Оборудование предприятий торговли
advertisement

УДК 658 ББК
65.421 А 86
Автор:
Э. А. Арустамов ~ заслуженный деятель науки РФ,
академик Академии социальных и гуманитарных наук,
доктор экономических наук, профессор
Рецензент:
О. А. Новиков - доктор экономических наук, профессор
А 86
Арустамов Э. А. Оборудование предприятий торговли:
Учебное пособие. - 3-е изд., перераб. и доп. - М.: Издательскоторговая корпорация «Дашков и К°», 2005. - 452 с.
18ВМ 5-94798-499-7
В учебном пособии впервые после перехода России к рыночным
отношениям сделана попытка основательно отразить преобразившийся рынок
торгово-технологического оборудования и возникшие в связи с этим проблемы
научно-технического прогресса и технической оснащенности предприятий,
рациональной и безопасной эксплуатации оборудования. Предназначен в
основном для вузов, однако многие главы соответствуют программе средних
специальных учебных заведений.
Издательство надеется, что, как и предыдущие издания, данное
учебное пособие станет настольной книгой каждого практического работника,
предпринимателя и специалиста в области торговли и общественного питания.
Автор выражает благодарность за организационную поддержку
Правлению Центросоюза, ректоратам МУПК и БУПК, за советы
и помощь - членам кафедры организации предпринимательства
МУПК.
ББК 65.052.5
15ВМ 5-94798-499-7
«■наааншнж
© Э. А. Арустамов, 2004
Оглавление
Глава 1. Основа дисциплины
"Оборудование предприятий торговли" .......................................... 9
1.1. Предмет, содержание и задачи дисциплины....................... 9
1.2. Научно-технический прогресс и его влияние на развитие
торговли................................................................................ 16
1.3. Механизация и автоматизация торгово-технологических
процессов на оптовых предприятиях........... , .................... 24
1.4. Механизация и автоматизация торговотехнологических процессов
в магазинах.......................................................................... 39
Глава 2. Торгово-технологическое оборудование ........................ 50
2.1. Фасовочно-упаковочное оборудование ........................... 50
2.1.1. Классификация фасовочно-упаковочного
оборудования ........................................................... 55
2.1.2. Виды, типы и технико-экономическая характеристика
фасовочно-упаковочного оборудования ............... 56
2.1.3. Правила эксплуатации фасовочно-упаковочного
оборудования и техника безопасности............... :
68
:...
2.2. Пакетоформирующие машины ......................................... 69
2.3. Тара-оборудование ............................................................ 7 3
2.4. Подъемно-транспортно#'%оорудова|шау ........................ 92 1
'■14?' ..
%шяечи тичорат • . з 1
Библиотека
I
2.4.1. Классификация подъемно-транспортного
оборудования........................................................... 92
2.4.2. Виды подъемно-транспортного оборудования .... 93
2.4.3. Выбор подъемно-транспортного
оборудования и расчет потребности
в нем ....................................................................... 122
2.4.4. Анализ рынка подъемно-транспортного
оборудования......................................................... 124
2.5. Оборудование для хранения товаров на скла
де (складское немеханическое оборудование) ............... 126
2.5.1. Классификация и виды складского немеханического
оборудования .......................................................... 127
2.5.2. Выбор складского немеханического оборудования и
расчет потребности в нем ...................................... 140
2.5.3. Анализ рынка складского немеханического
оборудования .......................................................... 141
2.6. Стационарные холодильники........................................... 144
■ 2.6.1. Виды стационарных холодильников .................. 147
2.6.2. Устройство стационарного холодильника .......... 150
2.6.3. Системы охлаждения холодильных камер.. 163
Глава 3. Торговое оборудование ................................................... 167
3.1. Холодильные машины
и оборудование .................................................................167
3.1.1. Способы получения холода ..................................169
3.1.2. Выносное и централизованное хладоснабжение 196
4
3.1.3. Классификация торгового холодильного
оборудования ......................................................... 199
3.1.4. Устройство и виды торгового холодильного
оборудования ......................................................... 203
3.1.5. Правила эксплуатации торгового холодильного
оборудования и техника безопасности ............... 231
3.1.6. Сервисное обслуживание
торгового холодильного оборудования .............. 237
3.1.7. Модернизация торгового
холодильного оборудования ................................ 247
3.2. Торговое измерительное оборудование ......................... 253
3.2.1. Меры длины и объема ........................................... 256
3.2.2. Общая классификация весоизмерительных
приборов .................................................................257
3.2.3. Классификация и индексация торгового
весоизмерительного оборудования ......................260
3.2.4. Требования, предъявляемые к весам....................264
3.2.5. Характеристика основных видов
и типов весов ......................................................... 266
3.2.6. Выбор типа весов
и определение потребности в них....................... .282
3.2.7. Поверка и клеймение" весов ..................................284
3.3. Машины для резки, распила
и измельчения продуктов................................................. 287
3.4. Маркировочное и этикетировочное оборудование ....... 295
3.5. Торговая мебель ............................................................... 301
3.5.1. Классификация торговой мебели и требования, предъявляемые к ней .................... 303
5
3.5.2. Типизация, унификация
и стандартизация торговой мебели..................... 307
3.5.3. Характеристика типов и моделей торговой мебели
................................................................................. 309
3.5.4. Подбор, размещение и эффективное использование торговой мебели .............................. 320
3.6. Торговый инвентарь .........................................................324
3.6.1. Классификация торгового инвентаря ................. 325
3.6.2. Инвентарь для приемки товаров................, ........ 327
3.6.3. Инвентарь для подготовки к продаже
и продажи продовольственных товаров ... 332
3.6.4. Инвентарь для подготовки к продаже и продажи
непродовольственных товаров ............................ 335
3.6.5. Рекламно-выставочный инвентарь ...................... 340
3.6.6. Инвентарь для отбора товаров покупателями .... 343
3.6.7. Кассовый инвентарь ............................................. 344
3.6.8. Санитарно-гигиенический инвентарь ................ 345
•
3.6.9. Противопожарный инвентарь............................. 346
3.6.10. Обоснование потребности
в торговом инвентаре и его выбор.......................347
3.6.11. Техника безопасности
при эксплуатации торгового инвентаря... 348
3.7. Торговые автоматы ..........................................................350
3.7.1. Классификация торговых автоматов ...................352
3.7.2. Виды и типы торговых автоматов .......................354
3.7.3. Эксплуатация и техническое обслуживание
торговых автоматов ............................................... 356
6
3.8. Автоматизация
расчетно-кассовых операций ...................,...................... 358
3.8.1. Классификация контрольно-кассовых машин ... 362
3.8.2. Требования, предъявляемые
к контрольно-кассовым машинам ....................... 363
3.8.3. Общие принципы устройства
контрольно-кассовых машин ............................... 366
,'
3.8.4. Правила эксплуатации
контрольно-кассовых машин ............................... 384
3.8.5. Выбор контрольно-кассовых машин
и расчет потребности в них .................................. 390
3.8.6. Техника безопасности при
эксплуатации контрольно-кассовых
машин ......................................................................392
3.8.7. Сканирующие устройства..................................... 393
3.8.8. Порядок регистрации контрольно-кассовых
машин.... ................................................................. 398
3.9. Оборудование для защиты
от несанкционированного выноса товаров .................... 400
3.9.1. Способы охраны товаров....................................... 400
3.9.2. Противокражное оборудование ............................. 404
Глава 4. Техническое оснащение торговли..................................420
4.1. Состояние рынка торгово-технологического и
торгового оборудования ....................................................420
4.2. Коммерческие операции на рынке торгово-технологического оборудования ................................................ 425
7
4.3. Определение потребности предприятий в оборудовании ....................................................................... 438
4.4. Организация технического обслуживания и ремонта
оборудования ............................................................. 446
Литература ................................................................................ 448
Глава 1. Основа дисциплины
"Оборудование предприятий торговли"
1.1. Предмет, содержание и
задачи дисциплины
Предметом
дисциплины
"Оборудование
предприятий
торговли" является изучение механизации и автоматизации процесса
товародвижения, анализ рынка оборудования, подбор, установка и
рациональная эксплуатация всех видов торгово-технологического
оборудования. Изучение дисциплины основано на достижениях
науки, техники и технологии, мировой практики совершенствования
процесса товародвижения.
Актуальность курса возросла в связи с переходом страны к
рыночным отношениям и изменениями, произошедшими в
результате интеграции экономики страны с мировой экономикой.
Рынок торгово-технологического оборудования стал интенсивно
развиваться по следующим причинам:
во-первых, благодаря развитию внутренней торговли и
увеличению спроса на оборудование;
во-вторых, за счет притока наиболее прогрессивного
оборудования из промышленно развитых стран.
Такая ситуация способствовала образованию большого числа
торгово-посреднических фирм, закупающих оборудование оптом и
реализующих его на российском рынке. Одновременно они же
предоставляют услуги технологического проектирования, включая
разработку дизайн-проек9
тов, проведение монтажных работ и технического обслуживания,
все виды сервисных услуг.
Торгово-технологическое оборудование, попадая в торговлю,
становится существенной частью материально-технической базы
предприятий, важнейшим прогрессивным элементом торговотехнологического процесса и- процесса товародвижения в целом.
В создании и совершенствовании материально-технической
базы торговых предприятий за счет внедрения новой техники
участвует широкий круг специалистов, а именно: инженернотехнических работников, коммерсантов, товароведов, экономистов,
бухгалтеров и юристов. Они обеспечивают прямо или косвенно
рациональный подбор оборудования, установку, пуск в
эксплуатацию, оприходование материальных ценностей и наиболее
эффективное использование в течение всего срока эксплуатации.
Усилиями специалистов растет доля активной части основных
фондов, к которой относится стоимость всех видов оборудования,
участвующих в торгово-технологиче-ском процессе. К пассивной
части основных фондов, как известно, относится стоимость зданий,
сооружений, т. е. объекты недвижимости.
Одним из показателей оценки материально-технической базы
является соотношение между активной и пассивной частями
основных фондов. Использование достижений научно-технического
прогресса, внедрение новых технологий и техники, электронизация,
компьютеризация, роботизация способствуют существенному
изменению соотношения в структуре основных фондов в пользу их
активной части.
В командно-административной, закрытой экономике доля
активной части основных фондов не превышала 25—35%, т. е.
преобладала стоимость зданий и сооружений. С переходом к
рыночной экономике, появлением возможности использования
мировых достижений науки и техники доля активной части
основных фондов стала превалировать над пассив10
ной и в наиболее современных крупных предприятиях достигает
более .80%. Кроме того, эта часть основных фондов имеет
тенденцию к более частому обновлению.
В настоящее время благодаря открытости внутреннего рынка и
доступа фирм к достижениям мирового рынка стало возможным
приобретение любых видов оборудования из любой точки земного
шара. Ограничения обусловливаются только финансовыми
возможностями заказчиков.
Участниками рынка торгово-технологического оборудования
являются, с одной стороны, предприятия, формирующие
предложения, к которым относятся производственные предприятия
отечественных и зарубежных фирм, тор-гово-посреднические фирмы
и организаторы ярмарок, выставок-продаж; а с другой стороны —
предприятия, формирующие спрос с учетом собственных
потребностей. К ним относятся многочисленные и разнообразные
торговые, пищевые, сервисные, туристические, фармацевтические и
другие предприятия-потребители.
Регулятором рыночных отношений служит цена, от нее во
многом зависит и конъюнктура рынка.
В силу того, что за годы перехода к рыночной экономике
наибольшее
развитие
из
отраслей
получила
торговля,
соответственно наиболее развитым рынком оборудования в стране
стал рынок торгово-технологического оборудования.
Основные потребители рынка торгово-технологического
оборудования — различные производственные, торговые, пищевые
предприятия и предприятия сферы быта и услуг. Все они являются
участниками процесса товародвижения. Чтобы лучше усвоить
материал учебника, необходимо хорошо понимать сущность
процесса товародвижения и его последовательность.
Товародвижение — специально организованный процесс
перемещения товаров от сферы производства до сферы потребления.
В пути движения товар проходит определенное количество
звеньев. Чем сложнее ассортимент товаров, тем дли11
тельнее путь их движения. Товары сложного ассортимента требуют
преобразования производственного ассортимента в торговый, т. е.
возникает необходимость накопления товара, проведения его
подсортировки, комплектования в соответствии со спросом
населения.
Составляющими процесса товародвижения являются:
♦ материально-вещественный поток товаров;
♦ товарные потоки;
♦ все виды транспортных, средств;
♦ погрузочно-разгрузочные средства;
♦ оборудование для хранения товаров;
♦ производственная, инвентарная и потребительская тара и
упаковка;
♦ информационные потоки;
♦ коммерческая документация;
♦ оперативная информация; ,
♦ компьютерные системы (управленческие, финансовые,
технологические).
Звенья процесса товародвижения включают:
♦ производственные предприятия;
♦ оптово-посреднические предприятия;
♦ розничные предприятия;
♦ службы сервиса.
Условия оптимизации товародвижения следующие:
♦ минимальное число звеньев;
♦. кратчайшие пути товародвижения;
♦ максимально ускоренное продвижение товаров;
♦ пакетирование товаров, приведение товарной массы к
удобным для последующей обработки грузоместам;
♦ минимальные товарные потери;
♦ оптимальные климатические режимы при перемещении,
хранении и продаже товаров;
♦ минимальные трудовые и финансовые затраты;
♦ включение в процесс только пользующихся спросом у
потребителей товаров;
12
♦ высокий уровень механизации и автоматизации всех
операций процесса товародвижения.
Что касается межпредметных связей, то курс "Оборудование
предприятий торговли" по проблемам организации технологических
процессов тесно связан с курсом "Технология торговых процессов",
в котором изучают способы хранения, переработки, подсортировки,
доставки и продажи товаров.
Оптимизация функционирования всех видов оборудования
осуществляется с применением методов научного управления, что
связано с курсом "Менеджмент". Создание оптимальных условий
хранения и перемещения товаров требует знаний в области
"Товароведения". Изучение рынка оборудования невозможно без
знаний "Маркетинга".
Реализация транспортных потоков, использование подъемнотранспортного
оборудования
требует
знаний
дисциплины
"Логистика".
Определение
экономической
эффективности
применения оборудования и окупаемости капитальных вложений
связано с курсом "Экономика предприятия". Анализ технической
оснащенности требует знаний курса "Статистика". Курс
"Оборудование предприятий торговли" практически связан со всеми
дисциплинами учебного плана.
Торговые предприятия в значительной степени зависят от
степени готовности товаров к продаже, поэтому производители
товаров должны выполнять условия, выдвигаемые со стороны
непроизводственной сферы, к которой относится и торговля.
Условия эти следующие:
♦ производство товаров, соответствующих потребительскому
спросу;
♦ упаковка товаров в стандартную унифицированную
потребительскую тару;
♦ поставка товаров в пакетированном виде на стандартных
поддонах, либо в контейнерах.
При соблюдении этих условий торговля успешнее справляется
со своей задачей по ускоренному и эффективному доведению
товаров до потребителей.
13
С учетом вышеизложенного механизацию и автоматизацию
процесса товародвижения в сфере производства можно обеспечить
путем применения таких видов оборудования, как:
♦ фасовочно-упаковочное;
♦ этикетировочное (маркировочное);
♦ пакетоформирующее;
♦ погрузочно-разгрузочное;
♦ транспорт.
Внедрение механизации и автоматизации в сфере оптовой
торговли требует наличия:
♦ складских помещений с определенными условиями хранения
для различных товаров;
♦ железнодорожных путей и рампы;
♦ подъездных автомобильных путей и рампы;
♦ контейнерной площадки;
♦ различного подъемно-транспортного оборудования;
♦ немеханического оборудования для хранения товаров.
В том случае, когда промышленные предприятия, по какимлибо причинам осуществили поставку товаров в промышленной
таре и в непакетированном виде, эти операции вынуждено
выполнять оптовое звено. Они экономически нецелесообразны, так
как отвлекают работников торговли от своих прямых обязанностей.
Однако, оказавшись в такой ситуации, оптовики не должны
перекладывать эти функции на розничное звено, ибо последующий
процесс товародвижения может стать более трудоемким и дорогостоящим.
Средства механизации и автоматизации оптового звена
включают:
♦ погрузочно-разгрузочное оборудование;
♦ оборудование для перемещения товаров на складе (часть
видов оборудования выполняет обе эти операции);
♦ оборудование для складирования товаров;
14
♦ оборудование для хранения товаров на складе (включая
охранное оборудование);
♦ оборудование для хранения специфических товаров;
♦ инвентарную тару (используется для хранения и перемещения товаров только в пределах территории базы);
♦ складской инвентарь;
♦ оборудование для учета поступления и движения товаров;
♦ весоизмерительное оборудование;
♦ холодильное оборудование;
♦ общетехническое оборудование для обеспечения отопления,
вентиляции, кондиционирования;
♦ противопожарное оборудование;
♦ уборочное оборудование;
♦ оборудование для утилизации отходов пластика, бумаги,
картона, древесины, металла, которое дает дополнительный доход
предприятию.
Оборудование для товароснабжения магазинов подразделяется
на:
♦ погрузочно-разгрузочное;
♦ подъемно-транспортное оборудование для разгрузки и
внутримагазинного перемещения товаров;
♦ специализированный транспорт (менее грузоемкий, чем
применяемый при доставке в оптовое звено) — автофургоны,
контейнеровозы, рефрижераторы и др.;
♦ приспособления для удобства перевозки товаров (передвижной пол, перевязочные ленты, ремни, крюки, саморазгружающиеся машины,, снабженные кранами).
Оборудование для розничной торговли включает:
♦ инвентарь для вскрытия тары, упаковки;
♦ весоизмерительное оборудование для приемки товаров;
♦ оборудование для хранения товаров, в том числе
холодильное;
♦ фасовочное, упаковочное, этикетировочное оборудование,
если товар поступил не в потребительской таре;
15
♦ инвентарь для продажи товаров (мерные. кружки, ножи и
др.);
♦ весоизмерительное оборудование для продажи товаров;
♦ торговая мебель;
♦ торговое холодильное оборудование;
♦ контрольно-кассовое оборудование (кассовые терминалы,
компьютерная техника) и узлы расчета;
♦ оборудование для дополнительного обслуживания покупателей.
Последовательность перечисления применяемого оборудования
соответствует логике процесса товародвижения от сферы
производства до сферы потребления. При изучении оборудования в
такой последовательности были бы неизбежные повторы, поэтому в
настоящем учебнике оно группируется по видам.
1.2. Научно-технический прогресс и его
влияние на развитие торговли
Современное техническое обеспечение в торговле достигло
такого уровня, что специалист не может не знать эксплуатационные
и технические возможности приборов, машин и оборудования,
способствующих повышению эффективности технологических,
трудовых и управленческих процессов.
При создании новой фирмы или при переоборудовании
существующей предпринимателю-специалисту необходимо иметь
представление
о
технических
возможностях
повышения,
эффективности тех или иных технологических процессов,
управленческих решений, уметь ориентироваться на рынке
технических средств.х
Инженерный персонал специализированных производственных
предприятий, на которых создаются технические средства, хорошо
знает технические возможности своих
16
изделий, но в то же время он недостаточно компетентен в
организации и технологии выполнения процессов, происходящих на
предприятиях торговли.
Для создания нового или совершенствования применяемого
технического средства необходимы тактико-технические данные
(ТТД), согласно которым на специализированном предприятии
проектируются и изготавливаются эти технические средства. ТТД
включают целую серию требований, предъявляемых к техническому
средству, например, условия эксплуатации, перечень операций и
последовательность их выполнения, требования к режиму работы и
т. д.
После проектирования и изготовления технического средства
качество и функциональные его возможности в значительной
степени определяются заложенными в него ТТД, а полнота и объем
их могут быть достаточными, если эти данные составлялись с
учетом мнений специалистов, хорошо знающих технологический
процесс оптового или розничного предприятия. Квалифицированно
эту работу могут выполнить только специалисты, имеющие
глубокие знания о всех выполняемых операциях и возможностях
технических средств (т. е. экономисты, товароведы, коммерсанты,
маркетологи).
Потребность в таких специалистах обусловлена еще и тем, что в
настоящее время происходит коренное техническое перевооружение
предприятий торговли и общественного питания.
Работников со специальной технической подготовкой,
занимающихся только эксплуатацией оборудования, включать в
штат средних и малых фирм невыгодно, целесообразнее повысить
технический уровень знаний своих специалистов.
При создании новой фирмы или модернизации действу
ющей необходимы также знания конъюнктуры^рьдн^гдар^^
гово-технологического оборудования, 'владёниеядатрдами
расчета потребности в нем.
'*■'■■
$СвЛ?К,тй ТИЧОрЗТ
Ш .
библиотеки 17
Анализ тактико-технических данных нового оборудования
должен выполняться специалистами, хорошо знакомыми с
современными достижениями науки и техники в данной отрасли,
знающими технологические процессы, нуждающиеся в механизации
и автоматизации в первую очередь.
Высокий уровень знаний у специалистов фирмы повышает
эффективность использования применяемых технических средств,
улучшает экономические показатели предприятия, способствует
росту престижа профессии. Он определяет степень квалификации
сотрудника и ценность его как специалиста.
Развитие экономики, рост общественного производства
характеризуются прежде всего масштабами и темпами научнотехнического прогресса, обеспечивающего качественные перемены
в торгово-технологическом процессе и обслуживании, внедрением
систем машин нового поколения, получающих широкое
распространение
в
различных
сферах
деятельности,
совершенствованием форм организации труда и управления,
изменением места и роли человека в организации торгового
обслуживания.
Вопросам теории научно-технического прогресса в экономической науке уделяется много внимания, однако нет
исчерпывающей ясности в его толковании, в определении сущности
его современного этапа.
Что же включает в себя понятие "научно-технический
прогресс"? В настоящее время в экономической литературе
встречается много различных его определений. Условно их можно
подразделить на "широкие" (с учетом производственных
отношений) и "узкие" (без их учета).
В широком смысле слова, научно-технический прогресс
представляет собой единое, взаимообусловленное поступательное развитие науки и техники. К широкому определению
можно отнести и такое: "Научно-технический прогресс — это
совершенствование материально-технического базиса (трудовой
деятельности людей)", причем "совершен18
ствование" в данном случае означает любое поступательное
изменение материально-технического базиса, отличное от его только
количественного расширения, пропорционального увеличению
числа работников.
Примером "узких" определений научно-технического прогресса
может служить "Научно-технический прогресс — многозвенный
процесс, включающий в себя фундаментальные исследования,
основанные на прикладных изысканиях, конструкторские и
технологические разработки, создание образцов новой техники, ее
промышленное производство, широкое внедрение этой техники на
предприятиях-потребителях".
Достоинство "узких" определений состоит в том, что они точнее
раскрывают суть научно-технического прогресса, выделяя
конкретный предмет его изучения (средства труда и реальную
область их применения).
Представляет интерес классификация понятий научнотехнического прогресса на результативные и ресурсные.
Результативная характеристика отображает производственные цели
научно-технического прогресса, технико-экономические результаты
обновления продукции, описание технологических процессов,
предметов труда и форм его организации. Ресурсная характеристика
отражает средства достижения этих целей — финансовые, трудовые,
материально-технические, информационные и др.
Все эти определения научно-технического прогресса не
являются исчерпывающими. Во многих определениях отсутствует
указание на взаимосвязь и взаимовлияние развития науки и техники.
Влияние развития науки и техники на прогресс в экономике
отчетливо проявилось уже в XVIII в. — в эпоху промышленной
революции, когда, с одной стороны, процесс производства
становится полигоном науки, а с другой — наоборот, наука
становится фактором, функцией процесса производства. Только
такое взаимопроникновение науки в технику и наоборот дает
основание го19
ворить не просто о техническом, а о научно-техническом прогрессе.
Отличительной особенностью научно-технического прогресса в
современных условиях является его комплексный характер. Научнотехнический прогресс требует для развертывания своих направлений
постоянного создания предпосылок в технике, производстве,
экономике. Так, применительно к продовольственному комплексу
достижения научно-технического прогресса ведут не только к
созданию новых биологических объемов (растений, животных), но и
к коренным изменениям в транспортировке, хранении, переработке
и продаже продукции. Иначе говоря, речь идет о существенных, а в
ряде случаев и принципиальных изменениях многосложной
технологической цепи от поля до стола потребителя. Таким образом,
в определении научно-технического прогресса в обязательном
порядке необходимо подчеркнуть его комплексность.
Технология, наряду со средствами и предметами труда,
относится к объективным условиям трудовой деятельности,
поскольку все эти три элемента в любом трудовом акте
противостоят работнику как субъекту труда. Основой научнотехнического прогресса является не только новая техника, но и
новая технология. И необходимо, чтобы в определениях научнотехнического прогресса присутствовали два независимых один от
другого, имеющих разное содержание термина: "техника" и
"технология".
Исходя из вышеизложенного, более правильным и полным, на
наш взгляд, будет такое определение научно-технического
прогресса: научно-технический прогресс — это непрерывное
совершенствование всех сторон общественного производства на
базе
взаимообусловленного
и комплексного развития и
повсеместного использования достижений науки, техники и
технологии с целью практического решения социальноэкономических проблем общества.
Под наукой в данном определении понимается система знаний
человечества об объективных законах развития при-
роды и общества и одновременно деятельность людей по
накоплению и систематизации этих знаний.
Техника — это созданные человеком средства труда.
Технология — определенный набор способов воздействия средств
труда на предметы труда в процессе их превращения в готовый для
потребления продукт.
Современный научно-технический прогресс охватывает все
стороны деятельности человека и характеризуется двумя путями
развития:
♦ эволюционным, представляющим собой совершенствование и
рационализацию использования известных видов техники,
технологии, оборудования, материалов, источников энергии;
♦ революционным — качественным переворотом в производительных силах и производственных процессах, базирующимся на использовании принципиально новых, неизвестных
ранее видов энергии, материалов, техники, технологии. '
Второе определение приобретает форму научно-технической
революции. Современная научно-техническая революция — это
совокупность взаимосвязанных кардинальных изменений в технике,
технологии, науке, приводящая к обновлению структуры
производительных сил. Научно-технический прогресс — более
широкое понятие, чем научно-техническая революция, поскольку он
включает не только создание принципиально новой техники,
технологии, но и совершенствование традиционной, т. е.
действующей.
Научно-технический прогресс включает научно-техни
ческую революцию как свое особое состояние, как фазу
развития, как одну из своих форм. Если научные револю
ции подготавливают технические перевороты, то послед
ние создают материальные условия и обусловливают по
требность дальнейшего развития науки, техники и техно
логии.
'
Вопрос о сущности научно-технического прогресса в целом и
научно-технической революции как его конкрет21
ной, современной стадии всегда актуален. При этом необходимо
исходить из понимания, что научно-технический прогресс ведет
лишь к качественным изменениям в производительных силах, а
главной созидательной силой остается человек, производитель
материальных благ. Если до недавнего времени сущностью научнотехнического прогресса было в основном создание отдельных
рабочих машин, то сущностью современного научно-технического
прогресса стала передача машинам логических функций человека.
Сущностью научно-технического прогресса (его современной
стадии научно-технической революции) является изменение места и
роли человека в трудовом процессе, передача функций человека
машине.
Научно-технический прогресс оказывает весьма существенное
влияние на повышение темпов экономического роста, обеспечивая
сбережение энергоносителей и сырья, высвобождение рабочей силы,
решение социальных задач путем улучшения условий труда и быта,
повышения качества потребительских товаров.
Неотъемлемыми условиями для качественного развития
общества являются:
♦ ускорение научно-технического прогресса;
♦ обновление
управленческого
и
производственного
персонала;
♦ внедрение новых ресурсосберегающих технологий;
♦ обеспечение высокого качества продукции;
♦ структурная и организационная перестройка экономики;
♦ рост производительности труда и социально-экономической
эффективности общественного производства.
В настоящее время экономический рост в большей мере, чем
ранее, связан с эффективностью производства. Для этого,
необходимо качественно преобразовать производительные силы
путем внедрения в них новейших достижений науки и техники.
22
Основные направления экономического роста и средства
достижения этих целей следующие:
♦ эффективное использование накопленного производственного потенциала, всесторонняя рационализация и сбалансированность процессов воспроизводства во всех отраслях
промышленности;
♦ внедрение во все отрасли экономики новейших научных
достижений, коренное преобразование управленческого аппарата;
♦ активизация социальной политики, повышение роли
человеческого фактора в направлении влияния на эффективность
производства, путем внедрения более рациональной структуры
занятости,
эффективное
использование
образовательноквалификационного потенциала при подготовке и повышении
квалификации.
Огромное влияние на развитие этих направлений оказывают
глобальные достижения последних десятилетий в области науки и
техники.
Бурное развитие науки и техники в корне изменили не только
производительные силы, но и саму жизнь. Крупнейшие открытия,
породившие электронную, лазерную, космическую технику,
кибернетику, меняют представления, образ жизни и мысли людей.
Одним из основных движущих компонентов технологической
революции стали вычислительная техника и компьютеризация. Они
способствуют глубоким изменениям в характере труда, повышают
его интеллектуальность и производительность. Решение проблем с
помощью . компьютеров, позволило значительно повысить
эффективность производства и получить качественно новые
результаты. Компьютеризация охватила все отрасли экономики, в
корне изменила большинство технологических процессов. Она стала
играть огромную роль в различных производственных,
коммерческих и финансовых предприятиях и фирмах.
В недалеком будущем, по мнению экспертов, технологию
производства и управления ожидают революционные
23
изменения во всех сферах деятельности, как производственной, так
и непроизводственной. Развитие телекоммуникаций и широкое
использование персональных компьютеров позволит миллионам
служащих работать дома. Это приведет к значительному
уменьшению рабочих мест в" офисах и, следовательно, уменьшится
потребность в служебных помещениях.
Дом станет для служащего рабочим местом, куда бу-. дет
собираться и откуда будет передаваться необходимая для работы
информация. Предполагается, что такие нововведения позволят
повысить производительность труда примерно в четыре раза,
снизятся издержки компаний, резко вырастут их доходы и
рентабельность.
Научно-технический прогресс охватывает все стороны
деятельности человека. Современный уровень торгово-технологического оборудования (ТТО) облегчает труд человека на
разных участках деятельности; выдвигает требования к росту
знаний,
интеллекта
работников;
совершенствует
систему
обслуживания; способствует росту спроса и соответственно
прибыли. Материальные затраты на приобретение и обслуживание
ТТО полностью окупаются.
1.3. Механизация и автоматизация
торгово-технологических процессов
на оптовых предприятиях
Оптовая торговля является одной из наиболее трудоемких
отраслей деятельности, так как значительная масса грузов
перерабатывается пока вручную. Низкий уровень механизации
труда в оптовой торговле вызывает большую текучесть кадров и
постоянную потребность в рабочей силе.
Наиболее трудоемкими в торговле являются погрузоч-норазгрузочные работы.
При
выполнении
погрузочно-разгрузочных
операций
наблюдается наибольшая занятость, низкая производитель24
ность труда, используется малоквалифицированная рабочая сила. В
механизации этих работ заложены резервы сокращения доли
ручного труда, повышения его производительности и ускорения
выполнения технологических операций.
Научно-технический прогресс в оптовой торговле представляет
собой решение комплекса задач по техническому перевооружению
предприятий на основе достижений науки и техники, внедрению
новейшего
торгово-технологи-ческбго
оборудования
и
соответствующих ему технологических процессов.
Применение подъемно-транспортного оборудования (даже
простейших его видов) облегчает тяжелые работы, повышает
производительность и культуру труда. Особенно эффективно
использование комплексной механизации трудоемких процессов на
всем пути движения товаров от предприятия-поставщика до
торговых залов магазинов.
Механизация — процесс замены ручного труда человека
работой машин. Она может иметь следующие стадии: частичная
механизация,
комплексная
механизация,
автоматизация,
комплексная автоматизация.
К механизированным относятся процессы, в которых
применение машин обеспечивает замену ручного труда на основных
операциях, а вспомогательные операции выполняются вручную.
Если замена ручного труда осуществлена только на отдельных
операциях, а часть работ на основных операциях выполняются
вручную, то такую механизацию называют частичной. При
относительно небольших вложениях средств она позволяет
высвободить часть вспомогательных рабочих или облегчить их труд.
Комплексной механизацией принято считать такую ступень
механизации, при которой каждая из взаимосвязанных работ
полностью механизирована, основные и вспомогательные операции
выполняются машинами, управляемыми операторами. Комплексная
механизация процессов в
25
торговле включает: применение механизмов при погрузке и
выгрузке товаров и перемещении их внутри предприятия;
организацию надлежащей приемки и хранения товаров, их
предварительной фасовки и подготовки к продаже; организацию
доставки товаров с оптовых баз в розничные торговые предприятия
с использованием многооборотной тары; создание комплексномеханизированных складов.
Основой комплексной механизации погрузочно-разгру-зочных
работ в оптовом звене является пакетирование тар-но-штучных
грузов на универсальных поддонах стандартных размеров, что
позволяет доставлять товары от отправителя до конечного
получателя без перевалок.
Следующей ступенью механизации является автоматизация.
Автоматизация основана на применении системы машин,
оборудования, автоматов, позволяющих полностью заменить
физический труд рабочих и осуществить управление машинами и
контроль за их работой при помощи средств автоматики. Роль
человека сводится к разработке и внедрению программ управления,
наблюдению и корректировке приборов автоматики. Комплексная
автоматизация исключает участие человека как в технологических,
так и в управленческих операциях.
Схемы комплексной механизации и автоматизации
технологических процессов. Повышение эффективности использования складских площадей и емкостей на основе рационализации технологического процесса с применением
прогрессивных схем механизации, с использованием современного
подъемно-транспортного и технологического оборудования является
одной из главных задач оптовой торговли.
Без применения подъемно-транспортного и технологического
оборудования невозможно эффективно использовать складской
объем и снизить трудозатраты по переработке грузов, повысить
пропускную способность складов не увеличивая численность
складских работников.
26
Однако на многих оптовых базах, в том числе постро-снных по
типовым проектам, нередко применяется устаревшая технология
выполнения складских операций с большими затратами ручного
труда, низким коэффициентом использования площади и объема
складов.
С целью рационализации деятельности оптовых баз разрабатываются схемы механизации переработки грузов на складах.
Существуют схемы механизации для баз со складской площадью
2,85; 5; 10 и 15 тыс. м2. Иногда такие схемы издают в виде альбомов
технологических планировок.
Разработка схем механизации проводится на основе учета таких
факторов, как:
♦ детальный анализ технологических процессов по операциям
с целью выявления наиболее трудоемких работ;
♦ обеспечение максимального использования площади ][
объема складов;
♦ поиск возможности расширения складских площадей;,
♦ сокращение путей перемещения грузов вручную;
♦ оптимизация путей перемещения подъемно-транспортных
машин;
♦ уменьшение непроизводительных потерь энергоресурсов;
♦ снижение количества перевалок грузов;
♦ улучшение условий труда;
♦ расширение
применения
подъемно-транспортного
и
технологического оборудования;
♦ обеспечение взаимозаменяемости подъемно-транспортного и
технологического оборудования;
♦ повышение производительности труда и уменьшение
трудозатрат на переработку грузов;
♦ обеспечение удобного доступа к товарам;
♦ минимизация затрат времени на комплектование и отправку
заказов покупателям;
♦ обеспечение оптимальных условий труда работников на всех
участках.
27
Подбор необходимого подъемно-транспортного и технологического оборудования проводится с учетом соответствия их
характеристик грузам и характеру операций, минимальной
материалоемкости. Они должны быть доступны и удобны для
обслуживания и соблюдения правил техники безопасности,
обеспечивать экономическую целесообразность применения.
Технологические решения и схемы механизации, базируются на
применении различных типов подъемно-транспортных машин в
основном отечественного производства, а также производства
зарубежных фирм.
Для каждого проекта оптовой базы разрабатывается несколько
вариантов технологических планировок и схем механизации,
обеспечивающих уровень механизации от 36 до 61%.
По каждому варианту разработаны:
♦ план расположения технологического оборудования со
спецификацией подъемно-транспортного и технологического
оборудования;
♦ транспортно-технологические схемы переработки грузов;
♦ чертежи для монтажа подъемно-транспортного оборудования;
♦ рабочие чертежи с кратким описанием некоторых видов
подъемно-транспортного и технологического оборудования. ':''•'.
ч
Рекомендуемые схемы механизации и технические решения
могут использоваться как при проектировании и строительстве, так
и при реконструкции и техническом перевооружении складов,
близких по конструктивным и технологическим параметрам. При
выборе конкретной схемы механизации необходимо учитывать
товарооборот, грузооборот, объем товарных запасов склада,
коэффициенты использования площади и объема складов;
распределение товаров по способам хранения (стеллажное,
штабельное).
28
Варианты схем механизации различаются по применяемым
видам подъемно-транспортных машин и механизмов.
Так, для прирельсового общетоварного склада площадью 10 000
2
м разработано шесть вариантов технологических планировок и схем
механизации.
Вариант I — с использованием для погрузочно-разгру-;ючных
и складских работ электропогрузчиков и электро-тельферов,
напольного комплектовочного крана-штабеле-ра с передаточной
тележкой.
Вариант II — с применением напольного комплектовочного
крана-штабелера, электропогрузчика и электротельферов.
Вариант III — аналогичен варианту II, но в данном случае
комплектовочный кран-штабелер используется без передаточной
тележки.
Вариант IV — с использованием для погрузочно-раз-грузочных
и складских работ электротельферов, электропогрузчиков и
ленточных конвейеров.
Вариант V — с использованием напольного электротранспорта.
Вариант VI: — с использованием мостовых кранов-штаПелеров, электроштабелеров, электротельферов, лестничных
конвейеров, гравитационных поворотных устройств.
В варианте I для обработки штабеля используют электротельфер, подвешенный к монорельсу. Электротельфер работает
со специальными захватами плоских и стоечных поддонов, которые
устанавливаются по периметру склада и один ряд с разгрузочными
площадками между ними. Поддоны захватываются и перемещаются
на разгрузочную площадку. При этом может быть использована
отборочная наносная лестница с грузовой тележкой или тележкой с
гидравлическим подъемом вил. На складе продовольственных
товаров,
оборудованном
стеллажами,
работают
обычно
электропогрузчики.
Для погрузки и разгрузки контейнеров с автомобильного
транспорта применяется электротельфер грузоподъемностью 5 т.
29
Вариант VI для обработки грузов предусматривает применение
мостовых кранов-штабелеров грузоподъемностью 0,125; 0,25; 0,5 и
1 тонна.
Ленточные конвейеры располагаются вдоль стен складов, что
не препятствует транспортированию грузов и позволяет
устанавливать их стационарно. Конвейер, используемый на рампе,
должен быть подвижным, чтобы перемещать его в склад по
окончании работ.
На складе продовольственных товаров для обработки штабелей
и внешних сторон стеллажей, смонтированных в виде проходных,
используется электроштабелер с рукоя-точным управлением с пола,
в то время как внутренние стороны массива стеллажей,
выполненных как полочные, обслуживаются мостовым краномштабелером.
Для внутрискладской переработки грузов предусмотрены
различные средства малой механизации.
В альбомах схем механизации для всех ее вариантов дается
подробный перечень оборудования, применяемого для выполнения
отдельных операций технологического процесса.
Подбор оборудования для механизации складских работ
осуществляется с учетом того, в чем хранятся товары в контейнерах
или на поддонах. Это дает возможность механизировать процесс
движения товаров на всем пути, начиная с приемки на складах
оптовых баз до доставки в торговый зал розничных торговых
предприятий. Таким образом, создается предпосылка создания
сквозной схемы механизации торгово-технологических процессов.
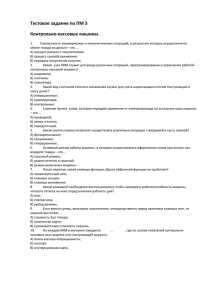
Схема доставки продовольственных товаров в таре-оборудовании
приведена на рис. 1.1.
Применение
механизмов,
предусмотренных
схемами
механизации в плодоовощехранилищах, дает возможность не только
механизировать процесс приемки, хранения и отпуска товаров, но и
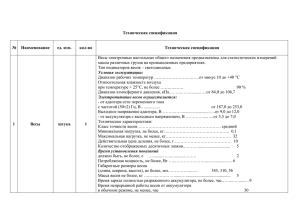
подготовку товаров к продаже. На рис. 1.2 показана схема
механизации работ при хранении картофеля, моркови, свеклы,
предусматривающая фасов30
Е^А^Я
B3�B
7^
4
.5
ф
6
Рис. 1.1. Схема доставки продовольственных товаров
в таре-оборудовании:
1 — загрузка готового продукта в тару-оборудование;
2 — доставка электропогрузчиком на промежуточное
хранение; 3 — загрузка электропогрузчиком в автотранспорт; 4 — разгрузка автофургона механизированным
способом; 5 — механизированная доставка в торговый
зал; 6 — покупка товара непосредственно из тары-оборудования
ку в сетки и пакеты. Это дает возможность механизировать процесс
доставки фасованных товаров в торговый зал магазина и сократить
время, затрачиваемое покупателем на их приобретение.
При разработке схем механизации и автоматизации
технологических процессов на товарных складах можно
руководствоваться нормами технического оснащения предприятий
оптовой торговли. Они предназначены для определения потребности
в технологическом и подъемно-транс31
Рис. 1.2. Механизация работ при контейнерном
хранении картофеля, моркови, свеклы:
1.—Разгрузка продукции, привезенной с поля; 2. — Укладка в штабеля; 3. - Транспортировка к фасовочной линии; 4.
- Фасовка и упаковка продукции; 5. — Погрузка в автомашины.
портном оборудовании при проектировании новых оптовых баз,
реконструкции и дооснащении действующих оптовых предприятий,
разработке планов технического оснащения.
Нормы предусматривают оснащение оптовых предприятий
подъемно-транспортным оборудованием (электропогрузчиками,
электроштабелерами, стеллажами, кранами-Штабелерами, ручными
тележками, контейнерами) в зависимости от их мощности.
Нормы оснащения подъемно-транспортным оборудованием
определены исходя из единовременной вместимости склада,
товарооборачиваемости в днях, максимального суточного
грузооборота в поддонах с учетом принятых коэффициентов
неравномерности, среднесуточной производительности серийно
выпускаемых
механизмов,
односменной
работы
складов,
установленного соотношения между стеллажным и штабельным
способами хранения товаров по укрупненным группам.
32
Нормы технического оснащения предприятий оптовой торговли
потребительской кооперации включают усредненные нормы
оснащения подъемно-транспортным оборудованием оптовых
предприятий объемами 6000 м3 (1000 м2 при высоте 6 м или 1700 м2
при высоте 3,5—4 м).
В нормах технического оснащения:
♦ дана техническая характеристика основных видов напольного электротранспортера (марка, номинальная грузоподъемность, высота подъема, радиус поворота, габариты, широта
рабочего коридора при штабелировании поддонов !!00 х 1200 мм,
скорость движения), кранов-штабелеров (грузоподъемность, длина
моста, высота подъема грузоподъемного органа в зависимости от
высоты здания и высота надземного рельсового кранового пути,
габариты груза, скорость механизмов крана-штабелера);
♦ приводятся исходные данные для расчета потребности
оптовых торговых предприятий в подъемно-транспортном
оборудовании (указаны основные параметры, необходимые для
расчетов, и формулы расчета);
♦ приведены примеры расчетов потребности в подъемнотранспортном оборудовании для базы площадью 10 000 м2, в ручных
тележках при использовании кранов-штабелеров, и малогабаритных
контейнерах.
Показатели оценки состояния механизации оптового
предприятия. Оценка состояния механизации оптового предприятия характеризуется разными показателями.
Показателем, отражающим как количественную, так и
качественную сторону процесса вытеснения ручного труда
машинами является уровень механизированности труда.
Он определяется по формуле:
УМт = — -Ю0%,
мт
„
где Умт - уровень механизации труда;
Ч — численность работников на механизированных ра
ботах, чел.;
'
/
Ч — общая численность работников, занятых на механизированных и немеханизированных работах, чел.
Следующим показателем, характеризующим общий технический уровень предприятия, является уровень механизированности торгово-технологического процесса — основной
количественный показатель механизации. Его значение состоит в
том, что он позволяет сравнивать состояние механизации на
различных объектах (или на различных участках одного объекта) и
тем самым определять пути ее дальнейшего развития в каждом
конкретном случае.
Он определяется по формуле: '
где Умп — уровень механизированности торгово-технологического процесса;
<5м — объем работ, выполненных механизированным способом, тн;
<2 — общий объем выполненных работ, включая механизированные и немеханизированные, тн.
Данный показатель можно использовать как для определения
уровня механизированности всего торгово-технологического
процесса, так и его отдельных операций.
Показатель уровня механизированности работ выражается
отношением механизированных трудозатрат (человек/час) к общему
объему
трудозатрат,
включая
механизированные
и
немеханизированные:
Умр=^-100%,
где Умр — уровень механизированности работ; 3 —
трудозатраты механизированные, чел.-час; 3 — все
трудозатраты, чел.-час.
Состояние механизации оптового предприятия характеризует
уровень обеспеченности торговой техникой, ко34
личественно характеризующий парк торгово-технологичес-кого
оборудования.
Этот показатель рассчитывается по формуле:
Т Уо=-$.100'%,
где У0 — уровень обеспеченности торговой техникой;
Тф — количество единиц одного вида техники, шт.;
Ти — потребное количество единиц торговой техники того же
вида, шт.
Технический уровень характеризует не только обеспеченность
техникой, но и степень ее использрвания. Уровень использования
техники и оборудования рассчитывается по формуле:
у = Ми.. юо%,
М0
где Уи — уровень использования техники и оборудования;
Ми — машины и оборудование, участвующие в технологическом процессе, шт.;
М0 -— общее количество машин и оборудования, шт.
Расчет численности рабочих, занятых механизированным
трудом, осуществляется в соответствии с инструкциями ЦСУ РФ.
Объем работ по переработке грузов определяется произведением грузопотока и количества подъемно-транспортных
операций в пределах грузопотока и измеряется в тон-но-операциях:
О = В . - М = В. (М .+ М .),
г
т
г
ч
- мг
рг'
где О — объем работ по переработке грузов;
В. — величина грузопотока в г-м технологическом про
цессе;
. .'■"
35
М . = М . + М . — количество подъемно-транспортных операций
(механизированных и ручных) в г-м технологическом процессе.
С целью получения объективной информации о состоянии
материально-технической базы оптовой торговли, трудовых и
финансовых
ресурсов,
эффективности
их
использования,
техническом оснащении оптовых торговых баз может проводиться
паспортизация оптовых баз.
Паспорт состоит из шести разделов.
1. Общая характеристика оптовой базы.
2. Товарооборот.
3. Товарные запасы.
4. Зона деятельности, технологическое, подъемно-транспортное
оборудование, многооборотная тара и компьютерная техника.
5. Организационно-технический уровень и эффективность
использования ресурсов.
6. Численность и состав работников, заработная плата.
В разделе 4 приведены сведения о потребности (по нормам
технического оснащения) и фактическом наличии технологического,
подъемно-транспортного оборудования, многооборотной тары и
компьютерной техники.
В разделе 5 приведены показатели, характеризующие
организационно-технический уровень и эффективность использования ресурсов, в том числе машин и оборудования.
Рассчитывается показатель фондовооруженности, среднегодовая
стоимость машин и оборудования на одного работника. Также
рассчитываются
показатели,
косвенно
характеризующие
эффективность механизации торгово-техноло-гических процессов —
коэффициент использования складской площади, коэффициент
использования складского объема.
На основании приведенных в разделе 4 и 5 данных проводится
расчет уровня механизации складских работ, выражающийся
отношением объема механизированных работ к общему объему
работ (в тоннах), проводимых базой. Мож36
по рассчитать и другие показатели, характеризующие уровень
механизации складских работ, например уровень механизации труда.
Система машин для предприятий оптовой торговли.
Повышение эффективности деятельности оптовых предприятий во
многом зависит от степени их технической оснащенности. Перед
каждым предприятием встает вопрос модернизации складского
технологического процесса на современной индустриальной основе.
Однако степень технического оснащения многих оптовых
предприятий остается низкой. Наибольший результат достигается от
применения не единичных машин, а совокупности технических
средств разного назначения, взаимосвязанных между собой по
технико-экономическим и эксплуатационным показателям. Речь идет
о системе машин, обеспечивающих комплексную механизацию
работ, включающую более высокопроизводительные, простые,
удобные, надежные в работе машины и оборудование.
Система машин — это совокупность технических средств и
оборудования, предназначенного для комплексной механизации и
автоматизации технологически связанных между собой складских
операций. Система машин обеспечивает непрерывность складского
процесса путем увязки всех его звеньев единым ритмом работы
входящих в ее состав машин.
Создание и внедрение системы машин для комплексной
механизации складских операций способствует обеспечению
высокой производительности при минимальных затратах труда и
средств, повышению эффективности и качества работы. Система
машин должна содержать минимально необходимый набор машин,
оборудования и приспособлений для комплексной механизации
складских технологических процессов. Ее основные параметры
должны соответствовать заданным объемам складского оборота,
производительности и техническому уровню отечественной и
зарубежной техники.
37
Научно-методические разработки по системе машин I состоят из
пяти разделов. В первом разделе приведены тех- ! нологические
процессы переработки грузов в оптовой тор- ; говле и организация
фасовки сыпучих товаров; во вто- | ром — технологические процессы
переработки грузов в розничной торговле и схема движения тары в
розничном тор- ■ говом предприятии.
В третьем разделе помещен перечень машин и оборудования по
пяти основным группам:
♦ для погрузки-разгрузки транспорта;
♦ для транспортировки товара;
♦ для хранения и отбора товара;
♦ для обработки товара;
♦ вспомогательное.
Приведены основные технические характеристики машин и
оборудования, обозначение технических условий и шифра в
прайслисте.
Раздел
четвертый
содержит
перечень
оборудования,
подлежащего разработке и модернизации.
В пятом разделе приведены технологические процессы
переработки грузов в оптовой и розничной торговле.
Система машин основана на технологических процессах
переработки грузов в оптовой торговле, поэтому дается подробное
описание технологического процесса переработки грузов на оптовых
базах в зависимости от способа доставки грузов — автомобильным
или железнодорожным транспортом.
Приводится перечень оборудования и средств механизации для
выполнения каждой из операций, начиная с поступления товара,
приемки, размещения на хранение, организации хранения до
отборки товаров с мест хранения, подготовки к отпуску и отпуск
товаров.
Главным показателем, на основании которого происходит
выбор оборудования и средств механизации, является грузооборот.
В альбоме по системе машин дается подробный перечень
оборудования (с указанием марки), применя38
емого для выполнения каждой операции. Приводятся его основные
технические данные — главный параметр (для грузоподъемных
машин — грузоподъемность), установочная мощность, масса,
габариты (длина, ширина, высота). Указывается разработчик
технической документации, завод-изготовитель.
В схеме технологических процессов приводится оборудование,
находящееся в производстве (обозначается буквой "П"), подлежащее
модернизации (М), разрабатываемое или подлежащее разработке
(Н), рекомендованное к постановке на производство (Р).
1.4. Механизация и автоматизация
торгово-технологических процессов
в магазинах
В целях ускорения процесса товародвижения, сокращения
времени предоставления услуг в торговле и повышения качества
обслуживания населения на первый план выдвигается задача
механизации и автоматизации труда в торговле, особенно в
розничной. Применение техники дает возможность доводить
продукты питания до потребителя в более короткий срок, с
сохранением питательных свойств и вкусовых качеств.
Механизация и автоматизация труда в розничной торговле
имеет большое социально-экономическое значение в связи с
сокращением трудоемких работ и малоквалифицированного труда.
Повышение уровня механизации ведет к облегчению труда торговых
работников, снижению
издержек
обращения,
повышению
оборачиваемости
товаров,
сокращению
товарных
потерь,
уменьшению времени простоя автотранспорта, повышению
коэффициента использования торговых и складских помещений
магазинов, совершенствованию качества обслуживания покупателей
и сокращению их времени, затрачиваемого на приобретение товаров.
39
Техническая
оснащенность
магазинов
торгово-технологическим оборудованием непрерывно совершенствуется, внедряются
современные высокопроизводительные технические средства. Это
создает условия для улучшения орга-? низации труда в магазинах и
применения современных методов продажи товаров.
Для доставки и подготовки товаров к продаже стало
использоваться более производительное, многофункциональное
фасовочное, упаковочное и этикетировочное оборудование,
электронные
контрольно-кассовые
машины,
отличающиеся
быстротой и четкостью выполнения расчетно-кас-еовых операций,
позволяющие повысить скорость и качество расчетов с
покупателями.
Благодаря увеличению выпуска товаров в потребительской
упаковке создались благоприятные предпосылки для внедрения
тары-оборудования.
Это
дает
возможность
максимально
механизировать погрузочно-разгрузочные работы, сократить
простои автотранспорта, уменьшить количество технологических
операций.
Уровень технической оснащенности зависит от размеров
магазинов, их мощности. Приспособленные здания магазинов,
которые часто не соответствуют современным техникотехнологическим требованиям, не позволяют использовать новое,
высокопроизводительное оборудование. Это может быть связано с
неудачной планировкой торговых залов и кладовых, недостаточной
шириной коридоров и дверных проемов и некоторыми другими
причинами. Строительство современных типовых магазинов,
технологические планировки которых соответствуют строительным
нормам и правилам, позволяет внедрять прогрессивные торговотехнологические процессы, новую торговую технику и эффективно
ее эксплуатировать.
В розничных предприятиях проводят механизацию:
♦ одного вида работ (частичная механизация);
♦ основных операций;
♦ комплексную.
40
Можно выделить три ступени комплексной механизации и
автоматизации:
♦ комплексная механизация отдельного технологического
процесса;
♦ комплексная механизация и автоматизация всех процессов в
магазине;
♦ комплексная механизация и автоматизация всей технологии
товародвижения от поставщика до расчета с покупателем.
Внедрение комплексной механизации в магазинах во многом
зависит от того, насколько полно на стадии проектирования учтены
требования торгово-технологического процесса и предусмотрены
условия для применения техники.
Схемы механизации торгово-технологического процесса
магазина. Торгово-технологический процесс магазина включает ряд
последовательных операций, осуществляемых в процессе движения
товаров с момента их поступления до реализации потребителю. Это
находит отражение в его структурной схеме. С позиций механизации
торгово-технологического процесса можно выделить три структурные схемы, разработанные в зависимости от методов обслуживания
покупателей и степени готовности товаров к продаже.
Первая схема предусматривает разгрузку товаров с автотранспорта, приемку их по количеству и качеству и продажу.
Вторая схема включает операции по разгрузке товаров с
автотранспорта, приемку их по количеству и качеству, хранение и
продажу.
Третья схема распространена более других. Она заключается в
разгрузке товаров с автотранспорта, приемке их по количеству и
качеству, хранении, подготовке к продаже и продаже. Последняя
схема включает все операции, поскольку требует подготовки
товаров к продаже непосредственно в магазине.
41
Наиболее перспективна первая схема, требующая поступления
в магазин предварительно расфасованных, упакованных и
этикетированных товаров. В этом случае сокращаются операции на
транспортирование, хранение и фасовку и больше внимания
уделяется основному процессу — продаже товаров. Наличие
упакованных товаров позволяет осуществлять пакетирование, что
создает благоприятные предпосылки для индустриализации
транспортировки товаров и ускорения оборачиваемости.
Применение
при
транспортировке
тары-оборудования
позволяет после приемки товаров по количеству и качеству
направлять их без перевалки непосредственно в торговый зал для
продажи.
Продажа товаров методом самообслуживания требует переноса
операций по нарезке продуктов, их упаковке и этикетировке за
пределы торгового зала — в фасовочные цеха, на, оптовые базы или
производственные предприятия, что дает возможность применять в
них
высокопроизводительные
машины
и
оборудование,
обеспечивающие ритмичность работы и более высокую
производительность труда фасовщиков.
Эффективность схемы механизации торгово-технологи-ческого
процесса для каждого конкретного магазина зависит от правильного
подбора и эксплуатации технических средств. Для чего необходимо:
♦ определить кратчайшие пути перемещения груза;
♦ максимально приблизить места хранения к местам разгрузки
и отпуска товаров;
♦ чтобы помещения для фасовки по возможности примыкали к
торговому залу;
♦ предусмотреть помещения для приемки и хранения товаров;
♦ чтобы ширина проходов соответствовала габаритам
транспортных средств;
♦ обеспечить соответствие технических средств объемам
перемещаемых товаров и тары, способам укладки и хранения.
42
Особенно трудоемкими в торгово-технологическом процессе в
магазине являются операции, связанные с перемещением грузов,
которые включают в себя погрузочно-раз-грузочные и транспортноскладские операции. Для определения их объема используется
показатель мощности грузопотока — количество товаров,
проходящих через определенный участок в единицу времени.
Мощность грузопотока измеряется в натуральных показателях
(т/день, т/месяц
II Т. Д.).
В целях рационального использования рабочей силы и техники
следует на этапе проектирования разрабатывать схемы механизации
работ в магазине в тесной взаимосвязи со схемой механизации всего
процесса товародвижения. I [ри построении схем должны быть
учтены следующие факторы:
♦ структурная схема торгово-технологического процесса;
♦ мощность грузопотока, его интенсивность и направление;
♦ вид и параметры транспортных средств как порожних, так и
с перемещаемым товаром.
При разработке рациональных схем механизации должны
составляться технологические карты, в которых отражаются: тип
магазина, схема торгово-технологического процесса, направление и
интенсивность грузопотока, час-гота завоза товаров и вывоза тары,
имеющийся парк торгово-технологического оборудования и его
размещение в магазине. На основе технологических карт можно
определить
немеханизированные
участки
работ,
которые
необходимо обеспечить оборудованием.
До составления технологических карт грузопотока определяется последовательность операций товародвижения и
возможность исключения операций, усложняющих тор-говотехнологический процесс.
В качестве примера можно рассмотреть две основные схемы
грузопотока, которые в настоящее время являются наиболее
рациональными. Первая схема включает:
43
♦ перемещение товара в кузове к заднему борту автомашины;
♦ погрузка товаров на тележку;
♦ подача тележки с товарами в помещение приемки;
♦ приемка товаров по количеству и качеству;
♦ подача тележки с товарами в торговый зал;
. ♦ разгрузка тележки на рабочем месте в торговом зале;
♦ возврат тележки к месту ее хранения или к автома
шине для последующей ее загрузки.
С целью исключения лишних операций, таких как погрузка и
разгрузка тележки, целесообразно применять тару-оборудование. В
этом случае схема будет выглядеть следующим образом:
♦ перемещение товаров к заднему борту автомашины;
♦ подача товаров в помещение приемки;
♦ приемка товаров по количеству и качеству;
♦ подача товаров в торговый зал;
♦ возврат тары-оборудования без товара;
♦ погрузка тары-оборудования в кузов автомашины.
Если в здании магазина имеется подвал или второй этаж,
в схему механизации погрузочно-разгрузочных работ включаются
операции по перемещению товаров к лифту, его загрузка в лифт и
выгрузка из него.
Механизация
требует
применения
высокоэффективных
технических средств, однако излишне приобретенное оборудование
необоснованно увеличивает затраты на его покупку и техническое
обслуживание, повышает уровень издержек обращения, снижает
эффективность деятельности предприятий.
Для определения оптимальной потребности в оборудовании и
объективного выбора типов машин и механизмов необходимо
руководствоваться примерными нормами технического оснащения
магазинов. Они содержат рекомендации по оснащению конкретных
типов магазинов с различной площадью торговых залов,
весоизмерительным,
холодильным,
подъемно-транспортным,
контрольно-кассовым и
44
другими.видами
оборудования.
В
нормах
предусмотрено
|ц'пользование тары-оборудования.
Примерные нормы направлены на упорядочение тех.... [еской оснащенности, сокращение ручного труда и улуч
шение использования техники.
Процесс механизации должен быть осуществлен на всех
стадиях процесса товародвижения на основе применения подъемнотранспортного оборудования и средств малой механизации, тарыоборудования, использования режущих, фасовочных, упаковочных
машин и автоматов, весоизмерительного оборудования, электронных
кассовых аппаратов, холодильного оборудования и торговых
автоматов, а также использования автоматизированных систем
управления в торговле.
Уровень механизации торгово-технологического процес-( а
магазина определяется отношением весового количества товаров,
погруженных и разгруженных с помощью механизмов к общему
объему погрузочно-разгрузочных работ. I 'аботы, выполняемые с
помощью ручных тележек, считаются механизированными на 50%, а
с использованием-лифта — на 100%. Уровень механизации в этом
случае определяется по формуле:
Г • 0,5 + Г ■ 2
Г-Н
где 0,5 — коэффициент снижения трудоемкости работ при
использовании грузовых тележек;
2 —- коэффициент снижения трудоемкости работ при
использовании лифта;
Г — годовой грузооборот по всем группам товаров;
Н — средневзвешенное количество перевалок.
Под перевалкой понимается технологическая операция на пути
движения товаров. Количество перевалок определяется в
соответствии с типовой технологической схемой движения товара.
Сокращение
перевалок
является
одним
из
факторов
совершенствования технологического процесса.
45
Условиями повышения уровня механизации и автоматизации в
торговле являются:
♦ соответствие применяемых технических средств технологическим процессам и операциям;
♦ применение пакетных перевозок;
♦ использование тары-оборудования в сквозной технологической цепи товародвижения от производства до торгового : зала
магазина;
♦ перенос фасовки товаров из торгового зала магазина в
подсобные помещения (в специализированные фасовочные; цеха);
♦ достижение согласованности при разработке технологии во
всех звеньях товародвижения.
Расчет экономической эффективности механизации. Решение о техническом оснащении магазина должно основываться на
расчетах экономической эффективности. Так, при замене и
модернизации оборудования пользуются расчетом экономического
эффекта по минимуму приведенных затрат (3), которые
представляют сумму себестоимости на единицу мощности и
нормативной прибыли.
3=С+Е -К,
н
'
где С — себестоимость единицы продукции, руб.; Е —
нормативный коэффициент экономической эффективности;
К -— удельные капитальные вложения, руб.
Для расчета экономического эффекта необходимо приведение
единовременных и текущих затрат на создание и внедрение новой и
базовой техники и результатов их применения к одному моменту
времени (началу расчетного года).
а 4 = ( 1 — Е)(, где а
— коэффициент приведения;
46
Е — норматив приведения разновременных затрат (0,1);
I — число лет.
Оценка эффективности новой техники имеет не только
[экономический, но и социальный аспект. Основным результатом ее
внедрения является число высвобожденных работников, которое
определяется по формуле:
в ц п2'
где Р — число условно высвобожденных работников;
О — объем работ после внедрения новой техники;
П — производительность труда (выработка на одного
работника) после внедрения новой техники;
П — производительность труда до внедрения новой техники.
Существенным резервом повышения эффективности оборудования является его модернизация. Модернизацию целесообразно проводить в том случае, если приведенные затраты на ее
осуществление меньше затрат на закупки нового оборудования.
Но процесс реконструкции и технического перевооружения не
сводится только к количественному увеличению и обновлению
парка машин и оборудования, он охватывает и вопросы
совершенствования технологии торговой деятельности, и частности,
совершенствование товародвижения и внедрение новейших методов
продажи товаров.
Система машин для предприятий розничной торговли. I
[еобходимость совершенствования технологии розничной торговли
настоятельно требует применения системы машин для комплексной
механизации и автоматизации торгово-техноло-гических процессов
и снижения занятости и затрат ручного ТРУДД.
В системе машин содержатся оптимальные транспорт-потехнологические схемы переработки товаров, выделены наиболее
трудоемкие технологические процессы и пред47
1
ставлен перечень необходимых для их механизации типов I машин;
Приводится также перечень машин и механизмов но- I вых
поколений, освоение производства которых следуете осуществить в
перспективе. Механизация и автоматизация I торгово-технологических
процессов, являясь важнейшимЩ \ направлением научно-технического
прогресса, наряду с со- I | кращением тяжелого физического труда
способствуют улуч- 1 шению экономических показателей торговых
предприятий. 1
Одно из перспективных направлений технического про- I | гресса в
торговле — применение торговых автоматов, ко- 1 торые
способствуют расширению ассортимента, увеличе- I нию объема
продажи товаров и повышению качества торго- Ь вого обслуживания.
Через торговые автоматы целесообразно |{ продавать товары частого
спроса в местах работы, учебы и I отдыха. С их помощью можно
обеспечить торговое обслу- | живание населения в любое время суток.
Они дают воз- I можность продлить процесс продажи отдельных
товаров I после окончания работы магазинов, чем в немалой степени 1
способствуют снижению издержек обращения, ускорению 1
товарооборачиваемости и повышению рентабельности.
Автоматизация торговли в перспективе получит зна- I
чительное распространение, прежде всего по товарам мае- I
сового и устойчивого спроса, имеющих небольшие разме- |
ры и невысокую цену. Практически все продовольственные I
товары могут реализовываться через торговые автоматы. I
Местом установки могут быть торговые залы магазинов, залы
ожидания авто-, аэро- и железнодорожных вокзалов, фойе |!
кинотеатров, здания учебных заведений, а также откры- Г
тые площадки на центральных улицах, площадях, в пар- |!
ках, скверах и других местах массового отдыха. Крайне I
необходимы они для обслуживания работников предприя- I \
тий с многосменным производственным циклом.
I
Существующая материально-техническая основа авто- ] матизации
процесса продажи товаров населению нуждает- !| ся в
совершенствовании. Конструирование и производство 11
,1
торговых автоматов должно быть направлено на создание падежных,
технически и эстетически совершенных, удобных в эксплуатации
торговых автоматов, базирующихся на современных достижениях
механики, электроники, кибернетики, автоматики и робототехники.
В торговле могли бы найти применение в первую очередь
торговые автоматы для продажи штучных продоволь-гтвенных
товаров в упаковке: в бутылках и банках — молочные и
консервированные продукты, напитки и минеральные воды, соки; в
пачках и коробках — конфеты, вафли, печенье, сахар и другие
кондитерские изделия, сырки, чай, табачные изделия, пирожные,
торты, мороженое. Могут также продаваться поштучно
хлебобулочные изделия, бутерброды, колбаса, фрукты (особенно
цитрусовые), некоторые виды овощей.
Имеется потребность в более широкой номенклатуре торговых
автоматов для продажи жидких товаров в стаканах, таких как
газированная вода, чай, кофе, какао, соки и' другие напитки.
Ассортимент товаров, реализуемых через автоматы, может
значительно расшириться до открытия и после закрытия
продовольственных магазинов.
В будущем должны найти применение, особенно в местах
массового спроса (у вокзалов, автостанций, на автострадах), кафеавтоматы и магазины-автоматы, оборудованные сложными
многотоварными автоматами-манипуляторами с устройствами для
приготовления и продажи блюд или реализации готовых к
потреблению товаров.
Глава 2. Торговотехнологическое
оборудование
2.1. Фасовочно-упаковочное оборудование
Характерная особенность подлинно рыночной экономи-1 ки —
комплексное развитие основных производств и отраслей
производственной инфраструктуры, важнейшим зве- ! ном которой
является тарное хозяйство. Без добротной тары,! невозможна
организация производства, обращения и потреб- ! ления сырья,
изделий, товаров. Своевременное и полное ! обеспечение
потребителей высококачественными и экономичными видами тары
существенно влияет на эффектив-1 ность производства и ритмичность
функционирования пред- : приятии, объединений, фирм, ассоциаций
и успешное вза- I имодействие всех отраслей экономики.
Все это заставляет отечественных производителей проявлять
повышенный интерес к таре, упаковке и упаковоч- I ной технологии.
Увеличение доли фасованной продукции,! повышение требований к ее
сохранности, увеличение по-!; требности в индивидуальной таре,
асептических материа- г! лах, многослойных пленках во многом
изменили ситуацию!!' с упаковочными технологиями в России. В
немалой степени I ■ этому способствовало активное проникновение на
наши I рынки зарубежных упаковочных фирм.
Импорт упаковочных машин составляет более 70%. Ос- | новными
зарубежными поставщиками оборудования явля- ; ются итальянские,
немецкие, польские фирмы. В послед-неё время увеличились поставки
из Израиля и стран Юго-ВостЬчной Азии.
50
Итальянские машиностроители предлагают широкий спектр
упаковочной техники — от оборудования для упаковки в
термоусадочную пленку до. роботизированных комплексов. Но
существует также множество фирм, которые специализируются на
определенных продуктах. В ведении одних находятся сыпучие
продукты, в ведении других — молочные, кондитерские изделия и
др.
Свое место на насыщенном рынке пытаются найти и |
ггечественные производители. Оказавшись в условиях острой
конкурентной борьбы, они стали усиленно работать над улучшением
своей продукции. Все чаще на потребительском рынке появляется
красочная качественная упаковка российского производства.
В структуре отечественного упаковочного производства
основное место занимают бумага и картон — 38%, полимерные
материалы — 22%. Высоки доли металла и стекла.
Постоянно
увеличивается
выпуск
оборудования
для
современных
технологий
упаковывания
продовольственных
товаров. Здесь упаковка должна обеспечить доставку потребителям
продуктов не только в привлекательном виде, но и сохранить их
высокое качество на длительный срок.
В этих целях применяют различные упаковки, в том числе и
упаковки с защитным газом. Такие упаковки обязательны для
мясных продуктов, особенно в сфере самообслуживания, где товар
демонстрируется покупателю в упаковке, а также для'пленочного
созревания ветчины и сыра. Использование защитных газов находит
применение как в пищевых производствах, так и в торговле.
Газонаполненные упаковки отличаются тем, что в них изменяется
атмосфера. Воздух заменяется на подходящий для данного продукта
газ или газовую смесь. Эти упаковки также известны под названием
"аромозащитные упаковки", поскольку они позволяют долго
сохранять аромат продукта.
Газовая защитная (Или аромозащитная) упаковка позволяет
обеспечить хорошую защиту продукта во время
51
его хранения и транспортировки. Для изготовления мясныхЯ товаров
и их упаковки чаще всего применяются три газа:Я С02 (твердая
двуокись углерода); 1М"2 (жидкий азот); 02 (кис-Я лород).
Используют преимущественно:
♦ куттерование с использованием жидкого азота (приЯ
производстве
мясного
фарша);
|
♦ обработку тумблером с применением криогенного хо-Я| лода
(при производстве вареной ветчины);
♦ прямое быстрое охлаждение (при приготовлении мяс- I ных
соусов).
Для упаковок мясных изделий с использованием защит- 1 ного
газа применяют упаковочные материалы, предупреж-щ дающие
проникновение газа и водяного пара. Продукт ос-1 тается свежим и
ароматным, не подвергаясь порче во влаж-Я ной атмосфере.
В последнее время все большее распространение по- 1 лучает
асептическая технология переработки и упаковки! пищевой
продукции. Асептическая упаковка гарантирует! хранение пищевых
продуктов вне холодильных камер в 1 течение длительного срока.
Асептическая концепция — это ] стерилизация упаковочного
материала перед его формов- I кой.
Длительные сроки годности продуктов питания гаран- 1 тируют и
ультрафиолетовые стерилизующие модули. На 1 установках
наполнения, расфасовки и заделывания они обес- | печивают
стерилизацию упаковочных материалов еще до 1 их соприкосновения
с продуктами питания. Таким образом, 1 отпадает необходимость в
какой-либо дополнительной об- 1 работке. Эти модули
характеризуются высокой интенсивно- | стью излучения. Буквально за
несколько секунд отмирают | любые вирусы, бактерии, грибки и.т. д.
без использования! каких-либо химикатов.
Этим методом успешно стерилизуют стаканчики раз-личных
форм, используемые для упаковки молочных про- I
52
дуктов, заделочные пленки, пленочные рукава и крышки для
стеклянных баночек и бутылок. Стерилизация проводится так
интенсивно, что она сокращает число бактерий почти на 100%.
Облученные поверхности достигают такой Степени чистоты,
которая соответствует классу упаковок, обозначаемых как
"стерилизованные упаковочные матери-|лы".
Производители упаковки оказались наиболее подготовленными
к изменению требований потребительского рынка. Имеете с
повышением требований к качеству материалов и дизайну упаковки
потребовалось изменить всю систему сбыта, применять различные
методы стимулирования продажи,
осуществлять активную
рекламную деятельность.
В своей конкурентной борьбе производители упаковки
и''пользуют ценовую составляющую, стремясь, с одной стороны,
загрузить производственные мощности, а с другой —. искать и
находить свои рынки сбыта, новые технологические материалы. При
этом цены отечественных производителей во многих случаях
приближаются к мировым, однако слабая техническая и
технологическая база, налоговые, таможенные, транспортные
проблемы не позволяют пока нашим производителям конкурировать
на равных с зарубежными фирмами. На данный момент 10—12%
тары из гофрокартона, 35—40% коробочной и этикеточной
продукции, Л Г) —40% гибкой упаковки поставляются по импорту.
В настоящее время затраты на упаковку в России составляют от
1,8 до 2,3 млрд долл. США в год. Наибольшую долю в них занимают
затраты на гофрокартонную тару, упаковку из бумаги, картона и
полимерных пленок. Однако 49% (0,9—1,2 млрд долл. США)
приходится на закупку упако-нпчных машин, хранение упаковочных
материалов,
обеспечение
тароупаковочного
процесса.
Непосредственно затраты на упаковочные материалы составляют
850—1040 млрд долл. США в год. Самыми быстрыми темпами
развивается рынок гибкой полимерной упаковки, ПЭТ-бутылок,
самоклеящихся этикеток, жестяной упаковки.
53
Открытость экономики России, жесткая конкурентная*™
борьба за потребителя, свобода перемещения товарных по^Н
токов и установления хозяйственных связей, острая конку4И
ренция со стороны зарубежных таро- и товаропроизводи-Я!
телей заставили наших потребителей и производителе,)^»
изменить методы работы на рынке и повысить требования кН
упаковке.
.
|
Упаковка — это средство или комплекс средств, обес-Л!
печивающих защиту товара от загрязнений, повреждений,! потерь,
воздействия окружающей среды. Она, как и товарЯ является также
средством обращения.
Упаковка несет на себе информацию о товаре, что вн
значительной степени повышает спрос на продукт.
Значение упаковки в торгово-технологическом процес-| се
выражается в:
♦ предохранении товара от вредного воздействия внешИ ней
среды, но также внешней среды от вредного влияния! товара;
♦ защите товара от негативного воздействия других! товаров;
♦ обеспечении условий для сохранности количества и 1
качества товаров на всем пути их движения из сферы про-а изводства
в сферу потребления;
♦'.' создании условий для пакетирования товаров, а сле-Я
довательно,
для
их
механизированной
обработки;
1
♦ выполнении роли носителя коммерческой информа-я ции и
торговой рекламы;
♦ максимальной защищенности продуктов от механи-1 ческих
воздействий при транспортировке;
♦ обеспечении возможностей для эффективной транс-]
портировки, складирования, погрузки и выгрузки товаров. |
В условиях насыщения товарного рынка упаковка при-а обретает
новое функциональное значение — становится! общей с товаром
единицей потребления, несущей в себе 1 функции тары, источника
информации и средства техноло- | гии потребления.
54
Таким образом, упаковка, как логотип или товарный Внак,
может начать действовать на человека на подсознательном уровне,
вызывая тот или иной эмоциональный Отклик. Основная ее цель —
не управление сознанием Человека, а демонстрация ему товара,
заключающаяся прежде всего в ознакомлении и оказании помощи в
принятии решения. В этом случае упаковка выступает частью
товара, являясь средством его выразительности и пере-дичи
информации, одновременно скрывая и демонстрируя Товар.
Назначение фасовочно-упаковочного оборудования со-стоит в
том, чтобы осуществлять весовое дозирование и автоматическую
упаковку
сыпучих,
гранулированных,
кристаллических
и
мелкоштучных продовольственных и непродовольственных товаров,
а также штучных малоразмерных изделий,
2.1.1. Классификация фасовочно-упаковочного оборудования
Классификация фасовочно-упаковочного оборудования может
быть основана на разных признаках.
По характеру технологических операций оно бывает:
♦ дозирующее;
♦ фасовочное;
♦ упаковочное;
♦ этикетировочное;
♦ пакетоформирующее;
♦ комбинированное.
По консистенции товара для:
♦ жидких;
♦ сыпучих;
♦ штучных.
По виду фасуемой продукции:
♦ пищевые продукты;
55
♦ непродовольственные товары. По виду
упаковочного материала:
♦ термоусадочные оболочки;
. ♦ термоусадочные пленки, поливинилхлоридные и перфорированные на основе полипропилена;
♦ полимерные пленки;
♦ вискозоармированные оболочки с внутренним и наружным
полиамидным слоем;
♦ натуральные упаковочные материалы;
♦ пищевые самоклеящиеся стреч-пленки из поливинилхлорида;
♦ вакуумные пакеты;
♦ двуосноориентированный полипропилен;
♦ подложки из вспененного полистирола;
♦ гофрокартон.
По количеству выполняемых операций:
♦ оборудование для выполнения отдельных операций;
♦ комплексные линии по фасовке, упаковке и пакетированию
товаров.
По периодичности действия:
♦ циклического действия;♦ непрерывного действия. По
источнику энергии:
♦ механическое;
♦ электрическое.
По уровню автоматизации:
♦ полуавтоматическое;
♦ автоматическое.
2.1.2. ВИДЫ, ТИПЫ И технико-экономическая
характеристика фасово чно-упаково иного
оборудования
До 90-х гг. технический уровень фасовочно-упаковоч-ного
оборудования был низким. В основном применялось
56
оборудование,
отличавшееся
громоздкостью,
невысокой
производительностью и недостаточной надежностью. Сейчас почти
полное обновление ассортимента оборудования происходит в
течение 4—5 лет.
В России рынок торгового оборудования, в том числе
фасовочно-упаковочного, формируется как из импортируемого, так
и из оборудования отечественного производства.
С появлением новых для российского рынка технологий по
переработке, упаковке и хранению продовольственной продукции,
созданием самостоятельных коммерческих структур и выходом
правительственных решений по активизации продвижения
российского продукта назрела необходимость самостоятельного
участия торговых организаций и процессе переработки и упаковки,
что сокращает технологический цикл превращения своего сырьевого
товара в деньги, а следовательно, уменьшает конечную цену продаваемого товара.
В настоящее время организуются мини-производства по
переработке и упаковке продуктов питания, пригодные для
размещения в подсобке любого продовольственного магазина,
предприятия
общественного
питания,
на
оптовых
продовольственных
рынках
и
различных
предприятиях
агропромышленного комплекса. В состав таких производств входит
разделочное, упаковочное, весовое, этике-тировочное, торговое,
вспомогательное оборудование.
Основное различие внедряемых мини-производств связано с
особенностями
технологии
упаковки
(стреч-техноло-гия,
термоусадочная
технология,
вакуумная
технология).
Из
многообразия видов и типов оборудования рассмотрим наиболее
известные и популярные модели фасовочно-упаковочного
оборудования.
Установка розлива Доза-2400П используется для упаковки
жидких, пастообразных пищевых продуктов (соки, молоко, сметана,
йогурты, майонез, жидкий мед, томатный соус, растительное масло)
в банки, бутылки, стаканчики. Имеет пневматический привод.
Замена дозируемого
57
продукта моющим раствором позволяет проводить санитар^ ную
обработку установки, не снимая узлов и деталей.
Фасовщик-автомат
АЛУР-1500СМ
с
запечатыванием!
стаканчиков алюминиевой фольгой и (или) пластиковой! крышкой
предназначен для упаковки жидких, пастообраз-1 ных и трудно
текучих пищевых продуктов, в том числе с| мягкими наполнителями
(творожные пасты, джемы, сметана, плавленые сыры, йогурты,
кетчуп,
соусы).
Имеются]
дополнительные
возможности:
бактерицидная обработка стаканчиков и фольги, установки
прозрачной крышки на) фольгу.
Фасовочно-упаковочный автомат УФАС-1200 (рис. 2.1а
предназначен для фасовки и упаковки жидких, пастообраз-1 ных
пищевых продуктов (молоко, кефир, майонез, просток-Л ваша) в
современные ламинированные, в том числе фольги-1 рованные,
картонные пакеты "Р1ЖЕ-РАК" или "ТЕТНА-КЕХ".|
ВЫЬ
■ими
*:-П
]
1
Рис. 2.1. Фасовочно-упаковочный автомат УФАС-1200
58
Устройство для термоупаковки предназначено для упаковки
различной
пищевой
продукции
(кондитерские
изделия,
хлебобулочные изделия, мясные и рыбные продукты и
полуфабрикаты, фрукты, овощи и т. д.), а также любых
непродовольственных товаров в термоусадочную пленку.
На рис. 2.2 показан настольный вариант такого устройства.
Малогабаритное настольное устройство позволяет упаковывать
колбасные изделия, рыбу, сыры, кусковое мясо, птицу, яйца,
фрукты, грибы, орехи, кондитерские и макаронные изделия и др.
Упаковка осуществляется следующим образом:
♦ упаковываемый продукт укладывается на поддон устройства;
♦ продукт оборачивается пищевой стреч-пленкой;
♦ упакованный продукт снимается с поддона движением "на
себя и вниз", а пленка при этом обрезается термоно-исом;
♦ концы пленки подворачиваются под продукт и запа-п маются
на термостоле.
Р1М1111
Рис. 2.2. Устройство термоупаковочное
(настольный вариант)
59
Упаковочный аппарат ТПЦ-200М используется для упаковки
различных видов продукции — овощей,. фруктов,: орехов,
кондитерских изделий, шоколада, видео- и аудио-* кассет и т. д. Эта
модель (мини-блок) незаменима для индивидуального и частного
производства.
Термоусадочный малогабаритный упаковочный аппа4 рат.
ТПЦ-450 (рис. 2.3) удобен для небольших производств. Он
универсален, экономичен, не требует высококвалифицированного
обслуживающего персонала. Этот аппарат полностью собран из
отечественных комплектующих. Позволя-( ет использовать для
упаковки пленку различной толщины и осуществлять усадку
термоусадочных колпаков для не большого производства.
Рис. 2.3. Термоусадочный упаковочный аппарат ТПЦ-450
60
II
Термоусадочный упаковочный аппарат ТПЦ-370 наиболее
популярен среди производителей хлебобулочных, кондитерских
изделий и владельцев магазинов. В этом аппарате применяется
плавная регулировка температуры, что дает возможность не только
упаковывать широкий спектр изделий, но и использовать для этого
пленку различных типов и толщины.
Автоматическая упаковочная машина для образования
транспортной упаковки Турбопак А (рис. 2.4) предназначена для
упаковки
в
термоусадочную
пленку
бутылок,
папок.
Эксплуатационные особенности: автоматическое формирование
пакета
бутылок;
автоматическое
поддержание
'.аданной
температуры в термоусадочной камере и возможность ее
визуального контроля на дисплее; автоматическая подмотка пленки
при формировании пакета.
/
Рис. 2.4. Автоматическая упаковочная машина
Турбопак А
61
Полуавтоматическая
упаковочная
машина
Турбопак
предназначена
для
образования
транспортной
упаковки.
Применяется для упаковки в термоусадочную пленку бутылок,
банок, крупногабаритных изделий в блоки. Эксплуатационные
особенности: полная и быстрая настройка на предметы различного
размера; наличие режима нулевого цикла для сваривания пленки при
формировании пакета; быстрая замена рулона с пленкой,
автоматическое
поддержание
заданной
температуры
в
термоусадочной камере и возможность ее визуального контроля на
дисплее.
Упаковочная машина Турбопак В предназначена для
блистерной упаковки капсул, таблеток и других подобных продуктов.
Эксплуатационные особенности: высокая произ'Ц водительность при
компактном исполнении; формование; сжатым воздухом блистерных
углублений заданных размеЯ ров с высокой воспроизводимостью;
непрерывный принцип действия автомата, обеспечивающий высокое
качество блистера; экономное использование материала за счет
отсут-1 ствия отходов между соседними блистерами; перестройка на
другой размер продукта занимает менее получаса; низкий уровень
шума, безопасность для здоровья; легкость в управлении.
Машина упаковочная РМ-01 фирмы "Просгпор-Л" предназначена для образования рукава из полимерной пленки,
размещения на него штучных пищевых продуктов, преимущественно мороженого в вафельных стаканчиках, с последующим
запечатыванием.
Упаковочная система Глолок (Финляндия) подходит для
упаковки самых разнообразных продуктов в картонные коробочки.
Она особенно подходит для упаковки изделий из мороженого.
Коробочки гигиеничны и герметичны и облегчают обращение с
мороженым.
Торты
из
мороженого
изготовляются
на
автоматической линии. Одновременно сборочная машина Глолок
собирает из заготовок до 40 коробочек в минуту. Специальные
клапаны-замки обеспечивают прочность и герметичность упаковки.
Объединяются упаковоч62
—
пая линия и линия мороженого. Склеенные термоплавким клеем
клапаны придают упаковке герметичность и прямоугольные формы.
Машина для групповой упако&ки ФПР-22 выпускается ЛО
"Туомо Халонен" (Финляндия). Жестяные банки, картонные
коробки, стеклянные банки или другие соответствующие упаковки
группируются автоматически на подставке пли без нее. Готовая
группа упаковок проходит на подающем транспортере машины
через промежуток между сши-магощими "челюстями", толкая перед
собой упаковочную пленку. Затем "челюсти" смыкаются, тогда
покрывающая снизу и сверху пленка закрывается позади упаковки.
Так пГ> разуется открытая с обоих торцов бандероль из пленки. '
>существляются" два сшивания, пленка обрезается. После мпивания
транспортер направляет упаковку в отдельную усадочную камеру.
Готовая упаковка из усадочной пленки .ишномична, прочна и
облегчает хранение на складе.
Автоматическая упаковочная машина для жидких и сыпучих
продуктов ФПМ-2500 дозирует жидкие продукты по принципу
"поршень/цилиндр". Дозирование сыпучих продуктов выполняется
при помощи карусельного дозатора, приводимого в действие
электродвигателем. Машина сконструирована из нержавеющей
стали. Этим обеспечивается тгиеничность продукта и длительность
срока службы машины.
Автомат для сборки коробок из гофрированного кар-тона
"'Финн-бокс-макер" собирает упаковку из трех отдельных заготовок,
соединяющихся при помощи системы "хот-мелт". Автомат можно
подсоединить к уже существующей упаковочной машине. Высокая
степень автоматизации сокращает расходы на обслуживающий
персонал.
Высокопроизводительная фасовочная машина для мороженого
\УСВ 1се Сгеат (США) (рис. 2.5) применяется для фасовки
широкого ассортимента
мороженого (рожки,
стаканчики,
.контейнеры, торты). Имеется 10 станций, выпол63
Рис. 2.5. Высокопроизводительная фасовочная машина и
образцы упаковки для мороженого
няющих различные операции: распределения, наполнения,
закрывания крышкой, эжекции.
Мороженое распределяется по сегментам. Перемеще-1 ние
сегмента пошаговое. Используются различные типы крышек и
способы закрывания в соответствии с видом
64
продукции (заталкиватель крышек, термосварка штампованных
крышек, запечатывание фольгой). После закрывания крышкой
продукты продвигаются или поднимаются с сегментов и
перемещаются в закаточный туннель с помощью ленточного или
роликового
конвейера.
Имеются
полуавтоматические
транспортировочные системы.
Напольная и настольная вакуумные упаковочные машины,
выпускаемые АО "Кварц", предназначены для герметичной
вакуумной упаковки пищевых продуктов (мяса, рыбы, овощей,
фруктов, сыров, хлебобулочных и кондитерских изделий),
медицинских инструментов, различных непродовольственных
товаров, банкнот и других ценных бумаг. (При упаковке банкнот —
это 100%-ная гарантия отсутствия несанкционированного вскрытия
пачек.) Используется автоматический цикл упаковки, возможна
упаковка и среде инертного газа, регулировка величины вакуума.
Происходит одновременная загрузка нескольких пакетов.
Машина СотрасЪа 8Ь 5035 производства фирма ЕС1 ЫтИес!
(США) предназначена для упаковки в термоусадочную пленку
пищевых продуктов, фруктов, электронных изделий, канцелярских
товаров, игрушек, изделий из металла, косметики, лекарств,
предметов одежды. Происходит полная и быстрая настройка под
товар различного размера, плавная регулировка скорости упаковки,
быстрая замена рулона с пленкой, имеется система безопасности и
сигнализации. Можно упаковать одно изделие или группу.
Поддержание оптимальной дистанции между упаковками в тоннеле
обеспечивает качественную обтяжку на высокой скорости.
Технико-экономическая характеристика наиболее популярных
моделей фасовочно-упаковочного оборудования приведена в табл.
2.1.
Настольная дозировочно-фасовочная машина РЕКЬ Мод,е1
РМРР-1 РОТОМАС .1ипс1.юп (США) пистонного типа для фасовки
вязких веществ с одним дозировочным устройством оборудована
электродвигателем постоянного тока,
65
редуктором и электронным контроллером скорости вращения
электродвигателя.
Машина оборудована цилиндрическим коническим хоп-ром для
подачи дозируемого продукта, дозировочным ци-| линдром и
тефлоновыми уплотнителями. Носики из нержа-| веющей стали для
подачи продукта в бутылку или банку сменные, их можно подбирать
в зависимости от вязкости1 продукта, диаметра горлышка и
требуемой производитель-! ности.
Линия для розлива пищевых и непищевых жидкостей РЕКЬ
Воз1-4 (рис. 2.6) предназначена для горячего и холод-1 ного розлива
продуктов питания, негазированных напит-; ков, косметики,
химических
веществ,
фармацевтической,
нефтехимической
продукции, бытовой химии и др. Эта по-! луавтоматическая машина
снабжена платформой с направ-1 ляющими рельсами из
нержавеющей стали и полиэтилена ' и двумя стопорными воротами
для быстрой и точной уста-';
НОВКИ бутЫЛОК ПОД ДОЗИруЮЩИМИ устройствами. ЦИКЛ РОЗ-:|
лива активизируется одним нажатием кнопки. Машина имеет
напольное основание и для своей работы использует ежа-} тый
воздух.
х
2
3
ч
4
5
/6
'
,
/
Рис. 2.6. Схема линии для розлива пищевых и
непищевых жидкостей РЕКЬ Воз1>4: 1 — вращающийся
стол подачи бутылок; 2 — конвейер (старт-стоп); 3 —
автоматическая дозировочно-фасовочная машина; 4 —
автоматическая
укупорочная
машина;
5
—
этикетировочная машина; 6 — конвейер непрерывного
действия; 7 — вращающийся стол-аккумулятор
66
Таблица 2.1
Технико-экономическая характеристика
фасовочно -упаковочного оборудования
Тип
|ш гомата
1
/(ота-2400
ЛЛУР-1500
УФЛС-1200
Устройство
или тсрмо,пиковки
[ПаСТОЛЬПЫЙ
вариант)
Фирмапроизволнтсль
2
АО"Новгор.
машипостр.
завод"
АСГНовгор.
машипостр.
завод"
АО"Новгор.
машипостр.
чавод"
НПФ "Интеграл" (г.
Казань)
НПФ "Интеграл" (г.
Ш1-11 ЮС
Казань)
Упаковочвдр 3-д упаковочшпаратТПЦ- ных машнп
"Термопак" (г.
'ООМ
Москва)
Упаковочный 3-д упаковочаппарат
ных машнп
1ПЦ-450
"Термопак" (г.
Москва)
Упаковочиьтн 3-д упаковочаппарат
ных машин
11111,-370
"Термопак" (г,
Москва)
1урбопак А
АООТ "Таурасфепикс" С.Петербург
Устройство
м-рмоупако-
Габариты,
мм
ПроизводиУпаковочтельность, доз, ный матеШТ./М1Ш
риал
Обьсм дозировочного
цилиндра, л
Масса,
кг
7
0,25—1.0
8
45
3
500x400x84
0
4
40
1200хКХХ)х
2000
31
1,7
0.05—0,5
2600x1 ЗООх
1850
20
3.5
0,25—1.0
700x490x30
5
5
0.9
45
400x530x105
10
0,5
15
620x440x21
0
4
ПВХ, ПП,
ПЭ
2,3
30
1750х700х
950
10
ПЭ термоусадочный
4,2
95
2000x810х
880
5
ПВХ. ПЭ,
ПП
2,2
ПО
3900x1850х
2180
10
Термоусадочная
пленка (полотно)
Термоусадочная
пленка (полотно)
ПП, ламипаты в виде
пленки
Пленки,
ламипаты
1.1
400
3,0
330
2,95
370
560
1
1 урбопак
АООТ "Таурас- 3800х8«)х
феникс" С.2170
Петербург
ГМ-01
Простор-Л (г.
Королев)
3700х900х
1600
от 20 до 90
'М1Р-22
АО "Туомо
Халопеп"
США
1500х500х
2350
50
3200х800х
1500
80
\\'('В1се |
гсат
5
• Потрсблисмаи
мощность,
кВт
6
1,6
10
—
2
0,2—1,0
700
0.75
. 5.6
600
67
Продолжение
1
2
3
4
Напольная
вакуумная
упаковка
АО "Кварц"
(г. Калипипград)
ЕС1 ЫтПсс!
(США)
540x750x960
3
2400х900х
1555
35
Термоусадочная
пленка из
ПЭ или ПП
Ро1отас .ГипсПоп (США)
600x400x400
20
Термоусадочная
пленка из
ПЭ нли ПП
Сотрас1а
$1,-5035
РЕКЬОгееп
Маспте Х-Ы
5
6
7
8
3
100
9
475 |
27
2.1.3. Правила эксплуатации фасовочно-упаковочного
оборудования и техника безопасности^
Основными условиями бесперебойной работы фасовоч-1 ноупаковочного оборудования являются:
♦ высокое качество монтажа;
♦ квалифицированное техническое обслуживание;
♦ выполнение всех правил эксплуатации персоналом. 1 К
проведению монтажных работ и обслуживанию фасо-1
вочно-упаковочного оборудования допускаются только лицаЯ
специально обученные. Кроме того, для работающих на| фасовочноупаковочном оборудовании должен быть прове-1 ден специальный
вводный инструктаж по правилам техники безопасности,
электробезопасности и порядку оказания:] первой помощи при
несчастном случае. Не реже одного раза.] в шесть месяцев следует
проводить инструктаж на рабочем ] месте.
Соблюдение правил эксплуатации и техники безопас-1 ности
способствует надежной работе оборудования и пре- I дотвращает
несчастные случаи.
Правила техники безопасности запрещают эксплуати- I ровать
оборудование,
не
имеющее
защитного
заземления
1
электродвигателей. Опасно пользоваться оборудованием, I если
открыты токонесущие части его электрических при- 1 боров, не
защищены вращающиеся и движущиеся части! оборудования.
68
Запрещается эксплуатировать оборудование при неисправных
приборах автоматики, прикасаться к движущимся частям
включенного в сеть агрегата независимо от того, находится он в
работе или в состоянии автоматической остановки.
По окончании работы на фасовочно-упаковочном оборудовании
необходимо обесточить его, очистить рабочее место, протереть
сухой мягкой тканью. Запрещается использовать для протирки
легкоиспаряющиеся жидкости, такие как бензин, дихлорэтан и
прочие. Подобные растворители могут вызвать повреждение
корпуса.
2.2. Пакетоформирующие машины
Существуют различные пакетоформирующие машины —
укладчики в контейнеры и на поддоны, обертывающие машины.
Конструкция средств пакетирования, технология укладки и
упаковки рассчитаны на сквозную транспортировку товаров от
промышленного предприятия до магазина, механизированное
выполнение
погрузочно-разгру-ючных
работ
и
выкладку
упакованных пакетированных тона ров непосредственно в торговом
зале.
Машины для заполнения контейнеров продовольственными
товарами представляют собой укладчики полуавтоматического
действия. Контейнер может стоять на полу или на конвейере.
Количество загружаемого в контейнер товара регулируется в
зависимости от требования заказчика. Всеми действиями управляют
предохранительные конце-ные выключатели, направляющие и
переключатели в соответствии с требованиями безопасности.
На рис. 2.7 показан полуавтоматический укладчик в контейнеры
АПК 6040. Машина состоит из секции подъема (перемещения),
формирования групповых и отдельных упаковок, выводящего
конвейера, секции закрывания, системы установки контейнера.
Имеется также пульт пневмоуправ69
ления. Машина выпускается в одностороннем или двусто! роннем
исполнении и имеет следующую техническую ХЕИ рактеристику:
максимальная производительность — 9000' товарных единиц/ч,
потребляемая мощность — 2 кВт, под-] ключается к электросети
напряжением 220/380 В, расход; воздуха — 280 л/мин, давление
воздуха — 6 бар.
Рис. 2.7. Полуавтоматический укладчик в
контейнеры АПК 6040
Цикл работы машины включает несколько фаз, после
довательность операций в которых приведена ниже.
Первая фаза — захват и поднятие пневматическим ус тройством
пустого контейнера с подающего конвейера. При] этом контейнер
поворачивается на 90°. Вторая — опуска-"I ние его в секцию загрузки.
Третья — установка пустогоЯ контейнера в положение загрузки.
Четвертая (срабатывает! одновременно с первой) — включение
конвейера, подаю-1 щего упаковки на станцию формирования. Из
упаковок фор-1
70
~ ~ ~ ' < -
.
■
■
■
■
■
-
.
'
мируется требуемая группа и подается толкателем на движущуюся
горизонтально
подающую
пластину,
которая
закреплена
подшипниками к движущемуся вертикальному подъемнику. Она
перемещает группу товаров в контейнер па соответствующий слой.
При отсутствии подающего конвейера цикл начинается с фазы
4. При этом подача контейнеров под загрузку осуществляется
вручную или по напольному конвейеру.
Контейнер после загрузки подается пневмоцилиндром в секцию
закрывания стенки при помощи пневматических вращающегося
цилиндра и толкателя. Когда контейнер поступает в секцию
закрывания стенки, очередной пустой контейнер начинает
опускаться в секцию загрузки (фаза 2).
Применение пакетоформирующих машин обеспечивает
наибольший экономический эффект, если становится одной из
составляющих комплексной технологической линии фасовки,
упаковки и пакетирования с программным управлением. В этом
случае максимально используются технические возможности
машины. В качестве примера рассмотрим линию фасовки молока в
упаковку Пюр-Пак.
Мощность линии 5x7200 упаковок в час. На таком предприятии
имеется
автоматизированный
склад
возвратной
тары,
автоматическая подача высечек, возможность направить отдельный
вид готовой упакованной продукции на определенный контейнероили ящикоукладчик согласно заданной программе.
Тут же на предприятии заполненные контейнеры и ящики
группируются в соответствии с полученными заказами, а группы, в
свою очередь, формируются в партии при погрузке на грузовики, что
облегчает дальнейшую разгрузку. Все операции выполняются
автоматически по заданной программе. Имеется компьютерная
система контроля, слежения и оповещения.
Взвешивание происходит автоматически. Упаковки направляются с главного конвейера в сторону на весы, взвешиваются,
и возвращаются на главный конвейер. При необ71
упаковки, исходя из данных взвешивания.
Контроль за движением товаров на складе экспедици является
существенной частью всей системы. В любое время можно получить
данные о товаре, поступившем на склад и изъятом оттуда. Также
можно выяснить, в какой точке склада хранится тот или иной
продукт. Всем этим можно управлять автоматически или в ручном
режиме с дистанционным управлением.
Компьютерная система контролирует все товарные потоки,
оповещает о помехах, указывает их место и характер, словом, за
всем следит, все регистрирует и регулирует. Все это позволяет:
♦ уменьшить потери высечек;
♦ снизить простои машин; '
♦ улучшить точность дозировки;
♦ своевременно получить все упаковочные материалы;
♦ своевременно получить контейнеры и тележки;
♦ доставить материал на нужную упаковочную линию и на
нужный транспортер;
♦ поддерживать регистр с памятью;
♦ составить инвентаризацию;
♦ ускорить комплектацию готовых партий для отгрузки;
♦ исключить ручной труд;
♦ сократить количество рабочей силы.
Нажав на кнопку компьютера, можно узнать, что происходит на
складе возвратной тары, упаковочного материала, в упаковочном
цехе, на холодильном складе и в экспе-' диции.
Сердцем системы контроля является помещение с микропроцессором. Необходимые данные подаются в микропроцессор,
например количество и вид высечек, требуемых определенной
разливочной машиной. Одновременно эта информация поступает на
склад упаковочного материала. В то же время происходит
инвентаризация склада.
72
Если в цикле имеются какие-либо помехи, система сра-ау
оповещает об этом. Время простоя сокращается, быстро
устраненные помехи не выводят всю систему из строя. Линии не
включается, пока помеха не устранена.
Потери можно контролировать в любом количестве точек, в
каждой рабочей фазе отдельно и на всей линии в целом. Можно
получить информацию о производительности каждой линии. Тогда
сразу можно констатировать характерные неполадки на линии или в
машине. Естественно, что все это записывается в память машины, и
информации может быть получена в любой момент.
2.3. Тара-оборудование
Одним из путей сокращения занятости, повышения престижности труда в торговле является внедрение эффективной
технологии транспортировки и продажи товаров с 111 шменением
тары-оборудования.
Товар на пути следования от предприятий-изготовителей до
торговых залов магазинов перегружается порой до II) раз, что не
всегда оправданно и сдерживает главный процесс — реализацию
произведенного товара.
На погрузочно-разгрузочные работы при комплектовании и
отгрузке товаров вручную затрачивается 30—50% общего рабочего
времени. Экономический эффект от внедрения тары-оборудования
на всем пути следования товара по схеме "промышленное
предприятие — оптовая база — магазин" достигает 60%. Однако
зачастую тара-оборудование применяется только на последней
стадии процесса тона ро движения — от оптовых предприятий до
магазина, чем достигается лишь частичный эффект.
Крупные
общетоварные
склады,
распределительные
холодильники, овоще- и фруктохранилища перешли на хранение
товаров на стандартных плоских деревянных или стоечных
металлических поддонах, но они в большинстве
73
случаев используются только при внутрискладских операв циях и не
ликвидируют ручной труд при приемке, комги лектации и отправке
товаров в розничную сеть. ЛучшиИ оптовые предприятия используют
малогабаритные колеси ные контейнеры и поддоны в качестве тарыоборудованиЯ для продажи товаров непосредственно в торговых
залах. I
Практика показала, что транспортировка товаров (хлеЯ ба,
картофеля, плодов, овощей) в контейнерах от поставЯ щиков до
торгового зала дает значительный экономический эффект за счет
устранения излишних звеньев на пути товаЯ родвижения, сокращения
товарных потерь, уменьшение расходов на тару, упаковку и
погрузочно-разгрузочные ра-1 боты, доля которых, особенно в
магазинах, еще велика. |
В супермаркет торговой площадью 1200 м2 ежедневной
поступает в среднем около 35 т груза, который, прежде! чем попасть к
потребителю, перекладывается вручную 3—•■ 4 раза. Каждый
подсобный рабочий перегружает в день от! 3 до 7 т груза. Эта
проблема может быть решена при внеЯ дрении тары-оборудования,
немалый опыт использования которой накоплен мировой практикой.
Основным направлением интенсификации и рационалйЯ зации
процессов транспортировки, перевалки, складиро-Я вания, выкладки
товаров является создание транспортных! цепей, т. е. объединение
взаимообусловленных
технологи-!
ческих,
организационных,
экономических и информацион-1 ных процессов, обеспечивающих
доставку пакетированных! товаров из сферы производства в торговый
зал с наимень^! шими материальными затратами и максимальным
исполйЯ зованием средств механизации.
Транспортная цепь связывает все процессы товародвиЯ жения.
Средством их соединения служат контейнеры и подЯ доны,
позволяющие пакетировать товары в грузовые едиЯ ницы, которые не
переформировываются на стадиях това-Я родвижения. Тараоборудование используется и как оборуЯ дование для открытой
выкладки, и как емкость для транс-Я
74
I
11
иортировки, хранения товара, а иногда в качестве средства
упаковки.
Использование одного ящичного поддона позволяет сэкономить
52 мин рабочего времени персонала, обеспечи-и.нощего процесс
товародвижения, снизить товарные потери на 0,2%.
Тара-оборудование — унифицированный товароноси-||'.пь,
предназначенный для хранения, укладки, транспортировки;
доставки и продажи товаров.
Сущность прогрессивной технологии доставки товаров и
магазины и продажи их методом самообслуживания заключается в
следующем: товар в сфере производства или в тргово-складском
звене фасуется и в потребительской упа-Ковке укладывается в
специализированную тару-оборудо-иапие (роликовые, контейнеры,
тележки-этажерки и т. п.), которая доставляется непосредственно в
торговый зал ма-I и .чина.
Для доставки в магазины и продажи из них хлебобу-ночных
изделий можно использовать малогабаритные пластиковые
контейнеры. Они отличаются высокой прочностью, большим сроком
службы и хорошими эксплуатационными
качествами:
Долгое время промышленность выпускала транспортировочную
тару без учета интересов розничной торговли. И настоящее время,
благодаря внедрению новых методов продажи и необходимости
повышения рентабельности торговли, происходит постепенное
превращение транспортировочной упаковки в разновидность тарыоборудования.
Тара-оборудование должна отвечать следующим требованиям:
♦ обеспечивать возможность применения ее в качестве ■|
ранспортно-складских средств;
♦ иметь многоцелевое назначение;
♦ обеспечивать сохранность товаров от механических
повреждений;
75
♦ обеспечивать максимальное использование плота-1 дей и
объемов складов;
♦ конструкция ее должна быть рассчитана на задан-1 ную
нагрузку, многократный оборот и легкость транспортами ровки;
♦ хранение порожних контейнеров на складах должно!
обеспечивать экономию площадей (т. е. они должны бытя
складными);
♦ иметь надежное антикоррозийное покрытие;
♦ соответствовать санитарно-гигиеническим требовани-1 ям и
правилам техники безопасности.
Тара-оборудование должна предохранять от повреж-,1 дений
потребительскую упаковку, удобно встраиваться Л оборудование,
быть приспособленной для механизирован^ ной транспортировки и
установки, для штабелированияи Укладка в нее товаров должна быть
удобной для этикетиД рования потребительских упаковок (без
изъятия из тарьД оборудования).
По способу соединения составных частей тара-оборуЯ дование
может изготовляться неразборной, разборной, складЩ ной и
разборно-складжш.
Конструкция, текстовое и художественное оформле-Я ние тарыоборудования и потребительской тары должньи быть едиными.
Конструкция должна обеспечивать быстрое вскрытибИ тарыоборудования и легкую выемку из нее потребитель^ ских упаковок. В
соответствии с этими требованиями тара-Я оборудование должна
соответствовать модулям зданийЯ магазинов, размерам стандартных
поддонов (800 х 1200 иЯ 1000 х 1200 мм), тележек (600 х 800 мм) и
торгового обору-Я дования (длина 900 мм, глубина 400, 600 мм).
Количестве тары-оборудования в торговом зале, ее вес и
вместимостьЯ должны соответствовать объему реализации товаров.
В качестве тары-оборудования можно успешно при-1 менять
ящичные и стоечные поддоны (пакеты) высотой 1 1100 мм, для
легких товаров — 1800 мм.
76
Представляет интерес вариант тары-оборудования в Виде
контейнеров с поддоном. Основанием тары-оборудования служит
четырехзаходныи стандартный деревянный под-дин, который
удобен для захвата, транспортирования и складирования вилочными
электропогрузчиками. В зависимости От массы товара могут
применяться одно- или двухнастиль-пые поддоны.
На поддонах можно устанавливать картонные контейнеры
нескольких типов.
Контейнер первого типа (рис. 2.8) представляет собой дна
одинаковых по размеру короба с дном и крышкой. Все четыре
составных элемента контейнера собирают из плоских картонных
заготовок методом механизированной прошивки металлическими
скрепками. На поддон устанавливают дно, затем два короба,
которые закрывают общей крышки й. Размеры всех деталей
контейнера строго соответству-|пт габаритам стандартного поддона.
77
Рис. 2.8. Схема контейнера на поддоне,
состоящего из двух частей
Контейнер такой конструкции выдерживает довольно* большие
нагрузки, поэтому в него можно загружать това-| ры как в упаковке,
так и навалом. Он может применяться,' для складирования
глубокозамороженных расфасованных'! продуктов. Материалом для
его изготовления служит одно-1; или двухслойный гофрированный
картон. В качестве тары-] оборудования контейнер с поддоном
используется для транс-| портирования, складирования и выкладки в
торговом зале магазина однородных товаров.
Контейнер второго типа (рис. 2.9) представляет собой1 большой
короб, который складывается из одной плоской' картонной заготовки
с металлическими прошивками. Верх-1 няя его часть закрывается
четырьмя створками. Особенное-' тью является наличие передней
наполовину откидывающей-] ся стенки, что облегчает загрузку,
разгрузку и использо-Я вание в качестве тары-оборудования при
продаже товаров ( в магазине.
^?-Хх
Рис. 2.9. Схема контейнера на поддоне,
состоящего из одного короба
Контейнер третьего типа (рис. 2.10) собирают из пяти частей:
дна, передней стенки, двух (составляющих два от-| деления)
элементов и крышки. Все детали изготовляют из
78
'1
Плоских листов картона без механической прошивки скрепками.
Для устойчивости контейнера на поддоне дно выполнено с
шестью
ограничителями,
препятствующими
смещению
составляющих деталей. Такая конструкция очень прочил, устойчива,
удобна для использования в торговом зале магазина.
При снятии крышки и откидывании верхней половины
игродней стенки обеспечивается доступ к товару и создает-1П
возможность для продажи методом самообслуживания. При
островной установке тары-оборудования доступ товара обеспечен со
всех четырех сторон, если товар в контейнере уложен в устойчивый
штабель и в'се окружающие то-и,1 р стенки сняты.
Рис. 2.10. Схема контейнера на поддоне с
отдельными крышкой и дном
Картонная тара-оборудование всех типов является многооборотной. Ее возврат и транспортировка осуществляют-111В
разобранном виде, при этом она занимает малый объем, имеет
небольшой вес, значительно дешевле металлической. К недостаткам
следует отнести лишь меньшую прочность и долговечность. Однако
сравнительная экономиче.79
екая оценка всех достоинств и недостатков тары-оборудо-1 вания из
гофрированного картона (особенно с эпоксидной пропиткой)
свидетельствует о ее большой эффективности! и перспективности.
Существует система товароснабжения магазинов непос-|
редственно с промышленных предприятий, которая пре-1
дусматривает использование малых, так называемых "ма* газинных",
стандартных стоечных и решетчатых поддонов.!
Товары укладываются на такие поддоны на механизи-1 рованной
упаковочной линии промышленных предприятий. Для защиты от
внешних воздействий и придания пакетиро-, ванному грузу большей
устойчивости и жесткости его по-, крывают стягивающей
термоусадочной пленкой.
Такой поддон из-за своих малых размеров (400x600 мм)| не
является достаточно экономичным для транспортировки.; и
складирования товаров. Поэтому при пакетировании това-1 ров на
промышленном предприятии образуют большие бло-1 ки с помощью
поддонов типа "Е1Ш" (размером 800x1200 мм) и поддонов типа ТШ"
(1000x1200 мм). На поддоне "Е1Ж'| размещаются 4 малых поддона
для магазинов, а на поддоне] 'ТШ" — 5 (рис. 2.11).
*^
II
800
300
11 о° 3
1000
4оо1°
1о
3
со
2
4
4
2
5
Рис. 2.11. Схема расположения малых поддонов
с пакетированными товарами на поддонах "Е1ГО"
(слева) и "Г11М" (справа)
80
I
При хранении товаров на складах в целях экономии площади
применяют штабельный способ укладки пакети-Iтканных грузов. Но
чтобы уберечь товары от чрезмерно Гшлыной нагрузки и
повреждений, к поддонам прикрепля-1пт рамы, принимающие на
себя тяжесть верхних поддонов с товаром.
Пакеты товаров, обтянутые термоусадочной пленкой и |
крепленные стальной лентой, а также товары в колесных
контейнерах (открытых или зачехленных) доставляют в магазины и
предприятия
массового
питания
в
автофургонах
пли
контейнеровозах.
В торговый зал товары на поддонах и в контейнерах
доставляются без перевалки. В магазинах поддоны с товарами могут
перемещаться на тележках с размером решетчатого настила 600x800
мм, т. е. для двух малых поддонов.
Существуют следующие варианты установки малых, поддонов с
товаром в магазинах: на тележках (по два поддона), на большом
стандартном поддоне и непосредственно па полу (по одному
поддону).
Продажа товаров осуществляется непосредственно из
поддонов, при этом сокращаются трудоемкие работы по их
подготовке и укладке на полки, разгрузке поддонов с транспортных
средств, снятию и подъему с большого стандартного поддона,
транспортировке в торговый зал, установке и линию торгового
оборудования. Штабеля укладывают с помощью специальной
тележки с подъемными вилами.
Поддон размером 400x600 мм удобно встраивается в торговое
оборудование магазина. Нижние полки снимаются для установки
поддонов с товаром (высота 950 мм). Глубина оборудования — 400
или 600 мм. При длине горки 900 мм в псе можно поместить два
поддона, при этом между ними остается зазор в 100 мм.
На рис. 2.12 показана транспортно-технологическая схема
товародвижения от производства до магазина. ,
В процессе транспортировки пакетированных на поддоне
товаров выявляются два недостатка: низкий коэсрсри81
циент использования грузоемкости транспортных средств (50%) изза одноярусной установки поддонов и недостаточная защищенность
упаковки товаров от повреждений при погрузке и разгрузке.
Рис. 2.12. Транспортно-технологическая схема
товародвижения от производства до магазина
82
'1
Для их устранения поддоны могут комплектоваться рамами,
предохраняющими товары от повреждений. При транспортировке с
использованием рамы для поддонов мож-11п укладывать два блока с
большими поддонами один на другой. При этом использование
емкости кузова автомашины увеличивается вдвое.
Заслуживает внимание опыт применения тары-оборудования в
виде металлических проволочных грузовых поддонов размером
1000x1200 мм, массой 18 кг и грузоподъемностью 1000 кг. Поддоны
имеют поверхностную сетку из сч'альной двойной проволоки (с! = 4
мм), ножки из стальной проволоки (с! = 6 мм), размер ячейки сетки
50x50 мм. Плоский поддон может комплектоваться металлическими
стенками и бортовыми решетками, что позволяет переделать |'го в
стоечный или ящичный, т. е. в контейнер.
Проволочная тара-оборудование предназначена для хранения
фасованных и штучных товаров на оптовых складах,
бесперевалочной доставки их в магазин и установки в торговый зал
с функцией торговой мебели, т. е. для про далей товаров. Она может
быть на стоечном или колесном поддоне (рис. 2.13).
83
Рис. 2.13. Тара-оборудование: 1 — на
стоечном поддоне; 2 — на колесном поддоне
Контейнер состоит из основания и четырех стенок, изготовленных в основном из прутка и проволоки. На основа! нии
монтируются поворотные колеса. В некоторых случаях используют
контейнер сварной конструкции, по бокам обитый металлическим
листом, с деревянным или металличе! ским полом (для
транспортировки и хранения промышлен! ных товаров в первичной
упаковке), а также деревянные контейнеры* для овощей.
4097
Рис. 2.14. Контейнеры: 1 — роликовый;
2 — трехъярусный; 3 — универсальный двухъярусный; 4
— универсальный для швейных изделий
84
В зависимости от ассортимента товаров контейнеры имеют
различные модификации, например: роликовый кон-п'йнер для
транспортировки и хранения овощей, бакалеи м хозяйственных
товаров; трехъярусный контейнер для кондитерских и бакалейных
товаров; контейнер универсальный двухъярусный; универсальный
контейнер для верхней >дежды и других швейных изделий (рис.
2.14).
Применение контейнеров предопределяет ликвидацию |
гдельных операций по подготовке товаров к реализации. Нпляясь
средствами многократного использования, контейнеры позволяют
экономить материалы на изготовление транспортной тары.
В табл. 2.2 приведена технико-экономическая характеристика
тары-оборудования.
Таблица 2.2
Технико-экономическая характеристика тары-оборудования
Показатели
Тара-оборудование
на поддоне
стоечном
колесном
Контейнер универсальный
ВЫСОКИЙ (К|)
1 нбпрпты, мм
800x600x640 800x600x735 870x670x1645
Ииуфсшше размеры,
825x625x1405
М.ИЧ'П, КГ
1 ру юподъемность,
кг
1 редний вес груже..... |контейнера, кг
1 МКОСТЬ, М"
Количество колес, шт.
Мнаметр колеса, мм
низкий (К2)
двухсекционный
870x670x950 600x809x1563
825x625x700 555x764x1367
35
300
45
300
56,7
350
222
42,5
350
180
71,8
300
180
0,2
0,2
4
100
0,725
4
130
0,516
4
100
0,58
4
130
Эффективной в эксплуатации и недорогой является траоборудование из гофрированного картона в виде картонных коробок
различных размеров и форм (рис. 2.15).
Причем все они рассчитаны на укладку в торговом зале и
продажу товаров или непосредственно из них, или вместе с
упаковкой. Коробки, как правило, прострочены перфорационной
лентой, что позволяет легко отделить их верхнюю Чисть и
обеспечить свободный доступ покупателей к товару.
85
Рис. 2.15. Схема коробки из картона
В связи с дефицитом металла, его большим весом болев4
целесообразным и эффективным по сравнению с использова-3 нием
металлических контейнеров представляется применеИ ние упаковки
товаров с поддоном в полиэтиленовую пленку,! которая не только
обеспечивает устойчивость и прочность пакета, но и защищает товар
от атмосферных осадков.
Наиболее распространен способ упаковки в термоуса-Л дочную
пленку, но он требует больших капитальных и эксЯ плуатационных
затрат. Известен метод упаковки поддона щ товаром путем обмотки
рулоном полимерной пленки. Конещ ее цепляется за поддон,
который, вращаясь, покрывается] пленкой, сматывающейся с вала.
Количество слоев неогра* ниченно, скорость движения рулона
регулируется. ГабариД ты машины 2745x2050x1500 мм, масса 600 кг,
толщина пленки! 0,015—0,040 мм, скорость вращения диска 9,5
об/мин, прав изводительность — 30 поддонов/ч.
Один из экономичных способов упаковки товарного па-Ш кета,
а именно упаковка его в эластичную пленку с болаИ шой скоростью
без нагревателей имеет ряд преимуществ] по сравнению с обвязкой и
термоупаковкой. Например, оя сутствие нагревателей экономит
площадь и электроэнер^И гию. Нет необходимости в специальной
электросети, вытяж-'] ной вентиляции. Машина полностью
автоматизирована, раЯ ботник занимается только сменой рулонов.
Груз на поддоне устанавливается на рольганг, который] подает
его к машине. Пленка натягивается вокруг груза Щ
86
четырех сторон, а затем сваривается колодками. Верх шта-Беля
также
заделывается
пленкой,
обеспечивающей
водонепроницаемость. Производительность машины — 120—
1110 упаковок/ч. Экономия пленки составляет примерно 10%
ни сравнению с методом термоусадки.
Тара-оборудование в виде металлических проволочных ящиков
с откидными стенками может использоваться для транспортировки
и продажи скоропортящихся охлажденных и замороженных товаров.
Товары доставляют в магазин «нторефрижераторным транспортом,
затем тару-оборудо-н.|мие с товаром перемещают в торговый зал и
вставляют в | I лционарную охлаждаемую витрину с
индивидуальным или централизованным хладоснабжением.
Применение такой тары-оборудования позволяет сни-нггь
расходы на обработку товара как минимум на 60%, что пи
отношению к общим расходам составляет 20%.
Поиск новых способов транспортировки, складирования и
выкладки товаров ведется в направлении упрощения кон-| грукции и
удешевления производства контейнеров, поддонов, упаковок. Так,
большая масса и высокая стоимость ме-(л ллических контейнеров не
дают большой экономической >Ффективности от их применения.
Однако закрытые метал-чпческие контейнеры обеспечивают
сохранность товаров, что позволяет использовать более
экономичные способы паке1111ювания и недорогостоящие виды тары-оборудования.
Наиболее простым и дешевым средством транспортировки,
складирования и продажи товаров пока остается стандартный
поддон (деревянный, пластмассовый или из специ-рльного картона).
При этом задача состоит в придании устойчивости и прочности
пакету. Одним из наиболее экономичных способов крепления
пакетированных товаров явля-гчгя обвязка лентой.
Машина автоматической обвязки стальной лентой выполняет
следующие операции: обкладка тары или пакета Стальной лентой;
натяжение ленты (степень натяжения регулируется); соединение
точечной сваркой и автоматическая обрезка ленты.
87
Принцип натяжения ленты — механический или пнев-1
матический. Соединение точечной сваркой наиболее надежЯ но и
дешево, так как не требует применения пломб. ПроиэЯ водительность
машин — 100 упаковок/ч.
В зависимости от размеров упаковки применяются рааЯ личные
машины. Параметры обвязываемых упаковок, смЯ ширина — 51—
260, высота — 50—212. Ширина используеш мой ленты 8, 10, 13 или
16 мм.
Машина для автоматической обвязки пакетов пластмас-1 совой
лентой выполняет такие операции, как укладка ленЯ ты вокруг
упаковки, ее натяжение, обрезка и соединение! концов современным
методом сварки — ультразвуком. На| полностью автоматизированных
машинах перемещение пав кета для следующей обвязки
осуществляется автоматичеЯ ски. Расстояние перемещения
устанавливается операторов в зависимости от габаритов товара.
Производительность машины — до 950 обвязок/ч, про-Л пускная
ширина — 60, 80, 100, 120 см, высота — 40, 6(|ь 80, 100, 120 см,
ширина ленты от 10 до 16 мм. Данный тшН машины по сравнению с
другими аналогичными позволяет! использовать для обвязки ленты из
любых искусственных I материалов — полипропилена, нейлона и др.
Соединение ленты ультразвуковой сваркой обеспечивает высокую
нав дежность и прочность.
При пакетировании на поддоне крупногабаритных тоЯ варов
рекомендуется использовать автомат для обвязки]! стальной лентой,
который, кроме того, может выполнять! I подпрессовку пакета
сверху и сбоку. Наиболее широко онЯ применяется для пакетирования
строительных материалом и некоторых хозяйственных
крупногабаритных товаров. Ав-Я томату может быть задан режим
формирования штабеляЯ на поддоне для последующей обвязки. Сила
натяжения лентыЯ регулируется до придания пакету достаточной
устойчивости и прочности. Ширина ленты и габариты машины раз!
личны и зависят от размеров пакетируемых товаров.
88
Во всех пакетирующих автоматах применяются обвязочные
устройства, осуществляющие натяжение, соединение и обрезку
ленты. В зависимости от размера пакета и голы обвязки
используется лента шириной 5, 9, 10, 12, 13, I!), 20 мм, толщиной
0,35—0,60 мм.
Самым простым инструментом для обвязки пакетов является
ручной аппарат. При его использовании лента натягивается, как
обычно, в вертикальном положении, однако благодаря длинному
рычажному плечу для этого не требуется больших усилий.
Соединение и обрезка ленты осуще-гпшяются в горизонтальном
направлении. Следует отметить, что на картонной таре не остается
вмятин.
Количество обвязок может быть различным, но для придания
пакету необходимой устойчивости достаточно по дне ленты с одной
и другой стороны. Такая обвязка пакетов ил поддоне позволяет
транспортировать товары автомобильным и железнодорожным
транспортом,
использовать
при
погрузке
и
разгрузке
электропогрузчики, перемещать па-|.|-гированные товары в
торговый зал, где ленты перерезаются и товар становится
доступным для покупателя. Кар-тиные листы, служившие
прокладками, и ленты накапчиваются и сдаются на повторное
использование или в переработку.
Вопросы эффективного применения тары-оборудования тесно
связаны с проблемами пакетирования, контейнеризации и упаковки
товаров. Главное требование — стандартизация размеров упаковок в
соответствии с размерами стандартных поддонов и контейнеров.
Важным условием эффективного использования тары-оборудования
является при-гпособленность тары к продаже товаров методом
самообслуживания.
Как тара-оборудование, так и потребительская тара в торговом
зале должны обеспечивать доступ непосредственно к товару/ Для
этого производятся вырубные, разрезные и другие упаковки,
которые легко вскрываются.
Особый интерес представляет комплексная система I
транспортировки и складирования, включающая уборк^И сортировку,
складирование, перевозку и выкладку картов феля в торговом зале.
Принцип ее действия заключается Ш следующем.
Транспортное средство (автомашина или трактор с теЛ лежкой)
движется рядом с картофелеуборочным комбай«И ном. Ящики
(габариты — 600x400x350 мм, вместимость 30-И 40 кг картофеля)
подаются к элеватору комбайна, заполняв ются и устанавливаются на
платформу транспортного средД ства. Продукция направляется на
склад, где картофель выМ гружается на транспортер для отделения
земли, а ящики направляются на мойку.
После очистки от земли картофель сортируют. СтанЧИ дартный
пищевой картофель подается на ленточный транс-И портер, ссыпается
в чистые ящики и взвешивается на авД томатических весах. Далее
ящики с картофелем перемене щаются на формирователь пакетов на
поддонах. Загружен-Я ные ящиками поддоны перевозят на склад.
Малые габари-Ш ты, небольшая масса и стандартные размеры ящиков
делав ют их удобными как при использовании в качестве транс-1
портной тары при перемещении со склада в магазин, так п* в качестве
тары-оборудования для продажи картофеля неЯ посредственно в
магазине.
Преимуществом комплексной системы транспортиров-! ки и
складирования является минимальная возможность тюШ вреждения
и порчи клубней. Ящики небольшого размера I имеют решетчатые и
хорошо вентилируемые стенки. КйЯ ническая форма ящиков
позволяет вставлять их один в ДРУтВ гой (в порожнем виде) на 60%
объема и таким способом 1 организовать более компактную
перевозку. Пустые ящигаД можно складировать на открытых
площадках. Ящики имев ют стандартную массу, что исключает
операцию взвешива-в ния в магазине.
Таким образом, при внедрении технологии с преиму-|
щественным использованием тары-оборудования:
90
♦ устраняются лишние звенья на пути движения товаров от
поставщиков до торгового зала магазина;
♦ сводится к минимуму ручная перекладка товаров из ы 1>ы на
товароносители торговой мебели;
♦ полная подготовка товаров к продаже методом саморбслуживания осуществляется в сфере производства или шновоскладском звене;
♦ осуществляется реальная рационализация переме-1ЦГПИЯ и
продажи товаров в магазине;
♦ резко сокращается число работников, занятых на
![игрузочно-разгрузочных работах в промышленности, на
транспорте и в торговле;.
♦ более эффективно используются транспортные средства;
♦ уменьшаются расходы на техническое оснащение магазинов;
♦ упрощается организация товароснабжения магазинов И
инутримагазинное перемещение товаров;
♦ повышается сохранность товаров;
♦ обеспечивается
более
рациональное
использование
аитотранспорта и торговой площади магазина.
91
Рис. 2.16. Автомобиль с грузоподъемным бортом
Применение системы контейнерной доставки и прода-1 жи
товаров позволяет не только резко сократить тяжеЯ лые ручные
процессы, значительно повысить производи-] тельность труда и
культуру торговли, но и добиться зна-1 чительного экономического
эффекта от ее внедрения. Оде нако организация эффективного
применения контейнерной системы в товароснабжении магазинов во
многом зависит от использования средств автотранспорта с
грузоподъемя ным бортом (рис. 2.16) и наличия в магазинах
специализиро- ] ванных подъемных столов.
2.4. Подъемно-транспортное оборудование
2.4.1. Классификация подъемно-транспортного
оборудования
На пути движения от производства до розничной тор-1 говой
сети большинство товаров проходит через склады торговли. Товары
на складах постоянно обновляются, по-1 ступающие на хранение
товары принимают, складируют! отпускают. После каждой
складской операции следует пЯ ремещение товаров далее по цепи
товародвижения. Склад-] ские операции включают: перемещение
товаров с участка разгрузки транспортных средств в зону хранения;
укладку] товаров в стеллажи или штабеля в зоне хранения; отборку!
товаров с мест хранения и транспортировку их в зону комЛ
плектации; транспортировку из зоны комплектации в экс« педицию
по отправке грузов.
Подъемно-транспортное оборудование, применяемое на!
складах, весьма разнообразно по функциональному назна-1 чению,
конструкции, принципу действия и производительности. Его можно
классифицировать по разным признакам:
По звеньям товародвижения:
♦ для оптовой торговли;
♦ для розничной торговли.
92
■
По функциональному назначению:
♦ погрузочно-разгрузочные машины;
,
♦ транспортирующие машины;
♦ штабеле- и стеллажеобслуживающие машины;
♦ грузоподъемные машины;
♦ универсальное оборудование. По
степени механизации:
♦ средства малой механизации;
♦ механические приспособления и машины;
♦ электромеханические машины;
♦ полуавтоматические стеллажеобслуживающие машины;
♦ автоматические стеллажеобслуживающие машины. '
программным управлением.
По виду перерабатываемого груза:
♦ машины для перемещения тарно-штучных грузов;
♦ машины для перемещения насыпных и навалочных грузов;
♦ машины для перекачивания, хранения и слива напитых
грузов.
По периодичности действия:
♦ машины цикличного действия;
♦ машины непрерывного действия. По
видам привода:
♦ механизмы ручного действия;
♦ машины с электрическим приводом;
♦ машины с двигателями внутреннего сгорания;
♦ гравитационные устройства;
♦ машины с комбинированным приводом.
2.4.2. ВИДЫ подъемно-транспортного оборудования
В состав подъемно-транспортного оборудования входят:
ручные тележки и электротележки, электротягачи, электро- и
автопогрузчики, штабелеры. Применение того или иного
оборудования зависит от типа и грузооборота склада.
93
Грузоподъемные тележки. На рис. 2.17 показаны различные модели грузоподъемных тележек.
94
Рис. 2.17. Тележки грузоподъемные: 1 —
ручная низкоподъемная вилочная тележка; 2 и 3 —
ручные высокоподъемные тележки с электроподъемником груза; 4 и 5 — высоко- и низкоподъемные
тележки с электроприводным подъемом и ходом; 6 —
ручная крановая тележка с гидроприводом
Гидравлические тележки — наиболее универсальный Вид
погрузочно-разгрузочной техники. Используют их в тор-гпных залах
и подсобных помещениях магазинов, на всех крупных складах.
Популярность этого вида техники во многим объясняется
многофункциональностью и достаточно низкий ценой. Тележки не
требуют серьезного ухода и дорого-• гоящего топлива.
Принцип их использования весьма прост: качанием рукоятки с
усилием не более 3—5 кг размещенный на поддо-иг груз
приподнимается над полом, после чего перевозит-III в нужное место
с небольшим усилием тяги оператора.
Гидравлические тележки выпускаются двух видов: с одним
грузовым колесом — "синглы" и с двумя грузовыми колесами —
"тандемы". Их грузоподъемность — от 800 кг до 2,5 т. Большим
спросом пользуются тележки с обрези95
ненными металлическими колесами, более долговечными Я
неприхотливыми к качеству полов. В помещениях с хорсЯ ши'м
покрытием полов рекомендуется использовать телезЯ ки с
нейлоновыми или полиуретановыми колесами, котЛ рые меньше
повреждают поверхность полов. Наиболее раси пространенной
является ручная низкоподъемная вилочная* тележка с
гидроприводом. Предназначена она для погрузки и разгрузки товара
с грузовых автомобилей, контейнеров я перемещения товара на
поддонах на малые и средние рас! стояния при минимальном усилии
обслуживающего персЯ нала во время подъема и передвижения.
Условием ее безиЯ пасной и надежной эксплуатации являются
прочные и ров! ные полы без выбоин и порогов.
Технико-экономическая
характеристика:
габариты
—1
1505x520x1200 мм; расстояние между полом и верхней плоскостью
вил — 85—215 мм; масса — 75 кг; грузоподъем! ность — 2000 кг;
максимальная высота подъема 125 мм.
Тележка грузоподъемностью до 1000 кг предназначена| для
электроприводного перемещения и подъема товара на большую
высоту (до 3 м). Тележка оснащена аккумуля-1 торной
батареей напряжением 12 В, емкостью 125 или 180 А-час, что
обеспечивает ее эксплуатацию в течение двух рабочих смен.
Технико-экономическая характеристика разных моделей' этих
тележек приведена в табл. 2.3.
Рынок подъемно-транспортного оборудования предлага-1 ется
также ручные тележки с электродвигательным подъе«1 мом вил.
Электропитание — трехфазный ток с напряжением до 400 В и
частотой 50 Гц с резервным переключением. Грузо-а подъемность
до 1000 кг.
Подсоединение тележек к электрической сети осуще-| ствляется
отдельным приводом, который не входит в комп-1 лект поставки.
Тележки предназначены для перемещения и складирования
пакетированных товаров в небольших складах.
96
Таблица 2.3
Технико-экономическая характеристика ручных
высокоподъемных тележек с электроподъемом груза
>у гоподъеммость, кг
,1сота, мм
1 и;фиты, ММ
псса, кг
К6А
630
ПОЛ
1600
1000
1600
Г10АЗ
1000
3000
155ОХ700
Х 1980
1820x800*
1980
182СК1О0ОХ
1980
225
342
380
Р8М
800
1600
К ЮМ
1000
1600
1550x760* 1820Х800Х
1980
1980
240
380
Р 10МЗ
1000
3000
1820Х1000Х
1980
420
Высокоподъемная и низкоподъемная тележки с электроприводным ходом и подъемом вил. Источник энергии — ■
нскумуляторная батарея. Управление операциями осуществляется
со специального пульта, на котором расположены рычаги и кнопки
движением вперед или назад и подъема ими опускания вил. Тележки
предназначены для обработки товаров на поддонах в
малогабаритных контейнерах или непосредственно на вилах.
Высокоподъемные тележки иногда называют штабелирующими.
С помощью штабелирующих тележек можно осуществлять
разгрузку и погрузку автотранспорта, внутрисклад-пше и
внутримагазинное перемещение, укладку товаров в штабеля, на
стеллажи и горки. Главное их достоинство — облегчение наиболее
трудоемких операций по подъему гру-юв. Штабелирующие тележки
выпускаются с электропри-нодом. Источником электроэнергии
служит аккумуляторная (иггарея.
Крановые тележки предназначены для манипуляции с
громоздкими грузами, максимальный вес которых может Пыть 500,
700 и 1200 кг (табл. 2.4).
Удобны для демонтажа автомобильных моторов, при ремонте и
смене, транспортировке и погрузке оборудования. Тележки
оснащены ручным гидравлическим приводом г системой защиты от
перегрузки.
97
Таблица 2.4
Технико-экономическая характеристика
крановых тележек
ГруЗОПОЛЪСМИОСТЬ, КГ
Подъем, мм
Габариты, мм
Масса, кг
.15К8
500
2500
1600x950x1630
90
.17К8
700
2450
1330x90x1600
ПО
Л2К8
1200
2500
2680x1295x1950
260
Как бы ни были удобны и популярны ручные гидравли-1 ческие
тележки, они имеют ограниченные возможности применения,
поэтому для складов со значительным грузообо! ротом
целесообразнее использовать тележки с электроприводом.
Электротележки значительно облегчают труд работников,
занятых перемещением грузов, снижают физические нагрузки,
способствуют повышению производительности труда. Тележки с
электроприводом могут выполнять неко* торые функции
погрузчиков, с их помощью облегчается транспортировка грузов,
снижаются затраты. Управление такой тележкой очень простое, не
требует больших уси* лий, поэтому оператором могут быть
женщины.
Электрические гидравлические тележки применяются] на
складах и в крупных супермаркетах. Подъемное устройство
приводится в действие гидравлической системой, обеспеченной
давлением от насоса, сблокированного с электродвигателем.
Благодаря тому, что некоторые модели электрических тележек
обладают частью функций штабелеров (подъем и укладка грузов на
высоту до 2 м), они могут успешно применяться для складирования
товаров.
Широко применяются на складах и подъемно-транспортные
машины (рис. 2.18).
98
•.
Электрокары ЭТ-2047 и ЭТ-2047А имеют фиксированную
платформу и четыре колеса, благодаря чему обладают Кмрошей
устойчивостью. Предназначены они для ускорении!"| перевозки
грузов (скорость до 40 км/час, грузоподъемность до 1 т) по
внутренней (если на аккумуляторном питании) и внешней
территории гипермаркета или оптовой базы. Представляют собой
прочную цельносварную конструкцию ил стальных профилей и
листов, предусматривающую свободный доступ к отдельным
системам при обслуживании.
Технико-экономическая
характеристика
электрокаров
приведена в табл. 2.5.
Таблица 2.5
Технико-экономическая характеристика электрокаров
>\юподъемпость, кг
шмспьший внешний радиус поворота, мм
11мср грузовой платформы, мм
ысота грузовой платформы, мм
1ирипа рабочего проезда при повороте в
мезде на 90", мм
1мрнпа рабочего проезда при повороте на
I" в пересекающихся проездах, мм
корость движения с (без) грузом, км/ч
рсодолеваемый уклон па длине 12 м с
|учом, %
1)1111,1
|6ариты, мм
1.ч са, включая батарею, кг
ЭТ-2047
2000
3300
2400x1200
800
4200
ЭТ-2047А
2000
3300
2400x1200
800
4200
2400
2800
17(19,2)
12
17(19.2)
12
Пневматические
3525x1200x1460
1700
Пневматические
3700x1560x1600
1900
Электротягач АТ-60 предназначен для перевозки груши массой
до 1,5 т в складских помещениях и на площадки.\ с твердым ровным
покрытием. Простое обслуживание И удобное рабочее место
водителя значительно способствуют высокой производительности.
Большая тяговая мощность, скорость и маневренность являются
особыми преимуществами тягачей с дизельным электроприводом.
99
100
I
Рис. 2.18. Подъемно-транспортные машины: 1 и 2 —
электрокары с открытой (ЭТ-2047) и закрытой (ЭТ-2047А)
кабиной; 3 — электротягач АТ-60; электропогрузчики: 4 — ЭП103К; 5 — ЭП-103; 6 — ЭП 02/04; 7 — ЭП-1631
Прицепное приспособление расположено в задней части гнгача. В
зависимости от модификации электротягача можно использовать
различные грузозахватные приспособления, например:
♦ вилы, смещаемые в поперечном направлении (что
обеспечивает точное подведение вил к грузам без повторения
маневров машины);
♦ вилы, наклоняемые по вертикали (позволяют надежно
поддерживать древесину, стальные трубы и др.);
♦ вилы с лебедкой, наклоняемые по вертикали (подходят для
подтаскивания в недоступных местах, а также для подъема грузов,
находящихся ниже уровня погрузчика);
♦ полноповоротный захват для рулонной бумаги (облегчает
обработку бумаги, в складах и ее погрузку);
♦ полноповоротный захват для бочек (обеспечивает безопасную и надежную перегрузку бочек);
101
♦ захват для тюков (зажимает тюки хлопка, картонные ящики
и др. с двух сторон, что исключает потребность в применении
поддонов);
♦ захват с верхним прижимом (защищает коробки с 6Ш
тылками и банками от разваливания и обеспечивает надеяя ную
перевозку);
♦ безблочная крановая стрела (может быстро переме-] щать
грузы, для которых применение поддонов не пред! ставляется
возможным);
♦ штырь (штырь, вставляется в полый цилиндриче-] ский груз,
поднимает и перевозит его).
Технико-экономическая характеристика электротягачей АТ-60:
тяговое усилие на крюке (в режиме 60 мин) —I 60 кгс; наименьший
внешний радиус поворота — 1600 мм; скорость движения с (без)
грузом — 4 (5) км/ч; напряже! ние — 24 В; габариты —
1446x700x1288 мм; масса, включая батарею —- 760 кг.
Погрузчик незаменим там, где требуется перемещение и
укладка грузов на открытых площадках и в закрытых поя мещениях
баз и складов, имеющих твердое и ровное пЩ крытие пола. Его
гидростатическая трансмиссия обеспечи-^ вает движение вперед и
назад в широком диапазоне скоро-! стей при управлении только
двумя педалями. Легкость р]Я левого управления обеспечивается
гидроусилителем. Кон4 струкция грузоподъемника позволяет иметь
хорошую оЩ зорность и возможность перемещения груза в низких
поме-' щениях.
Все погрузчики можно разделить на электропогрузчи-1 ки и
автопогрузчики.
Электропогрузчиком называют самоходную универсальную
подъемную транспортную машину на резиновом колес-, ном ходу,
оснащенную различными грузозахватными приспособлениями для
погрузки, разгрузки и штабелирования грузов. Основными
приспособлениями электропогрузчика являются вилы для
подхватывания штучных грузов, ковши
102
для зачерпывания и высыпания сыпучих грузов, штыре-|ые захваты,
боковые захваты, безблочные стрелы и т. д.
Электропогрузчик имеет следующие основные узлы: кузов
машины с рамой, грузоподъемный механизм, передний (ведущий) и
задний (ведомый) мосты, электродвигатель, аппаратуру управления.
Источником
энергии
служит
аккумуляторная
батарея,
установленная в специальном ящике в кузове электропогрузчика.
Четырехколесная схема ходовой части применяется на всех
вилочных погрузчиках общего назначения. Она обеспечивает
устойчивость по-Фузчика при относительно большой высоте
штабелирования и относительно высокой скорости передвижения.
Трехколесную схему имеют специальные вилочные погрузчики
повышенной маневренности, используемые для работы в узких
проходах. Электропогрузчики могут работать как ииутри
помещения, так и на улице. Главное отличие всех
мн'ктропогрузчиков — тип батареи (кислотная или щелочная).
Кислотные батареи работают без подзарядки в 1,5—2 раза дольше
щелочных. Однако в продовольственных мага-нинах и на базах, где
хранятся продукты, использовать кис-мотные батареи не
разрешается, технические правила запрещают также заряжать в
одном помещении погрузчики с разными типами батарей.
Электропогрузчики ЭП-103, ЭП-103К предназначены для
механизации погрузочно-разгрузочных и транспортных работ с
пакетированными и тарно-штучными грузами в закрытых
помещениях и на открытых площадках. Шасси выполнено по
трехопорной схеме. Электродвигатель передвижения соединен с
главной
двухступенчатой
передачей
заднего
моста.
Электродвигатель управляется с помощью магнитного контроллера.
Телескопическое двухрамное грузоподъемное устройство
шарнирно прикреплено к переднему мосту. Гидроцилиндр подъема
— плунжерного типа, два гидроцилиндра наклона — двустороннего
действия. Рама грузоподъемника может отклоняться вперед при
захвате груза и назад при
103
его перемещении, для чего имеются два гидравлических цилиндра. В
кузове машины установлен гидравлический привод, состоящий из
электродвигателя, приводящего I действие насос гидравлического
распределения, масляного бака и арматуры, рулевого управления,
электродвигателя передвижения. Источником энергии служит
аккумуляторная батарея, расположенная в ящике под задним мо|
стом. Корпус электропогрузчика представляет собой стальную
сварную раму из двух бортов, соединительного моста и поперечных
связей. Рулевое управление выполнено па типу автомобильного, с
разрезной трапецией. Применение привода с разрезной рулевой
трапецией к задним управляемым колесам позволяет получить
разные внутренние ц внешние углы поворота задних колес,
необходимые для обеспечения движения без проскальзывания колес
при по! вороте электропогрузчика.
Электропогрузчики ЭП-02/04 и ЭП-1631 предназначе-) ны для
погрузочно-разгрузочных и транспортно-складских работ с грузами
массой до 1500 и 1600 кг, уложенными на] стандартные поддоны.
Технико-экономическая характеристика электропогруз-1 чиков
разных моделей приведена в табл. 2.6.
Автопогрузчик — это погрузочно-разгрузочная маши-; на с
двигателем внутреннего сгорания, предназначенная для работы на
открытых площадках и складах. Автопогрузчик может быть
оборудован
различными
сменными
грузозахватн
ными
приспособлениями (рис. 2.19).
Захватные челюсти для рулонов бумаги имеют полукруглую
форму, могут вращаться на 360°. Они могут захва-; тывать также
другие различные грузы цилиндрической формы в широком
диапазоне диаметров.
Сталкиеателъ имеет переднюю раму, которая переме-1 щается
в продольном направлении и сталкивает груз. Используется для
загрузки вагонов и автомашин, а также лифтов в местах с
ограниченным свободным пространством.
104
Таблица 2,6
Технико-экономическая характеристика
электропогрузчиков
1 рузоподъсмность, кг
Высота максимального
подъема, м
Наименьший внешний радиус
попорота, мм
Ширина рабочего проезда при
штабелировании под углом 90",
мм
Ширина рабочего проезда при
перемещении с поддоном
размером'800—1200 мм, мм
('коросты
диижейия с (без) грузом
подъема с (без) грузом
опускания с (без) грузом, м/с
1 лбариты, мм
Масса, включая батарею, кг
ЭП-103
1000
2,0; 2,8; 4,5
ЭП-02/04
1500
1,5; 2,75
ЭП-1631
1500
2,0; 2,8
1600
ЭП-103К
1000
2,0; 2,8; 3,3;
4,5
1600
2100
1850
2950
2950
3500
3300
1800
1800
2100
1950
12(13)
0,2 (0,26)
0,4 (0,26)
12(13) 0,2
(0,26) 0,4
(0,26)
6,5 (7,5)
0,09(0,15)
0,33(0,13)
10,5(12,5)
0,15(0,25)
0,3(0,1)
1800х950х
1800х930х х 1857х950х
Х1455—2105 XI700—2150
1700—2150
2400
2400
2400
1800х950х
XI700—2150
2400
Грузозахватное приспособление с боковым захватом <>ля
картонных
коробок
—
предназначено
для
безопасной
транспортировки картонных коробок, загруженных на поддон,
которые зажимаются по бокам. Оно специально разработано для
безопасной транспортировки, погрузки и разгрузки изделий в
картонных коробках (телевизоры, холодильники, радиоаппаратура и
т. д.)
Выдвижной вилочный захват удобен для погрузки грузов на
грузовые автомобили и в грузовые вагоны, а также для
штабелирования
грузов
на
ограниченных
пространствах.
Выдвижение этого вилочного захвата обеспечивается системой
рычагов.
Применение автопогрузчиков для узких проходов по-.шоляет
увеличить емкость склада за счет уменьшения ширины проходов.
Такой
же.
результат
достигается
увеличением
высоты
складирования.
105
V»
................................ )
106
Рис. 2.19. Автопогрузчик с различными грузозахватными
приспособлениями: 1 — общий вид; 2 — с захватными
челюстями для рулонов бумаги; 3 - со сталкивателем; 4 — с
выдвижным вилочным захватом; 5 — с боковым зажимом для
картонных коробок.
107
/
Грузоподъемность автопогрузчиков 1—2 т при расстоя^ нии до
центра груза 600 мм.
В настоящее время на складах с узкими проходами и(Я
пользуются электропогрузчики с приспособлением для поя бора
заказов. При помощи подборщика заказов водитель, сидящий в
хорошо защищенной кабине, может выбрать отдельные грузы с
полок (до 7,6 м) по обеим сторонам прохода и уложить их на
платформу, находящуюся перед ним, Платформу можно поднять
или опустить по отношению к кабине таким образом, чтобы верх
груза всегда находился на удобной высоте.
Дизельные и газовые погрузчики — наиболее оптималь-| ный
вид погрузочно-разгрузочной техники для работы Л открытых
складах или в хорошо проветриваемых помете-! ниях. На дизельные
погрузчики, работающие в закрытом помещении, можно установить
нейтрализатор выхлопных газов. Срок его службы — 1—2 года.
Грузоподъемность дизельного погрузчика от 1,6 д1 2,5 т, от
высота подъема до 4,5 м.
Газовые погрузчики работают на сжиженном газе. Рас-!
ход газа при полной нагрузке обычно не превышает 50 л а
сутки. Как правило, на складах используют пять 50-литро
вых баллонов российского производства для каждого по|
грузчика, которые заряжают один раз в неделю. Главные
достоинства газовых погрузчиков — отличные экологичес!
кие показатели (лучше, чем у дизельного погрузчика с ней
трализатором) и низкая стоимость топлива. Благодаря эти
му, погрузчики, работающие на газе, приобретают в евро
пейских странах все большую популярность.
,^
Другой вид погрузочно-разгрузочной техники — шта-1 белеры.
Они могут быть как с ручной, так и электрической тягой.
Назначение штабелеров — складирование грузов на различных
высотах. Особенно удобны они для небольших складов с малым
грузооборотом. Там, где грузооборот боль>| шой, целесообразно
использовать погрузчики.
108
Электроштабелер ЭШ-188 представляет собой самоход-Иую тележку
на четырех колесах, на которой смонтирова-[ мы каретка с
грузоподъемником, приводные механизмы, управляющие
устройства и установлен источник электроэнергии —
аккумуляторная батарея. Он предназначен для И>«Г)оты на складах с
узкими проходами между стеллажами. Каретка поперечного
смещения и механизм поворота грузоподъемника позволяют
захватывать груз с фронта и с обеих Iтрон по ходу машины.
Электроштабелер может переме-нцать и штабелировать тарноштучные грузы, уложенные |Цн поддоны размером 800x1200 мм, как
в закрытых помещениях, так и на открытых площадках с твердым и
ровным ' дорожным покрытием. Наибольшая эффективность достипн'тся при перемещении грузов на короткие расстояния — ВО 70 м.
Корпус электроштабелера представляет собой несущую и
инструкцию, выполненную в виде сварной рамы, предназначенную
для размещения и крепления сборочных единиц, и! и [аратов и
агрегатов. Корпус состоит из основания и направляющих.
Направляющие, соединенные между собой, им!ужат для установки и
перемещения каретки с грузоподъ-|мпиком. Направляющие оси,
жестко установленные, слу-Ькпт для установки задних колес. К
направляющим с помощью винтов прикреплены текстолитовые
накладки, на ко-трых установлена аккумуляторная батарея. Вверху,
над аккумуляторной батареей, в специальном отсеке с быст■осъемной крышкой установлена контакторная панель.
Слева и справа к корпусу на болтах закреплены направляющие
ролики, облегчающие работу водителя в узких проходах.
Задние колеса электроштабелера установлены на кон-рольных
осях, что обеспечивает лучший подход к ним и полегчает демонтаж.
Колесо вращается на подшипниках, напрессованных в ступицу.
Привод ведущего сдвоенного («плеса состоит из электродвигателя
и двухступенчатого
109
редуктора, .включающего планетарную передачу и пару конических
шестерен.
Электроштабелер оборудован двумя системами незачЧ висимых
тормозов: гидравлическим (рабочим) тормозом задних колес с
приводом от ножной педали и механическим (стояночным)
тормозом, установленным на валу двигателя передвижения, с
приводом от рычага. Гидравлический тормоз предназначен для
торможения электроштабелера при его движении и для остановки.
Стояночный — для затормаживания электроштабелера на стоянках и
удерживания его на уклонах. Пользоваться стояночным тормозом
как рабочим запрещается, кроме аварийных случаев выхода из строя
рабочего тормоза.
На электроштабелере установлен грузоподъемник трехкамерной конструкции с цилиндром подъема плунжерного типа.
Грузоподъемник шарнирно закреплен на основании механизма
наклона и может быть наклонен назад до 7". ' |
Грузоподъемник состоит из внутренней и средней рам,
цилиндра подъема, каретки и цепей. Рамы представляют собой
вертикальные стойки, выполненные из двутаврового1 профиля,
соединенные между собой поперечными связями. Перемещение
внутренней рамы относительно средней, а средней относительно
наружной происходит на катках я роликах. Катки выполнены на
подшипниках качения. К нижней связи внутренней рамы крепится
цепь.
Техническая характеристика электроштабелера ЭШ-188:
номинальная грузоподъемность — 0,5 т; номинальная высо-| та
подъема вил — 4500 мм; высота подъема вил без увели-н чения
габаритной высоты электроштабелера — 1100 мм; скорость
передвижения с номинальным грузом — 7 км/ч;| без груза — 7,5
км/ч; габариты — 2235x1390x2090 (5480) мм;' масса
электроштабелера — 2250 кг.
Грузоподъемные машины. Грузоподъемные машины (рис.
2.20) предназначены для механизации операций подъема и
опускания груза) для вертикального и резконаклонного
110
|
перемещения). Кроме того, при помощи отдельных видов них
машин можно перемещать грузы в определенных границах в
горизонтальной плоскости.
Грузоподъемные машины являются машинами циклического
(периодического) действия. В их рабочем цикле пери-иды действия
перемежаются с паузами. В группу грузо-
Рис. 2.20. Грузоподъемные машины: 1 —
электрическая лебедка; 2 — электроталь; 3 — тельфер
111
подъемных машин входят электрические лебедки, тали, тельферы,
грузовые лифты и подъемники, грузоподъемные краны.
Различают грузоподъемные машины с одним движение ем
(только вертикальное перемещение груза — лебедки Ц тали); с
двумя движениями (вертикальное и линейное па ремещение —
тельферы) и с тремя движениями (вертикальное и горизонтальное
перемещение в любую точку об| служиваемого поля — краны).
Электрическая лебедка — грузоподъемная машина и виде
вращающегося барабана с тяговым стальным канатом и с приводом
от электродвигателя. Различают подъемные и тяговые лебедки.
Подъемные
лебедки
используют
главным
образом
для
вертикального подъема груза, т я г о в ы в : лебедки — для
горизонтального перемещения груза. Тяго-' вые лебедки применяют
для укладки в штабеля круглых лесных материалов, при выгрузке
круглого леса из полувагонов. Подъемные подвесные лебедки
называют талями, а при наличии у них механизма передвижения по
подвес! ным путям — передвижными талями.
Электроталъ — грузоподъемная машина с электроприводом и
механизмом подъема и горизонтального перемещения. Электроталь
состоит из трех основных узлов: грузоД подъемного механизма,
служащего для подъема и опуска-, ния груза; ходовой тележки, к
которой подвешивается гру-1 зоподъемный механизм; кнопочной
станции для управления электроталью. Грузоподъемный механизм
состоит и! корпуса, в котором находятся грузовой барабан, электродвигатель подъема, редуктор подъемного механизма, электромагнитный тормоз, канат, подвеска. Электродвигатель подъема
встроен в барабан. Ходовая тележка электротали четырехколесная,
приспособлена для передвижения по тавровой балке. Ведущие
колеса приводятся в движение 01 электродвигателя передвижения.
Электроталь снабжается электроэнергией от сети. Пуск
электродвигателя осуществ112
I
Ияется магнитными пускателями. Управление электроталью
происходит с помощью кнопочного механизма с пола.
Передвижные электротали применяют для выполнения
Грузоподъемных работ на складах, на грузовых платформах, под
навесами. Они могут работать на открытом воздухе, но обязательно
под общим или местным навесом, что предохраняет от попадания в
механизм снега и дождя.
Если электроталь объединена с монорельсовой тележ-|ч и"[ и
перемещается под потолком здания по монорельсу, 11' такое
устройство называют тельфером. Управление тельферами
осуществляется при помощи магнитных носителей, приводимых в
действие пусковыми кнопками кнопочной станции, подвешиваемой
на гибком кабеле на высоте 1,2 м от пила. Иногда ими управляют
при помощи тяговых шнуров. Мели тельфером обслуживается
большая территория, то управление им возможно с центрального
пульта.
Для механизации подъемно-транспортных работ на скла-цих и
магазинах, имеющих несколько этажей и подвальные помещения,
применяют грузовые лифты и подъемники.
Лифтом
называют
подъемно-транспортное
устройство
пг|)иодического действия, предназначенное для подъема и | пуска
грузов с одного уровня на другой. Лифт состоит из «и'бедки с
электроприводом,
кабины,
шахты,
противовеса.
Кабина
передвигается
по
неподвижным
жестким
вертикальным
направляющим, установленным в шахте. На загрузочных площадках
шахта снабжена запираемыми дверьми, иПсспечивающими
безопасность пользования. Двери кабины могут быть распашными
или раздвижными, открываемыми мручную или при помощи,
привода. Они снабжаются специ-ии иными замками или
электрической
блокировкой,
не
по-иполяющей
кабине
передвигаться при открытых дверях. Лифты оснащены
ограничителями скорости и ловителями, не допускающими падения
кабины и противовеса в случае ппрыва или ослабления канатов, а
также останавливающими их при повышении допустимой скорости.
113
Грузоподъемность лифтов — от 150 кг до 5 т. Скорость ■-от
0,25 до 0,5 м/мин. Размеры кабины — от 900x650x1000 дя
3000x4000x2400 мм.
Грузовой подъемник предназначен для подъема грузов на
платформе или в кабине на определенную высотщ Подъемники в
отличие от грузовых лифтов имеют болИ простую конструкцию,
удобны в эксплуатации. Они бывают различных типов: наклонные с
грузовой платформой, нам клонные с саморазгружающимися
ковшами, вертикальные непрерывного действия для штучных грузов
и др.
Наклонный подъемник, показанный на рис. 2.21, пмД ет
следующую технико-экономическую характеристику»
грузоподъемность — 200 кг/с; скорость подъема груза —I 0,35 м/с;
высота подъема груза — 3,3 м; размер грузовой площадки —
650x850 мм; габариты — 1500x1300x5525 ммЯ масса — 550 кг.
Для перемещения штучных и затаренных грузов под действием
собственной массы применяют наклонные и вшЯ товые спуски. Они
изготавливаются из дерева, а рабочаЯ поверхность и борта
обшиваются металлическими листами Наклонные спуски делают
прямыми и поворотными.
Передвижной подъемный стол с ручным управлением! (рис.
2.22) предназначен для механизированной погрузки Я выгрузки
грузов с автомашин и из железнодорожных вагоД нов при отсутствии
погрузочно-разгрузочных рамп, а танН же для погрузки и разгрузки
пакетированных и затарецЯ ных грузов.
Его технико-экономическая характеристика следующая:!
грузоподъемность — 320 кг; высота подъема груза — 300-Л 1400 мм;
габариты стола — 900x700x924 мм; масса — 145 кя
Грузоподъемным краном называется машина цикличдИ ского
действия, предназначенная для подъема и перемеЛ щения в
пространстве
груза,
удерживаемого
грузозахвам
ными
приспособлениями. В зависимости от конструкции раз-я личают
грузоподъемные краны: мостовые, козловые, края
114
I
Рис. 2.21. Наклонный
подъемник
Рис. 2.22. Передвижной
подъемный стол
мы штабелеры, автомобильные, башенные строительные И ДРМостовой кран {рис. 2.23) — это грузоподъемная машина
мостового типа, мост которой опирается на надземный крановый
путь (рельсы, уложенные на кронштейнах подкрановых балок,
закрепленных на консолях стен склада пни на специальных
колоннах). Мостовые краны — метал-ипоские конструкции
пролетного строения, перекинутого Цгрез складское помещение от
одной стены до другой. На мосту крана установлены механизмы
подъема груза, пере-днпжения крана и передвижения грузовой
тележки (грузо-|ого захвата). В зависимости от грузоподъемности
крана конструкции моста изготовляют с одной или двумя несущи115
Рис. 2.23. Мостовой кран
ми балками. Мост передвигается по подкрановому пути н! стальных
колесах при помощи электродвигателя. Грузовая тележка поднимает
и перемещает груз поперек площади склада, а при передвижении
моста груз транспортируется! вдоль площади склада.
Мостовые краны применяются главным образом для
перегрузки тяжеловесных грузов и контейнеров в закрытых
складских, помещениях, под навесами и реже на от| крытых
площадках. Они позволяют наиболее полно исполм зовать
складские площади, поскольку для них не требует-1 ся больших
проездов и проходов между штабелями.
Козловой кран (рис. 2.24) отличается от мостового тем, что его
пролетные конструкции опираются на две пары жестких стоек,
расположенных под углом в виде козел. Край передвигается по
рельсам, уложенным на земле. Грузоподъ-1 емным механизмом
служат электротали или подвижные грузовые тележки. Пролет
козлового крана определяется расстоянием между опорами. Для
увеличения рабочей зоны многие краны имеют по две или одной
консоли, выходя-, щих за пределы опор. Кроме того, краны
оснащаются различными грузозахватными приспособлениями: для
погрузки сыпучих товаров — грейдером; контейнеров и тяжело116
Рис. 2.24. Козловой кран
игсных грузов — крюком; металлоизделий — магнитными плитами
и т. д. Краны обладают высокой производительностью, просты в
управлении и используются преимущественно на открытых складах.
Технико-экономическая
характеристика
грузоподъемных
мостовых и козловых кранов следующая: грузоподъемность — 3,2—
32 т; пролет крана — 10—32 м; высота подъема груза — 7,1—10
м/с; скорость передвижения крана — 0,1)—2,0 м/с; общая масса
кранов, управляемых из кабины — 8,0—87,0 т.
Кран-штабелер — это грузоподъемный кран, оборудованный
вертикальной колонной с перемещающимся по ней устройством для
штабелирования грузов. По конструктивным особенностям они
подразделяются на мостовые краны-нггабелеры общего назначения,
стеллажные, опорные, под-иссные и напольные.
117
Мостовой кран-штабелер общего назначения имеё! I
вертикальную колонну, подвешенную к грузовой тележкЛ I
перемещающейся по передвижному мосту.
Межстеллажный кран-штабелер обслуживает два| стеллажа,
между которыми имеется проход для его перя движения.
Краны-штабелеры могут управляться автоматически (ЭВМ),
полуавтоматически (дистанционно) и вручную (опЯ ратором). Их
используют на складах для механизации по! грузочно-разгрузочных
работ, с их помощью осуществляют операции по укладке на
стеллажи или в штабеля штучных грузов на поддонах либо в
контейнерах.
Применение стеллажных кранов-штабелеров на скла^ дах
высотой свыше 6 м позволяет максимально использой вать объем
складских помещений и повысить производяИ тельность труда.
Их грузоподъемность — 0,16—12,5 т; ширина прохо-1 дов —
1,5 м. Мостовые краны-штабелеры укладывают груп1 на высоту 10
м, а стеллажные — 18 м.
Автомобильный кран — грузоподъемная машина с по*
воротной платформой, установленной на шасси грузового
автомобиля или на специальные шасси. Он может иметь
автоматический, электрический или гидравлический привод. Привод
механизмов крана осуществляется как от двигателя автомобиля, так
и от отдельного двигателя, уста^ новленного на поворотной
платформе. На поворотной раме крана установлена лебедка подъема
и стрела с крюком или грейдером. Для повышения устойчивости при
работе с тяш желовесными грузами имеются выносные опоры,
установленные на раме неповоротной части. Автомобильные краны
предназначены для выполнения погрузочно-разгрузочных работ со
штучными, пакетированными и сыпучими груза-^ ми, а также
контейнерами. В основном они применяются на открытых складах и
площадках.
Они
обладают
высокой
маневренностью.
Грузоподъемность автомобильных кранов от 3 до 45 т.
118
Транспортирующие машины. Транспортирующие мани ны
применяют для горизонтального и слабонаклонного к I (смещения
сыпучих и штучных грузов в пределах одно-п пли нескольких,
связанных между собой складских ПОЙМ цений, а также при
погрузке и разгрузке транспортных Юсдств,
^<ЯРТ,'>?П«^'^Г.
Рис. 2.25. Конвейеры: 1 —
ленточный; 2 — ковшовый; 3 — роликовый
119
По
принципу
действия
транспортирующие
машины]
подразделяются на машины н е п р е р ы в н о г о дейсщ вия —
конвейеры (ленточные, пластинчатые, роликовые скребковые);
элеваторы
(ковшовые,
полочные,
люлечные);
и
п е р и о д и ч е с к о г о действия — тележки (ручные, дом-кратные,
аккумуляторные, с двигателем внутреннего сгси рания). На рис. 2.25
показаны некоторые виды конвейеров.Я
Конвейеры перемещают сыпучие и тарно-штучные гру-1 зы
непрерывным потоком. На товарных складах и в магазия нах
конвейеры чаще всего используются для перемещения грузов в
горизонтальном направлении, но их также примД няют для
выполнения штабелирующих операций. Каждый тип конвейера
может быть стационарным и передвижным, I
Ленточный конвейер — один из наиболее распростра-1 ненных
видов машин. Его грузонесущим и тяговым элемени том является
замкнутая лента из прорезиненной ткани, на-1 тянутая на приводной
и натяжной барабаны. Приводной бая рабан приводится в движение
электродвигателем. НатяжШ ной барабан обеспечивает постоянное
натяжение ленты. Ис-! пользуются ленточные конвейеры для
горизонтального ж слабонаклонного перемещения сыпучих и тарноштучных грузов. Выпускаются конвейеры длиной от 5 до 15 м с ши1 риной ленты 300—3000 мм. Скорость движения ленты — 1—3 м/с,
наибольшая высота подъема груза — 2,0—5,4 м (в зависимости от
длины конвейера).
У пластинчатого конвейера грузонесущий элемент со-| стоит из
отдельных пластин, прикрепленных к замкнутому тяговому
элементу. Такие конвейеры используют для транс-1 портировки
штучных грузов под углом до 35", а также для укладки грузов в
штабеля. Длина таких конвейеров от 4 до 40 м, ширина настила —
400—1600 мм, скорость движения ходовой части — 0,1—1,0 м/с.
Роликовый конвейер отличается от пластинчатого тем,1 что у
него грузонесущим и тяговым устройством служит система роликов,
укрепленных на неподвижной раме, по которым перемещается груз
в таре. По принципу действия
120
роликовые конвейеры разделяются на приводные и непри-иодные. У
конвейеров с приводом ролики вращаются от при-иода,
работающего на электроэнергии. Роликовые конвейеры, не
имеющие
электропривода,
относятся
к
гравитационным
устройствам.
Роликовые конвейеры применяют при больших и непрерывных
складских грузопотоках для подачи грузов в зоны хранения и
погрузки.
Ковшовый конвейер транспортирует грузы в ковшах, шарнирно
прикрепленных к замкнутому тяговому элементу, в горизонтальном,
вертикальном и наклонном направлениях. Применяется на складах и
базах сыпучих грузов.
Вспомогательное оборудование. Тележки относятся к
средствам малой механизации и считаются вспомогательным
оборудованием складов.
Грузовые'тележки, которые перемещаются под воздействием
мускульной энергии оператора, называются ручными. Они бывают
двухопорными,
трехопорными
и
четы-рехопорными,
с
низкоподъемной (125 мм) и высокоподъем-иой (до 3 м)
грузоприемной платформой (рис. 2.26). Сохра-
Рис. 2.26. Ручные грузовые тележки: 1 —
двухопорная; 2 — трехопорная; 3 — четырехопорная
121
няя основной признак — ручное перемещение, они могут,
снабжаться гидро-, пневмо- или электроприводным устройством
подъема груза.
Грузовые тележки перемещающие грузы с использо-' ванием
искусственной
энергии,
называют
электротелеэт
ками
(электрокарами) или автотележками (автокарами) в зависимости
от вида привода. Как и ручные тележки, они могут быть с
разноопорной платформой, с разновысотным подъемом груза.
Управляет ими оператор, стоящий или движущийся следом, либо
сидящий или стоящий на шасси саЯ мой тележки. Существуют и
комбинированные варианты. 4
2.4.3. Выбор подъемно-транспортного оборудования и расчет
потребности в нем
Выбор того или иного подъемно-транспортного оборудования
для механизации складских работ зависит от типа склада,
ассортимента хранимых товаров, габаритов отделы] ных мест и
используемого немеханического оборудования. Выбирать такое
оборудование рекомендуется так, чтобы тип машин соответствовал:
♦ технологии обработки грузов с учетом их ассортимента и
габаритов;
<
♦ объему погрузочно-разгрузочных и складских работ;
♦ характеру и типу выполняемых на складе операций по
приему, складированию и выдаче грузов с учетом об-; щей
технологии складских работу
♦ условиям проводимых работ (на открытых складских
площадках или в закрытых складских помещениях);
♦ режиму работ складов;
♦ правилам техники безопасности;
♦ требованиям санитарных норм и противопожарной
безопасности.
Кроме того, выбранное подъемно-транспортное оборудование
должно обеспечивать повышение производитель-»!
122
кости труда и его облегчение и использоваться .с высокой
экономической эффективностью
Количество подъемно-транспортных машин, необходимое для
выполнения соответствующего объема погрузоч-но-разгрузочных и
складских работ, определяется по формуле:
м.
к
°'" ----П,С (365-Д )
р
|ф
где М - потребное количество машин для выполнения
рпбот, единиц;
,
О — годовой объем грузооборота, подлежащий перегрузке
данным видом подъемно-транспортных машин, т;
П - эксплуатационная производительность машин в смену,
т/смена;
С - число смен работы машин в сутки;
Д - число нерабочих дней машины в году;
К - коэффициент неравномерности грузооборота (групп ютока).
.
Для определения производительности машины подечиты-ипют
ее фактическую среднюю производительность за расчетный период,
исходя из средних нагрузок, средних расстояний перемещения
грузов и средних скоростей ее движения.
Эксплуатационная часовая производительность подъемнотранспортной машины может быть определена по формуле:
П = П -К -К ,
3
Т
3
В'
где П — эксплуатационная производительность машин
периодического действия, т/ч;
П — техническая (конструктивная) производительность машин,
т/ч;
К — коэффициент использования машины по загрузке (|
рузоподъемности, мощности);
К — коэффициент использования машины по времени.
123
Коэффициент использования машины по загрузке (грузоподъемности) определяют по формуле:
Осп
р
К., -
Гм
масса транспортируемого груза зЯ
где О — средняя
один цикл работы, т;
Г — номинальная грузоподъемность машины, т.
Коэффициент использования машины во времени
считывают по формуле:
раш
Т
К =
р
*■ н
где Т — фактическая продолжительность работы маЯ шины за
смену за вычетом простоев машины на профилам тику, заправку,
техническое обслуживание, перерывы ■ работе, предусмотренные
для водителя, ч;
Т — нормативная продолжительность рабочей смены, щ
. 2.4.4. Анализ рынка подъемнотранспортного оборудования
Фирмы, работающие в России, стремятся поставить, процесс
обработки грузов на европейский уровень. Для доЛ тижения такого
уровня, естественно, нужна и соответствуя ющая техника.
Спектр подъемно-транспортного оборудования, котоЯ рый
предлагает мировой рынок, очень широк — от гидравлических
тележек до погрузчиков, которые могут примеЛ няться на любых
складах торговли. Пользователь выбирает то оборудование, которое
ему больше всего подходит. Кри-; териями выбора могут быть:
режим работы машины, ее
124
грузоподъемность, высокая безопасность в обеспечении по-I
рузочно-разгрузочных работ. Немаловажное значение имеет цена и
качество.
В России наибольшим спросом пользуются ручные гидравлические тележки грузоподъемностью до 2,5 т, штабе-1 г< ■ | >ы
с высотой подъема до 6 м, погрузчики грузоподъемностью от 1 до 8
т. Весь этот спектр складской техники может удовлетворить
требования любых покупателей.
На мировом рынке техника болгарских и корейских прои.шодителей занимает одно из ведущих мест, она стоит в 1,5—2 раза
дешевле оборудования европейских компаний, ролгария —
традиционный поставщик погрузочно-разгру-Ючного оборудования
в Россию и страны СНГ. Но в последнее время на российском рынке
появились южнокорей-ЕКие тележки прекрасного качества по
достаточно низкой Цене.
Вслед за болгарскими и корейскими производителями на
российский рынок стали выходить и западноевропейские нпмпании,
предлагающие широкий спектр складского оборудования.
Дорогостоящая техника, по оценкам специали-| 1'ов, сегодня на
нашем рынке занимает около 30%.
Однако некоторые крупнейшие мировые производите-мп
практически неизвестны в России. Например, одна из ш'дущих
компаний по производству погрузчиков "ТоуоЬа" IИ иония) в
России продает буквально единицы своей техники. Цена на ее
продукцию для многих российских потребителей пока слишком
высока.
Среди финских поставщиков складской техники можно Ннзвать
компанию "Кос1а". Она выпускает широкий спектр пнорудования:
от
простой
вилочной
гидравлической
тележки
и
до
робототизированных комплексов. Достаточно широко представлены
штабелеры, работающие на больших ■Ысотах — 10—12 м. Техника
"Кос1а" позволяет работать с различными видами грузов.
Особенность работы этой ком-пиии заключается в том, что на ее
заводах каждое от125
дельное изделие ведет конкретный человек, который за нещ и
отвечает.
Известна на мировом рынке и компания " тип@петпсЯ
выпускающая разнообразное складское оборудование — ся
гидравлических тележек до погрузчиков, которые могуя
применяться на больших складах. Техника этой фирмы щШ личается
эргономичностью, экономичностью и высокой ббИ зопасностью в
работе.
Эргономичность оборудования достигается за счет пра-1
вильного и удобного расположения рабочего места опера! тора. Все
рычаги и кнопки управления лежат в зоне "удобной досягаемости"
для него, что снижает его утомляемость и повышает
производительность труда. Сиденье оператора, спроектировано с
учетом последних достижений и исследсЯ ваний в области
эргономики.
Большинство компаний, работающих на рынке склад-; ского
оборудования, предоставляют гарантию на свою про-1 дукцию
сроком в 1 год. После этого срока фирмы оказывают
постгарантийное техническое обслуживание — в случае* поломки к
клиенту выезжают специалисты фирмы и осу-] ществляют ее ремонт.
В регионах гарантийное и постгаран-| тийное обслуживание
оборудования осуществляют региоИ нальные дилеры фирм.
2,5. Оборудование для хранения товаров на
складе (складское немеханическое оборудование) |
В настоящее время перемещение любого товара от
производства до потребителя не может осуществляться без
применения поддонов, контейнеров и немеханического склад-, ского
оборудования.
Можно с уверенностью отметить, что в сфере обращения по
объему материально-вещественных потоков этот вид оборудования
находится на третьем месте после товарной массы и
потребительской тары.
126
Каждый специалист — любой предприниматель, менеджер,
коммерсант, экономист, организуя свою деятельность в сфере
коммерческого, производственного или сельскохозяйственного
предпринимательства, не сможет обойтись без складского
немеханического оборудования.
Качественный уровень процесса товародвижения в значительной степени зависит от номенклатуры и качества складского
немеханического оборудования, контейнеров и поддонов. Их
типоразмеры, материал, конструкция и технология изготовления
должны соответствовать условиям транспортировки и хранения
товаров, что обусловливает соблюдение следующих требований:
♦ стандартизация, типизация, унификация оборудования;
♦ соответствие типоразмерам стандартного европод-дона;
♦ приспособленность к многоярусной укладке товаров
стеллажным и штабельным способом;
♦ соответствие санитарно-гигиеническим требованиям;
♦ ремонтодоступность;
♦ соответствие цены и качества.
2.5.1. Классификация и виды складского
немеханического оборудования
Основное назначение товарных складов — накопление,
хранение и преобразование грузопотока, комплектация товаров в
соответствии с заявками покупателей и отпуска их и розничную сеть
полностью подготовленными к продаже.
Для проведения перечисленных операций с минимальными
трудовыми и материальными затратами и эффективным
использованием складских помещений необходимо складское
немеханическое оборудование.
Технология складирования и переработка грузов с различными
физическими характеристиками требует приме-
127
нения широкой номенклатуры складского оборудования, которое
классифицируется по разным признакам.
Складское оборудование подразделяется по назначению',
♦ для хранения тарно-штучных грузов;
♦ для хранения навалочных и насыпных грузов;
♦ для хранения наливных грузов; по
видам емкостей:
♦ закрытые;
♦ полузакрытые;
♦ открытые;
по конструкции:
\
♦ стеллажи;
♦ поддоны (штабельного или стеллажного хранения); I
♦ контейнеры;
♦ специальные устройства; по
материалу изготовления:
♦ металлическое;
♦ пластиковое;
♦ деревянное;
♦ комбинированное. Оборудование для хранения товаров на
складах долж-|
но соответствовать типоразмеру склада и способствовать! наиболее
полному использованию площади и объема склад-) ских помещений.
Конструкция склада должна быть доста-4 точно надежной, чтобы
выдерживать нагрузки и сохранять.! свои эксплуатационные
свойства в течение длительного! срока, удобной для укладки и
отпуска товаров, приспособ-) ленной для применения машин и
механизмов, позволяющих максимально механизировать складские
операции. I
Оборудование для хранения тарно-штучных грузов. Над
современных складах применяются два способа складиро-1 вания
тарно-штучных товаров: стеллажный и штабельный,
Для хранения товаров используются стеллажи и поддоны;
Стеллажи — это основное модульное оборудование!
общетоварных складов, используемое для укладки и хра-1 нения
товаров (рис. 2.27).
128
Ранее стеллажи в основном изготовлялись из дерева. И
настоящее время используют преимущественно металлические
стеллажи, так как они более прочны, долговеч-Ш.1, выдерживают
большие нагрузки и безопасны в пожарном отношении.
Большим спросом пользуются стеллажи из гнутого перфорированного профиля, которые позволяют снизить массу,
уменьшить расход металла, ускорить монтаж конструкций без
сварки и без применения каких-либо дополнительных креплений.
Специальные соединения позволят легко и в короткие сроки
изменить конфигурацию стеллажной системы, постами ть
дополнительные полки и в случае необходимости до-| троить
дополнительные стеллажи к уже существующим без использования
каких-либо инструментов.
В последнее время как зарубежные, так и российские фирмы в
целях защиты металлических поверхностей стеллажей и придания
им большей прочности применяют пластифицированные эмали или
порошковое напыление путем п'мпературной обработки в
специальных печах. Служат га кие стеллажи намного дольше.
Иногда на небольших складах используют комбинированные
стеллажи, где основной каркас выполнен из метал-мпческого
профиля, а полки из ДСП.
В зависимости от назначения стеллажи могут быть униЦ|'реальными и специальными.
У н и в е р с а л ь н ы е стеллажи предназначаются для к
ранения разнообразных продовольственных и непродовольгтпенных товаров в промышленной таре, а также товаров Ни
поддонах. Универсальные стеллажи изготовляют стационарными
(неподвижно
укрепленными
на
прочном
основании)
и
передвижными, т. е. оборудованными рамами с колетами и
способными перемещаться по специально установленным для них
рельсам. Имеются и стеллажи с механическим или электрическим
приводом. Широко используются универсальные сборно-разборные
стеллажи, которые под129
...............Л1 *!!.,■
130
Рис. 2.27. Стеллажи: 1 — каркасный; 2
— проходной; 3 — консольный; 4 — механический; 5 —
гравитационный; 6 — фрагмент рольганга; 7 —
патерностер; 8 — ящичный
разделяются на полочные, ячеистые, каркасные (бесполочные),
ящичные.
Полочные стеллажи представляют собой несколько рядов
горизонтальных клеток с настилом, укрепленных на Каркасе
стеллажа. На них хранят товары в таре и упаков-|.г либо уложенные
на поддоны.
Быстроразборные
универсальные
полочные
стеллажи
позволяют максимально использовать складские помещения.
Шаг перестановки полок у них — 25 мм; нагрузка на полку —
до 300 кг; высота стеллажей — до 4 м; полки имеют длину от 750 до
1300 мм и ширину от 300 до 900 мм.
131
Каркасные стеллажи состоят из вертикальной рамыЯ
горизонтальной обрешетки. Они предназначены для складш рования
товаров исключительно на поддонах или в спец» альной таре с
использованием средств механизации.
Для хранения крупных партий товаров ограниченно^
номенклатуры применяют проходные (сквозные) стеллажи, которые
состоят из каркаса в виде вертикальных стоек, соединенных между
собой горизонтальными стяжками. На вертикальных стойках по всей
длине на одном уровне смон» тированы узкие консоли, которые
образуют ячейки, рас» положенные горизонтальными рядами в
несколько ярусов, Загрузка стеллажа происходит с одной стороны, а
выгруИ ка — с другой.
Ящичный стеллаж — устойчивый стеллаж с модуль-ными
ящиками и разделительной стенкой. Широко исполш зуется для
складирования и хранения мелкоштучных товЯ ров. Выдерживает
высокие нагрузки, легко монтируется. Его габариты: 1300x1030x405
мм.
С п е ц и а л ь н ы е стеллажи предназначаются, как правило,
для хранения строго определенных товаров (швейные изделия на
плечиках) или товаров, имеющих спеця фические формы и размеры
(сортовое железо, трубы, ков-' ровые покрытия, линолеум и т. д.).
Используют их и при складировании однотипных тарно-штучных
грузов. По коя струкции специальные стеллажи подразделяются на
коя сольные, механические и гравитационные.
Консольные стеллажи представляют собой металличе-1 ские
стеллажи с консолями, укрепленными на вертикаль! ных рамах с
основанием. Применяют такие стеллажи для хранения сортового
металла, труб и строительных мате риалов. Они могут быть
стационарными и передвижными. 1
Механические стеллажи применяют только для хранен ния
пальто, костюмов, плащей, курток и других швейных изделий на
плечиках.
Гравитационные стеллажи состоят из металлических рам,
грузовых полок, основаниями которых служат роль-]
132
миги. Грузовые полки стеллажей имеют уклон 3—5". Эти I гсллажи
предназначены для складирования и хранения однотипных штучных
товаров и грузов, уложенных на поддоны, а также затаренных в
ящики и бочки. Максимальный |и •<■ одного поддона — 1200 кг;
максимальная высота стеллажа — 9 м. Уложенные на такой стеллаж
грузы перемещаются по рольгангам под действием собственной
силы тя-■ сети благодаря уклону настила стеллажей. Преимущества
гравитационных
стеллажей
заключаются
в
эффективном
использований площади и объема склада.
В последние годы появились патерностеры — механизированные
стеллажи для ковровых покрытий и линолеума. Стеллажное
хранение товаров на поддонах создает ус-мшшя для широкого
применения подъемно-транспортных механизмов и повседневного
оперативного учета товаров. Максимально использовать площадь
склада позволяют стел-па ясные системы для европоддонов. Шаг
перестановки помп.- — 50 мм; высота стеллажей — до 12 м;
нагрузка на пол-ьу — до 450 кг. Длина полок в зависимости от
способа рас-пп.можения поддонов может быть 1400, 1800, 2200,
,2700 и В()()0 мм.
Штабельную укладку применяют при хранении различных
продовольственных и непродовольственных товаров, Ш гаренных в
мешки, кипы, ящики, бочки, стоечные ПОДКОПЫ.
При формировании штабеля необходимо следить за тем, Нтобы
он был устойчивым, соответствовал определенным нормам по
высоте и количеству ярусов, а его размеры и конфигурация не
препятствовали свободному доступу к тома рам. Высота штабеля
зависит от свойств товара, прочности упаковки, возможности
средств механизации, допустимой предельной нагрузки на 1 кв. м
пола, высоты складских Помещений.
Различают три способа штабельной укладки товаров: Прямая,
перекрестная и обратная.
133
При прямой укладке тару с товаром устанавливают точн но одну
над другой. Такой способ применяется при штздИ лировании ящиков.
Для повышения устойчивости штабеля может применяться прямая
пирамидальная укладка, прИ которой з каждом верхнем ряду число
затаренных мест с<Щ кращается на единицу и каждое место,
распложенное щ верхнем ряду, опирается на два нижних; этот способ
ук<| ладки удобен при штабелировании бочек.
Перекрестная укладка применяется для ящиков различных
размеров. При этом ящики верхнего яруса уклады! вают поперек
ящиков нижнего.
Товары, затаренные в мешки, штабелируют обратной укладкой.
При этом способе каждый следующий ряд мещ! ков размещают на
два предыдущих, но в обратном направлении.
При укладке товаров в штабеля необходимо следить | за тем,
чтобы в складском помещении обеспечивалась иня тенсивная
циркуляция воздуха, и поддерживалась необхСИ димая влажность.
С этой целью штабеля должны отстоять не менее чем на 0,5 м от
внешней стены и на 1,5 м от отопительных приборов. Между
штабелями должны быть прох<Я ды шириной 1,5 м. ; ■.'<
Наиболее эффективным является штабельное хранен ние
товаров, уложенных на поддоны.
Из уложенных на поддоны товаров формируют грузо-' вые
пакеты, одинаковые по форме и объему, независимо от размеров
единичной потребительской упаковки, что Сщ здает возможность
использовать для их перемещения электрические погрузчики с
подъемными вилами, штабелеукладчики и другие подъемнотранспортные' машины. Поддоны в этом случае выполняют роль
оборудования не только для хранения товаров на складах, но и для
перевозки гру-1 зов различными видами транспорта: воздушным,
железнодорожным, автомобильным и водным.
В зависимости от конструкции поддоны подразделяют на:
плоские, стоечные и ящичные (рис. 2.28).
I
Рис. 2.28. Поддоны: 1 —
плоский деревянный; 2 — стоечный; 3 4 —
ящичный в сложенном виде
ящичный;
135
Плоские поддоны изготовляют одно- и двухнастильны«1 ми. Од
нона стильный поддон имеет только погрузочную плЛ щадку
(сплошную или решетчатую) и опирается на пол брЯ сьями по всей
ширине или стойками по углам, двухнв стильный — погрузочную и
опорную площадки. При изгЯ товлении поддонов используются
лесоматериалы и металл. Деревянные поддоны крепятся обычными
гвоздями, пройЯ лочными скобами, шурупами, болтами. Наиболее
надез-Я ным является болтовое крепление. Плоские поддоны при«
меняются для транспортирования и перевозки тарно-штуЯ ных и
пакетированных грузов.
По способу захвата вилочным погрузчиком поддоны под»!
разделяются на двухзаходные и четырехзаходные. ЧетйИ
рехзаходный поддон размером 800x1200 мм и максимальной!
грузоподъемностью 1 т принят как стандартный для всех]
отраслей экономики.
>1
Стоечные поддоны отличаются от плоских тем, что они] имеют
стойки, которые позволяют делать многоярусную! укладку поддонов
и предназначены для пакетирования Щ хранения легкоповреждаемых
штучных грузов (товары Щ картонных коробках, фольге, бумаге и т.
д.). Стойки поддо«| нов могут быть постоянными или съемными.
Стоечные поддоны применяются для механизированно-^! го
перемещения, погрузки, разгрузки и складирования мел-1 ких и легко
повреждаемых товаров.
Сформированные на стоечных поддонах пакеты с гру*| зом
штабелируют на складе в 3—5 ярусов или устанавли-1 вают в ячейки
стеллажей.
Ящичные поддоны используются для мелкоштучных Щ
легкоповреждаемых товаров, которые не могут быть улоИ |
жены на плоские или стоечные поддоны (свертки, связки! I
и т. п.). Ящичные поддоны изготавливают в форме ящика,! I
основание которого — плоское дно. Стенки таких поддонов! I
могут
быть
съемными
и
несъемными
(неразборными).
I
В целях экономии складской площади при хранении! I порожних
поддонов, а также эффективного использования! I
136
I
||Гп,(!ма кузова транспортных средств при вывозе тары сто-1чмые и
ящичные поддоны делают складывающимися.
Основные типы, размеры (мм) и грузоподъемность подтипов
следующие:
плоские (800x1200x144; 1000x1200x144) — 1—2 т;^
стоечные (800x1200x1740; 100x1200x1150) — 0,5—2 т;
ящичные (835x1200x930; 100x1200x1150) — 0,5—2 т.
Кроме деревянных и металлических поддонов, выпус-■цют и
пластмассовые.
Пластмассовые поддоны бывают двух типов: плоские
мционастильные четырехзаходные и ящичные. Преимуще-I та таких
поддонов: красивый внешний вид, малая масса при той же
грузоподъемности, гладкая поверхность без острых углов, не
требуется специальной окраски. Недостатки — высокая стоимость,
хрупкость, сложность ремонта.
В настоящее время появились специальные шкафные I кладные
поддоны для транспортировки тяжелых материа-мпн (подшипники,
скобяные изделия). Обе короткие стороны имеют откидные верхние
половины для удобства отбора и и'.а ров при штабелировании и
укладке на полках. У шкафных и бордюровых поддонов сеточных
или полностенных ' | чадной конструкции откидную половину
делают только на одной длинной стороне. Сеточные поддоны имеют
сетки ыкже лишь на длинных стенах. Их короткая сторона сде-|ииа
из крепленого листового металла. Поддоны предназначены для
манипуляции как с легким товаром, так и с тя-[йч'лыми
материалами.
Оборудование для хранения навалочных и сыпучих 1|>,у:юв.
Для навалочных и сыпучих грузов устраивают специальные склады.
Большинство навалочных грузов (уголь, !пч'()к, щебень) хранят на
открытой складской площади, а портящиеся под действием осадков
грузы (жмых, удобрения, поваренная соль, корнеплоды) хранят в
закрытых по-■Цчцениях:
К сыпучим грузам относятся также зерновые (пшеница,
ячмень), бобовые (горох, фасоль), масличные (семеч137
ки) и продукты их переработки, перевозимые и хранимый в
неупакованном виде. Пункты, через которые проходит большое
количество зерна и где осуществляется его хранение, называются
элеваторами. В торговле хранение зерновых осуществляется на
общетоварных и специальных складах.
К оборудованию складов для хранения навалочных и сыпучих
грузов относятся бункеры, закрома, щиты ограждения.
Бункер — это специально оборудованное стационарное или
передвижное вместилище для навалочных и сыпучих грузов. По
материалу
изготовления
бункеры
бывают
деревянные,
металлические и железобетонные, а по форме — прямоугольные,
круглые и конические. У каждого бункера имеются сверху
загрузочные устройства, а снизу —• высыпной люк с затвором.
Емкость бункерных устройств различна — от 20 до 100 Ша и более.
Закром — это отгороженное вертикальной перегородкой
специальное место склада для засыпки навалочных Щ сыпучих
товаров. Иногда закром устраивают с внутренними перегородками,
образующими раздельные ячейки.
Вместилища больших размеров в форме ящиков, которые
используются для загрузки навалочных и сыпучих грузов, также
относят к закромам. Наибольшее распрост^ ранение на складах
получили железобетонные и деревян-.; ные закрома.
В целях экономии складской площади за счет увеличения
высоты слоя хранимого товара применяют щиты 'о&Щ раждения.
Деревянные или бетонные щиты используют как на открытых
складских площадках, так и в закрытых поме-; щениях.
Оборудование для хранения наливных грузов. Для хранения
на складах наливных грузов (растительных масел,, нефтепродуктов
и др.) используют резервуары, специали-* зированные контейнеры,
чаны, бочки.
138
'.':.
Резервуаром называется вместилище для жидких то-п.| ров в
виде цистерн, бидонов, баков. Для хранения темных нефтепродуктов
(дизельного топлива) устраивают бе-юнные, каменные или
железобетонные наземные или пому подземные резервуары с
плоскими или коническими крышками, а для светлых
нефтепродуктов — стальные тарные резервуары различной формы и
емкостью от 5 до 100 м:!. Они снабжаются люками для замера,
чистки и ромонта, приспособлениями для залива и слива нефтепродуктов и спуска воды, клапаном для выпуска газовой смеси.
Резервуары для хранения нефтепродуктов устраивают п.!
открытых площадках складов.
Для хранения растительных масел используют стальные
резервуары, залив в которые и слив из них осуществляются
самотеком или при помощи стационарных и передвижных насосных
станций. Резервуары для хранения масел располагают под навесом,
в подвальных или полуподвальных помещениях, над разливочными,
расфасовочными и сблокированными с ними складами хранения
масел и таре.
Специализированные контейнеры используют для кратковременного хранения на складах отдельных видов продуктов
(например, овощей). Они могут быть различной формы, закрытыми,
с люком в крышке, днище или боковых стенках. Использование
таких контейнеров экономически п ы годно. Эти контейнеры
являются одним из видов специальной тары, рассчитанной на
механизацию и упрощение операций, связанных с хранением и
транспортировкой гру-|.| с учетом его специфических свойств. Масса
загруженных контейнеров от 30 кг до 1,25 т.
В настоящее время для хранения и перевозки наливных и
сыпучих грузов нередко используют мягкие эластичные контейнеры
емкостью от 0,2 до 10 м3. Они характеризуются высокой
прочностью на разрыв, износостойкостью,
139
малой массой. Порожние
сложенном виде.
мягкие
контейнеры
перевозят
1
2.5.2. Выбор складского немеханического оборудования
и расчет потребности в нем
Выбор того или иного типа стеллажей для оснащении склада
зависит от типа склада, ассортимента хранимых то варов, габаритов
отдельных грузовых мест и используемЛ го подъемнотранспортного оборудования. Выбирать стеЛ лажное оборудование
рекомендуется так, чтобы:
♦ конструкция выбираемых стеллажей соответствовав ла типу
и габаритам складского помещения, ассортимента товаров,
предназначенных для складирования;
♦ емкость ячеек соответствовала количеству размеща» емого в
них товара одного сорта (размера) и габаритам от! дельных
грузовых мест;
♦ емкость стеллажей обеспечивала хранение макси* мального
товарного запаса;
♦ выбранные
конструкции
стеллажей соответствовали
требованиям санитарных норм и противопожарной безопас! ности.
Количество стеллажного оборудования определяется] по
формуле:
'■■"■'■
Ас=^,
1
Е
где Ас — количество стеллажей;
От — максимальное количество товаров, подлежащих
хранению, в куб. м, штуках или других единицах измерения;
Ес — емкость стеллажа в тех же единицах.
Емкость (вместимость) стеллажа можно определить как
произведение числа ячеек (К ) в стеллаже на фактическую емкость
одной ячейки (Ея): •
140
Е = К • Е.
с
я
я
Габариты стеллажей и ячеек следует определить по ■йталогу,
справочнику либо ГОСТу.
Выбирать поддоны рекомендуется так, чтобы:
♦ конструкция
выбираемых
поддонов
соответствовала
ассортименту товаров, предназначенных для складирования и
отправки их на поддонах;
♦ емкость поддонов обеспечивала хранение максимального
товарного запаса;
♦ поддоны соответствовали габаритам отдельных мест, 11 к
'бованиям санитарных норм и противопожарной безопасности.
Необходимое количество поддонов рассчитывают по формуле:
,:
3
А
т
-
"д
Е
К'
где Ап — количество поддонов, единиц;
3 — количество товаров, подлежащих хранению и отправке на
поддонах за месяц;
Е — фактическая емкость (грузоподъемность) одного Поддона,,
т;
К — число оборотов поддона за месяц.
2.5.3. Анализ рынка складского
немеханического оборудования
Чтобы сделать правильный выбор из многообразия складского
оборудования российского и импортного производства, нужно
хорошо изучить рынок. Принцип: чем боль-ню видов оборудования
фирма может предложить, тем лучше, по-прежнему остается в силе.
Когда к какому-то виду Оборудования потребители теряют интерес,
его место обязательно занимает другое оборудование.
141
Сегодня можно выбрать складское оборудование само»! го
разнообразного дизайна и качества, с различным набоИ ром
эксплуатационных свойств и особенностей.
В ассортименте российских торговых компаний присутЯ ствует
оборудование как высочайшего класса по достатов но высокой цене,
так и менее качественное оборудование но более дешевое. Например,
на рынке предлагается отноИ сительно дорогостоящее оборудование
итальянской фир-' мы "Агпе§" и недорогие стеллажные системы
польских производителей "АВМ", "Ме§а", "ЫтЪо".
Рынок складского оборудования в России переживает не лучшие
времена. Конкурентная борьба между россим скими торговыми
компаниями заставляет их снижать цены, I но в то же время многие
наши
покупатели
изначально!
ориентированы
на
более
дорогостоящую технику. Напрй<И мер, до кризиса торговые фирмы
предлагали своим клиецЯ там металлические стеллажи итальянской
фирмы "Сейаж Качество, надежность, долговечность и практичность
этих | стеллажей полностью соответствовали их высокой цене.1 В
настоящее время спрос на эти. стеллажи резко упал, так 1 как
импортеры ("Интер Коммерц", "Текст", "Евродизайн",! "Русский
проект" и др.) при хорошем качестве складского] оборудования
снизили на него цены, пересмотрев свою цвИ новую политику.
К сожалению, российским производителям складского |
оборудования не удается достичь такого же качества, какитальянским. Поэтому производители пошли по такому пути —
российские комплектующие элементы из ДСП усе тановили на
итальянские несущие металлические конст-' рукции. Таким образом,
удалось сохранить качество, долч! говечность оборудования и
существенно снизить цену.
В настоящее время перед практикой использования' складского
оборудования стоят следующие организациои-] но-технологические
проблемы.
1. Осуществление технического оснащения предприя-1 тия в
условиях дефицита финансирования. При этом необ-|
142
ходимо не допускать приобретения оборудования, не соответствующего
требованиям
складского технологическо-I"
процесса.
2. Низкий уровень квалификации работников в сфере торговли,
так как опыт работников прежних лет стал неугоден для нового
предпринимателя, порой нежелающего .шить объективной оценки
коммерческих ситуаций.
3. Рынок сейчас настолько обширен, что даже высококвалифицированные
специалисты
теряются
при
выборе
оборудования для своего предприятия или фирмы, обращая
внимание прежде всего на внешний вид, а не на технические
характеристики и технологию самого оборудовании. Зачастую они
приобретают некачественное оборудование или просто подделки.
Недостаток квалификации у практических работников юрговли
стал восполняться высоким уровнем обслуживания со стороны
фирм, торгующих складским оборудованном, что положительно
сказывается на работе предприятий. Фирмы, по просьбе заказчика,
разрабатывают дизайн-проект. Это означает, что на основе
исходных данных (площади предприятия, контингента, метода
продажи и т. д.) они подготавливают полную организационную
технологию предприятия и его начинку (установку оборудования,
рекламу, интерьер, средства связи, телевизионный контроль доступа
в помещение, все коммуникации и т. д.). При наличии средств
предприятия ставят оборудование на высококвалифицированное
фирменное обслуживание.
4. Фирменное оборудование очень надежно в эксплуа
тации, не требует сложных монтажных, ремонтных и про
филактических работ, и все же следует воспользоваться
централизованной системой технического обслуживания,
услугами сервисной службы, включающей доставку, мон
таж, установку, пуско-наладочные работы и техническое
обслуживание на протяжении всего срока эксплуатации,
включая срок гарантии.
143
5. Обучение персонала по эксплуатации и техническо-1 му
обслуживанию оборудования.
Внедрение новой техники и прогрессивной технологии] предъявляет
повышенные требования к подготовке специЯ алистов для торговли,
которые должны хорошо знать ми-| ровой рынок не только складского, но и
всего торгово-тех-1 нологического оборудования, умело ориентироваться в
нем, экономически грамотно осуществлять расчет потребности и подбор
видов и типов оборудования, успешно создавать условия для его
рационального использования, техничесЯ кого обслуживания, ремонта и
дооснащения. Рост активной части основных фондов предприятий (фирм) к
этому обязыЯ вает.
2.6. Стационарные холодильники
Из истории получения холода
Естественным и искусственным холодом человечество пользуется
с древнейших времен для увеличения срока сащ хранения пищевых
продуктов. Источниками его являлись сщЩ лед, холодная вода.
Искусственными холодильными устройствами служили
примитивные хранилища в виде ям, погрев бов, пещер, ледников.
Над созданием холодильных машин работали многие уче-1 ные.
Английский физикохимик Бойль и немецкий физик Гед рике еще в
конце XVII в. установили, что вода в разреженном пространстве
испаряется при низких температурах. В 1777 Г| Нерн открыл, что в
условиях вакуума вода замерзает, если | удалять образующиеся
водяные пары (поглощение серной кислотой). Эти наблюдения
помогли англичанину Лесли пост* роить в 1810 г. первую ледоделку.
Практическое применение холодильные машины нашли] только
тогда, когда вместо воды были найдены другие более эффективные
рабочие вещества. В 1834 г. английский врач Перкинс построил
холодильную машину, работавшую на эти-1 ловом эфире. Эту
машину можно считать прообразом совре-1 менных холодильных
машин, так как в нее были включены' все наиболее характерные для
этих машин части: сосуд, где происходило кипение жидкого эфира
путем отнятия тепла] от окружающей среды, в результате чего вода
замерзалаЯ
144
превращаясь в лед; насос, сжимающий пары эфира и нагнетающий
их в змеевик, охлаждаемый водой, отчего пары снова обращались в
жидкое состояние.
Весь процесс в первых холодильных машинах протекал при
давлении ниже атмосферного, так как Перкинс и его последователи
не решались поднимать давление в системе выше. Эти машины,
основанные на сжатии парообразных тел, их конденсации и
последующем кипении в жидком состоянии, получили название
компрессионных.
Впоследствии конструкторы создали новые компрессионные
машины, работающие на других рабочих веществах, при давлении
выше атмосферного. Так, в 1871 г. Телье построил машину,
работающую на метиловом эфире, в 1872 г. Бойлю был выдан
первый патент на аммиачную холодильную машину, 1874 г.
швейцарский физик Пикте создал машину, работавшую на серном
ангидриде, а немецкий физик-инженер Линде сконструировал
аммиачную машину. В 1881 г. Линде, одновременно с
Виндхаузеном, построил углекислотную машину, в которой давление
доходило до нескольких десятков атмосфер.
В 1845 г. американец Горри изобрел воздушную холодильную
машину, работа которой была основана на том, что при расширении
предварительно сжатого воздуха температура его понижается.
Несколько позже появились абсорбционные холодильные машины
(Карре, 1862 г.). Работа абсорбционной машины основана на
поглощении парообразного вещества, например аммиачных паров,
слабым водоаммиачным раствором и последующем выпаривании
аммиака из раствора различными теплоносителями (горячие газы,
пар и др.).
Крупный вклад в дело получения искусственного холода внесли
русские ученые. Так, академик Браун в 1759 г. в Санкт-Петербурге
впервые провел опыты по замораживанию ртути с помощью
холодильных смесей; академик Ловец в конце XVIII .столетия
предложил различные холодильные смеси, позволившие получить
температуру -50°С.
Ведущая роль в развитии ледяного и льдосоляного охлаждения
принадлежит российским ученым. Академик Крафт в 1733 г.
определил физические и механические свойства льда. В 1860 г. на
рыбных промыслах в Приазовье (в Мариуполе и Таганроге) было
осуществлено замораживание рыбы с помощью смеси льда с солью.
В 1862 г. в России впервые были построены вагоны-ледники.
Холодильная (воздушная) машина появилась в России в 1888 г. на
водном транспорте. В следующем году некоторые пивоваренные
заводы и шоколадные фабрики были оборудо,-ваны стационарными
холодильными установками., В 1895 г.
145
в Белгороде был построен первый заготовительный яичнШ птичный
холодильник.
Перед Первой мировой войной в эксплуатации было мало]
холодильников, но во время войны построили еще несколь* ко
холодильников для хранения резерва продуктов. В 1917 г./Я стране
насчитывалось всего 58 холодильников общей емкоо! тью 57 000 т,
оборудованных в основном импортными низкооборотными
горизонтальными компрессорами и малоинтенсивной аппаратурой.
Многие из этих холодильников находились в неудовлетворительном
состоянии.
Внедрение искусственного холода в широких масштабах
началось в нашей стране в тридцатых годах. Емкость холодильников
особенно быстро росла в послевоенные годы.
Холод, являющийся эффективным консервирующим средством,
препятствующим развитию микроорганизмов, я настоящее время
широко используют во всех отраслях пищевой промышленности. В
мясной, птицеперерабатыва! ющей, рыбной и плодоовощной
промышленности охлаждают, замораживают и хранят продукты при
низких темшИ ратурах; в молочной промышленности холод
используют при охлаждении и хранении молока, масла и молочных
продуктов, а также при созревании сыра и его хранении; в кондитерском производстве охлаждают сырье, пасту и готовую
продукцию. Холод применяют также при ведении техно-1
логических процессов в пивоварении и виноделии.
Чтобы сохранить качество продуктов на пути от производства к
потребителю во всех странах, в том числе и я России, создана и
действует непрерывная холодильная цешЛ Непрерывной она должна
быть потому, что даже при оя норазовом и кратковременном
повышении температуры скоЛ ропортящегося продукта происходит
снижение качества настолько, что в дальнейшем его восстановление
станоч вится невозможным.
Непрерывная холодильная цепь — совокупность средств!
холодильной техники и технологии, обеспечивающих необходимый
охлаждающий режим на всем пути движения ска! ропортящихся
продуктов.
146
Отдельными звеньями холодильной цепи могут являться в
различном сочетании и последовательности стационарные
холодильники, холодильный транспорт, торговое холодильное
оборудование и бытовые холодильники.
В непрерывной холодильной цепи важная роль принадлежит
стационарным
холодильникам,
представляющим
со-Гюй
специальные капитальные сооружения, на которых осуществляется
охлаждение, замораживание, хранение, холодильная обработка и
отпуск пищевых продуктов. На многих холодильниках
вырабатывают искусственный лед, мороженое, замораживают
плоды, ягоды, овощи.
2.6.1. Виды стационарных холодильников
Различают несколько видов стационарных холодильников:
производственные, заготовительные, базисные, транс-портноэкспедиционные, распределительные, торговые.
По вместимости продуктов они бывают: мелкие — до 100 т,
малые — до 500, средние — до 3000, крупные — до И) 000,
сверхкрупные — свыше 10 000 т. К крупным относятся многие
распределительные холодильники. В группе средних большой
удельный вес занимают производственные мясные и рыбные
холодильники. Большинство торговых холодильников являются
мелкими.
Производственные холодильники входят в состав пищевых
промышленных предприятий: мясокомбинатов, рыбокомбинатов,
маслозаводов, птицекомбинатов. Они предназначены
для
длительного хранения сырья и готовой продукции, а также для
обеспечения холодом производственных процессов.
Заготовительные холодильники сооружают в районах массовых
заготовок пищевых продуктов. На них осуществляют холодильную
обработку, хранение и подготовку заготовленных продуктов к
транспортировке.
147
Базисные холодильники предназначены для длительнЯ I
го хранения государственных, муниципальных и друге I
резервов скоропортящихся продуктов.
ч
I
Транспортно-экспедиционные холодильники располЯ I гают
обычно в морских и речных портах и при крупный I
железнодорожных станциях. Их основная функция — оИ служивание
перевозок скоропортящихся грузов и их перш валок с одного вида
транспорта на другой.
Распределительные холодильники (рис. 2.29) сооружц» ют в
центрах потребления для сезонного накопления и хрД нения
пищевых продуктов с целью последующего равнЯ мерного
обеспечения торговых менее крупных холодилЛ ников, а также
предприятий торговли и питания в течении всего года. Их
сооружают в крупных районах потребления как центры оптовой
торговли. Емкость холодильников от 500 до 35 тыс. т. Наиболее
распространены холодильники емкостью 2 тыс., 3 тыс., 5 тыс., 10
тыс. и 15 тыс. т. В сезоЯ заготовок в отдельных камерах
распределительных холО« дильников также создают резервные
стратегические запав сы продуктов.
В распределительные холодильники продукты посту■ н.ппт в охлажденном или замороженном виде с заготови-I и т.ных,"
производственных и базисных холодильников. Частично отепленные
или размороженные при транспорти■ |ц||'.ке продукты могут быть вновь охлаждены или заморо-■Ик'ны в
специально
оборудованных
морозильных
камерах.
И'н'пределительные холодильники бывают у н и в е р с а л ь - Ные
и
с п е ц и а л и з и р о в а н н ы е (мясные, рыбные и др.).
11.1 распределительных холодильниках часто организуют
Производство мороженого, водного и сухого льда.
Торговые холодильники принадлежат сфере торговли и
потребительской
кооперации.
Они
предназначены
для
Краткосрочного хранения продуктов, поступающих для реализации
в розничную торговую сеть и частично для переработки и
приготовления пищи на предприятия питания.
Различают два типа торговых холодильников: холодильники
продовольственных баз емкостью от 10 до 500 т и холодильники
при крупных розничных торговых Предприятиях емкостью до 10 т.
Холодильники продовольственных баз > п.|Ожают продуктами
магазины, столовые, рестораны и др. предприятия. Срок хранения
продуктов в них 5—10 дней.
В холодильниках розничных предприятий создаются сравнительно
небольшие запасы продуктов на срок до р дней. Они могут быть
многотоварными и специализиро-тиными в зависимости от профиля
самого супермаркета. Многие действующие холодильники
практически вы-п.ппяют одновременно несколько функций и
поэтому
яв-.1ППОТСЯ
холодильниками
универсального
назначения.
Строительство холодильников малой емкости менее ^.несообразно,
так как удельные капитальные затраты на к строительство и
эксплуатационные расходы более вы-пки. Например, удельные
капитальные затраты на строили ьство холодильника емкостью 50 т
более чем в 3 раза Превышают затраты при строительстве
холодильников ем-1ск:тью 600 т. При этом эксплуатационные
расходы в крупных холодильниках меньше почти в 9 раз.
149
К стационарным холодильникам можно отнести и овСИ
Щефруктохранилища, хотя они имеют свои особенности Хранение
овощей и фруктов в больших объемах осущести ляется не в местах
производства, а в местах их массового потребления.
Хранение овощей и фруктов в достаточной близости от их
производства имеет следующие экономические преим$И Щества:
сокращаются потери, уменьшаются транспортные расходы,
сглаживается сезонность хранения и потребления продукции.
Современный стациона-рный холодильник для фруктом и
овощей выполняет следующие операции:
♦ приемку и товарную обработку плодов, включающих
сортировку, калибровку и упаковку, отбор продукции длИ
Длительного хранения, срочной отправки в торговую сеть ■ на
переработку;
♦ предварительное охлаждение перед отправкой в рай« оны
потребления или закладку на длительное хранение;
♦ хранение в течение длительного периода (6—8 и бЛ Леемесяцев) в обычных холодильных камерах и в камерах с
регулируемой газовой средой;
♦ отгрузку плодов различными видами транспорта;
♦ изготовление тары для упаковки.
2.6.2. Устройство стационарного холодильника
По строительной конструкции здание холодильника]
представляет собой огнестойкую постройку с хорошей тещ ловой
изоляцией пола, стен и крыши.
Стены холодильников (рис. 2.30) предохраняют тепло»!
изоляцию от атмосферных влияний и механических повреяИ Дений.
Они выполнены из кирпича или сборного железобД тона. При
кирпичной кладке толщина стен должна составе лять 38 см, так как
швы более тонких стен допускают проИ никновение влаги. При
заполнении другим материалом нее обходимо обеспечивать защиту
от проникновения влаги сквозь швы.
150
7 ■■ '
4
Рис. 2.30. Конструкция стен холодильников: 1 —
кирпичная кладка; 2 — цементная затирка или
штукатурка; 3 — смазка битумом; 4 — торфоплиты; 5 —
деревянные бруски; 6 — металлические ерши; 7 —
деревянные пробки; 8 — проволочная сетка; 9 —
цементная штукатурка; 10 — панель из глазурованных
плиток
На внутреннюю сторону изоляции наносится слой шту-иптурки
или она с внешней стороны защищается тонкой каминной стеной.
Первый вариант защиты изоляции более Ц|'.несообразен, так как
исключает образование конденсата Между изоляцией и ее
защитным ограждением.
Междуэтажные перекрытия обычно делают из сборно-|п или
монолитного железобетона. Холодильники не имеют чгрдачных
помещений, перекрытие верхнего этажа слу151
жит одновременно крышей. Кровля может состоять из трех и более
слоев рулонных материалов (рубероида, гидрси изола).
В каждом холодильнике имеются охлаждаемые и нщ
охлаждаемые помещения (рис. 2.31). Охлаждаемая часть хо<|
лодильника состоит из камер для охлаждения, заморажи! вания,
хранения, отепления или размораживания продук! тов. Они
представляют собой изолированные помещения без окон, в которых
установлены охлаждающие приборы. Камеры оборудованы также
стеллажами,
вешалами,
крючья-1
ми,
подвесными
механизированными путями.
На средних и крупных холодильниках имеются осты-] вочные
для остывания и созревания продуктов и дефросЛ терные
помещения, в которых продукты медленно оттаи-1 вают перед
отправкой.
Здесь же имеются различные камеры для выполнения]
вспомогательных операций — приемки и сортировки гру-| зов,
временного хранения дефектных грузов, подготовлен-] ных к
отправке (экспедиции). Часть охлаждаемой площади занимают
коридоры, лестницы, лифты.
Крупные холодильники для приема и отправки грузов вдоль
наружных стен устраивают две платформы: для при- \ ема
железнодорожного и автомобильного транспорта.
В некоторых холодильниках иногда используют угло-] вое
расположение платформ с целью обслуживания камер одной
центральной экспедицией и одной группой лифтов. 1
Железнодорожные платформы обычно закрытого типа пролетом 12
м и с полом на высоте от уровня рельсов 1,35 м. Автомобильные
платформы делают чаще всего открытыми шириной от 6 до 7,5 м.
На платформы выведены подвесные пути, исходящие из
морозильных и охлаждаемых камер.
В неохлаждаемой части холодильника находятся: машинное
отделение, аппаратная, котельная, трансформаторная подстанция,
административные и бытовые помеще-ния, лаборатории (рис. 2.32).
152
Рис. 2.31. План размещения технологического оборудования в
холодильнике на 750 т: 1 и 2 — агрегаты компрессорноконденсаторные; 3 — ресивер универсальный фреоновый; 4 —
насос центробежный (для рассола); 5 — насос центробежный
(для воды); 6 — бак емкостью 4 м:! (для воды); 7 — бак емкостью 2,5 м™' для разведения рассола; 8 — бак емкостью 8,4 м3
(подземный) для слива рассола; 9 — батарея рассольная
потолочная; 10 — батарея рассольная пристенная; 11 —
вентилятор; 12 — весы рычажные стационарные шкальные
153
I
5ГТ"
Т
6300
4200
ц
. ом о
План на отм. 0.000
й
_1
"Т!
/
Г
п
Г"
6
_Я1_
.1
ш
Рис. 2.32. План распределительного холодильника на 750 т-1 —
камера № 1 (78,89 м2); 2 — камера № 2 (69,57 м2)' 3 — камера №
3 (177,96 м2); 4 — камера № 4 (171,78 м2)-' 5 — камера № 5
(69,57 м2); 6 — камера № 6 . ( 7 8 , 8 9 м2); 7 — вестибюль (68,75
м2); 8 — автомобильная платформа (239,47 м2); 9 — машинное
отделение (139,3 м2); 10 — вентиляционная камера (22,8 м2); 11
— коридор с тамбуром (33,7 м2); 12 — гардеробный блок (30,9
м2)' 13 — санузел (2,5 м2); 14 — контора (17,0 м2); 15 — контора
(15,3 м2); 16 — МОП (5,9 м2)
В зависимости от производственного назначения и емкости здание
холодильника может быть одноэтажным Щ многоэтажным. В крупных
центрах потребления холодиль-1 ники сооружают многоэтажными.
154
Этажность производственных холодильников определяется
типом предприятия, его производственной мощностью, характером
технологических процессов, расположением цехов. Холодильники в
районах добычи рыбы чаще строят одноэтажными. Холодильники
мясокомбинатов нередко имеют 5—7 этажей.
Распределительный холодильник емкостью до 5 тыс. т строят
обычно одноэтажным, а свыше 5 тыс. т — многоэтажным.
Торговые холодильники могут встраиваться в первые ;>тажи
производственных и жилых зданий.
При разработке внутренней планировки холодильника особое
внимание следует уделять правильному расположению и
взаимосвязи помещений.
В целях экономии охлаждаемой площади, снижения стоимости
строительства производственные и подсобные помещения могут
блокироваться, чтобы обеспечить поточность технологических
процессов и грузов, соблюдение санитарно-гигиенических и
противопожарных требований.
При поэтажном размещении камер важно учитывать их
температурный режим. В подвальных помещениях размещают
камеры для хранения охлажденных продуктов при температуре не
ниже 0"С. При этой температуре исключается опасность
промерзания и вспучивания грунта.
На первом этаже (при наличии подвала) размещают
морозильные камеры, помещения для приемки, подготовки к
хранению и выдачи продуктов (экспедиции), а также камеры для
хранения дефектных грузов.
На втором и других этажах размещаются камеры для хранения
мороженых грузов.
Экспедиция холодильника при помощи вестибюлей, коридоров
и подъемников должна быть связана со всеми камерами и
платформами.
Платформы для приема железнодорожного и автотранспорта
располагают по обе стороны здания вдоль наружных
стен
холодильника. На холодильниках емкостью до
155
500 т устраивают одну общую платформу для всех видом
транспорта.
Планировка холодильников торговых предприятий, раЯ
положенных в подвальных и полуподвальных помещениях или на
первых этажах жилых и производственных зданий, в значительной
степени зависит от конструкции здания, сея ки колонн.
Для уменьшения теплопритоков стены, полы, потол« ки,
междуэтажные перекрытия и перегородки охлаждаемых помещений
имеют непрерывную теплоизоляционную прослойку (рис. 2.33 и
2.34). Теплоизолируют и двери ох-, лаждаемой части холодильников.
Для уменьшения проникновения в холодильные камеры теплого
воздуха на входи предусматривают тамбуры.
При хранении скоропортящихся продуктов — свежих плодов,
овощей, рыбных продуктов, т. е. тех продуктов, которые выделяют
запахи, применяется вентиляция.
На холодильниках осуществляют различные погрузоч-норазгрузочные работы, перемещение грузов внутри хо! лодильника,
укладку грузов на стеллажи, в штабеля и разборку их. Для
облегчения погрузочно-разгрузочных работ внедряют механизацию.
Наиболее рационально решается вопрос механизации, в
одноэтажных холодильниках, где отсутствует необходимость
использования лифтов.
Существенной особенностью механизации грузовых ра-^ бот на
холодильниках является обязательно непрерывное нахождение
продуктов под воздействием холода.
Для этой цели создаются новые конструкции и планировки,
предусматривающие
применение
закрытых
охлаждаемых
железнодорожных и автомобильных платформ и специальных
передвижных чехлов, с помощью которых можно создавать
изолированные коридоры для изотермического перемещения грузов
из вагонов и автомашин в хо! лодильники.
156
Рис. 2.33. Панели сборных стен холодильников:
I — железобетонная плита; 2 — грунтовка; 3 — пароизоляция; 4 — термоизоляция; 5 — точечная смазка из битумной
мастики; 6 — асбестоцементные листы; 7 — петли для подъема;
8 и 9 — деревянные бруски каркаса; 10 — опорные штыри;
II — вертикальный стык; 12 — анкерные петли; 13 — тер
моизоляция стыка; 14 — фактурный слой
1
Рис. 2.34. Изоляционная конструкция полов и
междуэтажных перекрытий холодильников: а и б — полы: 1
— известковый бетон; 2 — смазка битумом; 3 — тепловая
изоляция (общая толщина ее определяется расчетом); 4 —
пергамин или толь на битуме; 5 — бетон армированный; 6 —
цементный пол; 7 — шлакопесок; 8 — известковый
шлакобетон; виг — перекрытия: 1 — железобетонная плита
перекрытия; 2 — смазка битумом; 3 — тепловая изоляция
плиточная; 4 — штукатурка на цементном растворе; 5 —
пергамин или толь на битуме; 6 — бетон армированный; 7 —
цементный пол
158
Продукты, уложенные на поддонах, доставляют автопогрузчиками через закрытый коридор на охлаждаемую платформу,
а оттуда на электротележках направляют через шлюзовые тамбуры,
лифты в камеры длительного храпения. Если требуется
производственный осмотр и сортировка продуктов, то их
доставляют в камеры временного хранения.
Тепловая изоляция холодильников. При всех способах
искусственного охлаждения между внешней относительно гоплой
средой и внутренним объемом холодильной камеры образуется
тепловой поток. Для уменьшения количества юпла, поступающего в
холодильные камеры через ограждения (стены, полы, потолки), в
них предусматривают теп-човую изоляцию, благодаря которой в
камерах быстрее достигается и легче поддерживается необходимая
охлаждающая температура.
При выборе теплоизоляционных материалов учитыва
ются следующие их свойства: коэффициент теплопровод
ности, плотность, гигроскопичность, паропроводность, ог
нестойкость, морозоустойчивость, способность к восприяп по и выделению запахов, способность противостоять гры
зунам, гниению и поражению грибками, механическая проч
ность, геометрическая форма, сопротивляемость оседанию,
стоимость. Принимают во внимание также трудоемкость при
обработке и укладке изоляционного материала в конструк
цию.
.
Полностью всем этим требованиям не отвечает ни один из
известных в настоящее время материалов. Тем не менее с
холодильной технике используют довольно много различных
материалов: пенопласты, пенополиуретан, мипо-1>у, минеральную
пробку, торфяные плиты, пенобетон, алюминиевую фольгу,
керамзитовый гравий, керамзитобе-1он, реже используют
натуральную пробку, стекловатные маты, шлаки топливные,
гофрированный картон.
159
Могут использоваться минеральные теплоизоляцион* ные
материалы: туф, ракушечник, пемза, обладающие дм статочно
хорошими теплоизоляционными свойствами.
Пенопласты — это легкие ячеистые материалы, по| лучаемые
на основе высокомолекулярных соединений. Ли своей структуре
они похожи на натуральную пробку. Они состоят из большого
числа мельчайших замкнутых ячееК| заполненных воздухом или
газом, и отделены друг от друг* тонкими перегородками.
Благодаря такому строению, пенопласты обладают хорошими
теплоизоляционными свойствами, малой плотное»' тью и
достаточной водостойкостью. Кроме того, они моро» зоустойчивы,
не поражаются грибками, грызунами, имеют относительно
высокую механическую прочность и легко обрабатываются.
Пенопласты хорошо склеиваются с древе» синой, металлом,
пластмассами.
Пенополиуретан получают из полиуретановых смол. Ом
представляет собой застывшую пенообразную массу, кото» рую
можно изготавливать на месте его применения. Для этого
изоляционное
пространство
конструкций
заполняю"1!
соответствующими веществами в виде пенообразной масси под
давлением, которая тут же затвердевает.
Это имеет большое практическое значение, так как
экономически выгодно перевозить не плиты, а теплоизоля»
ционные материалы и заливать конструкции на месте строительства. Пенополиуретан во многом похож на пенопласте но он
возгорается. По цене пенополиуретан сравнительна недорог.
Мипора — это очень легкий теплоизоляционный материал,
имеющий вид затвердевшей пены. Получают его щ отходов
гидролизной
промышленности.
Основным
сырьем
ДЛЯ
производства мипоры служит формальдегид, мочевина и ум
суснокислый натрий. Выпускают ее в виде блоков.
Мипора обладает очень хорошими изолирующими свойствами.
Но она очень гигроскопична и обладает низкой мм
160
ханической прочностью. Для защиты от увлажнения блоки мипоры
иногда покрывают расплавленным битумом.
Применяют мипору главным образом для изоляции переносных
холодильных
устройств
(шкафов,
прилавков,
витрин),
изотермических кузовов автомобилей и вагонов.
Гидроизоляционные материалы. Для защиты теплоизоляционных конструкций от проникновения в них влаги (в пиде
водяных паров или капель) служат различные паро-п
водонепроницаемые материалы. Основными из них являются:
битумы, борулин, гидроизол, рубероид, пергамин, мсталлоизол,
полиэтилен и др.
Изоляционные конструкции холодильников. Строитель-пые
конструкции, содержащие кроме строительного материала тепловую
гидроизоляцию, называются изоляционными конструкциями.
Изоляционные конструкции холодильников должны иметь
определенную, установленную расчетом толщину сло-1Чз тепловой
и гидроизоляции.
Увлажнение тепловой изоляции в конструкции ограждения
может происходить по разным причинам. Главные из них: диффузия
водяного пара наружного воздуха, т. е. перемещение под действием
капиллярных сил влаги от атмосферных осадков. Для защиты
конструкций от влаги необходимо:
♦ гидроизоляционные материалы с высоким коэффициентом
теплопроводности, плотные, малопроницаемые (включая и
пароизоляционные свойства) располагать с наружной стороны
ограждения или со стороны более тепло-п> помещения, а материалы
теплоизоляционные — с внутренней холодной стороны;
♦ гидроизоляционный слой помещать перед теплоизоияционным со стороны притока тепла. В качестве гидроизоляционного слоя применять высокоэффективные рулонные
гидроизоляционные материалы, или соответствующие мггумные
мастики, или материалы типа полиэтилена.
161
От грызунов изоляцию защищают применением частых
стальных сеток, заделанных в нижние части стен Щ 0,7 м по высоте
и по периметру пола на ширину 0,5 м.
Большое значение имеет непрерывность изоляции. Они должна
быть выполнена в виде сплошного непрерывного изоляционного
покрытия. Если изоляция прерывается (ни пример, пересекается
балками, колоннами), то в этих мео! тах образуются так называемые
мостики холода, которые служат причиной появления капели и
увлажнения поме» щений.
Тепло- и гидроизоляции подвергаются и вспомогательные
аппараты, особенно трубопроводы, через стенки котИ рых может
поступать тепло, но только после испытания системы на давление. В
качестве тепловой изоляции применяют главным образом плотные
материалы, реже используют засыпную или мягкую изоляцию.
В большинстве случаев трубопроводы изолируют сег«.
ментами, нарезанными из плиточных изоляционных материалов,
например из плит минеральной пробки, пеноплас-тов, торфоплит.
Сегментами изолируют также изгибы, неровные поверхности
холодильных аппаратов.
Поверхности труб или аппаратов перед изоляционными
работами тщательно очищают от загрязнений и ржавчины и
покрывают
расплавленным
битумом.
Затем
погружают
теплоизоляционный материал в горячий битум и - наклеивают на
изолируемую поверхность. Наклеивание осу* ществляют слоями с
перекрытием швов предыдущего слоя плитами или сегментами
последующего слоя.
Изоляции подвергаются холодильные аппараты и трубопроводы, через стенки которых может поступать тепло.
Изолируют аппараты и трубопроводы только после испытания
системы на давление.
На трубах тепловую изоляцию после покрытия битумом
обматывают мягкой проволокой, по ней наносят штукатурку, на
которую наклеивают малярным клеем слой меш162
кшшны или марли. Затем конструкцию окрашивают масля-Ной
краской.
Изолированные поверхности аппаратов иногда не шту-ы турят,
а обшивают шпунтированным тесом, который пос-лг обшивки
также окрашивают масляной краской.
2.6.3. Системы охлаищения холодильных камер
Для отвода тепла из охлаждаемых камер холодильника
используют три различные системы: непосредственное рассольное и
воздушное охлаждение. Нередко используют и комбинированное, т.
е. смешанное охлаждение, при котором охлаждение камеры
осуществляется одновременно дву-ма или тремя перечисленными
методами.
Непосредственное охлаждение. В этой системе охлаждения
жидкий хладагент из конденсатора, пройдя регулирующий вентиль,
поступает
непосредственно
в
испарительные
батареи,
расположенные в охлаждаемых помещениях. ;.;а счет тепла
окружающего воздуха хладагент кипит и тем самым охлаждает его.
Пары хладагента из батарей отсасываются компрессором.
В зависимости от того, каким образом подается жидкий
хладагент в испарительные батареи, системы непосредственного
охлаждения подразделяются на безнасосные и насосные.
В безнасосных системах жидкость поступает в батареи под
действием разности давлений коцденсации и кипения холодильного
агента. В насосных она подается специальными насосами. Почти все
аммиачные холодильные установки | и'посредственного охлаждения,
применяемые на предпри-мтиях торговли и общественного питания,
являются безна-госными. Насосные системы используют на
крупных холо-•шльниках.
Различают насосные системы с нижней подачей хладагента и с
верхней. При нижней подаче требуется больше хладагента для
заполнения системы и хуже отводится мас163
ло из испарителей, чем при верхней подаче. Поэтому боль шее
применение находят насосные системы с верхней щ дачей
хладагента.
Чтобы производить оттаивание снеговой шубы в систе| мах
непосредственного охлаждения, предусматривают дрс нажный
ресивер и трубопровод для подачи в оттаиваемы| приборы горячих
паров хладагента.
Батареи непосредственного охлаждения (или испарив тели) для
аммиачных установок изготавливают из стальные труб диаметром
57x3,5 или 38x2,5 мм. Чаще рекомендую] трубы диаметром 38x2,5
мм. Хладоновые батареи делают и| медных труб диаметром. 18x1
мм.
Стальные трубы в стыках сваривают, а медные — сши^ вают.
Для увеличения теплопередающей поверхности бат| рей почти все
они изготавливаются с оребрением. Аммиак ные батареи иногда
делают без оребрения, из гладких тру(] Располагают батареи в
камерах у стен или под потолкод Поэтому различают настенные и
потолочные батареи.
Аммиачные настенные батареи рекомендуется делатц
однорядными, а потолочные — двухрядными. Хладоновые
испарительные батареи, как настенные, так и потолочные! делают
обычно двухрядными.
К преимуществам непосредственного охлаждения от* носятся:
♦ простота конструкции холодильной установки;
♦ интенсивное охлаждение камер, которое начинает* ся сразу
после пуска компрессора;
♦ возможность получения более высоких температур! кипения
по сравнению с другими способами охлаждения. 1
Поэтому в эксплуатации система непосредственного!
охлаждения более выгодна, особенно для камер с низкими]
температурами, для хранения замороженных продуктов. ■
К недостаткам системы непосредственного охлаждения!
относятся: опасность проникновения в охлаждаемые поме-1 щения
холодильного агента, запах которого может передав ваться
продуктам; повышенная опасность в пожарном отно~]
164
I пении при работе с горючими хладагентами; трудность ре-I
улирования работы компрессора, особенно при наличии нескольких
камер с различными температурами охлаждения.
Рассольное охлаждение. При рассольном охлаждении
понижение температуры воздуха в камерах достигается благодаря
теплообмену
между
воздухом
и
холодным
рассо-чом,
циркулирующим в батареях, расположенных у стен пли под
потолком. Рассол, в свою очередь, охлаждается в специальном
резервуаре, в котором установлен испаритель непосредственного
охлаждения. Циркуляция рассола в батареях осуществляется
насосами. Рассол в этой системе охлаждения играет роль
промежуточного теплоносителя, г. е. служит передатчиком тепла от
воздуха камер к хладагенту в испарителе.
Преимущества рассольного охлаждения заключаются I! том,
что:
♦ исключается возможность проникновения хладагента в
камеры из испарителей, так как все его трубопроводы ц он сам
находятся в машинном отделении;
♦ путем дозировки потока холодного рассола, направляемого в
камеру, достигается простота регулирования температуры воздуха в
отдельных камерах.
Однако по сравнению с системами непосредственного
охлаждения требуется дополнительное оборудование — резервуар
для рассола, насос, трубопроводы большого диаметра, а чтобы
разместить все оборудование, требуется большая площадь для
машинного отделения.
Используется
компрессор
большей
холодопроизводительности, так как при наличии теплоносителя (рассола) хладагент
должен кипеть при более низкой температуре. При этом снижается
как холодопроизводительность, так и акономичность работы
системы. Больше расходуется энергии на передачу холода.
Воздушное охлаждение. При воздушном охлаждении в камеры
поступает воздух, охлаждаемый в специальных аппаратах —
воздухоохладителях. Охлаждая камеры, воз165
дух отепляется и увлажняется. Проходя через воздухоозя ладитель,
он вновь охлаждается и частично осушается.
Воздухоохладители бывают сухие и мокрые. В сухом
воздухоохладителе воздух охлаждается вследствие сопря
косновения с сухой поверхностью батарей (с кипящим хладагентом
или холодным рассолом).
В мокрых воздухоохладителях воздух охлаждается пу« тем
непосредственного контакта с разбрызгиваемым холод| ным
рассолом или холодной водой.
В настоящее время применяют в основном сухие вон»
духоохладители, главным образом непосредственного охлаждения.
Воздушное охлаждение является весьма перспектив» ным как
для термической обработки продуктов (охлаждв! ния и
замораживания), так и для их хранения. Его осном ные достоинства:
♦ побудительная циркуляция воздуха, благодаря кЛ торой
интенсифицируется теплообмен между ним и прД дуктами;
♦ возможность предварительного охлаждения и осу» шения
наружного воздуха, подаваемого в камеры для вем тиляции;
♦ большая возможность, чем при батарейном охлаж* дении,
регулирования температуры и влажности воздуха и камерах;
♦ равномерность распределения температуры воздух! но
всему объему камеры.
К недостаткам воздушного охлаждения относятся: боль*] шая
усушка продуктов, увеличенный расход электроэнеш гии за счет
применения вентиляторов.
Глава 3, Торговое оборудование
3.1. Холодильные машины и
оборудование
За последние годы для российского потребителя холодильной
техники и оборудования стали доступными новейшие разработки
зарубежных фирм. Кроме того, прогрес-• и иные технологические
решения стали осваивать и отече-|| ненные заводы-изготовители.
Результатом этого стало насыщение российского рынка торгового
холодильного
оборудования,
обновление
ассортимента
и
повышение качества оборудования отечественного производства. В
этой си-I уации важно правильно определить потребность в оборумпнании адекватно потребностям торгового предприятия, ■ учетом
режимов хранения, охлаждаемой емкости и ди-Н1 йна.
Только в Москве продажей торгового холодильного
"порудования занимается около 100 фирм и в каждой из них
работает от 10 до 50 менеджеров. Многие из них не имеют
специального образования и, следовательно, не мо-I ут вести дело
достаточно квалифицированно. Фирмы испытывают острую
потребность в специалистах нового типа, Корошо знающих
коммерческую
работу,
торгово-техноло-тческие
процессы,
маркетинговую и рекламную деятель-Иость, основы менеджмента,
охрану труда и технику безопасности и, главное, предмет труда —
торговое холодильное оборудование.
Растущие потребности в холодильном оборудовании иызваны
ростом производства охлажденных и замороженных продуктов.
167
Охлажденных продуктов производят гораздо больше, чем
замороженных. В большинстве развитых стран потреЯ ление
охлажденных продуктов (по массе) в 10 раз болыцЯ чем
замороженных, несмотря на то, что стоимость первыя почти в 5 раз
выше, чем вторых. Особенно возрастает спр<я на охлажденные
продукты, готовые к употреблению.
Годовое потребление замороженных пищевых продух-тов в
западноевропейских странах — от 18 до 23 кг, ■ США — 55 кг,
потребление замороженных пищевых продуктов возросло с 17,8 млн
до 30 млн т.
Новый стиль жизни вынуждает людей совершать комп^
лексные покупки только 1—2 раза в неделю. Поэтому, чтоЯ бы
обеспечить потребность покупателей в свежих продуктах,
необходимо повысить эффективность всех звеньев хо! лодильной
цепи: холодильников, охлаждаемых транспортных средств,
торговых холодильных витрин и т. д. Применение холода позволяет
не только сохранить первоначальное качество продуктов,
питательность и внешний вид, на и обеспечивает продолжительное
хранение с целью создания достаточного товарного запаса, а также
товаров сей зонного производства.
Чтобы обеспечить доброкачественность пищевых про-1 дуктов,
их консервируют с применением холода, т. е. хранят при
пониженных температурах от заготовки и производства до
потребления. В торговую сеть замороженные или охлажденные
продукты поставляются специализированным транспортом, запасы
хранят в холодильных камерах магазина. В торговых залах
продукты находятся в холодильных витринах, ларях, прилавках,
прилавках-витринах, холодильных шкафах.
В условиях рыночной экономики качественное холодиль-' ное
торговое оборудование имеет огромное значение. Один из главных
факторов увеличения покупательского спроса — расширение
ассортимента
продукции,
доброкачественность
которой
обеспечивается только при правильном хранении и соблюдении
температурного режима. Кроме того,
168
при закупке большой партии продукции предприятие мо-?К("г
получить значительные скидки на товар, а качественное хранение
большого количества продукции может быть пооспечено только за
счет хорошего холодильного оборудования.
3.1.1. Способы получения хопода
Физическая природа тепла и холода одинакова, разни-Цл
состоит только в скорости движения молекул и атомов. В более
нагретом теле скорость движения больше, чем в Менее нагретом.
При подводе к телу тепла движение возрастает, при отнятии тепла
уменьшается. Таким образом, го иловая энергия есть внутренняя
энергия движения молекул и атомов.
Охлаждение тела — это отвод от него тепла, сопро-нождаемый
понижением температуры. Самый простой спо-соб охлаждения —
теплообмен между охлаждаемым телом и окружающей средой —
наружным воздухом, речной и морской водой, почвой. Но этим
способом, даже при самом совершенном теплообмене, температуру
охлаждаемого тела можно понизить только до температуры
окружающей
сре-41,1.
Такое
охлаждение
называется
естественным.
Охлаждение тела ниже температуры
окружающей среды называется и с к у с с т в е н н ы м . Для него
используют главным образом скрытую теплоту, поглощаемую
телами при изменении их агрегатного состояния.
Количество тепла или холода измеряется калориями или
килограмм-калориями (килокалория). Калория — это количество
тепла, необходимое для нагрева 1 г воды на 1°С при нормальном
атмосферном давлении, килокалория — для нагрева 1 кг воды на
1°С при тех же условиях.
Существуют несколько способов получения искусственного
холода. Самый простой из них — охлаждение при помощи льда или
снега, таяние которых сопровождается по169
глощением довольно большого количества тепла. Если тещ
лопритоки извне малы, а теплопередающая поверхносД льда или
снега относительно велика, то температуру в ПЯ мещении можно
понизить почти до 0°С. Практически в пм мещении, охлаждаемом
льдом или снегом, температуру воздуха удается поддерживать лишь
на уровне 5—8°С. При ледяном охлаждении используют водный лед
или твердую углекислоту (сухой лед).
При охлаждении водным льдом происходит изменений его
агрегатного состояния —
плавление (таяние). Холодипроизводительность, или охлаждающая способность чистого
водного льда, называется удельной теплотой плавления, Она равна
335 кДж/кг. Теплоемкость льда равна 2,1 кДж/ кг • градус.
Водный лед применяется для охлаждения и сезонного хранения
продовольственных товаров, овощей, фруктов о климатических
зонах с продолжительным холодным периодом, где в естественных
условиях в зимний период его легко можно заготовить.
Водный лед в качестве охлаждающего средства применяется в
специальных ледниках и на ледяных складах. Ледники бывают с
нижней загрузкой льда (ледник-погреб) и Я боковой — карманного
типа.
Ледяное охлаждение имеет существенные недостатки;
температура хранения ограничена температурой таяния льда
(обычно температура воздуха на ледяных складах 5-4 8"С), в ледник
необходимо закладывать количество льда, достаточное на весь
период хранения, и добавлять по мере необходимости; значительные
затраты труда на заготовку и хранение водного льда; большие
размеры помещения для льда, превышающие примерно в 3 раза
размеры помещения для продуктов; значительные затраты труда на
соблюдение необходимых требований, предъявляемых к хранению
пищевых продуктов и отводу талой воды.
Лъдосоляное охлаждение производится с применением
дробленого водного льда и соли. Благодаря добавлению соли
170 '
скорость таяния льда увеличивается, а температура таяния льда
опускается ниже. Это объясняется тем, что до-Гшвление соли
вызывает ослабление молекулярного сцепления и разрушение
кристаллических решеток льда. Таяние льдосоляной смеси
протекает с отбором теплоты от окружающей среды, в результате
чего окружающий воздух охлаждается и температура его
понижается. С, повышением содержания соли в льдосоляной смеси
температура плавления ее понижается. Раствор соли с самой низкой
температурой таяния называется э в т е к т и ч е с к и м , а температура его таяния — к р и о г и д р а т н о й т о ч к о й . Криотдратная точка для льдосоляной смеси с поваренной солью 21,2°С
при концентрации соли в растворе 23,1% по отношению к общей
массе смеси, что примерно равно 30 кг соли ип 100 кг льда. При
дальнейшей концентрации соли происходит не понижение
температуры таяния льдосоляной сме-П1, а повышение температуры
таяния (при 25%-ной концентрации соли в растворе к общей массе
температура та-мпия повышается до —8"С).
При замораживании водного раствора поваренной соли и
концентрации, соответствующей криогидратной точке, помучается
однородная смесь кристаллов льда и соли, которая называется
эвтектическим твердым раствором.
Температура плавления эвтектического твердого раствора
поваренной соли -21,2°С, а теплота плавления 236 кДж/кг.
Эвтектический раствор применяют для зеро-трного охлаждения. Для
этого в зероты — наглухо запани ные формы — заливают
эвтектический раствор поваренной соли и замораживают их.
Замороженные зероты используют для охлаждения прилавков,
шкафов, охлаждаемых переносных сумок-холодильников и т. д. В
торговле мьдосоляное охлаждение широко применялось до массового выпуска оборудования с машинным способом охлаждения.
Охлаждение сухим льдом основано на свойстве твердой
углекислоты сублимировать, т. е. при поглощении теп171
ла переходить из твердого состояния в газообразное, минуя жидкое
состояние. Физические свойства сухого льда' следующие:
температура сублимации при атмосферном дав-; лении — 78,9°С;
теплота сублимации 574,6 кДж/кг.
Сухой лед обладает следующими преимуществами п!
сравнению с водным:
♦ можно получать более низкую температуру;
♦ охлаждающее действие 1 кг сухого льда почти Щ 2 раза
больше, чем 1 кг водного льда;
♦ при охлаждении не возникает сырости, кроме того, при
сублимации сухого льда образуется газообразная уг! лекислота,
которая является консервирующим средством, способствующим
лучшему сохранению продуктов.
Сухой лед применяется для перевозки замороженных
продуктов, охлаждения фасованного мороженого, замороженных
фруктов и овощей.
Искусственного охлаждения можно достигнуть также, если
смешать лед или снег с разведенными кислотами. Например, смесь
из 7 частей снега или льда и 4 частей разведенной азотной кислоты
имеет температуру -35°С. Низкую температуру можно получить и
растворением солей в разведенных кислотах. Так, если 5 частей
азотнокислого аммония и 6 частей сернокислого натрия растворить
в 4- частях разведенной азотной кислоты, то смесь будет иметь
температуру -40°С.
Получение искусственного холода с помощью снега или льда, а
также с помощью охлаждающих смесей имеет существенные
недостатки: трудоемкость процессов заготовки льда или снега, их
доставки, трудность автоматического регулирования, ограниченные
температурные возможности.
В последнее время в связи с энергетическим кризисом,
загрязнением окружающей среды все более актуальной становится
проблема использования для холодильной обработки пищевых
продуктов нетрадиционных экологически безопас-"ных методов
получения холода. Наиболее перспективным
172
из них является криогенный метод на базе жидкого и газообразного
азота с применением безмашинной проточной системы
хладоснабжения, предусматривающей одноразовое использование
криоагента.
Перспективность данного метода хладоснабжения возрастает в
связи с открытием в России больших запасов (Л40 млрд м:!)
подземных высокоазотных газов. Себестоимость очищенною азота
на порядок ниже, чем азота, полученного с помощью метода
разделения воздуха.
Безмашинные проточные системы азотного охлаждения имеют
значительные преимущества: очень надежны в аксплуатации и
имеют высокую скорость замораживания, обеспечивающую
практически полное сохранение качества и внешнего вида продукта,
а также минимальные потери <то массы за счет усушки.
Особо следует отметить экологическую чистоту таких систем (в
атмосфере Земли содержится до 78% газообразного азота).
Наиболее распространенным и удобным в эксплуатационном
отношении способом охлаждения является машинное охлаждение.
Машинное охлаждение — способ получения холода за счет
изменения агрегатного состояния хладагента, кипения его при
низких температурах с отводом от охлаждаемого тела или среды
необходимой для этого теплоты парообразования.
Для последующей конденсации паров хладагента требуется
предварительное повышение их давления и температуры.
В основу машинного способа охлаждения может быть
положено также адиабатическое (без подвода и отвода тепла)
расширение сжатого газа. При расширении сжатого газа
температура его значительно понижается, так как внешняя работа в
этом случае совершается за счет внутренней энергии газа. На этом
принципе основана работа воздушных холодильных машин.
173
Охлаждение путем расширения сжатого газа, в част ности
воздуха, отлично от всех способов охлаждения. Воз-П дух при этом
не меняет своего агрегатного состояния, как лед, смеси и хладон, он
только нагревается, воспринимая теплоту окружающей среды (от
охлаждаемого тела).
Широкое применение машинного охлаждения в тор«] говле
объясняется рядом его эксплуатационных свойств и экономических
преимуществ. Стабильный и легко регули-руемый температурный
режим, автоматическое действи# холодильной машины без больших
затрат труда на техническое обслуживание, лучшие санитарногигиенические условия хранения продуктов, компактность и общая
экономичность определяют целесообразность применения машинного охлаждения.
На предприятиях оптовой и розничной торговли исполь-' зуют в
основном паровые холодильные машины, действие» которых
основано на кипении при низких температурах спе-) циальных
рабочих веществ — хладагентов. Паровые холодильные машины
подразделяют на компрессионные,™ которых пары хладагента
подвергаются сжатию в компрессоре с затратой механической
энергии, и абсорбционД ные, в которых пары хладагента
поглощаются абсорбентом.
Устройство и принцип действия компрессионной холодильной машины. Компрессионная холодильная машина (рис. 3.1)
состоит из следующих основных узлов: испарителя, компрессора,
конденсатора, ресивера, фильтра, тер-; морегулирующего вентиля.
Автоматическое
действие
машины
обеспечивается
терморегулирующим вентилем и регулятором давления. К
вспомогательным
аппаратам,
способствующим
повышению
экономичности и надежности работы машины, относятся: ресивер,
фильтр, теплообменник, осушитель. Машина приводится в действие
электродвигателем.
Испаритель — охлаждающая батарея, которая поглощает тепло
окружающей среды за счет кипящего в ней
174
Рис. 3.1. Схема устройства компрессионной
холодильной машины: 1 — компрессор; 2 —
конденсатор; 3 — ресивер; 4 — фильтр; 5 —
терморегулирующий вентиль; 6 — испаритель; 7 —
охлаждаемая камера; 8 — электродвигатель; 9 —
магнитный пускатель; 10 — кнопочный включатель; 11
— реле давления
1|ш низкой температуре хладагента. В зависимости от вида
охлаждаемой среды различают испарители для охлаждения
жидкости и воздуха.
Компрессор предназначен для отсасывания паров хлад-и'ента из
испарителя, сжатия и нагнетания их в перегретом •остоянии в
конденсатор. В малых холодильных машинах фименяют поршневые
и ротационные компрессоры, при-к'м наибольшее распространение
получили поршневые.
Конденсатор — теплообменный аппарат, служащий для
■жижения паров хладагента путем их охлаждения. По виду
175
охлаждающей среды конденсаторы выпускают с водяным I
воздушным охлаждением. Конденсаторы с принудительным
движением воздуха имеют вертикально расположенный плоские
змеевики из медных или стальных оребренных труЯ Естественное
воздушное охлаждение применяется только в холодильных машинах
бытовых электрохолодильников, Конденсаторы с водяным
охлаждением бывают кожухозме« евиковые и кожухотрубные.
Ресивер — резервуар, служащий для сбора жидкого хладагента
с целью обеспечения его равномерного поступления к
терморегулирующему вентилю и в испаритель, В малых
хладоновых машинах ресивер предназначен для сбора хладагента во
время ремонта машины.
Фильтр состоит из медных или латунных сеток и су-ч конных
прокладок. Он служит для очистки системы и хладагента от
механических
загрязнений,
образовавшихся
в
результате
недостаточной очистки их при изготовлении, монтаже и ремонте.
Фильтры бывают жидкостные и паровые. Жидкостный фильтр
устанавливается после ресивера перед терморегулирующим
вентилем, паровой — на всасывающей линии компрессора.
Для предотвращения попадания ржавчины и механических
частиц в цилиндры малых фреоновых холодильных машин, во
всасывающую полость компрессора вставляют фильтр в виде
стаканчика из латунной сетки.
Терморегулирующий вентиль обеспечивает равномерное
поступление хладона в испаритель, распыляет жидкий хладагент,
тем самым понижает давление конденсации до давления испарения.
От правильной регулировки терморегулирующего вентиля во
многом зависит экономичность работы холодильной машины.
Избыток жидкого хладона в испарителе вследствие влажного хода
компрессора может привести к возникновению гидравлического
удара. При недостаточном заполнении испарителя жидкостью часть
поверхности его не используется, что ведет к нарушению
нормального режима рабо176
П.1 машины и понижению температуры испарения хладагента.
Регулятор давления состоит из прессостата (регулятора низкого
давления) и маноконтроллера (выключателя высокого давления).
Для регулировки температурного режима в определенных пределах
необходимо, чтобы холодопроизво-дительность холодильной
машины всегда превышала приток тепла к ней. Поэтому в
нормальных условиях нет необходимости в непрерывной работе
холодильной машины.
Периодическое включение холодильной машины осуществляется прессостатом автоматически. Требуемый температурный режим достигается путем регулирования продолжительности перерывов работы холодильной машины.
Маноконтроллер служит для защиты от чрезмерного повышения
давления в линии нагнетания. При повышении давления в
конденсаторе свыше 10 атм (норма — 6—8 атм) он размыкает цепь
катушки магнитного пускателя, питание алектродвигателя
отключается и холодильная машина останавливается.
Работа холодильной машины происходит следующим образом.
Легкоиспаряющаяся жидкость (хладон-12) поступает через
терморегулирующий вентиль в испаритель. Попадая в условия
низкого давления, она кипит, превращаясь в пар, и при этом
отбирает тепло у воздуха, окружающего испаритель.
Из испарителя пары хладона отсасываются компрессором,
сжижаются и в перегретом от сжатия состоянии нагнетаются в
конденсатор. В охлаждаемом водой или воздухом конденсаторе они
превращаются в жидкость. Жидкий хладон стекает по трубам
конденсатора и скапливается в ресивере, откуда под давлением
проходит через фильтр, где задерживаются механические примеси
(песок, окалина
и ДР-)-
Очищенный от примеси хладон, проходя через узкое отверстие
терморегулирующего
вентиля,
дросселируется
(мнется),
распыляется и при резком снижении давления и
177
температуры поступает в испаритель, после чего цикл поя
вторяется.
Рабочий цикл холодильной машины с учетом взаимв действия
приборов автоматики состоит в следующем. Пот выключенном
электродвигателе
контакты
реле
давления
разомкнуты,
терморегулирующий вентиль не пропускает жидкий хладон из
конденсатора в испаритель, так как ипщ до конца вошла в седловину
и плотно закрыла проходное сечение. В. испарителе в это время
продолжается процев кипения оставшегося после выключения
машины жидкого хладагента. От притока внешнего тепла
температура исги рителя постепенно повышается и, следовательно,
давлв ние скопившихся в нем паров возрастает. Давление в исп|1
рителе будет расти до тех пор. пока прессостат реле дай ления не
замкнет контакты и машина не вступит в работе
С включением машины в работу начинается отсос перв гретых
паров из испарителя в компрессор. Это влечет щ собой повышение
температуры и давления в чувствители ном патроне
терморегулирующего вентиля, вследствие чего игольчатый клапан
открывает проходное отверстие. Жид-кий хладагент, интенсивно
кипя, устремляется в трубы испарителя. Кипение сопровождается
значительным поня жением температуры парожидкостной смеси, в
результат» чего охлаждаются стенки испарителя, окружающий ем
воздух и скоропортящиеся продукты.
Понижение температуры окружающей среды снижает величину
теплопритока. Кипение становится менее интен! сивным,
сокращается количество пара, падает давление ■ испарителе до
предела, при котором реле давления ра.ч« мыкает контакты и
машина останавливается. К моменту вык» лючения машины
уменьшается подача жидкого хладагента в испаритель, поскольку
избыток; поступившего в него хладагента ведет к снижению
температуры выходящих паров и к автоматическому прикрытию
игольчатого клапана терморегулирующего вентиля. Через несколько
секунд после ОЯ тановки машины давление в термобаллоне и
испарители
178
окончательно сравнивается и игольчатый клапан закрывается.
Хладагенты. Хладагенты — это рабочие вещества па-пхжых
холодильных машин, с помощью которых обеспечи-Пин'тся
получение низких температур. Наиболее распространенные из них —
хладон и аммиак.
При выборе хладагента руководствуются его термодинамическими,
теплофизическими,
физико-химическими
и
||цитологическими свойствами. Важное значение имеет также его
стоимость и доступность. Хладагенты не должны Гн.ггь ядовиты, не
должны вызывать удушья и раздражении слизистых оболочек глаз,
носа и дыхательных путей Человека.
Хладон-12 (К-12) имеет химическую формулу СНГ С1 I
дпфтордихлорметан). Он представляет собой газообразное • к
сцветное вещество со слабым специфическим запахом, который
начинает ощущаться при объемном содержании его паров в воздухе
свыше 20%. Хладон-12 обладает хорошими и'рмодинамическими
свойствами.
Хладон-22 (К-22), тли дифтормонохлорметан (СНР2С1), гак же
как и хладон-12, обладает хорошими термодинамическими и
эксплуатационными свойствами. Отличается он более низкой
температурой кипения и более высокой пчтлотой парообразования.
Объемная холодопроизводи-п'.льность хладона-22 примерно в 1,6
раза больше, чем хладона-12.
Аммиак (МН3) — бесцветный газ с удушливым сильным
характерным запахом. Аммиак имеет достаточно высокую
объемную холодопроизводительность. Производство его основано
главным образом на методе соединения водорода с азотом при
высоком давлении с наличием катализатора. Аммиак применяют и
для получения низких температур (до -70°С) при глубоком вакууме.
Теплота
парообразования,
теплоемкость
и
коэффициент
теплопроводности у аммиака выше, а вязкость жидкости меньше,
чем у хладонов. Поэтому он имеет высокий коэффициент
теплоотдачи. Сто179
имость аммиака невысока по, сравнению с другими хлад-' агентами.
Как известно, некоторые хладагенты обладают озоно^
разрушающей способностью, что не может не тревожите
международную общественность.
Хлорсодержащие
хладагенты,
достигая
стратосферы,
разлагаются там ультрафиолетовыми лучами и высвобож-дают хлор,
быстро реагирующий с озоном, разрушая ш ким образом озоновый
слой.
Способность хлорсодержащих хладагентов вызывать этот
процесс называется озоноразрушающим потенций* лом — ОРП
(рис. 3.2).
Рис. 3.2. Озоноразрушающий потенциал
Способность различных веществ вызывать процессы глобального потепления называется потенциалом глобального
потепления — ПГП (рис. 3.3).
180
Я-403ВЯ-404А
Я-22
Й-134А К-12
Я-В02
Рис. 3.3. Потенциал глобального потепления
Продолжительность жизни хладагентов в атмосфере гакже
очень важный фактор. Это показатель времени, в м'чение которого
различные вещества сохраняются в атмосфере и могут влиять на
окружающую среду. Иными слонами, чем дольше химикат или
хладон сохраняется в атмосфере, тем он менее экологически
безопасен (рис. 3.4).
ГОЛЬ! 80
вол
63
:
16
20
ш
К-403В
Я-404
К-22
Рис. 3.4. Срок жизни хладагентов в атмосфере
181
В 1985 г. в Вене была принята Конвенция о защиЦ озонового
слоя. К ней присоединились 127 государств, вклш чая Россию и
страны СНГ.
В 1989 г. вступил в силу Монреальский протокол о г» степенном
сокращении, а затем и о полном прекращении 1 2030 г. выпуска
озоноразрушающих хладагентов. К опасным группам были отнесены
хладоны Е-11, К-12, Е-113, К-114, К-115, К-12В1, Е-13В1, Е-114В2. В
90-х гг. текст протокИ ла был ужесточен путем введения
ограничений не только на производство, но и на торговлю, экспорт и
импорт
любой
холодильной
техники,
содержащей.
озоноразрушающив вещества.
Российская Федерация приняла на себя обязательства, !
вытекающие из Монреальского протокола об охране озоМ нового
слоя. Согласно принятым решениям, Е-502 запрев щен к
производству с 1 января 1996 г. Для Е-22 установле-'] ны более
отдаленные сроки — сокращение производства ж использования с
2005 г. и полный запрет начиная с 2020 г. 1
Для замены Е-502 и Е-22 основными мировыми произ-*
водителями химической продукции были разработаны щ
выпускаются переходные (с содержанием хлорфторуглево- \ дородов)
и озонобезопасные (состоящие только из фторуг-»! леводородов)
смеси хладагентов.
К переходным хладагентам относятся Е-402, Е-403В и Е-408А,
которые могут использоваться в действующем обо- ! рудовании.
Большая часть этих новых рабочих веществ по-1 явилась сегодня на
российском рынке.
Озонобезопасные хладагенты Е-507, Е-404А, Е-134А; можно
рекомендовать как для работы в новом оборудовании, так и для
реконструкции низкотемпературных холо-1 дильных систем. Они
разработаны для замены Е-22 в действующем и выпускающемся в
настоящее время оборудо-вании,
Для производителей все более трудным становится ра-1
циональный подбор хладагента применительно к конкрет-1 ному
объекту. Поэтому проблема использования в качестве
182
и.мадагентов природных веществ, и в первую очередь амриака, наиболее актуальна сейчас у производителей юло■ильного оборудования. Аммиачные холодильные установки
эксплуатируются рке около 120 лет. В России подавляющая
часть потребно-|С т в холоде для стационарных холодильников
обеспечивается именно аммиачными холодильными установками.
В 90-х гг. и в Западной Европе значительно расглири-мпсь
использование аммиака, поскольку он:
♦ не разрушает озоновый слой;
♦ не оказывает прямого воздействия на глобальный тепШжой эффект;
♦ обладает отличными термодинамическими свойст-Иами;
♦ имеет высокий коэффициент теплоотдачи при мпе-IIIш и
конденсации;
♦ имеет высокую энергетическую эффективность з хо■тдильном цикле;
♦ обладает низкой стоимостью, производство егодос-гупно,
проблемы его воспламеняемости и токсичности сегодня
разрешимы, что делает его привлекательным для производителей
холодильного оборудования.
|
Холодильные машины и агрегаты. Холодильная машина
представляет собой совокупность механизмов, аппаратов и
приборов, последовательно соединенных в систему производства
искусственного холода. Компактные, конструктивные объединения
отдельных или всех элементов холодильной машины называют
холодильным агрегатом.
По виду применяемого хладагента различают амлиач-мые и
хладоновые холодильные агрегаты. По конструктивным
особенностям компрессоров агрегаты подразделяйт на открытые и
герметичные, а конденсаторов — с воздупным и водяным
охлаждением.
183
В зависимости от состава входящих в них элемента*
холодильные агрегаты бывают компрессорные, компрессор-! ноконденсаторные, испарительно-регулирующие, испари») тельноконденсаторные и комплексные агрегаты. На предприятиях торговли
применяют компрессорно-конденсатор». ные агрегаты и при
охлаждении с помощью теплоносителя — испарительнорегулирующие агрегаты.
Компрессорно-конденсаторный агрегат состоит из компрессора, конденсатора (воздушного или водяного охлаждения),
электродвигателя, приборов автоматики и вспомогательных
аппаратов (ресиверы, осушители, теплообменники и др.).
Испарителъно-регулирующий агрегат — это конструктивное
соединение
испарителя,
вспомогательной
аппаратуры,
регулирующей станции и приборов автомата-' ки. Комплексные
агрегаты включают все элементы холодильной машины.
Холодильные машины поставляют отдельно и в комплекте с
торговым холодильным оборудованием. В комплект оборудования
входит встроенная испарительная батарея Я вмонтированный или
отдельно упакованный холодильный агрегат. Если агрегат
предназначен для установки вне оборудования, в его комплект
должны входить монтажные медные трубки.
Для охлаждения сборных камер, шкафов,' прилавков и1 витрин
применяют
хладоновые
холодильные
агрегаты
холодопроизводительностью до 4 тыс. Вт. Это в основном компрессорно-конденсаторные агрегаты, работающие на хладо-не-12 и
хладоне-22. В зависимости от расположения' электродвигателя и
способа передачи механической энер-1 гии различают агрегаты
открытого типа, а также герме-' тичные.
В агрегаты открытого типа электродвигатель монтируй ется
отдельно от компрессора, а передача механической энергии
осуществляется шкиво-ременным механизмом.
Герметичные холодильные агрегаты являются наибо«' лее
перспективными. Герметичность системы достигается
184
11 счет применения сварного кожуха, сокращения количе-• 11'..-1
разъемных соединений и использования термостата вместо реле
давления. По сравнению с агрегатами откры-!'пго типа герметичные
обладают значительными преимуществами.
За счет объединения электродвигателя и компрессора в \ II '.л с
единым эксцентриковым валом отпала потребность в передаточном
механизме. Это позволило сократить массу и |м ;меры компрессора
и агрегата, увеличить скорость вращения вала до 3 тыс. об/мин.
В герметичном агрегате благодаря сокращению количества
разъемных соединений, отсутствию сальников уменьшилась утечка
хладона, что позволило сократить его рабочий запас в системе.
Снизился и эксплуатационный рас-Код хладагента, так как отпала
необходимость в периодической дозаправке машин.
Охлаждение обмотки электродвигателя потоком всасып.н'мых паров хладона позволило повысить нагрузку на
еп'ктродвигатель, снизить его параметры, мощность, гаГшриты и массу. Например, при равной холодопроизводи|еиьности номинальная мощность электродвигателя герме■тчного агрегата на 40% меньше, чем агрегата открытого
Типа. В связи с этим значительно снижается расход элект|м>:>нергии.
- :
Герметичные агрегаты обладают важным для магази-ппи,
особенно торговых залов, качеством — относительно невысокий
уровень издаваемого глума. Снижение размеров шрегатов позволяет
рациональнее использовать складскую И торговую площадь, а также
емкость торгового холодиль-ииго оборудования.
Назначение и принцип действия отдельных элементов
ирметичных машин несколько отличается от машин открыта) типа.
Автоматическое управление работой герметичной холодильной
машины осуществляется не прессостатом (реле давления), а
термостатом (реле температуры). Защита электродвигателя от
перегрева и конденсатора от из185
быточного давления обеспечивается тепловым реле к рессора.
Ниже дается характеристика основных узлов холоди, ных
машин.
Холодильные агрегаты АСЬ 88ТЫ (рис. 3.5) и АСР 12ТЫ,.
выполненные на базе лицензионных компрессоров фирмы
Е1ест.го1их, имеют небольшие размеры и низкий уровень шума.
Предназначены они для установки в торговое холен дильное
оборудование как отечественного, так и импортно' го производства.
Рис. 3.5. Холодильный агрегат АСЬ 88ТЪТ
Холодильные агрегаты ВС 4000 (2) и ВН 2000 (2) —, агрегаты с
компрессорами спирального типа фирмы Соре1апд (рис. 3.6).
Применение компрессора спирального типа значитель-;1 но
повысило надежность изделия как по сравнению с герметичными
поршневыми, так и с компрессорами открытого типа. Спиральный
компрессор не имеет клапанов и при правильной эксплуатации не
может заклиниться.
и
Холодильный агрегат ВН 2000 (2) применяется в низкотемпературных камерах объемом 12—14 м:!, где может моеспечить
температуру до — 18°С.
Холодильный агрегат ВС 4000 (2) предназначен для охлаждения среднетемпературных камер объемом 24—30 м3.
Технические характеристики холодильных агрегатов приведены
в табл. 3.1.
1Й
рр
Рис. 3.6. Холодильный агрегат ВС 4000 (2)
Компрессорно-конденсаторные установки серий 5М и МХ с
герметичным и полугерметичным компрессором (рис. 3.7),
имеющим внутреннюю защиту электродвигателя, и электрическим
щитом управления, защищенным от воздействия внешней среды,
могут устанавливаться вне помещения, на улице.
187
Таблица ,1 {
Технические характеристики холодильных агрегатов
ВН 2000(2)
ВС 4000(2)
Хладагент
К-22
К-22
ДйапазОЧ температур
-45...-15
-25... -5
кипения хладагента, "С
+5...+45
+5...+45
Температура окружающей среды, "С
2010
4360
Холодопроизводитсль-1
гость при температуре
кипении хладагента -I
5"С (ддя ВН 2000(2) при
-35°С) и температуре
окружающего воздуха
20"С Вт
Компрессор
2Р09К4Е
2321К4Е
"СорскшсГ
"Сорс1апо"'
380
380
Электродвигатель:
3000
3000
напряжение, В
частота вращения,
об/мни
Габариты, мм
860x560x610 860x560x610
Масса, кг
90
90
АСЬ 88Т1Ч
К-22
-25...-5
+5...+45
600
ЛСР 12ТД
К-221
-25... -5|
+5...+45 ~
800
Ь88ТЫ
Р12ТЫ
"Е1сс1го1их" "Е1сс1го1илЗ
220
220
3000
3000
440x380x255 440x380x25?
30
30
Смонтированы в звукоизолирующем корпусе из один»
кованной стали. Техника серии 5М и МХ создает и поддев живает
температуру от 5 до -30°С.
Установки эффективно работают в холодильных камЯ рах на
торговых предприятиях, а также широко применЯ ются для
охлаждения складских помещений.
Моноблок (рис. 3.8) представляет собой единый блоя
включающий в себя герметичный компрессор, воздушньЛ
конденсатор, воздухоохладитель и электронную панель ущ
равления. Моноблок устанавливают на сборных холодили ных
камерах с толщиной стены не более 120 мм, монтируя его в
отверстие панели камеры на стене или потолке.
188
Рис. 3.7. Компрессорно-конденсаторная установка
Рис. 3.8.
Моноблок
Сплитсистема
(рис.
3.9)
—
это
полностью
укомплекижанное
холодильное
оборудование,
состоящее
из
двух 1.1 сдельных
частей. Применяется для охлаждения стацио-шрных холодильных
камер.
189
Рис. 3.9. Сплит-система
Система автоматики обеспечивает в холодильной каМН ре
поддержание требуемой температуры, защиту от авЛ рийных
режимов и периодическое оттаивание воздухоох» ладителя.
Все оборудование поставляется с мониторами защиты,
контролирующими напряжение питающей электросети. :
Работает от сети с напряжением 220 или 380 В, сохра» няет
холод при температуре окружающего воздуха до 45"С,
Крупнейшим в мире производителем компрессоров хо«
лодопроизводительностью от 1 до 173 кВт для торгового
холодильного
оборудования,
кондиционирования
воздуха,
тепловых насосов является фирма "Копланд" ("Соре1апс1"и
Герметичные поршневые компрессоры "Копланд" про»
изводятся по спецификациям, обеспечивающим их приме» нение в
любом климатическом поясе земного шара, что достигается
благодаря широкому диапазону рабочих напря! жений
электродвигателей. Эти компрессоры производятся для работы на
сертифицированных хладагентах и высококачественных смазочных
маслах известных мировых фирЯ в высокотемпературном (выше
0°С), среднетемпературном (от 0°С до -15"С) и низкотемпературном
(от -15"С до -20"С) режимах.
190
С внедрением герметичных компрессоров появилась и Новая
гамма компрессорно-конденсаторных агрегатов с воз-л \ч иным
охлаждением. Эта новая номенклатура, привлекающая многими
своими характеристиками, как стандартными, так и вводимыми по
просьбе заказчиков, предназначена для работы с экологически
безопасными хладагентами I; 22 и К-134А. Она обладает широким
диапазоном произво-•ттельности и высоким энергетическим КПД.
Все агрегаты имеют бесшумный и плавный ход.
Предлагаются две основные гаммы агрегатов.
Гамма НАЫ с обычным размером конденсатора применяется в
целях обеспечения:
♦ режима стандартного хранения, когда температура
закладываемого продукта не более чем на 10°С выше установленной
в хранилище температуры;
♦ компактности и низкой стоимости;
♦ эксплуатации в условиях нормальной температуры
окружающей среды.
Гамма НАЬ с бблее мощным конденсатором применяет-| а,
когда:
♦ величина нагрузки на агрегат часто и резко меняется во
времени (при периодической загрузке одновременно (шльших
количеств продукта или необходимости быстрого охлаждения
продуктов, например, молока);
♦ необходимо достичь высокого энергетического КПД, что
обеспечивает низкие эксплуатационные расходы;
♦ работа предстоит в условиях повышенной темпера-IV ры
окружающей среды.
Бессальниковые
холодильные
компрессоры
"Копланд"
объединяют в себе последние конструкторские разработки I
преимуществами
новейших
хладагентов.
Бессальниковые
компрессоры имеют высокую производительность, длительный срок
службы и широкий диапазон применения (высоко-, средне- и
низкотемпературный режим эксплуатации).
Модели БЬН, Б6С, Бхзсиз, а также двухступенчатые
компрессоры имеют устройства подключения дифференци191
ального механического реле давления масла или электроя ный
датчик системы защиты по давлению масла ЗегигопШ
Все бессальниковые компрессоры способны к прямом пуску.
Возможна комплектация также электродвигателям с переключением
электрической цепи со "звезды" на "треугольник" при пуске или с
использованием части обмотя для уменьшения пускового тока. Для
оптимальных условий пуска без нагрузки может устанавливаться
специальное устройство на всех моделях Б15си5, а также на моделях
БЬН.
Каждый компрессор снабжен устройством защиты элек«
тродвигателя. В однофазных электродвигателях установлен но
термореле защиты от перегрузки. В трехфазных элект! родвигателях
в обмотку двигателя встроены терморезио торы.
Оборудование для регулирования холодопроизводитель* ности
может применяться для всех одноступенчатых 3-, 4-, б- и 8цилиндровых компрессоров. Для компрессоров БЗБ разработана
система изменения нагрузки Мойиюао! I особо НИЗКИМ
потреблением электроэнергии.
Для работы в сверхнизком диапазоне температур слеч дует
применять модели В1зсиз с системой Бетапс! СооНпЯ позволяющей
регулировать температуру нагнетания комп* рессора путем впрыска
в него небольших количеств жидкого хладагента. Благодаря системе
Бетапо! Соо1т§ одноступенчатый компрессор становится хорошей
альтернативой двухступенчатому. В случае, когда температура кипе
ния хладагента в зависимости от потребности должна за! метно
изменяться (например, от -50°С до -20°С), боле! экономически
эффективной становится система Бетапй Соо1т§.
Фирма "Копланд" выпускает также спаренные (ТЛА/Ш)!
компрессоры. Спаренные компрессоры применяются для всея
двухступенчатых и Б18сиз моделей, кроме тех, в которьи имеется
система Бетапо! Соо1т§. Основные преимуществ! спаренных
компрессоров: двойная холодопроизводитель*
192
иость, пониженная 50%-ная модуляция холодопроизводи-тельности
и высокий КПД даже при частичной нагрузке.
На базе большинства моделей бессальниковых компрессоров
выпускаются компрессорно-конденсаторные агрегаты воздушного
охлаждения. Они поставляются заправленными маслом, полностью
укомплектованными средствами автоматики и готовыми к работе.
Дополнительно по желанию заказчика в них молено установить:
подогреватели партера, регулятор скорости вращения вентилятора
(для регулирования температуры конденсации), защитный кожух
для наружной установки, различные модификации ресивера по
величине емкости.
Согласованно-спиральный компрессор "Копланд" является
одним из наиболее совершенных герметичных компрессоров,
применяющихся для кондиционирования воздуха, работы в режиме
среднетемпературного охлаждения и теплового насоса. Диапазон
рабочих температур кипения с] трального компрессора — от
положительных до '— 20иС.
По сравнению с поршневыми герметичными или бес-|
альниковыми спиральные компрессоры имеют такие существенные
преимущества, как:
♦ высокая надежность и повышенный срок службы благодаря
меньшему числу деталей, обеспечивающих сжатие хладагента;
♦ устойчивость к перегрузкам;
♦ низкий уровень шума вследствие отсутствия клапанов и
возвратно-поступательного движения деталей, а также высокой
степени
согласованности
движения
деталей
благодаря
запатентованному принципу "СотрИапсе";
♦ более высокий коэффициент подачи хладагента в свя-1И с
отсутствием "мертвого" пространства;
♦ низкий уровень вибрации вследствие плавного, непрерывного сжатия;
♦ повышенная производительность;
♦ стабильность работы компрессора при попадании в ищу
сжатия механических примесей, продуктов износа или жидкого
хладагента;
193
♦ малые пусковой момент и пусковые токи (пуск бея
нагрузки), для однофазных моделей нет необходимости I пусковом
оборудовании;
♦ компактность и малый вес.
Холодильный коэффициент спирального компрессора при
работе в стандартном европейском режиме кондиционирования
воздуха достигает значения 3,37 Вт против 2,75-1 2,95 Вт у
поршневого герметичного аналога.
На рынке оборудования появился низкотемпературный
спиральный компрессор типа С-1ас1ег, эффективно и на» дежно
работающий при больших перепадах давления. Он может работать
на хладонах К-22, К-404А, К-507, К-134А при температурах
кипения до -45"С.
Компрессоры "Копланд" всех типов поставляются заправленными минеральным маслом для работы К-22 или полиэфирным маслом для работы на озонобезопасных хладонах либо
на К-22.
Спиральные компрессоры (рис. 3.10) предназначены для
применения в кондиционерах промышленных, торговых И
административных зданий.
На рынке климатического оборудования особым спросом
пользуется продукция фирмы Мапеигор. Ее компресс соры марки
Регхогтег, благодаря низкому уровню шума и высокой степени
надежности, удовлетворяют все требования эксплуатации и запросы
потребителя.
Установив компрессоры попарно, по три или четыре 1 ряд
можно достичь производительности системы охлаждения до 180
кВт.
Отличительным признаком компрессоров марки Рег-{Ъгтег
является наличие подвижного контакта между спиралями, который
при помощи двух запатентованных плавающих уплотнений
обеспечивает совершенную осевую герметичность и уменьшает
напряжение и деформацию.
Высокая точность и современные машинные технологии
обработки доказывают, что простая пленка масла —I это то, что
необходимо для точного уплотнения торцоа
194
1
шпрали, уменьшения контакта между движущимися части ми,
сведения к минимуму трения между ними, увеличении объемной
производительности и уменьшения вибрации, чти гарантирует
высокие эксплуатационные качества компрессора и удлиняет срок
его службы.
Рис. 3.10. Спиральный компрессор Регхогтег фирмы Мапеигор
Достоинствами спиральных компрессоров марки Рег-пгтег
являются:
♦ более высокая эффективность. Контролируемые врана
гощиеся части с плавающими уплотнениями и усоверк'нствованной'геометрией спиралей;
♦ минимальный уровень шума. Эффективная система
илансировки компрессора и защита его от вибрации;
♦ повышенная надежность. Удлиненный срок службы
-.-за отсутствия трения между спиралями и охлаждение
шгателя всасываемым хладагентом;
195
♦ простота установки. В большинстве моделей в кач(Я стве
стандартного варианта подсоединения используются штуцеры под
пайку твердым припоем или патрубки с на» кидной гайкой.
Устройства защиты от обратного вращения, так же как и защиты
самого электродвигателя, являются составной частью конструкции.
Никаких дополнительных приспособлений при установке
компрессора не требуется;
♦ большой запас масла и больший объем заправляемЯ го
хладагента, чем у большинства других компрессоров, более
длительный срок эксплуатации.
Фирменный цвет окраски компрессоров синий.
Фирма Бап1055 Мапеигор работает над расширением диапазона
мощности с 3,5 до 25 л.с. и внедряет новые хлш дагенты. В
дополнение к разработкам в части использова» ния озонобезопасных
хладагентов К-407С и К-134А и в цс лях борьбы за чистоту
окружающей среды фирма Бапгомя Мапеигор начала использовать
хладагент К-410А в коми» рессорах мощностью от 3,5 до 6,5 л.с.
3.1.2. Выносное и централизованное
хпадоснабжение
Традиционная схема хладоснабжения торговых пре;с приятии
выполняется на основе отдельных блоков, т. е. каждого потребителя
работает отдельная холодильная у| тановка.
Но оснащение магазинов холодильным оборудован» ем со
встроенными компрессорами оборачивается допо; нительными
затратами на установку кондиционеров для о| вода теплопритоков в
торговые залы от встроенных агрегатов.
Теплопритоки в торговые залы от встроенных в оборудование
холодильных • агрегатов приводят к снижению товарооборота и
росту непредусмотренных расходов:
196
♦ некомфортные для покупателя условия (высокая температура
в торговом зале и высокий уровень шума, непри-игные посторонние
запахи) приводят к тому, что он спешит покинуть магазин, что ведет
к уменьшению товаро-пиорота;
♦ некомфортные для продавцов и обслуживающего перги нала
условия приводят к снижению качества обслуживания,
следовательно, падает имидж предприятия и уменьшается
товарооборот;
♦ срок службы встроенных агрегатов в 2—3 раза ниже, Чем
при использовании систем выносного хладоснабжения и в 4—6 раз
ниже, чем при использовании централей, вслед-Ствие чего растут
производственные затраты на обслужи-папие и замену
оборудования;
♦ работа компрессорного оборудования в экстремаль-пых
условиях с предельно высокой температурой и давлением
конденсации становится причиной частых выходов из строя
оборудования, а это ведет к убыткам От порчи продуктов;
♦ дополнительные расходы на кондиционирование увеипчивают на 20—30% общие расходы предприятия на энер-11
«потребление.
Намного эффективнее системы хладоснабжения, обслуживающие нескольких потребителей, — выносное и централизованное хладоснабжение.
Выносное хладоснабжение представляет собой систему
хладоснабжения
на
базе
автономных
компрессорно-конмснсаторных агрегатов, располагаемых в машинном отделении,
изолированном от торговых помещений. При Этом каждый агрегат
может обеспечивать холодом несколько потребителей.
Централизованное хладоснабжение (централь) является
разновидностью выносной системы хладоснабжения. Представляет
собой многокомпрессорный блок с единым микропроцессорным
управлением, как правило, на базе полугерметичных поршневых
или спиральных компрессо197
ров. Для среднетемпературных и низкотемпературных требителей
используются два раздельных контура.
В настоящее время такие установки получили наиболш шее
распространение в крупных продовольственных мага» зинах и
супермаркетах.
В табл. 3.2. приводятся рекомендуемые для торговых
предприятий разных типов системы хладоснабжения.
Таблица 3.1
Рекомендуемые системы Хладоснабжения
Общая холодопроизводигсльность, кВт
в том числе:
по срсднстемисратурным
потребителям (-10°С)
по низкотемпературным
потребителям (-35°С)
Рекомендуемая система
хладоснабжения
Средний срок службы, лет
Гипермаркст
(торговый центр)
135—370
Супермаркет
Мипимаркст
30—135
20—30
100—300
20—100
15—20
35—70
10—35
5—10
Централь/
компрессорноконденсаторные
агрегаты
7—15
Компрсссорноконденсаторные
агрегаты 1
Централь
15—20
|
7—15
При использовании системы централизованного хладоснабжения существенно снижаются не только эксплуатационные
затраты, но зачастую и капитальные. И чем больше потребителей
холода, тем выгоднее применять централизованное хладоснабжение.
Установка центрального хладоснабжения позволяет использовать теплоту конденсации для нужд отопления Ц подогрева
технической воды.
В зависимости от холодопроизводительности и требований к ее
регулированию она имеет от 2 до 6 компрессо198
ров, включенных параллельно и имеющих общие системы
нагнетания и всасывания. Такой компрессионный блок, изоипрованный от торговых и вспомогательных помещений,
обеспечивает холодом 20—25 конечных потребителей, соединенных
с ним хладомагистралями.
Кроме того, подобные системы проектируются с необходимым
запасом мощности, что позволяет проводить плановое
обслуживание и экстренный ремонт любого холодильного агрегата
без потерь хладоснабжения оборудования. Глныне такие системы
выпускались в основном производителями престижных и
дорогостоящих торговых марок. I'. настоящее время центральный
холод доступен более широкому кругу потребителей.
Различают среднетемпературные и низкотемпературные
установки
централизованных
систем
с
суммарной
хо'юдопроизводительностью до 80 кВт. Эти системы позволят '■оздать
"бесшовную" линию витрин и до минимума снизить уровень шума в
торговом зале.
Схему централизованного хладоснабжения см. на рис. 3.11.
3.1.3. Классификация торгового
холодильного оборудования
Приведенная ниже классификация охватывает всю номенклатуру торгового холодильного оборудования, пред-чагаемого
на мировом рынке, в том числе и на российском.
Торговое холодильное оборудование классифицируют но
следующим признакам.
По месту хранения скоропортящихся товаров:
♦ для хранения запаса товаров вне торгового зала, в !■
кладских помещениях (холодильные камеры и закрытые
холодильные шкафы);
♦ для хранения выставочного и текущего запаса товаров в
торговом зале (витрины, прилавки-витрины, прилавки и
холодильные шкафы закрытые и открытые).
199
Рис. 3.11. Схема централизованного хладоснабжения: 1 — холодильный
шкаф; 2 — прилавок-витрина; 3 — ларь; 4 — терморегулирую-щий вентиль; 5 — компрессор; 6
— конденсатор; 7 — ресивер; 8 — теплообменник; 9 — щит питания (а — кнопочный
включатель; б — магнитный пускатель); 10 — трубопровод высокого давления для жидкого
хладагента, подающегося к испарителям; 11 — трубопровод низкого давления для
парообразного хладагента; 12 — провод питания; 13 — вентилятор
По методам продажи:
♦ для рабочего места продавца;
♦ для продажи методом самообслуживания;
♦ для эксклюзивной продажи.
По температурному режиму хранения:
♦ для охлажденных скоропортящихся продуктов, сред(и-тгмпературный режим (от 0°С до 5°С);
♦ для охлажденных напитков, режим охлаждения (от
БС до 17°С);
♦ для кратковременного хранения замороженных продуктов,
низкотемпературный режим (от -1°С до -18°С);
♦ для длительного хранения замороженных продуктов, Ьежим
глубокого замораживания (от — 18°С до -30°С).
По назначению:
♦ для хранения скоропортящихся товаров:
^- холодильные камеры;
3^- холодильные среднетемпературные и низкотемпе-мтурные
шкафы с металлическими дверцами; >* закрытые прилавки;
♦ для демонстрации и продажи товаров покупателям:
>* прилавки;
5** витрины;
>* прилавки-витрины;
*,
>*- низкотемпературные прилавки с раздвижной про-цмчной
крышкой;
>" низкотемпературные лари с алюминиевой крышкой;
5^ среднетемпера'турные шкафы со стеклянными двер-ыми;
♦ только для демонстрации образцов товаров в окон1ых проемах, витринах, торговых залах магазинов, на вы
писках:
5^ демонстрационные витрины; 5^
шкафы-витрины;
♦ для быстрого замораживания воды:
5^ льдогенераторы.
201
По комплектности:
♦ единичное;
♦ комплексное;
♦ групповое (разных видов и типов). По
способу размещения:
♦ пристенное;
♦ островное (двустороннее);
♦ отдельно стоящее.
По защищенности от доступа тепла к охлаждаемому
объекту:
♦ закрытое (имеются глухие или прозрачные двери или
крышки);
♦ открытое без воздушной завесы;
♦ открытое с воздушной завесой (охлаждаемый об'Ы'М
ограждается от доступа тепла потоком холодного воздуха,
создаваемого вентилятором).
По доступности к товару:
♦ открытое, со свободным доступом к товарам для пД
купателей;
♦ закрытое, установленное в торговом зале, со свЛ бодным
доступом для покупателей;
♦ закрытое, установленное на рабочем месте, с достуч пом
только для продавца.
По характеру движения воздуха:
♦ с естественной циркуляцией воздуха;
♦ с принудительной циркуляцией воздуха (вентилято» ром).
По способу охлаждения:
♦ с машинным охлаждением;
♦ с льдосоляным охлаждением;
♦ с охлаждением сухим льдом. По
расположению агрегата:
♦ со встроенным агрегатом;
♦ с отдельно монтируемым агрегатом;
♦ с централизованным хладоснабжением.
202
По виду охлаждающих машин:
♦ с компрессионными машинами;
♦ с абсорбционными машинами.
По виду применяемого хладагента:
♦ аммиачное;'
♦ хладоновое.
По конструктивным особенностям компрессоров:
♦ с открытыми агрегатами;
♦ с герметичными агрегатами;
♦ с ротационными агрегатами.
По конструктивным особенностям конденсаторов:
♦ с воздушным охлаждением;
♦ с водяным охлаждением.
По климатическим зонам использования:
♦ для районов с умеренной температурой (от 12°С до Я2"С);
♦ для южных районов (до 40"С).
3.1.4. Устройство и виды торгового
холодильного оборудования
Конструктивно все виды торгового холодильного оборудования
имеют много общего. Основной несущей конструкцией является
металлический каркас различной, в за-ппсимости от назначения
оборудования, конфигурации. (' внешней и внутренней стороны он
облицован пластиком, пеклом либо стальными листами, покрытыми
синтетической эмалью. В качестве технологических декоративных
элементов могут использоваться:
♦ нержавеющая сталь;
♦ цветной слоистый пластик;
♦ алюминиевый профиль;
♦ стекло (плоское, гнутое, цветное);
♦ зеркала.
203
Стенки и дверцы торгового холодильного оборудоаЯ ния
имеют многослойную конструкцию. За внешними ОТЩ лочными
материалами следует гидроизоляционная проелся ка (пергамин,
пергаментная бумага, полиэтиленовая шичи ка и др.),
теплоизоляционный слой (пенопласт, мипора, стш ловата,
шлаковата, пенополистирол).
После теплоизоляционного слоя вновь проложена гид*
роизоляционная прокладка и далее следует внутренняя ОЩ делка
охлаждаемого пространства. Поскольку внутренняя поверхность
охлаждаемых камер может соприкасаться 1 продуктами, она
должна быть выполнена из нейтральны)! не коррозирующих
материалов (нержавеющая сталь, ни* щевой алюминий,
эмалированная сталь).
Для
более
эффективного
использования
внутренней
охлаждаемого объема шкафы, прилавки, витрины, камере
оборудуют стеллажами, полками, кассетами, кронштейнЯ ми,
изготовленными из тех же нейтральных материалов. ,1
Холодильные и морозильные камеры
Холодильные и морозильные камеры использует ши рокий
круг потребителей — от небольших предприятий Ж огромных
складских комплексов, нуждающихся в создагнш специальных
условий хранения.
По своему назначению, устройству и правилам экспл» атации
такие
камеры
аналогичны
маленьким
стационарным
холодильникам.
Ниже приводится расчет потребности в стационарный
холодильных камерах.
Расчет потребной охлаждаемой площади. Величине потребной
охлаждаемой площади прежде всего зависит Л количества
скоропортящихся продуктов, подлежащих хри нению, т. е. от
размера товарных запасов. Максимальнь! товарные запасы
определяют по формуле:
е=!±.
Р
204
I
где С — максимальный товарный запас, кг; § —
среднедневной товарооборот, тыс. руб.; I — срок
хранения, дни; р — средняя цена за 1 кг, руб.
Товарные запасы для конкретных предприятий рассчитывают с
учетом частоты завоза продуктов. Зная количество скоропортящихся
товаров, подлежащих хранению в холодильных камерах, можно
определить потребную охлаждаемую площадь двумя методами: по
нормам Нагрузки на 1 м2 (ориентировочный расчет) и по размерам
ыры и оборудования, предназначенных для хранения продуктов.
В обоих случаях вначале определяют грузовую площадь,
предназначенную для хранения продуктов, затем общую площадь
камер, включая площадь прохода и проездов.
Расчет охлаждаемой площади по каждой товарной группа в
отдельности можно выразить формулой:
I
*=±*.
N где С — максимальный
товарный запас, кг; Л/" — норма нагрузки на 1 м2 площади пола,
кг/м2; К — коэффициент перевода грузовой площади в об-
I тую.
Скоропортящиеся продовольственные товары группи■ ||\'1от по камерам с учетом требований товарного соседства.
■ Площадь камеры определяют суммированием расчетных
площадей товаров, которые должны в ней храниться. Данный
расчет удобно вести в форме таблицы:
I
1.(именование Среднедневной
говара
товарооборот,
тыс. руб.
Срок
хранения
(запас),
дни
МаксиНорма
Грузовая
мальный нагрузки, площадь,
товарный кг/м
м
запас, кг
Коэффи- Расчетная
циент
охлаждаемая
перевода площадь,
м3
205
Более точным является расчет охлаждаемой площади по
габаритам складского оборудования и тары, в которцЯ хранятся
товары. При этом требуется соблюдение всех ув# ловий хранения и
размещения товаров. Для расчета, кром! количества сырья, способа
и высоты складирования топ| ров, необходимо определить емкость
и размеры тары.
Расчет охлаждаемой площади при штабельном храм нии
товаров в таре прямоугольной формы проводят по фор муле:
СаЬ
о — -----------'
С -П
где С — максимальный товарный запас, кг;
а, Ъ — длина и ширина тары, м;
с — емкость единицы тары, кг;
п — число единиц тары по высоте штабеля, шт.
Для тары с круглым основанием формула примет вид;
*=—■
С ■ 11
1
I
где ^ — диаметр круглой тары в наиболее широкий части, м.
По площади, необходимой для размещения товаров I таре,
подбирают тип и количество немеханического склад! ского
оборудования, площадь которых и составляет потреб! ную грузовую
охлаждаемую площадь. Общую площадь определяют умножением
на соответствующий коэффициент,!
Расчет холодильных установок. Холодопроизводителм ность
машины должна быть достаточной для поддержания холодильных
камерах заданных температурных режимов и отвода теплопритоков.
Расчет потребной холодопроизводи! тельности машины начинают с
определения суммы всех тЛ лопритоков по каждой камере в
отдельности, а затем щ холодильнику в целом (калорический
расчет).
Общая сумма теплопритоков включает следующие Т^Н
лопритоки:
206
♦ поступающие через ограждения с наружным вентими,ионным воздухом;
♦ вносимые с продуктами и тарой;
♦ за счет открывания дверей, пребывания людей в ка-|грах,
нагрева ламп освещения.
Определив сумму теплопритоков, выбирают охлажда-мп,ую
систему — непосредственного или рассольного ох-иждения.
Непосредственное охлаждение испарительными (иглреями, в
которых происходит кипение хладагента, име-Полее широкое
распространение благодаря большей эко-Ьмичности, меньшей
громоздкости оборудования и возможен-ти автоматизации
процессов охлаждения.
Однако в некоторых случаях вместо системы непосК'дственного охлаждения целесообразно применять рас-рльную
систему охлаждения, например, при большом уда-И1 ии
холодильных камер от машинного отделения при гпбходимости
обеспечения стабильного температурного (ржима и если правилами
техники безопасности запреща-1'ся применять непосредственное
охлаждение.
Затраты на установку и эксплуатацию рассольной сис-гмы
охлаждения оправдывают себя в крупных холодиль-пг.лх с
количеством камер более четырех и потребной хопдопрозводительностью машин не менее 13 900 Вт или % 000
ккал/ч (с учетом переводного коэффициента 1 Вт = 0,86 ккал/ч).
Расчет холодильной установки непосредственного ох-л.кдения
начинают с группировки холодильных камер с I'пмерно
одинаковыми
температурными
режимами
и
ветчинами
теплопритоков. При этом учитывают, что на две-ртыре камеры с
равными условиями хранения приходится дпл холодильная
машина.
Потребную холодопрозводительность машины для каж-1)й
группы камер определяют исходя из часового расхода плода и
коэффициента рабочего времени по формуле:
о -Ж^.
24 :Кп
207
где 2^(2 — сумма теплопритоков данной группы камеи в сутки
согласно калорического расчета, Вт;
24 — продолжительность суток, ч;
К в — коэффициент рабочего времени машины.
Часовой расход холода определяется делением суточ* ного
расхода холода для данной группы камер по калорическому расчету
на продолжительность суток в часах, Коэффициент рабочего
времени равен отношению времени работы машины в сутки к
продолжительности суток ■ часах.
Оптимальным временем работы крупных холодильных машин
считают 20—22 ч, небольших — 16—17 ч в сутки, отсюда значение
коэффициента рабочего времени, при котором завод-изготовитель
гарантирует бесперебойную работу, для крупных машин равно 0,85,
для небольших — 0,75,
В практической работе для определения потребной хо«
лодопрозводительности машины используют приближенным расчёт
по удельному расходу холода на 1 м2 площади ох« лаждаемых
помещений. Для камер с плюсовым температурным режимом он
составляет 75—83 ккал/ч, или 90— 100 Вт, для камер с
температурным режимом хранения -8"С — 96—104 ккал/ч, или
110—120 Вт.
Расчет проводят по формуле:
где Г — охлаждаемая площадь, м2;
§ — удельный расход холода в час, Вт/м2;
К —■ коэффициент рабочего времени компрессора.
Виды холодильных и морозильных камер. Такие камеры
предназначены для хранения в складских помещениях магазинов
запасов скоропортящихся продуктов в течение времени, не
превышающего допустимые сроки хранения (3—5 суток). Они
могут быть стационарными и сборными.
208
Стационарные камеры проектируются и строятся в составе
торговых зданий.
Сборные холодильные камеры могут устанавливаться как на
новых, так и на действующих предприятиях торговли, где
строительство стационарных камер является нецелесообразным или
для этого нет соответствующих • условий.
Сборные камеры собирают из отдельных щитов — деревянных
рам, обшитых с двух сторон металлическими листами, между
которыми
находится
теплоизоляция
(пенопласт
или
пенополиуретан). В охлаждаемом объеме камер на боковых стенках
установлены полки (решетки) для продуктов. К потолку камер или к
специальным штангам крепятся крюки для подвешивания мясных
туш. Дверь камеры имеет замок и ручку для открывания ее снаружи
и изнутри. Уплотнитель двери должен плотно прилегать к дверному
проему по всему его контуру, что уменьшает тепловые притоки.
Испарители располагают под потолком камеры. Под ними
крепится поддон с трубкой для отвода конденсата при оттаивании
испарителя. Внутри камеры имеется закрытый светильник.
Охлаждающие агрегаты устанавливают отдельно около камер.
Все большим спросом в условиях развивающейся рыночной
экономики
пользуются
сборно-щитовые
холодильные
и
морозильные камеры различных объемов и конфигураций.
Эксклюзивным поставщиком холодильных камер на российский рынок является фирма "Морена", которая активно
сотрудничает с итальянской фирмой М18А.
В конструкцию деталей, выпускаемых'фирмой М18А, заложены
два принципа, которые обеспечивают ее продукции более высокий
уровень, чем у остальных конкурентов:
♦ возможность сочленения любых двух элементов из гаммы
выпускаемых деталей, что позволяет собирать корпу209
са холодильник камер любой конфигурации и использя вать
простени помещения;
♦ замков» способ соединения панелей, который обаЛ
печивает прочность и возможность многократной сборки*
разборки корпуса камеры.
Номенклатура выпускаемой продукции рассчитана Ж
различные финансовые возможности потребителя. ПокуЫ ку
можно осуществлять в любой комплектации ■— от одно* го
конкретной элемента до комплектной поставки кам<?» ры,
включая юлодильную машину.
Основные элементы корпуса холодильной камеры: двер*
ной блок, стеновые и потолочные панели, половые папе» ли,
угловые мементы.
Дверной б»' представляет собой единое изделие, вклга»
чающее в себн: дверную коробку с элементами крепления N
корпусу камер, дверное полотно с навесками, устройство
подогрева дверного проема (для дверей морозильных ка« мер).
Стандартна размеры дверного проема — 760, 1000 И 1200
мм. Осой интерес представляет откатная дверь,, В конструкции
элементов откатной двери использованы вей лучшие
технические решения, имеющиеся на сегодняшний день, что
обешечивает работоспособность двери в течени#| всего срока
с,т/кбы камеры.
Стеновые а потолочные панели представляют собой
щиты в видефехслойного "сэндвича" с теплоизоляцией^
Внешнее и внутреннее покрытия выполнены из пластик*..
Размеры пане* с шагом 0,4 м позволяют вписать корпус I
любой замкну»» объем.
ПолЬвые шли аналогичны по своей конструкции ста*!
новым. Они завидены с двух сторон металлом и выдержи»!
вают нагрузкуцо 100 кг/см.
Угловые энемты предназначены для соединения межч ду
собой элементов конструкции — половых и стеновых ПМ
нелей.
Фирма Уогк поставляет среднетемпературные и низкотемпературные холодильные камеры от небольших (с полезным
объемом 3 м3) до крупногабаритных.
Холодильные камеры можно устанавливать как на открытых
площадках, так и внутри помещения.
Облицовочный материал — алюминий, сталь с гальваническим
покрытием, оцинкованная сталь. Панели корро-пюстойкие. Двери
одно- и двухстворчатые, скользящие. Внутри камеры находится
кнопка экстренного открывания дперей. Холодопроизводительность
холодильных машин от II,!) до 240 кВт. Вентиляторы
воздухоохладителей низко-шумные, одно- и двухскоростные.
На рис 3.12 показана холодильная камера серии РАСК
МУЗТЕМ (ШСОЪБ), которые на российский рынок поставляет
итальянская фирма АКЫЕО-.
Рис. 3.12. Сборно-разборная холодильная камера серии
РАСК 8У8ТЕМ (ШСОЫЭ)
При изготовлении этих камер использованы материалы и
аксессуары только высокого качества.
Пол внутри камеры имеет антискользящее покрытие.
211
Все панели имеют теплоизолирующий полиуретановый I
наполнитель, сделанный из материалов, не содержащих хлорИ I
органических компонентов. Имеются рейки с крюками длЛ |
мяса, стеклянные двери и окна. Панели можно легко и оченИ |
быстро
собрать
из
отдельных
универсальных
модулей.
I
Холодильные шкафы
Важнейшим видом торгового холодильного оборудования являются
торговые холодильные шкафы, предназначу ченные для хранения,
демонстрации и продажи скоропор* тящихся товаров. Так же, как и все
остальные виды оборудования, они имеют три вида режима хранения:
♦ плюсовой;
♦ среднетемпературный (от 0°С до 8"С);
♦ низкотемпературный (от ~12°С до -22°С).
В зависимости от этого они могут предназначаться для I хранения
напитков, охлажденных продуктов и заморожен-1 ных продуктов.
Предлагаемые на российском рынке холодильные шка-1 фы
можно классифицировать по разным признакам.
По месту применения:
♦ в зоне доступности покупателей (торговый зал, бар, I кафе);
♦ в зоне хранения запаса товаров (подсобные и склад-1 ские
помещения, рабочее место продавца).
По способу охлаждения:
♦ с естественной циркуляцией охлажденного воздуха; I
♦ с принудительной циркуляцией охлажденного воз- I духа (для
уравнивания температуры по всему объему шка- | фа применяют
вентилятор. Разброс температуры в этом слу-1 чае снижается до 1—
2°С).
По количеству полок и расстоянию между ними. По
наличию подсветки.
По месту расположения комирессорно-коиденсатор- I кого
агрегата:
212
II
♦ с верхним агрегатом;
♦ с нижним агрегатом.
По виду дверей:
"
♦ с глухими (непрозрачными) металлическими дверями
(удобны к применению вне зоны видимости покупателей);
♦ со стеклянными (прозрачными) дверями (в зоне видимости
покупателей);
♦ шкафы-витрины, которые позволяют осуществлять |и"
только хранение, но и демонстрацию товаров.
По конструктивным особенностям дверей:
♦ распашные;
♦ раздвижные;
♦ самозакрывающиеся скользящие стеклянные. По месту
установки холодильного агрегата: .
♦ со встроенным агрегатом;
♦ с отдельно установленным агрегатом. По
количеству камер:
♦ однокамерные;
♦ двух- и более камерные.
На рынке холодильных шкафов предлагается более 25 торговых
марок. В основном представлены модели следующих фирм:
"Марихолодмаш", "Торгмаш", МАУ1, БЕКВУ, • 'АКАУЕПЬ,
КОХКА, 1ЛВЫЕЕК.
При характеристике отдельных модификаций шкафов
главными признаками являются их полезный объем, температурный
режим, материал и конструкция дверей, количество полок и наличие
подсветки и вентиляторов в охлаждаемом объеме.
Большинство предлагаемых зарубежными производителями
шкафов со встроенными холодильными агрегатами имеют объем
160—1400 л.
На мировом рынке в основном предлагаются два вида
охлаждаемых шкафов: средне- и низкотемпературные.
И те и другие шкафы представлены модификациями с глухими
и стеклянными дверями, причем в комбинирован213
ных моделях (только отечественного производства) оГп.Л мы
среднетемпературной и низкотемпературной секций при! тически
равные. Эти шкафы конструктивно имеют две (И четыре дверцы.
Предлагаемые модели могут быть с глухими металД ческими и
стеклянными дверями. Шкафы с глухими меЛ лическими дверями
используют обычно вне зоны видадЯ ста покупателей. Прозрачные
двери в охлаждаемых щД фах требуют применения герметичных
стеклопакетов, 1 стоящих из двух или даже трех слоев стекла с
вакуущ прослойкой, окантованных специальными герметичными
профилями.
От степени герметизации соединенных в пакет стеков плотности
прилегания двери к корпусу шкафа зависит 1 потевание стекол при
эксплуатации. Запотевание стекл«| является раздражающим фактором
как для продавцов, т и для покупателей, так как ухудшает обзор
'.'III
демонстрируй мых продуктов и, следовательно, снижает
эффективное^ сбыта. Запотевание свидетельствует о некачественном
И| готовлении стеклопакета производителем либо о поврем дении
ИИ '
двери при транспортировке и монтаже.
Как правило, обзорное стекло используется только
I II
конструкции самой двери. Но есть модели шкафов с пр„. зрачной
задней стенкой (в этом слумае шкаф можно исполЗ зовать в первом
ряду торгового оборудования в магазине! а также и с прозрачными
боковыми стенками (в этом ел чае появляется возможность
У
кругового обзора хранящих и демонстрируемых продуктов —
;ся
островной вариант).
На рис. 3.13 представлен холодильный шкаф МОБ-80 фирмы
СагауеП (Дания).
На рынке появились шкафы с выпуклой стеклянн., дверью, зон
что увеличивает охлаждаемый объем; их отлича-ет оригинальный
дизайн. Естественно, эти модели дороже своих аналогов, имеющих
такие же температурные и габаритные характеристики.
214
ШШЯРЯШШ
1
.;Мй
:
Рис. 3.13. Холодильный шкаф МОБ-801
По конструкции двери могут быть распашными и разлнпжными. Распашные двери для шкафов объемом до 500 л
могут быть приспособлены для сравнительно простой пе~
р'павески, что позволяет открывать их влево или вправо.
Ото создает дополнительные удобства для продавцов в про
цессе работы, так как допускает наиболее приемлемую рас
становку торговой мебели в зале и упрощает доступ к то
варам.
'
....'
Распашной вариант дешевле раздвижного, но не всегда удобен
в. эксплуатации в условиях небольших торговых площадей и узких
проходов. Поэтому для экономии места неко-горые фирмы
вынуждены идти на дополнительные затраты и приобретать шкафы
с раздвижными дверями. Наиболее совершенные конструкции
шкафов имеют специальное приспособление для самозакрывания
раздвижных створок.
В большинстве шкафов испаритель конструктивно расположен
под потолком шкафа. Холодный воздух, имея боль215
шую плотность, опускается к нижней полке шкафа, ох«1 лаждая на
своем пути хранящиеся в шкафу продукты. При такой естественной
циркуляции воздуха в отдельных моде^ лях шкафов перепад
температур по высоте может дохо« дить до нескольких градусов. В
маркировке этих моделей шкафов иногда используются буквы 8т.,
что означает "естЛ ственное охлаждение".
Для выравнивания температур по всему объему шка» фа
применяют принудительную циркуляцию воздуха при помощи
вентилятора. Разброс температур в этом случае снижается до 1—
2иС. Эффективность использования того или иного вида циркуляции
воздуха зависит от хранящих» ся в нем продуктов. Для продуктов в
герметичной упаковке целесообразнее использовать шкафы с
маркировкой V ■ названии, что означает "принудительная
вентиляция".
Равномерности охлаждения по всему объему шкафа можно
также достичь, применяя особую конструкцию по! лок, ребрами
жесткости которых являются трубки испари! теля. Недостатки этой
конструкции — жесткость крепления полок и невозможность
изменения расстояния между ними,!
Большинство конструкций шкафов имеют определенное
количество полок. Расстояние между ними, как прави! ло, можно
регулировать в определенных для каждой модели пределах.
Некоторые фирмы предоставляют возможности дополнительной
комплектации полок.
Подсветка, как правило, используется в шкафах-вит-^ ринах и
располагается либо горизонтально под потолком шкафа, либо
вертикально с одной или двух сторон. В поЯ леднем случае товар
освещается равномерно по всей плос! кости выкладки. В качестве
светильников используют лю| минесцентные лампы или гибкие
нитевидные световые эле менты.
По месту расположения компрессорно-конденсаторно го
агрегата различают два варианта: верхнее и нижнее. Н оказывая
какого-либо влияния на температурный режи месторасположение
агрегата предопределяет удобств!
216
обслуживания и ремонта, а также в некоторой степени долговечность
и надежность.
Монтажные и ремонтные организации отдают предпоч-тгние
верхнему расположению агрегата, так как при этом улучшен доступ к
нему во время технического обслуживания и ремонта. Кроме того, в
этом случае машинное отде-Иение меньше забивается грязью и
пылью, поднимаемой потоками покупателей с пола магазина.
Сочетание всех указанных различий и дает то многообразие
модификаций, которым характеризуется рынок охлаждаемых
шкафов. На российском рынке, кроме отече-| гвенных
производителей, доминируют фирмы Польши, Дании, Финляндии.
Объем продаж их моделей составляет 50% общего оборота
холодильных шкафов.
Холодильные прилавки и прилавки-витрины
Холодильные прилавки используют для кратковременного
хранения, демонстрации и продажи расфасованных и упакованных
охлажденных и замороженных' продуктов перед их продажей.
Холодильные, прилавки бывают двух типов:
♦ закрытого типа (глухие), предназначенные для хранения
текущего запаса скоропортящихся продуктов на рабочем месте
продавца;
♦ с прозрачными дверцами, предназначенные для храпения,
демонстрации и продажи расфасованных скоропортящихся товаров.
Такие прилавки могут использоваться как па рабочем месте
продавца, так и в торговом зале.
Режимы хранения могут быть те же, что и в холодильных
шкафах. Они могут быть со встроенным или комплектоваться
отдельно монтируемым холодильным агрегатом, а также
подключаться к системе централизованного хладоснабже'ния.
Холодильные прилавки могут состоять из нескольких секций,
соединяемых торцовыми сторонами на месте установки. Снаружи
каждая секция облицована стальными лис217
тами, покрытыми белой эмалью, внутри — алюминиевыми. Между
облицовками
уложен
пенопласт,
выполняющий
ршц
теплоизоляции.
Края прилавка окантованы полированной нержавеющей
сталью.
Доступ к охлаждаемому объекту осуществляется ч<> рез
открытый верхний проем прилавка, который освещи ется полкойсветильником. Горизонтальная поверхногп, последней может быть
использована для укладки товаром
Холодильные
прилавки-витрины
—
это
комплексное
оборудование, состоящее из прилавка, в котором хранится запас
продуктов, и витрины, установленной на прилавке и служащей для
демонстрации и продажи продуктов. По молр# необходимости
продукты из прилавка переносят в витрину, Отличается это
оборудование тем, что все охлаждаемые емкости закрыты дверцами
либо остеклены со стороны П0ч купателя. Лицевая и боковые
стороны витрины закрыты двойными стеклами, а со стороны
продавца имеются рал»! движные стеклянные дверцы и рабочий
стол. Подсвечива-ние осуществляется люминесцентными лампами.
Прилавок, расположенный внизу имеет теплоизоляцию и плотно
зак« рывающуюся теплоизолированную дверцу с быстродействующим замком.
Холодильные прилавки-витрины занимают значительный
сегмент всего рынка торгового холодильного оборудол вания.
Еще пять лет назад 90% всего предложения на рынке
составляло отечественное оборудование 20—30 наименований.
Однако в последнее время, в связи со значительным ростом спроса,
на российский рынок вышли ведущие мировые производители. В
результате общее предложение этого вида торгового холодильного
оборудования за этот период увеличилось в 10 раз.
Холодильное оборудование с выносным агрегатом удобно для
крупных супермаркетов, поскольку к одному такому агрегату
можно подключить несколько единиц оборудо218
мания, что позволяет сократить энергопотребление. Однаяндна-м) при
централизованном хладоснабжении в случае выход дохода шрегата из
строя перестает работать все оборудованиенжие, присоединенное к нему.
Такое оборудование невыгодно пооп покупать небольшим магазинам или
супермаркетам, для кося которых более удобны прилавки-витрины со
встроенным апв агрегатом.
Среднетемпературные прилавки-витрины бывают с есээ ес-юственной
и принудительной вентиляцией охлажденнопожого поздуха. В последних
вентилятор равномерно распределякиеля-§т воздух по всему объему.
Такие прилавкй-витрины в среддэсред-|н 'м обходятся дороже.
В низшем ценовом разряде можно найти витрины, ИЗЕН ИЗютавливаемые российскими производителями, такими ка БН как
"Марихолодмаш", "Совиталпрбдмаш". Однако известна.внгная марка Таир
не отличаются высоким качеством. Хотя эттг это оборудование еще
используется в большинстве магазиноонмнов российской глубинки, оно
уже не отвечает современньпшсным I ребованиям.
Польское оборудование, абсолютный лидер на рынюшынке ■-.
олодильных прилавков-витрин высокого класса последни мнгдних чет,
постепенно вытесняется с рынка зададноевропейскишски-ми образцами.
Однако российский покупатель, относительно недавнгакавно
получивший возможность приобретать импортное оборуэдоору-дование,
отметив его лучшее качество по сравнению с отеэто отечественным,
предпочитает пока покупать более доступнышпные по цене польские
образцы холодильных прилавков-витрищгрин. | Н'обенно это касается
провинции.
Российскому покупателю хорошо известны такие полыюиоль-| кие
производители, как Вугисп, Со1с1, СеЬеа, ^В^ и т. д.д ,т. д.
В основе дизайна холодильных прилавков-витримитрин польских
компаний использованы модели итальянскишэских производителей. Но,
как известно, копия в любой сфедэфферс деятельности отличается от
оригинала не в лучшую стотэ сторону.
2Ш
219
Наиболее качественные и соответственно самые доро
гостоящие прилавки-витрины производит фирма Ву^иоЯ
Производитель изначально вкладывает на 40—50% боли ше денег в
доработку моделей, в результате — у оборудв вания крепкие
соединения, надежная пайка элементов. По» скольку себестоимость
больше, выше и отпускная цена. ,1
Сектор рынка дорогостоящих холодильных прилавкоц-витрин
все
больше
занимают
известные
западноевропей-ские
производители, особенно итальянские.
К холодильному оборудованию первого, самого нижнего
уровня, например, можно отнести наиболее простую И дешевую
модель Зирег У1еппа производства фирмы Агпед, Это обычная
витрина, предназначенная для торговли через прилавок.
Выпускается только локальный вариант витрш ны, т. е. создать из
них линию (присоединить одну к другой) невозможно.
Ко второму уровню сложности относится серия прилавковвитрин Зирег ВаПаз у Агпе§. Они несколько шире, имеют более
сложную систему автоматики. Примером мЛ жет служить модель
прилавка со среднетемпературным режимом хранения, имеющая 7
различных модификаций.!
Самая престижная серия прилавков-витрин третьего! уровня.
Фирма Агпе§ предлагает модель Куот.о (рис., З.ХЩ Эти прилавкивитрины обладают более совершенным ди| зайном, глубже и шире
по габаритам. Возможно компьня терное программирование
системы автоматики, контроле рующей все параметры. У фирмы
1\Гогре аналогичный уро|
Рис. 3.14. Холодильный прилавок-витрина Куо1о
220
ишь представлен серией прилавков-витрин Паллас Пано+ Вима, у
Ыпс1е — прилавками 2е1а.
Холодильные лари
С учетом основных параметров (объем, температурный 11|
"жим, конструкция крышки) лари условно подразделяются на два
типа:
морозильные
и
холодильные.
Морозильные
лари
предназначены для хранения замороженных продуктов и
мороженого, холодильные — для охлаждения напитков. Наряду с
этим данное оборудование осуществляет функции демонстрации
предлагаемого товара. Объем ларей — от 120 до 600 л. Для уличной
торговли, как правило, тиользуют небольшие лари объемом 250—
300 л, реже 120—150 л.
Диапазон температур в морозильных ларях от '—8 до 24°С,
холодильных — от 8 до 22°С. Данные температурные режимы
контролируются, как правило, термостатами, которые установлены
на ларях. Нормальная работа ларя обеспечивается при температуре
окружающей среды 25— !2Н"С и влажности воздуха 60%.
Сегодня рынок морозильных и холодильных ларей в России
относительно сформировался. На нем представлено •швольно
большое количество производителей. Это датские компании БегЬу,
С-гат, УезИхоз!, СагауеП и ТегхоМ, немецкая ЫеЬЬегг, шведская
Е1ес1гошх, итальянская Созван, И последнее время на рынке
появились также морозильные лари производства польских фирм
Могз и Аг§оз, технология производства которых ничем не
отличается от западноевропейских.
Основная отличительная черта ларей, при очевидном ииешнем
сходстве продукции разных производителей, — крышки.1 Вариантов
их исполнения достаточно много. Они могут быть:
♦ горизонтальными (сплошными металлическими распашными
типа "сундук", с прямыми раздвижными стеклами, с выпуклыми
раздвижными стеклами);
221
♦ наклонными (с прямыми раздвижными стеклами, С
выпуклыми раздвижными стеклами).
Преимущество горизонтальных сплошных металличе* ских
крышек состоит в том, что они позволяют использо! вать
поверхность как рабочий стол.
Для выездной торговли вполне, можно использовать
морозильники с "глухой" крышкой, которые в отключенном
состоянии способны поддерживать минусовую температуру в
течение нескольких часов.
Такой большой спектр возможностей, естественно, расширяет
и круг потребителей ларей, которых условно можно разделить на
три категории:
♦ магазины, минимаркеты и палатки, выносящие в теплое
время года отдельные виды товаров на улицу;
♦ предприятия, осуществляющие выездную торговлю и
предлагающие товар в общественных местах с машин;
♦ продавцы оптовых рынков, торгующие в розницу И'. мелким
оптом из контейнеров.
Очень часто морозильные лари предпочитают другому
оборудованию подобного класса (прилавки, шкафы, витрины).
Объясняется
это
двумя
причинами
—
экономической
целесообразностью и простотой использования.
Морозильные прилавки, как правило, очень дороги,! поэтому
многие торговые предприятия с сезонной формой работы и те,
которые только начинают свою деятельность! все-таки
останавливают свой выбор на недорогих морозильных ларях. При
той же поверхности выкладки товара лари примерно в 2—3 раза
дешевле, чем традиционные торгов вые витрины и шкафы.
Благодаря конструкции, позволяющей экономным спо-( собом
достигать низких температур в объеме ларя, продукты в них можно
хранить гораздо дольше, чем в традиционных витринах. Дело в том,
что лари замораживаются со всех сторон, в то время как охлаждение
витрин проис-? ходит при помощи испарителя, расположенного с
одной стороны (у некоторых моделей — дополнительно внизу),,
222
(
Что не позволяет достичь более низких температур. К тому Исе лари
менее подвержены температурным колебаниям, которые могут быть
вызваны частым их открыванием.
Лари удобны еще тем, что они легче,, чем ,те же морозильные
шкафы, конструкция которых требует большого приложения сил для
переноса с места на место. Это очень Цажно для уличной торговли.
Для подключения ларя не нужны специалисты-холодильщики,
достаточно вставить пилку в розетку. Это выгодно отличает их от
витрин, которые, по мнению экспертов, более подвержены
механическим повреждениям во время транспортировки и при подключении которых обязательно присутствие мастера, так как заводизготовитель не выполняет полной их сборки.
В последнее время большее предпочтение отдается парям с
наклонно-выпуклой крышкой, так как лари этого гипа лучше
представляют товар, в 2—3 раза дешевле ана-иога морозильной
витрины1 и в 1,5—2, а иногда и в 3 раза ичцевле морозильного
шкафа со стеклянной дверью.
Типичные модели холодильных ларей фирмы Са^аVе11 (Дания)
показаны на рис. 3.15.
Рис. 3.15. Холодильные лари
223
Важными деталями ларей являются их комплектующие и
аксессуары:
♦ внутренние корзины;
♦ перегородки;
♦ замки для закрывания крышки и фиксации стекол;
♦ колеса (в вариантах для передвижной торговли);
♦ внутренняя и внешняя подсветка;
♦ различные стеклянные подставки, которые позволяют
размещать слайды с изображением продаваемого товара;
♦ зонтики.
Существуют модификации, которые предназначены для
уличной торговли и могут комплектоваться аккумуляторами на 12 В
для 12-часовой бесперебойной работы, дополни»! тельными
повозками либо велотележками.
Первые лари появились в России в 50-х гг., когда начал
производство отечественных ларей ПХН-1-0,28 АНПО "Ма«
рихолодмаш". Однако в дальнейшем, особенно с появление ем на
рынке оборудования иностранного производства, эт4 модель
показала свое несовершенство — она работала от сети трехфазного
напряжения 380 В. Кроме того, ее ди! зайн не соответствовал
требованиям времени. Цена же этих ларей на момент появления
оборудования импортного при изводства была выше цены на"
иностранную продукцию.
Распространение импортных ларей на российском рынке было
связано с поставкой мороженого и замороженный продуктов из
Европы. Многие торговые компании стали СП трудничать с
иностранными производителями ларей.
По основным характеристикам лари всех производите» лей в
основном схожи между собой, так как многие фирмьм их
производящие, пользуются одними и теми же комплем тующими, и
разница в цене обусловлена только политикой компании и местом,
где лари собираются. Например! польские лари дешевле из-за более
дешевой рабочей силы и меньших транспортных расходов.
224
Отличаются фирмы-производители, как правило, только
предлагаемым ассортиментом моделей ларей, а также их объемом и
дизайном.
Уровень цен на морозильные лари у различных производителей
практически одинаков.
В настоящее время отечественным производителям только
польские фирмы могут составить конкуренцию сво-' ими ценами,
которые обусловлены более низкими производственными затратами.
Холодильные витрины
Холодильные витрины применяют для демонстрации, хранения
и продажи товаров при одном из трех принятых температурных
режимах.
Витрины холодильные, установленные на рабочем место
продавца, выполняют роль оборудования для демонстрации и
хранения товаров.
Если холодильные витрины установлены в торговом зале
магазина самообслуживания, то они используются не только для
хранения и демонстрации товаров, поэтому они должны быть
открытыми и обеспечивать покупателям доступ к товарам для
самостоятельного их выбора.
Холодильные витрины, так же как и шкафы, классифицируют
по отдельным признакам. .
По конструктивному исполнению выделяют следующие виды
витрин:
♦ закрытые, устанавливаемые на рабочем месте продавца;
♦ открытые, отдельно стоящие в торговом зале;
♦ открытые, монтируемые в линии выкладки, демонстрации и
продажи товаров.
По количеству ярусов для выкладки товаров:
♦ одноярусные;
♦ многоярусные.
225
По способу установки:
♦ островные (доступ со всех сторон);
♦ пристенные (доступ с одной стороны); По
способу охлаждения:
♦ с естественной циркуляцией охлажденного воздуха;
♦ с принудительной циркуляцией охлажденного воз
духа.
По размеру:
♦ узкие (8*8—94 см);
♦ широкие (около 120 см — с большой экспозиционной
поверхностью).
По месторасположению холодильного агрегата:
♦ со встроенным холодильным агрегатом;
♦ с отдельно монтируемым холодильным агрегатом'Л
♦ с подключением к централизованной системе хладоснабжения.
Отдельные конструктивные особенности устройства теплоизоляционных стенок витрины, внутренней и внешней отделки
целесообразно рассматривать на конкретных тии пах оборудования.
Наибольшей популярностью из всех видов холодильного
оборудования в России пользуются витрины. Они явля| ются,
пожалуй, единственным видом оборудования, котои рое
обеспечивает одновременно и кратковременное хранаВ ние и
демонстрацию товара. Доля холодильных витрин я установочной
площади торговых залов составляет 70—80%. Соответственно, на
этот вид оборудования, особенно на виЯ рины со
среднетемпературным режимом хранения, прихЯ дится и львиная
доля объемов продаж (90%).
В России пока доминирует торговля "через прилавок'! при
которой витрины одновременно разделяют и связывав ют
покупателя и продавца. Цель покупателя — увидеть Я выбрать
нужный ему продукт, задача продавца — показать побольше
товаров и сохранить их получше до момента прей дажи.
226
Исходя из этих критериев, заводы-изготовители разрабатывают
и выпускают огромную гамму холодильных витрин, различающихся
площадью выкладки и температурой в охлаждаемом объеме.
Первый параметр зависит от длины витрины, ее ширины,
наличия дополнительных полок. Согласно второму параметру
витрины
подразделяются
на
среднетемператур-ные
и
низкотемпературные. Все остальные параметры, указываемые
иногда в прайс-листах фирм-продавцов, больше относятся к
внешнему оформлению (дизайну), данной торговой марки.
Например, столешница (полка продавца) в более дешевых
моделях изготовлена из ламината, в дорогостоящих — из гранита
или мрамора; витринное стекло может быть прямое или гнутое, в
качестве внутренней отделки используется покрытый эмалью
металлический лист или нержавеющая сталь. Применяется
подсветка передней части витрины, по-разному может быть решена
отделка витрин, включая формы и цветовые решения боковин и
профиля для крепления стекол.
На рынке представлено большое число фирм, торгующих
холодильными витринами, а также богатый ассортимент
предлагаемого ими оборудования. При решении вопроса о покупке
оборудования без специальных знаний трудно ориентироваться в
его многообразии.
В производстве торгового холодильного оборудования
в. Европе доминируют Германия,и Италия. Относительно
дорогостоящее немецкое оборудование качественно и на
дежно (например, изделия фирмы 1лпс1е), но его дизайн
несколько консервативен.
*
Признанными лидерами в дизайне холодильного оборудования
являются итальянские фирмы.
Элитные и суперэлитные модели в дизайне "модерн"
выпускают фирмы ЗГЕ А, ТА88ЕЫ и др. На российском рынке
присутствуют итальянские фирмы М18А, 1Е1, 18А.
227
К престижному также можно отнести финское оборун дование
гГОКРЕ, французское ВСШИЕТ ЫЕУЕ, испанское КОХКА.
Естественно, что это оборудование доступно не всем отечественным
торговым фирмам. К оборудованию массового спроса, в силу
относительной доступности по цене, относится широко
распространенная в России продукция итальянской фирмы АКЫЕО.
Наиболее популярная холодильная витрина модели МапНа ГУ
фирмы А1ШЕС- показана на рис. 3.16.
Рис. 3.16. Холодильная витрина МапПа ГУ
Ширина этих витрин находится в интервале от 97 ДО' 120 см.
Используется как гнутое, так и прямое стекло. Охлаждение
внутреннего объема происходит в стационарном и в
принудительном режиме с использованием вентилятора.
Особенностью продажи этих витрин является то, чтя
комплекты защитных стеклянных шторок продаются отдель! но.
При покупке оборудования покупатели должны обраЯ тить
внимание на обеспечение гарантийных обязательства
228
В России наибольшим спросом пользуется достаточно дешевое
отечественное и польское оборудование.
Отечественное оборудование, а к нему относятся витрины,
производимые
фактически
двумя
российскими
заводами:
Люберецким заводом "Торгмаш" и заводом "Марихо-лодмаш",
охотно закупают в тех регионах России, где из-:ш недостатка
денежных средств сделки часто осуществляются на бартерной
основе.
Завод в Йошкар-Оле выпускает серийные модели четырех
типоразмеров: 1,0, 1,2, 1,5 и 1,8 м длиной. К первому типоразмеру
относится модель "Фуршет" в настольном и напольном вариантах.
Эта модель получила распространение в мини-барах и кафе, а в
настольном варианте широко используется для оснащения рынков,
поскольку оборудо-пание хорошо работает как в зале, так и на
улице.
К серийным витринам длиной 1,2 м относятся модели Таир-150,
150М2, длиной 1,5 м — Таир-1209, длиной 1,8 м — иитрины Таир106М, Таир-106М2, Таир-1201. Практически нее они работают на
импортных компрессорах. Сравнение с польскими аналогами не в
пользу отечественного оборудования из-за его отставания в
оформлении внешнего вида. I! этих моделях используется в
основном прямое стекло и крашеный металлический лист вместо
нержавеющей стали, от чего страдает дизайн.
В настоящее время в серийном производстве осваивается
комплект
отечественного
оборудования
нового
дизайна,
использующий старую торговую марку Таир. Витрины итого
комплекта Таир-1204 Таир-1206 изготавливаются с использованием
гнутых стекол, итальянских профилей, французских компрессоров
марки ЫШ1ТЕ НЕКМЕТГК. Кроме того, в конструкции этих
изделий предусмотрена возможность работы как встроенного
агрегата, так и соединение витрин в линию обслуживания с
подключением к единому более мощному выносному агрегату.
Польское оборудование представлено витринами торговых
марок. А2ХЖ, ЮЪОО, У1ЖА, СОЬЭ, МАШ. Эти моде229
ли практически полностью перекрывают размерный ряд по! длинам:
от 1 до 3 м с шагом 0,1 м.
Выпускаются они в следующих модификациях: с пря* мым и с
гнутым стеклом, с ламинатной и мраморной сто! лешницей, узкие
(88—94 см) и широкие (120 см).
Эти модели, как правило, функционируют по принципу
естественной циркуляции охлажденного воздуха. "Слой" холода
(воздушный поток) в таких витринах лежит на уровне испарителя
или чуть ниже, т. е. выше на 10—20 см от поЛ верхности лотков для
выкладки продуктов.
Надежность этих моделей зависит в основном от каче-' ства
сборки, которая осуществляется в полукустарных польских
мастерских, а такЖе тем, что в целях экономии в холодильной схеме
используют бытовые маломощные компрессоры, которые для
поддержания необходимой тем«1 пературы в объеме витрины
работают в перенапряженном режиме и поэтому быстрее выходят из
строя.
Выше классом по отдельным параметрам, а также по
технологии производства польские витрины марок ВУГИСН, ^Сг.
Это серийное оборудование, изготавливаемое на поль-> ских
заводах, имеет более качественную внешнюю отделку. В
холодильной схеме используют компрессоры фирм Е1ес1го1их,
Азрега. Наиболее ходовые размерные ряды вив рин — 1,2; 1,5; 1,7 и
2,0 м. В этом классе при отделке вит-.| рин в основном используется
гнутое стекло.
Покупая витрину следует обращать внимание на га'1 рантию.
Многие фирмы стоимость гарантии учитывают о цене витрины, а
некоторые берут с клиентов дополнитель! ную плату (примерно 5%)
за осуществление гарантийных обязательств в течение шести
месяцев или года. Кроме того, помимо стоимости гарантии с
покупателя
могут
запросить
еще
5%
за
выполнение
пусконаладочных работ, которые иногда являются необходимыми
условиями предоставления гарантии.
230
Трудно установить точные объемы реализации холодильного
оборудования в России. Объемы производства отечественных
заводов за последние два года не изменились. Специалисты
оценивают общую потребность в холодильном оборудовании на
уровне 200—250 единиц в год, при этом экономисты определили
объем рынка торгового оборудования в 4 млрд руб. с тенденцией к
повышению.
За последние годы ситуация на рынке резко обострилась. Идет
жесткая конкурентная борьба за уменьшающую-гя денежную массу.
Фирмы начинают изощряться в предоставлении льгот своим
дилерам, в увеличении размеров скидок, снижении цен. Вновь
образуемые фирмы применяют 4.1'мпинговые цены, чтобы
завоевать своего покупателя.
3.1.5. Правила эксплуатации торгового
холодильного оборудования и техника безопасности
Срок службы торгового холодильного оборудования и
безотказность его работы зависят от соблюдения правил его
эксплуатации, содержания в чистоте, использования по прямому
назначению.
Основные условия бесперебойной работы холодильного
оборудования следующие:
♦ высокое качество монтажа;
♦ квалифицированное техническое обслуживание;
♦ выполнение всех правил эксплуатации персоналом-магазина.
Монтаж, т. е. подготовку к работе и пуск холодильного
поорудования, должен проводить механик, имеющий удостоверение
на право осуществления таких работ и обслуживания холодильных
агрегатов.
В период между техническим обслуживанием и ремонтами
персонал торгового предприятия должен осуществлять:
231
♦ контроль за состоянием изделия, правильной его зач грузкой
и установкой щитков, системой отвода конденсата;
♦ визуальный осмотр машинного отделения, при ко4 тором
проверяется герметичность трубопроводов (появление следов масла
в разъемных соединениях указывает на. утечку хладагента);
♦ ежедневную чистку и пропитку изделия после окончания
работы;
♦ удаление снеговой "шубы" (слоя инея толщиной более 3
мм);
♦ визуальный контроль за температурой в охлаждаемом
объеме по термометру.
От качества выполнения персоналом этих обязанностей в
значительной мере зависит надежность работы оборудования и
снижение затрат на его эксплуатацию.
Торговое холодильное оборудование устанавливают Я сухом,
наиболее холодном месте помещения. Для нормаль! ной и
экономичной
работы
холодильное
оборудование
следует
устанавливать в местах, не подверженных прямому действию
солнечных лучей, и как можно дальше, но не, менее 2 м от
отопительных приборов и других источников тепла. Не
рекомендуется открывать дверцы в сторону п<Я тока теплого
воздуха.
При размещении оборудования необходимо, чтобы к конденсатору агрегата обеспечивался свободный доступ воздуха,
поэтому он должен быть установлен на расстоянии не менее 0,2 м от
стены. Оборудование со встроенным агрегая том также должно
иметь свободный доступ воздуха к рея шеткам машинного
отделения:
Оборудование необходимо содержать в чистоте. Наружную его
часть следует периодически протирать слегка влажной фланелью и
вытирать насухо. Внутренние стенки каждую неделю необходимо
промывать с мылом, затем ополаскивать чистой водой и насухо
вытирать..
В целях достижения минимальных потерь холода раздвижные
створки витрин и прилавков, двери холодильных
232
шкафов и камер рекомендуется открывать только в случае
надобности и на короткий срок.
В витринах, шкафах продукты укладывают с зазором, чтобы
расстояние до стекол или стенок было не менее 40 мм.
Несоблюдение этого требования отрицательно влияет на
температурный, режим.
Чем ниже температура окружающего агрегат воздуха, тем ниже
давление
конденсации
и,
следовательно,
выше
колодопроизводительность установки и экономичнее ее работа.
Предельно допустимая температура воздуха, окружающего
холодильную машину, — 32—35°С, для южных районов — 38—
40°С. При более высокой температуре воздуха давление
конденсации достигает установленного верхнего предела и
моноконтроллер автоматически выключает агрегат.
Помещения, в которых устанавливают сборные камеры,
должны быть просторными и иметь высоту не менее 2,3 м. При
установке камер на верхних этажах следует про-т.нрить прочность
междуэтажных перекрытий, так как при полной их загрузке
оказывается значительное давление.
При нарушении нормальной работы холодильного оборудования необходимо немедленно выключить электродвигатель
компрессора и вызвать механика, обслуживающего холодильную
установку.
При
эксплуатации
холодильного
оборудования
запрещается:
♦ допускать посторонних лиц к осмотру, ремонту холодильной
машины и регулировке приборов автоматики, а также выполнять эти
работы своими силами;
♦ прикасаться к движущимся частям холодильного агрегата во
время работы и автоматической остановки;
♦ не выключив компрессор, перекрывать воду, охлаждающую
конденсатор холодильных машин;
♦ удалять иней с испарителя механическим способом (при
помощи скребков, ножей и др. предметов);
233
♦ загромождать холодильный агрегат и проходы к нему
посторонними предметами, затрудняющими технический осмотр и
проверку его работы, а также препятствующими нормальной
циркуляции воздуха, охлаждающего конденсатор;
♦ включать холодильную машину при снятых с агрега* та, а
также с вращающихся и движущихся его частей, крышке
магнитного пускателя, клеммной колодке элекщ родвигателя,
регулятора давления и других приборов.
Устойчивая и долговечная работа холодильной машины во
многом
зависит
от
соблюдения
работниками
магазина
перечисленных ниже основных правил эксплуатации холо-в
дильного оборудования:
♦ загружать оборудование продуктами следует толь-! ко по
достижении нормального температурного режима;
♦ количество загружаемых продуктов не должно превышать
допустимую норму единовременной загрузки оборудования;
♦ для свободного движения холодного воздуха и лучшего,
равномерного охлаждения продукта их укладывают или
подвешивают неплотно между собой на расстоянии от стенок 8—10
см;
♦ нельзя хранить продукты на испарителях, покрывать
решетчатые полки и продукты бумагой, целлофаном и т. п., так как
это нарушает нормальную циркуляцию вози] духа и ухудшает
условия охлаждения продуктов;
♦ не допускается хранение в охлаждаемом оборудовании
посторонних предметов;
♦ следует избегать совместного хранения разнородных
продуктов, передающих друг другу запах (например, селы] ди и
сливочного масла);
♦ закрытые двери холодильного оборудования по все-; му
периметру должны быть плотно прижаты к корпусу,1 открывать их
следует как можно реже и на короткий срок;
♦ на испарителе не должно быть инея, между его ребрами
должен свободно циркулировать холодный воздух.
234
Вольщрй слой инея замедляет процесс теплопередачи, полому
температура в охлаждаемом объекте и давление в ш-парителе
повышаются, и холодильная машина станет работать непрерывно,
не выключаясь;
♦ для оттаивания инея в неавтоматизированных установках
холодильную машину отключают, камеру освобождают от
продуктов, дверцы оставляют открытыми до тех пор, пока весь иней
не растает. После удаления инея внутренние поверхности шкафа
должны быть насухо протерты и проветрены.
Эти правила оттаивания инея не касаются тех холодильных
устройств, в которых предусматривается оттаи-ваниё с помощью
электронагревателей
или
оборудованных
принудительной
циркуляцией охлажденного воздуха.
Ниже перечислены причины, негативно влияющие на
I>аботоспособность оборудования.
1. Использование холодильного оборудования' в перенапряженном режиме. В первую очередь это относится к
холодильным витринам, служащим для демонстрации товара, а не
для его хранения. Перезагрузка витрин по уровню выкладки товара
в демонстрационном объеме ведет к перенапряженному режиму
работы агрегата, что уменьшает срок его службы. Высота загрузки
при выкладке тог-ара в холодильных или морозильных витринах не
должна превышать 150 мм над уровнем поддона.
2. Практически все холодильное оборудование рассчитано на
работу при температуре окружающего воздуха до 25°С. В летних
условиях температура в торговых помещениях доходит до 30°С и
выше. Это также отрицательно г.лияет на работу агрегата. Экономия
на установке дополнительных вентиляционных систем или систем
кондиционирования может привести к выходу из строя
холодильного оборудования.
3. Нерегулярность проведения профилактических работ. ! )то
особенно характерно для весенне-летнего периода, когда тополиным
пухом и пылью забивается машинное отделение.
235
Соблюдение правил эксплуатации холодильных уста« новок и
техники безопасности способствует надежной работе оборудования
и предотвращает несчастные случаи.
Для работников торговли должен быть проведен специальный
вводный инструктаж по правилам техники безо» пасности,
эксплуатации автоматических хладоновых холодильных установок,
электробезопасности и порядку оказания первой помощи при
несчастном случае. Не реже одного раза в 6 мес. должен
проводиться инструктаж на рабочем месте.
Вблизи холодильного агрегата на видном месте вывЯ шивают
инструкцию по эксплуатации холодильных уста« новок.
К проведению монтажных работ и обслуживанию холо
дильного оборудования допускаются только лица, специ
ально обученные, имеющие диплом мастера по холодиль
ной технике.
\
Правила техники безопасности запрещают эксплуатировать
холодильные установки, не имеющие защитного заземления
электродвигателей. Опасно пользоваться холодильной установкой,
если открыты токонесущие части ее электрических приборов, не
защищены вращающиеся и движущиеся части оборудования.
Запрещается эксплуатировать оборудование при неисправных
приборах автоматики, прикасаться к движущимся частям
включенного в сеть агрегата независимо от того, находится он в
работе или 'I периоде автоматической остановки.
Следует избегать попадания на кожу хладагентов, таН| как изза низкой температуры испарения в атмосферных условиях они
вызывают ожог. Вдыхание паров хладагентои может иметь вредное
последствие для здоровья. При обнаружении значительной утечки
хладагента следует немедленно включить вентиляцию или открыть
окна и двери для проветривания помещения. При работе с
хладагентом или оборудованием, наполненным хладагентом, нужно
иметь защитные очки и резиновые перчатки.
236
Работа с отрытым пламенем или другими горячими поверхностями при контакте с хладагентом может, быть причиной
химической реакции с выделением вредных паров.
Работа компрессора допускается только с хладагентом,
указанным производителем. Запрещается выпуск хладагентов в
атмосферу. При попадании хладагента в машинное помещение
затрудняется поиск утечки с помощью детектора.
Перед подключением компрессора к сети также необходимо
проверить электрические данные двигателя и на^ личие заземления.
Следует учитывать, что корпус компрессора может иметь
температуру до 100"С.
3.1.6. Сервисное обслуживание торгового
холодильного оборудования
Торговое холодильное оборудование требует высококачественного технического обслуживания, так называемого
сервисного обслуживания.
Основным отличием его от бытового холодильника являются
вес и габариты. При схожести системы и принципов действия
именно вес и габариты изделия оказывают влияние на его
надежность. Даже если оборудование с завода вышло исправным,
что подтверждено ОТК в паспорте изделия, вибрация и тряска при
перевозке, толчки и удары при кантовке, погрузке и разгрузке могут
привести к обрывам и поломке капиллярных трубок или мест
соединения, обеспечивающих циркуляцию хладагента в системе.
('дедствием может стать утечка хладагента и перегрев двигателя.
Поломка изделия в первый момент включения может
произойти, если весь хладагент вытек сразу или постепенно, при
небольшой утечке. Проверить это — первая задача специалиста
после распаковки оборудования. Проверяет он Вто не на глаз, а с
помощью специального прибора.
237
Кроме
того,
холодильная
установка
отечественного
производства включает в себя терморегулирующий вентиль (ТРВ),
который в режиме транспортировки переводится а состояние
"закрыто" и требует регулировки после включения на нужную
потребителю температуру. Регулировки ТРВ — вторая задача
специалиста.
Приведенные примеры говорят о том, что как отечественное,
так и импортное оборудование при запуске из« делия в
эксплуатацию требуют к себе квалифицированного подхода со
стороны специалиста-механика, в задачу которого входит
обеспечение наличия хладагента в системе, открытие и регулировка
ТРВ, дозаправка хладагентом (если требуется), герметизация мест
утечки и только затем пуск оборудования в эксплуатацию.
Кроме этих необходимых мероприятий, особенно в отечественном оборудовании, в зависимости от напряжения питания
(220 В или 380 В), необходимо подключение кабеля питания,
который не всегда входит в комплект изделия, Это тоже должен
делать специалист.
При покупке оборудования в любой фирме добросовестный
продавец должен в обязательном порядке предупредить клиента об
условиях осуществления гарантий на проданное изделие. Такими
условиями могут быть:
>=• на отечественное оборудование:
♦ гарантии завода-изготовителя при условии монтажа и
пусконаладочных работ специализированными сервисны! ми
организациями, имеющими лицензию завода;
♦ гарантии фирмы-продавца при условии монтажа и
пусконаладочных работ своими сйециалистами (если эти фирма
имеет лицензию завода-изготовителя) или лицензированной
специализированной фирмой-партнером по договору;
5> на импортное оборудование:
♦ без гарантии;
♦ замена изделия целиком или вышедших из строя дя| талей в
течение 10 дней со дня продажи, при отсутствии монтажа
специалистами данной фирмы;
238
♦ полный срок гарантии, если монтаж, пуск, наладку и
дальнейшее техническое обслуживание проводят специалисты
фирмы-продавца.
Практически во всех случаях условием предоставления
гарантий
является
проведение
пусконаладочных
работ
специализированными организациями. Это положение юридически
следует из Инструкции о порядке приемки продукции
производственно-технического назначения и товаров народного
потребления по качеству, которая регулирует взаимоотношения
между производителем, продавцом и потребителем продукции
производственно-технического назначения, к которому относится
торговое холодильное оборудование.
Одно из положений. Инструкции гласит: "Изготовитель
(поставщик) обязан за свой счет устранить дефекты, выявленные в
продукции в течение гарантийного срока, или .аменить продукцию,
если не докажет, что дефекты возникли в результате нарушений
покупателем (получателем) правил эксплуатации продукции или ее
хранения".
Правила эксплуатации приведены в техническом паспорте на
изделие или в инструкции по его эксплуатации. I ! этих документах
обычно присутствует следующая фра-аа: "Завод-изготовитель...
гарантирует устранение дефектов изготовления при условии
проведения
монтажных
и
пуско-наладочных
работ
специализированными организациями, имеющими лицензию заводаизготовителя. Это пра-г.нло (гарантия устранения дефектов) не
распространяется па те случаи, когда изделие вышло из строя по
вине владельца оборудования в результате несоблюдения требований эксплуатационной документации (т. е. привлечения к монтажу
нелицензированных организаций)".
Эта формулировка фактически позволяет производителю не
принимать претензий к качеству работы его оборудования, если
монтаж, пуск и наладку осуществляли не специалисты,
квалификация которых и право на проведе239
ние таких .работ не подтверждены соответствующими документами
(сертификатом, лицензией).
Кроме необходимости проведения пусконаладочных работ, в
технических паспортах на изделия предусмотрен и такой вид
специализированных работ, как техническое обслуживание в период
эксплуатации. По регламенту специалист-механик должен не реже
одного раза в квартал проводить комплекс мероприятий, связанных
с очисткой машинного отделения, дозаправкой системы (если
требуется), санитарной обработкой элементов системы, регулированием режимов работы оборудования в зависимости от ум ловий
внешней среды и т. д. И прежде, и сегодня эти работы были и
остаются необходимым условием поддержания ра| ботоспособности
оборудования, за которые необходимо платить.
Раньше при единой системе подготовки специалистов
квалифицированные аттестаты, выдаваемые высшими и средними
специальными учебными заведениями, давали право на проведение
подобных работ. В учебные планы входило изучение
отечественного оборудования, а также знание особенностей
комплектующих, запасных частей и их детД лей, производимых на
отечественных заводах.
Сегодня этого уже недостаточно потому, что в связи й
разрывом общих экономических связей и остановкой рядй заводов
многие российские производители холодильного оборудования
начали использовать импортную комплекта! цию: компрессоры и
агрегаты, системы автоматики с микропроцессорными блоками и
особой регулировкой режиме)! работы.
Переход западных производителей на новые озонобе-зопасные
хладагенты привел к необходимости использовД ния новых масел,
прокладок, изменения режимов работы оборудования. Естественно,
что к этим изменениям прежнш специалисты не были готовы.
Поэтому необходимо дополнительное специальное обу»' чение
на заводах-изготовителях по обслуживанию и рЛ
240
монту оборудования, содержащего новые элементы. В этом случае
свидетельством повышения квалификации является заводской
аттестат, позволяющий получившему его монтажнику грамотно
работать с оборудованием данного производителя.
Эта новая для наших условий особенность во взаимоотношениях производителей и сервисных служб способствует
обновлению знаний и навыков монтажников и в конечном итоге
служит целям обеспечения качества отечественного оборудования.
Однако повышение квалификации монтажников, снабжение
сервисных центров запасными частями, оплата ра-бот, связанных с
обеспечением функционирования оборудования в течение срока
гарантии становятся дополнительными затратами, которые ложатся
на заводы-изготовители и сложных экономических условиях.
Раньше монополистами в области проведения ремонт-посервисных
работ
были
специализированные
комбинаты
холодильного
оборудования
и
предприятия
объединения
"Торгтехника".
С прекращением финансирования и началом процессов
приватизации в этой сфере обслуживания наметились центробежные
тенденции. На базе участков и отдельных служб стали
организовываться самостоятельные фирмы, в большей или меньшей
степени отделявшиеся от комбината. Возникла реальная
конкурентная борьба за заказчика монтажных, ремонтных и
сервисных работ.
Практически все новые сервисные фирмы создались на основе
коллективов, ранее работавших в составе комбина-та, который
потерял 2/3 своих участков технического обслуживания. В период
преобразований
он
распался.
Часть
его
предприятий
приватизирована, ушедшие специалисты организовали новые
предприятия по обслуживанию, некоторые специалисты работают в
режиме частников-одиночек.
241
В эту систему пришли и некоторые бывшие работники
оборонных предприятий — не специалисты в этой области, но
освоившие азы новой профессии на волне спроса и вынужденные
искать работу.
Среди частников много квалифицированных монтажников и
ремонтников, однако у них отсутствует ремонтная база, нет
запасных частей, современных инструментов, по* скольку они
достаточно дороги для индивидуального пользователя.
Система обслуживания холодильного оборудования пе-|
рестала быть комплексной, т. е. включающей в себя все этапы от
профилактического обслуживания и мелкого ремонта на местах до
капитального ремонта в цехах комбината. Как правило, новые
сервисные фирмы, не имея оснащенной производственной базы,
предлагают владельцу оборудования полностью заменить агрегат
или вышедший из строя блок, в то время как прежде комбинат
проводил восстановительный ремонт, экономящий от 40 до 75%
затрат.
Налоговые ограничения на зарплату не позволяли бывшим
государственным производителям-монстрам устанавливать своим
работникам приемлемый уровень зарплаты, соответствующий
темпам инфляции. В то время как приватизированные,
акционированные или вновь созданные малые структуры сервисных
центров для удержания и привлечения работников, а также в связи с
повышенным спросом на свои услуги стали резко повышать
расценки на об-' служивание и соответственно уровни заработков.
Отправной точкой на сегодня в расценках на пусконала-дочные
работы является не их фактическая трудоемкость, а процент от
коммерческой цены реализации оборудования, что фактически
необоснованно повышает его стоимость для потребителя. Тем
самым выгодная для торговли и отдельных работников система
оплаты сервисных услуг на самом деле медленно, но верно
разъедает когда-то налаженную систему обеспечения качества
гарантийного и сервисного обслуживания в целом.
Как же производителю выполнять свои гарантийные
обязательства в новой экономической ситуации, когда существовавшая схема покрытия затрат на ремонт из-за длительного
времени расчетов и низких расценок в условиях инфляции
неэффективна? Тем более не чпод силу заводу содержать сервисные
центры по всей стране.
Произошел частичный разрыв цепочки обеспечения качества
технического обслуживания. Страдают и потребители, у которых
портятся продукты, и они несут большие убытки, и продавцы,
которые фактически приняли на себя удары претензий со стороны
покупателей, и производители, которые, юридически неся
ответственность за качество гвоих изделий, фактически не могут его
обеспечить
на
этапе
монтажных,
пусконаладочных
и
профилактических работ.
Структура сервисного обслуживания в России не имеет
стройной системы. Есть отдельные сервисные фирмы или
специализированные подразделения по ремонту и сервису
непосредственно при торговых фирмах. Наряду с юридически
оформившимися в отдельные предприятия цехами нывшего
комбината возникли и молодые ремонтно-сервис-пые организации.
Однако по объективным экономическим условиям они вынуждены
заниматься ремонтом как бытового, так и промышленного
холодильного оборудования.
Существуют сервисные службы при отдельных торго-иых
фирмах по продаже торгового холодильного оборудо-г.ания, что
экономически не всегда выгодно этим фирмам.
Наибольшую группу ремонтников составляют частники. Их
можно условно разделить на "цивилизованных" и "нецивилизованных". Причем и те и другие являются фактически
тормозом для становления нормальной системы взаимоотношений
производителя и потребителя по обеспечению гарантийных
обязательств. Со временем, по мере становления лицензионных
отношений, число частников будет сокращаться, а количество
ремонтно-сервисных организаций увеличиваться.
243
Отечественные заводы не в состоянии решить проблему
гарантии иначе, чем частично переложить ее на плечи продавцов
оборудования ■— дилеров, но на "более выгодных для последних
условиях. Так впервые отечественный про» изводитель АНПО
"Марихолодмаш" пришел к идее вн#| дрения системы
лицензирования.
Суть системы состоит в том, что сервисному центру
(юридическому лицу) выдается официальный документ Н лицензия,
дающий право лицензиату на проведение работ по гарантийному и
сервисному обслуживанию оборудовав ния данного завода.
Лицензия по форме представляет именной документ
(выданный на имя конкретной организации) установленного
образца, имеющий регистрационный порядковый номер И срок
действия. Документ заверяется печатью завода и поя писью
генерального директора.
Право на получение лицензии имеет любое юридиче» ское
лицо, удовлетворяющее требованиям, предъявляемым к нему
производителем, а именно: наличие в штате] организации
аттестованных на данном заводе специалистов^ которые прошли
соответствующий курс обучения; нали* чие необходимого
ремонтного и сервисного, оборудования для проведения работ по
гарантийному обслуживанию в с(м ответствии с обязательным
перечнем;'а также принятие по договору на себя обязательств по
проведению всех т&4 рантийных работ оборудования данного
завода.
При этом лицензиат получает льготы в виде эксклю* зивного
обслуживания оборудования или получения ремонт» ного и
обменного фонда по нормативу, или компенсаций затрат на
проведение работ в период срока гарантии, пре> доставляемую в
виде скидки с отпускной цены оборудова ния, реализуемого
самостоятельно, либо в виде процент ного перечисления от
торговой фирмы, заключившей дога вор на гарантийные работы.
Одновременно с предоставлением лицензии изготавлИ' вается
лицензионный штамп, оттиск которого использует'
244
ся при заполнении актов пусконаладочных и гарантийных работ.
Основными элементами контроля для АНПО "Мари-холодмаш" за
соблюдением условий
лицензионного
договора
являются
заполняемые акты на этапы работ по обслуживанию оборудования, а
также ведение книг учета отгруженного оборудования по заводским
номерам.
Эта система уже прошла обкатку и, несмотря на отдельные
недоработки и недостатки, приживается. Аналогичная система льгот
используется и некоторыми импортерами торгового холодильного
оборудования, которые предусматривают размер гарантийной
скидки в контракте на поставку.
Несмотря на обилие ремонтно-сервисных организаций, система
обслуживания холодильного оборудования в настоящее время
разрозненна, перестала быть комплексной, г. е. включающей в себя
все этапы: от проведения монтажных и пусконаладочных работ,
технического обслуживания до периодического сервисного
обслуживания в течение и по окончании гарантийного срока.
Всю цепочку ремонтно-сервисных мероприятий условно можно
разделить на два этапа: обслуживание в период гарантийного срока
и по его окончании. Практически все фирмы-продавцы выдают
покупателю гарантийные талоны на определенный срок и
предлагают провести монтажные и мусконаладонные работы, что
является условием принятия проданного оборудования на гарантию.
Стоимость проведения таких работ колеблется в среднем от 5
до 100% — для холодильных витрин и шкафов, и от 15 до 30% —
для холодильных камер. Но не учитывается, что даже в период
гарантии холодильному оборудованию требуется регулярное
техническое обслуживание, договора на проведение которого
покупатели, как правило, заключать не хотят.
Владелец оборудования обращается на фирму только г. случае
выхода оборудования из строя.
245
Фирма-продавец, так же как и сервисные фирмы, предлагает
полностью заменить агрегат или вышедший из строя блок, что стоит
значительно
дороже,
чем
обошелся
бы
ремонт
на
специализированном комбинате при наличии соответствующей
производственной ремонтной базы, как это было в прошлом.
По окончании срока гарантии владелец оборудования
заключает договор на послегарантийное обслуживание О сервисной
организацией или же обращается к знакомому механикухолодильщику (на договорной основе), который в зависимости от
своей квалификации с определенной периодичностью (или же
только по вызову) проводит те или иные виды работ. Последний
вариант наиболее характерен для владельцев небольших
продовольственных магазинов.
Техническое обслуживание и ремонт холодильного оборудования должны проводиться специализированными ре<-монтномонтажными фирмами, имеющими лицензию-на право проведения
таких работ.
Для безотказной работы оборудования рекомендуется не реже
одного раза в месяц проводить техническое обслуживание и каждые
6 мес. — текущий ремонт.
Особое внимание нужно обратить на обязательное заземление
холодильных агрегатов и пусковых приборов. Заземление должно
периодически проверяться.
Техническое обслуживание (на примере отечественного
оборудования) — это:
♦ проверка комплектности и технического состояния изделия.
Путем внешнего осмотра проверяют наличие составных частей
изделия, устраняют провисание проводов, укрепляют сливной
шланг и втулки, щиток испарителя и ограждения машинного
отделения;
♦ проверка надежности крепления и отсутствия механических
повреждений защитного заземления (зануление);
♦ осмотр электроаппаратуры, приборов автоматики и затяжка
электроконтактных соединений;
246
♦ проверка положения регулировочного винта автоматического
выключателя (производится визуально);
♦ проверка работы освещения (сводится к трехкратному
включению и выключению тумблера "свет");
♦ проверка работы системы оттаивания испарителя и стока
конденсата (осуществляется нажатием кнопки термо-. регулятора до
упора);
♦ очистка от пыли и грязи конденсатора холодильной машины;
♦ проверка герметичности холодильной системы (в местах
сварных и разъемных соединений);
♦ проверка температурного режима и его настройка (сводится
к замеру температуры в центре охлаждаемого объема).
Текущий ремонт включает:
♦ проведение работ, предусмотренных техническим •
>бслуживанием;
♦ проверку контактов магнитного пускателя и контактных
соединений;
♦ очистку конденсатора холодильного агрегата от загрязнений;
♦ проверку сопротивления между зажимом "земля" и
металлическими частями шкафа, которые в результате нарушения
изоляции могут оказаться под напряжением;
♦ по результатам дефектации: замену или ремонт осушителя и
приборов автоматики.
3.1.7. Модернизация торгового
холодильного оборудования
Требования к качеству торгового холодильного оборудования. За последние годы на примере торгового холодильного
оборудования в очередной раз проявился закон диалектики:
"устоявшаяся система через разрушение воссоздается на новом
витке". Всякая устоявшаяся система со247
здает иллюзию возможности сохранения вечной стабильно*] сти,
достигнутой без приложения дополнительных усилий, Наступает
момент предела стабильности — это отсутствие мер, затрат
развития, модернизации, и система начинает рушиться по цепочке,
звено за звеном.
Примером такого явления может служить качестаЯ продукции
производственно-технического назначения, и ■ частности торговое
холодильное оборудование. Неизбеж-1 ность разрушения старой
версии качества и необходимость воссоздания новой в других
экономических условиях налицо. Речь идет о наиболее важном звене
в системе — качестве продукции и эксплуатации, которое
обеспечивается и производственными ремонтно-сервисными
предприятиями.
Качество такого сложного технического изделия, как торговое
холодильное оборудование, зависит от многих факторов, а именно
от качества:
♦ материалов и комплектующих от поставщиков;
♦ производства и сборки, зависящего от технического уровня
производства и квалификации рабочих;
♦ тары и упаковки, которые обеспечивают сохранность
изделия при транспортировке, погрузочно-разгрузочных работах и
складировании;
♦ пусконаладочных и сервисных работ, обусловливаемого
техническим уровнем сервисных центров и квалификацией
монтажников;
♦ эксплуатации, которое обеспечивается общей куль-! турой
торговли.
Если по всей цепочке нет сбоев, то можно быть уве-; ренным,
что оборудование прослужит долго, выполняя свою основную
функцию и не требуя непомерных дополнитель-1 ных затрат на
обслуживание и ремонт.
Однако эти мероприятия начинаются не в момент по! ломки
оборудования у потребителя, а в момент процесса его производства
и пуска в эксплуатацию.
В работе супермаркетов, особенно в последние годы,
наблюдаются большие изменения. Они заключаются в том,
248
1
что в настоящее время предъявляются повышенные требования к их
техническому оснащению с точки зрения эко-мпгической
безопасности, улучшения условий хранения, сохранения качества
пищевых продуктов.
С одной стороны, потребитель предъявляет все более иысокие
требования, а значит, необходимо новое холодильное оборудование
и увеличение его количества. С другой Стороны/ следует учитывать
требования экологии, норма-|'ивы и ограничения, касающиеся
температур хранения пищевых продуктов, энергопотребления и
применения хладагентов в холодильных установках.
Новой инициативой Евросоюза стало требование, что-|ц,1
супермаркеты документально регистрировали уровень и колебания
температуры в холодильных камерах объемом Яолее 10 м3.
Предписано регистрировать температуру каждые 4 часа и сохранять
эти записи в течение года. Все зарегистрированные данные следует
хранить в персональном компьютере в кабинете директора
супермаркета и ежемесячно распечатывать.
В Великобритании эти требования распространены и па мелкие
торговые предприятия, торгующие скоропортящимися продуктами,
хранящие охлажденные и замороженные продукты в торговом
холодильном оборудовании и стационарных охлаждаемых камерах.
Данные
правила
и
нормы
повышают
требования,
предъявляемые к работе и регулированию холодильных установок.
Поэтому фирмы, производящие холодильное оборудование, часто
сталкиваются с потребностью в более тчном регулировании и
обеспечении документирования работы холодильных установок.
Другая проблема, связанная с эксплуатацией холодильного
оборудования, — озоновая проблема и парниковый ■ >ффект.
Известно, что одной из главных мер при решении пер-пой
проблемы является перевод всех холодильных установок в
супермаркетах на озонобезопасные хладагенты.
249
Дискуссии по парниковому эффекту привлекли дополч .
нительное внимание к энергопотреблению супермаркетов и
необходимости его сокращения.
В Дании было проанализировано энергопотребление
супермаркетами в целях дифференцирования расхода электроэнергии на освещение, отопление и охлаждение. Выяснилось, что
в супермаркете торговой площадью до 1200 м* на холодильные
установки приходится 64% общего объема энергопотребления.
Дания и другие европейские страны ввели налоги на _ углекислый
газ и на потребляемую электроэнергию. Государство идет даже на
то, что в целях экономии энергии предоставляет субсидии на
модернизацию холодильных установок, если супермаркет
документально
подтвердит,
что
это
снижает
расходы
электроэнергии.
Перед производителями и поставщиками холодильного!
оборудования встали новые задачи в связи с предъявлением
следующих требований к холодильному оборудованию:
♦ обеспечение безопасности хранения пищи, защита от
внешних факторов и сохранность качества, создание оп«»
тимальных условий без больших температурных колебаний;
♦ энергосбережение, т. е. хорошая защита от тепло-, притоков
и автоматизированная регулируемость холодильной системы;
♦ соответствие нормативным^ требованиям по регист-. рации
температуры;
♦ наличие перспективы по возможной замене хладагента;
Ф меньшая потребность в обслуживании, т. е. наде^к-ная
работоспособность и долговечность холодильной системы.
Центр технического обслуживания холодильного оборудования
должен иметь телефонную линию, подключенную к персональному
компьютеру через модем и межсете^ вой шлюз. Это дает
возможность принимать сигналы ий
250
супермаркета и регулировать работу холодильной установки
дистанционно.
Новые конструктивные решения. Повышение технического
уровня торгового "холодильного оборудования отечественного
производства до уровня мировых образцов требует разработки и
внедрения прогрессивной технологии производства, коренного
перевооружения заводов.
В настоящее время наметился переход к более высокому
уровню организации производства торгового холодильного
оборудования — изготовлению и поставке заводами моноблочных
холодильных машин полной заводской готовности, включая систему
автоматического управления, контроля и защиты. Такой способ
позволяет осуществлять выпуск холодильных машин на
предприятиях,
оснащенных
усовершенствованными
технологическими линиями и имеющих высококвалифицированный
персонал.
Установка в торговом холодильном оборудовании моно-|
точных
автоматизированных
машин
имеет
следующие
преимущества:
♦ автоматизация
процессов
охлаждения,
оттаивания
испарителей и регулирования параметров;
♦ уменьшенные масса и габариты;
♦ высокая ремонтопригодность.
Ведется разработка холодильного оборудования с применением
заливочной пенополиуретановой изоляции. При :>том возникает
возможность сборки корпусов изделия из отдельных панелей, что
значительно упрощает конструкцию холодильного оборудования и
технологию его сборки.
Принцип агрегатирования находит все более широкое
распространение. В блочном исполнении выпускается большая
номенклатура оборудования. Среди основных преимуществ
автоматизированных блочных холодильных машин следует
отметить высокую степень:
♦ заводской готовности, которая сводит к минимуму
монтажные работы;
251
♦ автоматизации и надежность в работе, позволяющая
значительно снизить затраты на эксплуатацию и обслужи* вание.
Учет требований экологии при создании торгового хо«
лодильного оборудования. Развитие любой отрасли производства
техники зависит прежде всего от потребностей о(я щества. В этом
отношении прогноз для холодильной техники более чем
благоприятный. Нет никакого сомнения в том, что нужда в
дальнейшем развитии и совершенствовании всех ее направлений
будет возрастать.
Холодильная техника по-прежнему остается базовой для
хранения, транспортировки и обработки скоропортящихся пищевых
продуктов. Более того ее значение по мере увеличения населения
Земли (к 2025 г. до 8 млрд человек) бу! дет неуклонно расти.
Другие известные ее области применения (кондиционирование
воздуха, медицина, химическая промышленность, утилизация
отходов) тоже имеют тенденцию к развитию.
С экологической точки зрения любая низкотемпературная
холодильная техника характеризуется как положительным, так и
отрицательным воздействием на окружающую среду.
Положительное значение ее в том, что холодильная техника
способствует сохранению огромной массы производимой
скоропортящейся
продукции.
Отрицательное
воздействие
холодильной техники на экологию связано с тем, что на ее
эксплуатацию затрачивается более 20% производимой в мире
энергии. Если еще учесть затраты материалов и энергии на
изготовление
оборудования,
становится
очевидным,
что
холодильная техника, призванная сохранять окружающую среду,
одновременно способствует ее загрязнению.
Однако соотношение полезного и вредного влиянии
холодильной техники на экологию более благоприятно, ч<;м
252
и других отраслях. Задача научно-технического прогресса в
Плижайшей перспективе состоит в том, чтобы максимально
улучшить это соотношение.
В конечном счете такая работа будет способствовать решению
главной экологической проблемы XXI в. — обеспечение условий,
при которых биосферные восстановительные процессы смогут
противодействовать негативному воздействию техносферы.
3.2. Торговое измерительное
оборудование
Товар, как материальная ценность, при движении от
производства
до
потребителя неоднократно подвергается
количественному учету. Осуществляется он путем измерения
натуральных показателей изделия, продукции — мас-'1,1, длины или
объема.
В торговле и других отраслях при передаче товарноматериальных ценностей от одного предприятия другому, от одного
материально-ответственного лица другому, при оптовой и
розничной продаже проводятся многократные количественные
измерения. Правильность и точность количественных измерений
является непременным условием цивилизованной торговли и
обеспечивается измерительным | >борудованием.
Измерительное оборудование широкое используется в процессе
приемки, отпуска грузов, подготовки к продаже и непосредственно
продажи товаров покупателям. От пра-нильного подбора, установки
и эксплуатации измерительного оборудования во многом зависят:
♦ точность измерений массы;
♦ достоверность информации о наличии и движении товарных
потоков;
♦ правильность учета товарно-материальных ценностей;
253
♦ сохранность товаров;
♦ соблюдение правил торговли и прав потребителей.!
Увеличение доли товаров высокой степени готовности
к продаже способствовало смещению технологических опе| раций по
взвешиванию, отмериванию и расфасовке из торя говых залов
магазинов на предшествующие этапы товарси движения — в
специализированные цеха для подготовки товаров к продаже, на
оптовые базы торговых организа! ций, на производственные
предприятия.
Процесс высвобождения розничной торговли от измерительных
операций будет продолжаться. Однако, стре! мясь удовлетворить
потребности покупателей-гурманов! розничное звено сохранит у
себя часть операций по взве! шиванию и расфасовке мясной, рыбной
и молочной гаст! рономии.
Измерительное оборудование стало важнейшей состав-*
ляющей технологических линий подготовки товаров к про! даже,
автоматизированных производственных комплексов по
изготовлению, дозировке, фасовке, упаковке, этикети! рованию и
пакетированию товаров.
Способы количественного измерения зависят от физи-' ческих
свойств товаров. Измерения физических величин осуЯ ществляют в
соответствии с Международной системой еди! ниц СИ, согласно
которой единицей измерения длины яв! ляется метр, массы —
килограмм, объема — кубический метр.
При подготовке к продаже тканей, некоторых видов]
галантерейных и хозяйственных товаров необходимой ошЯ рацией
является
отмеривание.
Жидкие
продовольствен!
ные
и
непродовольственные товары измеряются в некото! рых регионах
мерами объема. Для измерения плотности жидкостей в торговле
находят применение ареометры, для определения параметров
бытовых электроприборов и ра! диотоваров — амперметры,
вольтметры, омметры, тес! теры.
254
Большинство продовольственных, некоторые хозяйственные и
строительные товары при их продаже подлежат взвешиванию.
Взвешивание — это измерение массы товара с использованием
эффекта гравитационных, т. е. основанных на законе всемирного
тяготения сил, действующих на это тело. Взвешивание
осуществляется на весах с помощью гирь. Весы — измерительный
прибор, предназначенный для измерения массы товаров с
использованием эффекта гравитационных сил.
Гири — меры массы, применяемые как единицы измерения
массы грузов на весах. В торговле для взвешивания говаров и
хозяйственных грузов применяют гири 5-го класса точности, для
взвешивания драгоценных металлов — 3-го класса точности.
Гири могут быть:
♦ общего значения — для весов настольных гирных и 11
иферблатно-гирных;
♦ условные — с радиальным вырезом для товарных весов;
♦ образцовые — для поверки точности показаний ве-сов и
поверки гирь.
Гири общего назначения изготавливают из чугуна или
углеродистой стали массой 5, 10, 20, 50, 100, 200 и 500 г, 1, 2, 5 и 10
кг. Внутри гирь имеется подгоночная полость. После поверки гирь
на пробку, впрессованную в подгоночную полость, ставится клеймо.
Условные гири изготавливают массой 100, 200, 500 г, 1, 2 и 5 кг.
Они имеют форму, удобную для укладки на гире-доржатель, —
плоский цилиндр с радиальным вырезом. На поверхности условных
гирь указывается общее соотношение плеч рычагов товарных весов
1 : 100 и условная масса, в 100 раз превышающая номинальную
массу гири. Условные гири также имеют подгоночную полость.
Каждый весоизмерительный прибор снабжают определенным
комплектом гирь. Например, весы РН-10Ц13 комп255
<
лектуют двумя гирями массой по 500 г каждая, а таюя гирями в 1,
2и 5 кг. По желанию торговых предприятД весы могут продаваться
с набором гирь и без них.
3.2.1. Меры длины и объема
При продаже тканей, линолеума и других рулоннь! изделий
применяют в качестве измерителей длины метал лические и
деревянные метры.
Деревянные метры изготовляют из древесины тверды! пород
(дуба, граба). Концы их укрепляют металлическими наконечниками,
а на обеих широких сторонах наносят шкя лы делениями и цифрами.
Наименьшее из делений равн| 0,5 см. Полотно измерительного метра
должно быть одинаж ковой ширины, без искривлений, с чистой
гладкой поверх! ностью.
Металлические метры изготовлены из стальной пря|
моугольной полосы с утолщенными концами. На концах я
посредине метра ставится клеймо государственной про! верки.
Деревянные метры следует оберегать от влаги, котоИ рая может
вызывать их деформацию, а металлические —I от ржавчины и
загрязнения.
Для отмеривания жидких продуктов (молоко, соки, квася
используют металлическую и стеклянную мерную посуди
Металлические мерные кружки изготовляют из пищевого
алюминия, емкость их 0,25; 0,5; 1 и 2 л. Они представляют собой
цилиндр с утолщенным кверху по периметру ободе ком. На ободке
нанесены емкость кружки, марка завода,! изготовителя и клеймо.
Стеклянные кружки имеют емкость 0,25 и 0,5 л. Кружки
представляют собой несколько суженный книзу гране! ный стакан.
Емкость меры объема определяется либо имеющимися на
стенках сосуда делениями, либо общим его объемом. При
256
наполнении кружки вровень с краями продавец обязан держать ее
вертикально, без наклона; при наполнении пенящейся жидкостью
(квас, пиво) ее наливают в стеклянную посуду до тех пор, пока
уровень жидкости после оседания иены не окажется против нужной
отметки.
3.2.2. Общая классификация
весоизмерительных приборов
В настоящее время для определения массы товаров применяют
разнообразные типы и модели весов нескольких поколений. Их
изучение поведем от простого к сложному.
По назначению все весоизмерительные приборы можно
разделить на пять основных групп (рис. 3.17):
1) общего назначения;
2) встроенные в технологические линии;
3) лабораторные;
4) метрологические;
5) для специальных измерений.
К 1-й группе относятся весы, широко применяемые в торговле,
складском хозяйстве, во всех отраслях промышленности и на
транспорте: настольные весы для нагрузок до 20 кг, платформенные
передвижные весы с нагрузокй до 3 т и стационарные
платформенные весы для больших предельных нагрузок (к ним
относятся также автомобильные, вагонеточные и вагонные весы).
Во 2-ю группу входят технологические весы, применяемые в
различных отраслях промышленности.
К 3-й группе относятся лабораторные весы, отличающиеся
особыми условиями и методами взвешивания предметов и высокой
точностью показаний. Предназначены для навешивания тел массой
до 1,5 кг.
К 4-й группе принадлежат метрологические весы, служащие
для проведения различных проверочных работ. Отдельные типы
метрологических весов, например образцо257
Весоизмерительные приборы
I
общего
назначения
технологические
лабораторные
/
\<
■в ■в
*ей -оЗ
14
1!
X 1!
V
1|
!!
V
V
Г
иа
я
К
щ№
ей
ей
а
со
см
ей
ей
0)
Н
Н
а а
а03
со
а
г-Н
го
со
ю О О
О
Ф
Ф
1
V
V
ей
Л
Я ц,
н
0 ф
Ф
Я
Ф
2
а
ч
Ф
а
ч
а; с
2
Опред
С
ак
льны
т—<
Ч
ч
р
о
Ч
И
Специа
ей
Ф
ей
разцовые
Ф
разцовые
сса
сса
л
ч
разцовые
е-н X
!(
а
агг|
Аналити ческ
хнически
;хнически
я
я о
о ей
Л аа
а
сыпучих мате
Дозат
оры
орменные пер
ьные
Настол
орменные стациона
акм а
а
Ч
«
1
1
V
Ф
>ц
ч
!
1
ля штучн
Ф
V
1
V
для специальных
измерений
щие проц ентн
■ляющие удел
V
! ' ^'
V
метрологические
О
и
а а
ж
о а
ей
8 с
Ф
;илы
!!
ляющие
!'
ч
еляющие др >угие
V
о,
ч
Н аф
0
с
0
1 _1
1 _1
Рис. 3.17. Общая классификация весоизмерительных приборов
вые весы, используются на производстве и в торговле, где требуется
высокая точность показаний. Образцовые весы применяются также
в финансовых организациях для взвешивания драгоценностей, в
лабораториях, на предприятиях в отделах технического контроля.
В 5-ю группу входят различные типы весоизмерительных
приборов, служащих не для определения массы, а для
258
Таблица 3.3
Классы точности весов
Допустимая погрешность при наибольших
допустимых нагрузках, %
0,00001
0,00002
0,00005
0,0001
0,0002
0,0005
0,001
0,002
0,005
0,01
0,02
0,05
0,1
0,2
0,5
1
2
Класс точности
5а
56
5в
4а
46
4в
За
36
Зв
2а
26
2в
1а
16
1в
0а
Об
мшерения других параметров, например, натуры зерна, 'дельного
веса жидкостей, содержания влаги, определена крутящегося
момента двигателей и т. д.
ГОСТом предусмотрено 17 классов точности весов. ! табл. 3.3
приводятся допустимые погрешности взвешива-шя для каждого
класса весов.
Таким образом, в торговле применяют весоизмерительное
приборы общего назначения (настольные торговые до (О кг,
товарные передвижные от 50 кг до 3 т и стационарное
платформенные свыше 3 т) и технологические (в эту руппу
включаются дозировочные весы, используемые в орговле для
фасовки сыпучих и жидких продуктов).
259
Довольно редко в оптовой и розничной торговле ис^ пользуют
отдельные виды весов трех остальных групп (лабораторные,
метрологические и для специальных измерений).
3.2.3. Классификация и индексация торгового
весоизмерительного! оборудования
Весы можно классифицировать по разным признакам, По
конструкции взвешивающего устройства весы бывают рычажные и
электромеханические. Конструкция и действия рычажных
весоизмерительных приборов основаны на законах механики
равноплечих и неравноплечих рычагов, Свойство равноплечего
рычага пребывать в состоянии равновесия при равенстве моментов
действующих на плечи сил используется в простейших рычажных
весах. Для повышения точности, скорости и удобства взвешивания,
обеспечен ния наглядности показаний в современных весах простей, ший рычаг (коромысло) заменен более сложной системой рычагов,
связанной с грузоприемным и указательным уся ройствами.
Все большее применение в торговле находят весы, ш которых
измерение
массы
товара
осуществляется
с
помощью
тензометрических датчиков. Воспринимая усилие массы груза
датчики фиксируют его и преобразуют в электрический сигнал. В
электронных весах используется виброчастотный датчик и
электросиловой преобразователь.
По степени автоматизации процесса взвешивания весь!
делятся на автоматические, полуавтоматические и неавто!
матические.
По частоте взвешивания можно выделить весы: ♦ дискретного
(непрерывного) действия, на которых взвешивание
осуществляется в течение определенного п(Я вторяющегося цикла;
Ф единичного взвешивания, на которых снимаются показания
результатов каждого взвешивания;
♦ непрерывного действия, на которых взвешивание сыпучих
материалов или жидкости осуществляется непрерывно.
По виду указательного устройства весы подразделяются на
гирные, шкальные, шкально-гирные, циферблатные, циферблатногирные, оптические и электронно-индикаторные. На шкальных
весах величину массы товара устанавливают по шкале (или шкалам)
после достижения равновесия перемещением по ней передвижной
встроенной
I при. На ц и ф е р б л а т н ы х весах массу товара опре
деляют по круговой шкале, на ц и ф е р б л а т н о - г и рпых — суммированием массы уравновешивающих гирь и
показаний стрелки циферблата.
Показания взвешивания на оптических весах снимают с нкрана,
на который проецируется микрошкала со значением массы и
стоимости товара. В электронных весах значения массы и стоимости
товар'а считываются с индикаторно-|'о электронного табло.
По способу установки весы делятся на стационарные,
передвижные, настольные, напольные, врезные и встроенные.
С т а ц и о н а р н ы е весы устанавливают на постоянном месте
эксплуатации таким образом, что их перемещение невозможно без
демонтажа. П е р е д в и ж н ы е весы не связаны с постоянным
местом
эксплуатации.
Они
перемещаются
с
помощью
установленного на них привода, посторонних транспортных средств
или вручную. К н а с т о л ь ным
относят весы циферблатные,
лотковые, оптические
II электронные. В р е з н ы е весы устанавливают в котлонане или проеме междуэтажных^конструкций таким обра
ти, чтобы грузоприемная платформа находилась на одном
уровне с полом. В с т р о е н н ы е весы вмонтированы в ма
шины, приборы, транспортные устройства.
По виду грузоприемного устройства весы бывают платформенные, бункерные и лотковые.
261
По виду отсчета показаний весов существуют весы й
визуальным и документальным определением показаний,
В и з у а л ь н ы й отсчет -— это непосредственное считывание
показаний с циферблата, экрана, табло или суммирование значений
уравновешивающих гирь. Д о к у м е н т а л ь ^ ный отсчет —
регистрация результатов взвешивания пу-тем печатания показаний
на чеке или ленте.
По способу снятия показаний весы бывают с местным и
дистанционным снятием показаний.
Каждому типу и модели весов, применяемых в торговле,
присвоены буквенные и цифровые индексы, характе» ризующие
некоторые технические и эксплуатационные особенности их
устройства.
Первая буква характеризует устройство весов (Р -рычажные, Т
— электронно-тензометрические), вторая -способ установки на
месте эксплуатации (Н — настольные, П — передвижные, С —
стационарные). Цифра после первых двух букв означает
наибольший предел взвешивания, причем до 1000 кг — в
килограммах, а свыше — в тоннах, Следующая буква означает тип
указательного устройства; Г — тарные, Ш — шкальные, Ц —
циферблатные. Цифра, стоящая за одной из этих букв,
характеризует вид отсчета (1 — визуальный, 2 — документальный).
Последняя цифра обозначает способ снятия показаний: 3 —
местный, 4 -ч] дистанционный. Например, весы РН10Ц13 являются
рычажными, настольными, с наибольшим пределом взвешивания 10
кг, циферблатными, с визуальным отсчетным устройством и
местным определением показаний взвешивания. Буквы в конце
наименования модели некоторых весов указыва», ют на какие-либо
особенности весов (А — автомобильные В -— вагонные, М, Б —
малая или большая платформа), Так, весы РС-150Ц24В —
рычажные, стационарные, с нарЯ большим пределом взвешивания
150 т, циферблатные, Я документальной регистрации и
дистанционной передачей пш казаний, вагонные.
262
I
Многообразие конструктивных особенностей электрон-пых
весов обусловливает перечисленные ниже дополнительные
признаки классификации.
По конструкции датчика термосигнала:
♦ тензометрические;
♦ виброчастотные.
По конструкции отсчетного устройства (дисплея), отражающего показания весов:
♦ светодиодный;
♦ жидкокристаллический;
♦ люминесцентный;
♦ флюоресцентный.
По конструкции сканера:
♦ фотоэлектрический;
♦ лазерный.
По возможности подключения внешнего потребителя
информации:
5^ с интерфейсом — наличие гнезда штепсельного разъема для
подключения:
♦ к контрольно-кассовой машине;
♦ к принтеру;
♦ к серверу;
^ без интерфейса.
По источнику электропитания, работающего:
♦ от сети переменного однофазного тока напряжением 220 В
±10%, частотой 50 гц ±5%;
♦ с подключением к сети через адаптер (преобразователь тока);
♦ от постоянного тока элементов питания (автономное
питание);
♦ от универсальной системы электропитания, позволяющей
подключать весы как к переменному, так и постоянному току в
зависимости от производственных возможностей.
По комплектности:
♦ только весы;
263
♦
♦
♦
♦
♦
весы —■ принтер;
весы — касса;
весы — касса — сканер;
весы — касса — сканер — компьютер;
весы с термопечатью этикеток.
3.2.4. Требования, предъявляемые к весам
Все весоизмерительные приборы должны отвечать метрологическим и эксплуатационным требованиям. Важней- , шими
м е т р о л о г и ч е с к и м и требованиями, предъявляемыми к
весам, являются точность взвешивания, чув-, ствительность,
постоянство показаний и устойчивость ве-Л сов.
Точность взвешивания — свойство весов измерять мае- \ су
товара с отклонением от истинной на величину, не пре- ] вышающую
установленную ГОСТом допустимую погреш-1 ность.
Величина допустимой погрешности зависит от наибольшего
предела взвешивания весов, массы товара и выража-] ется в делениях
шкалы циферблата.
В зависимости от величины допустимой погрешности
настольные, платформенные, автомобильные и вагонные весы
должны выпускаться класса точности не ниже 1а (см. табл. 3.3).
Чувствительность — свойство весов выходить из со-] стояния
равновесия при увеличении нагрузки на величину, равную
наибольшей допускаемой погрешности. Чем менья шую массу они
обнаруживают, тем они чувствительнее и предпочтительнее для
использования.
Устойчивость — свойство весов самостоятельно вос-1
станавливать равновесие после намеренного выведения изя из этого
положения.
К основным э к с п л у а т а ц и о н н ы м требованиям относятся максимальная скорость взвешивания, наглядность
264
показаний, соответствие весов свойствам взвешиваемых товаров,
надежность весов.
Максимальная скорость взвешивания — свойство весов при
взвешивании быстро определить массу и стоимость товара и
восстановить равновесие после снятия товара. Повышение скорости
взвешивания на циферблатных рычажных весах обеспечивается
наличием ограничителей колебаний, различных тормозных
устройств, способствующих ускоренному гашению колебаний
рычагов и стрелки, быстрому достижению равновесия. Среди
рычажных весов относительно большую скорость взвешивания
имеют весы, снабженные успокоителем колебаний.
Дальнейшее
совершенствование
конструкций
весоизмерительных приборов имеет целью повышение скорости
взвешивания, являющейся важным условием роста производительности труда торговых работников и ускорения обслуживания покупателей. Наибольшей скоростью взвешивания
обладают электронные весы, благодаря быстрому ппределению
массы, стоимости товара и печатанию чека.
Наглядность показаний — хорошая обозримость и читаемость
показаний весов по результатам взвешивания. Для лучшей
наглядности показаний взвешивания указатели равновесия
размещают на самом видном месте, окрашивают или высвечивают
яркими контрастными цветами. Циферблатные весы отличаются
хорошей наглядностью показаний, так как по указательной стрелке и
шкале можно одновременно установить завершение процесса
взвешивания и определить массу груза. Наилучшей наглядностью
показаний отличаются электронные весы, в которых результаты
взвешивания отражаются на цифровом электронном табло.
Соответствие весов массе и свойствам взвешиваемого товара
означает, что пределы взвешивания весов должны соответствовать
всем возможным величинам отвесов товаров. Конструкция
грузоприемного устройства должна обеспечивать удобства при
взвешивании и соответствовать форме, размерам, структуре и
консистенции товара. С этой
265
целью грузоприемные устройства изготавливают в вид платформы,
площадки, ковша, лотка.
Надежность — исправное и безотказное действие весов в
течение всего срока эксплуатации при соблюдении м правил и
условий технического обслуживания. С требова* нием надежности
связана и долговечность весов, которая характеризуется общим
временем работы (или объемом опя раций) весов за весь срок
службы. Согласно требованиям стандарта полный технический
ресурс рычажных весов дол жен составлять не менее 15 лет,
оптических — 10, элект» ронных — 6 лет.
у
■
3.2.5. Характеристика основных видов и
типов весов
Весы основных видов и типов показаны на рис. 3.18. Нижй
дается их краткая характеристика.
Весы механические
Весы настольные механические. Весы настольные цч*
ферблатные. выпускают с пределами взвешивания от 2 до 10 кг. По
сравнению с настольными гирными весами они об! ладают более
высокой скоростью взвешивания и лучшей наглядностью
показаний. Масса товара до наибольшего прм дела шкалы
измеряется по циферблатному указателю беи применения гирь.
Конструкция настольных циферблатных весов РН« 10Ц13У
основана на одновременном действии двух рычат» первого рода —
коромысла (сдвоенного, дугообразного, ран» ноплечего рычага) и
квадранта (неравноплечего рычага о противовесом). Такое
сочетание позволяет с использование ем гирь взвешивать на весах
товары, имеющие массу, прм вышающую предельное значение
шкалы циферблата.
266
«ЦЕ
%
1111
:Ь',
Т.—
267
-о _____
" "——.- -'. .л-:!
.......---
4-~~™~.^,
I
10
268
Рис. 3.18. Весоизмерительное оборудование:
1 — настольные циферблатные весы РН-10Ц13У; 2 ________
механические торговые весы РН-6Ц13У; 3 — товарные
шкальные весы РН-1Ш13; 4 — платформенные шкальные
весы; 5 — автомобильные весы; 6 — электронные
универсальные весы ВНУ2/15; 7 — настольные электронные
торговые весы ВР4900; 8 — настольные электронные весы
ВР4149-03А; 9 — электронные торговые весы со встроенным
принтером ЬР; 10 — электронные напольные весы ВУ-3/150;
11 — фасовочные весы ВП-15Ф; 12 — напольные электронные
весы типа ВЬ; 13 — платформенные тензометрические типа
ВПН
269
Механизм весов собран на опорной плите с винтовыми
ножками. Имеет жидкостный уровень, ограничители коле^ баний
рычага, две опорные стойки. Свободно вращающиеся винтовые
ножки могут быть зафиксированы контргайками после достижения
горизонтальной установки весов. На подушки стоек двумя призмами
опирается сдвоенный, дугообразный равноплечий рычаг. По концам
рычага расположены грузоприемные призмы, служащие опорой для
цилиндров товарной и гирной площадок. С цилиндрами жест-1 ко
соединены две штанги, удерживаемые от опрокидывания двумя
планками. Планки имеют шарнирное соединение со штангами и
корпусом весов.
Штанга товарной площадки с помощью тяги соединена с
квадрантом, на котором имеется тарировочный груз и две жестко
закрепленные стрелки. При наложении груза на товарную площадку
квадрант поворачивается на соответствующий угол и одновременно
с ним, параллельно обеим шкалам циферблата, перемещаются
стрелки, указывающие массу товара. При снятии нагрузки
противовес возвращает стрелки и все подвижные части весов в
исходное положение. Регулировка весов при помощи тарировочной
гирьки квадранта выполняется специалистами только при ремонте.
В цилиндре под гиревой площадкой находится тариро-вочная
полость с мелкими предметами (балластом) для приведения
ненагруженных весов в положение равновесия (тарирование). Под
товарной площадкой укреплен масляный успокоитель колебаний
рычажного механизма и стрелок весов. При правильной
регулировке успокоителя стрелки совершают два-три периода
колебаний.
Механизм весов закрыт металлическим кожухом, в верхней
части которого с обеих сторон имеются окна для снятия показаний
циферблата. На винте, соединяющем части кожуха, укрепляется
пломба с государственным поверитель-ным клеймом. В опорную
плиту ввернут стопорный винт,
270
блокирующий и предохраняющий рычажный механизм от поломок
при транспортировке весов.
Весы механические торговые РН-6Ц13У взвешивают без
применения гирь от 3 до 6 кг. Компенсируют массу тары до 1100 г.
Наибольший предел взвешивания — 3 кг, погрешность — 5 г,
габариты — 500x290x600 мм, масса — 15 кг.
Весы платформенные стационарные. Платформенные т 'сы
применяют для взвешивания тяжелых и крупногабаритных грузов
на разгрузочных площадках, автомобильных рампах и складах
магазинов и оптовых баз.
Весы, установленные на постоянном месте эксплуатации таким
образом, что их перемещение невозможно без лгмонтажа, называют
стационарными.
Они предназначены для взвешивания грузов большой массы и
поэтому должны обладать хорошей устойчивостью и прочностью.
Механизм стационарных весов монтируется па специальном
фундаменте. Он состоит из металлической рамы с настилом. По
углам рамы укреплены вертикальные гтойки, которыми она
опирается на два грузоприемных рычага. Грузоприемнйе рычаги
через систему передаточных рычагов посредством тяги соединены
со шкальным или циферблатным отсчетным устройством.
На складах и разгрузочных площадках для взвешивания грузов,
транспортируемых на тележках, в контейнерах и крупногабаритной
таре, целесообразно применять платформенные врезные весы РС2Ш13 (шкальные) и 1'С-2Ц13 (циферблатные). Весы стационарно
устанавливают в приемном отделении с таким расчетом, чтобы
грузо-приемная платформа находилась на уровне пола. Это облегчает подачу на платформу тележек, контейнеров, а также
укладку других тяжелых грузов.
Товарные циферблатные весы с большими пределами
навешивания могут быть снабжены устройством для дистанционного визуального (по электронному табло) и докупи нтального (печатание на бумажной ленте) снятия пока271
заний. При необходимости получения данных об общему ко!
личестве взвешенных товаров дистанционный аппарат—датчик
соединяется с суммирующей счетной машиной, регистрирующей
массы товаров нарастающим итогом.
Автомобильные весы применяются на складах отловы» баз для
взвешивания грузов вместе с автомашиной. I Наибольшие пределы
взвешивания для весов различных моделей могут быть 10, 15, 30, 60,
100 и 150 т. Наименьший предел взвешивания равен 1/20
максимального пре-дела взвешивания весов.
■ В торговле наибольшее применение получили автомобильные
весы шкальные РС-10Щ13А и циферблатгньш РС-10Ц13А.
Размещают их на грузовом дворе склада^ пол навесом, монтируют в
котловане с тем, чтобы платф»орма находилась на одном уровне с
подъездными дорогами.
Автомобильные весы могут быть передвижными. Они
применяются в заготовительных пунктах и на складах* опч товых
баз. Автомобильные передвижные весы РП-101Ш13 и РП-15Ш13 с
наибольшими пределами взвешивания 10 И 15 т устанавливают1 на
грунт и откидывают с платформы специальные трапы для проезда
автомобилей. Скорость буксировки весов 3—5 км/ч.
Вагонные весы применяются на складах оптовых баз для]
взвешивания грузов вместе с вагонами. Выпускают их с пределами
взвешивания 7,5—150 и 1—200 т. Весы 150Ц13В ипиеют платформу
размером 15,5 х 1,8 м, на которую укладывают рельсы с шириной
колеи 1524 мм.
Отдельные модели стационарных циферблатных шесН
изготавливают с регистрирующими приборами для местной или
дистанционной записи показаний, со светящимся табло,
показывающими результаты взвешивания.
Весы платформенные передвижные. Весы, не связанные с
постоянным местом эксплуатации и перемещаюлциМ ся с помощью
транспортных средств или вручную, наз.ыпа-ют передвижными.
272
Передвижные платформенные напольные весы, применяемые
на складах для взвешивания грузов от 50 кг до 3 т, называют
т о в а р н ы м и весами. В торговле применяются товарные весы со
следующими пределами взвешивания: шкально-гирные — 500 кг, 1.
2 и 3 т; шкальные — 50, 100, 200, 500 кг, 1, -2 и 3 т; циферблатные
— 60, 100, 150, 300, 600 кг, 1, 2 и 3 т. Наименьший предел
взвешивания на всех товарных весах равен 1/20 наибольшего
предела взвешивания. В соответствии с ГОСТом 11219-71 товарные
весы изготовляют с соотношением плеч рычагов 1 : 100.
Товарные шкальные весы РП-1Ш13 отличаются от шкальногирных отсутствием гиредержателя и наличием двух шкал —
основной и дополнительной. Основная шкала нанесена на
поверхность коромысла, дополнительная — на линейку, жестко
соединенную с коромыслом. Обе шкалы имеют передвижные
встроенные гири, при перемещении которых происходит
уравновешивание груза. Максимальное значение основной шкалы
соответствует наибольшему пределу взвешивания весов, а
дополнительной — цене деления основной шкалы.
Платформенные шкальные весы РП-150РШ13 отличаются
малой высотой ввиду отсутствия колонки и расположения обеих
шкал на уровне рамы весов. Благодаря малым несу (26,5 кг) и
размерам они удобны для применения в небольших складах и
фасовочных цехах. Наименьший предел навешивания весов 10 кг.
Товарные циферблатные весы РП-500Ц13 позволяют
определить массу груза по шкале циферблата без каких-,п ибо
вычислений. Весы состоят из трех основных механизмов:
грузоприемного, промежуточного и циферблатного. Грузоприемный
механизм циферблатных весов не отлича-1'1'ся от аналогичного
механизма шкально-гирных весов.
Промежуточный механизм помещен в колонке весов и Состоит
из двух рычагов — нижнего и верхнего. Нижний рычаг, шарнирно
прикрепляемый к колонке весов, одно273
временно соединен тягами с большим подплатформенлым рычагом и
верхним рычагом промежуточного механизме Верхний рычаг,
опирающийся на стойку, имеет на кони правого плеча тарировочный
груз, левого — гиредержм тель. Кроме того, рычаг связан тягой с
арретиром, маслЛ ным успокоителем колебаний и механизмом
циферблатной указателя.
На колонке весов расположена рукоятка для наложи ния и
снятия гири при взвешивании. Одновременно с пери» мещением
накладных гирь в окне циферблатного указатИ ля появляется
цифровое обозначение, соответствующее массе наложенных гирь.
Некоторые модели циферблатных весов снабжены убИ
ройством для уравновешивания тары, встроенными печам носуммирующими
машинами
и
приборами
дистанционной
регистрации показаний. В печатно-суммирующей машин* на
специальной бумажной ленте печатается результат од ного
взвешивания, общий итог нескольких взвешиваний ■ дата.
Печатание осуществляется одновременно на оперц« ционной и
контрольной лентах, а также на расходном ящ приходном документе.
При наличии дистанционного регисв рирующего прибора масса
определяется не визуально, ■ на удалении от весового прибора по
отпечатанным на леи те показаниям одного отвеса или суммы
нескольких отвЛ сов.
Установка и эксплуатация механических весов. Все
измерительные приборы перед эксплуатацией должны быть
установлены на ровном прочном горизонтальном основании, не
прогибающемся под тяжестью весов при наибольшой нагрузке.
Горизонтальность положения весов определяют га отвесу или
жидкостному уровню.
Для установки настольных циферблатных весов пв уровню
сначала ввинчивают регулировочные ножки до упо ра, а затем,
постепенно вывинчивая, подгоняют пузырек воздуха в центр
контрольного кольца уровня. Вращают нож«
274
| попарно с противоположной от расположения пузырька || троны.
Например, при смещении пузырька в правую сгори ну уровня
вывинчивают левые ножки и наоборот. После (и першения
регулировки с помощью контргаек фиксируют рожки в устойчивом
положении,
У правильно установленных ненагруженных весов обе I грелки
должны находиться на одном делении шкалы циферблата.
Отклонение от положения равновесия можно ус-I ранить
изменением веса балласта (обрезки металла) в та-(щровочной
камере или вращением тарировочного груза (противовеса) по
винтовой нарезке в ту или другую сторону. Весы, равновесие
которых путем тарирования не достигается, подлежат изъятию из
эксплуатации. Подгонка г грелки к нулевому делению путем
вращения установочных ножек запрещается, так как в этом случае
искажаются мказания взвешивания.
После установки циферблатных весов регулируют части ту
колебаний стрелки путем вращения наружного ци-чпндра масляного
успокоителя. При вывинчивании частота колебаний стрелок
возрастает, при завинчивании — уменьшается. Если вкручивание
цилиндра до предела не повли-мо на колебания стрелок, следует
долить в него масло ; трансформаторное или швейное). Регулировка
успокоите-»я колебаний считается правильной, если при наложении
груза стрелки после двух-трех периодов колебаний останавливаются
на соответствующем делении.
Перед взвешиванием следует убедиться в том, что весы
установлены горизонтально, а равновесие восстанавливается
быстро. При наложении груза все затворные устройства (арретир,
изолир) должны быть в закрытом положении. Груз укладывают
осторожно, не допуская резких толчков и ударов, по возможности
ближе к центру грузопри-емной площадки, чтобы товар не
соприкасался с корпусом Весов и другими предметами.
После правильной укладки груза открывают затвор,
уравновешивают груз накладными гирями или перемеще275
нием гири по шкале (в зависимости от вида весов) и снима* ют
показания взвешивания. На циферблатных весах массу груза в
пределах шкалы определяют без применения гирь по показаниям
стрелки циферблата.
На грузоприемной платформе весов не разрешаете! нарезать
продукты, распаковывать или упаковывать груа Необходимо
соблюдать установленные для данных весоя пределы взвешивания.
При взвешивании товаров в таре оиц должна быть уравновешена
специальным устройством или равнозначным грузом. В процессе
взвешивания пользуются гирями из комплекта, прилагаемого к
весам.
После взвешивания закрывают затворы, а затем остсК рожно,
не допуская резких колебаний, снимают гири и груа Весы и гири
необходимо хранить в чистом состоянии, предохраняя их от грязи,
пыли и сырости. Особенно надо сле« дить за чистотой
грузоприемной площадки после взвешивания сыпучих или влажных
товаров. Детали весов нельзя чистить твердыми предметами
(ножами, напильниками) и смазывать каким бы то ни было маслом.
Весы электронные
Весы электронные настольные. Электронные настольные
весы предназначены для взвешивания товаров в процессе фасовки
или непосредственно перед отпуском их поя купателям. На
предприятиях розничной и оптовой торговли применяются
электронные весы отечественного и зарубежного производства.
Характеристика некоторых моделей приводится ниже.
Универсальные электронные весы ВНУ2/15 предназначены для
взвешивания различных товаров массой до 15 кг включительно.
Выпускаются они двух видов:
♦ с выводом на табло информации о массе груза;
♦ с выводом на табло дополнительной информации 0] цене
единицы груза и общей стоимости.
276
Принцип действия весов заключается в следующем: тен-■
ючувствительные
кварцевые
резонаторы
под
действием
измеряемого груза изменяют частоты собственных колебаний.
Разность этих частот преобразуется в последовательность
электрических
импульсов,
частота
которых
измеряется
электронным блоком. Результат измерения частоты, |пораженный в
единицах массы, выводится на индикатор.
Весы настольные электронные торговые ВР4900 включены в
Государственный реестр как отвечающие действующим в России
техническим требованиям и ГОСТам.
Имеют сертификат об утверждении типа. Предназначены для
определения массы и стоимости товара по его цене. Используются
для взвешивания и фасовки гастрономических, бакалейных,
кондитерских товаров, мяса, рыбы, овощей, фруктов и другой
продукции.
Весы имеют современный дизайн и обладают:
♦ цифровой индикацией массы, цены, стоимости продуктов и
всех проводимых измерений и вычислений;
♦ хорошим обзором взвешиваемого продукта;
♦ звуковой сигнализацией (нажатие клавиш сопровождается
приятным звучанием);
♦ способностью суммировать стоимость нескольких покупок;
♦ памятью цен за 1 кг продуктов и штучных товаров;
♦ автоматической установкой нуля при снятии груза;
♦ возможностью работы при температуре окружающе-|'о
воздуха от 10 до 40°С;
♦ возможностью работы при внешних вибрационных
иоздеиствиях (на прилавках со встроенной холодильной машиной);
♦ возможностью подключения весов к электронной кассовой
машине или регистрирующему устройству (вывод данных в
стандартном коде ИРПС);
♦ повышенной устойчивостью к транспортным перегрузкам.
Весы ВР принимают при транспортировке компактный
277
вид — стойка с верхней индикацией, опускается до грузо-приемной
площадки;
♦ функцией калькулятора, выполняя четыре арифмв*
тических действия.
В весах применены высоконадежный виброчастотный датчик и
радиоэлементы отечественного производства, от» личающиеся
простотой и устойчивостью в работе. Завод-изготовитель
обеспечивает гарантийное и послегарантий ное техническое
обслуживание.
Основными функциями весов настольных электроннгяу
ВР4149-03А являются:
♦ определение массы взвешиваемого товара;
♦ определение стоимости;
♦ вычисление общей суммы покупки и суммы сдачи;
♦ программирование цены взвешиваемых продуктов или
штучных товаров;
♦ компенсация веса тары. Весы
работают:
♦ при температуре от 10 до 40°С;
♦ от сети переменного тока 220 В через блок питания,
входящий в комплект поставки;
♦ от автомобильного аккумулятора 11—15 В;
♦ от встроенного аккумулятора 6—9 В или НКГЦ-0,5-11с — 6
шт.
Весы электронные торговые со встроенным принте' ром очень
удобны при фасовке товаров. Широкое распрм странение на
российском рынке получили весы электроНч ные торговые фирмы
САЗ. Весы типа ЬР используются нж предприятиях оптовой и
розничной торговли, общественч ного питания, пищевой и
мясоперерабатывающей промьшм ленности для взвешивания и
фасовки бакалейных, конди1 терских товаров, мяса, рыбы, овощей,
фруктов, полуфаб! рикатов.
Весы предназначены:
278
♦ для определения массы и стоимости товара;
♦ для печатания этикеток с информацией о товаре. Они
обеспечены простым и доступным программируюцим устройством для ввода информации: о товаре — наименование
и сведения (состав, наличие консервантов, способ приготовления и
др.), цена, срок хранения, вес тары, помер и код вида товара; о
магазине — наименование, адрес, дата и время продажи, номер
отдела.
Кроме того, имеется возможность установить необходимый
формат этикетки и вид шрифта. Используя 54 клавиши цен, можно
вызывать из памяти весов необходимую информацию и
контролировать движение товаров по группам и магазину в целом.
Данные можно получить как в конце рабочей смены, так и в
процессе продажи или фасовки товаров.
Весы фасовочные ВП-15Ф предназначены для взвешивания
товара при фасовке, расчета стоимости и формирования
соответствующего штрих-кода с последующей печатью результатов
на самоклеящихся этикетках и на ленте, изготовленной из
термобумаги. Фасовка товаров осуществляется с выводом
запрограммированных данных на этикетку. Наименование товара
отображается на алфавитно-цифровом дисплее. Быстрый вызов
характеристик товара осуществляется при помощи восьми клавиш.
Имеется возможность запоминания цен и основных характеристик
до 1)99 товаров. Наибольший предел взвешивания — 15 кг.
Скорость печати одной этикетки не более секунды. Масса — 10 кг.
Весы электронные напольные. Напольные весы применяются
на разных этапах процесса товародвижения —: транспортировки,
складирования и продажи при взвешивании сырья, полуфабрикатов,
готовой продукции, товаров. Используются на разгрузочных
площадках, складах, в кладовых предприятий оптовой и розничной
торговли, об279
щественного питания. Ниже приводится характеристика
отдельных моделей.
,.
Весы электронные напольные ВУ-3/150 предназначу» ны для
определения массы и стоимости груза с пределом взвешивания до
150 кг. Весы могут быть состыкованы с ком» пьютером с
возможностью ведения базы, данных автомата* зированного учета
приемки и отпуска товара, контрольно»1 кассовой машиной и
другими периферийными устройствами. Наименьший предел
взвешивания — 0,2 кг. Габариты платформы — 600x400x150 мм.
Высота стойки — 990 мм, Масса — 30 кг.
Платформенные тенго метрические весы типа ВПК состоят из
товароприемного устройства и весового терминала. Товароприемная
платформа установлена на четырех датчиках, воспринимающих
величину массы груза, поме»! щаемого на нее.
Принцип работы весов основан на преобразовании силы
тяжести взвешиваемого товара в аналоговый сигнал на выходе
силоизмерительных датчиков и последующей цифровой обработке
сигнала в микропроцессорном терминале а выдачей результата на
табло индикации и выходной разъем для связи с внешними
регистрирующими устройствами ПЯ стандартным интерфейсам.
Весовой терминал имеет следующие встроенные функции:
тарирование, установка нуля, дозирование компонентов смеси,
режимы
"брутто"
и
"нетто".
Управление
терминалом
осуществляется посредством 16-клавишной алфавитно-цифровой
клавиатуры. Терминал имеет вакуум-люминесцентные индикаторы,
а также дополнительный индикатор для отображения суммарной
массы и количества взвешиваний. Весы имеют выход на внешние
регистрирующие устройства (принтер и компьютер).
Отличительные особенности:
♦ предельно малая высота платформы, позволяющая не
встраивать весы в пол;
280
♦ повышенная коррозиестойкость и надежность конструкции
за, счет использования нержавеющей стали;
♦ высокая точность взвешивания, не уступающая аналогам
известных зарубежных фирм;
♦ наличие современного весового микропроцессорного
терминала с параллельным и последовательным интерфейсами для
вывода результатов на печать и ввода в персональный компьютер;
♦ малая масса весов, позволяющая с легкостью переставлять
их с места на место;
♦ отсутствие подвижных и изнашивающихся деталей и узлов.
Весы электронные напольные типа ЭЬ фирмы САЗ имеют
интерфейс для подключения компьютера. Основными функциями
весов являются:
♦ определение массы товара;
♦ определение количества деталей по их весу;
♦ взвешивание товара в заданных пределах;
♦
компенсация веса тары из диапазона взвешивания.
Питание весов осуществляется от батарейного источ
ника или от сети через адаптер.
Принцип действия весов заключается в выработке электрического импульса, пропорционального по мощности силе
гижести взвешиваемого товара. Эту функцию выполняет
|('изометрический датчик, от которого информация отражается на
дисплее в виде цифровых показаний.
Установка и эксплуатация электронных весов. Весы
эксплуатируются как в закрытом помещении, так и на улице при
максимальной температуре окружающего воздуха 1К1 более 40°С,
минимальной — до -5°С, при влажности поздуха до 90%.
Размещаются на ровной, устойчивой поверхности прилавка,
производственного стола, пола, обеспечивая покупателям обзор
платформы и дисплея (табло). По уровню, путем вращения
винтовых опор, достигается горизонтальность установки весов
(воздушный пузырек должен нахо281
диться в центре черного кольца). Перед включением весе
платформу освобождают от груза, проверяют соответств|
напряжения в сети рабочему напряжению весов. Затем вставляют
вилку сетевого шнура в розетку и по истечении ЬЩ 10 мин в
зависимости от модели весов начинают взвеши-вание.
3.2.6. Выбор типа весов и
определение потребности в них
Выбирать тип и модель весов следует в соответствии С
нормами технического оснащения магазинов. Потребность в весах
для магазинов, не соответствующих действующей номенклатуре
или резко отличающихся от нее по мощности, устанавливают
расчетным путем.
При определении потребности магазинов самообслуживания в
весовом оборудовании исходят из числа мест приемки и фасовки
товаров, взвешивания товаров самим покупателем. Магазины, в
которых
для
фасовки
товаров
не
предусмотрены
полуавтоматические
весы,
потребность
в'
нал-стольных
циферблатных весах определяется из расчета одни весы на каждого
фасовщика.
При выборе весов следует учитывать: тип предпрш тия,
площадь торгового зала, количество отделов и рабе чих мест,
объем товарооборота,, торговый ассортимент массу товаров,
подлежащих взвешиванию, их физически и структурные
особенности, интенсивность покупательски потоков, метод
продажи товаров. Необходимо учесть тая же характер
выполняемых ими функций — взвешиваю непосредственно при
отпуске товаров покупателям, подге товке товаров к продаже либо
приемке товаров.
Для взвешивания кондитерских изделий, молочнокис* лых
продуктов и др. применяют настольные циферблатные весы с
пределами взвешивания от 20 г до 2 кг, для взвеши-, вания мяса,
большинства бакалейных и некоторых гастро282
комических товаров целесообразно использовать настольные
циферблатные весы с наибольшим пределом взвешивания 10 кг. Для
отпуска овощей, фруктов, свежей рыбы (более удобными являются
весы циферблатные лотковые или настольные циферблатные со
специальным углубленным грузоприемным устройством.
Процесс взвешивания значительно ускоряется при использовании настольных оптических и электронных весов.
Наибольший эффект от применения этих весов достигается при
фасовке товаров и в отделах, обслуживаемых продавцом.
Использование этих весов на рабочих местах продавцов в торговых
залах магазинов без самообслуживания должного эффекта не дает.
В хозяйственных магазинах и магазинах строительных
материалов для взвешивания олифы, мела, гвоздей, клея и др.
нефасованных товаров используют настольные циферблатные весы
с пределом взвешивания до 10 кг, а в складских помещениях —
товарные циферблатные весы, позволяющие определять массу груза
без вычислений. В ювелирных магазинах или отделах применяют
весы лабораторные 1-го класса точности и наибольшим пределом
взвешивания 1 кг, а также аналитические весы с наибольшим пределом взвешивания 100 г.
От правильного выбора, установки и эксплуатации измерительного оборудования во многом зависят точность измерений,
достоверность информации о наличии товаров, правильность учета,
сохранность товаров и соблюдение правил торговли.
Определив необходимый тип весов, приступают к расчету
потребности в весах для конкретного магазина. Потребность в весах
для продажи товаров непосредственно продавцами на рабочем месте
адекватна числу рабочих мест. Модель весов подбирается таким
образом, чтобы и максимальный предел взвешивания был не менее
максимально возможного веса продаваемого товара. Потребность в
весах при фасовке товаров определяется по формуле:
283
г-9-.
Р
где 2 — потребное количество весов, шт.;
0 — количество фасуемого за смену товара, кг;
Р — производительность фасовки на заданной модели весов
(кг/ч), которая определяется по формуле:
.р = с.т±.
1
г где С — масса одной порции
фасуемого товара, кг; Т — время реальной работы весов в
смену, с;
1 — время одной операции по взвешиванию, с;
К — коэффициент использования рабочего времени фасовщика,
равен примерно 0,7.
Пример. Определить, сколько потребуется весов, чтобы
расфасовать 3 т сахара-песка по 1,5 кг, если фасовка 1 порции
занимает 30 с, а реальная работа весов в смену длится 7 ч.
Подставив приведенные данные в формулу, получим:
I ;|
ЗОООкгхЗОс
1,5кгх25200сх0,7
Следовательно, потребуется четверо весов.
Для определения фактической потребности весов к расчетной
потребности прибавляются контрольные весы в торговом зале и
резервные из расчета на каждые четверо по* требных весов — одни
резервные. В нашем примере факти«( ческая потребность весов
составит:
2, =2 +2 +2 =4 + 1 + 1 = 6 весов.
ф
р
к
рез
3.2.7. Поверка и клеймение весов
Госстандартом установлен следующий порядок поверки весов.
284
Поверку
осуществляют
госповерители
региональных
метрологических лабораторий Госстандарта РФ. Госповеритель —
специально подготовленный сотрудник, имеющий удостоверение на
право поверки и личное клеймо. Он несет полную ответственность,
за качество клейменных им весов в течение срока действия клейма.
Поверка весов проводится в три этапа с использованием
образцовых гирь, которые также подвергаются поверке и
клеймению ежегодно.
На п е р в о м э т а п е проводят поверку весов без нагрузки,
которая сводится к проверке правильности установки весов,
контроля над показаниями электронного табло, его реакции на
намеренное выведение весов из состояния равновесия.
На в т о р о м э т а п е используют образцовую гирю, равную
1/10 максимального предела взвешивания. Гирю устанавливают в
центре и по углам, при этом на табло должны высвечиваться цифры,
соответствующие массе гири. Так проверяют постоянство и
точность показаний весов. Чувствительность проверяют наложением
на платформу дополнительно гири-допуска, равной по массе
допустимой погрешности. При этом показания табло должны
изменяться на соответствующую величину.
Т р е т и й этап поверки заключается в определении точности
показаний весов при максимальной нагрузке. Гирю устанавливают
только в одном положении — в центре платформы, при этом
чувствительность с помощью гири-допуска не проверяют, так как
весы автоматически блокируются и реагируют на нагрузку,
превышающую максимальный предел взвешивания, аварийным
звуковым сигналом.
В процедуру поверки также входит контроль исправности
работы тарокомпенсатора. Для этого в память весов иводят
условную массу тары и определяют соответствие показаний табло
весу нетто товара.
При испытаниях с максимальной нагрузкой пользоваться
тарокомпенсатором не представляется возможным, так как
285
заложенный в память весов максимальный предел взвешивания
имеет абсолютное значение и включает совокупную массу товара
вместе с тарой.
Весы, соответствующие всем перечисленным требованиям
(точность, постоянство показаний, чувствительность, наглядность,
исправность работы тарокомпенсатора), клеймят личным клеймом
госповерителя. Клеймо может ставиться на пломбе, закрепленной на
болтах соединения платформенного основания и тензометрического
датчика, либо на листе бумаги, наклеенной на проем расположения
тех же болтов. Срок действия клейма — 1 год.
Правильность показаний шкалы циферблатных и шкальных
весов определяют при нагрузках, соответствующих четверти,
половине, трем четвертям и полному значению шкалы. При всех
указанных нагрузках показания шкалы должны совпадать со
значением нагрузки или отклоняться в пределах допустимой
погрешности.
Если весы отвечают всем требованиям поверки, их подвергают
клеймению. Клеймо ставят на коромысле, съемных чашках,
передвижной гире или на пломбе, укрепленной на корпусе
циферблатных весов. На клейме изображен герб России, год
клеймения, шифры лаборатории и госповерителя (рис. 3.19).
место расположения шифра
государственной
метрологической лаборатории I
условный шифр госповерителя
год клеймения
Рис. 3.19. Клеймо госповерителя
286
Ведомственный надзор над весоизмерительным оборудованием
организуют вышестоящие органы, учредители. Ответственность за
исправность и правильную эксплуатацию измерительных приборов
несут руководители торговых предприятий. Периодический надзор
за состоянием и эксплуатацией измерительных приборов могут
осуществлять: в системе потребительской кооперации комиссии кооперативного контроля, в муниципальной торговле — органы
местной власти и департамент потребительского рынка, г. частных
предприятиях — учредители и Госторгинспек-ция; во всех торговых
предприятиях — органы Министерства Российской Федерации по
налогам и сборам.
3.3. Машины дня резки, распила и
измельчения продуктов
Классификация машин. В торгово-технологическом процессе
магазина,
торгующего
продовольственными
товарами,
'значительную долю занимают операции, связанные с нарезкой,
разрубом, разделкой и измельчением мяса, рыбы, масла, колбасных
и других гастрономических товаров. Выполняются эти операции в
помещениях для подготовки товаров к продаже или
непосредственно в торговом зале.
Поскольку перечисленные операции являются трудоемкими и
малопроизводительными, то для их выполнения используют
различные режущие машины. Это позволяет не только
механизировать трудоемкие операции, но и существенно повысить
качество обработки товаров, снизить потери продуктов при
подготовке их к продаже.
Используемые в магазинах режущие машины принято
классифицировать по следующим наиболее важным признакам:
назначению, периодичности действия, источнику используемой
энергии, степени механизации и автоматизации процессов
технологической обработки.
287
В зависимости от назначения в торгово-технологичес-ком
процессе различают следующие две группы режущих машин: для
разделки и нарезки пищевых продуктов на куски; для измельчения
продуктов (приготовления фарша, овощных полуфабрикатов).
По принципу периодичности действия режущие машины
подразделяются на машины непрерывного и периоди-ческого
(циклического) действия.
По виду источника энергии различают режущие машины с
электрическим приводом и ручного действия.
По степени механизации и автоматизации процессе*
технологической обработки
продуктов
режущие
машины
подразделяют на полуавтоматические и автоматические.
Машины для нарезки продуктов. В эту группу входят
машины для нарезки гастрономических товаров; для разделки
монолита масла; для резки замороженных продуктов; для сортового
разруба мяса. Ниже даны краткие хаш рактеристики некоторых
моделей машин отечественного щ| зарубежного производства. Все
они питаются от сети переменного тока напряжением 220/380 В.
Машина МРГ-300А предназначена для нарезания колбасы, сыра
и других гастрономических товаров на ломтики.
К алюминиевому корпусу машины крепятся электродвигатель,
передаточный
механизм,
регулятор
толщины
нареза,
автоматический выключатель. Корпус имеет четыре резиновые
опоры. Заточное устройство находится на задней стенке корпуса.
Машина снабжена лотками и опорным столиком. Резательный
механизм представлен дисковым-ножом- С помощью регулятора
можно изменять тол| щину отрезаемых ломтиков до 12 мм под углом
от 90 до 30" к оси товара. Предельные размеры нарезаемого
продукта составляют 150x150 мм.
Производительность машины — 45 резов в минуту, габариты
— 670x460x570 мм (с лотком), масса — 50 кг. Она может быть
установлена как на рабочем месте продавца, так и в помещении для
подготовки товаров к продаже.
288
Машина МРГУ-370 нарезает колбасу, ветчину, сыр, окорок и
другие гастрономические товары под углом до 45" на ломтики
толщиной до 6 мм с последующей укладкой их в стопку.
Состоит машина из корпуса, дискового ножа, каретки с
механизмом шаговой подачи продукта и зажимным устройством,
регулятора шага, съемника, укладчика ломтей, приемного стояка,
приводного механизма, заточного устройства, приспособления для
нарезки остатков, автоматического выключателя и тумблера.
Производительность машины 45 резов в минуту. Предельные
размеры сечения нарезаемых продуктов 160x200 мм. Исполнение —
настольное. Габаритные размеры — 890x760x640 мм. Масса
машины — 115 кг. Эта машина может быть использована как в
магазинах, так и в предприятиях общественного питания.
Машина РММ предназначена для разрезания монолитов
сливочного масла массой от 20 до 25,4 кг на бруски и кубики при
температуре продукта 5°С.
Состоит она из плиты, редуктора, лотка, направляющей рамки
со струнами, натяжного устройства, поворотного кронштейна,
ползуна, пульта управления и привода (электродвигателя). На ней в
течение часа можно нарезать до 375 кг масла в монолитах.
Габариты машины — 830x510x700 мм, масса — 120 кг,
исполнение — настольное.
Машина МРЗП используется для нарезания замороженных
бескостных блоков мяса, рыбного филе и субпродуктов на рабочем
месте продавца или в помещениях для подготовки товаров к
продаже.
Машина состоит из корпуса, резательного механизма с
колонной и ползуном с закрепленным на нем ножом и привода.
Оборудована предохранительным щитком, укрепленным на
колонне.
При нарезке блоки продуктов должны иметь темпера-гуру от -8
до -10°С. .
289
Производительность — 10 резов в минуту^Габариты 1050x1100x1440 мм, масса — 335 кг, исполнение — напольное.
Машина для нарезки и распила мяса. Машина МРС1
используется в крупных продовольственных магазинах для нарезки
мяса с костями и птицы на куски.
Основными узлами и деталями машины являются: кор-пус,
стол, колонка, режущий инструмент, каретка с зажимным
устройством, электропривод.
Режущий механизм выполнен в виде стальной ленты, рабочая
кромка имеет два участка — гладкое лезвие ножа для резки мяса и
пилу для резки костей.
Конструкция машины предусматривает закрепленщ двух
параллельно работающих инструментов, позволяющих нарезать
мясо на ломти.
Производительность машины (при длине реза до 300 мм)
составляет 5—6 резов в минуту. Максимальные размер обрабатываемого продукта 500x500x250 мм. Исполнение машины —
напольное.
Слайсер — это зарубежное название машины' для нЛ резки
гастрономических продуктов (колбасы, сыра, ветчины и др.) на
ломтики.
Такую
машину
сокращенно
можно
назвать
ветчиноколбасорезкой. Нарезка продуктов осуществляется на
предприятиях торговли для дальнейшей расфасовки небольшими
порциями в вакуумную упаковку. На предприятиях питания
нарезанные ломтики используют для приготовления бутербродов и
холодных блюд.
Наибольшее распространение на российском рынке получили
слайсеры итальянских фирм ТОРА2, 81ЕМАЫ и отечественной
фирмы КВАРЦ.
Слайсеры фирмы ТОРАЕ выпускаются пяти модификаций. Все
они изготовлены из сплава анодированного алюминия, благодаря
чему легко удаляются остатки продуктов и обеспечивается
соблюдение санитарных правил. Регулировка толщины ломтиков
(до 15 мм) осуществляется с помощью чувствительной ручки.
Машина снабжена механизмом для
290
аточки дискового ножа. Механизм резки адаптирован на
ередвижной тележке с плавным равномерным ходом, что озволяет
нарезать как жесткие продукты (колбасы, вет-ины), так и мягкие
(сыры, рыба, мясо).
Ленточная пила ПМ-ФПЛ-351А предназначена для рас-1иловки
четвертин и отрубов, порционной разделки мяс-1ых и мясокостных
полуфабрикатов на куски различной , массы и размеров.
Корпус пилы —'• литой из алюминиевого сплава; крышки, стол,
шкивы и другие детали выполнены из нержавеющей стали. Сверху
полотна пилы располагается рукоятка устройства натяжения, что
позволяет оперативно корректировать степень натяжения полотна.
Расположенные в ее корпусе щетки постоянно очищают
поверхности шкивов и полотна пилы от жира, что исключает
проскальзывание полотна на шкивах.
При открывании корпуса пилы в процессе профилактического
осмотра или сантехнической обработки включается автоматическая
блокировка электродвигателя, не позволяющая осуществить
несанкционированное включение пильного полотна.
Рабочий стол можно поднимать, что облегчает сантехническую
обработку зоны, расположенной под рабочим столом.
Отдельно поставляются лезвия полотен любых размеров,
изготовленных из высококачественной шведской стали сквозной
закалки. По желанию заказчика фирма может изготовить и
поставить
необходимое
оборудование
для
организации
современного участка разделки и жиловки полу-туш и отрубов.
Ленточная пила марки КТ-750 финского производства
предназначена для распиловки на куски свежего и заморо- . женного
мяса, костей и рыбы. Пила имеет прочную конструкцию. Корпус,
стойки и шины стола выполнены из стали, остальные части и детали
— из других нержавеющих материалов. Верхнее колесо полотна
натягивается пружиной,
291
отсюда всегда одинаковое натяжение полотна. Пила бесшумна при
работе. Безопасность работы обеспечивается конструктивными
особенностями пилы.
При открытой крышке двигатель не включается. При
ч
работающем двигателе крышка не открывается. Имеется защита от
перегрева — тепловое реле и защита от низкого напряжения.
Полотно пилы останавливается в течение 5 а с момента отключения
подачи тока, и после исправления неполадок в сети электропитания
пила самостоятельно а работу не включается. Перемещающийся
стол возвращается в свое исходное положение или его можно просто
закрепить в определенном положении.
Техническая характеристика электропил приведена а табл. 3.4.
Таблица ЗА
Техническая характеристика электропил
Электродвигатель, кВт
Скорость полотна пилы, м/с
Размеры полотна пилы, мм
Высота реза, мм
Ширина реза, мм
Размеры стола, мм
Габариты, мм
Масса, кг
КТ-750
3,0
17
4260x20
610
650—730
1300x950
1790x1730x2130
420
ПМ-ФПЛ-351А
1,5
—
2640x20
320
290
750x650
830x750x1700
95
На рис. 3.20 показаны машины для нарезки и распила
продуктов.
Ш
Машины для измельчения продуктов. Для приготовления
мясного и рыбного фарша в магазинах применяются мясорубки.
Ниже приводятся краткие характеристики основных моделей
мясорубок, выпускаемых отечественной промышленностью. Все
они работают от сети переменного тока напряжением 220/380 В.
292
*
Рис. 3.20. Машины для нарезки и распила продуктов:
1 — слайсер; 2 — ленточная пила ПМ-ФПЛ-351А;
3 — ленточная пила КТ-750
, ,
293
Мясорубка МИМ-82 (764) включает собственно мясо рубку,
редуктор и электродвигатель.
Собственно мясорубка состоит из корпуса, шнека, за4
грузочнои тарелки, зажимной гайки, двусторонних ножей и набора
решеток.
Шнек является транспортирующим устройством, с по| мощью
которого мясо перемещается внутри рабочей каме| ры мясорубки.
Шаг витков шнека постепенно уменьшается в сторону ножевых
решеток. Степень измельчения продук~1 та регулируется путем
установки соответствующих ножей и решеток.
Мясорубка крепится к крышке стола четырьмя шпиль-| ками.
Габариты мясорубки — 840x310x420 мм, масса 72 кг,
производительность '— 180 кг фарша в час.
Мясорубка МИМ-105 также имеет электрический привод.
Состоит из собственно мясорубки, редуктора, клино-| ременной
передачи, корпуса. Основными составными частя-] ми собственно
мясорубки являются: чугунный корпус, шнек,| загрузочная чаша,
набор ножей и решеток.
Мясорубка монтируется при помощи трех болтов на
фундаменте или непосредственно на полу.
Габариты мясорубки МИМ-105 — 700x35x900 мм, масса — 150
кг, производительность — до 500 кг фарша в час.
Мясорубка МИМ-105м (632/м) также напольная модель. Ее
основные узлы: собственно мясорубка, редуктор,| привод,
клиноременная передача и станина, на которой смонтирован
редуктор с мясорубкой.
Собственно мясорубка состоит из чугунного корпуса, шнека,
загрузочной тарелки, толкача, нажимной гайки, набора ножей и
решеток.
В цилиндрической полости корпуса, являющейся рабочей
камерой мясорубки, вращается шнек. Степень измельчения продукта
регулируется путем установки решеток с различными отверстиями и
соответствующих ножей.
294
Габариты —- 850x450x1000 мм, масса
Современные
юдительность
— 400 кг фарша в час.
— 210 кг, произ-
3.4. Маркировочное и этикетировочное
оборудование
^иорсш^и,^.. технологии торговли включают системы
автоматизированного учета товаров. Важным составляющим
элементом системы, способствующим организации контроля за
товарными потоками в опте и в рознице, является оборудование для
маркировки товаров (рис. 3.21).
Цель маркировки товара — снабдить необходимой информацией как покупателя (дата изготовления, цена, способ
приготовления, сведения о продукте и др.), так и продавца (код
товара, артикул и др.).
Существуют две группы маркираторов — м е х а н и ч е с к и е
и э л е к т р о н н ы е . К первой относятся этикет-пистолеты с
ручным механизмом (или маркираторы) и аппликаторы готовых
этикеток (диспенсеры), ко второй — этикет-пистолеты для печати
штрих-кода (ручные принтеры), портативные стационарные
принтеры и весы со встроенным принтером.
Выбор торговым предприятием того или иного маркирующего
устройства зависит от поставленных перед магазином задач.
Этикет-пистолеты с ручным механизмом (маркираторы) работают
по принципу наборного штампа: набираются нужные символы, и при
нажатии рукоятки выходит этикетка, которая наклеивается на товар.
В ней указывает-цена, наименование магазина и товара, срок
реализася
одно- и двухстрочции.
Маркираторы делятся на два класса:
---- .,.,„.,,„„
та
птппкр Г)Т 7 ДО 1
ные. с числом знаков в строке от 7 до 10.
^^ ________ р одно- или двухстрочного этикет-писто
висит от того, что будет наноситься на этикетку
295
Рис. 3.21. Оборудование для маркировки и этикетирования
товаров: ' 1 — этикет-пистолеты с ручным механизмом
(маркира-торы); 2 — аппликаторы готовых этикеток; 3 —
этикет-пистолеты для печати штрих-кода (ручные принтеры);
4 — портативный принтер; 5 — автоматическая этикетировочная машина
296
;>то цена или дата (в этом случае используется первый вариант),
либо более обширная информация (например, дата, под или вес в
верхней строке и цена — в нижней).
При выборе того или иного этикет-пистолета с руч
ным механизмом рекомендуется ориентироваться на четы
ре критерия: прочность, удобство заправки, количество
информации, на одной этикетке, предлагаемые расходные
материалы.
.\
На российском рынке представлено достаточно много
производителей этого типа оборудования. Лидеры рынка по уровню
продаж — фирмы Мопагсп Магкт§ ЗузЪетз (США), Ме1о
(Германия) и НаПо (Япония).
Работают все этикет-пистолеты по одному принципу. Отличие
заключается только в удобстве заправки ленты. Пистолеты Мопагсп
и НаПо наиболее удобны в пользовании, так как этикетка
наклеивается на любую поверхность: картон, бумагу, стекло,
пластик.
Аппликаторы готовых этикеток (диспенсеры) предназначены
для нанесения уже готовых самоклеящихся этикеток, так как в них
отсутствует устройство печати. При помощи аппликатора можно
наклеивать любые готовые этикетки, за исключением тех, ширина
которых превышает размеры, заданные в диспенсере (не больше 60
мм).
Такие аппликаторы применяют обычно на складах или в
крупных , магазинах, когда необходимо напечатать большое
количество одинаковых этикеток.
Необходимое число этикеток может быть напечатано на
стационарном принтере. Готовый рулон вставляется в аппликатор, и
этикетки расклеиваются на продукцию.
Пистолеты-аппликаторы готовых самоклеящихся этикеток
делятся на две группы: простые (с непрерывной протяжкой
материала) и со встроенной сенсорной механикой, которая
принудительно останавливает протяжку ленты при окончании
наклеивания этикетки.
Этикетировщик 210 фирмы Шйе'Й (Англия) — современная
модель универсального промышленного апплика297
тора с микропроцессорным управлением. Встроенный шаговый
двигатель обеспечивает скорость нанесения этикеток до 30 м/мин.
Оперативная память, позволяющая хранить набор параметров для
нанесения 10 видов этикеток, дос1 тупна благодаря простой панели
управления, которая моч>, жет располагаться на расстоянии до трех
метров от аппликатора.
Аппликаторы могут оснащаться поршневым, воздушноимпульсным способами переноса этикеток по окружности, что
позволяет наносить этикетки на поверхности любой формы.
Возможно применение оригинальных этикеток, включая и
голографические.
Применение аппликаторов экономически целесообразно при
маркировке больших партий товара одного или не! скольких
наименований и артикулов. При поступлении тси варов мелкими
партиями разнообразных артикулов много времени уходит на
перезарядку рулонов.
Этикет-пистолеты для печати штрих-кода, или ■ручные
принтеры, предназначены для нанесения штрих-кода, текстовой и
цифровой информации посредством термопеЛ чати. Пистолет
снабжен аккумулятором, ресурс работы ко! торого без подзарядки —
в среднем 8 часов.
Такие пистолеты используют в супермаркетах и крупных
магазинах, которым необходимо наносить штрих-код, поскольку
часто приходится домаркировывать товар при его поступлении на
склад магазина. Использовать в этом случае ручные маркираторы
нельзя, так как они не печа-1 тают штрих-кода.
Один из основных производителей таких пистолетов ^
компания МопагсЬ Магкт§ 8уз1;ет5.
Существует три вида этикет-пистолетов, которые различаются
способами введения информации. Они могут вводить информацию:
♦ вручную через встроенную клавиатуру;
♦ с помощью встроенного сканера, который позволяет
считывать штрих-код с образца;
,.-'щ
298
♦ путем получения информации из базы данных. Эта модель
может работать через компьютер.
Портативные принтеры подразделяются на две группы: термои термотрансферные принтеры. Такие принтеры работают от
аккумулятора, сети переменного тока или от бортовой сети. Могут
работать с терминалами сбора дан-пых и использоваться как
стационарные принтеры, функционирующие под управлением
компьютера. На экране формируется этикетка, затем она выводится
на печать. Формат па принтерах варьирует до 60 мм в ширину и до
100 мм в пысоту.
Расходный материал у термопринтеров, помимо этикет-ленты,
— термоголовка. В среднем ее ресурс составляет примерно 33 км.
Этим видом оборудования пользуются небольшие магазины и
склады. Крупные же предприятия торговли применяют
высокоскоростные термотрансферные принтеры.
Самая известная на рынке подобного оборудования компания
ЕИгоп (США), большую долю рынка занимают компании Тес,
Бататах, 2еЬга, С.1ТСЖ (Тайвань).
Компания \\Ше11 выпускает маркировочные и этикетировочные аппараты для защиты товаров от подделок,
каплеструйные принтеры для крупных и мелких надписей,
принтеры-аппликаторы, лазерные кодировщики, термотрансферные
'принтеры, принтеры для печати на пленочных материалах.
Каплеструйные принтеры серии 400 осуществляют печать
бесконтактным способом на любых поверхностях (бумага, металл,
стекло, различные виды пластмасс и т. д.) с большой точностью й
высоким качеством. Они имеют ряд преимуществ: компактность
конструкции, высокая экономичность (можно получить 120 млн
символов с одного литра чернил), удобный русифицированный
интерфейс, печать до четырех строк текста одновременно, широкий
выбор шрифтов, возможность печати логотипов (фирменных зна299
ков) и штриховых кодов. Выбрав специфические чернила из
огромного (более 100 видов) ассортимента, можно:
♦ защитить продукцию от подделок, например используя
чернила, которые видны только в ультрафиолетовом свете;
♦ получить особо контрастную маркировку на плохо
подверженной ей поверхности, применив пигментированные
чернила;
♦ использовать термохромные (изменяющие окраску при
нагревании) чернила для определения продукции, прошедшей
термообработку;
♦ наносить очень мелкую маркировку, используя микрокодерные аппараты серии 400 Мл и соответствующие чернила.
Представляют интерес более сложные по конструкции
автоматические высокопроизводительные машины для этп4
кетирования потребительской тары. Они различаются:
по способу нанесения этикетки:
♦ с нанесением клея на этикетку (несамоклеящиеся);
♦ с самоклеящимися этикетками; по виду
тары:
♦ специализированные, для тары одной формы;
♦ универсальные, для нескольких или любых видов
тары.
Автоматическая этикетировочная машина предназначена для
наклеивания бумажных этикеток на стеклянные и пла| стиковые
бутылки и разнообразные банки. Машина наклей! вает одну
фронтальную или круговую этикетку на цилиндрическую
поверхность путем нанесения тонкого слоя клея на саму этикетку.
Машина имеет 6 скоростей (2 электриче-; ских переключения и 3
механических),
что
позволяет
подбирать
необходимую
производительность. Она встраиваете ся в любую действующую
линию и является полностью ав| тономной, так как имеет
собственный привод конвейера, Также может использоваться
отдельно от линии. Возможно "левое" и "правое" исполнение в
зависимости от направления движения бутылок.
300
Машина работает от сети трехфазного тока напряжением 380 В
частотой 50 Гц. Потребляемая мощность 1,1 кВт. Габариты ее
1000x1100x2500 мм, масса 650 кг. Размеры этикеток 30—180x60—
320 мм.
Еще один способ маркировки — внутримагазинная маркировка
весового товара. Она осуществляется на весах со встроенным
принтером. Подробнее о них см. в разделе "Весы электронные".
В настоящее время на рынке идет конкурентная борь-5а между
штриховым кодированием и механической маркировкой. Поначалу
специалисты полагали, что штрих-кодирование вытесняет
полуавтоматическую маркировку, но практика показала: эти два
способа остаются востребованными и используются параллельно.
Даже наблюдается тенденция отхода от штрих-кодирования как
более дорогостоящего способа маркировки. Стоимость такой
аппаратуры и расходных материалов очень высока и не каждое
предприятие может себе позволить такие расходы.
Штрих-код содержит информацию о стране-изготовителе,
номере предприятия и все о товаре, а магазину нужен, в основном,
номер товара, который заносится в контрольно-кассовую машину и
потом идентифицируется. Пять-1 несть разрядов вполне
размещаются на этикет-пистолете и опытный кассир потратит
меньше времени на считывание простой этикетки, чем штрих-кода.
Последний зачастую не считывается, может оказаться в
труднодоступном для сканера месте. Этикетка маркиратора яркая,
заметная, с удобным для считывания крупным шрифтом.
В дальнейшем, по мере укрупнения и финансовой стабилизации
торговых предприятий ситуация может измениться.
3.5. Торговая мебель
Внедрение новейших методов выкладки и продажи предъявляет
к торговой мебели новые требования. Она должна соответствовать
современным представлениям дизай301
на, технологии и производственной эстетики, способство вать
привлечению покупателей, увеличению товарооборо» та и
повышению культуры торгового обслуживания. .
Оснащение магазина правильно подобранной торговой мебелью
позволяет
более
рационально
организовать
тори
говотехнологический процесс, эффективно использовать торговые
площади,
повысить
пропускную
способность,
обеспечить
необходимое архитектурно-художественное оформление интерьера
торгового зала.
Производство торговой мебели постоянно расширяется, при
этом учитываются такие направления ее совеиИ шенствования, как:
♦ универсальность;
♦ унификация узлов и деталей;
♦ увеличение емкости;
♦ расширение номенклатуры приспособлений для вы-! кладки
товаров (наборы аксессуаров для выкладки и рекла-Я мы);
♦ применение недорогих пластиковых и других облег-*! ченных
материалов;
♦ производство быстросборного торгово-выставочного
оборудования из стекла и зеркал;
♦ проектирование торгового оборудования нового по-1 коления;
♦ производство торгового и выставочного оборудова-1 ния из
ламинированных ДВП в сочетании с металлическим профилем;
♦ композиционное построение мнрговариантного тор«Я гового
и выставочного оборудования на основе замковызщ трубчатых
систем типа Локег, Ипо и М1з1ег.
Большие резервы в рационализации использования тор-я говой
мебели заключаются в унификации каркасных и ком-* позиционных
конструкций различных ее типов с целью до-Л стижения
возможности взаимозаменяемости узлов и дета-1 лей торговой
мебели одного типа узлами и'деталями другоя го. Решение этой
проблемы позволяет разрабатывать сис-я
302
тему кооперирования между различными производителями торговой
мебели и дает существенный экономический эффект.
3.5.1. Классификация торговой мебели и
требования, предъявляемые к ней
Торговую мебель принято классифицировать по следующим
признакам:
♦ по функциональному назначению — для хранения (стеллаж'и,
поддоны, подтоварники), подготовки товаров к продаже (столы для
фасовки, упаковки, оценки качества, раскроя и бракеража), их
показа, выкладки и продажи (горки, витрины, прилавки),
транспортировки, хранения и продажи (контейнеры), расчетов с
покупателями (кассовые ка-Гданы), дополнительного обслуживания
(примерочные кабины, зеркала, столы для упаковки);
♦ по месту использования — для торговых залов магазинов,
помещений для приемки, кратковременного храпения, подготовки
товаров к продаже;
♦ по способу установки — пристенная, островная,
привитринная, настенная и встроенная. Наиболее распространена
пристенная, островная и привитринная торговая мебель, которая
подразделяется на передвижную и стационарную.
В зависимости от к о н с т р у к ц и и торговую мебель
подразделяют:
♦ по принципу устройства — полочная, каркасная, трубчатая;
♦ по комплектности — детали, элементы, приспособления,
композиции горок (это группы различных по назначению, но
унифицированных
горок
с
одинаковым
архитектурнохудожественным оформлением);
♦ по способу сборки — неразборная, сборно-разборная и
складная. Неразборная мебель монтируется с помо303
щью сварки, шурупов и винтов, клея; сборно-разборная -М
крючками, скобами, болтами, винтами; складная — с помощью
шарнирных соединений различных типов. Сборно-разборное
оборудование состоит из отдельных унифицированных деталей, из
которых могут комплектоваться готовы! единичные изделия или
сблокированные в линию секции; 1
♦ по материалу изготовления — пластиковая, из стек
ла и зеркал, металлическая, деревянная, комбинированная
с применением металла, дерева, ДСП, стекла и пластмасс
в различных сочетаниях.
Применительно к ф о р м а м и с п о с о б а м про* дажи
т о в а р о в торговую мебель классифицируют:
♦ по товарному профилю — специализированная торговая
мебель (для определенных товарных групп) и универсальная (для
различных групп товаров);
♦ по организации торгового обслуживания — для продажи
товаров с индивидуальным обслуживанием покупателей (прилавки,
секции, шкафы закрытого типа с доступом только со стороны
продавца); для продажи товаров мето4 дом самообслуживания
(открытые, доступные покупателю, витрины, прилавки, стойки,
вешала); для продажи крупногабаритных непродовольственных
товаров по образцам А доставкой на дом (подиумы, стеллажи); для
продажи продовольственных товаров по предварительным заказам
по«1 купателей (демонстрационные витрины).
В зависимости от х а р а к т е р а т о р г о в о - т е х н о < 1
логического процесса продажи товаров
торговую мебель классифицируют:
♦ по содержанию торгово-технологического процес-са —
мебель технологическая, выставочная, аксессуарная;
♦ по прогрессивности технологии доставки и продажи
товаров — с использованием тары-оборудования (контейнеры,
поддоны, контейнеры-вешала).
В зависимости от п о т р е б н о с т е й з а к а з ч и к а торговую
мебель подразделяют на типовую и эксклюзивную, изготовляемую
по индивидуальному заказу.
304
В зависимости от х а р а к т е р а
производства
торговую мебель классифицируют:
♦ по новизне — экспериментальная, традиционная;
♦ по серийности — малосерийная, серийная и массового
производства (крупносерийная).
Эксплуатационно-технические требования. При конструировании торговой мебели ведущими принципами являются
стандартизация и универсальность. Торговая мебель должна
разрабатываться с учетом последних достижений в организации
торговли, отвечать современным требованиям технической эстетики.
Ее детали должны отличаться взаимозаменяемостью, достаточной
прочностью (жесткость и устойчивость), простотой сборки,
технологичностью изготовления. Торговая мебель должна
обеспечивать оптимальное использование площади торгового зала
магазина, удобство пополнения запасов товаров, демонстрационную
наглядность и свободный доступ к товарам для покупателей.
Требованию оперативного пополнения запасов товаров
отвечает торговая мебель, укомплектованная съемными корзинами,
тележками-контейнерами, лотками, которые можно загружать
товарами в подсобных помещениях или доставлять в них товар
непосредственно от поставщика без ручной перекладки его из тары
на горки и другое оборудование в магазине.
При конструировании торговой мебели стремятся не только
максимально увеличить ее экспозиционную площадь, но и оснащают
некоторые ее виды встроенным люминесцентным освещением,
наклонными
кронштейнами,
зеркалами
и
другими
приспособлениями с целью обеспечения широкого показа товаров и
создания покупателям максимума удобств и комфортности при
отборе товаров.
Эргономические требования. Конструирование торговой
мебели ведется с учетом средних антропометрических данных
человека, которые в значительной степени определяют размеры
оборудования. Основные параметры торговой мебели (длина,
ширина, высота, расстояние между пол305
ками, корзинами, кассетами) должны соответствовать усредненным
антропометрическим данным человека, сводить к минимуму
утомляемость при работе обслуживающего персонала, обеспечивать
достаточную обозримость и свободный доступ к товарам.
Эстетические требования. Необходимо, чтобы форма,
пропорции и цвет торговой мебели соответствовали ее функциональному назначению и архитектурно-художественному
оформлению интерьера торгового зала. Торговая мебель должна
отвечать следующим эстетическим требованиям:
♦ отделка должна быть увязана с общим решением обустройства и технического оснащения торгового зала;
♦ цвет мебели и ее отдельных элементов должен гармонировать с интерьером магазина и подчеркивать особенности
выложенного товара;
♦ источники света необходимо располагать так, чтобы
выделить товар, обратить на него внимание покупателей; ■
♦ при конструировании торговой мебели следует учитывать
возможности применения современных технологических и
отделочных материалов;
♦ при монтаже торговой мебели в линию не должно возникать
зрительного впечатления провисания полок и дисгармонии в
дизайнерском решении.
Санитарно-гигиенические требования. Устройство торговой
мебели, а также материалы, используемые для ее изготовления, не
должны затруднять ее чистку в процессе эксплуатации и уборки
торговых помещений. В связи с этим торговая мебель должна иметь
качественную отделку с гладкой поверхностью без излишних
зазоров, выступов и уг! лублений.
Рабочие поверхности торговой мебели, соприкасающиеся с
продуктами, должны изготовляться из материалов, разрешенных к
применению в торговле продовольственными товарами.
Загрязнения с поверхностей торговой мебели удаляют только
путем сухой уборки. Поверхности, покрытые пластиком, протирают
тампоном, пропитанным 5%-ным марган306
цовокислым раствором. Не допускается мыть торговую мебель
обильно смоченной неотжатой тряпкой. Влага, проникая в щели
между деталями и соединительной фурнитурой, приводит к
разбуханию деревянных (особенно из ДСП) и коррозии
металлических деталей.
3.5.2. Типизация, унификация и стандартизация
торговой мебели
Размеры отдельных конструкций торговой мебели должны
соответствовать параметрам помещений магазинов, что при
массовом производстве невозможно без типизации, унификации и
стандартизации.
В международной практике для этих целей введена система
модулей. Под модулем (М) понимают единицу измерения в виде
стандартной величины, равной 90 мм, и производных — 0,5 М (45
мм), 2 М (180 мм), 5 М (450 мм), 10 М (900 мм).
Современная торговая мебель отечественного и зарубежного
производства выпускается преимущественно длиной одной секции в
10 М. Однако производственные возможности многих фирм
позволяют изготавливать по индивидуальному заказу практически
неограниченный спектр изделий любых размеров и форм, так
называемые эксклюзивные изделия.
Одним из важнейших условий организации массового
производства торговой мебели является ее типизация, т. е.
устранение многообразия и отбор наиболее рациональных
конструкций. Типизация позволяет создать технически и
экономически обоснованный минимум наиболее совершен-, ных
наборов и комплектов торговой мебели, конкурентоспособных на
рынке торгового оборудования.
Типизация торговой мебели предоставляет возможность
введения системы заранее продуманного и экспериментально
проведенного размещения товаров, способов их выкладки и укладки,
позволяющих повышать производительность
307
труда работников магазинов и качество обслуживания по*
купателей.
Второе важное условие организации высокоэффективного
массового производства торговой мебели — ее унификация, т. е.
приведение к единообразию форм, конструкций и размеров деталей,
из которых собирают торговую мебель. Это позволяет
унифицировать
детали
(стойки,
кронштейны,
полки,
соединительную фурнитуру и др.).
В процессе унификации сокращается ненужное многообразие
деталей, имеющих одинаковое функциональное назначение.
Создается минимальный набор взаимозаменяемых деталей,
используемых для сборки торговой мебели различных типов на
основе межфирменной кооперации.
Унификация торговой мебели позволяет быстро и без.
дополнительных расходов из отдельных унифицированных
элементов собирать как отдельные секции, так и целые линии, что
приводит к экономии средств за счет сокращения числа опорных
стоек и других элементов, образующих каркас и композицию того
или иного фирменного комплекта. Унифицированная торговая
мебель позволяет изменять технологическую планировку магазина.
Уровень унификации торговой мебели оценивают при помощи
коэффициента унификации К по следующей формуле:
где <2г ■— число унифицированных деталей, входящи--в
комплект торговой мебели;
22 — общее число элементов, входящих в тот же комплект
торговой мебели.
Чем больше унифицированных деталей входит в комплект
торговой мебели, тем проще наладить ее массовое производство, а
также снизить расходы на производство щ эксплуатацию.
Наряду с типизацией и унификацией к непременным условиям
организации высокоэффективного массового произ308
водства торговой мебели относится ее стандартизация, т. е.
соответствие нормативным требованиям к размерам, материалам, качеству изготовления, правилам приемки и маркировки,
упаковки, транспортировки и хранения.
Обязательными к выполнению нормативно-техническими
документами при организации производства торговой мебели
предприятиями
различных
организационно-правовых
форм
являются стандарты и технические условия. Предпосылкой для их
разработки служат типизация и унификация торговой мебели.
Типизация, унификация и стандартизация в прризвод-стве
торговой мебели позволяют:
♦ выявить, проверить и отобрать наиболее рациональные
наборы мебели, оправдавшие себя с точки зрения рентабельности,
высокого качества обслуживания покупателей, производительности
труда торговых работников и конкурентоспособности на рынке'
торгового оборудования;
♦ каждый производитель в соответствии со своей нишей на
рынке торгового оборудования дополнительно может разработать
новые варианты торговой мебели с учетом внедрения прогрессивных
методов торговли и расширения товарного ассортимента;
♦ сократить общее число разновидностей комплектов торговой
мебели, устраняя излишнее их многообразие и одновременно
повышая конкурентоспособность;
♦ взаимозаменять отдельные детали и узлы торговой мебели,
упрощающие ее монтаж и эксплуатацию;
♦ налаживать массовое индустриальное производство торговой
мебели высокого качества й более низкой себестоимости с учетом
рыночной конъюнктуры.
3.5.3. Характеристика типов и моделей торговой
мебеаи
Подробная характеристика оборудования приводится
каталогах, альбомах, проспектах. Ниже представлен лишь
в
309
труда работников магазинов и качество обслуживания покупателей.
Второе важное условие организации высокоэффективного
массового производства торговой мебели — ее унификация, т. е.
приведение к единообразию форм, конструкций и размеров деталей,
из которых собирают торговую ме| бель. Это позволяет
унифицировать
детали
(стойки,
кронштейны,
полки,
соединительную фурнитуру и др.).
В процессе унификации сокращается ненужное многообразие
деталей, имеющих одинаковое функциональное назначение.
Создается минимальный набор взаимозаменяемых деталей,
используемых для сборки торговой мебели различных типов на
основе межфирменной кооперации.
Унификация торговой мебели позволяет быстро и без
дополнительных расходов из отдельных унифицированных
элементов собирать как отдельные секции, так и целые линии, что
приводит к экономии средств за счет сокращения числа опорных
стоек и других элементов, образующих каркас и композицию того
или иного фирменного комплекта. Унифицированная торговая
мебель позволяет изменять технологическую планировку магазина.
Уровень унификации торговой мебели оценивают при помощи
коэффициента унификации К по следующей формуле:
<2г
где <2г — число унифицированных деталей, входящих в
комплект торговой мебели;
б2 — общее число элементов, входящих в тот же комплект
торговой мебели.
Чем больше унифицированных деталей входит в комплект
торговой мебели, тем проще наладить ее массовое производство, а
также снизить расходы на производство и эксплуатацию.
Наряду с типизацией и унификацией к непременным условиям
организации высокоэффективного массового произ308
водства торговой мебели относится ее стандартизация, т. е.
соответствие нормативным требованиям к размерам, материалам, качеству изготовления, правилам приемки и маркировки,
упаковки, транспортировки и хранения.
Обязательными к выполнению нормативно-техническими
документами при организации производства торговой мебели
предприятиями
различных
организационно-правовых
форм
являются стандарты и технические условия. Предпосылкой для их
разработки служат типизация и унификация торговой мебели.
Типизация, унификация и стандартизация в производстве
торговой мебели позволяют:
♦ выявить, проверить и отобрать наиболее рациональные
наборы мебели, оправдавшие себя с точки зрения рентабельности,
высокого качества обслуживания покупателей, производительности
труда торговых работников и конкурентоспособности на рынке1
торгового оборудования;
♦ каждый производитель в соответствии со своей нишей на
рынке торгового оборудования дополнительно может разработать
новые варианты торговой мебели с учетом внедрения прогрессивных
методов торговли и расширения товарного ассортимента;
♦ сократить общее число разновидностей комплектов торговой
мебели, устраняя излишнее их многообразие и одновременно
повышая конкурентоспособность;
♦ взаимозаменять отдельные детали и узлы торговой мебели,
упрощающие ее монтаж и эксплуатацию;
♦ налаживать массовое индустриальное производство торговой
мебели высокого качества й более низкой себестоимости с учетом
рыночной конъюнктуры.
3.5.3. Характеристика типов и моделей торговой
мебели
Подробная характеристика оборудования приводится
каталогах, альбомах, проспектах. Ниже представлен лишь
в
309
;
краткий обзор пользующихся большим спросом на российском
рынке основных видов типовой торговой мебели.
В магазинах потребительской кооперации чаще всего
устанавливают мебель трех типов — ВИРУ-90, ТО-5 и ТМ-90. Вся
эта мебель сборно-разборная. За основу ее функциональных
размеров приняты требования ГОСТов и евростан-дартов.
ВИРУ-90 предназначена для оснащения торговых залов
крупных универмагов, торговых центров, универсамов и других
типов
магазинов,
торгующих
промышленными
и
продовольственными товарами.
Универсальная торговая мебель ВИРУ-90 включает широкую
номенклатуру горок различной высоты с разнообразными
элементами информации и рекламы. Все изделия торговой мебели
сборно-разборные. Горки торговой мебели ВИРУ-90 изготовляют в
пристенном, островном и привит-ринном вариантах. Включение в
состав линий угловых горок дает возможность поворачивать их под
любым углом и без разрывов.
Несущей конструкцией горок являются металлические
перфорированные стойки, к которым крепится задняя стенка и
подвешиваются при помощи кронштейнов полки, кассеты и другие
унифицированные приспособления для выкладки товаров.
Перфорация стоек позволяет регулировать высоту полок шагом 50
мм. Каждый блок горок заканчивается торцевыми щитами.
Высота привитринных горок ■— 1200 мм, островных — 1400,
1600, 1800, 2200 мм, пристенных — 2200 мм.
Максимальная нагрузка на полку 250 кг/м2.
К корпусным изделиям относятся подиумы, короба, стсН лы,
различные угловые прилавки, витрины, стенды, банкетки.
Торговая мебель ВИРУ-90 выпускается в нескольких вариантах
отделки
с
использованием
разнообразных
материалов.
Металлические детали (стойки, ножки, кронштейны, опоры,
консоли, ценникодержатели, стеклодержате310
ли) отделывают эмалью светлых тонов, проволочные изделия имеют
гальваническое или пластмассовое покрытие.
Детали и элементы торговой мебели и информационной
рекламы из древесины могут иметь несколько вариантов покрытий:
ламинированная пленка; краска различных цветов; синтетический
шпон; шпон твердых лиственных пород; бумажно-слоистый пластик.
Цветовое многообразие покрытий создает возможности для
оформления комплексов, микрокомплексов и различных товарных
групп. С помощью цвета можно выделить специальные рекламные
предложения товаров, зоны индивидуального обслуживания,
салоны, магазин в магазине, акцентировать внимание покупателей
на отдельных товарах.
Поэтому мебель ВИРУ-90 особенно подходит для магазинов
самообслуживания и залов товарных образцов оптовых баз.
Торговая мебель ТО-5 и ТМ-90 также универсальная и
предназначена для магазинов любых типов, но на практике первая
используется преимущественно в магазинах непродовольственных
товаров, вторая — продовольственных.
Несущие конструкции горок торговой мебели ТО-5 и ТМ-90 —
металлические перфорированные стойки, к которым крепятся
межстоечные щиты и при помощи кронштейнов и держателей
навешиваются полки, полки-кассеты и другие приспособления для
выкладки товаров. Перфорация стоек позволяет регулировать
высоту и количество полок.
Перфорация стоек однорядная, шаг отверстий 70 мм. Высота
привитринных горок — 1200 мм, островных — 1600 (модель ТО-5) и
1400 (модель ТМ-90), пристенных соответственно 2000 мм и 1600
мм. У мебели ТО-5 допустимая нагрузка 150 кг/м2, у ТМ-90 — 100
кг/м2.
Современный покупатель торгового оборудования стал более
требовательным и компетентным. Для его привлечения
производители торговой мебели создают новые ее серии с
улучшенными потребительскими свойствами.
311
312
Рис. 3.22. Универсальное торговое оборудование серий:
1 — "Маркиза"; 2 — "Плюс"; 3 — "ОПОРА"; 4 — "Ника5"; 5 — "Гермес"; 6 — "Экспорама"; 7 — "Вышковмодерн"; 8 — "Барбара".
Так, в результате кропотливой работы созданы несколько
универсальных серий торговой мебели, которая по отдельным
показателям (площадь выкладки, обзорность и др.) превосходит
некоторые зарубежные аналоги и имеет оптимальное соотношение
"цена/качество".
На рис. 3.22 показано отечественное и импортное торговое
оборудование, предлагаемое Всероссийским центром торгового и
специального оборудования "Роторгкомплект".
Универсальное торговое оборудование серии "Маркиза" имеет
каркас из окрашенного в различные цвета алюминиевого профиля,
полки и крышка прилавков из стекла,
313
пластика и ламинированной ДСП. Дверцы распашные или
раздвижные, на них могут быть установлены замки. Верхний фриз
из оргстекла с подсветкой и зеркалом.
Универсальное торговое оборудование серии "Плюс" включает
прямой или угловой, выполненный из ламинированного ДСП
прилавок и витрину из стекла. Каркас из 01И рашенного
алюминиевого профиля.
Торговое оборудование нового поколения серии "ОПОРА"
отличается многофункциональностью. Включает стеллажи и
витрины любых габаритов и комплектации. В отделке использованы
зеркала, тонированные стекла и галогенная подсветка.
Универсальное торговое оборудование серии "Ника-5'1 и
"Гермес" выпускается в любом цветовом оформлении.
Универсальное торговое оборудование серии "Экспо-; рама"
(Великобритания) имеет алюминиевые рамы — ано-] дированные,
полированные, хромированные, эмалевые. Панели разных цветов из
дерева, плетекса, пластика. Стекла с зеркальной отделкой,
усиленные, тонированные.
Универсальное торговое оборудование для универмагов и
универсамов серии "Вышков-модерн" (Польша) выполнено из
современных высокопрочных материалов, ударопрочного пластика.
Имеет замки для запирания стеклянных и деревянных дверей,
встроенную подсветку полок.
Многопрофильное торговое оборудование серии "Бар бара"
(Польша) имеет различные модификации.
На рис. 3.23 показаны образцы торговой мебели, пользу
ющиеся популярностью на рынке торгового оборудования.?,!
В комплекте торговой мебели "Декоративная" прилавки" и
витрины собираются из ДСП-панелей, ламинированных!; белым
пластиком и крашеного металлического профиля.
Комплект торговой мебели "Алла" включает рабочи прилавок,
остекленный прилавок и прилавок-витрину, также пристенные горки
с подсветкой. Изготавливается и ДСП, ламинированной белым и
"под дерево" пластиком.
314
Комплект тортовой мебели Г1Ш изготавливается из ДСП,
ламинированной белым пластиком, торцы панелей — черным.
Комплект торговой мебели КЕгТО также из ДСП, ламинированной пластиком, но цвета "светлая вишня".
Комплект торговой мебели "Любава" изготавливается из ДСП,
ламинированной белым пластиком (торцы панелей — черным).
Верхние панели и бортики для сумок сделаны из постформина под
светлый мрамор.
Торговая мебель для ювелирных магазинов серии "Карат"
поставляется в любой цветовой гамме и по индивидуальным
заказам. Витрины изготовлены из алюминиевого каркаса с
высокостойким пластиковым покрытием. Конструкция включает:
зеркальные фризы, галогенное освещение, зеркальные стенки
(задняя стенка обита бархатом), двери, замки, выдвижные ящики и
полки.
Кроме серийной торговой мебели, выпускается и широкий
ассортимент витрин, стеллажей и разнообразных аксессуаров для
демонстрации товаров (рис. 3.24).
Выставочные витрины серии "Паллада" изготавливают из
современных отечественных и импортных материалов. Конструкция
витрин предусматривает максимальный обзор экспонируемого
предмета. Число устанавливаемых полок определяется заказчиком. В
нижней части витрины имеются подиумы для установки цельных
или полуманекенов. Жесткая несущая конструкция из алюминиевых
сплавов окрашивается в разнообразные цвета порошковым методом
с горячей сушкой. Выпускается в двух вариантах установки —
пристенном и островном. Имеет общее освещение и местную
подсветку экспонатов. Возможна установка различных систем
сигнализации, так как двери и стекла оснащены замками.
Витрины стеклянные демонстрационные с подсветкой имеют
стационарное основание в форме трапеции, либо вращающийся
центр с основанием в форме шестигранника.
315
шт
,Л'
316
шт
Рис.
3.23.
Торговая
мебель:
1
—
"Декоративная"; 2 — "Алла"; 3 — БТШ; 4 — В.Е1-ГО; 5 —
"Любава"; 6 — "У/и1;еп"; 7 — серии "Карат" для ювелирных
магазинов; 8 — "Агпе§"; 9 — "ЫтЬа"; 10 — прилавки
торговые прямые и угловые с открытой и закрытой
столешницей
317
>"
1
318
Ш
Рис. 3.24. Оборудование для показа и выкладки товаров:
1 — экспозиционные витрины "Паллада"; 2 ~ остекленная демонстрационная витрина с подсветкой; 3 —
остекленные витрины серии "Протек"; 4 — многофункциональные стеллажи серии "Х1с§е"; 5 — модульная
стеллажная система "№се"; 6 — пластиковый стеллаж
грузоподъемностью до 300 кг; 7 —- экономпанели и турникеты; 8 —■ вешалка фирмы "\Уи1;еп"; 9 — аксессуары
для торговых предприятий
319
Модульная стеллажная система Шее позволяет изменять
конфигурацию стеллажей по желанию покупателя.
3.5.4. Подбор, размещение и эффективное
использование торговой мебели
При техническом оснащении магазинов особое внимание
уделяют выбору типа торговой мебели и определению ее
оптимального набора. При этом следует руководствоваться
следующими принципами:
♦ торговая мебель должна соответствовать товарному
профилю и размерам торгового зала магазина;
♦ при оснащении магазина торговой мебелью необходимо
учитывать используемые методы продажи товаров;
♦ размещение торговой мебели должно обеспечивать
эффективное использование торговой площади магазина.
Несмотря на то, что современная торговая мебель имеет
преимущественно универсальный характер, все же каждый из
предлагаемых на рынке оборудования ее типов может быть
рекомендован для сравнительно узкого перечня магазинов.
Например, мебель ВИРУ-90, как отмечалось выше, рекомендуется
использовать для технического-оснащения универмагов, торговых
центров, крупных магазинов "Промышленные товары", залов
товарных образцов оптовых предприятий, мебель ТО-5 подходит
лучше
всего
для
магазинов
"Промышленные
товары",
"Хозяйственные то! вары", "Товары повседневного спроса", а
мебелью ТМ-90, хотя она и является универсальной, целесообразно
оснащать продовольственные магазины.
Создание современного интерьера торгового зала требует
решения многих задач технологического и эстетического характера.
Необходимо учитывать размер, форму и назначение торговой
мебели. Следует тщательно продумывать сочетание крупных и
малогабаритных предметов. Не допускается загромождать торговый
зал ненужной мебелью,
320
От того, какая мебель установлена в магазине и как она
размещена, зависит эффективность использования торговой
площади. Правильно подобранная и расставленная торговая мебель
позволяет расширить выкладку товаров, создать больше удобств для
обслуживания покупателей, увеличить товарооборот на 1 м2
торговой площади (фондоотдачу) и тем самым повысить
эффективность использования торговых площадей. Необходимо
стремиться к тому, чтобы установочная площадь была оптимальной.
Установочная площадь торговой мебели — это площадь,
занимаемая основанием конкретной единицы оборудования. В
общую установочную площадь включается также площадь, занятая
образцами крупногабаритных товаров, выставленными в торговом
зале, и установочная площадь поддонов, на которых размещен
рабочий запас товаров.
Отношение общей установочной площади к площади торгового
зала показывает степень использования торговой площади и
называется коэффициентном использования торговой площади.
Коэффициент установочной площади рассчитывается по
формуле:
кг - п ' 8 >
где 5. — установочная площадь г-го вида торгового оборудования, м2;
п — число однотипных единиц торгового оборудования;
5ТЗ — площадь торгового зала магазина, м2.
Тогда
п =----------- ,
где п — расчетное число однотипных единиц оборудования с
учетом расположения технологических зон торгового обслуживания
в магазине. у
321
Величина коэффициента установочной площади зависит от
типа торговой мебели и рациональности планировочных решений
торгового зала.
Следует учитывать, что эффективное использование торговых
площадей может быть достигнуто при условии оснащения
магазинов оборудованием, имеющим достаточную площадь
выкладки. Площадь выкладки исчисляется как сумма площадей всех
элементов оборудования (полок, корзин, кассет, перфорированных
щитов, панелей), на которых могут быть выложены товары.
Показателем, характеризующим степень использования
торговой площади торгового зала под выкладку товаров, является
коэффициент выкладки. Он определяется как отношение площади
выкладки товаров к площади торгового зала:
с
лвыкл
„
'
где Квыкл — коэффициент использования площади торгового
зала под выкладку товаров;
5выкл -у- площадь выкладки товаров, м2
5. — площадь торгового зала, м2.
Для магазинов самообслуживания оптимальное значение К и К
должно составлять соответственно 0,27—8 0,30 и 0,70—0,75.
Для сбалансирования взаимосвязи между различными
технологическими зонами магазина важно знать емкость торгового
оборудования и количество разновидностей тся варов,
выкладываемых на одном метре площади полок горки. Эти
показатели дают возможность определить не только эффективность
использования торговой мебели, но и установить размеры товарных
запасов, размещаемых в торговом зале, рассчитать потребные
объемы текущего завоза товаров в необходимом для этого
транспорте.
322
При более детальном анализе использования торговой мебели и
аксессуаров для выкладки товаров целесообразно применить
следующие
предлагаемые
нами
впервые
коэффициенты:
коэффициент кратности площади выкладки — Коат, коэффициент
использования емкости оборудования — ККР:,
ем к
Показателем эффективности использования выставочного
пространства торгового зала является коэффициент кратности (Кк ,
), который определяется как отношение площади выкладки к
установочной площади:
с
Л
крат - ~
'
'-'уст
где К
- коэффициент кратности площади выкладки,
крэт
равный примерно 2,5-3,0;
8
- площадь выкладки торгового зала, включая настенные и навесные выставочные аксессуары, м ;
8 - установочная площадь - часть площади торгового зала,
занятая торговой мебелью, м2;
Чем выше коэффициент кратности, тем эффективнее
используется торговая мебель и все пространство торгового :?ала,
доступное для вкладки товаров.
Коэффициент емкости рассчитывается по формуле:
\>;
V
туемк
_ трв_
.г
обор
|1
:!
|
где Какк — коэффициент использования емкости оборуН
дования;
Утов — объем фактически выложенного на оборудовапии товара, м:5;
Уцбо; — объем данной единицы оборудования, м3.
Объем оборудования (горки) равен сумме объемов для выкладки
товаров каждой полки.
Коэффициент емкости показывает, насколько эффективно
используется номинальная емкость оборудования.
323
;|
|,
^
|\г
г
1
3.6. Торговый инвентарь
Успешная работа торговых предприятий во многом -Щ висит
от уровня оснащенности их торговым инвентарем. (;
Торговый инвентарь — это обобщающее название разнообразных приспособлений, инструментов и приборов, иЛ
пользуемых при приемке, проверке качества, подготовки и продаже
товаров в каждом звене на пути движения товара к потребителю.
Его применение способствует улучшению качества и ускорению
выполнения основных и особенно вспомогательных операций. В
торговых предприятиях ная ряду с торговым инвентарем находит
применение и инвентарь хозяйственного назначения (санитарногигиенический, противопожарный).
Торговый инвентарь является существенным элементом
процесса товародвижения наряду с товарами, упаковкой,
используемым торгово-техническим оборудованием. Особенно его
значение повышается в условиях рыночной экономики, при которой
более высокие требования к качеству, скорости выполнения всех
операций.
Важнейшее
условие
рационализации
торгово-технологического процесса — равноуровневое материально-техническое
обеспечение всех операций. Пробел в оснащенности одного звена в
общей цепи или одной операции в процессе снижает эффективность
всего процесса.
Мелочей в технологическом процессе быть не должно, так как
отсутствие, например, необходимого торгового ин| вентаря или его
несоответствие техническому уровню ос! тального оборудования
приводит к сбою, задержкам, простою, неоправданным потерям и
соответственно резкому снижению эффективности всего процесса
товародвижения, От технического уровня применяемого инвентаря
во многом зависит привлекательность и безопасность труда.
Использование инвентаря в торгово-технологическом процессе
дает возможность ускорить операции по продви жению товаров,
сократить издержки обращения, повысит
3,24
производительность труда, облегчить и обезопасить труд
работников
торговли,
повысить
качество
обслуживания
покупателей, а высокопроизводительный инвентарь с электрическим
или пневматическим приводом позволяет существенно повысить
эффективность и престижность труда.
Торговый инвентарь должен быть высокого качества, удобным
в пользовании, прочным и дешевым, отвечать санитарногигиеническим требованиям.
Благодаря достижениям фундаментальных наук, научнотехническому прогрессу постоянно пополняется ассортимент
торгового инвентаря, улучшается его качество и отделка,
внедряются новые виды и конструкции. В настоящее время
практически исчез с рынка инвентарь кустарного производства и все
больше
предлагается
высококачественный
инвентарь
индустриального производства, хотя на практике и используется
инвентарь, изготовленный умельцами непосредственно на
предприятиях либо выполненный по заказу.
Все это обусловливает необходимость формирования у
специалистов торговли принципиально нового отношения к этому
виду оборудования не как к чему-то второстепенному, а как к
важнейшему процессообеспечивающему субъекту товародвижения.
3.6.1. Классификация торгового инвентаря
Торговый инвентарь классифицируется по разным признакам.
По назначению в торгово-оперативном процессе он бывает:
♦ для приемки товаров:
а) для вскрытия тары и упаковки (электроножницы,
мскрыватель картонной тары со сменным ножом, ножницы для
резки и т. д.);
: 325
б) для проверки размеров и качества товаров (пробоотборники,
овоскопы-виноскопы, нутромеры, штангенциркули, микрометры и
др.);
♦ для подготовки к продаже и продажи продовольственных
товаров (приспособления для разруба, разделки и нарезки мяса,
субпродуктов и рыбы, топоры мясорубные, ножи производственные,
мясницкие, обвалочные и др.);
♦ для подготовки к продаже и продажи непродовольственных
товаров (утюги, гладильные доски, щетки для чистки одежды и
обуви, электроприспособление для фасовки гвоздей и шурупов и
др.);
♦ рекламно-выставочный
(манекены,
полуманекены,
подставки, держатели для одежды и др.);
♦ для отбора товаров покупателями;
♦ кассовый (микрокалькуляторы, считыватели штрих-кодов,
смачиватели пальцев, наколки для чеков и др.);
♦ санитарно-гигиенический (пылесосы, поломоечные машины,
корзины для мусора и др.);
♦ противопожарный (пенные и углекислотные ручные
огнетушители, гидропульт-ведра, наборы противопожарных
инструментов).
По месту использования;
♦ для складских и подсобных помещений магазинов (молотокгвоздодер-ножницы, топоры хозяйственные, молот-1 ки, клещи, нож
для, вскрытия мягкой тары и др.);
♦ для торговых залов, продовольственных магазинов
(торговые щипцы и вилки, торговые совки, лотки для выкладки
товаров, считыватели штрих-кодов и др.);
♦ для торговых залов магазинов, торгующих непродовольственными
товарами
(приспособление
для
проверки
электроприводов и электроламп, прибор для проверки электробатарей, инвентарь для примерки обуви, головных уборов и др.);
♦ повсеместного пользования (счетный, противопожарный,
для уборки помещений).
326
По приводу в действие и сложности конструкции:
♦ немеханический (лотки для выкладки товаров, пробоотборники, овоскопы-виноскопы и др.);
♦ механический (съемник обручей, пломбир, ножи гильотинные и др.);
♦ электрический (приспособление для проверки электролампочек, этикет-пистолеты, электросшиватель тары и др.);
♦ пневматический, т. е. основанный на применении пневматических двигателей, преобразующих энергию сжатого воздуха в
механическую работу. Используется в качестве привода различных
механизмов во взрывоопасных и влажных местах (дрели,
гайковерты, пневмосбиватели);
♦ гидравлический (противопожарный гидропульт, подъемная
площадка, тележка);
♦ электронный
(микрокалькуляторы,
маркирующие
устройства, считыватели штрих-кодов и др.).
По материалу изготовления:
♦ деревянный (доски для нарезки, метр для отмеривания
тканей и др.);
♦ металлический (лотки из листовой стали, гвоздодеры,
ножницы и др.);
♦ пластмассовый (подставки, воронки, пластмассовые лотки,
манекены, вешалки, держатели и др.);
♦ картонный (коробки для упаковки, указатели, товарные
символы и др.);
♦ комбинированный (например, металлические ножи с
деревянными или пластмассовыми ручками).
В мире насчитываются десятки тысяч наименований горгового
инвентаря. Рассмотрим наиболее характерные его виды в
соответствии с приведенной классификацией.
3.6.2. Инвентарь дня приемки товаров
Инвентарь для вскрытия тары. Простейшие и широко
используемые инструменты для вскрытия деревянной, металлической и мягкой тары приведены на рис. 3.25.
327
<
Рис. 3.25. Инструмент для вскрытия тары: 1 —
молоток-гвоздодер; 2 — клещи; 3 — гвоздодер
обыкновенный; 4 ■*+■ томагавк; 5 — гвоздодер-ножницы;
6 — фигурный рычаг-гвоздодер; 7 — бондарная набойка; 8 — серповидный нож; 9 — деревянный молоток и
гвоздодер
К инвентарю для вскрытия деревянной тары — ящиков и
бочек относятся различные гвоздодеры, ножницы, съемники
обручей, бондарные набойки, топоры, молотки, клещи. Инструмент
для вскрытия ящиков является часто комбинированным.
Гвоздодер-ножницы — комбинированный цельнометаллический инструмент, который используется для выдергивания
гвоздей и резки упаковочной ленты и проволоки. Рабочие части
изготавливаются из проволочной инструментальной стали. Ручки
штампуются из листового материала и в свободном состоянии
разведены пружиной, выполненной из стали.
Молоток-гвоздодер-ножнииы является комбинированным
инструментом, включающим молоток с прорезью для выдергивания
гвоздей, ножницы для резки упаковочной ленты или проволоки и
прорезь на ручке для выдергивания мелких гвоздей.
Молоток и ножницы изготавливаются из инструментальной
стали, а ручки — из листовой обыкновенной стали, щ накладками из
винипласта.
328
Молоток-топор-гвоздодер состоит из молотка, топора и двух
прорезей для выдергивания гвоздей. Он применяется для вскрытия
крупногабаритных ящиков, контейнеров, решетчатой и другой тары.
Боек молотка и топор изготавливаются из инструментальной стали,
черенок — из конструкционной стали, а ручка — из пластмассы или
древесины. Кроме того, для вскрытия деревянной тары применяют
гвоздодер-молоток, гвоздодер ударный, гвоздодеры обыкновенные.
К инструментам для вскрытия бочек относят: съемник
обручей, рычаг-гвоздодер, комплект инструментов (рис. 3.26).
^^^Д^ДДД^Даь^
Рис. 3.26. Инструмент для вскрытия бочек: 1 —
съемник обручей; 2 — рычаг-гвоздодер; 3 — комплект
инструментов
329
Съемник обручей предназначен для съема с бочек верхнего
уторного обруча. Ручка съемника изготовлена из древесины
твердолиственных пород, а остальные части — из стали. Съемник
может быть использован и в качестве бондарной набойки, для чего
нерабочий конец ручки снабжен стальным кольцом — бойком.
Рычаг-гвоздодер служит для выемки доньев из утора
деревянных бочек после съема верхнего уторного обруча, а также
для выдергивания гвоздей. Изготовлен рычаг-гвоздодер из
конструкционной стали. Его рабочие части термо-обработаны.
Набойка бондарная предназначена для насадки и снятия
обручей с деревянных бочек. Она представляет собой стальную
насадку с желобком и деревянной ручкой, заканчивающейся
металлическим кольцом — бойком, предохраняющим ее от
раскалывания при ударах. Ручка изготавливается из древесины
твердолиственных пород, а насадка и боек — из инструментальной
стали.
Инструментом для вскрытия металлических бочек служит
ключ, при помощи которого отвинчивают резьбовые пробки. Ключ
представляет собой металлический стержень, концы которого
отогнуты под прямым углом и имеют форму квадрата.
Для вскрытия металлических банок с консервированной
продукцией
применяют
различные
механические
кон|
сервовскрыватели.
Для вскрытия мягкой тары — льняных и бумажных мешков,
картонных коробов, тюков применяют специальный нож
серповидной формы с утолщением на конце лезвия в виде шара
диаметром 7 мм. Нож изготовлен из стали, ручка имеет накладки из
древесины твердолиственных пород. Лезвие и ручка шлифованы.
Инвентарь для проверки размеров и качества товаров. В
эту группу входят: овоскопы-виноскопы, пробоотборники,
шаблоны, мерительные инструменты.
330
Овоскоп-виноскоп предназначен для проверки качества яиц и
вин на просвет. Прибор состоит из корпуса полусферической формы
и двух съемных крышек с отверстиями для яиц и винных бутылок. В
нижней части корпуса имеется электропатрон с лампочкой
мощностью 40 Вт. Одновременно в приборе можно просветить 20
яиц или две бутылки с вином.
Пробоотборники предназначены для взятия проб сыпучих
товаров, масла и сыра, арбузов и дынь (рис. 3.27).
/
II
2
Рис. 3.27. Пробоотборники: 1 — щуп для
сыпучих товаров; 2 — щуп для масла и сыра
Пробоотборник для сыпучих продуктов (крупы, муки и т. д.)
представляет собой желобок, изготовленный из металлической
пластины, с конусным полым наконечником и деревянной ручкой.
Пробоотборник хранится в деревянном футляре. Масса его с
футляром составляет 80 г.
Пробоотборник для масла и сыра имеет металлическое лезвие в
виде желобка, края которого остро заточены, и приваренную к нему
крестообразную ручку. Пробоотборник изготавливается из листовой
нержавеющей стали или обыкновенной стали с последующим
никелированием. Масса пробоотборника — 150 г.
Мерительные инструменты используют во время приемки
некоторых культтоваров, а также строительных и
331
хозяйственных товаров. К ним относят микрометры, штангенциркули, кронциркули и нутромеры.
3.6.3. Инвентарь дня подготовки к продаже
и продажи продовопьственных товаров
К инвентарю для подготовки к продаже и продажи, продовольственных товаров относятся различные инструменты и
приспособления: топоры, пилы-ножовки, ножи, стулья-колоды,
разделочные доски, предназначенные для разруба, разделки и
нарезки мяса, субпродуктов и рыбы, нож-струна для резки
монолитов масла и др. Некоторые из них показаны на рис. 3.28.
Топоры мясорубные применяют для разруба крупных туш мяса
и рыбы. Они имеют более широкое и тонкое полотно, чем полотно
обычного топора, что позволяет рубить мясо с меньшей затратой
физической энергии и меньшими потерями мяса и утечки сока.
Насаживаются топоры на топорища из твердолиственных пород
древесины..
Пилы-ножовки необходимы для распиливания трубчатых
костей и туш мороженого мяса. Режущим элементом является
ножовочное полотно, изготовленное из углеродистой стали.
Для распиливания четвертин туш мяса, рыбы применяют
ленточные малогабаритные электропилы.
Обширную группу режущих инструментов, применяемых как
на рабочих местах продавцов, так и -в подсобных помещениях
представляют производственные ножи, В зависимости от
назначения их подразделяют на три подгруппы: для разделки мяса,
рыбы, птицы; гастрономические и хлеборезные.
Ножи для разделки в магазинах мяса, рыбы и птицы
включают ножи для разруба мяса, ножи-секачи, ножи-рубаки, ножи
обвалочные, нож для выемки костей, нож-телятник, ножи
рыборазделочные.
332
Рис. 3.28. Инвентарь для подготовки продовольственных
товаров к продаже: 1 — нож для сыра; 2—4 —
гастрономические ножи; 5 — нож-хлеборезка; 6 — нож для
разруба мяса; 7 — мусат для правки ножей; 8 — совок для
бакалейных товаров; 9 — вилка для квашеной капусты; 10 —
кондитерские щипцы; 11 — кондитерские лопатки; 12 —
гастрономические вилки; 13 — лопатка для масла; 14 —
лопатки для зачистки бочек
333
К гастрономическим ножам относятся филейные ножи,
гастрономический (колбасный), кухонные нолей, ножи для резки
ветчины, сыра и масла, комплекты ножей-струн для резки
монолитов масла.
Ножи филейные применяют для резки окороков, грудинки,
рулетов, филе рыбы и т. п. Они имеют слегка суженное лезвие и
выпускаются трех размеров — малый, средний и большой.
Нож гастрономический (колбасный) применяют для резки
колбас и твердых гастрономических изделий. Он имеет длинное
лезвие с постепенным заострением конца.
Ножи кухонные применяют для резки готовой продукции и
полуфабрикатов из мяса, рыбы, птицы, овощей, теста и пр. Ножи
имеют слегка выгнутое лезвие. Выпускаются трех размеров —
малые, средние и большие.
Нож для резки ветчины может быть использован также для
резки рыбы горячего и холодного копчения. Он имеет длинное,
слегка суженное лезвие.
Ножи для резки сыра и масла применяют для резки брусков
сыра и масла при их отпуске и приготовлении блюд. Они
выпускаются нескольких видов — прямые, с кривым коленом
(ступенчатым лезвием) и с зигзагообразной режущей частью лезвия
для фигурной резки продуктов.
Нож-струна для резки монолитов масла на бруски состоит из
рояльной струны длиной 600 мм и диаметром 0,2— 0,5 мм, двух
ручек из древесины твердолиственных пород и двух рогаток для
резки длинных брусков масла.
В подгруппу хлеборезных ножей входят нож калачный, ножпила и нож-хлеборезка.
Стулья-колоды применяют в продовольственных магазинах для
разруба туш и полутущ мяса, рыбы, птицы, дичи, Они
изготавливаются из древесины твердолиственных щЦ род, имеют
деревянные или металлические хромированные или окрашенные
нитроэмалью ножки, а для удобства перемещения — ручки. Стульяколоды представляет собой набор квадратных или круглых брусков,
скрепленных, об334
рунами из нержавеющей стали. Их поверхность шлифуется. Для
пластования и разруба крупной рыбы в магазинах используют
топчаны из монолитной древесины, которые отличаются от обычных
стульев-колод несколько увеличенной длиной.
Доски разделочные предназначены для разруба и разделки
крупных кусков мяса и тушек птицы, рыбы. Их изготавливают путем
склейки брусков овальной формы, которые затем шлифуют и
обтягивают обручем из нержавеющей стали. Доски разделочные
выпускают трех размеров — № 1, 2 и 3.
Доски гастрономические предназначены для разделки и
обработки разрубленных полуфабрикатов из мяса, рыбы, птицы и
овощей; резки гастрономических продуктов в магазинах. Их
изготавливают из древесины твердолиственных пород монолитом
или склеенными из нескольких полотен. Доски выпускаются
четырех размеров — № 1, 2, 3 и 4.
Приспособление для сварки полиэтиленовой пленки применяется
для герметизации пакетов из полимерной пленки при расфасовке и
упаковке
продуктов.
Действие
прибора
основано
на
термоимпульсной сварке полиэтиленовых пленок толщиной от 40 до
100 мк. Работает прибор от сети переменного тока напряжением 220
и 127 В частотой 50 Гц. Использовать прибор можно не только в
подсобных помещениях магазинов, но и на рабочем месте продавца.
3.6.4. Инвентарь для ПОДГОТОВКИ К продаже и
продажи непродовольственных товаров
При подготовке к продаже промышленных товаров используют
столы и доски гладильные, утюги, щетки одежные и для чистки
обуви, ножницы портновские, электроприспособления для фасовки
гвоздей и шурупов.
Электроприспособление для фасовки гвоздей и шурупов
состоит из автотрансформатора мощностью 500 Вт и
335
электромагнита. Электромагнит выполнен в виде цилиндр с
пластмассовой ручкой и кнопкой выключателя. Определенное
количество шурупов или гвоздей отделяется от основной массы и
переносится на весы с помощью электромагнита. Для этого на
автотрансформаторе установлен переключатель с четырьмя
положениями, соответствующими весу 0,2; 0,3; 0,4 и 0,5 кг.
Окончательное взвешивание товара производится на настольных
весах.
Инвентарь для проверки качества промышленных товаров.
В
эту
группу
входят
приспособления
для
проверки
электроарматуры, прибор для проверки точности хода часов,
антенные устройства для проверки телевизионных приемников.
К приспособлениям для проверки электроарматуры относят
щиток для опробования электроламп и электропроводов и прибор
для проверки электробатарей.
Щиток для опробования электроламп и электропроводов имеет
гнезда для электроламп, клеммы для проверки исправности
проводов и розетку для подключения бытовых приборов при их
проверке. Токоведущие части щитка защищены, вся разводка
находится позади платы, на которой смонтированы гнезда для
проверки электроламп напряжением 127 и 220 В. На щитке
установлена электролампа, соединенная с клеммами и служащая для
проверки электропроводов.
Прибор для проверки работоспособности электробатарей
используют при их продаже. Он имеет гнездо для подключения
батарей и лампочки. В некоторых приборах устанавливают
амперметр или вольтметр.
Прибор для проверки точности хода часов имеет собственный
генератор и питается от осветительной электросети. Часы
закрепляют в специальной приставке и проверяют в положениях,
предусмотренных ГОСТами. Механические удары балансира
испытываемых часов превращаются в импульсы тока, которые
передаются на записывающее устройство прибора. Прибор для
проверки точности
336
хода часов устанавливают на резиновой прокладке в помещении, где
нет шума и вибрации.
Для проверки работы телевизионных приемников применяют
антенное устройство, представляющее собой наружную антенну с
распределительной коробкой и отводами для одновременного
подключения нескольких телевизионных приемников.
Инвентарь для отпуска товаров покупателям. Сюда относят
примерочные зеркала, кольца-измерители для головных уборов,
инвентарь для примерки обуви, метры и полуметры, приспособления
для прокалывания отверстий в ремешках для часов, а также
инвентарь для упаковки товаров.
Зеркала для примерки головных уборов могут иметь круглую
или квадратную форму, а также металлическое или деревянное
основание. Металлические детали зеркал никелируют, деревянные
— шлифуют, а затем лакируют.
Кольца-измерители служат для определения размеров головных
уборов при продаже. Кольцо-измеритель состоит из обода, двух
полуручек, на одной из которых имеется шкала с делениями,
упорного хомутка и двух предохранительных скоб. Детали кольцаизмерителя изготавливаются из листовой нержавеющей стали с
последующей электрополировкой.
К инвентарю для примерки обуви относятся стопо-меры,
подставки, рожки, используемые покупателем для примерки обуви.
Стопомеры используют для определения размера обуви.
Применяют набор стоп разных размеров или специальную сандалию
для примерки обуви. Набор стоп включает десять вкладышей из
листового
полистирола,
изготовленных
по
форме
ноги
определенного размера и полноты. Сандалия для примерки обуви
имеет деревянную плоскую колодку с нанесенными по длине
делениями, которые соответствуют определенному размеру обуви.
По бокам колодки укреплены две пластмассовые или металлические
пластины, при помощи которых определяется полнота обуви.
337
Подставка для примерки обуви состоит из трубчатого
никелированного каркаса, на котором укреплена площадка из
фанерованной древесины, покрытая с лицевой стороны линолеумом
или поливинилхлоридным пластиком. Высота подставки 280 мм.
Размеры площадки 300 х 300 мм. Площад-] ка наклонена к
горизонтали под углом 15—20°.
Рожки для примерки обуви изготавливаются из металла или из
пластичной пластмассы. Они бывают длинными (для примерки
сапог и высоких ботинок) и короткими (для примерки туфель).
Длина длинных рожков 250—320 мм, коротких — 120—150 мм.
Ширина рожков 45—55 мм.
Для отмеривания тканей, лент, кружев и других товаров
используют жесткие метры и полуметры, а при раскрое тканей и
подгонке одежды в промтоварных магазинах применяют мягкие
метры ("сантиметры").
Инвентарь для упаковки товаров включает приспособления
для упаковки обоев и резки шпагата, ленту скле-< ивающую с
держателем,
пистолеты-сшиватели
и
пакетоформирующие
электроинструменты (рис. 3.29).
Приспособление для упаковки обоев устанавливают на]
прилавках и в подсобных помещениях магазинов, торгующих обоями
и другими товарами в рулонах. Приспособление представляет собой
металлическое основание, на кото!-;! ром укреплена перекладина с
двумя полудугами. Отобранные товары укладывают на полудуги, а
затем обвязывают. ■
Приспособления для резки шпагата (шпагаторезки) бывают
наприлавочными и подвесными. Наприлавочная шпа-гаторезка
крепится к торцу прилавка тремя шурупами^ Она состоит из корпуса,
съемной оси для бобины шпагата и ножа, вкладываемого в прорезь
на корпусе. Подвесную шпа*| гаторезку применяют при обвязке
крупногабаритного товара. Она имеет проволочный каркас и
кронштейн с ножом* Бобина шпагата помещается вертикально
внутри каркаса, для чего две его дужки делаются откидными.
Лента склеивающая применяется для склеивания упаковочной
бумаги, а также синтетических пленок, применя338
Рис. 3.29. Инвентарь для упаковки товаров: 1 —
приспособление для упаковки обоев; 2 — шпагато-резка
наприлавочная; 3 — шпагаторезка подвесная; 4 —
держатель для склеивающей ленты
емых в качестве упаковочного материала. Лента изготавливается из
целлофановой пленки, на одну сторону которой нанесен
невысыхающий липкий слой. Она бывает бесцветной, прозрачной
или непрозрачной. Она поставляется в рулонах намотанной липким
слоем внутрь на сердечники из картона или пластмассы. Хранить
ленту рекомендуется при температуре 15—30°С и относительной
влажности воздуха 50—70%. Если ленту хранят при минусовой
температуре, то ее необходимо перед применением выдержать не
менее суток при комнатной температуре. Склеивающую ленту устанавливают в специальный держатель, который укрепляют на
прилавке. Корпус держателя выполнен из пластмассы, он имеет
гребенку для отрыва пленки от рулона.
339
Пневматический натяжной аппарат предназначен для
натягивания и замыкания пакетируемых товаров при помогли
стальной ленты шириной 19, 25, 32 и 35 мм, толщиной от 0,8 до 1
мм. Конец стальной ленты вдевают в пломбу, гфоносят вокруг
упаковываемых товаров, еще раз продевают сквозь пломбу и конец
отгибают вниз. Натяжной аппарат прикладывают к ленте так, чтобы
она попала в направляющую щель,- Большим пальцем правой руки
нажимают на верхний зажимной рычаг. Натягивают стальную ленту
посредством
вращения
воздуховпускного
клапана
влево.
Необходимое давление воздуха регулируется в зависимости от
потребного усилия натяжения ленты. Давление регулируется в
пределах от 3 до б атм.
Ленту скрепляют пневматическим
замыкателем.
Его
устанавливают на пломбу и нажимом на рычаг расцепителя
связывают товары. Когда замок готов, стальная лента отламывается
путем подъема натяжного аппарата под углом в направлении
стрелки. Выпускается замыкатель для лент шириной 25 и 32 мм, по
желанию он настраивается так, чтобы насечки направились вверх.
3.6.5. Рекламно-выставочный инвентарь
Рекламно-выставочный инвентарь предназначен для информации покупателей о продаваемых в магазине товарах, их показа
и для оформления оконных витрин (рис. 3.30).
Рекламный инвентарь изготавливают из всевозможных
материалов: дерева, шпона, фанеры, папье-маше, бумаги, металлов,
пластмассы, синтетических материалов. По способу изготовления
различают инвентарь индивидуальный, т. е. созданный в едином
экземпляре, и типовой — выполненный по типовой схеме. По
конструкции рекламный инвентарь бывает неразборным и сборноразборным, по товарному признаку — универсальным, или
общетоварным, и специализированным, предназначенным для
одного вида товара.
Рис. 3.30. Рекламно-выставочный инвентарь: 1 и 2
— стеклянные подставки (резервуары) для сыпучих
товаров; 3 — подставка типа кашпо; 4 — общетоварный
столик; 5 — подставка для хозяйственных товаров; 6 —
подставка для обуви; 7 — подставка для ювелирных
изделий; 8 — манекен; 9 — полуманекен; 10 — бюст; 11
— динамический (вращающийся) диск
Инвентарь для выкладки и рекламы продовольственных
товаров. В продовольственных магазинах для этих целей
используют лотки для готовых продовольственных товаров и
полуфабрикатов, окорята витринные, подставки, кронштейны и
корзинки для показа сыпучих бакалейных товаров, кондитерских
изделий, овощей, фруктов, консервов и т. п.
341
Рекламно-выставочный инвентарь для непродовольственных товаров. Для рекламы и показа непродовольственных
товаров применяют подставки, манекены и полумане-: кены,
динамические рекламные установки, держатели для одежды,
декоративные элементы, а также приспособления для немой
справки.
Планшеты применяют при показе большого количе-1 ства
мелких товаров (пуговиц, ниток и т. п.). Их выкладыва-' ют на
прилавке с указанием около каждой единицы товара артикула и цены.
Планшеты бывают круглыми или прямоугольными.
Подставки используются при тематическом (сюжетном) показе
товаров в витрине магазина. Они должны соответ-1 ствовать единству
темы, по возможности быть изготовле-& ны из однородного
материала с необходимым сочетанием цветов и конструкции, так
чтобы отдельные элементы вит- ' рины дополняли один другой.
Подставки подразделяются на! общетоварные сборно-разборные и
универсальные типа1' "конструктор".
Общетоварные подставки изготавливают из утолщен:-'! ного
стекла (полки) и анодированного полированного металла (стойки).
Подставки можно собирать с любым количеством стоек и полок
различной формы (круглые, прямоугольные, треугольные).
Универсальные подставки типа "конструктор" имеют
держатели из стального прутка в хлорвиниловой оболочке и
плоскости.
Кроме подставок, при оформлении витрин широкое применение
находят декоративные решетки, лесенки, кубы, прямоугольники,
которые изготавливают из стальной про-:} волоки, окрашенной белой
нитроэмалью. Эти изделия по- ■' ставляют в комплектах.
Манекены и полу манекены изготавливают из папье-маше,
поролона, полиэтилена, волокна силон и др. Они слу-§ жат для показа
одежды, головных уборов, белья и тканей. |
Различают манекены мужские, женские, подростковые и
детские. Современные манекены изготавливают со съем-1 342
ными париками, с шарнирными устройствами ног, рук, кистей рук,
благодаря чему им можно придавать различные позы. Для показа
блузок, кофт, жакетов, белья, пиджаков используют полуманекены,
бюсты, торсы и грудки. Полуманекены представляют собой мужской
или женский торс, установленный на подставке. Полуманекены и
торсы изготавливают из папье-маше и проволоки.
Динамические
рекламные
установки
применяют
для
демонстрации предметов одежды на манекенах как в витринах, так и
в торговых залах магазинов.
Держатели для одежды служат для ее навешивания на вешала
и кронштейны, а также используются при ее транспортировке. Они
выпускаются различных видов, определяемых их назначением и
материалом изготовления. Различают вешалки-плечики для платья,
держатели для брюк и юбок, держатели для сорочек. Все они могут
быть деревянными, пластмассовыми и металлическими. Вешалкиплечики выпускаются различных размеров, соответствующих
размерам одежды.
Декоративные элементы представляют собой различные
чеканные изделия из металла, керамическую утварь и изделия,
полученные из пластмасс и используемые для рекламы товаров.
Приспособления для немой справки включают таблицыинформаторы, универсальные указатели цен, ценнико-держатели. Их
изготавливают из оргстекла, пластмассы и металла.
3:6.6. Инвентарь дня отбора товаров покупателями
В эту группу инвентаря входят корзины и тележки для отбора
товаров покупателями в магазинах самообслуживания.
Корзины для покупателей изготавливают проволочными (с
одной или двумя откидными ручками) и пластмассо343
выми (с двумя ручками). Корзины молено укладывать в штабеля,
поэтому для их хранения требуется мало места.
Проволочные корзины никелируют, оцинковывают или
покрывают пластическими массами. Корзины имеют различные
размеры и вместимость. Корзины для покупателей на выходе из
отделов самообслуживания собирают стопками по 40—50 шт. в
тележку, которая изготавливается из труб круглого сечения
диаметром 20 мм, сварной конструкции. Тележка имеет четыре
поворотных обрезиненных колеса, окрашивается молотковой
эмалью.
Тележка для отбора товаров покупателями используют в
крупных магазинах самообслуживания, где приобретается
значительное количество товаров. Тележка состоит из каркаса,
изготовленного из стального прутка, проволочной корзины,
навешенной на каркас с откидывающейся задней стенкой, четырех
поворотных колес и ручки для перевозки. Корзину и каркас тележки
оцинковывают или окрашивают нитроэмалью. Откидывающаяся
задняя стенка корзины позволяет компактно хранить большое
количество тележек.
3.6.7. Кассовый инвентарь
К кассовому инвентарю относятся микрокалькуляторы,
монетницы, смачиватели пальцев, доплатные кассы, считыватели
штрих-кодов.
Микрокалькуляторами различных моделей пользуются при
подсчете стоимости покупок.
Монетницы (тарелки для монет) используют при получении
денег от покупателей и выдачи им сдачи. Изготавливают их из
пластмасс (полипропилена, аминопласта, полиэтилена низкого
давления). Монетницы могут быть овальной, круглой или
прямоугольной формы, одно-, двух-, пяти- и восьмигнездовыми.
Они имеют два отверстия для шурупов, которыми их крепят к
поверхности кассы или прилавка.
344
Смачиватели пальцев для подсчета денег представляют собой
емкость из полистирола или аминопласта, в которую помещена
губка из поролона, смачиваемая водой. Толщина губки 15 мм, она
выступает над кромкой емкости на 4— 5 мм.
Доплатные кассы изготавливают из пластмасс, устанавливают
их в отделах продовольственных магазинов.
Считыватели штрих-кодов разнообразны по способам работы
— от световых перьев и ручных ПЗС-сканеров до лазерных
пистолетов, щелевых считывателей и стационарных встраиваемых
устройств.
3.6.8. Санитарно-гигиенический инвентарь
В эту группу инвентаря входят тележки для уборки помещений,
мусоросборники, щетки, ведра, пылесосы, поломоечные машины.
Тележки для уборки помещений выпускаются с набо
ром инвентаря для уборки помещений, щеткой и отжим
ным устройством. С их помощью ускоряется и облегчается
процесс мойки полов и стен, протирки стекол, витражей и
дверей.
,
Мусоросборники применяют для сбора и утилизации отходов и
мусора в торговых залах, помещениях для отдыха и курения, в
подсобных помещениях. Выпускают обыкновенные и педальные
мусоросборники, различающиеся конструкцией и используемыми
для их изготовления материалами.
Обыкновенные мусоросборники выпускаются металлическими
или пластмассовыми, конусообразной или цилиндрической формы.
Они имеют корпус с двумя ручками и накладную или поворотную
крышку. Металлические мусоросборники изготавливают из
углеродистой стали с последующей окраской наружной поверхности
нитроэмалью тем345
ных тонов, внутреннюю поверхность грунтуют. Пластмассовые
мусоросборники изготавливаются из пропилена или ИЗЯ полиэтилена
высокого давления. Корпус конусообразной формы, имеет накладную
крышку, которая фиксируется на нем при повороте.
Педальные мусоросборники состоят из кожуха с откидной
крышкой, поднимаемой ножной педалью, связанной с ней рычажным
механизмом, и вставляемого в кожух ведра. Кожух и крышку
металлических мусоросборников изготавливают из тонколентовой
стали и окрашивают снаружи нит*» роэмалью, ведро из листового
алюминия или оцинкованной стали. По форме эти мусоросборники
могут быть круглые ми, квадратными или прямоугольными. У
пластмассового педального мусоросборника кожух, крышка и ведро
изго-| товлены из полиэтилена низкого давления. Кожух и ведро
квадратной формы.
К санитарно-гигиеническому инвентарю относятся так-; же
пылесосы, окномойки, урны для мусора, корзины для бумаг,
пепельницы, совки для сбора мусора, различные скребки, щетки.
Уборочная машина СТИМВАК (Великобритания) предназначена для работы в универсальных магазинах и других
помещениях с большой площадью, так как ее производительность до
100 м2/ч. Для удобства в обращении машину марки V можно
разобрать на 4 секции. Машина выполнена из высококачественной
нержавеющей стали, имеет массу 36 кг при габаритах 480x890x554
мм.
3.6.9. Противопожарный инвентарь
К противопожарному инвентарю относят углекислот-ные и
пенные ручные огнетушители, ящики с песком, бочки с водой,
противопожарные щиты с набором инструментов (лопаты, топоры,
багры, ведра и т. п.).
346
Жидкостные и пенные огнетушители представляют собой
металлический баллон, заполненный щелочной жидкостью, внутрь
которой введена стеклянная или полиэтиленовая трубка (стакан),
заполненная серной кислотой. К стеклянной трубке снаружи
проведен ударник, который от удара ее разбивает. Вследствие
смешения кислоты со щелочью в баллоне происходит бурная
химическая реакция с высоким давлением (до 4 атм.), благодаря
которому из огнетушителя выбрасывается струя пены длиной 8—12
м. Продолжительность действия примерно 60 с.
Противопожарный инвентарь должен находиться на видном
месте. Огнетушители нужно устанавливать в специальных гнездах
или подвешивать.
3.6.10. Обоснование потребности в
торговом инвентаре и его выбор
В соответствии с действующими примерными нормами
технического оснащения магазинов потребность в торговом
инвентаре определяется с учетом их типа и размера торговой
площади.
Она зависит также от ассортимента товаров, методов продажи,
способов доставки товаров, вида тары и упаковки, перечня
выполняемых операций.-.
Анализ всех этих характеристик магазина позволяет определить
участки и операции, требующие применения инвентаря.
Лучше всего определять потребность в торговом инвентаре в
соответствии с технологическими картами выполнения операций
конкретными работниками магазина. .
В технологических картах, кроме места выполнения операции,
ее вида, исполнителя и объема выполняемой работы, обязательно
указывают необходимое оборудование, приспособления и
инструменты.
347
В том случае, если технология торгового процесса предприятия
недостаточно разработана, потребность в инвентаре определяется по
примерным нормам технического оснащения, в которых приводится
ориентировочная потребность в инвентаре для наиболее
распространенных видов и' типов предприятия. Однако примерные
нормы техническое го оснащения в силу длительности и
периодичности их разработки, как правило, не отражают всего
многообразия представленного на рынке торгового инвентаря.
Постоянно пополняющийся рынок торгового инвентаря требует
его систематического изучения и отражения в примерных нормах
технического оснащения.
Подбор и приобретение торгового инвентаря базируются на
предложениях
промышленных
предприятий,
тор-1
говопосреднических фирм и специализированных магазинов.
Предприниматель, менеджер, специалист, перед которым стоит
задача
подбора
инвентаря,
изучает
рынок
последнего,
последовательность технологических операций и с учетом
конкретных условий работы предприятия самосто-) ятельно решает
проблему приобретения инвентаря.
При этом, чтобы исключить сбои в технологическом процессе,
необходимо иметь резерв инвентаря из расчета:: на каждые 4—5
моделей используемых приборов — один резервный.
3.6.11. Техника безопасности при
эксплуатации торгового инвентаря
Неправильная эксплуатация торгового инвентаря приводит к
травматизму. Поэтому к использованию инвентаря для вскрытия
тары и упаковки или инвентаря для подготовки товара к продаже
(это обычно механический, метал-, лический инвентарь), а также к
использованию электрического, пневматического и гидравлического
инвентаря до-.
348
пускаются лишь лица, сдавшие техминимум и прошедшие
специальный инструктаж.
Основные правила техники безопасности приводятся ниже.
При использовании электрического инвентаря необходимо:
♦ обращать внимание на исправность электропроводки,
проверить шнур, вилку и розетку;
♦ неисправности устраняет специалист-электрик;
♦ хранить инвентарь в упаковке;
♦ электрический инвентарь и пожарный инвентарь регулярно
проверять, проходить профилактику, удалять с него влагу и пыль;
♦ надевать перчатки при вскрытии тары и упаковки товаров.
При работе с использованием колющего, рубящего или
режущего инвентаря:
♦ в помещении не должно быть посторонних;
♦ до и после заточки режущей поверхности инвентарь следует
очистить от пыли и загрязнений деревянной лопаточкой с
навернутой на нее чистой полотняной тряпкой и вымыть горячей
водой;
♦ весь затачиваемый инвентарь надо хранить в специально
отведенном месте, не допускающем возможность случайного
прикосновения к нему.
Инвентарь для уборки помещений должен находиться в
подсобном помещении в чистом виде. Он должен быть изолирован
от непродовольственных и тем более продовольственных товаров.
Доски и топчаны для разделки рыбы и мяса регулярно
промывают и используют раздельно.
Неустойчивый инвентарь, который при падении может
привести к травмам (стулья-колоды, топчаны, стремянки, манекены
и т. п.), должен быть прочно закреплен. Во избежание травм
запрещается проводить работы в торговых залах при скоплении
народа.
349
В дополнение к этим общим правилам техники безопасности
необходимо руководствоваться конкретными, бо-^ лее подробными
рекомендациями, изложенными в инструкциях по эксплуатации
инвентаря.
3.7. Торговые автоматы
Достаточно эффективной и удобной формой продажи товаров
является продажа с использованием торговых автоматов.
Этот вид торговли широко распространен в экономически
развитых странах благодаря достижениям науки и техники в области
механики, гидравлики, пневматики, оп-1 тики. Но особенно бурное
развитие эта форма продажи приобрела во второй половине XX в.
под влиянием фундаментальных открытий в области электротехники
и элект-ч роники. В наиболее развитых странах удельный вес товаров, реализуемых через торговые автоматы, составляет 10—12%, а
по некоторым товарным группам — 30—40%.
С внедрением торговых автоматов повышается эффективность
торговли, снижаются издержки обращения, повышается уровень
механизации и автоматизации техноло-1 гических процессов.
Современный технический уровень позволяет создать торговый
автомат практически для любого товара, целесообразно применять
торговые автоматы, прежде всего для продажи товаров массового
спроса.
Что же представляет собой торговый автомат? Торговый
автомат — это совершенное техническое средство, которое по
определенной программе принимает платежное средство и
автоматически выдает товар покупателю, Торговля через автоматы
не заменяет полностью ее традиционных форм, однако является
наиболее эффективной дополнительной формой продажи товаров.
350
Торговля с применением автоматов:
♦ предоставляет покупателю, возможность приобретать товар в
любое время суток;
♦ повышает культуру обслуживания за счет исчерпывающей
информации о товаре, высокой скорости товаро-оборачиваемости;
♦ способствует сокращению времени на приобретение товаров;
♦ способствует снятию ажиотажного спроса на отдельные
товары;
♦ обеспечивает оптимальные условия хранения и щро-дажи
товаров, высокий уровень гигиеничности хранения и продажи
продовольственных товаров;
♦ снижает затраты живого труда, исключая потребность в
продавцах;
. ♦ приближает продажу товаров к покупателю благодаря
установке автоматов в местах массового спроса;
♦ обеспечивает мобильность перемещения и установки;
♦ позволяет покупать товары, используя денежные знаки,
жетоны, а также пластиковые карточки;
♦ дает возможность организовать торговлю в тех местах, где
наличие стационарной торговой сети нецелесообразно;
♦ при надлежащей организации дает высокую рентабельность,
которую невозможно достичь при традиционных методах продажи.
Все эти преимущества позволяют сделать вывод о том, что
торговля с помощью автоматов имеет большое будущее и чем острее
сложится конкуренция на рынке, тем больше будет предпосылок для
развития этой формы торговли.
Условия развития торговли с использованием автоматов
следующие:
♦ высокое развитие науки и техники, особенно элект
ронной промышленности;
351
♦ высокоразвитая сеть стационарных предприятий и
конкурентная борьба;
♦ наличие расфасованных товаров в потребительской таре;
♦ стабильный спрос на определенный вид товара;
♦ достаточная платежеспособность имеющихся в обра» щении
металлических денег;
♦ высокое качество технического обслуживания, при
филактики торговых автоматов и ухода за ними.
Торговые автоматы устанавливают в местах большом
скопления людей, массовых людских потоков, на крупных
промышленных и торговых предприятиях, в учебных заведениях.
Местом установки могут быть площади, перекрестки, переходы, в
том числе подземные транспортно-пере» валочные узлы и
магистрали, банки, офисы и зрелищный заведения.
Подводя итог, можно отметить, что торговые автома-ты
предназначены для ускоренной, порой круглосуточной продажи
товаров массового спроса.
Наиболее часто встречающимися торговыми автоматами в
мировой практике являются автоматы для продажи хлебобулочных
изделий, напитков, молочнокислых продуктов, кондитерских и
кулинарных изделий, всех видов расфасованных товаров, в том
числе непродовольственных то! варов частого спроса, парфюмернокосметических товаров, товаров бытовой химии, канцелярских
товаров.
3.7.1. Классификация торговых автоматов
Торговые автоматы классифицируют по перечисленным ниже
группам.
По товарным группам:
♦ для продовольственных товаров;
352
♦ для непродовольственных товаров;
♦ универсального назначения. По
виду товара:
♦ для штучных товаров произвольной геометрической формы;.
♦ для штучных товаров определенной геометрической формы
(специализированные);
♦ для охлажденных или горячих штучных товаров. По
степени готовности товара к продаже:
♦ для полностью готовых к потреблению товаров;
♦ для товаров, производство или приготовление которых
иыполняет сам торговый автомат.
По состоянию товара:
♦ для жидких товаров;
♦ для штучных товаров;
♦ для сыпучих товаров; По
месту расположения:
♦ для закрытых помещений;
♦ для открытых площадок (в том числе под навесом). По
конструктивному исполнению:
♦ автоматы шкафного типа;
♦ автоматы панельного типа; По
способу установки:
♦ отдельные автоматы;
♦ установленные группами;
♦ установленные в комплексе (группа различных по, на
значению автоматов).
По средствам расчета за товары:
♦ монетные;
♦ жетонные;
♦ для расчета бумажными купюрами;
♦ для расчета пластиковыми картами;
♦ бесплатные (на предприятиях).
353
3.7.2. Виды и типы торговых автоматов
Полуавтомат торговый настенный (Россия) обеспечивает
продажу штучного товара прямоугольной формы, например,
шоколадных батончиков, жевательной резинки, сигарет и др. (рис.
3.31),.
©*Ш*»Й
11*
Рис. 3.31. Полуавтомат торговый настенный
Он состоит из: бункера для товаров; купюроприемника;
устройства возврата денег и индикаторной панели с набор-] ным
полем.
Стопки одноименного товара помещают в бункеры. Над каждым
бункером находится окно с образцом продавав-'' мого товара, под
бункером - окно выдачи товара. После ука-. зания выбранного
товара и его оплаты покупатель полуЯ чает товар.
В оплату принимает отечественные купюры любых номиналов,
а сдачу выдает монетами достоинством 5, 2, 1 руб. и 50 коп.
Габариты полуавтомата — 1300x600x410 мм, мае-' са — 90 кг,
электропитание от сети однофазного тока на-| пряжением 220 В,
частотой 50 Гц.
Полуавтомат выпускается в двух модификациях. В первую
модель загружается товар габаритами 115x25x30 мм в количестве
108 шт., во вторую — габаритами 75x10x20 мм, 405 шт.
354
Автомат торговый (Россия) обеспечивает продажу товара в
упаковке прямоугольной формы и предоставление платных
информационных услуг, справок, рекламирование различной
продукции и деятельности фирм. Состоит из кассы-автомата и
подключенных к нему секций выдачи товара (до четырех).
Касса-автомат, помимо основных своих функций по приему
денег за товар или услугу, выдачи сдачи и товарного чека, управляет
также работой секции выдачи товара.
После расчета с покупателем касса-автомат передает команды в
соответствующую секцию, которая выдает покупателю выбранный
товар.
Касса-автомат принимает отечественные купюры любых
номиналов и выдает сдачу монетами достоинством 5, 2, 1 руб. и 50
коп.
Контроль подлинности денег осуществляется методом
спектрального анализа. Рабочее поле сенсорного экрана — 256x192
мм, шаг сканирования (разрешающая способность) по горизонтали и
вертикали — 8 мм.
В состав базовой модели входят компьютер, принтер,
видеомагнитофон, акустические колонки, видеокамера, микрофон,
источник бесперебойного питания. Питание осуществляется от
однофазной сети переменного тока напряжением 220 В и частотой
50 Гц. Габариты — 800x1800x600 мм, масса — не более 100 кг.
Для укомплектования магазина-автомата в настоящее время
предлагаются две модели секции выдачи товара. Первая модель
имеет три модификации и ориентирована на продажу видеоаудиокассет и оптических компакт-дисков, вторая — на продажу
книг, кондитерских, парфюмерных, хозяйственных и канцелярских
наборов.
В дальнейшем номенклатура поставляемых моделей секции
выдачи товара может расширяться, ориентируясь по желанию
заказчика на конкретные виды товара.
Габариты секции выдачи товаров — 80x1800x600 мм, масса
(без товара) — не более 120 кг, максимальное время
355
выдачи товара — не более 30 с, срок службы — не более 10 лет.
3.7.3. Эксплуатация и техническое обслуживание
торговых автоматов
I
Эффективность работы торговых автоматов во многом зависит
от правильной эксплуатации торговых автоматов, Очень важно
правильно выбрать модель и место установки автоматов, определить
ассортимент реализуемых товаров и надлежащим образом
обслуживать торговые автоматы.
Что касается выбора модели автомата, то здесь надо обратить
внимание на следующее."
♦ конструкция автоматов должна обеспечивать удобство и
безопасность при эксплуатации, санитарной обработке и
техническом обслуживании;
♦ на корпусе автомата должны быть нанесены значки
безопасности и соответствующие надписи;
♦ конструкция автоматов, устанавливаемых на открытом
воздухе, должна исключать попадание влаги (брызг, капель дождя)
внутрь аппаратов;
♦ автоматы должны обеспечивать возврат покупателю монет,
опущенных в приемную щель монетного механизма, или
препятствовать их приему при отсутствии продукта, <■
юесточивании и в других подобных случаях;
♦ детали автомата, соприкасающиеся с пищевыми продуктами,
должны быть изготовлены из экологически чистых материалов.
Работники, допускаемые к обслуживанию торговых ав-й
томатов, должны пройти инструктаж по технике безопасности.
При эксплуатации торговых автоматов необходимо помнить,
что:
356
♦ автоматы должны быть максимально приближены к
покупателям;
♦ инкассацию денежной выручки следует проводить после
отключения автомата от электросети;
♦ эксплуатация автомата со снятыми узлами и деталями не
допускается;
♦ профилактические и ремонтные работы можно проводить
только после отключения автомата от электросети;
♦ при обнаружении неисправностей в электрооборудовании
следует отключить автомат от электросети;
♦ изоляция электрооборудования автомата должна быть
надежной и отвечать требованиям ГОСТа, а все металлические
части автомата должны быть заземлены;
♦ следует поддерживать в исправном состоянии заземление
автомата;
♦ должны быть установлены фильтры для удаления посторонних механических примесей из жидких пищевых продуктов,
воды и воздуха;
♦ на каждые пять автоматов должен быть установлен один
углекислотный огнетушитель;
♦ складировать возле автомата готовую продукцию, тару,
мусор, бумагу, ветошь и т. п. запрещается.
Что касается технического обслуживания торговых автоматов,
то во многих городах его осуществляют специальные организации.
Такое обслуживание включает доставку товаров, их
подготовку, загрузку в автомат, а также техническое обслуживание
автоматов и выполнение ремонтных работ.
Там, где специализированных организаций нет, техническое
обслуживание торговых автоматов осуществляют механики
торговых предприятий.
Механик по эксплуатации и техническому обслуживанию
торговых автоматов обязан:
♦ обеспечивать бесперебойную работу закрепленных за
ним автоматов и содержать их в исправном состоянии;
357
♦ предотвращать порчу товаров;
♦ осуществлять технический надзор за эксплуатацией
торговых автоматов;
♦ выполнять профилактический осмотр и планово-предупредительный ремонт, обеспечивающие надежность работы
автоматов;
♦ выполнять демонтаж отдельных узлов и деталей автомата,
подлежащих ремонту, и направлять их в специализированные
ремонтные предприятия, а также устанавливать их на место после
ремонта;
♦ осуществлять консервацию и деконсервацию автоматов в
связи с сезонной эксплуатацией;
♦ соблюдать правила техники безопасности при монтаже,
наладке, ремонте и эксплуатации торговых автоматов или
отдельных их узлов, находящихся под напряжением, давлением, в
движении;
♦ не допускать посторонних лиц к техническому обслуживанию;
♦ поддерживать автомат и место его установки в требуемом
санитарном состоянии.
3.8. Автоматизация
расчетно-кассовых операций
В торговые предприятия поступают большие суммы денежной
выручки. Необходимо обеспечить правильный учет денежных
средств, четкий контроль за их сохранностью и своевременную
сдачу их в банк.
Денежная выручка торговых предприятий является основным
источником финансирования и кредитования различных отраслей
народного хозяйства, выплаты заработной платы, пенсий,
стипендий. Ссуды банка дают возможность организациям и
предприятиям закупать товары для продажи населению,
заготавливать
сельскохозяйственную
продукцию,
развивать
строительство и производство, т. е.
358
осуществлять все необходимые торгово-хозяйственные операции.
Своевременная и полная сдача выручки имеет большое значение не
только для развития торговли, но и всей экономики страны.
Правильно организованный учет и контроль денежной выручки
— необходимое условие соблюдения принципов рационального
хозяйствования в торговле и сохранности товарно-материальных
ценностей. Расчеты с покупателями и учет поступающих от них
денежных сумм осуществляет либо непосредственно продавец, либо
специально выделенный для этой цели работник — кассирконтролер.
При немеханизированном способе расчета деньги за проданные
товары принимает продавец, он же их хранит, подсчитывает и сдает.
При этом ухудшается их хранение, усложняется учет денежных
средств, снижается производительность труда торговых работников,
нарушаются санитарно-гигиенические требования.
Наиболее эффективный способ расчета с покупателями —
автоматизированный способ с применением контрольно-кассовых
машин (ККМ). Он обеспечивает точный учет денежной выручки и
контроль продажи товаров, позволяет проверить правильность
выполнение расчетно-кассовых операций, сокращает время,
необходимое для расчетов, повышает производительность труда
контролеров-кассиров, снижает до минимума возможность ошибок
при расчетах, предоставляет сведения об объемах продаж товаров и
количестве обслуженных покупателей по часам рабочей смены.
ККМ являются инструментом контроля со стороны администрации, учредителя и государства за денежным оборотом,
полнотой и своевременностью оприходования наличной выручки.
Уровень
автоматизации
расчетно-кассовых
операций
характеризуется многообразием автоматически выполняемых
функций и скоростью действия ККМ, оперативно359
\
стью и качеством выдаваемой информации и пропускной
способностью узла расчета. Современные электронные ККМ
оснащены блоком памяти и выполняют функции поиска цен
товаров, относящихся к различным торговым отделам, могут вести
учет по товарным группам, видам, наименованиям.
Электронно-регистрирующие машины (ЭРМ) имеют сканирующие устройства, позволяющие определить стоимость товара
автоматически, без набора ее на клавиатуре. Новые модели ЭРМ
могут выполнять функцию кассового терминала в роли головного
устройства, управляющего работой нескольких ККМ.
Все это дает возможность:
♦ увеличить скорость обслуживания покупателей;
♦ автоматизировать расчетные и учетные операции;
♦ обеспечивать безошибочную работу контролеров-кассиров;
♦ оперативно
контролировать
торгово-технологический
процесс;
♦ передавать и воспринимать информацию с сервера,
расположенного в центральном офисе фирмы.
ЭРМ могут использоваться в составе комплексов для межотраслевой интегрированной автоматической системы управления
товародвижением. На основе применения штрихового кодирования,
считывающих устройств - адаптеров, программного обеспечения,
портативных терминалов, автоматизированных рабочих мест
контроллера-кассира, этикетирующих устройств осуществляется
автоматизация торгово-технологи-ческого процесса в оптовом и
розничном звеньях товародвижения.
Разработка автоматизированных рабочих мест контролеракассира для предприятий розничной торговли позволяет:
♦ считывать информацию, нанесенную в виде штрихо
вых кодов на упаковку или ярлыки товаров, и записывать
360
ее в определенном коде в запоминающее устройство или вводить в
компьютер; ■
♦ выполнять расчетные операции с учетом скидок и надбавок;
♦ обеспечивать различные виды оплат — наличный,
безналичный расчет, чеками, с помощью пластиковых карт;
♦ осуществлять контроль над операциями, выполняемыми
контролером-кассиром; ♦ регистрировать покупку на уровне групп и наименований
товаров;
♦ автоматически вызывать цены из запоминающего устройства;
♦ выдавать оперативные и итоговые статистические данные
продажи товаров;
♦ отображать информацию для покупателя.
В настоящее время все большее распространение получают
компьютерные кассы, что позволяет сократить как минимум двух
кладовщиков и одного бухгалтера.
Кассово-компьютерный
учет
увеличивает
не
только
производительность труда, но и прибыль предприятия. Как это
делается?
Товаровед-менеджер
видит
на
экране
всю
хронологическую последовательность торгового процесса по
товарным группам, в виде таблиц, графиков, диаграмм.
Информация, не подвластная голове, предстает перед ним в
максимально наглядной форме от одного нажатия клавиши.
Например, сидя за компьютером и занимаясь текущими делами,
товаровед-менеджер видит на экране предупреждение о снижении
товарных запасов ниже критического уровня. Тут же автоматически
на мониторе появляется список поставщиков этих товаров, к
которым нужно срочно обратиться, определяются колебания спроса,
выявляются закономерности не только по сезонам, но и по дням
месяца. Это помогает оперативно учитывать интересы покупателей
и не тратить деньги на закупки товаров, не пользующихся спросом.
361
Из истории создания
контрольно-кассовых машин
Первый кассовый аппарат был сконструирован американцем Джеймсом Ритти в 1876 г.
На Американской выставке в Москве (1976 г.), посвященной двухсотлетию США, демонстрировался кассовый
аппарат образца 1886 г., принадлежавший корпорации НРР
(Дейтон, штат Огайо). Экспонат был снабжен аннотацией
следующего содержания: "Ритти, владелец кафе в Дейтоне,
штата Огайо, не мог разбогатеть, хотя дела у него шли
отлично. Его не покидала мысль, что деньги, полученные от
покупателей и хранящиеся в специальном ящике, были
слишком соблазнительной приманкой для служащих.
Однажды, во время путешествия в Европу, он увидел счетчик
оборотов на двигателе корабля. Ему в голову пришла
блестящая идея. Он прервал путешествие, поспешно
возвратился домой и стал работать над прибором, который
мог бы регистрировать торговые операции. Прибор показывал
сумму денег, полученную за каждую покупку, и хранил
информацию обо всех, сделанных за день, операциях.
Возможность ошибок и мелкого жульничества практически
перестала существовать, и была достигнута исключительная
точность записи всех торговых операций".
В 1884 г. другой американец, Джон X. Патере, приобрел
патент на это изобретение вместе с небольшой мастерской в
Дейтоне, в которой работало 13 рабочих. Так было положено
начало промышленному производству контрольно-кассовых
аппаратов.
/ 3.8.1. Классификация
контрольно-кассовых машин
В целях формирования обобщенного представления о разновидностях
ККМ рассмотрим признаки их классификации.
По сфере применения:
♦ для торговли;
♦ для сферы услуг;
♦ для предприятий питания.
362
По функциональным возможностям:
♦ автономные (портативные) — самые простые модели
электро^ных касс, которые работают от встроенных или бортовых звтом
°бильных аккумуляторов и предназначены для выездной торговли,
работы на рынках, в торговых палатках (АРКУС-КАСБИ-01Ф, ЭКР2102Ф, МИКРО-101Ф);
♦ пассивные системные — обладают широкими функциональными возможностями, подключаются к компьютернокассовой системе, но не имеют возможности управлять ее работой
(ЭЛЕКТРОНИКА-92, АМС-100Ф, 8АМ51ЖО-4615КЕ, ЭЛВЕС 0121Ф). Применяются в магазинах средних размеров с торговой
площадью до 500 м2;
♦ актиРные системные ■— могут работать в компьютернокассовой системе, управляя при этом ее работой, и фактически
являются специализированными компьютерами. К этому классу
относятся Р08-терминалы (РОЗ 1ВМ 4614Р). Применяются в
крупных магазинах, супермаркетах;
♦ фискальные регистраторы, способные работать только в
состав^ компьютерно-кассовой системы, получая данные через
гсанал связи.
По источникУ питания:
♦ со встроенным элементом питания (батареей либо
аккумулятором);
♦ с электропитанием от сети переменного тока;
♦ с подключением к внешнему элементу питания;
♦ с комбинированным электропитанием.
3-8.2. Требования, предъявляемые /<
контрольно-кассовым машинам
Правительство РФ постановлениями от 7 августа 1998 г. № 904
и от 3 сентября 1998 г. № 1027 радикально изменило порядок
применения ККМ в торговле, значительно ужесточив требования к
их работе.
Требования к применению. Во всех организациях и
предприятие могут применяться только исправные ККМ
363
с долговременным и энергонезависимым хранением информации в
фискальной (контрольной) памяти. Перед приобретением ККМ
необходимо убедиться в том, что они:
♦ допущены к использованию в соответствии с классифи
катором и утвержденным перечнем ККМ;
♦ имеют в случаях, установленных Государственной комиссией по ККМ, прикладные программы;
♦ оснащены средствами визуального контроля "Государственный реестр" и "Сервисное обслуживание";
♦ находятся на учете в центре технического обслуживания
(ЦТО), который ежегодно (в январе—феврале) обязан проводить
проверку исправности;
♦ зарегистрированы в налоговых органах.
При истечении срока применения, в связи с исключением из
реестра, ККМ должна быть снята с регистрации в налоговых
органах, и с этого момента пользоваться ею запрещается.
Требования к реквизитам чека. Раньше требования к
реквизитам чека ограничивались лишь отражением в нем номера
ККМ, даты приема наличных денег и полученных сумм. Теперь
вместо кассового чека покупателю (клиенту) разрешается выдавать
вкладной (подкладной) документ, проведенный через ККМ и
отражающий, как и чек, следующие реквизиты:
♦ наименование организации;
♦ идентификационный
номер
организации-налогоплательщика;
♦ заводской номер ККМ;
♦ порядковый номер чека;
♦ дату и время покупки;
♦ стоимость покупки или услуги;
♦ признак наличия фискальной памяти.
Установлен порядок применения ККМ с фискальной
памятью — при этом на чеках, контрольных лентах и других
документах должны быть специальные признаки. Такие кассы
запрещено применять в нефискальном режиме или с вышедшим из
строя блоком фискальной памяти.
364
Требования к документации. Внесены изменения в порядок
ведения книги кассира-операциониста для ККМ и в сроки хранения
документов, подтверждающих денежные расчеты с покупателями.
Если ранее допускалось ведение общей книги кассира-операциониста
на все ККМ в торговом зале, то сейчас на всех ККМ в обязательном
порядке применяется контрольная лента и по каждой ККМ отдельно
ведется книга кассира-операциониста, заверенная в налоговом
органе.
Контрольная лента, книга кассира-операциониста и другие
документы, подтверждающие проведение денежных расчетов с
покупателями, должны храниться в течение сроков, установленных
для первичных учетных документов, но не менее 5 лет.
Ответственность за обеспечение их хранения несет руководитель
организации.
Признаки неисправности. Ранее неисправностью ККМ (и в этом
случае запрещалось ее использование) считалось отклонение в ее
работе от технических требований, для определения которого
требовалось заключение ЦТО. Сейчас предусмотрен конкретный
перечень неисправностей ККМ. Она признается неисправной, если у
нее:
♦ отсутствует или повреждена пломба ЦТО;
♦ отсутствует маркировка предприятия-изготовителя или
одного из способов визуального контроля;
а также если ККМ:
♦ не печ:атает, печатает неразборчиво или не полностью
печатает предусмотренные Положением и указанные выше
реквизиты на чеке, контрольной ленте или других документах,
предусмотренных техническими требованиями к ККМ и их
фискальной памяти;
♦ не позволяет получить данные, содержащиеся в фискальной
памяти и необходимые для осуществления контроля налоговым
органом;
♦ применяет прикладные программы, не допущенные
Комиссией к использованию конкретной моделью ККМ.
365
Эксплуатационные требования. Для того чтобы ККМ была
допущена к работе, она должна отвечать таким требованиям, как:
♦ соответствие конструктивного исполнения машины типу
предприятия, методу продажи, уровню цен на товары;
♦ простота конструкции, обеспечивающая удобство эк-Л
сплуатации и ремонта;
♦ безупречная точность расчетов;
♦ высокая производительность;
♦ отражение вида операций и результатов расчетов;
♦ четкость показаний индикаторного механизма;
♦ надежность в работе;
♦ способность документального оформления операций;
♦ регистрация и учет данных для изучения покупательского
спроса и получения коммерческой информации;
♦ компактность конструкции и незначительная масса;;
♦ максимально низкая себестоимость и цена;
♦ эргономичность клавиатуры;
♦ совместимость с компьютерными системами;
♦ наличие интерфейса. Эстетические требования. Эти
требования включают:
♦ актуальный дизайн;
♦ высокое качество отделочных материалов;
♦ соответствие пропорций и отделки функционально-; му
назначению;
♦ гармоничное сочетание цветового решения с интерьером
торгового зала.
3.8.3. Общие принципы устройства
контрольно-кассовых машин
Контрольно-кассовая машина представляет собой кокЛ пактную
совокупность функциональных механических и электронных блоков
в различном сочетании, предназначенных для проведения расчетнокассовых операций.
366
ККМ могут иметь следующие основные функциональные
блоки:
♦ установочный;
♦ индикаторный;
♦ счетный;
♦ печатающий;
♦ замыкающий;
♦ передаточный;
♦ приводной;
♦ оперативное запоминающее устройство;
♦ блокирующее устройство;
♦ питания;
♦ интерфейс.
Все блоки скомпонованы на металлическом каркасе, закрыты
кожухом, в нижней части которого находится денежный ящик.
Установочный механизм (клавиатура) представляет собой
набор клавиш для набора суммы, секций, отдела, условных кодов,
включения в работу и других клавиш управления. Имеется также
клавиша коррекции, гасящая неправильно внесенную информацию.
Индикаторный механизм может быть односторонним,
имеющим одно окно лишь со стороны контролера-кассира, и
двусторонним, дающим возможность покупателю видеть набранную
сумму. Индикатор показывает в смотровом окне вводимые суммы,
номер счетчика, сумму, причитающуюся с покупателя, и сумму
сдачи.
Счетный механизм представляет собой набор различных
счетчиков. Машины имеют один или несколько суммирующих
счетчиков, контрольные и операционные счетчики. Суммирующие
счетчики автоматически суммируют нарастающим итогом все
денежные суммы, проводимые через машину. После достижения
максимальной емкости счетчики автоматически ее преодолевают, и
счет начинается сначала.
367
Контрольные счетчики контролируют действия суммирующих и автоматически учитывают, сколько раз они достигали максимальной емкости в процессе работы, принудительно переводились на нули специальным ключом. Имеются
контрольные счетчики, учитывающие число снятий показаний
суммирующих счетчиков. Наличие контрольных счетчиков
предупреждает возможность злоупотреблений при работе на
ККМ.
О п е р а ц и о н н ы е счетчики служат также конт->
рольным целям. Они автоматически учитывают число опе-,|
раций, совершенных машиной, количество выданных чеков,
проданных товаров и обслуженных покупателей.
Печатающий механизм служит для печатания денежного
документа (кассового чека или отчетной ведомости), его
выдачи и регистрации на контрольной ленте. Реквизиты чека и
контрольной ленты зависят от типа и модели ККМ. На чеке
могут указываться частные слагаемые и итоговая сумма
покупки, номер чека, дата, клише (наименование фирмы,
номер машины и др.). На контрольной ленте, за исключением
даты и клише, печатаются те же реквизиты в одну строчку.
; Замыкающий механизм предназначен для закрытия всего
механизма машины и его отдельных частей, узлов, включения
в определенный режим работы, снятия показаний
суммирующих денежных счетчиков и перевода их на нули.
Передаточный механизм передает движение от приводной группы исполнительным.механизмам и обеспечивает
определенную последовательность всех операций в течение
рабочего цикла.
Приводной механизм служит для приведения в действие
всех механизмов и узлов машины.
Оперативное запоминающее устройство позволяет сохранить запрограммированные текущее время и дату, процентные скидки или надбавки, товары с фиксированной ценой,
пароли кассиров и налогового инспектора.
368
Блокирующее устройство не допускает работу машины при:
♦ отсутствии контрольной или чековой ленты;
♦ возникновении аварийных ситуаций в машине, приводящих
к порче печатающего документа;
♦ отсутствии или переполнении фискальной памяти;
♦ отсутствии электропитания.
Виды контрольно-кассовых машин
В торговлю поступают все более совершенные машины,
наиболее полно учитывающие специфику и 'характер различных
типов магазинов. Согласно классификатору, утвержденному
Государственной межведомственной экспертной комиссией,
существуют автономные, пассивные и активные ККМ. Рассмотрим
все три вида ККМ, входящих в Государственный реестр.
Автономные контрольно-кассовые машины. Расширение
функциональных возможностей АККМ (рис. 3.32) может
достигаться только за счет подключения дополнительных устройств
ввода-вывода, управляемых по размещенным в ней программам.
К АККМ относятся и портативные, обладающие возможностью
работы без постоянного подключения к электросети.
АРКУС-КАСБИ 01Ф применяется при выездной торговле.
Эта портативная малогабаритная ККМ пользуется популярностью благодаря своей надежности и простоте эксплуатации,
возможности работы при температуре окружающей среды до +45"С.
В ККМ используется универсальный блок питания, работающий от
сети напряжением 220 В, внешнего источника напряжением 12 В
или от встроенного аккумулятора, обеспечивающего в автономном
режиме без подзарядки выполнение не менее 2600 операций.
Аппарат также выпускается в портативном транспортировочном ис369
\тФ&&&&©
■ <г, г • > - г *
.... -ч/ч- /Г^.Т'Хч
ч - 1чI / |
да5>ч5
,; ' ~/ .. >
•
ч.:1ичч|Ш|'
Рис. 3.32. Автономные контрольно-кассовые машины: 1
— АРКУС-КАСБИ 01Ф; 2 — ЭКР-2102Ф; 3 — ЭЛМА-40Ф 4
— ЗНАКР ЕК-А 250 КГ
полнении для использования в автобусах и маршрутных такси при
перевозках пассажиров и багажа.
ЖР-2102 Ф применяется при выездной торговле, в мелкорозничных предприятиях и небольших магазинах.
I
370
Машина автоматически выполняет кассовые операции но учету,
контролю и отображению информации на чековой и контрольной
лентах. Имеет встроенный аккумулятор и может работать без
подключения к сети переменного тока. Наличие фискальной памяти
дает возможность налоговой инспекции доступа к информации и
контроля за исполнением налоговых отчислений.
ЭЛМА-40Ф выполнена на уровне мировых стандартов качества
с использованием современных технологий.
Эта портативная электронная ККМ работает от встроенных
аккумуляторов или от сети переменного тока (через сетевой
адаптер). Предназначена для учета и контроля торговых операций в
небольших магазинах, торговых ларьках, палатках.
Оснащена блоком фискальной памяти, который обеспечивает
ежедневное некорректируемое накопление отчетных финансовых
данных. Информация зарегистрированной фискальной памяти
хранится б лет.
Машина выполнена в виде переносного кейса. Имеются
отделения для хранения денежных сумм, запирающиеся на ключ.
Печатающее устройство ЕР80Ы М190 обеспечивает регистрацию
кассовых операций на двухслойной бумажной ленте (с копирующим
слоем) с выводом как цифровой, так и символьной информации
(текста).*
8НАКР ЕК-А 250 КР — 8-разрядная, 10-секционная. Имеет
фискальную память, в которой ежедневно регистрируется дата,
номер записи, суточный итог по продажам. Возможно
программирование секции, времени, даты, пароля кассира. Может
работать в одно- и многочековом режимах.
Выполняет следующие кассовые операции:
♦ учет денежных сумм;
♦ умножение цены на количество;
♦ индикация вводимых и промежуточных данных;
♦ исправление ошибки кассира до печати;
♦ подсчет общих и частных итогов;
371
♦ автоматическая подача чековой и контрольной лент;
♦ двойная чековая лента;
♦ ввод стоимости товара с возможностью изменений;
♦ возврат и выплата;
♦ отчет кассира и суточный отчет. Технико-экономическая
характеристика автономных
ККМ дана в табл. 3.5.
Таблица 3.5
Технико-экономическая характеристика автономных ККМ
Разрядность цифрового
индикатора
Обслуживание секций
(отделов)
Скорость печати, стр./с
Ширина чековой лепты,
мм
Габариты, мм
Масса, кг
Встроенный калькулятор
п часы
Количество печатных
знаков
[Возможность работы при
температуре окружающей
среды от -30 до +45"С
АРКУС-КАСБИ ЭКР-2102Ф
01Ф
16
8НАКР ЕК-А
250 КР
до 9
2,5
57
210x220x110
3,2
315x300x145
2,5
+
57
330x418x240
6,8
24
+
Пассивные контрольно-кассовые машины. Пассивные ККМ
(рис. 3.33) обладают более широкими, чем у автономных ККМ,
функциональными возможностями, подключаются к компьютернокассовой системе, но не предназначены для управления ее работой.
Они могут обладать памятью на идентификационные номера и цены
на товары, работать с
372
различными внешними носителями информации. При работе на
таких машинах достаточно ввести номер товара или считать
сканером его штрих-код, ввести количество этого товара и касса
сама определит цену и сумму покупки. Если в кассовый аппарат
установлена специальная плата и касса подключена к компьютеру,
то данный аппарат в неофициальной классификации называется
и н т е р ф е й с н ы м . Пассивные ККМ могут также использоваться
как автономные.
Электроника-9'2 представляет собой программное устройство с
возможностью работы как автономно, так и в составе комплексов,
включающих компьютер и группу кассовых аппаратов.
Машина имеет встроенный блок фискальной памяти и два 8разрядных
цифровых
индикатора,
встроенные
часы,
регистрирующие время и дату покупки, калькулятор.
Гарантируется сохранение накопленной информации при
отключении питания в сети. К машине можно подключить считыватель штрих-кодов и электронные весы. На ней могут самостоятельно работать одновременно четыре оператора, имеющие
личный цифровой код.
АМС-100Ф предназначена для автоматизации учета, контроля и
первичной обработки информации кассовых операций и регистрации
ее на бумажной ленте. Машина может применяться в любом
торговом предприятии и в сфере услуг для автономного
использования или в составе компью-1 терных систем учета.
Несмотря на простоту, она отвечает многим требованиям
пользователя, так как создана на основе передовых технологий,
имеет высокий уровень качества.
Машина регистрирует проводимые через нее суммы,
подсчитывает стоимость товара по цене его единицы и количеству,
подсчитывает суммарную стоимость покупок и величину сдачи
покупателю. Имеется возможность записи в память текущей даты и
времени, необходимой информации, блока фиксированных цен на
товары, блока штрих-кодов со своей ценой на товары. Печатающее
устройство программно переключается на чековый или отчетный режим работы.
Машина имеет встроенную фискальную память с возможностью доступа к информации (считывания) только налоговой
инспекцией. Сохранность информации - не менее 6 лет.
Питание машины в зависимости от модификации осуществляется от:
374
♦ сети переменного тока напряжением 220 В частотой 50 Гц.
Сохраняется работоспособность ККМ при кратковременном
пропадании входного напряжения до (2 с);
♦ источника постоянного тока напряжением 160—210 В
(автономный источник питания или аккумуляторная батарея).
В машине предусмотрены четыре программных Ключа защиты
(пароли):
♦ пароль блокировки машины (ключ кассира/кассиров);
♦ пароль блокировки вывода ведомости показаний "X-отчет"
(ключ 1);
♦ пароль блокировки вывода контрольной ленты "2-отчет"
(ключ 2);
♦ пароль блокировки вывода "Фискального отчета" (ключ 3).
Программный пароль представляет собой цифровой код (от 1 до
6 цифр), записанный в энергонезависимое репрог-раммируемое
запоминающее устройство (РПЗУ).
Дополнительно возможны:
♦ совместная работа ККМ и электронных весов Е5Э-15Т или
весов кодификационного ряда ВНУ 2/15;
♦ реализация практически РОЗ-терминала на базе ККМ;
♦ работа со считывателем штрих-кода или по кодам товаров
(число наименований товаров до 4096);
♦ работа со считывателем штрих-кода или по кодам товара
(число наименований товаров до 10 000).
АРКУС-ЫР 250Ф предназначена для автоматизации учета,
контроля и первичной обработки информации кассовых операций и
регистрации ее на бумажной ленте.
Машина может применяться в любой торгующей организации и
сфере услуг для автономного использованкгя или для использования
в компьютерных системах учета, а также обеспечивать
автоматизацию безналичных расчетов пластиковыми картами.
:
Машина регистрирует проводимые через нее суммы,
подсчитывает стоимость товара по стоимости его единицы
375
и количеству, подсчитывает частные итоги, суммарную стоимость
покупок и величину сдачи покупателю.
ККМ обеспечивает выполнение операций возврата, аннулирования, повторения, расчета процентной надбавки/ скидки,
налога, исправление ошибок оператора до вывода информации на
печать, контроль буфера контрольной ленты.
Печатающее устройство программно переключается на чековый
или отчетный режим работы для получения контрольной ленты со
снятием показаний денежных или операционных регистров, а также
отчетных документов (отчеты по секциям, по кассирам, по кодам
товаров).
Машина позволяет принимать в оплату как наличные деньги,
так и электронные карты, которые идентифицируются с помощью
специального считывающего устройства (связь с соответствующей
кредитной компанией).
Технико-экономическая характеристика пассивных ККМ
приведена в табл. 3.6.
„'
•
Таблица 3.6
Технико-экономическая характеристика пассивных ККМ
Число программируемых
ассортиментов в автономном
режиме
Число разрядов дисплея покупателя
Число разрядов дисплея кассира
Максимальная разрядность
дневного сбора
Максимальная разрядность
накопленных сумм
Напряжение сети, В
Потребляемая мощность,, Вт
376
Электроника92
897
АМС-100Ф
АРКУС-1ЛР
250Ф
8
12
16
8
12
12
9
16
16
15
10
220
36
220
100
220
Активные контрольно-кассовые машины (рис. 3.34) могут
работать в компьютерно-кассовой системе, управляя при этом ее
работой,
и
фактически
являются
специализированными
компьютерами. К этому классу относятся РОЗ-терминалы. Они
позволяют видеть на мониторе список товаров (наименования,
штриховые коды, единицы измерения, цены и количество товаров в
торговом зале), при помощи клавиатуры или сканера выбирать
товары для формирования чека, получать кассовые отчеты и пр.
Рис. 3.34. Активные контрольно-кассовые машины:
1 — ОКА-200Ф; 2 — ГШ1ТЗИ О-880 КГ
Все активные ККМ являются полностью ГВМ-совмес-тимыми.
Периферийные устройства (сетевые адаптеры) позволяют на основе
активных ККМ строить системы, которые комплексно решают
проблемы учета движения и остатков товаров, контроля реализации
и выручки. С их помощью при работе с международными и
локальными платежными системами для организации систем
безналичных расчетов применяются встроенные в корпус
считыватели магнитных карт.
В локальных платежных системах с использованием штрихкодовых пластиковых карт активные ККМ оснаще377
ны специальным считывателем в- инфракрасном диапазоне.' Кассовые
программы настраиваются специально под конк-ретные потребности.
Традиционный комплект РОЗ-системы включает:
♦ центральное процессорное устройство;
♦ источник питания для обеспечения необходимого энергоснабжения;
♦ быстродействующий и надежный кассовый принтер • для
печати чека, контрольной ленты и различных документов;
♦ денежный кассовый ящик, дисплей кассира и дисплей
покупателя;
♦ большое количество интерфейсов для подключения,
специализированных программируемых клавиатур, сканеров
штриховых кодов, считывателей магнитных карт и иной периферии.
ОКА-2000Ф —- одна из лучших в классе электронных
регистраторов. Эта отечественная касса — прототип японской Р82000 (ВМС).
Может работать в обычном режиме, пробивая только цену и
номер отдела, и в более сложном, когда формируется справочник
товаров, и чек пробивается по коду товара.
Оператор может вводить 13-знаЧный штриховой код с помощью
сканера штрихового кода либо 4-значный код вручную. В этом
случае максимальное число наименований в| справочнике товаров —
10 000. До 100 наименований товаров молено привязать к клавишам
ККМ.
Машина позволяет вести справочник лиц, допущенных к работе
на кассовой машине (не более 20 пользователей). Чтобы открыть
кассу, пользователь должен ввести свой1-' числовой код. Это дает
возможность получать именные отчеты по кассе.
Подключать в сеть можно до 32 машин. В этом случае одна
касса становится главной, остальные — подчиненные. Главная касса
может подключаться' к персональному ком378
пьютеру. Сетевое подключение ККМ позволяет получать с главной
кассы как индивидуальный отчет по любой ККМ, так и общий отчет
по всем кассам.
Предусмотрено подключение разнообразных периферийных
устройств, таких как весы, принтеры подкладной печати, сканеры
штрих-кода.
Р1Н1Т81] С-880 КГ изготовлена по мировым передовым
технологиям и отвечает самым высоким требованиям российского
законодательства. Она отличается высокой надежностью, простотой
в освоении и пользовании, широким спектром функциональных
возможностей.
Все основные режимы работы защищены замком и цифровыми
паролями от несанкционированного доступа. Машина может
запоминать от 348 до 9999 наименований товаров путем считывания
штрих-кода или ввода кода товара с клавиатуры.
Имеет возможность программировать все основные режимы
работы кассы, наименования отделов, товаров, кассиров, определять
продажи товаров и фиксированные цены по отделам, суммировать
стоимость тары и товаров с клавиатуры или при помощи
компьютера.
Все операции с наличными деньгами в денежном ящике,
оплатой чеками и в кредит отображаются на кассовых чеках. В
машине предусмотрена возможность изменения функций клавиш
клавиатуры, исходя из удобства пользования.
Благодаря дизайну, разработанному ведущими мировыми
производителями кассовых аппаратов, машина соответствует
современному интерьеру любого торгового зала, а наличие
контрастного поворотного дисплея для покупателя позволит
установить машину в удобном для работы месте.
Денежный ящик снабжен регулируемыми съемными отсеками
для монет и купюр.
Машина обслуживает 8 отделов с возможностью расширения их
до 20. Число наименований товаров в памяти до 348, но их можно
увеличить до 9999.
379
Код товара можно набирать с клавиатуры или считы-1 вать его
штрих-код.
На машине могут работать 15 кассиров с собственными]
паролями, вводимыми с клавиатуры. Имеются пароли для!
менеджера и сервисной службы. Могут приниматься плате-1 жи 5
видов (в том числе кредитные карточки и банковские < чеки).
Имеются 5 значений налогов и 2 интерфейса для под-! ключения
сканера штрих-кода и компьютера.
Технико-экономическая
характеристика
активных
ККМ'
приведена в табл. 3.7.
Таблица 3.7М
Технико-экономическая характеристика активных ККМ
Сетевое использование
Память
Клавиатура
Чековый принтер
Программируемое
клише
Контроль доступа
Дисплей покупателя
Габариты, мм
Масса, кг
ОКА-2000Ф
ГЩ1Т8Ц С-880ЕР
От 2 до 32 кассовых терминалов
До 10000 наименований до 9999 наименований
товаров ____________ товаров____________
мембранного типа,
Программируемая
60 клавиш
матричный, до 24 символ
Матричный СШгеп
(18 символов, 3 строки/с) лов, 2,5 строки/с) _____
До 8 строк и коммерческое
сообщение до 5 строк
Многоуровневая защита от
несанкционированного доступа
Поворотный
410x280x425
11,5
Р08-терминалы. Последним достижением науки и техники
являются Р08-терминалы (рис. 3.35). В них компьютер, клавиатура,
считыватель магнитных карт, принтер чековой и контрольной ленты
и монитор собраны в одном компактном корпусе.
380
I
Рис. 3.35. РОЗ-терминалы: 1 _ РОЗ
Г1Т 7000Г; 2 — РОЗ ЮМ 4614Г
Терминал РОЗ Р1Т 7000Р японской фирмы ОМКСЖ имеет
следующие основные характеристики:
♦ доступ к 99 группам товаров;
♦ доступ к 9 отделам;
♦ прием до 10 видов оплат;
♦ прием дополнительно до 10 видов валют; V
♦ изменение и отмена операций;
]||
|'
1:
|
381
§1
♦ возврат денег за покупку;
♦ число кассиров и количество товаров ограничен! объемом
жесткого диска;
♦ функция запроса отсутствующей цены;
♦ режим ожидания чека;
♦ печать фактуры и банковского чека;
♦ инкассация;
♦ прием авансовой суммы;
♦ ведение счетов клиентов;
♦ получение информации по товару без продажи;
♦ учет стоимости упаковки;
♦ ведение товарооборота по кассам, продавцам, группам или
отделам за день, неделю, месяц;
♦ 9 величин налогов.
К преимуществам терминала относится то, что:
♦ удобная блочная архитектура ККМ позволяет сво^ бодно
размещать компоненты системы на рабочем месте, кассира;
♦ системный блок ККМ использует архитектуру ком-, пьютера;
♦ плата фискальной памяти расположена в системном блоке
ККМ, что не затрудняет проведение профилактики печатающего
устройства;
♦ принтер использует надежную механику фирмы ЕР8СЖ;
♦ ККМ позволяет реализовать локальную систему электронных платежей наряду с обслуживанием карточек практически
любых платежных систем;
♦ использование любых типов сканеров и терминалов
электронных платежей;
♦
формирование любых типов отчетов.
Терминал РОЗ 1ВМ 4614Е способен удовлетворить по
требности любого потребителя.
Он используется как в супермаркетах, так и в магазинах
прилавочной торговли, бутиках, аптеках.
382
Устройство соединило в себе такие важные качества, пак:
многофункциональность,
компактность,
эргономичность,
надежность, удобство, простота в эксплуатации.
В комплект поставки входят: процессор 5х86С (А1УГОпроцессор), являющийся аналогом процессоров Репт.шт, кассовый
ящик, дисплей покупателя, русифицированная клавиатура, монитор
кассира, чековый принтер, а также плато фискальной памяти.
Сетевая карта, интегрированная в процессор, и считыватель
магнитных карт, интегрированный в клавиатуру, )'.ходят в комплект
устройства, в то время как в подобном оборудовании, производимом
другими фирмами, эти модули поставляются в качестве
дополнительных опций и не входят в основную стоимость
устройства.
Терминал снабжен программным обеспечением ИшРо 2.40 Г,
разработанным
компанией
1В8.
Выполненное
на
высокопрофессиональном уровне, оно действительно надежно и
максимально приспособлено для удобства работы кассира. Эта
кассовая программа предоставляет пользователю следующие
возможности:
♦ работа по индивидуальному коду и паролю кассира;
♦ продажа по локальному коду товара;
♦ продажа по штриховому коду товара как штучного, гак и
взвешенного на электронных весах;
♦ безналичные виды оплаты, включая пластиковые карты.
Каждому виду безналичной оплаты может быть привязана любая (не
базовая) валюта;
♦ проверка пластиковых карт с помощью магнитного
считывателя, встроенного в клавиатуру;
♦ смешанная оплата: как в разных валютах, так и различными
видами (наличным и безналичным);
♦ отказ от товара, отраженного в чеке, до оплаты с проверкой
на наличие этого товара в чеке;
♦ аннуляция чека;
♦ возврат товара по наличным и безналичным видам оплаты;
••,
383
1
♦ хранение базы данных параметров чека, исходя из настройки
кассы;
♦ печать подкладного документа (широкого или узкого) не
только по последнему чеку, но и за любой период хранения чеков в
базе;
♦ подобные отчеты за день или период;
♦ калькулятор пересчета сумм из одной валюты в лкЦ бую
другую, используемую кассой;
♦ работа с фискальным модулем;
♦ авторизация товара.
3.8.4. Правила эксплуатации
контрольно-кассовых машин
В Российской Федерации действуют Типовые правила
эксплуатации контрольно-кассовых машин при осуществ-' лении
денежных расчетов с населением, утвержденные Минфином России
в соответствии с Законом РФ "О применении контрольно-кассовых
машин при осуществлении денежных расчетов с населением".
Правилами установлено, что при денежных расчетах с
покупателями разрешается применение только тех ККМ, серийные
образцы которых прошли испытания в установ ленном порядке и
внесены в Государственный реестр.
Ввод в эксплуатацию, техническое обслуживание, ре монт и
списание ККМ должны осуществляться заводами-изготовителями
или специализированными предприятиями, техническими центрами,
наделенными соответствующими правами.
Используемые для денежных расчетов с населением ККМ
подлежат регистрации в налоговых органах по месту нахождения
предприятия, в обязанности которых также входит осуществление
контроля над соблюдением правил использования ККМ, за полнотой
учета выручки денежных средств на предприятиях торговли и
других предприятиях.
384
К работе на ККМ допускаются лица, освоившие правила их
эксплуатации в объеме технического минимума, с которыми
заключается договор о материальной ответственности.
Заводской номер машины обязательно указывается во всех
документах (кассовом чеке, отчетной ведомости, паспорте, книге
кассира-операциониста и др.), а также в документах, отражающих
перемещение кассовой машины в связи с отправкой в ремонт,
передачу другому предприятию.
Каждая ККМ должна иметь паспорт установленной формы. В
него заносятся сведения о вводе машины в эксплуатацию, среднем
и капитальном ремонтах, также указываются реквизиты
фирменного клише с обозначением наименования предприятия и
номера кассы.
Перевод суммирующих денежных счетчиков на нули (гашение) может осуществляться при вводе в эксплуатацию новой
машины и при инвентаризации, что отражается в соответствующем
акте. В случае ремонта денежных счетчиков в мастерской их
гашение может осуществляться только по согласованию с
органами Министерства Российской Федерации по налогам и
сборам.
Перевод показаний денежных счетчиков на нули оформляется
актом в двух экземплярах, один из которых передается в
бухгалтерию контролирующей организации, а второй остается в
магазине.
Актом оформляется и передача ККМ на другое предприятие
или в мастерскую для ремонта и обратно. В нем фиксируются
показания секционных и контрольных счетчиков (регистров).
Отметки о передаче машины делаются в книге кассираоперациониста и в паспорте машины. Оформление акта
необходимо и при ремонте денежных счетчиков непосредственно в
магазине.
В эксплуатацию новые ККМ вводит механик организации,
осуществляющей гарантийное и послегарантийное обслуживание и
ремонт соответствующего типа машин. При
385
вводе в эксплуатацию электронных контрольно-регистрирующих
машин и кассовых терминалов необходимо присутствие
программиста-электронщика. Механик или программист должны
иметь удостоверение на право технического обслуживания и
ремонта машин данного типа. Ввод машины в эксплуатацию должен
происходить также в присутствии кассиров.
Передача машины оформляется механиком путем заполнения
всех необходимых данных в заводском паспорте. Он же обязан
опломбировать машину после установки фирменного клише с
наименованием предприятия и номером расчетного узла. В
электронных контрольно-регистрирующих машинах его вводят в
программу машины.
До включения кассовых машин замки должны быть закрыты, а
ключи должны храниться у директора магазина (кроме ключей для
перевода секционных денежных счетчиков на нули). Ключи для
перевода денежных счетчиков на нули передаются директором
магазина контролирующей организации (налоговой инспекции), где
хранятся в сейфах и выдаются по письменному распоряжению
руководителя и главного бухгалтера этой организации специалисту,
уполномоченному проводить проверку магазина.
Администрация магазина заводит на каждую ККМ книгу
кассира-операциониста по установленной форме. Книга должна
быть прошнурована, пронумерована и скреплена подписями
налогового инспектора, директора и главного (старшего) бухгалтера
магазина и печатью.
Действующими Типовыми правилами эксплуатации ККМ при
осуществлении денежных расчетов с населением допускается
ведение в магазине общей книги кассира-операциониста на все
имеющиеся в нем ККМ.
Паспорта кассовой машины, акты, книга кассира-операциониста и другие документы хранятся у директора магазина, его
заместителя или главного (старшего) бухгалтера.
386
Перед началом работы кассир получает под роспись все
необходимое для работы на ККМ (ключи от кассовой кабины, от
привода кассовой машины и от денежного ящика, сумму наличных
денег для начала работы, разменную монету, запасные рулоны
чековой контрольной ленты).
Директор магазина либо его заместитель, дежурный
администратор при подготовке кассовых машин к работе обязан:
♦ открыть замок привода и счетчиков машины, снять (вместе с
кассиром) показания секционных и контрольных счетчиков, сверить
их с показаниями за предыдущий день и внести в книгу кассираоперациониста;
♦ оформить начало контрольной ленты, указав на ней тип и
заводской номер машины, дату и время начала работы, показания
секционных и контрольных счетчиков (данные на контрольной ленте
заверяются подписями);
♦ закрыть замок показаний денежных счетчиков и выдать
кассиру (контролеру-кассиру, продавцу) ключи от замка привода
машины;
♦ согласовать с кассиром меры по предупреждению
подделки чеков (шифровка чека, предельная сумма чека и т.
д.);
♦ обеспечить кассира разменной монетой и необходимыми
купюрами.
При этом кассир (контролер-кассир, продавец) перед началом
работы на ККМ должен:
♦ проверить исправность блокирующего устройства, заправить
чековкую и контрольную ленты, установить дататор на- текущую
дату, перевести счетчики на нули;
♦ включить машину в электросеть и получением нулевого чека
проверить ее работу от электропривода;
♦ напечатать 2"3 чека без обозначения суммы с целью
проверки четкости печатания реквизитов на чековой и контрольной
лентах и правильности установки дататора и счетчика чеков;
387
♦ приложить в конце дня нулевые чеки к кассовому отчету;
♦ установить со стороны покупателя табличку со своей
фамилией;
♦ разместить на рабочем месте необходимый инвентарь.
В процессе обслуживания покупателя кассир (контролер-кассир,
продавец) обязан определить общую сумму тан, купки и назвать ее,
получить от покупателя деньги за товары и выполнить следующее:
♦ четко назвать сумму полученных денег и положить их
отдельно на виду у покупателя;
♦ напечатать чек;
♦ назвать сумму причитающейся сдачи и выдать ее
покупателю вместе с чеком (при этом бумажные купюры и
разменную монету выдать одновременно).
Чеки ККМ действительны только в течение дня выдачи их
покупателю. Выдача денег по возвращенным покупав телем чекам
осуществляется только при наличии на них подписи директора или
заместителя директора магазина и только по чекам, выданным в
кассе. Неиспользованные чеки актируются в конце смены.
В течение смены по указанию директора или заместителя
директора магазина кассир может изменять шифр, применять
штампы и оттиски "погашено", "контроль" и т. п., а также получать
распечатки по кассовой машине и изменять совместно с
программистом (оператором) шифр в кас совой машине.
В случае неясного печатания реквизитов на чеке, задер жки или
обрыва контрольной ленты кассир обязан совмести с
представителем администрации магазина проверить оттиски чека на
контрольной ленте,- подписать чек (если чек не вышел, вместо него
поулчить нулевой), указать на обороте правильную сумму (рубли
указываются прописью) и после проверки отсутствия пропусков
нумерации подписать места обрыва контрольной ленты.
388
_
При обнаружении неисправности ККМ кассир вместе с
представителем администрации магазина оформляет окончание
работы на данной машине так же, как при окончании работы смены,
с отметкой в книге кассира-операциониста времени и причины
окончания работы.
Кассиру запрещено работать без контрольной ленты или
склеивать ленту в местах обрыва. Нельзя допускать к кассовой
машине посторонних лиц. Не разрешается покидать кассовую
кабину без уведомления администрации магазина, без отключения
кассовой машины и запирания на ключ денежного ящика и кассовой
кабины. Запрещается иметь в кассе личные деньги кассира и деньги,
не учтенные через кассовую машину (кроме денег, выданных перед
началом работы).
При предъявлении расчетного чека Сбербанка в уплату за товар
контролер-кассир проверяет подлинность чека, срок его действия,
удостоверяется в личности предъявителя чека по паспорту или
заменяющему его документу и ставит на обороте штамп с текстом
"Чек принят в уплату за товар" с указанием номера и наименования
магазина и даты приема чека, расписывается на штампе, а также делает отметки в специальной ведомости. Затем пробивается сумма,
указанная в чеке, и выдается кассовый чек. Сумма проводится только
через вторую секцию, по которой пробиваются только безналичные
расчеты.
Расчет за купленный в магазине товар может осуществляться
посредством чековых книжек и пластиковых карт.
Типовыми правилами эксплуатации ККМ при осуществлении
денежных расчетов с населением установлен также порядок
окончания работы на кассовой машине. При закрытии магазина или
прибытии инкассатора кассир должен подготовить денежную
выручку и другие платежные документы, а также составить
кассовый отчет и сдать выручку вместе с кассовым отчетом по
приходному ордеру старшему (главному) кассиру, а в небольшом
магазине с одной-двумя кассами — непосредственно инкассатору
банка.
389
Представитель администрации магазина в присутствии кассира
снимает показания секционных и контрльных счетчиков (регистров),
получает распечатку или вынимает конт-; рольную ленту и
подписывает ее конец, указав тип и номер машины, показания
секционных и контрольных счетчиков, дневную выручку, дату и
время окончания работы. Отчетные данные на конец рабочего дня
вписываются в книгу кассира-операциониста.
Сумма выручки определяется по показаниям секционных
счетчиков (регистров) на начало и конец рабочего дня. Она должна
совпадать с суммой, сданной старшему кассиру и уложенной в
инкассаторскую сумку, с итоговым чеком ККМ. После этого
делается соответствующая запись в книге кассира-операциониста,
которая скрепляется подписями кассира и представителя
администрации.
Данные о выявленных недостатках или излишках так- | же
заносятся в соответствующие графы книги кассира-операциониста.
После окончания работы на ККМ кассир проводит ее межремонтное
обслуживание.
3.8.5. Выбор контрольно-кассовых машин и расчет
потребности в них
В основу выбора ККМ должны быть положены следую-; щие
сведения о предприятии: его тип, площадь торгового зала, количество
и наименование отделов, объем товарооборота и его ассортиментная
структура, характер торго-] во-технологического процесса,
интенсивность покупатель-' ских потоков.
Площадь торгового зала и количество размещенных в нем
отделов или секций являются определяющими факто-; рами при
выборе машины.
Потребность в ККМ нетиповых магазинов определяется
расчетным путем. Основные показатели, по которым определяют
необходимое количество рабочих мест контроле-^
390
ров-кассиров, — это число посетителей, сделавших покупку в час
наибольшей загрузки торгового зала, и максимальная пропускная
способность узла расчета в час. Расчет можно выразить следующей
формулой:
С
где П — необходимое количество мест контролеров-кассиров;
Р — число посетителей, сделавших покупку в час наибольшей
загрузки торгового зала, человек/ч;
С — максимальная пропускная способность узла расчета в час,
которую определяют по формуле:
,д 3600-К
С = ----------- '
т+1-1
где Т — среднее время, затрачиваемое на обслуживание одного
покупателя (на считывание цен, получение денег, выдачу сдачи и т.
д.), с;
/ — среднее количество товарных единиц, приходящихся на
одного покупателя, шт.;
I — время регистрации стоимости одного товара или скорость
печати ККМ, с;
К — коэффициент использования рабочего времени контролера-кассира, равный 0,7.
Подставив значение С в приведенную выше формулу, получим
развернутую формулу определения количества рабочих мест
контролеров-кассиров:
п_р-(г
+ /-о
3600-Я"
При проектировании новых магазинов число рабочих мест
контролеров-кассиров рассчитывают исходя из площади торгового
зала по формуле:
391
5-?
П
~ д-
3600-к'
где 5 — площадь торгового зала, м2;
^ — площадь торгового зала, приходящаяся на одного
покупателя (2,5 м2 согласно СНиП, п. 5.8);
I — среднее время расчета с одним покупателем, с;
К — коэффициент использования рабочего времени контролера-кассира, равный 0,7.
Пример. Рассчитать необходимое количество мест контролеров-кассиров магазина "Универсам", имея следующие данные:
время работы машины в час "пик" — 3600 с;
среднее время, затрачиваемое на обслуживание одного покупателя (Т) — 45 с;
среднее количество товарных единиц, приходящихся
на одного покупателя (/) — 5 шт.;
время регистрации стоимости одного товара или скорость печати ККМ (I) — 0,8 с;
коэффициент использования рабочего времени конт-ч
ролера-кассира (К) — 0,7;
число покупателей, сделавших покупку в час наибольшей загрузки торгового зала (Р) — 200 человек.
Подставив значения в формулу, получим:
п _ 200-(45 + 5-0,8) _ 200-(45 + 4) _ 9800
3600-0,7
~
2520 ~2520~ '
Следовательно, потребуется 4 места контролера-кассира.
3.8.6. Техника безопасности при
эксплуатации контрольно-кассовых машин
1. Операторы и специалисты по обслуживанию и ремонту
ККМ, не прошедшие инструктаж по технике безопасности и не
изучившие "Руководство оператора" и "Руководство по
эксплуатации", не должны допускаться к работе.
392
2. Не допускается работа оператора при снятом корпусе.
3. Рабочее место оператора должно быть оборудовано
трехполюсной розеткой с заземляющим контактом.
4. Перед включением ККМ в электрическую сеть необходимо
осмотреть вилку и шнур питания и убедиться в их исправности.
5. Не допускается замена предохранителей при включенном
электропитании ККМ.
6. Все металлические предметы, устройства, расположенные
ближе двух метров от рабочего места кассира, должны быть надежно
изолированы.
7. Запрещается кассирам и продавцам при включенном питании
вскрывать ККМ, снимать верхний кожух.
8. Рабочее место кассира должно обеспечиваться освещением
500 ±_ 50 ЛК при общем и комбинированном освещении.
9. Запрещается работать на ККМ кассиру с влажными руками.
10. При отыскании неисправности механиком во включенной
машине со снятым корпусом необходимо принять меры,
исключающие случайный контакт с токоведущими частями.
11. По окончании работы, в перерывах или в случае остановки
по другим причинам машина должна быть отключена и отсоединена
от электрической сети.
3.8.7. Сканирующие устройства
В основе автоматизации расчетно-кассовых операций лежит
технология штрихового кодирования. Штриховое кодирование
является одним из типов автоматической идентификации,
использующим метод оптического считывания информации.
Штриховой код — это спроектированное на компьютере с
помощью специальных программ графическое изобра393
жение в виде чередования темных и белых штрихов 1
определенной последовательности цифр. Наибольшее щ
пространение на сегодняшний день получил стандарт кт рования
товаров ЕАДО-13, состоящий из 13 цифр.
Структура кода следующая: первые три цифры Л обозначают,
как правило, страну-производителя, следи щие четыре цифры —
код предприятия-производитЯ затем пять цифр — код продукта;
последняя цифра яви ется контрольной.
Цель кодирования информации заключается в отраз»
нии таких информационных свойств товара, которые обф
печивают реальную возможность проследить за их дви;Я
нием к потребителю, что связано с повышением эффЯ
тивности управления производством.
I
Для считывания штрихового кода с носителей инфорН мации
используются сканирующие устройства различив типа: контактные
карандаши и сканеры; лазерные сканорц и мобильные терминалы,
считывающие информацию и расстоянии.
Сканер встраивается в панель кассового стола (горя
зонтальный сканер) или укрепляется на стойке (вертикали' ный
сканер).
Вертикальный
сканер,
имеющий
несколыв
разнонаправленных лазерных лучей, может считывая штрих-код
при любом положении товара.
При поступлении товара с нанесенным на этикетку штри»
ховым кодом последний считывается сканером, и информй ция
передается на компьютер. В компьютере проводится сравнение на
соответствие штрихового кода требования» предъявляемым к ЕАЫ
стандартами РФ.
Если штриховой код на этикетке отсутствует, с помп* щью
специальной программы кодируют товары и печатая этикетки со
штриховыми кодами. Для этого рабочее месв должно быть
оснащено техническими устройствами ДЯ маркировки товаров,
принтером для печати этикеток, Щ единенным с персональным
компьютером и этикет-пистоЛ» том для наклеивания этикеток на
упаковку товара.
394
':•$■
Применение штрихового кодирования сокращает тру-имптраты
и время на поиск, хранение, доставку, инвента-■|м;щию продукции
и координацию деятельности многих ии'циалистов; приводит к
сокращению управленческого р'ргпнала, занятого подготовкой и
оформлением докумен-иции; способствует увеличению объема
реализации прошу г, цми и товарооборота на основе уменьшения
времени П|иIхождения товара во всех звеньях товародвижения, что I
1ч щечном счете дает экономический эффект.'
I Гиже приведена характеристика сканеров штрихового ВДа,
используемых в торговле (рис. 3.36).
Ручные сканеры серии ЬС6065/90-М — это сканеры
ню поколения. Предназначены они для широкого при|иг111М1ия в розничной торговле, офисах, библиотеках, бан-| I
страховых компаниях и аптеках. Считывают коды, длина |и11 чрых
не превышает 65 мм.
Ручные сканеры серии 01.65/80 спроектированы спе-|'Ч1 и,но
для применения в розничной торговле и офисной |щ I иматизации.
Они могут считывать коды высокой и низ-I "м плотности. Сканер
БЬ65 считывает коды длиной до ((о мм, а сканер БЬ80 — до 82 мм.
Основным достоинством сканеров серии БЬ65/80 явля-И'ся то,
что они удовлетворяют все потребности считывании и соединения с
другими устройствами.
Ьесконтактные сканеры. Ручной лазерный сканер В1,1,!>010-М
имеет элегантный дизайн и обладает разнооб-|ш иплми
функциональными возможностями, удовлетворяющими самые
высокие требования бесконтактного считы-рщия в области
розничной торговли и офисной автоматизации.
1^учной лазерный сканер серии 8Р400КР — это новинка
■пмпании Р8С. Он используется в том случае, если требуются
гибкость и удобство в эксплуатации бескабельных скане-|м 1п
штриховых кодов, но использовать портативные терми-Ш1,| из-за
высокой стоимости нецелесообразно, так как их имможности
намного больше того, что необходимо.
395
' ""
к
г* е?1
ж
Рис. 3.36. Сканеры:
гоЖ ^?ппп/9л°"М; 2 ~ СерИИ °ЬЬ5010-М; 3 - серий У51200 и
У51000; 4 - серии ЗР400ЕГ; 5 - марки БИЕТ
396
Сканер имеет радиоканал передачи данных и обеспечивает
передачу информации на расстояние до 4 м.
Комплект поставки включает собственно переносной сканер с
радиопередатчиком и приемную станцию, подключенную к
компьютеру.
Сканер предназначен для применения в системах складского
учета и РОЗ-системах в магазинах мелкооптовой торговли.
Вертикальные многоплоскостные сканеры серии У81200 и
У81000 производства компании Р8С предназначены для
дистанционного считывания штриховых кодов.
Лазерный диод этих сканеров генерирует 18 взаимопересекающихся лазерных лучей, что позволяет считывать штриховой
код при любой его ориентации относительно сканера.
Разработанные для использования в РОЗ-системах, обладая
высокими скоростью действия и качеством считывания, эти сканеры
применяются в тех случаях, когда требуются высокая
производительность и возможность считывания плохо напечатанных
или поврежденных кодов. Специальное программное обеспечение
позволяет распознавать до четырех различных символик штриховых
кодов.
Несомненные преимущества этих моделей перед горизонтальными сканерами — это простота установки на любой
прилавок и отсутствие контакта между сканером и идентифицируемым товаром, благодаря чему использование защитного
стекла из специальных дорогостоящих материалов становится
ненужным.
Многоплоскостной сканер серии МАСЕЬЬАЫ в отличие от
других плоскостных сканеров может одновременно считывать код
снизу и со всех четырех сторон товара (полные 360 градусов).
Данная возможность позволяет сделать работу более удобной, что в
свою очередь влияет на пропускную способность узла расчета.
Лазерный сканер двойного действия 017.ЕТ производства
компании Р8С предназначен для использования в РОЗ-системах как
для считывания штриховых кодов с товаров
397
различных габаритов, так и для идентификации немарки- ] рованных
товаров (работа по штриховому меню).
Сканер используется в двух режимах: как настольный,' (на
подставке) с многоплоскостным режимом считывания (19
взаимопересекающихся лазерных лучей) и как ручной, В качестве
ручного сканера ВИЕТ применяется для чтения кодов с товаров,
которые не сканируются в режиме "проноса" (например, штриховой
код нанесен на сильно помя-г той упаковке) и для работы со
штриховым меню.
Б11ЕТ обеспечивает считывание штрих-кодов с высо-1 кой
разрешающей способностью (0,127 мм). Специальное программное
обеспечение компании Р8С обеспечивает ре-1 конструкцию
поврежденных кодов и автоматическое распознавание нескольких
символик штриховых кодов (ЕА1МУ 1ТРС + пять индустриальных
символик).
Малые габариты, оригинальный дизайн и великолеп-\ ные
эксплуатационные характеристики делают БИЕТ отличным
дополнением к любой РОЗ-системе.
3.8.8. Порядок регистрации
контропьно-кассовых машин
Порядок регистрации ККМ в налоговых органах разработан в
соответствии с пунктом 11 Положения о применении ККМ при
осуществлении денежных расчетов с населе-нием, а также пунктом 4
Положения о порядке продажи, технического обслуживания и
ремонта
ККМ
в
РФ,
утвержденного
Государственной
межведомственной экспертной комиссией.
Организации и другие юридические лица, их филиалы и
обособленные подразделения, а также физические лица,
осуществляющие предпринимательскую деятельность без
образования юридического лица, в случае проведения торговых
операций или оказания услуг (далее по тексту 398
организации) подают заявление по месту регистрации ККМ по
установленной форме.
К заявлению прилагаются паспорта на подлежащие регистрации
ККМ и договор об их техническом обслуживании и ремонте с ЦТО
или непосредственно предприятием-изготовителем ККМ из числа
зарегистрированных органами исполнительной власти субъектов
Федерации.
Налоговый орган после проверки достоверности данных,
указанных в заявлении организации, не позднее 5 дней с момента
подачи заявления регистрирует ККМ. Регистрация осуществляется
путем внесения сведений о ККМ в Книгу учета, ведущуюся по
установленнои форме.
Налоговый орган одновременно с регистрацией ККМ выдает
организации карточку регистрации в налоговом органе, а также
возвращает паспорта на регистрируемые ККМ и договор об их
техническом обслуживании и ремонте в ЦТО.
Карточка регистрации К КМ хранится в организации по месту
установки ККМ в течение всего срока ее эксплуатации,
предъявляется по требованию представителей налогового органа и
возвращается налоговому органу при снятии ККМ с регистрации.
При необходимости замены действующих ККМ другими либо
установки дополнительных машин организация обязана до ввода их в
эксплуатацию подать в налоговый орган заявление о регистрации
н*эвых машин и снятии с учета зарегистрированных ранее.
Налоговый орган, полупивший заявление организации о замене
ККМ, в 5-дневнь^й срок регистрирует новые и снимает с учета
изымаемые из эксплуатации в данной организации ККМ и выдает
организации карточки на вновь зарегистрированные.
В случае реорганизации, а также во всех иных случаях, когда
кассовый аппарат выбывает из обращения в данной организации, он
подлежит снятию с учета. При этом организация подает заявление в
налоговый орган о снятии
399
с учета ККМ. Налоговый орган, получив заявление организации,
снимает с учета ККМ, о чем делает отметку в карточке регистрации
ККМ, которая заверяется подписью должностного лица налогового
органа, ответственного за ре$ гистрацию, и скрепляется печатью.
По окончании срока применения моделей ККМ, указанных в
Государственном реестре, используемых на территории РФ,
налоговые органы снимают с учета ККМ этих моделей. При этом
организации о снятии с учета таких ККМ уведомляются за 30 дней
до истечения срока их применения.
3.9. Оборудование дня защиты от
несанкционированного выноса товаров
Переход торгового предприятия на метод самообслуживания
не только значительно увеличивает его оборот, но и потери
магазина от несанкционированного выноса товаров.
Такие потери могут составлять более 5% объема товарооборота. По мировой статистике они распределяются следующим образом:
♦ 10—20% •— административные (как правило, это ошибки в
оформлении документов и сбои в работе с поставщиками);
♦ 30—40% — внутренние (недобросовестность персонала);
♦ 30—40% — внешние (несанкционированный вынос товара,
т. е. кражи покупателями).
3.9.1. Способы охраны товаров
Снизить внутренние и внешние потери можно, организовав
защиту.
400
Наиболее широко используют четыре способа охраны объекта:
♦ визуальное наблюдение;
♦ радиоэлектронные системы сигнализации;
♦ системы сигнализации-оповещения (используются в дорогих
бутиках);
♦ системы слежения (видеокамеры).
Визуальное наблюдение — самый древний из известных
способов охраны. Охрана осуществляется непосредственно в
торговом зале, где за покупателями следят продавцы, а у выхода и
касс дежурят охранники. Визуальное наблюдение облегчает
линейное расположение торговых стеллажей и прилавков.
Этому же способствует использование таких нехитрых, но
эффективных приспособлений, как прямые и. гиперболические
зеркала. Такой способ защиты требует дополнительных расходов
только на охранника у выхода, так как контроль за товаром в зале
входит в обязанности продавцов. Переход на самообслуживание
предполагает не увеличение числа сотрудников в торговом зале, а
лишь их перемещение из-за прилавков в торговый зал.
Радиоэлектронные
системы
сигнализации
—
самый
популярный способ защиты товара, при котором различные
радиоэлектронные датчики крепятся к каждой единице товара. У
выхода из торгового зала устанавливают антенны и системы
оповещения, которые срабатывают при приближении датчика.
Миновать антенну можно лишь после того, как кассир снимет или
отключит датчик с оплаченного товара. Система включает комплект
бирок, рамки-антенны и деактивирующее устройство или съемный
ключ. Используемые сегодня датчики делятся на три группы:
♦ деактивируемые — одноразовые датчики-ярлыки,
крепящиеся к товару при помощи этикет-пистолета. На кас
совых местах находятся деактивирующие устройства, при
косновения к которым достаточно для того, чтобы деактивировать датчик. Ярлык может служить одновременно и
401
штрих-кодом. Деактивирующее устройство может использоваться
отдельно или быть интегрировано в сканирующее устройство, тогда
процесс считывания совмещается с деактивацией датчика;
♦ не д еа к т и в и р у е мые — жесткие многоразовые датчикибирки, которые прикрепляют непосредственно к товару при помощи
зажима или специального тросика. Снять их можно только при
помощи специального ключа, находящегося у продавца.
Возможность
многоразового
использования
удешевляет
эксплуатацию системы. Датчики-бирки не имеют широкого
применения в продовольственных магазинах;
♦ СпескПпк — датчик, который при попытке сломать или
снять его без ключа, выстреливает струей несмываемой краски,
оставляющей на вещи метку и портящей продукт.
Системы сигнализации-оповещения сообщают продавцу о том,
что товар снят с витрины. Сам этот факт является чрезвычайной
ситуацией и требует немедленного вмешательства персонала.
Применяются в бутиках, ювелирных, антикварных, парфюмерных и
часовых магазинах.
Система слежения - устройства для наблюдения и видеозаписи,
как видимые для покупателя, так и замаскированные камеры с
объективом диаметром около 1 мм и углом обзора 60—85 град.,
обычно их прячут в стены или непосредственно встраивают в
торговое оборудование, располагая в местах, плохо видимых для
персонала торгового зала. Контроль осуществляется оператором,
находящимся вне зала. Видеозапись акта кражи товара служит
уликой для вора, задержанного по сигналу оператора.
Как показывает мировая практика, установка средств
видеонаблюдения в торговом зале не является достаточно
эффективной защитой и дает, скорее, психологический эффект.
Персонал охраны, который должен наблюдать за мониторами,
спустя некоторое время работы не может концентрировать внимание
на экраны (тем более, когда их мно402
го). Видеозапись может носить лишь статистический характер, так
как вора обнаруживают только после просмотра кассеты.
Установка камер также подразумевает нахождение охраны в
торговом зале, которой с поста наблюдения по средствам радиосвязи
передается информация о попытке кражи, а это приводит к
дополнительным затратам на содержание персонала и отрицательно
влияет на торговый процесс (по статистике, наличие охраны и
наблюдение за покупателем создает обстановку недоверия, что
серьезно сказывается на обороте магазина).
Другой проблемой является то, что покупатель не может быть
изобличен в краже, не покинув торговый зал, а значит, предъявить
ему обвинение в сокрытии товара достаточно сложно. Сразу же
встает вопрос о юридической правомерности обыска подозреваемого
покупателя.
Установка систем видеонаблюдения целесообразна в тех точках
магазина, где контроль является необходимым, а именно:
♦ в проходах между секциями (для наблюдения за порядком);
♦ в местах пунктов обмена валют, секциях бижутерии.
Наиболее эффективно защищает от внутренних и внешних
потерь так называемое противокражное оборудование.
В работе противокражного оборудования заложен принцип
детектирования неоплаченного товара в момент попытки выноса его
из торгового зала или магазина. На товаре укрепляют различные
защитные незаметные для вора элементы (их может снять только сам
продавец при помощи специального устройства), а на выходе
устанавливают сенсорные рамки — антенны, которые подают
звуковой или световой сигнал при попадании такого элемента в зону
их действия.
Такая система не только надежно защищает от несанкционированного выноса товара, но и является мощным ры403
чагом в работе с недобросовестным персоналом. Существующие
новейшие
противокражные
технологии,
в
комплексе
с
автоматизированной системой торговли и грамотной работой с
персоналом, позволяют минимизировать потери.
3.9.2. Противокражное оборудование
Противокражное оборудование основано на радиочастотном
принципе детектирования (далее по тексту — РЧ).
В его основу положен метод обнаружения РЧ антеннами
колебательного контура (ЬС-контура), который настроен на
заданную частоту (мировой стандарт 8,2 МГц) и расположен в
защитном элементе на товаре.
Система представляет собой комбинацию из антенн,
приемников и передатчиков, которые детектируют резонансные
колебания ЬС-контура и выдают звуковой (или световой) сигнал.
За последние 20 лет РЧ-технология активно развивалась и в
настоящее время является наиболее популярной в мире по
следующим причинам:
♦ радиочастотная технология детектирования является
наиболее надежной (высокий процент срабатывания и самая высокая
устойчивость к помехам после применения цифровой технологии
обработки сигнала и волоконной оптики для синхронизации систем);
♦ средняя радиочастота, на которой работают системы,
абсолютно безопасна для окружающих, товара и электронных
устройств (в отличие от других технологий). Покупатель может не
бояться за сохранность информации на кредитной карточке, дискете
или аудио- и видеокассете;
♦ разнообразие защитных аксессуаров для РЧ-систем
позволяет защищать практически все группы товаров (от одежды и
обуви до продуктов питания);
♦ самоклеящиеся защитные этикетки позволяют наносить на
них любую информацию, включая штриховой код,
404
а также наклеивать их при помощи этикет-пистолетов, что особенно
важно при большом товарообороте;
♦ многие фирмы в мире начали наносить защитные
радиочастотные этикетки под упаковку в процессе производства
товаров, что стало серьезным ударом для профессионального вора.
Одновременно это позволило магазинам и супермаркетам сократить
закупку защитных этикеток, а следовательно, расходы; ,
♦ радиочастотная технология является наиболее быстроокупаемой из существующих противокражных технологий
благодаря низкой цене и малому энергопотреблению (максимально
100 Вт);
♦ новые разработки в области деактивации (снятия защиты с
этикеток после оплаты товара), такие как бесконтактная деактивация
на большом расстоянии и совмещение процесса деактивации
этикетки со считыванием штрихового кода, позволили расширить
области применения систем и уменьшить кражи персоналом;
♦ разнообразный дизайн систем отвечает эстетическим
требованиям современного магазина.
В качестве примеров более подробно рассмотрим назначение и
способы применения наиболее распространенных на практике видов
деактивируемых датчиков-ярлыков фирм СЪеКротг. и 8оигсе
Т১т§.
Технология Зоигсе Таддгпд предусматривает встраивание
защитной этикетки СпеКрогггЬ в товар или его упаковку на этапе
промышленного изготовления или упаковки товара. Она быстро
завоевывает признание как успешное средство в борьбе с потерями
товаров в процессе продажи.
Производимые по РЧ-технологии этикетки обеспечивают
защиту до поступления в магазин. Защитные этикетки выполнены на
клейкой бумажной основе и могут помещаться в любое место товара
и быть вне прямого доступа. Для их активации используется
бесконтактный метод, при котором не нужно знать точное
местонахождение этикетки для ее уничтожения. Это очень важное
преимущество
405
РЧ-системы СЬеКрот! и технологии Зоигсе Таддгпд, так
как оно увеличивает степень ее безопасности и надеж
ности.
!
Любые предприятия торговли — от супермаркетов до бутиков,
имеющие секции самообслуживания, могут обезопасить себя от
хищений, заказав поставщикам товары, снабженные защитной
этикеткой.
Программа СНеКрогШ 1три1зе 8оигсе Таддгпд предлагает
также антенные системы, устанавливаемые на служебных и общих
входах и выходах в торговое помещение, | обладающие повышенной
чувствительностью к защитным 1 этикеткам и обеспечивающие
достаточную ширину прохода для персонала и посетителей.
Антенные системы (^)845 и (^855 предназначены для оборудования широких входов и выходов больших универсальных
магазинов и супермаркетов. В систему могут встраиваться панели
для размещения сообщений или рекламы. Система работает со всеми
бирками и этикетками СпеКрот! мирового стандарта (8,2 МГц),
обеспечивая защиту прохода шириной (3845 - от 55 до 160 см, С>855
- от 55 до 170 см в зависимости от типа используемых бирок и
этикеток. Большее расстояние можно перекрыть с помощью
дополнительных антенн..
Антенная система серии ЗгдпаЫге подходит для торгового
предприятия, в интерьере которого используется дерево. Выполняя
задачу предотвращения краж товара, эти системы сочетаются с
дизайном помещения. Система отделана натуральным дубом,
который может быть также покрыт лаком. Система работает со
всеми бирками и этикетками СпеКрот! 8.2 МГц, защищая проход
шириной до 140 см в зависимости от типа используемых бирок и
этикеток. Большее расстояние можно перекрыть с помощью
дополнительных антенн.
Деактивация защитных этикеток. Системы деакти-§ вации
(нейтрализации) защитных этикеток СпеКрот! чрезвычайно просты и
удобны в эксплуатации. Деактивация
406
этикеток бесконтактная, поэтому удалять этикетки вручную
персоналу нет необходимости, и от этого процедура расчета
покупателя за товары кассиром не замедляется. Системы
деактивации могут быть:
♦ встраиваемые в прилавок у кассы;
♦ размещаемые по усмотрению заказчика;
♦ ручные;
♦ совмещенные со сканером штриховых кодов. Бесконтактный
метод деактивации защитных этикеток
СпеКроигЬ позволяет использовать многие горизонтальные,
вертикальные и ручные сканеры. При расчете покупателей
сканированию подлежат все оплачиваемые ими товары, при этом
товары попадают в область действия антенной панели деактиватора,
которая и нейтрализует этикетки без задержки расчета.
Интерлок — один из режимов работы деактиватора защитных
этикеток СпеКротг., позволяющий эффективно предотвратить
злоупотребления кассиров, пропускающих часть товаров без оплаты.
В режиме Интерлока сканер после считывания штрихового кода на
товаре включает деак— тиватор и нейтрализует защитную этикетку.
Это исключает возможность перемещения товара без считывания
кода и оплаты, так как не уничтоженные защитные этикетки вызовут
срабатывание сигнализации.
Защитные аксессуары. На наиболее подверженный кражам
товар возможно нанесение двойной защиты: защитной этикетки и
жесткого датчика.
Целесообразно использовать жесткие многоразовые Датчики
(типа супер-бутон) для защиты дорогостоящего товара, который
можно проткнуть иголкой или закрепить на нем датчик на стальном
тросике.
Самоклеящиеся этикетки-датчики поставляются по 500 шт. в
рулонах белого цвета. Диаметр рулона позволяет заправить его в
этикет-пистолет или принтер штриховых кодов.
407
При нанесении этикеток на товар необходимо соблюдать
следующие правила:
♦ этикетка должна быть нанесена на товар (упаковку) на
расстоянии не менее 5 мм от металлической массы;
♦ угол перегиба этикетки не должен превышать 90°;
♦ при возможности размещать этикетку под упаковку товара.
Необходимо у поставщиков товаров выяснить возможности
поставки товара с внедренными этикетками, если он участвует в
программе СпеКротт. 1три1зе Зоигсе Т১т§.
При использовании этикеток серий 300, 400, 600 и 700 для
нанесения
информации
необходимо
использовать
термотрансферные принтеры печати штриховых кодов.
Для ручной печати информации на защитной этикетке
возможно использование ручного принтера-сканера-аппликатора
этикеток типа "РоШпйег". При этом необходимо использовать
этикетки серии 900 на термобумаге.
Специальные, приспособления для снятия или деактивации
ярлычков обеспечивают бесперебойную работу кассиров и
контролеров в кассовых проходах.
Наклейка-ярлычок УльтраЛэйбл выпускается в черном и белом
исполнении со штрих-кодом, она может быть наклеена на товар или
упаковку и деактивирована на контроле при оплате.
Ультра-мягкий
ярлычок
УльтраСофт,
разработанный
специально для эксклюзивных изделий, чрезвычайно легок,
прикрепляется к изделию с помощью пластиковой нитки. Может
быть снят на контроле и снова употреблен.
Твердый пластиковый ярлычок УльтраГейтор со специальной
механической защелкой очень легок, свободно прикрепляется и
убирается с текстильных изделий, а пр помощи, петли может
прикрепляться к ручкам-держателям электротоварам, инструментам
и др., не нуждается в деак тивации.
ЕвроМакс использует два элемента и может охранят выходы
шириной в 1,6 м в случае, если товары защищень:
408
Ш л.
ярлыками-наклейками, и шириной в 1,8 м для других типов ярлыков.
Более широкие входы могут охраняться с помощью раздвижной
системы "Сплит", в которой три элемента охраняют проходы в 3,23,6 м, если товары имеют защитные наклейки.
Твердые ярлычки могут легко сниматься или с помощью
ручного отрывателя, или, в первую очередь с текстильных изделий,
— автоматическими снимателями ярлыков.
Для деактивации наклеек разработаны деактивацион-ная панель
и прибор быстрой деактивации Зреес181;а1поп. Прибор быстрой
деактивации может "считать" и деактиви-ровать охранные наклейки
на защищенных товарах, заполняющих целую сумку.
Техническая характеристика прибора приводится ниже.
Тип технологии — акустико-магнитная; способ установки
антенн — передающая и принимающая, антенны встроены в панели
на выходах; пропускная способность — 180—160 см для товаров с
наклейками; материал и окраска — прозрачные акриловые рамы,
серое в крапинку основание; вид сигнала тревоги — слуховой и
визуальный; типы охранных ярлыков — УльтраГейтор,
УльтраЛэйбл, УльтраСофт различного дизайна; виды рам —
алюминиевые рамы в качестве боковых проекторов или "Бампер" —
резиновые рамы, серые в крапинку.
Радиочастотные системы охраны товаров. Основное
предназначение радиочастотных систем — защита от выноса
неоплаченного товара на входе и выходе в магазинах одежды и
обуви. У жестких меток, закрепленных на изделии, вероятность
срабатывания 95—98%, они надежно защищают товары. Во всех
моделях применен процессор цифровой обработки сигнала с
автоматическим подключением фильтров при превышении
допустимого уровня помех. Это сделало системы значительно более
надежными и помехоустойчивыми в процессе эксплуатации, по
сравнению с мо409
делями с аналоговой обработкой сигнала. Рассмотрим две модели.
83300 — система с раздельными передающей и прием-1 ной
антеннами, работающая на частоте 8,2 МГц. Данная частота давно и
наиболее часто используется в радиочастотном диапазоне.
Конструктивные решения систем нового поколения позволяют
обеспечить их стабильную работу в же-I стких условиях
эксплуатации. Надежная защита широкого прохода и эстетичный
дизайн антенн позволяют устанавливать системы во всех магазинах.
Максимальное расстояние между двумя антеннами 1,8 м при
использовании только жестких меток и 1,2 м при использовании
самоклеящихся меток. При трехантенной конфигурации системы
максима ль-1 ная ширина прохода 3,6 м. Согласование систем,
работаю-!! щих на небольших расстояниях одна от другой, осуществ-|
ляется соединением их между собой коаксиальным или оптоволоконным кабелем. Деактиваторы самоклеящихся ме ток,
подключенные к системам для компенсации взаимног влияния, могут
быть расположены вблизи антенн без нарушения работы систем.
81300 — одноантенная система, работающая на частоте 1,95
МГц. Эта частота редко используется в охранных системах, и
поэтому данная модель легко устанавливается! в местах, где уже
находятся охранные системы. Ширина защищаемого прохода 0,8 м в
обе стороны от антенны. Сис-;| тема позволяет существенно
экономить вложение средств,? когда необходимо защитить
неширокий проход (до 1,6 м). В работе системы используются
только жесткие метки, Которые закрепляются на товаре при помощи
гвоздика или стальной крученой нити. В одном проходе может быть
задействовано шесть антенн с общей шириной защищаемого прохода
до 9,6 м. В один ряд устанавливается не более двух шестиантенных
систем. Таким образом, система, бла-| годаря своей модульной
структуре, подходит для перекрытия любых проходов от 0,8 м до 1,92
м. При работе антенн на небольших расстояниях одна от другой
системы не тре410
буют кабельного соединения, так как имеют 12 различных настроек
для предотвращения взаимного влияния.
Система Согьиз II была специально разработана для
супермаркетов и универсамов, где находится большое количество
касс расчета. Антенны могут быть прикреплены непосредственно к
кассе или к полу. Эта система работает со всеми типами этикетокярлыков, имеет встроенную защиту от помех, создаваемых другими
системами и деакти-вирующим оборудованием. Деактиваторы могут
располагаться в непосредственной близости от антенн. К антеннам
прилагается также защита от нанесения повреждений тележками или
корзинами.
Техническая характеристика: ширина 0,45 м, высота 1,43 м;
масса 7,5 кг (один элемент); материал термопластик АВ8; питание
220-—240 В, 50—60 Гц; цвет — белый; ярлыки серии 300, 400, 500,
600, 700, 900; проход 0,8 м (с серией 400).
Система Ультра Пост (рис. 3.37) относится к новому
поколению противокражных электронных систем. В ней воплощены
все преимущества акустико-магнитной технологии. Система Ультра
Пост повышает прибыльность торговых фирм и обладает
следующими преимуществами: высокая степень обнаружения и
надежность в работе, контроль широких проходов и, что наиболее
важно, усовершенствованный алгоритм защиты от помех и
отсутствие ложных срабатываний.
Особенности конструкции:
(
♦ полная интегрированность системы (отсутствие внешних
блоков);
♦ настройка программным способом;
♦ простота установки;
♦ большой выбор режимов работы;
♦ совместимость со всеми защитными этикетками и ярлыками
систем Ультра Макс на 58 кГц.
Система Ультра Пост имеет конфигурацию с одним, двумя или
несколькими пьедесталами, что позволяет ее последовательно
наращивать.
411
I
:
|||||р
ш
^^ш
тж
Рис. 3.37. Система охраны товаров Ультра Пост
Систему Ультра Пост с одним пьедесталом устанавливают на
выходе из магазина. Данная конфигурация сие-: темы, больше
подходящая для аптек и недорогих магазинов с совмещенным
входом/выходом, улучшает качество обслуживания покупателей,
позволяет сделать вход более свободным и эстетически
привлекательным, обеспечивает надежную защиту товара от
хищений. Система защищает ширину прохода до 0,7 м с каждой
стороны пьедестала, что позволяет устанавливать в магазинах только
один пьедестал на совмещенном входе/выходе. При установке систем
радиочастотной или магнитной технологии необходимо 2 пьедестала.
Система Ультра Пост с двумя пьедесталами используется для
более широких проходов. Такая конфигурация позволяет защитить
проход до 1,6 м между пьедесталами и до 0,7 м с боковой стороны
каждого пьедестала, что в сумме составляет 3 м.
412
щ
Система Ультра Пост с несколькими пьедесталами может
защитить один проход шириной до 1,6 м. При необходимости
защиты прохода большей ширины используется конфигурация с
несколькими пьедесталами. Упрощенная конструкция позволяет
сделать защиту товаров более эффективной и соответствующей
эстетическим требованиям.
Ультра Пост изготовлен из высокопрочного материала, но для
более
надежной
защиты
корпуса
можно
использовать
дополнительное оборудование.
Техническая характеристика системы Ультра Пост приведена
ниже.
Блок питания
Вход
200—240 50- -60 Гц, 2А
В
150 Вт
Ток (макс.)
1,5 А
Потребляемая мощность
контакт БРБТ
Сигнализация
Выход сигнала тревоги
1
75 Гц
Передатчик
58—60 кГц 1,6 Ом
Выход
1,6 мс
Рабочая частота
8А
Длительность импульса
ов
Ток передатчика
антенны
Частота следования
импульсов
Сопротивление передающей антенны
Приемник
Вход
1
Рабочая частота
58—60 кГц
Сопротивление приемной антенны
1,6 Ом
Сигнализация
Выход сигнала тревоги
контакт БРБТ
Ток (макс.)
1,0 А
Напряжение (макс.)
28 А
Длительность аудио/видео сигнала
1—30 с.
Температура
от -10 до 50°С
Относительная влажность 0—90%
Электромагнитные системы охраны товаров. Системы с
электромагнитным принципом работы предназначены для установки
в супермаркетах различной специализации (продовольственных,
строительных материалов и др.). Системы преимущественно
используют самоклеящиеся метки раз413
личных типов и размеров. Разнообразие и небольшие раз- | меры меток
дают электромагнитным системам большие пре- | имущества перед
системами с другим принципом работы. | Метки легко наносятся на
товары, легко маскируются и ) легко наклеиваются на
металлизированные поверхности, такие как фольга, банки и т. п.
Комбинация на одном типе , I товара различных меток гарантирует
невозможность их об- I наружения покупателем. Электромагнитная
метка не снижает вероятность срабатывания даже при потере 50%
своей | площади. Системы имеют цифровой процессор обработки
сигнала, систему самотестирования и отстройки от внешних I помех.
Существует две модели таких систем.
82200 ~ система устанавливается на входе/выходе мага- ;;! зина,
что обеспечивает высокий уровень защиты и минималь- | ные
неудобства. Привлекательный дизайн антенны делает ее пригодной
для большинства торговых помещений. Защи- I та входа/выхода - это
один из самых доступных вариан- I тов защиты магазина,
имеющего несколько кассовых аппа- I ратов. Весь товар проходит
через расчетно-кассовый узел, и защитные метки деактивируются
кассиром только с предъявляемого покупателями товара,
непредъявлен-ный же товар обнаруживается системой на выходе.
Де-активаторы этикеток, устанавливаемые на кассах, имеют
низкую стоимость и не требуют подключений и согласования с
работой системы. Система устанавливается в двух- и I трехантенной
конфигурациях. Инновационная электромагнитная технология
позволяет одновременно обеспечить | большую ширину прохода,
надежную работу и высокую по-, < мехоустойчивость системы,
82700 — система была специально сконструирована для защиты
любых проходов на кассовом узле магазина. Конструкция антенн
гарантирует стабильность при работе в жестких условиях, обеспечивая
(
бесперебойную
работу,
высо,
кую
надежность
и
помехоустойчивость. Антенны изготовле- I ны из материалов, стойких
к повреждениям и легко очищаемых от загрязнения. Система
устанавливается непосред414
ственно на кассовом узле. Оплаченный товар кассир проносит,
минуя антенное пространство, а покупатель проходит между
антеннами. Такая конфигурация позволяет увеличить скорость
обслуживания покупателя, так как ка,ссир не тратит время на поиск
и деактивацию метки. В том случае, если товар с защитной меткой
выносится через антенну "забывчивым" покупателем, то срабатывает
система и охрана имеет возможность своевременно вмешаться, а покупатель — провести доплату. В системе используются также
недеактивируемые метки, стоимость которых ниже деактивируемых. Передовая электромагнитная технология позволяет
получить высокий уровень безопасности и быстрое возвращение
вложенных средств.
В табл. 3.8 приводится техническая характеристика систем
моделей 82200 и 82700.
Таблица 3.8
Техническая характеристика электромагнитных систем охраны
82200
82700
Место установки
Вход/выход
Кассовый узел
Используемые
Невидимые 10x32, 10x50
Невидимые 8x32, 8x50,10x63,5
метки, мм
Ценники 26x16, 32x19
Ценники 26x16, 32x19
Тсрмо 35x35, 40x62, 40x55 Термо 29x28, 40x22, 40x38
Тсрмотрапсферные 40x24,
Термотрансфсрныс 35x35,
40x27
40x38
Жесткие (многоразовые)
Жесткие (многоразовые)
50x65, 40x50, 60x60
50x65, 40x50, 60x60
5—7,5
5—7,5
Частота работы,
кГц
Размеры антенн,
1550x790x37
1550x654x56
мм
Система Кподо Ореп Ьоок принадлежит к противокраж-ным
системам электромагнитной технологии и предназначена в основном
для использования в книжных магазинах, библиотеках, аптеках,
обувных магазинах и магазинах по про415
даже компакт-дисков. Для защиты товаров применяются небольшие
по размеру, незаметные для покупателя этикетки как постоянные,
так и деактивируемые, и специальные этикетки для книг.
Этикетки надежно держатся на товаре и незаметны для
покупателя. Этикетки для книг можно закреплять либо в корешках
книг, либо наклеивать между страницами. При выходе из магазина
этикетка деактивируется при помощи специальных устройств и в
случае необходимости может быть повторно активирована, что
особенно удобно для использования в библиотеках.
Деактивация и реактивация этикеток производится различными
деактиваторами. В них имеются специальные устройства для
проверки работоспособности защитных этикеток. Кроме этого,
система может работать с жесткими электро магнитными ярлыками.
Блок управления позволяет надежно фиксировать в рабочей зоне
самые маленькие защитные этикетки, поскольку имеет высокий
уровень фильтрации помех и возможность уменьшения шума от
сети питания.
Отличительные особенности:
♦ высокий уровень срабатываний;
♦ привлекательный дизайн;
♦ усовершенствованный блок управления на базе мик
ропроцессора;
♦ отсутствие ложных срабатываний;
♦ совместимость со всеми электромагнитными этикетками;
♦ надежная деактивация;
♦
возможность повторной активации.
Система Кпо§о Ореп Ьоок состоит из одного блока уп
равления и двух или трех антенн трансивера.
Система с двумя антеннами позволяет перекрывать расстояние
до 1,1 м между пьедесталами и по 0,5 м с боковых сторон, что
составляет в сумме 2,1 м; с тремя антеннами соответственно до 2,2 м
между пьедесталами и по 0,5 м с боковых сторон, что составляет в
сумме 3,2 м.
416
Защитные метки и рамки. Электромагнитные метки
бывают самоклеящиеся и жесткие.
Самоклеящиеся метки подразделяются на:
♦ невидимые метки, которые представляют собой прозрачную
самоклеящуюся основу с тонкой антенной посередине;
♦ ценники-этикетки (различных цветовых исполнений) для
двухстрочных этикет-пистолетов с возможностью печати артикула,
даты и цены;
♦ термо- и термотрансферные метки, которые предназначены
для печати на них дополнительной информации о товаре (артикул,
штриховой код, цена и т. п.) на термо- и термотрансферных
принтерах соответственно.
Электромагнитные самоклеящиеся метки подразделяются на
деактивируемые и недеактивируемые. Деактиви-руемые метки
применяются в системах, установленных на входе/выходе,
недеактивируемые — в системах на кассовых узлах.
Возможно изготовление цветной надпечатки по эскизу
торгового предприятия на всех самоклеящихся радиочастотных и
электромагнитных метках.
Жесткие метки размером 50x65, 40x50, 60x60 мм крепятся на
одежду и обувь при помощи гвоздика, путем прокалывания, или
стальной крученой крепежной нитью длиной 150 или 200 мм.
Радиочастотные метки также бывают двух видов.
Самоклеящиеся метки размером 40x43 и 50x50 мм могут быть
использованы в тех случаях, когда на товарах невозможно закрепить
жесткие метки или использование жег стких меток нецелесообразно.
Метки поставляются двух видов: с предварительно напечатанным
ложным штриховым кодом и без надпечатки (белые). Для последних
имеется возможность надпечатки любой информации при помощи
тер-мотрансферного принтера.
Жесткие радиочастотные метки размером 70x58 мм крепятся
на товары теми же способами, что и жесткие электромагнитные
метки.
417
Защитные рамки применяются для компакт-дисков, аудио- и
видеокассет и игровых картриджей. Рамки сделаны из прозрачного
пластика, позволяющего полностью рассмотреть товар. С
внутренней стороны на них наклеиваются метки охранных систем,
как радиочастотной, так и электромагнитной. Извлечь товар можно
только при помощи специального съемника, который обычно
расположен в расчетно-кассовом узле. Попытка вынести товар с
защитной рамкой приводит к срабатыванию охранной системы. Применение рамок позволяет многократно использовать самоклеящиеся
метки, что существенно экономит затраты на защиту товаров в
торговом зале.
Возможно изготовление цветной надпечатки по эскизу
торгового предприятия на всех самоклеящихся радиочастотных и
электромагнитных метках.
Методика расчета потребности супермаркета в защитных
этикетках. Основой методики является принцип окупаемости
системы защиты от краж товаров за счет снижения потерь от краж.
Средства, вложенные в оборудование; должны окупиться за, 7—12
мес.
Исходные данные:
Средние потери от краж в супермаркете составляют 1—2% от
оборота.
Наличие системы защиты от краж гарантированно снижает эти
потери на 70% при нанесении этикеток на 10% товара.
Цена этикетки.
Рассчитать окупаемость оборудования можно по фор муле:
^
\
Цена оборудования
Окупаемость (мес) = —: ------------------------------------------------------ : -----------------------10%(Мес. оборот X Процент потерь - Кол. прод. товара! мес X Цена этикетки)
В табл. 3.9 приводятся рекомендации по нанесению за щитных
этикеток.
418
Таблица 3.9
Рекомендации по нанесению защитных этикеток
Период
1-й период
(1—2 недели)
2-й период
(1—2 мес.)
Цель
Устранить профессиональных воров, постоянно "работающих" в магазине, а также
выявить недобросовестный
персонал .
Нейтрализовать местных
воров-любителей
3-й период Защита товаров от воров(постоянно) "гастролеров"
Порядок нанесения этикеток
Этикетки-датчики наклеивают
на максимально возможное число товаров, кроме
крупногабаритных
Этикетки наносят на наиболее
подверженные кражам дорогостоящие товары
Этикетки наклеивают на 10%
дорогостоящего и подверженного кражам товара
Глава 4. Техническое оснащение
торговли
4.1. Состояние рынка торгово-технологического и
торгового оборудования
В настоящее время в Российской Федерации насчитывается
более 30 тыс. предприятий и организаций различных
организационно-правовых структур и форм собственности,
участвующих в той или иной степени в материально-техническом
обеспечении предприятий торговли. Примерно пятая часть из них
реализует средства производства и предметы труда, связанные с
обеспечением торгового обслуживания населения страны.
Формирующийся рынок характеризуется полной демонополизацией материально-технического обеспечения торговой
сети. Любое торговое предприятие может самостоятельно выбирать
потенциальных продавцов торгово-техно-логического оборудования
в пределах имеющихся у них собственных оборотных средств либо
привлекаемых кредитов.
Ассортимент торгово-технологического оборудования на рынке
в настоящее время весьма широк. При этом номенклатура
оборудования постоянно расширяется. Если еще недавно она
насчитывала пять основных укрупненных видов торговотехнологического оборудования (холодильное, контрольно-кассовое,
весоизмерительное,
подъемно-транспортное,
фасовочное
оборудование и торговая мебель), то сейчас к ним добавились
средства
оргтехники,
компьютеры,
сканеры,
серверы,
этикетировочные машины, охранное оборудование и др.
420
Отдельные фирмы не только поставляют отдельные модели
оборудования, но и предлагают целые торговые павильоны из
металла и других более легких материалов с полным набором
необходимого торгово-технологического оборудования. Особым
спросом в летнее время пользуются недорогие палатки и кафепавильоны
каркасно-тентового
типа,
также
полностью
укомплектованные оборудованием. Поскольку такие торговые
павильоны являются быстрообо-ротными, то сами они стоят намного
меньше, чем их технологическая начинка.
Раньше, когда торговые предприятия в основном сооружались
из кирпича, бетонных блоков, их строительство обходилось дороже,
по сравнению со стоимостью устанавливаемого в них торговотехнологического оборудования. В таких магазинах соотношение
пассивной и активной части основных фондов было приблизительно
60 : 40. Сейчас же, благодаря поставке быстровозводимых,
относительно дешевых конструкций для строительства объектов торговли, это соотношение коренным образом изменилось — 25 : 75.
Среди организаций и фирм, торгующих торгово-технологическим оборудованием, встречаются как малые предприятия,
реализующие одну-две марки оборудования, так и крупные фирмы,
предлагающие оборудование десятков и даже сотен наименований.
Помимо отечественного торгово-технологического оборудования
фирмы реализуют широкий спектр оборудования таких ведущих
мировых производителей, как "Арнег" (Италия), "Каравелл" (Дания),
"Куест" (Англия), "Лаваль" (Швеция) и др.
Продукция фирм "Арнег" и "Каравелл" реализуемая на
российском рынке, включает холодильное оборудование для мини-,
супер- и гипермаркетов (морозильные лари, камеры, шкафы,
прилавки-витрины).
Предлагаемые
модели
имеют
весьма
практичный и оригинальный дизайн. Кроме того, "Каравелл"
изготавливает торгово-технологическое
421
оборудование и по индивидуальным заказам российских
потребителей.
Южнокорейская фирма "Кае" предлагает своим покупателям
электронные весы для любого вида торговой деятельности и для
любого звена товаропроводящей цепи, т. е. весы электронные
торговые, платформенные, счетные, порционные, микровесы,
крановые весы, весы с термопечатью, фасовочные весы.
Эта же фирма реализует в нашей стране современные кассовые
терминалы "АРС РОЗ АА8", включенные в Государственный реестр
России. По всем видам продукции фирма "Кае" предоставляет
гарантию на один год, гарантийный и послегарантийный ремонт, а
также
обучение
заказчиков
программированию
и
перепрограммированию весов. Своим региональным клиентам она
предоставляет помощь в организации сервисных центров на местах.
Новым в номенклатуре оборудования стала реализация в
последнее время также и охранных систем магазинов типов
"Сигнатуре" и "Куинсилвер" производства США.
Представленный на российском рынке широкий спектр
импортного торгово-технологического оборудования дополняется
продукцией ведущих отечественных производителей.
Помимо продажи отдельных образцов оборудования и
контрактных его поставок в регионы, торговые фирмы предоставляют своим клиентам проектные услуги и комплексное
оснащение их торговой сети. Такая разносторонняя деятельность
фирм на рынке торгово-технологического оборудования требует
создания адекватной материально-технической базы. В настоящее
время торговые фирмы имеют в Москве свои офисы, выставочные
залы, крупные склады, а также региональные представительства.
Они принимают также участие в международных выставках, ярмарках торгового оборудования.
В России интенсивно развивается дилерская сеть зарубежных и
отечественных предприятий — производителей
422
торгового оборудования. Например, Московский завод торгового
оборудования имеет собственного дилера — фирму "Маркетсервис
плюс". Эта фирма реализует более 30 видов стеллажей, 40 видов
прилавков, 20 видов витрин, 20 видов холодильных прилавков, 40
видов холодильных шкафов и витрин, 10 видов морозильных ларей,
10 видов барных стоек, а также более 20 видов торгового
оборудования для аптек и широкую номенклатуру оборудования для
уличной торговли. Все это оборудование отечественного производства.
Продаваемое
отечественное
торгово-технологическое
оборудование имеют существенные ценовые преимущества перед
импортными аналогами. Так, если секция импортного прилавка
сейчас стоит около 1100 долл., то секция российского производства
— всего около 1200 руб. Правда, она значительно проигрывает
импортному аналогу в дизайне.
Крупные отечественные торговые предприятия, имеющие
значительные средства, предпочитают престижное импортное
оборудование, а не дешевое, но менее эстетичное российское.
Поэтому в последние годы импортное торгово-технологическое
оборудование ведущих мировых фирм в крупных городах России
пользуется достаточно большим спросом.
Многие фирмы, специализирующиеся на продаже тор-говотехнологического
оборудования,
становятся
официальными
дилерами
заводов
торгового
оборудования
и,
кроме
непосредственной
реализации
торгово-технологического
оборудования, занимаются комплексным оснащением объектов
торговли, включая ремонт помещений, компьютерный дизайнпроект, осуществляют доставку, сборку и обслуживание
реализуемого оборудования.
При этом, если пред- и постпродажный сервис — услуга
относительно знакомая отечественным клиентам, то в последнее
время предлагаются новые виды услуг, такие как проведение
реконструкции действующих торговых
423
предприятий с заменой изношенного оборудования. К тому же,
чтобы у торговых предприятий не было проблем с реализацией
такого оборудования, фирмы берут эту реализацию на себя либо
оказывают консультативную помощь.
Многие
фирмы
на
рынке
торгово-технологического
оборудования представляют своим клиентам сезонные 15— 20%-ные
скидки. Отдельные фирмы в последние годы стали заниматься
реализацией неустановленного, излишне завезенного и морально и
физически I изношенного торгово-технологического оборудования.
Эта услуга крайне выгодна обанкротившимся торговым
предприятиям либо меняющим свою сферу предпринимательской
деятельности. Ведь легче обратиться к посредникам, чем
самостоятельно искать покупателей своего оборудования.
Наиболее типичным представителем на современном
отечественном рынке торгово-технологического оборудования
является ООО "Березка", официальный дилер Ярославского завода
"Холодмаш",
производящего
разнообразное
холодильное
оборудование. Согласно договору "Холодмаш" представляет ООО
"Березка", как своему дилеру, 25%-ную скидку, в то время как
другим покупателям завод "Холодмаш" предлагает свою продукцию
по заводским ценам, без скидок.
Всего ООО "Березка" реализует около 140 видов торговотехнологического оборудования, однако доля новых видов
оборудования в ее обороте все еще невысока — 2—3%. Доля
импортного оборудования составляет почти 25% и в планы
"Березки" входит создание совместного с датской фирмой
предприятия, выпускающего весьма эстетичные холодильные
витрины.
Основными поставщиками новых видов оборудования для
торговли в последние годы стали оборонные предприятия,
выпускающие их по конверсии. Здесь очень важную роль играет
НПО "Энергия", которое утверждает образцы крайне быстро —
всего в течение двух недель.
424
Организация совместных предприятий на рынке торго-вотехнологического оборудования в России началась с 1991 г.
созданием
первого
российско-итальянского
предприятия
"Совиталпродмаш" по производству и реализации холодильного
оборудования в Поволжье.
В целом предприятия, занимающиеся материально-техническим
обеспечением торговой деятельности, отличаются многообразием
номенклатуры
реализуемого
оборудования,
объемом
и
разнообразием сфер деятельности и услуг. Так, одни фирмы имеют
только коммерческий аппарат, насчитывающий до 10 человек,
другие в своем штате имеют несколько сотен работников различных
специальностей.
Притом если одни фирмы только реализуют, к примеру,
кассовые аппараты, то другие также готовят документы по ним в
налоговые инспекции, осуществляют техобслуживание.
Рынок торгово-технологического оборудования в последнее
время занялся реализацией игровых автоматов, а также
оборудования и аксессуаров игорного бизнеса (бильярда, пула,
пирамиды, снукера, аксесса). Это вызвано тем, что гипер- и
супермаркеты в целях получения прибыли дополняют свою
торговую деятельность еще и высокодоходным игорным бизнесом,
что значительно повышает спрос на торговые автоматы.
4.2. Коммерческие операции на рынке торговотехнологического оборудования
Наряду с оптовой и розничной реализацией торговотехнологического оборудования на рынке торгово-технологического
оборудования стали выполняться и другие операции. Классификация
таких операций приведена па рис. 4.1. 425
Торговые операции на рынке торговотехнологического оборудования
Организационнокоммерческие
формы торговли:
бартерные операции;
встречные закупки;
компенсационные сделки;
давальческая схема;
промышленное сотрудничество
Методы торговли:
прямой косвенный в том
числе:
через торговые фирмы и
дома
биржевая торговля
аукционная торговля
агентские отношения
комиссионная торговля
ярмарочная торговля
консигнационная торговля
лизинг
Рис. 4.1. Классификация торговых операций на рынке торговотехнологического оборудования
Как видно из схемы, одной из основных форм торговли средствами
производства является биржевая торговля, осуществляемая на биржах.
Понятие "биржа" (от лат. Ъигза — кошелек) представляет собой
организационную форму оптовой торговли товарами массового
производства, имеющими устойчивые качественные параметры.
В последнее время биржевая торговля средствами производства
вообще и торгово-технологическим оборудованием в частности
практически сведена к минимуму. Это произошло, как нам представляется,
по двум основным причинам.
Во-первых,
большинство
бирж,
реализующих
товары
производственно-технического назначения, не имели своих собственных
либо арендованных складов для концентрации
426
запасов реализуемого оборудования, не говоря уже о каком-либо его
сервисном обслуживании. Поэтому сделки, как правило,
происходили без реального товара.
Во-вторых, брокерское вознаграждение (маржа) часто
значительно повышало окончательную цену продажи оборудования.
По этим причинам в последние годы вместо биржевой торговли
стала развиваться сфера непосредственно оптовой и розничной
торговли реальным товаром — тор-гово-технологическим
оборудованием.
Определенный интерес представляет и аукционная торговля
торгово-технологическим оборудованием.
Аукционы по сравнению с биржевыми торгами более
привлекательны для потенциальных покупателей, так как в качестве
лотов выставляют на продажу уже реальные товары. Аукционы
могут быть открытыми и закрытыми.
Открытый а у к ц и о н предусматривает непосредственное
участие самих покупателей в торгах.
З а к р ы т ы й а у к ц и о н — это аукционная продажа товаров
без участия продавцов и покупателей. Суть таких аукционов
заключается в том, что брокерские фирмы в пределах поручений,
данных им непосредственными продавцами и покупателями,
занимаются перепродажей лотов на условиях комиссии.
Перспективным является аукционная торговля новыми, в
особенности опытными, серийно не выпускаемыми, образцами
торгово-технологического оборудования.
Также целесообразна аукционная торговля торгово-технологическим
оборудованием,
выпускаемым
заводами-изготовителями мелкими партиями либо находящимся в стадии
освоения. При этом признание таких образцов оборудования в ходе
аукционной торговли становится стимулом к серийному их
производству.
Комиссионная торговля целесообразна тогда, когда тор-говотехнологическое оборудование морально устарело либо излишне
завезено в прежние годы и не используется. Комиссионная торговля
оборудованием, при которой посред427
ник не приобретает право собственности на продукцию, позволяет
ускорить оборот материальных ресурсов и обеспечивает
потребителю приобретение необходимого ему оборудования. При
этом размеры комиссионного вознаграждения определяются строго
в договорном порядке.
В нашей стране создание сети комиссионных магазинов по
продаже средств производства просто необходимо. Такие магазины,
во-первых, способствуют мобильному выявлению и реализации
излишков торгово-технологического оборудования, а во-вторых,
избавляют клиентов (торговые предприятия) от самостоятельного
поиска партнеров и согласования с ними цен.
Аукционы удобно проводить на оптовых ярмарках по продаже
средств производства, хотя на самих оптовых ярмарках только
заключаются прямые договора-поставки между непосредственными
потребителями торгово-технологического оборудования (торговыми
предприятиями) и его производителями (машиностроительными
заводами). Ярмарочная кампания позволяет предприятиям —
изготовителям оборудования заключать договора не только на
реализацию выпускаемой ими продукции, но и одновременно на
приобретение материально-технических ресурсов, необходимых для
ее производства, так как в работе ярмарочных комитетов возможно
участие предприятий и фирм, производящих или реализующих узлы,
запасные части, комплектующие для торгово-технологического
оборудования.
Как уже отмечалось, отечественный рынок в последние годы
наводнен импортным торгово-технологическим оборудованием.
Многие из образцов этого оборудования хорошо зарекомендовали
себя при эксплуатации на российских торговых предприятиях.
Вместе с тем в страну поступает большое количество
продукции низкого качества производства Китая и Польши. Чтобы
избежать нежелательных поставок, представляется целесообразным
проведение тендеров на поставку торгово-технологического
оборудования в Россию.
428
Под тендером понимается коммерческая операция состязательного типа, представляющая собой особый метод продажи
товаров путем заключения договоров купли-продажи или
размещения заказов на условиях покупателя. При этом покупатель
подписывает контракт после сравнения полученных предложений и
только с тем продавцом, который предложил ему товар на наиболее
выгодных условиях.
Во всем мире тендеры получили достаточно широкое
распространение при поиске и отборе контрагентов для поставок
машин и оборудования. Тендеры бывают открытые и закрытые.
К участию в открытых тендерах обычно привлекаются все
желающие фирмы и организации. На них, как правило, размещают
заказы на стандартное и универсальное торгово-технологическое
оборудование.
В закрытых тендерах принимают участие лишь определенные
фирмы, которым заранее рассылаются персональные приглашения.
На закрытых тендерах представляются заказы преимущественно на
оснащение крупных торговых предприятий, а также на технически
сложное и уникальное торгово-технологическое оборудование.
В современных, экономических условиях, когда большинство
торговых предприятий не обладают средствами на приобретение
торгово-технологического оборудования, перспективной формой их
материально-технического оснащения становится лизинг.
Лизинг представляет собой долгосрочную аренду машин,
оборудования, транспортных и иных материальных средств у
кредитора, приобретшего их с целью сдачи в аренду.
Обычно срок лизинга составляет от 3 до 5 лет, а по некоторым
видам оборудования он может достигать 15— 20 лет.
Среднесрочная аренда на срок от 1 до 3 лет носит название хай
ринг, а краткосрочная аренда, продолжительностью от нескольких
часов, дней, месяцев и до года, называется р е й т и н г .
429
Число лизинговых операций в мире постоянно возрастает,
расширяется круг сдаваемых внаем товаров, развивается
маркетинговая деятельность в области лизинга.
Традиционно основными предметами лизинга в торговле
являются транспортные средства, подъемно-транспортное и
технологическое оборудование торговых предприятий, полностью
укомплектованных и готовых к эксплуатации.
Организация лизинга осуществляется по схеме, при-ве-денной
на рис. 4.2.
Банк
Лизинговая компания
(лизингодатель)
аренда
Арендатор
(лизингополучатель)
купля-продажа
Производитель
Рис. 4.2. Общая схема организации лизинга
Существует множество вариантов сотрудничества между
лизингодателем и лизингополучателем. Рассмотрим некоторые из
них.
1. Лизингополучатель выбирает нужный ему товар у
производителя либо поставщика и сообщает об этом лизингодателю,
который покупает его и сдает заказчику в аренду.
2. Лизингодатель по просьбе лизингополучателя выбирает
технологию, оборудование, подыскивает поставщика, покупает у
него все необходимое и сдает в аренду.
430
3. Изготовитель сотрудничает с лизинговой компанией,
которая, в свою очередь, обеспечивает ему информационное
обслуживание и обучает сотрудников. Изготовитель же во время
переговоров с покупателями содействует лизинговой компании в
заключении с ними договора аренды и продает ей отобранный
покупателями товар.
4. Лизинговая компания заключает с изготовителем договор, по
которому он от ее имени и за ее счет заключает лизинговые
договоры с покупателями. Этот вариант применим при лизинге
недорогого, стандартного серийного оборудования.
■ 5. Сам лизингополучатель покупает оборудование и продает
его лизинговой компании, а она сдает ему приобретенное
оборудование в аренду. Этот вариант обычно применим при покупке
импортного оборудования и при поставках комплектующих,
отдельных узлов и деталей от разных поставщиков.
6. Изготовитель продает свое оборудование лизинговой
компании, которое она, в свою очередь, сдает ему в аренду с правом
передачи на условиях лизинга третьей стороне (лизингополучателю).
Необходимо учесть, что во всех рассмотренных вариантах
лизинга, собственником его предмета является лизинговая компания.
Но по истечении срока действия контракта лизингополучатель
может поступить с предметом лизинга следующим образом:
продлить лизинг, вернуть имущество, выкупить имущество по
остаточной стоимости. В последнем случае лизингополучатель
становится владельцем теперь уже бывшего предмета лизинга.
В мировой практике накоплен достаточно большой опыт
лизинговых операций.
В основном используются два вида лизинга — финансовый и
оперативный.
По своей форме финансовый лизинг больше напоминает
долгосрочное кредитование, суть которого заключается в том, что
лизингодатель сдает лизингополучателю
431
предмет лизинга на время большее половины срока его амортизации
или на полный срок амортизации за определенную плату.
В последние годы коммерческие банки вследствие вья сокой
инфляции и соответственно значительной степени риска инвестиций,
весьма неохотно осуществляют инвестиционную деятельность.
Поэтому финансовый лизинг становится для них реальной
возможностью эффективно использовать свои финансовые средства.
Привлекательность
финансового
лизинга
как
формы
кредитования для коммерческих банков связана с гораздо меньшей
степенью риска вложения средств в инвестиции за счет того, что:
во-первых, кредитные ресурсы банков направляются строго на
приобретение только активной части основных фондов (т. е.
оборудования), действительная потребность в котором подтверждена
и его использование гарантируется | предприятиемлизингополучателем;
во-вторых, предприятие-лизингополучатель принимает решение
о заключении договора с лизингодателем лишь в том случае, если
для организации производства имеются все необходимые условия (т.
е. производственные площади, рабочая сила, материалы), кроме
оборудования.
При о п е р а т и в н о м лизинге срок аренды, как правило,
значительно меньше амортизационного срока эксплуатации.
В современной лизинговой практике применяются следующие
арендные отношения:
♦ транзитный лизинг, когда все участники лизинговой
операции находятся в разных странах;
.♦ обратный лизинг — лизинговая компания приобретает у
владельцев оборудование и сдает его в аренду ему же;
♦ лизинг поставщика — лизинговая^ компания приоб
ретает у производителя продукцию, а затем сдает ее ему
же в аренду, который, в свою очередь, сдает продукцию в
субаренду лизингополучателю;
432
♦ сложный лизинг — в лизинговых операциях участвуют две
или несколько лизинговых фирм и компаний, расположенных в
различных странах.
Еще одним видом арендных отношений является возвратный
лизинг (за1е апс1 1еазеЪаск). Его особенность состоит в том, что
собственник имущества передает право собственности на него
будущему лизингодателю на условиях купли-продажи, т. е. продает
его и одновременно вступает с ним в отношения в качестве
пользователя этого имущества. В данном случае поставщик и
лизингополучатель являются одним и тем же юридическим лицом.
Учитывая складывающуюся конъюнктуру на рынке лизинговых
услуг, можно предположить, что этот вид лизинга в наибольшей степени заинтересует потенциальных отечественных пользователей,
поскольку он позволяет им гибко и оперативно решать свои
проблемы.
В первую очередь к нему могут прибегать предприятия со
сложным финансовым положением. Если предприятие нуждается в
имуществе, но в силу каких-либо причин в данный момент
испытывает трудности с финансовыми ресурсами, то ему крайне
выгодно продать имущество лизинговой компании и одновременно,
заключив лизинговый договор, продолжать пользоваться им. Это не
исключает возможности последующего выкупа имущества после
окончания срока договора и восстановления права собственности на
него поставщика-покупателя.
Если лизингодатель может предложить лизингополучателю
полный набор услуг по обслуживанию оборудования, то имеет место
так называемый "мокрый" лизинг (Ш@% 1еазт§). При передаче в
пользование
специального
оборудования
со
сложными
техническими характеристиками имеет место "мокрый" лизинг с
дополнительными обязательствами. Его используют, как правило,
либо сами изготовители такого оборудования, либо крупные оптовоторго-вые организации. По стоимости это один из самых дорогостоящих видов лизинга. В комплекс услуг наряду с техниоб
ществ перед другими формами. Основные преимущества
перечислены ниже.
1. Без крупных единовременных капитальных вложений
лизингополучатель быстро приобретает имущество и начинает его
эксплуатацию.
2. От лизингополучателя не требуется залога или предоставления других гарантий, как это имеет место при банковском
кредитовании.
3. Лизинг предоставляет лизингополучателю возможность
выбирать тип лизингового договора и срок лизинга, а также
приобретать предмет лизинга по остаточной стоимости, что
избавляет лизингополучателя от решения проблемы реализации
оборудования по истечении срока аренды.
4. Лизинг обычно предусматривает полное финансирование,
тогда как банковскими кредитами на приобретение оборудования
редко удается покрыть всю его стоимость.
5. Лизингополучатель, в отличие от собственника, может
застраховать себя от использования морально устаревшего
оборудования.
6. По согласованию с лизингодателем лизингополучатель
может выбрать наиболее приемлемый график лизинговых платежей
(равномерный, прогрессивный, регрессивный, с применением
ускоренной амортизации и др.).
7. После полной оплаты суммы договора оборудование по
остаточной стоимости переходит на баланс предприятия.
8. Лизинг позволяет ускорить амортизацию оборудования.
Однако, несмотря на всю привлекательность, лизинг торгово-технологического оборудования в России не получил пока
достаточного развития и распространения.
4.3. Определение потребности
предприятий в оборудовании
При разработке бизнес-планов торговые предприятия особое
внимание уделяют разделу материально-техниче438
ского обеспечения, поэтому задача точного определения потребности в торгово-технологическом оборудовании для них всегда
была актуальна.
Развитие производственных сил рождает и формирует новые
потребности, которые, в свою очередь, оказывают непосредственное
воздействие на развитие общественного производства, определяя его
структуру и объемы. Поэтому по мере насыщения рынка торговотехнологическим оборудованием потребности в нем претерпевают
изменения.
На п е р в о м этапе отмечается активный количественный рост
потребности в этом оборудовании. Он вызван желанием многих
предприятий дооснастить свою материально-техническую базу или
заменить изношенное оборудование, не взирая на его качественные
характеристики.
Но количественное насыщение рынка торгово-технологического оборудования в итоге приводит к качественным
изменениям, т. е. формируется "новый виток" потребностей в нем. В
этом как раз и проявляется действие объективного экономического
всеобщего закона возрастания потребностей.
Удовлетворение
более
возвышенных
потребностей
в
значительной мере определяется не только объемами предлагаемого
к реализации оборудования, но и его структурой. Поэтому второй
этап
развития
потребностей
в
торгово-технологическом
оборудовании объективно характеризуется возрастанием требований
к предлагаемой номенклатуре и качеству этого оборудования, его
потребительским свойствам и соответствию новейшим мировым
образцам. .
Обычно потребность в торгово-технологическом оборудовании
определяется раздельно для капитального строительства и
реконструкции торговых предприятий, а также для замены
изношенного и устаревшего оборудования. В первом случае, т. е. для
обеспечения новостроек, основным документом принято считать
технический проект строительства, в котором указываются тип
оборудования и его необходимое количество. Потребность
определяется на ос439
5-й этап — расчет параметров уравнением корреляционной
связи
и
непосредственно
само
построение
экономикоматематической модели изучения и прогнозирования спроса на
оборудование;
6-й этап — оценка полученной модели математико-статистическими методами;
7-й этап — вычисление по самой модели спроса;
8-й этап — экономическая интерпретация модели и разработка
рекомендации по ее применению в практической деятельности.
При моделировании спроса применяются методы и модели
корреляционно-регрессионного
анализа.
Как
известно,
непосредственно сам корреляционный анализ сводится к решению
двух основных задач: установлению форм связи и определению
степени тесноты этой связи, поэтому методы экономикоматематического
моделирования
потребности
в
торговотехнологическом
оборудовании
с
помощью
аппарата
корреляционно-регрессионного
анализа
являются
наиболее
эффективными.
Специфика прогнозирования этой потребности с использованием данных методов проявляется лишь в деталях при отборе
конкретных факторов для включения в регрессионные экономикоматематические модели. На первом этапе работы анализировалось
влияние на величину расходов на приобретение оборудования шести
факторов. В дальнейшем некоторые из них были исключены из
анализа из-за незначительности их влияния на результативный
признак. После предварительных расчетов в модель были включены
следующие факторы: объем производства оборудования ж1 (тыс.
руб.), объем поставки оборудования х2 (тыс. руб.), индекс средних
цен на оборудование хз (%) и прибыль торговых организаций х4 (тыс.
руб.).
Графически влияние каждого из этих факторов показано на рис.
4.3.
С учетом этих факторов общий вид модели прогнозирования
потребности в оборудовании, выраженной линейным
444
Расходы на
\
приобретение
оборудования,
млн руб.
Х
4
X,
X
/
факторы
х
з
Рис. 4.3. Зависимость расходов на приобретение
торгово-технологического оборудования
от формирующих их факторов
уравнением множественной регрессии, может быть представлен
следующим образом (при этом фактор времени I вводится в модель):
у = аи + а1х1 + а2хг + а3хя + а4х4 + а51,
где у — общие расходы торговых организаций на приобретение
г-го вида торгово-технологического оборудования;
х1 — объем производства г-го вида торгово-технологического
оборудования;
х2 г— объем поставки г-го вида торгово-технологического
оборудования в предприятиях торговли и общественного питания;
х3 — индекс средних цен на оборудование г-го вида;
х4 — прибыль торговых организаций;
I — время;
а0, й,, а2, оц, а4, а5 — параметры модели;
445
4.4. Организация технического обслуживания и
ремонта оборудования
Задачи научно-технического прогресса
и повышения
эффективности торговли нельзя сводить лишь к увеличению
технической оснащенности предприятия. Неотъемлемой частью
этого процесса является умение эффективно, с наибольшей отдачей
использовать оборудование. Для поддерживания его в рабочем
состоянии необходимо организовать техническое обслуживание и
ремонт оборудования.
Техническим обслуживанием (ТО) называется комплекс
операций по поддержанию работоспособности или исправности
изделия при использовании его по назначению, хранении и
транспортировании.
Для большинства оборудования установлены следующие виды
ТО:
♦ ежемесячное техническое обслуживание ЕО, которое
выполняется после окончания или перед началом работы;
♦ техническое обслуживание № 1 (Т01), является плановым и
проводится после определенного количества часов работы и
установленного объема работ;
♦ техническое обслуживание № 2 (Т02) — периодичность и
объем указаны в специальных нормативных документах.
Ремонтом называется комплекс операций по восстановлению
исправности и работоспособности изделий и восстановлению
ресурсов изделий или составных частей.
Ремонт может быть:
♦ текущим — это плановый ремонт, выполняемый для
обеспечения или восстановления работоспособности оборудования и
состоящий в замене или восстановлении отдельных частей;
♦ средним — плановый ремонт, выполняемый для восстановления исправности и частичного восстановления ресурса
изделия с заменой изнашивающихся деталей;
446
♦ капитальным — включает, как правило, полную разборку
оборудования;
♦ восстановительный — неплановый ремонт, вызванный
дефектами изготовления оборудования, дефектами ремонта,
нарушением, технической эксплуатации.
Под системой технического обслуживания и ремонта
понимается совокупность взаимосвязанных мероприятий для
поддержания надежной работоспособности оборудования.
Существуют
три
системы
организации
технического
обслуживания:
♦ местная;
♦ централизованная;
♦ смешанная.
Для технического обслуживания торгового оборудования чаще
всего используется смешанная система.
Текущий
ремонт
выполняется
обычно
работниками
предприятий, за которыми закреплено оборудование. Расходы по
техническому обслуживанию и текущему ремонту оборудования
относятся на счет издержек обращения торговых предприятий и
издержек производства производственных предприятий.
Литература
1. Государственный реестр контрольно-кассовых машин (по
состоянию'на 1 декабря 1996 г.).
2. Закон РФ "О применении контрольно-кассовых машин при
осуществлении денежных расчетов с населением" от 18 июня 1993 г.
№ 5215-1.
3. Постановление Правительства РФ "О поддержке российских
производителей контрольно-кассовых машин" от 14 декабря 1996 г.
№ 1479.
4. Постановление Совета Министров — Правительства РФ
"Положение по применению контрольно-кассовых машин при
осуществлении денежных расчетов с населением" от 30 июля 1993 г.
№ 745.
5. Порядок ведения кассовых операций в РФ, утвержденный
Банком России 4 октября 1993 г.
6. Применение контрольно-кассовых машин при расчетах с
населением: Сб. норм. док. / Сост. В.Г. Пансков. 2-е изд., перераб. и
доп. М.: Междунар. Центр фин.-экон. развития, 1995.
7. Указ Президента РФ "Об обязательном применении
контрольно-кассовых машин предприятиями, учреждениями и
организациями всех форм собственности при осуществлении
расчетов с населением" от 16 февраля 1993 г. № 224.
8. Арустамов Э.А., Вахрин П.И., Памбухчиянц В.К. Тор-говотехнологическое оборудование: Учебник. М.: Экономика, 1984.
9. Арустамов Э.А., Волощенко А.Е. и др. Безопасность
жизнедеятельности: Учебник. М.: ИД "Дашков и К0", 2000.
448
10. Арустамов Э.А., Косолапова Н.В. Торгово-измери-тельное
оборудование: Пособ. для студентов. М.: ЦУМК Моск. ун-та потреб,
кооп., 2000.
11. Арустамов Э.А., Косолапова П.В., Митрофанова Т.П.
Подъемно-транспортное оборудование складов и магазином. Лекция.
М.: ЦУМК Моск. ун-та потреб, кооп., 2000.
12. Арустамов Э.А., Косолапова Н.В., Митрофанова Т.П.
Складское оборудование для хранения товаров. Лекция. М.: ЦУМК
Моск. ун-та потреб, кооп., 2000.
13. Арустамов Э.А., Косолапова Н.В., Рыжова И.О. и др.
Торговое холодильное оборудование и торговая мебель. Пособ. для
студентов. М.: ЦУМК Моск. ун-та потреб, кооп., 2000.
14. Арустамов Э.А., Леваков В.А. Организация и техника
применения пластиковых карт. Лекция. М.: ЦУМК Моск. унта
потреб, кооп., 1999.
15. Арустамов Э.А., Леваков В.А., Митрофанова Т.П. Банковское, таможенное и офисное оборудование. М.: ИД "Дашков и
К°", 1999.
16. Арустамов Э.А., Пахомкин А.Н. Техническое оснащение
торговли. Лекция. М.: ЦУМК Моск. ун-та потреб, кооп., 2000.
17. Архипов И.А., Клишин В.Ф. Торговое оборудование: Учеб.
пособие для средних специальных учебных заведений. М.:
Экономика, 1990.
18. Бизюк В.И. Торгово-технологическое оборудование:
Учебник для кооперативных техникумов. М.: Экономика, 1990.
19. Журнал "Витрина", 1998—2000 гг.
20. Журнал "Торговое оборудование", 1999—2000 гг.
21. Журнал "Холодильная техника", 1998—1999 гг.
22. Каплан Л.Г. Холодильное оборудование для торговых залов
магазинов. М.: Экономика, 1998.
23. Ключников В.П., Корнеев В.А. Торговое оборудование. М.:
Экономика, 1997.
449
24. Костылев Ю.С. Оборудование для розничной и оптовой
торговли. М.: Экономика, 1996.
25. Методические рекомендации по использованию тор-говотехнологического оборудования в магазинах. М., 1987.
26. Мебель для торговых помещений ТМ-90. Каталог. М.:
Роскоопторгоборудование, 1990.
27. Мебель для предприятий торговли ТО-5. Каталог. М.:
Союзкоопмаштрест, 1990.
28. Складская техника // Финский торговый журнал ФТЖ.
1998. № 1.
.')дуард Александрович Арустамов
Оборудование предприятий торговли
Учебное пособие
Редактор — Я. С. Айриева Дизайн
обложки - М. А. Хавторип
Санитарно-эпидемиологическое заключение №
77.99.11.953.Д0047В9.07.03 от 07.07.2003 г.
Лицензия № 06473 от 19 декабря 2001 г.
Подписано в печать 20.12.2004. Формат 60x84 1/16. Печать офсетная.
Бумага газетная. Печ. л. 28,26. Тираж 3000 экз. Заказ № 7422.
Издательско-торгопан корпорация "Дашков и К°" 129347,
Москна, Ярославское шоссе, д. 142, к. 732.
Для писем: 129317, Москва, п/о И-347 Тел./факс:
(095) 182-01-58, 182-11-79, 183-93-01
Е-таП: ка1с!;((0(1акЬкоу.ги - отдел продаж
'|ус.тагк('(.(ин'с1сот.ги; оШсеСМазпкоу.ги — офис;
Ы, I р: / / ш у/ш.йазЪкоу.ги
Отпечатано в соотнетстиии с качеством предоставленных диапозитипоп
в ФГУП «Проиинодотиенно-издательский комбинат ВИНИТИ»,
140010, г. Люберцы Московской обл., Октябрьский пр-т, 403.
Тел.: 554-21-86