КАК ПОВЫСИТЬ КАЧЕСТВО СТРОИТЕЛЬСТВА
advertisement

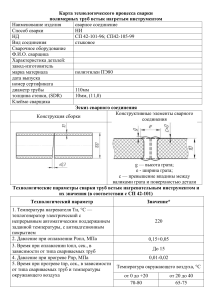
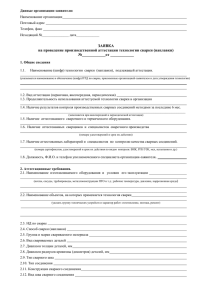
Проблема крупным планом Как повысить качество строительства полиэтиленовых трубопроводов? Р ынок полимерных труб, из которых максимальные объемы продаж приходятся на полиэтиленовые, в России на протяжении последних десятилетий стабильно растет. Преимущества полимерных труб (коррозионная стойкость, малый удельный вес, трещиностойкость, длительный срок эксплуатации и др.) по сравнению с трубами из других материалов, а также существенно меньшая (в среднем на 20–45 %) стоимость прокладки и эксплуатации привели к быстрому вытеснению ими стальных труб из объемов строительства и реконструкции наружных и внутренних трубопроводов рабочим давлением до 16 бар. Сейчас на долю трубопроводов из полиэтилена приходится уже около 30 % от общего объема эксплуатируемых и около 85 % строящихся распределительных трубопроводов в нашей стране. М. А. Зуев (ООО «ЦТФ») С. В. Иванов (ООО «ЦТФ-Регион») Рассмотрим для примера Программу газификации Ленинградской области на 2012-2015 гг. Её финансирование в объеме 102,9 млрд руб. осуществляется за счет областного и муниципальных бюджетов, внебюджетных источников и инвестиций ОАО «Газпром». Программа предполагает строительство около 30 межпоселковых и других газопроводов различного давления, большая часть из которых будет полиэтиленовыми, а это сотни километров. Планируется также строительство двух АГНКС и новых котельных в Бокситогорском, Всеволожском, Подпорожском, Сланцевском, Лужском районах. И если в 2010 г. уровень газификации Ленинградской области вне городов составлял всего 56,7 % (в городах – 68,8 %, на селе – 33,4 %), то на 01.01.2014 г. – уже 61,2 %, а к 2015 г. его планируется довести до 75 %. Рис. 1. Установка муфты с ЗН на трубу Ø 500 мм с повышенной овальностью без применения деовулизатора, с помощью кувалды. В результате – обрыв спирали ЗН муфты. «Полимергаз», № 2—2014 В этой связи остро встает вопрос обеспечения качества строительства, которое носит многоступенчатый характер и включает проверку квалификации персонала, используемых материалов, оборудования и соблюдения технологии. Несомненно, входной контроль полиэтиленовых труб очень важен, т.к. некоторые производители в погоне за прибылью выпускают некондиционную продукцию, поставляя на рынок фальсификат. Однако не менее важны надежное сварочное и вспомогательное оборудование и квалифицированные кадры (сварщики, прорабы, ИТР). Если в производственных условиях прорабы и мастера по разным причинам не проводят необходимый входной контроль труб и деталей, операционный контроль за выполнением подготовительных и сварочных работ, допускают авралы и штурмовщину на объектах, то Рис. 2. Проведение сварки труб Ø 500 мм муфтой с ЗН при постоянно подтекающей в зону сварки воде. В итоге сварное соединение не выдержало гидравлических испытаний, пришлось его вырезать и вваривать с помощью двух новых муфт с ЗН вместо него катушку. 37 Проблема крупным планом Рис. 3. Приварка муфтой с ЗН шарового крана Ø 225 мм. Сварщик вопреки инструкции в ручном режиме увеличил время сварки муфты почти вдвое (что зафиксировано в сварочном протоколе). В итоге расплав полиэтилена вытек, и пришлось заменять не только муфту, но и дорогой шаровой кран. Рис. 4. Сварщик попытался приварить накладной уход Ø 450\500 мм – 110 мм типа «Top-loading» без применения специального позиционера, просто примотав его проволокой к трубе. В результате накладной уход оторвался после первого приложения механической нагрузки. Рис. 5. Результат сварки труб Ø 90 мм, смотанных с бухты, муфтой с ЗН без применения позиционера. Расплав полиэтилена вытек в щель между трубой и деталью. Рис. 6. В результате сварки труб Ø 32 мм муфтой с ЗН без позиционера трубы сдвинулись в процессе сварки и произошла утечка во время пневмоиспытаний. операторы-сварщики, видя отсутствие контроля, перестают соблюдать технологию сварки. Основным правилом их работы становится: «быстрее и с меньшими усилиями». Неквалифицированный персонал, работа на изношенном или ненадежном оборудовании также не способствуют поддержанию необходимого качества. В силу этих причин довольно распространенным явлением при строительстве полимерных трубопроводов стал брак при выполне- 38 нии сварных соединений, некоторые примеры которого приведены на рис. 1–7. Массовый брак, примеры которого представлены на рисунках, может в конечном счете дискредитировать передовые технологии. Поэтому первостепенной становится задача обеспечения качества сварочных работ, особенно для объектов повышенной опасности. Ее призвана решать Система аттестации сварочного производства на объектах, подконтрольных Феде- ральной службе по экологическому, технологическому и атомному надзору (САСв). Она включает, в числе прочего, аттестацию персонала по сварочному производству, сварочных материалов, сварочного оборудования и сварочных технологий, в том числе и задействованных при сварке изделий из полиэтилена. Координирует и организует эту работу в РФ Национальная ассоциация контроля сварки (НАКС). Ее рабочими органами являются аттестационные центры (АЦ) и аттестаци- «Полимергаз», № 2—2014 Проблема крупным планом a б в Рис. 7. Приварка седловых отводов Ø 63х63 мм: а – сварщик, в нарушение рекомендаций производителя, прорезал фрезой основную трубу, не дав до конца остыть соединению. После прорезки деталь сдвинулась с места. В итоге после снятия ременного хомута седловой отвод оторвался от трубы; б – отвод приварен в ручном режиме, с увеличением времени сварки вдвое (что зафиксировано в сварочном протоколе). В итоге произошла температурная деформация соединения; в – при испытании в лаборатории приваренный с соблюдением всех правил седловой отвод оторвался от трубы при минимальной нагрузке. Причина – основная труба не соответствовала ГОСТ Р 50838-2009 из-за использования производителем некачественного сырья. онные пункты (АП), созданные на всей территории страны. В Санкт-Петербурге в 2006 г. на базе ООО «ЦТФ-Регион» был открыт аттестационный пункт Северо-Западного Регионального головного аттестационного центра (СЗР-1ГАЦ-27 АП), специализирующийся на аттестации персонала в области сварки полимеров. АП оснащен постами для проведения практических занятий, экзаменов по сварке полимеров, оборудованием для подготовки трубных катушек и заготовок. В учебном классе размещено самое современное оборудование для сварки встык нагретым инструментом, деталями с ЗН, экструзионной сварки. При прохождении аттестации в этом АП сварщики поэтапно проходят специальную подготовку по программам НАКС на всех типах сварочного оборудования в соответствии с заявкой, что позволяет формировать у них устойчивые навыки и приемы выполнения необходимых технологических операций, и процедуру аттестации, позволяющую оценить их теоретическую и практическую подготовку. Все сотрудники АП имеют большой производственный опыт, аттестованы НАКС на 3 и 4 уровень и при про- «Полимергаз», № 2—2014 ведении специальной подготовки стараются донести до сварщиков необходимость строгого соблюдения технологий сварки, объясняя особенности сварных процессов в термопластах. С 2006 г. по настоящее время в нашем АП было аттестовано около 1150 сварщиков и специалистов сварочного производства разных уровней, которыми можно укомплектовать не один десяток строительных и коммунальных организаций. В ООО «ЦТФ-Регион» имеется также Лаборатория контроля качества, включающая лабораторию неразрушающего контроля и испытательную лабораторию. Это позволяет оперативно и достоверно проводить оценку качества сварных соединений. Область ее аттестации включает системы газоснабжения (наружные газопроводы из полиэтиленовых и композиционных материалов, детали и узлы, газовое оборудование), а также строительные конструкции. Лаборатория неразрушающего контроля позволяет проводить визуальный и измерительный, а также ультразвуковой контроль (дефектоскопию) сварных соединений. Лаборатория оснащена современным ультразвуковым дефектоскопом «УСД-50» с набором хордовых преобразователей для всех типоразмеров труб и комплект СОПов, что позволяет проводить ультразвуковой контроль практически всех сварных соединений, предусмотренных нормативной документацией. Испытательная лаборатория способна выполнять комплекс механических статических и технологических испытаний образцов из металла (изделий и сварных соединений) и полимеров и их сварных соединений на статическое растяжение, сплющивание и отрыв. Разрушающие испытания проводятся на современной разрывной машине «ИР 5047-50-11» с программнотехническим комплексом фирмы «Точприбор» (Россия), специально разработанной для испытания полимеров по многим параметрам. Результаты механических испытаний сварных соединений и основного материала отличаются высокой точностью, в отличие от разрывных машин устаревшей конструкции. Профессиональный подход к делу аттестационного пункта СЗР1ГАЦ-27АП, а также работа Лаборатории контроля качества ООО «ЦТФ-Регион» – наш вклад в дело обеспечения качества при строительстве и реконструкции объектов инфраструктуры Северо-Западного региона России. 39