УДК 621.791.927.5 В.А. Ерофеев, В.А. Масленников, О.И. Зайцев КОМПЬЮТЕРНЫЙ ИНЖЕНЕРНЫЙ АНАЛИЗ НАПЛАВКИ
advertisement

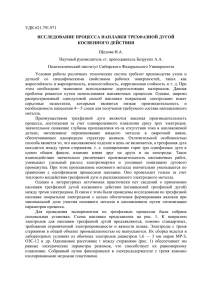
УДК 621.791.927.5 КОМПЬЮТЕРНЫЙ ИНЖЕНЕРНЫЙ АНАЛИЗ НАПЛАВКИ ПОРОШКОВОЙ ПРОВОЛОКОЙ С СЕРДЕЧНИКОМ В.А. Ерофеев, В.А. Масленников, О.И. Зайцев Определены оптимальные параметры процесса наплавки методом компьютерного инженерного анализа, основанного на физико-математическом моделировании формирования наплавочной ванны под действием теплоты и давления дуги при её колебаниях поперёк наплавляемого слоя. Ключевые слова: математическая модель, наплавка, поперечные колебания, формирование наплавочной ванны, термический цикл, технологические рекомендации. Для упрочнения поверхности стального инструмента для обработки давлением наплавляют слой, содержащий мелкодисперсные порошки карбида вольфрама, молибдена, тантала и хрома. При электродуговой наплавке используют порошковую проволоку, оболочка которой выполнена из стали, а сердечник – порошок твёрдых материалов. Процесс наплавки осуществляется дугой обратной полярности проволокой на металл, движущийся с заданной скоростью. В горелку для дуговой наплавки подается защитный газ – аргон. Между электродом и деталью горит дуга, нагревающая поверхность детали током. Капли присадочного металла падают на разогретую поверхность детали и образуют наплавленный слой. Требуется исключить перемешивание наплавляемого сплава с металлом подложки. При наплавке упрочняющего слоя на массивные стальные детали большое значение имеют скорость охлаждения металла и форма сварочной ванны. При большой скорости охлаждения формируются закалочные структуры, увеличивающие вероятность возникновения трещин в зоне термического влияния. При формировании длинных и узких наплавочных ванн возникает неблагоприятное напряжённое состояние, также повышающее возможность появления трещин. Поэтому при наплавке рекомендуют режимы, обеспечивающие медленное охлаждение металла и формирование короткой и широкой наплавочной ванны [1,2]. Наиболее просто это достигается при небольшой скорости наплавки, но это снижает производительность процесса. Выполнить указанные рекомендации при сохранении высокой производительности позволяет наплавка, выполняемая с поперечными колебаниями наплавочной горелки, позволяющая формировать наплавляемый слой значительной ширины. Так как экспериментальное определение параметров наплавки, при которых обеспечиваются заданные требования к свойствам наплавленного слоя, очень затратно, то эту задачу решали методами компьютерного инженерного анализа, основанного на физико-математическом моделировании процесса формирования наплавляемого слоя [1…6]. Использовали физико-математическая модель процесса наплавки с поперечными колебаниями плазмотрона [7], учитывающая тепловое воздействие, подачу наплавляемого металла, формирование поверхности ванны расплава, затвердевание и формирование поверхности наплавленного слоя. Ввиду движения наплавочной горелки по сложной траектории, процесс рассматривается как нестационарный. Физико-математическая модель. Строение пространства моделирования описывается дискретной функцией, указывающей принадлежность точки пространства к одной из зон, внутри которой среда имеет определенные свойства. Выделены зоны, рис.1, соответствующие металлу подложки M1, жидкому наплавляемому металлу (ванне расплава) Mm, закристаллизовавшемуся металлу наплавленного валика Mw, окружающему газу G. Поверхности раздела между этими зонами задаются в соответствии с геометрией деталей и их расположение уточняется в процессе решения уравнений модели. Рис.1. Строение зоны моделирования формирования наплавляемого слоя При компьютерной имитации пространство искусственно ограничено. Размеры области имитации, которая имеет форму параллелепипеда, и положение центра координат в ней находятся на основе предварительного расчёта размеров высокотемпературной зоны по простым аналитическим формулам. Эти процессы описаны в неподвижной системе координат, центр которой расположен на поверхности подложки в точке пересечения с осью источника в момент начала наплавки. Источник теплоты учитывает поток теплоты, создаваемый плазмой дуги, и поток теплоты, переносимой каплями наплавляемого металла. Тепловой поток, создаваемый плазмой дуги: 2P ( x x0 )2 ( y y0 )2 q ( x, y ) exp 2 , (1) 2 πR 2 R где R – радиус действия плазменного факела дуги; x0, y0 – координаты центра источника, изменяющиеся во времени, x0 v x t , vx – скорость наплавки, t – время. Изменение координаты y0 за один период поперечных колебаний задаётся амплитудой колебаний A и временными интервалами t1…t5. Принято, что тепловой поток, переносимый каплями металла, равномерно распределён по площади SW поверхности наплавочной ванны: v πd 2 f f H K x, y S W , (2) qk ( x, y ) 4S W 0 x, y SW где vf, df – диаметр и скорость подачи электродной проволоки, Hk – энтальпия капель электродного металла, Дж/см3. Тепловой поток источника распространяется в подложке, что описано уравнением теплопроводности [3]: H T T T (3) , t x x y y z z где H – объемная энтальпия; λ – коэффициент теплопроводности, зависящий от температуры T и пространственного положения. Связь энтальпии с температурой T(x,y,z) описывается нелинейной функцией, рис.3 Распределение теплопроводности вещества по объему зоны моделирования описано как функция принадлежности точки пространства к одной из зон: Fe для x, y, z M1 (5) W для x, y, z ( M m MW ) , 0 для x, y , z G Уравнения решали при следующих начальных и граничных условиях. Начальные условия: (6) t 0 T T0 , Граничные условия: T (7) x, y, z M m G, q( x, y) qk ( x, y ) , z T 0, z x , y , T T0 . Поверхность расплава описывается функцией Z(x, y), которая разграничивает зоны металла M и газа G. В ходе наплавки объём зоны наплавленного металла нарастает вследствие подачи присадки, что изменяет расположение поверхности Z. Равновесное расположение этой поверхности определяется уравнением равновесия давлений: капиллярного p (сил поверхностного натяжения), внутреннего pi, гравитационного pG, плазмы дуги pa. Капиллярное давление определяется кривизной поверхности: 2z 2z , p σ(T) (8) x 2 y 2 где (T) - поверхностное натяжение расплава Давление плазмы: 2k I 2 ( x x0 )2 ( y y0 ) 2 pa ( x, y ) I a exp 2 , (9) 2 2 πR R где ki - электродинамическая постоянная; I - ток плазменной дуги. Гравитационное давление при выполнении наплавки в нижнем положении: pG ρg ( zmax z ( x, y )) , (10) где ρ – плотность расплавленного металла; g – ускорение свободного падения; zmax - максимальная высота поверхности ванны. Внутреннее давление pi в расплаве определяется равенством объёма Vf наплавленного металла, определяемому диаметром и скоростью подачи электродного металла, объёму VZ, определённому по расположению поверхности наплавочной ванны. z z0 Объём металла Vf, поставляемой проволокой, определяется πd 2f V f , (11) vf t 4 Объём, ограниченный поверхностью Z наплавленного слоя, определяется VZ Z ( x, y)dxdy , (12) M G Расположение поверхности Z зависит от значения внутреннего давления pi расплава, которое можно определить при выполнении итерационной процедуры Pi var VZ V f , (13) Определение расположения поверхности ванны сводится к решению уравнения: 2 Z 2 Z 2k I 2 ( x x0 )2 ( y y0 )2 I a exp 2 g ( zmax Z ( x, y )) pi 0 2 x 2 y 2 R 2 R (14) внутри контура наплавочной ванны, т.е. для точек поверхности Z, в которых температура превышает температуру плавления T Z x, y TL , (15) Решение системы уравнений (13…15) изменяет размеры сварочной ванны, т.е. строение пространства моделирования, последовательно увеличивая размеры зоны Mm. При изменении размеров этой зоны необходимо поддерживать количество теплоты наплавочной ванны внутри текущего шага времени на постоянном уровне, т.е. выполнять условие сохранения энергии (16) H x, y, z dxdydz const , Mm var Численное решение уравнения энергии выполняется методом конечных разностей с расщеплением по физическим процессам и пространственным координатам на равномерной прямоугольной трёхмерной сетке. Шаг сетки по пространственным координатам был выбран для удовлетворительного описания распределения плотности мощности в поперечном сечении плазменного факела. Значение шага по времени выбиралось из условия для устойчивости явной конечно-разностной схемы, а также условия недопустимости изменения фазового состояния вещества за шаг. Решение уравнения равновесия давлений на поверхности сварочной ванны выполняется в цикле, внутри которого решается уравнение равновесия давлений и итерационно изменяется внутреннее давление в расплаве до достижения баланса массы. Решение уравнения давлений на поверхности наплавочной ванны выполнено методом конечных разностей Зейделя на одной равномерной двумерной сетке. В ходе имитации последовательно рассчитываются изменения значений множества взаимодействующих физических параметров за малый шаг времени для множества точек, расположенных в пространственной области формирования сварочной ванны и шва, которая содержит металл основной детали, наплавочный металл и газовую среду. Расположение поверхностей сварочной ванны определяется в ходе решения уравнений модели. Для получения установившихся размеров валика уравнения модели решали до момента стабилизации длины L сварочной ванны с погрешностью 1%. Результаты моделирования. Пример моделирования дуговой наплавки показан на рис.2…4. Моделировали процесс наплавки порошковой проволоки с оболочкой диаметром 1.6 мм из стали 20Х23Н10 с сердечником диаметром 1.0 мм из смеси порошков карбида вольфрама и тугоплавких металлов на массивный корпус из легированной стали 30ХГСА с толщиной стенки 15 мм в атмосфере аргона при следующих параметрах процесса: - ток 200А - скорость подачи проволоки 40 мм/с, - скорость перемещения наплавочной горелки вдоль наплавляемого слоя 1 мм/с амплитуда поперечных колебаний горелки 10 мм период поперечных колебаний 5 с. остановка колебаний в крайних положениях 0.25 с. Геометрическими показателями наплавленного слоя являются толщина h, ширина B и форма поперечного сечения наплавленного слоя (коэффициент заполнения прямоугольника hB), а также ширина BT и глубина hT зоны термического влияния. Основным показателем термического цикла при наплавке сталей является длительность t85 пребывания металла наплавленного слоя и зоны термического влияния при охлаждении в интервале температур полиморфного превращения 850…500 оС. Термическое состояние поверхности заготовки под наплавленным слоем оценивали её максимальной температурой, а также долей SP площади этой поверхности, нагретой выше температуры плавления низкоплавкой фракции порошкового сердечника проволоки (TСr=1600oC). Рис. 2. Распределение температур при наплавке с поперечными колебаниями горелки: а) на поверхности наплавленного слоя, б) на поверхности подложки, в) в продольном сечении в направлении наплавки в середине слоя, г) в поперечном сечении по оси дуги, д) предельные температуры. Рис.3. Термический цикл на поверхности подложки при сварке с поперечными колебаниями горелки: 1 - в середине наплавляемого слоя, 2 – на границе слоя. Рис.4. Строение наплавленного слоя в поперечном сечении (а,б) и в плоскости поверхности основного металла (в,г) при скорости наплавки 1 мм/с (а,в) и 2 мм/с (б,г): 1- зона отпуска (500…850 oC), 2 – зона закалки (850…1380 oC), 2- 3 – наплавленный металл порошковой проволоки, 4 – зона плавления основного металла (1380…1600 оС), 5 – зона перемешивания наплавляемого сплава с основным металлом (>1600 oC). Методика и результаты компьютерного анализа. Рассматривали варианты наплавки при разных значениях скорости сварки vw, при предварительном подогреве заготовки до температуры T0, при линейном перемещении наплавочной горелки и при наплавке с поперечными колебаниями с частотой fW и амплитудой Ym. Геометрическими показателями наплавленного слоя являются толщина h, ширина B и форма поперечного сечения наплавленного слоя (коэффициент заполнения прямоугольника hB), а также ширина BT и глубина hT зоны термического влияния. Основным показателем термического цикла при наплавке сталей является длительность t85 пребывания металла наплавленного слоя и зоны термического влияния при охлаждении в интервале температур полиморфного превращения 850…500 оС. Термическое состояние поверхности заготовки под наплавленным слоем оценивали её максимальной температурой, а также долей SP площади этой поверхности, нагретой выше температуры плавления низкоплавкой фракции порошкового сердечника проволоки (TСr=1600 oC). Установлено следующее: 1. При наплавке требуется исключить перемешивание наплавляемого сплава с металлом подложки. Основным фактором перемешивания является давление дуги, которое деформирует поверхность наплавочной ванны, создавая кратер в расплаве. Давление дуги сильно зависит от тока, поэтому наплавку первого слоя необходимо осуществлять током не более 100...120 А. Такой ток дуги в аргоне при скоростях перемещения 2…10 мм/с создаёт на поверхности среднелегированных сталей наплавочную ванну шириной 5…6 мм. Последующие слои можно наплавлять при больших значениях тока дуги, 200…250 А, при которых глубина проплавления не превышает половины толщины наплавки предшествующего слоя, а ширина наплавочной ванны возрастает до 7..9 мм. 2. При наплавке стали, содержащими тугоплавкие металлы, на стали, используемые для изготовления инструмента для обработки металлов давлением, необходимо избежать формирования закалочных структур и возникновения трещин. Это требует обеспечения при наплавке достаточно медленного охлаждения металла. Это можно достигнуть, используя подогрев подложки до 300…350 оС, или выполняя наплавку при малой скорости перемещения наплавочной горелки в направлении формирования слоя. 3. Наплавку можно осуществлять как ниточными валиками, так и широкими слоями, получаемыми при наплавке с поперечными колебаниями наплавочной горелки. Важным преимуществом наплавки с поперечными колебаниями является, кроме формирования широкого наплавляемого слоя, низкие значения скорости охлаждения металла, что позволяет осуществлять наплавку без предварительного подогрева подложки. 4. При наплавке ниточными валиками смещение наплавочной горелки при переходе к следующему валику должно составлять 0.5..0.6 ширины валика, а при широкослойной наплавке с поперечными колебаниями шаг поперечных валиков должен превышать 0.6…0.7 их ширины. 5. При широкослойной наплавке поперечные колебания горелки должны иметь трапецеидальную форму, которая обеспечивается периодическими остановками горелки в крайних положениях. Период поперечных колебаний определяется отношением шага поперечных валиков к скорости наплавки. Длительность остановок в крайних положениях должна составлять 0.1..0.15 периода поперечных колебаний. Амплитуда колебаний не должна превышать 1.5…2 длины наплавочной ванны, при которой жидкий металл растекается по поверхности широкого слоя и формирует слой постоянной толщины. При скоростях поперечного перемещения горелки 10..15 мм/с длина сварочной ванны составляет 1.5..2 её ширины, соответственно амплитуда колебаний составляет при минимальном токе дуги 100…120 А и её диаметре 4.5…5 мм 7…10 мм. Полученные результаты являются технологическими рекомендациями по выполнению наплавки порошковой проволокой слоя, содержащий мелкодисперсные порошки карбида вольфрама, молибдена, тантала и хрома, на поверхности стального инструмента для обработки давлением. Выводы: 1. Выполнен компьютерный инженерный анализ дуговой наплавки с подачей порошковой проволоки и поперечными колебаниями наплавочной горелки, основанный на физико-математическом моделировании формирования наплавочной ванны. 2. Определены параметры процесса широкослойной наплавки с поперечными колебаниями, при которых исключается перемешивание наплавляемого сплава с металлом подложки, а также формирование закалочных структур и возникновение трещин без предварительного подогрева подложки. Список литературы 1. Вайнерман А.Е. Плазменная наплавка металлов / А.Е. Вайнерман, М.Х. Шоршоров, В.Д. Веселков, В.С. Новосадов. – М.: Машиностроение, 1969. – 192 с. 2. Красулин Ю.Л. Регулирование температуры сварочной ванны при наплавке плазменной струей / Ю.Л. Красулин, И.Д. Кулагин // Автоматическая сварка. – 1966. - № 9. - С. 11–15. 3. Столович Н.Н. Температурные зависимости теплофизических свойств некоторых металлов / Н.Н. Столович, Н.С. Миницкая. – Минск: Наука и техника, 1975. – 160 с. 4. В.А. Судник, В.А. Ерофеев, Д. Радаи, М. Бек, М. Керн. Компьютерное моделирование лазерного нанесения порошковых покрытий. //«Лазерные технологии и средства их реализации». С.-Петербург, 2000 5. Numerische Modellierung des Laserbeschichtens mit Pulver und experimentelle Verifizierung / W. Sudnik, W. Erofeew, D. Radaj, M. Beck, M. Kern, R. Heigl // Simulation der Fügetechniken - Potentiale und Grenzen: Beiträge zum DaimlerChrysler-Technologiekolloquium. Düsseldoef: DVS-Verl., 2001. B. 214. S.108-117. 6. Оптимизация технологических параметров лазернопорошковой наплавки на основе математического моделирования // Курьянинова Е.И., Ерофеев В.А. Сварочное производство, 2007, №4, с.21-27. 7. Страхова Е.А., Ерофеев В.А., Судник В.А. Моделирование процесса наплавки с поперечными колебаниями плазмотрона. // Сварка и диагностика. 2009 №2, С12-15 8. Компьютерный инженерный анализ процесса плазменнодуговой наплавки слоя цветного сплава на стальные тела вращения//Ерофеев В.А., Страхова Е.А. Заготовительные производства в машиностроении. 2011. № 12. С. 12-18. Ерофеев Владимир Александрович, к.т.н., проф., va_erofeev@mail.ru, Россия, Тула, Тульский государственный университет, Масленников Александр Васильевич, к.т.н., доц., av.maslennikov@gmail.com, Россия, Тула, Тульский государственный университет, Зайцев Олег Игоревич, к.т.н., доц., zayzoi@yandex.ru, Россия, Тула, Тульский государственный университет CAE-ANALISYS OF THE ARC CLADDING PROCESS WITH FLUX CORED WIRE V.A.Erofeev, A.V.Maslennikov, O.I.Zaitsev Optimal operation conditions for the arc cladding process have been determined by means of CAE methods, based on the physical-mathematical modeling of the cladding pool taking into account the arc parameters, including oscillation ones. Key words: mathematical model, arc cladding, transversal oscillations, cladding pool formation, thermal cycle, technological recommendations. Erofeev Vladimir Alexandrovich, candidate of technical science, professor, va_erofeev@mail.ru, Russia, Tula, Tula State University, Maslennikov Alexander Vasilievich, candidate of av.maslennikov@gmail.com, Russia, Tula, Tula State University, technical science, docent, Zaitsev Oleg Igorevich, candidate of technical science, docent, zayzoi@yandex.ru Russia, Tula, Tula State University,