Основы технологии производства радиоэлектронной
advertisement

1
ТОМСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ СИСТЕМ
УПРАВЛЕНИЯ И РАДИОЭЛЕКТРОНИКИ
(ТУСУР)
Кафедра «Радиоэлектронные технологии и экологический мониторинг»
Технология и производство
РЭС, ЭВС
Конспект лекций
по дисциплинам
«Технология РЭС» специальности 210201,
«Технология ЭВС-2» специальности 310202,
«Технологические процессы и производства»
специальности 220301
Лектор
доцент кафедры РЭТЭМ
__________Христюков В.Г.
2
Тема 1: ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА РЭС (ЭВС)
Содержание:
1. Организация производства радиоэлектронной аппаратуры. Современное предприятие. Производственный процесс. Принципы организации производственных процессов. Производственный цикл изготовления изделий. Производственная структура предприятия. Формы специализации цехов.
2. Основные понятия технологии производства аппаратуры. Технологические особенности радиоэлектронной аппаратуры. Основные понятия. Типы производства.
Технологические процессы в производстве РЭА. Виды технологических процессов.
3. Организация технологической подготовки производства. Основные задачи планирования технологической подготовки. Этапы разработки технологических процессов. Средства технологического оснащения производства РЭА.
Организация производства радиоэлектронной аппаратуры определяется технологией
производства РЭА. Технология – прикладная наука, изучающая основные операции и закономерности, действующие в процессе производства, и использующая их для получения изделий требуемого качества, заданного количества и номенклатуры при минимальных материальных, энергетических и трудовых затратах.
ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ [4]
Современное предприятие – это система управления производством, основанная на
использовании экономико-математических методов, теории информации, системно - комплексного подхода, организационной и электронно-вычислительной техники. С производственно-хозяйственной точки зрения предприятие есть относительно обособленное образование, в котором предполагаются социальное, производственно-техническое, организационно-административное единство и финансово-экономическая самостоятельность.
Социальное единство предполагает формирование коллектива работников, состоящего из различных групп всех специальностей, необходимых для производства определенной продукции.
Производственно-техническое единство предусматривает соответствие основных
фондов предприятия (оборудования и площадей) характеру определенной деятельности.
Организационно-административное единство предполагает наличие единого
управленческого аппарата и наличия единой для предприятия системы документооборота.
Финансово-экономическая самостоятельность означает единство материальной базы предприятия в виде имущества и финансов и рентабельность работы.
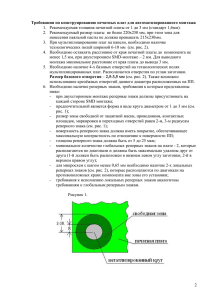
Производственный процесс представляет собой совокупность взаимосвязанных основных, вспомогательных и обслуживающих процессов в целях создания определенной продукции (рис. 10.1.1).
Основные производственные процессы – это процессы, в ходе которых происходит
непосредственное изменение форм, размеров, свойств, внутренней структуры предметов
труда и превращение их в готовую продукцию.
К вспомогательным производственным процессам относятся такие процессы, результаты которых используются либо непосредственно в основных процессах, либо обеспечивают их бесперебойное и эффективное протекание (подготовка инструментов и оснастки,
производство всех видов энергии, сжатого воздуха, и т. д.).
Обслуживающие производственные процессы – это процессы труда по оказанию
услуг, необходимых для осуществления основных и вспомогательных производственных
процессов (складские и транспортные операции, контроль качества продукции и др.).
3
Производственные процессы
протекают в разных стадиях (фазах).
Стадия – это обособленная часть
производственного процесса, когда
предмет труда переходит в другое
качественное состояние (материал в
заготовку, заготовка – в деталь и т.
д.). Основные производственные
процессы протекают в заготовительной, обрабатывающей, сборочной и
регулировочно-настроечной стадиях.
Сборочная (сборочномонтажная) стадия – это производственный процесс, в результате коРис. 10.1.1.
торого получаются сборочные единицы (узлы, блоки) или готовые изделия. Различают две организационные формы сборки:
стационарную и подвижную. При стационарной сборке изделие изготавливается на одном
рабочем месте. При подвижной сборке изделие создается в процессе его перемещения от одного рабочего места к другому.
Заключительная регулировочно-настроечная стадия проводится с целью получения
необходимых технических параметров готового изделия. В качестве орудий труда на этой
стадии выступают контрольно-измерительная аппаратура и специальные стенды для испытаний.
Составными элементами стадий основного и вспомогательного процессов являются
технологические операции (ТО).
Операция – часть производственного процесса, которая, как правило, выполняется на
одном рабочем месте без переналадки оборудования одним или несколькими работниками.
Технологические операции состоят из установов (часть ТО при неизменном закреплении детали или узла) и переходов. Технологический переход – законченная часть технологической
операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой или соединяемых при сборке. Вспомогательный переход не сопровождается изменением формы или состояния заготовки, но необходим для выполнения технологического перехода (установка заготовки, ее закрепление и т.д.).
Рабочий ход – законченная часть перехода, состоящая из однократного перемещения
инструмента относительно заготовки и сопровождающееся изменением свойств или формы
заготовки.
Вспомогательный ход (холостой ход) – законченная часть перехода, состоящая из
однократного перемещения инструмента относительно заготовки и не сопровождающееся
изменением свойств или формы заготовки. В зависимости от степени технического оснащения производственного процесса различают ручные операции, автоматизированные и автоматические.
Организация производства обеспечивает движение предметов труда в производственном процессе таким образом, что результат труда одного рабочего места становится исходным предметом для другого. Рациональная связь между основными, вспомогательными и
обслуживающими процессами, между рабочими местами в целом по предприятию во многом
определяет результаты его производственно-хозяйственной деятельности, экономические
показатели его работы, себестоимость продукции и рентабельность производства.
Принципы организации производственных процессов.
При всем многообразии производственных процессов их организация подчиняется
некоторым общим принципам.
Принцип дифференциации предполагает разделение производственного процесса на
отдельные технологические процессы, которые в свою очередь подразделяются на операции,
4
переходы, приемы. При этом анализ особенностей каждого элемента позволяет выбрать
наилучшие условия для его осуществления. Поточное производство многие годы развивалось за счет все более глубокой дифференциации технологических процессов. Выделение
непродолжительных по времени выполнения операций позволяло упрощать организацию и
технологическое оснащение производства, увеличивать производительность труда. Однако
чрезмерная дифференциация приводит к излишним затратам на перемещение предметов
труда между рабочими местами, установку, закрепление и снятие их с рабочих мест после
окончания операций.
При использовании современного высокопроизводительного гибкого оборудования
(станки с ЧПУ, обрабатывающие центры, роботы и т. д.) действует принцип концентрации
операций и интеграции производственных процессов. Концентрация предполагает выполнение нескольких операций на одном рабочем месте (универсальное многоцелевое сборочное оборудование). Интеграция заключается в объединении основных вспомогательных и
обслуживающих процессов.
Принцип специализации обусловливает выделение на предприятии цехов, участков,
линий и отдельных рабочих мест, которые изготавливают продукцию ограниченной номенклатуры. Сокращение номенклатуры выпускаемой продукции, как правило, приводит к
улучшению всех экономических показателей, в частности, к повышению уровня использования основных фондов предприятия, снижению себестоимости продукции, механизации и автоматизации производственных процессов.
Принцип пропорциональности предполагает равную пропускную способность всех
производственных подразделений. Нарушение этого принципа приводит к возникновению
«узких» мест в производстве или, наоборот, к неполной загрузке отдельных рабочих мест,
участков, цехов, к снижению эффективности функционирования всего предприятия.
Принцип прямоточности означает такую организацию производственного процесса,
при которой обеспечиваются кратчайшие пути прохождения деталей и сборочных единиц по
всем стадиям и операциям. Поток материалов, полуфабрикатов и сборочных единиц должен
быть без встречных и возвратных движений. Это обеспечивается соответствующей планировкой расстановки оборудования по ходу технологического процесса. Классическим примером такой планировки является поточная линия.
Принцип непрерывности означает, что работники трудятся без простоев, а оборудование работает без перерывов. Наиболее полно этот принцип проявляется в массовом или
крупносерийном производстве при организации поточных методов производства, в частности при организации одно- и многопредметных непрерывно-поточных линий. Этот принцип
обеспечивает сокращение цикла изготовления изделия и способствует повышению эффективности производства.
Принцип автоматичности предполагает максимальное выполнение операций производственного процесса автоматически, только под наблюдением и контролем оператора. Автоматизация процессов приводит к увеличению объемов выпуска изделий, к повышению качества работ, к исключению ручного труда на работах с вредными условиями. Особенно
важна автоматизация обслуживающих процессов. Общий уровень автоматизации процессов
производства определяется долей автоматизированных работ в основном, вспомогательном и
обслуживающем производствах.
Принцип стандартизации предполагает широкое использование при создании и
освоении новой техники и новой технологии стандартизации, унификации, типизации и
нормализации, что позволяет избежать необоснованного многообразия в материалах, оборудовании, технологических процессах и резко сократить продолжительность цикла создания и
освоения новой техники.
Производственный цикл изготовления изделий.
При преобразовании предметов производства в конкретное изделие они проходят через
множество основных, вспомогательных и обслуживающих процессов, протекающих параллельно, параллельно - последовательно или последовательно во времени в зависимости от
5
сложившейся на предприятии производственной структуры, типа производства, уровня специализации производственных подразделений, форм организации производственных процессов. Совокупность этих процессов, обеспечивающих изготовление изделия, принято называть производственным циклом, основными характеристиками которого являются его продолжительность и структура.
Продолжительность производственного цикла изготовления продукции – это календарный период времени, в течение которого материалы, полуфабрикаты и комплектующие
изделия превращаются в готовую продукцию. Продолжительность производственного цикла,
как правило, выражается в календарных днях. Знание продолжительности производственного цикла необходимо для составления производственной программы предприятия и его подразделений, для определения сроков начала производственного процесса (запуска) по данным сроков его окончания (выпуска) и для расчетов нормальной величины незавершенного
производства.
Продолжительность производственного цикла зависит от времени
трудовых и естественных процессов, а
также от времени перерывов в производственном процессе (рис. 10.1.2).
В течение трудовых процессов
выполняются технологические и нетехнологические операции. К технологическим относятся операции, в результате
которых изменяются внешний вид и
внутреннее содержание предметов труда, а также подготовительно - заключительные работы. Их продолжительность
зависит от типа производства, его технической оснащенности, прогрессивности технологии, приемов и методов труРис. 10.1.2.
да и других факторов. Время выполнения технологических операций в производственном цикле составляет технологический цикл
(Тц). Время выполнения одной операции, в течение которого изготавливается одна деталь,
партия одинаковых деталей или несколько различных деталей, называется операционным
циклом (Топ). К нетехнологическим относятся операции по транспортировке предметов труда и контролю качества продукции. Естественными считаются такие процессы, которые связаны с охлаждением деталей после термообработки, с сушкой после окраски деталей или
других видов покрытия и со старением металла.
Перерывы в зависимости от вызвавших их причин могут быть подразделены на межоперационные (внутрицикловые), межцеховые и междусменные. Межоперационные перерывы обусловлены временем партионности и ожидания и зависят от характера обработки
партии деталей на операциях. Перерывы партионности происходят потому, что каждая деталь, поступая на рабочее место в составе партии аналогичных деталей, пролеживает один
раз до начала обработки, а второй раз по окончании обработки, пока вся партия не пройдет
через данную операцию. Перерывы ожидания вызываются несогласованной продолжительностью смежных операций технологического процесса. Эти перерывы возникают в тех случаях, когда предыдущая операция заканчивается раньше, чем освобождается рабочее место,
предназначенное для выполнения следующей операции.
Межцеховые перерывы обусловлены тем, что сроки окончания производства составных частей деталей сборочных единиц в разных цехах различны и детали пролеживают в
ожидании комплектности. Это пролеживание (перерывы комплектования) происходит при
комплектно-узловой системе планирования, т. е. тогда, когда готовые заготовки, детали или
узлы должны «пролеживать» в связи с незаконченностью других заготовок, деталей, узлов,
входящих совместно с первыми в один комплект. Как правило, такие перерывы возникают
6
при переходе продукции от одной стадии производства к другой или из одного цеха в другой. Междусменные перерывы обусловлены режимом работы предприятия и его подразделений. К ним относятся выходные и праздничные дни, перерывы между сменами и обеденные
перерывы.
Структура и продолжительность производственного цикла зависят от типа производства и уровня организации производственного процесса. Для изделий РЭА характерна высокая доля технологических операций в общей продолжительности производственного цикла.
Сокращение времени трудовых процессов в части операционных циклов достигается путем
совершенствования технологических процессов, а также повышения технологичности конструкции изделия, под которой понимают максимальное приближение конструкционных
особенностей изделия к способам реализации этих особенностей в производстве.
Продолжительность транспортных операций может быть уменьшена механизацией и
автоматизацией подъема и перемещения продукции. Наладку оборудования необходимо выполнять в нерабочие смены и в перерывы. Продолжительность естественных процессов
уменьшается за счет замены их технологическими операциями. Например, естественная
сушка окрашенных деталей может быть заменена индукционной сушкой поле токов высокой частоты с ускорением процесса в 5-7 раз.
Время межоперационных перерывов может быть уменьшено в результате перехода от
последовательного к последовательно-параллельному и параллельному виду движений
предметов труда. Оно может быть сокращено за счет организации цехов и участков предметной специализации.
Производственная структура предприятия.
В соответствии со структурой производственного процесса на любом предприятии
радиоэлектронного приборостроения различают основные, вспомогательные и побочные цехи и обслуживающие хозяйства.
Цех – подразделение предприятия, состоящее из производственных и вспомогательных участков. Цех выполняет определенные производственные функции, обусловленные характером кооперации труда внутри предприятия. На большинстве промышленных предприятий цех является основной структурной единицей. Часть мелких и средних предприятий может быть построена по бесцеховой структуре, с делением на производственные участки.
К цехам основного производства относятся цехи, изготовляющие основную продукцию предприятия: заготовительные (литейные, кузнечно-прессовые и др.), обрабатывающие
(механической обработки деталей, холодной штамповки, термические, гальванические, и
др.), - сборочные (узловой и генеральной сборки, монтажные, регулировочно-настроечные и
др.). К вспомогательным относятся цехи обслуживания основных цехов: оснащают их инструментом и приспособлениями, обеспечивают запасными частями для ремонта оборудования и проводят плановые ремонты, обеспечивают энергетическими ресурсами. Важнейшими
из этих цехов являются инструментальные, ремонтно-механические, ремонтно - строительные, и др. Подсобные цехи осуществляют подготовку материалов для основных цехов, а
также изготовляют тару для упаковки продукции. Кроме цехов, крупные предприятия имеют
также обслуживающие хозяйства: складское, транспортное, и пр.
Объемом и номенклатура выпуска продукции имеют решающее влияние на производственную структуру предприятия. Чем больше объем выпуска продукции, тем, как правило,
уже специализация цехов. Чем уже номенклатура продукции, тем проще структура предприятия. Формы специализации производственных подразделений определяют конкретный состав технологически и предметно специализированных цехов, участков предприятия, их размещение и производственные связи между ними. Экономически целесообразные формы кооперирования предприятия с другими предприятиями позволяют также реализовывать часть
производственных процессов вне данного предприятия.
Структура предприятия должна обеспечивать рациональное и эффективное сочетание
всех звеньев производственного процесса. Многообразие производственных структур приборостроительных предприятий в зависимости от их специализации можно свести к следу-
7
ющим типам:
– с полным технологическим циклом, располагающие всей совокупностью заготовительных, обрабатывающих и сборочных цехов;
– сборочного типа, выпускающие готовые изделия из деталей и комплектующих, изготовляемых на других предприятиях;
– специализированные на производстве заготовок, как правило, на принципах технологической специализации;
– подетальной специализации, производящие отдельные детали, блоки, узлы, сборочные единицы.
Формы специализации цехов предприятий радиоэлектронного приборостроения зависят от стадий производства, а именно: заготовительной, обрабатывающей и сборочной.
Соответственно специализация принимает следующие формы: технологическую, предметную или предметно-технологическую.
При технологической форме в цехах выполняется определенная часть технологического процесса из однотипных операций при широкой номенклатуре обрабатываемых деталей. Примером цехов технологической специализации могут служить гальванические, механообрабатывающие, сборочные. Технологическая форма обеспечивает большую гибкость
производства при освоении выпуска новых изделий и расширении изготавливаемой номенклатуры без существенного изменения уже применяемых оборудования и технологических
процессов. По технологическому принципу формируются цехи на предприятиях единичного
и мелкосерийного производства. По мере развития специализации производства, а также
стандартизации и унификации изделий и их частей технологический принцип, как правило,
дополняется предметным.
Предметная форма специализации цехов характерна для заводов узкой предметной
специализации. В цехах полностью изготовляются закрепленные за ними детали или изделия
узкой номенклатуры, например одно изделие, несколько однородных изделий или конструктивно - технологически однородных деталей. Для цехов с предметной специализацией характерны разнообразные оборудование и оснастка, но узкая номенклатура деталей или изделий. Создание цехов, специализированных на выпуске ограниченной номенклатуры изделий,
целесообразно лишь при больших объемах их выпуска. В цехах создается возможность осуществлять замкнутый (законченный) цикл производства. Такие цехи получили название
предметно-замкнутых. В них иногда совмещаются заготовительная и обрабатывающая или
обрабатывающая и сборочная стадии (например, механосборочный цех).
Технологическая и предметная формы специализации в чистом виде используются
довольно редко. Чаще всего на многих предприятиях радиоэлектронного приборостроения
применяют смешанную (предметно-технологическую) специализацию, при которой заготовительные цехи строятся по технологической форме, а обрабатывающие и сборочные цехи
объединяются в предметно-замкнутые цехи или участки.
В основу формирования производственных участков в цехах может быть положена
технологическая или предметная форма специализации. При технологической специализации участки оснащаются однородным оборудованием для выполнения определенных операций. Так, механический цех может включать токарный, фрезерный, револьверный, сверлильный и другие участки. При предметной форме специализации цех разбивается на предметнозамкнутые участки, каждый из которых специализирован на выпуске относительно узкой
номенклатуры изделий и реализует законченный цикл их изготовления. Организация предметно - замкнутых участков обусловливает почти полное отсутствие производственных связей между участками, обеспечивает экономическую целесообразность использования высокопроизводительного специализированного оборудования и технологической оснастки, позволяет получать минимальную продолжительность производственного цикла изготовления
деталей, упрощает управление производством внутри цеха.
8
ОСНОВНЫЕ ПОНЯТИЯ ТЕХНОЛОГИИ ПРОИЗВОДСТВА АППАРАТУРЫ [2, 3]
Технологические особенности радиоэлектронной аппаратуры.
Радиоэлектронная аппаратура (РЭА) представляет собой совокупность элементов,
объединённых в сборочные единицы и устройства, предназначенные для преобразования и
обработки электромагнитных сигналов в диапазоне от инфранизких до сверхвысоких (СВЧ)
частот.
Объективной тенденцией совершенствования конструкций РЭА является постоянный рост
её сложности, что объясняется расширением круга решаемых задач при одновременном повышении требований к эффективности работы. Усложнение схемных и конструкторских решений,
функциональных связей вместе со значительным увеличением численности элементов в РЭА создаёт большие трудности при их производстве, особенно при сборке и монтаже аппаратуры, а также наладке и регулировки. Специфические условия обеспечения высокой надёжности РЭА и
заданных характеристик в условиях эксплуатации обусловливают высокие требования к качеству используемых материалов, оборудования, а также к технологическим процессам (ТП)
изготовления РЭА.
Вместе с тем, производство РЭА должно быть экономически эффективно. При проектировании ТП следует предусматривать сокращение длительности и трудоёмкости этапа подготовки
производства, капитальных затрат, численности сложных и трудоёмких операций, использование
минимального числа единиц оборудования, максимального числа стандартных, унифицированных
и типовых сборочных единиц и функциональных узлов РЭА.
В настоящее время основными направлениями развития РЭА, позволяющими решать задачи уменьшения габаритов и массы аппаратуры, повышения её надёжности и технологичности, являются микроминиатюризация аппаратуры, повышение степени интеграции и комплексный подход к разработке, конструированию и технологии производства РЭА.
Повышение степени интеграции, определяемой числом элементов, приходящихся на единицу площади подложки ИС или размещённых в одном кристалле, изменяет состав и структуру
конструктивных уровней компоновки РЭА - увеличивается сложность элементной базы (модулей
первого уровня), уменьшается число уровней, снижается сложность конструкции и уменьшаются
габаритные размеры устройств.
Относительная трудоёмкость производства сборочных единиц РЭА может быть представлена в таком соотношении: механическая обработка - 8...15, сборка - 15...20, электрический монтаж
- 40...60, наладка - 20...25% . Следовательно, основными технологическими задачами производства
РЭА являются: разработка ИС на уровне ячеек и сборочных единиц РЭА с высокой степенью интеграции и совершенствование технологии их изготовления; повышение плотности компоновки
навесных элементов на печатных платах (ПП) и плотности печатного монтажа; совершенствование
методов электрического соединения модулей первого, второго, и третьего уровней; механизация и
автоматизация сборки и электрического монтажа модулей второго, третьего и четвёртого уровней;
развитие автоматизированных и автоматических методов, а также средств наладки и регулировки
аппаратуры сложных изделий; автоматизация операций контроля функциональных параметров; создание гибких комплексно-автоматизированных производств, функционирующих совместно с системами автоматизированного проектирования.
Основные понятия.
Рассмотрим основную терминологию и понятия, относящиеся к разработке технологии изготовления и организации производства РЭА.
Изделием в производстве называется любой предмет или набор предметов, подлежащих
изготовлению. Изделием может быть деталь, сборочная единица, комплекс и комплект. Применительно к РЭА под изделием понимается как сама РЭА, так составляющие ее элементы и детали.
Деталь - изделие, изготовленное из однородного по наименованию и марке материала без
применения сборочных операций, например ось, клемма, рама и т. д.
Сборочная единица - изделие, составные части которого подлежат соединению на предприятии - изготовителе сборочными операциями (свинчивание, сварка, пайка, склеивание), напри-
9
мер: ячейка, ТЭЗ, разъем, блок и т. д.
Комплекс - два или более изделия, несоединенных на предприятии-изготовителе сборочными операциями, но предназначенные для выполнения взаимосвязанных эксплуатационных
функций. Каждое изделие в комплексе имеет свое назначение, например: измерительный комплекс,
вычислительный комплекс, и т. д.
Комплект - два или более изделия, несоединенные на предприятии-изготовителе сборочными операциями и представляющие набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например: ремонтный комплект, комплект запасных частей и т. д.
Изделие, имеющее две или более детали, соединенные разъемным или неразъемным соединением,
называют узлом.
Производственный процесс представляет собой совокупность всех действий людей и орудий производства, необходимых для изготовления изделий РЭА. В состав производственного процесса входят все действия по изготовлению, сборке, контролю качества выпускаемых изделий;
хранению и перемещению его деталей, полуфабрикатов и сборочных единиц на всех стадиях изготовления; организации снабжения и обслуживания рабочих мест, участков и цехов; управлению
всеми звеньями производства, а также комплекс мероприятий по технологической подготовке производства.
Производственный процесс делится на основной и вспомогательный. К основному производственному процессу относят процессы по изготовлению продукции; к вспомогательному - процессы складирования, транспортировки, ремонта, энерго- и водоснабжения и др.
Технологический процесс (техпроцесс) - часть производственного процесса, непосредственно связанная с последовательным изменением состояния предмета труда с превращением его
в готовую продукцию. Технологические процессы строят по отдельным методам их выполнения (процессы литья, механической и термической обработки, покрытий, сборки, монтажа и
контроля РЭА) и разделяют на операции.
Технологическая операция - это законченная часть ТП, выполняемая на одном рабочем
месте, над одним или несколькими изделиями, одним или несколькими рабочими. Условие непрерывности операции означает выполнение предусмотренной работы без перехода к изготовлению
или сборке изделия. Например, подготовка ленточных проводов к монтажу включает в себя мерную резку, удаление изоляции с определённых участков провода, нанесение покрытия на оголённые токоведущие жилы. Состав операции устанавливают не только на основе технологических соображений, но и с учётом организационной целесообразности.
Технологическая операция (ТО) является основной единицей производственного планирования и учёта. На основе операций оценивается трудоёмкость изготовления изделий, устанавливаются нормы времени и расценки, определяется требуемое количество рабочих, оборудования, приспособлений и инструментов, ведётся планирование производства и контроль качества работ.
В условиях автоматизированного производства под операцией следует понимать законченную часть ТП, выполняемую непрерывно на автоматической линии. При гибком автоматизированном производстве непрерывность выполнения операции может нарушаться, например, направлением собранного полуфабриката, электронного узла на промежуточный склад-накопитель в периоды между отдельными позициями, выполняемыми на разных технологических модулях.
Кроме технологических операций в состав ТП включают ряд необходимых для его осуществления вспомогательных операций (транспортных, контрольных, маркировочных и т. п.).
Технологические операции, в свою очередь, делят на установы, позиции, переходы, приёмы.
Установ или установка - часть технологической операции, выполняемая при неизменном
закреплении обрабатываемой заготовки (заготовок) или собираемой сборочной единицы.
Технологический переход (переход) - законченная часть технологической операции, характеризуемая постоянством применяемого инструмента и поверхностей, образуемых обработкой
или соединяемых при сборке.
Вспомогательный переход - законченная часть технологической операции, которая не сопровождается изменением формы или состояния заготовки, но необходима для выполнения технологического перехода. Например, установка заготовки, ее закрепление и т. д.
10
Проход - часть перехода, заключающаяся в снятии одного слоя материала с обрабатываемой поверхности.
Рабочий ход - законченная часть перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменением формы, размеров, шероховатости или свойств заготовки.
Вспомогательный ход - законченная часть перехода, состоящая из однократного перемещения инструмента относительно заготовки без изменения формы, размеров, шероховатости или
свойств заготовки.
Холостой ход - то же, что и вспомогательный ход для станков-автоматов.
Позиция - каждое новое положение заготовки относительно инструментов при неизменном
ее закреплении в приспособлении. Например, поворотное многопозиционное приспособление.
Прием - это законченная совокупность действий человека в процессе выполнения работы
или подготовки к ней, объединённых одним целевым назначением (пуск станка, выключение и
т. п.).
Рабочее место - часть производственной площади, оснащенной основным технологическим
и вспомогательным оборудованием и средствами, закрепленными для выполнения операции.
Такт выпуска - интервал времени, через который производится выпуск изделий. Например, 1 компьютер через 10 мин.
Ритм выпуска (производительность) - обратная величина такта - количество изделий в
единицу времени.
Типы производства.
В зависимости от номенклатуры, регулярности, стабильности и объёма выпуска изделий выделяют три основных типа производства продукции - единичное, серийное и массовое.
Единичное производство характеризуется широтой номенклатуры и единичным или
малым объёмом выпуска изделий. При этом под объёмом выпуска подразумевается количество изделий определённых наименований, типоразмера и исполнения, изготовляемых предприятием или его подразделениями в течение планируемого интервала времени, процесс изготовления которых не повторяется или повторяется через неопределенный промежуток времени.
На предприятиях единичного производства количество выпускаемых изделий и размеры операционных партий заготовок и сборочных единиц, поступающих на рабочие места
для выполнения технологических операций, исчисляются штуками и десятками штук. На рабочих местах выполняются разнообразные технологические операции, повторяющиеся нерегулярно или неповторяющиеся совсем, используется универсальное точное оборудование.
Специальные инструменты и приспособления, как правило, не применяют, уровень механизации низкий. Взаимозаменяемость деталей и узлов во многих случаях отсутствует, широко
распространена пригонка по месту. Все это требует высокой квалификация рабочих, т.к. от
неё существенно зависит качество выпускаемой продукции. Всеми этими факторами определяется также и высокая себестоимость аппаратуры.
Серийное производство характеризуется ограниченной номенклатурой изделий, изготавливаемых периодически повторяющимися партиями. В зависимости от количества изделий в
партии различают мелко- , средне- и крупносерийное производство. Выпуск партий еженедельный,
ежемесячный или ежеквартальный. Объём выпуска изделий серийного типа колеблется от десятков и сотен до тысяч единиц.
Для серийного производства характерно использование универсального, специализированного и автоматизированного оборудования и оснастки, для крупносерийного производства используют специальное и автоматическое оборудование. Оборудование расставляется по технологическим группам с учётом направления основных грузопотоков цехов по предметно - замкнутым участкам. Технологическая оснастка в основном универсальная, однако, во многих случаях (особенно в крупносерийном производстве) используется специальная высокопроизводительная оснастка. Для многономенклатурного серийного производства экономически выгодно
использование гибких производственных систем (ГПС), для которых используют автоматизированную систему технологической подготовки производства (АСТПП), автоматизированную систему
11
управления технологическими процессами (АСУТП).
Средняя квалификация рабочих в серийном производстве обычно ниже, чем в единичном, т.к. наряду с рабочими высокой квалификации, работающими на сложном универсальном оборудовании, используются рабочие-операторы, работающие на настроенных
станках, а производительность труда выше, чем при единичном производстве. В зависимости от
объёма выпуска и особенностей изделий обеспечивается частичная взаимозаменяемость деталей и групповая взаимозаменяемость сборочных единиц, однако в ряде случаев на сборке
применяется компенсация размеров и пригонка по месту.
Массовое производство характеризуется узкой номенклатурой и большим объёмом выпуска изделий, непрерывно изготовляемых в течение длительного периода времени. Коэффициент закрепления операций массового производства равен 1, т.е. на каждом рабочем месте
закрепляется выполнение одной постоянно повторяющейся операции, требующей использования рабочих невысокой квалификации. При этом используется специальное высокопроизводительное оборудование, которое расставляется по ходу технологического процесса с промежуточными складами - накопителями деталей и сборочных единиц, и во многих случаях
связывается конвейерами с постами промежуточного автоматического контроля. Оборудование и оснастка, как правило, специальное, дорогое и высокопроизводительное, требуемая точность достигается методами автоматического получения размеров на настроенных станках
при обеспечении взаимозаменяемости обрабатываемых заготовок и собираемых узлов. Для
массового производства возможно изготовление продукции на автоматических линиях, цехах и
даже автоматических заводах.
Технологические процессы в производстве РЭС.
В производстве элементов, сборочных единиц и устройств РЭА используется большой комплекс ТП, основанных на различных физических и химических методах обработки
материалов.
Производство печатных плат (ПП) основано на химическом, аддитивном, электрохимическом и комбинированном методах изготовления. Они различаются способами получения рисунка печатного монтажа и токопроводящего слоя. Промышленное применение нашли
сеткографический способ офсетной печати, а также способ фотоформирования рисунка как
наиболее перспективный при повышении плотности печатного монтажа и уменьшении ширины проводников. Проводящий слой получают травлением, химическим или химикогальваническим наращиванием. Для указанных методов применяются типовые технологические операции: механическая обработка, нанесение рисунка, травления, химическое или химико-гальваническое осаждение меди, удаление защитной маски.
Производство сборочных единиц и модулей РЭА основано на сборке и электрическом
монтаже. Электромонтажные работы по получению контактных соединений выполняют различными методами: пайкой, сваркой, склеиванием, накруткой, механическим контактированием, а также электрическим монтажом (печатным, жгутовым, проводным на платах, плоскими кабелями).
Механическое контактирование модулей более высоких уровней осуществляют с помощью электрических соединителей (разъёмов). Технология их изготовления построена на
типовых операциях холодной листовой штамповки, переработки пластмасс, механической и
химической обработки.
Создание гибридных тонкоплёночных ИС основано на ТП термического и вакуумного
напыления и распыления материалов с помощью ионной бомбардировки. Производство толстоплёночных ИС основано на нанесении элементов способом сеткографической печати, т.е.
путём продавливания смеси мелкодисперсных порошков соответствующих материалов (резистивных, диэлектрических, проводящих) через сетчатый трафарет с последующей сушкой,
вжиганием и подгонкой толстоплёночных элементов.
Виды технологических процессов.
Технологические процессы в зависимости от подробности их разработки, типизации,
12
наличия оборудования и объема выпуска изделий классифицируют на следующие виды:
– проектный (начальная стадия, много вариантов);
– рабочий (конкретный, для работы);
– единичный (ТП только на данное изделие, как правило, массовое производство);
– типовой (на конструктивно подобные изделия, например, на изготовление печатных
плат);
– групповой (на технологически подобные изделия для мелкосерийного, многономенклатурного производства);
– временный (оперативный), для имеющегося на предприятии оборудования при изготовлении пробных изделий;
– стандартный (обязательный к применению в отрасли, государстве. Например, стандартные методики испытания электронно-вычислительной аппаратуры);
– перспективный (для вновь разрабатываемых производств или модернизации старых
предприятий);
– маршрутный;
– операционный;
– маршрутно-операционный.
Последние три определяют степень подробности разработки ТП. Маршрутный процесс определяет порядок (маршрут) следования операций, их вид и наименование, оборудование и оснастку для выполнения операций, трудоемкость выполнения операций и квалификацию работников. Для мелкосерийного производства достаточна разработка маршрутной технологии. При этом все параметры разработки заносятся в маршрутные карты.
Для средне- и крупносерийного, а также массового производств после маршрутной
технологии следует разработка операционной технологии, при этом каждая операция разрабатывается подробно, устанавливаются оборудование и оснастка, выбираются или рассчитываются технологические режимы. Операция дробится на технологические переходы, вычерчивается эскиз операции с установочными базами и настроечными размерами. Рассчитывается операционное время (tоп) и устанавливается норма штучного времени (Тшт). Данные разработки заносятся в операционные карты.
Маршрутно-операционная технология применяется, когда на отдельные наиболее
сложные операции маршрутной технологии разрабатывается операционная технология.
Исходными данными для разработки технологических процессов являются:
конструкторская документация на изделие (сборочные чертежи, рабочие чертежи,
электрические схемы, монтажные схемы);
технические требования на изделие, где указываются дополнительные требования к
изделию, например, маркировка, виды контроля и испытаний;
спецификация на входящие в изделие компоненты;
объем выпуска продукции;
сроки выпуска (еженедельно, ежемесячно, ежеквартально);
наличие технологического оборудования, оснастки;
справочная, нормативная литература, программы.
ОРГАНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА [2, 3]
Рациональная организация производственного процесса невозможна без проведения
технологической подготовки производства (ТПП), которая должна обеспечивать полную готовность предприятия к производству изделий РЭА в соответствии с заданными техникоэкономическими показателями на высоком техническом уровне с минимальными трудовыми
и материальными затратами.
Технологическая подготовка производства - совокупность методов организации,
управления и решения технологических задач на основе комплексной стандартизации, автоматизации и средств технологического оснащения. Она базируется на единой системе технологической подготовки производства (ГОСТ 14.002-83). Стандарты ЕСТПП устанавливают
13
общие правила организации управления производством, предусматривают применение прогрессивных ТП, стандартной технологической оснастки и оборудования, средств механизации и автоматизации производственных процессов и инженерно-технических и управленческих работ (ГОСТ 14.001-83).
Основные задачи планирования ТПП: определение состава, объёма и сроков работ по подразделениям; выявление оптимальной последовательности и рационального сочетания работ. Изготавливаемые блоки, сборочные единицы и детали РЭА распределяют по
производственным подразделениям, определяют трудовые и материальные затраты, проектируют технологические процессы и средства оснащения. При этом решают следующие задачи.
1. Отработка конструкции изделия на технологичность. Ведущие технологи проводят
технологический контроль конструкторской документации, оценку уровня технологичности конструкции изделия, отработку конструкции изделия на технологичность.
2. Прогнозирование развития технологии. Изучение передового опыта в области технологии и подготовка рекомендаций по его использованию. Проведение лабораторных исследований по новым технологическим решениям, выявленным в процессе прогнозирования.
3. Стандартизация технологических процессов. Проводится анализ конструктивных
особенностей деталей, сборочных единиц и их элементов, обобщение результатов
анализа и подготовка рекомендаций по их стандартизации, разработке типовых
технологических процессов (ТТП).
4. Группирование технологических процессов. Осуществляется анализ и уточнение
границ классификационных групп деталей, сборочных единиц, разработка групповых ТП.
5. Технологическое оснащение. Выполняется унификация и стандартизация средств
технологического оснащения, выявляется трудоёмкая оригинальная оснастка,
определяется потребность в универсальной таре для деталей и сборочных единиц.
Проектирование и оснащение рабочих мест проводится согласно групповым и типовым технологическим процессам.
6. Оценка уровня технологии. Определяется уровень технологии на данном предприятии, устанавливаются основные направления и пути повышения уровня технологии.
7. Организация и управление процессом ТПП. Распределение номенклатуры деталей
и сборочных единиц между технологическими бюро, выявление узких мест в ТПП
и мер по их ликвидации, контроль за выполнением работ по ТПП.
8. Разработка технологических процессов. Разрабатывают новые и совершенствуют
действующие единичные ТП и процессы технического контроля заготовок, деталей, сборки и испытания составных частей и изделий в целом, проводят корректировку ТП.
9. Проектирование средств специального технологического оснащения. Выбор вариантов специального технологического оборудования, выпускаемого промышленностью, или разработка технических заданий на его проектирование. Проектирование
специального инструмента, приспособлений, штампов, пресс-форм и другой
оснастки.
10. Разработка норм. Разработка технически обоснованных норм расхода материалов,
затрат труда и времени на выполнение операций. Разработка стоимостных затрат
по цехам для обеспечения хозрасчётной деятельности.
В зависимости от размеров партий выпускаемых изделий РЭА характер ТПП серийного производства может изменяться в широких пределах, приближаясь к процессам массового (в крупносерийном) или единичного (в мелкосерийном) типа производства. Правильное
определение характера проектируемого ТП и степени его технической оснащённости, наиболее рационального для данных условий конкретного серийного производства, является очень
14
сложной задачей, требующей от технолога понимания реальной производственной обстановки и ближайших перспектив развития предприятия.
Технологическая подготовка производства РЭА должна содержать оптимальные решения не только задач обеспечения технологичности изделия, проектирования и постановки
производства, но и проведения изменений в системе производства, обусловленных последующим улучшением технологичности и повышением эффективности изделий. Поэтому современная ТПП сложных радиоэлектронных изделий должна быть автоматизированной и
рассматриваться как органическая составная часть САПР - единой системы автоматизации
проектных, конструкторских и технологических разработок.
Этапы разработки технологических процессов.
Правила разработки техпроцессов определены в рекомендациях Р50-54-93-88. В соответствии с этими правилами разработка ТП состоит из последовательности этапов, набор и
характер которых зависит от типа запускаемого в производство изделия, вида ТП, типа производства. В таблице в качестве примера приведены этапы разработки ТП монтажа и сборки
электронных узлов.
Этап
Анализ исходных данных
Выбор типового (базового) ТП
Разработка схемы сборки
Составление маршрутного ТП
Разработка технологических операций
Расчет техникоэкономической эффективности
Анализ ТП с точки зрения техники безопасности
Оформление технологической документации
Разработка ТЗ на специальную оснастку
Основные задачи этапа
Изучение конструкторской документации. Анализ технологичности конструкции. Анализ объема выпуска изделия и
определение типа производства
Определение места изделия в классификационных группах ТП.
Принятие решения об использовании действующего ТП
Анализ состава изделия. Выбор базовой детали или сборочной
единицы. Разработка схемы сборки с базовой деталью
Определение последовательности технологических операций. Определение штучного времени Тшт по заданному коэффициенту закрепления операций и объему выпуска. Выбор оборудования и
средств технологического оснащения
Разработка структуры операции и последовательности переходов.
Разработка схем установки деталей при сборке и монтаже. Выбор
средств технологического оснащения. Расчет режимов, составляющих Тшт и загрузки оборудования
Определение разряда работ по классификатору разрядов и профессий. Выбор вариантов операций по технологической себестоимости
Выбор и анализ требований по шуму, вибрациям, воздействию
вредных веществ. Выбор методов и средств обеспечения сохранности экологической среды
Оформление эскизов технологических операций и карт. Оформление карт маршрутного и операционного техпроцессов
Схема базирования заготовок. Определение погрешностей базирования и точности приспособлений. Определение количества заготовок и схемы их закрепления. Составление схем привязки приспособления к оборудованию
Средства технологического оснащения производства РЭА включают: технологическое оборудование (в том числе контрольное и испытательное); технологическую оснастку (в
том числе инструменты и средства контроля); средства механизации и автоматизации производственных процессов.
Технологическое оборудование - это орудия производства, в которых для выполнения
определённой части ТП размещаются материалы или заготовки и средства воздействия на
них. Технологическая оснастка - это орудия производства, добавляемые к технологическому
оборудованию для выполнения определённой части ТП. Средства механизации - это орудия
производства, в которых ручной труд человека частично или полностью заменён машинным
с сохранением участия человека в управлении машинами. Средства автоматизации - это ору-
15
дия производства, в которых функции управления выполняют машины, приборы и ЭВМ.
Состав технологического оборудования и применяемой технологической оснастки зависит от профиля цехов производства РЭА.
Заготовительные цехи оснащены оборудованием для получения заготовок из стандартных профилей и листов для механических цехов, заготовки ПП, заготовки для сборки
каркасов блоков, рам, стоек и др. Резку листовых и роспуск рулонов металлических и неметаллических материалов производят в основном гильотинными и роликовыми ножницами.
Неметаллические материалы толщиной свыше 2,5 мм режут на специальных станках дисковыми пилами, фрезами, а также абразивными и алмазными отрезными кругами.
Холодная штамповка является одним из основных методов получения деталей в производстве РЭА. 50-70% деталей получают холодной штамповкой, при этом трудоёмкость
штампованных деталей, несмотря на их высокий удельный вес, составляет всего 8-10% общей трудоёмкости производства. Штамповочные цехи оснащены эксцентриковыми и кривошипными прессами, которые относятся к категории универсального оборудования. В производстве РЭА широкое применение получил метод поэлементной штамповки, который заключается в последовательной обработке простейших элементов деталей (участков наружного контура, внутренних отверстий, пазов и т. д.) на сменных штампах. В последние годы в
штамповочное производство внедряют промышленные роботы. Они позволяют механизировать вспомогательные операции (подачу полос, лент и штучных заготовок, съём и учёт деталей и т. д.) по обслуживанию прессов, превратить универсальные прессы в комплексноавтоматизированные агрегаты.
Литейный цех, цех изготовления деталей из пластмасс имеют высокопроизводительные машины для литья и прессования, пресс-автоматы. Это оборудование позволяет получать заготовки с минимальными припусками на механическую обработку.
Удельный вес механической обработки деталей снятием стружки в производстве РЭА
всё ещё велик (30-35% от общей трудоёмкости). С переходом на изготовление аппаратуры
новых поколений изменяется качественное содержание механической обработки, она становится более прецизионной. Механические цехи оснащены преимущественно токарными
станками и автоматами, универсальными фрезерными и сверлильными станками, шлифовальными станками и др.
Механизация и автоматизация в механических цехах развивается по следующим
направлениям: максимальное использование токарных автоматов, холодновысадочных автоматов и токарно-револьверных станков; внедрение станков с числовым программным управлением и с использованием роботов для механизации вспомогательных операций; оснащение
универсальных станков механизмами, работающими в качестве зажимных, автоматических
загрузочных, контрольно-измерительных и прочих устройств; организация для определённых групп деталей небольших поточных линий с замкнутым циклов обработки.
После механической обработки на поверхности деталей остаются загрязнения. Ещё
более сложными являются вопросы промывки собранных узлов и блоков аппаратуры, удаления остатков паяльных флюсов и других загрязнений, влияющих на надёжность аппаратуры.
Совершенствование технологии очистки поверхности деталей и промывки узлов идёт по пути замены взрывоопасных, легковоспламеняющихся и токсичных органических растворителей водными растворами синтетических моющих препаратов и щелочных обезжиривающих
растворов. Снижение трудоёмкости очистных операций достигается за счёт применения конвейерных, карусельных моечных машин, ультразвуковых ванн, центрифуг, установок с механизмами вибрационного качания и др.
Гальванические цехи в зависимости от экономически целесообразного уровня механизации оснащаются различными видами оборудования: автоматами и автоматическими линиями, обеспечивающими без участия человека передачу деталей (подвесок, барабанов) с
одной позиции обработки на другую и выдержку их в ваннах в соответствии с заданной программой обработки; автоматизированными системами управления гальванопокрытиями.
Цехи по производству ПП оснащены универсальным оборудованием, разработанным
специально для выпуска такого вида продукции. Это механизированные и автоматизирован-
16
ные линии химической, электрохимической обработки, установки для нанесения фоторезистов и сеткографии, станки с ЧПУ для механической обработки, автоматизированные стенды
контроля плат. Оборудование с ЧПУ применяют для изготовления фотошаблонов и трафаретов, сверления монтажных отверстий и фрезерования ПП.
В цехах лакокрасочных покрытий высокий уровень механизации достигается путём
организации технологических поточных линий. Окрасочные и сушильные камеры с ручной
установкой деталей заменяются проходными камерами, а в качестве транспортирующих
устройств используют конвейеры. Окраска является одним из видов обработки, где роботы
нашли применение как автономные агрегаты, самостоятельно владеющие рабочим инструментом-распылителем.
Сборочные цехи оснащены как универсальным, так и специальным оборудованием и
оснасткой (конвейерные линии и рабочие места электромонтажников, оборудование по подготовке, установке и пайке радиодеталей на ПП, стенды для контроля и регулировки функциональных параметров сборочных единиц и пр.). На оборудовании с ЧПУ производят установку и пайку ИС с планарными выводами, а также осуществляют контроль электрических
цепей ячеек. Программное управление обеспечивает автоматизацию проводного монтажа,
контроль электрических цепей в модулях всех уровней.
Предприятия, выпускающие РЭА на ИС частного применения, оснащены оборудованием, используемым в электронной промышленности: установки для диффузии, ионного легирования, термического окисления, оборудование для термического испарения материалов
в вакууме, а также сборки и герметизации ИС.
Важным показателем работы оборудования, технологической оснастки и правильности их выбора является степень использования каждого станка и оснастки в отдельности и
всех вместе по разработанному процессу.
ЛИТЕРАТУРА
1.
2.
3.
4.
Ивченко В.Г. Конструирование и технология ЭВМ. Конспект лекций. - /Таганрог:
ТГРУ, Кафедра конструирования электронных средств. – 2001. http://www2.fep.tsure.ru/russian/kes/books/kitevm/lekpart1.doc
Конструкторско-технологическое проектирование электронной аппаратуры:
Учебник для вузов. – М.: Изд. МГТУ им. Н.Э. Баумана, 2002. – 528 с. URL:
http://slil.ru/22574041/529407141/Konstruktorskotehnologicheskoe_proektirovanie_elektronnoj_apparatury.rar
Технология приборостроения РЭС. URL:
http://www.engineer.bmstu.ru/res/RL6/book1/book/metod/tpres.htm
Тупик В.А. Технология и организация производства радиоэлектронной аппаратуры. – СПб: Издательство: СПбГЭТУ "ЛЭТИ" – 2004. URL:
http://dl10cg.rapidshare.de/files/31510061/4078542704/tehnologiya.i.organizaciya.proi
zvodstva.radioelektronnoj.apparatury.pdf.rar
Тема : РАЗРАБОТКА ТЕХПРОЦЕССОВ ПРОИЗВОДСТВА РЭС
17
Содержание:
4. Сборка и монтаж радиоэлектронной аппаратуры. Организация сборочномонтажных работ. Проектирование техпроцессов сборки и монтажа. Типовые и
групповые процессы сборки и монтажа.
5. Техпроцессы сборки и монтажа аппаратуры. Анализ технологичности электронного узла. Выбор техпроцесса сборки электронного узла. Разработка схемы сборки.
Разработка маршрутного ТП сборки. Разработка технологических операций. Технологические процессы и качество РЭА. Точность параметров РЭА. Методы оценки точности. Производительность труда. Технологическая себестоимость.
Разработка технологических процессов изготовления, сборки и наладки радиоэлектронной аппаратуры должна базироваться на двух основах: технической и экономической.
Техническая основа - ТП должен обеспечивать необходимое качество аппаратуры. Экономическая основа - ТП должен обеспечить выпуск РЭА с минимальными затратами и с высокой
производительностью труда.
СБОРКА И МОНТАЖ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ [3]
Организация сборочно-монтажных работ.
Основу монтажно-сборочных работ составляют процессы формирования электрических и механических соединений.
Сборка представляет собой совокупность технологических операций механического
соединения деталей и электро/радиоэлементов (ЭРЭ) в изделии или его части, выполняемых
в определенной последовательности для обеспечения заданного их расположения и взаимодействия в соответствии с конструкторскими документами. Выбор последовательности операций сборочного процесса зависит от конструкции изделия и организации процесса сборки.
Монтажом называется ТП электрического соединения ЭРЭ изделия в соответствии с
принципиальной электрической или электромонтажной схемой. Монтаж производится с помощью печатных или проводных плат, одиночных проводников, жгутов и кабелей.
В соответствии с последовательностью технологических операций процесс сборки
(монтажа) делится на сборку (монтаж) отдельных сборочных единиц (плат, блоков, панелей,
рам, стоек) и общую сборку (монтаж) изделия. Организационно он может быть стационарным или подвижным, с концентрацией или дифференциацией операций. Стационарной
называется сборка, при которой собираемый объект неподвижен, а к нему подаются необходимые сборочные элементы. Подвижная сборка характеризуется тем, что сборочная единица
перемещается по конвейеру вдоль рабочих мест, за каждым из которых закреплена определенная часть работы. Перемещение объекта сборки может быть свободным по мере выполнения закрепленной операции или принудительным в соответствии с ритмом процесса.
Сборка по принципу концентрации операций заключается в том, что на одном рабочем месте производится весь комплекс работ по изготовлению изделия или его части. При
этом повышается точность сборки, упрощается процесс нормирования. Однако большая длительность цикла сборки, трудоемкость механизации сложных сборочно-монтажных операций определяют применение такой формы в условиях единичного и мелкосерийного производства.
Дифференцированная сборка предполагает расчленение сборочно-монтажных работ
на ряд последовательных простых операций. Это позволяет механизировать и автоматизировать работы, использовать рабочих низкой квалификации. Сборка по принципу дифференциации операций эффективна в условиях серийного и массового производства. Однако чрезмерное дробление операций приводит к возрастанию времени на транспортировку, увеличению производственных площадей, повышению утомляемости рабочих при выполнении однообразных действий. В каждом конкретном случае должна быть определена техникоэкономическая целесообразность степени дифференциации сборочных и монтажных работ.
18
К монтажно-сборочным процессам предъявляются требования высокой производительности, точности и надежности. На повышение производительности труда существенное
влияние оказывают не только степень детализации процесса и специализации рабочих мест,
уровень механизации и автоматизации, но и такие организационные принципы, как параллельность, прямоточность, непрерывность, пропорциональность и ритмичность.
Параллельность сборки - это одновременное выполнение сборки нескольких частей
изделия или изделий в целом, что сокращает производственный цикл. Наибольшими возможностями с технологической точки зрения обладают два вида обеспечения параллельности процессов: 1) изготовление и сборка на многопредметных поточных линиях одновременно нескольких изделий; 2) совмещение на автоматизированных поточных линиях изготовления деталей с их сборкой.
Прямоточность процесса – это кратчайший путь прохождения изделия по всем фазам
и операциям от запуска исходных материалов и комплектующих до выхода готового изделия. Любые отклонения от прямоточности усложняют процесс сборки, удлиняют цикл изготовления радиоаппаратуры. Принцип прямоточности должен соблюдаться во всех подразделениях предприятия и сочетаться с принципом непрерывности.
Непрерывность ТП сборки предусматривает сокращение или полное устранение межили внутриоперационных перерывов. Достигается непрерывность рациональным выбором
техпроцессов, соединением операций изготовления деталей с их сборкой, включением в поток операций контроля и регулировки.
Под принципом пропорциональности понимается пропорциональная производительность в единицу времени на каждом рабочем месте, линии, участке, цехе. Это приводит к
полному использованию имеющегося оборудования, производственных площадей и равномерному выпуску изделий. Улучшает пропорциональность рациональное деление конструкции на сборочные единицы и унифицированность ее элементов.
Принцип ритмичности предполагает выпуск в равные промежутки времени одинаковых или возрастающих количеств продукции. Ритмичность при сборке повышается за счет
использования типовых и групповых процессов, их унификации и предварительной синхронизации операций.
Проектирование техпроцессов сборки и монтажа РЭА начинается с изучения на
всех производственных уровнях исходных данных, к которым относятся: краткое описание
функционального назначения изделия, технические условия и требования, комплект конструкторской документации, программа и плановые сроки выпуска, руководящий технический, нормативный и справочный материал. К этим данным добавляются условия, в которых
предполагается изготавливать изделия: новое или действующее предприятие, имеющееся на
нем оборудование и возможности приобретения нового, кооперирование с другими предприятиями, обеспечение материалами и комплектующими изделиями. В результате проведенного анализа разрабатывается план технологической подготовки и запуска изделия в производство.
В разработку ТП сборки и монтажа входит следующий комплекс взаимосвязанных
работ:
1. Выбор возможного типового или группового ТП и (при необходимости) его доработка.
2. Составление маршрута ТП общей сборки и установление технологических требований к входящим сборочным единицам.
3. Составление маршрутов ТП сборки блоков (сборочных единиц) и установление
технологических требований к входящим в них сборочным единицам и деталям.
4. Определение необходимого технологического оборудования, оснастки, средств
механизации и автоматизации.
5. Разбивка ТП на элементы.
6. Расчет и назначение технологических режимов, техническое нормирование работ
и определение квалификации рабочих.
7. Разработка ТП и выбор средств контроля, настройки и регулирования.
19
Выдача технического задания на проектирование и изготовление специальной
технологической оснастки.
9. Расчет и проектирование поточной линии, участка серийной сборки или гибкой
производственной системы, составление планировок и разработка операций перемещения изделий и отходов производства.
10. Выбор и назначение внутрицеховых подъемно-транспортных средств, организация комплектовочной площадки.
11. Оформление технологической документации на процесс и ее утверждение.
12. Выпуск опытной партии.
13. Корректировка документации по результатам испытаний опытной партии.
Разработка технологического маршрута сборки и монтажа РЭА начинается с расчленения изделия на сборочные элементы путем построения схем сборки. Элементами сборочно-монтажного производства являются детали и сборочные единицы различной степени
сложности. Построение схем позволяет установить последовательность сборки, взаимную
связь между элементами и наглядно представить Проект ТП. Сначала составляется схема
сборочного состава всего изделия, а затем ее дополняют развернутыми схемами отдельных
сборочных единиц. Расчленение изделия на элементы производится независимо от программы его выпуска и характера ТП сборки. Схема сборочного состава служит основой для разработки технологической схемы сборки, в которой формируется структура операций сборки,
устанавливается их оптимальная последовательность, вносятся указания по особенностям
выполнения операций.
На практике применяют два типа схем сборки: «веерный» и с базовой деталью (рис.
11.1.1). Сборочные элементы на схемах сборки представляют прямоугольниками, в которых
указывают их название, номер по классификатору, позиционное обозначение и количество.
Более трудоемкой, но наглядной и отражающей временную последовательность процесса
сборки является схема с базовой деталью. За базовую принимается шасси, панель, плата или
другая деталь, с которой начинается сборка.
8.
Рис. 11.1.1.
Состав операций сборки определяют исходя из оптимальной дифференциации монтажно-сборочного производства. При непоточном производстве целесообразными технологическими границами дифференциации являются:
однородность выполняемых работ;
получение в результате выполнения операции законченной системы поверхностей деталей или законченного сборочного элемента;
независимость сборки, хранения и транспортирования от других сборочных единиц;
возможность использования простого (универсального) или переналаживаемого технологического оснащения;
обеспечение минимального удельного веса вспомогательного времени в операции;
20
установившиеся на данном производстве типовые и групповые операции.
В поточном производстве необходимый уровень дифференциации операций в основном определяется ритмом сборки.
Оптимальная последовательность технологических операций зависит от их содержания, используемого оборудования и экономической эффективности. В первую очередь выполняются неподвижные соединения, требующие значительных механических усилий. На
заключительных этапах собираются подвижные части изделий, разъемные соединения, устанавливаются детали, заменяемые в процессе настройки.
Разработанная схема сборки позволяет проанализировать ТП с учетом техникоэкономических показателей и выбрать оптимальный как с технической, так и с организационной точек зрения.
Типовые и групповые процессы сборки и монтажа.
Необходимость освоения в короткие сроки новых изделий в совокупности с высокими
требованиями к качеству и технико-экономическим показателям работы предприятий требуют постоянного совершенствования технологической подготовки монтажно-сборочного
производства. Основным направлением такого совершенствования является унификация ТП
в совокупности с унификацией собираемых элементов конструкции. Различают два вида
унификации ТП: типизацию и групповые методы сборки и монтажа.
Типовым ТП называется схематичный процесс сборки и монтажа изделий одной классификационной группы, включающий основные элементы конкретного процесса: способ
установки базовой детали и ориентации остальных, последовательность операций, типы
технологического оснащения, режимы работы, приближенную трудоемкость для заданного
выпуска изделий. По типовому процессу легко составляется конкретный процесс сборки изделия и при соответствующей его подготовке эти функции передаются ЭВМ.
Предпосылкой типизации является классификация деталей, сборочных единиц и блоков по признакам конструктивной (размеры, общее число точек соединения, схема базирования и др.) и технологической (маршрут сборки, содержание переходов, оснащение) общности. При типизации приняты четыре классификационные ступени: класс, вид, подвид, тип.
Классом называется классификационная группа сборочных единиц, имеющих общий
вид сборочного соединения, например: свинчивание, пайка, сварка, склеивание и др.
Вид - это совокупность сборочных единиц, характеризующаяся степенью механизации сборочного процесса: сборка ручная, с применением механизированного инструмента,
автоматизированная. Виды разделяют на подвиды, отличающиеся друг от друга конструктивными элементами, например клеевое соединение в нахлестку, с накладками, стыковое,
угловое и др. Типы объединяют сборочные единицы, которые имеют одинаковые условия
сборки, расположение и число точек крепления.
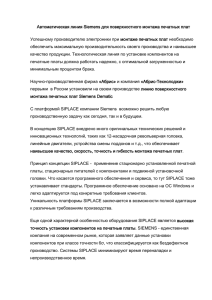
По комплексности методы типизации ТП разбивают на три группы:
простые (одной операции), условно
простые (одного ТП) и комплексные. К
первой группе относят методы непосредственной типизации без предварительной унификации собираемых элементов, основанные на общности технологического оснащения. Вторая
группа объединяет методы типизации,
связанные со способами соединения
ЭРЭ и деталей, с использованием обРис. 11.1.2.
щих технологических решений для различных классов собираемых элементов, построения различных технологических маршрутов
из набора нормализованных операций. К третьей группе относят методы, использующие
нормализацию элементов производственного процесса с дополнительной нормализацией
21
ЭРЭ и деталей (рис. 11.1.2).
Разработка ТП сборки и монтажа нового изделия при типизации состоит в поиске того
классификационного типа, к которому это изделие можно отнести, и выборе необходимого
числа типовых операций из имеющегося состава. При этом может возникнуть необходимость в разработке оригинальных операций, отсутствующих в типовом ТП, которые пополнят банк имеющихся технологических решений.
Групповые методы сборки и монтажа также разрабатываются для определенной совокупности сборочных единиц, имеющих одинаковые условия сборки и характеризующихся
общностью применяемых средств механизации и автоматизации. При классификации сборочных единиц в группы учитываются габаритные размеры базовой детали и остальных элементов, подлежащих сборке и монтажу, виды соединений, требуемая точность, технология
осуществления этих соединений, характеристика оборудования, оснастки и контрольной аппаратуры. Классификация завершается разбивкой сборочных единиц на следующие группы:
с начинающимся и заканчивающимся циклом сборки на одном оборудовании;
с незаконченным циклом сборки, когда часть деталей и ЭРЭ собирается на одной
групповой операции, а на остальных операциях детали и ЭРЭ входят в другие группы
или их сборка выполняется по единичному процессу;
с одним общим групповым технологическим маршрутом, состоящим из набора групповых технологических операций, на каждом из которых используются групповые
приспособления и наладки, позволяющие после небольшой перестройки производить
сборку и монтаж очередной партии изделий.
Разработка группового ТП сводится к проектированию групповой технологической
оснастки, созданию наладок для каждого изделия, входящего в классификационную группу,
и установлению оптимальной последовательности запуска партий на сборку. Групповые методы сборки и монтажа наиболее эффективны в условиях единичного и мелкосерийного
производства. Они позволяют сократить число разрабатываемых процессов, сконцентрировать технологически однородные работы и применить групповые поточные многопредметные линии сборки.
ТЕХПРОЦЕССЫ СБОРКИ И МОНТАЖА РЭА [2]
Анализ технологичности электронного узла.
Понятие «технологичность» включает в себя большое количество параметров изделия, техпроцессов и непосредственно производства. Анализ технологичности позволяет оценить возможность использования для изготовления деталей, сборки и монтажа изделия известных методов выполнения операций и процессов, выполняемых на достаточно высоком
уровне механизации и автоматизации.
Количественная оценка технологичности электронных узлов проводится по системе
базовых показателей (см. ниже). По базовым показателям рассчитывается комплексный показатель технологичности по выражению:
7
Ктех = Кi
i 1
где
i
i
/
i
,
i=
i / 2i-1,
- коэффициент весовой значимости показателя.
Базовые показатели технологичности электронных узлов
22
Показатель
Коэффициент использования ИМС и микросборок
Коэффициент автоматизации и механизации
монтажа
Коэффициент механизации подготовки к монтажу
Коэффициент механизации контроля и
настройки
Формула расчета
K1 = Нимс /Н
1.0
К2 = Нам / Нм
1.0
К3 = Нап / Н
0.8
К4 = Нмк / Нк
0.5
Коэффициент повторяемости радиоэлементов
Коэффициент применяемости радиоэлементов
Коэффициент прогрессивности формообразования деталей
К5 = 1 - Нт / Н
0.3
К6 = 1 - Нор / Н
0.2
К7 = Дпр / Д
0.1
i
Примечание
Нимс- количество микросхем, Н- общее
количество радиоэлементов
Нм- количество контактных соединений, Нам- то же, выполняемых автоматом
Нап- количество элементов, подготавливаемых к монтажу автоматом
Количество операций контроля: Нкобщее, Нмк- механизированным способом
Нт- количество типоразмеров элементов
Нop- количество оригинальных типоразмеров элементов
Число деталей: Д- общее, Дпp- изготавливаемое прогрессивными методами
Часть данных для расчета берется из технической документации на изделие. Количество контактных соединений на плате определяется подсчетом выводов навесных элементов,
петель объемного проводного монтажа, проводов-перемычек. Так как на плате все контактные соединения получают пайкой, то оценивается возможность механизации пайки, с учетом
конструкции соединения (планарный вывод, штыревой вывод, и т. д.), известных способов
пайки, наличия оборудования и серийности производства. Возможность механизации подготовки выводов навесных элементов к монтажу определяется наличием стандартных форм
выводов, типом и типоразмерами их корпусов. Для их формовки применяют приспособления
с ручным приводом, штампы и механизированные устройства.
Коэффициент механизации контроля и настройки относительно невелик, так как для
сборки электронных узлов необходим ряд трудоемких и маломеханизированных операций
контроля: проверка плат перед монтажом, качество отмывки и лакировки плат, приклейки
прокладок под корпуса навесных элементов, пайки их выводов. Функциональные параметры
платы контролируются на специальных стендах. Расчетное значение К тех сравнивается с
нормативным, который для серийного производства электронных узлов изменяется в пределах 0,5-0,8, для установочной серии 0,45-0,75 и для опытного образца 0,4-0,7.Предприятия,
выпускающие РЭА на ИС частного применения, оснащены оборудованием, используемым в
электронной промышленности: установки для диффузии, ионного легирования, термического окисления, оборудование для термического испарения материалов в вакууме, а также
сборки и герметизации ИС.
Выбор техпроцесса сборки электронного узла.
Для ТП сборки и монтажа конструктивных элементов первого уровня (модулей, ТЭЗ,
узлов) типовые операции приведены в таблице ниже.
Основные операции ТП сборки
23
Основные этаОбъекты сборки
Основные типовые операции
пы сборки
Печатные платы,
Распаковка из тары поставщика. Входной контроль паКомплектация
комплектующие,
раметров. Размещение в технологической тape
детали
Промывка платы. Контроль печатного монтажа. КонПечатные платы
троль паяемости платы. Маркировка платы
Подготовка к
монтажу
Лакирование обозначений номиналов. Рихтовка и обНавесные элемен- резка выводов. Флюсование и лужение выводов. Форты (ЭРЭ, ИМС)
мовка выводов. Промывка и сушка ЭРЭ и ИМС. Комплектация. Кассетирование
Установка и закрепление соединителей (разъемов),
контактов (штырей, лепестков), навесных шин, прокладок. Стопорение механических соединений
Установка и фиксация резисторов, диодов, конденсатоНавесные элеменров, транзисторов. Установка и фиксация микросхем.
ты
Контроль установки элементов
Установка на
Детали
печатную плату
Выполнение
контактных соединений
Плата с деталями, Флюсование и пайка соединений. Промывка и сушка
ЭРЭ, ИМС
модуля. Контроль контактных соединений
Контроль модуля
и защита от
Модуль
внешних воздействий
Контроль и регулировка функциональных параметров.
Монтажные операции (дополнительные). Контроль параметров, защита модуля (лакирование), испытания и
контроль. Сдача на соответствие ТУ
Этап комплектации навесных элементов и деталей, входящих в состав модулей первого уровня, трудоемок и выполняется в основном вручную. Это связано с многообразием тары, в которой поставляются ЭРЭ и ИМС. Микросхемы в индивидуальной таре-спутнике распаковываются на автоматах с ориентацией по ключу и укладкой в технологические кассеты.
Этап подготовки к монтажу включает техпроцесс подготовки печатных плат, ЭРЭ,
ИМС и конструкционных деталей. Операции подготовки ЭРЭ и ИМС в мелкосерийном производстве выполняются вручную на рабочем месте монтажника простейшими приспособлениями, с размещением элементов в технологической таре по номиналам. В крупносерийном
производстве применяются автоматы рихтовки и обрезки выводов, флюсования и лужения,
промывки и сушки подготовленных навесных элементов. Автоматизированная подготовка
требует специальных кассет для загрузки и выгрузки элементов. Для ЭРЭ с осевыми выводами, которые кассетируют путем вклеивания в ленту, формовка производится на автомате
непосредственно перед установкой на плату.
Установку на плату начинают со штырей, лепестков, навесных шин и прокладок после подготовки (рихтовка, обезжиривание) их базовых поверхностей. Установка ЭРЭ и ИМС
в зависимости от типа производства осуществляется вручную, по шаблону, автоматически.
При установке вручную монтажник по схеме или маркировке на плате определяет место положения элемента, извлекает его из тары, устанавливает и, если необходимо, распаивает выводы. Первые два перехода составляют большую часть штучного времени. Для сокращения времени установки всех навесных элементов монтажное поле платы делится на
зоны, в каждой из которых работает один монтажник. В этом случае может быть организована конвейерная установка элементов.
Установка по шаблону характеризуется более высоким уровнем механизации. Точное
позиционирование монтажного стола осуществляется вручную с помощью щупа и координатных отверстий на шаблоне, а установка элементов - автоматически укладочной головкой.
Элементы подаются из кассет в последовательности установки на плату. Этот способ более
24
производительный, но менее универсальный, так как требует сменных или переналаживаемых инструментов при изменении типоразмеров корпусов элементов.
Для автоматизированной установки применяется специализированное оборудование с
ЧПУ или технологические комплексы с подачей элементов из технологических кассет.
Получение контактных соединений в модулях первого уровня осуществляется преимущественно пайкой, расплавленным или расплавляемым припоем под действием постоянного или импульсного нагрева зоны соединения. При одностороннем монтаже навесных
элементов на плате и фиксации их положения (подгибка, приклеивание и т.п.) применяется
механизированная пайка волной припоя. Групповая пайка планарных выводов ИМС проводится припоем с нагревом паяльником или расплавляемым припоем с импульсным нагревом
электродами, роликами, лучом лазера, струей газа. Импульсный нагрев локализует тепловое
воздействие в зоне выводов, но требует подачи припоя в зону пайки и качественного лужения. Операции промывки и сушки модулей необходимы для удаления флюса, продуктов
пайки и прочих загрязнений. Они выполняются на механизированных конвейерных линиях.
Качество контактных соединений оценивается визуально.
Этап контроля модулей наиболее ответственный и трудоемкий. Он выполняется в отладочном, диагностическом и контрольном режимах с помощью специальной аппаратуры,
стендов и автоматических систем контроля. Замена неисправных ИМС требует дополнительных монтажных операций и повторного контроля параметров. Годные модули проходят
операции лакирования и сушки и, если необходимо, испытания с контролем параметров.
Разработка схемы сборки.
Технологическая схема сборки
ТЭЗ, приведенная на рис. 11.2.1, определяет последовательность установки
деталей и сборочных единиц на базовую деталь (или сборочную единицу).
На схеме должны быть указаны операции получения механических соединений (свинчивание, расклепка, развальцовка, склеивание, сварка); операции
электрического монтажа (пайка, сварка,
накрутка, раскладка проводов); операции контроля и герметизации (проРис. 11.2.1.
мывка, сушка, лакирование, нанесение
компаунда).
При разработке схемы сборки необходимо выбрать базовую деталь. Для модулей первого уровня это - ПП. Для модулей второго уровня базовой деталью может быть конструкционная рамка или каркас блока, представляющий сборочную единицу. Детали и сборочные
единицы изображаются в виде прямоугольников (см. рис. 11.2.1), в которых указывается номер по спецификации, наименование и количество. От базовой детали к готовой сборочной
единице проводится главная линия сборки, а от устанавливаемых деталей или сборочных
единиц — линии до пересечения с ней. Расположение точек пересечения на главной линии
говорит о выбранной последовательности сборки. Операции сборки и монтажа указываются
текстом в прямоугольных рамках в том месте, где они осуществляются. Для упорядочения
схемы сборки по одну сторону от главной линии изображаются устанавливаемые детали и
сборочные единицы, по другую — крепежные детали и монтажные операции. Если текст занимает много места, то операции могут быть пронумерованы, а расшифровка их сделана вне
схемы сборки.
Разработка маршрутного ТП сборки.
Исходными данными для разработки маршрутного ТП являются: схема сборки с базовой деталью, типовой ТП, объем выпуска N, шт/год, коэффициент закрепления операций К зо
25
- отношение количества операций к количеству рабочих мест: Кзо=1 - массовое производство, Кзо=2-10 - крупносерийное, Кзо=11-20 - среднесерийное, Кзо=21-40 - мелкосерийное.
Для заданных N и Кзо определяется среднее штучное время операции: Tшт = Tв / Кзо, где Тв =
60Ф/N, Ф – годовой фонд времени. Расчетное значение Tшт обеспечивается дифференциацией или концентрацией операций, подбором оборудования определенной производительности. Маршрутный ТП корректируется после разработки операционного ТП, нормирования
операций и технико-экономического обоснования структуры операции. По приведенному
ниже образцу составляется маршрутная карта техпроцесса сборки и монтажа, где Тпз — подготовительно-заключительное время.
№п/п Наименование операции
Оборудование, оснастка
Тшт.расч
Разряд рабочего Тпз
Рассмотрим разработку маршрутного ТП сборки и монтажа модуля первого уровня
при объеме выпуска N = 15 000 шт/год и Тв = 6 мин. Если в смену на сборку выделить 6 ч чистого рабочего времени, то объем партии составит 60 шт/смену.
Примем, что на каждой
плате устанавливаются 2 лепестка
заземления, 2 проводаперемычки, 80 ИМС, 80 конденсаторов типа К53 и 160 диэлектрических прокладок под каждый
корпус навесного элемента. Составим в табличной форме маршрутный ТП с указанием содержания и последовательности
операций, а также предварительно выбранного оборудования
(рис. 11.2.2). Примем, что ПП,
ИМС и конденсаторы прошли типовые ТП подготовки к сборке и
монтажу.
Проанализируем выбор
оборудования в маршрутном ТП.
Тшт операции установки лепестков и монтажа перемычек не превышает 0,5 мин. Это позволяет
Рис. 11.2.2.
выполнять на одном рабочем месте монтажника вручную слесарно-сборочную и монтажные операции, так как предельное в
этом случае значение Кзо =Tв/Tmт = 12. Эмаль стопорения лепестков сохнет 5-6 ч, что требует
одновременного размещения в шкафу не менее 60 плат (сменный выпуск) и работы с суточным заделом.
Так как на плате устанавливаются ИМС и конденсаторы различных типономиналов и
типоразмеров корпусов, целесообразно применение специального монтажного устройства, с
помощью которого на плату устанавливаются ИМС. Учитывая его производительность (см.
рис.) и затраты времени на нанесение клея и подпайку выводов, необходимы два устройства.
Полуавтомат непрерывной пайки планарных выводов ИМС имеет высокую производительность и позволяет переналаживать паяльную головку в зависимости от типоразмеров
корпусов. Неизбежны трудности механизированной пайки цилиндрических выводов конденсаторов с планарной формовкой. Эту операцию можно выполнить на лазерной установке
пайки. Линии промывки, лакирования и сушки модулей по производительности значительно
превышают расчетный такт выпуска. Их применение гарантирует соблюдение режимов и
26
условий обработки при обработке различных типов изделий. При заданном объеме выпуска
N, шт/год, известной производительности оборудования n шт/ч и годовом фонде времени его
работы Фоб, ч, можно определить расчетное количество оборудования для каждой операции:
Красч = N/nФоб.
Разработка технологических операций.
Цель этапа разработки операционного ТП - полная детализация выполнения операций. Этот этап включает:
определение структуры операции, последовательности переходов и работы инструментов;
выполнение операции с изображением состояния объекта, схемы базирования или
установки деталей, инструментов, направлений главных перемещений, геометрических размеров, достигнутых на данной операции. Эскиз сопровождается таблицей, содержащей переходы, условия и режимы их выполнения, основное tо и вспомогательное
tв время, действительную и допустимую погрешности базирования;
расчет режимов и условия сборки и монтажа, времени Тшт с учетом технологических
возможностей предварительно выбранного оборудования, уточнение времени фактической загрузки оборудования;
расчет точности операции, условий собираемости сопрягаемых деталей, действительных погрешностей, определение точностных требований к сборочно-монтажным приспособлениям;
нормирование операций, выбор разряда рабочего, расчет технологической себестоимости операции, технико-экономическое обоснование вариантов операции;
обоснование выбора технологической оснастки или разработка технического задания
на ее проектирование.
Рассмотрим более подробно этапы разработки монтажной операции пайки ИМС с
планарными выводами на полуавтомате непрерывной пайки.
Структура операции параллельно-последовательная. Пайка выполняется параллельно
двумя наконечниками (жалами) одновременно двух противолежащих выводов и последовательно остальных выводов микросхемы, а также ИМС, установленных в одном ряду. Необходимы три прохода (3 ряда ИМС) с возвратом паяльной головки каждый раз в исходное положение (условие непрерывной пайки) и перемещением к координате следующего ряда.
При расчете рабочего пути паяльной головки необходимо знать шаг установки и длину корпуса ИМС. Если шаг велик или в ряду отсутствует ИМС, то целесообразно на нерабочих участках перемещать головку ускоренно для увеличения производительности. Технологическая скорость выбирается из условия ограничения времени контакта жала с выводом (не
более 2—3 с), обеспечения качества пайки (скелетная форма соединения, растекание припоя
вдоль вывода, отсутствие перемычек). Зная пути рабочих и холостых ходов головки, легко
определить основное tо и вспомогательное tв время пайки. Время установки (снятия) платы
определяется экспериментально или задается по нормативам на соответствующие виды монтажных работ. Таким образом, можно рассчитать время операции пайки ИМС. Температура
пайки зависит от используемого припоя и допустимого нагрева корпуса ИМС.
Исходными данными для точностного расчета операции являются размеры планарных
выводов ИМС и контактных площадок платы; максимальная величина смещения выводов
после установки и приклейки корпуса ИМС; точность настройки наконечников головки;
точность позиционирования и рабочего перемещения головки. Размеры выводов и площадок
определяются из конструкторской документации, точность установки ИМС - из анализа
предыдущей монтажной операции, остальные данные - из документации на оборудование.
Зная перечисленные погрешности, можно рассчитать допустимую суммарною погрешность
на данной операции.
При нормировании операции пайки ИМС следует взять за основу tо и вспомогатель-
27
ное время tв, определить время технического обслуживания tобсл полуавтомата, подготовительно-заключительное время Tпэ на его наладку, и принять решение о назначении разряда
рабочего.
Для технико-экономического обоснования рассматриваемой операции можно путем
расчета технологической себестоимости пайки ИМС CТ = А + B/N (A - текущие расходы, В единовременные расходы) сравнить возможные варианты ее реализации на разных типах
устройств пайки.
В качестве технологической оснастки для операции пайки ИМС в рассмотренном
примере необходимо приспособление для установки и закрепления платы на столе полуавтомата. Исходными данными для его проектирования являются схема базирования; допустимая погрешность, определенная при точностном расчете операции; время на операцию. Кроме перечисленных данных в ТЗ приводится схема установки платы в приспособлении. Она
позволяет выбрать конструкцию установочных элементов (опор) приспособления, их расположение и точки приложения усилий закрепления платы. Вспомогательное время регламентирует быстросменность плат в приспособлении и тип привода закрепления (ручной, пневматический, электромагнитный, механический).
Технологические процессы и качество РЭС.
Разработка ТП изготовления, сборки и наладки РЭА должна базироваться на двух основах: технической и экономической. Техническая основа - ТП должен обеспечивать необходимое качество получаемой РЭА. Экономическая основа - ТП должен обеспечить выпуск
РЭА с минимальными затратами и с высокой производительностью труда.
Под качеством понимается совокупность свойств РЭА, удовлетворяющих требованиям заказчика, государственным и мировым стандартам. Понятие качества можно свести к
следующим показателям: надежность и долговечность, технологичность, точность, эргономичность, патентно-правовые показатели, стандартизация и унификация, экономические показатели, экологические показатели. Различают базовые, частные и комплексные показатели
качества.
На качество изделия большое влияние оказывает точность входящих в него деталей,
компонентов, узлов и т. п.
Точность параметров РЭС.
Точность — степень соответствия действительного (полученного) параметра заданному (X) номинальному. Эта степень соответствия задается допуском ( ) на параметр изделия и обозначается с плюсовым, минусовым или равносторонним допуском (например, Х ±
/2).
Все параметры качества делятся на следующие группы.
Геометрические - линейные размеры, микронеровности (шероховатость), макронеровности (непараллельность, овальность, неперпендикулярность и т. д.).
Физические - индуктивность, сопротивление, емкость, магнитная проницаемость, проводимость и т. п.
Химические - растворимость, концентрация, скорость травления, скорость диффузии и
т. п.
Для определения точности линейных размеров элементов деталей используется единая система допусков и посадок (ЕСДП), опирающаяся на международную систему стандартов ИСО. В ЕСДП приняты 19 квалитетов точности (вместо ранее применявшихся классов
точности), записываемые в порядке понижения точности: 01, 0, 1, 2, 3, ..., 17. Квалитеты 01, 0
и 1 предназначены для концевых мер длины; квалитеты со 2-го по 4-й - для калибров и особо
точных изделий. В квалитетах с 5-го по 13-й даются допуски для сопрягаемых размеров деталей, а в квалитетах с 14-го по 17-й - для несопрягаемых размеров деталей. Допуски обозначают IT с порядковым номером квалитета, например IT12. Для физических параметров допуск может быть проставлен в процентах. Например, электрическое сопротивление R ± 5 %.
Параметры имеют разброс из-за производственных погрешностей (
). Различают
28
три вида производственных погрешностей: систематические, закономерно изменяющиеся,
случайные.
Погрешность обработки партии деталей называют систематической (постоянной), если погрешности деталей, входящих в партию, одинаковые. Такая погрешность получается
под действием неизменных факторов в течение обработки всей партии деталей. Погрешность
называют закономерно изменяющейся, если при переходе от одной детали к другой значение
погрешности изменяется по тому или иному закону. Например, износ инструмента закономерно приводит к росту внешних размеров и уменьшению внутренних (диаметров). Погрешность называют случайной, если закономерность изменения отсутствует, и предугадать время появления и направление действия погрешности невозможно. Пример случайной погрешности - температурные колебания, погрешности базирования и т. п.
На практике ни одна из этих погрешностей в чистом виде не проявляется, и общая погрешность представляет комбинацию указанных видов погрешностей.
Если значение погрешностей больше заданного конструктором допуска, то часть параметров выйдет за поле допуска и будет забракована. Чтобы этого не произошло, необходимо повысить точность ТП, подобрать более точное оборудование, стабилизировать режимы, изменить метод обработки, монтажа и т. п.
Методы оценки точности.
Из большого разнообразия методов оценки точности рассмотрим чаще всего применяющиеся в производстве РЭА: наблюдение в цехах, статистический, расчетноаналитический.
Метод наблюдения в цехах основан на сборе данных о точности изделий, получаемых
при обработке и сборке с использованием определенного оборудования и приспособлений, с
учетом обрабатываемых материалов, инструментов и т. п. Эти данные систематизируют и
сводят в таблицы для различных методов обработки. Такие таблицы можно использовать для
предварительной оценки точности разрабатываемого ТП.
Статистический метод оценки точности основан на положениях теории вероятности и
математической статистики. Так как процесс производства РЭА характеризуется большим
количеством факторов, влияющих на качество и требующих системного подхода к его анализу и синтезу, для исследования точности ТП используют различные статистические методы. Наиболее универсальным является метод кривых распределения, позволяющий оценить
разброс погрешностей для данного ТП и определить процент возможного брака.
Для построения кривой распределения погрешностей следует замерить партию деталей (конкретный параметр, допустим, размер L) в количестве N = 100 шт.
Замеренный параметр разбивается на равные интервалы
и подсчитывается число n параметров в каждом интервале. Определяется частота m = n/N повторений отклонений параметров в партии и строится гистограмма и полигон распределения параметров (рис. 11.2.3). Вид кривой
распределения зависит от характера погрешностей. Случайная погрешность подчиняется закону нормального
распределения (закон Гаусса).
Рис. 11.2.3.
Кривые распределения случайных погрешностей
характеризуются средним размером и средним квадратичным отклонением. Средний размер
Lcp определяют по формуле:
N
Lср = (1/N Li,
i 1
где Li - размеры отдельных деталей. Среднее квадратичное отклонение
ражением:
N
N
i 1
i 1
(1/N (Li – Lcp)2 = (1/N (Li)2 – (Lср)2.
определяется вы-
29
Для определения вероятностных характеристик важную роль играет количество деталей, которые нужно измерить, чтобы получить значения характеристик с достаточной степенью точности и достоверности. Для практических целей обычно бывает достаточно измерения 50-100 деталей. В тех случаях, когда столько деталей получить невозможно и вероятностные характеристики определяются по меньшему N, точность и достоверность результатов необходимо оценивать на основании методов математической статистики.
Ошибку при определении среднеквадратического значения вычисляют по формуле
±
2(N 1) ,
а при определении среднеарифметического значения
±
N,
где у - ошибка в долях .
Из этих же выражений можно определить N, удовлетворяющее заданной точности.
Уравнение распределения Гаусса (рис. 11.2.4) в
координатах с началом в центре группирования имеет
вид
y(x) = exp(-x2/2 2)/(
2 π ),
где - среднеквадратическое отклонение аргумента.
В зависимости от значения форма распределения изменяется. Чем меньше , тем уже кривая и меньше поле рассеивания. Асимптотически приближаясь к
оси абсцисс, кривая нормального распределения стремится к бесконечно малым значениям. За пределами интервала ± 3 она практически сливается с осью абсцисс.
Рис. 11.2.4.
Площадь кривой, соответствующая заданному интервалу отклонений х в единицах z=x/ , определяется интегралом, который обычно называют интегралом вероятностей Лапласа:
Ф(z) = (2/ 2 )
z
0
exp(-z2/2) dz.
Интеграл табличный, его значения имеются во всех справочниках по теории вероятностей. При известном значении и задании допустимого значения х отклонения размеров
детали от номинала величина интеграла Ф(x/ ) определяет вероятность получения размеров
в пределах ±х отклонения от номинала, т.е. годных. При z=1 (x= ) Ф(z) 0.683, при z=2
Ф(z) 0.954, при z=3 Ф(z) 0.996. Соответственно, величина
P(z) = [1-Ф(z)]·100 %
определяет возможный процент брака. Чтобы снизить процент брака следует либо увеличить
поле допуска на отклонение от номинала, либо применить другой ТП, обеспечивающий
меньшее значение .
Распределение систематических закономерно изменяющихся погрешностей происходит по различным законам. В простейшем случае постоянная систематическая погрешность,
вызванная, например, первичной настройкой автомата, вызывает сдвиг кривой распределения случайных погрешностей на определенную величину. При производстве деталей на нескольких автоматах одновременно такая систематическая погрешность вызовет расширение
кривой распределения с уплощением ее вершинной части. Оценку возможной доли брака в
этих случаях можно выполнять непосредственно по кривым распределения графическими
методами.
При долговременном выпуске каких-либо особо важных деталей, элементов или модулей статистический анализ может повторяться через определенные промежутки времени,
что дает возможность построения временных диаграмм изменения точности, что дает возможность своевременной замены оборудования или перехода на новый ТП.
Производительность труда и норма штучного времени. Производительность труда Q
= 1/Т, шт/ч - количество продукции, выпущенной в единицу времени Т (за 1 ч, за одну сме-
30
ну). Время трудоемкости выполнения операции называется нормой штучного времени Тшт.
Технически обоснованная норма штучного времени определяется по формуле:
Тшт = to + tв + toрг + tтех + tпер,
где fo - основное время операции (деформирование, нанесение материала, сборка, монтаж); tв
- вспомогательное время на установку, закрепление и раскрепление заготовки и деталей при
обработке и сборке, на подвод и отвод инструмента и т. п.; toрг - время организационного обслуживания рабочего места, на снабжение рабочего места заготовками, комплектующими,
инструментом и т. п.; tтех - время технического обслуживания рабочего места, на подготовку
рабочего места к работе, включение аппаратуры, прогрев, выключение оборудования и его
уборка и т. п.; tпер - время перерывов в работе (применительно к поточно-конвейерному производству).
Время toп = to + tв, затрачиваемое на выполнение операции, называется операционным
временем. Время на обслуживание рабочего места tобс = toрг + tтех. Как правило, tобс = toп. Более точные значения составляющих Тшт приводятся в справочной литературе по нормированию работ в приборостроении.
Для серийного производства характерной является переналадка оборудования и смена
оснастки на изготовление новой партии изделий. Время, затрачиваемое на эти цели, называется подготовительно-заключительным и обозначается Тпз. При этом штучное калькуляционное время определится как Тштк = Тшт + Тпз/N, где N – количество изделий в партии.
Для автоматического оборудования время одной операции определяется по формуле
Тц = tрх + tхх, где Тц - время цикла автомата на одну операцию; tрх - время на выполнение рабочих ходов, аналог to; tхх - время на выполнение холостых ходов, аналог tв. Производительность автомата составит Q = 1/Тц.
Обычно производительность автоматов и другого оборудования выбирают из технических характеристик, указываемых в справочниках или паспортных данных. Например,
установка ИМС на ПП на автомате такой-то марки выполняется со скоростью 2000 шт/ч.
Значит, одна ИМС устанавливается за 1,8 с.
Для уменьшения to применяют параллельную обработку. Например, многошпиндельное сверление печатных плат, одновременное сверление не одной, а нескольких плат в пакете. При пайке погружением печатных плат сразу все соединения подвергаются пайке.
Для уменьшения tв, используют быстрозажимные устройства, многоместную обработку (в одном приспособлении несколько заготовок), механизированные приводы вместо
ручных и др.
Чтобы уменьшить toрг следует использовать программируемые комплектовщики,
обеспечивающие быстрое снабжение рабочих мест комплектующими изделиями, инструментом, заготовками. Для уменьшения tтех оборудование должно быть надежным, обеспечивающим устойчивое сохранение установленных технологических режимов работы. Время перерывов tпер устанавливается согласно санитарным нормам и его произвольно не уменьшают.
Для уменьшения Тпз используют станки с программным управлением, для которых
достаточно поменять программы, чтобы начать производство следующей партии изделий.
Особенно перспективными являются гибкие производственные комплексы, состоящие из
гибких производственных модулей с управлением от централизованной АСУ ТП.
Когда существующий ТП уже не дает роста производительности труда, следует его
изменять. В противном случае производство станет не конкурентоспособным, морально
устаревшим. Например, контроль характеристик печатных узлов ручным способом (прозвонкой) занимает много времени, в то же время использование тестового контроля аппаратуры снижает время контрольных операций во много раз.
Однако, можно резко повысить производительность производства и снизить трудоемкость выполнения операций, однако это может вызвать увеличение стоимости готовой продукции. Поэтому основным критерием является себестоимость выполнения технологической
операции.
31
Технологическая себестоимость (затраты на изготовление продукции) рассчитывается по выражению
С = А + В/N,
где А - текущие (переменные) затраты, руб; В - единовременные (постоянные) затраты, руб;
N - программа выпуска изделий, шт.
A = См + Сз + Снр,
где См - затраты на материал; Сз - затраты на зарплату основных рабочих; Снр - накладные
расходы на электроэнергию, воду, ремонт и т. п., ориентировочно берутся от зарплаты основных рабочих и составляют 70-300 %.
Cм = mq – mоqо,
где m - норма расхода материала на изделие (кг, м, дм2); q - стоимость единицы материала;
mo - утилизованный остаток материала, руб; qo - стоимость единицы утилизованного остатка
материала.
n
Сз 0.02 (Tшт)i li,
i0
где (Tшт)i - норма штучного времени на i-операцию; li - тарифная ставка рабочего в единицу
времени.
В = Сн + Со,
где Сн - зарплата наладчиков оборудования, руб; Со - стоимость запускаемого оборудования
(оснастки) для производства новой серии (партии) изделий, руб.
Сн 0.025 Tн lн,
где Тн - время наладки оборудования, lн - тарифная ставка наладчика в единицу времени.
Разработка ТП - задача многовариантная. Например, операция пайки может выполняться паяльником, окунанием в расплавленный припой, пайкой волной. Основным критерием выбора варианта являются затраты, т. е. себестоимость данного ТП.
Так, например, можно заложить в ТП более дешевую, но менее производительную
оснастку, или дорогую высокопроизводительную. При малой программе дорогая оснастка
разложится на себестоимость изделия и резко ее повысит, поэтому ее более выгодно использовать при большей программе выпуска. Однако во втором случае возможно придется больше платить рабочему, так как оснастка сложнее и требуется рабочий с более высоким разрядом, но производительность, т. е. трудоемкость, будет меньше, чем в первом случае.
Чтобы снизить технологическую себестоимость, необходимо уменьшать входящие в
нее составляющие: уменьшать отходы за счет правильного раскроя материала, применять
роботы-манипуляторы вместо рабочих, применять энергосберегающие ТП и пр.
ЛИТЕРАТУРА
1.
2.
Ивченко В.Г. Конструирование и технология ЭВМ. Конспект лекций. /Таганрог: ТГРУ, Кафедра конструирования электронных средств. – 2001. http://www2.fep.tsure.ru/russian/kes/books/kitevm/lekpart1.doc
Конструкторско-технологическое проектирование электронной аппаратуры:
Учебник для вузов. – М.: Изд. МГТУ им. Н.Э. Баумана, 2002. – 528 с. URL:
http://slil.ru/22574041/529407141/Konstruktorskotehnologicheskoe_proektirovanie_elektronnoj_apparatury.rar
32
3.
4.
Технология приборостроения: Учебник / Под общей редакцией проф.
И.П.Бушминского. – М.: МГТУ им. Н.Э.Баумана. URL:
http://www.engineer.bmstu.ru/res/RL6/book1/book/metod/tpres.htm
Тупик В.А. Технология и организация производства радиоэлектронной аппаратуры. – СПб: Издательство: СПбГЭТУ "ЛЭТИ" – 2004. URL:
http://dl10cg.rapidshare.de/files/31510061/4078542704/tehnologiya.i.organizaciya.pro
izvodstva.radioelektronnoj.apparatury.pdf.rar
Тема : ПРОЕКТИРОВАНИЕ ПЕЧАТНЫХ ПЛАТ
Содержание:
33
6.
7.
Общие сведения о печатном монтаже. Печатные платы. Общие требования к ПП.
Виды печатных плат.
Проектирование и расчет печатных плат. Задачи конструирования печатных плат.
Основные правила конструирования печатных плат. Конструктивные особенности
ПП. Классы точности ПП. Размеры печатных плат. Маркировка ПП. Проектирование рисунка проводников ПП. Паяемость ПП. Расчет электрических параметров
ПП. Тест-контроль печатных плат. Автоматизация проектирования печатных
плат.
С приходом на рабочие места инженеров-разработчиков и конструкторов персональных ЭВМ, оснащенных системами автоматического проектирования (САПР) произошел качественный скачок в производительности труда при разработке и изготовлении такой продукции как модули РЭА на печатных платах (ПП). При этом оказывается возможным сосредоточить весь процесс проектирования на одном рабочем месте, т.е. отойти от традиционного распределения ролей между участниками проектирования схемы, конструкции и технологии. Это особенно актуально для фирм с малочисленным персоналом, где по экономическим
соображениям невыгодно содержать отдельные конструкторские и технологические службы.
В таких условиях специалист, берущийся за разработку модулей РЭА от электрической схемы до ее конструктивного воплощения, должен обладать знаниями из смежных областей, в
частности, знать технологию ПП.
ОБЩИЕ СВЕДЕНИЯ О ПЕЧАТНОМ МОНТАЖЕ [1, 3, 4]
Печатные платы - это элементы конструкции, которые состоят из плоских проводников в виде участков металлизированного покрытия, размещенных на диэлектрическом основании и обеспечивающих соединение элементов электрической цепи. Они получили широкое распространение в производстве модулей, ячеек и блоков РЭА благодаря следующим
преимуществам по сравнению с традиционным объемным монтажом проводниками и кабелями:
повышение плотности размещения компонентов и плотности монтажных соединений,
возможность существенного уменьшения габаритов и веса изделий;
получение печатных проводников, экранирующих поверхностей и электро- и радиодеталей (ЭРЭ) в одном технологическом цикле;
гарантированная стабильность и повторяемость электрических характеристик (проводимости, паразитных емкости и индуктивности);
повышение быстродействия и помехозащищенности схем;
повышенная стойкость и климатическим и механическим воздействиям;
унификация и стандартизация конструктивных и технологических решений;
увеличение надежности узлов, блоков и устройства в целом;
улучшение технологичности за счет комплексной автоматизации монтажно-сборочных
и контрольно-регулировочных работ;
снижение трудоемкости, материалоемкости и себестоимости.
К недостаткам следует отнести сложность внесения изменений в конструкцию и ограниченную ремонтопригодность.
Элементами ПП являются диэлектрическое основание, металлическое покрытие в виде рисунка печатных проводников и контактных площадок, монтажные и фиксирующие отверстия.
Общие требования к ПП.
Диэлектрическое основание ПП должно быть однородным по цвету, монолитным по
структуре и не иметь внутренних пузырей и раковин, посторонних включений, сколов, трещин и расслоений. Допускаются одиночные вкрапления металла, царапины, следы от удале-
34
ния одиночных невытравленных участков, проявление структуры материала, которые не
ухудшают электрических параметров ПП и не уменьшают минимально допустимых расстояний между элементами проводящего рисунка.
Проводящий рисунок ПП должен быть четким, с ровными краями, без вздутий, отслоений, разрывов, следов инструмента и остатков технологических материалов. Допускаются:
отдельные местные протравы не более 5 точек на 1 дм2 ПП при условии, что оставшаяся ширина проводника соответствует минимально, допустимой по чертежу; риски глубиной не более 25 мкм и длиной до 6 мм; остатки металлизации на участках ПП, не уменьшающие допустимых расстояний между элементами.
Для повышения коррозионной стойкости и улучшения паяемости на поверхность
проводящего рисунка наносят электролитическое покрытие, которое должно быть сплошным, без разрывов, отслоений и подгаров. В отдельных случаях допускаются: участки без
покрытия площадью не более 2 мм2 на 1 проводник, но не более 5 на плате; местные наросты
высотой не более 0,2 мм; потемнение и неоднородность цвета покрытия, не ухудшающие паяемость; отсутствие покрытия на торцах проводников. При наличии на печатных проводниках критических дефектов их дублируют объемными (не более 5 проводников для плат размером до 120х180 мм и 10 проводников для плат размером свыше 120х180 мм).
Монтажные и фиксирующие отверстия должны быть расположены в соответствии с
требованиями чертежа и иметь допустимые отклонения, определяемые классом точности
ПП. Для повышения надежности паяных соединений внутреннюю поверхность монтажных
отверстий покрывают слоем меди толщиной не менее 25 мкм. Покрытие должно быть
сплошным, без включений, пластичным, с мелкокристаллической структурой и прочно сцепленным с диэлектрическим основанием. Оно должно выдержать токовую нагрузку 250 А/мм 2
в течение 3 с при нагрузке на контакты 1-1,5 Н и три-четыре перепайки выводов без изменения внешнего вида, подгаров и отслоений. После циклического воздействия изменения температур сопротивление перехода металлизированного отверстия не должно отличаться более
чем на 20% от значения сопротивления в нормальных климатических условиях. Допускаются
в отверстиях точечные неметаллизированные участки диаметром не более 0,2 мм. Число таких отверстий на плате не должно превышать 0,3% от общего числа. При недопустимом повреждении металлизированные отверстия восстанавливают с помощью пустотелых заклепок,
и их число не должно превышать 2% от общего числа отверстий, но не более 10 шт. на ПП.
Переходные несквозные металлизированные отверстия между наружными и внутренними
слоями МПП должны быть заполнены смолой в процессе прессования, которая не должна
иметь газовых включений и натекать на контактные площадки.
Контактные площадки представляют собой участки металлического покрытия, которые соединяют печатные проводники с металлизацией монтажных отверстий. Их площадь
должна быть такой, чтобы не было разрывов при сверлении и остался гарантийный поясок
меди шириной не менее 50 мкм. Разрывы контактных площадок не допускаются, так как при
этом уменьшаются токонесущая способность проводников и адгезия к диэлектрику. Допускается частичное отслоение отдельных (до 2%) контактных площадок вне зоны проводников
и их ремонт с помощью эпоксидного клея. Контактные площадки монтажных отверстий
должны равномерно смачиваться припоем за время 3-5 с и выдерживать не менее трех
(МПП—двух) перепаек без расслоения диэлектрика, вздутий и отслаивания.
Технологический процесс изготовления ПП не должен ухудшать электрофизические и
механические свойства применяемых конструкционных материалов. Сопротивление изоляции между двумя рядом расположенными элементами ПП при минимальном расстоянии
между ними 0,2-0,4 мм не должно быть для стеклотекстолита меньше:
10000 МОм при нормальных климатических условиях (температура 25±1°С, относительная влажность 65±15%, атмосферное давление 96-104 кПа);
1000 МОм после воздействия (2 ч) температуры 60±2°С, и 300 МОм после воздействия (2 ч) температуры ±85±2°С;
20 МОм после пребывания 4 сут. в камере с относительной влажностью 93±3% при
температуре 40±2°С, 5 Мом - после 10 сут., и 1 Мом - после 21 сут.
35
Восстановление первоначального значения сопротивления изоляции должно происходить в течение суток.
Электрическая прочность изоляции элементами проводящего рисунка не нарушается
при напряжениях:
– 700 В в нормальных условиях;
– 500 В после воздействия относительной влажности 93±3% при температуре 40±2 С в
течение 2 сут.;
– 350 и 150 В после воздействия пониженного давления 53,6 и 0,67 кПа соответственно.
Для внутренних слоев МПП указанные значения испытательного напряжения увеличиваются на 15 %.
В процессе производства возникает деформация ПП, которая приводит к их изгибу и
скручиванию. Величина деформации определяется механической прочностью фольгированных диэлектриков, характером напряженного состояния после стравливания фольги, правильностью режимов нагрева и охлаждения. На платах толщиной 0,8 мм и менее деформация
не контролируется, при толщинах 1,5-3 мм деформация на 100 мм длины не должна превышать: для двуслойных плат на стеклотекстолите 0,8 мм, на гетинаксе 0,9 мм; для однослойных на стеклотекстолите 0,9 мм, на гетинаксе 1,5 мм. При воздействии на ПП повышенной
температуры 260-290 °С в течение 10 с не должно наблюдаться разрывов проводящего покрытия, отслоений от диэлектрического основания.
Виды печатных плат.
В зависимости от числа нанесенных печатных проводящих слоев печатные платы разделяются на одно- двух- и многослойные. Первые два типа называют также одно- и двусторонними.
Односторонние печатные платы (ОПП) выполняются на слоистом прессованном или
рельефном литом основании без металлизации или с металлизацией монтажных отверстий.
Платы на слоистом диэлектрике просты по конструкции и экономичны в изготовлении. При
невозможности стопроцентной разводки печатных проводников применяются навесные перемычки. Их применяют для монтажа бытовой радиоаппаратуры, блоков питания, устройств
техники связи, в простой РЭА и вспомогательной аппаратуре. Низкие затраты, высокую технологичность и нагревостойкость имеют рельефные литые ПП, на одной стороне которых
расположены элементы печатного монтажа, а на другой - объемные элементы (корпуса соединителей, периферийная арматура для крепления деталей и ЭРЭ, теплоотводы и др.). В
этих платах за один технологический цикл получается вся конструкция с монтажными отверстиями и специальными углублениями для расположения ЭРЭ, монтируемых на поверхность. В настоящее время технология рельефных ПП интенсивно развивается.
Двусторонние печатные платы (ДПП) имеют проводящий рисунок на обеих сторонах
диэлектрического или металлического основания и обеспечивают высокую плотность установки компонентов и трассировки. Переходы проводников из слоя в слой осуществляются
через металлизированные переходные отверстия. Платы допускают как монтаж компонентов
на поверхности, в том числе с двух сторон, так и монтаж компонентов с осевыми и штыревыми выводами в металлизированные отверстия. ДПП являются самой распространенной
разновидностью ПП в производстве модулей РЭА, используются в измерительной технике,
системах управления и автоматического регулирования. Расположение элементов печатного
монтажа на металлическом основании позволяет решить проблему теплоотвода в сильноточной аппаратуре.
Многослойные печатные платы (МПП) состоят из чередующихся слоев изоляционного материала с проводящими рисунками на двух или более слоях, между которыми выполнены требуемые соединения, соединенных клеевыми прокладками в монолитную структуру путем прессования. Электрическая связь между проводящими слоями выполняется специальными объемными деталями, печатными элементами или химико-гальванической металлизацией. По сравнению с ОПП и ДПП они характеризуются повышенной надежностью и
плотностью монтажа, устойчивостью к механическим и климатическим воздействиям,
36
уменьшением размеров и числа контактов. Однако большая трудоемкость изготовления, высокая точность рисунка и совмещения отдельных слоев, необходимость тщательного контроля на всех операциях, низкая ремонтопригодность, сложность технологического оборудования и высокая стоимость позволяют применять МПП только для тщательно отработанных конструкций радиоэлектронной аппаратуры.
В РЭА применяются также гибкие печатные платы (ГПП), выполненные конструктивно как ОПП или ДПП, но на эластичном основании толщиной 0,1-0,5 мм. Они применяются в тех случаях, когда плата после изготовления подвергается вибрациям, многократным
изгибам или после установки ЭРЭ ей необходимо придать изогнутую форму. Разновидностью ГПП являются гибкие печатные кабели (ГПК), которые состоят из одного или нескольких непроводящих слоев с размещенными печатными проводниками. Толщина ГПК колеблется от 0,06 до 0,3 мм. Они применяются для соединений узлов и блоков РЭА, занимают
меньшие объемы и легче круглых жгутов и кабелей, а их производство может осуществляться непрерывно на рулонном материале.
По виду материала основы ПП разделяют на
изготовленные на основе органического диэлектрика (текстолит, гетинакс, стеклотекстолит);
изготовленные на основе керамических материалов;
изготовленные на основе металлов.
По виду соединений между слоями различают ПП с металлизированными отверстиями, с пистонами, изготовленные послойным наращиванием, с открытыми контактными площадками.
По способу изготовления ПП разделяют на платы, изготовленные химическим травлением, электрохимическим осаждением, комбинированным способом.
По способу нанесения проводников ПП делят на платы, полученные обработкой
фольгированных диэлектриков, нанесением тонких токопроводящих слоев. Последний способ хорошо отработан на технологии гибридных схем.
Широкое распространение получают МПП на керамической основе. По сравнению с
органическими диэлектриками керамика позволяет улучшить теплоотвод, повысить плотность компоновки микросхем (особенно с использованием микрокорпусов). К недостаткам
керамических МПП следует отнести их большую массу и небольшие максимальные линейные размеры (ограничены технологией порядка 150 х 150 мм).
Металлические ПП изготавливаются на основе стальных, алюминиевых и инваровых
листов. Пластины окисляются и покрываются слоем керамики, эмали, лака или другого диэлектрика. Поверх наносятся печатные проводники, пленочные резисторы, конденсаторы,
индуктивности, а затем монтируются микросхемы (как правило, бескорпусные). Преимущества - сравнительно невысокая стоимость, неограниченные размеры, высокая теплопроводность, высокая помехозащищенность, высокая прочность и теплостойкость. Недостатки высокая удельная емкость проводников и большая масса.
ПРОЕКТИРОВАНИЕ И РАСЧЕТ ПЕЧАТНЫХ ПЛАТ [1, 3, 4]
Задачи конструирования печатных плат.
В РЭА печатные платы применяют практически на всех уровнях конструктивной
иерархии: на нулевом - в качестве основания гибридных схем и микросборок, на первом и
последующих - в качестве основания, механически и электрически объединяющего все элементы, входящие в электрическую принципиальную схему РЭА и ее узлов. При разработке
конструкции печатных плат решаются следующие взаимосвязанные между собой задачи:
1. схемотехнические - трассировка печатных проводников, минимизация слоев и
т.д.;
2. радиотехнические - расчет паразитных наводок, параметров линий связи и пр.;
3. теплотехнические - температурный режим работы ПП, теплоотводы;
4. конструктивные - размещение элементов на ПП, контактирование и пр.;
37
5.
технологические - выбор метода изготовления, защита и пр.
Основные правила конструирования печатных плат.
1. Максимальный размер стороны ПП не должен превышать 500 мм. Это ограничение определяется требованиями прочности и плотности монтажа.
2. Соотношения размеров сторон ПП для упрощения компоновки блоков и унификации размеров ПП рекомендуются следующие: 1:1, 2:1, 3:1, 4:1, 3:2, 5:2 и т.д.
3. Выбор материала ПП, способа ее изготовления, класса плотности монтажа должны осуществляться на стадии эскизного проектирования, так как эти характеристики определяют многие электрические параметры устройства..
4. При разбиении схемы на слои следует стремиться к минимизации числа слоев.
Это диктуется экономическими соображениями.
5. По краям платы следует предусматривать технологическую зону шириной 1,5-2,0
мм. Размещение установочных и других отверстий, а также печатных проводников в этой зоне не допускается.
6. Все отверстия должны располагаться в узлах координатной сетки. В крайнем случае, хотя бы первый вывод микросхемы должен располагаться в узле координатной сетки.
7. На печатной плате должен быть предусмотрен ориентирующий паз (или срезанный левый угол) или технологические базовые отверстия, необходимые для правильной ориентации платы.
8. Печатные проводники следует выполнять минимально короткими.
9. Прокладка рядом проводников входных и выходных цепей нежелательно во избежание паразитных наводок.
10. Проводники наиболее высокочастотных цепей прокладываются в первую очередь
и имеют благодаря этому наиболее возможно короткую длину.
11. Заземляющие проводники следует изготовлять максимально широкими.
Конструктивные особенности ПП.
Ширину печатных проводников рассчитывают и выбирают в зависимости от допустимой токовой нагрузки, свойств токопроводящего материала, температуры окружающей
среды при эксплуатации. Края проводников должны быть ровными, проводники без вздутий,
отслоений, разрывов, протравов, пор, крупнозернистости и трещин, так как эти дефекты влияют на сопротивление проводников, плотность тока, волновое сопротивление и скорость
распространения сигналов.
Расстояние между элементами проводящего рисунка, расположенными на наружных
или в соседних слоях ПП, зависит от допустимого рабочего напряжения, свойств диэлектрика, условий эксплуатации и связано с помехоустойчивостью, искажением сигналов и короткими замыканиями.
Координатная сетка чертежа ПП необходима для координации элементов печатного
рисунка. В узлах пересечений сетки располагаются монтажные и переходные отверстия. Основным шагом координатной сетки принят размер 0,5 мм в обоих направлениях. Если этот
шаг не удовлетворяет требованиям конкретной конструкции, можно применять шаг, равный
0,05 мм. При использовании микросхем и элементов с шагом выводов 0,625 мм допускается
применение шага координатной сетки 0,625 мм. При использовании микросхем зарубежного
производства с расстояниями между выводами по дюймовой системе допускается использование шага координатной сетки, кратного 2,54 мм.
Диаметры монтажных и переходных отверстий (металлизированных и неметаллизированных) должны выбираться из ряда 0,4; 0,5; 0,6; 0,7; 0,8; 0,9; 1,0; 1,1; 1,2; U; 1,4; 1,5; 1,6;
1,7; 1,8; 2,0; 2,1; 2,2; 2,3; 2,4;2,5; 2,6; 2,7; 2,8; 3,0. Монтажные отверстия предназначены для
установки микросхем и ЭРЭ, а переходные отверстия для электрической связи между слоями
или сторонами ПП.
Размеры ПП, если они специально не оговорены в ТЗ, определяются с учетом количе-
38
ства устанавливаемых элементов, их установочных площадей, шага установки, зон установки разъема и пр. Соотношение линейных размеров сторон ПП должно составлять не более
3:1.
Кривизна ПП (цилиндрическое или сферическое искривление основания) может появиться в результате воздействия высокой температуры и влажности. Допустимое значение
изгиба ПП на длине 100 мм составляет для ОПП и ДПП 1,5 мм; для МПП - 2,0 мм.
Допустимая плотность тоРасстояние между Значение рабочего напряжения, В
ка для ОПП, ДПП и наружных
элементами
Фольгированный Фольгированный
слоев МПП - 20 А/мм2; для внутрисунка, мм
гетинакс (ГФ) стеклотекстолит (СФ) ренних слоев МПП - 15 А/мм2.
От 0,1 до 0,2
—
25
Допустимое рабочее напряжение
Свыше 0,2 до 0,3
—
50
между элементами проводящего
Свыше 0,3 до 0,4
75
100
рисунка, расположенными в соСвыше 0,4 до 0,5
150
200
седних слоях ПП и ГПК, зависит
Свыше 0,5 до 0,75
250
350
от материала основания печатной
Свыше 0,75 до 1 ,5
350
500
платы и не должно превышать
Свыше 1,5 до 2,5
500
650
значений, указанных в таблице
слева.
Допустимые рабочие напряжения между элементами проводящего рисунка, расположенными на наружном слое ПП, зависят от материала основания ПП, условий эксплуатации
и не должны превышать следующих значений (см. в таблице ниже).
Значения рабочего напряжения, В
Расстояние
Относительная Пониженное атмосферное
между
Нормальные влажность (93±3 )%
давление
элементами
условия
при 40+2 °С
400 мм рт. ст. 5 мм рт. ст.
проводящего
в течение 48 ч
рисунка, мм
ГФ СФ
ГФ
СФ
ГФ
СФ
ГФ СФ
От 0,1 до 0,2
—
25
—
15
—
20
—
10
От 0,2 до 0,3
30
50
20
30
25
40
20
30
От 0,3 до 0,4
100 150
50
100
80
ПО
30
50
От 0,4 до 0,7
150 300
100
200
ПО
160
58
80
От 0,7 до 1,2
300 400
230
300
160
200
80 100
От 1,2 до 2,0
400 600
300
360
200
300
100 130
От 2,0 до 3,5
500 830
360
430
250
400
ПО 160
От 3,5 до 5,0
660 1160
500
600
330
560
150 210
От 5,0 до 7,5
1000 1500
660
830
500
660
200 250
От 7,5 до 10,0 1300 2000
830
1160
560 1000 230 300
От 10,0 до 15,0 1800 2300
1160
1600
660 1160 300 330
Классы точности ПП.
Отечественным стандартом ГОСТ 23751-86 предусматривается пять классов точности
(плотности рисунка) ПП (см. таблицу). Выбор класса точности определяется достигнутым на
производстве уровнем технологического оснащения. В КД должно содержаться указание на
необходимый класс точности ПП.
39
Платы первого и второго классов точности просты в изготовлении, дешевы, не требуют для своего изготовления оборудования с высокими техническими показателями, но не
отличаются высокими показателями плотности компоновки и трассировки.
Для изготовления плат четвертого и пятого классов требуется специализированное
высокоточное оборудование, специальные материалы, безусадочная пленка для изготовления фотошаблонов, идеальная чистота в производственных помещениях, вплоть до создания
"чистых" участков (гермозон) с кондиционированием воздуха и поддержанием стабильного
температурно-влажностного режима. Технологические режимы фотохимических и гальванохимических процессов должны поддерживаться с высокой точностью.
Массовый выпуск плат третьего класса освоен основной массой отечественных предприятий, поскольку для их изготовления требуется рядовое, хотя и специализированное оборудование, требования к материалам и
технологии не слишком высоки.
Зарубежными стандартами
установлена другая классификация
точности ПП. Эта классификация увязана с шагом проектирования и шагом
расположения контактов компонентов.
В таблице можно видеть, что из элементов печатного рисунка нормированы только ширина проводника и зазоры. Что касается
самой точности, то оказывается, что платы самого грубого нулевого класса по точности превосходят платы массового отечественного третьего класса. Данные по шагам проектирования и шагу выводов связывают точность плат с применяемой компонентной базой, в частности, с типами корпусов ИМ.
Размеры печатных плат.
В общем случае типоразмеры ПП выбираются исходя из требований двух направлений - функционального и технологического.
Требования функционального направления в конструктивном плане выражаются
плотностью компоновки, зависящей от размеров и количества корпусов микросхем и вида
монтажа активных и пассивных связей электрической схемы. Требования технологического
направления определяют ограничения типоразмеров с точки зрения технологических возможностей и эффективности производства заготовок, разрешающей способности фотолитографии, механической прочности, возможностей систем автоматизированного проектирования.
Требования к размерам ПП регламентированы отечественными и зарубежными стандартами, наиболее распространенные из которых фактически стали международными. Отечественный стандарт ГОСТ 10317-79 устанавливает следующие требования к размерам ПП:
1 предельный размер стороны не более 470 мм;
2 размеры сторон должны быть кратны:
• 2,5 мм при длине стороны не более 100 мм;
• 5,0 мм при длине стороны не более 350 мм;
• 10,0 мм при длине стороны более 350мм;
3 соотношение сторон не более 3:1;
4 шаг координатной сетки должен составлять 0,5 мм, 1,25 или 2,5 мм.
40
Последнее требование устарело, поскольку появились компоненты с шагом, меньшим
0,5 мм, и применяются зарубежные компоненты с шагом в долях дюйма. Отметим также, что
САПР ACCEL P-CAD 2000/2001 даже при настройке на метрическую систему единиц использует внутреннее дюймовое представление всех размеров, округляя при выводе данных
до миллиметрового размера с точностью в 0,001 мм. Точность позиционирования рабочих
органов современных станков ЧПУ не препятствует использованию такой процедуры в
САПР.
Габаритные, установочные и присоединительные размеры ПП обычно координируются с той или иной системой базовой несущей конструкции (БНК). Известно множество систем БНК, и все они предполагают прямоугольную форму плат всех типов и размеров. Лишь
в исключительных, технически обоснованных случаях допускается отступать от прямоугольной формы, применяясь к конкретным условиям установки и эксплуатации функционального узла.
Из "европейских" стандартов, нашедших широкое применение в отечественной практике, отметим два стандарта Международной электротехнической комиссии: стандарт МЭК
297 (ТЕС 297-3), и так называемый метрический стандарт МЭК 917 (IEC 917-2-2), который,
по мысли его авторов, должен заменить стандарт МЭК 297.
Стандарт МЭК 297 носит название 19-дюймового, по размеру ширины передней панели базового модуля 2-го уровня. Геометрические размеры печатных плат в стандарте представляют гибрид метрических и дюймовых размеров. Базовый размер печатной платы составляет 100x100 мм. Единица приращения размера по высоте равна 1,75″=44,45 мм. Этой
величине кратна высота передних панелей блоков. Значение этой кратности входит в обозначение ПП, хотя самого этого размера на плате нет. Единица приращения размера в длину
(глубину) составляет 60 мм. Единица кратности по ширине передней панели составляет
0,2″=5,08 мм.
Существует отечественный стандарт ГОСТ 28601.3-90, в котором ряд типоразмеров
для плат и других элементов конструкции модулей РЭА полностью соответствует стандарту
МЭК 297. Четыре типоразмера плат из этого ряда образуют ряд унифицированных типовых
конструкций УТК-2 и получили в отечественной практике название "Европлата". Под эти
платы поставляются также все остальные конструктивные элементы БНК.
Маркировка ПП подразделяется на обязательную и дополнительную. К обязательной маркировке относится обозначение ПП по ГОСТ 2.201-80 ("децимальный номер") или
какой-либо условный шифр, даты изготовления и номера версии фотошаблона, а также технологические маркеры, вводимые в фотошаблон изготовителем платы. Дополнительная маркировка содержит обозначение заводского номера платы или партии плат, обозначение контуров мест установки и позиционные обозначения компонентов и другую информацию, служащую для удобства монтажа, регулировки и эксплуатации модуля.
Часть маркировки может быть выполнена травлением, одновременно с проводниками,
но для этого на плате должно быть свободное место. При выполнении проекта средствами
САПР маркировочные знаки, выполняемые травлением в слоях проводников, получают статус цепей, не имеющих подключенных компонентов, и САПР выдает сообщения об ошибках. Тем не менее, такая маркировка применяется для обозначения номера чертежа ПП или
ее шифра, с тем, чтобы в массовом производстве можно было идентифицировать платы, поступающие с операций химической обработки, когда на них еще нет другой маркировки.
Высота символов маркировки должна быть не менее 2,5 мм.
Дефицит свободного места на ПП не мешает выполнять маркировку способами офсетной печати (сеткографии, шелкографии и т.п.). Маркировка лишь не должна попадать на
места пайки.
Проектирование рисунка проводников ПП.
Искусство проектирования контактных площадок на ПП (знакоместа) связано с необходимостью обеспечения заданной плотности узла, что предполагает минимизацию топологии знакоместа. В то же время проектирование должно допускать оптимизацию рисунка
41
коммутации и упрощать проектирование устройств путем, например, уменьшения количества слоев ПП и числа используемых межслойных переходов, а также повышать выход годных изделий в процессе изготовления.
Проектирование топологии знакомест обычно состоит из трех отдельных этапов: разработки рисунка контактных площадок, разработки рисунка для маскирующего покрытия и
рисунка трафарета для нанесения припойной пасты.
Основное ограничение, налагаемое на ПП при поверхностном монтаже компонентов,
связано с достижимым уровнем разрешения главных размеров - шага контактных площадок,
шага «контактная площадка - коммутирующая дорожка» и шага коммутирующих дорожек.
При малом шаге припойные площадки могут соединяться между собой перемычками припоя. С целью минимизации перемычек размер самих контактных площадок можно уменьшить, но для формирования надежного соединения необходимо, чтобы контактная площадка
выступала из-под корпуса компонента на некоторое минимальное расстояние. В этом случае
смачиваемые припоем поверхности будут иметь достаточную площадь для образования мениска (или галтели) припоя. Следует избегать попадания адгезива, используемого для фиксации компонентов при сборке, на контактные площадки знакомест компонентов.
Паяемость является ключевым аспектом проектирования для обеспечения воспроизводимости технологического процесса. Наибольшее влияние на выход годных плат во время
первичных отбраковочных испытаний оказывает частота появления дефектов в процессе
пайки и очистки. Сам по себе процесс пайки оплавлением дозированного припоя не порождает дефектов, они могут возникнуть, например, вследствие неоптимального проектирования
топологии платы и в процессе нанесения припойной пасты через трафарет.
Проектирование контактных площадок для компонентов на ПП зависит от технологии
пайки узла. В этом отношении пайка волной припоя и пайка расплавлением дозированного
припоя существенно отличаются друг от друга.
Пайка волной припоя применима только к компонентам, монтируемым на поверхность и устанавливаемым с нижней стороны платы, которые могут выдержать погружение в
ванну с припоем. Применение пайки волной припоя для поверхностных компонентов ограничивается из-за эффекта затенения корпусами компонентов контактных площадок, подвергаемых пайке. Для устранения эффекта затенения требуется увеличение топологических
размеров знакомест компонентов, например в направлении движения ПП через ванну с припоем. То есть плотность компоновки платы (узла) зависит от типа применяемого процесса
пайки.
Ориентация компонентов не менее важна для эффективной пайки волной припоя некоторых классов приборов. Лучшие результаты наблюдаются в том случае, когда продольная
ось корпуса параллельна направлению движения платы при пайке. Такая ориентация способствует уменьшению образования перемычек из припоя. Этому также способствует, как показала практика, создание дополнительной, неиспользуемой пары площадок на конце посадочного места корпуса компонента в направлении движения платы. Эти площадки действуют
как «ловушки припоя», препятствующие его накапливанию на концевых площадках посадочного места компонента. Простые корпуса типа SO или прямоугольные могут быть ориентированы параллельно или перпендикулярно потоку волны.
При пайке оплавлением дозированного припоя требуется повышенная точность позиционирования компонентов и нанесения припойной пасты при повышенной плотности монтажа. Надо учитывать эффект скольжения компонента по расплавленному припою. Этот эффект является результатом действия сил поверхностного натяжения жидкого припоя (при
оплавлении), которые стремятся затянуть компонент в центр припойной площадки, что
обычно приводит к необходимости повышения точности позиционирования компонента.
По этой же причине важно, чтобы контактные площадки были одинаковы по форме и
размерам, особенно для чип-компонентов. В противном случае неравенство сил поверхностного натяжения на каждой контактной площадке будет способствовать смещению компонента с установленной позиции. Если длина контактных площадок значительно превышает их
ширину, то компонент может сдвинуться и занять только одну из них, что приводит к обра-
42
зованию разомкнутой электрической цепи. В случае, когда площадки слишком широки, компонент может легко потерять требуемую ориентацию. Существуют также специфические
проблемы, которые могут возникать, когда контактные площадки под чип-компонент соединяются одна с другой. Если большая контактная площадка спроектирована в виде одного топологического элемента, то во время пайки оплавлением дозированного припоя каждый
компонент будет притягиваться к центру этой площадки вследствие большей величины сил
поверхностного натяжения припоя. Целесообразнее вместо одной большой площадки проектировать две меньшего размера, соединенных узкой коммутирующей дорожкой, что ограничивает количество аккумулируемого припоя.
При необходимости повышение величины коммутируемых токов рекомендуется увеличивать число дорожек, а не увеличивать ширину одной дорожки, поскольку для широкой
коммутирующей дорожки вероятны аккумулирование припоя под компонентом и смещение
компонента. Если разводка коммутации под компонентом все же необходима, одну широкую
дорожку следует разделять на несколько параллельных меньшей ширины. Нежелательный
эффект скольжения может проявиться также тогда, когда два параллельных чип-компонента
расположены очень близко друг к другу. В процессе пайки скользящий компонент может
фактически вступить в контакт с припоем под корпусом соседнего компонента. Зазор не менее 0,635 мм, а еще лучше 1,27 мм, уменьшает вероятность этого скольжения.
Хороший практический результат дает соединение между собой зон больших контактных площадок с помощью узких или зауженных коммутирующих дорожек. Это относится к контактным площадкам, соединенным со сквозными межслойными переходами, которые в противном случае могут быть обеднены припоем.
Расчет электрических параметров ПП.
Печатные проводники проходят на достаточно близком расстоянии друг от друга и
имеют относительно малые линейные размеры сечения. С увеличением быстродействия РЭА
все большее значение приобретают вопросы учета параметров проводников и высокочастотных связей между ними.
Сопротивление проводника определяется выражением
R=l/(bd),
где: - удельное объемное электрическое сопротивление проводника; l - длина проводника;
b - ширина проводника; d - толщина проводника.
Величина различается для проводников, изготовленных различными методами. Так,
для медных проводников, полученных электрохимическим осаждением, равно 0,02-0,03
мкОм/м, а для медных проводников, полученных методом химического травления равно
примерно 0,0175 мкОм/м.
Постоянный ток в проводниках. Величина тока в печатных проводниках определяется, в первую очередь, ограничением на максимально допустимую плотность тока для конкретного материала . Для медных проводников, полученных электрохимическим осаждением равна около 20 А/мм2, и около 30 А/мм2 для проводников, полученных методом химического травления фольги. Исходя из этого, допустимый ток в печатных проводниках определяется как
I = 10-3 bd,
а ширина должна отвечать следующему условию:
b 103 I/(d).
Падение напряжения на печатных проводниках определяется как:
U = [l/(bd)].
43
Переменный ток в печатных проводниках. В отличие от постоянного тока распределение переменного тока в печатных проводниках происходит неравномерно. Это обусловлено наличием поверхностного эффекта, возникающего при протекании по проводнику высокочастотного переменного тока.
При этом внутри проводника образуется магнитное поле, приводящее к возникновению индукционного тока, взаимодействующего с основным. Вследствие этого происходит
перераспределение тока по сечению проводника, и в результате его плотность в периферийных областях сечения возрастает, а ближе к центру уменьшается. На высоких частотах ток во
внутренних слоях проводника уменьшается практически до нуля.
Емкости. Емкость (пф) между двумя параллельными печатными проводниками одинаковой ширины b (мм), расположенными на одной стороне платы определяется как
C = 0.12
l/{lg[2a/(b+d)]},
где: l - длина участка, на котором проводники параллельны, мм; - диэлектрическая проницаемость среды; a - расстояние между параллельными проводниками.
Емкость (пф) между двумя параллельными проводниками шириной b (мм), расположенными по обе стороны печатной платы с толщиной диэлектрика а (мм) определяется как
C = 0,008842 l b/a [1+a/(b) (1+lg(2b/a))].
Приведенные выражения позволяют произвести оценку емкости (пф) печатных проводников с точностью (20-30)%.
На высоких частотах возникает необходимость оценивать индуктивность и взаимную
индуктивность печатных проводников.
Тест-контроль печатных плат.
Большинство проблем, связанных с тест-контролем в процессе изготовления изделия
и на более поздних стадиях его жизненного цикла, становятся решаемыми, если им уделяется достаточное внимание на этапе проектирования устройств.
Техника поверхностного монтажа требует прецизионных технологических процессов,
поскольку ремонт изделий на порядок сложнее и дороже, чем в случае традиционной технологии. Это предполагает высокое качество сборки, распознавание видов и причин появления
дефектов на различных технологических переходах для оперативного исправления брака.
Анализ дефектов обычно включает статистическую обработку результатов контроля параметров качества, выдаваемых функциональными испытательными системами. Даже если выход годных плат по результатам предварительных испытаний составляет 90% и более, все
равно необходимо предусмотреть возможность внутрисхемного контроля для обеспечения
эксплуатационной надежности этих изделий.
Исходя из экономических соображений, предварительные испытания должны быть
функциональными, а последующие, внутрисхемные испытания должны проводиться выборочно и включать анализ дефектов на бракованных платах. Несмотря на то, что внутрисхемный контроль, судя по прогнозам, будет играть второстепенную роль, он все еще продолжает
оставаться неотъемлемой частью технологического процесса, поскольку именно такой контроль позволяет осуществлять обратную связь «изделие - технологический процесс».
В сложных системах тестовые (испытательные) площадки, безусловно, снижают
плотность монтажа, а также увеличивают затраты на испытательную оснастку и программное обеспечение процесса контроля. Выбранные тест-площадки должны обеспечивать контроль достаточного набора электрофизических параметров для оценки функциональной способности устройства с применением минимального количества площадок. Удачный выбор
тест-площадок, не снижающих плотности монтажа, позволяет уменьшить до 40% затраты на
испытания.
44
Основные рекомендации по проектированию тест-контроля можно представить следующим образом.
Зондовый контакт контрольного приспособления должен осуществляться только с тестовыми площадками либо площадками межслойных переходов, а не с выводами компонентов.
Нельзя осуществлять контроль с двух сторон платы. В случае необходимости вывода
испытательной точки на требуемую поверхность платы следует использовать межслойные переходы.
Площадь по периферии платы должна быть свободной. Для надежного прижима испытательной оснастки к плате достаточна свободная полоса шириной не менее 3 мм.
Зондовые измерения не должны сосредоточиваться в одной зоне платы, поскольку
плата может деформироваться во время испытаний под действием зондов.
В современной практике минимальным расстоянием между двумя зондами считается
размер 1,27 мм, что следует учитывать при проектировании топологии тест-площадок.
Можно реализовать и меньшее расстояние, но за счет ощутимых дополнительных затрат на испытательную оснастку.
Высота компонентов, установленных на плате со стороны зондирования, не должна
превышать 6,35 мм.
Допуски на размещение тест-площадок не должны превышать ±0,05 мм относительно
направляющих технологических отверстий платы. Допуск на диаметр технологического отверстия платы составляет 0÷0,0762мм.
Автоматизация проектирования печатных плат.
Высокая сложность современных схем приводит к необходимости автоматизации задач размещения, трассировки, расчета тепловых режимов, электромагнитного взаимодействия компонентов на печатной плате.
По существу, задача размещения и трассировки сводится к перебору (полному или
частичному) возможных вариантов размещения соединяемых элементов и нахождения оптимального. Критерием оптимальности является минимальная сумма длин всех размещаемых на плате печатных проводников (либо более сложные целевые функции).
Соответствующие вопросы подробно рассматриваются дисциплиной САПР.
ЛИТЕРАТУРА
1. Ивченко В.Г. Конструирование и технология ЭВМ. Конспект лекций. - /Таганрог:
ТГРУ, Кафедра конструирования электронных средств. – 2001. http://www2.fep.tsure.ru/russian/kes/books/kitevm/lekpart1.doc
2. Конструкторско-технологическое проектирование электронной аппаратуры:
Учебник для вузов. – М.: Изд. МГТУ им. Н.Э. Баумана, 2002. – 528 с. URL:
http://slil.ru/22574041/529407141/Konstruktorskotehnologicheskoe_proektirovanie_elektronnoj_apparatury.rar
3. Технология приборостроения: Учебник / Под общей редакцией проф.
И.П.Бушминского. – М.: МГТУ им. Н.Э.Баумана. URL:
http://www.engineer.bmstu.ru/res/RL6/book1/book/metod/tpres.htm
4. Тупик В.А. Технология и организация производства радиоэлектронной аппаратуры. – СПб: Издательство: СПбГЭТУ "ЛЭТИ" – 2004. URL:
http://dl10cg.rapidshare.de/files/31510061/4078542704/tehnologiya.i.organizaciya.proi
zvodstva.radioelektronnoj.apparatury.pdf.rar
45
Тема : ТЕХНОЛОГИЧЕСКИЕ ОПЕРАЦИИ ИЗГОТОВЛЕНИЯ ПП
Содержание:
8. Механические операции. Механическая обработка ПП. Подготовительные операции.
9. Формирование токопроводящих элементов ПП. Технология металлизации. Активация поверхностей диэлектриков. Гальваническая металлизация. Формирование
рисунка печатных плат. Травление меди с пробельных мест. Особенности изготовления МПП. Покрытия и маски для наружных слоев ПП. Контроль и испытания плат.
Основу модулей первого уровня РЭА составляет оригинальная деталь - коммутационная подложка, на которой устанавливаются компоненты и которая обеспечивает электрическое соединение между компонентами в соответствии с электрической схемой. В общем случае подложка представляет собой диэлектрическое основание и рисунок в виде металлических пленочных проводников, называемых печатными. Отсюда распространенное название
таких плат - печатные платы (ПП). Различают следующие типы ПП: односторонние, двусторонние, многослойные и гибкие.
МЕХАНИЧЕСКИЕ ОПЕРАЦИИ [3]
Механическая обработка ПП включает раскрой листового материала на полосы, получение из них заготовок, выполнение фиксирующих, технологических, переходных и монтажных отверстий, получение чистового контура ПП. Размеры заготовок определяются требованиями чертежа и наличием по всему периметру технологического поля, на котором выполняются фиксирующие отверстия для базирования деталей в процессе изготовления и тестовые элементы. При прессовании МПП на технологическом поле образуется зона некачественной пропрессовки пакета, которая удаляется при обработке контура. Ширина технологического поля не превышает 10 мм для ОПП и ДПП и 20-30 мм для МПП. Малогабаритные
платы размером до 100 мм размещают на групповой заготовке площадью не менее 0,05 м2 с
расстоянием 5-10 мм между ними.
Выбор метода получения заготовок определяется типом производства. В крупносерийном и массовом производстве раскрой листового материала осуществляют штамповкой
на кривошипных или эксцентриковых прессах с одновременной пробивкой фиксирующих
отверстий на технологическом поле. Для уменьшения вероятности образования трещин, сколов, расслоений и повышения точности обрабатываемый материал прижимают к плоскости
матрицы фольгированной стороной. Вырубку в штампах производят как в холодном, так и в
нагретом до 80-100 °С состоянии материала. Прогревают материал при получения сложного
контура ПП и его толщине свыше 2 мм.
Заготовки ПП в единичном и мелкосерийном производстве получают разрезкой на
одно- и многоножевых роликовых или гильотинных ножницах. Применяемые ножи должны
быть установлены параллельно друг другу с минимальным зазором 0,01-0,03 мм по всей
длине реза.
Фиксирующие отверстия диаметром 4-6 мм выполняют штамповкой или сверлением с
высокой точностью (0,01-0,05 мм). Для сверления используют универсальные станки, в которых точность достигается применением кондукторов, или специальное полуавтоматическое оборудование, которое в одном цикле с обработкой пакета заготовок предусматривает
пневматическую установку штифтов, фиксирующих пакет. Сверление ведут спиральными
сверлами из быстрорежущей стали или твердых сплавов при скорости 30-50 м/мин и подаче
0,03-0,07 мм/об. Биение сверла при обработке не должно превышать 0,03 мм. Повышение
точности сверления фиксирующих отверстий достигается их развертыванием при скорости
10-30 м/мин и ручной подаче инструмента.
Аналогичными методами выполняют и технологические отверстия, которые исполь-
46
зуют для предотвращения смещения заготовок слоев МПП в процессе прессования, но к точности их обработки не предъявляются такие жесткие требования, как к точности обработки
фиксирующих отверстий, по которым идет совмещение заготовок с фотошаблонами и отдельных слоев в пакете.
Монтажные и переходные отверстия получают также штамповкой и сверлением.
Пробивку отверстий на универсальных или специальных штампах применяют в тех случаях,
когда отверстие в дальнейшем не подвергается металлизации и его диаметр не менее 1 мм.
При пробивке отверстий в односторонних фольгированных диэлектриках применяют штампы с увеличенным зазором между пуансоном и матрицей, обеспечивающим затягивание
фольги в отверстие, чем достигается его частичная металлизация. Максимальная глубина затягивания фольги в отверстия диаметром 1-1,3 мм достигается при технологическом зазоре
0,4+0,2 мм. Если плата имеет высокую плотность монтажа, большое количество отверстий и
малый шаг координатной сетки, то применяют последовательную пробивку на нескольких
штампах. Применение универсальных штампов, в которых необходимое количество отдельных пуансонов набирается в специальном трафарете, делает процесс штамповки экономичным в условиях мелкосерийного производства.
Металлизированные монтажные и переходные отверстия обрабатывают с высокой
точностью на специализированных одно- и многошпиндельных сверлильных станках с ЧПУ.
Эти станки имеют координатный стол с автоматической системой позиционирования, сверлильные шпиндели с бесступенчатым регулированием скорости и систему ЧПУ позиционного типа. В зависимости от размеров обрабатываемых плат и требуемой производительности
станки можно оснастить различным числом шпиндельных головок. Каждый шпиндель имеет
независимый привод скоростей, в связи с чем за одну установку и по одной общей программе могут обрабатываться отверстия разных диаметров.
Для обработки металлизированных отверстий используются специальные спиральные
сверла из металлокерамических твердых сплавов. Их стойкость при обработке фольгированных стеклотекстолитов составляет 3000-7000 тыс. отверстий, при наличии лакового покрытия на ПП стойкость инструмента уменьшается в 2—3 раза. Номинальное значение диаметра
сверла следует выбирать исходя из зависимости
dсв = d + 0.7(
1+
2),
где d - номинальный диаметр отверстия, мм; 1 - допуск на этот диаметр, мм; 2 - допустимое уменьшение диаметра обрабатываемого отверстия после охлаждения слоистых пластиков, мм.
Повышение температуры в зоне обработки при сверлении слоистых пластиков приводит к наволакиванию размягченной смолы на кромки контактных площадок, препятствующему последующей металлизации отверстий. Для устранения этого недостатка предлагается
ряд усовершенствований: применение охлаждающих агентов, не содержащих смазок (вода,
водяной туман, очищенный сжатый воздух и т. п.); двойное сверление; наложение на поверхность платы алюминиевых листов; разработка сверл с дополнительными режущими
кромками, направленными в сторону, противоположную основным, и т. п. Однако все перечисленные способы оказываются малоэффективными в условиях массового производства.
Предлагаемый фирмой IBM (США) процесс лазерного фрезерования хотя и устраняет наволакивание смолы на торцы контактных площадок, но не исключает ее стеклование на поверхности стенок отверстия. Наиболее эффективным средством устранения наволакивания
признана последующая гидроабразивная очистка.
Чистовой контур ПП получают штамповкой, отрезкой на гильотинных ножницах или
на специальных станках с прецизионными алмазными пилами, фрезерованием. Повышение
производительности фрезерных работ достигается групповой обработкой пакета ПП толщиной 10-30 мм. Для исключения повреждения их поверхностей между отдельными заготовками прокладывают картон, а пакет помещают между прокладками из листового гетинакса.
В последнее время для чистовой обработки все большее распространение получают
47
контурно-фрезерные многошпиндельные станки с ЧПУ, которые обеспечивают хорошее качество кромок ПП и точность размеров в пределах ±0,025 мм, позволяют обрабатывать
внешние и внутренние контуры за одно крепление, характеризуются высокой производительностью (1500-2000 плат/ч) и надежностью. Они снабжены устройствами для автоматической смены фрез, защитными скафандрами для ограждения оператора от шума, пыли и
стружки при обработке, бесступенчатым регулированием частоты вращения инструмента в
диапазоне 15-60 тыс/мин.
Подготовительные операции предназначены для обеспечения качества при выполнении основных процессов формирования элементов печатного монтажа. Они включают
очистку исходных материалов и монтажных отверстий от окислов, жировых пятен, смазки,
пленок и других загрязнений, активирование поверхностей проводящего рисунка, специальную обработку диэлектриков, а также контроль качества подготовки. В зависимости от характера и степени загрязнений очистку (активирование) проводят механическими, химическими, электрохимическими, плазменными методами и их сочетанием.
Механическая подготовка в условиях мелкосерийного производства осуществляется
вручную смесью венской извести и шлиф-порошка под струей воды. Экономически оправдано применение механизированных и автоматических конвейерных линий в условиях крупносерийного и массового производства. Инструментом на этих линиях служат абразивные
круги, капроновые или нейлоновые щетки, на которые подается абразивная суспензия. В некоторых зарубежных установках для зачистки используются круги из нетканого нейлона,
насыщенные мелкодисперсным порошком карборунда или алунда, которые для устранения
перегрева обильно смачивают водой. Для очистки монтажных отверстий от наволакивания
смолы и других загрязнений широко применяются установки гидроабразивной обработки, в
которых платы со скоростью 0,2-0,4 м/мин проходят рабочую, промывную и сушильную камеры установки. В рабочей камере через инжекторные форсунки, качающиеся вокруг оси с
частотой 35-100 циклов в минуту, под давлением 0,5-0,7 МПа подается пульпа, состоящая из
абразивного порошка и воды. Подача воды под давлением 1-1,2 МПа обеспечивает тщательную промывку отверстий в следующей камере. Сушка заготовок осуществляется сжатым
воздухом.
Химическая и электрохимическая подготовка поверхности проводится в ваннах с различными растворами при покачивании плат и последующей их промывкой, а механизированная - на автооператорных линиях модульного типа по заданной программе.
Высокое качество и производительность обеспечивает плазменная очистка ПП, которая устраняет использование токсичных кислот, щелочей и их вредное воздействие на обслуживающий персонал, материалы обработки и окружающую среду. Установки плазмохимической обработки состоят из реактора, мощного ВЧ-генератора, устройства управления и
регулирования процессов, вакуумного насоса. Плазмообразующий газ, состоящий из кислорода (70%) и тетрафторметана (30%), подается в камеру со скоростью 600-900 см3/мин.
Мощность ВЧ-генератора регулируется в диапазоне 0-4000 Вт, а частота составляет 13,56
МГц. На установке одновременно обрабатывается до 15 плат размером 45х60 см, каждая из
которых имеет до 3000 отверстий. Длительность операции очистки пакета— 10... 16 мин.
Специальная обработка диэлектрического материала при изготовлении МПП или ПП
аддитивными методами заключается в его подтравливании и придании шероховатости для
увеличения прочности сцепления с металлизацией. Подтравливание диэлектрика проводится
последовательной обработкой сначала в серной кислоте, а затем в плавиковой или в их смеси
(5:1) при температуре 50-60°С. Серная кислота образует с эпоксидной смолой сложный, растворимый в воде, сульфированный полимер, а обнажившееся стекловолокно вступает в реакцию с плавиковой кислотой. Скорость травления составляет 40-80 мкм/мин. После обработки платы нейтрализуют в растворе щелочей и тщательно промывают.
Увеличение шероховатости диэлектрических поверхностей и клеевых композиций
достигается механической (гидроабразивной) или химической обработкой.
Контроль качества подготовки металлических поверхностей заготовок ПП оценивают
по полноте смачивания их водой. Состояние диэлектрических поверхностей проверяют мик-
48
роскопическими исследованиями, измерением высоты микронеровностей, проведением
пробной металлизации и оценкой ее прочности сцепления с основанием. Объективным показателем качества является также проверка сопротивления изоляции после пребывания в камере влажности.
К подготовительным операциям относится упаковка ПП, которая производится на автоматическом оборудовании. Заготовки со скоростью 120-240 шт./ч помещаются между слоями полиэтиленовой пленки, которая при помощи тепловой обработки заваривается с четырех сторон и образует герметичную упаковку.
ФОРМИРОВАНИЕ ТОКОПРОВОДЯЩИХ ЭЛЕМЕНТОВ ПЕЧАТНЫХ ПЛАТ [3, 4]
Технология металлизации.
Формирование токопроводящих элементов ПП осуществляется двумя основными методами: химическим (бестоковым) и электрохимическим. Химическая металлизация используется в качестве основного слоя при изготовлении плат аддитивным методом, при этом после соответствующей активации на них осаждают химическим способом проводящий слой
толщиной до 3 мкм, а затем его усиливают гальваническим способом до необходимой толщины, так как гальваническое осаждение значительно дешевле. В основном этот метод применяют для осаждения меди и никеля в межслойных переходах ПП
Процесс химической металлизации основан на окислительно-восстановительной реакции ионов металла из его соли в определенной среде, при которой необходимые для восстановления катионов металла электроны получают в результате окисления специальных
веществ, называемых восстановителями.
Для создания межслойных переходов в ПП и для изготовления проводящего рисунка
плат используют, как правило, восстановительную ванну для меднения в одном из растворов, приведенных в таблице.
Разбавленные растворы (1) характеризуются более высокой стабильностью, чем концентрированные (2 и 3), но в них выделение меди происходит с низкой скоростью. При температуре ванны в 35-40 °С получают за 30 мин слой меди толщиной 0,5 мкм. Высокопроизводительные восстановительные ванны для меднения позволяют при температуре примерно
50 °С осадить слой в 25 мкм в течение 4 ч. Для облегчения удаления водорода, выделяющегося в процессе меднения, в растворы вводят поверхностно-активные вещества (моющее
49
средство), а процесс ведется с плавным покачиванием плат (8-10 колеб./мин при амплитуде
50-100 мм).
В последнее время рекомендуют применять для получения металлического проводящего слоя также ванны для химического никелирования, которые являются более стабильными и простыми в управлении. В ванны добавляют стабилизаторы, способствующие тому,
что реакции происходят только на нужной поверхности, а не в растворе. При температуре
52-54 °С, рН=5÷6 и соотношении площади поверхности и объема ванны 1 дм2/л за 7-10 мин
образуется слой никеля толщиной в 1 мкм.
Активация поверхностей диэлектриков.
На диэлектриках реакция восстановления протекает при наличии на их поверхности
каталитически активного слоя. Для придания диэлектрику способности к металлизации производят двухступенчатую операцию сенсибилизации и активирования.
Сенсибилизация — это процесс создания на поверхности диэлектрика пленки ионов
двухвалентного олова, которые впоследствии обеспечат восстановление ионов активатора
металлизации. ПП хорошо очищают в специальных растворах, особое внимание обращают
на обезжиривание. Если печатные платы имеют отверстия особо малых диаметров, то их
необходимо очищать в ультразвуковых ваннах. Затем платы опускают на 3-5 мин в солянокислый раствор дихлорида олова (SnCl2 – 5-10 г/л, HCl – 20-40 г/л). Чтобы предотвратить
разрушение раствора в результате гидролиза, необходимо поддерживать высокую концентрацию кислоты. Постепенное разбавление сенсибилизирующей ванны водой, остающейся
на платах после промывки, предотвращают, предварительно погружая заготовку в 10%-ную
HCl. Время работы сенсибилизирующей ванны можно существенно повысить, добавляя в
нее гранулы олова. После сенсибилизации платы промывают в холодной воде. При этом на
их поверхности образуется нерастворимая и несмываемая гидроокись олова:
SnCl2 + 2 H2O Sn(OH)2 + 2 HCl.
Активирование заключается в том, что на поверхности, сенсибилизированной двухвалентным оловом, происходит реакция восстановления ионов каталитического металла. Обработку проводят в растворах благородных металлов, преимущественно палладия (PdCl2 –
0,5-2 г/л, НС1 – 10-20 мл/л) в течение 3-5 мин. Адсорбированные на поверхности плат ионы
олова восстанавливают ионы палладия:
Sn2+ + Pd2+ Pd + Sn4+.
Атомы палладия являются высокоактивным катализатором для химической металлизации на поверхности диэлектрика. После активации необходимо хорошо промыть заготовки, чтобы не загрязнять ванны химической металлизации. Управление ванной (концентрацией реактивов, величиной рН), чистота ванны (содержание и виды примесей) и степень предварительной очистки плат определяют качество покрытия поверхности палладием, а вместе,
с тем качество последующей химической металлизации.
Применяется также одноступенчатая активация в коллоидном растворе, который содержит НСl, катионы Sn2+, Sn4+ и Pd в коллоидной форме (0,1 - 1 г/л). Одноступенчатую активацию проводят при комнатной температуре. Ванну не подвергают регенерации, а эксплуатируют до полной выработки, после чего составляют заново. Для покрытия 100 м2 поверхности необходимо примерно 2 г палладия. При одноступенчатой активации в ванне происходят те же процессы, что и при двухступенчатой активации. При погружении ПП в ванну зародыши палладия, как и катионы Sn2+ и Sn4+, адсорбируются одновременно. При последующей промывке ПП в результате реакции воды с ионами Sn получаются гидроксил-хлориды и
четырехвалентные соединения олова, при этом продукты гидролиза удаляются, а палладий
остается адсорбированным.
Основными проблемами химической металлизации являются низкая производитель-
50
ность, сложность процесса, использование дорогостоящих материалов. Для устранения указанных недостатков разрабатываются методы беспалладиевой металлизации, например термохимический. Процесс проводится в растворе (г/л): кальций фосфорноватисто-кислый 130170, медь сернокислая пятиводная 200-250, гипофосфат аммония 6-10, аммиак (25%) 200300 мл/л. После обработки платы выдерживаются в термошкафу при 100-150°С в течение 810 мин. В результате термического разложения комплексной соли гипофосфита меди на поверхности ПП и в монтажных отверстиях образуется электропроводящее покрытие, которое
служит основой для электрохимического наращивания металла.
Конечным продуктом химической металлизации является готовая печатная плата или
промежуточная заготовка, которая затем подвергается гальваническому наращиванию. В
этом случае безукоризненная химическая металлизация является основой для хорошего качества гальванического покрытия. Во время гальванического процесса наращиваются не
только гладкие поверхности химически осажденного слоя металла, но и все выступы, неровности и прочие дефекты. Каждая неровность, вызванная сверлением или травлением, покрывается без малейшего эффекта выравнивания. Так как гальванический слой растет преимущественно вертикально, возникают причудливые образования, которые могут затруднить
установку элементов на печатные платы и пайку. Причиной появления пор при химической
металлизации могут быть остатки химических растворов очистки и травления в микротрещинах диэлектрика, пористые образования на стенках отверстий. Они являются продуктами
распада материала основы, образующимися при очистке и травлении, или следствием грубой
механической обработки.
Гальваническая металлизация при производстве ПП применяется для усиления
слоя химической меди, нанесения металлического резиста (например, олово - свинец толщиной 8-20 мкм с целью предохранения проводящего рисунка при травлении плат, защиты его
от коррозии и обеспечения хорошей паяемости), создания на части проводящего рисунка
(например, на концевых печатных контактах) специальных покрытий (палладий, золото, родий и т. п.) толщиной 2-5 мкм. Основой для гальванической металлизации является водный
раствор солей металла, содержащий осаждаемый материал в виде положительно заряженных
ионов. Необходимые для восстановления электроны поступают от внешнего источника постоянного тока. Под действием внешнего напряжения ионы металла движутся к катоду, присоединяют электроны и осаждаются на нем как нейтральные атомы. Примером может служить восстановление меди: Cu2+ + 2e- → Cu. Катодом является предмет, подлежащий покрытию, например ПП. В качестве анода преимущественно используют осаждаемый материал,
реже – не растворяющийся платиновый или стальной электрод. Процессы, происходящие на
аноде и катоде, имеют сложный характер. Их определяют реакции переноса, проникновения
и адсорбции, которые, в свою очередь, зависят от концентрации компонентов ванны и температуры.
Заготовки плат, закрепленные на специальных подвесках - токоподводах, помещают в
гальваническую ванну с электролитом. Режим электрохимической металлизации выбирают
таким образом, чтобы при высокой производительности были обеспечены равномерность
толщины покрытия и его адгезия.
Равномерность толщины осажденных слоев зависит от: 1) габаритных размеров металлизируемых плат (с увеличением ПП равномерность покрытий снижается, что может
быть частично скомпенсировано увеличением расстояния между анодами); 2) диаметров металлизируемых отверстий (отношение диаметров к толщине платы должно быть не менее
1/3); 3) расположения плат в ванне (для улучшения равномерности платы размещают симметрично и параллельно анодам, площадь которых должна в 2-3 раза превышать площадь
металлизации при расстоянии между электродами не менее 150 мм); 4) оптимальной плотности тока (при низких значениях уменьшается толщина покрытия в центре платы, при высоких происходит утолщение покрытия на углах и кромках платы); 5) наличия специальных
экранов между электродами.
Адгезия гальванического покрытия зависит от качества подготовки поверхности под
металлизацию, длительности перерыва между подготовкой поверхности и нанесением по-
51
крытия, от соблюдения режимов процесса.
Для меднения ПП применяют различные электролиты. Рекомендуют для предварительной металлизации борфтористоводородный электролит следующего состава (г/л):
Cu(BF4)2 – 230-250, HBF4 – 5-15, Н3ВО3 – 15-40. Процесс ведут при температуре 20±5 °С,
плотности тока 3-4 А/дм2 скорости осаждения 25-30 мкм/ч. Более пластичные и равномерные
осадки получаются в сернокислых электролитах. Для улучшения рассеивающей способности
в электролит добавляются выравнивающие добавки, а процесс ведут непрерывной подачей
свежего раствора меднения непосредственно в сквозные отверстия. Сернокислый электролит
имеет состав (г/л); CuS04-5 H20 – 100-200, H2S04 – 150-180, NaCl - 0,03-0,06.
Электролитический сплав олово-свинец должен иметь состав, приближающийся к эвтектическому, что обеспечит последующее оплавление при минимальной температуре и хорошую паяемость ПП. Это достигается выбором оптимального режима осаждения и строгим
его поддержанием. Содержание олова в осадке возрастает при понижении плотности тока,
увеличении количества вводимых добавок, снижении температуры электролита, увеличении
олова в электролите и сильном его перемешивании.
Повышение объемов производства и требований к качеству ПП, усложнение аппаратуры и ее микроминиатюризация требуют развития перспективных методов электрохимической металлизации и производительного технологического оборудования. Одним из эффективных путей улучшения качества покрытий является использование нестационарных режимов электролиза. Осаждение металла в этом случае проводится под действием периодических токов - импульсного, реверсивного, произвольной формы различной частоты и скважности. Под действием реверсивного тока происходит сглаживание микрорельефа покрытия,
повышается его равномерность по поверхности платы и в монтажных отверстиях. Это объясняется тем, что во время прямого импульса происходит осаждение металла, а во время обратного - преимущественное растворение выступающих участков. Одновременно снижаются
внутренние напряжения в покрытиях, повышается их пластичность.
При импульсном токе измельчается структура покрытия (кристалл растет во время
импульса тока и пассивируется во время паузы), уменьшается пористость, повышается электропроводность покрытия вследствие совершенства структуры и уменьшения включаемых в
осадок примесей. Наибольшей эффективностью обладает оборудование, обеспечивающее
программное ведение процесса. Оно позволяет на основании модели ТП автоматически изменять форму тока, его амплитуду, частоту, скважность и все временные параметры.
Формирование рисунка печатных плат.
Нанесение рисунка схемы на ПП необходимо для получения защитной маски требуемой конфигурации при осуществлении процессов металлизации и травления. Наиболее распространены в промышленности сеткографический (офсетной печати) и фотохимический
методы.
Сеткографический метод получения рисунка ПП основан на применении специальных кислотостойких быстросохнущих красок, которые после продавливания через трафарет
закрепляются на поверхности заготовки в результате испарения растворителя. Основными
видами специальных трафаретных красок являются следующие: защитные щелочесмываемые; защитные гальваностойкие, смываемые органическим растворителем (хлористым метиленом). Для получения маркированных знаков используются трафаретные пентафталевые
краски.
Качество наносимого защитного слоя определяется вязкостью используемых трафаретных красок. Ее оптимальная величина устанавливается исходя из температуры, номера
сетки, характера изображения, наличия орошения формы и др. При оптимальном значении
вязкости краска не должна самопроизвольно растекаться ни по печатной форме, ни по заготовке, должна легко и равномерно растекаться под воздействием ракеля и продавливаться
сквозь отверстия печатающих элементов формы.
Ракель обычно изготавливают из листовой маслобензостойкой резины толщиной около 8 мм и высотой не менее 25 мм. Тщательно отполированная поверхность ракеля обес-
52
печивает высокое качество.
Заготовка в станках трафаретной печати устанавливается с технологическим зазором
2-3 мм. Увеличение зазора приводит к повышению четкости рисунка, но одновременно повышается износ сетки. Постепенный отрыв сетки от заготовки в процессе нанесения рисунка
уменьшает и его искажение, и износ сетки. Нанесение защитной краски через сетчатый трафарет осуществляется автоматическим оборудованием, которое включает загрузочное
устройство, машину для рихтовки плат, сеткографический станок, сушильную печь, накопитель готовых изделий.
Загрузка ПП в станок происходит посредством ленточного конвейера. Подведенная
заготовка фиксируется в рабочей зоне на штифтах с точностью ±25 мкм и закрепляется при
помощи вакуумной системы. Краскодозирующим устройством краска подается в зону обработки, а ракель продавливает ее через ячейки трафарета. В системе управления ракелем регулируется угол наклона, скорость движения, давление и диапазон хода. Время, затрачиваемое на один цикл печатания, составляет 5-7 с. Смена трафарета и настройка станка на новый
тип плат производится по контрольному шаблону. В станках для одновременного нанесения
рисунка на две стороны заготовки ПП устанавливается вертикально.
Закрепление краски на заготовке осуществляется сушкой. Краски с органическими
растворителями сушат в туннельных конвейерных печах горячим воздухом при температуре
150-180 °С или под действием ИК-излучения. Краски мгновенной сушки, содержащие мономерно - полимерные композиции и фотоинициатор, закрепляются под воздействием ультрафиолетовых лучей. Однако они имеют небольшой срок хранения и высокую стоимость.
Срок хранения отпечатанных плат в условиях производства составляет 3-5 суток. При
больших сроках хранения становится затруднительным удаление краски. Снимают трафаретную краску 3-5%-ным раствором горячей (40-60°С) щелочи в течение 10-20 с. Аналогично промываются сетчатые трафареты после работы.
Фотографический метод предусматривает нанесение на поверхность заготовки ПП
специальных светочувствительных материалов - фоторезистов, негативных или позитивных.
Негативные фоторезисты образуют при воздействии света защитные маски вследствие реакции фотополимеризации, при этом облученные участки остаются на плате, а необлученные
удаляются при проявлении. В позитивных фоторезистах под действием света происходит
фотодеструкция органических молекул, облученные участки удаляются при проявлении. Фоторезисты могут быть жидкими и пленочными. Жидкие фоторезисты значительно дешевле
пленочных, для работы с ними требуется несложное оборудование. Применение пленочных
фоторезистов значительно упрощает ТП (исключаются операции сушки, дубления, ретуширования) и обеспечивает нанесение защитных слоев при наличии монтажных отверстий.
Жидкие позитивные фоторезисты на основе диазосоединений имеют повышенную
разрешающую способность, химическую стойкость, в них отсутствует темновое дубление.
Наносят жидкие фоторезисты окунанием, центрифугированием, накаткой валками, разбрызгиванием. При покрытии окунанием заготовки погружаются в кювету с фоторезистом и вытягиваются с постоянной скоростью (10-50 см/мин). Толщина слоя определяется вязкостью,
скоростью вытягивания и колеблется от 4 до 8 мкм. Способ обеспечивает двустороннее
нанесение фоторезиста. Недостатком является неравномерность нанесенного слоя. Применение центрифугирования и накатки валками приводит к повышению равномерности наносимых слоев. Валковые конвейерные установки имеют секции инфракрасной сушки резиста.
Сухие пленочные фоторезисты (СПФ) представляют собой структуру, состоящую из
светочувствительного слоя, который помещается между защитной полиэтиленовой и светопроницаемой лавсановой пленками. Типичная толщина СПФ 20, 40 и 60 мкм, защитных
СПФЗ 90, 110, 130 мкм. Тонкие слои СПФ применяют в качестве маски при травлении меди
с пробельных мест, средние - для создания рисунка при нанесении слоя металлизации, а толстые - для защиты отверстий с металлизацией при травлении. Фоторезисты наносят на платы
валковым методом при нагреве до 105-120 °С и плотно прикатывают к поверхности заготовки для удаления воздушных включений. Реализующие этот метод установки называются ламинаторами. Они снабжены терморегуляторами, тарированными устройствами прижима по-
53
дающих валков, устройствами для обеспечения давления на заготовку и обрезания фоторезиста после его нанесения.
Экспонирование предназначено для инициирования фотохимических реакций в фоторезистах. Оно проводится в установках, состоящих из источников света, работающих в ультрафиолетовой области, рефлекторов и коллиматоров. Для плотного прилегания фотошаблонов к заготовкам плат используют рамы, оснащенные специальными откачными системами
для создания вакуума.
Для проявления СПФ используют два вида установок: камерные для мелкосерийного
производства и конвейерные для серийного производства. Камерные установки имеют насос
для подачи проявителя под давлением, систему струйной промывки, змеевики охлаждения
проявителя, таймеры, систему терморегулирования и устройства фильтрации проявителя.
Конвейерные установки имеют зоны загрузки, первичного проявления, допроявления и промывки плат. Установки оснащены регуляторами скорости конвейера и давления жидкости,
системами охлаждения и терморегулирования, основными и вспомогательными насосами
фильтрации жидкости и отстойниками промывных вод.
После проявления оставшийся фоторезист должен быть твердым, блестящим, сплошным покрытием на поверхности заготовки с хорошей адгезией к ней, без проколов и других
дефектов.
Травление меди с пробельных мест представляет собой сложный окислительновосстановительный процесс удаления меди с непроводящих (пробельных) участков. Травление выполняют химическим или электрохимическим способом. Для химического процесса
разработаны и используются в промышленности многочисленные составы на основе хлорного железа, персульфата аммония, хлорной меди, хромовой кислоты, и др. Выбор травильного
раствора определяется типом применяемого резиста, скоростью травления, величиной бокового подтравливания, возможностью регенерации и экономичностью процесса.
Скорость травления меди зависит от состава травителя, условий его доставки в зону
обработки, температуры раствора и количества меди, перешедшей в раствор. Скорость травления оказывает существенное влияние на качество формируемых элементов ПП. При малых
скоростях время пребывания платы в травителе увеличивается, что приводит к ухудшению
диэлектрических свойств оснований и увеличению бокового подтравливания. Величина бокового подтравливания оценивается фактором травления K=S/a, который представляет собой
отношение толщины фольги S к величине изменения ширины печатного проводника а.
Уменьшают фактор травления введением в используемые растворы специальных добавок:
ионы металлов с более низким потенциалом, чем у меди (Ag, Hg, Pt, Pd, Au).
Технологический процесс травления состоит из операций предварительной очистки
меди, повышающей равномерность ее удаления, непосредственно удаления меди с пробельных участков платы, очистки поверхности диэлектрика, осветления при необходимости поверхности металлорезиста и сушки.
Наибольшее распространение в технологии производства ПП получили травильные
растворы на основе хлорного железа. Они отличаются высокой и равномерной скоростью
травления, малой величиной бокового подтравливания, высокой четкостью получаемых контуров, экономичностью. Скорость процесса в свежеприготовленном растворе составляет 40
мкм/мин, но по мере накопления в нем ионов меди постепенно снижается и при 100 г/л составляет 5-6 мкм/мин. Повышение температуры и рН травителя относительно оптимальных
значений приводит к образованию смеси фильтрующейся меди и оксида железа, который адсорбируется поверхностью диэлектрика, с трудом удаляется при промывке и ухудшает изоляционные свойства подложки.
Травитель не пригоден для получения плат, покрытых металлорезистами на основе
олова. В этом случае рекомендуется применять раствор персульфата аммония. Он дешевле
хлорного железа, быстро приготавливается на рабочем месте, прозрачен и невязок, не образует шлама при травлении, легко поддается регенерации. Реакция сопровождается выделением тепла, что вызывает необходимость стабилизации температурного режима. Травление
приводит к большому боковому подтравливанию медных проводников, сопровождается зуб-
54
чатостью краев из-за различия скоростей химических реакций по зернам металла, а раствор
склонен к саморазложению.
Стабильными параметрами травления характеризуются растворы на основе хлорной
меди. Разработанные кислые и щелочные составы несколько уступают по скорости растворам хлорного железа, но намного их дешевле. В них не образуется шлам, ПП легко отмываются по после обработки, а боковое подтравливание не превышает 3-6 мкм. Отсутствие в
растворе посторонних катионов позволяет проводить полную регенерацию в непрерывном
замкнутом цикле. Повышение производительности процесса достигается использованием
раствора на основе двух окислителей - хлорной меди и хлорного железа.
Травление меди в растворе перекиси водорода проводится в кислый среде с добавлением серной или соляной кислоты. Используемые травители совместимы практически со
всеми типами резистов. Получаемая H2S04 является химически чистым веществом, легко извлекается и используется для технических целей. При накоплении 60-80 кг/м2 меди раствор
истощается и скорость травления снижается. Полезную емкость по меди до 130 кг/м2 имеют
соляно-кислые растворы. В них травящей способностью обладают не только исходные компоненты, но и продукты реакции. Процесс травления сопровождается поддержанием состава
ванны и разложением перекиси водорода.
Химическое удаление меди проводится погружением ПП в травитель, наплескиванием раствора на их поверхность или разбрызгиванием через форсунки. Давление раствора в
форсунках колеблется в пределах 0,1-0,5 МПа, а струя подается перпендикулярно поверхности платы или при небольшом отклонении от перпендикуляра. Постоянное обновление окислителя в зоне обработки и удаление продуктов реакции обеспечивают высокую производительность струйному травлению, а траектория струи - незначительное боковое подтравливание. Производительное технологическое оборудование компонуется по модульному принципу и содержит модули травления, регенерации, промывки, осветления и сушки, которые объединяются транспортной системой и системой трубопроводов. Автоматические модульные
линии конвейерного типа оснащаются устройствами для контроля кислотности раствора, его
температуры и давления в форсунках.
Электрохимическое травление ПП основано на анодном растворении меди с последующим восстановлением ионов стравленного металла на катоде. Такой процесс по сравнению с химическим травлением обладает рядом преимуществ: упрощением состава электролита, методики его приготовления, регенерации и очистки сточных вод, высокой и стабильной скоростью травления в течение длительного периода времени, экономичностью, легкостью управления и автоматизацией всех стадий.
Широкое применение электрохимического травления сдерживается неравномерностью удаления металла по плоскости платы, что приводит к образованию невытравленных
островков. Полностью реализовать преимущества электрохимического метода позволяют
подвижные носители заряда, которые представляют собой частицы графита в суспензированном электролите. Эти частицы принимают заряд с анода и переносят его на поверхность
меди, переводя последнюю в ионную форму. Использование электрохимического травления
сводит к минимуму боковое подтравливание токопроводящих дорожек и обеспечивает разрешающую способность, равную 70-100 мкм, но стоимость технологического оборудования
превышает стоимость машин для химического травления.
После удаления меди с пробельных участков ПП промывают холодной проточной водой. Если на поверхности металлических резистов (особенно Sn-Pb) в результате химического взаимодействия с травителем образуются нерастворимые соединения, вызывающие потемнение и ухудшение их паяемости, то их осветляют при температуре 18-25 °С в течение 35 мин. Растворы осветления готовят на основе кислот и тиомочевины, например (г/л): соляная кислота – 50-60, тиомочевина – 90-100, этиловый спирт – 5-6, моющее средство или поверхностно-активное вещество – 1-10.
55
Особенности изготовления МПП.
Для изготовления МПП разработано много вариантов конструктивнотехнологического исполнения, номенклатура их постоянно обновляется и совершенствуется.
Практический опыт изготовления МПП показывает, что наиболее технологичным является
вариант МПП с металлизацией сквозных отверстий. Он позволяет получать до 20 слоев
МПП, характеризуется высокой плотностью, хорошим качеством межслойных соединений,
относительной простотой и экономичностью. При этом методе используются: для наружных
слоев односторонний фольгированный диэлектрик, для внутренних одно- или двусторонний
фольгированный диэлектрик, а в качестве межслойной изоляции стеклоткань. Из этих материалов изготавливают заготовки, в которых пробивают базовые отверстия для совмещения
слоев и производят очистку поверхностей. На заготовках внутренних слоев рисунок получают с двух сторон негативным фотохимическим методом, выполняя при необходимости контактные переходы химико-гальванической металлизацией. Рисунок наружных слоев получают комбинированным позитивным фотохимическим методом. Изготовленные слои совмещают друг с другом по базовым отверстиям, прокладывая между ними межслойную изоляцию, и спрессовывают в монолитную структуру.
Внутренние слои МПП, выполненные на тонком одностороннем фольгированном диэлектрике, после стравливания медного покрытия склонны к линейной деформации. Поэтому
базовые отверстия на технологическом поле заготовок пробивают после операции травления
меди, ориентируясь на специальные реперные знаки.
Процесс прессования является одной из важнейших операций изготовления МПП.
Монолитность структуры и точность ее элементов обеспечиваются качеством прокладочной
стеклоткани, тщательностью подготовки слоев, совершенством технологической оснастки и
строгим поддержанием режимов прессования.
Прокладочная стеклоткань, которая поступает на сборку пакетов МПП, должна содержать 45-52% термореактивной эпоксидной смолы с отвердителем, находящейся в состоянии неполной полимеризации. Процентное содержание смолы, растворителя и летучей
фракции проверяется при использовании новой партии и через каждые 5 дней применения.
При поступлении нового материала проводятся опытные запрессовки на технологических
платах и контроль их качества при термических испытаниях (нагрев до 120 °С и выдержка в
течение 1 ч, термоудар при температуре 260 °С в течение 10 с).
Прессование МПП проводят в специальной пресс-форме с плоско-параллельными
плитами, обеспечивающей точное совмещение и фиксацию слоев с помощью направляющих
штырей по углам и через каждые 100-150 мм по периметру плиты. Температурный режим
прессования платы предусматривает нагрев пакета до температуры 150-180 °С, удаление летучих компонентов смолы по мере расплавления и смачивания слоев пакета, полимеризацию
и затвердевание смолы, охлаждение пакета до 30-40 °С. При нагреве пакета для обеспечения
теплопередачи необходимо предварительное его сжатие и плотное прилегание пресс-формы
к плитам пресса. Для этого устанавливают первоначальное давление (100-300 кПа), которое
препятствует удалению летучих компонентов смолы из прокладочной стеклоткани. Высокое
давление прессования должно быть создано до начала затвердевания смолы в момент желатинизации, когда смола перестает течь и вязкость ее нарастает. Приложение высокого давления (1-4 МПа) до момента желатинизации приводит к выдавливанию большого количества
жидкой смолы и ухудшению сцепления слоев. Приложение давления после момента желатинизации, перешедшей в твердое состояние, приводит к растрескиванию и образованию пустот, ухудшающих связь между слоями. Для объективного контроля момента желатинизации
измеряют объемное сопротивление изоляции склеивающих прокладок. Под воздействием
температуры по мере разжижения связывающего вещества объемное сопротивление падает,
достигая минимального значения в момент начала желатинизации, а затем по мере отверждения связывающего вещества увеличивается. Регистрация объемного сопротивления проводится датчиком, который изготавливается на технологических полях заготовок из фольги
методом травления. При сборке пакета МПП слои располагают таким образом, чтобы электроды были обращены друг к другу, а между ними помещалась склеивающая прокладка.
56
Для прессования МПП применяют гидравлические прессы, оборудованные системами
нагрева и охлаждения плит и устройствами для регулирования технологических режимов.
Прессы обеспечивают плоскостность и параллельность плит в пределах 0,1 мм, точность
поддержания температуры на их плоскости ±3 °С, давления ±3°/о. Для повышения производительности прессования промышленностью выпускаются автоматические линии. Процессы
изготовления МПП подробно рассмотрены в специальной литературе.
Покрытия и маски для наружных слоев ПП выполняются для защиты медных печатные проводников от окисления, для формирования паяльных масок, для создания износоустойчивых соединителей непосредственного контактирования.
Защитное покрытие печатных проводников серебром в настоящее время не применяется. У серебра обнаружено неприятной свойство: в условиях повышенной влажности под
действием электрического поля происходит рост кристаллов-дендритов по поверхности и в
глубину изоляционного основания печатной платы, что приводит к уменьшению электрической прочности изоляции.
Введение в конструкцию ПП паяльной маски является необходимым условием, т.к.
обычная стеклоэпоксидная основа печатных плат не обладает достаточной теплостойкостью
при температурах пайки (220-240 оС), и без паяльной маски за время, необходимое для проведения пайки, может происходить поверхностная деструкция материала диэлектрика. По
методу формирования рисунка паяльные маски делятся на два типа:
1. Паяльные маски, рисунок которых формируется методом трафаретной печати. Как
правило, это составы на эпоксидной основе, отверждаемые термически или ультрафиолетовым (УФ) излучением. При относительной дешевизне их недостатком является низкая разрешающая способность и необходимость использования сеткографического трафарета.
2. Паяльные маски, рисунок которых формируется фотолитографическим методом
(фоторезистивные маски). Способ позволяет формировать маски любой сложности и
в последнее время получил наибольшее распространение. Для этих целей применяются сухие и жидкие фоторезистивные материалы. Размеры окон в маске на платах
3-го и более высоких классов точности должны превышать размеры контактных
площадок на величину от 0,05 до 0,1 мм.
Припой на контактные площадки наносится либо электроосаждением (с последующим оплавлением для снятия пористости осажденного металла) либо непосредственно окунанием платы, защищенной маской, в расплавленный припой. Применяются и другие варианты покрытий, обеспечивающие хорошую паяемость:
а) Иммерсионная или химическая металлизация золотом, серебром, палладием.
Применяется в ПП для аппаратуры ответственного назначения. Иммерсионный слой
металла имеет способность самоограничения при росте и обычно очень тонкий
(0,05-0,2 мкм).
б) Органические покрытия, связанные с обработкой меди (составы на основе бензимидазола или имидазола).
Если на плате имеются контакты электрического соединителя непосредственного
контактирования, на эти контакты должно наноситься покрытие, дающее стабильное низкое
переходное сопротивление и обладающее высокой износоустойчивостью. В таких случаях
применяется многослойное покрытие, в верхнем слое которого наносится золото или палладий. Толщина слоя от 0,5 до 2 мкм. Для подслоя золота обычно используют никель, что
предохраняет медь от миграции через пористый золотой слой на поверхность.
Контроль и испытания плат.
Технологический процесс изготовления плат, особенно многослойных, состоит из
большого числа операций, при выполнении которых возникают неучтенные возмущения,
приводящие к отклонениям выходных параметров от номинальных. Контроль и испытание
ПП предназначены для определения качества изготовленных изделий, под которым понимают степень их соответствия требованиям чертежа, технических условий и стандартов. На по-
57
вышение качества влияют: 1) входной контроль исходных материалов; 2) соблюдение режимов и последовательности операций процесса производства; 3) использование автоматизированного технологического оборудования со средствами активного контроля; 4) организация
пооперационного и выходного контроля; 5) проведение испытаний.
Входному контролю подвергается каждая партия поступающего на производство диэлектрика, фоторезиста, трафаретной печатной краски. Особое внимание уделяется технологическим свойствам материалов. Проверяются и постоянно корректируются электрофизические и химические параметры используемых технологических сред на операциях травления,
металлизации.
Операционный контроль качества проводится после наиболее ответственных технологических операций. Число контрольных точек определяется совершенством и стабильностью процесса. Тщательно проверяется качество фотошаблонов и сетчатых трафаретов, монтажных отверстий, межслойных соединений. На этих операциях стремятся использовать автоматизированное технологическое оборудование с системами управления и контроля.
Основными видами выходного контроля ПП являются: 1) контроль внешнего вида; 2)
инструментальный контроль геометрических параметров и оценка точности выполнения отдельных элементов, совмещения слоев; 3) проверка металлизации отверстий и их устойчивости к токовой нагрузке; 4) определение целостности токопроводящих цепей и сопротивления
изоляции.
Рассмотрим характерные дефекты, имеющие место при изготовлении ПП.
Расслоение многослойной структуры возникает при использовании склеивающих
прокладок с просроченным сроком годности или низким содержанием смолы, при некачественной подготовке слоев перед прессованием, при нарушении режимов прессования или
механической обработки контура.
Теми же причинами вызывается отслоение элементов печатного монтажа. Вероятность его увеличивается при применения узких и длинных печатных проводников, занижения размеров контактных площадок по отношению к размерам просверленных отверстий.
Дефект может устраняться подклеиванием.
Выход отверстий за пределы контактных площадок наблюдается из-за недостаточной
точности оборудования и технологической оснастки, смещения слоев при прессовании, деформации диэлектрических оснований и неправильного базирования ПП при выполнении
отверстий. Дефект практически не устраняется.
Вздутие происходит, если между слоями остались воздух или влага или при прессовании полное давление прикладывается раньше начала желатинизации клея. Дефект не
устраняется.
Коробление плат вызывается несбалансированностью конструкции ПП, неоднородностью склеивающего материала, снятием заготовок с пресса до полного охлаждения плит.
Уменьшить коробление можно терморихтовкой.
Короткие замыкания между элементами печатного монтажа могут быть вызваны некачественным травлением, смещением слоев при прессовании, малыми расстояниями между
элементами печатного монтажа, попаданием посторонних металлических включений между
слоями МПП при сборке.
Разрыв токопроводящих цепей обусловливается подтравливанием печатных проводников, наличием глубоких царапин на поверхности исходного материала, возникновением
внутренних напряжений при прессовании, некачественной подготовкой поверхности отверстий перед металлизацией.
Геометрические характеристики ПП - толщина, диаметр отверстий, расстояние между
их центрами, величина коробления, габаритные размеры и смещение отверстий относительно центра контролируются с помощью инструментов для измерения линейных размеров. Погрешности формы элементов рисунка ПП определяются визуально при (10, 20)-кратном стереоскопическом увеличении.
Проверку металлизации монтажных отверстий проводят разрушающим или неразрушающим методом. При разрушающем методе изготавливают микрошлиф и по нему опреде-
58
ляют толщину слоя, равномерность распределения металлизации, структуру покрытия, его
пористость, наличие трещин, качество срастания с элементами печатного монтажа. Экспрессную проверку качества металлизации проводят по калибровочным графикам измерением
омического сопротивления контактного перехода при подаче тока 1 А. Границей качественного и некачественного соединений является значение 500 мкОм, которое уточняется для
каждого монтажного перехода.
Проверка устойчивости соединений к токовым нагрузкам осуществляется на основе
многочасовой работы металлизированных отверстий под током 1-3 А. Ослабленные соединения выгорают или в них увеличивается температура, изменение которой эффективно и с
высокой точностью контролируется тепловизионными системами.
Целостность токопроводящих цепей и сопротивление изоляции между проводниками
проверяются электрическим методом на автоматических тестерах с числовым программным
управлением. Печатная плата при помощи контактного устройства соединяется на входе через коммутатор с блоком опроса, а на выходе - с измерительным устройством. Контактное
устройство представляет собой матрицу из иглообразных подпружиненных контактов, расположенных в узлах координатной сетки. На каждую проверяемую цепь подается сигнал 512 В, результат измерения сравнивается с эталонным, и на основании этого сравнения определяется годность цепи. Снабжение блока опроса высоковольтным источником (150-1500 В)
позволяет контролировать электрическую прочность изоляции.
Испытания ПП и МПП позволяют в условиях климатических и электрических воздействий оценить их соответствие техническим требованиям, предъявляемым к аппаратуре, и
установить скрытые дефекты. Они разделяются на приемосдаточные, периодические и типовые.
Приемосдаточные испытания проводятся партиями не более 1000-1200 шт., изготовленными по одной конструкторской и технологической документации, и включают: 1) стопроцентный контроль габаритных и установочных размеров, внешнего вида диэлектрического основания и проводящего рисунка на соответствие конструкторской документации,
величины изгиба и скручивания, правильности монтажных соединений на отсутствие обрывов и коротких замыканий; 2) выборочную проверку (3% от партии, но не менее 3 шт.) сопротивления изоляции в нормальных климатических условиях при ручном контроле и стопроцентную проверку при автоматизированном; 3) выборочный контроль (1-2 платы от ежедневной выработки) толщины металлизации в отверстиях; 4) выборочную проверку (3% от
партии, но не менее 3 шт.) паяемости контактных площадок и металлизированных отверстий, а также их устойчивости к перепайкам.
Периодические испытания ПП и МПП проводятся с целью подтверждения их эксплуатационных характеристик, правильности выполнения ТП и соответствия конструкторской
документации не реже одного раза в шесть месяцев. Для контроля случайным образом выбираются платы, прошедшие приемосдаточные испытания в количестве 5 плат при опытном и
мелкосерийном производстве и 10 плат при серийном производстве. В объем испытаний
входят: 1) многократные изгибы ГПП и ГПК (ГПП должны выдерживать 5-кратный цикл изгибов радиусом 10±0,5 мм, а ГПК 150-кратный цикл изгибов радиусом 3±'0,5 мм на 90° в обе
стороны от исходного положения); 2) перепайка (5-10) отверстий и (5-10) контактных площадок, проверка паяемости (1-2 платы); 3) проверка омического сопротивления металлизированных отверстий (3 шт.) и их устойчивости к кратковременной токовой перегрузке; 4)
проверка в нормальных климатических условиях целостности электрических цепей и сопротивления изоляции (но не менее чем на 5 парах проводников, в том числе цепей питания); 5)
контроль внешнего вида, целостности соединений и сопротивления изоляции после воздействия климатических факторов, устанавливаемых в зависимости от группы жесткости испытаний по соответствующему стандарту.
Типовые испытания проводятся для определения эффективности внесенных изменений в конструкцию и технологию ПП. Программа испытаний составляется предприятием,
изготавливающим ПП, и согласовывается с разработчиком.
59
ЛИТЕРАТУРА
1.
2.
3.
4.
Ивченко В.Г. Конструирование и технология ЭВМ. Конспект лекций. - /Таганрог:
ТГРУ, Кафедра конструирования электронных средств. – 2001. http://www2.fep.tsure.ru/russian/kes/books/kitevm/lekpart1.doc
Конструкторско-технологическое проектирование электронной аппаратуры: Учебник
для вузов. – М.: Изд. МГТУ им. Н.Э. Баумана, 2002. – 528 с. URL:
http://slil.ru/22574041/529407141/Konstruktorskotehnologicheskoe_proektirovanie_elektronnoj_apparatury.rar
Технология приборостроения: Учебник / Под общей редакцией проф.
И.П.Бушминского. – М.: МГТУ им. Н.Э.Баумана. URL:
http://www.engineer.bmstu.ru/res/RL6/book1/book/metod/tpres.htm
Тупик В.А. Технология и организация производства радиоэлектронной аппаратуры. –
СПб: Издательство: СПбГЭТУ "ЛЭТИ" – 2004. URL:
http://dl10cg.rapidshare.de/files/31510061/4078542704/tehnologiya.i.organizaciya.proizvod
stva.radioelektronnoj.apparatury.pdf.rar
60
Тема 14: ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ
Содержание:
10. Характеристика технологий изготовления печатных плат. Методы изготовления
печатных плат. Субтрактивные методы. Аддитивные методы. Методы нанесения
рисунка ПП. Пленочные технологии изготовления ПП. Конструкционные материалы печатных плат.
11. Технологическая оснастка изготовления печатных плат. Изготовление фотошаблонов. Сетчатые трафареты. Печатные формы.
В общем случае печатные платы (ПП) представляют собой диэлектрическое основание и рисунок в виде металлических пленочных проводников. К материалу диэлектрика ПП
предъявляются определенные требования, в частности - поверхностное и объемное сопротивление должно быть не менее 10-9 Ом·см, относительная диэлектрическая проницаемость ε
– 4÷5. Уменьшение ε необходимо для уменьшения паразитных емкостных связей на плате.
Кроме электрических характеристик, платы должны отвечать достаточно широкому набору
конструктивно-технологических характеристик: обеспечивать достаточную прочность и
жесткость сборочному узлу на их основе, не подвергаться расслоению и короблению во время технологической обработки и эксплуатации, обеспечивая в то же время легкость при механической обработке во время изготовления платы.
ХАРАКТЕРИСТИКА ТЕХНОЛОГИЙ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ [3, 4]
Методы изготовления ПП (рис. 14.1.1) разделяют на две группы: субтрактивные и
аддитивные.
В субтрактивных методах
(subtratio—отнимание) в качестве основания для печатного монтажа используют фольгированные диэлектрики, на которых формируется проводящий рисунок путем удаления фольги с
непроводящих участков. Дополнительная химико-гальваническая металлизация монтажных отверстий привела к
созданию комбинированных методов
изготовления ПП.
Аддитивные (additio Рис. 14.1.1.
прибавление) методы основаны на избирательном осаждении токопроводящего покрытия на диэлектрическое основание, на которое предварительно может наноситься
слой клеевой композиции. По сравнению с субтрактивными они обладают следующими преимуществами:
1. однородностью структуры, так как проводники и металлизация отверстий получаются в едином химико-гальваническом процессе;
2. устраняют подтравливание элементов печатного монтажа;
3. улучшают равномерность толщины металлизированного слоя в отверстиях;
4. повышают плотность печатного монтажа;
5. упрощают ТП из-за устранения ряда операций (нанесения защитного покрытия,
травления);
6. экономят медь, химикаты для травления и затраты на нейтрализацию сточных
вод;
7. уменьшают длительность производственного цикла.
Несмотря на описанные преимущества, применение аддитивного метода в массовом
61
производстве ПП ограничено низкой производительностью процесса химической металлизации, интенсивным воздействием электролитов на диэлектрик, трудностью получения металлических покрытий с хорошей адгезией. Доминирующей в этих условиях является субтрактивная технология, особенно с переходом на фольгированные диэлектрики с тонкомерной
фольгой (5 и 18 мкм).
Субтрактивные методы.
По субтрактивной технологии рисунок проводников получается травлением медной фольги по
защитному изображению в фоторезисте или металлорезисте. Применяются три разновидности субтрактивной технологии.
Первый вариант (рис. 14.1.2) – негативный
процесс с использованием сухого пленочного фоторезиста (СПФ). Процесс достаточно простой, применяется при изготовлении односторонних и двухРис. 14.1.2.
сторонних ПП. Металлизация внутренних стенок
отверстий не выполняется. Заготовка – фольгированный диэлектрик. Методами фотолитографии с помощью сухого пленочного фоторезиста на поверхности фольги формируется защитная маска, представляющая собой изображение (рисунок) проводников. Затем открытые
участки медной фольги подвергаются травлению, после чего фоторезист удаляется.
Второй вариант (рис. 14.1.3) – позитивный процесс. Создается проводящий рисунок
двухсторонних слоев с межслойными металлизированными переходами (отверстиями). Сухой
пленочный фоторезист (СПФ) наслаивается на
заготовки фольгированного диэлектрика, прошедшие операции сверления отверстий и предварительной (5-7 мкм) металлизации медью
стенок отверстий и всей поверхности фольги. В
процессе фотолитографии СПФ защитный рельеф получают на местах поверхности металлизированной фольги, подлежащей последующему удалению травлением. На участки, не заРис. 14.1.3.
щищенные СПФ, последовательно осаждаются
медь и металлорезист (сплав SnPb), в том числе и на поверхность стенок отверстий. После
удаления маски СПФ незащищенные (более тонкие) слои меди вытравливаются. Процесс более сложный, однако, с его помощью удается получить металлизированные стенки отверстий.
Третий вариант (рис. 14.1.4) – так называемый тентинг-процесс. Как и в позитивном
процессе, берется заготовка в виде фольгированного диэлектрика, формируются отверстия,
проводится предварительная металлизация всей платы, включая внутренние стенки отверстий. Затем наносится СФП, который формирует маску во время фотолитографии в виде рисунка печатных проводников и образует завески – тенты над металлизированными отверстиями, защищая их во время последующей операции травления свободных участков медной
фольги. В этом процессе используются свойства пленочного фоторезиста наслаиваться на
сверленые подложки без попадания в отверстия и образовывать защитные слои над металлизированными отверстиями. Применение тентинг-метода упрощает технологический процесс
изготовления двусторонних ПП с металлизированными отверстиями. Однако необходимо
обеспечить гарантированное запечатывание отверстий фоторезистом. Кроме того, качество
поверхности металла вокруг отверстий должно быть очень хорошим, без заусениц.
62
Для получения изображений используется
пленочный фоторезист толщиной 15-50 мкм. Толщина фоторезиста в случае метода "тентинг" диктуется требованиями целостности защитных завесок над отверстиями на операциях проявления и
травления, проводимых разбрызгиванием проявляющих и травящих растворов под давлением 1,62 атм. и более. Фоторезисты толщиной менее 45-50
мкм на этих операциях над отверстиями разрушаются.
Подготовка поверхностей заготовок под
Рис. 14.1.4.
наслаивание пленочного фоторезиста с целью удаления заусенцев сверленых отверстий и наростов гальванической меди производится механической зачисткой абразивными кругами с последующей химической обработкой в растворе персульфата аммония или механической зачисткой водной пемзовой суспензией. Такие
варианты подготовки обеспечивают необходимую адгезию пленочного фоторезиста к медной поверхности подложки и химическую стойкость защитных изображений на операциях
проявления и травления. Кроме того, механическая зачистка пемзой дает матовую однородную поверхность с низким отражением света, обеспечивающая более однородное экспонирование фоторезиста.
Фоторезист наслаивается по специально подобранному режиму: при низкой скорости
наслаивания 0,5 м/мин, при температуре нагрева валков 115 °С ± 5 °С, на подогретые до температуры 60 ÷ 80 °С заготовки. При экспонировании изображения используются установки с
точечным источником света, обеспечивающим высококоллимированный интенсивный световой поток на рабочую поверхность с автоматическим дозированием и контролем световой
энергии.
Субтрактивный метод получения рисунка проводников ПП основан на травлении
медной фольги по защитной маске. Из-за процессов бокового подтравливания меди под краями маски поперечное сечение проводников имеет форму трапеции, расположенной большим основанием на поверхности диэлектрика. Величина бокового подтравливания и, соответственно, разброс ширины создаваемых проводящих дорожек зависит от толщины слоя
металла: при травлении фольги толщиной 5 мкм интервал разброса ширины проводников
порядка 7 мкм, при травлении фольги толщиной 20 мкм разброс составляет 30 мкм, а при
травлении фольги толщиной 35 мкм разброс составляет около 50 мкм. Искажения ширины
медных проводников по отношению к размерам ширины их изображений в фоторезисте и на
фотошаблоне смещаются в сторону заужения. Следовательно, при субтрактивной технологии размеры проводников на фотошаблоне необходимо увеличивать на величину заужения.
Из этого следует, что субтрактивная технология имеет ограничения по разрешению, которые
определяются толщиной фольги и процессами травления. Минимально воспроизводимая
ширина проводников и зазоров составляет порядка:
50 мкм при толщине фольги 5-9 мкм;
100 - 125 мкм при толщине проводников 20 - 35 мкм;
150 - 200 мкм при толщине проводников 50 мкм.
Аддитивные методы.
Для изготовления печатных плат с шириной проводников и зазоров 50 -100 мкм с
толщиной проводников 30-50 мкм рекомендуется использовать аддитивный метод формирования рисунка (метод ПАФОС). Это полностью аддитивный электрохимический метод, по
которому проводники и изоляция между ними (диэлектрик) формируются селективным
гальваническим осаждением проводников и формированием изоляции только в необходимых
местах прессованием. Метод ПАФОС, как аддитивный метод, принципиально отличается от
субтрактивного тем, что металл проводников наносится, а не вытравливается. Проводящий
рисунок формируется (рис. 6.5) последовательным наращиванием слоев: 1 – получение на
63
временных "носителях" - листах из нержавеющей стали - медной шины толщиной 2÷20 мкм;
2 – формирование рисунка в СПФ; 3 – гальваническое осаждение тонкого слоя никеля (2÷3
мкм) и меди (30 ÷ 50 мкм) по рисунку освобождений в рельефе пленочного фоторезиста. В
защитном рельефе пленочного фоторезиста на верхнюю поверхность сформированных проводников производится также нанесение адгезионных слоев. После этого пленочный фоторезист удаляется, и проводящий рисунок на всю толщину впрессовывается в препрег или другой диэлектрик. Полученный прессованный слой вместе с медной шиной механически отделяется от поверхности носителей. Если не нужны межслойные переходы, то медная шина
стравливается.
По способу создания токопроводящего покрытия аддитивные методы разделяются на
химические и химико-гальванические. При химическом процессе на каталитически активных
участках поверхности происходит химическое восстановление ионов металла. В разработанных растворах скорость осаждения меди составляет 2-4 мкм/ч и для получения необходимой
толщины процесс продолжается длительное время.
Для изготовления печатных плат с шириной проводников и зазоров 50 -100 мкм с
толщиной проводников 30-50 мкм рекомендуется использовать аддитивный электрохимический метод формирования рисунка, по которому проводники и изоляция между ними (диэлектрик) формируются селективным гальваническим осаждением проводников и формированием изоляции только в необходимых местах прессованием. Метод, как аддитивный,
принципиально отличается от субтрактивного тем, что металл проводников наносится, а не
вытравливается.
Проводящий рисунок формируется (рис.
14.1.5) последовательным наращиванием слоев: 1 –
получение на временных "носителях" - листах из
нержавеющей стали - медной шины толщиной 2÷20
мкм; 2 – формирование рисунка в СПФ; 3 – гальваническое осаждение тонкого слоя никеля (2÷3 мкм)
и меди (30 ÷ 50 мкм) по рисунку освобождений в
рельефе пленочного фоторезиста. В защитном рельефе пленочного фоторезиста на верхнюю поверхность сформированных проводников производится
также нанесение адгезионных слоев (5). После этого пленочный фоторезист удаляется (6). При изгоРис. 14.1.5.
товлении ДПП подготовленные пластины разделяются пластиной препрега или другого диэлектрики (7) и спрессовываются (8), после чего механически удаляются носители (9). Если не нужны межслойные переходы, то медные шины
стравливается и плата готова (10).
При изготовлении двухсторонних слоев с межслойными переходами перед травлением тонкой медной шины сверлятся и металлизируются отверстия. Проводящий рисунок,
утопленный в диэлектрик и сверху защищенный слоем никеля, при травлении медной шины
не подвергается воздействию травильного раствора. Поэтому форма, размеры и точность
проводящего рисунка определяются формой и размерами освобождений в рельефе пленочного фоторезиста, т.е. процессами фотохимии (фотолитографии). Отсюда к процессам фотолитографии предъявляются более жесткие требования, в частности, оптической плотности
белых и черных полей фотошаблонов, резкости края изображения, стабильности температуры и влажности в рабочих помещениях. Профиль фоторельефа пленочного фоторезиста зависит от применяемой модели светокопировальной установки. При экспонировании на установках с совершенной экспонирующей системой, обеспечивающей высокую коллимацию
высокоинтенсивных световых лучей и отсутствие нагрева рабочей копировальной поверхности, фоторельеф имеет ровные боковые стенки с малым наклоном к поверхности подложки.
При обеспечении требуемых параметров технологического процесса аддитивная технология позволяет получать рисунок проводников на плате с большей точностью и воспроизводимостью:
64
ширина проводников, сформированных в рельефе пленочного фоторезиста, практически по всей высоте проводника равна ширине изображения на фотошаблоне,
интервал разброса не превышает 5-10 мкм;
искажения ширины проводников на поверхности подложки относительно размеров
на фотошаблоне в среднем составляют от 10 мкм до 20 мкм;
суммарный интервал разброса ширины проводников по всей высоте фоторельефа
не превышает 15-20 мкм.
Таким образом, в отличие от субтрактивной технологии аддитивные процессы принципиально позволяют получать ПП по самым высоким классам точности.
Методы нанесения рисунка ПП.
Основными методами, применяемыми в промышленности для создания рисунка печатного монтажа, являются офсетная печать, сеткография и фотопечать. Выбор метода определяется конструкцией ПП, требуемой точностью и плотностью монтажа, производительностью оборудования и экономичностью процесса.
Метод офсетной печати состоит в изготовлении печатной формы, на поверхности которой формируется рисунок слоя. Форма закатывается валиком трафаретной краской, а затем
офсетный цилиндр переносит краску с формы на подготовленную поверхность основания
ПП. Метод применим в условиях массового и крупносерийного производства с минимальной
шириной проводников и зазоров между ними 0,3-0,5 мм (платы 1 и 2 классов плотности монтажа) и с точностью воспроизведения изображения ±0,2 мм. Его недостатками являются высокая стоимость оборудования, необходимость использования квалифицированного обслуживающего персонала и трудность изменения рисунка платы.
Сеткографический метод основан на нанесении специальной краски на плату путем
продавливания ее резиновой лопаткой (ракелем) через сетчатый трафарет, на котором необходимый рисунок образован ячейками сетки, открытыми для продавливания. Метод обеспечивает высокую производительность и экономичен в условиях массового производства. Точность и плотность монтажа аналогичны предыдущему методу.
Самой высокой точностью (±0,05 мм) и плотностью монтажа, соответствующими 3—
5 классу (ширина проводников и зазоров между ними 0,1-0,25 мм), характеризуется метод
фотопечати. Он состоит в контактном копировании рисунка печатного монтажа с фотошаблона на основание, покрытое светочувствительным слоем (фоторезистом).
Однослойные ПП и ГПК изготавливают преимущественно субтрактивным сеточнохимическим или аддитивным методом, а ДПП и ГПП химико-гальваническим аддитивным
или комбинированными фотохимическими (негативным или позитивным) методами. Производство МПП основано на типовых операциях получения ОПП и ДПП и некоторых специфических процессах, таких как прессование слоев, создание межслойных соединений и др.
Выбор метода изготовления МПП определяется следующими факторами: числом слоев,
надежностью соединений, плотностью монтажа, видом выводов устанавливаемых ЭРЭ и ИС,
возможностью механизации и автоматизации, длительностью производственного цикла, экономичностью. Методы, основанные на использовании объемных деталей для межслойных
соединений, характеризуются повышенной трудоемкостью, низкой надежностью, плохо
поддаются автоматизации. Наиболее распространен из второй группы метод металлизации
сквозных отверстий.
Пленочные технологии изготовления ПП.
Повышение требований к качеству ПП и стабильности их параметров привело к созданию ПП и МПП на керамических и полиимидных основаниях. Для изготовления таких
плат применяются многочисленные методы, основанные на тонко- и толстопленочной технологии. При использовании тонкопленочной технологии диэлектрические и токопроводящие слои наносят с помощью одного из методов вакуумного испарения, которые характеризуются разнообразием применяемых материалов и возможностью создания многослойных
структур в одном технологическом цикле. Недостатками метода являются низкая производи-
65
тельность, сложность технологического оборудования, необходимость вакуума.
При использовании толстопленочной технологии с помощью трафаретной печати создают изоляционные и проводящие слои, которые затем вжигают в основание. Так как керамика в неотожженном состоянии допускает механическую обработку для получения монтажных отверстий, то появляется возможность методом послойного наращивания формировать многослойные структуры с межслойными проводящими переходами. Метод обеспечивает высокую надежность изделий и производительность процесса без применения дорогостоящего оборудования. Однако при изготовлении многослойных проводящих структур требуются материалы со ступенчатыми температурами вжигания. Применение сырых керамических пленок позволяет параллельно изготавливать слои МПП. Собранные по базовым отверстиям пакеты заготовок спрессовываются при температуре 75-100 °С, а затем спекаются при
1500-1800°С. Скорость повышения температуры должна быть оптимальной и не приводить к
растрескиванию подложки. Существенное уменьшение линейных размеров (на 17-20%) требует точного расчета при первоначальном нанесении рисунка на сырые листы.
Технологический процесс изготовления МПП на полиимидных пленках начинается с
изготовления ДПП. С помощью двустороннего фототравления за один цикл формируются
монтажные отверстия диаметром 50-70 мкм на пленке толщиной 50 мкм. При травлении образуется конусообразная форма отверстий, удобная для последующей вакуумной металлизации толщиной 1-2 мкм. После избирательного усиления металлизации слоем гальванической
меди и технологическим покрытием (Sn—Ni, Sn—Bi, Sn—Pb) платы поступают на сборку.
Многослойные ПП получают приклеиванием двухслойных плат через фигурные изоляционные прокладки из полиимида к жесткому основанию, на котором предварительно сформированы контактные площадки. В качестве основания используются металлические пластины с
изолирующим слоем (анодированный алюминий, эмалированная сталь и др.). Электрическое
соединение отдельных слоев проводится пайкой в вакууме. Таким образом, можно формировать платы с 15-20 слоями.
Конструкционные материалы печатных плат.
Для изготовления ПП широкое распространение получили слоистые диэлектрики, состоящие из наполнителя и связующего вещества (синтетической смолы, которая может быть
термоактивной или термопластичной), керамические и металлические (с поверхностным диэлектрическим слоем) материалы. Выбор материала определяется электроизоляционными
свойствами, механической прочностью, обрабатываемостью, стабильностью параметров при
воздействии агрессивных сред и изменяющихся климатических условий, себестоимостью.
Большинство диэлектриков выпускается промышленностью с проводящим покрытием из
тонкой медной электролитической фольги, которая для улучшения прочности сцепления с
диэлектрическим основанием с одной стороны оксидирована или покрыта слоем хрома (1-3
мкм). Толщина фольги стандартизирована и имеет значения 5, 18, 35 и 50, 70, 105 мкм.
Фольга характеризуется высокой чистотой состава (99,5%), пластичностью, высотой микронеровностей 0,4-0,5 мкм.
В качестве основы в слоистых пластиках используют электроизоляционную бумагу
или стеклянную ткань. Их пропитывают фенольной или фенолэпоксидной смолой. Фольгирование диэлектриков с одной или с двух сторон осуществляют прессованием при температуре 160-180 °С и давлении 5-15 МПа. Фольгированные слоистые диэлектрики поставляются
в виде листов размерами от 400 до 1100 и толщиной 0,06-3 мкм. Их используют при субтрактивных методах изготовления ПП и МПП. Гетинакс, обладая удовлетворительными электроизоляционными свойствами в нормальных климатических условиях, хорошей обрабатываемостью и низкой стоимостью, нашел применение в производстве несложной РЭА. Для ПП,
эксплуатирующихся в сложных климатических условиях, используют более дорогие, обладающие лучшими техническими характеристиками стеклотекстолиты. Они отличаются широким диапазоном рабочих температур (-60 ... +150°С), низким (0,2-0,8%) водопоглощением,
высокими значениями объемного и поверхностного сопротивлений, стойкостью к короблению. Наличие в коммутирующих устройствах мощных цепей питания и блоков высокого
66
напряжения увеличивает опасность возгорания ПП. Повышение огнестойкости диэлектриков
достигается введением в их состав антипиренов.
Ниже в таблице представлены материалы основания ПП, наиболее часто используемые в настоящее время для изготовления ОПП, ДПП.
Материал
Гетинакс фольгированный
Гетинакс фольгированный с гальваностойкой фольгой
Марка
ГФ-1-35
ГФ-1-35Г
ГФ-2-35Г
ГФ-1-50Г
ГФ-2-50Г
Стеклотекстолит фольСФ-1-35
гированный
СФ-2-35
СФ-1-50
То же с гальваностой- СФ-2-50
кой фольгой
Толщина,
Материал
мм
1,0; 1,5; Диэлектрик фольги2,0; 2,5; рованный общего
3,0
назначения с гальваностойкой фольгой
Диэлектрик фольгированный самозатухающий с гальваностойкой фольгой
0,5; 1,0;
1,5; 2,0;
2,5; 3,0
Стеклотестолит фольгированный теплоСТФТ
стойкий
ДФО-1, ДФО-2
(фольга 35 мкм)
ДФС-1, ДФС-2
(фольга 20 мкм)
Стеклотекстолит
фольгированный с по- СФПН-1-50
вышенной наСФПН-2-50
гревостойкостью
Стеклотекстолит
фольгированный общего назначения
0,08; 0,1; Гетинакс фольСтеклотекстолит теп- СТФ-1-35 0,13; 0,2; гированный общего
лостойкий фольгиро- СТФ-2-35 0,15; 0,3; назначения
ванный с гальваноСТФ-1-18 0,25; 0,5; Стеклотекстолит с
стойкой фольгой
СТФ-2-18 0,35; 0,8; двусторонним ад1,5; 2,5; гезионным слоем
1; 2;3
Стеклотекстолит теп- СТНФ-1Стеклотекстолит теплостойкий и негорю- 35 СТНФлостойкий, армирочий фольгированный с 2-35
ванный алюминиевым
гальваностойкой фоль- СТНФ-1протектором
гой
18 СТНФ- 1;2
Стеклотекстолит ли- СТЭФ-1Стеклотекстолит с ка2-18
стовой
2ЛК
тализатором
Фольгированный армированный фторопласт
Стеклотекстолит элек- СТЭФтротехнический
ВК-1-1,5
Марка
Толщина,
мм
0,06-2,0
0,5; 1,0;
1,5; 2,0;
2,5; 3,0
СОНФ-1
СОНФ-2
—
ГОФ-1-35Г
ГОФ-2-35Г
—
СТЭК
1,0; 1,5
СТПА-5-1
СТПА-5-2
(фольга 5 мкм)
0,1-2,0
СТАМ
0,7-2,0
ФАФ-4
—
(фольга 35 мкм)
СТАЛ (фольга 5,
Стеклотекстолит теп18, 35, 50, 70 и
—
лостойкий
100 мкм на медном или алюминиевом
протек- и элекПо сравнению с гетинаксами стеклотекстолиты имеют лучшие
механические
торе)влагопоглощение.
трические характеристики, более высокую нагревостойкость, меньшее
Однако у них есть ряд недостатков: худшая механическая обрабатываемость; более высокая
стоимость; существенное различие (примерно в 10 раз) коэффициента теплового расширения
меди и стеклотекстолита в направлении толщины материала, что может привести к разрыву
металлизации в отверстиях при пайке или в процессе эксплуатации.
Для изготовления ПП, обеспечивающих надежную передачу наносекундных импуль—
67
сов, необходимо применять материалы с улучшенными диэлектрическими свойствами
(уменьшенным значением диэлектрической проницаемости и тангенса угла диэлектрических
потерь). Поэтому к перспективным относится применение оснований ПП из органических
материалов с относительной диэлектрической проницаемостью ниже 3,5.
Нефольгированные диэлектрики применяют при полуаддитивном и аддитивном методах производства ПП. Для улучшения прочности сцепления металлического покрытия с
основанием на его поверхность наносят тонкий (50-100 мкм) полуотвержденный клеевой
слой (например, эпоксидкаучуковую композицию). Введение в лак, пропитывающий стеклоткань, 0,1-0,2 мас. % палладия, смеси палладия с оловом или закиси меди незначительно
снижает сопротивление изоляции, но повышает качество металлизации.
Соединение отдельных слоев МПП осуществляют специальными склеивающими прокладками, которые изготавливают из стеклоткани, пропитанной недополимеризованной
эпоксидной смолой. Содержание смолы в прокладках должно быть в пределах 42-52%, а летучих веществ не более 0,75 %. Длительное сохранение клеящих свойств межслойных прокладок достигается их консервацией в герметически упакованных полиэтиленовых мешках
при пониженной (+10°С) температуре.
Для производства печатных кабелей применяют армированные фольгированные
пленки из фторопласта-4 и полиэфирные пленки. Прямое прессование медной фольги с термопластичным основанием позволяет добиться геометрической стабильности материала при
кратковременном изменении температуры до 180-200 °С. Более высокой термостабильностью (до 250 °С), прочностью на растяжение, несгораемостью, радиационной стойкостью, а
также способностью к равномерному травлению в щелочных растворах обладают полиимидные пленки, но высокая стоимость и водопоглощение ограничивают их широкое применение
коммутационными ДПП и МПП в микроэлектронной аппаратуре. Термопластичные материалы, обладающие повышенной текучестью, используются при изготовлении рельефных ПП.
К ним относятся сложные композиции, основу которых составляют полиэфирсульфоны и
полиэфиримиды. Введение в пластмассы стеклянного наполнителя увеличивает их рабочую
температуру до 260 °С, что позволяет проводить пайку монтируемых элементов расплавлением дозированного припоя в паровой фазе.
В качестве основы для ПП СВЧ-диапазона используют неполярные полимеры (фторопласт, полиэтилен, полипропилен), полярные (полистирол, полифениленоксид) и их сополимеры. Направленное изменение свойств термопластичных материалов достигается наполнением (алунд, двуокись титана), армированием (стеклоткань) и плакированием (медная
фольга).
Керамические материалы характеризуются высокой механической прочностью, которая незначительно изменяется в диапазоне температур 20-700 °С, стабильностью электрических характеристик и геометрических параметров, низким (0-0.2%) водопоглощением и газовыделением при нагреве в вакууме, хрупкостью и высокой стоимостью. Промышленность
выпускает их в виде пластинок размером от 20х16 до 60х48 мм с высотой микронеровостей
0,02-0,1 мкм и разнотолщинностью ±0,01-0,05 мм. Они предназначены для изготовления одно- и многослойных коммутационных плат микросборок для СВЧ диапазона.
Металлические платы применяются в изделиях с большой токовой нагрузкой, работающих при повышенных температурах. В качестве основы используется алюминий или
сплавы железа с никелем. Изолирующий слой на поверхности алюминия получают анодным
оксидированием. Варьируя состав электролита и режим электролиза, можно формировать
оксидные пленки толщиной от нескольких десятков до сотен микрон с сопротивлением изоляции 109-1010 0м. На стальных основаниях изолирование токопроводящих участков осуществляют с помощью специальных эмалей, изготавливаемых в виде тонких пленок. В состав эмалей входят оксиды магния, кальция, кремния, бора, бериллия, алюминия или их смеси, связка (поливинилхлорид, поливинилацетат или метилметакрилат) и пластификатор.
Пленка соединяется с основанием путем прокатки между вальцами с последующим вжиганием. Таким образом, можно создавать многослойные структуры с различными механическими и электрическими характеристиками.
68
Для изготовления ГПК, выдерживающих многократные (до 150) изгибы на 90° с радиусом 3 мм, применяют фольгированный лавсан и фторопласт. Материалы с толщиной
фольги 5 мкм позволяют изготовить ПП 4-го и 5-го классов точности.
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ [2, 3]
Точность и разрешающая способность получаемых ПП определяются качеством используемой технологической оснастки, основными видами которой являются фотошаблоны,
сетчатые трафареты и печатные формы (клише).
Изготовление фотошаблонов.
Изображение рисунка проводников ПП, разработанное на стадии создания конструкторской документации на изделие, должно быть перенесено на защитную маску фото- или
металлорезиста в зависимости от типа применяемого процесса для создания ПП. Для переноса изображения предназначены фотошаблоны (ФШ), представляющие собой негативное или
позитивное отображение конфигурации печатных проводников, выполненное в натуральную
величину на светопроницаемом основании. Комплектом фотошаблонов называют то количество фотошаблонов, совмещающихся между собой, которое необходимо и достаточно для
изготовления ПП определенного типа и наименования. По назначению они разделяются на
контрольные (эталоны), и рабочие, которые изготавливаются с контрольных методом контактной печати и служат для перенесения имеющегося на них рисунка на плату.
Изображение элементов на фотошаблоне должно соответствовать требованиям чертежа и быть черно-белым, контрастным с четкими и ровными границами при оптической
плотности темных полей не менее 2,5-3 ед. и прозрачных участков не более 0,15-0,2 ед., замеренной с точностью ±0,02 ед. на фотоэлектрическом денситометре типа. Размеры печатных проводников и контактных площадок устанавливаются с учетом величины подтравливания. Фотошаблон должен быть износостойким, иметь минимальную деформацию при изменении температуры и влажности окружающей среды. В большей степени перечисленным
требованиям удовлетворяют сверхконтрастные фотопластинки и полированные силикатные
стекла с металлизированными поверхностями, на которых получают контрольные фотошаблоны. Рабочие фотошаблоны изготавливают на малоусадочных (не более 0,01-0,03%) фотопленках.
На фотошаблоны наносят также технологические контрольные знаки. Контрольный знак специальный топологический элемент в виде штриха, щели, креста и пр., служащий для контроля
точности изготовления оригиналов и фотошаблонов и применяемый для совмещения фотошаблонов слоев двусторонних и многослойных ПП, а также при выполнении операции мультипликации.
Обычно фотошаблоны получают на основе оригинала ПП, выполненного также на
материале, который имеет стабильные размеры (органическое или силикатное стекло, алюминий, лавсан и др.), но в увеличенном масштабе 2:1,4:1, 10:1. Оптимальный масштаб выбирается исходя из габаритов ПП, требуемой точности получения фотошаблона и погрешности
изготовления оригинала выбранным методом:
M = ор/фш,
где ор, фш - половина поля допуска на изготовление оригинала и фотошаблона. Основными
методами получения оригиналов являются вычерчивание, наклеивание липкой ленты и вырезание эмали.
Вычерчивание изображения оригинала на специальной бумаге или малоусадочной
пленке, на которую предварительно наносится непроявляющейся синей краской с шагом
2,5±0,05 мм координатная сетка, осуществляют вручную (в основном, для макетных работ)
или на автоматическом чертежном аппарате, управляемом координатографом.
Метод аппликаций состоит в наклеивании на прозрачное основание калиброванных
69
одиночных и групповых элементов, изготовленных из светонепроницаемой безусадочной
антистатической пленки. Для получения изображения ДПП на одну сторону основания
наклеивают красные (желтые) элементы, а на другую синие (фиолетовые). Последующее фотографирование через соответствующий светофильтр обеспечивает получение совмещенного
оригинала рисунков с точностью ±0,2 мм. Метод рекомендуется для изготовления ОПП и
ДПП, простых по конструкции, с пониженной плотностью монтажа.
Наибольшую точность изготовления оригиналов ПП (±0,05мм) обеспечивает, метод
вырезания эмали. Для этого на прозрачное основание наносят равномерный слой гравировальной черной эмали, которую после сушки вырезают с пробельных мест на универсальнорасточных станках, снабженных измерительными микроскопами, или на координатографах.
В качестве инструмента используются пунктирные иглы, граверные резцы, рейсфедеры с алмазными наконечниками.
Из готового оригинала контрольные фотошаблоны получают масштабным фотографированием на фоторепродуционных полиграфических камерах с объективами, имеющими
высокую разрешающую способность. Рабочие фотошаблоны изготавливают с контрольных
способом контактной печати. Если ТП предусматривает обработку групповой заготовки (при
размерах ПП до 100 мм), то на специальном оборудовании (фотоштампах) методом мультипликации получают групповой фотошаблон с точным расположением рисунков рядами и
строками, общими элементами совмещения и общим машинным нулем отсчета координат
программного сверления отверстий. После экспонирования и мультиплицирования осуществляется химико-фотографическая обработка фотоматериала, контроль полученного фотошаблона, ретуширование - удаление дефектов.
При изготовлении рабочих фотошаблонов необходимо, чтобы размеры элементов топологии и расстояния между ними соответствовали требованиям КД на ПП с учетом технологических допусков на изготовление ПП. Предельные отклонения размеров элементов топологии в зависимости от класса точности ПП приведены в таблице.
Класс точности ПП
1
2
3
4
5
Предельные отклонения размеров элементов топологии ±0,10 ±0,05 ±0,03 ±0,02 ±0,01
ФШ, мм
Более прогрессивным является метод получения фотошаблонов сканирующим световым лучом. Он выполняется на лазерных растровых генераторах изображений (фотоплоттерах) сканированием лазерного пятна по поверхности пленок или стеклянных пластин и испарением маскирующего покрытия или засветки фотоматериала в соответствии с рисунком
ПП. В фотоплоттере имеется библиотека часто повторяющихся в топологических чертежах
элементов и узлов.
При изготовлении крупноформатных шаблонов ПП на стеклах с маскирующим покрытием методом лазерного гравирования погрешность взаимного расположения рисунка
составляет ±0,01 мм, точность позиционирования ±0,005 мм, точность повторного позиционирования ±0,002 мм, неровность края изображения ±0,01 мм, погрешность воспроизведения размеров элементов изображения ±0,015 мм, погрешность расположения элементов относительно базового отверстия ±0,015 мм.
Формирование растрового изображения рисунка (оригинала) в фотоплоттере вне зависимости от сложности рисунка происходит с высокой скоростью в течение нескольких
минут. Тиражирование фотошаблонов проводится без использования методов контактной
печати с высокой точностью. Работа фотоплоттеров поддерживается входными и выходными
форматами систем автоматического проектирования. Это позволяет:
получать фотошаблоны и программы сверления с цифрового планшета;
просматривать и редактировать ФШ и программы сверления;
создавать групповые заготовки на основе контура ПП одновременно для всех слоев;
автоматически генерировать по ФШ программы сверления;
подсчитывать площадь металлизации, число контактных площадок проводников,
70
отверстий, длину проводников и пр.
Время изготовления ФШ, например, размером 550x550 мм с минимальной толщиной
линии 0,15 мм и неровностью края экспонируемого элемента ±10 мкм составляет 5-6 мин.
Сетчатые трафареты представляют собой металлическую раму из алюминиевого
сплава, на которую натянут тканый материал. К материалу ткани предъявляются следующие
требования: величина просветов должна быть в 1,5—2 раза больше толщины нитей; на ткани
не должно быть дефектов; она должна быть прочной на разрыв, устойчивой к истиранию,
эластичной и практически не должна растягиваться в процессе работы, ячейки ткани не
должны взаимодействовать с растворителями краски. Наибольшей точностью и долговечностью обладают металлические сетки из нержавеющей стали или фосфористой бронзы с размером ячеек 40-50 мкм, а наиболее эластичны сетки из капрона, лавсана, металлизированного нейлонового моноволокна.
Для изготовления сетчатого трафарета на поверхность рамы наносят специальный
клей и укладывают сетку. Сетка равномерно натягивается таким образом, чтобы относительная деформация материала не превышала 6-8% для капрона, 5-7% для фосфористой бронзы и
2-3% для нержавеющей стали. Сетка приклеивается к раме и обезжиривается.
Рисунок платы на поверхности сетки получают прямым копированием через фотошаблон нанесенной фотополимерной композиции. Наносят фотополимер методом полива
после создания временной подложки из полиэтилентерефталатной пленки и пластины оргстекла по высоте, равной высоте трафаретной рамы. Дальнейшие операции - экспонирование
через фотошаблон, проявление и контроль качества. Хранятся сетчатые трафареты в вертикальном положении.
Печатные формы.
Конструктивно формы для офсетной печати разделяются на три вида: высокой печати, глубокой печати и с расположением печатных участков в одной плоскости. Изготавливают их из алюминия, цинка, сплавов на их основе и пластмасс с помощью травления, гравирования, прессования, обработки гидрофобизирующей жидкостью, сборки из отдельных
элементов и др. Наиболее технологичной, точной и надежной оказалась печатная форма для
сухого офсета. Она представляет собой пластину из алюминия толщиной 0,5-1 мм, на которую наносится тонкая пленка силиконового лака, не смачиваемого трафаретной краской. На
пленке при помощи лазерного гравировального автомата выжигается рисунок ПП. Использование печатной формы на станке офсетной печати обеспечивает на поле до 500х600 мм
точность совмещения контактных площадок ±0,1 мм и производительность 300 отпечат./ч.
ЛИТЕРАТУРА
1.
2.
3.
4.
Ивченко В.Г. Конструирование и технология ЭВМ. Конспект лекций. - /Таганрог:
ТГРУ, Кафедра конструирования электронных средств. – 2001. http://www2.fep.tsure.ru/russian/kes/books/kitevm/lekpart1.doc
Конструкторско-технологическое проектирование электронной аппаратуры:
Учебник для вузов. – М.: Изд. МГТУ им. Н.Э. Баумана, 2002. – 528 с. URL:
http://slil.ru/22574041/529407141/Konstruktorskotehnologicheskoe_proektirovanie_elektronnoj_apparatury.rar
Технология приборостроения: Учебник / Под общей редакцией проф.
И.П.Бушминского. – М.: МГТУ им. Н.Э.Баумана. URL:
http://www.engineer.bmstu.ru/res/RL6/book1/book/metod/tpres.htm
Тупик В.А. Технология и организация производства радиоэлектронной аппаратуры. – СПб: Издательство: СПбГЭТУ "ЛЭТИ" – 2004. URL:
http://dl10cg.rapidshare.de/files/31510061/4078542704/tehnologiya.i.organizaciya.proi
zvodstva.radioelektronnoj.apparatury.pdf.rar
71
Тема : УСТАНОВКА КОМПОНЕНТОВ НА ПЕЧАТНЫХ ПЛАТАХ
Содержание:
12. Компоненты для установки на печатных платах. Пассивные компоненты для поверхностного монтажа. Интегральные компоненты. Нестандартные и выводные
компоненты.
13. Сборка модулей на печатных платах. Установка компонентов на ПП. Полуавтоматическая сборка. Автоматическая сборка. Способы позиционирования. Системы подачи компонентов. Производительность автоматов-укладчиков.
Главным направлением при производстве электронных модулей остается снижение
себестоимости сборки и монтажа печатных плат при поддержании стабильно высокого уровня качества. Операция установки компонентов на печатную плату во многом определяет
экономичность и производительность этого процесса. Автоматические системы для сборки
электронных модулей во все большей степени ориентируются на программное обеспечение.
Это компьютеризированная техника, управляемая мощными контроллерами, способными
обработать большой объем информации в реальном времени, с широким спектром функций.
Безусловно, как механические, так и программные функции оборудования становятся более
сложными, но задача состоит в том, чтобы обеспечить даже более простое управление как
отдельной машиной, так и комплексной линией на уровне оператора.
Производство печатных плат на стадии сборочно-монтажных операций включает в
себя следующие основные этапы:
– подготовка компонентов и материалов;
– нанесение адгезива (клея) и паяльной пасты;
– установка компонентов;
– отверждение клея;
КОМПОНЕНТЫ ДЛЯ УСТАНОВКИ НА ПЕЧАТНЫХ ПЛАТАХ [4]
Известны два основных варианта конструкций узлов на ПП:
– с использованием монтажных отверстий на ПП для установки компонентов, имеющих
выводы (традиционный монтаж),
– с установкой компонентов на поверхности ПП без применения монтажных отверстий
(поверхностный монтаж).
На практике встречается несколько различных вариаций конструкций узлов, среди
которых можно выделить характерные группы (рис. 15.1.1):
1. Тип I – на двух сторонах платы размещаются только поверхностно-монтируемые
компоненты, тип пайки на обеих сторонах – оплавление дозированно нанесенной
припойной пасты;
2. Тип II – с использованием на лицевой стороне поверхностно-монтируемых и выводных, устанавливаемых в отверстия, на обратной стороне размещаются только пассивные чип-компоненты, обратная сторона паяется волной припоя;
3. Тип III – на лицевой стороне только выводные компоненты, на обратной – только пассивные чип-компоненты, вся плата паяется волной припоя.
Рис. 15.1.1.
72
В зависимости от конструкции корпуса компонента и формы выводов можно выделить три основных группы компонентов:
1. Поверхностно-монтируемые компоненты (surface mount component - SMC или surface
mount device - SMD). К этой группе относятся пассивные компоненты (резисторы,
конденсаторы, индуктивности) в корпусах, не имеющих выводов (0805, 0603, MELF),
ИМ и другие полупроводниковые приборы в базовых технологических корпусах SO,
PLCC, OFP, BGA, TAB, flip-chip, COB, DCA, а также компоненты, аналогичные по
исполнению.
2. Выводные компоненты (Pin Through Hole – PTH или Through Hole Assembly - THA).
Группа включает традиционные пассивные и активные компоненты с осевыми (аксиальными) и радиальными выводами, а также интегральные схемы в корпусах типа DIP
(Dual in-line Package).
3. Нестандартные компоненты (Odd Form Component - OFC). К этой группе относятся
выводные компоненты, не вошедшие во 2 группу, и включающая в себя соединители,
разъемы, трансформаторы, колодки, держатели, экраны и т.д. Группа является самой
динамичной, так как усилиями производителей ряд нестандартных компонентов либо
становятся поверхностно-монтируемыми, либо переходят в категорию стандартных
аксиально-радиальных.
Пассивные компоненты для поверхностного монтажа изготавливаются в двух модификациях: в виде цилиндра (тип MELF – Metal Electrode Face bonding) и чипа (параллелепипеда).
Внешний вид чип-резистора для поверхностного
монтажа приведен на рис. 15.1.2. Его конструкция представляет собой прямоугольный параллелепипед с металлизированными боковыми поверхностями, которые играют роль внешних выводов и используются для пайки.
На поверхность керамической подложки наносится методами толстопленочной технологии резистивная пленка,
Рис. 15.1.2.
которая и выполняет функции резистора.
Стандартное обозначение пассивных чип-компонентов состоит из 4 цифр, несущих
информацию о размере компонента, например: 0402 – длина компонента 4 миллидюйма, ширина 2 миллидюйма. Для большинства пассивных компонентов принята дюймовая система
обозначения их корпусов. Общемировое потребление чип-компонентов быстро растет. Основная тенденция – уменьшение размеров, однако прогресс в этом направлении постепенно
замедляется из-за увеличения стоимости компонента с уменьшением его размера, а также изза потери коэффициента воспроизводимости многих сборочных систем при переходе, к примеру, от чипов 0402 к 0201.
Керамические чип-конденсаторы представляют собой структуру из чередующихся
диэлектрических слоев керамики и металлических пленок, замыкающихся на боковые выводы-электроды. Внешне они мало отличается от чип-резисторов. Из-за многослойной структуры керамические конденсаторы восприимчивы к тепловому удару, поэтому скорость предварительного нагрева при пайке не должна превышать 2 °С/сек., а разница температур между
конденсатором и ванной с расплавленным припоем не должна превышать 100°С.
Примерно в таком же виде изготавливаются и другие компоненты: индуктивности,
танталовые конденсаторы, а также некоторые типы диодов. Большое разнообразие видов и
номиналов компонентов при небольшом различии конструкций их корпусов имеет важнейшее значение, поскольку позволяет использовать унифицированное оборудование для установки компонентов на поверхность ПП.
Интегральные компоненты.
Значительно большее разнообразие конструкций корпусов наблюдается у микросхем.
Можно выделить 4 типа корпусов:
1. С вертикальными выводами, расположенными перпендикулярно плоскости корпуса
73
ИМ (DIP, PGA).
2. С плоскими выводами, выходящими параллельно корпусу ИМ (Flat Pack – SO, PLCC,
QFP, TAB).
3. Безвыводные корпуса (металлизация контактных площадок на боковых стенках корпуса - LCCC).
4. С шариковыми выводами на нижней плоскости корпуса (BGA – Ball Grid Array, flipchip).
Конструкция корпусов ИМ первой группы характерна для традиционного монтажа,
поскольку требует наличия на плате установочных отверстий, в которые микросхема запаивается, или так называемых «кроваток» - установочных панелей, в которые микросхема
вставляется без пайки.
Корпуса DIP изготавливаются с шагом выводов 2,5 мм, количество выводов от 16 до 64, масса от 1 до 12 г. Корпуса PGA применяются для
микропроцессоров и ИМ высокой степени интеграции. Как правило, они весьма дороги и устанавливаются в «кроватки» (socket). Шаг между выводами
не менее 2,5 мм, количество выводов от 68 до 387.
Рис. 15.1.3.
На корпусе могут располагаться пассивные чипкомпоненты для развязки электрических цепей. Корпуса PGA изготавливаются из керамики
или пластмассы и используются, как правило, с принудительным охлаждением (вентилятор
на верхней крышке). При большом количестве выводов микросхемы имеют существенные
массо-габаритные показатели (масса до 84 г, размеры до 66х66 мм).
Вторая группа корпусов (рис. 15.1.4) – самая
распространенная, имеет много подвидов. Отметим
две разновидности группы.
1. Собственно FP – прямоугольная или квадратная плоская упаковка (QFP). Выводы расположены с двух или четырех сторон, количество выводов – от 6 до 304, шаг выводов – от
1,27 мм до 0,25 мм, габариты корпуса на плате (длина и ширина) – от 5х5 мм (32 вывода
при шаге 0,5 мм) до 40х40 мм (304 вывода,
Рис. 15.1.4.
шаг 0,5 мм).
Для QFP процесс нанесения припойных паст методами трафаретной печати на контактные площадки ПП остается самым критическим процессом, вызывающим снижение коэффициентов воспроизводимости сборочной системы. Это приводит к усложнению относительно простых автоматических станков для трафаретной печати, поскольку в таких автоматах не обойтись без автоматического оптического контроля количества и качества нанесения припойной пасты. Особое внимание для этих корпусов
уделяется аккуратному обращению при формовке его выводов, тестировании и транспортировке на сборку: для шагов выводов 0,635 мм и менее толщина выводов небольшая и они легко деформируются.
2. TAB (Tape Automated Bonding, или ТСР – Tape Carrier Package) – в технологии TAB
кремниевые кристаллы крепятся к полимерной ленте, на которую нанесены металлические пленочные проводники, формирующие внутренние соединения выводов кристалла. Присоединение выводов чипа к сборке следующего уровня (печатной плате)
достигается при помощи внешних выводов полимерной ленты. Для соединения внешних выводов TAB с подложкой обычно используются методы контактной пайки, пайки горячим газом или лазерной микросварки. Сборка очень компактна, высота не превышает 0,75 мм. 320-выводной корпус с шагом выводов 0,25 мм весит не более 0,5 г и
имеет габариты 24х24 мм. Для сравнения: 296-выводной пластиковый QFP корпус весит 9,45 г. Технология TAB освоена ограниченным кругом ведущих технологических
74
фирм мира.
Третий тип корпусов – LCCC (безвыводные
керамические или пластиковые кристаллоносители,
рис. 15.1.5). Выполняется корпус из пластика или керамики. Количество выводов – от 5 до 84. Шаг выво3.
дов от 1,27 мм до 0,5 мм. Отсутствие выводов позвоРис. 15.1.5.
ляет увеличить плотность компоновки узлов. Несколько более затруднен контроль паяных соединений корпуса с контактными площадками ПП,
поскольку часть паяного соединения находится под корпусом микросхемы. Кроме того, для
корпусов больших размеров актуальными становятся дефекты паяных соединений, вызванные усталостным разрушением металла припоя из-за термоциклирования в процессе эксплуатации изделия.
Четвертый тип корпусов для ИМ (рис.
15.1.6) – компоненты BGA (Ball Grid Array –
шариковые выводы с матричным расположением) и технология CSP (Chip-Scale Packages),
флип-чип (flip chip). Отличительной чертой корпусов является наличие контактов на нижней
плоскости корпуса в виде шариковых выводов.
Такая конструкция корпуса позволила увеличить
шаг выводов, и для большинства корпусов он
Рис. 15.1.6.
составляет 1,0 или 1,27 мм, что упрощает разводку проводников на ПП. Количество выводов корпуса от 36 до 2401, при этом габариты от
7х7 до 50х50 мм. Высота корпуса не превышает 3,5 мм. Кроме того, шариковые выводы на
основе SnPb сплава дали удивительное послабление технологам при выполнении операций
установки корпуса на плату: неточность попадания выводов на контактную площадку ПП
может составлять до 50%! Все дело в том, что при оплавлении припойной пасты на контактных площадках во время пайки за счет сил поверхностного натяжения расплавленного припоя происходит самоцентрирование корпуса микросхемы.
Недостатком корпусов типа BGA является затрудненный контроль операции пайки и
ремонт узлов. Для контроля соединений BGA в узле используются чаще всего рентгеновское
оборудование. В последние годы инфраструктура BGA развивалась стремительно, и сейчас
известно много видов этого типоразмера, включая пластиковые, керамические, металлические, и другие, а также микро-BGA, напоминающие собой открытые кристаллы. BGA предпочтительнее там, где количество каналов ввода/вывода ИС превышает 256.
CSP обычно определяется как компонент, размером не более чем на 20 % превышающий размер самого
кристалла (рис. 15.1.7). Первоочередными областями
применения этих компонентов являются микросхемы
памяти (особенно флэш), аналого-цифровые преобразователи, процессоры цифровой обработки сигнала, а
Рис. 15.1.7.
также микросхемы специального применения (ASIC) и
микропроцессоры.
Технология флип-чип представляет собой Si-кристалл, непосредственно устанавливаемый на коммутационную подложку узла (например, ПП) лицевой стороной вниз, на которой выполнены внешние контакты в виде припойных шариков из более тугоплавкого сплава,
чем SnPb. Из-за того, что выводы формируются на кремниевом кристалле микросхемы, шаг
выводов является очень малым и составляет 0,152 мм, что приводит к усложнению ПП. Преимущества технологии:
– экономия места на ПП;
– малые габариты и вес узла с такими компонентами;
– снижение стоимости материалов (у кристалла нет корпуса);
– сокращение длины электрических соединений, что обеспечивает лучшие электриче-
75
–
–
–
–
–
ские параметры;
меньшее количество соединений, что сокращает количество потенциальных точек отказа и обеспечивает более эффективный отвод тепла.
Технология популярна в последние годы, но имеет и свои недостатки:
дороговизна технологии формирования шариковых выводов у кристалла;
чрезвычайно плотная разводка платы под посадочное место для флип-чипа, что приводит к повышению расходов на изготовление платы;
больший объем работы технологов по оптимальному выбору флюсующих веществ и
адгезивов в зависимости от вида флип-чипа, подложки и процесса;
трудности контроля качества в технологии флип-чипов, а также ремонта плат с их
применением.
Нестандартные и выводные компоненты.
Автоматизация сборки на платы нестандартных компонентов весьма дорога из-за их
малого количества на плате и большого разнообразия типов конструкций. Однако последние
годы автоматизация процессов, связанных с нестандартными компонентами, развивается
весьма активно, что приносит производителям электронных модулей существенные преимущества. Быстро развивается инфраструктура поддержки данного направления технологии. Разрабатываются новые типы корпусов, близкие по формам к стандартным, которые
способны выдерживать высокие температуры при пайке оплавлением припойных паст. В последнее время электронная промышленность мира быстро движется к установлению единых
стандартов сборочно-монтажных технологий при использовании нестандартных компонентов.
Сборочно-монтажные технологические процессы с применением традиционных выводных компонентов стояли у истоков автоматизации сборки узлов РЭА. В свою очередь,
зарождение технологии монтажа на поверхность и ее бурный рост в 80-90-е годы породили
мнение о том, что компоненты с традиционными выводами доживают свой век. Однако технология сборки выводных компонентов выжила перед лицом монтажа на поверхность, показав себя достаточно конкурентоспособной по ряду важнейших факторов.
Инфраструктура технологии монтажа в отверстия гораздо проще и эффективнее, чем
технологии монтажа на поверхность. Это приводит к тому, что в развивающемся производстве отраслевого технического обеспечения сборочные процессы всегда начинают с технологии выводных компонентов, что выгодно и по экономическим причинам, поскольку электронные изделия специального назначения в лучшем случае являются малосерийными с подавляющим применением выводных компонентов.
В современной технологии сборки выводных компонентов можно отметить следующие тенденции:
– она развивается в тех отраслях, где ощущается недостаток инвестиций, где низка
стоимость рабочей силы, и где квалификация операторов, обслуживающего персонала и технологов находится в состоянии развития;
– в ряде случаев полностью отсутствуют компоненты в поверхностно-монтируемом
виде либо они слишком дороги. Это силовые устройства (регуляторы напряжения,
транзисторы, диоды, резисторы), а также ряд электролитических конденсаторов,
потенциометров, индуктивностей, реле и оптоэлектронных устройств.
Ведущие производители оборудования для сборочно-монтажных процессов в технологии выводных компонентов видят своей главной задачей в ближайшем будущем значительное улучшение технологии сборки и разработки машин и систем нового поколения.
Поддержка и инвестиции этого направления гарантированы, поскольку даже сейчас технология монтажа в отверстия обеспечивает наиболее низкую стоимость и наиболее высокую производительность (в пересчете на 1 м2 занимаемой площади), а потому имеет весьма прочные
позиции в значительном количестве сборочных производств.
76
СБОРКА МОДУЛЕЙ НА ПЕЧАТНЫХ ПЛАТАХ [4]
Установка компонентов на ПП является наиболее важной и сложной операцией в
технологическом цикле. Производительность установки компонентов на плату определяет
общую производительность монтажного участка.
Наиболее простой, но малопроизводительный метод установки компонентов – ручной, при помощи соответствующего инструмента. В этом случае большую роль играют
субъективные факторы, уровень профессионализма и опыт оператора. Установка сложных и
мелких компонентов отнимает у оператора много времени, а для установки компонентов в
корпусах BGA необходимо специальное оборудование. Уменьшение шага компонентов и
размеров контактных площадок приводит к повышению требуемой точности установки компонента на плату. Если для DIP компонента с шагом 2,5 мм достаточна точность ±0,25 мм, то
для шага 0,63 мм она возрастает до ±0,05 мм, а для шага 0,5 и менее ±25 мкм. Выдерживать и
сохранять такую точность в течение рабочей смены оператору крайне сложно, поэтому для
поверхностного монтажа более характерна полуавтоматическая или автоматическая сборка.
Полуавтоматическая сборка.
Из практики сложились следующие требования по точности позиционирования компонентов. На контактную площадку (КП) должно приходиться не менее 60% ширины вывода
и выступ за пределы КП не должен превышать 25 мкм. Размеры КП и расстояния между
компонентами наиболее важны с точки зрения технологичности. Плотность компоновки
определяет и ценовые критерии установки компонентов, пайки, очистки, проверки и ремонтопригодности.
Самыми простыми и недорогими устройствами для установки поверхностно монтируемых компонентов являются ручные манипуляторы, которые обычно состоят из следующих узлов:
1. Базовое устройство с пантографом.
2. Головка с автоматическим вакуумным захватом.
3. Встроенная вакуумная помпа или внешний компрессор.
4. Набор вакуумных наконечников.
5. Карусельный питатель для подачи компонентов из россыпи.
Установка состоит, как правило, из рабочего поля, на котором закрепляется плата.
Над ней в полуавтоматическом режиме перемещается вакуумная присоска, предназначенная
для захвата и перемещения компонента из накопителя на его место на плате. Оборудование
комплектуется набором различных накопителей для компонентов (ленты, пеналы или поддоны). Полуавтоматы по установке компонентов позволяют монтировать до 400÷500 компонентов в час.
Автоматическая сборка.
Наиболее сложным, дорогим и высокопроизводительным оборудованием являются
автоматические установщики. Принцип их работы состоит в следующем. Файлы САПР
транслируются в исполнительные программы, посредством которых монтажная головка
устройства автоматически перемещает компонент из накопителя на место его монтирования
на плате. Производительность автоматических установщиков компонентов может доходить
до 100 тыс. компонентов в час. Номенклатура устанавливаемых компонентов от ограниченного числа чипов и микросхем, наиболее простых для установки, до сложных компонентов,
таких как чипы 0402 и 0201, ИМ с шагом выводов менее 0,6 мм и корпусов с шариковыми
выводами (BGA). Наиболее дорогостоящее оборудование позволяет монтировать и некоторые выводные компоненты. Максимальная величина формата плат может достигать значения
457x508 мм. Формат головок для захвата и установки компонентов диктует ограничения на
максимальную плотность монтажа платы. Ограничения на размещение компонентов (зазор
между соседними корпусами, высота рядом расположенных корпусов) налагают также установки оптического контроля качества нанесения паяльной пасты и пайки.
77
В автоматах установщиках большое значение имеет используемое ПО. Желательно,
чтобы оно имело следующие возможности:
– оптимизации исполнительной программы установки компонентов с точки зрения
наиболее короткого перемещения головки;
– моделирование работы оборудования, позволяющее вычислять время сборки продукта без реального запуска автомата;
– сбор статистической информации о параметрах работы оборудования;
– возможность отбраковки помеченных бракованных плат;
– защита от несанкционированного или неквалифицированного доступа.
Выбор оборудования необходимо проводить исходя из особенностей конструкции
платы и производительности участка. При лабораторном производстве оптимально использование полуавтоматов. При больших объемах производства необходимо использование автоматов, которые помимо увеличения производительности повышают качество изделия и
снижают вероятность ошибок.
Способы позиционирования.
В технологии поверхностного монтажа компонентов различают четыре способа позиционирования компонентов:
• Конвейерное позиционирование ("поточно-последовательное").
Плата движется по конвейеру вдоль нескольких модулей позиционирования.
Каждый модуль осуществляет размещение одного типа корпусов (рис.
15.2.1).
• Последовательное единичное либо групповое позиционирование. Одна или две управляемые от ЭВМ монтажные головки выбирают компоненты из питателей и устаРис. 15.2.1.
навливают их на плате. В некоторых автоматах подвижная головка перемещается в двух направлениях (X и Y). Более частот применяются
автоматы, где под неподвижную головку подводится подвижный стол для поРис. 15.2.2.
зиционирования компонентов (рис. 15.2.2).
• Последовательно-параллельное позиционирование. Последовательно-параллельное позиционирование называют также синхронно - последовательным, поскольку оно осуществляется в несколько приемов, причем за
один прием устанавливается сразу несколько компонентов в корпусах различной сложности. В этом случае автоматы имеют координатный столик, на
котором крепится плата и последовательно расположенные монтажные мноРис. 15.2.3. гозахватные головки. Столик по программе может перемещаться по осям XY. Каждая головка устанавливает свой тип компонента либо последовательно, либо одновременно (рис. 15.2.3).
• Массовое или поточно-параллельное позиционирование. Многозахватные головки за один прием устанавливают на плату большой набор
компонентов. За одну операцию ими заселяется часть или вся плата (рис.
15.2.4).
Метод массового размещения более всего применим к очень высоким
объемам выпускаемой продукции с низкой степенью смешанности компонентов для различных типов монтажа. Автоматы-укладчики, использующие
Рис. 15.2.4.
метод последовательного группового размещения, могут обеспечить высокий
уровень гибкости производства, но с более низкой скоростью позиционирования. Они применяются в случае низкого или среднего объема производства изделий с высокой степенью
смешанности монтажа. Последовательно - параллельные автоматы наилучшим образом приспособлены для средних и высоких объемов работ при низкой степени смешанности монтажа. В некоторых автоматах предусмотрена возможность смены монтажных головок и захватов. Это увеличивает гибкость производственных линий, хотя и снижает производительность.
78
Системы подачи компонентов.
При разработке автоматов-укладчиков используют принцип произвольного доступа,
заключающийся в том, что компонент выбирается из питателя непосредственно перед позиционированием. Существует несколько способов подачи компонента в монтажную головку:
Компонент переносится из питателя на место установки с помощью поворотной
башенной головки.
Монтажная головка сама захватывает компонент непосредственно из питателя и
размещает его на плате.
Питатели устанавливаются на каретку, управляемую ЭВМ, которая в нужный момент подает на сборку требуемый компонент.
От метода подачи компонентов зависит конструкция питающих механизмов. Применение поворотных башенных головок и подвижных кареток ограничено конструкцией и типоразмерами корпусов, поставляемых на лентах - носителях. Питатели этого типа позволяют
производить высокоскоростную сборку. Автоматы с такими системами питания, как лентыносители компонентов, магазины-шины и ячеистые магазины, производят захват каждого
компонента отдельно и имеют низкую производительность, но они обладают большой гибкостью применительно к разным типам конструкций компонентов.
Производительность автоматов-укладчиков компонентов может составлять от 500
до более чем 100000 компонентов в час. Автоматы сильно отличаются друг от друга по своей
гибкости, методам позиционирования, уровню конструктивной сложности, и подразделяются на четыре группы:
Автоматы с производительностью менее 4000 компонентов в час. Предназначены
для выпуска небольших партий изделий в научно-исследовательских лабораториях
или опытных партий на этапе освоения техники поверхностного монтажа. Их конструкция разрабатывается с учетом удобства работы в период обучения специалистов. Сюда также входят высокопрецизионные автоматы для позиционирования
PLCC.
Автоматы со средней производительностью 4000-6000 компонентов в час. Большая
часть этих машин обладает способностью к гибкой перенастройке.
Высокопроизводительные автоматы: 9000-20000 компонентов в час. Предназначены для позиционирования чип-компонентов в прямоугольном корпусе или в корпусе типа MELF, а также компонентов в корпусе типа SO.
Автоматы для массового производства: более 100000 компонентов в час. Они могут
устанавливать только простые чип-компоненты.
Производительность и уровень гибкости автомата - укладчика обусловливают потенциальные возможности его применения. Гибкость укладчика определяется количеством типоразмеров корпусов компонентов и конструкций питателей, с которыми он в состоянии работать. Малопроизводительные укладчики, обладающие
высокой гибкостью, могут работать со всеми форматами упаковки поставляемых
компонентов (лента-носитель, магазин-шина, ячеистый магазин). Гибкость оборудования связана со следующими факторами:
Ограниченным количеством входов загружаемых компонентов различных типоразмеров, обычно менее 60 (увеличение числа типоразмеров корпусов компонентов, с которыми может работать технологическая линия, требует совместного использования нескольких сборочных модулей).
Высокоточным позиционированием с использованием системы технического зрения, рекомендуемой для установки компонентов с малым шагом выводов (менее
0,635мм).
Перспективной концепцией для монтажных автоматов является концепция, где каждая единица оборудования решает как можно более широкий круг задач, а применение отдельного станка для каждой отдельной задачи будет неэкономичным.
79
ЛИТЕРАТУРА
1. Ивченко В.Г. Конструирование и технология ЭВМ. Конспект лекций. - /Таганрог:
ТГРУ, Кафедра конструирования электронных средств. – 2001. http://www2.fep.tsure.ru/russian/kes/books/kitevm/lekpart1.doc
2. Конструкторско-технологическое проектирование электронной аппаратуры: Учебник для вузов. – М.: Изд. МГТУ им. Н.Э. Баумана, 2002. – 528 с. URL:
http://slil.ru/22574041/529407141/Konstruktorskotehnologicheskoe_proektirovanie_elektronnoj_apparatury.rar
3. Технология приборостроения: Учебник / Под общей редакцией проф.
И.П.Бушминского. – М.: МГТУ им. Н.Э.Баумана. URL:
http://www.engineer.bmstu.ru/res/RL6/book1/book/metod/tpres.htm
4. Тупик В.А. Технология и организация производства радиоэлектронной аппаратуры. – СПб: Издательство: СПбГЭТУ "ЛЭТИ" – 2004. URL:
http://dl10cg.rapidshare.de/files/31510061/4078542704/tehnologiya.i.organizaciya.proizv
odstva.radioelektronnoj.apparatury.pdf.rar
80
Тема: ПАЙКА И КОНТРОЛЬ ПЕЧАТНЫХ ПЛАТ
Содержание:
14. Пайка на печатных платах. Общие сведения. Пайка волной припоя. Пайка в парогазовой среде. Пайка инфракрасным нагревом. Конвекционная пайка. Другие
методы пайки. Припойная паста. Технология нанесения припойной пасты.
Технологии изготовления трафаретов. Процесс трафаретной печати. Очистка
плат после пайки.
15. Контроль в сборочном производстве печатных плат. Автоматическая оптическая инспекция. Рентгеновские контрольные технологические установки. Электрический контроль. Тестирование многослойных ПП. Платы для ВЧ-схем.
Методы тестирования сборок. Внутрисхемное тестирование. Функциональное
тестирование. Ремонт печатных плат.
Производство печатных плат на заключительной стадии сборочно-монтажных операций включает в себя следующие основные этапы: оплавление припоя с помощью печей или в
машинах; отмывка плат; выходной контроль; ремонт дефектных плат, если он возможен;
влагозащита плат; упаковка.
ПАЙКА НА ПЕЧАТНЫХ ПЛАТАХ [4]
Общие сведения.
Пайка представляет собой распространенный способ монтажа компонентов в производстве радиоэлектронных узлов. При этом обеспечивается и механическое крепление выводов компонентов, и электрическое контактирование в соответствии с электрической принципиальной схемой. При пайке две металлические детали (или детали с металлическим покрытием) соединяются при помощи припоя - третьего металла или сплава. Соединяемые детали
не расплавляются сами, расплавляется только припой. Поэтому пайка имеет более щадящий
тепловой режим для деталей, чем сварка. Для получения качественного паяного соединения,
обладающего хорошими электропроводящими и прочностными свойствами, необходимо
обеспечить несколько условий:
1. Получить чистые металлические поверхности у соединяемых деталей (удалить загрязнения и пленки окислов) с помощью технологического флюса;
2. Нагреть припой выше точки плавления;
3. Обеспечить вытеснение флюса с помощью наступающего припоя;
4. Обеспечить растекание жидкого припоя по металлической поверхности;
5. Обеспечить диффузию атомов из твердой металлической фазы в жидкий припой и
наоборот – образование сплавных зон.
Среди припоев в радиоэлектронике наиболее широкое распространение получили
припои на основе композиции олова и свинца (ПОС). Сплав имеет особую точку, называемую точкой эвтектики. В этой точке температура кристаллизации припоя составляет 183 °С,
что значительно ниже точек плавления Sn и Pb (232 °С и 327 °С).
Флюс является материалом, под воздействием которого происходит быстрое и совершенное смачивание металлической поверхности соединяемых деталей расплавленным припоем благодаря влиянию сил поверхностного натяжения. Кроме того, флюс обладает свойством растворения и удаления окисных слоев на контактируемых металлах и защиты очищенной поверхности от нового окисления. Остатки флюса должны легко удаляться, быть не
изменять электрические параметры исходного материала и не вызывать коррозии. Распространены флюсы на основе органических кислот из смол хвойных пород деревьев (канифоль). Известно и большое количество синтетических материалов.
81
Смачивание, как решающий фактор процесса
пайки, может улучшаться посредством поверхностноактивных веществ флюсов. Качество смачивания
можно определить по краевому углу смачивания (рис.
16.1.1). Уменьшение поверхностного натяжения припоя в расплавленном состоянии приводит к уменьшеРис. 16.1.1
нию угла смачивания. Именно в процессе смачивания
создаются условия (наряду с высокой температурой) для создания диффузионных сплавных
зон на границах раздела припоя и соединяемых металлов, которые определяют прочностные
характеристики паяного соединения. Зачастую прочность диффузионных сплавных зон превышает прочность соединяемых металлов.
В последнее время набирает силу движение за исключение свинца как токсичного металла из электронных сборок. В поисках сплавов на замену традиционной композиции SnPb
исследовано большое количество материалов, однако абсолютно равноценной замены пока
не найдено. ПОС обладает практически оптимальными свойствами для РЭА: хорошей смачиваемостью, прочностью, пластичностью, удобной точкой плавления, коррозионной стойкостью, усталостной прочностью, и, наконец, стоимостью.
Появление на ПП поверхностно монтируемых компонентов существенно изменило
технологию пайки. Пайка волной припоя была внедрена в середине прошлого века и до
настоящего времени является единственным групповым методом пайки компонентов, устанавливаемых в отверстия ПП. Она выполняется чаще всего погружением обратной стороны
платы с выступающими выводами в ванну с припоем. Для пайки плат со смешанным монтажом (компоненты, монтируемые в отверстия с одной стороны платы и простые, монтируемые на поверхность с другой) был разработан метод пайки двойной волной припоя.
Для пайки поверхностно монтируемых компонентов была разработана технология
оплавления дозированного припоя. Методами трафаретной печати припой в виде пасты
наносится на контактные площадки ПП, затем на него устанавливаются компоненты. В ряде
случаев припойную пасту просушивают после нанесения с целью удаления из ее состава летучих ингредиентов или предотвращения смещения компонентов непосредственно перед
пайкой. Оплавление припоя и получение паяных соединений происходит в нагревательном
устройстве.
В 1973 г. появилась пайка в парогазовой фазе (ПГФ), когда фирма DuPont разработала
и запатентовала специальные жидкие материалы, имеющие температуру кипения 215 °С. С
1983 г. основным конкурентом пайки в ПГФ стала пайка расплавлением дозированного припоя с помощью инфракрасного нагрева (ИК-пайка). Примерно с этого же времени развивается пайка в конвекционных печах. В Японии пайка компонентов, устанавливаемых на поверхность недорогих плат с низкой плотностью монтажа, производится с применением
нагретого инструмента. Для чувствительных к тепловому воздействию и сложных микросборок с поверхностным монтажом ведущими японскими компаниями была разработана лазерная пайка. Ведущие поставщики сборочно-монтажного оборудования обычно включают
установки для пайки в состав выпускаемых производственных линий.
Пайка волной припоя применяется только для пайки компонентов в отверстиях плат
(традиционная технология), хотя некоторые изготовители утверждают, что с ее помощью
можно производить пайку поверхностно монтируемых компонентов с несложной конструкцией корпусов, устанавливаемых на одной из сторон ПП.
Процесс пайки прост. Платы, установленные на транспортере, подвергаются предварительному нагреву, исключающему тепловой удар на этапе пайки. Затем плата проходит
над волной припоя. Сама волна, ее форма и динамические характеристики являются наиболее важными параметрами оборудования для пайки. С помощью сопла можно менять форму
волны. В настоящее время каждый производитель использует свою собственную форму волны (в виде греческой буквы «омега», Z-образную, Т-образную и др.). Могут варьироваться
направление и скорость движения потока припоя, достигающего платы, но они должны быть
одинаковы по всей ширине волны. Регулируется также угол наклона транспортера для плат.
82
Некоторые установки для пайки оборудуются дешунтирующим воздушным ножом, который
обеспечивает уменьшение количества перемычек припоя. Нож располагается сразу же за
участком прохождения волны припоя и включается в работу, когда припой находится еще в
расплавленном состоянии на ПП. Узкий поток нагретого воздуха, движущийся с высокой
скоростью, уносит с собой излишки припоя, тем самым, разрушая перемычки и способствуя
удалению излишков припоя.
Когда появились ПП, с обратной стороны которых устанавливались поверхностные
компоненты, их пайка производилась волной припоя. При этом возникло множество проблем, а именно: непропаи и отсутствие галтелей припоя из-за эффекта затенения другими
компонентами, преграждающими доступ волны припоя к соответствующим контактным
площадкам, а также наличие полостей с захваченными газообразными продуктами разложения флюса, мешающих доступу припоя. Потребовалось изменить технологический процесс
пайки волной, внедрив вторую волну припоя. Первая волна делается турбулентной и узкой,
исходит из сопла под большим давлением. Турбулентность и высокое давление потока припоя исключает формирование полостей с газообразными продуктами разложения флюса.
Однако турбулентная волна все же образует перемычки припоя, которые разрушаются второй, более пологой волной с малой скоростью истечения. Вторая волна устраняет перемычки
припоя, а также завершает формирование галтелей. Для обеспечения эффективности пайки
параметры каждой волны должны быть регулируемыми, волны должны иметь отдельные
насосы, сопла и блоки управления.
Пайка двойной волной припоя применяется в настоящее время для одного типа ПП: с
традиционными компонентами на лицевой стороне и простыми компонентами (чипами и
транзисторами) на обратной. Некоторые компоненты (даже пассивные) могут быть повреждены при погружении в припой во время пайки. Поэтому важно учитывать их термостойкость и принимать меры предосторожности: применять поверхностно монтируемые ИС, не
чувствительные к тепловому воздействию; снизить скорость транспортера; проектировать
ПП таким образом, чтобы исключить эффект затенения. Хорошо разнесенные, не загораживающие друг друга компоненты способствуют попаданию припоя на каждый требуемый
участок платы, но при этом снижается плотность монтажа. При высокой плотности монтажа
с помощью данного метода практически невозможно пропаять поверхностно монтируемые
компоненты с четырехсторонней разводкой выводов.
Пайка в парогазовой среде
Пайка в парогазовой среде (ПГФ) с расплавлением дозированного припоя применима
только к сборкам с поверхностным монтажом. Суть процесса: специальная жидкость нагревается до кипения, затем ее пары конденсируются на ПП, отдавая скрытую теплоту парообразования открытым участкам сборки. При этом припойная паста расплавляется и образуется
паяное соединение между выводом компонента и контактной площадкой платы. Когда температура платы достигает температуры жидкости, процесс конденсации прекращается, тем
самым заканчивается и нагрев пасты. Повышение температуры платы от ее начальной температуры до температуры расплавления припоя осуществляется очень быстро и не поддается
регулированию. Поэтому необходим предварительный подогрев платы с компонентами для
уменьшения термических напряжений в компонентах и местах их контактов с платой. Температура расплавления припоя также не регулируется и равна температуре кипения используемой при пайке жидкости. Такой жидкостью является инертный фторуглерод (например,
FC-70).
83
В первых установках для пайки в
ПГФ применялись две рабочих жидкости. С
целью предотвращения утечки паров дорогого фторуглерода и припоя поверх основной технологической среды из инертного
фторуглерода создавалась дополнительная
технологическая среда из более дешевого
фреона. Основной недостаток этих установок состоял в том, что на границе двух техРис. 16.1.2.
нологических сред происходило образование
различных кислот и для защиты ПП требовались системы их нейтрализации. Затем стали
выпускаться установки для пайки в ПГФ конвейерного типа, встраиваемые в технологические сборочно-монтажные линии. Такие установки имеют относительно небольшие входное
и выходное отверстия, позволяющие реализовать систему с одной технологической средой
(рис. 16.1.2).
Пайка инфракрасным нагревом
Пайка инфракрасным нагревом (ИК-пайка) аналогична пайке в ПГФ, за исключением
того, что нагрев платы с компонентами производится не парами жидкости, а ИК-излучением.
Основным механизмом передачи тепла, используемым в установках пайки с ИК-нагревом,
является излучение. В отличие от пайки в ПГФ, в процессе пайки с ИК-излучением скорость
нагрева регулируется изменением мощности каждого излучателя и скорости движения
транспортера с ПП. Поэтому термические напряжения в компонентах и платах могут быть
снижены посредством постепенного нагрева сборок.
Инфракрасные печи применяются при изготовлении несложных плат. Обусловлено
это тем, что инфракрасный тип нагрева имеет ряд отрицательных эффектов. Наиболее существенно влияют на работу следующие:
– количество энергии излучения, поглощаемой компонентами и платами, зависит от
поглощающей способности материалов, из которых они изготовлены. Поэтому
нагрев осуществляется неравномерно в пределах монтируемого устройства;
– высокие элементы могут закрывать более низкие, создавая «тень», где высока вероятность непропая;
– некоторые элементы корпусом могут закрывать свои собственные выводы (кристаллоносители без выводов или с J-образными выводами).
В некоторых установках для пайки с ИК-нагревом вместо ламп ИК-излучения применяются панельные излучающие системы. Излучение такой системы не нагревает непосредственно компоненты на сборке, а поглощается технологической средой (воздух или газ), которая в свою очередь передает тепло на ПП за счет конвекции. Этот способ пайки устраняет
ряд недостатков, присущих пайке с ИК-нагревом, таких, как неравномерный прогрев отдельных частей сборки и невозможность пайки компонентов в корпусах, непрозрачных для ИКизлучения. Панельные излучатели обеспечивают намного меньшую скорость нагрева, чем
традиционные источники ИК-излучения.
Конвекционная пайка
Конвекционная пайка лишена недостатков, связанных с теплопередачей излучением.
Но управлять горячим воздухом труднее и технически сложнее. Конвекционная пайка реализуется в камерных или конвейерных печах. Камерные печи используются в лабораторных
условиях, в единичном или мелкосерийном производстве. Конвейерные печи встраиваются в
сборочные линии и используются, как правило, в крупносерийном производстве.
В камерных печах отработка профиля пайки осуществляется путем изменения температуры внутри камеры со временем, в конвейерных – перемещением платы по конвейеру через несколько зон печи (зоны нагрева и охлаждения). Как правило, максимальная температура, при которой происходит непосредственно оплавление пасты, составляет 210÷220 °C.
84
Плата находится в печи при максимальной температуре в течение всего нескольких секунд,
после чего производится ее охлаждение.
В ряде случаев применяется пайка в инертной среде, при которой осуществляется
впуск азота в рабочую область печи. Эта операция используется для сведения к минимуму
окислительного процесса. Однако необходимо оценивать необходимость этой операции. В
случае если процесс пайки длится небольшой промежуток времени, припой не успеет окислиться, так как в его состав входит флюс, обеспечивающий растворение окислов на поверхности частиц порошка припоя. Пайка в инертной среде потребует большого расхода азота,
что повлечет за собой использование азотной станции с существенными дополнительными
расходами. Использование азотной среды при конвекционной пайке оправдано только в
условиях серийного производства при изготовлении сложных модулей, требующих высокого
качества исполнения.
Другие методы пайки.
Метод пайки расплавлением дозированного припоя с помощью нагретого приспособления разработан в Японии применительно к изделиям бытовой электроники с невысокой
плотностью монтажа. ПП с компонентами помещается на теплопроводящий транспортер,
содержащий набор специальных пластин, температура которых контролируется. Пластины
подбираются по габаритам компонента, прижимают выводы к контактным площадкам и передают тепло для оплавления припоя. Метод рекомендован к применению для пайки ТАВ
корпусов и flat-pack, имеющих весьма тонкие выводы, подверженные изгибанию. Во время
прижима осуществляется разогрев соединения до точки оплавления припоя по запланированному графику, а затем идет процесс охлаждения паяного контакта, и только затем убирается инструмент. Процесс последовательный, достаточно медленный, однако обеспечивает
надежную пайку для ответственных и дорогих деталей.
Пайка расплавлением дозированного припоя с помощью лазерного излучения также
является последовательным процессом. Для нагрева соединений применяются твердотельные либо газовые лазеры. Главное достоинство лазерной пайки заключается в том, что пучок
лазерной энергии хорошо фокусируется. Метод особенно эффективен для пайки термочувствительных компонентов и компонентов с малым шагом выводов. Некоторые из наиболее
сложных сборок на платах (например, центральные процессоры вычислительных машин)
размером 254x305 мм могут иметь до 10000÷15000 паяных соединений. Главным здесь является качество и надежность паяных соединений, а не производительность установки.
На качество паяных соединений узла влияет множество факторов, в том числе и выбранный конструктором вариант размещения компонентов. Корпуса для больших и сверхбольших интегральных микросхем изготавливаются из материалов, которые должны обеспечивать хороший теплоотвод от корпуса ИМ в процессе эксплуатации. Низкое тепловое сопротивление корпуса, большая масса и теплоемкость крупных корпусов не позволяют получить одинаковую температуру в области выводов при пайке малых и больших корпусов, расположенных на плате в непосредственной близости. Такой эффект необходимо иметь в виду
и технологу, и конструктору.
Припойная паста.
Для нанесения методом трафаретной печати через металлический трафарет или для
нанесения дозатором разрабатываются различные варианты паяльных паст. Характеристики
припойных паст в первую очередь определяются их составом.
Припойные пасты представляют собой смесь мелкодисперсного порошка материала
припоя со связующей жидкой основой, в которую входит флюс. Содержание порошка припоя составляет приблизительно 88% от веса пасты. Состав паст выражают через соотношение ингредиентов материала припоя. Так, например, 63/37 означает содержание в составе
материала припоя 63% олова и 37% свинца.
Характеристики частиц материала припоя в пасте оказывают существенное влияние
на качество паяного соединения. Наиболее важным параметром является размер частиц при-
85
поя. Если припойная паста наносится на ПП через сеточный трафарет, рекомендуется применять припойную пасту, у которой максимальный размер частиц припоя составляет половину размера ячейки трафарета. Форма частиц материала припоя также оказывает влияние на
процесс трафаретной печати. Частицы припоя сферической формы облегчают процесс трафаретной печати и позволяют получать хорошую воспроизводимость технологического процесса от одной партии изделий к другой при формировании рисунка припойной пасты.
Наличие в пасте частиц другой формы может способствовать появлению загрязнений, затрудняющих процесс печати, и ускорению процессов окисления материалов припоя. Пульверизация расплавленного припоя, с помощью которой наиболее просто получить порошкообразные припои, образует частицы преимущественно сферической формы.
Флюс в составе припойных паст служит не только для активации металлических поверхностей, удаления с них окислов и предотвращения окисления припоя в процессе пайки,
но и обеспечивает требуемую растекаемость и изменение вязкости со временем при нанесении припойной пасты на ПП. Если состав припойной пасты имеет недостаточную вязкость,
она будет растекаться, что приведет к потере точности рисунка. Для уменьшения растекания
пасты можно увеличить процентное содержание в ней порошка припоя или изменить химический состав флюса путем введения в него специальных вяжущих добавок (загустителей).
Но здесь нужно соблюдать меру, ибо в противном случае может произойти закупорка сопла
дозатора или ячеек трафарета.
Флюс должен удалять окислы с контактируемых металлических поверхностей при
пайке. Для эффективного протекания этого процесса очень важно правильно выбрать необходимый температурно-временной режим пайки (температурный профиль). Если во время
разогрева платы температура повышается слишком быстро, то растворитель, входящий в
припойную пасту в составе флюса, быстро испаряется, что приводит к потере активности
флюса, неравномерному расплавлению припоя, разложению или выгоранию его компонентов. Если же нагревательный цикл завершен преждевременно, то окислы в местах паяных
соединений могут быть не полностью удалены.
Для избегания окисления припоя формирование слоя припойной пасты рекомендуется
производить в химически инертной атмосфере. Хранение пасты рекомендуется осуществлять
в прохладном месте с температурой от +5 до +10 °С. Минимальный срок хранения паяльной
пасты с флюсом при такой температуре составляет 6 месяцев с даты производства. Перед
применением емкость с пастой необходимо выдержать при комнатной температуре до полной стабилизации в течение 2÷8 часов. Не рекомендуется открывать холодную емкость, это
может вызвать конденсацию влаги и ухудшение параметров паяльной пасты. Категорически
не допускается подогрев пасты нагревательными приборами.
Как правило, паяльные пасты с флюсом полностью готовы к применению и не требуют дополнительных разбавителей. Паяльная паста, которая не была использована в течение
рабочей смены, не должна смешиваться со свежей пастой. Остатки пасты рекомендуется
складывать в отдельную тару и использовать в начале следующей смены. Не рекомендуется
использовать пасту, которая находилась на трафарете две рабочих смены. Если устройство
трафаретной печати не использовалось в течение четырех часов, рекомендуется произвести
полную очистку трафарета от остатков паяльной пасты.
Распространенными материалами выводов и внешних контактов электронных компонентов являются золото, серебро, палладий-серебро, медь, луженая медь, и припойная паста
должна выбираться таким образом, чтобы исключить выщелачивание этих материалов.
Большинство паяльных паст с флюсом обладают хорошими клеящими свойствами, достаточными для удержания компонентов после установки до пайки в течение до 8 часов. Клеящие свойства пасты зависят от температуры и влажности, поэтому рекомендуется произвести испытания для определения максимального времени удержания пастой компонентов в
условиях реального производства. Печатные платы могут быть запаяны в течение 24 часов
после нанесения паяльной пасты без ухудшения качества пайки, высокая температура и
влажность могут сокращать это время.
86
Рекомендуемые режимы процесса пайки для наиболее популярных сплавов Sn63/Pb37
и Sn62/Pb36/Ag2, входящих в состав паст, таковы:
1. стадия предварительного нагрева от 20 до 140 °С, скорость нагрева 1 °С/сек;
2. стадия предварительной сушки от 140°С до 160°С, скорость нагрева 0,5 °С/сек;
3. стадия пайки от 160 до 215 °С, скорость нагрева 2 °С/сек.
Более длительное время стадии пайки может улучшить качество паяного соединения,
уменьшить количество и сделать более инертными остатки флюса после пайки. Более короткое время пайки может также дать хорошие результаты, однако в этом случае возможно увеличение количества остатков флюса после пайки. Рекомендуется обеспечить время выдержки выше температуры плавления (+183 °С) в пределах от 30 до 60 сек. Минимальная пиковая
температура в зоне пайки должна быть не менее 210 °С в течение 5 сек. Увеличение скорости
повышения температуры на стадии предварительного нагрева может привести к увеличению
остатков флюса после пайки и ухудшению внешнего вида паяного соединения. Этот косметический дефект полностью устраняется при отмывке остатков флюса.
Вышеуказанные рекомендации служат для первоначальной установки режимов пайки.
Конкретные режимы пайки определяются технологом исходя из конструкции печатной платы и оборудования для пайки.
Технология нанесения припойной пасты.
Процесс нанесения паяльной пасты зависит от большого числа составляющих:
– от характеристик оборудования – принтеров, держателей плат и др.;
– от трафаретов – формы и размеров отверстий, качества стенок отверстий, толщины
трафарета;
– от параметров процесса нанесения пасты – скорости, угла атаки, давления и жесткости ракеля, скорости отделения трафарета, зазора между трафаретом и платой;
– от припойной пасты – размера частиц, объемного содержания металла, вязкости
пасты, подвижности флюса;
– от параметров рабочего помещения – температуры, влажности, пыли.
Припойная паста может наноситься с помощью механических устройств для трафаретной печати (ручной способ), с помощью автоматических принтеров, с помощью дозаторов.
Дозаторы – устройства последовательной обработки, паста наносится по программе в
определенном объеме на заданные точки ПП. Автоматический дозатор представляет собой
рабочий стол, на который крепится обрабатываемая плата. Над рабочим полем перемещается
дозатор, который осуществляет нанесение материалов на плату, для управления используется персональный компьютер. Ключевые параметры дозаторов: скорость дозирования (до 15
тыс. точек в час) и максимальный формат обрабатываемой платы (до 450x450 мм). Как и любой последовательный процесс, такой способ нанесения пасты занимает гораздо больше
времени, чем трафаретная печать. Однако для дозатора не требуется разрабатывать и изготавливать трафарет. При малых объемах производства (единичные платы) для нанесения материалов можно применять и ручное дозирование.
Если на производстве изготавливается большое число конструкций плат при малом их
количестве, то целесообразно применять метод дозирования, особенно при лабораторном
производств, так как стоимость изготовления трафаретов (по одному на каждую сторону
каждой разновидности плат) может оказаться больше стоимости изготовления самих плат. В
случае промышленного производства, напротив, нанесение материалов методом дозирования
нежелательно из-за низкой скорости процесса по сравнению с трафаретной печатью. На
крупносерийных производствах стоимость трафаретов не вносит заметного вклада в общие
расходы.
Устройства трафаретной печати могут быть как ручными, так и автоматическими.
Ручной принтер представляет собой сравнительно простое устройство: на металлической раме закрепляется трафарет, после чего раму крепят к рабочему столу, на котором находится
плата, давление на ракель осуществляется оператором вручную. В автоматических принте-
87
рах все операции – совмещение трафарета и печатной платы, осуществление приводного
давления на ракель, дозирование припойной пасты на трафарет – выполняются автоматически. Эти устройства могут работать как автономно, так и в составе производственной линии.
Основные параметры автоматических принтеров: максимальный формат платы, который
может достигать значения 510х510 мм, и скорость перемещения ракеля (до 150 мм/с).
Технологии изготовления трафаретов.
Главная функция трафарета – облегчить размещение припойной пасты. Цель – нанести точное количество материала на точно определенное место на ПП.
Рекомендованные соотношения шага выводов компонентов, размеров контактных
площадок (КП) и размеров отверстий трафаретов приведены в таблице.
Шаг компонентов,
мм
1,27
1,0
0,825
0,635
0,5
0,425
0,3
Стандарт ширины
КП,
мм
0,635
0,5
0,45
0,4
0,3
0,25
0,2
Стандарт ширины отверстий трафарета, мм
Толщина трафарета,
мкм
0,635
0,5
0,425
0,3
0,25
0,2
0,15
200
150
125
125
125
120
100
Уменьшение размеров отверстий трафарета по отношению к размерам КП выполняется равномерно со всех сторон и центрируется по КП. Для уменьшения площади стенок окна
трафарета и прилипания паяльной пасты к стенкам рекомендуется делать скругленные углы
окон в трафарете. Оптимальное соотношение площади отпечатка паяльной пасты к площади
стенок окна в трафарете должно быть Sкп/Sбс > 0,80, где Sкп – площадь отпечатка паяльной
пасты на плате, Sбс – площадь боковых стенок окна в трафарете.
Наиболее распространены три технологии для производства трафарета – химическое травление, лазерное испарение и электроосаждение. Каждая из них имеет свои особенности. Химически
вытравленные трафареты создаются путем травления металлической фольги, покрытой маской из фоторезиста с двух сторон.
Профиль отверстий при этом имеет характерный вид (рис. 16.1.3
а). При размере шага в 0,5 мм и менее такой профиль увеличивает
сопротивление прохождению пасты, для его устранения применяют электрополирование стенок отверстий трафарета (рис. 16.1.3
Рис. 16.1.3.
б), которое уменьшает поверхностное трение и позволяет хорошо
продавливать пасту.
Трафареты с трапецеидальными отверстиями (рис. 16.1.3 в) имеют со стороны основания трафарета большие размеры, чем со стороны вершины. Трапецеидальное отверстие
может быть выполнено двумя способами: изменением размеров маски фоторезиста на разных сторонах фольги или изменением давления струи травителя при обработке разных сторон фольги. Такая форма отверстий подходит для шага компонентов 0,5 мм и выше.
Методом химического травления могут быть получены трафареты двойного уровня
(ступенчатые), которые позволяют варьировать объем припоя для компонентов, имеющих
различный шаг выводов. Ступенчатость должна быть на стороне ракеля, так как сторона основания трафарета должна ровно прилегать к плате. Как и в технологии формирования рисунка ПП методом травления фольги (субтрактивная технология), при химическом травлении трафаретов возникает боковое подтравливание под маску фоторезиста, вызывающее относительное удлинение размеров отверстий. Это относительное удлинение зависит от тол-
88
щины трафарета, поэтому размер отверстий определяется к толщине фольги как 1,5 к 1. То
есть, при 150 мкм толщине трафарета минимальное отверстие будет 225 мкм.
Метод электроформирования трафарета основан на гальваническом наращивании металлической фольги (как правило, Ni) на основании (носителе), на котором сформированы
«островки» фоторезистивной маски на месте будущих отверстий. Толщина трафарета может
варьироваться от 25 мкм до 0,3 мм и подходит для нанесения пасты для ультрамалых шагов
выводов компонентов: от 0,2 мм до 0,4 мм. Отношение размера отверстий к толщине трафарета 1 к 1.
Трафареты, формируемые лазерным испарением, изготавливаются непосредственно
по оригинальным данным клиента (Gerber формат) и не требуют фотолитографии. Прямое
формирование позволяет повысить точность и воспроизводимость изготовления трафаретов.
По сравнению с химическим травлением края отверстий в ряде случаев могут иметь неровности в силу взрывного испарения металла. Процесс долговременный, т.к. машина вырезает
каждое отверстие индивидуально. Трафареты могут быть произведены комбинированным
способом: химическим травлением для компонентов стандартного шага и лазерным испарением для компонентов малого шага. Готовый трафарет может быть электроотполирован,
чтобы обеспечить гладкость стенок отверстий. Лазерная методика – единственный процесс,
который позволяет корректировать трафарет во время его изготовления (например, добавлять или изменять существующие отверстия или добавлять реперные знаки).
Процесс трафаретной печати.
Для нанесения паяльной пасты могут использоваться ракели различной конструкции
и материала, в том числе стальные или полиуретановые. Угол наклона ракеля: 60° - стандартный, 45° для компонентов с шагом <0,4 мм.
Для контактных площадок прямоугольной формы имеет значение направление движения ракеля: вдоль длинной или короткой стороны, поскольку из-за увлечения пасты ракелем вдоль одной из стенок трафарета остаются небольшие пустоты. Разный объем пасты на
разных КП может приводить к разной высоте припойных столбиков после оплавления припойной пасты. Это может приводить к дефектам типа «открытое соединение» - отсутствию
электрического контакта. Для предотвращения таких дефектов ракель движется под углом
45° к наиболее критичным посадочным местам компонентов. Давление ракеля подбирается
опытным путем и зависит от толщины трафарета и скорости перемещения ракеля. После
прохода ракеля трафарет должен полностью очищаться от остатков паяльной пасты. Например, значения первоначальной установки давления металлического ракеля составляют от
0,12 кг (на каждый см длины ракеля), при скорости перемещения 50 мм/сек до 0,32 кг, при
скорости 150 мм/сек при температуре +23°С. Увеличение или уменьшение рабочей температуры на 1°С требует пропорционального изменения давления ракеля на 5%. Скорость печати
может составлять от 30 до 150 мм/сек. Скорость разделения трафарета с печатной платой после нанесения паяльной пасты высокая – 20 мм/сек; для компонентов с малым шагом рекомендуется уменьшить скорость до 10 мм/сек.
После нанесения паяльной пасты на 15÷20 печатных плат рекомендуется произвести
очистку трафарета с нижней стороны для предотвращения образования перемычек и шариков припоя в процессе пайки. Для очистки трафарета необходимо использовать только специальные материалы (бумагу и промывочные жидкости). Обычные материалы хуже впитывают влагу и оставляют пыль, нитки и ворсинки, которые могут забивать окна в трафарете и
создавать «мостики» между соседними контактными площадками, образуя перемычки припоя в процессе пайки.
Очистка плат после пайки.
Обычная ПП содержит много внутренних полостей (в том числе и под компонентами), имеющих выход на поверхность через узкие вертикальные зазоры между компонентами
или их выводами. Эти полости способны удерживать продукты разложения флюса и другие
загрязнения, которые могут стать источниками коррозии или причиной проникновения
89
внутрь корпусов компонентов веществ, вызывающие повышенные токи утечки. Усиленные
попытки очистить плату, например, с помощью органических растворителей, сами по себе
могут вызвать механические повреждения или коррозию.
Как правило, загрязнения бывают либо полярными (ионы), либо неполярными. Свободные ионы, особенно электроотрицательные, обладающие высокой химической активностью, быстро вступают в реакцию с металлом коммутационных дорожек и вызывают коррозию. Неполярные загрязнения ухудшают адгезию припоя, свойства защитного покрытия и
электрический контакт для функционального испытания микросборки.
Органические растворители в соответствии с их очистной способностью можно разделить на три группы. Гидрофобные - не смешиваются с водой, используются для растворения органических загрязнений, например канифоли и жиров. Гидрофильные - смешиваются с
водой, растворяют полярные и неполярные соединения, причем последние в меньшей степени, чем гидрофобные растворители. Азеотропные - представляют собой в основном смесь
вышеуказанных типов растворителей. В их состав обязательно входят такие ингредиенты,
как фреон-113 или тетрахлордифторэтан, с добавками спиртов и стабилизирующих ингредиентов.
Очистка изделий с применением растворителей может быть реализована погружением
плат в ванну с растворителем, равномерным по полю платы или направленным в виде струй
опрыскиванием, либо комбинацией обоих методов. Может применяться ультразвуковое перемешивание при очистке плат в ванне с растворителем. На эффективность очистки может
повлиять ряд факторов, в том числе расположение компонентов. Компоненты должны размещаться на поверхности платы таким образом, чтобы их корпуса не загораживали друг друга при движении потока растворителя. Прерывания движения платы и остановки во время
пайки волной припоя должны быть сведены к минимуму, чтобы флюс нигде не задерживался
в полостях платы. Если используются чувствительные компоненты, рекомендуется обрабатывать микросборки в потоке растворителя. При этом необходимо обеспечить максимальную однородность потока растворителя, а интервал времени между пайкой и очисткой
уменьшить до минимума.
КОНТРОЛЬ В СБОРОЧНОМ ПРОИЗВОДСТВЕ ПЕЧАТНЫХ ПЛАТ [4]
На всех стадиях сборочно-монтажных операций выполняются операции контроля:
входной контроль, операционный контроль, выходной контроль. По степени охвата большинство операций относятся к сплошному контролю, т.е. проверке подвергаются все модули. Обнаруженные дефекты фиксируются в сопроводительной документации на узел для последующего устранения, для статистического учета и с целью выявления и устранения причин их появления. Протоколирование дефектов в соответствии с программой ведет и автоматическое оборудование.
Визуальный контроль с помощью оператора – самый распространенный способ. Оборудование – микроскоп с увеличением от 2 до 10 крат. Качество контроля зависит от квалификации оператора. Такой контроль применяется в лабораторных условиях или на опытном
производстве. В сборочных линиях контроль осуществляют автоматические установки.
Автоматическая оптическая инспекция (АОИ).
Автоматизированный контроль реализуется в ходе четырех основных этапов технологического процесса: нанесения припойной пасты, позиционирования компонентов, отверждения адгезива и проверки после пайки.
Очень важна оптимизация процесса трафаретной печати припойной пасты, поскольку
она служит источником дефектов пайки (перемычек и непропаев), а дефекты, связанные с
пайкой, являются основной причиной отбраковки изделий на выходном контроле. Настоятельно рекомендуется контроль собранных плат после отверждения адгезива. Вследствие недостаточного или чрезмерного количества нанесенного адгезива компоненты могут оказаться приподнятыми под углом по отношению к поверхности платы или установленными с раз-
90
воротом (смещенными в плоскости платы). Это способствует появлению дефектов при пайке. Отсутствие конвейера для транспортировки коммутационных плат и перемещение плат
вручную (после позиционирования компонентов) в камеру для отверждения адгезива может
привести к смещению компонентов.
АОИ позволяет контролировать:
– нанесение припойной пасты (недостаточное, избыточное, неточное, позиционирование трафарета);
– качество позиционирования компонентов (отсутствие/наличие компонента, точность позиционирования, включая разворот по горизонтали и вертикали, несоответствие полярности или номера вывода, дефект вывода, наличие посторонних
предметов);
– качество паяного соединения (короткое замыкание, непропай, несмачиваемость,
излишек или недостаток припоя).
Основой АОИ является формирование изображений объектов и анализ характерных
особенностей их элементов. Двухмерное изображение объекта формируется оптическими
матрицами. Для повышения контрастности изображения используют дополнительное освещение инспектируемой поверхности. Типичными параметрами установки являются: стандартное поле зрения (порядка 30х50 мм) и поле высокочеткого зрения (порядка 6х8 мм), скорость сканирования (до 18÷36 см2/сек) и количество одновременно обрабатываемых изображений (как правило, более 70). Используются монохромные системы, двух- и трехцветовые
(самые распространенные). Фон теплового излучения от платы и компонентов может создавать помехи, компенсация помех выполняется программными средствами. Изображение
оцифровывается, и формируется матрица, несущая информацию об объекте. Сформированная картинка может сравниваться с эталонным изображением платы или с информацией о
сборке на основании данных CAD и Gerber-файлов. Такие системы позволяют выполнять
100%-ный контроль плат со скоростью до 150 000 компонентов в час, но чувствительны к
смене материала платы и компонентов. Большинство АОИ хорошо обнаруживают дефекты
расположения компонентов и с меньшим успехом различают дефекты нанесения припойной
пасты или качество пайки.
Оптические системы на основе лазеров могут формировать 3-х мерное изображение
объектов. Они применяются и для двумерного анализа сборок, особенно в тех случаях, когда
наблюдаемые элементы имеют малую высоту или небольшое различие по контрасту (отверстия, реперные точки). Лазерные системы в составе автоматических сборщиков не формируют изображение объекта, а анализируют отражение от компонента, и если присутствует
тень вместо отраженного луча, то компонент пропущен при установке и система выдает соответствующее сообщение.
Рентгеновские контрольные технологические установки (РКТУ).
Для контроля качества внутренних слоев ПП и качества пайки некоторых типов компонентов применяется анализ изображений, полученных с помощью рентгеновских установок. Изображение внутренних слоев МПП и паяных соединений шариковых выводов корпусов типа BGA, скрытых под днищем микросхемы, может быть получено благодаря высокой
проникающей способности рентгеновских лучей и разной способности материалов поглощать рентгеновские кванты. Проникающая способность излучения зависит от его энергии,
которая определяется напряжением на рентгеновской трубке. Для пластика ПП достаточно
напряжения в 30 кВ, для исследования паяных контактов BGA компонента требуется напряжение 100 кВ. Опасности для персонала такое излучение не представляет, поскольку оно
полностью поглощается достаточно тонкими металлическими защитными стенками.
Рентгеновские лучи позволяют получать изображения с разрешением от 0,5 до единиц
микрон. Существуют определенные сложности формирования увеличенного изображения
объекта в рентгеновских лучах, поскольку для них не существует линз и других элементов
обычной оптики. Основная задача лежит на алгоритмах обработки изображения, конвертированного детектором квантов в электрический сигнал. Достаточно хорошо с помощью
91
РКТУ идентифицируются дефекты пайки (непропаи и короткие замыкания), скрытые под
корпусами микросхем. С помощью рентгеновского контроля можно обнаружить дефекты
типа пустот внутри паяных соединений. Широкое применение рентгеновский контроль
нашел в производстве МПП для обнаружения дефектов ширины внутренних проводящих дорожек, расслоения диэлектрика и других. Однако установки весьма дороги, для них характерна низкая скорость контроля, повышенные эксплуатационные расходы.
Электрический контроль.
При тестировании электрическим методом платы устанавливаются на адаптеры, построенные по принципу «поля контактов». Для обнаружения коротких замыканий и обрывов
используется низкое напряжение (10 В). Высоким напряжением (500 В) тестируется изоляция на утечку и пробой. Наличие тестовых контактов в переходных отверстиях позволяет с
высокой точностью локализовать обрывы. Тестирование плат при помощи этого метода занимает несколько секунд. Самой ответственной частью тестеров является тестовый контакт,
так как именно от качества контактирования зависит достоверность информации. Тестовые
контакты содержат подпружиненную контактирующую часть. Для соединения с переходными отверстиями, выводами штырьковых компонентов, тестовыми площадками предусмотрены различные формы контактирующих соединений - коронка, игла, воронка и др. Слабое
место в тестерах такого типа - адаптерная часть, индивидуальная для каждой разновидности
платы. Учитывая, что номенклатура изделий на больших предприятиях велика, стоимость
всех адаптеров может оказаться выше стоимости самой тестовой системы.
Лучшее решение для производства с большой номенклатурой – применение оборудования, работающего по методу «летающих пробников». Тестеры имеют несколько головок с
приводами по осям X, Y, Z, на каждой из которых установлен пробник. Головки поочередно
контактируют с платой с подачей и измерением сигнала, для перехода от одной платы к другой достаточно изменить программу тестирования. Программы перемещения пробников методом трансляции из систем CAD значительно сокращают время подготовки тестовой обработки. Вместе с тем метод «летающих пробников» не обеспечивает высокой производительности тестирования, хотя цена на оборудование достаточно высока.
Тестирование многослойных ПП имеет определенные сложности. Обычные способы («поле контактов», «летающие пробники») позволяют найти цепи с имеющимися короткозамкнутыми слоями или проводниками, однако они не определяют их точного местоположения. Если учесть, что стоимость некоторых МПП достаточно велика, то можно говорить о
рентабельности оборудования, позволяющего локализовать и устранять такие дефекты. Для
точного определения места межслоевого короткого замыкания применяется оборудование,
работающее по методу «векторного поиска». Суть его в том, что на область предполагаемого
дефекта подается напряжение питания, после чего отслеживается зависимость изменения величины протекающего тока от положения пробника на ПП. В основе приборов с такой технологией применяются очень точные миллиомметр, микровольтметр и миллиамперметр.
Платы для ВЧ-схем.
Еще одна особенность оборудования учитывается при тестировании ПП, предназначенных для высокочастотной техники, или плат с контролируемым импедансом. Дорожку в
такой плате нельзя рассматривать как простой проводник. В таком проводнике необходимо
контролировать волновое сопротивление (импеданс). Волновое сопротивление измеряется
рефлектометрическим методом. Происходит наблюдение за формой волнового сопротивления линии передачи по всей ее длине, и при этом измеряется коэффициент отражения импульсов с малым временем нарастания. Рефлектометрические приборы представляют собой
сложное измерительное оборудование и применяются, как правило, в лабораторных условиях.
92
Методы тестирования сборок.
Методы тестирования радиоэлектронных изделий на стадии производства подразделяются на два класса – внутрисхемное и функциональное. Каждый из методов отличается
способом контактирования с тестируемым изделием.
Внутрисхемное тестирование выполняет проверку отдельных компонентов на плате
или фрагментов схем. Применяются методы исключения влияния параллельных цепей. При
проверке резистора, например, измеряется именно его сопротивление, а не сопротивление
цепи, к которой он подключен. Внутрисхемное тестирование подразделяется в свою очередь
на аналоговое и цифровое.
При аналоговом внутрисхемном тестировании обычно проверяется:
– наличие коротких замыканий и обрывов;
– номиналы дискретных компонентов (резисторов, конденсаторов, индуктивностей,
дискретных полупроводниковых приборов);
– наличие и правильность установки микросхем.
Влияние параллельных цепей исключается установкой блокирующих напряжений,
применением метода многопроводного измерения, точным подбором напряжения и частоты
тестирования. Этот метод тестирования позволяет обнаружить до 80% дефектов сборки, поэтому аналоговое внутрисхемное тестирование часто называют анализом производственных
дефектов.
При цифровом внутрисхемном тестировании цифровые микросхемы проверяются на
соответствие таблице истинности. Для исключения влияния параллельно установленных
микросхем (например, при использовании шинной технологии) на вход тестируемой микросхемы подаются импульсы большого уровня с ограниченной длительностью. Такой метод
называется backdriving.
Выбор оборудования и метод контактирования для внутрисхемного тестирования зависит от требований и возможностей пользователя. Метод клипс и пробников универсален и
недорог, но требует больших временных затрат и высокого уровня подготовки персонала.
Обычно его применяют при единичном производстве и при ремонте. Метод «поле контактов» предполагает изготовление тестового адаптера для каждого изделия, но обеспечивает
высокую производительность. Используется в среднем и крупносерийном производстве.
Функциональное тестирование предназначено для проверки работоспособности
модуля и, при необходимости, его регулировки и настройки. Контакт с изделием осуществляется обычно через краевой разъем. Тестовое оборудование, применяемое при функциональном тестировании, выполняет:
– подачу питающего напряжения с возможностью изменения его в автоматическом
режиме, от минимального до максимально допустимого;
– подачу цифровых и аналоговых входных сигналов в широком диапазоне частот и
напряжений;
– измерение параметров выходных сигналов;
– эмуляцию нагрузок;
– обмен данными с тестируемым устройством;
– обработку результатов измерений и вывод их на дисплей и принтер в удобном для
пользователя виде;
– накопление и обработку статистической информации.
Технологии современного производства постоянно совершенствуются, и в условиях
жесткой конкуренции все острее ощущается проблема качества. С помощью одного лишь
технологического оборудования решить ее невозможно. Уже сейчас многие отечественные
предприятия вводят в производственный процесс системы обеспечения качества, важной частью которых являются системы автоматического тестирования. Они позволяют не только
определять производственные дефекты, но и вести статистический учет неисправностей для
своевременной корректировки процесса производства, и, следовательно, для повышения качества электронного изделия.
93
Ремонт печатных плат.
Большое количество контрольных операций в сборочном производстве направлено на
как можно раннее обнаружение возможных дефектов. Многие ошибки установки компонентов на плату автоматическое сборочное оборудование может устранять самостоятельно. При
дефектах нанесения припойной пасты плата очищается и поступает на повторную операцию
трафаретной печати.
Операция ремонта узлов выполняется вручную, включается в процесс сборки после
стадии пайки узла и соответствующей операции контроля. Ремонт узла заключается, как
правило, в замене дефектного компонента или корректировки дефектного паяного соединения в соответствии с рекомендациями стандартов на ремонтные операции. Операция ремонта
узла должна быть экономически целесообразной, поскольку процесс замены дефектных
компонентов на уже собранной плате чрезвычайно трудоемок и чреват внесением дополнительных дефектов. Поэтому должны учитываться многие факторы, в том числе стоимость
узла, дефектного компонента, трудозатраты на ремонт и другие. Дешевые сборки целесообразнее выбрасывать, нежели ремонтировать.
Демонтаж сложных компонентов поверхностного монтажа является прецизионной
операцией из-за высокой плотности монтажа. Тепло, необходимое для отпайки компонента,
может оказать воздействие на соседние чувствительные к нагреву компоненты и повредить
саму ПП. Учет на стадии проектирования требований по обеспечению ремонтопригодности
изделия налагает определенные ограничения на процессы сборки и монтажа и в некоторой
степени снижает плотность монтажа.
При демонтаже компонентов в корпусах сложной конфигурации доминирующим способом теплопередачи становится конвекция. Приспособление для демонтажа забракованных
компонентов оснащено нагревательными капиллярами для разогрева мест пайки со сменными наконечниками, рассчитанными на различные формы и размеры компонентов. Капилляры с наконечниками сконструированы таким образом, что струя горячего газа (воздуха)
направляется на выводы компонента. Удаление дефектного и установка на его место исправного компонента производится с помощью вакуумного пинцета. В ряде случаев используется
микроскоп, который обеспечивает контроль точности позиционирования компонента. Типичная операция по исправлению брака может занять до 30 минут и включает следующие
этапы.
1. Подготовка платы к демонтажу компонента:
– очистка паяных соединений, удаление загрязнений и конформных покрытий с
помощью растворителя или абразивного материала;
– снятие теплоотвода (если он имеется);
– защита соседних компонентов;
– покрытие флюсом концов выводов компонента, припаянных на контактных
площадках платы, с целью обеспечения надежного расплавления припоя.
2. Разогрев паяных соединений:
– предварительный разогрев микросборки;
– разогрев выводов исключительно горячим газом (воздухом или азотом).
3. Снятие компонента со знакоместа с помощью вакуумного пинцета.
4. Очистка платы, удаление остатков флюса, загрязнений и излишков припоя.
5. Защита подготовленного знакоместа, если замена компонента откладывается.
6. Замена компонента:
– нанесение флюса на концы выводов компонента и места пайки с последующим
их облуживанием;
– позиционирование компонента с помощью вакуумного пинцета;
– оплавление припоя горячим газом;
– очистка платы после пайки с целью удаления продуктов разложения флюса.
Исправление брака, в сущности, сводится к повторному выполнению определенной
части сборочно-монтажных операций. Необходим тщательный контроль и управление про-
94
цессом устранения брака, чтобы исключить возможность повреждения годного (заменяющего бракованный) компонента, а также соседних компонентов и элементов коммутационной
платы. Надежной гарантией от проблем, связанных с ремонтом изделий, является обеспечение высокого качества процесса сборки и обязательный контроль процесса монтажа.
ЛИТЕРАТУРА
1.
2.
3.
4.
Ивченко В.Г. Конструирование и технология ЭВМ. Конспект лекций. - /Таганрог:
ТГРУ, Кафедра конструирования электронных средств. – 2001. http://www2.fep.tsure.ru/russian/kes/books/kitevm/lekpart1.doc
Конструкторско-технологическое проектирование электронной аппаратуры:
Учебник для вузов. – М.: Изд. МГТУ им. Н.Э. Баумана, 2002. – 528 с. URL:
http://slil.ru/22574041/529407141/Konstruktorskotehnologicheskoe_proektirovanie_elektronnoj_apparatury.rar
Технология приборостроения: Учебник / Под общей редакцией проф.
И.П.Бушминского. – М.: МГТУ им. Н.Э.Баумана. URL:
http://www.engineer.bmstu.ru/res/RL6/book1/book/metod/tpres.htm
Тупик В.А. Технология и организация производства радиоэлектронной аппаратуры. – СПб: Издательство: СПбГЭТУ "ЛЭТИ" – 2004. URL:
http://dl10cg.rapidshare.de/files/31510061/4078542704/tehnologiya.i.organizaciya.proi
zvodstva.radioelektronnoj.apparatury.pdf.rar
УЧЕБНО-МЕТОДИЧЕСКИЕ МАТЕРИАЛЫ ПО ДИСЦИПЛИНЕ
Рекомендуемая литература:
1. Технология и автоматизация производства радиоэлектронной аппаратуры: Учебник
для вузов/ И. П. Бушминский, О. Ш. Даутов, А. П. Достанко и др.; Ред. А. П. Достанко, Ред. Ш. М. Чабдаров. - М.: Радио и связь, 1989. - 624 с. (63 экз.).
2. Проектирование и технология печатных плат: Учебник для вузов/ Е. В. Пирогова. М.: Форум, 2005; М.: Инфра-М, 2005. - 559[1] с. (27экз.).
3. Технология ЭВА, оборудование и автоматизация: Учебное пособие для вузов/ В. Н.
Гриднев, Ю. И. Нестеров, Г. В. Филин, В. Г. Алексеев. - М.: Высшая школа, 1984. 391 с. (148 экз.).
4. Печатные платы. Конструкции и материалы: Монография/ А. М. Медведев. - М.: Техносфера, 2005. - 302 с.(13 экз.).
5. Сборник задач и упражнений по технологии РЭА: Учебное пособие / Под. ред. Е.М.
Парфёнова. - М.: Высшая школа, 1982. - 255 с.
6. Павловский В.В., Васильев В.И., Гутман Т.Н. Проектирование технологических процессов изготовления РЭА. Пособие по курсовому проектированию: Учебное пособие
для вузов. - М.: Радио и связь, 1982. - 160 с.
7. Проектирование и оптимизация технологических процессов и систем сборки РЭА /
П.И. Булевский, В.П. Ларин, А.В. Павлова. - М.: Радио и связь, 1989. - 320 с.
8. Автоматизация проектирования и моделирования печатных узлов электронной аппаратуры:
научное издание / Ю.Н. Кафанов, Н.В. Малютин, А.В. Сарафанов и др. - М.: Радио и связь,
2000. - 389 с.
9. Автоматизация и механизация сборки и монтажа узлов на печатных платах. / Под ред.
В.Г. Журавского. - М.:Радио и связь, 1988. - 342 с.
10. Мэнгин Ч.Г., Макклелланд С. Технология поверхностного монтажа: Перевод с англ.М.:Мир, 1990-276 с.
11. Монтаж на поверхность: Технология. Контроль качества / В.Н. Григорьев, А.А. Казаков, А.К.
Джинчарадзе и др. / Под ред. И.О. Шурчкова. - М.: Издательство стандартов, 1991.-184 с.
95