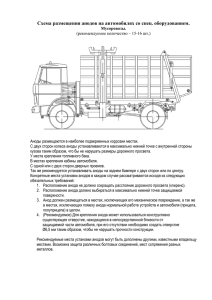
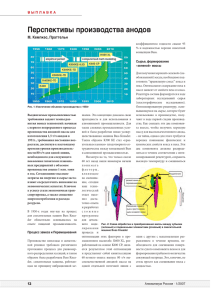
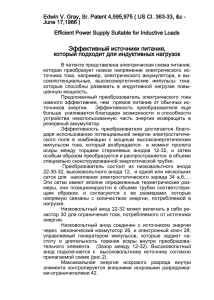
Э.А. КОЛОДИН В.А. СВЕРДЛИН Р.В. СВОБОДА обожженных анодов алюминиевых электролизеров БИБЛИОТЕЧКА МОЛОДОГО РАБОЧЕГО ЦВЕТНОЙ МЕТАЛЛУРГИИ а а . кололи н В. А. СВЕРДЛИН Р. В. СВОБОДА Производство обожженных анодов алюминиевых электролизеров М о с к в а "Металлургия” 1980 удк « i j .оз# .2 : ££9. -&'£ -7 УДК 621.3.035.2 . Пpunмодство обожженных анодов 1лмммнневЫ1 злектролиэеров. К о я о д и > Э Х , С в е р д л и н В-A., С а о б о a a Р В. U ., ‘ Металлургия". 1980 (Библиотечка молодого рабочего цветной н е т м и у р п и ). с. 84 Материал во производству обожженных анодов для электролиза алюминия со* брак в книгу впервые. Изложены современные процессы производства обожжен­ ных анодов для алюьюниевы* электролизеров. Приведены эксплуатационные ха* рактеристи ки анодов требования к ним в методы оценки качества. Кюсга предназначена ддя рабочих в мастеров алюминиевой, электротермической, электродной, коксодиш ческой в нефтепере рабатывающей промышленности. Мо­ жет быть полезна при подготовке специалистов во Яфоизводсгву электродной про­ п и ш и т н ти в техникуме а ИГУ. Ил 10. Табл. 11. Ейблиогр. список: 31 назв. Cj к — ------------ 61—8 0 040(01) - 1 0 26030 0 Издательство "Метаялуртя,\ 1910 N ОГЛАВЛЕНИЕ Предисловие . .................................................. ................ ................ ......................... Введение ....................................................*........................... • .................................. I. Факторы, определяющие качество обожженных ано­ дов ...................................................................................... 1. Монтаж и эксплуатация анодов (краткие сведения)................. ............Y . 2. Физические свойства. ............................................................................................ 3. Химические свойства....................................... .................... .. ............. .............. 4. Механические свойства ............................ .......................... ................. 13 5. Теплофизические свойства......................... ...................... ....................................• 6. Форма, размеры и внешний ви д. ......................................................................... 7. Сопоставление свойств и требований к качеству отечественных и зарубеж­ ных а н о д о в .................................................................................... ......................... 8. Хранение и транспортировка. ..................................................... II. Характеристика сырья для производства обожжен­ ных а н о д о в .................... ................................................. 1. Нефтяной кокс замедленного коксования................. ............................ 2. Каменноугольный пек. * . ................................................................... IIL Транспортно-технологическая схема производства обожженных анодных блоков ..................................... ГУ. Подготовка коксового, сырья для производства обожженных анодов .................................. .. ............... 1. Сушка к о к с а ....................................... . . . . ..................................................... 2. Прокалка кокса .................................... ^ .......................................... .. . 3. Аппаратурно-технологическая схема прокалочного у ч а с т к а .......................... Y. Подготовка пека для производства анодов.............. YL Приготовление электродной массы. . . . . . . . . . . 1. Измельчение и классификация углеродистых материалов............................... 2. Составление производственных рецептур и дозирование материалов........... 3. Смешение электродных м а с с ......................... ............................................... .. * YП.Прессование анодных б л о к о в ..................................... 1. Процессы, происходящие при прессовании изделий.......................................... 2. Технология прессования анодных б л о к о в ............................ ............................ 3. Прессовое оборудование . ; ................................................................................. 4. Пуск и эксплуатация вибропрессов ой установки.............. .............................. • Y1II. Обжиг анодов............................................................. % 1. Процессы, протекавши е при обжиге................................................................... 2. Влияние технологичесю!х параметров на качество обожженной продукции 3. Конструкция обжиговых печей............................................................................ 4. Технология обжига анодсю.................................................................................... 5. Пуск обжиговой печи ......................................................................... .. ................ 6. Огнеупорные материалы для печей обжига анодов .................... IX. Основные экономические показатели работы цеха *обожженных анодов ...................................................... X. Техника безопасности................................................... 1. Общие положения.................................................................................................. 2. Правила безопасного ведения технологических процессов.............. .. . . . . Библиографический список....................................................................................... 4* 5 6 б 7 10 14 15 17 19 20 21 23 25 29 29 30 33 43 44 45 51 53 58 58 60 62 63 64 64 66 67 ^ '6 77 78 80 80 81 83 3 ПРЕДИСЛОВИЕ * ШЯ 9?i XXY съезд КПСС определил основные направления развития народно­ го хозяйства .СССР на 1976—1980 гг., в которых особое внимание обра­ щено на динамичное и пропорциональное развитие общественного произ­ водства, повышение его эффективности, ускорение научно-технического прогресса, рорт производительности труда, всемерное улучшение качест­ ва работы во всех звеньях народного хозяйства. В материалах*съезда большое значение предается наряду с механиза­ цией, автоматизацией и модернизацией существующих предприятий быс­ трейшему освоению вводимых в действие мощностей, достижению про­ ектных технико-экономических показателей, росту рентабельности про­ изводства. Эти задачи могут быть решены лишь при работе на высоко­ производительном и экономичном оборудовании и высокой квалифика­ ции обслуживающего персонала. Оборудование и технология изготовления обожженных анодов для электролиза алюминия имеет много общего с оборудованием для произ­ водства других видов электродной продукции. В то же время специфи­ чностью условий эксплуатации обожженных анодов обусловлены и о собые требования к их качеству и технологии производства по сравнению с электродными массами, угольной и графитовой продукцией. Поэтому имеющаяся литература по технологии производства электродных изде­ лии хотя и полезна при изучении техники производства обожженных ано­ дов, но не отражает всех ее особенностей. В настоящей книге авторы попытались изложить в доступной форме основы технологии производства обожженных анодов и дать характерис­ тику основного оборудования. Авторы надеются, что книга будет полез­ ной для повышения квалификации рабочих и мастеров электродного производства и цехов производства обожженных анодов, а также пред­ ставит интерес для работников цехов электролиза алюминия. В 1960 году XI Генеральной конференцией по мерам и весам (ГКМВ) принята Международная система единиц (СИ) и уточнена на последую­ щих ГКМВ. В книге единицы измерения даны в прежних системах, а для пе­ ревода в систему СИ предлагается таблица пересчета (по СТ СЭВ 1052-78). 1 мм рт. ст. 1 к ГС 1 кгс/м* 1 Ом® мм2/м 1 кал 133,3 Па 9,8 Н 9,8 МПа I е 10“* Ом* м 4,1868 Дж ВВЕДЕНИЕ Развитие техники производства'алюминия за последние 10 лет шло в основном по пути применения электролизеров большой мощности с самообжигающимися анодами и верхним токоподводом. В результате уве­ личения единичной мощности таких электролизеров, внедрения более со­ вершенных машин и механизмов для их обслуживания и с вводом в эк­ сплуатацию новых промышленных серий, оснащенных электролизерами с верхним токоподводом, в алюминиевой промышленности значительно повышена производительность труда и снижена себестоимость выпуска­ емого алюминия. Однако при эксплуатации электролизеров с верхним токоподводом и непрерывными самообжигающимися анодами выявлен ряд существенных недостатков этой конструкции. ^Современная зарубежная техника электролитического получения алю­ миния базируется на применении электролизёре» большой мощности с крупногабаритными предварительно обожженными анодами. В настоя­ щее время на основании зарубежного и отечественного опыта определе­ ны следующие основные преимущества электролизере» с обожженными анодами перед электролизерами с непрерывными анодами аналогичной мощности: 1) более низкий удельный расход электроэнергии на производство первичного алюмжия (примерно на 800—1000 кВт*ч на 1 т алюминия) вследствие значительно меньших потерь напряжения в аноде; 2) меньший расход фтористых солей вследствие более низкой интен­ сивности г азовыделения и гидролиза; 3) отсутствие выделений в атмосферу продуктов обжига анодов — смолистых погонов; 4) возможность при наличии укрытия и системы гаэоотсоса и газо­ очистки более эффективной системы улавливания и очистки выделяю­ щихся в процессе электролиза вредных газов и пыли (за рубежом элек­ тролизеры с обожженными анодами, как правило, эксплуатируются без укрытия); 5) возможность значительного повышения единичной мощности элек­ тролизера без ухудшения технико-экономических показателей электро­ лиза вследствие более благоприятного характера распределения магнит­ ного поля и равномерных по всей площади электролизера условий удале­ ния из-под подошвы анодов выделяющихся при электролизе газов. Анализ работы алюминиевой промышленности за рубежом показыва­ ет, что эффективность электролизеров с обожженными анодами может быть достигнута лишь при создании специализированного производства крупногабаритных обожженных анодов. Первое специализированное ав­ томатизированное производство крупногабаритных обожженных анодов, построенное в составе алюминиевого завода с учетом передового техни­ ческого опыта, осваивается в настоящее время на Таджикском алюми­ ниевом заводе. 5 , I. ФАКТОРЫ, ОПРЕДЕЛЯЮЩИЕ КАЧЕСТВО ОБОЖЖЕННЫХ АНОДОВ Jjjr . Требования к качеству обожженных анодов определяются условиями эксплуатации, а также технико-экономическими показателями их произ­ водства и использования для электролитического производства алюми­ ния. Следовательно, чтобы установить качественные характеристики ано­ дов, надо исходить не только из условий наиболее эффективной работы их при электролизе, что весьма важно, но и из того, каким путем и при каких затратах эти характеристики могут быть получены. К сожалению, в настоящее время отсутствует такой показатель качест­ ва анодов, который бы полностью характеризовал их поведение при элек­ тролизе. Поэтому в требования к качеству обожженных анодов входит ряд характеристик, значения которых несколько неодинаковы в стандар­ тах различных фирм. Это можно объяснить как экономическими соо­ бражениями, так и состоянием техники производства и эксплуатации обожженных анодов. Кроме того, имеется ряд свойств, определяемых в исследовательских целях, главным образом при вовлечении новых видов сырья и изменения технологии производства обожженных анодов. 1. МОНТАЖ И ЭКСПЛУАТАЦИЯ АНОДОВ (КРАТКИЕ СВЕДЕНИЯ) В настоящее время известны два типа электролизеров с обожженными анодами, отличающихся конструкцией анодного узла (рис. 1). На прак­ тике в основном применяются электролизеры с периодически сменяемы­ ми анодами; другой тип электролизеров (с непрерывными блочными анодами) пока не нашел широкого применения. Анодный узел состоит из одного или нескольких анодных блоков, подвешенных на алюминиевом анододержателе с помощью стальных ниппелей, залитых в специальные гнезда в аноде расплавленным чугуном. Во время заливки чугуна в ниппельные гнезда при монтаже анодов, а Яр еры с обожженными анодами: :и сменяемыми анодами; б — с непрерывными блочными анододержатель 6 также при их последующей установке на электролизеры происходит тер­ мический удар, вследствие которого на аноде могут образоваться тре­ щины, сколы. Анодный блок может даже расколоться, что приведет к рас­ стройству технологического режима электролиза. Для предотвращения нарушений технологии аноды должны быть достаточно механически проч­ ными и термически стойкими. При электролитическом получении алюминия обожженный анод не только служит для подвода тока, но и участвует в электрохимическом процессе. Основная электрохимическая реакция разложения глинозема сопровождается разрядом ионов кислорода на аноде с последующим окислением углерода анода до СОа и СО. Выделяющиеся анодные газы также взаимодействуют при высокой температуре (950-1000°С ) с угле* родом анода. Эти процессы происходят на рабочей поверхности анода. Кроме того, поверхность.анода, находящаяся выше электролитной кор­ ки, подвергается окислению кислородом воздуха. Указанные реакции окисления углерода анода протекают по уравнениям: ш А130 3 +хС = 2А1+ (2 х -3 )С О + ( 3 —х)СОа; С + С03 ч* 2СО; С + 0 2 ^ С 0 а; 2С + 0 , ** 2СО. В результате неравномерности окисления частив анода кокс из него выкрашивается и переходит в электролит в виде ’’пены”, что ухуДшает процесс электролиза и требует дополнительных трудовых затрат на очист­ ку электролита. Кроме этого, осыпание анода и Окисление боковых и верхних граней приводят к перерасходу анода. Поэтому основным требо­ ванием к обожженному аноду является одинаковая реакционная способ­ ность всех его частиц по отношению к кислороду и углекислому газу (однородность). Следовательно, для обеспечения нормального технологического режи­ ма электролиза обожженные аноды должны быть механически прочными и электропроводными, а также обладать однородностью и химической стойкостью. 2. ФИЗИЧЕСКИЕ СВОЙСТВА Основными физическими свойствами, которые определяются для ха­ рактеристики обожженного анода, являются пористость, истинная и объемная плотность, удельная электропроводность. Все эти свойства вза­ имосвязаны. Пористость мк Различают общую, открытую и закрытую пористость. Весьма важное значение имеет открытая пористость, т.е. наличие пор, выходящих на по­ верхность анода. По этим порам транспортируются газы, образующиеся при электролизе, в результате чего процесс взаимодействия газа с угле* 7 родом переносится в глубь анода. Сумма величин, характеризующих крытую и закрытую пористость, дает величину общей пористости. Общая пористость материала определяется по формуле • ^ о б ш — где Яобщ —общая пористость, %; dK —объемная плотность (кажущаяся), г/см3; d H—истинная плотность, г/см3. Общая пористость зависит от свойств исходного сырья, его грануло­ метрического состава и особенностей технологии (условий смешения и прессования, величины изделия, температурного графика обжига и д р.). Поэтому ее диапазон для промышленных анодных блоков достаточно различных фирм и стран велик ло, лимитируется лишь верхний предел пористости, так как для получе­ ния угольного изделия с малой пористостью требуются специальные тех­ нологические приемы. В то же время значительное уменьшение общей пористости нецелесообразно, ибо при этом уменьшаются упругие свойст­ ва анода, что может привести к его растрескиванию и последующему раз­ рушению при монтаже секций и работе в условиях высоких температур электролиза. ■ Д ля полной оценки внутрипористой структуры материала знание об щей, открытой и закрытой пористости недостаточно. Нужно знать кнут ренине объемы и поверхности пор, их конфигурацию и текстуру. Д ля оп ределения этих показателей пользуются специальными методами исследо вания: ртутной порометрией, методами взаимного вытеснения жидкое тей, низкотемпературной адсорбции газом, воздухопроницаемости и микроструктурным анализом. Эти свойства изучают, как правило, лишь при проведении поисковых исследований; методики этих исследовании описаны в специальной литературе. Здесь целесообразно остановиться лишь на определении двух показателей —газопроницаемости и размеров открытых пор. В настоящее время показатели газопроницаемости обожженных ано­ дов введены в действующие технические условия, но пока не регламен­ тированы окончательно. Газопроницаемость определяют путем измере­ ния потока.воздуха, пропускаемого под давлением 200 м м вод. ст. через образец диаметром 36 мм и высотой 40 мм. Результаты определения га­ зопроницаемости различных образцов анодов, выполненные по отечест­ венной методике, показывают, что величина этого показателя меняется в широких пределах —от 0,17 до 6,07 см2/Мин. При этом чем меньше газо­ проницаемость анода, тем лучше его свойства, особенно химическая (осыпаемость в токе С 02) и электрохимическая стойкость. Величина газопроницаемости может служить косвенной характерис­ тикой содержания открытых пор в теле анода. Однако этого показателя недостаточно для полной характеристики качества анода, так как откры­ тые поры могут отличаться по своим размерам. 8 Если электрод рассматривать как углеродистое тело, прошва» wu то пои малых плотностях тока процесс будет определяться гои достаточно больших плотностях крупными по рельефом, который образуют отдель рами, а в конечном НЫДля)определения размера открытых пор и распределения пор по раз­ мерам применяются методы порометрии. В отличие от порометрии, рекомендуемого фирмой "Пешинэ (Pehine), в ВАМИ отра­ ботан более простой метод взаимного вытеснения жидкостей. Для этого метода не требуется сложная аппаратура и значительно улучшаются усло­ вия труда экспериментатора. К недостаткам его следует отнести меньццш диапазон измеряемых Пор (> 1мкм) по сравнению со ртутной порометрией (50^35* 10s нм). По этой методике определено, что содержание открытых пор в образ­ цах промышленных анодов изменяется в пределах от 6,63 до 14,UW>, не­ смотря на относительно незначительные изменения °бшРи пористости (22,6 — 25,7%). Интересно отметить, что наибольшую долю (58 —ЬчяЬ) в общем объеме открытых (транспортных) пор составляют поры 3 - 6 мкм. Исследованиями, выполненными в ВАМИ, показано, что с увеличени­ ем объема открытых пор повышается раход анода при электролизе и по­ нижается величина обратной эд .с. При этом на величину расхода анодов оказывает влияние в основном объем той части транспортных пор, которые имеют размеры 26 - 80 мкм. Химическое взаимодействие анода с углекислым газом определяется в большей степени содержание^ тран­ спортных пор небольшого размера - менее 10 мкм. Таким образом, для получения анодов высокого качества необходимо обеспечить формирование пористой структуры материала, исключающей образование большого количества открытых пор и внутренних дефек­ тов (раковин, крупных замкнутых пор). Объемная и истинная плотность Объемная плотность является характеристикой, необходимой для рас­ чета общей пористости, но имеет и самостоятельное назначение - харак­ теризует анизотропию свойств анодного блока. Практика показывает, что плотность изделия возрастает от центра к периферии. Объемная пло­ тность промышленных анодов лежит в довольно узких пределах (1 ,э —1,6 г/см3) ; (пикнометрическая) плотность зависит от вида сырья и II ловий термообработки сырья и анодов. В связи с тем что ее велю входит в расчет пористости, а изменение плотности при постоянстве сы­ рья и технологии невелико, в стандарты на обожженные аноды-истинную плотность, как правило, не вносят. Сопоставление величин истинной отработке технологии Г .1 представляет интерес или при сравнении свойств анодов разных заводов различными 1 5 1 Истинная плотность материала анодов устанавл отечественной практике она определяется в соответствии ГОСТ 3278-62 на средней пробе массой 2 -3 г, измельченной до 0,25 м 9 .у .? ш # % .У и отобранной из образцов, подвергнутых испытанию на механическую прочность. В качестве пикнометрической жидкости применяется спиртректификат или гидролизный спирт (СТУ 57227—64); удаление возду­ ха из пикнометра с внесенной навеской материала достигается кипяче­ нием спирта.' Истинная плотность промышленных анодов имеет неболь­ шие пределы (2,04 —2,10 г/см3) . Удельная электропроводность Удельная электропроводность (или используемая в литературе обрат­ ная ей величина —удельное электросопротивление) является важной эк­ сплуатационной характеристикой. Повышение удельной электропровод­ ности позволяет уменьшить падение напряжения в аноде, а следовательно, либо повысить силу тока на электролизере, либо увеличить междуполюсное расстояние, т.е. повысить производительность электролизера. Методы измерения электропроводности, применяемые в СССР и за рубежом, заключаются в измерении падения напряжения на определен­ ном участке образца анода при прохождении через него постоянного тока. Отечественная методика отличается от зарубежных размерами опытного образца, конструкцией вилки дня подвода тока и способом прижима ее к образцу. В отечественной практике принимается длина образца 100 мм и диаметр 36 мм, а расстояние между концами вилки 50 мм. Общий недостаток всех известных методик — измерение падения на­ пряжения при комнатной температуре, что не соответствует падению на­ пряжения в промышленном аноде, так как электропроводность угле­ графитовых материалов имеет сложную температурную зависимость. Таким образом, удельное электросопротивление может служить лишь ус­ ловной характеристикой электрических свойств анода. Как ясно из сказанного, необходимо стремиться к максимальной электропроводности анода, однако достичь значительного ее увеличения можно лишь при использовании специальных видов углеродистого сырья и усложнении технологии. При этом улучшение показателей работы элек­ тролизера не покроет дополнительных затрат. Поэтому удельное элек­ тросопротивление (регламентируемое ГОСТом) дащ анодов некоторых фирм достигает 70 — 80 Ом*мм2/м , хотя с точки зрения эксплуатации эта величина не должна превышать 60 - 65 Ом «мм2/м. 3. ХИМИЧЕСКИЕ СВОЙСТВА При электролитическом Получении алюминия на поверхности и в теле анода проходят сложные электрохимические и химические процессы. В результате воздействия кислорода на материал анода (а при определенных. условиях также фтора и вторичных газов —окиси углерода и углекисло­ го газа) при наличии анодного потенциала в условиях высоких темпера­ тур и контакта анода с криолито-глиноземным расплавом часть углерода анода переходит в газовую фазу, а часть осыпается в пену; примеси пере­ ходят либо в расплав, либо также в газовую фазу. Все это приводит к пе­ рерасходу анода, загрязнению получаемого алюминия, ухудшению уело- вий. труда, а некоторые примеси могут значительно ухудшать технологи­ ческое состояние- электролизера. ' Поэтому из химических свойств наиболее важными являются количест­ во и состав примесей, а также химическая стойкость анодов. Зольные примеси Несмотря на то что для изготовления обожженных анодов использует­ ся малозольное углеродистое сырье, в их составе обнаруживаются золь­ ные примеси. Промышленные образцы анодов содержат золы 0,32—1,30%. Такие широкие пределы содержания золы в аноде определяются различ­ ными факторами. Основным источником минеральных примесей в аноде является зола, содержащаяся в исходном сырьё (кокс, п ек ), зола, кото- [ X рая попадает в анод вместе с возвратами производства, в основном с анодными огарками, и зола, внесенная в анод при его изготовлении, на­ пример при истирании огнеупорной футеровки прокалочных и обжиговых ' печей, при хранении и транспортировке сырья и т.п. Если минеральные примеси из первых двух источников можно контролировать и регулиро­ вать, то из третьего можно учесть только в готовом продукте. В состав минеральных (зольных) примесей могут входить главным образом железо, кремний, алюминий, щелочные и щелочноземельные ме­ таллы, а также тяжелые металлы (ванадий, хром, титан и марганец). Все эти примеси можно условно разбить на четыре группы: 1) индифферен­ тные, т.е. не оказывающие существенного влияния на процесс электроли­ за и качество металла (к ним относится алюминий); 2) не ухудшающие процесс электролиза и качество получаемого алюминия, но увеличива­ ющие расход анода за счет каталитического действия (к ним относятся щелочные и щелочноземельные металлы)1; 3) улучшающие некоторые характеристики катодного металла, но на процесс электролиза и расход анода заметного влияния не оказывающие вследствие малого их содер­ жания (характерными являются примеси тяжелых металлов, даже не­ большие количества которых резко снижают электропроводность алюминия); 4) ухудшающие качество алюминия и повышающие расход ано­ да (к ним относятся железо, снижающее коррозионную стойкость и плас­ тичность алюминия и повышающее реакционную способность анода, а также кремний, уменьшающий теплопроводность алюминия, пластич­ ность и коэффициент линейного расширения и увеличивающий предел прочности). Таким образом, наиболее вредными примесями являются железо, кремний, тяжелые металлы и калий. Содержание железа и кремния дол­ жно составлять не более 0,15%, а сумма тяжелых металлов — не более 0,015%. Железо и кремний поступают в основном с золой сырья, а также при транспортировке, хранении и переработке сырья. Ванадий поступает ■ При этом необходимо отметил», что соединения лития в электролите улучшают технико-экономические показатели электролиза, а соединения калия, накапливаясь в электролите, усиливают разрушение углеродистой футеров ки электролизера. 11 в основном из аппаи коксами, а обожженных Содержание золы в аноде нормируется в зависимости от сорта полу­ чаемого алюминия. Для получения алюминия высших сортов используют обожженные аноды, изготовленные на чистом коксе, без добавок анод­ ных огарков в шихту. В анодах высшего сорта регламентированное со­ держание золы не должно превышать 0,6%, а первого сорта 0,9% (ТУ 48-5148—76). Установленные в отечественной практике нормы содержания золы соответствуют требованиям мировых стандартов. Однако до насто* времени несмотря входящих поступления в алюминий примесей железа и кремния как из глинозема так и из анодов одинакова. / Содержание серы ■ вредная примесь в анодах. В процессе электролиза Сера переходит в газовую фазу в основном в виде окислов. Некоторые зару­ бежные исследователи обнаружили в отходящих анодных газах довольно вредные серусодержащие соединения, такие как сероводород, сероу­ глерод. Следовательно, требуется тщательное улавливание анодных газов и очистка их. Кроме того, наличие серы в аноде приводит к снижению выхода по току, а также к повышенной коррозии стальных деталей анод­ ного узла электролизера, а значит, и к увеличению содержания железа в катодном алюминии количеством в основ•наполнителе. В связи с тем что для используются нефтяные коксы, полученные из тяжелых нефти, содержание серы в анодах может достигать 2,5%. Как правило, малосернистые коксы дефицитны; сернистые же коксы весьма дешевы. В отечественной промышленности для производства обожженных анодов применяются коксы с содержанием серы не более 1,5%. Химическая стойкость Материал анода по своей химической активности не является гомоген­ ным (однородным), поэтому на практике происходит избирательное окисление более активных частиц и осыпание в электролит менее актив­ ных. Для оценки качества анода определяют его окисляемость, т.е. коли­ чество углерода, перешедшего в газовую фазу, осыпаемость, т.е. коли­ чество углерода, осыпавшегося в виде твердых частиц, и разрушаемость, т.е. общую убыль массы образца, являющуюся суммой двух предыду­ щих величин. Этот метод принят в СССР в качестве стандартного. Для определения химической активности анодов и поведения их при электролизе известны разные методики. Наиболее правильным, казалось бы, является проведение электролиза с испытуемым образцом в лабора­ торной ячейке. Это позволяет почти полностью создать условия, близкие к промышленным. Однако сложность эксперимента с криолито-глино12 земным расплавом, необходимая длительность опыта для получения за­ метного расхода анода и некоторые технические трудности не позволяют использовать эту методику для оценки качества анодов. Для упрощения методики при сохранении условий электрохимическо­ го окисления проводят электролиз с образцом анода в водном растворе щелочи. Сопоставление результатов такого Электролиза с электролизом в расплаве указывает на качественную их взаимосвязь, хотя известны и большие расхождения. , Этот метод часто применяют в исследовательских целях. Однако он отражает лишь одну сторону процесса — электрохимическое окисление, не учитывая взаимодействия анода с углекислым газом и кислородом воздуха в условиях высоких температур. Поэтому этот метод также не­ льзя применять в качестве контрольного. Обычно химическую •активность анода определяют методом окисле­ ния образца при высоких температурах в газовом потоке. В качестве окислителя используют либо кислород воздуха, либо углекислый газ. Канадская фирма "Алкан” (Alkan) для характеристики химической стойкости анодов применяет метод окисления на воздухе. Однако, по данным канадских специалистов, скорость окисления на воздухе не свя­ зана со скоростью расхода анода при электролизе. Кроме того, она недос­ таточно характеризует химическую стойкость анода. Поэтому использо­ вать скорость окисления анода на воздухе для оценки качества анодов нецелесообразно. В СССР принята в качестве стандартной для оценки химических свойств обожженных анодов методика (по ТУ 48-5-148—76) определе­ ния окисляемости и осыпаемости анодов в токе С 02. 4. МЕХАНИЧЕСКИЕ СВОЙСТВА В промышленных условиях анод испытывает два вида механического воздействия —сжатие и изгиб. Первое вызвано термическим расширени­ ем анодного ниппеля с чугунной заливкой и зависит от температуры и размеров этого узла, второе объясняется тем, что анод представляет со­ бой балку, подвешенную на одной или нескольких опорах. Величина воз­ никающих сил зависит от размеров анодов и места расположения ниппе­ лей. Для характеристики механических свойств анодов определяют преде­ лы их прочности при сжатии к изгибе, а также модуль упругости (модуль Юнга). Зная эти величины, можно предотвратить разрушение анодов в процессе монтажа секций и эксплуатации. В связи с тем что прочность угольных изделий зависит от применяемого сырья и технологии изгото­ вления, а возникающие усилия — от размеров и конструкции анодных секций, браковочные показатели механических характеристик для раз­ ных анодов могут различаться в значительной степени. Наиболее важным показателем, применяемым практически во всех стандартах, является временное сопротивление при сжатии. В отечествен­ ной практике для оценки механических свойств анодов используют вели­ чину временного сопротивления при сжатии образца анода (кубик 40Х40Х .13 ' Х40 мм или цилиндр диаметром 36 мм и высотой 40 мм) . По этому по­ казателю прочность отечественных анодов находится на уровне зарубеж­ ных (300 —400 кг с/см2) . Для определения временного сопротивления при изгибе канадская фирма ’’Алкан” (Alkan) применяет метод ’’нагрузка на четыре точки” . Нагрузка на образец 50x50x400 мм прилагается медленно, с равной ско­ ростью, деформация записывается при интервалах 10 кг до появления трещины, i, Механическая прочность промышленных анодов лежит в довольно ши­ роких пределах. Так, временное сопротивление при сжатии изменяется от 200 до 400 кгс/см2, при изгибе — от 60 до 130 кгс/см2, а модуль упруЯ гости —от 550 до 950 кгс/мм . Переход на крупногабаритные аноды в отечествешюй промышленнос­ ти, вероятно, также потребует определения временного сопротивления при изгибе. Исходя га мировой практики и результатов отечественных исследовании, можно рекомендовать следующие предельные величины: временное сопротивление при сжатии не менее 320 кгс/см2, при изгибе — не менее 80 кгс/см2, модуль Юнга 700 —800 кгс/мм2. ря 5.ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА При замене анодов на электролизере новый анод, имеющий температу­ ру цеха, сразу же или после непродолжительного нагрева на борту ванны помещают в электролит. Его температура резко повышается до 900 — 1000°С, что иногда (в зависимости от теплофизических свойств и раз­ меров анодов) приводит к появлению трещин, а в дальнейшем —к раз­ рушению анодов. ^ .... Отечественная алюминиевая промышленность до последнего времени использовала малогабаритные аноды, и случаи их растрескивания были единичными, поэтому тепло физические свойства анодов не изучали. Передовые зарубежные фирмы, производящие и потребляющие крупнога­ баритные аноды, изучают их теплофизические свойства — коэффициент теплового расширения, удельную теплопроводность и коэффициент теп­ лового удараV ... — • “ Коэффициент теплового расширения измеряют дилатометрическим методом при 20 —950°С на образцах диаметром 20 мм и длиной 70 мм. Теплопроводность по методике фирмы ” Алкан” (Alkan) определяет­ ся сравнительным методом с помощью прибора, созданного фирмой ’’Динатекс корпорейшн” (Dinatex Corp.). Исследуемый образец помеща­ ют между двумя идентичными эталонными дисками с известной теплопроводностью. Теплопроводность рассчитывают по разнице установив­ шихся температур для исследуемого и эталонного дисков. • Тепловой удар определяют по канадской методике на образце —дис­ ке диаметром 40 мм и толщиной 6 мм. С определенного расстояния в центр диска направляют резкое пламя пропано-кислородной горелки. Величина горелки и пламени, а также скорость потока пропана и кисло­ рода к горелке стандартизированы. Для определения коэффициента теп• 14 Ы • ш ш ш ш ш н лового удара измеряют время, необходимое для образования трещины в образце при быстром его нагревании. По мнению канадских специалистов, для максимального сопротивле­ ния растрескиванию при тепловых нагрузках анод должен иметь высо­ кую теплопроводность и нюкий коэффициент теплового расширения. В табл. 1 приводятся требуемые теплофизические свойства по данным канадской фирмы ’’Алкан” (Alkan) и японской фирмы ’’Атака” (A taka). Т А Б Л И Ц А 1. ТЕПЛОФИЗИЧЕСКИЕ СВОЙСТВА АНОДА Удельная теплопроводность, Вт/ (м* ° С ) ..................................... * Коэффициент теплового удара, с 4,5 - 6,0; 4 (ш и) >65 . 8 Нет сомнения, что уже в ближайшее время потребуется определение теплофизических свойств анодов, как это делают за рубежом и в Совет­ ском Союзе для других электродных изделий. Исследования показали, что отечественные углеродистые материалы имеют коэффициент линейного расширения в диапазоне температур 180 — 1820°С, равный примерно 7,2-10~6/°С, а теплоемкость этих материалов при изменении температуры от 100 до 1000°С меняется от 0,187 кал/ (чХ УгС) до 0,356 кал/(чв°с5. 6. ФОРМА, РАЗМЕРЫ И ВНЕШНИЙ ВИД Форма и размеры анодов определяются конструктивными характерис­ тиками электролизеров, а также стремлением получить оптимальные ве­ личины расхода анода, падения напряжения в анодном узле при минима­ льных трудовых затратах на монтаж и эксплуатацию анодов. Для наибо­ лее рационального использования площади электролизера и достижения его максимальной производительности аноды изготовляют прямоуголь­ ной формы (точнее, в форме призмы с усеченной верхней частью и с фас­ ками по вертикальным граням). Это позволяет получить наибольшую площадь анодного массива, а следовательно, и силу тока, приводит к уменьшению массы огарка, а значит, и общего расхода анодов. В верхней части блока делают ниппельные гнезда. Форма гнезд — цилиндрическая или прямоугольная —определяется применяемым методом монтажа сек­ ции: при заливке ниппеля чугуном во избежание участков концентрации напряжений и трещин принимают цилиндрическую форму ниппельного гнезда; при заделке ниппеля углеродистой пастой для упрощения этой операции и улучшения качества контакта ниппельные гнезда делают прямоугольной формы. Число ниппельных гнезд и их расположение зависят от силы тока, приходящейся на один анод, и его размеров. И число гнезд, и их расположе15 Ш[ I ' _ Ал* ние должно обеспечивать равномерное распределение тока по аноду и мианодном узле. Все это определяют электролизера анода и расчета электрического баланса электролизера. Большое влияние на расход анодов при электролизе и затраты труда на обслуживание электролизеров, а также на монтаж и демонтаж анод­ ных секций имеют размеры анодов. Так, с увеличением размеров анодов уменьшается удельная площадь боковых поверхностей, подвергающихся окислению как анодными газами, так и кислородом воздуха. При ис­ пользовании крупногабаритных анодов значительно упрощается монтаж секции и улучшается глубиной ниппельного « анода. Однако увеличение высоты анода приводит к укрупметаллоконструкции электролизера, а также к увеличению напряжения обожженных выпускаемых различных странах. Анализ отличаются поставляются инструкция электролизера, тем крупнее аноды, зарубежные фирмы "Алкан" (A lkan), "Алюсюис Пешинэ цах, пущенных в эксплуатацию в последние годы, аноды длиной шириной 0,50 —0,75 м и высотой 0,50 —0,60 м. длины и ширины сомнения, однако никои производства анодов. Высота анодов зависит от ряда оптимальную величину определяют в каждом ходя ошиновки. Для струкций 530 мм. ОБОЖЖЕННЫХ АНОДОВ Страна, фирма, завод Швейцария, фирма ’’Алюсюис” . СРР, завод ’’Слатина” .................... ГДР, завод ’’Бйттерфельд” . . . . Франция, фирма ’’Пешинэ” Англия, фирма ’’Бритиш алюми­ ниум К ” (British Alumini­ um С о).......................................... £ Япония, фирма "Шова Денко” Норвегия, фирма ’’Ардал” . . . . Австралия, фирма ’’Алкан Аустрэлия” (Alkan A ustralia)............ Великобритания, фирма ’’Алкан” (Alkan) . » * * I Высота 1000 500 530 320 520 500 470 500 400 1450 1360 440 750 550 700 500 525 500-600 500 1422 660 508 740 380 620 610 1000 1422 Следует иметь в виду, что при больших отклонениях от допускаемых размеров затрудняется монтаж секций и ухудшаются условия эксплуата­ ции анодов. Так, в связи с тем что замена анодов на электролизерах про­ изводится по постоянному графику, при плюсовом допуске на высоту увеличивается масса огарка, а при минусовом возможно оплавление нип­ пеля, а следовательно, снижение сортности получаемого металла. , В СССР выпускаются аноды трех типоразмеров — А,Б и В, размеры допусками приведены ниже в А Длина, мм................. 550£JJ Ширина, м м .............. 500* 10* Высота, м м ........... .510*15; 470±15 650^J£ 550*10 530*15 1450±10 700*5 600*10 Аноды типа А высотой 470 мм выпускаются Днепровским электрод-, ным заводом; Новочеркасский электродный завод выпускает аноды ти­ па А высотой 510 мм и типа Б (методом вибропрессования), а аноды ти­ па В выпускаются Таджикским алюминиевым заводом. Это указывает на то, что создание специализированного производства с современным оборудованием позволяет уменьшить абсолютную величину допусков, несмотря на значительное увеличение габаритов анода. Перед поставкой потребителю аноды подвергает внешнему осмотру контролер ОТК, проверяя при этом, очищена ли поверхность блоков и ниппельных гнезд от прикоксовавшейся засыпки. Одновременно опреде­ ляют количество и размеры трещин, сколов и выпеков, в зависимости от чего аноды разбраковывают/Требования к разрушениям поверхностей анодов записаны в отечественные технические условия. Зарубежные фирмы также регламентируют допускаемые разрушения поверхностей анода, хотя количество и размеры трещин и сколов могут отличаться от требований отечественной промышленности. Но во всех случаях обращается внимание на недопустимость трещин и сколов в рай­ оне ниппельного гнезда, ибо эти участки испытывают наибольшие меха­ нические воздействия. / , •' i *. 7. СОПОСТАВЛЕНИЕ СВОЙСТВ И ТРЕБОВАНИЙ К КАЧЕСТВУ ОТЕЧЕСТВЕННЫХ И ЗАРУБЕЖНЫХ АНОДОВ Нормы качества анодов устанавливают исходя из свойств сырья, сос­ тояния технологии производства анодов, их размеров и условий эксплу­ атации. В отечественной промышленности необходимые нормы записаны в технические условия на обожженные анодные блоки для алюминиевых электролизеров ТУ 48-5-148—76, изготавливаемые ка малозольных и ма­ лосернистых (с содержанием серы до 1,5%) коксов и каменноугольных электродных пеков. ■" ______ ___ По физико-химически^ и механическим показателям качества и сос­ тоянию внешней поверхности изготовляемые обожженные анодные бло­ ки различают двух сортов :| АБ -0 —анодные блоки высшего сорта и АБ-1 — анодные блоки первого cotoa. Нормируемые свойства блоков приведены V A U A PK ! 1 1 W тшттшяя ■ 17 в табл. 3, где для сравнения даны стандартизованные показатели ка чества анодов некоторых передовых зарубежных фирм. Т А Б Л И Ц А 3. ПОКАЗАТЕЛИ КАЧЕСТВА ОБОЖЖЕННЫХ АНОДОВ I !----------------------------------------------------------- ! 1 СССР [ Наименование показателей _____ | | | А f _ Б - 0 I А Б - 1 Канада, Франция, Япония, фирма ”Ал фирма ” Пе- *’Атака” э > кан” шинэ фирма | Пористость, % . . .<25 <26 Удельное электро­ сопротивление, Ом° мм*/м . , . . . < 60 <65 <60 Механическая про­ чность на сжатие, кгс/см2 . . . . . . .^320 >250 >350 Содержание зо­ лы, %..................... <0,6 <0,9 Окисляемость в токеС02, мг/ (см1° ч)...........<90 Не нормир Осыпаемость в TOKeC0lt . мг/ (см3 ®ч)...........<50 То же Газопроницае­ мость, м2 . . . . . <1о 10’ 12 < 3 ° 10“ 1а <26 23±2 <65 50±10 > 320 500±100 <0,3 0,5±0Д 30-35 4 —11 Приведенные данные показывают, что отечественные аноды высшего сорта находятся на уровне качества изделий передовых зарубежных фирм. Отличие в показателях окисляемости и осыпаемости в токе С 0 2 обусловливается не только свойствами самих анодов, но и неодинако­ востью методик определения этих свойств. Поэтому большой интерес для объективного сопоставления качества анодов представляет изучение их свойств по единым методикам. Такую работу провели в ВАМИ. Были проанализированы образцы промышленных анодов различных зарубеж­ ных фирм, поставленных по импорту в СССР в течение 1968 — 1974 гг. Данные приведены в табл. 4; здесь же приведены, данные и для отечест­ венных блоков. Было определено больше свойств, чем предусмотрено техническими условиями, по методикам, применяемым в ВАМИ Вели­ чину показателей устанавливали как среднеарифметическую для 20 об­ разцов; относительная погрешность не превышала 3%. Проведенные в табл. 4 данные показьюают, что по таким важным ха­ рактеристикам, как осыпаемость в токе С 02 и селективность окисления, отечественные аноды уступают зарубежным. Опыт промышленной экс­ плуатации зарубежных анодов на наших заводах также показал, что отечественные аноды характеризуются большим удельным расходом и повышенной осыпаемостью по сравнению с японскими, американскими и некоторыми другими зарубежными анодами. Это говорит о том, что в дальнейшем необходимо стремиться к усовершенствованию техноло­ гии производства анодов, чтобы добиться предельной величины осыпае­ мости в токе С02 не более 20 мг/ (см2 *ч). is 1 СВОЙСТВА ОБРАЗЦОВ ПРОМЫШЛЕННЫХ ОБОЖЖЕННЫХ АНОДОВ Наименование по казателей 1972 г. 1973 г. ..................................................................... СССР, л 1968 г. 1973 г.| 1974 г. 1968 rjl9 6 8 г.|1973 1 .1973 г. ....................-* Объемная плот­ ность, г/см3. . . .1,59 Истинная плот­ ность, г/см3. . . .2,091 Общая порис23,4 тость, % Содержание от­ крытых пор, %. . 7,26 Газопроницае­ мость, см1/ мин .0,63 Удельное элек­ тросопротивле­ ние, Ом® мм3/м .60 Временное со­ противление при сжатии, кгс/см3 ............ .387 Окисляемость в токе СОа, мг/ (см3° ч) . . . 119 Осыпаемость в токеСОа, . мг/(см3вч) . . . .8,6 Селективность окисления, %. . . 7,2 Расход при элек­ тролизе в распла­ ве электролита, г/ (А® ч)‘ ........... . 0,120 Обратная эд£., В . 1,72 Содержание зо­ лы ^ . 0,78 Содержание се­ ры, %................. 1,40 1ГДР, Швейцария ФРГ США, Япония, - 1,59 1,61 1 -» 1,52 2,055 2,058 2,079 2,089 1,58 1,5 7 2,075 2/375 Щ 1,56 147 2,084 2,041 * 23,8 22,6 26Д 23,5 22,7 24,4 6,63 — 7,92 8,02 14,90 8,63 25,а 22,8 — м 9,0 Ф 0,17 6,07 0,26 0Д2 1,9 0,44 0,57 0,94 45,4 79,4 59,2 64,9 71,8 59,1 55,2 56,3 375 207 356 305 238 384 378 392 112 108 124 33 100 109 103 54,0 6,0 26,6 28,0 6,2 38,0 12/) 14,0 37,0 5,4 24,0 23,0 19,0 38/) 11,0 13,6 68.0 0,128 1,70 0,135 0,110 0,123 1,64 1,80 1,75 0,130 0,135 1,65 1,78 0,121 0,129 1,78 1,70 0,70 0,38 0,30 0 3 2 0,43 1,30 0,46 0,35 1,20 2,22 1,32 1,42 „ 0,56 1,38 U4 0,82 8%ХРАНЕНИЕ И ТРАНСПОРТИРОВКА При хранении и транспортировке необходимо обеспечить услов1 предотвращающие повреждение, загрязнение и увлажнение анодов. П< тому анодные блоки должны храниться в сухом хорошо защищенном дождя и снега помещении. Высота штабеля, в который укладывают ai ды, определяется условиями техники безопасности. Так, отечественн блоки типа А и Б укладывают в штабель не более пяти рядов, а типа I штабеле должны находиться одной 19 Обожженные аноды транспортируются в чистых закрытых вагонах. В случае использования открытых вагонов аноды следует укрывать во избежание их увлажнения. Укладка анодных блоков в вагоне должна исключать их механические повреждения и обеспечивать потребителю возмож­ ность механизированной разгрузки. Каждая отгрузочная партия снабжается сертификатом или другим со­ проводительным документом, в котором указываются отгрузочные дан­ ные и показатели качества в соответствии с принятым стандартом. В связи с тем что результаты исследования в лабораторных условиях образцов промышленных анодов не позволяют с высокой достовернос­ тью предсказать их поведение в условиях эксплуатации, окончательное решение о внедрении новых видов сырья или изменений технологии про­ изводства принимается после проведения опытно-промышленных испы­ таний. Испытуемые партии в зависимости от числа анодов в них класси­ фицируются на опытные (до 30 анодов) и опытно-промышленные (более 30 анодов). Опытные и опытно-промышленные партии анодов, прибыв­ шие на завод-потребитель, разгружаются, складируются и хранятся от­ дельно от рядовых. Приемка этих партий анодов производится в присут­ ствии представителя ОТК завода. II. ХАРАКТЕРИСТИКА СЫРЬЯ ДЛЯ ПРОИЗВОДСТВА ОБОЖЖЕННЫХ АНОДОВ Как и все электродные изделия, аноды изготовляют на основе пекококсовых композиций, т.е. из смеси пека (связующего) и кокса (на­ полнителя) . В качестве добавок в шихту используют огарки анодов пос­ ле очистки от электролита и чугунной заливки, а также бой брака зеле­ ных заготовок и блоков после обжига. Связующее — каменноугольный пек —применяется различной температуры размягчения. Проводятся так­ же работы по использованию нефтяного связующего, полученного путем специальной обработки тяжелых остатков нефти. Однако промышленно­ го применения в СССР этот вид связующего в настоящее время не имеет. Наполнителем может быть пековый или нефтяной кокс. Пековый кокс вследствие большей его стоимости и меньшего объема производ­ ства не получил широкого распространения для изготовления обожжен­ ных анодов; основным коксовым сырьем служит нефтяной кокс. Нефтя­ ные коксы классифицируют по методам коксования в основном на ку­ бовые и замедленного коксования, а также в зависимости от природы исходных нефтяных остатков — на крекинговые и пиролизные. Практи­ чески обожженные аноды можно получать из нефтяного кокса любого вида, однако кубовые коксы, производимые в небольших объемах и об­ ладающие специфическими свойствами, используют в основном для про­ изводства графитированной продукции. Таким образом, основным видом сырья в мировой и отечественной практике является нефтяной кокс, получаемый на установках замедлен­ ного коксования. Исследуют также возможность применения в качестве 20 наполнителя коксов, полученных из продуктов термическом обработки бурых и сланцевых углей. Однако эти коксы также не доведены до про­ мышленного внедрения. 1. НЕФТЯНОЙ КОКС ЗАМЕДЛЕННОГО КОКСОВАНИЯ Нефтяной кокс является продуктом коксования тяжелых остатков, получаемых при переработке нефти. Сущность процесса замедленного коксования состоит в следующем: предварительно нагретое до 495 — 520°С сырье закачивают в необогреваемые изолированные снаружи р е а к ­ торы, где коксование идет за счет аккумулированного сырьем тепла. Нефтяной кокс замедленного коксования в цехах производства обож­ женных анодов применяют как в ’’сыром” (непрокаленном), так и в прокаленном состоянии. Нефтяные малосернистые коксы замедленного» коксования (ГОСТ 15833—70) выпускаются трех марок: % КЗ-25 —кокс, размеры кусков которого более 25мм, I и II сортов; - .§ КЗ-6 —то же, от 6 до 25 мм; КЗ-0 —тоже, до 6 мм. I щ Алюминиевая промышленность использует для производства анодов в^ основном кокс марки КЗ-25 I и II сортов —так называемый электродный кокс. Однако при дефиците электродного кокса применяют КЗ-6 и КЗ-0, а также суммарный или валовой кокс, т.е. не классифицированный по маркам. Нефтяные малосернистые коксы замедленного коксования должны удовлетворять требованиям, указанным в табл. 5. } Т А Б Л И Ц А 5 .ТРЕБОВАНИЯ К НЕФТЯНЫМ КОКСАМ ЗАМЕДЛЕННОГО КОКСОВАНИЯ Нормы для марок .... . КЗ-25 / Наименование показателей $£La1 ** r w' - Ли I сорт Содержание рабочей влаги;%, не более..................................................... Выход летучих вешесгв, %, не более..................................................... Содержание золы, %, не более . . . . Содержание серы, %, не более........... Содержание мелочи, %: куски меньше 25 мм, не более . . куски меньше 6 мм, не более. . . Истинная плотность после прокали­ вания при 1300°С в течение 5 ч, г/см *,Не менее.................................... II сорт 3 3 7 0,5 1.5 9 0,6 1,5 9,5 0,7 1,5 10 ЯНЕ* . . . . КЗ-0 КЗ-6 3 10 . 3 10 0,8 13 _ 25 ' .L.' —•• щ 1 2,08 2,08 21 Необходимо отметить, что показатель содержания рабочей влаги не является браковочным признаком и служит для расчета с потребителем. Его величина зависит от условий хранения и транспортировки и может достигать даже более 10%. Кроме того, существующий стандарт предус­ матривает определение механической прочности кокса к содержания в нем кремния, железа и ванадия. ’ Сопоставление требований отечественного стандарта с требованиями ряда зарубежных фирм показывает, что за рубежом допускается содер­ жание летучих в коксе до 12 - 15%. Однако это объясняется не худшим качеством кокса, а различием методик определения летучих веществ. Ис­ следования, проведенные в ВАМИ, показали, что содержание летучих ве­ ществ в коксе отечественных заводов может достигать (в зависимости от вида кокса) 12 - 17%. Следует подчеркнуть, что вследствие разности температур определения летучих по ГОСТ 15833 - 70 и при фактической температуре прокалки (850 и 1200 - 1300°С соответственно) выход ле­ тучих при промышленном прокаливании будет на 2 —3% выше указанно­ го в ГОСТе и формулируемого в сертификатных данных при поступле­ нии кокса потребителю. Это следует учитывать при расчете прокалочных установок и потребности в коксовом сырье для производства обожжен­ ных анодов. Особое влияние на качество алюминия имеет содержание золы, серы и примесей тяжелых металлов (ванадия, титана, хрома и марганца) в электродном коксе, так как качество товарного алюминия определяется содержанием металлических примесей и увеличением их в обожженных анодах свыше допустимых пределов приводит к снижению сортности вы­ пускаемого металла. Поэтому некоторые зарубежные фирмы предъявля­ ют более жесткие требования как к общему содержанию золы (вплоть до 0,25%), так и вредных ее составляющих (железа, кремния, ванадия, никеля). Содержание серы в основном допускается не более 1,5%. Кроме того, для определения качества ’’сырого” кокса иногда исполь­ зуются и Другие характеристики, такие как пикнометрическая плотность 03 1,4 г/см ), насыпная плотность (фракция 1,4 — 2,4 мм должна иметь насыпную плотность 0,61 — 0,72 к г/м 3), удельное электросопроти­ вление (не более 3,7 • Ю10Ом *м м 2/м ) и др. В то же время показатель ис­ тинной (пикнометрической) плотности после прокаливания использует­ ся, как правило, для характеристики прокаленного кокса. Кроме того, в процессе прокаливания предусматривается снижение влажности до 0,15% и удельного электросопротивления до 160 Ом*мм2/м повышение насып­ ной плотности той же фракции до 0,75 —0,88 к г/м 3, а истинной плотнос­ т и - д о 2 ,0 4 - 2 ,1 2 г/см 5. I Д ля производства обожженных анодов используется в основном неф­ тяной кокс (пикнометрической плотностью не менее 2,05 г/см3 и удельм ^ хне ^30 •мм2/м , а также иногда пековыи кокс пикнометрической плотностью не ниже 2,01 г/см 3 и удель­ ным электросопротивлением не выше 580 Ом• м м г /м. 2. КАМЕННОУГОЛЬНЫЙ ПЕК Связующие материалы при производстве обожженных анодов выпол­ няют две основные функции: во-первых, придают электродной массе при нагревании необходимые пластические свойства, обеспечивающие хоро­ шую формуемость, во-вторых, в процессе обжига изделия в результате коксования связующего происходит цементация зерен кокса-наполните­ ля и аноды приобретают необходимую механическую прочность, а их структура —однородность. ч/В настоящее время в качестве связующего применяется каменноу­ гольный электродный пек, представляющий собой остаток от разгонки каменноугольной смолы. В зависимости от технологии разгонки смолы может быть получен пек с различной температурой размягчения —от 65 до 150°С и даже выше. Каменноугольный пек — это смесь высокомолекулярных углеводородов сложного строения, содержащих, кроме угле­ рода и водорода, гетероатомы (сера, азот, кислород). Ввиду сложности химического строения большое распространение при исследовании пеков получил метод разделения их на ряд структурных групп с одинаковым отношением к определенным растворителям. Оснорными структурными группами, входящими в состав пека, являются: карбоиды, карбены, асфальтены и мальтены. Содержание карбоидов в электродных пеках составляет 3 — 18% и за­ висит от режима коксования углей, состава угольных шихт и способа получения пека. Считается, что карбоиды придают изделиям прочность, повышают электропроводность анода и способствуют уменьшению усад­ ки в процессе обжига. Вместе с тем при повышенном содержании карбо­ идов снижаются пластические свойства пеков и анодных масс. Карбены — фракция (а2) * растворимая в хинолине и нерастворимая в толуоле; эта фракция способна плавиться и спекаться. Асфальтены (0-фракпия) содержат многокольчатые ароматические соединения линейного типа. Асфальтены обладают хорошими адгезион­ ными свойствами и повышенной способностью к спеканию инертных тел. Мальтены (7 -фракция) представляют собой смесь карбо- и гетероцик­ лических соединений и служат для придания пеку хорошей смачивающей способности. В процессе смешения коксовой шихты со связующим при приготовлении электродных масс мальтены способствуют гомогенизации массы. * L Составом и строением различных структурных групп определяются физические и физико-химические свойства пеков. Одним из обобщаю­ щих показателей этих свойств является температура размягчения пека при условии неизменности его происхождения. При использовании раз­ ного происхождения пеков (нефтяного, сланцевого, буроугольного) нель­ зя проводить сопоставление лишь на основе их температур размягчения. Печи с высокой температурой размягчения (более 100°С). несмотря на некоторые свои лучшие характеристики, пока не могут быть примене­ ны. Существующее технологическое оборудование (пекоплавители, доза­ торы жидкого пека, смесители электродной массы) предъявляет опредеш 23 енные мости от температуры размягчения. Пеки с более низкой температурой размягчения (65 — 75°С ), хотя и обладают небольшой вязкостью, при заданных температурах переработки уступают пекам с высокой темпера­ турой размягчения по другим качественным показателям (ароматич­ ность, выход коксового остатка и т.д.). В силу этого такие пеки находят лишь ограниченное применение . t ^ лv Температура размягчения — одна из важнейших характеристик пека, гак как она определяет температурный режим его использования при производстве обожженных анодов. Однако этого показателя недоста­ точно для оценки спекающих свойств пека, где определяющим являет­ ся выход коксового остатка и содержание а-фракций. При одинаковой температуре размягчения каменноугольные пеки, различные по природе исходной смолы и технологии получения, могут резко отличаться своими качественными показателями. значи­ Свойства обожженных анодов (плотность, прочность и др.) тельном степени зависят от выхода кокса из связующего, в связи с чем этот показатель также является одним из основных при оценке качества пека. Различными фирмами выход коксового остатка определяется поразному: медленным коксованием пека без доступа воздуха (Япония, Франция, Швейцария), совместным коксованием пека и тонких фрак­ ций кокса (США) и др. В зависимости от метода определения этот пока­ затель составляет 40 —70%. ■ 4A Т А Б Л И Ц А 6. ТРЕБОВАНИЯ К СВЯЗУЮЩИМ МАТЕРИАЛАМ ДЛЯ ПРОИЗВОДСТВА ОБОЖЖЕННЫХ АНОДОВ Наименование показателей!I СССР Температура размягчения по методу ’’кольцо и стер­ жень” , ° С .................. . . 85-90 Коксовый остаток, % (по м а с с е ).......................... • Нерастворимые в бензоле вещества (сгфракция), % (по м а с с е )......................... > 31 Нерастворимые в хинолине (% -фракция ) , % (помассе) < 12 Истинная плотность, г/сма > 1,32 Зольность, % (по массе), не более.......................... .0,30 Влажность, % (по массе), не более............................... Содержание летучих, % (по м ассе).................................. -53—57 24 Франция, Норвегия, Япония, Румыния фирма фирма фирма фирма ’’Пешинэ” AS V ”Шоиа ’Атака” Денко” О Й а 74-76 72-86 51-53 56 32—37 > 31 86 85±2 74-76 > 60 36±2 > 28 9-11 *12-15 1,29-1,30 > 1,31 13-14 13+1 > 1,25 - <10 - 0,19 0,30 0,18 0,30 0,30 0,2 0,2 0,6 0,5 0,2 jh£ 39 — Jgte< 40,0 <40,0 Для производства обожженных анодов рекомендуется электродный пек марки В; показатели его качества в соответствии с требованием ря­ да иностранных фирм приведены в табл. 6. Как видно из табл. 6, общими показателями для всех фирм являются: температура размягчения, выход нерастворимых фракций, зольность и влажность. Многие фирмы регламентируют выход коксового остатка и пикнометрическую плотность. Анализ представленных требований показывает, что для производст­ ва обожженных анодов целесообразно использовать более ароматизиро­ ванные пеки, обладающие высокой спекающей способностью. Это поз­ воляет иметь большой выход кокса от пека и малую усадку при обжиге ’’зеленых” анодных блоков. Для полной оценки технологической пригодности пека как связую­ щего материала изучают следующие его свойства:плотность, вязкость, поверхностное натяжение и краевой угол смачивания, теплоемкость и не­ которые другие. Как правило, указанные свойства определяют не только при комнатной температуре, но и при температурах выше 100°С, соот­ ветствующих температурам смешения и формования. В последнее время в мировой практике производства анодов неодно­ кратно пытались использовать в качестве связующего нефтяные пеки. Были испытаны пробы различных нефтеперерабатывающих фирм, полу­ ченные различными методами из разных тяжелых остатков нефти. Ока­ залось, что можно получить нефтепек с содержанием а-фракции, близ­ ким к каменноугольному, но практически не содержащий a i -фракции (см. табл. 6). Коксовый остаток, отношение содержания углерода к со­ держанию водорода и плотность этого пека ниже, чем каменноугольных пеков. Полученные с применением нефтепеков аноды оказались с худ­ шими физическими и механическими свойствами, в то же время ско­ рость окисления в токе воздуха и расход анода в лабораторных услови­ ях оказались примерно равными. Учитывая большую сырьевую базу и низкое содержание канцероген­ ных соединений в нефтепеках, использование их в качестве связующего для получения анодов алюминиевых электролизеров может оказаться перспективным. При этом необходимо учесть, что подбором сырья и ме­ тодов подготовки можно значительно улучшить технологические свойст­ ва связующего. ш III. ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОИЗВОДСТВА ОБОЖЖЕННЫХ АНОДНЫХ БЛОКОВ Щ I В транспортно-технологической схеме производства обожженных ано­ дных блоков могут быть выделены следующие основные участки: склад кокса, склад пека, прокалочный, дробильно-размольный, дозировочносмесительный, прессовый и обжиговый. При разработке транспортно-технологической схемы производства следует учитывать объем производства, технический уровень применяв25 мого оборудования, особенности технологии, степень механизации и ав­ томатизации технологического процесса. На рис. 2 представлена принципиальная транспортно-технологическая схема, учитывающая современные достижения отечественной и зарубеж­ ной практики. Другие применяемые схемы могут иметь некоторые от­ личия, о которых будет указано при рассмотрении технологии отдель­ ных переделов. _ А / Склад кокса. Выбор типа приемного устройства и склада кокса во многом определяется особенностями используемого сырья. Для приема, хранения и выдачи в производство непрокаленного неф­ тяного кокса может быть оборудован прирельсовый закрытый склад с приемными заглубленными траншеями. Кокс поступает на склад в'желе­ знодорожных саморазгружающихся вагонах по эстакаде, расположенной внутри здания. Для открывания люков вагонов в складе предусмотрен специальный мостовой кран 2 с подвесными площадками. Перегрузоч­ ные и складские операции выполняются с помощью грейферных кранов 1. На складе размещается узел предварительного дробления кокса, осна­ щенный двухвалковой зубчатой дробилкой 4Уна которую через прием­ ную воронку пластинчатым питателем 3 подается кокс. Дробленый кокс элеватором 5 направляется либо в силосную башню запаса сырого кокса Склад т са Прокалочныи участок Аооаильно-размольный. и дозировочно-смссительныи л участки. —- Склад пека Т7777 участок Склад зеленых анодоВ Лрессобыи участок 77777777*7 777777777777 Склад обожженных анодаО Рис. 2. Транспортно-технологическая схема производства обожженных анодов 26 *?Ш ВЯ & 6 с пластинчатым питателем 7, либо в расходный бункер 8 для прокалки. При поставке на завод прокаленного кокса с максимальным разме­ ром зерна не выше 50 мм и небольшим содержанием влаги наиболее эф­ фективен склад силосного типа с .точечным приемным устройством. Эти склады обладают самой высокой степенью механизации и не требуют по­ стоянного обслуживания. 2. Склад пека. Тип склада пека зависит от способа его доставки и приме­ нения в производстве. В настоящее время каменноугольный пек тран­ спортируется в основном по железной дороге в специальных термоизо­ лированных цистернах с электрообогревом. На заводе-поставщике пек заливается в термоцистерны при температу­ ре 250 С. В случае застывания пека или значительного понижения его температуры перед разгрузкой цистерны разогревают. Разогретый до 160—180 С пек выгружается из цистерны путем пер едавливания паром при избыточном давлении 0,65—1 ат в приемную заглубленную емкость 64 , обогреваемую паром избыточным давлением 13 ат. Из приемной ем­ кости пек подается насосами 65 в наземный резервуар 66, который обо­ гревается паром для поддержания температуры пека не ниже 160 С.. Перед подачей в производство пек из резервуара направляется в элек­ тропечь 67, где нагревается до 200°С. Из электропечи пек подается в рас­ ходный бак 68 а часть пека может быть возвращена в резервуар для под­ держания в нем необходимой температуры. Если пек поступает на завод в твердом виде, требуется создание скла­ да грейферного типа с приемной траншеей или точечным устройством. При подаче на дозировочно-смесительныйучасток твердого пека на скла-< де оборудуется узел дробления пека, а при использовании жидкого пека на склад устанавливаются емкости для расплавления и обезвоживания а также насосы. $ Прокалочный участок. Дробленый нефтяной кокс из расходного бун­ кера 8 подается в прокалочную печь 10 при помощи питателя с весовым дозатором непрерывного действия 9. ' Прокаленный кокс после охлаждения в холодильнике 77 при помощи питателя и весового дозатора перегружается на ленточный конвейер 12, а затем элеватором 13 направляется либо в силосную башню запаса про­ каленного кокса 75, либо ленточным конвейером 14 в расходный бун­ кер 76, расположенный в дозировочно-смесительном отделении. у Отходящие газы прокалочных печей с температурой не менее 1000°С поступают на утилизацию тепла в котельную. После утилизационной к о ­ тельной дымовые газы с температурой 150—200^С очищаются от пыли в электрофильтрах и выбрасываются через дымовую трубу в атмосферу. При использовании в производстве прокаленного кокса его предвари­ тельно сушат в сушильных установках различной конструкции. У Дробильно-размольный участок. Прокаленный кокс и используемые отходы (огарки, зеленый и обожженный бой) поступают в отдельности в два расходных бункера (16,17). С помощью весовых дозаторов 19 кокс и отходы выдаются в общую течку в заданном соотношении (по массе), 27 элеватором 18 передаются на установленные каскадно два вибрационных грохота. . • '*• * Загрузка двухситного грохота 20 осуществляется элеватором 18. Надрешетная фракция с верхнего сита направляется на додрабливание в дро­ билку 22, а затем возвращается на рассев. Надрешетная фракция с ниж­ него сита направляется в сортовой бункер 25 либо на поддрабливание в дробилку 23 (в зависимости от избытка или недостатка одной из фрак­ ций, накапливаемых в сортовых бункерах), либо в питающий бункер 34 шаровой мельницы 36. п Подрешетная фракция с нижнего сита грохота 20 попадает или на гро­ хот 21, или в силосную башню коксовой засыпки для обжиговых печей 44 с питателем 45. v Надрешетная фракция с грохота 21 направляется либо в сортовой бун­ кер 26, либо на поддрабливание в дробилку 24, либо в питающий бункер 34 шаровой мельницы 36. Подрешетная фракция грохота 21 направляет­ ся в сортовой бункер 27. Дробленый кокс после дробилок поступает в элеватор 18 и затем возвращается на рассев. Питание шаровой мельницы 36 осуществляется из бункера 34 при по­ мощи весового дозатора 35 и из бункера аспирационной пыли 42 —при помощи шлюзового питателя 43. • Шаровая мельница работает в системе пневмосепарации, включающей сепаратор 37, циклон 38 и мельничный вентилятор 39. Циклон 38 разгружается в сортовой бункер пыли 28 при помощи ми­ галок. Избыточный воздух пневмосистемы направляется пылевым вентилятором 41 на очистку в рукавный фильтр 40, после чего выбрасыва­ ется в атмосферу через трубу. Уловленная фильтровая пыль возвращает­ ся в сортовой бункер пьши 28. $ Дозировочно-смесительный участок. Дозировка рассчитана на состав­ ление многокомпонентной шихты (3 -4 компонента). Переделы рассева, дробления и размола должны обеспечивать требуемый гранулометрический состав шихты. Дозировка фракции, за исключением пылевой, осуществляется вибро­ питателями с весовыми дозаторами 29—31. Дозировка пыли производит­ ся шлюзовым питателем и весовым дозатором 32. Сдозированная шихта передается винтовым конвейером 33 в подо­ греватель порошков 46 для предварительного нагрева, после чего шихта загружается в первый из двух установленных последовательно непрерыв­ ных смесителей 47. В этот же смеситель насосом 69 подается пек, нагре­ тый до 180—200°С. Выходящая из второго смесителя 48 готовая масса ленточным конвейером 49 подается в промежуточный бункер 50, затем ленточным конвейером 51 во взвешивающий бункер 52 и из передвиж­ ного бункера 53 поступает на формовку. В случае использования в про­ изводстве жидкого пека возможно производить смешение в одном сме­ сителе. Для обогрева смесителей используется высокотемпературный ор­ ганический теплоноситель (ВОТ), который нагревают в специальной ко­ тельной. Як 28 С ПрессовьШ участок. Прессование анодных блоков осуществляется на гидравлических прессах или вибропрессовых установках 54. Технологи­ ческий режим формования зависит от способа прессования и вида приме­ няемого оборудования. Сформованные на вибропрессовой установке аноды со стола вибромашины передаются гравитационным рольгангом 55 на охлаждение в тун­ нельное устройство 56. После охлаждения аноды поступают на конвейер 57, где осуществля­ ется контроль плотности по высоте. Годные аноды при помощи грузово­ го подъемника 58 и системы гравитационных рольгангов 59 направляют­ ся на склад зеленых анодов. Бракованные аноды вывозятся на участок переработки огарков и брака. У Обжиговый участок. Аноды поступают на обжиг в обжиговую печь 62, которая обслуживается мостовым краном 61%оборудованным специаль­ ными устройствами для загрузки зеленых анодов, засыпки их коксовой мелочью, удаления засыпки, отделения засыпки от пыли, хранения засы­ пки и выгрузки обожженных анодов. Кран снабжен специальным телес­ копическим захватом для анодов, вакуумной системой для уборки за­ сыпки, системой пылеочистки воздуха, бункерами для хранения засыпки и пыли, а также крюком для вспомогательных операций. Управление всеми операциями загрузки и разгрузки печи производит­ ся оператором из кабины крана. Обжиговая печь снабжена системой ав­ томатики, которая позволяет автоматически обеспечивать заданный гра­ фик обжига. На уровне печи размещены два лонжеронных конвейера 60, один из которых применяется для подачи анодов в печь на обжиг, а второй - для транспортировки анодов после обжига на склад обожженных анодов. Складские операции на складе обожженных анодов осуществляются с помощью специальной тележки с захватом 63. Перед складированием или отправкой в анодно-монтажный участок обожженные аноды чистят от прикоксовавшейся засыпки и проверяют их качество в соответствии с требованиями технических условий. Отходящие газы печей обжига направляются на газоочистную уста­ новку для очистки от пыли, смолы и других вредных компонентов. % IY. ПОДГОТОВКА КОКСОВОГО СЫРЬЯ ДЛЯ ПРОИЗВОДСТВА ОБОЖЖЕННЫХ АНОДОВ Во второй главе было отмечено, что коксовое сырье, идущее на про­ изводство обожженных анодов, должно соответствовать определенным требованиям. При использовании прокаленного кокса его предварительно сушат, а непрокаленный ("сырой”) кокс прокаливают. 1. СУШКА КОКСА Прокаленный кокс подают пневмотранспортом в закрытые емкости большого объема и там складируют. Размер кусков такого кокса обычI 29 М Ш но менее 30 мм, и предварительно дробить его перед сушкой не требует­ ся, поэтому кокс из бункеров запаса с помощью питателя и транспорте* ров подается в специальные сушила. Влажность поступающего в сушила кокса до 10%. За рубежом используются для сушки высокоскоростные сушилки производительностью до 40 т сухого материала в час. В связи с тем что отечественная алюминиевая и электродная промышленность, как правило, использует непрокаленный кокс, наши заводы не имеют специ­ альных сушильных агрегатов. с ! ™ В т При поставках же прокаленного кокса сушка его осуществляется в прокалочных печах при минимально допустимых температурах. 'Напри­ мер, за рубежом для сушки кокса применяют барабанные сушила с обе­ чайкой из толстого листа, имеющие внутри специальную насадку, позво­ ляющую значительно повысить эффективность теплообмена и форсиро­ вать процесс сушки кокса. Сушильный агрегат <х>стоит из сушила и вы­ носной топки, камера сгорания которой футерована карбидом кремния. Для получения газа-теплоносителя с заданной температурой топка обору­ дована камерой смешения продуктов сгорания с воздухом. Выносимая из сушила коксовая пыль улавливается рукавными фильтрами с общей фильтрующей поверхностью 180—240 м1 . Западногерманская фирма ’’Гумбольдт” (Gumboldt) предлагает для сушки кокса с крупностью 0—15 мм и влажностью до 3% выоокоскоростную сушилку производительностью 38 т/ч сухого материала. Диа­ метр корпуса сушила 2,0 м, длина 4,5 м. Сушилка оборудована выносной топкой и камерой смешения газа с воздухом. Температура газа-теплоно- сителя на входе в сушилку 800°С, на выходе —около 140 С; объем от­ работанного газа около 27000 м 3*/ч, удельный расход тепла 1880 ккал на 1 к г Н20 ; температура материала на выходе из сушилки 100-120 С. Отходящие газы очищаются в рукавном фильтре с фильтрующей по­ верхностью около 540 м 1; фильтр имеет 352 рукава диаметром 160 мм и длиной 3300 мм. Уловленная в рукавных фильтрах пыль возвращается в технологический цикл, что с учетом высокого к.п.д. очистки в рукав­ ных фильтрах позволяет снизить потери при сушке до 0,5—1%. 2. ПРОКАЛКА КОКСА v Процесс прокаливания ’’сырого” кокса осуществляется с целью при­ дания коксовому сырью свойств, необходимых для получения обожжен­ ного анода с высокими эксплуатационными характеристиками. При про­ каливании удаляются влага и летучие, происходит усадка материала и уплотнение его структуры, формируется кристаллическая решетка и из­ меняются физико-химические свойства.' Одним из важнейших процессов, происходящих при прокалке, явля­ ется удаление летучих. С повышением температуры прокалки скорость выхода летучих из кокса нарастает. Для нефтяных коксов предел нарас*3десь и далее объемы газов, помеченные звездочкой, даны приведенными к нор­ мальным условиям. 30 тания скорости выхода летучих составляет 600-700 С, после чего, дос- • тигнув при этих температурах максимума, выделение летучих при даль­ нейшем подъеме температур замедляется и к 1100°С в основном завер­ шается. Повышением выхода и интенсивности выделения летучих с уве­ личением скорости нагрева ’’сырого” кокса, очевидно, и объясняется яв­ ление ’’разрыва” его кусков при прокаливании во вращающихся печах. Основные компоненты газовой фазы летучих — метан и водород; в меньшем количестве содержатся окись и двуокись углерода, а также конденсирующиеся фазы влаги и смола — продукты разложения угле­ водородов, находящихся в ’’сыром” коксе. ’’Сырой” кокс из за1рузочной течки печи попадает в зону с температу­ рой греющих газов 700-900°С и быстро нагревается. Вследствие этого значительно изменяется гранулометрический состав прокаленного мате­ риала: если в ’’сыром” коксе количество кусков размером 25-50 мм составляет 40-50%, то после прокаливания оно уменьшается. С выделением летучих веществ непосредственно связана усадка, кото­ рая у некоторых коксов достигает 20—25%. В результате прокалки необ­ ходимо достичь максимально возможной усадки, чтобы избежать допол­ нительной усадки наполнителя при обжиге анодов и уменьшить вероят­ ность растрескивания анодов по этой причине. При нагревании кокса в печи в интервале температур 430—'725°С наблюдается значительное расшире­ ние кокса, максимум которого приходится на температуру 500—550 С. Затем наступают усадочные явления, которые происходят при 750— 1300°С. Дальнейшее повышение температуры вновь приводит к расшире­ нию кокса. Поэтому температура прокалки коксов не должна превы­ шать 1300°С и для каждого вида кокса устанавливается эксперименталь­ ным путем, так как расширение и усадка кокса зависят от природы и со­ става сьфья коксования, от микроструктуры коксов, от количества и качества недококсованной части. В процессе термообработки в результате выделения летучих изменяет­ ся элементный состав коксов. Так, содержание углерода в ’’сырых” кок­ сах составляет 90—92%, а водорода 3—4%; после же прокаливания содер­ жание углерода достигает 98,5—99,5%, не более 1%водорода. • Процессами структурообразования углеродистого вещества кокса при его прокалке обусловливаются закономерности изменения таких свойств кокса, как истинная (пикнометрическая) плотность и удельное электро­ сопротивление, по которым в настоящее время оценивается степень его термической подготовки при ‘производстве электродных материалов. Определяющим фактором для получения необходимых значений истин­ ной плотности и удельного электросопротивления является температура. За время пребывания кокса в печи (1-1,5 ч) он приобретает необходи­ мые свойства, превращаясь из диэлектрика в электропроводный матери­ алу его истинная плотность увеличивается с 1,4-1,45 до 2,05-2,08 г/См\ и Резкое увеличение истинной плотности кокса начинается при температу­ ре порядка 700 С, т.е. при условиях, соответствующих наибольшим ско­ ростям структурной перестройки, изменения содержания углерода и во­ дорода. i *' г л ■* . 31 Следовательно, истинная плотность и удельное электросопротивление также связаны со степенью карбонизации и совершенства структуры ко­ кса, которые в свою очередь зависят от качества сырья, из которого получен кокс, и условий его получения. Одним из основных показателей, влияющих на технологию производ­ ства и конечные свойства обожженных анодов, является пористость кок­ са (наполнителя) .^В процессе прокаливания общая открытая пористость коксов увеличивается. Это объясняется образованием пористости за счет ^выделения летучих из кокса. Характер изменения общей открытой по­ ристости у различных нефтяных коксов в процессе термообработки раз­ личен, однако при температурах прокалки 1200—1250 С для большинст­ ва отечественных нефтяных коксов величина общей открытой пористос­ ти выравнивается и составляет 0,15—0,18 см3/г, т.е. увеличивается в 2— 2,5 раза по сравнению с исходной. Наряду с общей открытой пористостью для более полной оценки это­ го показателя следует знать и характер распределения пор по размерам. От количественной и качественной характеристики пористости зависит не только требуемое содержание связующего в электродной массе, но и реакционная способность кокса (наполнителя), которая имеет большое значение при эксплуатации анодов. Реакционная способность зерен тако­ го кокса должна соответствовать реакционной способности кокса, кото­ рый получается из связующего. В этом случае обеспечивается равномер­ ность-сгорания анода и отсутствие пены в электролизерах. В одинаковых условиях прокалки (температура и время пребывания в печи ) реакционная способность прокаленного кокса различна и зави­ сит от исходного сырья для коксования. Поэтому при совместной пере­ работке различных коксов необходимо использовать близкие по свойст• вам коксы, а если это невозможно, то следует осуществлять их раздель­ ную термообработку, подбирая условия, обеспечивающие получение ма­ териалов с близкими свойствами. Зольные примеси (окислы кремния, кальция, магния, алюминия, ти­ тана, железа, ванадия и др.) в процессе прокаливания не претерпевают изменений и переходят в прокаленный кокс. За счет удаления летучих, износа футеровки печей, истирания металлических течек и обечайки хо. лодильника зольность кокса увеличивается на 10-12%. Несколько изме­ няется и содержание серы, но уже в сторону снижения. Во вращающихся печах степень десульфуризации кокса невысока и составляет всего ю -15% . Таким образом, при прокаливании в результате физико-химических процессов при температурах до 1300°С полностью удаляются влага иосновная масса летучих, происходит увеличение относительного содержа­ ния углерода, а также осуществляются объемная усадка, формирование пористой и внутрикристаллитной структуры, в результате чего возраста­ ет истинная плотность, увеличиваются электропроводность и механичес­ кая прочность, резко снижается реакционная способность. 3. АППАРАТУРНО-ТЕХНОЛОГИЧЕСКАЯ СХЕМА ПРОКАЛОЧНОГО УЧАСТКА Я Участок прокалки кокса включает аппаратуру для осуществления сле­ дующих операций: прокалки и охлаждения кокса, утилизации тепла, очистки и транспортировки отходящих от прокалочных печей газов. Кокс поступает на завод в открытых железнодорожных вагонах и раз­ гружается на складе в специальные приемники-траншеи. Обычно емкость склада рассчитывается на обеспечение 20—30-суточной работы производ­ ства/ . \ В связи с тем что непрокалешвдй кокс поступает в кусках размером до 250 мм, а прокалочные печи рассчитаны на переработку кокса с м ак­ симальным размером куска 70 мм, поступивший кокс предварительно дробят. Дробленый кокс элеватором подается в расходные бункера прокалочных печей, откуда питателем или дозатором-весоизмерителем через загрузочную течку — в печь. Прокаленный кокс через перегрузоч­ ную в одо охлаждаемую течку поступает в холодильник барабанного типа, откуда, пройдя весоизмеритель прокаленного кокса, систему транспор­ теров и элеватор, подается в закрытый склад хранения прокаленного кокса. Отходящие из печи газы, температура которых не ниже 600°С, дожи­ гаются в борове, соединяющем ’’холодную” головку печи с котлом-ути­ лизатором, или в специальной камере дожигания летучих и выносимой из печи пыли. Затем газы (температура из 1000—1250°С) поступают в котел-утилизатор, где отдают свое тепло, используемое для получения пара и нагрева воздуха, который может быть применен либо непосред­ ственно в прокалочном агрегате, либо для других технологических целей. После котла-утилизатора газы поступают в электрофильтр для очистки : от пыли и затем выбрасываются через трубу в атмосферу. Все транспор­ тирование газов осуществляется с помощью дымососов, установленных за электрофильтром. Отходящие от прокалочных печей газы имеют довольно высокую те­ плотворную способность (1000—2000 ккал/м3) , поэтому использование тепла технологических газов вращающихся прокалочных печей имеет большое значение. Конструкция прокалочной печи и холодильника Прокалочная печь представляет собой цилиндрический стальной бара­ бан, установленный на опорные устройства и футерованный изну!ри ог­ неупорным кирпичом (рис. 3 ). Торцами барабан входит в головки —раз­ грузочную (’’горячую”) и загрузочную (’’холодную”). В ’’горячую” го­ ловку вмонтированы фурмы для ввода топливных горелок и подачи воз­ духа, а также дверца, часто применяемая как для дополнительной пода­ чи воздуха с целью обеспечения сжигания необходимого количества топ­ лива и летучих, так и для регулировки положения зоны охлаждения и прокалки. В ’’холодной” головке установлены термопары для контроля температуры отходящих газов и пневмомстричсские трубки для замера 33 Рис. 3. Про кал очная печь ПВЗ-45: 1 —загрузочная камера; 2 —бандаж; 3 —корпус печи; 4 —в ендов ая шестерня; 5 — футеровка печи; б — уплотнение; 7 —разгрузочная камера; 8 — станция опорноупорная; 9 —группа моторно-редукторная; 10 —станция опорная; 11 —течка за­ грузочная; 12 —термопара; 13 —футеровка загрузочного конца; 14 —камера пы­ леотстойная; 15 — воздуховод вторичного воздуха; 16 - горелка; 17 —воздуш­ ный регистр; 18 —футеровка разгрузочного конца; 19 —защитное кольцо; 20 — перегрузочное устройство; 21 —пирометр радиационный разрежения. Через ’’холодную” головку осуществляется отвод газов из вращающегося барабана и подача материала в печь по течке. ’’Горячая” головка, через которую кокс выгружается из барабана печи, соединяется с холодильником переходной течкой, диаметр которой должен быть не менее четырех размеров максимального куска кокса во избежание заби­ вания ее материалом во время работы. Барабан печи опирается на ролики своими бандажами. Бандажи пред- . ставляют собой стальные литые кольца из специальной твердой стали, свободно катящиеся по роликам. Число бандажей зависит от длины бара­ бана и принимается обычно из расчета один бандаж на 10—15 м длины ба­ рабана. Таким образом, для печи длиной 45 м должно быть не более трех бандажей. Для увеличения поперечной жесткости барабана между банда­ жами монтируются колыда жесткости с радиальными зазорами между корпусом и кольцом. В горячем <х>стоянии барабан печи расширяется, что приводит к ликвидации зазора и плотной посадке кольца на барабан. Для ограничения перемещения барабана вдоль оси с обеих сторон средне­ го бандажа устанавливаются контрольные ролики. Вращение барабана осуществляется от электродвигателя через привод и венцовую шестерню, укрепленную на барабане плоскими стальными пластинами, что позволяет компенсировать тепловое расширение бара­ бана при нагревании корпуса печи. Печь оснащена двумя приводами: основным и вспомогательным; ос­ новной служит для обеспечения вращения печи во время нормальной ра34 . ‘111 Ш1ММВИИИ боты, вспомогательный применяется при остановках печи, а также при сушке и разогреве футеровки. В отечественной алюминиево-электродной промышленности для про­ калки нефтяного кокса применяются в основном вращающиеся печи двух типоразмеров: диаметром 3 м, длиной 45 м, производительностью до 10 т/ч прокаленного кокса и диаметром 3,6 м, длиной 60 м, произво­ дительностью до 15 м/ч прокаленного кокса. Опыт эксплуатации печей 3X45 м показал, что они обеспечивают проектную производительность с потерями при прокаливании 25—27%, в том числе угар углерода в бара­ бане печи составляет 4—5%. Основной конструкционный недостаток этих печей —ограничительное металлическое кольцо на "холодном” обрезе пе­ чи. Под действием горячих газов, выходящих из печи (не ниже 600 С ), это кольцо разрушается, что приводит к пересыпанию "сырого” кокса через ’’холодный” обрез печи. Кроме того, вследствие большой длины пе­ чей (45 м ) требуется тщательное соблюдение режима прокалки, при от­ клонениях от заданных режимов происходит ’’сползание” зоны прокал­ ки к ’’горячему” обрезу и сокращение ее длины. В этом случае процесс удаления углеводородов продолжается в футерованной части холодиль­ ника, который становится, по существу, ’’томильной” камерой. Выделив­ шийся водород образует в холодильнике взрывчатую смесь с воздухом, взрыв которой инициируется раскаленным коксом, поступающим из пе­ чи. Поэтому более технологичными являются печи длиной 55—60 м. Общим недостатком существующих прокалочных агрегатов является невозможность прокаливания материала, содержащего много мелких фракций. При переработке не классифицированного по крупности кокса . (после установок замедленного коксования), содержащего около 50% фракции меньше 25 мм, производительность печей снижается на 30%, а потери при прокаливании возрастают до 50% за счет пылевыноса из печи. В связи с тем что пылевынос связан со скоростью газа в печи, для перера­ ботки суммарных коксов следует увеличивать диаметр печи и уменьшать коэффициент заполнения. Анализ работы печей различного типоразмера показал, что наиболее оптимальной является печь диаметром 3,5—4,0 м и длиной 55-65 м. Именно такие печи получили наибольшее распростране­ ние за рубежом. Для охлаждения материала после печи применяется барабанный холо­ дильник, длина которого обычно составляет 2/3 , длины печи. Конструк­ ция холодильника принципиально-не отличается от конструкции прокалочной печи. Горячая часть холодильника футерована огнеупорным кир­ пичом или имеет кольцо из жароупорного бетона. Однако при такой кон­ струкции увеличивается возможность взрыва в случае смешения зоны прокалки ближе к горячему обрезу печи. Лучше зарекомендовала себя конструкция холодильника, в которой огнеупорная футеровка заменена водоохлаждаемыми полками, смонти­ рованными внутри барабана (рис. 4). В таком холодильнике при прочих равных условиях степень охлаждения материала вдоше; кроме того, зна­ чительно меньше изнашивается лента транспортеров для прокаленного кокса. 35 Рис 4 Холодильник барабанный БЗ-ЗО-В с водоохлаждаемыми полками: 1 - венцовая шестерня; 2 - бандаж; 3 - корпус холодильника; 4 - уплотнение ленточное; 5 - камера разгрузочная; 6 - полки; 7 - станция опорно-упорная; в груши моторно-редукторная; 9 - кожух системы наружного водяного охлаждения печи; 10 —водоохлаждаемые полки; 11 —уплотнение лабиринтное; 12 —черпаковое водозаборное устройство «А, V I Ж • щл Л Большое значение для обеспечения заданных условий работы прокалочной печи имеет конструктивное оформление узлов сочленения вра­ щающегося барабана с "горячей” и ’’холодной” головками. Конструкция сочленения должна быть максимально уплотнена, чтобы подсосы воздуха были минимальными. При повышенных подсосах воздуха через ’’горя­ чую” головку наблюдается повышенный угар кокса, так как нарушается соотношение длин зон в печи и вместо выделяющихся летучих сгорает прокаленный кокс в зоне охлаждения материала. Весь воздух на сжигание топлива и летучих следует подавать 'вентиля­ тором (организованно); при этом часть —на горелку для сжигания топ­ лива, а часть — в зону прокалки, где кокс блокирован выделяющимися летучими и не может вступить в прямой контакт с воздухом. Это дости­ гается с помощью подачи воздуха через специальную фурму под повы­ шенным давлением. ’ • Щ 0М • ^ При повышенных подсосах воздуха в ’’холодной” головке уменьша­ ется разрежение в ’’горячем” конце печи, нарушается режим горения и технология прокалки, а. также нормальная работа котла-утилизатора и электрофильтра за котлом-утилизатором. Для обеспечения минимальных подсосов воздуха в местах сочленения головок печи с барабаном делают уплотнения различной конструкции. Однако в настоящее время ни одну из существующих конструкций уп­ лотнения нельзя считать совершенной. В связи с высокими температурами отходящих из прокалочных печей газов большое значение имеет конструкция ограничительного кольца на ’’холодном” обрезе барабана печи. Это кольцо предохраняет от пересы* пания материал, подаваемый через загрузочную течку. Поставляемое за­ водом ограничительное кольцо не рассчитано на работу при температу­ рах выше 400—500°С. При высоких температурах отходящих газов, об­ разующихся при прокалке нефтяных коксов, устанавливают ограничи­ тельные кольца, изготовленные на основе высокоглиноземистого цемен­ 36 та. Кроме трго, проходят испытания кольца, составленные из секторных блоков, которые изготовляют из жаропрочного бетона. Работа прокалочной печи Для рассмотрения процесса прокаливания и последовательности пре­ вращения при этом материала можно аппарат, в котором происходит процесс, условно разделить на три зоны: у 1. Зона подсушки и обогрева материала отходящими газами —наибо­ лее длинная зона, в которой стремятся максимально использовать тепло отходящих газов. Температура кокса в этой зоне изменяется от темпера­ туры загружаемого материала до 600 — 700°С, температура газа — от 1200 - .1300 до 600 —800 С/ / 2. Зона прокалки материала, длина которой зависит от длины горения факела (газа или мазута) и от содержания летучих’в коксе (может быть от 3 до 15 м ). Материал нагревается в зоне до 1200 —1300 С при темпе­ ратуре газов до 1400 С. -f v ., v * 3. Зона охлаждения —наиболее короткая зона; ее длина 1—6 м в зави­ симости от местоположения двух предыдущих зон. Нормальной длиной считается 2—3 м. Наиболее ответственной является зона прокалки материала, так как параметры именно этого процесса определяют качество материала, вели­ чину угара кокса, температуру отходящих газов и др. Зона прокалки должна располагаться на небольшом расстоянии от горячей головки печи, так как в этом случае слой кокса в данной зоне еще защищен выделяю­ щимся водородом от взаимодействия с воздухом, поступающим через "горячий” обрез печи, что значительно снижает угар'кокса во время про­ каливания. . Оптимальным является такой режим ведения процесса прокаливания, при котором выделение летучих заканчивается практически у горячего обреза. При этом угар углерода кокса в рабочем пространстве печи уда­ ется сократить до 2—3%. Удлинение зоны прокалки создает условия для более продолжитель­ ного пребывания материала при наиболее высокой температуре и, следо­ вательно, снижает вероятность получения недопрокаленного кокса. При удлинении зоны прокаливания можно повысить производительность пе­ чи, увеличив коэффициент ее заполнения, либо скорость прохождения материала через печь в результате увеличения скорости ее вращения. На положение зоны прокалки оказывает влияние также характеристи­ ка материала (влажность и содержание летучих, гранулометрический сос­ тав) и параметры работы печи (расход газа, воздуха, разрежение в хо­ лодной головке). Например, поступление материала с повышенным со­ держанием влаги и летучих, уменьшение разрежения в ’’холодной” голо­ вке, падение расхода газа и воздуха на горелке, загрузка более крупного кокса —все это приводит к смещению зоны прокалки в сторону ’’горя­ чей” головки печи. При изменении перечисленных параметров в противо­ положную сторону зона прокалки будет смещаться в сторону ’’холодной” головки печи. 37 / ш Расчетная производительность печи может быть определена по формуле 7TD2 Q =у 7 6 — — * где Q —производительность печи, т/ч; v —скорость движения материала, м/ч; 7 —насыпная плотность материала, т/м3; € —коэффициент заполнения печи; D —длина печи, м. Коэффициент заполнения печи материалом зависит от диаметра печи и составляет 6-15% от ее объема: чем больше диаметр печи, тем ниже ко­ эффициент заполнения. Так, для печей внутренним диаметром около 1 м коэффициент заполнения составляет 12—15% объема печи, а для печей диаметром 2,5—3,5 м —6—8%.' Скорость движения материала в печи находится в прямой зависимости от диаметра печи, числа оборотов барабана и угла его наклона к горизон­ ту. Скорость движения материала можно определить по формуле v = 105i?ntg2a; где V —скорость движения материала, м/с; R —внутренний радиус печи, м; п —скорость вращения барабана, об/мин; а —угол наклона барабана, град. ** Однако следует отметить, что по данной формуле можно рассчитать лишь приблизительную скорость движения материала в печи, так как она не учитывает трения прокаливаемого материала о стенки печи. В литера­ туре есть указания, что для условии прокалки углеродистых материалов .коэффициент трения равен 1, 3, однако он изменяется в зависимости от размеров и формы прокаливаемого кокса. Поэтому на практике даже при прокаливании одного вида кокса наблюдается неодинаковое время пребывания в печи кусков различного размера: чем крупнее куски, тем меньше они находятся в печи и наоборот. Происходит процесс сегрегации материала, из печи выходит периодически то крупный кокс, то одаа мелочь. Время пребывания материала в печи (/, ч) определяется по формуле Т v » Збоо’ Ф где Kt —коэффициент трения, обычно принимаемый 1,3; / —длина печи, м; v —скорость движения материала в печи, м/с. Для нормальной работы печи перемещение барабана вдоль продольной оси на опорных роликах не должно превышать 90—110 мм. Для ограни­ чения продольных перемещений вращающегося барабана опорные роли­ ки располагаются под углом 0 10f — 0°45’ относительно оси печи, при этом корпус, подобно винту, медленно перемещается вдоль оси. При правильно отрегулированном положении роликов перемещение бараба­ на печи из нижнего положения в верхнее осуществляется за 7 —8 ч. 38 Для перемещения барабана из верхнего положения в нижнее бандажи смазывают нигролом или вискозином. При правильной смазке переме­ щение из верхнего положения в нижнее должно происходить за 6—7 ч: Обильная смазка приводит к более быстрому перемещению печи вниз. Обычно количество смазки подбирают таким образом, чтобы за время перемещения печи вниз смазка успела испариться с горячей поверхности бандажей и началось перемещение печи вверх. # Материальный и тепловой балансы прокалочной печиг Для правильной оценки работы прокалочной печи и оптимизации ре­ жима прокалки составляют материальный и тепловой балансы. Ниже приведен материальный баланс прокалочной печи 3 Х45 м производитель­ ностью около 4 т прокаленного нефтяного электродного кокса в час: кг/ч % Приход ”Сырой”кокс КЗ-25, поступающий в печь . . , . 5450 100 Расход Прокаленный кокс на выходе из холодиль­ ника ...................................................................... Потери: с влагой с летучими..................................................... угар углерода к о к с а ...................................... безвозвратный пылеунос..................... . . . ........................ Ит о г о I 4160 , 76',3 220 570 135 365 5450 4,0 10,5 2,5 6,7 100,0 Как следует из материального баланса, потери при прокаливании сос­ тавляют 23,7%. Следует отметить, что потери подразделяют на две груп­ пы: нерегулируемые и регулируемые. К первой группе относят потери с влагой и летучими, так как они зависят от характеристики поступающего материала. К регулируемым потерям относят угар углерода кокса и без­ возвратный пылеунос. При регулировке режима следует стремиться к минимальным уменьшить ложения зоны прокалки, правильного распределения первичного и вто­ ричного воздуха, поступающего в печь (основное количество воздуха должно подаваться для уменьшения количества летучих), уменьшения пппаии nfimnrn и-опииегтпя позnvxа Гслеповательно. снижения темпепату* слоем фракций коксе. Для менее прочных коксов и коксов с повышенным содержани­ ем мелочи требуются меньшие скорости газа, что достигается некоторым уменьшением загрузки материала и подачи топлива и воздуха в печь. Представленный материальный баланс показывает, что установленный режим прокаливания обеспечивает высокие выходы прокаленного мате­ риала и сравнительно небольшие регулируемые потери. 39 Для снижению и к максимальному использованию тепла летучих веществ, содержащих­ ся в коксе. Ответить на этот вопрос можно, зная тепловой баланс прокалочной печи. В общем виде тепловой баланс можно представить в следу­ ющем виде: Гкал/ч % Приход Тепло топлива: • * химическое.............. .................................... физическое..................................................... от угара кокса............ . . . . . . . . ............... .от сгорания летучих. .................................... Физическое тепло сырого ко кса........................ И т о г о ................................ * *'*■ 1*75 0,01 1Д0 5,53 0,02 8,41 Расход ' ’ ' 1,‘ ^ 20,8 0,1 # 13,1 65,8 0,2 100,0 .f Физическое тепло: прокаленного кокса на выходе из агрегата . 0,02 продуктов сгорания, выходящих из печи . . 2,33 Химическое тепло продуктов сгорания, от­ ходящих от печи. .........................................................2,36 Физическое тепло выносимой пыли...........................0,09 Тепловые потери через стенки печи...................0,60 Общие тепловые потери холодильника............. .........2,71 Невязка баланса.................................................. 0,30 И т о г о . ................... 8,41 0,2 27,7 28,1. ^ 1*1 7,1 32,2 3,6 100,0 Как следует из этого баланса, основной приход тепла на процесс горе­ ния осуществляется за счет сгорания летучих, что свидетельствует о пра­ вильности выбранных режимов работы печи. В расходной части баланса основными статьями являются физическое и химическое тепло отходя­ щих газов (свыше 55,8%) и тепло, отдаваемое коксом в холодильнике (32,2% ) . Использование тепла отходящих газов в настоящее время осу­ ществляется путем его утилизации в котлах-утилизаторах. Пуск и остановка прокалочной печи Способ пуска печи зависит от вида используемого топлива. Наиболее сложен пуск на мазутном топливе. Сначала сжигают дрова, укладывае­ мые штабелем на расстоянии 3 - 4 м от ’’горячего” обреза печи. При этом в холодной головке печи устанавливают разрежение 2—3 мм вод. ст.; в мазутонасосной температуру мазута доводят до 80 С. После того как дрова разгорятся, в форсунку подают пар или воздух и медленно от­ крывают мазутный вентиль. После воспламенения мазута устанавливают минимальную подачу его, обеспечивающую устойчивый короткий и чис­ тый факел. В случае, если форсунка дымит, необходимо увеличить дав­ ление пара или воздуха перед форсункой; если дымление не прекраща­ ется, следует проверить правильность установки форсунок. При использовании газообразного топлива необходимо проверить пе­ ред розжигом печи исправность газовой магистрали, установленных на 40 ж ней приборов КИП и А и исправность газоходов и шиберов. Вся запорная арматура на газопроводах должна быть закрыта, а краны на продувоч­ ных свечах и свечах безопасности —открыты. Далее операции осущест­ вляют в следующей последовательности. Сначала подают воду в систему охлаждения печи и к шиберам на газоходах, проверяют ее циркуляцию,, проверяют и регулируют разрежение на ’’холодной” головке печи; про­ дувают воздухом в течение 10 мин всю систему печь —боров —дымовая труба. После продувки системы продувают газопровод; в момент про­ дувки проверяют давление газа перед горелкой, затем проверяют работу клапана-отсекателя газа. Через запальник отбирают в резиновый мешок пробу газа и, сжигая его, проверяют, есть ли в нем воздух. Если газ, вы­ пускаемый из резинового мешка, загорается спокойно, без хлопк4 и го­ рит, образуя пламя желтого цвета, то это значит, что воздуха в газопро­ воде нет и можно приступать к зажиганию горелки. Если при зажигании газа происходит хлопок или при горении образуется пламя голубого цве­ та, следует продолжить продувку газопровода. После 3—5 мин продувки снова отбирают пробу газа и проверяют ее на содержание в ней воздуха. При кратковременном перерыве в работе печи, если давление газа в га­ зопроводе за это время не снизилось ниже 20 мм вод. ст., газопровод мо­ жно не продувать. Основную горелку включают при помощи запальной горелки, без ис­ пользования дров. Для этого открывают кран на запальнике и одновре­ менно поджигают газ. Воздушная заслонка (шибер) у горелки в это вре­ мя должна быть закрыта. Затем запальник с горящим факелом вводят через запальное отверстие выпечь к устью осйовной горелки, после чего закрывают кран на газопроводе безопасности. При наличии факела у за­ пальника постепенно открывают задвижку на газопроводе у горелки. При нормальном загорании газа у основной горелки немного увеличива­ ют его подачу и постепенно подают первичный воздух к горелке. При ус­ тойчивой работе горелки закрывают кран на свечу, вынимают и тушат запальник и регулируют работу горелки на минимальном расходе газа. Примерно через полчаса после включения горелки, когда муфель горел­ ки нагревается до красного каления, приступают к регулировке тепло­ вого режима печи согласно графику сушки или нормам технологическо­ го режима. Изменять подачу газа и воздуха следует постепенно и плавно. Сушку и разогрев футеровки печи и холодильника, выполненных с применением конструктивных элементов из жаростойких бетонов, осу­ ществляют согласно инструкции по технологии приготовления и приме­ нению жаростойких бетонов СН 156-67. Сушку и разогрев футеровки дымовой трубы и кладки боровов осуществляют согласно инструкции по сушке и разогреву дымовых труб и боровов СН 19—58. При остановке печи вначале прекращают подачу кокса в печь; темпе­ ратуру отходящих из печи газов до окончания выгрузки материала под­ держивают около 600°С. После выгрузки материала прекращают пода­ чу газа. Для чего выключают горелку в несколько приемов: уменьшают подачу воздуха, затем газа и так до угасания пламени. Закрыв задвижку у горелки, закрывают задвижку на газопроводе к печи и открывают • 41 кран на свечу и кран на газопроводе безопасности. Затем печь переводят на вращение от вспомогательного привода и через 5—10 мин после выключения горелки прекращают подачу вторичного воздуха. При снижении температуры в ’"хблодной” головке до 200°С следует перевести печь на периодическое проворачивание на 1/3 обооота через каждые полчаса. При температуре в "холодной” головке 100 С прекращают периодическое проворачивание и печь останавливают. "* ; «л , *— Ж -.*■ - Лж^ Ан * * ' гл1 & ’ -~ * *4 U- ~ ^ ” - * » ’у т '“ ' * - <**" Щ Ц р* - *Г >■' % ^ Краткая характеристика футеровочных материалов прокалочных печей электродного применяют шамотные изделия марок : ЦМ1-А, ЦМ-2 и высокоглиноземистые лия марки ВГО-62. Физико-химические свойства огнеупорных изделии приведены в табл. 7. * осуществляют в соответствии с техническими виями промышленных печей СН и ПШ Огнеупорные кладки толщина категория кладки ноэемистых изделий 0 , толщина шва не 11ри кладке многошамотных кирпичей применяют шамотный р на жидком стекле, при кладке высокоглиноземистых кирпичей - высокоглиноземистый раствор на жидком стекле. Для повышения эксплуатационной стойкости огнеупорной футеровки производительности промышленных прокалочных печей целесообоазь Т А Б Л И Ц А 7. ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ОГНЕУПОРНЫХ ИЗДЕЛИЙ, ИСПОЛЬЗУЕМЫХ ДЛЯ ФУТЕРОВКИ ПРОМЫШЛЕННЫХ ПРОКАЛОЧНЫХ ПЕЧЕЙ (ПО ТУ 14-199-30-75) Наименование показателей • Содержание Alj Оэ + TiO ai %, не менее................. ............................. .. Огнеупорность, °С, не менее . , . . Дополнительная усадка, определя­ емая при 1400°С, не более.............. Температура начала деформации под нагрузкой 2 кгс/сма, °С, не м ен ее................................................. Пористость кажущаяся, %, не бо­ лее ..................................................... Предел прочности при сжатии, кгс/сма, не м енее.................\ . . . Термическая стойкость (нагрев до 1300 С, водяные теплосмены, до Щв I эд 6 * = ^ ^ р #*** як 34 1710 30 1710 0,3 0,7 0,4 1370 1300 1450 19 30 24 250 125 250 льтативно Не производится 42 62 1800 3 Щ * % * | ^ * » * t 11 ■ / % ‘Т ^ '. А- *ЩЖ - ^ ■“ M H f • ;^м i * I » Г с 1* ^ ч - ;« * . ... ->. ^gBl щ ВВя SB заменить высокоглинозёмйстый кирпич марки ВГО-62 более термостой­ кими муллитокремнеземистыми изделиями, отвечающими требованиям ТУ 14-199-30—75. Производство муллитокремнеземистых изделий осво­ ено на Семилукском огнеупорном заводе. При кладке муллитокремнезе­ мистых изделий целесообразно использовать высокоглиноземистый рас­ твор на ортофосфорной кислоте или фосфатных связках. Y. ПОДГОТОВКА ПЕКА ДЛЯ ПРОИЗВОДСТВА АНОДОВ Подготовка пека перед подачей на смешение состоит в основном в его обезвоживании и нагреве до температур, обеспечивающих транспорти­ ровку, дозирование и доброкачественное смешение. При этом возможно протекание и побочных процессов, обусловленных выдержкой пека при повышенных температурах. Поэтому технология пекоподготовки зави­ сит от вида поставляемого пека (твердый или жидкий) и его свойств. В мировой практике производства электродной продукции наиболее распространена поставка на заводы-потребители пека в твердом виде. На алюминиевые и электродные заводы твердый пек, как правило, постав­ ляется с большим, до 4% (по массе), содержанием влаги. Установлено, что влага, входящая в состав пека, содержится в нем в двух состояниях: капельно-жидком и тонкораспыленном. Капельно-жидкая влага легко отделяется от пека при его расплавлении, а распыленная — при нагрева­ нии до 130°С. , . Практика показала, что повышенное содержание влаги отрицательно влияет на качество анодов — механическую прочность, пористость и рас­ ход при электролизе. Для полного удаления влаги пек после расплавле­ ния в пекоприемниках выдерживают несколько суток в пекоплавителях при температуре не ниже (120±5)°С . Исследования процессов расплав­ ления и обезвоживания среднетемпературных пеков показали, что время расплавления пека в пекоприемнике составляет 10—11 ч. При этом влаж­ ность снижается в два раза (удаляется капельно-жидкая влага), а свой­ ства пека не изменяются. При выдержке пека в пекоплавителях происходит не только полное удаление влаги, но и термообработка пека. В зависимости от ритмичнос­ ти поставок пек в плавителях находится от 2 до 10 сут. В табл. 8 приве­ дены результаты исследования свойств пека, термообработанного в пе­ коплавителях. Как следует из табл. 8, при выдержке пека в пекоплавителях заметно изменяются его свойства: уменьшается содержание летучих веществ, по­ вышается температура размягчения и изменяется групповой состав. В це­ лом в процессе изотермической термообработки пека происходит его об­ лагораживание (ароматизация) и стабилизация свойств. Необходимость предварительной подготовки и разогрева пека обусло­ вливается также отсутствием достаточно эффективного нагрева коксо­ вой шихты при производстве электродной массы и высокотемператур­ ного нагрева в смесительном оборудовании. Применяемая в настоящее 43 время технология подготовки пека имеет существенные недостатки, длительностью процесса подготовки пека обусловливаются значительные капитальные и эксплуатационные затраты; на существующих складах пе­ ка не вполне обеспечены нормальные условия труда. Устранение этих недостатков, связанных с применением твердого пека, достигается при внедрении термоизолированных цистерн в производство обожженных анодов. Транспортировка пека в жидком виде в железнодо­ рожных термоцистернах позволяет значительно сократить эксплуатаци­ онные затраты на предварительную подготовку пека и создать новую, совершенную конструкцию склада пека. Длительная практика эксплуа­ тации цистерн подтвердила целесообразность их применения в производюй продукции. Применяя термоцистерны, из схемы подгоа пека можно исключить процессы расплавления и обезвоживания, а ^обработку связующего осуществлять в значительно более короткие и за счет нагрева пека в электропечах. Работа современного склада описана в гл. UI. Л И U А 8. СВОЙСТВА ТЕРМООБРАБОТАННОГО ПЕКА Параметры Термообработанный пек Исходный пек Влажность, % ...................... 0,92 Летучие, % ......................... 65,6 Температура размягчения (К и С)? С .......................62,0 Групповой состав, % а .....................................24,3 0 . .....................................33,0 7 .....................................42,4 Коксовый остаток, %. . . .47,4 Вспучиваемость, % ........... 5 Истинная плотность, г/смэ 1,270 Температура начала смачи­ вания, С ..........................<.147 Абсорбционная способ­ ность, м г / г ........... *............. 8,0 0,4 62,0 0,2 61,3 0,1 60,8 Следы 60,0 62,0 67.0 69,5 71.0 24.6 33.0 42.7 50.1 5 1,275 24,6 32,5 42,9 51.1 25,8 32,0 42,2 52,7 25,9 32.1 42,0 50,6 0 0 0 1,285 1,295 1,300 147 149 8,0 8,0 149 6,5 156 6,2 *¥( и С —метод кольца и стержня. YI. ПРИГОТОВЛЕНИЕ ЭЛЕКТРОДНОЙ МАССЫ Приготовление электродной массы является одним из важнейших тех­ нологических переделов производства обожженных анодов, так как от качества электродной массы в значительной степени зависит качество ко­ нечного продукта, а также технико-экономические показатели работы всего производства. V' Технология изготовления электродной массы включает следующие наиболее ответственные операции: 1) измельчение и классификацию 44 углеродистых материалов; 2) составление производственных рецептур и дозировку материалов; -3) смешение электродных масс. 1. ИЗМЕЛЬЧЕНИЕ И КЛАССИФИКАЦИЯ УГЛЕРОДИСТЫХ МАТЕРИАЛОВ .- * Основные процессы измельчения ^ ^ 11- ^ Процесс измельчения можно представить как работу внешних сил, направленную на преодоление внутренних сил, которыми определяется <• большая или меньшая прочность твердого тела. В процессе измельчения . происходит уменьшение кусков материала в результате механических f воздействий различных сил: раздавливания, раскалывания, истирания ^ или удара. Как правило, при дроблении используется комбинация при- * лагаемых сил, характер которых определяется свойствами углеродис­ того материала. Так, для твердых и хрупких материалов эффективны удар или раздавливание, для вязких —раздавливание вместе с истирани­ ем; для крупных кусков - раздавливание, для кусков средней величи­ ны — удар или раздавливание, для тонких материалов —истирание вмес­ те с ударом и раздавливанием. Степень измельчения характеризуется как отношение размера наи­ больших кусков, поступающих на измельчение, к размеру наибольших измельченных кусков. В зависимости от исходного размера кусков при­ нято называть крупным измельчением или дроблением такое, при кото­ ром дробятся куски размером от 1000 до 120 мм, средним — от 50 до 2 мм и тонким — до кусков размером более 2 мм. Степень измельчения зависит от величины кусков материала, поступающего на измельчение, а также от типа и конструкции дробильно-размольных машин. Дробильно’размольное оборудование В зависимости от конструкции и принципа действия все дробильно­ размольные машины подразделяют на дробилки и мельницы. Эти маши­ ны должны удовлетворять следующим основным требованиям: простота | конструкции, минимальная энерго- и металлоемкость при высокой про- X изводительности, максимальный срок службы, возможность автоматиза­ ции и обеспечение удовлетворительных условий труда. В электродной промышленности применяют дробильные машины раз­ ных видов: для предварительного дробления углеродистых материалов— зубчатые валковые или щековые дробилки, для предварительного дроб­ ления зеленого и обожженного боя —щековые и молотковые; для дроб­ ления прокаленного кокса — высокопроизводительные валковые, мо­ лотковые или конусные дробилки; для мелкого измельчения —шаровые мельницы. В валковых дробилках материал измельчается между двумя вращаю­ щимися навстречу один другому валками путем раздавливания и частич­ но истирания. Положительные качества валковых дробилок: незначи­ тельное количество мелких фракций при дроблении и высокая произво­ дительность, а расход энергии значительно ниже, чем других дробилок. 45 11 Г Производительность дробилки зависит от диаметра и длины валков, от ширины выпускной щели и числа оборотов валков. Однако из-за не­ равномерной подачи кокса по длине валка материал движется интенсив­ ней в средней части валков, чем по краям, вследствие трения о боковые стенки загрузочной воронки. Поэтому средняя часть валков изнашивает­ ся значительно быстрее. Для обеспечения более равномерного потока ма­ териала необходимо перед дробилкой установить питатель. Для предотвращения пылеобразования валковые дробилки тщательно укрывают кожухом и герметизируют; в некоторых случаях устанавли­ вают местный отсос пыли. Для обеспечения нормальных условий работы валковых дробилок не­ обходимо соблюдение следующих условий: 1) отношение диаметра кус­ ка материала к ширине щели между валками должно быть не более 4:1; 2) отношение диаметров валков к диаметру куска должно быть не менее 20:1. При соблюдении этих условий куски дробимого материала не бу­ дут втягиваться в пространство между валками. В отличие от валковых в молотковых дробилках дробление происхо­ дит от удара и частично от истирания материала вращающимися с боль­ шой скоростью ударными телами (молотками, билами), шарнирно за­ крепленными на горизонтально расположенном роторе с помощью стер­ жней в кольцевых пазах между дисками, насаженными на вал. Станина дробилки, на которой крепится вал ротора, а также ее кожух футерова­ ны сменными защитными плитами из специальной твердой стали. Дно камеры представляет собой колосниковую решетку, состоящую из двух звеньев, укрепленных на выступах внутри станины. Смену колосников осуществляют через окна в торцовых стенках кожуха. Для нормальной работы молотковой дробилки требуется тщательная балансировка всех вращающихся частей (во избежание значительных ви­ браций) . Особенно важно, чтобы два молотка, помещенные на противо­ положных концах в одной плоскости вращения, были одной длины и одинаковой массы. Достоинства молотковых дробилок заключаются в их большой про­ изводительности, простоте ухода и доступности для осмотра и замены изношенных деталей. Кроме того, такие дробилки дают измельчениеочень высокой степени (15—35). Щековые же дробилки в зависимости от особенностей конструкции и прочности материала позволяют получать степень измельчения не выше 3—6. Поэтому их в основном применяют для грубого дробления при пе­ реработке отходов производства и некоторых вспомогательных матери­ алов. Материал, подвергаемый дроблению, попадает между щеками и при приближении подвижной щеки к неподвижной раздавливается. Произво­ дительность щековой дробилки определяется скоростью вращения эк­ сцентрикового вала, т.е. числом качаний щеки, и углом захвата дробил­ ки. Чем меньше угол захвата, тем больше производительность дробилки, но меньше степень измельчения. Основные недостатки щековых дроби­ лок — относительно малая их производительность и повышенный расход электроэнергии на 1 т дробленого материала. 46 Как и щековые дробилки, конусные дробилки дают степень измельче­ ния 4—8, могут перерабатывать очень прочные породы и применяются в основном для крупного и среднего дробления. В конусных дробилках измельчение материала происходит в пространстве между подвижным конусом и неподвижной (обрамляющей) частью машины. Отечественная промышленность изготовляет конусные дробилки сле­ дующих типов: крупного (ККД), среднего (КСД) и мелкого (КМД) дробления. Основные части дробилок: станина (корпус), подвижной ко­ нус, вал конуса, эксцентрик, приводной вал со шкивом. Дополнительное оборудование конусных дробилок — система смазки, для некоторых — гидравлическая система. В соответствии с принятой в цехе обожженных анодов транспортно-тех­ нологической схемой в дробильно-размольных отделениях устанавлива­ ется каскад из одной конусной и двух валковых дробилок. Для получения пылевой фракции коксовой шихты применяют шаро­ вые мельницы. Такая мельница представляет собой барабан в основном цилиндрической формы с торцовыми крышками. Крышки снабжены пустотелыми цапфами с подшипниками, на которых вращается барабан. Внутренняя поверхность барабана и торцовых крышек футерована бро­ невыми износостойкими плитами. Иногда между плитами и корпусом барабана прокладывают прорезиненную ткань, что ослабляет шум и*предохраняет барабан мельницы от ударов. Дробящими телами служат ша­ ры из твердой марганцовистой и высокоуглеродистой стали. Исходный углеродистый материал поступает во вращающийся бара> бан мельницы, заполненный, на 35—40% объема стальными шарами. Из­ мельчение происходит вследствие удара шаров при падении и отчасти истирания при перекатывании массы материала и шаров. Осевое перемещение и разгрузка материала осуществляются за счет подпора со стороны свежего питания, вытесняющего содержимое мель­ ницы к ее разгрузочному конусу. С этой целью диаметр разгрузочного отверстия делается несколько больше загрузочного, а образующаяся раз­ ность уровней по длине мельницы способствует перемещению материала. Производительность шаровой мельницы определяется рядом факто­ ров, из которых наиболее важны геометрические размеры барабана, сте­ пень заполнения мельницы шарами, число оборотов барабана и схема (■ подключения мельницы. С увеличением рабочего объема барабана возрастает производитель­ ность мельницы, поэтому следует стремиться к использованию в качест­ ве футеровочных плит высококачественных марганцовистых сталей, что позволяет уменьшить толщину футеровки и, следовательно, увеличить рабочий объем барабана. Производительность мельницы и удельный расход электроэнергии на единицу измельчаемого материала зависят также от объема заполнения мельницы шарами, размера шаров, износа и порядка компенсации шаро­ вой загрузки. На практике уровень загрузки мельницы шарами принима* ется на 100-150 мм ниже кромки разгрузочного отверстия. Размер дро- 47 7 бяхцих. шаров выбирают в зависимости от крупности измельчаемого ма­ териала: чем крупнее исходный материал, тем больше размер шаров. В процессе работы мельницы шары изнашиваются, поэтому при дли* тельной эксплуатации мельницы необходимо систематически пополнять убыль шаров. Полную ревизию шаровой загрузки рассевом ее по клас­ сам производят не реже одного раза в 3—4 мес. Работа шаровой мельницы может осуществляться в открытом (на слив) и замкнутом циклах (с пневмосепарацией). Мельница со свобод­ ным сливом готового продукта имеет меньшую производительность и дает менее стабильный по гранулометрическому составу и свойствам тонкий помол, чем мельница с пневмосепарацией. При работе по замкну­ тому циклу не стремятся сразу получить готовый продукт, и количество годного продукта может составлять 75% общей загрузки. Несмотря на более сложное оборудование мельницы с пневмосепарацией и повышен­ ные энергозатраты, связанные с необходимостью создания постоянного воздушного потока для удаления пыли, сепарации крупных частиц, отде­ ления пыли в циклоне и очистки части воздушного потока в фийьтрах, этот тип мельницы нашел самое широкое применение в электродном производстве вследствие стабильности гранулометрического состава и высокой производительности. Контроль и регулирование загрузки мельницы можно осуществлять по величине потребляемой мощности, по температуре материала или ин­ тенсивности шума, производимого мельницей и улавливаемого звукоме­ трическим датчиком, в месте наибольшей интенсивности п о м е ш е н н ы м шума. . л , г. Гранулометрический состав пыли зависит от качества пуска и наладки всего оборудования, в первую очередь —наиболее сложного участка, об­ разующего вместе с шаровыми мельницами линию тонкого помола. П уск и эксплуатация линии тонкого помола В состав линии тонкого помола, работающей в замкнутом цикле (рис. 5 ), входят, кроме шаровой мельницы, воздушный сепаратор для разделения фракций размолотого материала, циклон, в котором оседает и откуда выгружается большая часть размолотого материала, рукавный фильтр для окончательного обеспыливания' воздушного потока и мель­ ничный вентилятор. .. Перед пуском всей линии проверяют циркуляцию водяного охлажде­ ния масла, питающего подшипники, уровень и температуру масла для смазки зубчатого венца мельницы. Пуск линии тонкого помола осуществляется автоматически с пульта управления, при этом оборудование включается в следующей последова­ тельности: 1) главный вентилятор и система газоочистки; 2) шибер пе­ ред циклоном; 3) шлюзовой питатель циклонов; 4) шнеки; 5) шаровая мельница. * В течение нескольких смен производят наладку работы мельницы и по достижении нужных показателей настраивают шнековый питатель на ав­ томатическую загрузку. При первичном запуске мельницы после монта48 Рис. 5. Технологическая схема ли­ нии тонкого помола: 1 - шаровая мельница; 2 - воздуш­ ный сепаратор; 3 — циклон; 4 — рукавный фильтр; 5 —мельничный вентилятор; 6 —бункер; 7 —элек­ троухо ~ 7 -Л Р жа или капитального ремонта в течение 4 ч мельница должна работать вхолостую для проверки смазки. При удовлетворительной работе меха­ низмов мельницу загружают на 50% заданной производительности. После 8 и 24 ч работы проверяют состояние зубьев венца и оставляют мельницу работать с 50%-ной производительностью в течение 100 ч, постоянно наб­ людая за подшипниками, редукторами, зубьями. После 100 ч работы проверяют рабочую поверхность и общее состояние мельницы и загрузку увеличивают до 75%; затем после 24 ч работы снова проверяют рабочую поверхность и продолжают обкатку в течение 350 ч. При обкатке необхо­ димо следить за состоянием зубьев подшипников и редукторов, действи­ ем маслопровода, уровнем и циркуляцией масла. Через 350 ч работы сно­ ва проверяют рабочую поверхность и загрузку увеличивают до 100%; Ос­ мотр рабочей поверхности загруженной на полную производительность мельницы производят через *24 ч, а затем после 1000 ч работы мельницы. Для приготовлений тонкого помола в шаровую мельницу подают кокс фракции 0 -1 2 мм, а также пыль из аспирационной системы цеха и сепаратора. Из мельницы пыль вентилятором через сепаратор подается в циклон, а затем в сортовой бункер. * Производительность установки до 9 т/ч. Конечным продуктом явля­ ется сортовая фракция коксовой шихты крупностью —0,15 мм с содер­ жанием контролируемого класса в пределах 80—100%. Особые требова­ ния к качеству помола — стабильность его гранулометрического состава и определенная дисперсность. Поэтому контролируют содержание в по­ моле класса —0,074 мм, пределы изменения содержания которого дол­ жны укладываться в диапазон 60-65%. Требуемый состав шарового помола обеспечивается системой автома­ тического управления работой мельницы» а контролируется путем пери­ одического отбора и рассева проб (два раза в смену) после циклонов. Производительность установки должна обеспечивать постоянное запол­ нение сортового бункера. Классификация маттиола по фракциям Для разделения смеси измельченного углеродистого материала на фракции, состоящие из зерен, более близких по размеру, чем в исходной смеси, осуществляют операцию классификации. Если эта операция произ­ водится путем пропускания материала через сита грохотов, то она назы­ вается просеиванием или грохочением. В результате грохочения получа­ ются материалы нескольких классов (фракций), отличающихся по крупНОСТИ. '. : Для классификации материалов в промышленной практике применя­ ют машины (грохоты) четырех тинов: вибрационные, плоские качающи­ еся, барабанные и колосниковые. Производительность грохота связана ,с эффективностью его работы. При высокой скорости прохождения мате­ риала и большом слое его на поверхности сита производительность гро­ хота увеличивается, а эффективность рассева снижается, так как мелочь не успевает отсеиваться. Высоту слоя ограничивают, как правило, разме­ ром одного диаметра максимального куска материала при крупном, гоо•хочении и двумя—четырьмя диаметрами—при мелком грохочении, корость подачи материала зависит от конструкции грохота, угла'его накло­ на и составляет обычно 0,1 - 0,3 м /с. При равной эффективности рассева производительность грохота будет определяться площадью рабочей по­ верхности сига. Наиболее широко распространены вибрационные грохоты, в которых проволочное сито получает быстрые колебательные движения с амплиту­ дой 0,5 - 12 мм и частотой 900 - 1500 об/мин в направлении, нормаль­ ном к поверхности сита. Вибрационные грохоты обладают высокой про­ изводительностью на единицу площади сита, отличаются легкостью регу­ лировки их работы, а также простотой обслуживания (смены сит). По сравнению с грохотами других типов они дешевле, легче, меньше расхо­ дуют энергии и характеризуются высокой точностью просеивания, дости­ гающей 95 —98% с допуском по точности ± 1%. Для рассева углеродистых материалов чаще всего применяют вибра­ ционные грохоты с одним — тремя ситами, устанавливаемыми наклонно под углом (15 ± 3 )° . Производительность таких грохотов около 90 м /ч. При регулировании грохота сначала определяют оптимальный угол нак­ лона, а затем устанавливают необходимую частоту вибраций. Ухудшение качества грохочения может быть вызвано различными при­ чинами и в первую очередь — засорением отверстий сит материалом или прорывом сит. Для увеличения срока службы грохотов целесообразно снабжать их калиброванными сетками из нержавеющей стали. Целост­ ность сеток проверяют один раз в смену. При нарушении работы грохотов из-за недостаточного натяжения сиг, чрезмерного износа подшипников, отсутствия в них смазки, поломки пружин, ослабления болтовых соединений наблюдаются повышенный шум и запыленность. Во избежание запыления помещений и ухудшения санитарно-гигиенических условий труда грохоты максимально гермети­ зируют и подключают к системе промышленной вентиляции. Ф 50 ’I ■"*”• I ; 2. СОСТАВЛЕНИЕ ПРОИЗВОДСТВЕННЫХ РЕЦЕПТУР И ДОЗИРОВАНИЕ МАТЕРИАЛОВ Основные рекомендации по составлению рецептур Рецептура при производстве электродной массы играет важную роль в технологии производства обожженных анодов: от рецептуры исходной шихты (соотношения коксовЪгх фракций, максимальной крупности зер­ на) и содержания связующего в массе зависят физико-химические свой­ ства и в конечном счете качество анодов. Так, с увеличением содержания крупных фракций снижается электро­ сопротивление и усадка анодов при обжиге, а с повышением количества пылевых фракций увеличиваются механическая прочность и плотность анодных блоков. Промежуточные фракции коксовой шихты в большей степени осыпаются во время электрохимического окисления анода, и их количество регламентируется . Максимальная крупность зерна кокса-наполнителя в соответствии с основным принципом составления рецептур определяется размером анод­ ного блока: чем больше размер электродных изделий, тем выше макси­ мальная крупность зерна, так как возрастают абсолютные величины усад­ ки и внутренних напряжений при обжиге анодов. Выбор оптимального гранулометрического состава определяется так­ же свойствами исходного сырья, условиями и технико-экономическими показателями производства. При изменении гранулометрического соста­ ва возникают серьезные проблемы в работе дробильного оборудования и в обеспечении необходимой системы рассева. При этом важно соблюдать стабильный баланс получаемых фракций: избыток или недостаток ка­ кой-либо фракции может полностью расстроить работу всего передела до­ зировки и смешения. Поэтому при переходе на новый гранулометричес­ кий состав требуются серьезная подготовка и проведение комплекса ис­ следовательских работ. В основе подбора гранулометрического состава лежит принцип макси­ мальной плотности (насыпной плотности) коксовой шихты. Наиболь­ шую насыпную плотность имеют сыпучие материалы, не содержащие средних фракций, при отношении величины мелких частиц к величине крупных меньше 1:10. Количество мелкой фракции в смеси должно сос­ тавлять 50-60%. Практически большинство рецептур для электродных изделий составляют по принципу прерывистого гранулометрического со­ става, когда средние фракции зерновых материалов не учитывают. Различными зарубежными фирмами используются следующие грану­ лометрические составы при производстве обожженных анодов (табл. 9 ). Большое влияние на качество обожженных анодов оказывает содер­ жание связующего. Оптимальное количество пека в электродной массе зависит от свойств кокса и пека, гранулометрического состава коксовой шихты и применяемого технологического оборудования на переделах прессования и обжига. Деформация блоков после прессования и при об­ жиге определяется прежде всего содержанием пека. Ф 51 Т А Б Л И Ц А 9. ГРАНУЛОМЕТРИЧЕСКИЙ СОСТАВ КОКСОВОЙ ШИХТЫ ЭЛЕКТРОДНОЙ МАССЫ Содержание (%) фракцки.мм Страна Канада. . . Швейцария в том чис­ ле —0,08 й • 20 15 20 18 10 18 20 38 20 14 20 22 50 53 40 22 40 38 — — С увеличением содержания пека на 1% в пределах 13—19% снижается расход анодов на 1,5—1,7%; при этом плотность, электропроводность и прочность образцов значительно повышаются, а газопроницаемость сни­ жается; минимальные объемные изменения образца наблюдаются при со­ держании в массе 16—18% пека. •. В состав электродной массы обычно входят добавки отходов произ­ водства: зеленый и обожженный бой, возвраты массы и огарки. Содержа­ ние в смеси необожженных отходов (бой спрессованных анодов и возвра­ тов электродной массы) не должно превышать 5%, в противном случае нарушается работа фильтров, шнеков предварительного нагрева и мель* ниц. Содержание в смеси обожженных отходов ("огарки” и бой обож­ женных ^анодов),как правило, должно быть не более 15%, но для некото­ рых партий продукции допускается до 50%. Обожженные отходы дол­ жны быть очищены от электролита, который может вызвать растрескива­ ние спрессованных анодов во влажной атмосфере, и от металлических частиц (чугун и алюминий), наличие которых может вызвать порреждение оборудования. При добавке 1% огарков в пределах 0 —25% увеличи­ вается расход образцов при электролизе на 0,3%. В случае укрупненного гранулометрического состава влияние добавки огарков меньшее, и рас­ ход увеличивается только на 0,2%. Все отходы производства следует смешивать по возможности в посто­ янном соотношении, так как оно влияет на содержание пека в электрод­ ной массе (из-за наличия в отходах связующего и специфичности струк­ туры обожженных отходов). Обычно прибавление отходов обеих катего­ рий требует снижения содержания пека в электродной массе. Дозировка компонентов электродной массы Исходя из характеристик дробильно-размольного оборудования, ча­ ще всего применяют четырехфракционное дозирование (реже — трехили пятифракционное) в соответствии с принятым гранулометрическим составом. При подаче на смешение определенного количества коксовой шихты производительность дозаторов с учетом допустимых колебаний состава основных фракций будет различной. Производительность насоса, дозирующего пек, определяется процентным содержание»} связующего в электродной массе. .</• :*•' щ t : %->•• 52 Для дозирования коксовой шихты в смесительных установках непре­ рывного действия применяют шнековые дозаторы объемного действия типа ПНС или цесовые дозаторы типа ПНВ и ДВ. Недостатком объемных дозаторов является относительно низкая точность дозирования, что объясняется существенными изменениями насыпной плотности дозируе­ мого материала вследствие изменения гранулометрического состава и температуры материала, различия структур коксов и т.п. За рубежом на большинстве заводов установлено дозировочное обо­ рудование, выпускаемое швейцарской фирмой ”Хазлер” (H azier).Уста* новка для дозирования представляет собой непрерывно действующий электронно-весовой дозатор ленточного типа, точность дозирования ко­ торого ± 1%. Дозаторы снабжены контрольными устройствами, позволя­ ющими производить контрольное взвешивание, не прерывая подачу пос­ тупающего материала, а также изменять производительность без наруше­ ния процентного соотношения между компонентами шихты. Ленточные дозаторы и шнеки для сбора материала работают под не­ большим разрежением во избежание выброса пыли. Частички пыли из от­ сасываемого воздуха отделяются в сепараторе и непрерывно подаются в смеситель. • Точность взвешивания гарантируется при оснащении дозаторов пыле­ улавливающим устройством. Пек дозируется шестеренчатым насосом, производительность которо­ го регулируется с помощью вариатора оборотов. Точность дозирования связующего зависит не только от конструкции насоса, но и от условий работы всей системы, включающей напорный бак, насос, вариатор и пекопроводы. . ' V fr'iO* 4* 1 , ^ 4 ~ f ^ 3. СМЕШЕНИЕ ЭЛЕКТРОДНЫХ МАСС Основы процесса смешения Смешение является сложным процессом, качество которого зависит от ряда факторов, одни из которых постоянны, а другие переменны или случайны; следовательно, они действуют на распределение свойств в сме­ шиваемых объемах также постоянно, переменно или случайно. К числу постоянно действующих можно отнести следующие факторы: конструк­ тивная форма смесителя, скорость перемещения частиц при смешении, величина коэффициента трения между частицами смеси, тепло- и массообмен смеси, гранулометрический состав смешиваемых компонентов, внешняя среда, степень заполнения смесителя шихтой и др. К случайно действующим факторам можно отнести форму смешиваемых частиц из­ мельчение гранулометрического состава, агрегацию и истирание частиц во время смешения. * Процесс смешения электродных масс можно разделить на две стадии: на первой происходит механическое перемешивание (гомогенизация) фракции кокса, на второй протекают сложные физико-химические про­ цессы взаимодействия связующего с коксом-наполнителем. Чтобы свя­ зующие вещества выполняли свое назначение, они должны не только рав- 53 номерно распределяться по объему смеси, но и смачивать зерна коксо­ вой шихты. Смачивание — это адгезионное явление; оно обусловлено силами мо­ лекулярного притяжения, действующими на поверхности раздела твер­ дой и жидкой фаз. После смачивания к о к с о в ы х частиц происходит избирательная адсорбция составных частей'пека на поверхности коксовых частиц. Наиболее легко адсорбируются тяжелые коллоидные составляю­ щие связующих, меньше всего адсорбируются легкие углеводородные вещества. Кроме того, частицы пека проникают в поры коксовых зерен. Приблизительно 5-15% пека, вводимого в шихту, расходуется на запол­ нение пор кокса. w *„ Известны два принципа смешения коксовой шихты с пеком. Первый состоит в разрывании массы шихты на небольшие части, которые затем перемещаются и вновь объединяются в сплошную массу смешение дав­ лением. По второму принципу, части массы шихты перемещаются без разрыва сплошности, а вследствие многократных пластических дефор*, маций (смешение вминанием). Как правило, в смесительной машине ис­ пользуются одновременно оба принципа смешения; преобладание того или иного принципа зависит от конструкции смесителя и режима смешения. Технологический режим смешения Основными технологическими показателями режима смешения явля­ ются температура и время. Оптимальная температура смешения зависит от свойств пека и кокса, причем наибольшее влияние на температуру смешения оказывают температура размягчения связующего, его вяз­ костные и поверхностные свойства. Установлено, что температура сме­ шиваемой массы должна быть на 50—70°С выше температуры размягче­ ния пека. По некоторым зарубежным данным» температура смешения примерно в два раза выше температуры размягчения пека. В конечном счете температура смешения должна обеспечить условия, при которых связующее будет обладать минимальной вязкостью и наилучшими сма­ чивающими свойствами. При этом тоже для обеспечения хороших дластических свойств массы требуется оптимальное количество пека. Продолжительность смешения определяется как свойствами смеши­ ваемых материалов, так и применяемым способом смешения. Например, чем мельче смешиваемые компоненты и выше температура размягчения пека, тем больше требуется времени на смешение. Увеличение количест­ ва связующего позволяет сократить время процесса. При периодическом смешении полное время нахождения материала в смесителе составляет 40 — 60 мин, из которых 1 0 — 15 мин затрачивается на смешение коксо­ вой шихты и 30 — 40 мин —на смешение кокса с пеком* Время пребыва­ ния материала в смесителе непрерывного действия зависит от схемы по­ дачи связующего материала. При дозировке пека в твердом виде круп­ ные и средние фракции коксовой шихты и часть пека подаются в первый из двух последовательно установленных смесителей, где происходит предварительное смешение и подогрев массы до*145°С. Во второй, ана­ логичный по конструкции агрегат вместе с массой направляется пылевая 54 фракция и оставшаяся часть связующего. Время пребывания в каждом из смесителей около 3 мин; на выходе готовая масса может иметь темпе­ ратуру до 175°С. При дозировке жидкого пека можно использовал только один смеситель. При непрерывном смешении перед подачей в первый смеситель коксовая шихта подогревается в шнековом смесителе-подогревателе до 140-150гС. Стандартной технологической схемой смесительного передела преду­ смотрено наличие дозаторов, шнека-поЬогревателя коксовой шихты и одиого-двух последовательно установленных непрерывных смесителей. Смесительное оборудование По принципу действия все устройства для смешения электродных масс подразделяются на машины периодического и непрерывного дей­ ствия. К преимуществам периодических смесителей следует отнести возможность точности дозировки компонентов, эффективность смешения и хо­ рошее качество электродной массы. Однако эти смесители имеют и зна­ чительные недостатки: низка производительность, велик* габариты и не­ совершенна конструкция, что затрудняет механизацию и автоматизацию процесса. Мощность привода используется также нерационально, так как она выбирается из условий работы в начальный период смешения, что приводит к необходимости установки двигателей повышенной мощности. При непрерывном процессе смешения осуществляются постоянная по­ дача компонентов шихты и пека в загрузочное отверстие и постоянная вы­ грузка электродной массы. . В настоящее время лучшим образцом смесительной установки для смешения электродных масс при производстве обожженных анодов яв­ ляется непрерывный смеситель швейцарской фирмы ’’Бусс” (Buss) (рис. 6 ). Отличительная особенность смесительных машин этой фирмы Рис. 6. Обишй вид смесителя непрерывного действия фирмы "Бусс’ 55 заключается в том, что вращательное движение смесительного шнека совмещается с возвратно-поступательным движением. Создаваемое при этом взаимодействие лопастей шнека и зубьев цилиндра обеспечивает равномерное смешение массы. Смесительная машина состоит из кожуха, смесительного шнека, при­ вода и опорного устройства. Кожух смесителя выполнен в виде разъем­ ного (из двух половин) цилиндра с рубашкой для обогрева. Полуцилин­ дры кожуха имеют шарнирное соединение в нижней части и болтовое — в верхней. Загрузочный конец смесителя в верхней части имеет прием­ ную воронку для компонентов шихты,- а в нижней части—выпускное от­ верстие, к которому при помощи фланцев крепятся сменные сопла раз­ личной конструкции. По внутренней поверхности кожуха смесителя установлены в три ли­ нии секторные пластины (зубья) ромбовидного сечения. Смесительный шнек имеет наружный диаметр 390 мм. В месте загрузки компонентов шихты вал шнека снабжен транспортными лопастями, идущими по винтовой линии и охватывающими 3/4 окружности. Транспортные лопасти удалены от рабочих лопастей на расстояние 160—200 мм. Смеситель приводится в действие от электропривода через специаль­ ный редуктор, синхронно обеспечивающий как вращательное, так и гори­ зонтальное возвратно-поступательное движение шнека. Машина рассчита­ на на работу как с жидким, так и с твердым пеком. Водяные пары и возгоны пека, выделяющиеся из массы, при выходе из смесителя улавливаются колпаком и очищаются. Очистительная уста­ новка состоит из колпака, трубопровода и специального вентилятора с двигателем. Кожух, шнек и разгрузочное сопло смесительной машины обогреваются органическим теплоносителем, нагреваемым до 200—300 С с помощью газа, мазута или электричества. Котельная высокоорганического теплоносителя (ВОТ) для нагрева органического теплоносителя включает котел, комплексную установку с горелками, систему управления для подачи топлива, а также подогрева­ тель воздуха и циркуляционные насосы. Преимущества смесительных установок непрерывного действия типа Бусс —высокая производительность при хорошем качестве массы, незна­ чительные затраты труда на обслуживание и ремонт, возможность созда­ ния необходимых санитарно-гигиенических условий труда. в Пуск и эксплуатация смесительной установки При пуске в ход смесительной установки прежде всего необходимо, чтобы действовали линия транспортировки массы, нагревательная сис­ тема, мокрый скруббер, а также чтобы была обеспечена аспирация линии. Запуск смесительной установки осуществляют в режиме ’’местного хода”, а затем переходят на автоматическое управление. Последователь­ ность операций запуска такова: 1) на основании заданной рецептуры шихты, гранулометрического со­ става фракций в сортовых бункерах и необходимой производительности рассчитывают и производительность дозаторов (тонн фракций сухой 56 *ЫШ ж. . . . . . . . ^............. щ ШШН шихты в час), при этом производительность дозаторов приблизительна, корректировка производится позднее; 2) запускают котельную теплоносителя (по определенной инструкции), поднимают температуру теплоносителя до 250 — 290°С и прогревают шнеки и рубашки подогревателя порошков и два смесителя до 260 С; 3) пускают подогреватель порошков без материала, устанавливают скорость вращения 3—4 об/мин (несколько больше оптимальной, чтобы предотвратить засорение подогревателя материалом); 4) запускают в холостом режиме сначала 1-й, а затем 2-й смесители; 5) включают дозаторы сортовых бункеров с некоторым смещением по времени (чтобы твердые составляющие поступили одновременно в со­ бирательный шнек) и подогреватель порошков заполняют материалом; при этом уровень материала должен быть несколько ниже оптимального, задаваемого фирмой-изготовителем, однако не более половины диаметра шнеков (уровень заполнения контролируется визуально); 6) через 2—3 мин после начала поступления материала в смесители включают насос подачи пека, при этом его количество задают на 2—3% меньше необходимого. ' При пуске смесителей в действие выходное отверстие должно быть полностью открыто. После начала выхода массы отверстие можно немно­ го прикрыть, чтобы создать некоторое противодавление. Температуру массы регулируют на выходе из смесителя, исходя из требуемой температуры массы для последующего прессования, регули­ руя температуру теплоносителя и скорость его циркуляции как в смеси­ телях, так и в подогревателях порошков. По внешнему виду массы, по ее прессуемости, по виду блока устанав­ ливают необходимое количество пека, проверяют точность дозирования (с пульта управления) и корректируют дозировку фракций сухой шихты. Путем регулировки числа оборотов шнеков подбирают оптимальный уровень заполнения подогревателя сухой шихты. Регулировку скорости (как правило, снижение) ведут очень плавно: в течение 1—1,5 ч изменя­ ют число оборотов на 0,5—1,0 в минуту. При резком уменьшении числа оборотов шнеков замедляется поступление материала в 1-й смеситель при неизменном дозировании пека, что приводит к замасливанию пеком всех транспортных линий до пресса, а также самогб пресса. Регулировка может быть и резкой, но только при условии одновременной корректи­ ровки подачи пека. Скорость вращения шнека и заполнение смесителя регулируют так, чтобы обеспечить пропускание заданного количества материала. Для ре­ гулировки выполняют визуальные наблюдения ,за количеством материа­ ла в переходных устройствах. По окончании наладки всю систему смеше­ ния переводят на автоматическое управление в режиме нормальной эк­ сплуатации. В практике эксплуатации смесительной линии применяют три формы ее остановки: ' а) без опорожнения линии; в этом случае остановка всей линии мгно­ венная, за исключением нагрева, который отключается индивидуально; 1° ' . * _ 57 б) с опорожнением смесителеи; в этом случае, нажимая на кнопку "остановка”, мгновенно останавливают дозаторы и шнеки предваритель­ ного нагревания; смесители продолжают действовать, их останавливают после прекращения выхода материала; в) с опорожнением всего передела; в этом случае необходимо остано­ вить каждый агрегат после его опорожнения, начиная с головы смеси­ тельной линии. При аварийной остановке линии масса из смесителя должна быть вы­ работана во избежание прикоксовывания ее к стенкам камеры смешения и шнеку под действием температуры теплоносителя; если это случится, то пуск смесителя крайне затруднен и, как правило, требуется разборка и чистка смесителя. Если остановка смесителей не дает возможности полностью удалить массу из камеры смешения (выход из строя электродви­ гателя, приводов и т .д .), необходимо немедленно снизить (даже выклю­ чить котельную полностью) температуру теплоносителя. YII. ПРЕССОВАНИЕ АНОДНЫХ БЛОКОВ Для получения анодных блоков пекококсовые композиции после их смешения подвергают, прессованию. Эта технологическая операция мо­ жет быть выполнена различными методами, отличающимися как дейст­ вием сил прессования, так и технологическими параметрами режима прессования. В настоящее время в промышленной практике изготовления анодов применяются в основном два метода прессования — статическое (в прессформу) и вибропрессование. ш 1/ПРОЦЕССЫ, ПРОИСХОДЯЩИЕ ПРИ ПРЕССОВАНИИ ИЗДЕЛИЙ В зависимости от вида прессования и свойств пекококсовой компози­ ции в процессе прессования электродной массы происходят различные превращения. При статическом прессовании (в пресс-форму) материалу от прессующего пуансона передается только потенциальная энергия, отче­ го происходит принудительное смещение и взаимное сближение частиц материала. В процессе прессования усилия затрачиваются на уплотнение материала, деформацию его частиц и на преодоление сил трения между массой и стенками пресс-формы. В результате прессования происходит увеличение числа контактных взаимодействий частиц, так как расстоя­ ние между ними сокращается и увеличивается поверхность контактов. При взаимодействии частиц кокса, покрытых пленкой связующего, об­ разуется прочный блок за счет действия капиллярных сил сцепления, сил сцепления адсорбированных пленок и частично сил молекулярного при­ тяжения. . ' щ * ... . . . . . . ж . .. , г Вследствие наличия сил трения, существования предела текучести ма­ териала, а также возникновения сил защемления и заклинивания прило- 58 . * * *% женное внешнее вертикальное усилие постепенно ослабевает по мере уда­ ления от слоев, примыкающих к прессующему пуансону. Поэтому при прессовании в пресс-форму имеет место довольно значительная неравно­ мерность распределения плотности по высоте изделия, причем эта нерав­ номерность возрастает с увеличением отношения высоты к периметру. Для получения более равноплотных по объему блоков применяют двустороннее прессование, когда давление прикладывается сверху и сни­ зу, хотя при этом в середине блока сохраняется зона пониженной плот­ ности. Практикой промышленного производства установлено, что для получения обожженного анода достаточно высокой плотности (не менее 1,55 г/см3) необожженный блок должен иметь объемную плотность по­ рядка 1,65—1,70 г/см3. Эта плотность достигается при создании удельно­ го давления прессования на анодном прессе в пределах 250—350 кгс/см в зависимости от размеров прессуемого изделия. В процессе прессования под действием внешних сил в блоке возника­ ют значительные внутренние напряжения, которые сохраняются после снятия уплотняющей нагрузки. При увеличении давления прессования возрастают и остаточные напряжения, что может вызвать деформацию или образование трещин спрессованного анода после прессования или в процессе обжига из-зд разрушения многих контактных связей между час­ тицами. / Оптимальная величина прессующего давления определяется только эк­ спериментально и зависит от различных факторов: размеров блока, свойств исходного сырья и электродной массы (рецептура, грануломе­ трический состав), а также температуры прессования. Процесс формования в пресс-форму является энергетически неэффек­ тивным, особенно при больших габаритах формуемого тела. Это вызва­ но тем, что на фактическую работу уплотнения используется незначитель­ ная часть подводимой энергии. При прессовании в пресс-форму требуется выполнение двух противоречивых условий: необходимо увеличивать внешнее давление для получения плотной заготовки, но с увеличением давления возрастают упругие деформации в материале и остаточные на­ пряжения, которые в процессе обжига анодов приводят к образованию трещин и других дефектов материала. Противоречивость условий стати­ ческого прессования особенно заметно усиливается при изготовлении крупногабаритных анодов, для уплотнения которых требуются значиформувнедостаточно удовлетворяет современным требованиям изготов­ ления крупногабаритных, равноплотных и высококачественных анодов. Применение вибрации для уплотнения материалов позволяет в значи­ тельной степени исключить указанные противоречия, так как при вибро­ формовании можно получить достаточно равномерную, ненапряженную и прочную укладку частиц с требуемой плотностью. При виброущютнении .удельное давление прессования на два порядка меньше, чем при прессовании в пресс-форму. При этом степень уплотнения материала оп- 59 ределяется не силами- внешнего давления, а главным образом реологи­ ческими свойствами1 массы и параметрами вибрации. Процесс виброуплотнения материалов основывается на одном из поло­ жений физико-химической механики — принципе предельного разруше­ ния первоначальных связей между структурными элементами для дости­ жения их равномерного распределения и плотной упаковки. Вибрация нарушает имеющиеся связи между частицами и под действием незначи­ тельного статического усилия (0,5 — 3,0 кгс/см3) и сил тяжести эти час­ тицы стремятся занять новое положение, при котором предел прочности образующихся связей превышает величину напряжений, вызываемых ви­ брацией. , • • щ '■•••••»’ При виброуплотнении энергия подводится к прессуемому материалу в виде кинетической и потенциальной. Потенциальная энергия статичес­ кого пригруза'используется для уплотнения материала и предотвраще­ ния возможного отрыва слоев материала друг от друга. На процесс раз­ рушения внутренних связей преобладающее влияние оказывает частота и амплитуда колебаний, а на уплотнение — давление и продолжитель­ ность прессования. , Основное уплотнение материала происходит в начальный период виб­ рирования, а затем резко снижается и через определенное время прекра­ щается. Изменение ск ороди уплотнения вызывается тем, что по мере действия вибрации увеличивается число контактов между частицами и вследствие этого возрастает сопротивление среды. Продолжительность виброуплотнения увеличивается с увеличением вибрируемой массы и за­ висит также от величины и формы зерен. Вначале интенсивность уплотнения повышается с увеличением частоты вибрации при постоянной амплитуде, но с увеличением времени обработ­ ки различие в уплотнении при разных частотах уменьшается. В зависи­ мости от свойств исходных компонентов пекококсовой композиции, ре­ ологических свойств электродной массы и требуемой величины уплотне­ ния анодного блока амплитудно-частотные характеристики вибрации и приложенное статическое давление имеют широкие пределы. i 2. ТЕХНОЛОГИЯ ПРЕССОВАНИЯ АНОДНЫХ БЛОКОВ Технологический процесс прессования анс дующих операции: подготовки массы, дозирования и загрузки, прессо­ вания и выгрузки анодов. V ^ В зависимости от способа прессования устанавливаются различные тех­ нологические параметры, приведенные в табл.1 0 . Подготовленная в процессе смешения электродная масса прохощгг ве­ совую или объемную дозировку и поступает на прессование. Оптимальные условия процесса прессования регламентируют темпера­ туру массы, загружаемой в пресс-форму, и температуру стенок прессформы. Температура массы при прессовании должна быть 8 0 -9 0 °С , если 1 60 Остаточные напряжения, текучесть. ' ~ Т А Б Л И Ц А 10.ТЕХНОЛОГИЧЕСКИЕ ПАРАМЕТРЫ ПРОЦЕССА ПРЕССОВАНИЯ Прессование в пресс-форму Вибропрессование Наименование параметров среднетемпе­ высокотемпе­ ср еднетемпе- высокотемпе­ ратурный пек ратурный пек ратурный пек ратурный пек Температура прессования, ° с ......................................... 80-90 £ Удельное давление прессо­ вания, кгс/см1 ................. .. . 250-350 Время прессования, с. . . , 30-60 Амплитуда, м м .............. .. 1 f Частота, колеб/мин........... 1 100-110 120-140 140—160 400-500 5 0 -8 0 0,6-0,8 60-90 1,5-3,0 1500-3000 Л 0,6-1,0 90-120 1,5-3,0 1500-3000 ■ в качестве связующего применяется среднетемпературныи пек; темпера* тура пресс-формы при этом должна быть 4 0 -5 0°С. При использовании в качестве связующего пека с повышенной температурой размягчения (fpa3M = 85-г 90°С по К и С) температура прессу­ емой массы и пресс-формы должна быть повышена на 15—20°С. В случае повышения температуры прессования выше допустимой (см. табл. 10) наблюдается возрастание обратного расширения спрессованного блока, приводящее к уменьшению его плотности и образованию трещин. Поэто­ му массу постоянно охлаждают до указанных температур, так как тем­ пература массы после смесителей значительно выше и составляет 120 — 140 С. Для этого применяют специальные аппараты, снабженные охлаж­ дающей рубашкой и лопастями для перемешивания. В отличие от прессования в пресс-форму при вибропрессовании элек­ тродная масса нагревается в смесителях до более высокой температуры (120—160°С в зависимости от температуры размягчения пека) и не ох­ лаждается перед подачей на прессование. Более высокая температура электродной массы, идущей на прессование, способствует снижению ее вязкости, что приводит к уменьшению энергетических затрат при фор­ мовании. Однако превышение допустимого температурного предела при­ водит к росту температуры вибропрессованного блока и, следовательно, к его деформации. Для уменьшения деформации горячего блока необхо­ димо использовать эффективное охлаждение. Для этого отпрессованные блоки поступают в оросительную ванну, где охлаждаются холодной водой. Прессование блоков в пресс-форме осуществляется при высоком удельном давлении с выдержкой 30—60 с. После снятия нагрузки в изде­ лиях сохраняются значительные остаточные напряжения. Для уменьше­ ния остаточных напряжений и завершения процесса упругого расшире­ ния необходимо выдерживать ’’зеленые” аноды на складе необожженной продукции не менее 1—2 сут. При вибропрессовании анодов, для которых в меньшей степени тре­ буется снятие остаточных напряжений, выдержка на складе необходима для предотвращения от больших деформирующих нагрузок горячего блока, а при организации эффективного принудительного охлаждения 61 может быть исключена, т.е. охлажденные блоки направляются сразу в отделение отжига. _ ;■"* ■■ f / Исследования процесса виброуплотнения пекококсовых композиций показали, что плотность спрессованных изделий повышается с увеличе­ нием амплитуды колебаний, частоты вибрации и снижается при увеличе­ нии давления прессования. За рубежом оптимальными параметрами прессования крупногабаритных анодов считаются амплитуда 2—5 мм, а частота 1500—2000 колеб/мин, давление прессования 0,6—1,0 кгс/см2 и время прессования 90—120 с. Плотность ’’зеленых” анодов и их высота являются контрольными по­ казателями качества прессования. В связи с этим в составе современных вибропрессовых установок имеется станция контроля плотности анодов, показания которой служат для отбраковки отпрессованных анодных блоков. ' 1ПHi |1 # Щ И И И И 1 В | * ^ * *■ " - •- - “ - j 3. ПРЕССОВОЕ ОБОРУДОВАНИЕ В настоящее время на отечественных электродных заводах прессова­ ние анодных блоков в основном осуществляется на гидравлических прессах. Прессы для производства анодов вне зависимости от конструк­ ции состоят всегда из матрицы с отверстием прямоугольной формы и двух пуансонов, сечение которых соответствует размеру отверстия мат­ риц. Подвижные части пресса перемещаются в вертикальном направле­ нии, так как это облегчает загрузку электродной массы. Кроме того, в этом случае легче предотвратить радиальные скопления материала, при­ водящие к неравномерной плотности анодного блока. Имеются прессы, оборудованные вместо одной матрицы поворотным столом с нескольки­ ми матрицами. Число матриц может быть различно и зависит от организа­ ции технологического процесса. Чаще всего применяют прессы с тремя матрицами. Широко распространены прессы с вращающимся столом, имеющие усилие 1600 тс и гидравлический привод от насосно-аккумуляторной станции. »*>• Одна из крупнейших фирм Западной Европы по производству анодов— швейцарская фирма ” Фон Ролл” (Fon Roll) — выпускает автоматизиро­ ванные гидравлические прессы с масляным ^насосом, развивающие уси­ лие 3600 тс. Анодные прессы предназначены для производства анодных блоков размерами 500X500X500 мм или 500X1000X500 мм и обеспечи­ вают выпуск до 60 блоков в час. ' *: *■ ■■■“«• ъпммдщ эщ . ( I Исходя из требований современной технологии производства алюми­ ния и конструкции электролизеров большой мощности электродное про­ изводство должно обеспечить выпуск крупногабаритных анодных блоков (длиной до 1,5—2,0 м ) . Создание гидравлических прессов для производ­ ства таких блоков является сложной технической задачей, и, кроме то­ го, при прессовании в пресс-форму крупногабаритных анодов не гаран­ тируется их равноплотность по длине и высоте. В связи с этим в послед­ ние годы широкое применение нашел вибрационный метод уплотнения. В отечественной практике на вновь строящихся производствах обож­ женных анодов будут устанавливаться вибропрессовые установки. Пер­ вая из таких установок будет иметь производительность 24—28 анодов в час. Эта установка предназначена для формования анодных блоков сле­ дующих размеров: высота (600±10) мм, длина (1450*10) мм, ширина (700±5) мм. В состав такой вибропрессовой установки входят: 1) про­ межуточный бункер с электрообогревом и системой контроля уровней заполнения электродной массы; 2) ленточный конвейер реверсивного типа; 3) взвешивающий бункер (дозатор); 4) передвижной бункер; 5) вибромашина, оборудованная одним или двумя вибростолами; 6) стан­ ция контроля плотности; 7) туннель для охлаждения анодов; 8), систе­ ма аспирации паров пека. Главной частью виброустановки является вибростол, представляющий собой стальную раму, установленную на опорных пружинах. Колебания стола создаются двумя вращающимися навстречу друг другу валами с укрепленными на них дебалансами. На вибростол устанавливается прессформа и жестко закрепляется на нем. Для создания давления применя­ ется статический груз, который свободно перемещается в вертикальном направлении. 4. ПУСК И ЭКСПЛУАТАЦИЯ ВИБРОПРЕССОВОЙ УСТАНОВКИ Пуск вибропрессовой установки после монтажа или длительной ос­ тановки осуществляется в ручном режиме в следующей последователь­ ности: 1) выбирают для работы вибропрессовые установки, подготовленные к пуску путем установки соответствующего переключателя на пульте управления; 2) устанавливают на этих вибропрессах режим работы реверсивных конвейеров в положение ’’Подача” ; 3) наполняют промежуточный бункер до нижнего уровня, контроли­ руемого радиационным датчиком; 4) взвешивают массу для первого анода; 5) заполняют форму массой при верхнем положении пуансона и ниж­ нем положении стенок пресс-формы; 6) опускают пуансон для предварительной подпрессовки массы; 7) включают вибраторы в течение 120 с; 8) по окончании вибрирования поднимают пуансон и стенки формы, выталкивают анод на конвейер с поддонами; 9) осуществляют виброформование анодов в автоматическом режи­ ме сначала на первой форме, затем на второй и вместе. Работа вибропрессовой установки осуществляется в ручном или авто­ матическом режиме и происходит следующим образом. Электродная мас­ са от смесителей подается ленточными конвейерами к виброустановке и на­ капливается в промежуточном бункере, предварительно разогретом до 140 — J60 С. Из промежуточного бункера масса реверсивным ленточ­ ным питателем загружается во взвешивающий бункер, а бракованная 63 масса транспортером подается в отвал. Наполнение взвешивающего бун­ кера обеспечивается двумя скоростями ленточного конвейера; точность дозирования ± 1%. Из взвешивающего бункера масса загружается в пере­ движной бункер, который перемещается к вибромашине с помощью цеп­ ной передачи. После выгрузки массы в предварительно разогретую прессформу (100°С) передвижной бункер возвращается в исходное положение. Перед включением вибропривода с помощью верхнего пуансона соз­ дается постоянное статическое давление на массу. По окончании вибро­ формования анодный блок с температурой поверхности 130—150 С тол­ кателем подается на станцию контроля плотности. После контроля высо­ ты блока (датчики перемещения) и массы (тензометрическая система) анодные блоки на конвейере с поддонами подаются в туннель охлаждения, где в течение 60 мин температура их поверхности снижается до 55 С. Контроль за работой вибропрессовой установки осуществляется с пульта управления, где расположены схема управления выбором рода ра­ бот, сигнализация о неисправности, дистанционное управление каждым из механизмов и приборы контроля температуры формы и промежуточ­ ного бункера, а также частоты и амплитуды вибрации. Эксплуатация вибропрессовой установки должна отвечать требованиям санитарных норм СН 1004—73, регламентирующих уровни и спектры шу­ ма и вибрации в зоне работы установки, а также правилам техники безо­ пасности, предусмотренным на промышленных предприятиях. Для остановки вибропрессовой машины необходимо: 1) отключить подачу электродной массы; 2) отключить виброформовочные машины после полной выработки массы из промежуточного бункера; 3) убедиться в отсутствии массы во взвешивающем бункере, на ленточных транс­ портерах. В противном случае с помощью реверсивного конвейера уда­ лить оставшуюся массу в отвал. ' '‘ \ . При неисправности вибропрессовой установки подается звуковой или световой сигнал на пульте управления. В соответствии с инструкцией по обслуживанию вибропрессовой установки неисправности устраняются либо обслуживающим персоналом, либо работниками ремонтно-механической службы. , . . . г , .. 1гг ** 1 Ь в YIU. ОБЖИГ АНОДОВ 1. ПРОЦЕССЫ, ПРОТЕКАЮЩИЕ ПРИ ОБЖИГЕ I Обжиг является практически последней и наиболее ответственной тех­ нологической операцией при производстве анодов, цель которой — фор­ мирование необходимых качественных характеристик обожженного ано­ да. Обжиг объединяет в одной технологической операции физические и химические процессы, некоторые из которых идут одновременно, а не­ которые последовательно друг за другом по мере повышения, а затем понижения температуры. Процессы, из которых слагается обжиг, сопро­ вождаются изменением объема заготовок —вспучиванием и усадкой. 64 I 4 ' vm Анодные блоки, как указывалось выше, независимо от вида прессования прессуются в горячем виде. Поэтому "первыми физическими про­ цессами, имеющими место при нагревании ’’зеленого” блока в процессе обжига, являются термическое расширение материала и расширение его за счет снятия остаточной деформации, образовавшейся при прессовании. Однако величина этих двух видов расширения незначительна и не оказы­ вает заметного влияния на конечные свойства обожженной продукции. Следующим процессом, происходящим при* повышении температуры, является размягчение заготовки.;Анодные блоки могут размягчиться так сильно, что легко деформируются под действием силы Тяжести. Поэтому обжиг анодов ведут в пересыпке, препятствующей деформации. Около 300-350°С наблюдается выделение летучих продуктов, основ­ ная часть которых 95%) отгоняется в виде конденсирующихся смо­ листых погонов уже при температуре заготовки около 350°С. Наряду с жидкими погонами наблюдается заметное выделение газа, который ха­ рактеризуется высоким содержанием водорода [70—80% (объемн.)] и метана [15—25% (объемн.)]. Наличие водорода и метана в летучих про­ дуктах говорит о том, что уже при этих температурах происходят реакции термического разрушения структуры связующего. Объясняется это, повидимому, каталитическим влиянием поверхности кокса-наполнителя. Термическое разложение связующих веществ во время обжига явля­ ется сложным процессом, зависящим от многих факторов: температуры, скорости нагрева, природы связующего, природы и гранулометрическо­ го состава наполнителя. При нагревании в продуктах термической дес­ трукции в первую очередь появляются вода, водород и окислы углерода. При более высокой температуре начинают разрываться углеводородные цепи. Конечным продуктом обжига является кокс из связующего, свя­ зывающий в единое целое частицы кокса-наполнителя. Образование кок­ са из нелетучего остатка идет через последовательную ароматизацию и уплотнение остатка. Процесс образования коксовой решетки сопровож­ дается сложными реакциями разложения и полимеризации с образова­ нием более легких углеводородов, уходящих в виде летучих продуктов, и более тяжелых, которые при последующей карбонизации также обра­ зуют кокс, связывающий в единую структуру кокс-наполнитель. Темпе­ ратура начала термической деструкции связующего прежде всего зави­ сит от его природы и состава, влияющих на термическую устойчивость. На выход кокса из связующего при обжиге значительное влияние оказывает природа наполнителя. Так, увеличение содержания серы в коксе-наполнителе повышает выход кокса из связующего и позволяет получить более плотный анод. Большое значение при обжиге имеют также вторичные реакции разло­ жения летучих продуктов, выделяющихся из внутренних областей заго­ товки на более горячих внешних поверхностях и на засыпке. Образую­ щийся при этом вторичный кокс (блестящий углерод) значительно уплот­ няет внешнюю поверхность анода и увеличивает ее прочность. При уве­ личении массы изделия вследствие отложения углерода из газовой фазы на 1% его прочность возрастает в среднем на 25%. Влияние реакции втошл 65 ричного разложения больше, чем выше перепад температур между поверхностными и внутрен­ ними областями. Особенно графикам изделия Вследствие испарения летучих веществ уменьшается толщина просло­ ек связующего и происходит уменьшение объема заготовок. Под дей­ ствием стягивающих молекулярных сил в этот момент наиболее интен­ сивно сококсовых композиций в значительной мере зависит от их дисперсj структуры. Усадка пропорциональна объему испарившейся жидкосдо тех пор, пока между частицами наполнителя имеется жидкое связу*ее. Как только связующее переходит в жесткое состояние, пропорцишьность усадки объему уходящих летучих нарушается, и в этот монт идет интенсивное порообразование. Этот процесс происходит до лператур образования полукокса (около 550°С ). При температурах выше 550°С механизм усадки заготовки приобретаинои капиллярных когезионные силы, развивающиеся готовки. ; Прогрев заготовки в процессе обжига идет от поверхности,к центру, поэтому процесс порообразования на поверхности происходит раньше и идет значительно быстрее, чем во внутренних зонах. Под действием ка­ пиллярных сил жидкость из внутренних слоев поступает к поверхности и заполняет образовавшиеся поры —происходит дополнительная пропитка поверхностных слоев. В результате плотность поверхностного слоя и его жесткость увеличиваются, что приводит к разнице в величине усадки по­ верхностных и внутренних слоев: поверхностный, более плотный слой усаживается меньше, чем внутренняя часть заготовки, что является од­ ной из основных причин растрескивания заготовок при обжиге. 2. ВЛИЯНИЕ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ НА КАЧЕСТВО ОБОЖЖЕННОЙ ПРОДУКЦИИ Одним из факторов, определяющих качество обожженной продукции, является температура обжига. Ниже представлено изменение свойств обожженных анодов в зависимости от температуры обжига при продол­ жительности обжига 396 ч: *" Температура обжига, °С ? . .563 Удельное электросопротив­ ление, Ом® мм’ /м ..................145 Разрушаемость в токе С 03, м г/(см *«ч)‘.............. . . . . . 6 3 , 8 677 814 863 990 73,8 65,7 53,3 54,0 67,0 43,7 36,8 38,0 Представленные результаты показывают четкую зависимость свойств обожженных анодов от температуры. Аноды, обожженные при более низ- ких температурах, имеют большие значения удельного электросопротив­ ления и разрушаемости в токе С 0 2. Наряду с влиянием конечной температуры обжига большое значение имеет также и скорость подъема температуры в анодах: чем выше ско­ рость подъема температуры, тем больше температурный перепад в объе­ ме заготовки, тем неравномерней усадка, выше внутренние напряжения, которые при низких температурах могут вызвать пластические деформа­ ции, а при высоких —растрескивание. Из коксохимии известно, что с увеличением скорости нагревания топ­ лива уменьшается выход коксового остатка и увеличивается выход ле­ тучих продуктов. Перенося это положение на процесс обжига, можно объяснить и снижение прочности при спекании, и повышенную порис­ тость при увеличении скорости обжига. Однако в различных температур­ ных интервалах графика обжига влияние скорости нагрева различно. Мед­ ленный подъем температур необходим в период обжига, когда идет от­ гонка жидких продуктов и образование полукокса, т.е. при температурах 450-500 С. Увеличение скорости подъема температур в пределах до 100 С/мин в интервале температур 550—1100°С не оказывает заметного влияния как на выход продуктов коксования пека, так и на качество анода. Исходя из требований максимального выхода кокса из связующего, можно рекомендовать следующее: наиболее благоприятная скорость подъема температуры в интервале 350—450°С составляет около 1°С/ч. Однако в практике, где немаловажным фактором является также произ­ водительность обжигового оборудования, эти скорости значительно выше. Помимо рассмотренных выше факторов, на качество обожженной продукции значительное влияние оказывают условия обжига, которые в свою очередь определяются конструкцией камеры и кассеты в ней, место­ расположением заготовки в кассете, физической природой и грануломе­ трическим составом пересыпки, газовой средой, состоянием печи и др. Изделие в идеальном случае должно обогреваться равномерно со всех сторон и как минимум — с двух-. Только в этом случае обеспечивается равномерность усадки и сводится к минимуму трещинообразование. Главные конструктивные требования к обжиговым печам для обжига анодов - обеспечение заданных температур обжига, равномерность рас­ пределения температур по высоте и сечению кассет и выполнение задан­ ных графиков обжига. .Щ ♦ 3. КОНСТРУКЦИЯ ОБЖИГОВЫХ ПЕЧЕЙ В настоящее время в электродной промышленности для обжига анод­ ных блоков применяют в основном закрытые или открытые кольцевые многокамерные печи, представляющие собой печи непрерывного дейст­ вия с подвижной огневой зоной. Закрытая обжиговая печь состоит из блока вертикальных камер, сое­ диненных между собой системой газоходных каналов. Число камер в пе­ чи различно; в зависимости от требуемой производительности их может быть от 20 до 70. Камеры расположены в два ряда; вдоль рядов камер 67 расположены газопроводы и борова дымовых газов. Общин вид камер закрытой обжигрвой печи представлен на рис. 7. Каждая камера разделена вертикальными перегородками 1 из фасон­ ного муфельного кирпича на пять кассет, размер которых определяется величиной обжигаемых блоков. В перегородках й боковых стенках каж­ дой камеры имеются вертикальные, так называемые муфельные каналы, которые соединяются с подподовым пространством 4, а через огневые колодцы 7 — с подсводовым пространством соседней камеры. Сверху камера закрывается съемным сводом 2 из жароупорного бетона или огОсь камеры Ось простенка г План Направление огня Л капср Ось печи Рис. 7. Закрытая кольцевая печь с вертикальными каналами 68 неупорного кирпича, на своде иногда располагаются горелки 6 для сжи­ гания природного газа или (реже) мазута. Горелки могут также распо­ лагаться в верхней части боковых стенок камер. Дымовые газы, образующиест под сводом от сжигания топлива, на­ правляются в вертикальные муфельные каналы и, отдавая тепло загруженным в кассеты изделиям, уходят через подподовое пространство и огневые колодцы в соседнюю камеру. ' Каждая камера может соединяться или с соседней, или со сборным дымовым боровом 3 через огневые колодцы и вертикальную шахту 8 переносным элефантом. ~' Первичный воздух, необходимый для горения топлива, поступает к горелкам через муфельные и огневые каналы jofce подогретым в камерах, где охлаждается обожженная продукция. Вторичный воздух может пода­ ваться к горелкам холодным через специальные воздушники, встроен­ ные в свод камеры. Камеры обжиговой печи, заключенные в бетонный каркас 5, могут быть заглублены в грунт или расположены выше нулевой отметки цеха. В некоторых конструкциях закрытых обжиговых печей огневые колодцы располагаются не внутри камер, а между ними. Печи открытого типа (рис. 8) не имеют сводов, но как и печи закры­ того типа, состоят из кассет для загрузки анодных блоков; кассеты так­ же объединены в камеры, последовательно соединенные друг с другом через межкамерные колодцы. В печи обычно имеется от 30 до 60 камер (в зависимости от требуемой производительности), но в случае необхо­ димости камер может быть и больше. ■* Всю печь выкладывают в бетонной обечайке, устанавливаемой либо на нулевой отметке, либо слегка заглубленной в землю. Как показала практика, полное заглубление печей обжига в землю ухудшает общую компоновку цехов обжига и значительно удорожает ремонт. На бетон­ ную обечайку укладывают теплоизоляцию, препятствующую отдаче теп­ ла во внешнюю среду. В конструкциях печей, вводимых в эксплуатацию в последнее время, ца днище обечайки укладывают бетонные элементы, образующие воздушные каналы. Это делают для предотвращения дефор­ мации дна обечайки вследствие повышенной температуры. Выгибание днища приводило к раскрытию боковых стенок обечайки, отрыву их от теплоизоляционной и огнеупорной кладок печей, нарушению вследствие этого герметизации, отчего увеличивался подсос воздуха и значительно ухудшалась работа печи, особенно крайних простенков, где не удавалось получить заданные температуры обжига. Семью огневыми простенками образованы шесть кассет, в которые и загружаются зеленые аноды. Огневые простенки внутри разделены че­ тырьмя неполными перегородками для обеспечения синусоидального хо­ да дымовых газов с целью равномерного нагрева всей площади простен­ ка. Сверху огневые простенки накрыты крышками, имеющими по четы­ ре лючка для установки горелок и термопар, для визуального наблюде­ ния и охлаждения простенков. Номера лючков обычно принято обозна­ чать (с 1-го по 4-й) по ходу движения дымовых газов. 69 Любая камера печи соединяется отсасываемой трубой с боровом. Труба установлена на межкамерные колодцы, с которых сняты крышки, и на люк борова. С помощью этой отсасывающей трубы система ’’огня” соединяется с системой транспорта отходящих газов. Топливо подается в каждый простенок отдельно. Регулировка режима обжига осуществляет­ ся автоматически по температуре газов в каждом простенке камеры. ■ Следовательно, каждая камера печи имеет 14 постоянных точек кон­ троля температуры и 14 точек ввода топлива. Газ вводится в два нисхо­ дящих потока простенка, а контроль температур осуществляется на двух восходящих потоках. В случае изменения температуры по сравнению с Рис. 8. Открытая кольцевая печь с горизонтальными каналами: 1 — обжиговая камера; 2 — греющий простенок; 3 — межкамерные каналы; 4 - 70 . tА Ш Ш Ш Ш Ш я М заданной автоматически подается команда на регулирующее устройство горелки, и подача топлива уменьшается или увеличивается. Транспортировка анодных блоков производится автоматически с по­ мощью специальных конвейеров, расположенных по оси печи между ее двумя половинами (рис. 9). Аноды также автоматически собираются на конвейере в пакеты по нескольку штук (в зависимости от способа заг­ рузки и габаритов анода) и подаются к той камере, которая должна стать под загрузку. Загрузка и выгрузка анодов осуществляется специ­ альным краном, который транспортирует и загружает сразу весь пакет с ПОМОЩЬЮ ГИДравЛИЧеСКИХ захватов ГоИС. 1 0 1 . П е п е т л п п и т л й и я т р п и я п помощью этом кране. Для улучшения условий охлаждения применяются колодцы пор, нагнетаюшии воздух вскрытые лючки выбрась отходящих газов ocvuiec для ния коррозии их, так как в случае использования серусодержащего сы­ рья в^ отходящих газах имеется Сернистый ангидрид, который при взаи­ модействии с парами воды может образовать серную кислоту. Отходя­ щие газы содержат до 0,05 г/м3* механических примесей, состоящих из золы и пыли пересыпки и из адсорбированных на их поверхности паров горелка; 5 - термопара; б - дымоход it 71 Рис. 9. Общий вид цеха по обжигу анодов * # 72 Рис. 10. Загрузка спрессованных анодов в обжиговую печь смолы. Отходящие газы проходят систему мокрой очистки и только по­ сле этого выбрасываются в атмосферу. Уровень механизации для печей обоих типов примерно одинаков. Открытые печи позволяют более строго выдерживать требуемый ре­ жим обжига путем автоматического регулирования подачи топлива в не­ зависимые друг от друга огневые простенки и оборудованы большим числом датчиков замера температуры и разрежения. Закрытые же печи при отработанной конструкции позволяют получать более равномерные температуры по глубине и сечению камеры, а также дают возможность контролировать процесс обжига по температуре в подсводовом простран­ стве, что значительно упрощает схему контроля и не требует столь высо­ кой квалификации обслуживающего персонала, как для открытых печей. Так как производительность печей рассматриваемых конструкций приблизительно одинакова, то обе конструкции можно считать практи­ чески равноценными, отдавая некоторое предпочтение закрытым печам'* благодаря простоте их обслуживания. Однако первое отечественное специализированное производство обожженных анодов оснащено печами от■F ш 73 крытого типа, поэтому ниже будет рассматриваться работа печей именно этого типа. Производительность многокамерной печи может быть определена по формуле • - ^ ■•-У; 24* • п Q = — *-----. ". • где Q —производительность печи, т/сут; g —загрузка одной камеры, т (с учетом потерь при обжиге); t —’’темп” огня; п —число огней, на которых работает печь. ’’Темп” огня определяется делением продолжительности обжига в од­ ной камере (режим обжига), выраженной в часах, на число камер, нахо­ дящихся на подогреве и огне. Таким образом, чем ниже ’’темп” огня, тем выше производительность печи и наоборот. В свою очередь чем длинней график обжига, тем больше ’’темп” огня (при неизменном числе камер на подогреве и огне), и чем больше камер на подогреве и огне, тем мень­ ше ’’темп” огня. Однако число камер на огне определяется конструктив­ ными особенностями печи, и любое изменение должно быть обосновано техническими возможностями печи. йА 4. ТЕХНОЛОГИЯ ОБЖИГА АНОДОВ Обжиговая печь открытого типа состоит из 60 камер; каждая камера имеет семь огневых простенков, образующих шесть кассет, в которые за­ гружают анодные блоки. Перед загрузкой пакета из трех блоков на подину насыпают слой пере­ сыпки из прокаленного нефтяного кокса крупностью 1—5 мм, предвари­ тельно приготовленной в заготовительном отделении. Обычно высота слоя пересыпки на подине составляет 50 мм, но в случаях появления под­ сосов воздуха снизу ее повышают до 150—200 мм для увеличения сопро­ тивления и уменьшения подсосов. Признаком наличия подсосов в от­ дельных местах камеры служит сгорание пересыпки и обгар граней и уг­ лов анодных блоков. Часто в практике при хорошем состоянии подины пересыпку на нее не дают, и аноды устанавливают непосредственно на подину. Последующие ряды анодов устанавливают прямо на нижние, без пересыпки. , . _ После окончания загрузки аноды засыпают пересыпкой так, чтобы за­ полнить пространство между анодами и стенками с боков и торцов кас­ сеты, составляющее не менее 80 мм. Для теплоизоляции и исключения подсоса воздуха через верх кассеты толщина слоя пересыпки над верх­ ним рядом анодов должна составлять 500—600 мм. Расход пересыпки 10—30 кг на 1 т обожженных анодов и вызывается ее выгоранием, которое все-таки имеет место, и механическими потеря­ ми. Чем ниже высота верхнего слоя и крупнее пересыпочный материал, тем меньше сопротивление запирающего слоя, тем больше сквозь него 74 просасывается воздух и тем больше степень выгорания и расход пересы­ лочного материала.' На практике в ряде случаев для увеличения сопро­ тивления верхнего слоя в пересыпку возвращают фракции материала ме­ нее 1 мм, отделяемые при пневморазгрузке печи. Отрицательной сторо­ ной этого мероприятия является повышенное пыление пересылочного материала при загрузке. Другой способ уменьшения подсосов воздуха через верх кассет, расход пересыпки и расход топлива, а также улучше­ ния гидравлического режима печей —укрытие каждой кассеты на всю ее длину и ширину алюминиевой фольгой на высоте 100-200 мм от повер­ хности пересыпки. Обжиг анодов производится при максимальной температуре в "теле” анодного блока 1200°С. Шестидесятикамерная печь работает на трех "ог­ нях” ; в системе каждого "огня" находится 20 камер, распределенных следующим образом: одна "мертвая" камера, т.е. камера, запирающая последнюю в системе огня камеру; три камеры под естественным подо­ гревом; одна камера со сформированным подогревом; две камеры с ’’полным" огнем; восемь камер на охлаждении; две камеры под выгруз­ кой; одна камера на ремонте и две камеры под загрузкой. * График обжига может быть различным, однако при работе по уско­ ренному графику обжига следует, помимо качества обожженного анода, учитывать следующие факторы: ускорение графика сокращает и время охлаждения, что может привести к тому, что температура в объеме каме­ ры, поступающей на разгрузку, не успеет снизиться и вследствие высо­ кой температуры пересыпки могут прогорать фильтры на линии пневмоудаления пересыпки, установленные на кране, и пыль начнет выбрасы­ ваться в цех. Кроме того, кладка печей также не успевает остыть, и рез­ ко ухудшаются (а иногда становятся невозможными) условия труда ра­ бочих, ремонтирующих кладку простенков. На эти факторы обязательно следует обращать внимание при освоении ускоренных графиков обжига. Продвижение "огня” производится с промежутками, равными "тем­ пу” огня. При этом осуществляют перемещение отсасывающих и дутье* вых труб на одну камеру. Извлечение и перестановку термопар произво­ дят после продвижения огня, а переносные мосты с горелками перемеща­ ют с несколько большими интервалами. Термопары заключены в специальные огнеупорные чехлы, имеющие низкую механическую прочность и не выдерживающие температурных "ударов". Поэтому при работе с ними нельзя допускать даже незначи­ тельных механических воздействий на чехол термопары; извлекать из простенка и вводить в простенок термопары следует в течение 3 ч с по­ лучасовой выдержкой через каждые 150 мм подъема или опускания. Контроль и регулирование температуры обжига производятся или вручную, или автоматически с помощью системы регулирования. Температура отходящих из системы огня газов составляет 90~150°С, максимально допустимая 300°С; ее и контролируют с помощью термо­ метра, установленного на отсасывающей трубе. Разрежение в 1-й камере устанавливают, исходя из состояния камер и их гидравлического сопротивления. Кроме того, контролируют разрежо75 ние с помощью пневмотрубок, снабженных крышками, вставляемых в первый (по ходу огня) лючок третьей (от отсасывающей трубы) каме­ ры (всего семь 1рубок). Показывающие приборыконтроляразрежения ус­ тановлены на специальной рампе. При хорошем состоянии простенков нор­ мальная величина разрежения в этих точках составляет 3,5—5 мм вод. ст. В процессе эксплуатации печи для предотвращения повышенной де­ формации обогревательных простенков необходимо следить за вертика­ льностью установки горелок в лючки крышек, за состоянием самих-го­ релок. Кроме того, причинами отклонений от технологии обжига Ъюгут быть выход из строя термопар г нарушения контакта в местах подсоеди­ нений, загрязнение контактов в электрических цепях и расстройство элек­ тронных цепей в щкафууправления. Нарушения гидравлического сопро­ тивления могут быть следствием деформации простенков, препятствую­ щих проходу газов, а также попадания пересыпочного материала внутрь простенков через трещины в кладке и повышенного подсоса воздуха на отдельных участках системы огня вследствие плохого состояния кладки. Для предотвращения отмеченных выше отклонений от нормальной ра­ боты печи необходимо производить визуальный контроль за состоянием простенков не реже одного раза в смену, В случае значительных локаль­ ных перегревов кладки простенков и невозможности устранения их в ходе работы камеры следует отключить' автоматическое управление го­ релками и перейти на ручное. При внезапной остановке дымососа необ­ ходимо прекратить подачу газа на горелки до устранения неисправности для предотвращения выбивания газа из камер. 5. ПУСК ОБЖИГОВОЙ ПЕЧИ Пуск печи после монтажа и капитального ремонта может быть осу­ ществлен двумя способами: с предварительным разогревом и сушкой пе­ чи при температуре до 500°С и без предварительного разогрева. При 500 С сушатся и нагреваются все камеры печи, подогрев и последующий запуск можно начинать как на одном огне с последующим вовлечением всех остальных камер, так и на всех огнях, предусмотренных регламен­ том работы печи, что позволяет значительно сократить время ввода печи в : эксплуатацию. Пуск печи без предварительной сушки, т.е. с сушкой при обжиге, сокращает сроки пусковых работ, однако предпочтительнее пуск печи с предварительной сушкой по специальному графику, который, как правило, значительно длительнее графика обжига. При более мягких условиях сушки лучше сохраняется качество кладки печи и простенков и, следовательно, увеличивается срок их службы. Кроме того, в данном случае имеется возможность опробования и регулировки системы авто­ матического управления процессом обжига и опробования оборудования печи (вентиляторы, специальные обслуживающие краны ). При пуске печи на трех огнях включают вентиляторы в системе удале­ ния отходящих газов. Запуск каждого огня смещают для удобства рабо­ ты один по отношению к другому. После зажигания горелок производят их регулировку для обеспечения определенной скорости подъема темпе. ратуры. 76 После охлаждения высушенной камеры производят ее ревизию и за­ тем (при отсутствии дефектов) загружают в нее ’’зеленые” аноды и пе­ ресыпку. По мере освоения печи и в результате проведения опытно-промышленных исследований возможны и различные графики пуска печи. Во время пусковых и пуско-наладочных работ замеряют не только температуру газа в той или иной камере, но и температуру анодов, для че­ го в металлическом кармане между анодами устанавливают дополни­ тельные термопары в средней кассете каждой камеры на уровне третьего ряда анодов. Эту температуру принимают условно за температуру анода. 6. ОГНЕУПОРНЫЕ МАТЕРИАЛЫ ДЛЯ ПЕЧЕЙ ОБЖИГА АНОДОВ При кладке современных промышленных печей для обжига анодов ис­ пользуют высокоогнеупорные муллито-кремнеземистые изделия. Физи­ ко-химические свойства этих изделий приведены ниже: Химический состав, %: О , .............. ............. ..........................................36,34 AlaOs ................. .......................... ,......... ...................... ..... 58,96 Щ Рл ................... 1,19 С а о / ......................... ...................................................................................................... о,зз M g o .......................................... ........ щ . . . . м .0,22 НцО.* КаО .................................. ....................................... 0,35 Открытая пористость, % ........................................................ .. 19,9 Предел прочности при сжатии, кгс/см* ............................. 470 Тсмпература начала деформации под нагрузкой 2 кгс/см1, С......................... - i ..................... - .............. .. 1490 Огнеупорность,°С ........................................\ .................... >1770 Дополнительная усадка при температуре 1400°С,.%........... 0,10 Термостойкость (нагрев до 1200°С, воздушные теплосмены, до 20% потерь) ............................... >45 Стойкость к окиси углерода при 500°С, ч ........... ................ 120* * После испытаний образцы не имели трещин и шелушений. При кладке футеровки печей для обжига анодов осуществляют после­ довательно операции: проверку размеров; разметку; регулировку дна; кладку теплоизоляции; кладку газоходов, поперечных стен и простенков. Кладку печи ведут с четырех концов в такой последовательности: по­ перечные стены концов; газопроводы; камеры 1, 30, 31 и 60; попереч­ ные стены; камеры 2, 29, 32 и 59; поперечные стены; камеры 3, 28,33 и 58 ит.д. -ч'* Таким образом, футеровка печи заканчивается кладкой центральных камер 15, 16, 45 и 46. Категория кладки тщательная (II), толщина швов 1,5 —2 мм. При кладке муллито-кремнеземистых изделий применяют высоко­ глиноземистый мертель помола марки ВТ-2 и ортофосфорную кислоту. IX. ОСНОВНЫЕ ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ РАБОТЫ ЦЕХА ОБОЖЖЕННЫХ АНОДОВ Производственная деятельность предприятия должна быть направлена на достижение максимальной эффективности при минимальных матери­ альных трудовых затратах при плановом ведении хозяйства на основе хо­ зяйственного расчета. Основные принципы организации хозяйственного расчета: а) окупаемость затрат на производство и прибыльность; б) хозяйственно-оперативная самостоятельность предприятия; в) материальная заинтересованность в лучших результатах хозяйство­ вания (премиальная система труда); ' г) материальная ответственность за рациональное ведение хозяйства; д) контроль рублем за хозяйственной и финансовой деятельностью. Для обеспечения планового ведения хозяйства цеха обожженных ано­ дов установлены следующие основные технико-экономические показа­ тели: объем валовой и товарной продукции в расчетных или оптовых це­ нах предприятия; качество (сортность) выпускаемой продукции; при­ быль от выпуска продукции; рентабельность производства; производи­ тельность труда; численность персонала и фонд заработной платы; зада­ ния по внедрению новой техники и технологии; план-график отгрузки готовой продукции потребителю. Указанные плановые показатели утверждаются руководителем пред­ приятия и сообщаются работникам цеха за несколько дней до начала пла­ нируемого периода. Кроме основных показателей, для оценки деятельности цеха применя­ ются расчетные показатели, определенные на базе основных, к которым относятся нормы расхода сырья, материалов и энергии; сметы цеховых расходов и расходов, связанных с работой оборудования; суммы основ­ ных производственных фондов и нормируемых оборотных средств; себе­ стоимость производства I т готовой продукции. В табл. 11 приведен пример плановой калькуляции себестоимости I т обожженных анодов. Основными путями снижения себестоимости про­ дукции являются повышение производительности труда, уменьшение расходов на обслуживание производства и управление, сокращение за­ трат -за счет снижения расхода сырья, материалов, топлива и электроэнер­ гии на единицу продукции. Как видно из табл. I I , 58% всех затрат сос­ тавляет стоимость сырья и материалов. Таким образом, для снижения се­ бестоимости продукции необходимо уменьшать потери кокса при раз­ грузке, прокалке, дроблении и обжиге, а также пека при выгрузке из цистерн и последующем производстве. Сортность анодных блоков определяется ОТК завода на основании ТУ 48-5-148-76. j ^ Важнейшими показателями производственной деятельности цеха яв­ ляются прибыль, рентабельность и производительность труда. Прибыль определяется как разность между выручкой от реализации продукции по оптовым ценам предприятия без налога, с оборота и факти78 ft Т А Б Л И Ц А II. ПРИМЕР ПЛАНОВОЙ КАЛЬКУЛЯЦИИ СЕБЕСТОИМОСТИ 1 Т ОБОЖЖЕННЫХ АНОДОВ Статьи расхода 1. Сырье: кокс нефтяной, т . . . . огарки (возврат),т. . . пек каменноугольный, т И т о г о (по ст. 1 ) .................................. 2. Вспомогательные материалы: подсыпка (кокс прокаленный нефтя­ н о й ) ,! .............. .. . . ............................ 3. Энергетические затраты: электроэнергия, тыс. кВт® ч.' .............. сжатый воздух, м* * ............................... вода, м3 .................................................. газ природный, тыс. мэ *. . . ........... пар, т .............. .. . .................................. И т о г о (по ст. 3 ) ...................... ................ . 4. Производственная зарплата....................... 5. Амортизационные отчисления (95%) . . . 6. Цеховые расходы: зарплата цехового персонала с начис­ лениями .............. .. ................................. охрана труда ( 5 % ) ............................... текущий ремонт и содержание зданий, сооружений и оборудования (60%) . . прочие затраты (5% от п. 1-4 ) И т о г о (по. ст. 6) . . , Газоочистка.............. .. Ценовая себестоимость, Сумма, % 0,925 0,175 0,180 ч 41,3 5,8 10,9 58,0 . 0,030 0,6 . 0,200 50 40 0,190 0,20 1,4 0,4 1,9 0,2 4.5 1.6 19,6 0,4 ОД 12,4 0,7 \ 13,6 2,7 100,0 ческой себестоимостью реализованной продукции. Величина прибыли за­ висит от объема выпуска и реализации продукции и ее себестоимости. Выпуск продукции цеха обожженных анодов в целом и по сортам оп­ ределяется массой анодных блоков, отгруженных в электролизный цех, а также массой анодных блоков, переданных другим потребителям с уче­ том изменения натурных остатков за текущий месяц. Количество произведенной товарной продукции устанавливается по числу изготовленных цехом анодных блоков, предназначенных для реа­ лизации на других заводах. Объем прибыли цеха тем больше, чем боль­ ше количество готовой товарной продукций и меньше объем полуфаб­ рикатов и незавершенного производства. К полуфабрикатам относят продукцию переделов, подлежащую дальнейшей переработке по техно­ логической схеме. Сырье и материалы, находящиеся на данный момент в стадии переработки, составляют незавершенное производство. Например, к полуфабрикатам можно отнести прокаленный кокс, дробленую шихту, а к незавершенному производству — кокс в бункерах, пек в емкостях. 79 Показатель рентабельности определяется как отношение суммы при­ были к стоимости основных фондов и оборотных средств. Для определе­ ния рентабельности изделия учитывается прибыль от реализации, отне­ сенная к себестоимости изделия. Основной путь повышения рентабель­ ности —снижение .себестоимости продукции. Важнейшим показателем эффективности работы предприятия (цеха) является производительность труда. Уровень производительности труда рассчитывают исходя из выработки валовой продукции на одного сред­ несписочного работника. Уровень производительности труда также оце­ нивается количеством производимой продукции, выраженным в едини­ цах рабочего времени (выработка), или количеством рабочего времени, затраченного на производство единицы продукции (трудоемкость). Основные пути повышения производительности труда включают: а) повышение технического уровня производства (внедрение новых видов сырья, материалов, топлива; механизация и автоматизация произ­ водства, совершенствование технологических процессов, модернизация действующего оборудования, повышение качества продукции); б) улучшение о р ганизации производства и труда (широкое внедрение научной организации труда, производства и управления; улучшение ис­ пользования машин, оборудования, сырья и материалов; сокращение по­ терь рабочего времени и потерь от брака и т.д .); в) рост материального, культурно-технического уровня и квалифика­ ции работников; г) усиление материального и морального стимулирования производ­ ства и повышения его эффективности; д) развитие массового социалистического соревнования, внедрение передового опыта, укрепление трудовой дисциплины. "Ш X. ТЕХНИКА БЕЗОПАСНОСТИ 0 Л 1. ОБЩИЕ ПОЛОЖЕНИЯ К работе в цехах по производству обожженных анодов допускаются лица не моложе 18 лет. Рабочие, инженерно-технические, работники, пос­ тупающие на работу в цехи обожженных анодов, подлежат предваритель­ ному медицинскому освидетельствованию, а постоянно работающие на предприятии —периодическому медицинскому освидетельствованию. Рабочие, вновь поступающие на работу, должны получить вводный ин­ структаж по технике безопасности в отделе дохйики безопасности завода. Рабочие, вновь принятые и переведенные Из одного отделения в другое на работу по своей специальности, переД,^допуском к работе должны быть проинструктированы по технике безопасности непосредственно на рабочем месте. Инструктаж проводится мастером или лицом, его заме­ няющим. К самостоятельной работе рабочие допускаются только пбсле обуче­ ния безопасным методам работы й стажировки на рабочем месте, а так80 . V . ■ w щ■ чвнв w ш же проверки их знаний по технике безопасности в цеховых комиссиях, ' утвержденных главным инженером предприятия. Продолжительность стажировки рабочего должна быть не менее 1Q дней. Повторный инструк­ таж для рабочих цехов обожженных анодов проводится через каждые 6 мес. Рабочие, совмещающие несколько профессий, инструктируются по каждой профессии. Дополнительный инструктаж следует производить при изменении технологических процессов, применении новых видов оборудования, а также в случае нарушения рабочими инструкций по тех­ нике безопасности. Не реже одного раза в год должна проводиться проверка знаний ин­ струкций по технике безопасности в комиссиях, назначаемых главным зргкВК В' Я инженером предприятия. При неудовлетворительном знании инструкций рабочий обязан пройти дополнительный инструктаж и не позднее чем че­ рез 20 дней пройти повторную проверку в комиссии. В случае обнаруже­ ния неудовлетворительных знаний во время повторной проверки рабочий отстраняется от работы по данной специальности. В цехах обожженных анодов должен быть список особо опасных работ, утвержденный главным инженером. Выполнение таких работ произво­ дится специально обученными рабочими, умеющими пользоваться сред­ ствами личной защиты и знающими способы оказания первой (доврачеб­ ной) помощи; Все работы повышенной опасности производятся по наря­ дам-допускам с соблюдением требований Положения о применении наря­ дов-допусков при производстве работ в условиях повышенной опасности на предприятиях цветной металлургии и Инструкции по организации и ведению работ в газоопасных местах на предприятиях химической, ме­ таллургической и нефтеперерабатывающей промышленности. Запрещаются работы без соответствующей спецодежды, спецобуви и предохранительных приспособлений, а также при нарушении правил их ношения. 9В Ии 2. ПРАВИЛА БЕЗОПАСНОГО ВЕДЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ • ■, ■ ' ‘А /ЭДГ* ’ . ** •« 'п I "■'» > '' \ Т* . Н.- % Технологические процессы в цехах производства обожженных анодов должны осуществляться в соответствии с технологическими инструкци­ ями, утвержденными главным инженером завода. В технологических инструкциях указываются- приемы работ, обеспечивающие минимальное выделение вредных веществ, лучистого и конвекционного тепла в воз­ душную среду производственных помещений. В этом разделе рассматри­ ваются наиболее важные-зущвила безопасного обслуживания оборудова­ ния цехов производств^жяЙкенных анодов. При разгрузке кок< <^^>1рья открывать люки саморазгружающихся вагонов следует то. со специальной обслуживающей площадки или с передвижной теле; > и, а также с помощью специального крана для открывания лю ков.. Работая на прокалочной печи, необходимо помнить, что при розжиге к горелке подается вначале воздух, а затем топливо. При остановке печ^ 81 первым отключается топливо, а затем воздух. Очистка боровов прокаодного необходимо ния, работающего при высокой температуре, производится только после его охлаждения до температуры не выше 40°С и после : ентиляции удаления вредных газов и паров. [рать бандажи печи и холодильника вс >роны, где ролик и бандаж расходятся их электропитании холодильника разрешается также при полной их остановке с отключены приводов. юцессом в печи можно только через синее стекло смотровые лючки. складе руки специальными мазями или кремами 1рами пека. Кроме того, во время этих р< 5 находиться в незащищенных от прямых нечных лучей местах. Перед началом работы следует убедиться в исправности работы паро­ вых коммуникаций и запорной арматуры. Открывать паровые задвиж­ ки, вентили и краны пекопроводов следует постепенно, в исправных ру­ кавицах. Резкое открытие указанной арматуры может привести к разры­ ву паропроводов и пекопроводов. Запрещается удалял свищи нять неисправности запорной арматуры на паропроводах, находящихся под давлением. v Запрещается производство работ на пекопроводах до полного их ох­ лаждения. Разогрев насосов и запорной арматуры с помощью открытого линии ходимо принять горячий душ При работе на грохотах запрещается осмотр и очистка грохота во вреI работы. Эти операции можно выполнять только при закрытом затвобункера, выключенном и обесточенном двигателе питателя. -пуск людей в рабочее пространство дробилок или желоба допускаетголько при обесточенных приводах питателя и дробилки с разрешения ии ала во время работы дробилки запрещается. При работе на шаровой мельнице перед ее пуском после длительной остановки необходимо убедиться в отсутствии посторонних предметов в питателе и надежности болтовых соединении футеровки и люка. Спуск людей в мельницу разрешается только по. наряду-допуску после отклю­ чения и обесточивания привода мельницы и ее закрепления от самопроиз­ вольного вращения. Загружать шары в мельницу во время ее работы чегорловину без специального приспособления них специальным мостикам-переходам. Регулировать натяжение можно только с натяжной станции 82 При пробуксовывании транспортерной ленты на приводном барабане не разрешается тянуть ее руками, а при сходе ленты в одну сторону —на­ правлять ее руками или какими-либо предметами. Запрещается шуровка материала в. приемном устройстве элеватора во время его работы. При работе подогревателя порошков запрещается производить шуров­ ку материала во время работы шнеков. При работе на смесительных ма­ шинах запрещается проведение работ на пекопроводах, если в них нахо­ дится пек. При остановке линии необходимо полностью удалить массу из смесительных машин. Пуск их разрешается после подачи теплоносителя в рубашку. При работе на вибропрессовом оборудовании запрещается проведение работ при включенной установке в случае нарушения нормальной работы пресса. Запрещается также находиться на линии передвижения переме­ щающегося бункера и в зоне действия выталкивателей. Перед пуском печей обжига, работающих на газе, необходимо произ­ вести продувку газопроводов на свечу для удаления воздуха. Продувку следует вести в течение 10—15 мин и контролировать по составу отбира­ емых проб газа. V I. При розжиге горелок необходимо проверить наличие разрежения в бо­ рове и простенке. Запрещается находиться в зоне действия крана при за­ грузке и разгрузке камер печи. При смене простенков запрещается нахо­ диться бнизу камеры. БИБЛИОГРАФИЧЕСКИЙ СПИСОК 1Штейн Я А - Калужский Н.А.. Цыплаков А.М. Современная практика примете электролизеров с обожженными анодами и тенденция развития згой системы Цветмеганформация”, 1970. 42 с. с ил. системы Г С ± , Т еХНИК.? В газовом ^ « f tc n ie металлургических эаво М., Металлургия , 1975. 248 с. с ил. дин ' калужский Н.А. - "Цветные металлы", 1976, №8 с. 1-6. мов М.Ш Печи химической промышленности. JI., "Химия”, 1975 432 с с ил арскии И.С. Процессы технологии огнеупоров. М., "Металлургия". 1969 350 с с ил. алужский Н.А., Шумилов ГП . - "Цветная металлургия" (Бюп. ин-та "Цветметин формация”) , 1971, №8, с. 19 - 24 . иветметин Цветные металлы 34-40. кшгужскии п . а ., колоОин Э.А., Никитин В Я и др. - ’'Цветная металлургия” >Б»л инта "Цветмеганформация”) . 1975, №21. с. 32-36. металлургия (Бюл Каменских Л.М. Современное оборудование, применяемое для Производства обо* женных анодов за рубежом. М.. "Цветмеганформация”, 1 9 7 3 ^ 8 с с ил — *— 1 # 1 Красиков А.Ф. Нефтяной кокс. М., "Химия", 1966. 162 с. с ил ■ Н К Ш Н 9 Г 6 ™ ИИЭП" Южно-Урадь 1963 И1л Т ! КиИ силика™ой промышленности. Изд. 3-е, перераб. М., Госстройиздат Е : Л АВТ : д Б Гинэбург- С Н ^ и к и ш к й н , Е.И. Ходоров, Г ф . ЧЫж 83 Савинов О.Н., Лавренович Е.В. Теория и методы вибрационного формования желе­ зобетонных изделий. Л., Стройиздат, 1972, 153 с. с ил. Свердлин В.А „ Чалик СМ . , Цеховалъская Д.И. - ’’Химия твердого топлива” , 1972. № 5. с. 156—158. ; . Свердлин В Л ., Дыблин Б.С., Ветюков М М . - ’’Цветные металлы”, 1976, N9 11, с. 37-40. ’ Свердлин В.А., Ласукова Л.П. - ’’Цветные металлы” , 1977, № 2, с. 25-30. Свобода Р.В., Ведерников Г.Ф., Товстенко А.Ф. - "Цветные металлы”, 1972, № 4, с. 29-32. .; Степаненко Л/.А, Я.А., К улаков Н.К. Производство пекового кокса. Харьков. Металлургиздат, 1961. 306 с. сил. Судавский A M ., Платонов К.А., Гнедин Ю.Ф., Федосеев С.Д —"Цветные металлы”, 1974, №4, с. 34-39. ^ Сюняев З.И '. Производство, облагораживание и применение нефтяного кокса. М ’’Химия” , 1973. 296 с. с ил. ’ " ' ’ Сюняев З.И., Емельянов А.И., Чанышсв Г%С. —’’Нефтепереработка и нефтехимия” 1966, №6, с. 21-26. Фиалков А.С. Формирование структуры и свойств углеграфитовых материалов. М., ’’Металлургия”, 1965. 288 с. с ил. * Ходоров Е Ж Вращающиеся печи для спекания глиноземных шихт. М., ЦИИН ЦМ, 1962. 79 с. сил. Чалых Е.Ф. Технология и оборудование электродных и электроугольных предприятий. М .,’’Металлургия” , 1972. 432 с. с ил. Чалых Е.Ф. Технология углеграфитовых материалов. М., Металлургиздат, 1963. 304с. сил. Членов В.А., Михайлов Н.В. Виброкипящий слой. М., ’’Наука” , 1972. 341 с. с ил. Чалик С.М., Ласукова Л.П., Свердлин В Л . - ’’Цветные металлы”, 1974, *№ 1, с. 45-50. Янко Э.А., Лазарев В.Д., Воропаев В.Н., Тугарин С.В. —’’Цветные металлы” , 1976, №6, с. 48-51. Янко Э.А., Воробьев Д.Н. Производство анодной массы. М., ’’Металлургия”, 1975. 128 с .с и л . . 1 2яН В * Ш* : Эдуард Александрович Колодин Виктор Анатольевич Свердлин Рем Валентинович Свобода ИБ № 1407 , --1 ■■ . 1ц|*jjи 1 Щ Й ПРОИЗВОДСТВО ОБОЖЖЕННЫХ АНОДОВ АЛЮМИНИЕВЫХ ЭЛЕКТРОЛИЗЕРОВ Редактор издательства Л.М. Элькинд Художественный редактор В.В. Баталова Технические редакторы Т.Б. Година , Г Н . Каляпина Корректоры Ф.Б. Цалкина, Н.Е. Затеева, J1.M. Зинченко ш Подписано в печать 20.11.79. Т- 21135 Формат бумаги 60X90 1/16 Бумага офсетная № 2 Печать офсетная Печ. л 5,25 Уч.-изд. л 6,30 Тираж 1400 экз. Заказ 100 Цена 35 к. Изд. № 0010 Набрано в издательстве ’’Металлургий* на композерс фирмы ИБМ оператором Л.А. Бункиной г- г Издательство ’’Металлургия” , 119034, Москва, Г-34, 2-й Обыденский пер., д. 14 ; > v‘ Московская типография № 9 Союзполиграфпрома при Государственном комитете СССР по делам издательств, полиграфии и книжкой торговли г. Москва, Волочаевская ул., д. 40.