Разработка чертежа редуктора - Тюменский государственный
advertisement

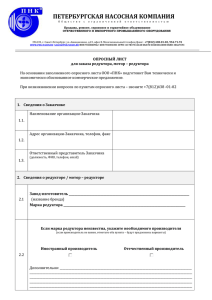
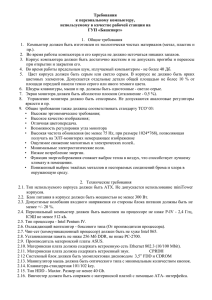
Министерство образования Российской Федерации Тюменский Государственный Нефтегазовый Университет Кафедра: Общетехнических дисциплин Разработка чертежа редуктора Методические указания для студентов всех специальностей очной и заочной форм обучения, изучающих дисциплины «Детали машин и ПТМ» Тюмень 2001 Методическое пособие рассмотрено и одобрено на методическом совете Механико-технологическим институтом. (Протокол № от ) Составитель: к.т.н. профессор Смолин Н.И. доцент Школен ко А.Л. ст. преподаватель: Сапухин В.А. @ Тюменский Государственный Нефтегазовый Университет. СОДЕРЖАНИЕ Разработка чертежа редуктора 4 Цель первого этапа компоновки 4 Цель второго этапа компоновки 4 1. Первый этап эскизной компоновки 5 2.Определение размеров корпуса редуктора 15 3. Второй этап эскизной компоновки 17 4.Конструирование корпусных деталей редукторов 27 Общие сведения 27 4.1.Методика конструирования литых деталей Основные положения и требования 27 4.2. Конструирование литых корпусов 28 4.3. Конструирование сварных корпусов 37 Литература 40 3 РАЗРАБОТКА ЧЕРТЕЖА РЕДУКТОРА Разработку чертежа редуктора начинают с эскизной компоновки и определения размеров корпуса редуктора. Эскизная компоновка редуктора проводится в два этапа после расчета зубчатых передач и определения основных геометрических размеров колес. Цель первого этапа эскизной компоновки: 1. Выявить положение зубчатых колес относительно опор валов; 2. Приблизительно определить расстояние между опорами валов для последующего определения опорных реакций и подбора подшипников. Первый этап эскизной компоновки выполняется на миллиметровке, желательно в масштабе 1:1 или 1:2. После эскизной компоновки разрабатываются другие виды проекций редуктора, на которых определяют форму и размеры корпуса редуктора. Цель ВТОРОГО этапа эскизной компоновки: 1. Конструктивно оформить зубчатые колеса, валы и подшипниковые узлы; 2. Уточнить расстояния между опорами валов и положение зубчатых колес; 3. Подготовить данные для расчета валов на прочность. Если размеры значительно отличаются от полученных при первом этапе компоновки (более 10%), то необходимо внести изменения в ранее произведенные расчеты. Последовательность эскизной компоновки редуктора рассмотрена на примере коническо-цилиндрического редуктора (рис.1). 4 1. ПЕРВЫЙ ЭТАП ЭСКИЗНОЙ КОМПОНОВКИ №№ п/п 1 1. Последовательность Расчетные формулы и рекомендации действий 2 3 Определяем диаметры Ориентировочно диаметр вала валов редуктора, из определяют по формуле: условия прочности на кручение (Рис.2) где Т - крутящий момент на валу, Н.мм; [τкр] - допускаемое напряжение кручения. Рекомендуется: - для среднеуглеродистых сталей принимать [τкр] = 20.. .40 Н/мм2 (МПа) - большие значения принимать для быстроходного вала, а меньшие - для тихоходного, или 5 Рис.1 Двухступенчатый коническо-цилиндрический редуктор 6 7 1 2 3 где Р - передаваемая мощность, кВт; п - угловая скорость , мин-1 с = 120...150 а) Ведущий вал d1 - диаметр для входного конца вала (рис.2а) dдв- диаметр вала электродвигателя dn1 - диаметр вала под подшипник d1 определяют по формуле 1,2 или принимают d1 =(0.8...1) dдв ,если валы редуктора и электродвигателя соединяются муфтой .Полученные значения округляют до стандартного значения по ряду Ra 40, СТ514-77(см.табл. 1) см.табл.З или [3,4] Диаметр вала под подшипником\ определяют: dn1 = d1+ 5мм dn1 окруляют до значений кратных 5 или О dk1 - диаметр вала под шестерней б) Промежуточный вал dn2 - диаметр промежуточного вала под подшипником (рис.26) dk1 = dn1 + (4...5)мм. Если размеры колес не позволяют выполнить их съемными (т.е. а < 2.5mt, где mt - модуль зацепления, а – минимальное расстояние от впадины зуба до шпоночной канавки (рис.26), то зубчатые колеса выполняют заодно целое с валом. dn2 определяют по формуле (1) или (2) и округляют до значений кратных 5 или 0. 8 1 в) 2. 3. 4. а) б) в) г) 2 Ведомый вал (рис.2в) ds3 3 Диаметры ведомого вала определяют аналогично как для ведущего вала Проводим осевые линии а - межосевое расстояние; всех валов с соблюдением Re- образующая делительного расстояния между осями конуса; (рис.3). Re и а определяют расчетным путем Гонкими линиями вычерчи- Минимальный зазор между ваем контуры цилиндричес- колесами ymin=5..8мм ких и конических колес y зазор между цилиндрическими и коническими колесами. Определяем толщину Принимается: стенки корпуса редуктора δ = 0,025aωt + 3 мм; толщина стенки корпуса двухступенчатого редуктора - δ ; толщина стенки крышки редуктора δ1; δ1 = 0,02aωt+ 3 мм; толщина стенки корпуса - δ и крышки - δ1одноступенчатого редуктора цилиндрического; δ = 0,025аω + 1 мм; толщина стенки корпуса - δ и крышки – δ1 одност упенчатого конического редуктора; где aωt - межосевое расстояние тихоходной передачи; δ1 = 0,025aω + 1 мм; δ = 0,05Re + 1 мм; δ1 = 0,04Re + 1 мм; δ = 0,04 аω + 2 мм; толщина стенки корпуса - δ δ = 0,032aω +2мм; 1 и δ1 - крышки червячного Во всех случаях δ и δ1 > 8мм редуктора. 9 1 5. а) 6. 2 Очерчиваем внутреннюю стенку корпуса редуктора. 3 При этом принимаем: Рекомендуется принимать: зазор между торцами ступиц y1 =(1,1 ...1,2) δ, где δ - толщина и стенкой корпуса – y1, стенки корпуса редуктора. Габариты подшипников принимают по Предварительно с учетом справочнику [2, 3, 7] в зависимости действующих в зубчатом от диаметра вала, определенного зацеплении сил намечаем тип ориентировочным расчетом. подшипников на валы. В нашем случае принято: для ведущего и промежуточного вала радиально-упорные шарикоподшипники, для ведомого вала - радиальные шарикоподшипники. Габариты подшипников вычерчиваем на эскизной компоновке редуктора (рис. 3; рис.2а, б, в, 4) 7. Выбор смазки зубчатых колес редуктора: а) картерная смазка. Картерная смазка осуществляется окунанием зубчатых колес в масло, заливаемое внутрь корпуса. Зубчатые колеса погружают в масло на высоту зуба, в Картерную смазку применяют при окружных скоростях в зацеплении зубчатых передач до V < 12 м/с; в зацеплении червячных передач при окружной скорости червяка до V < 10 м/с. При смазке 10 1 2 конических редукторах на всю ширину зубчатого венца. При небольшой окружной скорости (V<2,0 м/с) колеса редукторов могут быть погружены в масляную ванну на глубину 1/3 радиуса колеса 3 окунанием объем масляной ванны редуктора определяют из расчета 0.4...0.8 литра масла на 1 квт передаваемой мощности. Б) Циркуляционная смазка. Циркуляционная смазка применяется в тех случаях, когда конструкция редуктора не позволяет осуществить картерную смазку Масло из картера или специального бака подается насосом в места смазки по трубопроводу через сопла или коллекторы Циркуляционную смазку применяют при больших скоростях зубчатых передач V = 12 м/с. Подробнее смазку редуктора см.[3], стр.105 или [2] стр.299, или [4]. 11 12 Рис. 3 13 Рис. 4 14 Рис. 5 2. ОПРЕДЕЛЕНИЕ РАЗМЕРОВ КОРПУСА РЕДУКТОРОВ 1 2 3 1. Толщина верхнего пояса фланца b = 1,5 δ , где δ - толщина стенки корпуса - b , (рис. 6) корпуса. 2. Толщина нижнего пояса (фланца) крышки корпуса- b1 (рис. 6) b1 = 1,5 δ1 где δ1 - толщина Толщина нижнего корпуса : P = 2,35 δ; без бобышки - Р (рис.9а) Р1 = 1 5 δ ; при наличии бобышки P1 ; Р2 (рис.9б) Толщина ребер основания корпуса - m (рис.6) Р2 = (2.25...75) δ 3. а) б) 4. стенки крышки. m = (0,85...1,0) δ m1=(0.9...1.0) δ 5. Толщина ребер крышки – m1 (рис.6) 6. Диаметр фундаментальных болтов - dф (рис.6) (их число > 4) 7. а) Диаметр болтов: (рис.6, 8) у подшипников – d2 , соединяющих основание d2 = (0,7...0.75)dф б) корпуса и крышки –d3, d3 = (0,5...0.6)dф в) диаметр болтов крепящих смотровую крышку – d5 d5 = (0,3…0,4)dф dф = (0,03...0,036)аω + 12 dф = 0,072Re + 12 15 1 2 3 г) крепление крышки подшипника – d4 = принимают под резьбу d4. М8...М12 , в количестве 4...6 шт. 8. Расстояние от наружной C1 - выбирают по табл. 2 поверхности стенки корпуса C1 до оси болтов dф, d3 (рис. 9 а, б) 9. Ширина нижнего и верхнего пояса K = выбирают по табл.2 1 основания корпуса, K1 (рис. 9а, б) 10. Положение болтов d2 определяется размером q (рис.6) q > 0,5d2 + d4 11. Высота бобышки hб под болт d2 (рис. 6, 8) hб - выбирают 12. Диаметр отверстия в гнезде подшипника, Дп (рис. 8 и 11). Дп - принимают по 13. Диаметр гнезда, Дк (рис.8 и 11) Дк =Д2 + 2...5 мм, где Д2 - диаметр фланца крышки конструктивно так, чтобы образовалась опорная поверхность под головку болта и гайку. Желательно у всех бобышек иметь одинаковую высоту. наружному диаметру подшипника или стакана. подшипника 14. Длина гнезда под подшипник, (рис.11, 8 в) I = δ +X+ C2 + Rδ + (3.5), мм где Rδ >1,1 d2 С2 - см. рис. 8, 14 16 1 2 15. Диаметр штифта, dш (рис. 7) 16. 17. Длина штифта Iш 18. Максимальный зазор между наружной поверхностью колеса и стенкой корпуса, А (рис. 6) Диаметр рым-болта 3 dш = d3 Iш = b + b1 + 5 мм А=1.2 δ dp - выбирают по ГОСТ 4751-73 в зависимости от массы редуктора 3. ВТОРОЙ ЭТАП ЭСКИЗНОЙ КОМПОНОВКИ 1 2 3 1. Конструктивно оформляем валы редуктора Рис.2, рис.4 2. Вычерчиваем зубчатые колеса Принимаем длину вала в месте установки колеса равным Iст (2…3) мм, где Iст- длина ступицы колеса. 3. Вычерчиваем подшипники опор. Установку и крепление подшипников в гнездах см. [2, 3] Размеры подшипников принимают по ГОСТу [2, 3, 4, 7]. 17 1 2 3 4. Вычерчиваем фронтальный вид корпуса редуктора, где предусматривается: а) устройство для замера уровня масла; см. [2, 3]; рис. 5 б) отверстие для слива масла Рис. 6 5. Выбираем способ смазки подшипников. I. Жидкими маслами а) разбрызгиванием; б) капельные масленки; в) масляная ванна; г) циркуляционная; д) масляным туманом; е) фитильная. II. Консистентными смазками: более подробно смазку по подшипникам см.[2, стр. 307] или [3 стр. 107] Жидкое масло следует применять при значительных скоростях dn.n < 3.10 мм.мин-1 где dn- диаметр вала под подшипник; n - угловая скорость вала. Пластичные (консистентные) смазки следует применять при dn.n < 3.105 мм.мин-1 6. Производим выбор уплотнений подшипниковых узлов см. [3], стр. 115 [2], стр. 309...321 18 Стандартные значения диаметров валов по ряду Ra40 Таблица 1 10 10.5 11 11.5 12 13 14 15 16 17 18 19 20 21 22 24 25 26 28 30 32 34 36 38 40 42 45 48 SO 53 56 60 63 67 71 75 80 85 90 95 100 105 110 120 125 130 140 150 160 170 180 190 200 210 220 240 250 260 280 300 320 340 360 380 400 420 450 480 500 530 560 600 Таблица 2 Размеры ляп и фланцев редукторов Параметры K1 C1 Rs max r max М6 M8 М10 М12 М16 М20 М24 М27 М30 22 24 28 33 39 48 54 58 65 12 13 16 18 21 25 34 36 40 5 5 5 5 8 8 10 10 10 3 3 3 3 5 5 8 8 8 19 Таблица 3 Технические характеристики закрытых обдуваемых электродвигателей единой серии 4А Типоразмер Мощность, Частота КПД, двигателя кВт вращения, % мин-1 Cos φ Tп/Tн Маховой Тmax/Tн момент, кг.м2 Синхронная частота вращения 3000 мин-1 4А50В2УЗ 0,12 2710 63 0,70 2,0 2,2 1,07.10-4 4А56А2УЗ 0,18 2800 66 0,76 2,0 2,2 16,6.10-4 4А56В2УЗ 0,25 2770 68 0,77 2,0 2,2 18,6.10-4 4А63А2УЗ 0,37 2750 70 0,86 2,0 2,2 30,5.10-4 4А63В2УЗ 0,55 2740 73 0,86 2,0 2,2 36.10-4 4А71А2УЗ 0,75 2840 77 0,87 2,0 2,2 39.10-4 4А71В2УЗ 1,1 2810 77.5 0,87 2,0 2,2 42.10-4 4А80А2УЗ 1,5 2850 81 0,85 2,1 2,6 73.10-4 4А80В2УЗ 2,2 2850 83 0,87 2,1 2,6 85.10-4 4А9012УЗ 3,0 2840 84,5 0,88 2,1 2,5 1,41.10-2 4А10052УЗ 4,0 2880 86,5 0,89 2,0 2,5 2,37.10-2 4А1001.2УЗ 5,5 2880 87,5 0,91 2,0 2,5 0,03 4АИ2М2УЗ 7,5 2900 87,5 0,88 2,0 2,8 0,04 4А132М2УЗ 11,0 2900 88 0,90 1,7 2,8 0,09 4А16052УЗ 15,0 2940 88 0,91. 1,4 2,2 0,19 4А160М2УЗ 18,5 2940 88,5 0,92 1,4 2,2 0,21 4А18082УЗ 22.0 2945 88,5 0,91 1,4 2,5 0,28 20 4А180М2УЗ 30,0 2945 90,5 0,90 1,4 2,5 0,34 Синхронная частота вращения 1500 мин-1 4Л50В4УЗ 0,09 1370 55 0,60 2,0 2,2 1,3.10-4 4А13254УЗ 7,5 1445 87,5 0,86 2 3,0 0,11 4А80В4УЗ 1,5 1415 77 0,83 2,0 2,4 l,33.10-2 4А90ЫУЗ 2,2 1425 80 0,83 2,1 2,4 2,24.10-2 4А10084УЗ 3,0 1435 82 0,83 2,0 2,4 3,47.10-2 4А100ЫУЗ 4,0 1430 84 0,84 2,0 2,4 4,5.10-2 4А56А4УЗ 0,12 1375 63 0,66 2,1 2,2 28.10-4 4А56В4УЗ 0,18 1365 64 0,64 2,1 2,2 31,5.10-4 4А63А4УЗ 0,25 1380 68 0,64 2,0 2,2 49,5.10-4 4А63В4УЗ 0,37 1365 68 0,69 2,0 2,2 55.10-4 4А71А4УЗ 0,55 1390 70,5 0,70 2,0 2,2 52.10-4 4А71В4УЗ 0,75 1390 72 0,73 2,0 2,2 57.10-4 4А80А4УЗ 14 1420 75 0,81 2,0 2,2 l,29.10-2 4А112М4УЗ 5,5 1445 85,5 0,85 2,0 2,2 7.10-2 4А18084УЗ 22,0 1470 90 0,90 1,4 2,3 0,76 4А160М4УЗ 18,5 1465 89,5 0,88 1,4 2,3 0,51 4А132М4УЗ 11,0 1460 87,5 0,87 2,2 3,0 0,16 4А112МВ8У 2,2 700 76,5 0,71 1,9 2,2 7,0.10-2 21 4А16054УЗ 15,0 1465 88,5 0,88 1,4 2,3 0,41 4А180М4УЗ 30,0 1470 91 0,89 1,4 2,3 0,93 Синхронная частота вращения 1000 мин-1 4А63А6УЗ 0,18 885 56 0,62 2,2 2,2 69,4.10-4 4А63В6УЗ 0,25 890 59 0,62 2,2 2,2 86.10-4 4А71А6УЗ 4А71В6УЗ 4А80А6УЗ 4А80В6УЗ 4А901-6УЗ 4А1001,6УЗ 4А112МА6У 4А112МВ6У 4АШ86УЗ 4А132М6УЗ 4А16086УЗ 4А160М6УЗ 4А180М6УЗ 4А200М6УЗ 4А20016УЗ 0,37 0,55 0,75 1,1 1,5 2,2 3,0 4,0 5,5 7,5 11,0 15,0 18,5 22,0 30,0 910 900 915 920 935 950 955 950 965 970 975 975 975 975 980 64,5 67,5 69 74 75 81 81 82 85 85,5 86 87,5 88 90 90,5 0,69 0,71 0,74 0,74 0,74 0,73 0,76 0,81 0,80 0,81 0,86 0,87 0,87 0,90 0,90 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 2,0 1,2 1,2 1,2 1,3 1,3 2,2 2,2 2,2 2,2 2,2 2,2 2,5 2,5 2,5 2,5 2,0 2,0 2,0 2,4 2,4 67.10-4 81.10-2 1,85.10-2 1,84.10-2 2,94.10-2 5,24.10-2 7.10-2 8.10-2 16.10-2 23.10-2 55.10-2 73.10-2 88.10-2 1,6 1,81 0,65 0,65 0,65 0,62 0,68 0,65 1,6 1,6 1,6 1,6 1,6 1,6 1,7 1,7 1,7 1,9 1,9 1,9 74.10-4 1,35.10-2 1,62.10-2 2,7.10-2 3,45.10-2 5,2.10-2 Синхронная частота вращения 750 мин-1 4А71В8УЗ 4А80А8УЗ 4А80В8УЗ 4А901А8У 4А1001ДУЗ 4А112МА8У 0,25 0,37 0,55 0,75 1,1 1,5 680 675 700 700 700 700 56 61,5 64 68 70 74 22 4А13288УЗ 4А132М8УЗ 4А16088УЗ 4А180М8УЗ 4А200М8УЗ 4А200Ь8УЗ 4А225М8УЗ 4А25088УЗ 4А250М8УЗ 3,0 4,0 5,5 7,5 11,0 150 18,5 22,0 30,0 700 720 720 730 730 730 735 730 735 79 83 83 86 87 87 88,5 88,5 90 0,74 0,70 0,74 0,75 0,75 0,82 0,84 0,84 0,81 1,9 1,9 1,9 1,4 1,4 1,2 1,2 1,2 1,3 2,2 2,6 2,6 2,2 2,2 2,0 2,2 2,0 2,1 10.10-2 17.10-2 23.10-2 55.10-2 72.10-2 1,0 1,6 1,81 2,95 Примечание. Стандарты предусматривают выпуск электродвигателей с синхронной частотой вращения 600 и 500 мин-1 а также защищенного типа. 23 Основные размеры, мм, электродвигателей единой серии 4А Типораз- Габаритные мер размеры двигате ля L1 L2 H D Установочные и присоединительные размеры L3 L4 L5 L6 d1 d2 d3 b1 b2 Масса кг b3 h h1 80 50 3 h2 h3 h4 h5 Двигатели исполнения M100 4А50 174 142 104 20 — 63 32 9 — 5,8 3 4A56 194 221 152 120 23 23 71 36 11 11 5,8 4 4 90 56 4 4 12,5 4А63 216 250 164 130 30 30 80 40 14 14 7 5 5 100 63 5 5 4А71 285 330 201 170 40 40 90 45 19 19 7 6 6 112 71 6 4А80А 300 355 218 186 50 50 100 50 22 22 10 6 6 125 80 4А80В 320 375 218 186 50 50 100 50 22 22 10 6 6 4A90L 350 402 243 208 50 50 125 56 24 24 10 8 4A100S 365 427 263 235 60 60 112 63 28 28 12 4A100L 395 457 263 235 60 60 140 63 28 28 4А112М 452 534 310 260 80 80 140 70 32 4A132S 480 560 350 302 80 80 140 89 4А132М 580 610 350 302 80 80 178 89 4A160S 6 3,3 12,5 7 4,5 16 16 7 6,3 6 21,5 21,5 9 151 6 6 24,5 24,5 10 174 125 80 6 6 24,5 24,5 10 20,4 8 140 90 7 7 27 27 11 28,7 8 8 160 100 7 7 31 31 12 36 12 8 8 160 100 7 7 31 31 12 42 32 12 10 10 190 112 8 7 35 35 12 56 38 38 12 10 10 216 132 8 7 41 41 13 77 38 38 12 10 10 216 132 8 7 41 41 13 93 624 737 430 358 110 110 178 108 42 42 15 12 12 254 160 8 8 45 45 18 130 14 12 254 160 9 8 51,5 45 18 135 430 4А160М 4A180S 4А180М 667 780 48 358 110 110 210 108 42 42 15 12 12 254 160 8 8 45 45 18 145 42 42 15 14 12 254 160 9 8 51,5 45 18 160 662 778 470 410 110 110 203 121 48 48 15 14 14 179 180 9 9 51,5 51,5 20 165 55 48 15 16 14 279 180 10 9 59 51,5 20 175 702 818 470 410 110 110 241 121 48 48 15 14 14 279 180 9 9 51,5 51,5 20 185 20 195 55 4А200М 4A200L 4A225M 4A250S 4A250M 10,2 16 10 59 760 875 535 450 110 110 267 133 55 55 19 16 16 318 200 10 10 59 59 25 255 790 905 535 450 140 110 267 133 60 55 19 18 16 318 200 11 10 64 59 25 270 800 915 535 450 110 110 305 133 55 55 19 16 16 318 200 10 10 59 59 25 280 830 945 535 450 140 110 305 133 60 55 19 18 16 318 200 11 10 64 59 25 310 810 925 575 494 110 110 311 149 55 55 19 16 16 356 225 10 10 59 59 28 355 840 985 575 494 140 140 311 149 65 60 19 18 18 356 225 11 11 69 64 28 355 915 1060 640 554 140 140 311 168 65 65 24 18 18 406 250 11 11 69 69 30 470 75 70 24 20 20 406 250 12 12 79,5 74,5 30 490 955 1100 640 554 140 140 349 168 65 65 24 18 18 406 250 11 11 69 69 30 510 75 70 24 20 20 406 250 12 12 79,5 74,5 30 535 24 25 26 Рис.7. 4. КОНСТРУИРОВАНИЕ КОРПУСНЫХ ДЕТАЛЕЙ РЕДУКТОРОВ Общие сведения Корпусные детали обычно имеют довольно сложную форму, поэтому в большинстве случаев их получают методом литья. Для изготовления корпусных деталей методом литья широко применяются чугун, реже сталь. В тех случаях, когда вес машины ограничен, принимают легкие сплавы. Очень часто вместо литых корпусных деталей применяют корпусные детали, полученные методом сварки (обычно в индивидуальном и мелкосерийном производстве). 4.1. Методика конструирования литых деталей. Основные положения и требования 4.1.1. При конструировании литой корпусной детали стенки в любом месте следует выполнить одинаковой толщины. 4.1.2. Места корпуса, от которых требуется большая прочность усиливаются ребрами. Толщина ребра у основания 5р= 0.85, толщина ребра у вершин 0.55, где 5 - толщина стенки корпуса (рис.6,8). 4.1.3. Рекомендуемая толщина стенок в зависимости от габаритов корпуса приведена в табл.4. Таблица 4 Значение "К", м 0.41 0.75 1 Толщина стенок, мм 6 8 10 1.5 1.8 2 12 27 14 2.5 3 16 18 20 3.5 4.5 22 25 где L, В, Н - соответственно длина, ширина и высота корпуса редуктора (определяются при эскизной компоновке редуктора), в м. 4.1.4. В местах пересечения стенки должны сопрягаться по радиусам r и R (рис.9,10,12,13).Обычно применяют r = 0.5δ и R= 1.5δ. 4.1.5. Если стенки сопрягаются под острым углом, соединять их рекомендуется так, чтобы избежать нежелательного скопления металла. 4.1.6. Сопряжение стенок развей толщины. Если отношения δ1/δ меньше 2, то сопряжение этих стенок производится радиусом R, равным 0.5 δ (рис.8,9,12)_При отношении δ1/δ больше 2 переход от одного сечения в другое должен производиться постепенно (рис.13). При конструировании корпусных деталей часто отдельным местам сообщают уклоны для упрочнения элемента детали или по другим соображениям. Такие уклоны называются конструктивными. Их изображают на чертеже детали со всеми необходимыми размерами (рис.7,8,9,12). Существуют также технологические уклоны (литейные), применяемые для свободной выемки модели из формы. Эти уклоны на чертежах не показывают. 4.1.7. При конструировании корпусных деталей следует четко отделять обработанные поверхности от необработанных. Часто ошибкой в проектах является плавное сопряжение необработанных и обработанных поверхностей корпуса. Обработанные поверхности, как правило, должны выполняться в виде платков, выступающих над необработанными поверхностями. Если на одной поверхности имеется несколько платиков, то желательно, чтобы по высоте все они находились в одной плоскости, чтобы их обработать за один проход (рис.6,7). Высота платиков берется равной 3-5 мм. 4.2. Конструирование литых корпусов Цилиндрические, конические, коническо-цилиндрические редукторы в большинстве случаев конструируют с разъемом корпуса по осям валов (рис. 1,6,7). Для этого валы располагают в одной плоскости. Такое исполнение создает большие удобства для сборки редуктора. Каждый вал собирается заранее, независимо от других валов и в собранном виде ставится в корпус. 28 В многоступенчатых коробках скоростей часто валы располагаются не в одной плоскости, поэтому разъем проходит не по всем валам. Разъем корпуса чаще всего делают параллельным плоскости основания (удобнее обрабатывать). Однако, возможно применение корпусов с разъемом по плоскости, не параллельной основанию. При этом снижается вес корпусной детали и улучшаются условия смазки зубчатых колес (все колеса окунаются в масляную ванну). В наиболее распространенных конструкциях червячных редукторов разъем корпуса делается по оси червячного колеса. Червяк чаще всего имеет небольшой внешний диаметр, что позволяет устанавливать его в корпусе через отверстия подшипниковых гнезд. Если в цилиндрическом редукторе оси валов размещены в вертикальной плоскости, то для удобства сборки плоскость разъема располагают на оси тихоходного вала. Если быстроходное колесо имеет небольшой диаметр и нарезается непосредственно на валу, то этот вал, аналогично червячному валу, вводится в корпус через отверстие подшипниковых гнезд. При диаметре быстроходного колеса больше диаметра отверстия под подшипники, подшипниковые гнезда растачиваются до диаметра несколько большего, чем диаметр колеса и в них ставятся стаканы, либо корпус делается с двумя разъемами. Такое исполнение корпуса наиболее сложно и дорого. На рис 1,6,7,14 показаны различные варианты конструкции корпусов. Для подъема и транспортировки редуктора в собранном виде и отдельно крышки и корпуса применяют рым-болты, проушины (ребро с отверстием) и крючья. Проушины и крючья отливаются вместе с корпусной деталью. Для рым-болта отливается специальный платик, где сверлится отверстие и на резьбе вставляется рым-болт. В последнее время рым-болты вытесняются крючьями и проушинами (рис.7,14). Отверстия под подшипники в крышке и корпусе обрабатываются совместно (в сборе). Чтобы не было относительного смещения во время обработки крышки и корпуса, а также для точного фиксирования крышки и корпуса во время сборки в плоскости разъема (во фланцах), устанавливаются два конических штифта (ГОСТ3129-6016), которые располагают на возможно большем расстоянии друг от друга (рис.76). Поверхности сопряжения корпуса с крышкой для плотного их прилегания обрабатывают со значениями Ra =2.0мкм и 1.0 мкм, 29 30 Рис.8. 31 Рис.9. Рис.10. 32 Рис.11. 33 Рис.12. 34 Рис.13. 35 36 Рис.14. иногда даже шабрят и шлифуют, а при сборке эти поверхности для лучшего уплотнения смазывают олифой, жидким стеклом или спиртовым лаком. Прокладки в плоскости разъема не ставят, так как они могут нарушить посадку подшипников или стаканов в корпус. Для отжатия крышки от корпуса желательно предусмотреть во фланцах крышки или корпуса 2...4 резьбовых отверстий. При помощи болтов, ввинчиваемых в эти отверстия, крышка легко отделяется от корпуса (рис.7). В крышке корпуса обязательно следует предусмотреть окно для осмотра деталей и заливки масла. Окна закрываются крышками. Для крышки нужно предусмотреть платик (рис.6,7). Как правило, для удобства обработки наружные торцы всех подшипниковых гнезд должны лежать в одной плоскости и обязательно выступать, минимум на 3-4 мм над поверхностью фланцев (рис.6.7,14). В корпус редуктора для смазки зубчатых колес заливается масло. С течением времени масло загрязняется продуктами изнашивания. Это вынуждает периодически менять масло. Для этой цели в корпусе редуктора предусматриваются сливные отверстия, закрываемые пробками. Под сливную пробку должна быть обязательно предусмотрена бобышка, торец которой должен быть обработан со значениями Rz=63 мкм (рис.6,7). Дно корпуса редуктора желательно делать с уклоном 2-3 градуса в сторону сливного отверстия. 4.3. Конструирование сварных корпусов Для единичного мелкосерийного производства экономически выгоднее корпуса редукторов изготавливать сварными, а не литыми. Сварные корпуса и крышки редукторов состоят из элементов, изготовленных из проката (листовая сталь, уголки и др.). Толщину стенки корпуса и крышки можно принимать равной 0.8 от толщины стенок чугунного литого корпуса. Остальные размеры определяются по приведенным выше эмпирическим зависимостям для чугунных корпусов. Для увеличения жесткости сильно нагруженных мест корпуса и крышки применяются ребра жесткости. Примерная конструкция сварного корпуса показана на рис.15. 37 На этом рисунке в сечении А-А показаны возможные варианты сопряжения между собой вертикальных стенок корпуса и крышки. Наиболее технологической считается такая конструкция соединения стенок, которая не требует дополнительной обработки. В сечении Б-Б показано соединение вертикальных стенок с дном, а в сечении В-В показано соединение стенок с опорными платиками. После сварки корпус и крышка редуктора подвергаются отжигу для снятия внутренних напряжений, возникающих в результате нагрева во время сварки. Снятие внутренних напряжений необходимо для того, чтобы в дальнейшем исключить коробление (деформацию под действием внутренних напряжений) корпуса и крышки редуктора. После отжига производят разметку и механическую обработку плоскостей и отверстий корпуса и крышки (плотность разъема, отверстия под болты, гнезда подшипников и др.). Технология обработки такая же, как и литого корпуса. Подробнее конструирование сварных корпусов приведены [2, 3]. 38 39 Рис.15. Литература 1. Иванов М. Н. Детали машин. - М. Высшая школа, 1991 2. Иванов М. Н., Иванов В. Н. Детали машин, курсовое проектирование. -М.: Высшая школа, 1975. 3. Дунаев П. Ф. Конструирование узлов и деталей машин. - М.: Высшая школа,1978. 4. Чернавскяй С. А., Ицкович Г. М., Боков К. Н. ,Чернин И. М., Чернилевский Д. В. Курсовое проектирование деталей машин. - М. Машиностроение, 1981. 5. Анурьев В. И. Справочник конструктора машиностроителя. - М. Машиностроение, т!,1978. 6. Анурьев В. И. Справочник конструктора машиностроителя. — М.: Машиностроение, т2,1978. 7. Бейзельман Р. Д., Цыпкин Б. В., Перель Л. Я. - Подшипники качения. - М.; Машиностроение, 1975. Разработка чертежа редуктора. Методические указания для студентов всех специальностей очной и заочной форм обучения, изучающих дисциплины «Детали машин и ПТМ». Методическое пособие рассмотрено и одобрено на методическом совете Механико-технологическим институтом. Составитель: к.т.н. профессор Смолин Н.И. доцент Школен ко А. Л. ст. преподаватель: Сапухин В.А. Подписано к печати 8.06.01 Формат 60 * 84/16 Тираж 50 Печать плоская Заказ1б Объём 2 п. Л. Бесплатно УДК 621.833.3(075.5) Тюмень ТГСХА Р17 40