ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ
advertisement

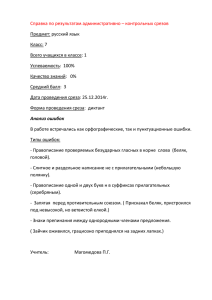
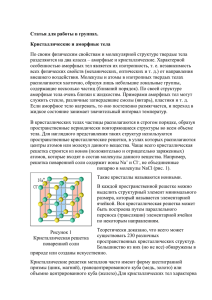
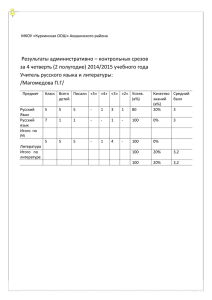
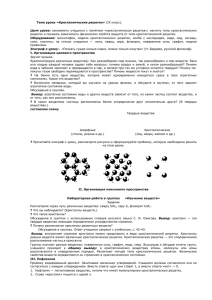
РОССИЙСКАЯ ФЕДЕРАЦИЯ (19)RU (11)2397605 (13)C1 (51) МПК H03H3/02 (2006.01) ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ, ПАТЕНТАМ И ТОВАРНЫМ ЗНАКАМ (12) ОПИСАНИЕ ИЗОБРЕТЕНИЯ К ПАТЕНТУ Статус: по данным на 08.11.2010 - действует (21), (22) Заявка: 2009104886/09, 12.02.2009 (72) Автор(ы): Федотов Игорь Михайлович (RU), (24) Дата начала отсчета срока действия Феоктистов Геннадий Владимирович патента: (RU), Филимонов Олег Львович (RU) 12.02.2009 (73) Патентообладатель(и): Открытое акционерное общество "Российская корпорация ракетно(56) Список документов, цитированных в космического приборостроения и отчете о поиске: Пьезоэлектрические резонаторы. информационных систем" (ОАО "Российские космические системы") (RU) Справочник. / Под ред. П.Е. Кандыбы, П.Г. Позднякова. - М.: Радио и связь, 1992, с.100-101. RU 2276453 C1, 10.05.2006. RU 2330376 C1, 27.07.2008. FR 2270718 B1, 23.02.1979. FR 2319242 B1, 09.12.1977. (46) Опубликовано: 20.08.2010 Адрес для переписки: 111250, Москва, ул. Авиамоторная, 53, Открытое акционерное общество "Российская корпорация ракетнокосмического приборостроения и информационных систем" (ОАО "Российские космические системы") (54) СПОСОБ ИЗГОТОВЛЕНИЯ КВАРЦЕВЫХ КРИСТАЛЛИЧЕСКИХ ЭЛЕМЕНТОВ ДЛЯ ПЬЕЗОУСТРОЙСТВ С ПЬЕЗОВИБРАТОРАМИ СРЕЗОВ yx1/+45° И yx1/-45° (57) Реферат: Изобретение относится к области радиотехники, в частности к пьезотехнике, и может быть использовано при разработке кварцевых резонаторов, используемых в высокостабильных кварцевых генераторах, применяемых в связной аппаратуре и навигационной аппаратуре. Технический результат - обеспечение распознавания знаков угла среза кварцевых кристаллов на стадии финишной операции изготовления кварцевого кристалла. Это обеспечивает снижение материальных и трудовых затрат при изготовлении пьезоустройства. Способ изготовления кварцевых кристаллических элементов для пьезоустройств с пьезовибраторами стержневого типа и углом ух1/±45°, при котором кварцевое сырье распиливают на блоки, блоки разрезают на заготовки, измеряют углы среза последних, при необходимости углы среза подвергают соответствующей коррекции путем подшлифовки, в результате механической обработки заготовок получают кристаллический элемент заданной геометрической формы, обработку кристаллических элементов заканчивают травлением их в плавиковой кислоте, затем кристаллические элементы отжигают, медленно охлаждают и передают кристаллические элементы на дальнейшие операции, после отжига и медленного охлаждения кристаллические элементы поочередно возбуждают в поле накладных электродов и с помощью спектроанализатора измеряют резонансные частоты толщинносдвиговых колебаний, определяют отношение более высокой резонансной частоты fв к более низкой частоте fн и сравнивают измеренное отношение частот с интервалом значений 1,513÷1,521, при величине отношения fв/fн меньше значения 1,513 заготовка имеет угол среза ух1/+45 ч, при величине отношения fв/fн больше значения 1,521 заготовка имеет угол среза ух1/-45°. 4 ил. Настоящее изобретение относится к области радиотехники, в частности, к пьезотехнике и может быть использовано при изготовлении кварцевых резонаторов и кварцевых вибраторов для интегральных кварцевых генераторов, используемых в радиотехнической аппаратуре различного назначения. Известен способ ориентировки и разметки кристаллов кварца по фигурам астеризма с помощью прибора – астероскопа. При этом наблюдают отраженный от кристалла луч света или свет точечного источника, проходящий через кристалл. По световым фигурам определяют направления кристаллографических осей кристалла кварца X, Y, Z с точностью до 2 – 3о (см. Л.И. Глюкман, Пьезоэлектрические кварцевые резонаторы, 3-е изд., переработанное и дополненное, Москва, Радио и связь, 1981, с. 88). Данный способ определения ориентации кварцевых кристаллических элементов относительно кристаллографических осей имеет ограниченное применение, поскольку в современной практике производства пьезоэлектрических устройств требуется более высокая точность определения ориентации кварцевых кристаллов. В этом случае контроль угловой ориентации заготовок (углов среза) осуществляют на специальных установках (рентгеногониометрах), позволяющих измерять эти углы до долей минуты. Известен способ изготовления кварцевых кристаллических элементов для кварцевых пьезоэлементов для пьезоустройств. В этом случае резка кристаллов обязательно сопровождается контролем углов среза заготовок и вырезанных блоков и при необходимости коррекцией плоскости среза соответствующим поворотом суппорта распиловочного станка. После разрезки блоков на заготовки, измеряют углы среза последних, производят сортировку, и заготовки, углы среза которых выходят за пределы допуска, подвергают соответствующей коррекции путем подшлифовки. После механической обработки заготовок получают кристаллические элементы заданной геометрической формы, В процессе производства производят очистку заготовок и кристаллических элементов различными растворителями и водой. Последней операцией обработки кристаллических элементов является травление. Кварц травят в плавиковой кислоте или ее соединениях. Пластины подвергают отжигу при температуре 450 оС и медленному охлаждению. Затем кристаллические элементы передают на дальнейшие операции: очистку, металлизацию, настройку, монтаж и т.д. (см. Справочник, Пьезоэлектрические резонаторы, под ред. П.Е. Кандыбы и П.Г. Позднякова, Москва, Радио и связь, 1992, с.100-101). На стадии проектирования пьезоустройства для формирования заданных параметров выбирают размеры сечения кварцевого стержня в соответствии с известными зависимостями (см. фиг.1). Указанный выше способ изготовления кристаллических элементов, имеет наибольшее количество существенных признаков общих с предложенным способом, поэтому данное техническое решение следует принять за прототип. При изготовлении кристаллических элементов брускового типа используют срезы yxl/+45о и yxl/–45о. В процессе производства кристаллических элементов одного из указанных срезов возникает вероятность получения кристаллических элементов одной партии обоих срезов. Брак по этому признаку чаще составляет 1÷10% , но бывают ситуации, когда брак составляет 100%. В настоящее время указанный брак выявляется только на финишных операциях, после контроля температурно-частотных характеристик. Проведение всего цикла технологических операций с заведомо бракованными кристаллическими увеличению элементами приводит к увеличению расхода материалов, к времени изготовления, к удорожанию производства. Внешних отличий кристаллических элементов срезов yxl/+45о и yxl/–45о не существует. Контроль габаритных размеров кристаллических элементов, измерение угловой ориентации кристаллических элементов на рентгеногониометре не позволяют выявить брак. В связи с этим предложено введение дополнительной операции контроля спектральных характеристик кристаллического элемента. При этом предложенное техническое решение реализует способ изготовления кристаллических элементов срезов yxl/+45о и yxl/–45о, при котором после отжига и медленного охлаждения, дальнейшие перед передачей операции ( очистку, параметров т. д.), контролируют кристаллических металлизацию, монтаж, спектральные элементов настройку, на контроль характеристики кристаллического элемента. Резонансные частоты определяют с помощью анализатора частотных характеристик при возбуждении кристаллических элементов в поле накладных угловых электродов (см. фиг. 4). При этом определяют величину отношения значения более высокой частоты fв к меньшей fн. Если указанное отношение больше некоторой величины «M», то кристаллический элемент имеет отрицательный угол среза yxl/–45о. Если указанное отношение меньше величины «M», то кристаллический элемент имеет положительный угол среза yxl/+45о. Величина «M» изменяется в небольших пределах при изменении размеров сечения кварцевого стержня поскольку при изменении сечения изменяются коэффициенты (см. фиг.2). Экспериментально получено, что для кварцевых квадратного сечения частотные стержней с размерами 4 х 4 мм величина «М» равна 1,517. Величина погрешности измерений (дисперсия) для выборки из 15 образцов составила 0,001. Учитывая сказанное установлен следующий предел изменений Практически 1,513÷1,521. величины М= отношение измеренных частот fв/fн значительно отличается от указанного интервала изменений величины «М», поэтому на практике легко проверить неравенства fв/fн >1,521 или fв/fн <1,513 и соответственно определить знак угла среза кристаллического элемента yxl/–45о или yxl/+45о. Ниже приведены данные расчетов отношения частот fв/fн для различных сечений «s/b» стержневых кристаллических элементов. Экспериментальные данные отличаться от приведённых расчетных fв/fн для среза ух1/+45º s/b fв/fн для среза ух1/-45º 1,0 0 1,517 1,517 1,441 1,597 1,365 1,686 0,9 5 0,9 могу 0 0,8 5 1,289 1,785 1,214 1,896 1,138 2,023 1,061 2,167 0,8 0 0,7 5 0,7 0 соотношений из-за погрешности измерений. Однако эти погрешности не перекрывают интервал между измеренными значениями отношения fв/fн и установленными числовыми критериями 1,513 и 1,521. На фиг.1 приведены зависимости положения точки нулевого значения ТКЧ (То) от отношения размеров сечения кварцевого стержня «s/b». На фиг.2 приведены зависимости частотных коэффициентов Kf от отношения размеров сечения кварцевого стержня «s/b» . На фиг.3 представлен чертеж кристаллического элемента для пьезоэлемента брускового типа среза yxl/+45о. Здесь показана ориентация граней относительно кристаллографических осей кварцевого кристалла Z, X и Y. На фиг.4 показано положение угловых накладных электродов при контроле спектральных характеристик. Предложенное техническое решение реализуется следующим образом. После разрезки блоков кварцевого сырья на заготовки, измеряют углы среза последних, производят сортировку, и заготовки, углы среза которых выходят за пределы допуска, подвергают соответствующей коррекции путем подшлифовки. После распиловки и операции шлифовки производят очистку кристаллических элементов различными растворителями и водой. Обработку кристаллических элементов заканчивают травлением их в плавиковой кислоте. Затем кристаллические элементы подвергают отжигу при повышенной температуре и медленно охлаждают. Перед передачей кристаллических элементов на дальнейшие операции (очистку, металлизацию, монтаж, настройку и т. д.) их поочередно возбуждают в поле накладных электродов и с помощью спектроанализатора измеряют частоты наиболее активных резонансов ( частоты толщинно-сдвиговых колебаний). Затем определяют отношение более высокой резонансной частоты fв к более низкой частоте fн и сравнивают измеренное отношение частот с интервалом значений 1,513÷1,521. При величине отношения fв / fн меньше значения 1,513 кристаллический элемент заготовка имеет угол среза yxl/+ 45о, при величине отношения fв/fн больше значения 1,521 заготовка имеет угол среза yxl/–45о. На дальнейшие операции пропускают кристаллические элементы заданного в документации угла среза. Техническая эффективность предложенного технического решения заключается в создании возможности распознавания углов среза yxl/+45о и yxl/-45о кристаллических элементов. Это позволяет не пропускать кристаллические элементы с ошибочным углом среза на последующие операции, что позволяет исключить материальные затраты на изготовление заведомо бракованных изделий, уменьшить трудозатраты, снизить стоимость изготовления пьезоизделий. Формула изобретения Способ изготовления кварцевых кристаллических элементов для о о пьезоустройств с пьезовибраторами срезов yxl/+45 и yxl/–45 , при котором кварцевое сырьё распиливают на блоки, блоки очищают растворителем и водой, кварцевые блоки разрезают на заготовки для кристаллических элементов, заготовки очищают растворителем и водой, измеряют углы среза последних, производят сортировку, и заготовки, углы среза которых выходят за пределы допуска, подвергают соответствующей коррекции путем подшлифовки, затем шлифуют заготовки до заданных геометрических размеров, обработку полученных кристаллических элементов заканчивают травлением их в плавиковой кислоте, затем кристаллические элементы отжигают при повышенной температуре, медленно охлаждают и передают кристаллические элементы на дальнейшие операции, отличающийся тем, что после отжига и медленного охлаждения кристаллические элементы поочередно возбуждают в поле накладных электродов и с помощью спектроанализатора измеряют резонансные частоты двух наиболее активных спектральных составляющих, соответсвующих толщинно-сдвиговым колебаниям, затем определяют отношение более высокой резонансной частоты fв к более низкой частоте fн и сравнивают измеренное отношение частот с интервалом значений 1,513÷1,521, при величине отношения fв/fн меньше значения 1,513 кристаллический элемент имеет угол среза yxl/+45о, при величине отношения fв/fн больше значения 1,521 кристаллический элемент имеет угол среза yxl/–45о.