Организация эффективной системы циркуляции, перемешивания и фильтрации растворов в гальванической линии.
advertisement

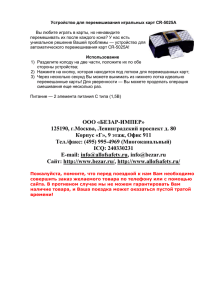
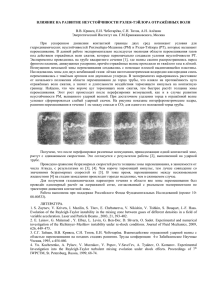
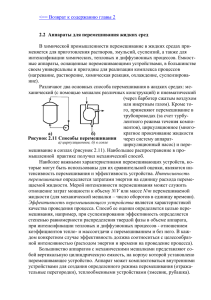
Организация эффективной системы циркуляции, перемешивания и фильтрации растворов в гальванической линии. Григорьева А.Н, ТД «Элма», info@td-elma.ru Освещены вопросы организации эффективной системы перемешивания растворов на основании моделирования потоков жидкости в гальванической ванне. Развитие отечественной промышленности в условиях ее интеграции в мировую экономику диктует необходимость обеспечения высокого качества продукции гальванических предприятий и цехов при одновременном повышении экономической эффективности технологических процессов. Для того, чтобы сделать гальванический процесс современным: обеспечить постоянство качества покрытий, не допуская остановок процесса и получения брака, и, при этом удешевить стоимость нанесения покрытия, необходимо правильно подобрать весь комплекс вспомогательного оборудования для процесса: насосы, фильтры, нагреватели. Работая на рынке вспомогательного оборудования для гальваники уже более 10 лет компания ТД «Элма» занимается не только поставкой современного оборудования, но и оказывает инжиниринговые услуги в области подбора и консультирования заказчиков по применению того или другого типа насосов для организации перемешивания гальванических растворов. Основная цель перемешивания раствора – доставка действующего вещества к поверхности детали. Эффективная система перемешивания обеспечивает Однородность состава и температуры раствора и как следствие повышение блеска образующихся покрытий. Увеличение скорости осаждения покрытий за счет возможности увеличения катодной плотности тока Предотвращение питтинга. Улучшение работы ванн обезжиривания за счет интенсификации движения обезжиривающего раствора вдоль обрабатываемой поверхности Уменьшение скорости разложения цианидов. Для получения качественного покрытия систему циркуляции раствора необходимо предусмотреть в каждой ванне гальванической линии. На сегодняшний момент на практике распространены основные методы организации перемешивания в гальванической ванне: 1. Перемешивание сжатым воздухом 2. Перемешивание при помощи движущейся катодной штанги. 3. Перемешивание посредством установки насоса и циркуляции рабочего раствора вдоль поверхности деталей. В таблице 1 представлены основные преимущества и недостатки вышеприведенных методов Таблица 1. Основные преимущества и недостатки методов перемешивания растворов Наименование Воздушный барботаж Преимущества Низкая стоимость Простота конструкции, а следовательно и ее надежность Недостатки - над раствором образуется пена, мешающая процессу нанесения покрытий, - происходит интенсивный вынос химикатов пузырьками воздуха, что, естественно, приводит к увеличению затрат и загрязнению атмосферы цеха, - увеличивается расход блескообразователей из-за окисления воздухом, - более интенсивно, чем при других видах перемешивания образуются карбонаты в цианидных растворах, Перемешивание при помощи движущейся катодной штанги Низкая стоимость Отсутствие воздуха внутри раствора и как следствие исключение недостатков метода воздушного перемешивания Перемешивание - снижение токсичных посредством испарений над ванной, циркуляции - снижение затрат на нагрев жидкости ванны, - снижение расхода блескообразователей, - снижение образования карбонатов в цианидных растворах, по сравнению с воздушным перемешиванием, - улучшение распределения покрытия по поверхности деталей и, как следствие, экономия металла, - повышение электропроводности раствора, по сравнению с воздушным перемешиванием, что приводит к экономии электроэнергии. - воздушное перемешивание не предотвращает химическое и термическое расслоение электролита, - с воздухом в ванну могут попасть – возможность попадание в раствор компрессорного масла или инородных частиц, которые портят качество наносимого покрытия - ограничена скорость движения катода, - ограничена длина хода катода, - низкая интенсивность перемешивания; - не перемешивается весь объем раствора, - происходит температурное расслоение электролита. Требуются дополнительные затраты на установку насосного оборудования Система требует постоянного обслуживания Выбор той или иной системы перемешивания обусловлен в первую очередь сложностью профиля поверхности обрабатываемых деталей, а также объемами ванн, экономической целесообразностью и прочими факторами. Формально имея все необходимые элементы системы перемешивания с помощью циркуляции жидкости (насосы, эжекторы, трубы и тд), часто на практике не удается получить ожидаемый эффект от ее работы. Поэтому правильная разработка оптимальных схем расположения эжекторов, подбор их размеров и материала, из которого они изготовлены, а также общее понимание процессов гидродинамики часто играет определяющую роль в работе системы перемешивания. Для моделирования течений жидкости в ванне, а также визуализации этих течений методами компьютерной графики специалисты компании ТД Элма используют программный комплекс FlowVision. FlowVision основан на конечно-объемном методе решения уравнений гидродинамики и использует прямоугольную адаптивную сетку с локальным измельчением. При моделировании систем циркуляции учитываются плотность и температура циркулирующей жидкости, диаметры и материал изготовления трубопровода, величина производительности и напора насоса и д.р факторы, имеющее непосредственное влияние на поток. Рис 1. Эскиз ванны при устройстве циркуляции с возвратом раствора сверху Рис2. Эскиз ванны при устройстве циркуляции с возвратом раствора на дно На рисунках выше представлены эскизы ванн, а также моделирование потока жидкостей, при различной организации забора электролита из ванны, а также возврата его обратно. Исходя из них видно, что более эффективен возврат раствора на дно ванны как на рис.2, т.к. перемешивание в объеме более равномерно, а также исключается «поднятие» шлама со дна. При достижении максимально положительного эффекта циркуляции ванны важно рассчитать нужные параметры насоса: напор и производительность. Рис 3. Система перемешивания раствора в ванне с использованием насоса производительность 2 м3 в час. Рис 4. Система перемешивания раствора в ванне с использованием насоса производительность 5 м3 в час. На Рисунках 3 и 4 смоделированы потоки в ваннах одинаковых размеров, но при различных характеристиках насоса. Циркуляция при использовании насоса на рис 4 –более эффективна, отсутствуют «глухие зоны». При обработке деталей сложного профиля в последнее десятилетие все более широкое применение находят системы эжекторного перемешивания. Рис.5. Общий вид эжекторной системы перемешивания. Система основана на возникновении эффекта Вентури (разность давления при прохождении жидкости по трубам различного диаметра увлекает за собой дополнительный поток). При использовании эжекторов возникает возможность направлять потоки на сложный профиль, а также существенно экономить на мощности насоса (снижение стоимости насоса, энергопотребления всей гальванической линии). При проектировании эжекторной системы важно подобрать правильный напор насоса. При анализе системы перемешивания одного из наших партнеров при помощи моделирования потоков было выявлено, что последние эжекторы вообще не были задействованы из-за низкого напора подобранного насоса. Рис 6. Пример моделирования потока жидкости эжекторной системы перемешивания раствора. В гальваническом производстве при нанесении покрытий детали обрабатываются поочередно в нескольких растворах, имеющих, как правило, отличающиеся друг от друга составы с четкими границами интервалов концентраций веществ. При вынимании деталей из технологической ванны вместе с деталью на ее поверхности выносится тонкая пленка раствора, который попадая в следующую по ходу техпроцесса технологическую ванну загрязняет ее, что в большинстве случаев приводит к появлению брака. В то же время вынесенный деталями раствор из последней технологической ванны при их сушке образует тонкий налет сухих веществ, которые при эксплуатации изделия растворяются в конденсирующейся на поверхности деталей влаге и образуют раствор, способствующий коррозии покрытия и нарушению функциональных характеристик покрытия. Поэтому промывка деталей предназначена для предотвращения загрязнения технологических растворов и обеспечению чистоты поверхности готовых деталей. Таким образом, хотелось бы отметить особое внимание организации эффективного перемешивания в ваннах промывки, которым часто не уделяют должного внимания. В соответствии с ГОСТ 9.314—90 «ВОДА ДЛЯ ГАЛЬВАНИЧЕСКОГО ПРОИЗВОДСТВА И СХЕМЫ ПРОМЫВОК. Общие требования» существуют несколько методов промывки деталей: Рис 7. Методы промывки деталей. Таблица 2 Таким образом, проектирование эффективной системы промывки и подбор соответствующего вспомогательного оборудования будет зависеть от выбранного метода. Виды центробежных насосов, используемые при организации циркуляции растворов: 1. Вертикальные центробежные (рис 8) 2. Горизонтальные насосы с торцевыми уплотнениями (рис 9) 3. Горизонтальные насосы с магнитной муфтой (рис 10) Рис 8. Вертикальный насос. Рис 9. Насос с торцевым уплотнением Рис 10. Насос с магнитной муфтой Таблица 4 Основные преимущества и недостатки использования различных типов насосного оборудования Наименование Преимущества Недостатки Вертикальные Возможность перекачивания с Требуется увеличение объема размерами твердых частиц до ванны для установки, и как 4 мм, применяются при следствие повышение объемов наличии большого количества используемых химических шлама на дне. материалов. Насосы с Полностью герметичная Недопустимо попадание магнитной конструкция. твердых и магнитных муфтой включений. Установка вне ванны, Более высокая стоимость по компактные размеры. сравнению с традиционными Отсутствие необходимости насосами с торцевыми центровки валов при монтаже уплотнениями электродвигателя, более простое техническое обслуживание Насосы с Возможность работы с Требуется обслуживание торцевыми твердыми и магнитными торцевого уплотнения для уплотнениями включениями. обеспечения работы без утечек жидкости. Установка вне ванны, компактные размеры Для обеспечения чистоты электролитов в гальваническом производстве используются установки фильтрации с использованием вертикальных или горизонтальных насосов. При выборе систем фильтрации необходимо иметь в виду, что фильтрация только основной процессной ванны не решит проблему качества покрытий. Фильтровать надо и ванны обезжиривания, и другие вспомогательные ванны (травления, хроматирования и т.д.) Для каждого процесса рекомендуется своя кратность обмена электролита при фильтрации. Рис.11. Фильтровальная установка с вертикальным насосом Рис.12. Фильтровальная установка с горизонтальным насосом Фильтрация предназначена для удаления механических или органических примесей, а также масла с поверхности ванн обезжиривания. Включение в состав системы перемешивания фильтра снижает производительность насоса на 20% - данный факт необходимо учитывать при проектировании системы. Общий принцип действия для фильтровальных установок: электролит закачивается насосом внутрь фильтровальной установки (фильтрующей колбы), где находятся фильтрующие элементы в соответствии с очищаемой ванной. Колбы выполнены из PP (полипропилен) или полностью из PVDF (разновидность фторопласта), система навесных тяг гарантирует полную герметизацию колбы. Определение уровня засорения фильтра контролируется при помощи манометра. После прохождения раствора сквозь фильтрующий элемент жидкость возвращается в ванну. Степень фильтрации установок – различная и зависит от выбора типа фильтрующего элемента – картриджи, диски, маслофильтры и от количества фильтрующих элементов. Выбор типа фильтрующих дисков или картриджей для фильтрации гальванических ванн должен производиться с учетом типа ванны (химического состава ванны), рабочей температуры и типа фильтрации (механическая, угольная и т.д.) Типы дисков бумажные Meraklon Бумажные, пропитанные углем Рис. 14. Фильтровальные диски различных типов Типы картриджей: Витой (нитяной) картридж из meraklon Картриджи из прессованного полистирола Картриджи из вспененного полипропилена Картриджи из активированного угля Картриджи возможны в различных размерах и с различной степенью фильтрации. Литература: 1. Виногладов С.С. Промывные операции в гальваническом производстве, Москва, «Глобус» 2007 2. Лобанов С.А. Практические советы гальванику, «Машиностроение», 1983 3. ГОСТ 9.314—90 «ВОДА ДЛЯ ГАЛЬВАНИЧЕСКОГО ПРОИЗВОДСТВА И СХЕМЫ ПРОМЫВОК. Общие требования» 4. Технические материалы фирмы LaFonte, Италия