ОБЩАЯ ХАРАКТЕИСТИКА РАБОТЫ
advertisement

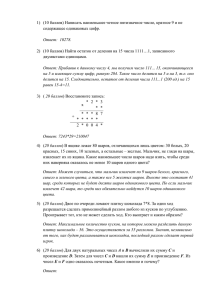
На правах рукописи Константинов Роман Александрович СОВЕРШЕНСТВОВАНИЕ ФИНИШНОЙ ОБРАБОТКИ ШАРОВ ПОДШИПНИКОВ НА ОСНОВЕ МОДИФИКАЦИИ КИНЕМАТИКИ ФОРМООБРАЗУЮЩЕГО ДВИЖЕНИЯ И ОБОРУДОВАНИЯ Специальность 05.02.07 – Технология и оборудование механической и физико-технической обработки АВТОРЕФЕРАТ диссертации на соискание ученой степени кандидата технических наук Саратов – 2011 Работа выполнена в Федеральном государственном бюджетном образовательном учреждении высшего профессионального образования «Саратовский государственный технический университет имени Гагарина Ю. А.» Научный руководитель: доктор технических наук, доцент Виноградов Александр Николаевич Официальные оппоненты: доктор технических наук, доцент Янкин Игорь Николаевич кандидат технических наук Горбунов Владимир Владимирович Ведущая организация – Институт проблем точной механики и управления РАН, г. Саратов Защита диссертации состоится 28 декабря 2011 г. в 15.00 часов на заседании диссертационного совета Д 212.242.02 при ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.» по адресу: 410054, г. Саратов, Политехническая ул., 77, СГТУ, корп. 1, ауд. 319. С диссертацией можно ознакомиться в научно-технической библиотеке ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.». Автореферат разослан 28 ноября 2011 г. Автореферат размещен на сайте ФГБОУ ВПО «Саратовский государственный технический университет имени Гагарина Ю.А.»: www.sstu.ru 28 ноября 2011 г. Ученый секретарь диссертационного совета 2 А.А. Игнатьев ОБЩАЯ ХАРАКТЕРИСТИКА РАБОТЫ Актуальность темы. Качество и надежность шарикоподшипников зависит не только от исходных свойств, термообработки подшипниковой стали и геометрической точности рабочих поверхностей шаров и колец, но и существенных изменений свойств рабочего слоя, неизбежных в процессе их обработки, особенно при финишной обработке. Большинство исследований посвящено совершенствованию технологии и оборудования изготовления колец подшипников, но мало финишной обработке шаров. В значительной степени этот пробел скомпенсирован при исследованиях явления трибоцементации, Куранов В.Г. и Виноградов А.Н., возникающим в наиболее явном виде при элеваторной доводке шаров в желобах между массивными доводочными дисками из чугуна, где достигается высокая геометрическая точность и микрогеометрия шаров. Однако при этом существенно ухудшаются свойства и структура рабочей поверхности, вплоть до скачкообразного перехода твердого раствора углерода в железе в химическое соединение цементита, это происходит потому, что при этом методе обработки на соответствующем ему шародоводочном оборудовании шары подвергаются различным воздействиям инструмента из-за расположенных в нем желобов, разноудаленных от оси вращения, в результате чего существенно отличаются и скорости, а соответственно, и качество обработки движения шаров в различных желобах. Другим существенным недостатком данного метода доводки является просадка желобов (износ) в чугуне и износа, в результате чего резко повышается площадь поверхностного контакта и диффузия углерода становится настолько интенсивной, что на поверхности шаров образуется слой с хрупкой цементитной структурой, а поверхность желоба покрывается сплошным слоем графита. Качество шарикоподшипников при изготовлении шаров зависит от целого ряда факторов, формирующих поверхностный слой на финишных операциях обработки. Однако определяющими среди них являются кинематические и динамические характеристики движения шаров в зоне обработки. Оптимальное сочетание этих факторов с режимными параметрами гарантирует значительное улучшение качества и достижения высокой производительности технологического процесса. В процессе доводки шаров на существующих станках наблюдается процесс пластического деформирования и износа дорожек на обрабатывающих дисках вследствие нормальных сил, которые могут достигать весьма больших величин, для решения этой задачи необходимо новое оборудование. Все вышесказанное и обуславливает актуальность темы диссертации. Цель – совершенствование финишной обработки шаров подшипников на основе модификации кинематики формообразующего движения и оборудования. Для достижения поставленной цели решаются следующие задачи: 1. Выявить механизмы и закономерности формирования поверхностного слоя при финишной обработке шаров подшипников с использованием современных методов исследования физико-механических свойств поверхностного слоя шаров. 3 2. Разработать модель влияния режимов обработки на физико-механические свойства поверхностного слоя шаров с использованием оборудования с измененной кинематикой движения инструмента. 3. Сконструировать и изготовить экспериментальный образец станка для доводки шаров с модифицированной кинематикой формообразующего движения инструмента. 4. Провести экспериментальную проверку эффективности предлагаемого метода доводки шаров подшипников и оценить состояние рабочих поверхностей шаров. 5. На основе результатов исследований дать практические рекомендации по использованию предложенного оборудования с расчетом техникоэкономической эффективности его внедрения в производство. Научная новизна: 1. Разработан и обоснован метод и кинематика формообразующего движения инструмента, позволяющие стабилизировать воздействие на шары со стороны инструмента, а также структуру и свойства поверхностного слоя шаров, независимо от их места расположения между доводочными дисками. 2. Построена модель процесса доводки шаров подшипников на станке с модифицированной кинематикой формообразующего движения инструмента, направленная на выявление механизма формирования структуры поверхностного слоя, зависящей от времени обработки и достижение оптимальных режимов и требуемых параметров качества и изготовлен экспериментальный образец соответствующей модели. 3. Выявлены закономерности формирования структуры поверхностного слоя в процессе доводки шаров подшипников на станке с модифицированной кинематикой формообразующего движения инструмента. Методы и средства исследований. Теоретические исследования выполнены с использованием положений технологии машиностроения, теории вероятностей и математической статистики, методов моделирования на ЭВМ. Экспериментальные исследования доводки шаров проводились в лабораторных условиях с обработкой результатов экспериментов статистическими методами с использованием современных измерительных средств и компьютерных технологий в научных лабораториях СГТУ и в ОАО Саратовский подшипниковый завод. Практическая ценность и реализация результатов работы. Решена задача совершенствования финишной обработки шаров подшипников на основе модификации кинематики формообразующего движения и оборудования с формированием заданных физико-механических свойств их рабочих поверхностей. Разработана конструкция станка для доводки шаров, получен патент № 2404042. Проведена доводка опытной партии шаров на экспериментальном образце станка, подтвердившая устранение дефектной структуры и свойств, имеющих место при элеваторной доводке. Универсальность разработанного метода позволяет использовать его как для доводки, так и для шлифования шаров подшипников. Конструкция станка представлена и одобрена на региональном научнотехническом семинаре «Актуальные проблемы трибологии». Самара, 2008. 4 Конструкция станка принята для практического использования в ОАО «СПЗ». По экспериментальным данным значения шероховатости, волнистости, некруглости, микротвердости соответствуют предъявляемым требованиям к шарам подшипников Апробация работы. Материалы диссертации обсуждались на: 1. Всероссийской конференции-семинаре «Научно-техническое творчество: проблемы и перспективы». Самара, 2010. 2. Всероссийской научно-практической конференции «В мире научных открытий». Красноярск, 2010. 3. Региональном научно-техническом семинаре «Актуальные проблемы трибологии». Самара, 2008. 4. Всероссийской научно-технической конференции «Совершенствование техники, технологий и управления в машиностроении» (СГТУ-2009). Саратов, 2009. 5. Всероссийской научно-практической конференции молодых ученых «Инновации и актуальные проблемы техники и технологий». У.М.Н.И.К. Саратов, 2009. 6. Ежегодных конференциях кафедры «Автомобили и автомобильное хозяйство» СГТУ: «Совершенствование технологий и организации обеспечения работоспособности машин», Саратов, 2008-2010. Публикации. По результатам выполненных исследований опубликовано 12 работ в том числе 3 статьи в изданиях, включенных в перечень ВАК РФ, получен патент РФ на конструкцию станка для доводки шаров № 2404042. Структура и объём работы. Диссертационная работа состоит из введения, пяти глав, общих выводов, списка литературы, включающего 117 наименований, и приложений. Работа изложена на 125 страницах текста, содержит 46 рисунков и 11 таблиц. На защиту выносятся: 1. Метод доводки шаров подшипников с модификацией формообразующего движения инструмента станка и оборудования. 2. Кинематическая модель процесса доводки шаров подшипников на станке с модифицированной кинематикой формообразующего движения инструмента. 3. Выявленные закономерности изменения структуры поверхностного слоя в процессе доводки шаров подшипников на станке с модифицированной кинематикой формообразующего движения инструмента 4. Результаты экспериментальных исследований и внедрение станка с модифицированной кинематикой формообразующего инструмента. ОСНОВНОЕ СОДЕРЖАНИЕ РАБОТЫ Во введении обосновывается актуальность темы диссертационной работы, ее цель, задачи, научная новизна, практическая значимость. Первая глава посвящена анализу конструкторско-технологических методов повышения эксплуатационных характеристик шаров подшипников качения. Задача повышения качества и долговечности особенно актуальна для подшипников качения технологического оборудования и транспортной техники. Широко известны в этой области труды А.А. Аникина, А.В. Королева, В.Г. Куранова, 5 Л.А. Олендера, К.М. Сивякова, О.Н. Черменского и др. Предварительные исследования показали, что рабочие поверхности деталей подшипников отечественного производства по параметрам точности не уступают лучшим зарубежным аналогам, однако уровень их эксплуатационных характеристик заметно ниже по долговечности. В значительной степени надежность подшипниковых узлов определяется качеством рабочих поверхностей подшипников, физико-механические свойства которых формируются при финишной обработке и чаще всего сохраняются в эксплуатации. Исследования физических свойств поверхностных слоев сталей после шлифования и доводки дают возможность управления процессами формирования структур этих слоев. Это важно для выбора метода и режимов финишной обработки, обеспечивающих долговечность деталей подшипников в различных условиях эксплуатации. Установлено (Д.Н. Гаркунов, В.Я. Кершенбаум, В.С. Комбалов, В.В. Шульц и др.), что от финишной обработки деталей зависит не только характер первоначального – приработочного износа, но и установившегося. Для достижения поставленной цели и разработки научно обоснованных конструкторско-технологических рекомендаций по совершенствованию процессов, протекающих на рабочих поверхностях шаров подшипников как при финишной обработке, так и в эксплуатации, были сформулированы соответствующие задачи, которые решались в процессе выполнения работы. Во второй главе рассматривается метод и механизм формирования поверхностного слоя шаров, в зависимости от изменения кинематики станка для доводки, заключающийся в решении задач кинематики, рассмотрены основные зависимости, описывающие кинематику станка для доводки, данные зависимости были использованы для уточнения известной зависимости, описывающей влияние факторов характеризующих процесс доводки, при этом время обработки являлось главным параметром оптимизации. Известно, что качество рабочей поверхности шаров подшипников, физикомеханические свойства, формируется при финишной обработке. Основываясь на том, что на существующих станках для доводки шаров подкручивание осуществляется только за счет обкатывания шаров по желобам по установившейся траектории, считаем подкручивание незначительным, в то время как пятна контакта и механизм подкручивания при новой кинематике будет иным, способствующим более равномерной обработке сферической поверхности, таким образом, будут улучшаться и основные показатели качества поверхностного слоя шаров. В соответствии с этим выявлен механизм формирования поверхностного слоя шаров на станке с отсутствием желобов, а для перемешивания шаров в процессе обработки обрабатывающему верхнему диску задано движение со смещением центра диска относительно патрона основного станка посредством рычага. Шар в процессе доводки на исследуемом станке совершает сложное движение – вращение вокруг мгновенной оси, задаваемое верхней чашей, разворот в плоскости, перпендикулярной плоскости вращения шара, перемещение от центра чаши к краю и наоборот за счет взаимодействия с другими одновременно обрабатываемыми шарами и влиянием рычага конструкции станка, который двигает обрабатывающую чашу, за счет чего и происходит доводка шаров. 6 При изучении кинематики движения чаши и шара была определена частота вращения шара nsh. Кинематика движения чаши представляет собой сложноподчиненную систему взаимодействия элементов станка, схематически кинематика представлена на рис. 1. а б Рис. 1. Станок для доводки: а) схема станка для доводки шаров: 1– обрабатывающий диск; 2 – обрабатываемые шары; 3 – фрикционный слой; 4 – удерживающая чаша; 5 – шарнирный подшипник (скольжения); 6 – подшипник качения (шариковый); 7 – ось; 8 – рычаг; 9 – вал; б) схема кинематики станка для доводки шаров Для данной схемы получены следующие уравнения. Уравнение окружной скорости 1 передаваемой рычагом чаше 1 nч , 2 (1) где значение nч – частота вращения чаши станка, мин-1. 2 вокруг оси 02-03 2 f (1; Rp; P) , Окружная скорость вращения чаши (2) где P – нагрузка на диск. 7 Чаша, которая своей плоскостью всегда параллельна плоскости нижнего диска, за счет действия пары подшипников – качения и шарнирного, опирается на 3 точки (шарика), которые попеременно за счет обработки меняют друг друга. Так как узнать, на какие именно шары опирается чаша, невозможно, представим их крайние положения. Сделано допущение, согласно которому в каждом из вариантов положений 3 опираемых шаров будет результирующая, которую обозначим за переменную Х, показана на рис. 2. Примем результирующую за шар х (рис. 2). а б в Рис. 2. Результирующая крайних положений опорных шаров: а – при расположении шаров на одинаковом расстоянии от центра чаши; б – при смещении двух шаров к краю чаши и нахождении одного в центральной части чаши; в – при смещении одного шара к краю чаши и нахождении двух в центральной части чаши Для нахождения частоты вращения составим схему влияния шародоводочных дисков на шар, в результате которой определим вектор скоростей движения шара: Рис. 3. Схема распределения векторов скоростей, действующих на шар Vш1 = f(ω1*Rr), (3) Vш2 = f(ω2*Rr), (4) где Vш1 – вектор скорости шара по оси х, а Vш2 – вектор скорости шара по оси у. Тогда делаем допущения, Vш1 =Vх = ω1*Rr, (5) Vш2 =Vу = ω2*Rsh , (6) где Rsh – радиус шара. 8 Суммарная скорость шара будет равна V у2 х2 . (7) Отсюда получаем окружную скорость шара, равную: ш 2 . dш Частота вращения шара будет являться зависимостью nsh =f (ω1; ω2) из которой получим, что: nsh . dш (8) (9) (10) Традиционно время доводки шаров рассчитывается по формуле Спришевского: С nP 5/3 d 2.5 N . (11) где τ – машинное время на партию; С – коэффициент, учитывающий условия обработки (твердость шаров, качество и характеристику доводочных дисков, влияние доводочной пасты); – снимаемый припуск на сторону; φ – точностной коэффициент (для шаров нормальной точности 1); n – число оборотов доводочного диска в мин; Р – усилие дисков; d – диаметр шаров; N – число шаров в партии. Для станка с изложенной выше кинематикой делаем допущение и считаем, что частота вращения шара будет являться аналогом числу оборотов доводочного диска для станка с классической кинематикой. Подставляя в формулу (11) формулу (10), получаем С v P 5/3 d ш3.5 N . (12) где τ – машинное время на партию; С – коэффициент, учитывающий условия обработки (твердость шаров, качество и характеристику доводочных дисков, влияние доводочной пасты); – снимаемый припуск на сторону; φ – точностной коэффициент (для шаров нормальной точности 1); v∑ – суммарная скорость шара; Р – усилие дисков; dш – диаметр шаров; N – число шаров в партии. Таким образом, получена искомая зависимость для расчета времени обработки для станка с предложенной кинематикой (рис. 4). Представлен график зависимости времени доводки от увеличения коэффициента, учитывающего условия обработки, показывающий, что значение коэффициента, учитывающего условия обработки, достигает оптимальной величины уже на третьем часу. 9 Рис. 4. Зависимость времени доводки от коэффициента, учитывающего условия обработки Направление вращения чаши станка будет противоположно направлению вращения шпинделя. Для объяснения этого явления рассмотрим состояние шаров в чаше в интервале t [t0; t1]. Во время t0 чаша неподвижна и шары в чаше находятся в покое, 0 , t1 – время, за которое чаша пришла в движение и шары, находящиеся в ней, приняли свое положение, характерное для положения во время всего процесса доводки, 1 . На каждый отдельно взятый обрабатываемый шар в чаше действуют силы: F ц.с. – центросместительная сила, а ц.с. – центростремительная сила, рычаг в центре чаши О2О3 движет чашу относительно оси О1 со скоростью V, соответственно возникает противоположная сила Fин. – сила инерции. Силы, действующие на шары в процессе обработки, показаны на рис. 5. В результате за время t1 чаша повернулась на угол α, шары находящиеся в ней, за счет свободного места, образованного нами для лучшего смешивания и обработки шаров, сместились и образовали некую массу (рис. 5), которая за счет сил, показанных на рис. 2, сместилась в определенное место и появилось незаполненное пространство, у массы шаров появился свой центр в точке О4, расположенной на малом состоянии от оси О2О3, которая и выводит систему массы шаров из равновесия (рис. 6). Рис. 5. Силы, действующие на шары в процессе обработки 10 Рис. 6. Образование центра массы шаров и незаполненного пространства за время t1 Рис. 7. Силы, приложенные к центру массы шаров и оси чаши и возникающий между ними момент В результате появления центра массы шаров О4 с приложенными к нему силами и оси чаши О2О3 с силой, направленной в противоположную сторону возникает момент М = ΣF*L[О4; О2О3] (Рис. 7), с появлением которого в момент времени t1 мы и связываем возникновение движения чаши в противоположную сторону от направления движения рычага. Разработана модель влияния режимов обработки на физико-механические свойства поверхностного слоя шаров с использованием оборудования с измененной кинематикой движения инструмента. В третьей главе проводится анализ предварительных данных, рассматриваются методики и оборудование, применяемое при экспериментах, а также при исследовании шаров подшипников. Разрабатывается методика эксперимента. Предложена конструкция станка для доводки шаров (рис. 1, а), в котором имеется обрабатывающий диск 1, удерживающая чаша 4, на внутренней поверхности которой нанесен фрикционный слой 3. Обрабатываемые шары 2 располагаются между чашей 3 и обрабатывающим диском 1. Шарнирный подшипник (скольжения) 5, подшипник качения (шариковый) 6 установлены на оси 7, кото- 11 рая рычагом 8 с изменяемым периодически или по программе плечом связана с вертикальным валом 9. Исключение образования дефектного слоя за счет термодеформационных процессов достигается использованием материалов диска, не содержащих или малосодержащих углерод, например материалов Ст 35, АЛ – 2. Предлагаемый способ окончательной обработки (доводки) шаров отличается тем, что удерживающая чаша связана через подшипники привода с осью, которая через рычаг с изменяющимся плечом связана с вертикальным валом, а обрабатывающий диск выполнен неподвижным и сплошным. Данный способ позволяет обрабатывать шары с другой кинематикой станка и с достижением заданных параметров качества шаров и повышением на этой основе качества подшипников качения. Предложены новые материалы для инструмента, малосодержащие или не содержащие углерод, применение которых позволяет не допустить появления трибоцементации в процессе шародоводки. Проведены экспериментальные исследования, которые заключались в рационализации выбора доводочной пасты для станка с модифицированной кинематикой формообразующего движения инструмента. При этом использовались шары диаметром 7,938 мм ГОСТ 3722-81, 20 класса точности, изготовленные на предприятии ЗАО «Вологодский подшипниковый завод». Исходя из модели, выявленной во второй главе, и графика зависимости времени доводки от увеличения коэффициента, учитывающего условия обработки, показывающего, что значение коэффициента, учитывающего условия обработки, достигает оптимальной величины уже на третьем часу обработки, а также принимая во внимание то, что, по литературным данным, доводочная паста сохраняет свои свойства 3-4 часа, а экспериментальный образец доводочного станка выполнен с возможностью разового использования доводочной пасты, принимается время обработки, равное 180 мин. Величинами, принятыми за постоянные, являются время обработки t = 180 мин и количество одновременно обрабатываемых шаров 166 шт. Проведены предварительные эксперименты с целью исследования различных составов доводочной пасты. Материал обрабатывающей поверхности чаши в первом и втором опыте – силумин Ал-3, в последующих – Ст 3, материал диска – Ст 3. Нагрузка, прикладываемая к чаше станка для доводки шаров, Р = 14 Н, длина плеча рычага привода чаши L = 0,012 м, частота вращения привода чаши станка n = 0,56 с-1. Проведен анализ микроструктуры рабочих поверхностей шаров подшипников на микроскопе МИМ-8. Лучший результат получен при использовании следующего материала инструмента и состава доводочной пасты: диск – Ст 3 и чаша – Ал 3, с использованием 10 % водного раствора эмульсола. В данном случае материал чаши (Ал 3) служит поставщиком абразива, так как оксидная пленка на ее поверхности является абразивом, который используется при шародоводке. В результате пластического деформирования при доводке шаров тончайшая окисная пленка на алюминии разрушается и выступает в качестве свободного тончайшего абразива, с помощью которого осуществляется и «супердоводка». 12 Задачей экспериментальных исследований являлось изучение влияния кинематики станка и материала дисков на свойства шаров подшипников. В ходе исследований выявлено, что на доводочных операциях шаров подшипников качения под действием интенсивной пластической деформации в закаленном состоянии и возникающих при этом градиентов температуры и пластической деформации в поверхностном слое имеет место существенное изменение структуры и физических свойств поверхностного слоя шаров. В качестве функции отклика выступают параметры: шероховатость поверхности, некруглость шара и волнистость, микротвердость и структура поверхностного слоя шаров подшипников качения. Величинами, принятыми за постоянные, являются: время обработки шаров – 180 минут; состав доводочной пасты: окись алюминия – 5 %, олеиновая кислота – 8 %, масло веретенное – 87 %; количество одновременно обрабатываемых шаров – 166 шт. Эксперименты проводились в лаборатории СГТУ. В результате предварительных экспериментов окончательно в качестве факторов были выбраны: нагрузка, прикладываемая к чаше станка для доводки шаров Р н, длина плеча рычага привода чаши L мм и частота вращения чаши станка n с-1 (табл. 1). Фотографии станка для доводки шаров представлены на рис. 8. Таблица 1 ИССЛЕДУЕМЫЕ ФАКТОРЫ В ДЕЙСТВИТЕЛЬНЫХ ЗНАЧЕНИЯХ УРОВНИ Факторы процесса в единицах измерения Длина рычага, Нагрузка, Частота вращения, L, м P, н n, с-1 Верхний 0,021 48 1,6 Нижний 0,012 14 0,56 Проведена экспериментальная проверка опытного образца станка с измененной кинематикой, проведены предварительные эксперименты для определения значений факторов эксперимента и постоянных величин. Разработана методика трехфакторного эксперимента. Четвертая глава посвящена исследованию поверхностного слоя шаров различными металлографическими методами. Здесь представлены результаты исследования технологического процесса доводки шаров на станке с измененной кинематикой по методикам, рассмотренным в третьей главе. Приведены результаты расчетов на ЭВМ, которые позволили получить параметры оптимизации процесса и в результате перехода от безразмерных моделей к логарифмическим получить интерполяционные модели, подставив в которые значения F, L, и n, построить графики зависимостей шероховатости, волнистости и некруглости обработанных поверхностей шаров от технологических факторов процесса. 13 а б в г Рис. 8. Фотографии станка для доводки шаров: а – конструкция станка; б – обработка шаров с нижним уровнем нагрузки; в – обработка шаров с верхним уровнем нагрузки; г – общий вид экспериментального образца станка для доводки шаров Рис. 9. График зависимости волнистости от частоты вращения n и длины рычага L 14 Рис. 10. График зависимости некруглости от частоты вращения n Рис. 11.График зависимости шероховатости от длины рычага L и нагрузки P Зависимости представлены в виде степенных функций: W = 1,328 n-0,09 L-0,146 Δ = 2,484 n-0,166 Ra = 3,28 P-0,074L-0,127 (13) (14) (15) Как видно из формул (13), (14), (15) на волнистость влияет частота вращения n и длина рычага L, на некруглость оказывает влияние только частота вращения n, а на шероховатость нагрузка на чашу P и длина рычага L, взаимовлияние факторов, как и их различное влияние на показатели отклика показывает о правильном выборе использованных факторов. Используя степенные функции, были построены графики зависимостей (рис. 9, 10, 11). Для получения более информативных данных был произведен выбор рациональных режимов шародоводки. Для обеспечения стабильности и экономической целесообразности процессов операции шародоводки на станке с новой кинематикой необходимо зада15 вать оптимальные технологические режимы обработки. Рациональные значения технологических режимов будут равны: n=1,2 с-1; L=0,012 м; P=14 Н. Рис. 12. График изменения микротвердости по глубине шара Анализ результатов измерений микротвердости (рис. 12) показал, что график изменения микротвердости по глубине образцов шаров после экспериментов точек плана 2 и 5 находится в непосредственной близости от исходных шаров, не наблюдается резкого повышения или понижения микротвердости как на поверхностном слое, так и на глубине 0,14 мм. Проведен анализ результатов исследований экспериментальных данных различными металлографическими методами. Предлагаемый метод доводки шаров по результатам исследований показал положительные характеристики поверхностного слоя шаров подшипников. Пятая глава посвящена технико-экономическому анализу разработанных технологических решений и практической реализации предложенного станка для доводки шаров. Произведены все необходимые расчеты для проектируемого станка: основная и дополнительная зарплата рабочему; часовые затраты на эксплуатацию станка; капитальные затраты в станок и здание определяются для серийного производства; величина приведенных часовых затрат; стоимость механической обработки на рассматриваемых операциях; расходы на эксплуатацию инструмента; расходы на эксплуатацию специальных приспособлений рассчитываются исходя из стоимости эксплуатации 1 станко-минуты приспособления; расходы силовой электроэнергии зависят от установленной мощности двигателя принятого станка; технологическая себестоимость. Заключительным этапом является определение годовой экономии – экономического эффекта при замене станка ВШ-52М на станок с модифицированной кинематикой формообразующего движения инструмента – на годовой объем выпуска деталей: 16 Таким образом, получаемый годовой экономический эффект составит 580000 руб. С учетом вышеизложенного, можно сделать вывод о том, что, при использовании предложенного технологического процесса, стоимость шаров подшипников на предложенном станке для доводки будет ниже стоимости используемого в настоящее время, при качестве, не уступающем имеющимся шарам подшипников. ОБЩИЕ ВЫВОДЫ 1. На основании анализа литературных данных и собственных исследований, посвященных технологии доводки шаров, выявлены механизмы и закономерности формирования их поверхностного слоя при финишной обработке с использованием современных методов исследования физико-механических свойств поверхностного слоя, а также теоретически обоснованы конструктивно-технологические методы повышения эксплуатационных характеристик поверхностного слоя шаров подшипников качения. 2. Построена модель влияния режимов обработки на физикомеханические свойства поверхностного слоя шаров при использовании оборудования с модифицированной кинематикой формообразующего движения инструмента, позволяющая выявить влияние основных факторов на параметры процессов финишной обработки шаров, выраженной временной зависимостью. 3. Сконструирован и изготовлен экспериментальный образец станка для доводки шаров с модифицированной кинематикой формообразующего движения инструмента, позволяющий экспериментально подтвердить справедливость разработанной параметрической модели влияния режимов обработки на физикомеханические свойства поверхностного слоя шаров. 4. Проведена экспериментальная проверка эффективности предлагаемого станка, факторов и режимов для окончательной доводки шаров подшипников, выявившая закономерности влияния режимов на физико-механические свойства рабочих поверхностей шаров. Примененные металлографические методы оценки состояния рабочих поверхностей шаров показали, что качество обработки шаров с использованием экспериментального образца станка соответствует требованиям ГОСТов, а структура поверхностного слоя соответствует правилам положительного градиента механических свойств (по И.В. Крагельскому), отсутствует явление «трибоцементации» поверхностного слоя обработанных шаров, точность шаров соответствует 20 классу, а поверхность – фотоэталону. Средние значения показателей качества: некруглость – 0,25 мкм; волнистость - 0,06 мкм; шероховатость – 0,04 мкм. 5. Разработаны практические рекомендации по промышленному применению результатов исследований. Новизна предложенной конструкции станка подтверждается положительным решением ФИПС по заявке на изобретение № 24040042 «Станок для доводки шаров». Анализ эффективности предложенных решений показал преимущества модификации кинематики формообразующего движения инструмента и оборудования. Годовой экономический эффект от применения станка составляет 580000 руб. 17 Основные положения диссертации опубликованы в следующих 12 работах: Статьи в изданиях, рекомендованных ВАК РФ 1. Константинов Р.А. Повышение качества шаров подшипников 180302 / В.Г. Куранов, А.Н. Виноградов, Р.А. Константинов // Вестник Саратовского государственного технического университета. 2009. № 3 (41). С. 127-130. 2. Константинов Р.А. Способ обработки шаров подшипников с использованием новых трибологических принципов и эффектов / А.Н. Виноградов, Р.А. Константинов // В мире научных открытий, 2010, №4(10) часть 7.С. 118-119. 3. Константинов Р.А. Выбор рациональных технологических режимов шародоводки на станке с новой кинематикой / А.Н. Виноградов, Р.А. Константинов // Вестник Саратовского государственного технического университета. 2011. № 2 (56). Вып.2. С. 31-34. Патент 4. Станок для доводки шаров / Куранов В.Г., Виноградов А.Н., Константи- нов Р.А. Заявка на конструкцию РФ, № 2009115111 от 20.04.2009. Положительное решение о выдаче патента на изобретение. Статьи в других изданиях 5. Константинов Р.А. Повышение качества и долговечности подшипников / В.Г. Куранов, А.Н. Виноградов, Р.А. Константинов // Актуальные проблемы трибологии: Региональный научно-технический семинар. Самара: Изд-во СамГТУ, июнь 2008. – С. 26-30. 6. Константинов Р.А. Методы повышения качества и долговечности автомобильных подшипников / А.Н. Виноградов, Р.А. Константинов // Совершенствование технологий и организации обеспечения работоспособности машин: сб. науч. тр. Саратов: СГТУ, 2008. С. 24-32. 7. Константинов Р.А. Повышение качества подшипников качения за счет рационального формирования физико-механических характеристик рабочих поверхностей / Р.А. Константинов // Инновации и актуальные проблемы техники и технологий: материалы Всероссийской конференции молодых ученых. Саратов, 2009. Т.2. С.32-35. 8. Константинов Р.А. Повышение качества шаров подшипников 180302 автомобильных генераторов / А.Н. Виноградов, Р.А. Константинов // Совершенствование технологий и организации обеспечения работоспособности машин: сб.науч. тр. Саратов: СГТУ, 2009. С. 26-29. 9. Константинов Р.А. Исследование влияния доводочных паст при окончательной доводке на качество шариков, обработанных на станке с новой кинематикой / А.Н. Виноградов, Р.А. Константинов // Научно-техническое творчество: проблемы и перспективы: материалы V юбилейной Всероссийской конференции. Самара: СамГТУ, 2010. С. 10-12. 18 10. Константинов Р.А. Способ обработки шаров автомобильных подшипников с использованием нанотехнологических принципов и эффектов / А.Н. Виноградов, Р.А. Константинов // Технологические и организационные проблемы сервиса машин и пути их решения: сб.науч. тр. Саратов: СГТУ, 2010. С. 124-129. 11. Константинов Р.А. Методика планирования экспериментального исследования доводки шаров подшипников на станке с новой кинематикой / А.Н. Виноградов, Р.А. Константинов // Совершенствование технологий и организации обеспечения работоспособности машин: сб.науч. тр. Саратов: СГТУ, 2010. С. 68-73. 12. Константинов Р.А. Исследование влияния режимов при окончательной доводке на физико-механические характеристики поверхностного слоя шаров / Р.А. Константинов // Научно-техническое творчество: проблемы и перспективы: Сборник статей VI Всероссийской конференции с международным участием. Самара: СамГТУ, 2011. С. 78-82. Подписано в печать 24.11.11 Формат 60x84 1/16 Бум. офсет. Усл. печ. л. 1,0 Уч.-изд. л. 1,0 Тираж 100 экз. Заказ 308 Бесплатно Саратовский государственный технический университет им. Гагарина Ю.А. 410054, Саратов, Политехническая ул., 77 Отпечатано в Издательстве СГТУ. 410054, Саратов, Политехническая ул., 77 Тел.: 24-95-70; 99-87-39, е-mail: izdat@sstu.ru 19 20