регистрировались картины локализации деформации на одной из граней исследуемых образцов, аналогично [10]. Этот метод позволяет определять все компоненты тензора
пластической дисторсии ik r (здесь r – вектор смещения, определяемый по спекл-картинам), однако в настоящей статье мы ограничиваемся анализом только компоненты продольной деформации
xx u x , где u – смещение вдоль оси х. Анализ пространственных
картин xx ( x) позволил определить положение зон локализации деформации. Для исследования кинетики процесса эволюции картин
макролокализации использовались зависимости положений локальных очагов в образце Х от деформации или времени.
584
Секция 4
Результаты экспериментов
Экспериментальные измерения локализации деформации показали, что пластическая деформация исследованных горных пород
протекает макроскопически локализованным образом, т. е., в любой
момент времени сосредоточена в нескольких зонах макроскопического масштаба, в то время как другие объемы при этом же приросте
деформации практически не деформируются. Возникающие при деформации фронты локализации движутся в образцах с переменной
скоростью.
Пример картин локализации деформации в образцах мрамора
показан на рис. 1, на котором пунктирными линиями и цифрами обозначены положения фронтов деформации по мере их появления. Эта
картина может рассматриваться как доказательство макрофрагментации деформируемого объема, причем границы таких фрагментов оказываются подвижными.
Главной особенностью поведения зон локализованной деформации явилось их перемещение по образцу на линейных участках зависимости с ростом общей деформации. Скорости движения очагов локализованного течения Vaw для всех трех исследованных горных пород представлены в таблице. В экспериментах, проведенных на
образцах мрамора и песчаника, удалось оценить влияние скорости нагружения на скорость распространения автоволн локализованной деформации Vaw . Установленное соотношение Vaw 20Vmach соответствует найденному ранее в [1] для металлических материалов. Скорости
движения фронтов локализованной деформации в образцах горных
пород, определенные с использованием комплекса ALMEC-tv, лежат
в интервале (2,8–4,4)10–5 м/с, т. е. 0,9–1,3 км/год, что по порядку величины близко к скоростям медленных движений. Это позволяет предположить, что последние суть автоволны локализованной пластичности, возникающие в горных породах при механическом воздействии,
вызванном землетрясением или горным ударом. Таким образом,
в описанных экспериментах удалось реализовать в образцах горных
пород в условиях лаборатории деформационные процессы, развивающиеся со скоростью, отвечающей «медленным» движениям.
585
Перспективные материалы в строительстве и технике (ПМСТ-2014)
0,5 %
1,0 %
1,2 %
1,7 %
2,4 %
3,0 %
Рис. 1. Последовательные этапы движения зон локализации деформации в образце мрамора при разной деформации сжатия, %. Стрелками указаны
номера движущихся фронтов деформации
Остановимся еще на одной закономерности развития автоволн
локализованной пластичности в горных породах. В [1] было показано,
что эволюция автоволны локализованной пластичности в образцах
металлов заканчивается коллапсом автоволны. Оказывается, что эта
же закономерность выполняется и в случае деформации горных пород
и для деформации песчаника и мрамора. Важно, что координаты
точки, в которой автоволна коллапсирует, на графике X t совпадают
со временем и местом будущего разрушения [10].
586
Секция 4
Для образования пучков прямых X t необходимо, чтобы скорости движения очагов линейно зависели от координат места их зарождения ξ, т. е., выполнялось соотношение
Vaw 0 ,
(1)
установленное в [1]. Здесь ξ – координата, отсчитанная от неподвижного очага локализации, а и 0 – эмпирические константы. В таблице также приведены t * – время достижения и X * – местоположение
полюса разрушения, вычисленные по формулам
t * t0 1 ,
(2)
X * X 0 0 ,
(3)
где t0 – момент начала стадии предразрушения; Х0 – положение неподвижного очага в лабораторной системе координат в начале стадии
предразрушения. Для мрамора t * 415 с, X * 2,99 мм; в действительности же образец разрушился через 380 с после начала деформирования при растрескивании образца на расстоянии 6 мм от неподвижного захвата. Для песчаника расчетное значение t * 415 с, а образец разрушился через 600 с после начала сжатия при растрескивании образца
на расстоянии 5 мм от неподвижного захвата.
Корреляция расчетного и экспериментально определенных времен разрушения (рис. 2, а) и координат мест разрушения образцов
(рис. 2, б) металлов и горных пород описывается уравнениями
tcalc t0 b texp ,
(4)
X calc X 0 a X exp ,
(5)
где t0 = –18 с, b = 0,96; X 0 = –0,5 мм, a = 1,02.
Как следует из рис. 2, а, б – расчетные и экспериментально определенные моменты времени разрушения и координаты мест разрушения совпадают с достаточной точностью. Это подтверждает, что координаты центра графиков движения очагов локализованной пластично587
Перспективные материалы в строительстве и технике (ПМСТ-2014)
сти на стадии предразрушения близки к месту и времени реального разрушения образца, а формулы (2) позволяют определить эти параметры с
приемлемой для прогнозирования разрушения достоверностью.
а
б
Рис. 2. Корреляция между расчетным и действительным временем разрушения (а)
и между расчетной и действительной координатой места разрушения (б):
□ – образцы пластичных металлов [1]; ● – образцы горных пород мрамора и песчаника
Это позволяет выдвинуть гипотезу о возможности прогнозирования места и времени разрушения горных пород, в соответствии
с проблемами, сформулированными в работах [11], по экспериментально наблюдаемым линейным зависимостям X t , допускающим
экстраполяцию к большим временам. Сходство данных о поведении
образцов из горных пород, с аналогичными данными о локализации
пластического течения в металлах и сплавах позволяет надеяться на
успешное решение этой задачи.
Выводы
1. Установлена и проанализирована общность характера развития локализованной пластической деформации в металлах и горных
породах.
2. Установлены основные количественные закономерности автоволнового характера развития локализованной пластичности в таких
материалах.
588
Секция 4
3. Показано, что скорость «медленных движений» в горных породах близка к скорости распространения автоволн локализованной
пластичности в образцах из горных пород.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Зуев, Л.Б. Физика макролокализации пластического течения / Л.Б. Зуев,
В.И. Данилов, С.А. Баранникова. – Новосибирск : Наука, 2008. – 327 с.
2. Autowave model of localized plastic flow of solids / L.B. Zuev, V.I. Danilov,
S.A. Barannikova [etc.] // Phys. Wave Phenom. – 2009. – Vol. 17. – №. 1. – Р. 66–75.
3. Баранникова, С.А. О локализации пластического течения при сжатии кристаллов NaCl и KCl / С.А. Баранникова, М.В. Надежкин, Л.Б. Зуев // ФТТ. – 2009. –
Т. 51. – № 6. – С. 1081–1086.
4. Митлин, В.С. Нелинейная диффузия тектонических напряжений / В.С. Митлин, В.Н. Николаевский // ДАН СССР. – 1990. – Т. 315. – № 5. – С. 1093–1096.
5. Быков, В. Г. Деформационные волны Земли: концепция, наблюдения и модели / В.Г. Быков // Геология и геофизика. – 2005. – Т. 46. – № 11. – С. 1176–1190.
6. Гольдин, С.В. Сейсмические волны в анизотропных средах / С.В. Гольдин. –
Новосибирск : Изд-во СО РАН, 2008. – 374 с.
7. Опарин, В.Н. Зональная дезинтеграция горных пород и устойчивость подземных выработок / В.Н. Опарин А.П. Тапсиев, М.А. Розенбаум. – Новосибирск :
Изд-во СО РАН, 2008. – 277 с.
8. Ботвина, Л.Р. Разрушение. Кинетика, механизмы, общие закономерности /
Л.Р. Ботвина. – М. : Наука, 2008. – 334 с.
9. Pelleg, J. Mechanical Properties of Materials / J. Pelleg // Dordrecht: Springer. –
2013. – P. 634.
10. On the Observation of Slow Wave Processes in Deforming Rock Samples /
L.B. Zuev, S.A. Barannikova, V.V. Gorbatenko [etc.] // Journal of Mining World Express. –
2013. – Vol. 2. – №. 2. – P. 31–39.
11. Введенская, А. В. Исследование напряжений и разрывов в очагах землетрясений при помощи теории дислокаций / А.В. Введенская. – М. : Наука, 1969. – 136 с.
589
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 533.9:539.4.015.2
ОСОБЕННОСТИ СТРУКТУРНО-ФАЗОВЫХ СОСТОЯНИЙ
НА ПОВЕРХНОСТИ ЭВТЕКТИЧЕСКОГО СИЛУМИНА
ПОСЛЕ ЭЛЕКТРОННО-ИОННО-ПЛАЗМЕННОЙ ОБРАБОТКИ
А.А. Клопотов1,2, Е.А. Петрикова3, Ю.Ф. Иванов,2,3, А.Д. Тересов3,
В.Е. Громов4, Е.А. Будовских4, А.А. Кыпчаков1
1
Томский государственно архитектурно-строительный университет,
г. Томск, Россия,
2
Национальный исследовательский Томский государственный университет,
г. Томск, Россия,
3
Институт сильноточной электроники СО РАН, г. Томск, Россия,
4
Сибирский государственный индустриальный университет,
г. Новокузнецк, Россия
E-mail: klopotovaa@tsuab.ru
Аннотация. Представлены результаты модифицирования поверхности
образцов силумина эвтектического состава комбинированным методом, сочетающим облучение плазмой, формирующейся при электрическом взрыве токопроводящего материала с последующей обработкой высокоинтенсивным
импульсным электронным пучком. Установлено формирование многослойной многофазной субмикро- и наноразмерной структуры, обладающей высокими механическими и трибологическими свойствами. Результаты структурно-фазового анализа материала обсуждены с позиций термодинамики.
Ключевые слова: силумин; электровзрывное легирование; высокоинтенсивный импульсный электронный пучок; структура; свойства; диаграмма
состояния.
Введение
Импульсное оплавление с одновременным насыщением поверхностных слоев материала легирующими элементами с последующей
кристаллизацией и образованием упрочняющих фаз, осуществляемое
плазмой, формирующейся при электрическом взрыве токопроводящего материала (электровзрывное легирование), является одним из пер
Работа выполнена при частичной финансовой поддержке гранта РФФИ (проект
№ 13-08-98084_сибирь), в рамках гранта «Программы повышения конкурентоспособности ТГУ» и по проекту Министерства образования и науки Российской Федерации
590
Секция 4
спективных методов модификации структуры и свойств металлов
и сплавов [1]. Формируемые слои имеют металлургическую связь с
основой с адгезией на уровне когезии и незначительно изменяют размеры детали. Дополнительное повышение свойств поверхностного
слоя материала и детали в целом возможно при последующей термообработке [2]. Эффективным способом термической обработки являются высокоинтенсивные импульсные электронные пучки [3]. По
сравнению с широко распространенной лазерной, электроннопучковая технология обладает большими возможностями контроля и
регулирования количества подводимой энергии, отличается локальностью распределения энергии в приповерхностном слое обрабатываемого материала и высоким коэффициентом полезного действия.
Сверхвысокие скорости (106–108 К/с) нагрева до температур плавления и последующего охлаждения тонкого приповерхностного слоя
(10–7–10–6 м) материала, весьма малые (10–6–10–3 с) времена воздействия высоких температур, формирование предельных градиентов температуры (до 108 К/м), обеспечивающих охлаждение поверхностного
слоя за счет теплоотвода в интегрально холодный объем материала со
скоростью до 107 К/с, создают условия для образования в поверхностном слое аморфной и нанокристаллической структуры [4].
Цель настоящей работы – выявление закономерностей эволюции структуры и фазового состава сплава алюминий-кремний (силумин), подвергнутого электровзрывному легированию и последующему облучению высокоинтенсивным импульсным электронным пучком
субмиллисекундной длительности воздействия.
Материал и методики исследования
В качестве материала исследования был выбран сплав Al-12,5%Si
(эвтектический силумин) [5]. Электровзрывное легирование поверхности силумина осуществляли на установке ЭВУ 60/10 (ФГБОУВПО Сибирский государственный индустриальный университет, г. Новокузнецк). Использовали следующий режим легирования плазмой, формирующейся при электрическом взрыве фольги титана с навеской
порошка бора: время воздействия плазмы ~100 мкс, поглощаемая плотность мощности на оси струи ~ 8,2 ГВт/м2, давление в ударно-сжатом
слое вблизи поверхности ~18,8 МПа; толщина и масса фольги тита591
Перспективные материалы в строительстве и технике (ПМСТ-2014)
на ~ 20 мкм, ~ 90 мг, масса порошка бора ~ 90 мг. Последующее плавление модифицированного поверхностного слоя силумина осуществляли высокоинтенсивным импульсным электронным пучком на установке
«СОЛО» (ИСЭ СО РАН) [6] по режиму: энергия электронов 18 кэВ,
плотность энергии пучка электронов (15–30) Дж/см2, длительность импульсов воздействия 200 мкс, количество импульсов воздействия 5,
частота следования импульсов 0,3 с–1; облучение проводили в аргоне
при остаточном давлении 0,02 Па. При данных параметрах пучка электронов имели место нагрев поверхностного слоя силумина толщиной ~ 30 мкм до температуры плавления, кристаллизация и закалка из
расплава со скоростями до 106 К/с. Исследование структуры модифицированного слоя силумина осуществляли методами металлографии,
сканирующей и просвечивающей дифракционной электронной микроскопии, рентгенофазового анализа. Механические свойства модифицированного слоя характеризовали величиной микротвердости, трибологические – износостойкостью.
Результаты исследований и их обсуждение
Комбинированная обработка поверхности силумина, сочетающая облучение плазмой, формирующейся при электрическом взрыве
токопроводящего материала и последующее облучение высокоинтенсивным импульсным электронным пучком, сопровождается многократным увеличением прочностных и трибологических характеристик
поверхностного слоя материала. Анализируя полученные при испытаниях результаты, можно отметить следующее. Во-первых, комбинированная обработка, сочетающая легирование плазмой электрического
взрыва фольги титана с навеской порошка бора и последующее облучение электронным пучком, сопровождается упрочнением поверхностного слоя силумина до величины, в 7,5 раз превышающей величину
микротвердости сердцевины образца. Во-вторых, комбинированная
обработка приводит к формированию протяженных упрочненных слоев, толщина которых достигает 200 мкм. В-третьих, микротвердость
и толщина упрочненного слоя силумина зависят от режима последующего облучения электронным пучком; а именно, с увеличением
плотности энергии пучка электронов (при постоянных значениях других параметров пучка) микротвердость и толщина упрочненного слоя,
как правило, возрастают.
592
Секция 4
Высокий уровень твердости поверхностного слоя силумина,
формирующегося при комбинированной обработке, сочетающей электровзрывное легирование и последующее облучение электронным пучком, приводит к существенному снижению коэффициента трения материала. При электровзрывном легировании силумина плазмой электрического взрыва фольги титана с навеской порошка бора и последующем
облучении электронным пучком с параметрами 25 Дж/см2, 200 мкс,
5 имп., 0,3 с–1, наблюдается снижение коэффициента трения в 5–6 раз
(контртело – твердый сплав ВК8, нагрузка на индентор 20 г). Отметим,
что при данном режиме обработки образец силумина характеризовался
протяженным модифицированным слоем с высоким, относительно исходного материала, уровнем микротвердости.
Таким образом, выполненные исследования показывают, что
комбинированная обработка, сочетающая легирование поверхностного слоя силумина плазмой, формирующейся при электрическом взрыве проводящего материала, и последующее облучение высокоинтенсивным электронным пучком, позволяет модифицировать силумин
в объеме толщиной до 200 мкм; поверхностные слои характеризуются
высоким уровнем микротвердости и низкими значениями коэффициента трения. Следует ожидать, что механизмами упрочнения поверхностного слоя силумина, реализующимися при данном способе обработки, являются твердорастворный (формирование твердых растворов
на основе алюминия), дисперсионный (выделение наноразмерных
частиц вторых фаз), зернограничный (измельчение зеренной структуры) и деформационный (формирование дефектной субструктуры).
Очевидно, что основным из перечисленных выше механизмов
упрочнения в рассматриваемом сплаве является дисперсионный, обусловленный выделением наноразмерных частиц вторых фаз. На рис. 1
представлены изотермические сечения тройных систем Al-Si-B [8],
Al-Ti-Si [9], Al-Ti-B [10], Ti-Si–B [11], демонстрирующие большое
число фаз, имеющих возможность образоваться в рассматриваемом
сплаве при равновесных условиях. Важным моментом для рассматриваемого сплава является также и то, что с одной стороны бориды
и силициды переходных металлов по комплексу физико-механических
свойств относят к металлическим соединениям с высокой электропроводностью, имеющих температурные зависимости термо-эдс в парах
593
Перспективные материалы в строительстве и технике (ПМСТ-2014)
с металлами, подобные для пар металлов [12]. С другой стороны, силициды и бориды титана нельзя относить к соединениям типа фаз
внедрения, поскольку они не удовлетворяют условию Хэгга и значительно превышают хегговское критическое отношение 0,59. Это,
к примеру, приводит к тому, что в бинарных системах Ti-Si замещение атомами кремния сопровождается образованием металлических
структур при отношении (RSi/RМе) > 0,9. Содержание кремния в силицидах может достигать значений порядка 50 ат. %. При более высоких
содержаниях кремния, замещение металлических атомов кремнием
приводит к образованию сложных кристаллических структур и увеличению роли ковалентной связи между атомами кремния [13] (рис. 1).
Рис. 1. Изотермические сечения тройных систем:
a – Al-Si-B при 500 C [8]; б – Al-Ti-Si при 1000 С [9]; в – Al-Ti-B при
650 С [10]; г – Ti-Si–B при 1250 С [11]
Исследования фазового состава поверхностного слоя силумина,
подвергнутого комбинированной обработке, осуществляли методами
594
Секция 4
рентгеноструктурного анализа. Выполненные исследования показали,
что при легировании силумина плазмой, формирующейся при электрическом взрыве фольги титана с навеской порошка бора и последующем облучении высокоинтенсивным электронным пучком в поверхностном слое силумина формируется многофазная структура: Al;
Ti; Al2Ti; AlTi3; Al3Ti; TiB.
Состояние дефектной субструктуры фаз поверхностного слоя
силумина, подвергнутого электровзрывному легированию и последующей электронно-пучковой обработке (30 Дж/см2, 200 мкс, 5 имп.,
0,3 Гц) анализировали методами дифракционной электронной микроскопии путем исследования тонких фольг. Прежде всего следует отметить эффект диспергирования (до субмикро- и наноразмерных величин) структуры основных фаз силумина (алюминия и кремния)
(рис. 2, а). Размеры выделяющихся при легировании фаз также изменяются в широких пределах: от нано- до субмикронных. В дополнение
к фазам, обнаруженным методами рентгеноструктурного анализа, выявлены наноразмерные частицы силицида титана TiSi, расположенные
в объеме и на границах зерен алюминия, а также на межфазных границах алюминий/кремний (рис. 2, в, г).
а
б
в
г
Рис. 2. Электронно-микроскопическое изображение структуры поверхностного
слоя силумина, подвергнутого комбинированной обработке:
а – темное поле, полученное в рефлексе [002]Al (рефлекс указан на (б)
стрелкой); б, в – микроэлектронограммы; г – светлое поле; на (в) стрелками
указаны дифракционные кольца {111} и {112}TiSi; на (г) – частицы TiSi
Заключение
Представлены исследования комбинированной электронно-ионно-плазменной обработки поверхности силумина, совмещающей ле595
Перспективные материалы в строительстве и технике (ПМСТ-2014)
гирование плазмой, формирующейся при электрическом взрыве фольги титана с навеской порошка бора, и облучением высокоинтенсивным импульсным электронным пучком. Выявлено формирование
многофазной субмикро-и наноразмерной структуры поверхностного
слоя, характеризующейся существенным увеличением прочностных
и трибологических свойств.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Физические основы электровзрывного легирования металлов и сплавов /
А.Я. Багаутдинов, Е.А. Будовских, Ю.Ф. Иванов [и др.]. – Новокузнецк : СибГИУ. –
2007. – 301 с.
2. Структура, фазовый состав и свойства титана после электровзрывного легирования и электронно-пучковой обработки / С.В. Карпий, М.М. Морозов, Ю.Ф. Иванов [и др.]. – Новокузнецк : НПК, 2010. – 173 с.
3. Generation and propagation of high-current low-energy electron beams Laser and
Particle Beams / V.N. Devyatkov, N.N. Koval, P.M. Schanin [etc.]. – 2003. – V. 21. –
P. 243–248.
4. Rotshtein, V. Surface treatment of materials with low-energy, high-current electron beams / V. Rotshtein, Yu. Ivanov, A. Markov // Materials surface processing by directed energy techniques / еd Y. Pauleau. – London : Elsevier, 2006. – P. 205–240.
5. Строганов, Г.Б. Сплавы алюминия с кремнием / Г.Б. Строганов,
В.А. Ротенберг, Г.Б. Гершман. – М. : Металлургия, 1977. – 270 с.
6. Коваль, Н.Н. Наноструктурирование поверхности металлокерамических
и керамических материалов при импульсной электронно-пучковой обработке /
Н.Н. Коваль, Ю.Ф. Иванов // Известия вузов. Физика. – 2008. – № 5. – P. 60–70.
7. Лякишев, Н.П. Диаграммы состояния двойных металлических систем /
Н.П. Лякишев. – М. : Машиностроение, 1996–2000. – Т. 1–3.
8. Yoshikawa, T. Metal. Trans. / T. Yoshikawa, K. Morita. – 2005. – Vol. 46. –
№ 6. – P. 1335.
9. The Crystal Structure of TiSi, Ti(Al, Si)2 and Mo(Al, Si)2 Monatsh. / C. Brukl,
H. Nowotny, O. Schob [etc.] // Chem. – 1961. – Vol. 92. – P. 781–788.
10. Fjellstedt, J. Experimental and Theoretical Study of the Al-Rich Corner in the
Ternary Al-Ti-B System and Reassessment of the Al-Rich Side of the Binary Al-B Phase Diagram / J. Fjellstedt, A.E.W. Jarfors // Z. Metallkd. – 2001. – Bd. 92. – № 6. – Р.. 563–571.
11. Candioto, K.C.G. Rapid solidification and phase stability evaluation of Ti–Si–B
alloys / K.C.G. Candioto, C.A. Nunes, G.C. Coelho // Journal of Alloys and Compounds. –
2011. – Vol. 509. – P. 5263–5268.
12. Самсонов, Г.В. Силициды и их использование в технике / Г.В. Самсонов. –
Киев : АН УССР, 1959. – 204 с.
13. Серебрякова, Т.И. Высокотемпературные бориды / Т.И. Серебрякова,
В.А. Неронов, П.Д. Пешев. – М. : Металлургия, 1991. – 368 c.
596
Секция 4
УДК 539.37
МОДЕЛИРОВАНИЕ ФОРМИРОВАНИЯ ЗАМКНУТОЙ
КУСОЧНО-НЕПРЕРЫВНОЙ ДИСЛОКАЦИОННОЙ ПЕТЛИ
ПРИ РАЗЛИЧНОЙ ПЛОТНОСТИ ДИСЛОКАЦИЙ
В АЛЮМИНИИ
С.Н. Колупаева1, А.E. Петелин2, Ю.П. Петелина2, К.A. Полосухин1
1
Томский государственный архитектурно-строительный университет,
г. Томск, Россия,
2
Национальный исследовательский Томский государственный университет,
г. Томск, Россия
E-mail: aepetelin@gmail.com
Аннотация. Разработана математическая модель для исследования
энергетических, масштабных и временных характеристик формирования замкнутой дислокационной петли и зоны кристаллографического сдвига, а также
формоизменения дислокации в материалах с ГЦК структурой. Осуществлено
моделирование формирования дислокационной петли в алюминии при различной плотности дислокаций. Выявлено влияние плотности дислокаций на динамику формирования элементарного кристаллографического скольжения, ограниченного замкнутой кусочно-непрерывной дислокационной петлей.
Ключевые слова: математическое моделирование; кристаллографическое скольжение; зона сдвига; алюминий; плотность дислокаций.
Введение
История исследования прочности и пластичности металлов на
основе теории дислокаций длится уже более века. Число предложенных дислокационных механизмов, выполненных экспериментальных
наблюдений и теоретических расчетов весьма велико. Но, несмотря на
большой объем выполненных исследований, они несомненно остаются актуальными.
Закономерности формирования дислокационной структуры существенно зависят от приложенного напряжения, температуры, плотности дислокаций в материале и множества других факторов. При
расширении дислокационная петля преодолевает большое число препятствий различной природы [1]. В силу ряда причин дислокация,
597
Перспективные материалы в строительстве и технике (ПМСТ-2014)
произведенная дислокационным источником, как правило, не является
единственной. В результате потери устойчивости дислокационным
источником с высокой скоростью (существенно превышающей скорость макроскопической деформации) образуется серия дислокаций,
формирующих при расширении зону кристаллографического сдвига.
В свою очередь, возникающие при формировании зоны сдвига поля
напряжений, могут активировать другие дислокационные источники,
в результате чего по деформируемому кристаллу будут распространяться автоволны пластической деформации [2]. Динамическое поведение дислокации в условиях потери устойчивости может приводить
к многочисленным эффектам, которые не могут быть предсказаны
в рамках традиционного представления о стационарном термоактивируемом движении дислокаций [3, 4].
Математическая модель динамики дислокаций
Для описания динамики расширения серии дислокационных петель, испущенных одним дислокационным источником, и исследования формирования зоны кристаллографического сдвига разработана
следующая математическая модель [5]:
d (k j )
1
dt (b R b Bv( j ) )T ( j ) 8 2
4
Gb (i 1) cos 2 (( j ) ) sin 2 (( j ) ) (1 )
2 ( r1( j ) r ( j ) )
(
1
( j)
0
e
sin(( j ) )2
2 2
p j ps Gb2r ( j )
(k j ) ) ( j ) ( j )
Q
v , j 1, m,
2
dr ( j ) dt v( j ) , j 1, m.
(1)
Здесь r ( j ) , v ( j ) , (k j ) текущие радиус, скорость и кинетическая энергия по j-й ориентации; t – время движения дислокационной петли; –
приложенное напряжение; R – напряжение решеточного и примесного трения и дислокационного сопротивления движению дислокации;
G – модуль сдвига; b – модуль вектора Бюргерса; B – коэффициент
вязкого торможения дислокации; – плотность дислокаций в мате598
Секция 4
риале; pj – доля порогообразующих дислокаций некомпланарных систем скольжения, ps – доля порогов на околовинтовых сегментах дислокационной петли, – множитель Смоллмена [6]; – коэффициент
Пуассона; дисперсия нормального распределения интенсивности
генерации точечных дефектов за порогами на дислокации; T ( j ) , Q ( j ) –
комбинации физически определяемых параметров [5]; (0 j ) линейное натяжение покоящейся дислокации; ( j ) угол между вектором
Бюргерса и нормалью к j-й ориентации; ( m1) (1) ; r ( m 1) r (1) , m –
количество сторон многоугольной формы дислокационной петли.
С использованием математической модели (1) возможно исследовать энергетические, масштабные и временные характеристики дислокационной петли в ГЦК-металлах. Дислокационная петля в модели (1)
представлена в виде кусочно-непрерывной замкнутой кривой. При записи уравнений математической модели (1) использовалось предположение, что расчет осуществляется в полярной системе координат,
а дислокационная петля в начальной конфигурации представлена в виде
правильного многоугольника с бесконечно малыми сторонами и центром, совпадающим с центром системы координат. Для дислокационной петли краевые компоненты перпендикулярны полярной оси, винтовые – параллельны ей, а генерация точечных дефектов, осуществляется
преимущественно в пределах 15 от винтовой ориентации дислокационной петли (согласно экспериментальным данным [7]).
В модели (1) учтены силы Пича – Кёлера, а также диссипативные силы, обусловленные: решеточным, примесным и дислокационным трением; линейным натяжением; вязким торможением; напряжением от скопления дислокаций и генерацией точечных дефектов за
порогами на дислокации. Также в модели (1) учтена зависимость линейного натяжения и интенсивности генерации точечных дефектов от
ориентации вектора Бюргерса по отношению к линии дислокации
(ориентационная зависимость).
В данной статье представлены полученные с использованием
математической модели (1) результаты исследования эволюции первой испущенной дислокационным источником дислокационной петли
при различной плотности дислокаций в алюминии.
599
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Результаты вычислительного эксперимента
Для реализации математической модели (1) и проведения вычислительных экспериментов был создан комплекс программ
Dislocation Dynamics of Crystallographic Slip [8, 9], в котором реализован наиболее подходящий для решения системы обыкновенных дифференциальных уравнений (1) численный метод Гира переменного
порядка и шага интегрирования [10]. Комплекс программ обладает
развитым пользовательским интерфейсом, что позволяет использовать
его исследователям, не обладающим опытом программирования
и знаниями в области численных методов.
Вычислительные эксперименты проведены при значениях параметров математической модели, характерных для алюминия при комнатной температуре: напряжении решеточного и примесного трения
1 МПа, действующем на дислокационный источник напряжении
10,7 МПа (критическое напряжение срабатывания дислокационного
источника при плотности дислокаций 1012 м–2). Плотность дислокаций
в металле в различных расчетах варьировалась от 41011 до 1012 м–2.
В результате проведенного исследования показано, что дислокационная петля после испускания дислокационным источником быстро набирает предельную скорость (рис. 1, а, г), что качественно согласуется с результатами экспериментальных исследований [11]. При
этом предельная скорость дислокации более чем на порядок величины
меньше поперечной скорости звука в металле.
Скорость дислокационной петли после достижения на начальном
пробеге дислокации предельного значения убывает. Для дислокации по
краевой и близким к ней ориентациям явно прослеживается трехстадийность уменьшения скорости: 1) стадия медленного уменьшения скорости; 2) стадия быстрого уменьшения скорости; 3) стадия торможения
дислокации. Чем ближе ориентация дислокационной петли к ориентации
краевой дислокации, тем медленнее уменьшается скорость на стадии 1,
более быстро уменьшается скорость на стадии 2 и тем меньше стадия 3.
Скорость дислокации по винтовой и близким к ней ориентациям после
достижения на начальном пробеге предельного значения значительно
уменьшается, достигая значения, близкого к нулю, и происходит длительная остановка дислокации (рис. 1, а, г, е, и).
600
Секция 4
Рис. 1. Зависимость текущей скорости (а, е), радиуса (б, ж) дислокации и кинетической энергии единицы длины дислокации (в, з) от времени пробега и зависимость скорости дислокации (г, и) и кинетической энергии
единицы длины дислокации (д, к) от радиуса дислокации в алюминии
при различной плотности дислокаций, м–2:
1 – 10–12; 2 – 810–11; 3 – 610–11; 4 – 410–11; и по различным ориентациям дислокационной петли: = 0 (а–д) и = 60 (е–к)
По краевой и близким к ней ориентациям дислокационной петли
радиус дислокации увеличивается квазилинейно. Для дислокаций по
другим ориентациям после стадии увеличения радиуса наблюдается
стадия торможения, на которой радиус практически не изменяется
(рис. 1, б, ж). При этом стадия торможения становится наиболее выраженной при уменьшении угла между линией дислокации и вектором
Бюргерса (угла ).
На начальном пробеге по всем ориентациям дислокационной
петли наблюдается резкое возрастание кинетической энергии единицы
длины дислокации, сменяющееся плавным уменьшением кинетической энергии. Максимальное значение кинетической энергии тем
больше, чем меньше угол между линией дислокации и вектором Бюргерса; и для винтовой дислокации практически в 3 раза больше, чем
для краевой дислокации. Дальнейшее расширение дислокационной
петли приводит к уменьшению кинетической энергии по всем ориентациям, при этом скорость убывания кинетической энергии тем выше,
чем больше предельное значение кинетической энергии дислокации
(рис. 1, в, д, з, к). Для краевой и близким к ней ориентациям помимо
трехстадийности уменьшения скорости дислокации также прослежи601
Перспективные материалы в строительстве и технике (ПМСТ-2014)
вается трехстадийность уменьшения кинетической энергии единицы
длины дислокации.
В результате проведенного исследования формирования дислокационной петли в алюминии показано, что при уменьшении плотности
дислокаций и одном и том же времени пробега и длине пробега скорость
и радиус дислокации, а также кинетическая энергия единицы длины дислокации увеличиваются по всем ориентациям (рис. 1). Для винтовой дислокации при уменьшении плотности дислокаций в металле от 10–12 до
410–11 максимальное значение скорости увеличивается примерно на
30 %, кинетической энергии – практически в 2 раза, а радиус увеличивается более чем в 2 раза. Для краевой и смешанных дислокаций при
уменьшении плотности дислокаций в алюминии от 10–12 до 410–11 максимальное значение скорости, кинетической энергии, а также длины
пробега дислокации незначительно меньше, чем для винтовой дислокации. При уменьшении плотности дислокаций в алюминии, отмеченная
выше трехстадийность уменьшения скорости дислокаций по краевой
и близким к ней ориентациям, наблюдаемая после достижения на начальном пробеге дислокации предельного значения скорости, становится
менее выраженной (рис. 1, а), скорость и кинетическая энергия уменьшаются, а радиус – увеличивается (рис. 1, б–д).
Показано, что на начальном пробеге дислокационная петля имеет форму близкую к эллиптической с малой полуосью перпендикулярной вектору Бюргерса. После прохождения начального пробега по
винтовой и близким к ней ориентациям возникает участок вогнутости
дислокационной петли (рис. 2, б), который становится наиболее выраженным на конечном пробеге дислокации (рис. 2, вг). В конечной
конфигурации радиус дислокационной петли по винтовой ориентации
практически на порядок меньше, чем по краевой ориентации. При
уменьшении плотности дислокаций в материале и при одном и том же
времени пробега ширина дислокационной петли увеличивается по
всем ориентациям (рис. 2).
Выводы
В результате проведенного исследования показано, что уменьшение плотности дислокаций в алюминии приводит к увеличению
скорости дислокации и радиуса, а также кинетической энергии едини602
Секция 4
цы длины дислокационной петли. При уменьшении плотности дислокаций от 41011 до 1012 м–2 по различным ориентациям дислокационной петли максимальное значение скорости дислокации увеличивается на 20–30 %, максимальное значение кинетической энергии и пробег
дислокации увеличиваются практически в 2 раза. Показано, что форма
дислокационной петли, исходно представленная в виде правильного
многоугольника, на начальном пробеге близка к элиптической с малой
полуосью перпендикулярной вектору Бюргерса. А после прохождения
начального пробега возникает участок вогнутости дислокационной
петли, увеличивающийся вплоть до остановки дислокации. В конечной конфигурации радиус дислокационной петли по винтовой ориентации практически на порядок меньше, чем по краевой ориентации.
Рис. 2. Форма дислокационной петли в алюминии, рассчитанная в различные
моменты времени от начала движения, с:
а – 0 (момент старта); б – 210–6; в – 3,510–6; г – 710–6; при различной
плотности дислокаций в алюминии, м–2: 1 – 10–12; 2 – 810–11; 3 – 610–11;
4 – 410–11
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Веселов, В.И. Моделирование процесса образования полосы скольжения /
В.И. Веселов, Г.И. Ничуговский, А.А. Предводителев // Изв. вузов. Физика. – 1981. –
Т. 24. – № 9. – С. 82–86.
2. Панин, В.Е. Пластическая деформация как волновой процесс / В.Е. Панин,
Л.Б. Зуев, В.И. Данилов // Доклады АН СССР. – 1989. – Т. 308. – № 6. – С. 1375–1379.
3. Слободской, М.И. Особенности работы источника Франка-Рида в поле случайно расположенных препятствий / М.И. Слободской // Известия АН. Сер. Физическая. – 1998. – Т. 62. – № 7. – С. 1339–1344.
4. Попов, Л.Е. Моделирование элементарного скольжения в ГЦК-металлах /
Л.Е. Попов, М.И. Слободской, С.Н. Колупаева // Изв. вузов. Физика. – 2006. – Т. 49. –
№ 1. – С. 57–68.
603
Перспективные материалы в строительстве и технике (ПМСТ-2014)
5. Колупаева, С.Н. Математическая модель формирования зоны кристаллографического сдвига в представлении кусочно-непрерывной замкнутой дислокационной
петли / С.Н. Колупаева, А.Е. Петелин // Известия вузов. Физика. – 2014. – Т. 57. –
№ 2. – С. 15–20.
6. Математическое моделирование пластической деформации / Л.Е. Попов,
Л.Я. Пудан, С.Н. Колупаева [и др.] – Томск : Изд-во Том. гос. ун-та, 1990. – 185 с.
7. Pfeeffer, K.H. Fehlstellener Zengung durch aufgespaltene Versetzungssprunge in
kubisch-flachenzentrientrierten Metallen / K.H. Pfeeffer, P. Schiller, A. Seeger // Phys. Status Solidi. – 1965. – Vol. 8. – № 2. – P. 517–532.
8. Колупаева, С.Н. Программная поддержка математического моделирования
пластической деформации в кристаллических материалах / С.Н. Колупаева, А.Е. Петелин // Вестник ТГАСУ. – 2011. – № 3. – C. 159–163.
9. Петелин, А.Е. Автоматизация исследования кристаллографического скольжения в ГЦК металлах / А.Е. Петелин, С.Н. Колупаева // Известия Томского политехнического университета. – 2010. – Т. 316. – № 5. – C. 141–146.
10. Самохина, С.И. Моделирование зоны кристаллографического сдвига в ГЦК
металлах. Численное решение системы жестких дифференциальных уравнений /
С.И. Самохина, А.Е. Петелин, С.Н. Колупаева // Вестник Томского государственного
университета. – 2007. – № 23. – С. 333–338.
11. Гилман, Дж.Д. Микродинамическая теория пластичности / Дж.Д. Гилман //
Микропластичность. – М. : Металлургия, 1972. – С. 18–36.
604
Секция 4
УДК 539.3
ФИЗИЧЕСКИЕ ТЕОРИИ ПЛАСТИЧНОСТИ:
МОДЕЛИРОВАНИЕ КВАЗИСТАТИЧЕСКОГО НАГРУЖЕНИЯ
МОНОКРИСТАЛЛИЧЕСКИХ ОБРАЗЦОВ
А.Ю. Янц1, Л.А. Теплякова2
1
Пермский национальный исследовательский политехнический университет,
г. Пермь, Россия,
2
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: maximus5.59@gmail.com
Аннотация. Целью работы является детальное описание квазистатического нагружения монокристаллических образцов на основе математического моделирования указанного процесса. В качестве модели материала была использована одна из физических теорий пластичности, основанная на
явном рассмотрении физических механизмов неупругого деформирования
и «носителей» этих механизмов. Для достижения поставленной цели была
поставлена и решена краевая задача квазистатического нагружения монокристаллического образца. Для оценки адекватности построенной модели был
проведен ряд численных экспериментов деформирования монокристаллов
двух кристаллогеометрических конфигураций, результаты которых сопоставляются с данными натурных экспериментов; показано хорошее качественное соответствие результатов численных и натурных экспериментов
в локализации неупругих деформаций в образцах.
Ключевые слова: монокристалл; физические теории пластичности;
краевая задача; локализация деформаций.
Введение
В настоящее время существует острая потребность в получении
конструкционных материалов с наперед заданными физико-механическими свойствами. Одним из способов получения таких материалов являются процессы, реализующие интенсивные пластические (неупругие)
деформации (ИПД), в ходе которых происходит существенное изменение
внутренней дефектной структуры материала, определяющей физикомеханические свойства на макроуровне. Большинство конструкционных
металлических материалов представляют собой поликристаллы.
605
Перспективные материалы в строительстве и технике (ПМСТ-2014)
В любых теориях, используемых для описания поведения деформируемых тел, всегда остро стоит вопрос об идентификации значительного числа параметров, входящих в определяющие соотношения и эволюционные уравнения. Физические теории пластичности
(ФТП) не являются исключением. Между тем, в связи одновременной
реализацией нескольких механизмов в процессах нагружения решение
задачи идентификации представляет значительные сложности, связанные с трудностями разделения этих механизмов при анализе экспериментальных данных.
В литературе имеются многочисленные данные о том, что процессы разворотов связаны с несовместностью сдвигов по системам
скольжения соседних зерен. Несовместность сдвигов вызвана скольжением дислокаций по кристаллографическим плоскостям [1, 2]. На
начальных стадиях нагружения в монокристаллах отсутствуют внутренние границы раздела областей с различной ориентацией решетки.
Настоящая работа нацелена на идентификацию эволюционных соотношений и их параметров, описывающих механизмы деформационного упрочнения металлических материалов. Проведение такой работы
требует детальных сведений о дислокационной структуре и ее эволюции в процессе деформирования. Начиная с 50–60-х гг. XX в. исследователи активно изучали дислокационную структуру деформированных материалов, в том числе – методом просвечивающей электронной
микроскопии (ПЭМ). Исследования на монокристаллах дают возможность понять природу формирования дислокационной структуры
в «чистом» виде, то есть в отсутствии других факторов, например, таких, как наличие границ зерен. Так, в работе [3] представлены результаты экспериментов по исследованию эволюции дислокационной
структуры и механических свойств монокристаллов сплава Ni3Fe
с ближним атомным порядком; проведен анализ закономерностей эволюции дислокационной структуры монокристаллов сплава при различных ориентациях кристаллографической системы координат
(КСК) относительно лабораторной системы координат (ЛСК) при одноосном деформировании. В работе [4] приведены результаты исследования процессов макролокализации неупругих деформаций при квазистатическом нагружении монокристаллов алюминия с одинаковой
ориентацией оси нагружения и разными ориентациями граней относительно кристаллографической системы координат (КСК).
606
Секция 4
Для исследования поведения монокристаллических образцов авторами была разработана трехмерная конститутивная модель, позволяющая описывать процессы фрагментации и текстурообразования,
влияние эволюции дислокационной структуры на характеристики материала, влияние краевых эффектов на эволюцию фрагментации в образце и процессы дислокационного скольжения. Следует еще раз подчеркнуть, что вследствие неоднородных граничных условий исследуемая (первоначально однородная) область не является образцом
в обычно принятом в механике смысле, т. е. не обладает однородной
микроструктурой, напряженно–деформированным состоянием на протяжении всего процесса деформирования, в связи с чем для анализа
этого процесса необходимо ставить и решать краевую задачу. Для решения поставленной задачи использована модифицированная прямая
модель первого типа [5].
Математическая постановка
Ниже представлены соотношения конститутивной упруговязкопластической модель [6, 7]. Данная модель используется для получения решения краевой задачи нагружения монокристалла. Перечислим
основные гипотезы конститутивной модели кристаллита.
В качестве меры скорости деформации примем транспонированный градиент относительной скорости перемещений ζ vˆ ω ,
где ω – спин, характеризующий ротацию решетки кристаллита относительно неподвижной ЛСК [8]:
ζ ζe ζ in .
(1)
Необратимые деформации осуществляются сдвигами по вполне
определенным кристаллографическим системам, для определения
скоростей сдвигов по системам скольжения используется вязкопластический закон следующего вида:
γ
k
γ 0 H
(k )
(ck )
( k )
(k )
c
1/ n
,
(2)
где n – параметр чувствительности материала к скорости деформации
[9]; γ 0 – скорость сдвига при касательном напряжении, равном крити607
Перспективные материалы в строительстве и технике (ПМСТ-2014)
ческому; ( k ) – действующее касательное напряжение на k-й системе
скольжения; bˆ ( k ) , nˆ ( k ) – нормированный вектор Бюргерса и единичная
нормаль k-й системы скольжения (СС); (ck ) – значение критического
касательного напряжения на данной СС, определяемое законом упрочнения; H – функция Хэвисайда; σ – тензор напряжений Коши.
В любой момент деформирования (скольжением дислокаций)
скорость необратимых деформаций определяется соотношением:
K
ζin = γ ( k )bˆ ( k )nˆ ( k ) ,
(3)
k =1
где K – число активных систем скольжения.
В качестве определяющего соотношения будем использовать
закон Гука в скоростной релаксационной форме, независящий от наложенного жесткого движения:
K
σ = c : ζe ω σ σ ω c : ζ γ k b (k ) n (k ) ω σ σ ω,
k 1
(4)
где ω – спин решетки.
Результаты численного моделирования
В подавляющем большинстве экспериментальных работ по одноосному нагружению монокристаллов основной характеристикой,
которая описывает ориентацию монокристалла, является относительная ориентация оси нагружения и кристаллографической системы координат (КСК). В статьях [3, 4] были представлены результаты исследования влияния ориентаций граней монокристалла относительно
кристаллографической системы координат; было показано, что ориентации граней оказывают значительное влияние на процесс неупругого
деформирования и локализацию деформации в образцах.
В статье [4] представлены результаты исследования процесса
неупругого деформирования при двух ориентировках монокристалла
алюминия технической чистоты. При моделировании данного процесса значения независимых упругих модулей были приняты [10]:
608
Секция 4
c1111 108,2 ГПа; c1122 28,5 ГПа; c1212 61,3 ГПа,
(5)
значения других параметров модели:
0 106 c 1 , n 1 36, (ci0) 17,5 МПа, i 1, ,24,
(6)
скорость перемещения верхнего пуансона:
V 10 3 мм с.
(7)
Рис. 1. Схема расчетной области, используемой при моделировании процесса
нагружения монокристалла, размеры указанны в мм; индексами указаны ориентировки плоскостей граней
Монокристалл ориентировки D1
Первая ориентировка КСК относительно оси сжатия, рассмотренная в данной статье: ось сжатия параллельна кристаллографическому направлению [110], при этом грани имеют ориентации ( 110) и (001);
далее данная ориентировка будет обозначаться как D1 (рис. 2).
609
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис 2. Кристаллогеометрия монокристалла с ориентацией оси сжатия [110] и
боковыми гранями ( 110) и (001): кристаллографическая схема ориентации плоскостей {111} и направлений в них
При такой ориентации монокристалла в приближении одноосного нагружения две октаэдрические плоскости и два направления
в каждой из них имеют одинаковое значение фактора Шмида; для остальных направлений сдвига в других октаэдрических системах при
выбранной ориентировке монокристалла фактор Шмида равен нулю.
На рис. 3 приведены результаты натурного эксперимента (а, б)
и численного моделирования (в) процесса нагружения монокристалла
алюминия ориентировки D1; на рис. 3, а и б системами линий (B, C
и B1, C1) условно изображены выходы плоскостей скольжения, ограничивающие так называемые объемы облегченного сдвига [4]. Из
приведенных результатов видно, что в процессе неупругого деформирования происходит макрофрагментация изначально однородной области (в случае численного моделирования – идеально однородной),
которая вызвана неоднородностью пластических сдвигов в элементах
моделируемой области.
610
Секция 4
а
б
в
Рис. 3. Результаты натурного эксперимента (а, б) и численного моделирования
(в) процесса нагружения монокристалла алюминия ориентировки D1.
Слева направо: натурный эксперимент нагружения монокристалла D1
до ε = 3 % в [4], где линиями обозначены выходы плоскостей скольжения на поверхность (а); схематичное изображение границ макрофрагментов (б); результат численного эксперимента: интенсивность неупругих деформаций (в)
Данная макрофрагментация приводит к выделению областей
I–III, отличающихся интенсивностью неупругих деформаций в них,
симметрично расположенных относительно плоскости, перпендикулярной оси нагружения, и разделяющей моделируемую область на две
равные части. В области I наблюдается минимальная интенсивность
сдвиговой деформации, при этом ее численное значение на порядок
ниже значения максимальной интенсивности, наблюдаемой в области
III, которая является пересечением объемов облегченного сдвига [4].
Из результатов экспериментов (рис. 3, а, б) также можно видеть выделение областей с разной интенсивностью выхода следов скольжения
на поверхность образца. Такая локализация сдвиговой деформации
в области III объясняется тем, что при сжатии образца в условиях несжимаемости для релаксации подводимой энергии ему необходимо
двигаться в плоскостях, перпендикулярных оси нагружения. При этом
611
Перспективные материалы в строительстве и технике (ПМСТ-2014)
такое движение более всего затруднено в приторцевых областях и облегчено в плоскости, рассекающей образец пополам перпендикулярно
оси нагружения. Однако, движение материала происходит преимущественно вдоль оси, перпендикулярной граням (001), что связано с расположением нагруженных систем скольжения в образце. В конечном
счете это ведет к образованию «бочки».
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Рыбин, В.В. Большие пластические деформации и разрушение металлов /
В.В. Рыбин. – М. : Металлургия, 1986. – 224 с.
2. Теория образования текстур в металлах и сплавах / Я.Д. Вишняков,
А.А. Бабарэко, С.А. Владимиров [и др.]. – М. : Наука, 1979. – 344 с.
3. Влияние ориентации кристаллов на эволюцию дислокационной структуры
сплава Ni3Fe / Н.А. Конева, Л.А. Теплякова, Т.С. Куницына [и др.] // Эволюция структуры и свойства металлических материалов. – Томск : Изд-во НТЛ, 2007. – С. 385–400.
4. Теплякова, Л.А. Закономерности макролокализации деформации в монокристаллах алюминия с ориентацией оси сжатия [110] / Л.А. Теплякова, Д.В. Лычагин,
И.В. Беспалова // Физическая мезомеханика. – Томск : ИФПМ СО РАН, 2004. – Т. 7 –
№ 6. – С. 63–78.
5. Трусов, П.В. Многоуровневые физические модели моно- и поликристаллов.
Прямые модели / П.В. Трусов, А.И. Швейкин // Физическая мезомеханика. – Томск :
ИФПМ СО РАН, 2011. – Т. 14. – № 5. – С. 5–30.
6. Трусов, П.В. Двухуровневая модель упругопластического деформирования
поликристаллических материалов / П.В. Трусов, В.Н. Ашихмин, А.И. Швейкин //
Мех. композ. материалов и конструкций. – 2009. – Т. 15. – № 3. – С. 327–344.
7. Трусов, П.В. Теория пластичности / П.В. Трусов, А.И. Швейкин. – ПНИПУ,
2011. – 419 с.
8. Трусов, П.В. Применение несимметричных мер напряженного и деформированного состояния при построении многоуровневых конститутивных моделей материалов / П.В. Трусов, Е.С. Нечаева, А.И. Швейкин // Физическая мезомеханика. –
Томск : ИФПМ СО РАН, 2013. – Т. 16. – № 2. – С 15–31.
9. Balasubramanian, S. Elasto-viscoplastic constitutive equations for polycrystalline
fcc materials at low homologous temperatures / S. Balasubramanian, L. Anand // J. Mech.
and Phys. Solids. – 2002. – Vol. 50. – P. 101–126.
10. Elastic responses of texturized microscale materials using FEM simulations and
stochastic material properties / J. Montalvo-Urquizo, P. Bobrov, A. Schmidt [etc.] // Mechanics of Materials. – 2012. – № 47. – P. 1–10.
612
Секция 4
УДК 539.374:624.073
ОПРЕДЕЛЕНИЕ НАПРЯЖЕННО-ДЕФОРМИРОВАННОГО
СОСТОЯНИЯ НЕСОВЕРШЕННЫХ ДВУХПОЛЬНЫХ ПЛАСТИН
СО СВОЙСТВАМИ МАТЕРИАЛА, ЗАВИСЯЩИМИ
ОТ ТЕМПЕРАТУРЫ НА ДЕЙСТВИЕ ПОПЕРЕЧНОЙ НАГРУЗКИ
А.В. Тур, Е.В. Глыбина, Ю.О. Виселева, Т.А. Трепутнёва,
М.О. Моисеенко, О.Н. Попов
Томский государственный архитектурно-строительный университет,
г. Томск, Россия
E-mail: mmo77@mail.ru
Аннотация. В работе приведен анализ исследования напряженнодеформированного состояния стальной гибкой, двухпольной пластины
с симметричной начальной погибью на действие несимметричной поперечной
нагрузки при разной температуре. Рассматривается прямоугольная в плане пластина, шарнирно опертая по внешнему контуру. По продольной оси симметрии
пластина подкреплена ребром, поставленным с эксцентриситетом относительно
срединной поверхности. На пластину действует равномерно распределенная поперечная нагрузка, которая приложена на первую панель. Учитываются свойства
материала (модуль упругости, предел текучести, температурный коэффициент),
зависящие от температуры. Расчет проводится в линейной и нелинейной постановках. При нелинейном расчете учитывается нелинейность диаграммы деформирования (физическая нелинейность) и нелинейная зависимость деформаций от
перемещений (геометрическая нелинейность). Рассматриваются пластические
деформации, перемещения, сравнимые с толщиной пластины.
Ключевые слова: пластина, ребро жесткости, физическая нелинейность, геометрическая нелинейность, начальная погибь, пластические деформации, несимметричное нагружение.
В инженерной практике за основу расчета принимают «идеальную модель», не учитывающую изменение механических свойств материала от температуры, начальные погиби системы, а соответственно
реальную геометрическую форму и докритическое напряженное состояние. Это приводит к качественным отличиям экспериментальных
и расчетных данных. Авторами статьи были проведены ряд исследований по расчету подкрепленных тонкостенных элементов с учетом
613
Перспективные материалы в строительстве и технике (ПМСТ-2014)
физической и геометрической нелинейности [1], начальных прогибов
[2] и учетом зависимостей свойств материала от температуры [3].
В данной работе проводилось исследование напряженнодеформированного состояния за пределом упругости гибкой пластины
постоянной толщины a = b = 50h, подкрепленной по центру ребром
hp = bp = 4h с учетом симметричной, поперечной начальной погиби на
ребре W0 = 0,5h (рис. 1). Материал пластины – сталь Ст. 3 (модуль упругости – E 2 1011 Па, предел текучести s 240 МПа). При расчете
учитывалась физическая и геометрическая нелинейности. Для анализа
напряженно-деформированного состояния определялись перемещения, напряжения, деформации, интенсивности деформаций при возрастающей поперечной равномерно распределенной нагрузке
и разных температурах (t° = 20; 100; 200; 300; 400). Изменение механических свойств материала в зависимости от температуры приведено
в таблице, в соответствии с данными приведенными в работах [4, 5].
x
x
q
a
y
b/2
y
b/2
b/2
Wn
b/2
Ws
q
W0
Wn
Ws
b
b
Рис. 1
Для исследования напряженно-деформированного несовершенной подкрепленной прямоугольной пластины загруженной несимметричной равномерно распределенной нагрузкой используется ранее
разработанный метод расчета разномодульных прямоугольных тонко614
Секция 4
стенных элементов конструкций с разрывными параметрами с учетом
нелинейностей [1–3].
Для учета физической нелинейности принимается теория малых
упругопластических деформаций А.А. Ильюшина [6]. Геометрическая
нелинейность учитывается в квадратичном приближении по теории
Т. Кармана [7].
Физико-механические свойства стали Ст. 3
Температура t°
Модуль упругости E
Предел текучести σs
Коэффициент линейного расширения α
град.
МПа
МПа
1/град
20
100
200
300
400
210 000 200 000 188 000 172 000 112 000
240
220
210
180
140
12,0
12,1
12,2
12,8
13,5
Для учета влияния начального прогиба записывается его выражение в аналитическом виде:
Wn ( x, y ) Aαβ Fα ( x) Fβ ( y ) .
(1)
Здесь Aαβ – амплитудное значение начального прогиба ребра и пластины; Fα ( x) sin πx при 0 x 1 ;
Fβ ( y ) ηsin 0, 25 π(1 ηy ) при
1 y 1 ; η 1 при
k 1 ; η 1 при k 2 (k − номер панели).
Ниже приведены результаты расчета с учетом физической и геометрической нелинейности двухпольной пластины с максимальным
начальным прогибом на ребре при разной температуре и нагрузке.
На рис. 2, 3 приведены приведенные прогибы – w/h центра пластины (на ребре) и центра первой панели в зависимости от приведенной нагрузки – qb4/Eh4 и действующей температуры.
Наибольшие прогибы возникают в первой панели, где приложена равномерно распределенная нагрузка. Чем больше температура,
тем больше прогибы. Это связано с изменением механических свойств
стали. Особенно отличаются результаты при 400 град. (рис. 2–9).
Все полученные зависимости нелинейные. Если продолжить начальные зависимости на графиках линейно, то получаем линейные
решения. Эти решения дают большое отличие. Это указывает на необходимость нелинейного расчета.
615
Перспективные материалы в строительстве и технике (ПМСТ-2014)
Рис. 2
Рис. 3
На рис. 4–6 приведены графики интенсивность деформаций – ei
возле ребра жесткости (низ центра пластины), в центре первой панели
(низ), на ребре (низ) в зависимости от приведенной нагрузки – qb4/Eh4
и действующей температуры.
Рис. 4
Рис. 5
На рис. 7, 8, 9 приведены графики интенсивность напряжений –
σi возле ребра жесткости (низ центра пластины), в центре первой панели (низ), на ребре (низ) в зависимости от приведенной нагрузки –
qb4/Eh4 и действующей температуры.
616
Секция 4
Рис. 6
Рис. 7
Рис. 8
Рис. 9
Наибольшие напряжения и деформации возникают в первой панели, где приложена равномерно распределенная нагрузка. Чем больше температура, тем больше напряженно-деформированное состояние. Это связано с изменением механических свойств стали. Особенно
отличаются результаты при 400 град.
В рассматриваемом диапазоне нагрузок пластические деформации на ребре не возникали при температурах меньше 300 град.
При возникновении пластических деформаций графики интенсивность напряжений – σi в зависимости от приведенной нагрузки −
qb4/Eh4 и действующей температуры становятся не информативны
(рис. 7–9). Так как для стали Ст. 3 интенсивность напряжений стано617
Перспективные материалы в строительстве и технике (ПМСТ-2014)
вится постоянной (диаграмма Прандтля). Необходимую информацию
дают графики интенсивность деформаций – ei в зависимости от приведенной нагрузки – qb4/Eh4 и действующей температуры (рис. – 6).
Краткие выводы.
– Для исследования напряженно-деформированного состояния
подкрепленной двухпольной прямоугольной пластины с начальными
прогибами используется ранее разработанный метод расчета разномодульных прямоугольных тонкостенных элементов конструкций с разрывными параметрами с учетом нелинейностей.
– Проведен расчет двухпольной пластины подкрепленной ребром жесткости с начальным прогибом на действие несимметричной
поперечной равномерно распределенной нагрузки при разном температурном воздействии. Учитывается физическая и геометрическая нелинейности.
– Представлены графики в характерных точках в центре панели,
возле ребра, на ребре. Графики нагрузка – прогиб, нагрузка – интенсивность напряжений, нагрузка − интенсивность деформаций, полученные при разной температуре, позволяют характеризовать общее
напряженно-деформированное состояние.
– Отмечена необходимость учета физической и геометрической
нелинейности и физических свойств материала, зависящих от температур при расчете пластин.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Попов, О.Н. Нелинейные задачи ребристых оболочек / О.Н. Попов, А.П. Малиновский, М.О. Моисеенко. – Томск : Изд-во Том. гос. архит.-строит. ун-та, 2004. –
172 с.
2. Исследование напряженно-деформированного состояния подкрепленных
пластин с учетом изменения свойств материала от воздействия температуры /
Т.А. Трепутнёва, Д.С. Бухтояров, Е.В. Глыбина [и др.] // Перспективные материалы
в технике и строительстве (ПМТС-2013): материалы Первой Всероссийской научной
конференции молодых учёных с международным участием. – Томск : Изд-во Том. гос.
архит.-строит. ун-та, 2013. – С. 155–1158.
3. Регулирование напряжений и деформаций путем изменения начального прогиба пластины и ребра в двухпролетных гибких пластинах / Т.А. Трепутнёва,
М.О. Моисеенко, А.В. Тур [и др.] // Перспективы развития фундаментальных наук:
труды XI Международной конференции студентов и молодых ученых. Россия, Томск,
22–25 апреля 2014 г. / под ред. Е.А. Вайтулевич. – Томск : Национальный исследова-
618
Секция 4
тельский Томский политехнический университет, 2014. – C. 828–831. – Условия доступа : http//science-persp.tpu.ru/Previous%20Materials/Konf_2014.pdf
4. Круглов, В.П. Несущая способность гибких стальных пластинок с учетом
изменения механических свойств материала / В.П. Круглов // Изв. вузов. Строительство и архитектура. – 1979. – № 6. – С. 35–38.
5. Расчёты на прочность, устойчивость и колебания в условиях высоких температур / под ред. И.И. Голденблата. – М. : Машиностроение, 1965. – 568 с.
6. Ильюшин, А.А. Пластичность / А.А. Ильюшин. – М.; Л. : ОГИЗ, 1948. – 348 с.
7. Karman, Th. Uber die Formanderung dunnwandiger Rohre insbesonderere Ausgleichsrohre / Th. Karman // Z. der VDI. – 1911. – 55. – S. 1889–1895.
619
СЕКЦИЯ 5
ПЕРСПЕКТИВНЫЕ МАТЕРИАЛЫ
ГЛАЗАМИ СТУДЕНТОВ И ШКОЛЬНИКОВ
УДК 621.221:541.64
ПРЕДЛОЖЕНИЯ ПО ИСПОЛЬЗОВАНИЮ
НАНОМОДИФИКАТОРОВ НА ГРЭС-2 Г. ТОМСКА
ДЛЯ УЛУЧШЕНИЯ ЭКОЛОГИИ
О.Е. Арестова, Л.Б. Трифонова
Муниципальное автономное общеобразовательное учреждение,
средняя общеобразовательная школа № 23, г. Томск, Россия
Аннотация. Учеными давно выдвигается идея о том, что нанотехнологии не только не нанесут экологии вреда, но и смогу: т помочь ей восстановиться после нанесенного в двадцатом веке урона.
Цель работы: исследовать возможность использования нанотехнологий для защиты окружающей среды на примере ГРЭС-2ю
Задачи: изучить влияние ГРЭС-2 на экологию; рассмотреть возможность
снижения влияния станции на экологию с помощью нанотехнологий; провести
расчёт экономии угля на ГРЭС-2 при использовании наномодификаторов.
Мы живем в районе ГРЭС-2 г. Томска, поэтому заинтересовались её работой. Ребята из нашей школы с экскурсией посетили эту
стацию. Основным видом топлива на ГРЭС-2 является уголь. До
1980 г. станция работала на одном угле. В конце 80-х гг. на ГРЭС-2
был пущен газ, и три котла стали работать исключительно на газе.
В настоящее время на станции используется как газ, так и уголь:
уголь в качестве топлива, газ для розжига.
Нам рассказали, что выброс вредных веществ на ГРЭС-2 –
1200 т в год.
Основные компоненты, выбрасываемые в атмосферу нетоксичные углекислый газ и водяной пар. Кроме этого в воздушную среду
выбрасываются вредные вещества: оксиды серы, азота, углерода,
в частности угарный газ (СО), соединения тяжёлых металлов, таких
620
Секция 5
как свинец (Рв), сажа, углеводороды, канцерогенный бензопирен, несгоревшие частицы твёрдого топлива.
Сократить количество несгоревшего топлива необходимо и потому, что угольная промышленность негативно влияет на земельные
и водные ресурсы. Основными источниками выброса вредных веществ в атмосферу являются промышленные, вентиляционные системы шахт, обогатительных фабрик и др.
Загрязнение воздушного бассейна в процессе добычи угля, обогащения каменного угля и транспортировки вызвано буровзрывными
работами, работой двигателей внутреннего сгорания и котельных,
а так же пылением угольных складов, породных отвалов и т. д.
Потери углерода при сжигании и газификации твердых топлив
составляют 14–17 %. В условиях недостатка кислорода в процессе газификации происходит образование продуктов неполного горения топлива, равновесный состав которых определяется химическим составом горючей массы топлива и долей подачи воздуха и пара в камеру.
При изучении литературы о нанотехнологиях мы нашли информацию о чудесных наномодикаторах, которые на ГРЭС-2 не используются. Как показали экспериментальные исследования [1, 2], углеродные наноматериалы способствуют фотофизическим реакциям образования возбужденного состояния контактирующего с ними
молекулярного кислорода воздуха при высоких уровнях воздействия
на них электромагнитного излучения. При этом время жизни молекулярного кислорода в таком состоянии может достигать десятков минут. Этого более чем достаточно для участия в реакциях окисления
топлива со значительно большей кинетической эффективностью. Скорость реакций горения и газификации твердого топлива, и полнота
выгорания возрастает в 1,5–2 раза. Из экономических соображений
для достижения значимых макроэффектов при сжигании пылевидных
твердых топлив в энергетических установках представляют интерес
наноматериалы, использование которых возможно в «гомеопатических» дозах (0,05–0,001 %).
В процессе использования наномодификатора горения угля
получаютcя следующие результаты:
1. Увеличение КПД котла.
2. Увеличение температуры в топке котла.
621
Перспективные материалы в строительстве и технике (ПМСТ-2014)
3. Стабильный прозрачный факел.
4. Снижение вредных выбросов в атмосферу.
5. Достижение дополнительного экономического эффекта за
счет значительной экономии по экологическим выплатам.
Областью применения наномодификатора горения угля являются тепловые и энергетические котлы, использующие в качестве
топлива уголь.
Перед непосредственной подачей угля в топку он обрабатывается
водным раствором наномодификатора горения с помощью дозирующего насоса, установленного в 200-литровую полиэтиленовую бочку.
Норма расхода наномодификатора горения угля составляет 1 л
на 50 т угля.
На ГРЭС-2 находится 5 котлов ТП-230-2 и 5 котлов БКЗ 220-100-4.
Расход угля на одном угольном котле:
за 1 ч – 21 т;
за 24 ч (сут) – 21 т 24 ч = 504 т;
за 30 дн. (мес) – 504 т 30 дн. = 15 120 т;
за 7 мес (отопительный сезон) – 15 120 т 7 мес = 105 840 т (на
1 котле);
на 10 котлов за 7 мес – 105 840 т 10 = 1 058 400 т.
Экономия при использовании наномодификатора горения угля
за 7 мес (отопительный сезон) составит 15 %, а именно:
1 058 400 т 15 % : 100 % = 158 760 т.
Стоимость угля в Томске составляет 2000 руб. за 1 т, значит за
7 мес (отопительный сезон) будет сэкономлено:
158 760 т 2000 руб. = 317 520 000 руб.
Расчет затрат на приобретение наномодификатора горения угля:
Стоимость наномодификатора горения угля составляет
8000 руб. за 1 л.
1 л наномодификатора горения угля рассчитан на модификацию
50 т угля.
На модификацию угля в отопительный сезон (7 мес) потребуется 21 168 л наномодификатора горения угля, а именно:
622
Секция 5
1 058 400 : 50 = 21 168 л.
Затраты на приобретение наномодификатора горения угля
в отопительный сезон (7 мес) составят:
21 168 л 8 000 руб. = 169 344 000 руб.
Расчет чистой прибыли:
317 520 000 руб. – 169 344 000 руб. = 148 176 000 руб.
Выводы. ГРЭС-2 г. Томска негативно влияет на экологию среди
прочих вредных веществ выбрасывая в атмосферу несгоревшие частицы твёрдого топлива.
Мы предлагаем с помощью наномодификаторов:
Снизить выброс несгоревших частиц твёрдого топлива, что
улучшит качество атмосферы, уменьшит влияние угольной промышленности на экологию при добыче несгоревшего угля
Сэкономить 148 176 000 руб. в год!
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Носков, А.С. Воздействие ТЭС на окружающую среду и способы снижения
наносимого ущерба / А.С. Носков, М.А. Савинкина, Л.Я. Анищенко / Ин-т катализа СО
АН СССР, Ин-т химии твердого тела и переработки минерального сырья СО АН СССР,
ГПНТБ СО АН СССР – Новосибирск : Изд-во ГПНТБ СО АН СССР, 1990. – 177 с.
2. Пал, М.Х. Энергия и защита окружающей среды / М.Х. Пал. – Падеборн :
FIT-Verlag, 1996. – 449 с.
3. Отчет о НИР, по теме: 2007-3-1.3-00-04-057. Разработка нанотехнологии получения твердого топлива с заданными физико-химическими характеристиками для
тепловых электрических станций, по Государственному контракту № 02.513.11.3369
от 30.07.2007.
4. Астралены – углеродные наномодификаторы фуллероидного типа / А.Н. Пономарев, В.А. Никитин, Б.А. Шахматкин [и др.] // Труды ТПКММ. – М. : Знание,
2004. – С. 147–154.
5. Отчет о НИР. Разработка перспективных технологических процессов и методов по созданию технологического комплекса по производству синтетических моторных топлив из углей, по Государственному контракту № 02.516.11.6166 от
30.09.2008.
623
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК 666.11.28
ПОЛУЧЕНИЕ ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫХ ПЛИТОК
НА ОСНОВЕ СТЕКЛОБОЯ
А.А. Аржаник1, О.В. Казьмина2
1
Муниципальное бюджетное общеобразовательное учреждение
лицей при ТПУ, г. Томск, Россия,
2
Национальный исследовательский томский политехнический университет,
г. Томск, Россия
E-mail: arzh_sasha@mail.ru
Аннотация. В работе рассмотрены вопросы промышленной переработки вторичного стеклобоя и предложены варианты получения декоративно-облицовочной плитки на основе прозрачной и непрозрачной подложки.
Технологическими этапами получения плитки являются подготовка и сортировка стеклобоя по цвету, измельчение стеклобоя до необходимой фракции,
приготовление композиции и ее термообработка. Предложены составы композиций, которые рекомендуется использовать для изготовления декоративно-облицовочной плитки. При получении плитки на непрозрачной подложке
состав композиции включает кварцевый песок (10 мас. %), остальное стеклобой. При получении плитки на прозрачной подложке композиция включает
листовое стекло (50 %), легкоплавкое стекло (10 %) и стеклобой (40 %).
Ключевые слова: стеклобой; свойства стекла; температурный режим;
облицовочная плитка.
Проблема переработки стеклобоя в настоящее время очень актуальна. Во-первых, на получение стекла были затрачены материальные
и энергетические ресурсы, поэтому экономически нецелесообразно
его выбрасывать, а имеет смысл использовать его вторично. Вовторых, стеклобой сложно утилизируется в России, так как практически отсутствует его централизованный сбор, и отработанное стекло
просто выбрасывается и загрязняет огромные территории земли. Учитывая, что стекло не подвергается разрушениям под воздействием
множества факторов и способно сохраняться сотни и даже тысячи лет,
проблема его утилизации становится особенно актуальной [1–4].
Стеклобой можно подразделить на два вида – первичный и вторичный. Первичный стеклобой – это отходы собственного производства
624
Секция 5
стеклоизделий, например, брак. Подобный стеклобой обычно используется повторно на самом же заводе. Так поступают на многих производствах стекла, это экономически выгодно предприятию в связи с тем, что
позволяет экономить не только материальные, но и энергетические ресурсы. Конкретные преимущества переработки первичного стеклобоя
заключаются в уменьшении количества промышленных отходов и снижении затрат на сырьевые материалы, так как отходы являются более
дешевым источником сырьевых материалов по сравнению с природными. Использование 1 тонны отходов стекла экономит 650 кг песка,
150 кг кальцинированной соды и 200 кг известняка.
Вторичный стеклобой – это отходы стекла, образующиеся у населения, на предприятиях пищевой, консервной промышленности,
а также на предприятиях по переработке стекла. Другими словами, это
бытовые отходы и отходы на различных предприятиях, которые
не изготавливают стекла. Именно с подобным стеклобоем возникает
проблема его переработки. Ввиду неоднородности состава такие отходы не находят должного применения, а просто выбрасываются и загрязняют природу.
Цель работы – исследовать возможность получения декоративно-облицовочной плитки на основе вторичного стеклобоя.
Для решения данной цели были поставлены задачи: найти оптимальное соотношение компонентов в смеси для получения плиток,
определить температурный режим и сравнить получение плиток на
прозрачной и непрозрачной подложке.
Для исследования были выбраны силикатные стекла, отличающиеся по своему составу и маркам, а именно: коричневая стеклотара
из-под напитков, глушеное белое непрозрачное стекло (из-под упаковки для медицинских препаратов), бесцветное оконное стекло. Химический состав данных стекол по массовым долям компонентов
представлен в табл. 1. Имея различный химический состав, стекла отличаются друг от друга по основным свойствам, что необходимо учитывать при подборе температурного режима обработки. Свойствами,
оказывающими влияние на процесс получения плитки на основе стекла, являются коэффициент термического расширения, температуры
размягчения и твердого состояния, а также температура Литтлтона,
при которой происходит удлинение стеклянной нити при нагревании
625
Перспективные материалы в строительстве и технике (ПМСТ-2014)
под действием собственной массы. Результаты расчета свойств стекол
выбранных для анализа, полученные с помощью специальной программы GlassProp, приведены в табл. 2. Согласно которым видно, что
значения температуры размягчения и ТКЛР, которые особенно важны
при получении облицовочных плиток, отличаются друг от друга
не более чем на 10 %. Это означает, что при охлаждении плитки не
будут возникать напряжения, приводящие к растрескиванию изделия.
Таблица 1
Химический состав стекол
Содержание оксидов, мас. %
Марка
стекла
Коричневое тарное
Бесцветное
листовое
Белое
глушеное
SiO2
Al2O3
Fe2O3
CaO
MgO
Na2O K2O SO3
NaF
71,1
3,1
0,2
11
–
14,3
–
0,3
–
72
2
–
9
3
14
–
–
–
64,3
9,2
–
2,7
–
16,3
1
–
6,5
Таблица 2
Свойства выбранных для исследования стекол
Значения рассчитанных свойств стекла
Марка
стекла
Коричневое
тарное
Бесцветное
листовое
Белое
глушеное
Плотность,
г/см3
Точка
ТемператуТКЛР,
Литтлтона,
ра размяг–7
10 1/град
°C
чения, °C
2,512
722
94,1
608
537
2,496
726
91,9
604
519
2,635
730
93,5
585
530
* ТКЛР – термический коэффициент линейного расширения.
626
Температура
твердого состояния, °C
Секция 5
В данной работе рассмотрены два варианта получения декоративно-облицовочных плиток на основе стеклобоя: из порошка стеклобоя и песка (на непрозрачной подложке), с использованием коричневого и белого стеклобоя; на плитках листового стекла (на прозрачной
подложке). Особенности процесса получения плиток, их составы
и температурные режимы представлены в табл. 3.
Таблица 3
Технологические особенности получения плиток
№
Вид подложки
Состав
композиции
Температурный
режим
МаксиВремя
мальная
выдержтемпераки, мин
тура, °С
Кварцевый песок
(10 мас. %); поНепро1
рошок стекла козрачная
ричневой стеклотары (90 мас. %)
820
Кварцевый песок
(10 мас. %); поНепро2
рошок стекла мозрачная
лочной стеклотары (90 мас. %)
760
Листовое стекло
(50 мас. %); жидПрокое стекло; легко3
зрачная плавкое стекло
(5 мас. %; стеклобой (45 мас. %)
760
Дополнительная
информация
Нижний слой плитки –
песок и стеклобой (фракция до 0,5 мм) в соотно15–30
шении 1:4 соответственно, сверху стеклобой
(фракция 4 мм)
Нижний слой плитки –
песок и стеклобой (фракции до 0,5 мм) в соот15–30
ношении 1:4 соответственно, сверху стеклобой
(фракция 4 мм)
Подложка смазана жидким стеклом, сверху насыпан порошок легко15
плавкого стекла, следующий слой – стеклобой (фракция до 4 мм)
Полученные образцы представлены на рис. 1, а подобранные
оптимальные температурные режимы их получения приведены на
графиках рис. 2.
627
Перспективные материалы в строительстве и технике (ПМСТ-2014)
а
б
Рис. 1. Плитка на прозрачной (а) и непрозрачной подложке (б)
После получения плиток данными способами были исследованы
их свойства. К важнейшим характеристикам можно отнести плотность, прочность, и, так как создавались облицовочные плитки, учитывалась их эстетичность и сложность в получении.
Плотность была измерена для того, чтобы выбрать наиболее выгодный способ утилизации стеклобоя. Чем более плотным получается
образец, тем больше сырья уходит на его получение, следовательно,
утилизируется большее количество стеклобоя. Измерения показали,
что плотность плиток на прозрачной подложке – 2,685 г/см3, а плиток
на непрозрачной подложке – 2,521 г/см3. Следовательно, более выгодно делать плитки на прозрачной подложке, т. к. их плотность выше.
Прочность плиток на прозрачной подложке оказалась выше, чем
у плиток на непрозрачной. Это обусловлено тем, что в первом случае
подложка представлена однородным монолитным материалом, а во втором случае подложка является композиционной и состоит из двух фаз:
кристаллической (песок), аморфной (порошок стеклобоя). Наличие границ раздела между фазами ослабляет механическую прочность изделия.
Процесс получения плиток на прозрачной подложке проходит
при более низкой температуре и включает меньшее количество операций в технологии изготовления. Однако в этом варианте важно учитывать, чтобы используемые стекла не должны отличаться значением КТР
более чем на 10 %. При оценке эстетичности по внешнему виду можно
отметить, что согласно проведенному опросу, плитки на непрозрачной
подложке выглядят более эстетично, чем плитки на прозрачной.
628
Секция 5
а
б
в
Рис. 2. Температурный режим получения облицовочной плитки на непрозрачной подложке с применением коричневого стекла (а), белого глушеного (б), на прозрачной подложке (в)
629
Перспективные материалы в строительстве и технике (ПМСТ-2014)
В ходе работы получены декоративно-облицовочные плитки на
основе стеклобоя несколькими способами, подобраны оптимальные
температурные режимы получения и их компонентные составы, а также
исследованы свойства полученных плиток. В результате работы установлено, что термический режим получения декоративной плитки на
основе стеклобоя определяется составом используемого стекла.
По результатам измерения свойств полученных образцов выявлено, что более практичным является способ получения декоративных
плиток на прозрачной подложке. Но недостаток данного метода заключается в меньшей эстетичности полученных плиток. В дальнейшем
планируется улучшить внешний вид плиток на прозрачной подложке,
также будут продолжены исследования свойств полученных плиток.
Таким образом, данная тема является актуальной, так как неиспользуемый стеклобой наносит вред окружающей среде, а предлагаемый
метод позволяет вторично использовать стеклобой, что является целесообразным не только с экономической, но и экологической точки зрения.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. А что еще можно делать из стеклобоя? – Условия доступа :
http://imhodom.ru/node/9155 (дата обращения 13.12.2012).
2. Медяник, Н.Л. Производство стекла и стеклянной тары / Н.Л. Медяник. –
Магнитогорск, 2007. – 205 с.
3. Павлушкин, Н.М. Химическая технология стекла и ситаллов / Н.М. Павлушкин. – 1983. – 430 с.
4. Стекло // Рынок переработки стеклобоя (отходов стекла). – 2012. – Март. –
Условия доступа : http://techart.ru/files/publications/publication_476.pdf (дата обращения: 20.12.2012).
630
Секция 5
УДК 54.01
МАГНИТНАЯ ЖИДКОСТЬ – НАНОМАТЕРИАЛ
ДЛЯ МАШИНОСТРОЕНИЯ
Д.А. Бобровицкий, Л.Г. Деменкова
Юргинский технологический институт
Томского политехнического университета, г. Юрга, Россия
E-mail: lar-dem@mail.ru
Аннотация. В данной статье рассматривается проблема получения
магнитных жидкостей. На основании анализа литературных источников установлено, что магнитные жидкости имеют важное прикладное значение
и могут использоваться в различных отраслях промышленности, особенно
в машиностроении. Авторами обобщён практический опыт получения магнитной жидкости на основе модифицирования известной методики химической конденсации, основанной на реакции взаимодействия солей железа (II)
и (III) с гидроксидом аммония, а также изучена возможность направленного
изменения свойств других материалов путём их обработки магнитной жидкостью на примере бумаги, ваты, тканей, древесного шпона. Полученные результаты позволяют упростить процесс получения магнитной жидкости
в лабораторных условиях.
Ключевые слова: нанотехнологии; магнитные жидкости; химическая
конденсация; магнетит; магнитные смазки.
Одним из самых интенсивно развивающихся направлений современной науки является нанохимия магнитных материалов. Явление
магнетизма известно человеку с давних пор, однако именно магнитный феномен нанообъектов сейчас – одна из самых обсуждаемых тем
в научных журналах. Магнитные нанообъекты, к которым относятся
и магнитные жидкости (МЖ), как оказалось по результатам исследований [2, 5], могут нести в себе огромные возможности для перспективного применения в различных отраслях промышленности.
Цель нашего исследования – получить магнитную жидкость
и изучить её свойства. Для этого нами был проведён обзор литературных источников по данному вопросу [1–9], руководствуясь которыми,
мы выбрали оптимальный способ получения магнитной жидкости.
631
Перспективные материалы в строительстве и технике (ПМСТ-2014)
МЖ представляет собой золь, коллоидный раствор, мицеллы которого образованы ферромагнитными наночастицами, распределёнными в воде или каком-либо органическом растворителе (керосине,
эфирах). Наночастицы состоят из магнетита (Fe3O4) или феррита
(Fe2O3 с оксидами других металлов – марганца, никеля, кобальта, цинка). В качестве стабилизатора золя используют растворы поверхностно-активных веществ (например, олеиновую кислоту), препятствующих коагуляции золя и его расслоению. Адсорбируясь на поверхности
дисперсных наночастиц, поверхностно-активные вещества образуют
защитное покрытие, являющееся своеобразным барьером [1], благодаря чему МЖ не расслаивается и сохраняет свои свойства неограниченный период времени. Изучение МЖ имеет огромное значение, т. к.
обуславливает решение фундаментальных проблем в физике и химии,
а также практическое значение в технике, способствуя использованию
МЖ в промышленности [2, 6, 7, 9]. Достижения в области исследования МЖ стали реальными только при применении комплекса методов
ряда наук – математической статистики, химической термодинамики,
механики, оптики и магнетизма [1, 2].
Впервые МЖ были получены ещё в 1963 г. в США, однако
только в настоящее время благодаря изучению их свойств значительно возрос спрос на них. В СССР исследование получения и областей
применения магнитных жидкостей началось с работ Д.В. Орлова.
Физико-химические свойства МЖ определяются особенностями
её составных частей (дисперсной фазы, дисперсионной среды, стабилизатора), которые можно значительно изменять в зависимости от потребностей. Своеобразие МЖ заключается в сочетании высокой текучести и намагниченности – в десятки тысяч раз большей, чем у обычных жидкостей [5, 6], т. к. каждая наночастица представляет собой
постоянный магнит. Под действием теплового движения частицы перемещаются беспорядочно, а под действием магнитного поля происходит ориентация магнитных моментов частиц, при этом изменяются
реологические свойства золя. Такое поведение может позволить применять МЖ в прикладных задачах. Ещё одним интересным свойством
МЖ является способность выталкивать тела с большей плотностью на
поверхность при действии внешнего магнитного поля. Кроме того,
МЖ могут иметь разный цвет, что позволяет использовать их в каче632
Секция 5
стве магнитных красителей, и уже разработаны принтеры, где струя
чернил отклоняется под действием магнита, образуя рисунки [6].
Важной областью применения МЖ является машиностроение.
Магнитные смазки на основе МЖ являются более эффективными, т. к.
размеры частиц очень маленькие, а кроме того, МЖ не вытекает из
промежутков между трущимися деталями и может выталкивать загрязнения, являющиеся, как правило, немагнитными материалами.
Очень перспективно применение МЖ для уплотнения зазоров между
вращающимися деталями – втулками, валами, т. к. обеспечивает высокую герметичность.
Как показал обзор литературных источников [1–9], несмотря
на активное изучение МЖ, пока ещё не предложены доступные высокопроизводительные методы их получения. Учитывая, что МЖ
представляет собой коллоидный раствор, для её получения надо размельчить частицы дисперсной фазы до наноразмеров и обеспечить
их стабилизацию в дисперсной фазе. Установлено [5], что коагуляция не происходит, если частицы дисперсной фазы имеют размеры
500– 2000нм. Добиться такой дисперсности можно двумя способами:
либо размельчая крупные частицы, либо агрегируя молекулы. Кроме
того, в процессе получения МЖ важно, чтобы мелкие частицы
не вступили в какие-либо химические реакции, поэтому необходимо
минимизировать их контакты с окружающей средой. Диспергирование частиц дисперсной фазы осуществлялось при помощи как механических мельниц, так и ультразвука, электроплазменного измельчения, электрораспыления, однако при этом не была достигнута
нужная степень дисперсности. Кроме того, процессы оказались
сложными, длительными и трудозатратными [4].
Более продуктивным оказалось использование методов конденсации – агрегации молекулярных частиц до коллоидной дисперсности.
В карбонильном методе используется реакция разложения карбонилов
металлов, при этом образуется очень чистый высокодисперсный продукт,
например: Fe(CO)5 → Fe + 5CO. Электролитическая конденсация проводится путём электролиза растворов солей металлов. Вакуумная конденсация паров металла также позволяет получить неплохие результаты.
Химическая конденсация магнетита была предложена ещё в 1938
г. В.С. Элмором [1].Метод основан на реакции: 2FeCl3 + FeCl2 +
633
Перспективные материалы в строительстве и технике (ПМСТ-2014)
+ 8NaOH → Fe3O4↓ + 8NaCl + 4H2O, проводимой при нагревании. Впоследствии метод был модифицирован [7]: вместо гидроксида натрия
стали использовать гидроксид аммония, что позволило снизить температуру реакции. Полное осаждение образующихся частиц магнетита
происходит только при достаточно большом, полуторакратном избытке
осадителя. Таким образом, сущность метода химической конденсации
магнетита заключается в его осаждении из солей железа (II) и (III) избыточным количеством раствора гидроксида аммония. Полученный
осадок магнетита имел дисперсность порядка 10 нм, по своим магнитным свойствам образец приближался к монокристаллам магнетита
FeO·Fe2O3 [7]. В настоящее время способами получения МЖ являются
разнообразные комбинации вышеперечисленных методов, приводящие
к получению стабильных МЖ [1].
Для получения МЖ в наших условиях был использован метод
химической конденсации, основанный на реакции взаимодействия
солей железа (II) и (III) с гидроксидом аммония. Модифицируя методики, описанные в литературе [7, 8], мы получили стабильную МЖ
(золь магнетита Fe3O4, в котором дисперсионной средой является вода, а также этиловый спирт). Нами установлено, что МЖ, обладающая
хорошими магнитными свойствами, получается без прогревания исходной смеси с поверхностно-активными веществами, а также стадия
выдерживания продукта реакции на магните может быть значительно
сокращена. Были исследованы некоторые физико-химические свойства полученной МЖ. При изучении её оптических свойств путём рассмотрения явления опалесценции мы подтвердили наличие наночастиц, т. к. в полученном золе наблюдался конус Тиндаля. Кроме того,
мы пронаблюдали движение магнитной жидкости в постоянном магнитном поле, смоделировали поведение МЖ как высокоэффективной
магнитной смазки. Мы изучили возможность направленного изменения свойств других материалов путём их обработки магнитной жидкостью на примере бумаги, ваты, различных видов тканей, древесного
шпона. Выяснено, что наилучшими магнитными свойствами обладает
магнитный материал на основе бумаги и ткани.
Таким образом, МЖ – это перспективный материал, обладающий
интересными реологическими и магнитными свойствами, который
634
Секция 5
в недалёком будущем, по нашему мнению, будет широко использоваться в промышленности, особенно в машиностроении. МЖ объединяют
все достоинства жидкостей (небольшой коэффициент трения, высокая
проницаемость, способность к смачиванию) и магнитных твёрдых тел
(способность удерживаться в определённом месте под действием магнитного поля). Проблема получения МЖ и их использования заслуживает дальнейшего рассмотрения и активного изучения.
Дальнейшая работа по данной тематике будет проводиться в направлении изучения других химических реакций, дающих удовлетворительные результаты для получения магнитной жидкости, а также
подбор различных стабилизаторов, позволяющих предотвратить расслоение МЖ на дисперсную фазу и дисперсионную среду.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. Еремин, В.В. Нанохимия и нанотехнологии / В.В. Еремин, А.А. Дроздов. –
М. : Дрофа, 2009. – 256 с.
2. Контарев, А.В. Применение магнитных жидкостей / А.В. Контарёв,
С.В. Стадник, В.А. Лешуков // Успехи современного естествознания. – 2012. – № 10. –
С. 67–70.
3. Разумовская, И.В. Нанотехнология / И.В. Разумовская. – М. : Дрофа,
2009. – 148 с.
4. Сенатская, И.И. Жидкость, которая твердеет в магнитном поле / И.И. Сенатская, Ф.С. Байбуртский // Химия и жизнь. – 2012. – № 10. – С. 43–47.
5. Магнитные жидкости – технология будущего? – Условия доступа :
http://www.nanometer.ru/046.htm
6. Магнитные жидкости. Условия доступа : http://dic.academic.ru /dic.nsf/
enc_physics/МАГНИТНЫЕ.htm
7. Пайпелл, С. Маловязкая магнитная жидкость, полученная коллоидной подвеской магнитных частиц / С. Пайпелл. – Условия доступа : http://khd2.narod.ru/
technol/magliq.htm
9. Важнейшие научные результаты физики и химии наноматериалов. – Условия доступа : http://ftiudm.ru/component/option.com_remository.htm
635
Перспективные материалы в строительстве и технике (ПМСТ-2014)
УДК691.54+691.32
ИССЛЕДОВАНИЕ УДЕЛЬНОЙ ПОВЕРХНОСТИ
ЦЕОЛИТА-ХОНГУРИНА ПРИ МЕХАНИЧЕСКОЙ АКТИВАЦИИ
А.А. Иванов, Г.Н. Леонтьев, В.Р. Софронеева, В.А. Кулаковский
Северо-Восточный федеральный университет им. М.К. Аммосова,
г. Якутск, Россия
E-mail: allek1992@gmail.com
В производстве строительных материалов цеолит применяется
в качестве активной минеральной добавки с 60-х гг. Это связано с тем,
что цеолит – уникальный материал, обладающий селективными, адсорбционными и ионообменными свойствами.
Он представляет собой пористое тело с характерной определенной структурой скелета и регулярной геометрией внутрикристаллических пор, способное химически модифицироваться (рис. 1).
Цеолитами называются кристаллические водные алюмосиликаты каркасной структуры, из которых путем
умеренного нагревания вода может
быть обратимо удалена без разрушения
кремнеалюмокислородного
каркаса;
при этом в каркасе образуется система
регулярных каналов и полостей, доступных для адсорбции молекул малых
размеров. Поэтому цеолиты, в отличие
Рис. 1. Микропористая молекулярот пористых аморфных адсорбентов,
ная структура цеолита
по праву могут быть названы пористыми кристаллами.
Уникальные свойства цеолитов связаны с существованием внутренней полости. Во внутренних порах всех природных цеолитов располагаются катионы и молекулы воды. Адсорбция и десорбция воды всеми
цеолитами описывается непрерывными плавными изотермами, которые
отличаются от ступенчатых адсорбционно-десорбционных кривых, характерных для гидратированных солей. Эта особенность цеолитов объ636
Секция 5
ясняется значительной жесткостью их каркасов, которые практически
не подвергаются изменениям при удалении или поглощении воды.
Исходя из особенностей структуры, можно объяснить многие
свойства цеолита:
– высокая обводненность и наличие подвижной «цеолитной воды», удаляемой при умеренном нагревании или вакуумированием
и способной к обратимой регидратации без разрушения алюмосиликатного каркаса;
– паро-термостабильность цеолита в случае его использования
в качестве адсорбента;
– стойкость в агрессивных средах, имеющая большое значение
для адсорбционной очистки растворов и газовых смесей кислой и щелочной природы;
– вспучиваемость при резком нагревании паяльной трубкой;
– повышенная подвижность крупных катионов и как, следствие
этого, способность к ионному обмену;
– меньшую плотность и большую долю свободного объёма (до
50 %) в дегидратированных образцах;
– наличие в дегидратированных образцах развитой сетки каналов с размерами, сопоставимыми с диаметром молекул (3–1010–10 м)
и связанная с этим избирательная адсорбция газов и паров;
– разнообразные каталитические свойства вследствие направленно регулируемого ионного обмена и возможности модифицирования кристаллической решетки;
– достаточная механическая прочность, что решает вопрос получения износостойких зерен необходимой формы и размера.
Перечисленные свойства определяют способность цеолита
к многократной регенерации при его применении в качестве адсорбента, ионообменника.
Однако даже обладание необходимыми физико-химическими
свойствами и конечно достаточной адсорбционной способностью
не является решающим для суждения о перспективе применения отдельных природных цеолитов. В этом случае, пожалуй, определяющим моментом является их распространенность, условия залегания
(доступность добычи) достаточная минеральная чистота [2].
637
Перспективные материалы в строительстве и технике (ПМСТ-2014)
В производстве строительных материалов цеолит применяется
в качестве активной минеральной добавки с 60-х гг. Это связано с тем,
что цеолит является эффективным средством сокращения расхода цемента (15–30 %) при производстве легких и тяжелых бетонов, а при
изготовлении растворов цеолит может полностью заменить известь.
При этом повышается водоудерживающая способность растворных
смесей и их трещиностойкость. Добавка цеолита в портландцемент
в количестве более 15 % обеспечивает высокую коррозионную стойкость цементных композиций по отношению к хлоридным и сульфатным рассолам.
Обширные разведочные раб