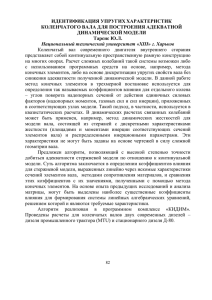
Федеральное агентство морского и речного транспорта Федеральное бюджетное образовательное учреждение высшего профессионального образования Морской государственный университет им. адм. Г.И. Невельского Ф.Ф. Потеха РЕМОНТ СУДОВЫХ ТЕХНИЧЕСКИХ СРЕДСТВ Учебное пособие по разделам дисциплины «Технология судоремонта» Специальность 180403.65 «Эксплуатация судовых энергетических установок» Владивосток 2012 УДК Потеха Ф.Ф. Ремонт судовых технических средств Текст : учеб. пособие /Ф.Ф. Потеха – Владивосток Мор. гос. ун-т, 2012.-117с. Приведены основные дефекты деталей, возникающие при эксплуатации судовых технических средств, методы их обнаружения и восстановления деталей. Также рассмотрены вопросы дефектации и ремонта основных деталей и узлов двигателей внутреннего сгорания, турбозубчатых агрегатов, паровых котлов, теплообменных аппаратов, трубопроводов, арматуры, вспомогательных механизмов, валопроводов, гребных винтов, судовых устройств. Ил. 45. Табл. 3. Рецензенты: В.В. Маницын, к.т.н., профессор Дальрыбвтуза; Л.И. Чехранова, к.т.н., доцент ДВФУ. Потеха Ф.Ф., 2012 Морской государственный университет им. адм. Г.И. Невельского, 2012 2 Содержание Введение………………………………………………………………7 Глава 1. Надежность и техническое состояние судна его элементов.…………………………………………………………………….8 1.1. Порядок проведения работ по техобслуживанию…………10 1.2. Методы технического обслуживания………………………10 1.3. Виды ремонта………………………………………………...11 1.4. Методы ремонта……………………………………………...11 1.5. Ремонтный цикл……………………………………………...12 1.6. Техническое состояние судна и его механизмов…………..12 1.6.1.Техническое состояние корпусных конструкций судна…..12 1.6.2. Ремонт корпуса судна……………………………………….14 1.6.3. Защита корпуса от коррозии………………………………..14 1.6.4. Классификация дефектов деталей машин и причины их возникновения…………………………………………………………15 Глава 2.Теоретические основы технологии судоремонта………..18 2.1. Нормирование износов……………………………………….18 2.2. Ремонтные размеры…………………………………………..20 2.3. Классификация методов восстановления деталей………….21 2.3.1.Восстановление изношенных деталей в ремонтный размер……………………………………………………………………21 2.3.2. Восстановление деталей методом наращивания………….22 2.3.3. Восстановление деталей с помощью сварки……………...23 2.3.4. Восстановление деталей с помощью наплавки…………..25 2.3.5. Восстановление деталей газотермическим напылением...26 2.3.5.1. Технологическая последовательность газотермического напыления…………………………………………………………...27 2.3.5.2. Обработка напыленных покрытий……………………....29 2.3.6. Восстановление деталей гальванопокрытием - хромированием……………………………………………………………………..29 2.3.7. Восстановление деталей гальванопокрытием – осталиванием……………………………………………………………………..30 2.3.8. Восстановление изогнутых валов………………………….31 2.3.8.1. Механический способ правки валов……………………..31 2.3.8.2. Термомеханический способ правки валов……………....32 2.3.8.3. Термический способ правки валов……………………....33 2.3.8.4. Правка валов методом наклепа…………………………..33 2.3.9. Восстановление чугунных деталей сваркой……………....34 3 2.3.10. Восстановление чугунных деталей с применением фигурных стяжек……………………………………………………………35 2.3.11. Повышение износостойкости деталей…………………….36 2.4. Технологическая документация на восстановление деталей.38 2.5. Обеспечение точности механической обработки деталей….39 Глава 3.Технологический процесс ремонта судна на судоремонтном заводе…………………………………………………………………40 3.1. Ремонтный цикл и маршрутная технология ремонта судна..40 3.2. Сборка, обкатка механизмов после ремонта………………...42 Глава 4.Ремонт двигателей внутреннего сгорания (ДВС)………..44 4.1. Разборка двигателя……………………………………………44 4.2. Определение верхней мертвой точки (ВМТ) поршня………46 4.3. Проверка газораспределения…………………………………47 4.4. Проверка высоты камеры сгорания………………………….47 4.5. Измерение зазоров в подшипниках скольжения…………….48 4.6. Замер масляных зазоров в головных и шатунных подшипниках без разборки поршневого движения…………………………...49 4.7. Разборка рамовых подшипников ДВС……………………….50 4.8. Разборка механизма движения ДВС………………………….51 4.9. Проверка раскепов коленчатого вала………………………...53 4.10. Дефектация основных деталей судовых ДВС и их ремонт..56 4.01.1. Дефектация и ремонт коленчатых валов………………….56 4.10.1.1. Механическая обработка рамовых и мотылевых шеек коленчатого вала в ремонтные размеры………………………………57 4.10.2. Дефектация и ремонт фундаментной рамы ДВС…………58 4.10.3. Дефектация и ремонт блока цилиндров ДВС……………..59 4.10.4. Дефектация и ремонт втулок цилиндров ДВС……………60 4.10.5. Дефектация и ремонт крышки цилиндров ДВС………….61 4.10.6. Дефектация и ремонт поршней ДВС………………………62 4.10.7. Дефектация и ремонт поршневых пальцев………………..63 4.10.8. Дефектация поршневых колец……………………………..63 4.10.9. Дефектация и ремонт штоков крейцкопфных ДВС………64 4.10.10. Дефектация и ремонт поперечин крейцкопфных ДВС....65 4.10.11. Дефектация и ремонт шатунов ДВС……………………..65 4.10.12. Дефектация и ремонт распределительных валов и их приводов…………………………………………………………………..67 4.10.13. Дефектация и ремонт топливной аппаратуры…………...68 4.10.14. Дефектация и ремонт турбовоздуходувки ДВС…………69 4.11. Сборка ДВС после ремонта…………………………………..69 4 4.12. Обкатка, регулировка и испытания ДВС после ремонта…..72 Глава 5.Ремонт турбозубчатого агрегата…………………………...73 5.1. Ремонт паровых и газовых турбин……………………………73 5.1.1. Дефектация и ремонт ротора турбины……………………...74 5.1.2. Дефектация и ремонт корпуса турбины…………………….75 5.2. Дефектация и ремонт зубчатых редукторов………………….76 Глава 6.Ремонт паровых котлов и теплообменных аппаратов……77 6.1. Дефектация и ремонт паровых котлов………………………..77 6.2. Дефектация и ремонт теплообменных аппаратов……………81 Глава 7.Ремонт вспомогательных механизмов, трубопроводов, арматуры…………………………………………………………………84 7.1. Ремонт вспомогательных механизмов………………………...84 7.1.1. Насосы системы охлаждения дизелей центробежные……..84 7.1.2. Насосы масляной системы смазки дизелей шестеренные…86 7.1.3. Насосы системы смазки крейцкопфных дизелей винтовые.87 7.1.4. Насосы поршневые электроприводные……………………..88 7.1.5. Сепараторы топлива и масла………………………………...88 7.1.6. Компрессоры пускового воздуха……………………………89 7.2. Ремонт трубопроводов…………………………………………89 7.3. Ремонт арматуры……………………………………………….92 Глава 8.Ремонт валопроводов, дейдвудных устройств и гребных винтов…………………………………………………………………92 8.1. Ремонт валопроводов…………………………………………..92 8.1.1. Дефектация и ремонт гребного вала………………………..95 8.1.2. Дефектация и ремонт промежуточных и упорных валов…96 8.2. Дефектация и ремонт дейдвудных устройств………………..97 8.3. Дефектация и ремонт гребных винтов………………………102 Глава 9.Ремонт судовых устройств………………………………..108 9.1. Дуфектация и ремонт рулевого устройства…………………108 9.2. Ремонт якорного устройства………………………………….111 Глава 10.Монтаж главных и вспомогательных механизмов на судовые фундаменты……………………………………………………..112 Литература…………………………………………………………...116 5 Список принятых сокращений ВРШ - винт регулируемого шага ВМТ - верхняя мертвая точка ГОСТ - государственный стандарт ДВС - двигатели внутреннего сгорания ЕСТД - единая система технологической документации МК - маршрутная карта МИШ - механизм изменения шага НТД - нормативно-техническая документация НМТ - нижняя мертвая точка ОК - операционная карта ОТК - отдел технического контроля ППР - планово предупредительный ремонт РД - руководящий документ СРЗ - судоремонтный завод СЗЧ - сменно-запасные части ТО - техническое обслуживание ТЗА - турбозубчатый агрегат ТУ - технические условия ТВЧ - токи высокой частоты 6 Введение Под технической эксплуатацией флота понимается комплекс научно-технических и организационно-технических мероприятий, необходимых и достаточных для обеспечения исправного состояния судовых технических средств и судна в целом. Судоремонт является составной частью технической эксплуатации флота. Требования к обязательному минимуму содержание основной образовательной программы подготовки инженера – механика по эксплуатации судовых технических средств определяется в рабочей учебной программе по дисциплине «Технология судоремонта». Она включает следующие разделы. Надежность и техническое состояние судна и его элементов, в котором освещены оценки технического состояния судна и его элементов и системы технического обслуживания (ТО) и ремонта, классификация дефектов деталей и судовых конструкций. Теоретические основы технологии судоремонта, то есть, на какой нормативной базе выполняется судоремонт. Классификация методов восстановления деталей и конструкций судна. Технологический процесс ремонта судна и судовых технических средств на судоремонтном заводе освещает порядок подготовки к ремонту, прохождение ремонта на ремонтных базах. Ремонт двигателей внутреннего сгорания (ДВС) включает порядок разборки и определение технического состояния основных деталей и узлов двигателей и методы их ремонта. Ремонт турбозубчатого агрегата (ТЗА) рассматривает возникающие дефекты при эксплуатации ТЗА и методы их ремонта. Ремонт паровых котлов и теплообменных аппаратов освещает классификацию дефектов, возникающих в эксплуатации паровых котлов и теплообменных аппаратов, методы их обнаружения и ремонта. Ремонт вспомогательных механизмов, трубопроводов, арматуры дает представление, какие дефекты могут возникнуть в эксплуатации вспомогательных механизмов, трубопроводах, арматуры и как их отремонтировать. 7 Ремонт валопроводов, дейдвудных устройств и гребных винтов рассматривает техническое состояние различных конструкций судовых валопроводов, дейдвудных устройств, а также гребных винтов и методы их ремонта. Ремонт судовых устройств показывает возможные дефекты, возникающие во время эксплуатации с ними и методы их устранения. В завершении рассматривается тема монтажа главных и вспомогательных механизмов на судовые фундаменты. Основные требования при выполнении монтажа, а также испытание механизмов по назначению. Глава 1. Надежность и техническое состояние судна и его элементов Каждый понимает, что надежный механизм в работе не подведет, и в экстремальных условиях будет работать. Основные понятия, термины и определения надежности в технике изложены в ГОСТ 27.002-89. Надежность-это свойство технического объекта сохранять во времени в установленных пределах значения всех параметров, характеризующих способность выполнять требуемые функции в заданных режимах и условиях применения ,технического обслуживания, хранения и транспортирования. Надежность является комплексным свойством и включает в себя такие понятия как безотказность, долговечность, работоспособность, ремонтопригодность. Работоспособное (исправное) состояние технического объекта - это состояние технического объекта, при котором значение всех параметров, характеризующих способность выполнять заданные функции соответствуют требованиям нормативно – технической документации ( НТД) и проектной документации. Неработоспособное (не исправное) состояние- это состояние технического объекта, при котором, значение хотя бы одного параметра, характеризующего способность выполнять заданные функции, не соответствуют требованиям НТД и проектной документации. Безотказность – это свойство технического объекта непрерывно сохранять работоспособное состояние в течение некоторого времени или наработки. 8 Долговечность- это свойство технического объекта сохранять работоспособное состояние до наступления предельного состояния при установленной системе технического обслуживания и ремонта. Ремонтопригодность- это свойство технического объекта , заключающееся в приспособленности к поддержанию и восстановлению работоспособного состояния путем технического обслуживания и ремонта. Под технологичностью конструкции при техобслуживании будем понимать приспособленность судна и его элементов к плановому техобслуживанию, выполняемому без вывода судна из эксплуатации. За критерий оптимизации этого свойства можно принять минимум трудоемкости. Что такое техническое обслуживание (ТО)? При проектировании технического объекта, а затем после изготовления и испытания головного образца двигателя или механизма проектантом совместно с заводом-изготовителем разрабатывается паспорт, инструкция на эксплуатацию технического объекта, в которой изложено: - его устройство и технические данные; - как подготовить технический объект к работе; - запуск в работу и его остановку; - комплекс мероприятий по уходу за техническим объектом во время хранения, транспортирования, монтажа и эксплуатации. Эти мероприятия и будут являться техническим обслуживанием. Основные положения системы техобслуживания и ремонта изложены ГОСТ 18322-78 «Система технического обслуживания и ремонта техники». Техническое обслуживание- это комплекс операций по поддержанию работоспособности или исправности изделия при использовании его по назначению, ожидании, хранении и транспортировании. Ремонт- это комплекс операций по восстановлению исправности или работоспособности изделий и восстановлению ресурсов изделий или их составных частей. Система технического обслуживания и ремонта техники это совокупность взаимосвязанных средств, документации, техобслуживания и ремонта, исполнителей для поддержания и вос9 становления работоспособного (исправного) состояния технического объекта. 1.1. Порядок проведения работ по техобслуживанию Порядок проведения работ по ТО изложены в РД31.21.30-97 «Правила технической эксплуатации судовых технических средств и конструкций». Техобслуживание судовых технических средств (СТС) должно осуществляться по планово предупредительной системе на основе планов графиков ТО, утвержденных судовладельцем и анализа фактического технического состояния на базе измерения параметров средствами диагностического контроля согласно РД 31.20.50-87. Периодичность выполнения работ по ТО должна соответствовать периодичности, указанной в инструкции завода- изготовителя или в НТД судовладельца. Старший механик имеет право по согласованию с судовладельцем изменять предусмотренную документацией периодичность техобслуживания, связанного с работой машин, механизма или узла, если имеющимися на судне и одобренными судовладельцем средствами обеспечиваются достаточный контроль их технического состояния без разборки. В этом случае операции по контролю технического состояния СТС должны включатся в план – график ТО. В гарантийный период эксплуатации СТС изменение периодичности ТО, установленный заводом – изготовителем не допускается! 1.2. Методы технического обслуживания 1. Метод ТО эксплуатационным персоналом выполняется персоналом, работающем на данным СТС. 2. Метод ТО специализированным персоналом выполняется персоналом, специализированным на выполнении ТО конкретных операций. Это ТО часто выполняют заводы – изготовители или их доверенные филиалы. 3. Централизованный метод ТО выполняется персоналом и средствами одного предприятия или организации. 4. Децентрализованный метод ТО выполняется персоналом и средствами нескольких подразделений организаций и предприятий. 10 1.3.Виды ремонта 1. Капитальный ремонт – это ремонт, выполняемый для восстановления исправности и полного или близкого к полному восстановлению ресурса технического объекта с заменой или восстановления любых его частей, включая базовые. 2. Средний ремонт – это ремонт, выполняемый для восстановления исправности и частичного восстановления ресурса изделий с заменой или восстановлением составных частей ограниченной номенклатуры. 3. Текущий ремонт – это ремонт, выполняемый для обеспечения или восстановления работоспособности СТС и состоящий в замене или восстановлении отдельных частей. 4. Плановый ремонт – ремонт, постановка на который осуществляется в соответствии с требованиями НТД. Плановый ремонт применяется для судов, СТС и конструкций, состояние которых невозможно определить без разборки или разборка которых обязательна при освидетельствовании Регистром морского судоходства. 5. Неплановый ремонт – ремонт, осуществляемый без предварительного назначения. (Ремонт по отказам) применяется к СТС и конструкциям, выход из строя которых не влияет на безопасность труда, не приведет к остановкам в море, прекращению грузовым операциям, ухудшение условий обитаемости. 1.4.Методы ремонта 1. Обезличенный метод – метод ремонта, при котором не сохраняется принадлежность восстанавливаемых составных частей к определенному экземпляру изделия. 2. Не обезличенный метод (индивидуально смотровой) – метод ремонта, при котором сохраняется принадлежность восстановленных составных частей к определенному экземпляру изделия. 3. Агрегатный метод ремонта – это ремонт, при котором неисправные агрегаты заменяются новыми или заранее отремонтированными. 11 4. Комплектно-узловой метод – это ремонт, при котором неисправные узлы агрегата заменяются новыми или заранее отремонтированными. 5. Поточный метод ремонта – это ремонт, выполняемый на специализированных рабочих местах с определенной технологической последовательностью. 6. Фирменный метод ремонта – это ремонт, выполняемый предприятием-изготовителем. 1.5. Ремонтный цикл Ремонтный цикл – это временной период, в течение которого производится подготовка и выполнение ремонтных работ на СРЗ по восстановлению его исправного состояния и ресурса. Ремонтный цикл, включает шесть этапов: подготовку к ремонту, нулевой этап (приобретение оборудования и сменно запасных частей), начало ремонта (постановка судна в ремонт на СРЗ), разборка механизмов и дефектация, технологический этап (восстановление изношенных деталей механизмов и корпусных конструкций, сборка), окончание ремонта (швартовные, ходовые и сдаточные испытания). 1.6.Техническое состояние судна и его механизмов 1.6.1.Техническое состояние корпусных конструкций судна Корпус судна и его элементы (обшивка, настилы судовых перекрытий, набор, закрытия) обеспечивают прочность и непотопляемость судна. Объем ремонтных работ и срок службы элементов корпуса зависит от их технического состояния. Техническое состояние корпуса – это совокупность параметров, определяющих прочность, жесткость и непроницаемость корпуса, подверженных изменению в процессе эксплуатации. Техобслуживание корпусных конструкций обеспечивают лица командного состава судна, назначенные судовладельцем. Обслуживание выполняется согласно требованиям РД 31.21.30-97 «Правила технической эксплуатации судовых технических средств и конструкций» по графику ТО и по состоянию. 12 Повреждения корпусных конструкций классифицируются следующим образом: - Износ – уменьшение размеров элементов корпуса со временем. - Остаточная деформация – изменение первоначальной формы конструкции. Остаточные деформации разделяются на следующие виды: - Вмятины – остаточные прогибы листов обшивки совместно с подкрепляющим набором; - Гофрировки – остаточные прогибы листов между несколькими смежными балками набора; - Бухтины – остаточные прогибы участка листа между двумя смежными балками набора; - Выпучины – местные остаточные деформации стенок набора в районе вмятины. Рис. 1. Рис. 1. Виды остаточных деформаций корпуса судна -Трещины, разрыв - нарушение целостности элементов корпуса. Техническое состояние корпусных конструкций устанавливается в зависимости от величины износа листов и набора, характери13 стик остаточных деформаций элементов корпуса, состояния сварных швов, наличие трещин в корпусе. Оценка технического состояния выполняется в соответствии с нормативными техническими документами, «Руководством Регистра по техническому надзору за судами в эксплуатации». Решение об устранении дефектов принимается администрацией судна с судовладельцем. 1.6.2. Ремонт корпуса судна Элементы корпуса судна, имеющие дефекты выше допустимых значений согласно НТД в ремонте вырезаются и на их место устанавливаются новые, с построечной толщиной метала. Так вмятины на корпусе судна вырезаются полностью вместе с подкрепляющим набором. Вначале восстанавливается подкрепляющий набор, а затем листы наружной обшивки. Трещины на листах наружной обшивки или палуб, переборок зачищают. Находят их концы и сверлят отверстия диаметром 710мм. для предотвращения её распространения во время заварки. Затем трещину разделывают под заварку с двух сторон и заваривают. 1.6.3. Защита корпусов судов от коррозии Защиту корпусов судов от коррозии производят комбинированно лакокрасочными покрытиями и электрохимической защитой. Применение лакокрасочных покрытий регламентируется правилами окрашивания. Экипаж судна в процессе эксплуатации периодически подкрашивает корпусные конструкции в местах механических повреждений красками. Электрохимическая защита корпуса судна разделяется на протекторную защиту и катодную. Осмотр состояния протекторной защиты на различных участках корпуса производится при каждом доковании судна. Результаты обследования заносятся в доковый акт. Основными критериями надежности протектора является его износ и состояние крепления к корпусу. Протекторы остаются до следующего освидетельствования, если их остаточная масса не менее 80% первоначальной. Осмотр катодной защиты источников питания, элек14 трических щитков, анодов и так далее производится при каждом доковании. Результаты заносятся в доковый акт. 1.6.4. Классификация и дефектов деталей машин причины их возникновения Во время эксплуатации судов детали механизмов и судовые конструкции деформируются, изнашиваются, поражаются коррозией и эрозией. В иных деталях и конструкциях образуются трещины, изменяется структура металла и как следствие механические свойства металла. Все эти дефекты могут располагаться на поверхности, под поверхностью и реже в глубине. Детали машин и механизмов можно разделить на три группы. Изнашиваемые – это детали, поверхность которых изнашивается вследствие передачи мощности. К этой группе относятся подшипники, зубчатые и червячные передачи, фрикционные передачи, валы, оси и другие. К базовым деталям, относятся детали, обеспечивающие правильное взаимное расположение деталей первой группы. К вспомогательным деталям можно отнести детали, обеспечивающие нормальные условия работы деталей первой группы системы смазки, охлаждения, управления и так далее. Все эти детали в процессе эксплуатации изнашиваются поразному. Рассмотрим классификацию возможных дефектов металлических деталей и конструкций, причины их возникновения. - Износ – уменьшение размеров, изменение формы эллиптичность, конусность, бочкообразность, карсетность, уступы на рабочей поверхности, увеличение масляных зазоров, питинг, задиры, риски. Это происходит при попадании на рабочую поверхность трения абразивных частиц, недостаточных тепловых и масляных зазорах, недостаточной смазке, некачественной сборке, не правильно выбранном соотношении твердости трущихся пар. - Коррозийное разрушение – рассматривается как: Электрохимическая коррозия – разрушение металла при наличии агрессивной внешней среды и влаги. Она может быть равномерная, не равномерная, структурно-избирательная. Химическая коррозия – вследствие воздействия агрессивной атмосферы без наличия влаги. Это сопровождается появлением на 15 поверхности окалины, отслоения, образование трещин вокруг зерна и структурные превращения. - Эрозионные разрушения Газовая эрозия – унос массы вещества с поверхности детали с образованием микрорельефа на поверхности, вследствие разрушения поверхности под действием потока газов. Кавитационная эрозия – происходит разрушение поверхности детали в результате обтекания потоками жидкости с возникновением явления кавитации. На поверхности возникают язвины, борозды, трещины. Абразивная эрозия – происходит вследствие разрушения поверхности детали под воздействием жидкости либо газового потока вместе с абразивными частицами. - Остаточные деформации деталей и конструкций: Коробление (изгиб) деталей типа вал, таких как гребные валы, коленчатые, роторов турбин – в результате механических и термических напряжений вследствие механического или теплового воздействия. Скручивание деталей типа вал при механических напряжениях вследствие тяжелых условий эксплуатации. Остаточные деформации корпусных конструкций, которые происходят при механических повреждениях. Остаточные деформации, возникающие вследствие работы в условиях высоких температур, таких как топочные камеры и жаровые трубы котлов, при условии эксплуатационных отложений ухудшающих теплопроводности. Провисание, проседание, выпучины. -Трещины (холодные) – разрыв металла транскресталического характера с не окисленными стенками возникают при нарушении правил технической эксплуатации. При отсутствии или нарушении смазки, перекосах, недостаточных зазорах, плохом качестве обработки и подгонки поверхностей деталей, резкое охлаждение при нагреве, несоответствие материалов, при нагрузках, превышающих допустимые значения. - Трещины усталостные – тонкие, поверхностные. Возникают при знакопеременных нагрузках. Опасной особенностью усталостного разрушения является отсутствие деформации в зоне разрушения. Трещины обычно очень мелкие. Их трудно обнаружить до тех пор, пока они не достигнут микроскопического размера, после чего 16 они быстро распространяются и вызывают полное разрушение за короткий промежуток времени. - Дефекты, возникающие при изготовлении деталей: Если заготовка детали изготавливалась литьем, то в ней возможны образование таких дефектов, как поры, шлаковые включения, окислы, усадочные раковины, рыхлости, трещины. Если заготовка детали изготавливалась ковкой, штамповкой, то могут быть в ней трещины, расслоения, заковы, флокины. Флокины – тончайшие трещины, расположенные как, правило, во внутренних слоях металла в виде светлого пятна. Образуется, при превращениях стали во время горячей механической обработке. Шлифовочные трещины возникают при шлифовании поверхностей закаленных деталей в результате резкого, неравномерного нагрева шлифуемой поверхности. Они возникают в виде мелкой сетки. - Дефекты от термической и химико-термической обработки: Окисление поверхностного слоя детали вследствие продолжительности нахождения детали в печи при термообработке. Перегрев, пережег – при завышении температуры до близкой к плавлению при не соблюдении режима термообработки. Деформация, коробление – изгиб детали в результате не равномерного нагрева и охлаждения её при, котором возникают неравномерные напряжениях в деталях. - Сварочные трещины возникают в сварных швах и в основном металле, в зоне термического влияния под действием термических и структурных напряжений при остывании сварного соединения. Трещины в сварных швах это обычно скрытый дефект. Они ослабляют прочность соединения и могут вызвать аварии. - Дефекты деталей залитых баббитом: При нарушении технологии заливки баббитом деталей возникают дефекты: пористость, раковины, отставание от основания, трещины. При эксплуатации деталей залитых баббитом, вследствие попадания с маслом на поверхность трения твердых частиц, возникают риски, задиры, царапины. При недостаточной смазке, плохой подгонке (превышение удельных давлений) происходит резкое повышение температуры в зоне трения и как следствие расплавление, выплавка баббита. 17 - Дефекты, связанные с хранением: Длительность хранения без консервации или плохой консервации деталей и механизмов приводит к возникновению коррозии на рабочих поверхностях. Глава 2. Теоретические основы технологии судоремонта Такая отрасль производства как «Судоремонт» зародилась с рождением флота и развивалась и совершенствовалась также с развитием флота от парусных судов, затем пароходов до современных автоматизированных судов и атомоходов. Накапливался опыт ремонта судов. Для изучения, обобщения и разработки нормативно – технической документации и передовых технологий ремонта судов в нашей стране были созданы ряд научных проектно- конструкторских технологических институтов. В этих институтах разрабатывались важнейшие документы для судоремонта. Отраслевые стандарты (ОСТ), Технические условия на дефектацию и ремонт главных и вспомогательных механизмов, судовых устройств. Изучая проектную документацию, опыт эксплуатации и ремонта и другие НТД, паспорта, инструкции на эксплуатацию заводов изготовителей СТС разрабатывались «Технические условия на дефектацию и ремонт СТС» (ТУ) для серийных судов. Этот документ включает в себя все о данном механизме. Его технические характеристики и параметры работы. Представлены узлы данного двигателя или механизма с разбивкой на отдельные детали с описанием наиболее характерных дефектов этих деталей, методов определения дефектов и их восстановления. В ТУ даются монтажные зазоры сопрягаемых деталей в узлах, допустимые зазоры в эксплуатации и предельно-допустимые зазоры, при которых дальнейшая эксплуатация механизма не допускается. В ТУ даются эскизы на узлы и детали, марки материалов, из которых изготовлены детали, а также рекомендованные марки материалов заменителей. В ТУ предлагается инструкции по разборке и сборке механизмов, а также программы обкатки и испытания после ремонта. 2.1. Нормирование износов В процессе эксплуатации детали судовых механизмов подвергаются воздействию различных физических и химических факто18 ров, которые вызывают их изнашивание. Изнашиванием называется постоянное разрушение поверхностных слоев детали, в результате чего изменяется её размеры и форма. Конечным результатом изнашивания является износ. К основным физическим причинам износа относится трение, усталость металла, ударные нагрузки, кавитация, эрозия. На основании экспериментальных исследований выявлено, что изнашивание поверхностных слоев, при нормальных условиях смазки, идет не равномерно. Во время приработки поверхностей сопрягаемых деталей, износ идет очень быстро, так как происходит разрушение микронеровностей, которые остались на трущихся поверхностях при изготовлении деталей режущим инструментом. В период эксплуатации износ увеличивается медленно и достигает предела. На стадии предельного состояния износ снова резко возрастает. В результате увеличения зазоров, давление смазывающего масла падает, возрастают ударные нагрузки. Определяя зазоры между сопрягаемыми деталями через равные промежутки времени можно построить график увеличения зазоров от износа поверхностей деталей. Рис. 2. Рис. 2. График увеличения зазора в сопрягаемых деталях Предельно-допустимым зазором считается такая величина зазора, при которой скорость увеличения зазора резко возрастает. Нормирование износов деталей того или иного механизма производится научно-техническими институтами или проектноконструкторскими учреждениями заводов-изготовителей на основании опытных исследовательских работ по эксплуатации механизмов, и заносятся в НТД. Номинальные (монтажные) зазоры в узлах механизмов рассчитываются в зависимости от размеров 19 диаметров сопрягаемых деталей, материалов этих деталей, условий работы соединения (скорость, смазка и так далее). 2.2. Ремонтные размеры При изнашивании поверхности детали происходит нарушение геометрической формы детали, появляется эллиптичность, конусообразность, бочкообразность, карсетность, ухудшается чистота поверхности, увеличиваются зазоры. После механической обработки рабочих поверхностей шеек детали методом проточки, шлифованием, полированием шейки приобретают правильную геометрическую форму и необходимую чистоту, но с меньшим размером. Минимальные диаметры деталей, при которых деталь способна выдерживать работу механизма при номинальных нагрузках рассчитываются по формулам сопромата. Эти диаметры считаются предельно – допустимыми. Имея запас прочности, детали можно многократно обрабатывать в ремонтные размеры. Ремонтные размеры могут быть строго регламентированы и не строго регламентированы – произвольные, конечно, не выходя за предельно-допустимые размеры шеек детали. Тогда сопрягаемые детали изготавливаются новые или приобретаются. В том случае, когда сопрягаемые детали изготавливаются новые и не требуется соблюдать взаимозаменяемость, используют произвольные размеры. Например. Шейка вала шпиля и бронзовая втулка подшипника. И наоборот, если сопрягаемые детали приобретаются ремонтного размера, то шейки обрабатываются в строго регламентированный ремонтный размер. Например. Шейки коленчатого вала ДВС и вкладыши подшипников. Ремонтные размеры указаны в НТД на механизм. Ремонтные размеры шеек могут быть соответствовать уменьшению через 0,50мм или 0,25мм до 5 ремонтных размеров. 2.3. Классификация методов восстановления деталей Ремонт (восстановление) деталей СТС производят следующими методами: обработкой детали в ремонтные размеры и методом наращивания. Метод восстановления детали обработкой в ремонтные размеры состоит в механической обработке ценной детали на новый ремонтный размер. Менее ценную, работающую с ней в паре 20 изготавливают заново по размерам, которые обеспечивают необходимые зазоры или натяги или приобретают. 2.3.1.Восстановления изношенных деталей обработкой в ремонтный размер Чтобы восстановить работоспособность ремонтируемых судовых механизмов можно заменить изношенные детали новыми или восстановить их методом обработки в ремонтный размер или методом наращивания. Заменить изношенную деталь новой, самый простой вариант, но он экономически не целесообразный, так как новая деталь стоит гораздо больше чем её восстановление. Для деталей имеющих запас прочности, целесообразно устранять дефекты на рабочих шейках, такие как эллиптичность, конусность, риски, задиры, биение, коррозия методом обработки в ремонтный размер. Рассмотрим технологии восстановления изношенных деталей обработкой в ремонтные размеры на примере гребного вала. Во время докования судна обычно гребной вал вынимается из дейдвудного устройства для освидетельствования. Для этого необходимо гребной вал выставить на токарном станке по базовым поверхностям с точностью до 0,02 мм. Какие поверхности являются базовыми? Те поверхности, которые при изготовлении детали обрабатывались с одной установки и в процессе эксплуатации не изнашиваются. Гребной вал может быть с кованым фланцем или со съемной полумуфтой. У гребного вала с кованым фланцем базовыми поверхностями являются конусная поверхность под гребной винт и центрирующая заточка фланца. У гребного вала со съемной полумуфтой базовыми поверхностями являются конусные поверхности под гребной винт и съемную полумуфту. Рис. 3. Рис. 3. Гребной вал 21 Установку вала в ось станка производят при помощи индикаторов, проворачивая его на 360о. После этого гребной вал проверяется при помощи индикаторов на биение по рабочим и не рабочим поверхностям для определения погнутости вала и не равномерного износа рабочих шеек. Если вал не имеет изгиба, изношенные поверхности облицовок протачиваются. Минимальная толщина бронзовой облицовки до которой можно протачивать её поверхности , определяемая по формуле Регистра. S=0,03dг+7,5 (мм) где s – толщина бронзовой облицовки в мм. dг- диаметр гребного вала под облицовкой в мм. Проверяется биение торцевой поверхности полумуфты и радиальное биение. Если биение этих поверхностей превышает 0,05 мм. их протачивают. При съемной полумуфте гребного вала её предварительно проверяют на плотное прилегание конусных поверхностей и при необходимости подгоняют полумуфту на краску, напрессовывают на конус вала и только после этого протачивают её поверхности. Гребной вал предъявляется ОТК, Заказчику, судовой администрации – старшему механику и инспектору Регистра. На отремонтированный гребной вал составляется формуляр замеров и передается на судно. 2.3.2. Восстановление деталей методом наращивания При восстановлении детали методом наращивания слои металла наносят на изношенные участки детали различными методами: электродуговой и газовой наплавкой, газопламнным и плазменным напылением, электролитическими способами с последующей механической обработкой в номинальный размер. Восстановление деталей наращиванием позволяет не только многократно восстанавливать деталь, но и повышать износостойкость их. Рассмотрим достоинства и недостатки методов восстановления деталей наращиванием. Наплавка позволяет многократно восстанавливать деталь до номинальных размеров на толщину наплавки до 10% от диаметра. Применять при наплавке высоколегированные сплавы для придания износостойкости поверхностям. Изготавливать новые биметаллические детали на основе дешевых металлов. Например, наплавка деталей из ржавеющих сталей, нержавеющи22 ми сварочными материалами. Недостатком этого метода является воздействие на материал детали высокой температуры при наплавке и появление сварочных напряжений при остывании детали, которые приводят к искривлению детали. Наплавка газовой сваркой происходит при более низких температурах по сравнению с электросваркой и вызывает меньше искривление детали. Она менее производительна и её применяют при наплавке небольших по габаритам деталей, а также деталей изготовленных из цветных сплавов бронз, латуней. Газопламенное, плазменное напыление также происходит при более низких температурах, чем при электродуговой наплавке или газопламенной наплавке. Применяется для восстановления отдельных поверхностей ответственных деталей для исключения коробления детали. Применяя различные порошки для напыления, можно придать поверхности детали различные механические свойства. Гальванопокрытие применяется для восстановления размеров деталей в очень небольших величинах без нагрева детали или для придания поверхности высокой твердости, защитных функций. Гальванопокрытие может быть: хромирование, осталивание, цинкование, меднение, никилирование. Если деталь в процессе эксплуатации получила изгиб (остаточную деформацию), она к дальнейшей эксплуатации не пригодна. Её необходимо восстановить правкой. 2.3.3.Восстановление деталей с помощью сварки Сварка это соединение одной детали к другой или нескольких частей одной детали методом расплавления стыков и заливки расплавленного присадочного материала в зону соединения в защитной среде. Какие виды сварки Вы знаете? Сварка ручная дуговая для заварки трещин и обломов, приварки накладок, вставок. В качестве присадочного материала и защитной средой является электрод. Автоматическая и полуавтоматическая сварка служит для того же что и ручная дуговая, но выполняется автоматом или полуавтоматом и в качестве присадочного материала используется сварочная проволока, а защитный газ СО2. Аргонодуговая сварка служит для того же что и ручная дуговая, но для деталей из алюминиевых сплавов, нержавеющих сталей. 23 Расплав основного металла производится неплавящимся вольфрамовым электродом, а присадочный материал подается вручную. В качестве защитного газа используется аргон. Газовая сварка используется для сварки тонких деталей из сталей, а так же цветных металлов латуней, бронз. Источником тепла является пламя горелки при горении газов ацетилена и кислорода (температура до 3200 оС) или пропанбутана и кислорода. Присадочный материал подается вручную. Рассмотрим восстановление вала разломившегося на две части. Если вал небольшой и конструктивно не сложный в изготовлении, то его целесообразней изготовить новый. Если вал сложный в изготовлении, например, вал-шестерня или вал ротора электродвигателя, то его можно восстановить сваркой. Для этого необходимо составить эскиз вала. Восстанавливаемый вал устанавливают на токарный станок с заверкой по базовым поверхностям. Торцевать место слома и сделать разделку 15о под сварку. Вместо обломанной части вала изготавливается наделка из материала того же что и сам вал с припуском 5мм. по диаметру и длине. С одного торца также изготавливается разделка 15о под сварку. Рис. 4. Рис. 4. Восстановление вала электродвигателя сваркой. После этого наделку выставляют к валу так, чтобы их оси совпадали и фиксируют прихватками в двух диаметрально противоположных точках. Прихватки зачищают от шлаков и ведут сварку соединяемых деталей. Если материал вала и наделки высокоуглеродистый место сварки необходимо предварительно подогреть до температуры 200-300 оС. Сварку необходимо вести в разброс и после каждого прохода производить зачистку предыдущего шва от 24 шлака. После окончания сварки деталь обматывают асботканью и дают ей медленно остыть для снижения внутренних напряжений от сварки. Для деталей из материалов с высоким содержанием углерода и легирующих элементов требуется производить термообработку – отжиг. После остывания вала его выставляют на токарный станок по базовым поверхностям для механической обработки. Прежде всего, приваренную часть вала торцуют, выдерживая общую длину вала и зацентровывают специальным сверлом, для того чтобы можно было поджать центром задней бабки. Далее производят механическую обработку приваренной части вала по размерам эскиза. Качество сварного шва проверяется на отсутствие трещин цветной или магнитной дефектоскопией, а внутренние дефекты рентгенографированием. 2.3.4.Восстановление деталей с помощью наплавки Наплавка это нанесение на поверхность детали металлов с помощью расплавления поверхности детали и присадочного материала в защитной среде. Методы наплавки разные. Наплавка автоматическая под слоем флюса. Наплавку деталей диаметром свыше 80мм. под слоем флюса производят электродной проволокой, которая подается в зону горения дуги специальным механизмом, называемым головкой автомата, а флюс закрывает зону плавления и используется для защитного материала. Наплавка автоматическая полуавтоматическая в защитном газе СО2. для деталей диаметром мене 80мм. где флюс не удерживается на поверхности детали из за малой кривизны. Наплавка в среде аргона используется для наплавки деталей из алюминиевых сплавов. Газовая наплавка используется для наплавки деталей из цветных сплавов. Плазменная наплавка используется для наплавки ответственных деталей при повышенных требованиях к износостойкости и сопротивлению усталости. Наплавку применяют для восстановления деталей, как круглого сечения, так и плоских поверхностей. Прежде чем производить наплавку той или иной поверхности детали, необходимо произвести подготовку поверхности под наплавку. 25 1. Определить какие поверхности у этой детали базовые для установки на станок при обработке после наплавки. Если таковых не будет после наплавки, необходимо изготовить дополнительно технологические базы. 2. Механическим методом обработать поверхности под наплавку на глубину 1мм. При проточке поверхностей с разными диаметрами обеспечить переход под тупым углом с радиусом 2мм. 3. Определить марку материала детали по чертежу или стружку с детали отправить в лабораторию для определения марки. 4. Произвести цветную или магнитную дефектоскопию поверхности на отсутствие трещин. Наплавку деталей типа вал производят на манипуляторе автоматической наплавкой под слоем флюса или в среде защитного газа. Если деталь изготовлена из высокоуглеродистой стали её необходимо предварительно подогреть до температуры 250-300 оС. Наплавку производят по спирали с перекрытием предыдущего валика на 1/3 ширины. Наплавку плоских поверхностей деталей производят в разброс. Поверхность разделяют на квадраты 100х100мм и осуществляют наплавку ручной сваркой или полуавтоматической меняя, направление положения валиков. После наплавки деталь необходимо замотать в асбестовую ткань для медленного остывания. Для деталей из высоко углеродистой стали необходимо произвести дополнительный отжиг. 2.3.5.Восстановление деталей газотермическим напылением Газотермическим напылением называют процесс получения покрытия из различных материалов ,основанной на нагреве материала до жидкого состояния и его распыления с помощью газовый струи. Для газотермического напыления характерным является одновременное воздействие на расплавленный металл высокотемпературного источника тепла и кинетической энергии газовой струи. При высокотемпературном нагреве напыляемый металл расплавляется, а газовая струя распыляет расплавленный материал на мелкие части и с большой скоростью направляет их на покрываемую поверхность. При ударе частицы соединяются с поверхностью детали и друг с другом и образуют на изделии слой покрытия. Толщину 26 покрытия можно регулировать в широких пределах от 0,05мм до 1мм. Существующая аппаратура и наличие порошков различных свойств позволяет восстанавливать детали из различных материалов стали, чугуна, бронзы. Одно из главных преимуществ этого метода то, что температура нагрева восстанавливаемой детали гораздо меньше чем при наплавке, а следовательно, деталь меньше искривляется или вообще остается ровной. Аппаратура для газопламенного напыления состоит из специальной газовой горелки, у которой имеется расширительный бачек с металлическим порошком, подачу которого осуществляется педальным клапаном. Рис.5. Горелки для напыления используются двух типов, для напыления с проплавлением напыляемого порошка и для напыления без проплавления. Для горения пламени используется газ кислород и ацетилен. Рис. 5. Газопламенное напыление 2.3.5.1.Технологическая последовательность газотермического напыления Восстанавливаемая деталь выставляется на токарном станке. То место детали, которое необходимо восстанавливать протачивают рваной мелкой резьбой шаг 0,5мм. глубиной 0,5мм. (Резец устанавливают ниже центра) или дробеструят, пескоструят карборундом очищая, поверхность и делают её шероховатой. Трогать руками эту поверхность нельзя во избежание замасливания. Напыление производят сразу же, пока не образовалась окисная пленка с предварительным подогревом детали до температуры 50-80 оС. Напыление производят за несколько проходов, в зависимости от толщины наращивания. 27 Восстановление детали газотерическим методом может быть с проплавлением нанесенного на поверхность детали порошка и без проплавления. Без проплавления слой нанесенного порошка не плотный (рыхлый), но деталь меньше нагревается и используется при восстановлении неподвижных соединений, например, для восстановления посадки подшипников качения, полумуфт, шестерен. Проплавление нанесенного слоя порошка, производят этой же горелкой. Язычком пламени без подачи порошка расплавляют напыленный слой на поверхности детали или используют для этой цели плазменную или лазерную установку. Используется этот метод восстановления в подвижных соединениях, таких как шейки подшипников скольжения. Напыление можно производить аппаратами плазменного типа, где для плавления и распыления материала покрытия используется струя дуговой плазмы, температура которой 10000 оС. Рис. 6. Плазма представляет собой поток газообразного вещества, состоящего из свободных электронов, положительных ионов и нейтральных атомов. В применяемых конструкциях плазменных головок плазменную струю получают путем вдувания в электрическую дугу, возбуждаемыми между двумя электродами, плазмообразующего газа, который обжимает дугу в сопле. В качестве плазмообразующего газа применяют аргон, гелий, азот. ( Для резки металлов плазмой используется воздух). Рис. 6 . Принципиальная схема плазменной головки Этот метод позволяет производить качественное напыление различными материалами, в том числе и тугоплавкими, например, тарелки и седла выхлопных клапанов. Прочное сцепление покрытий с поверхностью детали является необходимым условием, определяющим возможность их применения. 28 2.3.5.2. Обработка напыленных покрытий Используя покрытия для восстановления деталей, наносимые различными способами напыления, необходимо учитывать, что прочность их сцепления с поверхностью не может быть сравнимой с наплавочными, образующими за счет металлургических связей. Обработка покрытий ведется с помощью обычных видов механической обработки точением, шлифованием с применением обычных охлаждающих жидкостей, но с более мягкими режимами резания при малой подаче и малой глубине резания. Резец обязательно должен быть острый. В противном случае при жестком режиме обработке напыленный слой без проплавления может быть сколот с поверхности. 2.3.6.Восстановление деталей гальванопокрытием – хромированием Хромированием можно восстанавливать детали, имеющие небольшой износ, так как толщина слоя хромового покрытия колеблется в пределах от 0,01мм до 0,10мм на сторону. При толщине покрытия более 0,10мм качество хромового слоя снижается, кроме того, становится экономически не выгодно. Скорость наращивания идет примерно 0,01мм в час. Под хромирование деталь необходимо подготовить. Изношенную поверхность шейки детали обрабатывают шлифованием строго в оси базовых поверхностей, придавая ей правильную геометрическую форму и высокую чистоту обработки. Места, не подлежащие хромированию, изолируют лаком или полиэтиленовой изолировочной лентой. Затем деталь обезжиривают в щелочном растворе едкого натра 30-50 грамм на 1 литр воды в течение 5 минут. После этого деталь промывают проточной горячей и холодной водой. Заключительной операцией подготовки детали к хромированию является декопирование для удаления окисной пленки. Декопироваеие представляет собой легкое протравливание поверхности детали в 2-3%растворе серной кислоты и хромового ангедрида в течении 3-5 минут. 29 Хромирование производят в кислотостойкой ванне с подогревом электролита. Рис. 7. Рис. 7. Гальванопокрытие. Электролит готовят следующим образом. В ванну заливают необходимое количество дистиллированной воды и нагревают её до 55 оС. Затем вводят 250грамм хромового ангедрида CrO3 и 2,5грамм серной кислоты H2SO4 на каждый литр воды. Подвеску с деталью подсоединяют к катоду (-), а анодом (+) служит свинцовые пластины, поверхность которых должна быть в два раза больше поверхности хромированной детали. Свинцовые пластины должны быть расположены концентрично вокруг детали. Плотность тока от низковольтных генераторов 6 – 12 вольт постоянного тока составляет 20 – 50 а/дм2. Продолжительность хромирования определяется в зависимости от толщины покрытия (0,01мм/час). Что бы получить пористое хромирование, деталь в той же ванне подвергают анодной обработке травлению, подключив её в качестве анода (+). Травление ведут при плотности тока 25 – 35 а/дм2 в течение 10 – 20 минут. После хромирования деталь тщательно промывают в проточной воде, чтобы смыть остатки хромовых кислот. 2.3.7.Восстановление деталей гальванопокрытием – осталиванием Практическое применение электролитического покрытия железом впервые было осуществлено в 1869 году русскими учеными академиками Б.С.Якоби и Э.Х.Ленцом. Осталивание выгодно при30 менять для восстановления определенных поверхностей деталей без их нагрева, например, деталей из чугуна. Для осталивания применяют коррозионностойкие ванны с подогревом (рис.5) до температуры 80 – 85 оС. Электролиты чаще всего используются из хлористого железа FeCl.4Н2О. Состав электролита: 1. Хлористое железо – 680 г/литр 2. Соляная кислота – 0,8 – 1,5 г/литр При осталивании катодом (-) служит восстанавливаемая деталь, анодом (+) пластины малоуглеродистой стали. В качестве источника тока применяют генераторы постоянного тока 6 или 12 вольт. Плотность тока 10 – 12 а/ дм2. Скорость наращивания 0,13 – 0,26 мм/час. Толщина наращивания до 3мм Подготовку детали под осталивание ведут, так же как и при хромировании. Декопирование производят в ванне для осталивания в течение 1минуты при плотности тока 8 – 10 а/дм2 и далее меняют полярность, повышают плотность тока до 10 – 12 а/дм2 и производят осталивание. После осталивания деталь также промывается в проточной воде, затем нейтрализация остатков кислоты в растворе кальцинированной соды и промывка в проточной воде. Далее деталь идет на механическую обработку под нужные размеры. 2.3.8.Восстановление изогнутых валов Рассмотрим несколько примеров восстановления погнутых деталей деформированием. Детали типа валы, штока, получившие в эксплуатации искривление восстанавливаются правкой. Для выпрямления изогнутых валов существует несколько способов. Наибольшее распространение получили три метода правки валов: механический, термомеханический и термический. 2.3.8.1.Механический способ правки валов Механическим способом обычно правят валы небольших диаметров до 100мм. Это валы лебедок, брашпилей, насосов. Вал устанавливается на токарный станок или другое приспособление для вращения в центрах. Проверяется биение всех поверхностей вала через 100мм по всей длине и на валу мелом наносят величину бие31 ния со знаком (+) выпуклость и знаком (-) вогнутость. Для правки над валом завешивается приспособление, состоящее из жесткой балки, четырех шпилек с гайками и двух жестких поперечин. Рис. 8. Рис. 8. Приспособление для правки валов. Вал поворачивают выпуклостью вверх. Правку начинают с мест наибольшего изгиба, где и устанавливают гидравлический домкрат. Рядом для контроля устанавливают индикатор. Работая домкратом, который упирается с одной стороны в вал, с другой в приспособление жесткую балку изгибаем вал в противоположную сторону изгиба. Контроль ведем по индикатору. 2.3.8.2.Термомеханический способ правки валов Валы диаметром от 100мм до 200мм на холодную выправить очень сложно в связи их значительной жесткостью. Поэтому правку валов производят, так же как и при механическом способе, но с нагревом сечения вала в районе правки до температуры 500 – 600 о С (до появления темно-вишневого цвета на поверхности вала). Контроль осуществляется по индикатору. Перегибать вал в противоположную сторону от оси вращения при этом способе не нужно. 32 2.3.8.3. Термический способ правки валов Валы диаметром 200 – 300 мм и более правят термическим способом без применения приспособлений для правки и домкратов. Погнутый вал так же устанавливается на токарный станок для определения места наибольшей кривизны, и поворачивают его выпуклостью вверх. На участок вала наибольшей кривизны накладывают лист асбеста, смоченный в воде, и ножом вырезают в нем отверстие размерами 30 х 100мм. Устанавливают индикатор для контроля за исправлением оси вала. Через вырезанное «окно» ограниченный участок вала резко нагревают газовой горелкой до температуры на поверхности 500-600 оС в течение 5 минут (до появления темно вишневого цвета). Поверхностный слой вала в этом месте при нагреве расширяется и получает пластическую деформацию кристаллической решетки. При остывании на месте где был нагрев, возникают сжимающие напряжения, которые и выравнивают вал, правда, незначительно (0,50мм). Но, смещая «окно» рядом, повторяя операцию, добиваются выравнивания вала. 2.3.8.4.Правка валов методом наклепа Есть еще метод выравнивания валов методом наклепа поверхности вала, используя растягивающие напряжения на вогнутой части вала. Вал так же устанавливают на токарный станок. Находим по индикатору наибольший изгиб и ставим вогнутостью вниз. Подпираем в этом месте вал домкратом и наносим по не рабочей поверхности вала ударами молотка. От ударов на поверхности появляются небольшие вмятины, а в металле в этом месте возникают растягивающие напряжения за счет удлинения волокон. За счет этих напряжений происходит выравнивание вала. Не зависимо от способа правки выпрямленные валы подвергают отжигу для снятия внутренних напряжений, возникающих во время правки. Под место правки вала подводят муфельную или индукционную печь. Вал нагревают до 400 оС в течение 3-4 часов после чего медленно охлаждают со скоростью 40-60 о/час до температуры окружающей среды. Если отжиг валу после правки не производить, то он должен отлежаться длительное время не менее 2 недель и пройти повторную проверку на прямолинейность. 33 2.3.9.Восстановление чугунных деталей сваркой Так как серый чугун не пластичен, а хрупкий детали, изготовленные из него, часто ломаются или в них возникают трещины при авариях, перекосах при монтаже и т.д. Сварку чугуна, применяют главным образом для ремонтных работ. Сваривают поломанные детали, заваривают трещины. При сварке чугуна необходимо учитывать его особенности: низкие пластические свойства; образование закалочных и отбелочных структур при быстром охлаждении; наличие графита, который вступает в соединение с кислородом и образует окись углерода и углекислый газ, что вызывает пористость шва. Заварку трещин в чугунных деталях осуществляют как электродуговой, так и газовой сваркой следующими способами: 1.Горячая сварка – с нагревом детали в электропечи до температуры 600 – 700 оС. Сварку ведут электродуговой сваркой угольным электродом либо аргонодуговой сваркой или газовой. Присадочными прутками служат прутки диаметром 8мм из серого чугуна. Для раскисления сварочной ванны применяют флюс, состоящий из технической буры (Na2B4O7). Сварку можно производить электродуговой сваркой чугунным электродом с покрытием из графита, ферросилиций, термит, мрамор, алюминевый порошок, титановая руда и жидкое стекло, а так же медно-железными электродами ОЗЧ-2 и МНЧ-2, железо-никелевыми электродами. После заварки сразу же деталь помещают в электропечь. Выдерживают в ней 1 час. Далее остывание детали идет вместе с печью. При этом сварочные напряжения в сварном шве и около шовном пространстве снимаются. 2. Полугорячая сварка – деталь подогревают газовыми горелками до температуры 330 – 430 оС. Сварку ведут в нижнем положении, газовой сваркой используют присадочный пруток из серого чугуна с покрытием, содержащем графитизаторы или используют пруток из латуни Л59О1К0,3. Или применяют электросварку на постоянном токе прямой полярности электродами ОЗЧ-2,МНЧ-2 и другие электроды на железо-никилевой основе предназначенные для сварки серого чугуна (ЦЧ-3 и ЦЧ-3А). 3.Холодная сварка – без предварительного подогрева. При холодной сварке чугуна используют стальные электроды и из специальных сплавов, цветных металлов для чугуна. Можно использо34 вать полуавтоматическую сварку в углекислом газе сварочной проволокой Св-08 илиСв-08А толщиной 1,2мм. Сила тока 30-40А. Сварку ведут короткими участками не более 3050мм., с обязательным проковкой тупым зубилом этого участка шва в момент его остывания до температуры 50-60 оС, чем снимаются сварочные напряжения в шве. Следят за температурой детали в районе сварки и не допускают повышение её выше 100 оС, делая перерывы в процессе сварки. При сварке массивных чугунных деталей используют прием установки шпилек на резьбе в районе сварки, которые при сварке обвариваются. 2.3.10.Восстановление чугунных деталей с применением фигурных стяжек При наличии трещин в чугунных деталях из-за сложной технологии сварки чугуна их целесообразно ремонтировать с применением фигурных стяжек. Рассмотрим восстановление (ремонт) деталей, имеющих трещины в блоках цилиндров ДВС, корпусах редуктора и других чугунных деталях с применением фигурных стяжек и полимерного материала. Чаще всего трещины в таких деталях появляются во время аварий. Ремонт фигурными стяжками заключается в следующем. Прежде всего, трещину зачищают и определяют её границы с помощью цветной дефектоскопии. По концам трещины сверлят сквозные отверстия диаметром 7мм. По всей длине трещины через 30-50мм поперек трещины используя, специальный кондуктор, сверлят ряд не сквозных отверстий. Перемычки между отверстиями, которые сверлились поперек трещины, прорубают просечкой. Согласно межосевого расстояния в кондукторе и диаметров отверстий, изготавливаются методом штамповки фигурные стяжки из материалов низкоуглеродистой стали. Рис. 9. 35 Рис.9. Фигурная стяжка и фигурный паз в детали. Затем приготавливается полимерный материал компаунд 153 или смола эпоксидная с пластификатором в пропорции с отвердителем: 1весовая часть отвердителя и 12 частей смолы. Два компонента смешивают и шпателем тщательно перемешивают в течении 5 минут. Жизнеспособность раствора, до начала отверждения 1 час. Шпателем наносят приготовленный полимерный материал в просечные отверстия и вставляют фигурные стяжки. Что бы обеспечить непроницаемость самой трещины её перекрывают гуженами М8 с установкой их на полимерный материал. Через 24 часа происходит отверждение при температуре не ниже +5 оС . При минусовой температуре использовать полимерный материал нельзя. Необходимо производить подогрев детали. Качество выполненной работы проверяют гидравлическими испытаниями. 2.3.11.Повышение износостойкости деталей В процессе восстановления деталей необходимо производить операции по повышению износоустойчивости их механическим, термическим, термодиффузионным методами. Механический метод состоит в упрочнении поверхности деталей методом наклепа. После обработки рабочих поверхностей деталей точением, шлифованием, таких как шейки крейцкопфов, штоков крейцкопфных двигателей для получения высокой чистоты обработки и повышения поверхностной твердости эти поверхности накатывают сглаживающим роликом специальной накаткой, установленной в суппорт токарного станка. 36 Для снятия сварочных напряжений в наплавленном металле крупногабаритных валов, таких как гребные, промежуточные валы накатывают гидравлическим трех роликовым приспособлением. Ролики приспособления прижимаются к валу с помощью штоков гидроцилиндров, на поршни которых по трубопроводу подается масло под давлением. Сила давления контролируется по манометру. Вал должен быть предварительно обработан иметь припуск на окончательную механическую обработку. Термический метод заключается в повышении твердости металла на поверхности деталей методом поверхностной закалки с нагревом поверхности детали токами высокой частоты (ТВЧ), чтобы поверхность была твердой, а сердцевина сохраняла пластические свойства. Деталь помещают в специальный индуктор, изготовленный из медной трубки в виде кольца или спирали. Концы индуктора подключаются к источнику питания высокочастотного генератора и системе проточной воды для охлаждения индуктора. ТВЧ вызывают на поверхности детали вихревые токи, нагревающие её до высоких температур (800-900 оС). После нагрева деталь быстро охлаждается в воде или масле. Отпуск детали производится аналогично закалке, но с более низкой температурой нагрева (400-600 о С) Термодиффузионный метод упрочнения поверхности заключается в насыщении поверхностного слоя детали на глубину до 1 – 2 мм. каким – либо элементом. Цементация – насыщение поверхностного слоя низкоуглеродистой стали углеродом, производят двумя способами. Деталь загружают в ящик с карбюризатором (порошок древесного угля с добавлением солей натрия и бария), нагревают в закрытой среде до температуры выше точки Ас3 на 50 – 80 оС (по диаграмме состояния сплава железо – углерод 900 – 950 оС), выдерживают при этой температуре несколько часов и медленно охлаждают. При газовой цементации детали помещают в муфельной печи и подают туда газ метан СН4 с некоторыми добавками или используют газы, полученные при нагреве керосина непосредственно в печи. Насыщение поверхностного слоя металла повышается с 0,25%С до 0,8-1%С После цементации деталь закаливают с низким отпуском и на поверхности получают твердость НRc 45- 55. Азотирование стали – процесс насыщения поверхностного слоя стали азотом при нагреве её в среде аммиака (NH3). Азотирование 37 проводят для повышения твердости поверхностного слоя деталей, износостойкости, теплостойкости и коррозионной стойкости. Азотированию подвергают изделия, прошедшие термическую обработку закалку с высоким отпуском и окончательную механическую обработку. Для этого детали укладывают в герметически закрывающейся муфель и помещают его в термическую печь. В муфель из баллонов подается аммиак, который при нагреве 500 -700 оС разлагается, образуя атомарный азот который, взаимодействует с железом, образует нитриды (Fe2N, Fe4N). Процесс азотирования продолжается 20 – 70 часов, а затем медленное охлаждение с печью до 100 оС. Глубина азотирования зависит от температуры и времени выдержки и колеблется в пределах 0,25 – 0,65 мм. Твердость достигает 80 -85НRc. Цементации и азотированию подвергают зубчатые колеса, шейки валов, плунжеры насосов, червяки, звездочки, ролики подшипников и т.д. 2.4.Технологическая документация на восстановление и изготовление деталей Основным документом на восстановление деталей является «Технологический процесс». В технологическом процессе подробно описывается вся последовательность выполнения работ по восстановлению с указанием промежуточных и окончательных операций. Технологические процессы на восстановление ответственных деталей согласовываются с главными специалистами, утверждаются руководителем предприятия и предоставляются Регистру на рассмотрение и одобрение. Маршрутная карта (МК) является составной частью комплекта технологических документов, разрабатываемые на технологические процессы восстановления или изготовления деталей. Формы МК установлены гостами «Единой системой технологических документов» (ЕСТД). МК – является одним из основных документов, на котором описывается весь процесс технологической последовательности выполнения операций. При операционном описании технологического процесса МК, выполняет роль сводного документа, в котором указывается адресная информация выполнения работ (цех, участок). 38 В операционных картах (ОК) описывается конкретно одна операция для исполнителя, например, фрезерная для фрезеровщика, токарная для токаря, кузнечная для кузнеца. Форма ОК (ГОСТ3.1404-86) предусматривает место для эскиза детали. Рассмотрим на примере фрезерной операции. На эскизе изображается эскиз заготовки детали, места зажима его. Жирными линиями обозначены поверхности обработки и указываются контролируемые размеры обработки. Рис 10. 01. Фрезеровать полки по всей длине, выдерживая размеры 80 и 20мм. Т Тиски, фреза ВК8, штангенциркуль. 02. Контроль исполнителем. Эскизы выполняются согласно общим требованиям выполнения графических, технологических документов (ЕСТД ГОСТ 3.1128 – 93). Рис.10. Операционный эскиз детали. 2.5. Обеспечение точности механической обработки Обеспечение точности механической обработки осуществляется исполнителем работ и оборудованием, на котором эти работы выполняются. Станки токарные, фрезерные, шлифовальные рассчитаны на выполнение работ определенной точности. Станки могут быть 1-го,2-го,3го класса точности. На станках 1-го класса точности можно выполнить изготовление деталей с высокой точностью до 1мкм.(шлифовальные, токарные ).На станках 2-го класса точности можно выполнить изготовление деталей с точностью 2мкм. А стан39 ки 3-го класса точности используются для грубой обдирочной работы, не требующей точности. Исполнители работ станочники токари, шлифовщики, фрезеровщики так же имеют различную квалификацию от 1-го разряда до 6-го. Глава 3. Технологический процесс ремонта судна на судоремонтном заводе. 3.1. Ремонтный цикл и маршрутная технология ремонта судна. Ремонтный цикл – это наименьший повторяющийся интервал времени в течение, которого выполняются в определенной последовательности и в соответствии с НТД все установленные виды ремонта. Ремонтный цикл для судна задается судовладельцем в системе планово предупредительных ремонтов (ППР), разработанных с учетом «Правил технической эксплуатации судовых технических средств и конструкций» РД31.21.30-97, «Правил классификационных освидетельствований судов» Российского морского регистра судоходства. А так же «Руководство по техническому надзору за судами в эксплуатации». Во время подготовки судна к постановке его в судоремонтный завод, согласно ППР, судовладелец совместно с администрацией судна разрабатывает ремонтную ведомость. В ремонтной ведомости описывается объем работ по всему судну корпусу, механизмам, системам, электрической части, радио части. При составлении ремонтной ведомости судовладелец учитывает техническое состояние судна, атак же требования, изложенные в документации завода – изготовителя механизмов, правил технической эксплуатации, предписаний Регистра, изложенных в его актах, а так же «Руководства по техническому надзору за судами в эксплуатации» и «Правил классификационных освидетельствований судов». При выборе ремонтной базы судовладелец рассылает ремонтные ведомости на судоремонтные заводы с просьбой определить возможность их выполнения, а так же сроки и стоимость предлагаемых работ. Получив ответы от СРЗ, и выбрав ремонтную базу, судовладелец заключает договор с СРЗ на ремонт судна. В договоре отражают все аспекты предстоящего ремонта. Например, стоимость ремонта и порядок выплаты за него, штрафные санкции при задержке судна из ремонта, кто приобретает и поставляет СЗЧ и т.д. 40 В СРЗ ремонтную ведомость размножают и раздают по подразделениям завода для подготовки к предстоящему ремонту судна. С подходом судна в завод организацию постановки судна в завод и его ремонт выполняет планово диспетчерский отдел. Ремонт судна от завода осуществляет ведущий прораб или строитель кораблей (строитель). Он задает работу всем специальностям, увязывает и регулирует их взаимодействие между цехами и участками. Решает вопросы с заказчиком (судовладельцем), администрацией судна (капитаном, старшим механиком) и Регистром морского судоход – ства. Цеха и участки в первую очередь знакомятся на судне с работой, определяют сопутствующие работы, составляют сметы. Для предварительной дефектации проводят предремонтные испытания механизмов у стенки завода, а для главных двигателей с выходом в море. Палубные механизмы проверяются на холостом ходу, для определения дефектов по шумам в редукторах. Для проверки главных двигателей выходят на режим полного хода, производят реверсы двигателя. Для испытания рулевой машины производят перекладку пера руля с борта на борт на полном ходу судна, определяя время перекладки. ВРШ испытывают на время разворот лопастей с полного переднего хода на полный задний. По результатам испытания составляется акт предремонтных испытаний, где фиксируются все параметры испытываемых механизмов и замеченные недостатки. После знакомства на судне с объемом работ и предварительной дефектацией представители завода и заказчика окончательно корректируют ремонтную ведомость по объему работ. Завод без промедления начинает разборку механизмов. Узлы и детали доставляются в цеха завода. После разборки детали качественно очищаются в моечных участках химической очисткой, механической дробеструйной, пескоструйной, гидропескоструйными установками и вручную. Для удаления масляных отложений используются щелочные ванны с подогревом до 80 оС. Для удаления солевых отложений кислотные ванны. Гидродинамические установки используют для смывания пресной водой шламов и остатков щелочи и кислоты. Для очистки топливной аппаратуры создаются специальные моечные ванны с керосином. Для эффективной очистки топливной аппаратуры применяют ультразвуковые установки. Для очистки корпусных конструкций на судоремонтных заводах созданы специализированные участки и бригады при доковом 41 производстве. При подъеме судна в доке на наружной обшивке корпуса, где лакокрасочное покрытие разрушилось, появляется толстый слой ржавчины. Кроме того, корпус покрыт ракушечником с водорослями. Все это необходимо удалить при очистке корпуса до чистого металла. Применяют механическую очистку бортовыми и днищевыми очистными аппаратами, щетками, шарошками. Но качественную очистку получают при применении абразивной очистки сжатым воздухом либо гидроочистки с применением металлургического шлака, так как коррозия удаляется с язвин, раковин. Качество очистки определяют сравнением с образцами на фотоснимках SA1, SA2, SA3. После очистки корпуса судна и деталей механизмов они проходят дефектоскопию, то есть выявлению дефектов. Прежде всего, они внимательно осматриваются на предмет обнаружения характера износа, трещин, изгибов. Затем детали обмеряют мерительным инструментом и составляют формуляр обмеров. На корпусных конструкциях измеряют остаточную толщину наружной обшивки, набора, переборок, палуб и т.д. ультразвуковым толщиномером. Деформацию корпуса (вмятины, бухтины, гофрировки) замеряют при помощи линейки, штангенциркуля, глубомера. Результаты замеров оформляют в виде отчетов в табличной форме, где указывается остаточная толщина в различных точках (5 точек на лист), средняя величина остаточной толщины, построечная толщина металла и процент износа. На основании нормативно технической документации принимается решение о техническом состоянии детали или корпусной конструкции. Часть деталей проходят проверку на отсутствие трещин, погнутости, перпендикулярности поверхностей. После завершения дефектации, технологами завода оформляется ведомость комплектации по каждому механизму, где отражаются, какие детали требуется заменить, а какие должны пройти восстановительный ремонт. На детали, подлежащие восстановлению, разрабатывается технологические процессы, маршрутные карты и запускаются в производство с согласия заказчика. Способы восстановления деталей могут быть разные и выбирают их с техническими возможностями предприятия и экономической целесообразностью. 3.2. Сборка, обкатка механизмов после ремонта 42 Когда все детали механизма восстановлены, предъявлены по качеству выполнения ОТК завода, представителям заказчика, Регистру приступают к его сборке. Сборку ведут с контролем взаимного положения деталей по заводским (завода изготовителя) меткам или своим меткам, которые были поставлены при разборке с контролем и установкой монтажных зазоров согласно НТД. Это очень важно. От правильной сборки зависит в дальнейшем работа механизма. Собранные механизмы после ремонта необходимо обкатать для взаимной приработки сопрягаемых поверхностей деталей. Те механизмы, которые ремонтировались в цеху завода, при наличии испытательных стендов, обкатку производят на стенде по разработанной программе. В программе задаются режимы поэтапного повышения оборотов и нагрузки. Особое внимание во время обкатки необходимо следить за температурой трущихся узлов, (подшипники скольжения, качения) и режиму смазки этих узлов. Как правило, режим смазки стараются увеличить, а нагрузку на механизм повышать постепенно по мере приработки и доводить до номинальной. При испытаниях на номинальной нагрузке снимаются основные показатели работы механизма. Если это дизель, то его мощность и параметры по цилиндрам (температура выхлопных газов и давление сгорания Рz), давления наддува, температуры масла и охлаждающей воды. Если это насос, то его производительность и давление при номинальных оборотах. Если компрессор сжатого воздуха, то производительность (время наполнения баллона до определенного давления). Если стендов для обкатки и испытания на заводе нет, механизмы подаются на судно, монтируются на штатные муста. После этого так же производят обкатку и испытание механизмов по назначению. Во время обкатки и испытаний механизмов производят регулировку их, устраняют выявленные недостатки. Предъявляется отремонтированные механизмы заказчику ОТК и Регистру на сдаточных испытаниях. Для испытаний главного двигателя, валопровода с движителем, рулевой машины, брашпиля, шпиля вначале производят испытание в заводе у причала на швартовных концах или в упор носом судна в причал, а затем судно выходит в море на ходовые испытания. Окончательно судно предъявляется на ходовых испытаниях инспектору Регистра. Силовая установка испытывается на различных режимах переднего и заднего хода с реверсами, остановками и 43 запусками. Для испытания рулевой машины производятся маневры судна. На полном ходу судна перекладывают руль с одного борта на другой и контролируют время перекладки. Брашпиль испытывается выбиранием двух якорей с определенной глубины с отрывом от грунта. Шпиль испытывается при швартовке судна к причалу. По результатам швартовных и ходовых испытаний составляется акт с отражением параметров работы испытываемых механизмов. По выходу судна из ремонта, завод дает гарантию на отремонтированные механизмы 0,5 – 1год. Глава 4. Ремонт ДВС 4.1. Разборка двигателя По трудоемкости разборка двигателей составляет приблизительно 1/5 часть трудоемкости ремонта. От качества ремонта зависит продолжительность и стоимость ремонта. При плохой организации и небрежном проведении разборки возможны повреждения деталей (риски, забоины, смятия, поломки, срыты резьбы), что может привести к дополнительной работе и даже к замене детали. По этому разборка является ответственным этапом технологического процесса ремонта и её следует выполнять по строго продуманному плану. В зависимости от выбранного метода ремонта разборка идет на судне или в цехе завода. Требования к разборке, её последовательности при этом не изменяется. В цехе это делать удобнее, поэтому здесь повышается производительность труда, однако возникают довольно трудоемкие работы по демонтажу и доставке дизеля в цех, а затем и на судно. Порядок разборки зависит от типа конструкции дизеля. Поэтому разборку нужно выполнять, пользуясь инструкцией завода – изготовителя, соблюдая при этом общие требования разборки. Перед подъемом двигателя или при разборке на судне необходимо спустить воду из системы охлаждения, масло, топливо из обслуживающих систем. Снять ограждения, кожухи движущихся деталей, контрольно измерительные приборы. Снять тяги, приводы, навешенные механизмы, трубопроводы. Разобщить соединения двигателя с генератором, редуктором или валопроводом, трубопроводами. Отвернуть болты крепления двигателя к судовому фундаменту. Для подъема двигателя используют штатные рымы или 44 устанавливают на шпильки двух демонтированных цилиндровых крышек специальную балку, за которую и подымают двигатель для транспортировки. Для выемки дизеля из машинного отделения судна вырезают части палуб, капы машинного отделения или борт судна. Выгружая из судна узлы и детали, необходимо предусмотреть меры по их защиты от механических повреждений. Для транспортировки некоторых деталей и узлов применяют спец. контейнеры, например, для роторов турбовоздуходувок, топливной аппаратуры, регуляторов скорости и т.д. Перед разборкой должны быть подготовлены рабочие и измерительные инструменты, место для укладки снимаемых деталей, тара для отправки в цех деталей и приборов, заглушки и бирки для снимаемых деталей, стеллажи для хранения их, подъемно - транспортные средства, переносное освещение. В процессе разборки дизеля проверяются раскепы коленчатого вала несколько раз: до разобщения коленчатого вала с редуктором или валопроводом и после разобщения; после снятия поршневого движения. Проверяется состояние механизма газораспределения начало открытия и закрытия выхлопных и впускных клапанов, угол опережения подачи топлива, зазоры между роликами толкателей топливных насосов и кулачными шайбами распредвала. Измеряют высоту камеры сжатия. Зазоры в подшипниках скольжения, ползуне и параллелях, осевой разбег коленчатого вала. Зазоры в зубчатых зацеплениях привода распределительного вала, навешенных механизмов. Проверяют биение шеек под рамовый подшипник коленчатого вала и упорного вала с упорным гребнем. При разборке дизеля преобладает ручной труд, так как процессы разборки трудно механизировать. Весьма эффективно в процессе разборки использование механизированного инструмента и приспособлений, подъемного оборудования с гидравлическими, пневматическими, электрическими приводами (гайковерты, домкраты, тали). На СРЗ возможен одновременный ремонт однотипных дизелей с разных судов, поэтому большое значение при разборке соблюдение маркировок и клеймения. Под маркировкой понимают нанесение на не рабочей поверхности сопрягаемых деталей рисок, кернения, букв, цифр, определяющих взаимное расположение деталей. Таким образом, фиксируют точное положение деталей относи45 тельно друг друга. Краской маркируют принадлежность детали, механизма к судну и место положения на судне. Маркировка обеспечивает при сборке соблюдения такого взаимного расположения деталей, которое они занимали до ремонта. 4.2. Определение ВМТ поршневого движения При различных проверках, например, при проверке газораспределения и начала подачи топлива в цилиндр, замера высоты камеры сгорания и т. д. необходимо устанавливать детали поршневого движения в мертвых точках. У двигателей на торце или по ободу маховика нанесены деления соответствующие 1о поворота коленчатого вала. Там же могут быть отмечены и положения ВМТ поршня в цилиндре. Чаще всего 1-го цилиндра. На станину двигателя над маховиком закреплена неподвижно стрелка – указатель для контроля разворота коленчатого вала. Иногда бывает, что на маховике не нанесена градуировка. Тогда необходимо нанести её самим. Длину окружности маховика разделить на 360 частей получим линейную величину 1о на поверхности маховика. Для нахождения ВМТ поршня любого цилиндра в тронковом двигателе необходимо снять цилиндровую крышку или снять форсунку и через форсуночное отверстие установить толкатель индикатора на донышко поршня. Вращаем коленчатый вал. При переходе мотыля коленчатого вала ВМТ, поршень останавливается, и какое-то время стоит, а потом опускается. На маховике необходимо отметить положение момента остановки поршня и начала движения вниз. Разделив, пополам расстояние на маховике от момента остановки до момента начала движения и будет точное положения мотыля в ВМТ. Для крейцкопфного дизеля для нахождения ВМТ мотыля коленчатого вала, снимать цилиндровую крышку не нужно. Необходимо установить мотыль коленчатого вала до ВМТ на 10 – 15о. В этом положении делают метку на параллели под ползуном и на маховике. Продолжают вращение коленчатого вала на передний ход с переходом поршня через ВМТ, и совмещением ползуна с отметкой на параллели делаем отметку на маховике. Разделив, дугу на маховике пополам находят и наносят метку ВМТ данного цилиндра. 46 4.3. Проверка газораспределения Фазы открытия и закрытия впускных и выпускных клапанов определяются по углу поворота мотыля коленчатого вала от ВМТ или НМТ поршневого движения каждого цилиндра. Для проверки фаз газораспределения коленчатый вал вращают на передний ход. В момент набегания ролика толкателя на профиль кулачной шайбы распредвала, коромысло крышки цилиндра выбирает зазор между шпинделем клапана. Контроль осуществляют щупом 0,03мм. Рис.11. Рис.11. Проверка газораспределения Момент зажатия щупа является началом открытия клапана, а момент освобождения щупа закрытием клапана. Результаты замеров сравнивают с величинами указанными в паспорте или другом НТД. Отклонение от нормы ±5о 4.4. Проверка высоты камеры сжатия Высоту камеры сжатия проверяют при помощи свинцовых оттисков либо замерами глубомером от плоскости разъема втулки цилиндров до донышка поршня в положении ВМТ (h1), а также на цилиндровой крышке (h3) и толщину прокладки (h2). Путем мате47 матических вычислений можно определить высоту камеры сжатия.H = h1+h2+h3 (См. рис 12). При замерах свинцовыми оттисками используют два свинцовых кубика, высота которых превышает ожидаемую высоту камеры сжатия на 6 – 10мм для двигателей большой средней мощности и на 2 – 5мм для двигателей малой мощности. Свинцовые кубики укладывают диаметрально вдоль оси двигателя, устанавливают крышку цилиндров на место и закрепляют. Затем проворачивают коленчатый вал, что бы поршень прошел ВМТ. После этого вскрывают крышку и измеряют высоту свинцовых оттисков. Среднее значение высоты двух оттисков будет соответствовать высоте камеры сжатия. Данные высоты камеры сжатия записываются в формуляр обмеров и сравнивают с высотой рекомендованной в паспорте на двигатель или ТУ на дефектацию и ремонт. Отклонение не должно превышать 5%. Рис.12. Определение высоты камеры сгорания. 4.5. Измерение зазоров в подшипниках скольжения В процессе разборки ДВС необходимо измерять различные зазоры: в подшипниках скольжения коленчатого и распределительного валов, между ползуном и параллелью, зубчатых зацеплениях и 48 других подвижных соединениях. Зазоры измеряют при помощи щупа либо свинцовых оттисков. Самый точный замер зазора получают при помощи разности замеренных диаметров подшипника и рабочей шейки вала. Осевые зазоры в установочном подшипнике коленчатого вала, распределительного вала, ротора турбовоздуходувки измеряют при помощи индикатора. Замер щупом производят по следующему принципу. Подбирают пластину щупа по толщине на величину зазора на проход. Контроль, следующая пластина толщиной на 0,05мм больше не должна проходить. Замер свинцовыми оттисками производят следующим образом. Перед разборкой подшипника пометить положение гайки относительно шпильки крышки подшипника для контроля обтяжки. Снимают крышку и верхний вкладыш подшипника. Кладут кусочки свинцовой проволоки, диаметром превышающий зазор, на поверхность шейки в двух трех сечениях. Подшипник собирают и обжимают гайки на заданный момент до прежнего положения. Вновь вскрывают подшипник и извлекают оттески свинцовистой проволоки, которые обмеряют микрометрической скобой. 4.6.Замер масляных зазоров в головных и шатунных подшипниках без разборки поршневого движения Иногда возникает необходимость определить зазоры в головном и шатунном подшипниках без разборки поршневого движения. (Чаще всего это бывает не во время ремонта, а во время эксплуатации двигателя). Для этого снимают крышку цилиндров. Мотыль ставят в ВМТ. Поршень стропят за таль. Его положение относительно втулки цилиндров фиксируют индикатором, а положение шатуна относительно коленчатого вала вторым индикатором. Талями медленно поднимаем поршневое движение и следят за показаниями индикаторов. Поршень поднимается вверх на величину зазора в головном подшипнике до начала подъема шатуна, а затем с шатуном на величину зазора в шатунном подшипнике. Рис. 13. В ремонте определение зазоров в головном и шатунном подшипниках производят при полной разборке поршневого движения, вычисляя разность обмеров головной втулки шатуна и поршневого пальца, а также шатунного подшипника в сборе в шатуне и мотылевой шейки коленчатого вала. 49 Рис 13. Замер зазоров в головном и шатунном подшипнике тронкового двигателя без разборки поршневого движения. 4.7.Разборка рамовых подшипников ДВС Для осмотра состояния рамовых подшипников их вскрывают. У вспомогательных ДВС при разборке рамовых подшипников верхние половинки снимаются вручную. У главных двигателей рамовые подшипники имеют значительный вес, поэтому их снимают с помощью талей подвешенных в картере. Для подъема верхней половины рамового подшипника расшплинтовывают и отвертывают гайки или болты крепления верхней крышки, отжимают болтами верхний вкладыш от крышки. Вворачивают рым в крышку, стропят за таль и поднимают её талью, затем выводят её из картера через люк остова двигателя. Для изъятия нижнего вкладыша рамового подшипника без подъема коленчатого вала используют специальные приспособления. Если на рамовой шейке имеется масляный канал, то в него вставляют штифт ступенчатый, головка которого не должна быть больше толщины вкладыша. Рис.14. 50 Рис. 14. Выкатывание нижнего вкладыша рамового подшипника ДВС. Проворачивая валоповороткой коленчатый вал, нижний вкладыш выкатывается с постели рамы. Если на рамовой вейке масляного канала нет, тогда на щеку мотыля устанавливается специальная скоба при помощи, которой, выкатывается нижний вкладыш подшипника. После осмотра вкладышей рамовых подшипников и шеек коленчатого вала при помощи индикатора снимают биение рамовых шеек и заносят в формуляр. 4.8. Разборка механизма движения ДВС У тронковых двигателей после снятия крышек цилиндров поршень ставят в ВМТ. Расшплинтовывают шатунные болты, отвернув болты или гайки, снимают нижнюю крышку шатуна. Затем стропят поршень за рым или скобу, установленную на донышке поршня и подымают его вместе с шатуном. У крейцкопфных двигателей разборка усложняется значительным весом деталей. Вначале отдается крепление штока к поперечине крейцкопфа. Поршень ставится в ВМТ и, установив приспособление для подъема поршня, тельфером поднимают поршень со штоком. После этого приступают к разборке поочередно шатунных и головных подшипников для определения технического состояния их, а также рабочих поверхностей цапф крейцкопфа и мотылевых шеек. Прикрепив к нижней крышке шатунного подшипника специальные проушины болтами, стропят за них тали, подвешенные внутри картера с левого и правого борта. Потом, отвернув гайки 51 шатунных болтов, опускают двумя талями нижнюю половинку шатунного подшипника в картер. Снимают строп с одной тали. С помощью другой тали извлекают нижнюю крышку шатуна с вкладышем наружу на поела машинного отделения. Для извлечения верхней половины шатунного подшипника съемные проушины переустанавливают с нижней половинки на верхнюю часть подшипника и стропят двумя талями с левого и правого борта. Поперечину крейцкопфа стропят на тельфер через цилиндровую втулку. Поперечину крейцкопфа вместе с шатуном тельфером поднимают примерно на 200-300мм. Верхнюю половину шатунного подшипника двумя талями поднимают на 100-150мм. Шатун завис на крейцкопфе, а верхняя половина шатунного подшипника на талях. Проворачивают валоповороткой коленчатый вал мотыль в НМТ. Выводим верхнюю половину шатунного подшипника из картера подобно нижней половине. Рис.15. Рис. 15. Разборка шатунного подшипника крейцкопфного двигателя. Головные подшипники шатуна вскрывают для осмотра при собранном шатунном подшипник. Расшплинтовывают и отдают гайки призонных болтов головных подшипников. При помощи талей поднимают верхние крышки головных подшипников. Фиксируют положение ползуна на параллелях от перемещения. Раскрепляют шатун растяжками из двух талей. Проворачивают мотыль на 90о. Шатун опустится и откроется нижняя часть головного подшипника для осмотра головных подшипников и шеек цапф крейцкопфа. При необходимости перезаливки и расточки головных и ша52 тунных подшипников с одной установки на расточном станке, шатун вынимают из картера двигателя и доставляют в цех завода. 4.9.Проверка раскепов коленчатого вала В процессе эксплуатации ДВС рамовые подшипники изнашиваются неравномерно, что вызывает изгиб оси коленчатого вала. Наличие изгиба коленчатого вала при вращении его вызывает в нем дополнительные знакопеременные напряжения, которые при значительном искривлении оси вала могут достигнуть опасной величины и появлению усталостных трещин и лопнуть. Чтобы этого не допустить прямолинейность оси контролируют замерами раскепов по всем мотылям раскепницами. Рис.16. Рис. 16. Раскепница. Раскепом называется разность расстояний между щеками мотыля коленчатого вала измеряемых в двух диаметрально противоположных положениях. Раскепы замеряют в вертикальной и горизонтальной плоскостях. Замеры производят как в эксплуатации двигателей, так и в ремонте: 1. Перед разборкой двигателя. 2. После разболчивания фланца коленчатого вала с приводом. 3. После демонтажа деталей поршневого движения. 4. После вскрытия верхних крышек рамовых подшипников. 5. После ослабления анкерных связей блока цилиндров. 6. После отдачи фундаментной рамы двигателя от судового фундамента. 7. При укладке коленчатого вала на подшипники. В процессе сборки двигателя раскепы так же замеряются, только в обратной последовательности. Раскепы замеряют установкой раскепницы в лунки кернения на внутренних сторонах 53 щек коленчатого вала. Если этих лунок нет их необходимо накернить самим следующим образом. На внутренней стороне щек мотыля чертилкой прочертить ось симметрии. Затем определить расстояние от оси мотылевой шейки до керна. Оно равно величине радиусу мотыля Rм и прибавить радиус рамовой швейки rр. (Радиус мотыля равен половине хода поршня, а радиус рамовой шейки половине диаметра рамовой шейки). Практически точку кернения можно взять от поверхности мотылевой шейки если к радиусу мотыля Rм прибавить радиус рамовой шейки rр и отнять радиус мотылевой шейки rм. Рис. 17. Н = Rм + rр – rм Н - расстояние от поверхности мотылевой шейки до точки нанесения лунки керном. Rм – радиус мотыля коленчатого вала. rр – радиус рамовой шейки. rм – радиус мотылевой шейки. Рис. 17. Нанесение лунки керном на щеке мотыля для установки раскепницы. Если внутренняя поверхность щеки коленчатого вала конструктивно имеет скос, то вначале на этом месте делают лунку ударом по шарику от шарикоподшипника, а затем в углублении наносят лунку керном. Раскеп коленчатого вала замеряют следующим образом: Проворачивают коленчатый вал мотылем в НМТ и устанавливают раскепницу в лунки керна. Вращают её вокруг своей оси несколько раз, чтобы она заняла свое рабочее положение. Поворачивая шкалу индикатора так чтобы, 0 шкалы оказался напротив стрелки. Еще раз поворачивают раскепницу вокруг своей оси и 54 убеждаемся, что она выставлена правильно. Вращаем коленчатый вал. Затем записываем в заранее заготовленную таблицу номер мотыля, показание раскепницы со знаком + при увеличении значения от нуля или – при уменьшении значения в НМТ=0,00, левый борт, ВМТ, правый борт при вращении коленчатого вала за один оборот. Если замер прошел правильно, стрелка раскепницы должна вернуться в 0,00. Если раскеп замеряется с установленным на коленчатом вале поршневым движением, тогда шатун будет мешать установке раскепницы в НМТ. Тогда её устанавливают, провернув вал на 15о от НМТ. Заканчивают замеры раскепа не доходя 15о до НМТ. В таблице замеров в НМТ должно быть две записи 0,00 и то, что показала раскепница ,не доходя 15о до НМТ, например,+ 0,04мм. Тогда при расчете величины раскепа в вертикальной плоскости в НМТ берется средне арифметическое значение, то есть +0,02мм. Пример оформления замера раскепа коленчатого вала приведен в таблице 1. Таблица 1. Результаты измерения раскепов коленчатого вала. № мотыля 1 2 3 4 ВМТ +0,04 +0,02 - 0,02 - 0,05 НМТ 0,00 0,00 0,00 0,00 Раскеп +0,04 +0,02 - 0,02 - 0,05 Левый борт - 0,02 - 0,01 +0,01 +0,03 Правый борт - 0,03 +0,01 +0,01 +0,02 Раскеп +0,01 - 0,02 0,00 +0,01 Раскеп считается положительным и записывается со знаком +, если расстояние между щеками мотыля при положении его в ВМТ или на левом борту больше того же расстояния при положении его в НМТ или на правом борту и наоборот раскеп считается отрицательным и записывается со знаком - .Рис. 18. 55 Рис. 18. Раскепы коленчатого вала. Ось коленчатого вала при положительном раскепе провисает вниз относительно теоретической оси, а при отрицательном выгнута вверх. 4.10. Дефектация основных деталей судовых двигателей внутреннего сгорания и их ремонт 4.10.1 Дефектация и ремонт коленчатых валов После разборки двигателя на узлы и детали производят очистку их и дефектацию. Дефектация это определение технического состояния детали. В первую очередь стараются отдефектовать коленчатый вал с его подшипниками, так как от объема ремонта коленчатого вала зависит и категория ремонта двигателя. То есть, если коленчатому валу требуется механическая обработка рамовых и мотылевых шеек в ремонтный размер, то потребуется переукладка коленчатого вала на вкладыши ремонтного размера. Для подъема коленчатого вала необходимо демонтировать блок цилиндров. Такие работы входят в объем капитального ремонта. При дефектации коленчатого вала после демонтажа поршневого движения и вскрытия верхних крышек с вкладышами рамовых подшипников, снимают раскеп, биение рамовых шеек, осевой разбег вала. Визуально осматривается чистота поверхности всех шеек. Проводится магнитная дефектоскопия на отсутствие трещин на валу. Износ мотылевых шеек определяют обмерами их, а рамовых замерами биения шеек. Параллельно ведут дефектацию вкладышей рамовых и шатунных подшипников. Замеряют остаточную толщину вклады56 шей, визуально определяют состояние антифрикционного слоя, наличие рисок задиров, трещин, выкрошиваний. Величину масляных зазоров определяют замерами. Результаты дефектоскопии оценивается по нормам указанным в технических условиях на дефектацию и ремонт данной марки двигателя или другим нормативным документам, справочной литературе. 4.10.1.1.Механическая обработка рамовых и мотылевых шеек коленчатого вала ДВС в ремонтные размеры В коленчатом вале двигателей изнашиваются рамовые и мотылевые шейки. На их поверхностях появляется риски и задиры, изменяется геометрическая форма, появляется эллиптичность, конусность, бочкообразность, карсетность. Большинство коленчатых валов не жесткие. Для того чтобы выставить такие валы на станке применяют поддерживающие люнеты. Но как выставить коленчатый вал в ось станка? За базовые поверхности принимаются первая и последняя рамовые шейки. Желательно использовать для замера те участки шейки, которые не участвовали в работе и с контролем по индикатору выставляют их в ось станка. Чтобы устранить провис вала под средние шейки через одну или две устанавливают поддерживающие люнеты и под последнюю шейку. Правильность установки люнетов контролируется по раскепам. Проверяется индикатором биение всех рамовых шеек, определяется отсутствие остаточной деформации вала. Если шейки поддерживаемые люнетами эллиптичны, их необходимо откалибровать вручную или переустановить люнет под шейки, не имеющие повышенного биения. Механическую обработку шеек коленчатого вала производят на специальных шлифовальных или токарных станках с переустановкой люнетов. Галтели обрабатываются специальными галтельными кругами или резцами. Мотылевые шейки обрабатываются в центросместителях этих станков, которые смещают вал так чтобы совместить ось мотылевой шейки с осью вращения станка. И тогда весь вал вращается вокруг оси этих мотылевых шеек. По очереди переустанавливая под следующие мотылевые шейки обрабатываются все оставшиеся шейки. Очень важно при обработке мотылевых шеек выдержать параллельность осей мотылевых шеек с рамовыми. Контроль осуществляется микроуровнем. После окончательной об57 работки коленчатого вала составляется формуляр и предъявляется ОТК и Регистру. 4.10.2.Дефектация и ремонт фундаментной рамы ДВС Если двигатель идет капитальным ремонтом и коленчатый вал удален из фундаментной рамы, необходимо произвести дефектовку фундаментной рамы. Рис. 19. Для этого фундаментную раму отдают от судового фундамента и проверяют щупом 0,05мм отсутствие зазора в местах крепления к судовому фундаменту. Если щуп 0,05мм проходит под лапу рамы, клиновую закладку необходимо заменить. Устанавливают верхние крышки рамовых подшипников без вкладышей, обжимают их и производят обмеры в вертикальной и горизонтальной плоскости постели под установку вкладышей. Они должны соответствовать размерам чертежа. Затем при помощи натяжения струны относительно крайних постелей или точной линейки, приложенной к поверхности постелей, щупом 0,03мм проверяется соостность оси всех посадочных мест под рамовые подшипники. Допустимые отклонения для конкретного двигателя указаны в нормативных документах (0,03 – 0,05мм). Поверхности под установку вкладышей проверяются на отсутствие трещин цветной дефектоскопией. Трещины не допускаются. Если диаметры постелей под вкладыши подшипников имеют дефекты и отклонения от номинальных размеров, их восстанавливают методом газотермического напыления с последующей расточкой на расточном станке или специальным баллером. Плоскость, которой рама соединяется с блоком цилиндров, проверяется поверочными линейками на краску и щупами во всех направлениях вдоль, поперек, по диагоналям. Отклонение от прямолинейности не должно превышать 0,03мм/м. Отклонение выше допустимых норм устраняется шабровкой. Если фундаментная рама имеет трещину, конец её сверлят диаметром 7мм и разделывают трещину под сварку. Заварку трещины ведут по технологии сварки чугунов. Герметичность рамы проверяют наливом воды и осмотром. 58 Рис 19. Фундаментная рама ДВС. 4.10.3. Дефектация и ремонт блока цилиндров ДВ Конструктивно блоки цилиндров различных марок дизелей отличаются друг от друга, но имеют много общего. Рассмотрим дефектацию и ремонт блоков цилиндров четырехтактных дизелей изготовленных из серого чугуна. Рис.20. Поверхность 1, соединения с поверхностью фундаментной рамы, так же проверяется на прямолинейность, как и плоскость фундаментной рамы. При отклонении выше допустимых норм (0,03мм/м) устраняют шабровкой. На поверхности 2 возникают коррозионные разъедания, риски, забоины, которые можно обнаружить визуально. В углах по периметру возникают трещины, которые выявляют цветной дефектоскопией. Коррозионные разъедания, риски, забоины устраняют шабровкой с последующей притиркой притиром. Рис. 20. Блок цилиндров. 59 Обнаруженные трещины в углах вырезают переносным баллером или на расточном станке с последующей постановкой стального кольца на полимерный клей. Коррозионные разъедания на поверхности 3, незначительные, можно зачистить и заделать полимерными материалами. При значительном разрушении поверхности 3 необходимо расточить её на расточном станке, изготовить по месту стальную втулку и запрессовать в блок на эпоксидном составе. 4.10.4Дефектация и ремонт втулок цилиндров ДВС Степень износа рабочей поверхности втулок цилиндров определяется путем их обмера. Повреждения втулок в виде царапин, задирав, коррозионного разрушения, трещин, раковин выявляют наружным осмотром, цветной или магнитной дефектоскопией. Первый замер рабочей поверхности втулки делают на уровне первого поршневого кольца в ВМТ. и далее через 100 – 200 мм. Замеры производят вдоль оси двигателя и поперек. Рис. 21. Допустимую величину износа рабочей поверхности цилиндровой втулки определяют по техническим условиям на дефектацию и ремонт на данный тип двигателя или по справочной литературе. Повреждения рабочей поверхности втулок в виде небольших рисок глубиной 0,01мм, коррозии устраняются шлифованием, хонингованием. Износ рабочей поверхности выше предельно допустимых значений, глубокие сквозные по всей длине втулки риски, задиры, трещины не устраняются, втулка подлежит замене. На опорной поверхности верхнего бурта втулки могут быть коррозионные разъедания, риски, забоины. Они устраняются проточкой бурта с последующей притиркой кольцевыми притирами. В углу по периметру верхнего опорного бурта при переходе к цилиндрической поверхности цилиндровой втулки возникают трещины, поэтому в этих местах после зачистки на токарном станке производят цветную или магнитную дефектоскопию для выявления их. Не глубокие трещины вырезают на токарном станке, а при глубоких трещинах втулки бракуют. 60 Рис. 21. Втулка цилиндров. Коррозионные разъедания со стороны полости охлаждения зачищают и покрывают эпоксидными составами. 4.10.5.Дефектация и ремонт крышки цилиндров ДВС Для выявления дефектов крышки цилиндров вначале очищают их от нагара со стороны камеры сгорания и накипи со стороны полости охлаждения и подвергают гидравлическим испытаниям со стороны полости охлаждения давлением 1,25 рабочего давления. В случае обнаружения трещин в стальных крышках, концы трещин сверлят отверстия диаметром 6мм, трещины разделывают под сварку и заваривают с последующей опрессовкой со стороны камеры сгорания на 1,25 давления сгорания в цилиндре. Обгорание днища крышки выявляют по шаблону, изготовленному из листовой стали по новой крышке или чертежу, щупом. Допустимая величина выгорания, указана в технических условиях на дефектацию и ремонт данного двигателя. В случае выгорания в крышке выше допустимых размеров, их наплавляют с последующей обработкой. Уплотнительный бурт крышки проверяют на плите щупом 0,05мм. При короблении крышки или при наличии забоин, бурт протачивают и притирают притиром. У выпускных и всасывающих клапанов крышек цилиндров изнашиваются рабочее поле тарелки клапана и седла. Их протачивают 61 или шлифуют на специальном станке, при этом задают разность углов полей относительно друг друга в 0,5о. Это дает возможность контакта тарелки клапана и седла узкой полоской. Притирку клапанов осуществляют мелкозернистой пастой. Ширина притирочного пояска должна быть 1 – 2мм. Контроль качества притирки проверяют наливом керосина на тарелку клапана в сборе с седлом. Керосин не должен протекать. При значительном износе рабочего поля тарелки клапана и седла, появлению трещин, старую наплавку стеллитом рабочих поясков вырезают на токарном станке и вновь производят наплавку стеллитом аргонодуговой сваркой с последующей механической обработкой в размеры чертежей, клапана и седла. Износ шпинделей и направляющих втулок впускных и выпускных клапанов определяют замерами и сравнивают с предельно допустимыми значениями по размерам и зазорам. Тело шпинделя протачивают, шлифуют, а направляющие втулки изготавливают новые и заменяют. При утонении шпинделей до предельно допустимых диаметров их восстанавливают газотермическим напылением с последующей механической обработкой в размер чертежа. 4.10.6 Дефектация и ремонт поршней ДВС Износ рабочих поверхностей поршня определяют измерениями в двух взаимно перпендикулярных направлениях в нескольких сечениях юбки поршня. Головку поршня не обмеряют, так как она изготавливается значительно меньшего диаметра, чем юбка. Результаты замеров заносятся в формуляр и сравнивается с допустимыми значениями по эллиптичности, по зазорам во втулке согласно нормативной документации. Мелкие риски незначительный износ юбки шлифуют, не выходя за допустимые значения. При значительном износе, глубоких рисках, задирах поршень заменяют. Износ канавок поршневых колец определяют измерением мерными плитками или щупом между новым кольцом и перемычкой поршня не менее четырех точек по окружности и сравнивают с номинальными и предельно допустимыми зазорами. При износе канавок выше допустимых значений их восстанавливают. У поршней вспомогательных дизелей изготовленных из алюминиевых сплавов перемычки между канавками полностью вырезают на токарном станке, а затем наплавляют аргонодуговой сваркой с последующей обработкой и нарезкой канавок. У головок крейцкопфных дизелей 62 производят разделку под сварку каждой перемычки с последующей наплавкой. После проточки по наружному диаметру и восстановлению канавок в номинальный размер производят поверхностное упрочнение рабочих поверхностей канавок для увеличения износоустойчивости закалкой ТВЧ, поверхностным упрочнением трением, хромированием. У поршней тронковых двигателей изнашиваются отверстия в бабышках, увеличивается зазор с поршневым пальцем. Определяется замерами отверстия в вертикальной и горизонтальной плоскостях. При увеличении зазора до предельных значений допускается расточка отверстия на расточном станке в ремонтный размер с установкой ремонтных пальцев. При этом оси отверстий под поршневой палец и поршня должны быть перпендикулярны и пересекаться. Поршни крейцкопфных двигателей при сборке со штоком проверяют соостность оси поршня и штока на токарном станке при помощи индикатора. 4.10.7. Дектация и ремонт поршневых пальцев Износ поршневых пальцев определяется визуально и обмерами в двух взаимно перпендикулярных плоскостях в сечениях через 50 – 80 мм. Обмеры заносят в формуляр и сравнивают с допустимыми значениями по овальности, конусности, зазорам по отверстию под поршневой палец. Визуально определяют чистоту поверхности, риски, задиры, трещины. Ремонт поршневых пальцев осуществляют шлифованием рабочей поверхности с последующим хромированием, шлифованием, полированием. Другой метод восстановления раздача пальца дорнованием на горячую, с последующей обработкой шлифованием, цементацией, закалкой с отпуском, шлифованием, полированием. 4.10.8.Дефектация поршневых колец. Поршневые кольца компрессионные и маслосъемные изнашиваются по наружному диаметру и по высоте. Дефектация колец заключается в измерении теплового зазора в замке в цилиндровой втулке или калибре и по высоте в канавке поршня. Замеры сравниваются с номинальными и предельными зазорами согласно нормативно технической документацией или справочной литературы. 63 Поршневые кольца пригодны к дальнейшей эксплуатации, если зазоры не выходят за эти пределы. Поршневые кольца не восстанавливаются, а заменяются новыми. Новые поршневые кольца изготавливаются из серого чугуна двумя методами двойной проточкой или с термофиксацией. В первом случае кольца изготавливаются с припуском по наружному и внутреннему диаметру и по высоте. Затем вырезается замок А = 3,7t (t – радиальная толщина кольца). Потом кольцо сжимают в специальных оправках и протачивают по внутреннему и наружному диаметрам. Окончательная операция шлифовка по высоте кольца на плоско шлифовальном станке и припиловка замка с контролем по калибру. Во втором случае кольца сразу точат в нужные размеры по чертежу с припуском по высоте. Затем кольца разрезают замок фрезой толщиной 1 мм. В замок вставляют распорную вставку размерами А = 3,7t и производят термофиксацию в термической печи при температуре 580 – 620*С с выдержкой 1,5 часа. После чего кольца вынимаются из печи и охлаждаются на спокойном воздухе. Окончательная операция шлифовка по высоте кольца и припиловка замка. Упругость колец проверяют на специальном приспособлении. 4.10.9. Дефектация и ремонт штоков крейцкопфных ДВС Во время эксплуатации крейцкопфных дизелей штока изнашиваются, так как они работают в сальниковом уплотнении диафрагмы под поршневой полости. На рабочей поверхности штока появляются риски, задиры. Для определения износа штока его обмеряют в двух взаимно перпендикулярных плоскостях через 150 – 200 мм по всей длине. Допустимые отклонения по эллиптичности, конусности определяют по техническим условиям на дефектацию и ремонт. Изгиб штока, перпендикулярность торцевых поверхностей выявляют на токарном станке индикатором. Выявленные отклонения устраняют проточкой. Трещины выявляют визуально с помощью лупы и магнитной дефектоскопией. Трещины вырезают и заваривают с последующей обработкой. Для придания износоустойчивости рабочей поверхности её упрочняют накаткой роликом. 64 4.10.10.Дефектация и ремонт поперечин крейцкопфов ДВС У поперечин крейцкопфов изнашиваются рабочие шейки. Они становятся эллиптичными, на поверхности появляются риски, задиры. Износ шеек поперечины измеряется при помощи микрометрической скобы в трех сечениях по длине в двух взаимно перпендикулярных плоскостях, и сравниваются с допустимыми значениями. Риски, задиры, трещины выявляют внешним осмотром. Ремонт осуществляется проточкой, шлифовкой, полировкой шеек в ремонтные размеры. Для придания износоустойчивости поверхности шеек их накатывают роликом. Одиночные не глубокие трещины допускается удалить шлифовальным кругом с плавным переходом и полировкой. 4.10.11.Дефектация и ремонт шатунов ДВС У шатунов дизелей изнашиваются головные и шатунные подшипники. У них увеличиваются зазоры до предельных значений. Износ определяют замерами щупом или по разности замеров головной втулки и поршневого пальца, шатунного подшипника и шейки мотыля. В ремонте головную втулку и шатунные подшипники заменяют. При замене шатунного подшипника необходимо проверить диаметр постели в шатуне на соответствие размерам по чертежу и наличие натягов верхнего и нижнего вкладышей на контрольной постели или в шатуне. Бес контрольная натяга вкладышей и постановка их в шатун часто приводит к проворачиванию вкладышей и большим авариям двигателя. Замеры постели под шатунные подшипники производят измерениями в двух сечениях в вертикальной и горизонтальной плоскостях без вкладышей при обжатых шатунных болтах. Рис. 22. В случае увеличение диаметра плоскость разъема крышки шатуна необходимо фрезеровать на 0,50мм и произвести расточку постели на расточном станке в размер чертежа. 65 Рис. 22. Шатун. При отсутствии контрольной постели натяг вкладышей проверяется в шатуне следующим образом. Вкладыши устанавливают в шатун и обжимают необходимым моментом затяжки шатунных болтов. Щуп 0,05мм в разъем между крышкой не должен проходить. Отворачиваем гайку одного шатунного болта. При наличии натяга вкладышей, крышка шатуна упруго деформируется и в разъеме между крышкой и шатуном появится зазор, который замеряется щупом. При попадании воды в цилиндр и гидравлическом ударе шатун может изогнуться. Изгиб стержня шатуна приводит к нарушению правильного взаимного расположения осей головного и шатунного подшипников. Оси головки шатуна и шатунного подшипника должны быть параллельны и перпендикулярны стержню шатуна. Допустимые отклонения от параллельности не более 0,10мм/м, от перпендикулярности 0,05мм/м. Исправить данный дефект можно после правки стержня шатуна расточкой верхней и нижней головки шатуна на расточном станке с одной установки, предварительно профрезеровав плоскость разъема крышки шатуна. Шатунные болты в эксплуатации растянуты в пределах упругой деформации и подвержены знакопеременным нагрузкам. В практике возникали аварии из за некачественной дефектации шатунных болтов, они лопались. Поэтому к дефектации шатунных болтов нужно относиться внимательно и ответственно. Прежде всего, тело болта не должно иметь никаких дефектов коррозии, рисок, забоин, трещин. Их шлифуют, полируют и производят магнитную 66 дефектоскопию. Резьбу тщательно очищают и через увеличительные лупы осматривают впадину резьбы. Трещины, порывы резьбы не допустимы. Такие шатунные болты необходимо заменить. При эксплуатации шатунные болты могут получить остаточное удлинение. Поэтому их длину замеряют микрометрической скобой и сравнивают с построечной. Построечная длина выбивается на головке болта при изготовлении. Предельно допустимое удлинение шатунных болтов 1% от длины болта. На некоторых марках ДВС шатунные болты заменяют по отработке определенного ресурса во время капитального ремонта. 4.10.12.Дефектация и ремонт распределительных валов и их приводов У распределительных валов изнашиваются шейки и их подшипники, кулачные шайбы и привод. На шейках появляется эллиптичность, риски, задиры. Увеличиваются масляные зазоры. Для определения износа рабочих шеек их обмеряют в трех сечениях и в двух взаимно перпендикулярных плоскостях и сравнивают с допустимыми значениями, согласно нормативно технической документации. В ремонте шейки протачивают на токарном станке, шлифуют, а подшипники перезаливают и растачивают, обеспечивая монтажные зазоры. Износ кулачных шайб определяют внешним осмотром и по шаблону, изготовленному с новой кулачной шайбы. Предельно допустимый износ до 1мм. Дефектные кулачные шайбы заменяют новыми. Дефектовке подлежит и привод распределительного вала. Вращение распределительного вала передается от коленчатого вала через шестерни или роликовые цепи. У шестерен изнашиваются зубья. Они утоняются, на поверхности зубьев шестерен появляются вырывы метала. Утонение зуба приводит к увеличению зазора в зубчатом зацеплении, который замеряется свинцовыми выжимками. Допустимые значения берут в технических условиях на дефектацию и ремонт или справочной литературе. Дефектные шестерни заменяют новыми. При износе подшипников в промежуточных шестернях их тоже меняют. Если привод распределительного вала цепной, то дефектуется роликовая цепь и звездочки цепи. У роликовой цепи изнашивается щеки цепи, пальцы и втулки пальцев цепи. При дефектации специальным прибором замеряется шаг каж67 дого звена и зазор в ролике (зазор между пальцем и втулкой пальца). Допустимые отклонения находят в нормативно технической документации. Дефектные участки цепи заменяют новыми. На звездочках цепи возникают выработка во впадине зубьев. Данный дефект можно восстановить наплавкой с последующей обработкой. У промежуточных звездочек изнашиваются подшипники, которые заменяют новыми. 4.10.13. Дефектация и ремонт топливной аппаратуры Основными элементами топливной аппаратуры являются насосы высокого давления и форсунки. Наиболее изнашиваемыми деталями у насосов являются плунжерные пары, а у форсунок отверстие распылителя и игла, конуса иглы и седла. Уплотнение этих пар за счет минимальных зазоров порядка 0,001- 0,002мм., достигают взаимной притиркой мельчайшей пастой. В процессе эксплуатации происходит износ этих поверхностей, увеличение зазоров. При отсутствии сверхточных приборов для замеров износа, дефектацию плунжерных пар и распылителей на плотность осуществляют опрессовкой топливом на специальных стендах. Для форсунок определяют давление подъема иглы в распылителе и качество распыла. Для топливных насосов высокого давления падение давления по времени в плунжерной паре. Плунжерные пары и распылители осматривают. Коррозия, риски, сколы на рабочих кромках не допускаются. Ремонт плунжерных пар осуществляют переукомплектовкой. Подбирается плунжер и втулка без зазора и с помощью пасты растирается. Для распылителей изготавливается новая игла и тоже растирается. Прецизионные пары должны ходить без заедания. Седло в распылителе шлифуется под определенным углом с распадом в пол градуса относительно конуса иглы. Конус иглы притирается по седлу. Ширина притирочного пояска должна быть не более 0,5мм. Те плунжерные пары, которые не удалось восстановить переукомплектовкой, восстанавливают хромированием плунжеров с последующей шлифовкой и притиркой совместно с втулкой. Сопловые отверстия эррозионно изнашиваются. Их контролируют мерными проволочками. Допустимое увеличение отверстия не более 10%. 68 4.10.14.Дефектация и ремонт турбовоздуходувки ДВС Перед ремонтом турбовоздуходувку испытывают при 100% нагрузке дизеля и заносятся в акт предремонтных испытаний: 1. Давление наддува в продувочном ресивере дизеля. 2. Обороты, развиваемые ротором турбовоздуходувки. 3. Величину вибрации турбовоздуходувки и наличие посторонних шумов. Перед разборкой замеряют осевой разбег ротора и сравнивают по нормативной документации. После разборки турбовоздуходувки определяют износ рабочих шеек и подшипников ротора, лабиринтовых уплотнений обмерами и определения зазоров. При износе шеек их обрабатывают в ремонтные размеры, а подшипники заменяют. Если на роторе установлены подшипники качения с натягом, то может быть появление зазора по внутренней обойме. Восстанавливают шейки турбовоздуходувки наращиванием газотермическим напылением или хромированием, осталиванием с последующей обработкой. При увеличении зазоров в лабиринтовых уплотнениях выше допустимых значений их заменяют. Ротор проверяют на токарном станке на отсутствие изгиба, трещин. На лопатках ротора могут быть эрозионный износ и механические повреждения, и даже облом лопаток. Незначительные повреждения глубиной до 1,5мм запиливают. При значительных повреждениях ротор перелопачивают, заменяют лопатки. Лопатки для этого приобретают на заводе изготовителе турбовоздуходувки. После ремонта ротора ему обязательно производят динамическую балансировку. В корпусе турбовоздуходувки подвергается износу и повреждениям сопловой аппарат. При незначительных повреждениях лопатки соплового аппарата запиливают, выравнивают. При значительных повреждениях сопловой аппарат заменяют. Корпус турбовоздуходувки проверяют на герметичность гидравлическим давлением на 1,25 выше рабочего. При обнаружении трещин концы их засверливают, трещины разделывают и заваривают. 4.11.Сборка ДВС после ремонта Сборку двигателя начинают после ремонта и восстановления основных деталей в обратной последовательности разборки. Если 69 вид ремонта двигателя капитальный, то он полностью разобран, фундаментная рама отдана от судового фундамента и отвечает требованиям документации, коленчатый вал обработан в ремонтный размер. Сборку ДВС начинают с укладки коленчатого вала на рамовые подшипники. Укладку коленчатого вала начинают с проверки пригодности вкладышей рамовых подшипников по наличию у них натягов на специальном стенде в контрольной постели. Рис. 23. Необходимую величину натяга определяют по чертежу на подшипники данного двигателя. Рис.23. Контрольная постель для определения величины натяга вкладыша. При отсутствии стенда вкладыши устанавливаются в раму и обжимаются верхней крышкой. Щуп 0,03мм в разъем между крышкой и рамой не должен проходить. Замеряем внутренний диаметр подшипников для определения масляных зазоров с рамовыми шейками коленчатого вала. Затем отворачиваем на одной стороне крышки гайку шпильки крепления крышки. Если вкладыши имеют натяг (наружный диаметр вкладышей подшипника больше чем диаметр постели в раме), то щуп 0,10мм и боле будет проходить в разъеме между крышкой и рамой. Верхние крышки с верхними вкладышами снимаем, а нижние вкладыши прижимаем к постели фундаментной рамы специальными прижимами. Коленчатый вал на двух талях завешивается над рамой, наносят специальную краску на все рамовые шейки вала и опускают вал на нижние вкладыши. Вращают вал, замеряют раскеп на каждом мотыле. Раскеп должен быть не более для малых валов 0,02мм, больших 0,03мм. Поднимают коленчатый вал и по краске оставленной с рамовых шеек на подшипниках определяют качество приле70 гания (касания) шеек поверхности подшипников. Оно должно быть равномерным в нижнем секторе от 90о до 120о. Если не качественное прилегание шеек к подшипникам, подшипники баббитовые шабрят с контролем по краске, а тонкостенные трехслойные шабрить нельзя. Необходимое прилегание шеек с вкладышем достигается методом замены, подбора нужной толщины вкладышей. Замеряется осевой разбег (осевое перемещение) коленчатого вала. Укладка коленчатого вала предъявляется ОТК и старшему механику судна. После установки верхних вкладышей рамовых подшипников с крышками, устанавливается блок цилиндров на фундаментную раму. Щупом 0,05 мм проверяется по периметру качество соединения плоскости блока цилиндров с плоскостью фундаментной рамы. Допускается прохождение щупа 0,05 мм в отдельных разбросанных зонах длиной не более 100 мм . Прохождение щупа на углах не допускается. Затяжку анкерных связей выполняют в соответствии с инструкцией завода изготовителя по определенной схеме в три этапа. Для затяжки анкерных связей необходимо пользоваться динамометрическим ключом. Для некоторых типов дизелей, например, Зульцер предусмотрено натяжение анкерных связей гидроцилиндрами, приводимыми от ручных гидронасосов. После натяжения анкерных связей проверяют раскеп коленчатого вала. Он не должен измениться более чем на 0,01мм. Дальше идет установка деталей поршневого движения и проверка центровки механизма поршневого движения. Рис. 24. Рис. 24. Проверка положения поршня в цилиндровой втулке тронкового двигателя. 71 Для тронковых двигателей замеряют перекос поршня в цилиндровой втулке вдоль оси двигателя в ВМТ и НМТ. Перекос поршня во втулке цилиндра допускается не более 0,15 мм /м. А если двигатель крейцкопфный, то производят замеры не только положения поршня в цилиндровой втулке, но и перекос ползуна относительно планок параллелей. Замеры зазоров между поршнем и втулкой производят вдоль оси двигателя и поперек в четырех точках в ВМТ и НМТ. Минимально допустимый зазор в местах замера между поршнем и цилиндровой втулкой 0,10 мм. Ползун должен быть прижат к параллели. Замеры производят при вращении коленчатого вала, как на передний ход, так и на задний. Эта работа производится без установки поршневых колец на поршень и предъявляется ОТК и старшему механику судна. Замеряют высоту камеры сгорания, и заносится в формуляр. Устанавливают поршневые кольца на головки поршней. Поршневое движение монтируется на работу, и закрываются цилиндры цилиндровыми крышками. Устанавливают распредвал и его привод по заводским меткам. Проверяют газораспределение открытие впускных и выпускных клапанов и сравнивают с нормативно технической документацией. Устанавливают топливную аппаратуру. Проверяют установку угла опережения подачи топлива и регулируют согласно документации. Устанавливают навешенные механизмы: насосы системы смазки и охлаждения, турбовоздуходувки и средства автоматики, приборы контроля. Подключают все трубопроводы, устанавливают защитные кожухи. 4.12.Обкатка, регулировка и испытание ДВС после ремонта Прежде чем приступить к запуску двигателя, необходимо произвести опрессовку системы охлаждения двигателя гидравлическим давлением выше на 1,25 от рабочего. Вымыть внутри картер. Так как внутри трубок всей масляной системы с теплообменником может остаться грязь, частички ржавчины, абразив, то рекомендуется всю систему промыть прокачкой её резервным насосом смесью из 50% смазывающего масла и 50% солярового масла в течение 4 часов. После этого промывочную смесь заменить рабочим маслом. Также промыть или заменить фильтр системы смазки. Прокачать топливом топливную систему. Проверить систему пуска. 72 Обкатку и испытания двигателей проводят по заранее разработанной программе и согласованной с судовой администрацией. В программе предусматривается первый кратковременный пуск на 5 10 минут на минимальных оборотах без нагрузки и остановка для осмотра. Вскрывают лючки картера. Руками ощупывают шатунные, рамовые подшипники и другие места, где имеются трущиеся соединения для контроля их нагрева. При обнаружении повышенного нагрева, в каком то соединении, его вскрывают и устраняют причину, вызвавшую нагрев. Далее в программе предусматривается медленное повышение оборотов двигателя до номинальных с остановками для осмотров через 30 минут и повышение нагрузки на 25% , 50% ,75%. При обкатке двигателя с нагрузкой 75 – 80% производят первую регулировку двигателя по нагрузке на каждый цилиндр. Снимается индикаторная диаграмма или максиметром давление сгорания и температура выхлопных газов по всем цилиндрам. Окончательная регулировка производится при 100% нагрузке. Обкатка двигателя производится в течение 20 часов. После этого двигатель предъявляется ОТК, заказчику, инспекции Регистра по программе сдаточных испытаний при работе двигателя при 100% нагрузке не менее 4 часов. Глава 5. Ремонт турбозубчатых агрегатов (ТЗА) 5.1.Ремонт паровых и газовых турбин Плановые вскрытия паровых и газовых турбин производят через определенные промежутки времени. Паровые турбины подлежат вскрытию через каждые 4-5 лет, газовые через 3000 – 5000 часов работы. Вскрытие производят для осмотра, измерения зазоров, очистки проточной части, выполнения отдельных ремонтных работ по необходимости. Паровые турбины вскрывают на судне, газовые демонтируют и доставляют в цех завода для разборки. До вскрытия турбины спускают воду из конденсатора, масло из масляной системы, снимают контрольно измерительные приборы. Разбирают трубопроводы и ограждения, обшивку корпуса и изоляцию. Разобщают ротор турбины от редуктора и замеряют осевой разбег ротора. После отвертывания всех гаек, болтов и шпилек разъема паровой турбины, удаления коксов или призонных болтов и установки отжим73 ных болтов крышку подрывают отжимными болтами на 4-5 мм. и далее медленно поднимают талями, контролируя по углам параллельность подъема. Подъем ротора производят после снятия крышки корпуса турбины, удаления верхних половин опорных подшипников, разборки упорного подшипника, измерения осевых и радиальных зазоров в проточной части, зазоров в лабиринтовых уплотнениях. При подъеме важно обеспечить горизонтальное положение ротора и исключить заедание в лопаточном аппарате. После подъема ротора его отводят в сторону и укладывают на заранее подготовленные надежные опоры с вырезами под шейки вала. Транспортирование ротора допускается только в специальном контейнере или в деревянном ящике, обеспечивающий сохранность ротора. 5.1.1. Дефектация и ремонт ротора турбины Ротор турбины состоит из вала, дисков, лабиринтовых уплотнений. К дефектам вала ротора турбины относятся износ рабочих шеек вала, который определяется обмером шеек и изгиб вала, который определяется замерами биений поверхностей вала. Изогнутые валы правят, а изношенные шейки обрабатывают в ремонтный размер или восстанавливают в номинальный размер методом напыления или хромирования. К дефектам дисков турбины относятся ослабление посадки дисков на валу, коробление, трещины, эрозия лопаток, трещины и обрыв лопаток, повреждение бандажной ленты или связующей проволоки. Ослабление посадки лопаток в диске. Если диск насажен непосредственно на шейку вала, то для восстановления посадки применяют метод наращивания, не создавая напряжений и искривления вала гальванопокрытием осталиванием или хромированием или газопламенным напылением. Диск на валу должен стоять с натягом, поэтому при постановке диска на вал его нагревают равномерно от венца к ступице до температуры 150-200оС, при этом обеспечивается зазор с валом 0,10-0,15мм и свободно одевают на вал. При остывании диск плотно обжимает шейку вала. Если конструкция такова, что диск насаживается на вал через конические разрезные или неразрезные втулки, то при ослаблении посадки диска втулки заменяются. Диски с трещинами или короблением заменяются новыми. Новые диски изготавливают из стали 45 , а для 74 турбин, работающих в области высоких температур из высоколегированных хромомолибденовых сталей марок 30ХМА, 35ХМ. Механические повреждения лопаточного аппарата натиры, трещины глубиной до 0,5мм запиливают, шлифуют. Эрозионные повреждения поверхности лопаток шлифуют. Ослабление крепления бандажной ленты устраняют заменой ленты. Лопатки со значительными эрозионными и механическими повреждениями, а также поломанные заменяют новыми. Обычно новые лопатки поставляют по заказу турбостроительные заводы. Чтобы заменить негодные лопатки паровых и газовых турбин необходимо разлопатить диск или ротор. Перед облопачиванием диска или ротора турбины все лопатки взвешивают и группируют по весу с тем, чтобы при установке лопатки с одинаковым весом занимали диаметрально противоположное положение. Перед посадкой на вал отремонтированные диски подвергают статической балансировке. Лабиринтовые уплотнения изнашиваются, что приводит к увеличению зазоров. Зазоры определяются замерами. При достижении предельных зазоров лабиринтовые уплотнения заменяют. Завершающей операцией в ремонте ротора турбины является динамическая балансировка его на специальном балансировочном станке. Балансировку производят за счет снятия металла с поверхности дисков в нужном месте. Допустимый дисбаланс (г/см) указан в технических условиях на дефектацию и ремонт в чертеже или паспорте. 5.1.2.Дефектация и ремонт корпуса турбины В корпусе турбины располагается диафрагмы, опорные и упорные подшипники, лабиринтовые уплотнения. Диафрагмы в эксплуатации подвержены короблению, а направляющие лопатки эрозионному износу и механическим повреждениям. Коробление диафрагмы проверяется на контрольной плите щупом и устраняется шабрением. Незначительные дефекты направляющих лопаток исправляют опиловкой и шлифовкой, деформации лопаток правкой. При разрывах лопаток, трещинах в диафрагме её заменяют. Подшипники турбин особо ответственный узел в турбине, обеспечивающий её нормальную работу. Подшипники скольжения при увеличении зазоров до пределно-допустимых величин заменяют новыми. Подшипники, залитые баббитом, перезаливают и растачивают в нужный размер. Подшипники качения дефектуются по 75 состоянию дорожки в наружных и внутренних обоймах, состоянию сепарации и шариков. У высоко оборотных турбин подшипники качения заменяют по количеству отработанных часов независимо от состояния подшипников. Втулки лабиринтовых уплотнений при увеличении до предельных зазоров заменяют. Характерным дефектом статора турбины является появление не плотности разъема с крышкой из за коробления корпуса. Восстановление выполняют путем шабрения фланца крышки по контрольной плите на краску, а затем шабрение фланца статора по фланцу крышки на краску. После окончания шабрения щуп 0,05мм не должен проходить в разъем между крышкой и статором. Для определения непроницаемости корпус турбины подвергают гидравлическим испытаниям полости охлаждения на 1,25 выше рабочего давления. При обнаружении трещин, концы их сверлят, трещину разделывают и заваривают или заделывают гуженами с фигурными стяжками. 5.2. Дефектация и ремонт зубчатых редукторов Характерными дефектами в зубчатых редукторах являются износ зубьев, появление питинга на поверхности зуба, трещин, облома зуба. Обломы зубьев происходит из за превышения нагрузки на часть зуба, когда оси зубчатой пары не параллельны. Общий износ зубьев определяется по замерам зазоров в зубчатом зацеплении при помощи прокатывания свинцовистой проволоки или щупом. При дефектовке каждый зуб осматривается через лупу для проверки на отсутствие трещин. Подозрительные места проверяют цветной или магнитной дефектоскопией. Оставлять трещины не допускается. Их разделывают, заваривают и обрабатывают с контролем по шаблону. Плохой контакт зубьев шестерен устраняют опиловкой, шабровкой поверхностей зубьев, с контролем на краску по сопрягаемой шестерни. При утонении зуба до предельных размеров, обе шестерни изготавливают и заменяют. После замены шестерен их необходимо пришабрить на краску контакт зубьев или произвести обкатку с мелкой притирочной пастой. Контакт зубьев по длине должен быть 80-90%. Не параллельность осей шестерен определяется, накрашивая зубья одной шестерни и проворачивая их по отпечатку на другой. 76 Устраняют не параллельность осей шестерен за счет перезаливки подшипников скольжения и расточкой со смещением оси подшипника. Износ рабочих шеек шестерен и подшипников скольжения определяется по увеличению масляного зазора до предельных величин. В таких случаях шейки валов протачивают в ремонтный размер, а подшипники перезаливают и обрабатывают в нужный размер. При подшипниках качения может быть ослабление посадки обоймы подшипника, как на шейке вала шестерни, так и в корпусе редуктора. Тогда шейки вала и гнездо под подшипник в корпусе редуктора восстанавливают в номинальный размер методом наращивания наплавкой, напылением, гальванопокрытием с последующей механической обработкой. После ремонта редуктора необходимо произвести обкатку его совместно с турбиной или с другим приводом, постепенно увеличивая обороты и нагрузку. Глава 6. Ремонт паровых котлов и теплообменных аппаратов 6.1.Дефектация и ремонт паровых котлов Паровые котлы могут быть водотрубные и огнетрубные, по назначению бывают главные, вспомогательные и утилизационные. Характерными дефектами паровых котлов является: нарушение герметичности соединения труб с коллектором или трубной доской; трещины трубной доски, коллектора и труб; износ, утонение стенки коллектора, жаровой трубы и труб; провисание стенок жаровой трубы и труб; разрушение обмуровки топочного пространства. Для дефектации перед ремонтом котлы расшивают, снимают жесть и изоляцию и производят гидравлические испытания на давление выше рабочего на 1,25 и осматривают. Течь водогрейных труб водотрубных котлов в местах соединения с коллектором устраняют вальцеванием, то есть холодной раздачей труб в отверстиях коллектора специальным инструментом вальцовкой рис.25. При развальцовке происходит относительное увеличение внутреннего диаметра трубы в пределах 1% и обеспечивается надежная 77 плотность соединения по наружному диаметру трубы с коллектором. Рис. 25. Вальцовка. Соединение дымогарных труб в огнетрубных котлах с трубной решеткой осуществляется при помощи электросварки. Не герметичность соединения трубы с трубной решеткой возникает в эксплуатации при появлении трещины по сварному шву. Непроницаемость восстанавливают при помощи электросварки, но для этого вначале необходимо полностью удалить старый сварной шов при помощи наждачного камня или фрезы. Водогрейные и дымогарные трубы с трещинами, разрывами, значительным утонением заменяют новыми. Для этого дефектные трубы обрезают газовой горелкой или угловой турбинкой на расстоянии 50-100мм от трубной решетки или коллектора. Отрезанные концы водогрейных труб выбивают выколоткой внутрь коллектора. Дымогарные трубы, приваренные электросваркой к трубным решеткам, вначале удаляют сварной шов специальной фрезой рис.26, которая насажена на шпиндель с направляющим выступом. Привод шпинделя с фрезой осуществляют при помощи сверлильных машинок. После удаления сварки труба выбивается. Рис. 26. Специальная фреза. Удалив трубы, проверяют состояние и размеры гнезд трубных решеток. Гнезда должны быть чистыми и цилиндрическими. Диа78 метр их не должен превышать диаметра трубы более чем на 1%. Допустимая эллиптичность не более 0,30мм. Если в отверстиях трубных решеток имеются задиры, трещины и они не соответствуют размерам, тогда трещины разделывают и отверстия восстанавливают сваркой, сверловкой, развертыванием отверстия в нужный размер. Водогрейные трубки изготавливают цельнотянутыми из малоуглеродистой качественной стали 10 , обладающей высокой пластичностью. Дымогарные трубы изготавливаются из стали 20. Если температура пара превышает 450оС, тогда применяют трубы из низколегированной стали 15ХМ. Водогрейные трубы изготавливают, изгибая по шаблону на трубогибочном станке. Если трубы диаметром 50мм и выше, то гнуть трубы необходимо на станке ТВЧ. Смятие, уменьшение проходного сечения труб в местах изгиба не допускается. Контроль проходного сечения проверяется прокатом шара. Установленные водогрейные трубки в отверстия коллекторов развальцовывают вальцовками, а дымогарные трубки в отверстиях трубных решеток приваривают электросваркой. Если в огнетрубных котлах имеется жаровая труба рис.27, то она может иметь такой дефект как проседание верхней части трубы от длительных температурных напряжений. Проседание устраняют правкой с нагревом домкратами. Чтобы предупредить повторную деформацию жаровой трубы в выправленных местах её подкрепляют. Устанавливают на сварке, для жесткости, полукольца из листовой стали толщиной 15мм высотой 75мм на гребне волны. Рис.27. Жаровая труба с подкреплением Утилизационные котлы имеют спиральные змеевики. Рис.28. При выходе их из строя в ремонте изготавливают новые путем навивки трубы на поворотной плите. Заданное расстояние между трубами обеспечивается металлическими пластинами. Дефектные 79 змеевики срезают с коллекторов и зачищают наждачным камнем места установки. Устанавливают новые змеевики и приваривают электросваркой. Рис. 28. Утилизационный котел. В процессе эксплуатации поверхности коллекторов, обечаек, донышек и жаровых труб изнашиваются. Остаточную толщину замеряют ультразвуковым толщиномером. Участки, достигшие предельной толщины, вырезают и заменяют вставками с номинальной толщиной с подгонкой по месту, с разделкой кромок и заваркой стыков электросваркой. Качество сварных швов контролируется рентгенографией. Дефекты в сварных швах не допускаются. После ремонта котла с заменой его элементов он подвергается гидравлическому испытанию на пробное давление. Рпр.=1,5 Рраб. Если в процессе ремонта не было замены элементов котла, то в конце ремонта он испытывается на пробное давление Рпр.=1,25 Рраб. и предъявляется ОТК завода Регистру, заказчику. После успешной опрессовки и предъявления котла на гидравлические испытания, восстанавливают каркас, изоляцию, обшивку котла, восстанавливают топочное пространство. Разъемные соединения, смотровые лючки и щиты уплотняют прокладками. Кирпичная кладка топочного пространства котла, обмуровка под действием резких колебаний температуры растрескивается, оплавляется, и выкрашивается. Могут выпадать целые кирпичи. При небольших повреждениях в виде трещин обмуровки и её осыпание дефектные места очищают щеткой и покрывают обмуровкой. Обмуровка состоит из 35% шамота, 35% песка, 15% огнеупорной глины, 15% графита пресная вода, жидкое стекло. При больших повреждениях с выпадением кирпичей кирпичную кладку заменяют 80 полностью. Старую кладку удаляют, топочное пространство очищают от сажи, пыли, золы. Новые кирпичи кладут на растворе из 30-40% огнеупорной глины, 60-70% шамота, пресная вода, жидкое стекло. Кирпичи применяют специальные, огнеупорные с температурой плавления 1800оС. Кирпичи выпускаются различной формы для возможности крепления их к обшивке котла. Толщина швов между кирпичами должна быть 3-4мм. После завершения кладки кирпичи покрывают огнеупорной обмуровкой. Огнеупорную обмуровку наносят на стенки топки после покрытия её жидким стеклом. Разводить огонь в котле при свежее отремонтированной кладке нельзя в течении трех дней. Необходимо дать ей полностью высохнуть. При ремонте котлов изоляция снимается полностью. В конце ремонта её восстанавливают. В качестве изоляции для судовых котлов применяется: асбестовая пушонка, асбокартон, асбестовый шнур, совелит. Изоляцию размачивают в воде и наносят на поверхности котла слоем 10-30мм. Когда слой высыхает, накладывают еще слои до толщины 60-100мм. Применяют так же маты, матрацы из асботкани. В местах высоких температур выше 450оС применяют совилит. Изоляционные материалы, наложенные на поверхности котла, скрепляют проволокой, металлической сеткой. Изоляцию снаружи покрывают обшивкой из оцинкованного железа. 6.2.Дефектация и ремонт теплообменных аппаратов Теплообменные аппараты предназначены для передачи тепла от одного теплоносителя к другому. Конструкции теплообменных аппаратов различные: трубчатые, змеевиковые, пластинчатые. Используются они для охлаждения забортной водой пресной воды, масла, конденсата, продувочного воздуха, а также для нагрева паром воды, мазута. Широко используются на флоте трубчатые теплообменные аппараты. Они состоят из корпуса-1, трубчатого пакета-2, крышек-3. Рис. 29. 81 Рис. 29. Теплообменный аппарат. Трубчатый пакет состоит из трубок, материал латунь Л59С1 и двух трубных досок подвижной и не подвижной из материала латунь Л62О1 или Л59С1. Трубки в трубных решетках развальцованы. Корпус теплообменного аппарата стальной сварной. Крышки изготовлены из серого чугуна СЧ20 или из бронзы Бр.О8Ц4. Теплообменные аппараты в эксплуатации имеют отложение солей в трубках. Поэтому теплообменные аппараты периодически вскрывают и чистят. На судне чистку проводят на месте вручную. Во время ремонта теплообменные аппараты снимают и доставляют в специальный моечный участок. После разборки их пропускают через моечные ванны. С масляными отложениями опускают в щелочные моющие растворы, а с отложением солей в кислотные. В дальнейшем детали промывают струей воды под большим давлением. После очистки все детали теплообменного аппарата проходят дефектацию. Крышки осматриваются. Чугунные крышки ографичиваются и разрушаются. Их отливают и изготавливают новые. Для дефектации трубчатого пакета и корпуса производят гидравлические испытания на непроницаемость. Для этого трубчатый пакет собирают с корпусом без крышек. Со стороны не подвижной трубной доски ставится прокладка, и прижимают к фланцу корпуса теплообменного аппарата. На патрубки корпуса ставят заглушки. В один вваривается штуцер для заполнения водой и проведения опрессовки. Опрессовка идет со стороны корпуса и снаружи трубок трубчатого пакета давлением Рпр=1.25Рраб. Гидравлическим испытанием выявляют следующие дефекты: 1. Не герметичность корпуса; 82 2. Пропуски между подвижной трубной доской и корпусом; 3. Пропуски между трубками по вальцовке в трубной доске; 4. Разрыв или свищ трубок трубчатого пакета. Ремонт корпуса теплообменного аппарата ведут, так же как и другие стальные корпусные конструкции. Трещины по концам сверлят, разделывают и заваривают. Свищи, вырезают тонкие участки металла и вваривают вставки или накладывают дублировки. Лучший вариант ремонта корпуса это замена обечайки, изготовив новый. Фланцы корпуса сохраняют старые. Пропуски в районе подвижной трубной доски происходят изза коррозии в районе уплотнений. Это место в корпусе растачивают, наплавляют и снова растачивают в номинальный размер. Теплопередающие трубки могут пропускать в районе развальцовки в трубных решетках. Не герметичность можно устранить повторной развальцовкой. Если трубка имеет разрыв, её необходимо заглушить. Изготавливают из меди конусные пробки и забивают по концам трубки. Количество трубок допускается заглушить не более 10% от общего количества. При большем количестве дефектных трубок их необходимо заменить. Замена трубок процесс сложный в том, что бы выбить дефектную трубку, не повредив посадочное место в трубной доске. Поэтому в таких случаях теплообменный аппарат заменяют или изготавливают полностью трубчатый пакет с новыми трубными досками. Змеевиковые теплообменные аппараты в ремонте так же проходят разборку, очистку и дефектовку. Змеевик изготовлен из медной трубки. Его не проницаемость определяют гидравлическими испытаниями. Выявленные дефекты трещины заваривают. При невозможности заварить змеевик изготавливают новый. Навивку змеевика производят на токарном станке на оправку. Корпус и крышки ремонтируют, так же как и у трубчатого теплообменного аппарата. Пластинчатые теплообменные аппараты на судах используются в качестве воздухоохладителей для охлаждения продувочного воздуха дизелей. Разборка, очистка и дефектовка с опрессовкой такая же, что и для других теплообменных аппаратов. Ремонт для корпуса и крышек такой же. Замену дефектных трубок произвести невозможно, из-за соединения их с пластинами, их заглушают. Глава 7. Ремонт вспомогательных механизмов, трубопроводов и арматуры 83 7.1.Ремонт вспомогательных механизмов К вспомогательным механизмам относятся механизмы, обеспечивающие работу главных механизмов, таких как главные двигатели, дизель-генераторы, рулевые машины. К ним относятся насосы пресной и забортной воды охлаждения дизелей, насосы масляной и топливной систем, сепараторы топлива и масла, компрессоры пускового воздуха. 7.1.1.Насосы системы охлаждения дизелей центробежные Они могут быть горизонтального или вертикального исполнения, стационарные или навешенные. Рис.30. Основные характерные дефекты центробежных насосов это износ уплотнений крылатки и уплотнений по валу, износ лопаток в рабочем колесе (крылатки), износ вала насоса или его облицовок, разрушение корпуса. Выявление дефектов после разборки насоса производят визуально осмотром и обмерами в уплотнениях крылатки. Радиальный монтажный зазор в уплотнениях крылатки составляет 0,10-0,15мм. Если зазор в уплотнениях крылатки больше предельно допустимой величины 0,50-1мм, то параметры насоса давление и производительность будут ниже паспортных в связи с перетоком жидкости из нагнетательной полости во всасывающую полость. Для восстановления монтажного зазора в уплотнениях крылатки рабочее колесо на оправке или на вале насоса устанавливают на токарный станок и протачивают поверхности уплотнения крылатки, убирая овальность и конусность. А если уплотнительный бурт слишком тонкий, то его необходимо восстановить наплавкой и проточкой в номинальный размер. Уплотнительные кольца в корпусе насоса удаляют, изготавливают новые, запрессовывают и растачивают с обеспечением монтажных зазоров по крылатке. 84 Рис. 30. Насос центробежный. Если у крылатки износились лопасти, то крылатку отливают и изготавливают новую. Новую крылатку статически балансируют. При износе вала не больших размеров его изготавливают новый. Если на валу износилась облицовка, то её изготавливают и заменяют. Большие валы насосов восстанавливают методом наплавки или напыления изношенных шеек. Разрушение корпуса насоса, изготовленного из серого чугуна, происходит из-за ографичивания чугуна. В таком случае корпус насоса отливают и изготавливают новый. Центробежные насосы не самовсасывающие. Для запуска их в работу необходимо заполнить водой. Поэтому для обеспечения работы некоторые центробежные насосы на одном валу имеют вихревой насос. Многоступенчатые вихревые насосы так же используются в системе питания паровых котлов, гидрофоров. Рис.31.Рабочее колесо (крылатка) не имеет боковых стенок и представляет собой ступицу с расходящимися радиально лопатками. Уплотнение у таких насосов происходит между корпусом и лопатками крылатки за счет бокового зазора (0,10мм). В процессе эксплуатации насосов происходит износ боковых поверхностей лопаток и корпуса и увеличение зазоров до предельных. Ремонт таких насосов заключается в проточке на токарном станке торцевых поверхностей корпуса насоса и крылатки и установки номинальных зазоров. Многократная проточка этих поверхностей приводит к уменьшению ширины крылатки и утонению стенки корпуса. Тогда их отливают и изго85 тавливают в номинальные размеры по чертежам. При износе вала его тоже изготавливают новый. Рис.31. Насос вихревой. 7.1.2.Насосы масляной системы смазки дизелей шестеренные Номинальные параметры работы шестеренного насоса давление и производительность обеспечиваются при номинальных (монтажных) зазорах в насосе. Рис.32. 1. В зубчатом зацеплении между ведущей и ведомой шестернями; 2. Зазоры радиальные между вершинами зубьев шестерен и корпусом насоса; 3. Зазоры осевые между торцами шестерен и крышками. Основные дефекты шестеренных насосов износ зубьев и как следствие увеличение зазора между зубьями определяется прокатыванием свинцовистой проволоки между зубьями и получения оттисков. На зубьях появляются риски, задиры. Изношенные зубья шестерен не восстанавливают. Шестерни в таком случае изготавливают новые. Износ корпуса по внутренним поверхностям окружностей происходит вследствие увеличения зазоров в подшипниках скольжения валов. Увеличивается диаметр отверстия под шестерни в корпусе, появляются риски, задиры. Зазор между вершинами зубьев и корпусом замеряют щупами или обмером. Корпус насоса по внутреннему диаметру восстанавливают напылением с последующей расточкой либо изготавливают новый корпус. Износ торцевых поверхностей шестерен и крышек насоса приводит к увеличению осевого зазора. На поверхностях появляются риски, задиры. Величину осевого зазора определяют обмерами. 86 Торцевые поверхности крышек, корпуса и шестерен протачивают и шлифуют. Монтажный осевой зазор между торцами шестерен и крышками насоса устанавливают при помощи подбора нужной толщины прокладок. Износ рабочих шеек и подшипников скольжения валов определяют обмерами. При достижении предельно допустимых зазоров шейки валов протачивают и шлифуют, а подшипники скольжения изготавливают и заменяют. Рис. 32. Насос шестеренный. Монтажные и предельно допустимые значения зазоров находят в технических условиях на дефектацию и ремонт этих насосов или в справочной литературе. 7.1.3.Насосы системы смазки крейцкопфных дизелей винтовые У таких насосов изнашиваются винты по рабочим поверхностям по винтовым впадинам и наружному диаметру. Так же изнашиваются рабочие шейки и подшипники. Изнашиваются обоймы, 87 в которых вращаются винты. Износ определяется замерами зазоров. Изношенные винты заменяют в комплекте вместе с обоймой. При изнашивании рабочих шеек и подшипников, шейки обрабатывают в ремонтный размер, а подшипники изготавливают и заменяют. Насосы топливной системы (топливоперекачивающие, топливоподкачивающие) тоже шестеренные и требования к дефектации и ремонту те же что и для шестеренных насосов системы смазки, только требования к чистоте поверхности зубьев шестерен значительно выше. Зубья шестерен для таких насосов шлифуют и прикатывают на пасту. 7.1.4. Насосы поршневые электроприводные Насосы поршневые электроприводные через редуктор используются на судах как балластные и осушительные. У таких насосов, прежде всего, происходит износ цилиндровых втулок, поршней, уплотнительных колец, штоков, седел клапанной коробки и клапанов. Определяют износ после разборки визуально и обмерами. Цилиндровые втулки в ремонте растачивают в ремонтный размер, а поршня восстанавливают наплавкой по наружному диаметру с последующей проточкой под номинальный зазор с цилиндровой втулкой. Если втулка уже растачивалась в ремонтный размер, её заменяют. Уплотнительные кольца изготавливают новые. Протачивают и шлифуют штока поршней с заменой уплотнений штока. Седла клапанов и тарелки протачивают, и притираю на пасту. В приводном редукторе изнашиваются зубья шестерен, шейки и подшипники шатуна, а так же ползуна и его направляющее. При износе зубьев шестерен редуктора выше предельных зазоров в зубчатом зацеплении шестерни изготавливают новые и заменяют. При износе шатунных шеек их обрабатывают в ремонтный размер, а подшипники шатуна изготавливают новые и заменяют. При износе направляющих поверхностей ползуна их обрабатывают, а ползун при этом перезаливают и обрабатывают с обеспечением номинальных зазоров. 7.1.5.Сепараторы топлива и масла Сепараторы топлива и масла служат для отделения тяжелых примесей, используя центробежную силу при вращении. Чаще все88 го у сепараторов изнашиваются угловой редуктор, служащий для вращения вертикального вала барабана. При износе зубьев шестерен редуктора зубчатую пару в ремонте изготавливают новую и заменяют. Валы проверяют на прямолинейность, восстанавливают посадочные места под подшипники и полумуфты методом напыления или хромирования. Барабаны проверяют на наличие трещин цветной дефектоскопией. С трещинами барабаны не допускаются к дальнейшей эксплуатации, их изготавливают новые и заменяют. При изготовлении новых барабанов их необходимо балансировать. Дефектные подшипники качения на валах заменяются новыми. 7.1.6.Компрессоры пускового воздуха Компрессоры пускового воздуха используются на судах для наполнения пусковых баллонов сжатым воздухом. Чаще всего они поршневые с электроприводом. Основные дефекты у таких компрессоров износ цилиндропоршневой группы и клапанной части, что приводит к потере производительности и снижению давления сжатого воздуха. Перед ремонтом и после ремонта производят испытание компрессора по времени наполнения баллона воздухом. Дефектация и ремонт цилиндропоршневой группы такая же, как у двигателей внутреннего сгорания. Износ деталей определяется визуально и обмерами. Дефектные детали заменяются новыми. Шейки коленчатого вала обрабатываются в ремонтные размеры, а подшипники перезаливаются и растачиваются в нужные размеры. На некоторых марках компрессоров рамовые подшипники могут быть подшипниками качения. Дефектные подшипники заменяют, а в случае ослабления посадки подшипников на валу, шейки вала восстанавливают методом наращивания напылением или гальванопокрытием с последующей обработкой в номинальный размер по чертежу. Клапана и седла клапанов шлифуют и притирают на пасту. 7.2. Ремонт трубопроводов Трубопроводы судовых систем имеют большое значение для обеспечения работы судовых механизмов, безопасности мореплавания и жизнеобеспечения экипажа судна. Во время эксплуатации в трубах появляется эксплуатационные отложения в виде продуктов коррозии, загрязнений, отложений солей, обрастаниями микроор89 ганизмов. Происходит коррозионно-эрозионный износ стенок трубы, приводящий к утонению стенки равномерно либо поражение определенных ограниченных участков в виде язвины, приводящих к появлению свищей. Трубопроводы в эксплуатации подвергаются механическим повреждениям в виде разрывов, трещин, вмятин. Разрывы могут быть вследствие кратковременного повышения давления выше допустимых давлений при гидравлических ударах и при размораживании. Вмятины трубы получают при ударах или статической нагрузки на наружную поверхность трубы. Технологические дефекты возникают при появлении неплотностей в соединениях, приводящих к появлению течи или подсосу воздуха. Дефектацию трубопроводов начинают с проведения гидравлических испытаний пробным давлением Рпр.=1,25Рраб. Трубопроводы общесудовых систем осушительной и балластной предъявляются Регистру по замерам остаточной толщины. Остаточную толщину замеряют ультразвуковыми толщиномерами. Места и зоны контроля элементов прямого участка трубы производят в трех сечениях, равномерно расположенных по длине трубы. В каждом сечении трубы замеряют в четырех точках равномерно расположенных по окружности трубы. Слабые зоны местного износа в районе изгибов или примыкания труб проверяется обязательно. Определение технического состояния трубопроводов заключается в сопоставлении остаточных толщин и выявленных дефектов с предельно допустимыми нормами. Замеры остаточных толщин трубопроводов выполняются предприятиями, имеющими соответствующие документы о признании Регистра. Результаты измерений контролируются старшим механиком и хранятся на судне. Техническое состояние трубопроводов характеризуется как годное или не годное. Если состояние трубопровода признано не годное, его необходимо ремонтировать или заменить. Для замены дефектной трубы её необходимо изготовить. Для этого с дефектной трубы снимается шаблон, изготовленный из проволоки диаметром 6-7мм. Его изгибают по осевой линии трубы во всех плоскостях пространственного положения. Замеряется расстояние между фланцами. Затем дефектную трубу макетируют на плазе трубопроводного участка, то есть фиксируют положение фланцев в пространстве, приваривая их прихватками через косынки к плазу. После этого дефектную трубу отрезают от фланцев. Новую трубу изготавливают на гибочных станках с контролем изгибов по 90 шаблону. Изогнутую заготовку трубы отрезают по длине, зачищают фланцы и подгоняют к ним новую трубу и прихватывают электросваркой. Затем трубу снимают с плаза, приваривают фланцы к трубе, обрабатывают фланцы по разъему с контролем по плите на краску наждачным кругом. Если в заводе имеется специальный станок для обработки фланцев с трубой, то плоскость разъема обрабатывают резцом, вращающимся вокруг оси трубы на планшайбе. Качество изготовленной новой трубы проверяется гидравлическими испытаниями Рпр.=1.25Рраб. на специальных стендах. Для защиты от коррозии новые трубы подвергают горячему оцинкованию или лакокрасочным покрытиям. Трубы большого диаметра, имеющие местный износ в виде свищей, трещин восстанавливают электра или газовой сваркой. Допускается постановка накладок. После ремонта красномедных труб их необходимо отжечь нагревом до 600-650 оС и с последующим охлаждением водой. Трубы судовых систем соединяются между собой фланцами через прокладки. Поверхности фланцев должны быть обработаны в одну плоскость. Соединяемые фланцы должны быть параллельны. Не параллельность можно проверить щупом без прокладки. Допускается перекос на фланце до 0,15мм. Для установки прокладок между фланцами труб используют поранит, резину, картон прессшпан, фибру, фторопласт, медь, алюминий, асбестовый картон в зависимости от среды находящейся в трубах, а также давления и температуры её. Резину можно использовать на трубопроводах внутри помещений не подверженных отрицательным температурам. Наиболее распространенный материал поранит для сред вода, пар, масло. Для выхлопных газов используется асбестовый картон. Для топливной и масляной системы используется медь, алюминий, фибра. Кроме фланцевых соединений труб судовых систем используются штуцерные соединения, резьбовые, дюритовые. Для резьбовых соединений в качестве уплотнений используется различные подмотки и герметики. Дюритовые соединения относятся к числу амортизирующих, применяемых для масляных, топливных, водяных трубопроводов ДВС. Применение их вызвано сильной вибрацией дизелей. Окончательно собранные трубопроводы испытывают на плотность соединений избыточным давлением Рпр.=1,25Рраб. 91 7.3. Ремонт арматуры. На любом трубопроводе судовых систем имеется путевая арматура в виде клапана или клиновой задвижки. Донно-забортная арматура, стоящая на приемных патрубках, клапана подлежат контролю Регистром. Основными дефектами арматуры является износ уплотнительного поля тарелки клапана или клинкета и седла в корпусе. Так же изнашиваются штока и гайки, приводящие в движение тарелку или клин. Если корпус и крышка арматуры изготовлены из серого чугуна или стали, то они в агрессивной среде разрушаются и выходят из строя. Во время ремонта клапана уплотнительное поле тарелки клапана и седла протачивают на токарном станке и притирают их на пасту. При многократных ремонтах тарелка клапана и седло утоняется, тогда тарелку клапана восстанавливают наплавкой, а седло клапана изготавливают новое и заменяют. Во время ремонта клиновой задвижки уплотнительное поле клина шабрится по плите на краску до устранения дефектов, а затем шабрятся уплотнительные пояски в корпусе по накрашенному полю клина. Для этого многократно собирают и разбирают клиновую задвижку. При необходимости уплотнительные кольца в корпусе вырезают, изготавливают новые и устанавливают его в корпус на полимерный материал. Уплотнительное поле на клине восстанавливают наплавкой. В случае износа штока и гайки привода клина или тарелки клапана их изготавливают новые. В случае выхода из строя корпуса клапана или клинкета, клапан или клинкет полностью в сборе заменяют. По окончанию ремонта арматуру испытывают на непроницаемость гидравлическим давлением Рпр.=1,25Рраб. Глава 8. Ремонт валопроводов, дейдвудных устройств и гребных винтов 8.1. Ремонт валопроводов Классификация валопроводов морских судов весьма разнообразна. Они могут быть: 92 - короткие, без промежуточных валов; - длинные с множеством промежуточных валов; - промежуточные валы на подшипниках скольжения; - промежуточные валы на подшипниках качения; - дейдвудные устройства с не металлическими подшипниками; - дейдвудные устройства с металлическими подшипниками; - с двумя дейдвудными подшипниками, носовым и кормовым; - одним дейдвудным подшипником, кормовым, а носовой выносной находится в туннеле гребного вала; - валопроводы для привода гребных винтов фиксированного шага; - валопроводы для привода гребных винтов регулируемого шага. Не смотря на разнообразие конструкций валопроводов, ремонт их во многом сходен. Наиболее изнашиваемой частью в валопроводе является гребной вал и дейдвудные устройства, затем опорные и упорные подшипники. Как любой ремонт, ремонт валопровода начинается с разборки и дефектовки. Подшипники промежуточных валов и упорного вала можно разбирать и дефектовать до постановки судна в док. Гребной вал и дейдвудное устройство только при подъеме судна из воды в доке. До постановки судна в док необходимо разболтить фланцы гребного вала и промежуточного и замерить центровку их осей при помощи линейки и щупа. Для замера смещения сопрягаемых фланцев одного размера необходимо приложить линейку к образующей цилиндрическую поверхность фланца, выступающего относительно другого фланца. Рис.33. Щупом замерить смещение в вертикальной и горизонтальной плоскостях. Если диаметры фланцев не одного размера, тогда необходимо производить четыре замера по диаметрам в вертикальной и горизонтальной плоскостях и находить средне арифметическое значение положение осей в вертикальной плоскости и горизонтальной. Для замера излома осей валопровода , необходимо произвести замеры щупом расстояния между плоскостями фланцев в районе наружного диаметра в четырех точках в вертикальной и горизонтальной плоскостях. Разность замеров будет излом на фланце. Чтобы привести показания излома к фланцу в диаметр = 1м необходимо разность замеров разделить на величину диаметра фланца в мм и умножить на 1000мм, так как излом измеряется в миллиметрах на один метр (мм/м). 93 Рис. 33. Замер смещений и излома осей валопровода. Таблица 2. Определение смещений и изломов осей валопровода при помощи щупа и линейки. № Флан Место измерения Верх Низ Зазор а б Левый борт Правый борт с д 1 Смещение Смещение, мм (а + б) : 2 = См. в вертикальной плоскости (с + д) : 2 = См. в горизонтальной плоскости Зазор м н в р Излом Излом, мм/м (м – н) : Дфл х 1000 = И Излом в вертикальной плоскости (в – р) : Дфл х 1000 = И Излом в горизонтальной плоскости С постановкой судна в док необходимо демонтировать гребной вал из дейдвудного устройства. Для этого спрессовывают полумуфту с гребного вала, разбирают носовое дейдвудное уплотнение. Если дейдвудные подшипники металлические, тогда отдают от корпуса и кормовое уплотнение типа «Симплекс», предварительно спустив масло из системы смазки. Привариваются временные рымы на корпусе судна и завешивают грузоподъемные тали. При помощи талей и поддерживая доковыми кранами, осторожно вытягивают гребной вал в сборе с гребным винтом из дейдвудных подшипников и укладывают на козлы. Если фланец гребного вала не съемный, а цельнокованый, тогда гребной винт спрессовывают, демонтируют мешающие промежуточные валы в туннеле валопровода, и гребной вал при помощи талей вытягивают в туннель. А для транспортировки его в завод в борту судна вырезают технологический вырез. 94 8.1.1. Дефектация и ремонт гребного вала Дефектацию гребного вала производят на токарном станке. Для этого его выставляют в ось станка по базовым поверхностям при помощи индикатора часового типа. Гребной вал проверяют на прямолинейность оси вала, перпендикулярность торцевых поверхностей фланца так же индикатором часового типа (ИЧ). Рис. 34. При выявлении погиби оси вала, производят правку, а торцы фланца протачивают. Рис. 34. Гребной вал. Износ рабочих поверхностей гребных валов определяют обмерами их в нескольких сечениях во взаимно перпендикулярных плоскостях. На поверхности рабочих шеек (облицовках) могут быть риски, задиры. Рабочие шейки или облицовки протачивают до устранения дефектов. Производят проверку на наличие трещин в наиболее уязвимых зонах вала при помощи цветной дефектоскопии. Уязвимыми зонами гребного вала считаются: шпоночный паз, район большого диаметра конусной части и цилиндрической до облицовки, рабочие поверхности шеек облицовок. В случае обнаружения трещин не глубоких до 0,5 мм их допускается удалить наждачным камнем с плавным переходом на поверхность. При глубоких трещинах их удаляют проточкой на токарном станке с последующей наплавкой. Вследствие не качественной подгонки гребного винта или полумуфты по конусу гребного вала или недостаточной напрессовки их в процессе эксплуатации возникает подвижка одной детали по другой. В местах контакта в процессе локального сваривания от сухого трения возникают каверны, трещи95 ны. Этот дефект называют фретинг-коррозией. Его устраняют проточкой сопрягаемых поверхностей, тщательной пригонкой на краску охватываемых поверхностей по конусу гребного вала. При обнаружении трещин на облицовках гребного вала их разделывают под сварку и заваривают с последующей обработкой. При достижении минимальной толщины облицовки её необходимо заменить. Для этого дефектную облицовку срезают на токарном станке, а для замены изготавливают новую. Для изготовления облицовки отливают заготовку из бронзы О10Ц2. Обрабатывают её окончательно по внутреннему диаметру и длине и предварительно с припуском по наружному диаметру. Так как стенки облицовки должны быть не проницаемы, их проверяют гидравлическим давлением водой 0,2МПа. При положительном результате испытания, облицовку напрессовывают на вал. Так как облицовка на валу стоит с натягом, её нагревают до температуры 250 – 300оС, она расширяется, и свободно её одевают на вал. Качество посадки облицовки на валу после остывания можно проверить простукиванием легким молотком. Звук должен быть звонким. Окончательную обработку облицовки по наружному диаметру производят на токарном станке, когда гребной вал строго выставлен в оси станка. Допускается частичная замена облицовки, например, участка облицовки в районе сальникового уплотнения, где интенсивно она изнашивается. В таком случае стыки протачивают под углом 15о и заваривают. Между носовой и кормовой облицовками тело гребного вала покрывают гидроизоляцией, состоящей из стеклоткани с эпоксидной смолой в несколько слоев для защиты вала от коррозии. 8.1.2. Дефектация и ремонт промежуточных и упорных валов Характерные дефекты промежуточных и упорных валов являются износ рабочих шеек и упорного гребня при работе их на подшипниках скольжения и появление зазора с внутренней обоймой подшипника качения. Ослабление посадки полу96 муфты на валу, смятие шпоночного паза и появление фретингкоррозии. Износ рабочих шеек определяется замерами их, внешним осмотром, увеличением зазоров. Ремонт осуществляется обработкой рабочих шеек в ремонтный размер, а подшипники скольжения перезаливают и растачивают в нужный размер. Если вал работает на подшипниках качения, тогда восстанавливают шейку наплавкой или напылением с последующей обработкой, обеспечивая посадку подшипника с натягом. Смятие шпоночного паза и фретинг-коррозия на конусной поверхности вала и полумуфты устраняется проточкой сопрягаемых поверхностей, строганием шпоночных пазов, изготовлением новой шпонки. Если дефект слишком большой, тогда восстановление производят с помощью наплавки с последующей обработкой. В любом случае производят слесарную подгонку на краску полумуфты по конусу вала и шпонки по шпоночному пазу. Контакт сопрягаемых поверхностей должен быть не менее 75% и щуп 0,05мм не должен проходить между шпонкой шпоночным пазом. После напрессовки полумуфты на вал, вал в сборе устанавливают на токарный станок для проточки торцевой поверхности полумуфты, чтобы обеспечить её перпендикулярность оси вала. Для обеспечения прямолинейности осей соединяемых валов при монтаже на судне производят спаривание их. Для этого по два вала выставляют на люнетах на токарном станке. При помощи индикаторов выставляют их в ось станка, так чтобы при стянутых фланцах на рабочих шейках биение не превышало 0,02мм. Поочередно разворачивают отверстия во фланцах и устанавливают презонные болты. 8.2. Дефектация и ремонт дейдвудных устройств Дейдвудные устройства состоят из дейдвудных подшипников и уплотнений гребного вала. Дейдвудные подшипники могут быть изготовлены из серого чугуна, бронзы, латуни с набором внутри из не металлических материалов, таких как бакаута, древесно-слоистого пластика (лингафоль), текстолитовых слоистых пластиков (текстолит), резинометаллических планок, капролона В. Ме97 таллические дейдвудные подшипники изготовлены из чугунных втулок СЧ25 залитых внутри баббитом Б 83. Основные дефекты дейдвудных подшипников это их износ, приводящий к увеличению зазоров, риски, задиры, трещины, вырыв антифрикционного материала. Контроль осуществляется визуально, замерами, цветной дефектоскопией. Для металлических подшипников предусмотрен контроль по просадке гребного вала. При достижении предельно-допустимых зазоров в дейдвудном подшипнике их восстанавливают. Для этого их выпрессовывают из дейдвудной трубы и доставляют в цех завода. Для дейдвудных подшипников, имеющие набор из планок рис.35, выворачивают винты стопорных планок и удаляют старый набор. Изготавливают новые планки с припуском по толщине. Набор набирают во втулку вручную плотно без зазоров между планками и расклинивают стопорными латунными планками. Окончательно внутренний диаметр дейдвудного подшипника растачивают на токарном или расточном станке. Рис. 35. Дейдвудный подшипник. Для обеспечения номинального зазора необходимо учитывать, что зазор немного уменьшится в воде. В последнее время дейдвудные подшипники изготавливаются из капролоновых цельно литых втулок. Этот материал обладает хорошими антифрикционными свойствами, износоустойчив, но имеет один недостаток, низкую температуру плавления +150оС. Капролоновая втулка легко изготавливается на токарном станке и запрессовывается с большим натягом 98 0,50 – 0,60мм во втулку дейдвудного подшипника и стопорится от проворачивания стопорным винтом. Для протока воды с боков растачиваются карманы. Такие дейдвудные подшипники обязательно прокачиваются забортной водой. Для контроля прохождения воды в системе прокачки дейдвудных подшипников установлен смотровой фонарь с вертушкой. Характерными дефектами подшипников с резинометаллическими вкладышами является износ их внутренней поверхности и механические повреждения обрывы резины, трещины, расслоения. Дефектация производится визуально, замером зазора между подшипником и валом, замером внутреннего диаметра подшипника. Так как облицовки гребного вала в ремонте протачивают, шлифуют для придания правильной геометрической формы и чистоты поверхности, то резинометаллические вкладыши растачивать нельзя. Если вкладыш в виде цельной резинометаллической втулки, то её изготавливают в нужный размер для обеспечения монтажного зазора в дейдвудном подшипнике. Если дейдвудный подшипник набран из резинометаллических планок, то они крепятся винтами к дейдвудной втулке. В ремонте винты выворачивают, старые резинометаллические планки удаляют и устанавливают новые. При этом необходимо толщину планок рассчитать и изготовить нужной толщины, что бы обеспечить монтажный зазор в дейдвудном подшипнике. Допускается в случае повышенного зазора подкладывать листовую резину под спинку резинометаллической пластины в верхней части подшипника. Контроль внутреннего диаметра подшипника осуществляют калибром в виде пробки в размер шейки вала. Калибр должен свободно проходить по всей длине подшипника. Характерными дефектами металлических подшипников является естественный износ антифрикционного сплава баббита Б83. Увеличивается масляный зазор в подшипнике. Появляются риски, задиры, трещины, выкрошивания баббита. Дефектация производится визуально с применением цветной дефектоскопии и замерами. Местные не большие дефекты в виде трещин, выкрошиваний допускается вырубать и заплавить баббитом аргонодуговой сваркой. При увеличении зазора в подшипнике выше предельно допустимых значений, его вы99 прессовывают, перезаливают, растачивают в необходимый размер и устанавливают на место. Уплотнения дейдвудных подшипников для гребных валов, использующих в качестве смазки воду или масло, конструктивно различаются. Для подшипников из не металлических материалов смазкой является забортная вода, а для металлических подшипников масло. В первом случае используется только носовое уплотнение гребного вала в виде сальникового уплотнения с мягкой набивкой, которая поджимается нажимной втулкой. Рис. 36. Рис. 36. Сальниковое уплотнение гребного вала. Характерными дефектами такого уплотнения является увеличение зазора в распределительном кольце из-за износа, как кольца, так и облицовки гребного вала. Тем более что облицовку вала в ремонте протачивают. Этот дефект устраняют изготовлением и заменой распределительного кольца, либо расточкой старого распределительного кольца, изготовлением проставочной втулки и запрессовкой её в распределительное кольцо. В ремонте производят замену мягкой набивки. Обжатие нажимной втулки должно быть равномерным без перекосов и обеспечивать прокапывание воды через сальник. В противном случае сальниковое уплотнение будет нагреваться. Во втором случае, поскольку металлические подшипники смазываются маслом, то со стороны кормы и носа гребной вал уплотняется двумя уплотнениями типа «Симплекс», предотвращающий утечку масла и попадание забортной воды в масло. Оно состоит из нержавеющей втулки, которая крепится к ступице гребного винта. Герметичность соединения обеспечи100 вается уплотнительным резиновым кольцом. Корпус кормового уплотнения крепится к корпусу судна через прокладку. В корпусе уплотнения установлены две манжеты, препятствующие прохождению забортной воды внутрь подшипника и одной манжеты, препятствующей вытеканию масла за борт. Манжеты соединены с центрирующим кольцом с заливкой баббитом, что обеспечивает надежную работу уплотнения при колебании гребного вала и износе дейдвудных подшипников. Уплотнение осуществляется по наружной поверхности нержавеющей втулки прижимом уплотняющих кромок манжет. Рис. 37. Рис.37. Кормовое уплотнение типа « Симплекс». В носовом уплотнении используются две манжеты, предотвращающие вытекание масла. Нержавеющая втулка крепится к полукольцам, установленных на вал с натягом в носовой части гребного вала. Корпус уплотнения крепится к переборке туннели гребного вала. Система смазки с естественной или принудительной циркуляцией имеет расширительный бак с указателем уровня. Давление смазки превышает давление забортной воды на 0,02 – 0,03 МПа. Характерным дефектом уплотнения типа «Симплекс» является износ манжет, износ нержавеющей втулки в районе контакта с манжетами. В ремонте манжеты заменяются новыми, не зависимо от их технического состояния, так как срок годности резины ограничен (5лет). При не значительном износе нержавеющей втулки глубиной до 0,20мм дефект устраняют проточкой, шлифовкой, 101 полировкой. Допускается за счет проточки торцевых поверхностей нержавеющей втулки и корпуса уплотнения сместить место контакта манжет на не дефектные места. При значительном износе втулки её восстанавливают наплавкой с последующей механической обработкой. При установке новых манжет в корпус уплотнения необходимо обязательно замирить микрометрическим нутромером внутренний диаметр манжеты и определить натяг с нержавеющей втулкой. Он должен быть 3 – 5 мм. При меньшем натяге манжеты в эксплуатации будут пропускать масло и воду. После монтажа уплотнения типа «Симплекс» на судне его не проницаемость испытывают до спуска судна на воду заполнением системы смазки маслом. Продолжительность испытания не менее четырех часов. 8.3. Дефектация и ремонт гребных винтов Гребные винты по конструкции соединения лопастей со ступицей гребного винта делятся на следующие типы: - цельные (литые, штампованные); - со съемными лопастями; - с поворотными лопастями, или винты регулируемого шага (ВРШ). Гребные винты цельные и со съемными лопастями устанавливаются на конус гребного вала с натягом со шпонкой или без шпонки, и поджимаются гайкой гребного вала. Для предотвращения попадания воды между ступицей гребного винта и конусом вала устанавливается обтекатель. В носовой части винта устанавливается уплотнение, в виде резинового кольца. Винты со съемными лопастями имеют лопасти с фланцами и отверстиями в них для крепления болтами к ступице гребного винта. ВРШ крепится на полый гребной вал фланцевым соединением. За счет поворота лопастей достигается полное использование мощности двигателя. Появляется возможность реверсирования дизеля с полного переднего хода на полный задний ход, без изменения направления и скорости вращения 102 коленчатого вала двигателя. Основным недостатком ВРШ является сложность конструкции. Конструкцию ВРШ необходимо рассматривать вместе с механизмом изменения шага (МИШ) лопастей. Рис.38. МИШ, это замкнутый цилиндр, который монтируется на линии валопровода сразу за гребным валом. Внутри цилиндра установлен поршень со штоком, который проходит через полый гребной вал к ступице ВРШ. Поршень и шток имеет уплотнения в виде резиновых колец или резиновых воротниковых манжет. Перемещение поршня со штоком обеспечивается работой гидравлической станцией. Подача масла под давлением 0,8 МПа осуществляется через золотниковое устройство, далее через маслобуксу и по сверленым каналам поступает в носовую или кормовую части цилиндра МИШ. Поршень, перемещаясь в цилиндре МИШ, штоком передвигает штангу, которая в ступице ВРШ перемещает по направляющим сухари. Сухари через цапфы, расположенные на фланцах лопастей, разворачивают лопасти ВРШ. Для предотвращения попадания воды в ступицу ВРШ лопасти по фланцам уплотняются резиновыми манжетами. Внутри ступицы ВРШ пространство заполнено маслом с избыточным давлением от расширительной цистерны. Рис.38. Винт регулируемого шага. 103 Во время ремонта гребные винты снимают с гребного вала. Для этого вначале снимают обтекатель гребного винта, затем стопорное устройство прижимной гайки. У малых судов прижимная гайка является гайкой обтекателем. У винтов правого вращения гайка обтекатель имеет левую резьбу. При её отворачивании это нужно учитывать. Для того чтобы при распрессовке гребной винт не упал, прижимную гайку или гайку обтекатель отворачивают не до конца резьбы гребного вала. Замеряют расстояние от торцевой поверхности ступицы гребного винта до торца конуса гребного вала. Гребные винты спрессовывают при помощи гидравлических домкратов. Винты без шпонок с гидропрессовой посадкой, кроме домкратов через ступицу гребного винта по сверлению подается масло под высоким давлением 10 МПа, которое способствует снятию винта. После очистки гребные винты дефектуют и ремонтируют. Цветной дефектоскопией выявляют трещины по кромкам лопастей и у их комлей. Осмотром выявляют эрозионные кавитационные разрушение лопастей, загибы и обломы их. Дефекты на лопастях, такие как местный износ, от эрозии и кавитации зачищается наждачным камнем и восстанавливается наплавкой с последующей обработкой. Обнаруженные трещины разделывают под заварку. Концы трещины сверлят отверстия диаметром 6мм для предотвращения распространения трещины при заварке. Не сквозные трещины сверлят на глубину 2мм глубже основания трещины. Сквозные трещины сверлят насквозь и разделывают трещину с двух сторон. Рис. 39. После заварки трещин, сварные швы обрабатывают наждачным камнем и проверяют качество сварного шва рентгенографией. Изогнутые лопасти выравнивают с нагревом и контролем шага винта. Обломанные концы лопастей восстанавливаются приваркой наделок с последующей обработкой кромок по шаблону снятой с хорошей лопасти. 104 Рис. 39. Гребной винт. Проверяется качество посадки гребного винта на конус гребного вала по отпечаткам краски на отверстии в ступице винта. Пятна краски должны располагаться по всей поверхности отверстия общей площадью 70 – 80%. При меньшем контакте производят подгонку шабровкой ступицы гребного винта по конусу гребного вала. Проверяется состояние шпоночного паза и шпонки гребного винта при помощи щупа. Щуп 0,05мм не должен проходить по боковым поверхностям между шпонкой и пазом. В противном случае шпоночный паз поправляется, а шпонка изготавливается новая. В конце ремонта гребные винты проверяют на разношаговость лопастей и статическую неуравновешенность. При разношаговости лопастей каждая лопасть создает упор, отличный от упора других лопастей, что приводит образованию дополнительных нагрузок на винт. Что бы предотвратить возникновение гидродинамической неуравновешенности замеряют шаг всех лопастей винта. Статическая неуравновешенность наблюдается у всех гребных винтов, прошедших ремонт с наплавкой лопастей, приваркой наделок, обрезкой лопастей. Такие винты статически балансируют. Для этого в отверстие ступицы гребного винта устанавливается вал – оправка, при помощи которой винт устанавливается на ролики опор балансировочного приспособления. Гребной винт свободно может вращаться. Тяжелая лопасть окажется внизу. Наждачным камнем с тяжелой лопасти снимают метал до тех пор, пока винт будет отбалансирован. Это проверяется контрольным грузом М. 105 М = К мв / рв К – коэфициент, зависящий от частоты вращения винта; мв – масса винта в т.; рв – радиус винта в м. Контрольный груз подвешивают на конце каждой горизонтально расположенной лопасти. Если винт начинает вращение с контрольным грузом, следовательно, винт балансирован. Ремонт лопастей ВРШ такой же, как и для лопастей фиксированного шага. В ступице ВРШ изнашиваются сухари и направляющие поверхности, цапфы лопастей и отверстия в сухарях, что приводит к увеличению зазоров до предельных значений. Выработку направляющих поверхностей в ступице устраняют шабровкой, а сухари изготавливают новые. В ступице в районе работы уплотнительных манжет лопастей возникает выработка в виде канавок. Их восстанавливают наплавкой с последующей обработкой или расточкой и постановкой проставочных колец. В ремонте резиновые уплотнения и манжеты полностью заменяются новыми. Статическое уравновешивание ВРШ обеспечивается взвешиванием всех лопастей и приведение разновеса в норму. Характерным дефектом МИШ является износ цилиндра, поршня и его уплотнения. Износ цилиндра и поршня определяется обмерами и визуально. Кроме увеличения зазора между цилиндром и поршнем на рабочей поверхности риски, задиры, коррозия, что приводит к задержке перекладки лопастей. В ремонте цилиндр растачивают, шлифуют в ремонтный размер, а поршень наплавляют с последующей обработкой. Уплотнительные манжеты изготавливают новые. Второй вариант цилиндр восстанавливают наплавкой нержавеющими сталями с последующей обработкой. Маслобукса МИШ служит для подачи масла по каналам в полости МИШ. При износе антифрикционного сплава маслобуксы и шейки вала появляются большие зазоры и возникают пропуски масла. В ремонте маслобуксу перезаливают и растачивают в нужный размер. Шейку вала обрабатывают проточкой, шлифовкой. Напрессовка гребного винта фиксированного шага на конус гребного вала производится при помощи кольцевого домкрата, который устанавливается между прижимной гайкой и ступицей винта. Осевое перемещение гребного винта относительно конуса гребного вала обеспечивает необходимый натяг. Величину осевого пе106 ремещения находят в нормативно технической документации или конструкторской документации в чертеже на гребной винт. После завершения ремонтных работ по корпусу и валопроводу судно опускают на воду и выводят из дока. По требованиям Регистра необходимо проверить прямолинейность оси валопровода, при средней загрузке судна. Эксплуатация судна с искривленной осью валопровода может привести к образованию усталостных трещин вала и в дальнейшем поломке вала. Существует несколько методов проверки прямолинейности оси валопровода. Первый по замерам смещений и изломов осей сопрягаемых валов на разболченых фланцах валопровода. Второй по замерам допустимых нагрузок на подшипники валопровода при сболченных фланцах. Второй метод нашел широкое применение в судоремонте, так как менее трудоемкий. Этот метод заключается в том, что специальными динамометрами замеряют нагрузку, приходящуюся на фундаменты опор подшипников валопровода. Нагрузка рассчитывается по сопромату от веса валопровода и веса подшипника. Поскольку при постройке судна ось коленчатого вала главного двигателя выставлена в ось дейдвудных подшипников, при прямолинейности оси валопровода реакция опор подшипников валопровода будет соответствовать расчетной. Во время замеров судно должно иметь нулевой крен и деферент. На всех подшипниках валопровода демонтируют фундаментные болты. На каждый подшипник валопровода устанавливают с левого и правого борта динамометры тарельчатого типа, предварительно тарированные на лабораторном прессе. Равномерно при помощи динамометров поднимают весь валопровод на величину 0,05мм. Контроль осуществляют щупом между лапой подшипника и клиновой закладкой. Под действием нагрузки на шток тарельчатой пружины динамометра пружина сжимается. Величину сжатия пружины фиксируют по показаниям индикатора динамометра. Имея данные тарировки пружины легко определить нагрузку на каждый динамометр и в целом реакцию опор. Если нагрузки выходят за пределы установленных норм, то опускают или поднимают отдельные подшипники до тех пор, пока не приведут в норму. При этом необходимо заменить клиновые закладки под лапами подшипников валопровода. 107 Глава 9. Ремонт судовых устройств К судовым устройствам относятся: рулевое устройство, якорное устройство, швартовное устройство, грузовое устройство, буксирное устройство, спасательные устройства. Рассмотрим ремонт некоторых из них. 9.1. Дефектация и ремонт рулевого устройства Рулевое устройство предназначено для управления судном на ходу. Дефектацию и ремонт рулевого устройства производят во время докования судна. Характерными дефектами рулевого устройства являются износ наружной обшивки пера руля или насадки, износ рабочих шеек и подшипников баллера руля, а также штырей руля и подшипников рудерписа, упорных подшипников или чечевицы, что приводит к увеличению зазоров в подшипниках и проседанию рулевого устройства. Могут быть деформации баллера в виде скручивания и изгиба. Дефектацию рулевого устройства начинают сразу с постановкой судна в док до разборки рулевого устройства. Замеряют величину оставшегося зазора «а» между пером руля и поверхностью пяты ахтерштевня или поверхностью петли руля и поверхностью петли рудерписа. Рис 40. Проседание руля происходит из-за износа упорного подшипника или чечевицы, что приводит к заклиниванию руля. До снятия руля с места должны быть сверены показания указателя руля с его фактическим положением. Рис. 40. Рулевое устройство. 108 Зазоры в опорных подшипниках рулевого устройства определяют замерами диаметров рабочих шеек и подшипников скольжения после разборки рулевого устройства. Ремонт заключается в проточке рабочих шеек баллера, штырей для придания правильной геометрической формы и чистоты поверхности и изготовлении и замене втулок подшипников. Втулки подшипников изготавливают из бронзы Бр О10Ц2 или из капролона В. Обработку рабочих шеек баллера и штырей допускается до предельно допустимых диаметров согласно НТД. В дальнейшем необходимо производить наплавку шеек нержавеющими сварочными материалами. Баллер рулевого устройства проверяют на деформацию изогнутость и скручиваемость, а также перпендикулярность плоскости фланца оси баллера на токарном станке индикаторами ИЧ. При изгибе баллер правят, плоскость фланца протачивают. При наличии скручивания баллера в пределах до15о заваривают старый шпоночный паз и изготавливают новый в плоскости пера руля. Для снятия внутренних напряжений и восстановления структуры материала баллер подвергают отжигу. При скручивании баллера более 15о баллер подлежит замене. Баллер проверяют на отсутствие трещин цветной дефектоскопией. При обнаружении трещины её разделывают и заваривают, с последующей термической обработкой для снятия сварочных напряжений. Дефектация и ремонт пера руля производится так же как элементы корпусной конструкции набора и наружной обшивки замерами остаточных толщин и заменой дефектных участков. Внутренняя полость пера руля опрессовывается воздухом на герметичность. Вместо пера руля для винтов ВРШ используется насадка. Ремонт такого рулевого устройства такое же, как и для рулевого устройства с пером, но при этом необходимо обеспечить необходимые зазоры «а» в верху, низу, л/б, п/б между концами лопастей винта и внутренней поверхностью насадки. Рис. 41. 109 Рис.41. Насадка. После ремонта деталей рулевого устройства баллер с пером руля собирают на ровной площадке на деревянных подкладках для проверки соостности их осей. Для этого устанавливаются на сварке стальные уголки по обеим концам общей оси баллера и пера руля в вертикальной и горизонтальной плоскостях и натягиваются струны (стальная проволока диаметром 0,5мм). Рис. 42. Относительно струн микрометрическим нутромером замеряется расстояние до поверхностей рабочих шеек. Зная диаметры рабочих шеек можно высчитать расстояние до оси. Таким образом, можно определить прямолинейность общей оси баллера и пера руля. Если не устранить излом оси или смещение баллера и пера руля при монтаже на судне рулевое устройство будет клинить или очень туго вращаться, что не допустимо. Несоостность устраняют за счет снятия металла с фланца пера руля наждачным камнем в нужном месте. 110 Рис.42. Схема центровки пера руля и баллера по струнам. До изготовления подшипников скольжения рулевого устройства натягивается струна через посадочные отверстия подшипников скольжения в корпусе судна для определения прямолинейности оси. Если ось не прямолинейна, тогда растачивают посадочные места под подшипники со смещением в ось специальным приспособлением, либо при изготовлении втулок подшипников скольжения внутренний диаметр растачивают со смещением оси относительно наружного. После запрессовки втулок подшипников рулевого устройства оси их должны быть сосны. Допустимые отклонения 0,20мм. После монтажа рулевого устройства на судне до соединения с рулевой машиной перо руля перекладывают вручную с одного борта на другой. Рулевое устройство должно разворачиваться без заклинивания и заеданий. Работу принимают от завода мастер ОТК и старший механик судна. 9.2. Ремонт якорного устройства К якорному устройству относится брашпиль, якорные цепи и якоря. У брашпиля характерными дефектами являются износ грузового вала в районе опорных подшипников и шеек звездочек якорной цепи, а также опорных подшипников и втулок звездочек якорной цепи. В редукторе брашпиля изнашиваются зубья шестерен и червячной пары. 111 После разборки брашпиля производят дефектацию его деталей. Грузовой вал проверяют на токарном станке на прямолинейность при помощи индикатора ИЧ. Замеряют биение всех рабочих шеек. Износ рабочих шеек определяют обмерами. При погнутости грузовой вал правят, шейки протачивают, шлифуют. Подшипники скольжения изготавливают новые из бронзы стойкой к морской воде Бр А9Мц2, Бр О5Ц5С5. Если диаметры шеек достигли предельно допустимых размеров, тогда их восстанавливают наплавкой с последующей механической обработкой. У якорных звездочек изнашиваются впадины зацепа звеньев якорной цепи. Это приводит к проскальзыванию цепи. Места износа звездочки восстанавливают наплавкой с последующей обработкой вручную наждачным камнем с контролем по звену цепи. У тормозного устройства звездочек брашпиля изнашивается тормозная лента, наклепанная на стальную ленту тормоза. Изношенную тормозную ленту удаляют и устанавливают новую на заклепках. Дефектация и ремонт редуктора брашпиля такой же, как и для других редукторов. Износ в зубчатых зацеплениях определяют замерами зазоров при помощи свинцовистых оттисков и визуально выявляют питинг, трещины, облом зуба. При износе зубьев до предельных значений, зубчатую пару заменяют. Подшипники качения и манжеты в редукторе тоже заменяют новыми. Якорная цепь для дефектации очищается и осматривается каждое звено цепи. Звенья, имеющие трещины или износ, превышающий предельные значения по правилам Регистра заменяют новыми. Окончательно цепи проверяются испытанием на цепопробном стенде на растяжение. На якорях изнашиваются скобы, вертлюги, служащие для крепления с цепью. При износе их по толщине более чем на 10% от построечной скобы и вертлюги заменяют новыми. Глава 10. Монтаж главных и вспомогательных механизмов на судовые фундаменты Необходимость производить монтаж, то есть установку и крепление различных механизмов на судовые фундаменты в судоремонте возникает довольно часто. Вспомогательные механизмы насосы, компрессоры, дизельные генераторы, электродвигатели, палубные механизмы и так далее снимаются с судовых фундамен112 тов и доставляются в цеха завода на ремонт. После выполнения ремонта их необходимо установить и закрепить на судовые фундаменты. Прежде чем произвести монтаж механизма необходимо визуально обследовать судовой фундамент на его целостность, отсутствие трещин на листах и сварных швах. Опорные поверхности фундамента зачищают от повреждений и коррозии. После доставки механизма на судно его устанавливают на судовой фундамент. Если механизм устанавливается первым, и к нему будет центроваться другой, то необходимо проверить щупом контакт опорной лапы этого механизма с судовым фундаментом. Пластина щупа 0,05мм не должна проходить между лапой и судовым фундаментом. Зазор между лапой вспомогательного механизма и судовым фундаментом допускается устранить установкой стальной или латунной пластины. Заводятся фундаментные болты и окончательно прижимают механизм к судовому фундаменту. В лапах центруемого механизма имеются 4 отверстия с резьбой, в которые вворачиваются отжимные болты для подъема механизма. Для перемещения в горизонтальной плоскости механизма к судовому фундаменту приваривают по две пластины с резьбовыми отверстиями и упорными болтами с левой и правой стороны. Центровку ведут к фланцу закрепленного механизма, перемещая второй механизм отжимными болтами. Центровку ведут при помощи линейки и щупа или по специальным стрелам, замеряя смещение и излом осей двух механизмов. Использовать метод, замеров центровки осей валов при помощи линейки и щупа на фланцах возможен при строгом совпадении оси наружного диаметра фланца и оси вала и перпендикулярности торцевой плоскости фланца к оси, что достигается токарной обработкой на станке. Не всегда это выполнимо. Тогда на валы при центровке устанавливают специальные стрелы на хомутах или других креплениях. Рис. 43. Выставляют зазоры между стрелами по щупу или индикаторам ИЧ. Замеры смещения и излома осей по стрелам производят при вращении спариваемых валов на 90о, 180о, 270о. Показания заносят в таблицу 3. 113 Рис. 43. Центровка осей двух механизмов при помощи специальных стрел. Таблица 3. Определение центровки осей валов при помощи стрел. Положение стрелок Верх Низ Правый борт Левый борт Верх Низ Правый борт Левый борт Смещение осей в мм. Зазор, мм Сумма Зазоров,мм Стрела №1 Стрела №2 а1 верх b2 верх a1в + b2 в а1 низ b2 низ а1н + b2н a1 п/б b2 п/б a1п/б+b2п/б а1 л/б b2 л/б а1л/б + b2л/б Излом осей в мм/м. m1 верх n2 верх m1в + n2в m1 низ n2 низ m1н + n2н m1 п/б n2 п/б m1п + n2п m1 л/б n2 л/б m1л + n2л Смещение в вертикальной плоскости, мм. (a1в + b2в) – (a1н + b2н) 4 ( a1п + b2п) – (a1л + b2л) 4 (m1в + n2в) – (m1н + n2н) .1000 2D (m1п + n2п) – (m1л + n2л) .1000 2D D – диаметр фланца в мм. Центруемый механизм при помощи отжимных болтов передвигают и разворачивают в вертикальной и горизонтальной плоскостях до тех пор, пока не введут его ось в норму по смещению и излому с осью вала закрепленного механизма. Допуски на расцентровку осей валов различных агрегатов задаются в НТД в зависимости от типа соединительной муфты и скорости вращения валов агрегата. Так для муфт с жестким соединением допускается смещение до 0,05мм, излом до 0,10мм/м, а для муфт с не жестким соединением таких как, упругие пальцевые или кулачковые муфты смещение 0,15мм, излом 0,30мм/м. Расстояние между опорной поверхностью лапы механизма и фундаментом замеряют и изготавливают из стали Ст.з клиновые за114 кладки. При установке клиновых закладок их подгоняют шабровкой по месту так, чтобы было полное прилегание поверхностей. Контроль, щуп 0,05мм не должен проходить между лапой механизма и клиновой закладкой. Заводят в отверстия крепления механизма фундаментные болты и равномерно обжимают гайки. Для предотвращения смещения механизма во время работы предусматривается постановка четырех призонных (без зазора с отверстиями) болтов два с носа и два с кормы. На малых механизмах устанавливают коксы. Для уменьшения трудоемкости монтажа судовых механизмов по подгонке клиновых закладок и установки призонных болтов используется технологии монтажа с применением полимерных материалов. Клиновые закладки и болты изготавливают с зазором 0,30мм, а затем зазор заполняют полимерным материалом (компаунд К – 153). Этот материал обладает стойкостью к влаге, маслу, не разрушается при вибрации и динамических нагрузках. Предел прочности при сжатии 130 МПа. Рис. 44. Рис. 44. Крепление механизма на фундаменте на металлическом клине со слоем полимерного материала со свободным фундаментным болтом. То же, но с фиксирующим болтом на полимере. Все большее распространение в судоремонте и в судостроении начинает приобретать метод установки механизмов не на металлических закладках, а на подушки из формируемой малоусадочной волокнистой пластмассы ФМВ. Благодаря использованию в качестве наполнителей измельченного стекловолокна в компаунде К – 153 и заливке его под лапы значительно сокращается время монтажа механизмов. Для предотвращения растекания неотвержденного полимерного материала устанавливают временный кожух из жести или паралона. Фирма «Хенкель» предлагает для этой цели исполь115 зовать свои эпоксидные составы Локтайт 7227, 7228, 3471, 3474. Рис, 45. Рис. 45. Заливка полимерного материала под лапу механизма. Для крепления механизмов с повышенной вибрацией на судовые фундаменты используют амортизаторы типа АКСС. Особенностью установки агрегатов на амортизаторы является то, что все амортизаторы должны быть одинаково нагружены. Все амортизаторы закрепляют на судовом фундаменте. Агрегат, смонтированный на подрамнике, устанавливают на амортизаторы. Щупом 0,05мм проверяют отсутствие зазора между амортизаторами и подрамником. При обнаружении зазора он устраняется установкой стальной пластины нужной толщины. Литература 1.Седых В.И., Балякин О.К. Технология судоремонта – Владивосток, Дальнаука, 2008. 2. Беньковский Д.Д. и др. Технология судоремонта.- Москва, Транспорт,1986. З. Артюшенко Е.В. Газотермическое напыление покрытий. Москва, Машиностроение, 1974. 4. Балацкий Л.Т. и др. Дейдвудные устройства морских судов. Москва, Транспорт, 1980. 5.Балякин О.К. Технология судоремонта. Москва, Транспорт, 1983. 6. Блинов И.С. Справочник технолога механосборочного цеха судоремонтного завода. Москва, Транспорт, 1979. 7. Будов В.М. Судовые насосы. Справочник. Судостроение, 1988. 8. Владимирский А.Л. и др. Доковый ремонт судов. Москва, Транспорт,1984. 9. Гермашев Д.А. Монтаж судового механического оборудования. Судостроение, 1980. 116 10.Ермолов И.Н. и др. Методы и средства неразрушающего контроля качества. Москва, Высшая школа, 1988. 11.Искра Е.В. и др. Технология окрашивания судов. Судостроение,1988. 12. Киперник Е.В. Ремонт судовых гребных винтов. Москва, Транспорт,1980. 13. Кабанов Е.Б. Изготовление и монтаж судовых паропроводов. Судостроение, 1977. 14. Кита В.Ф. Устройство и ремонт турбокомпрессоров судовых ДВС. Москва, Транспорт, 1979. 15. Люблинский Е.Я. Протекторная защита морских судов и сооружений от коррозии. Судостроение, 1979. 16. Левин М.Е. и др. Балансировка деталей и узлов. Москва, Машиностроение 1986. 17. Леонтьев Л.Б. Подшипники коленчатых валов судовых дизелей. Владивосток, 2000. 18. Меграбов Г.А. Технология и организация судоремонта. Москва, Транспорт, 1969. 19. Михайлов М.Я. Обработка деталей гальваническими покрытиями. Москва, Машиностроение, 1981. 20. Морозов М.Я. и др. Ремонт судовых устройств и палубных механизмов. Москва, Транспорт, 1972. 21. Молодцов Н.С. Восстановление изношенных деталей судовых механизмов. Москва, Транспорт, 1988. 22. Покудрин В.Г. Применение клеев в судоремонте. Москва, 1985. 23. Хворостухин Л.А. и др. Повышение несущей способности деталей машин поверхностным упрочнением. Москва, Машиностроение, 1988. 24. Телянер Б.Е. Технология ремонта корпуса судна. Судостроение, 1984. 25. РД31.21.30-97 Правила технической эксплуатации судовых технических средств и конструкций. 26. ГОСТ18322-78 Система технического обслуживания и ремонта техники. 27. ГОСТ3.1118-82 ЕСТД Формы и правила оформления маршрутных карт. 117 118