линеаризованная модель системы автоматического
advertisement

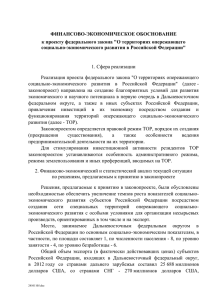
Линеаризованная модель системы автоматического управления процессом балансировки металлорежущего станка Ю.А.Сахно*, д-р.техн.наук; Д.Ю.Федориненко*, канд.техн.наук; Е.Ю Сахно**, канд.техн.наук *Черниговский государственный технологический университет; **Черниговский государственный институт экономики и управления ВВЕДЕНИЕ Непрерывное увеличение скоростей вращения шпинделей в современных металлорежущих станках приводит к возрастанию их вибраций. Вибрационное состояние во многом определяет ресурс и надежность металлообрабатывающего оборудования, долговечность подшипников, точность выполнения технологического процесса. Именно поэтому проблема снижения виброактивности быстроходных прецизионных машин является актуальной для современного машиностроения. В работах [1,2] рассмотрены основные методы снижения уровня колебаний металлообрабатывающего оборудования. Показано, что перспективным является применение устройств автоматической балансировки (УАБ) для снижения колебаний шпиндельного узла на ходу станка. Задача снижения уровня вибраций технологической системы при помощи УАБ с гидромеханическим приводом рассмотрена в работе [3]. Однако существующие математические модели работы металлообрабатывающего оборудования не связаны с параметрами УАБ. Вместе с тем связь исходных параметров системы с переменным эксплуатационным дисбалансом является основой для создания простых и надежных устройств автобалансировки металлорежущих станков. СОСТОЯНИЕ ПРОБЛЕМЫ И ПОСТАНОВКА ЗАДАЧ В общем случае УАБ представляет собой нелинейную систему автоматического регулирования, где звенья упругой системы шпинделя, технологического возмущения, безинерционные звенья L, M имеют нелинейные характеристики, а звено К – линейную (рис. 1). Рисунок 1 - Структурная схема нелинейной системы автобалансировки Сумма сил технологического возмущения Pост (силы резания при металлообработке) и центробежной силы неуравновешенного шпинделя P P3 поступает на вход упругой системы шпиндельного узла. Выходным сигналом такого влияния является величина смещения y шпинделя. Сигнал y поступает через каналы обратной связи на выходное суммирующее устройство и УАБ. yК Д В цепи УАБ введено безинерционное звено с передаточным отношением K (УАБ может быть y установлено на шпинделе не в месте приложения внешнего дисбаланса). Прогиб упругой системы в месте установки корректирующих дисков y К Д сравнивается с радиальным статическим зазором в тормозной опоре УАБ 0 . Динамический зазор в тормозной опоре является входным сигналом безинерционного звена L . На выходе звена получим тормозной момент М тор в опоре, который сравнивается с моментом фиксации дисков М Ф и поступает на вход звена УАБ в качестве управляющего сигнала. В результате i формируется неуравновешенная сила от вектора компенсационного дисбаланса PК Д , которая поступает на суммирующее устройство. поворота корректирующих дисков на угол При автоматизации процесса балансировки по методу случайного поиска может иметь место как положительная, так и отрицательная обратные связи в связи с различной ориентацией вектора компенсационного дисбаланса относительно вектора эксплуатационного дисбаланса в переходном процессе. В результате переходного процесса корректирующих дисков эксплуатационный дисбаланс уравновешивается, и упругая система приходит в состояние равновесия. Полученный сигнал y через обратную связь процесса технологического возмущения преобразуется и подается в виде силы Pост на вход упругой системы. В дальнейшем при изменении суммарной силы P P3 ее значение сравнивается с силой Pост – выходным сигналом цепи обратной связи процесса технологического возмущения, и далее цикл повторяется. Как уже отмечалось выше, система автобалансировки нелинейная, однако нелинейные характеристики системы, звеньев L , M , УАБ допускают линеаризацию. Уравнение линеаризованной системы при наличии внешнего воздействия f t и изменения настройки y t относительно выходной координаты X вых имеет вид [4] L p X вых S p f N p yt , (1) d символы дифференцирования; L p , S p , N p – операторные многочлены. dt Коэффициент операторных многочленов определяется упругой системой станка и рабочими процессами, которые протекают в ней. По В.А. Кудинову динамическая характеристика упругой системы шпиндельного узла токарного станка (рис.2,а,б) может быть определена из уравнений движения системы, которые при идеально ”жесткой” механической характеристике электродвигателя имеют вид . .. K 1 y P si n 12 Pn si n 1 , m y h y K 11 K 11 (2) .. . Pd I h0 C0 2 cos где y , – перемещение и угол поворота шпинделя; m , I – приведенная масса и момент инерции (массовый) системы; h , h0 – коэффициенты при силах вязкого сопротивления; C0 – крутильная жесткость упругой системы привода; К11, К12 – деформации, вызванные в точке 1 (рис.2в) единичными силами, приложенными соответственно в точках 1 и 2; P – результирующая сила резания; Pn – сила, возникающая в зубчатой передаче. где p РЕЗУЛЬТАТЫ ИССЛЕДОВАНИЙ В соответствии со схемой, приведенной на рис. 2, коэффициенты податливости K 11 и K 12 определятся по зависимостям: в) Рисунок 2 - Расчетная схема упругой системы шпиндельного узла токарного станка K 11 l l1 l12 , K 11 3EI l 1 l2 l 2 l22 6 EI l , (3) где E – модуль упругости. 2C0 в уравнение (2) и преобразований получим D cos1 передаточную функцию лианеризованной динамической системы шпиндельного узла токарного станка УТ16А с УАБ в виде Тогда после подстановки выражений (3) и Pn Wyc 2 2 l l1 l12 si n l1 l2 l l2 d cos si n 1 y , P 3EI D1 ( P) 6 EI l D D1 ( P) D2 ( P) cos1 где D1 p T12 p2 T2 p 1; D2 p T1/ 2 p2 T2/ 1; T1 , T2 , T1/ , T2/ - инерционные постоянные времени и постоянные времени демпфирования соответственно изгибной и крутильной систем. Выходным параметром звена L является тормозной момент M тор на корректирующих дисках УАБ, который зависит от динамического зазора между корректирующими дисками и секциями тормозной опоры. Функциональная зависимость M тор f определяется при помощи системы следующих уравнений: лев пр , М тор М тор М тор лев пр М тор М н М в ; М тор М н ' М в ' , M p W Rд 2 p si n d 1 M F W Rд2 , ' пр М тор ' 2 si n d 0 1 M лев где M тор 2 2 p cos d 1 2 2 si n , 0 p 2 cos d 0 1 M p MF , 2 , - тормозные моменты на левой и правой секциях гидростатической опоры (ГСО) УАБ; M н , М в , М н , M в - тормозные моменты на нижней и верхней перемычках секций тормозной ГСО; M p , M F - тормозные моменты от сил гидростатического давления и вязкого трения жидкости; W - ширина щели перемычки секции ГСО; Rд - радиус корректирующего диска; p - распределение давлений по длине перемычки секции; 0 - касательное напряжение на поверхности корректирующего диска; - угол перемычки секции ГСО; p - угол приложения результирующей силы давления на корректирующий диск. Величины p и 0 , математическое описание которых рассмотрено в работе [3], нелинейно зависят от зазора . Как видно из графика, приведенного на рис.3, для линеаризации функции M тор f эффективным является применение линейно-кусочной аппроксимации. Зависимость угла поворота корректирующих дисков в относительном движении i (i=1,2) от разности моментов M тор M ф описывается дифференциальным уравнением где J 0 1 d 2 M тор M ф m g Rд cos , (4 ) dt 2 - момент инерции корректирующего диска; t - время поворота диска в относительном движении; J 01 p mмасса корректирующего g - ускорение свободного падения; - угол поворота диска в относительном движении. В Мтор, Нм общем случае величины диска; M тор и МФ нелинейные, причем M тор является функцией угла 0,9 0,8 поворота диска в переносном движении угловой d скорости 1 1 диска в относительном dt движении. Момент фиксации М Ф зависит от 0,7 0,6 0,5 0,4 0,3 0,2 нагрузки Q на шарик механизма фиксации, коэффициента трения качения , угловой скорости 0 5 10 15 20 25 30 35 диска в относительном движении 1 , конструктивных параметров диска S и сопротивления, создаваемого Рисунок 3 - Зависимость тормозного момента M тор на подшипниками качения. корректирующем диске от динамического зазора в ГСО УАБ Следовательно, выражение (4) представляет собой нелинейное дифференциальное уравнение второго порядка. Его решение в общем виде затруднено ввиду d нелинейных зависимостей M тор и М Ф от угловой скорости корректирующего диска в относительном dt движении. Если принять в первом приближении, что величина М Ф является константой, а момент M тор не 0,1 , мкм 0 зависит от угла в границах очень малого участка тормозного пути, тогда с учетом этого допущения, решая уравнение (4), получим J 01 2 к н d m g Rд si n н si n M тор M ф н J 01 02 t , (5) 2 где н - начальный угол торможения диска; 0 - угловая скорость вращения диска в переносном движении (вместе со шпинделем); t - время торможения диска. На рис.4 представлен график зависимости угла затормаживания i диска от тормозного момента M тор . При увеличении относительного эксцентриситета e в тормозной ГСО возрастает как величина угла затормаживания диска i , так и суммарная угловая величина затормаживания диска i за 1 оборот шпинделя, что обуславливается увеличением тормозного момента. Анализируя график, представленный на рис. 4, следует отметить, что выходной сигнал звена УАБ – угол i - имеет практически линейную зависимость от момента M тор . Следовательно, функцию i f M тор М ф (см. формулу 5), характеризующую звено УАБ, в первом приближении (при М ф const ) можно считать линейной. Для определения передаточной функции звена М неоходимо найти аналитическую зависимость выходного параметра Pк д от входного i . Рисунок 4 - Зависимость углов i , i , эксцентриситета e от максимального тормозного момента M тор Как показано в работе [5], средняя угловая скорость вращения диска при рабочих значениях относительно эксцентриситета 0, 6 в тормозной гидростатической опоре близка с 0 . Поэтому, предварительно приняв скорость вращения суммарного вектора дисбаланса корректирующих дисков Д (см. рис.5) равной 0 , величину Pк д определим как Рк д Д 02 . Значение суммарного вектора дисбаланса корректирующих дисков Д определим из геометрических построений (см. рис.5) при ДК Д1 ДК Д 2 ДК Д в виде Рисунок 5 - Схема для определения модуля и направления векторов Д ДК Д 2 1 cos , где ДК Д – величина дисбаланса каждого из корректирующих дисков; - угол между векторами Д К Д 1 и ДК Д 2 . Тогда зависимость Рк д f i (i 1, 2) можно представить как Pк д ДК Д 2 1 cos Н 2 2 Н 1 1 02 . Нелинейность в зависимость Рк д f i (i 1, 2) вносит функция cos , находящаяся под знаком квадратного корня, однако, как видно из графика, представленного на рис.6, эта нелинейность несущественна, и в первом приближении зависимость Рк д f i можно считать линейной. PКД, Н 600 580 560 540 520 500 0 2 4 i, град. 8 10 12 14 6 Рисунок 6 - Зависимость центробежной силы, создаваемой вектором компенсационного дисбаланса от угла i Звено системы управления, связанное с технологическим возмущением системы при балансировке металлорежущих станков, обусловлено в основном влиянием силы резания. В процессе обработки на станках изменение сил резания представляет собой совокупность колебаний с различным спектром частот. В общем случае характеристика сил резания существенно нелинейна и может быть определена эмпирическим путем [4]. Однако исследуемые конструкции УАБ предполагают балансировку на холостом ходу машины, тогда динамическую систему автобалансировки следует рассматривать без процесса технологического возмущения, что значительно упрощает дальнейшее исследование системы. Исходя из вышепроведенного анализа, возможно представить линеаризированную структурную модель системы автобалансировки (рис.7). Пользуясь правилами преобразования передаточных функций цепей [6], определим общую передаточную функцию Wобщ системы Wобщ Wy 1 Wy K L WУАБ M . Рисунок 7 – Структурная схема линеаризированной системы автобалансировки: Wy – передаточная функция упругой системы шпинделя; K , L,M – безинерционные звенья; WУАБ – передаточная функция звена УАБ ВЫВОДЫ - получена линеаризованная математическая модель системы автобалансировки, что позволит применить к данной системе аппарат анализа линейных систем автоматического управления; - предложенная модель является основой для создания УАБ, работающих в широком диапазоне частот вращения шпинделей металлорежущих станков; - УАБ с гидромеханическим приводом работают в низкочастотном диапазоне. После балансировки роторных машин рекомендуется отключать подачу жидкости в тормозную опору, чтобы колебания через нее не передавались на роторный узел. Высокочастотный режим определяется передаточной функцией Wy звена упругой системы шпиндельного узла; - с целью создания новых высокоскоростных УАБ в дальнейшем целесообразно исследовать динамические характеристики полученной линеаризованной системы автобалансировки. SUMMARY The question of construction of nonlinear system of automatic control of process of spindel unit balancing of the turning machine has been considered. The mathematical model of linear system of automatic balancing of the machine tool with a hydrostatic drive unit of correcting disks has been received. The offered model is a basis for creation of devices of automatic balancing device in a wide range of frequencies of rotation of spindles metal-cutting machine. With the purpose of creation of new high-speed devices of automatic balancing device it is expedient to investigate dynamic characteristics received of linear system of self-balancing. СПИСОК ЛИТЕРАТУРЫ 1. Современные методы и средства балансировки машин и приборов/Под ред. Машиностроение.- 1985. – 232 с. В.А. Щепетильникова. – М.: 2. 3. 4. 5. 6. Горбунов Б.И., Гусев В.Г. Уравновешивающие устройства шлифовальных станков. – М.: Машиностроение.- 1976. – 176 с. Федориненко Д.Ю. Удосконалення приводу коректуючих мас системи автоматичного балансування роторів технологічних машин: Автореф. дис... канд. техн. наук: 05.02.03 / Він. держ. техніч. ун-т. – Вінниця.- 2000. – 19 с. Кудинов В.А. Динамика станков. – М.: Машиностроение, 1967. – 357 с. Сахно Ю.А., Федориненко Д.Ю. Динамика автобалансировки роторов корректирующими дисками // СТИН. – 2000. - №2. - С.7-9. ПоповичМ.Г., КовальчукО.В. Теорія автоматичного керування. – К.: Либідь.-1997.–544с.