УДК 621.9
advertisement

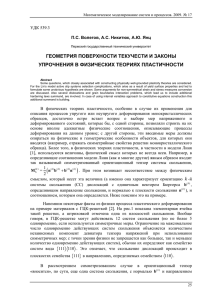
№ 2 (62) 2011 Дудник В. В. Полтавская государственная аграрная академия Вібрації в техніці та технологіях УДК 621.9 ИСЛЕДОВАНИЕ УПРОЧНЕНИЯ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ ПРИ ВИБРАЦИОННОМ И ОБЫЧНОМ ДЕФОРМИРОВАНИИ Розглянуті питання зміцнення ріжучих елементів леміхів грунтообробних машин при звичайному і вібраційному зміцненні. The issues of strengthening cutting elements lemihiv tillage machines during normal vibration and strengthening. Метод восстановления изношенных поверхностей деталей пластическим деформированием с использованием механических колебаний обрабатывающего инструмента способствует существенному изменению свойств поверхностных слоев, а следовательно, их упрочнению. При упрочнении деталей вибрационным деформированием пластическая деформация поверхностного слоя материала детали, возникающая под действием усилий от обрабатывающего инструмента, изменяет его физико-механические свойства. Степень пластического упрочнения зависит от вида деформирования, режимов обработки, исходного состояния материала, его макро- и микроструктуры, формы, размеров и других факторов. Совокупность явлений, связанных с изменением механических и физико-химических свойств металла в процессе пластической деформации, называется упрочнением (наклепом). Изменение механических свойств металлов и увеличение их прочностных характеристик в значительной степени объясняется возрастающим по мере деформирования сопротивлением смещению дислокаций [1]. Одним из основных участков повышенного сопротивления смещению дислокаций являются участки пересечения плоскостей скольжения (рис.1), на которых взаимодействие силовых полей дислокаций, перемещающихся по пересекающимся плоскостям, приводит к их “застреванию” и к последующему скоплению около них дислокаций одинакового знака. Линии скольжения пересекают свободную (ab и cd) и контактную (bc) поверхности под углом 45º. Сетка линий скольжения под этими поверхностями представляет прямоугольные треугольники. В переходных участках bеf и cfg сетка линий скольжения получается радиальная: одна система представлена прямыми, выходящими из точек b и c, а другая- дугами окружностей с центрами в тех же точках. Линия aefgd – граница области пластической деформации. Рис. 1. Схема линий скольжения при обработке материала давлением На поверхности bc возникает напряжение трения. При его предельном значении одно семейство линий скольжения выходит на контактную поверхность под углом 90º, а другое – касательно к ней. Траектории максимальных касательных напряжений при обычном деформировании будет располагаться к обрабатываемой поверхности под углом 90º, а при вибрационном нагружении при отрыве обрабатывающего инструмента этот угол будет равен 45º. Следовательно, при вибрационной обработке угол пересечения линий скольжения с обрабатываемой поверхностью будет изменяться от 45º до 90º. Таким образом, в момент отрыва обрабатывающего инструмента 66 № 2 (62) 2011 усилие обработки будет направлено под бόльшим углом к направлению его движения, т.е. усилие, степень уплотнения и величина деформации в радиальном направлении будет иметь большее значение, чем при обычном деформировании. На свободных поверхностях ab и cd в точках a нормальное к поверхности напряжение z равно нулю, а по оси Х действует нормальное напряжение сжатия хn . На основе уравнения пластичности можно записать: 0 xn 2ê; xn 2ê, где ê s 3 тогда вертикальное напряжение составит: zm ê 2 5,14ê. После подстановки значение к, получаем: zm напряжение (1) на свободных 0 xn xn ê. 2 2 (2) Линии скольжения при переходе из точки n в точку m на контактной поверхности поворачиваются на угол 90º. Поэтому: xn xm 2ê 2 ê . Отсюда xm xn ê ê 1 (3) xm zn 2 5,14 s 2,97 s . 3 . (4) (7) (7) (8) F0 , F1 (10) где F0 и F1 – площади обрабатываемой поверхности соответственно до после деформирования. Расчетные значения степени уплотнения обрабатываемого материала приведены в табл. 1. Во всей области bfc действуют сжимающие напряжения z и х. Согласно уравнению пластичности: xm zm 2ê. (5) Из предыдущего уравнения находим: xm zm 2ê 1 , уравнение Поскольку в момент отрыва обрабатывающего инструмента от обрабатываемой (контактной) поверхности при вибрационном деформировании трение между ними отсутствует, то на основании теории пластичности [2] нормальное напряжение будет равно 1,15s. Следовательно, при обычном деформировании напряжение повышается в 2,57 раза. При пластическом деформировании происходит изменение размеров обрабатываемого образца (детали), что способствует упрочнению (уплотнению) материала обрабатываемой поверхности [3]. Степень упрочнения обрабатываемого материала может быть определена: поверхностях: n в Удельное усилие, как и полное усилие, всегда принимают положительными. Поэтому удельное и полное усилие соответственно будет: (9) p 2,97 s ; P p be. . Среднее Вібрації в техніці та технологіях (6) Таблица 1 Значения степени уплотнения Степень уплотнения Обрабатываемый материал Вибрационное Обычное деформирование деформирование Сталь Л-53 0,042 0,061 Сталь 65Г 0,039 0,055 Сталь Л-53, сормайт 0,032 0,057 Сталь 65Г, сормайт 0,030 0,042 Исследованиями установлено, что степень уплотнения образцов из стали Л-53 с последующей наплавкой сормайтом при вибрационном деформировании в 1,78 раза больше, чем при обычной обработке. металлов давлением / М.В. Сторожев, Е.А. Понов. М.: Машиностроение, 1977. – 423 с. 2. Канарчук В.В. Основы надежности машин / В.В. Канарчук. – К.: Наукова думка, 1982. – 354 с. 3. Тарновский И.Я. Теория обработки металлов давлением / И.Я. Тарновский. – М.: Машиностроение, 1989. – 278 с. Литература 1. Сторожев М.В. Теория обработки 67