Высшее образование
БАКАЛАВРИАТ
О. М. СОСНИН, А. Г.СХИРТЛАДЗЕ
СРЕДСТВА АВТОМАТИЗАЦИИ
И УПРАВЛЕНИЯ
Учебник
Допущено
Учебно-методическим объединением вузов по образованию
в области автоматизированного машиностроения (УМО АМ)
в качестве учебника для студентов высших учебных заведений,
обучающихся по направлению подготовки
«Автоматизация технологических процессов и производств»
ACADEMA
Москва
Издательский центр "Академия»
2014
УДК 681.5 (075.8)
ББК 32.965я73
С664
Рецензенты:
заведующая кафедрой «Автоматизированные системы обработки информации
и управления» Московского государственного технологического университета
«СТАНКИН», д-р техн, наук, доц. Т. Г. Гришина;
кафедра «Технология машиностроения» Московского государственного
машиностроительного университета, д-р техн, наук, проф. П. М. Кузнецов
Соснин О. М.
С664
Средства автоматизации и управления : учебник для студ.
учреждений высш, образования / О. М. Соснин, А. Г.Схиртладзе. — М.: Издательский центр «Академия», 2014. — 240 с. —
(Сер. Бакалавриат).
ISBN 978-5-4468-0916-5
Учебник создан в соответствии с Федеральным государственным образо­
вательным стандартом по направлению подготовки 220700 «Автоматизация
технологических процессов и производств» (квалификация «бакалавр»).
Рассмотрены современные технические и программные средства автома­
тизации, используемые в промышленности: электрические, электронные, ги­
дравлические, пневматические и комбинированные, в том числе датчики и
исполнительные механизмы, средства построения промышленных информа­
ционных сетей, микропроцессорные и компьютерные устройства. Приведены
сведения об АСУТП, их структуре и этапах разработки, используемых сред­
ствах автоматизации.
Для студентов учреждений высшего образования.
УДК 681.5 (075.8)
ББК 32.965я73
Оригинал-макет данного издания является собственностью Издательского
центра «Академия», и его воспроизведение любым способом без согласия
правообладателя запрещается
ISBN 978-5-4468-0916-5
© Соснин О.М., Схиртладзе А. Г., 2014
© Образовательно-издательский центр «Академия», 2014
© Оформление. Издательский центр «Академия», 20104
ПРЕДИСЛОВИЕ
Термин автоматизация применяется к весьма широкому классу
производственных процессов и других систем организации трудовой
и иной деятельности человека, в которых значительный объем опе­
раций, относящихся к процессам получения, преобразования, пере­
дачи и использования энергии, материалов и особенно информации,
передается специализированным техническим устройствам, сред­
ствам механизации и управляющим машинам.
Автоматизированные процессы, в том числе управление, регули­
рование и (частично) контроль над ними, протекают автономно, в
соответствии с заранее подготовленной и введенной на специальном
программоносителе программой, так что не возникает необходимо­
сти непосредственного участия человека в их нормальном функцио­
нировании. На долю обслуживающего персонала остаются лишь
функции общего контроля, а в случае необходимости — ремонта и
наладки.
Механизация, заключающаяся в замене ручного труда, физиче­
ских усилий человека машинными операциями, является непремен­
ным элементом автоматизации. В отличие от простой механизации
автоматизация обязательно включает в себя передачу управляющим
машинам операций по управлению и организации автоматизируе­
мого процесса в соответствии с заранее сформулированной и, воз­
можно, уточняемой во время реализации процесса целью. Цели ав­
томатизации многообразны. Они могут включать в себя решение за­
дач повышения производительности и эффективности труда, улуч­
шения качества продукции, оптимизации управления, обеспечения
безопасности трудовой деятельности человека, охраны окружающей
среды и др.
Цели автоматизации реализуются с помощью автоматизирован­
ных систем управления (АСУ). АСУ — это совокупность математи­
ческих методов, технических средств (основные из них — это ком­
пьютеры и другие микропроцессорные устройства), их программно­
го обеспечения и организационных комплексов, обеспечивающих
контроль параметров автоматизируемых объектов и управление ими
в соответствии с поставленной целью их автономного функциони­
рования. Среди объектов автоматизации выделяют:
• технологические, энергетические, транспортные и другие про­
изводственные процессы;
3
• проектирование различных агрегатов и машин, судов, зданий
и иных сооружений, производственных комплексов;
• организацию, планирование и управление в рамках цеха, пред­
приятия, стройки, войсковой части и др.;
• научные и технические исследования, медицинское диагности­
рование, учет и обработку статистических данных, программирова­
ние, бытовую технику, охранные системы и пр.
Из всего перечисленного многообразия областей автоматизации
мы будем рассматривать по преимуществу автоматизацию производ­
ственных процессов в машиностроении и соответственно — сово­
купность требующихся для этого технических средств.
Общие вопросы автоматизации организации и управления про­
изводством решаются на уровне автоматизированных систем управ­
ления производством (АСУП) по отраслям. Технологическая подго­
товка производства по отраслям производится в рамках систем ав­
томатизированного проектирования (САПР) и автоматизированных
систем технологической подготовки производства (АСТПП), дей­
ствующих в соответствии с подготовленной с помощью САПР про­
ектной документацией. Непосредственное управление технологиче­
скими процессами изготовления запланированной продукции воз­
лагается на автоматизированные системы управления технологиче­
скими процессами (АСУТП).
Для систем автоматизации характерна иерархическая структу­
ра, повторяющая иерархическое построение каждого конкретного
производства. На верхнем уровне системы автоматизации предпри­
ятия находится АСУП, включающая в себя группу мощных компью­
теров и автоматизированных рабочих мест (АРМ), объединенных в
информационную сеть типа Ethernet (см. подразд. 7.3). В состав АСУП
входят подсистемы, решающие задачи технико-экономического пла­
нирования, оперативного управления, управления сбытом продук­
ции, управления финансовой деятельностью, управления планиро­
ванием и учетом труда и заработной платы, управления материальнотехническим снабжением, планирования и учета кадров; перспек­
тивного развития предприятия и др. На уровне САПР производится
проектирование запланированных к выпуску изделий с помощью
компьютерных программ инженерной графики и геометрического
моделирования и разработка технологии их изготовления. АСУТП
обеспечивают автоматизацию изготовления запланированной про­
дукции.
Для АСУТП характерна трехуровневая иерархическая структу­
ра (см. подразд. 1.2), когда центральная УВМ воздействует на систе­
мы управления исполнительных механизмов управляемого техноло­
гического объекта (ТО) через локальные УВМ, управляющие отдель­
ными установками в составе ТО. Анализ структуры УВМ, предна­
значенных для управления технологическими процессами, дан в под­
разд. 1.3.
4
Поскольку автоматизация невозможна без получения необходи­
мой информации об управляемом техпроцессе, то в системах авто­
матизации применяются самые разнообразные датчики технологи­
ческих параметров, описанные в гл. 2. Автоматическое управление
технологическими установками автоматизированных производств
обеспечивается различными исполнительными механизмами и
устройствами, которым посвящена гл. 3.
Ознакомлению с техническими и программными средствами си­
стем автоматизации и методами их проектирования, изложенными
в гл. 7 и 8, должно предшествовать изучение соответствующих раз­
делов теории информации и управления. Необходимо усвоить при­
веденные в гл. 4 такие понятия теории информации, как энтропия,
единицы количества информации, кодирование, обратив особое
внимание на структуру двоичных кодов, применяемых в системах
автоматизации: арифметические двоичные коды, двоично­
десятичные коды, код ASCJI и др.
Совокупность программ, устройств и проводов, которые обеспе­
чивают обмен информацией в АСУТП, называют промышленной
информационной сетью. Управляющие устройства, входящие в со­
став сети, называются ее узлами, а совокупности проводов, соеди­
няющих узлы, называют разделяемым (между составляющими узла­
ми) физическим каналом или разделяемой средой передачи данных.
Наиболее распространенными сетевыми топологиями являются звез­
да, кольцо и шина. Обмен информацией внутри узла информацион­
ной сети производится посредством параллельного интерфейса, а
между узлами — посредством последовательного интерфейса. В кон­
троллерном программном управлении наиболее распространены фи­
зические последовательные интерфейсы по стандартам RS232C и
RS485.
Для успешного проектирования системы автоматизации необхо­
димо иметь достаточно полное описание объекта автоматизации. До­
статочно точное и математически обоснованное описание зависи­
мости между управляющими (входными) и управляемыми (выход­
ными) параметрами ТО называют алгоритмом функционирования.
Если алгоритм функционирования реализован в виде компьютерной
программы или на моделирующей установке иного типа, то его на­
зывают моделью технологического объекта. В гл. 5 описаны ана­
литические и экспериментальные методы получения моделей ТО,
овладение которыми позволяют четко представить задачи, которые
необходимо решить в процессе автоматизации.
Любая АСУТП должна производить логический анализ производ­
ственной ситуации и необходимые расчеты, на основании котррых
она вырабатывает управляющие сигналы по выполнению техноло­
гического цикла. Такой анализ аналогичен логическому анализу и
расчетам, которые производит человек-оператор перед принятием
решения о воздействии на те или иные командные органы при руч­
5
ном управлении. Соответственно управляющие устройства, обеспе­
чивающие управление технологическим циклом, оказываются по
преимуществу последовательностными автоматами. Такие авто­
маты обеспечивают управление последовательностью тактов работы
технологического объекта, причем выполнение большинства тактов
связано с использованием информации, полученной по каналам об­
ратной связи при выполнении предыдущих тактов.
Анализ и синтез управляющих устройств, обеспечивающих управ­
ление технологическим циклом, производится (гл. 6) с помощью ап­
парата булевой алгебры путем составления как релейно-контактных,
так и микроэлектронных логических схем управления. Составление
таких схем или логических формул, описывающих систему управле­
ния с помощью булевой алгебры, является теоретической основой
применения стандартных языков программирования ПЛК при
встройке ПЛК в локальные управляющие устройства (ЛУВМ) систем
автоматизации.
Описание стандартных языков программирования ПЛК и УЧПУ
дано в гл. 7, а в гл. 8 изложен порядок проектирования АСУТП.
СПИСОК ПРИНЯТЫХ СОКРАЩЕНИИ
АЛУ — арифметико-логическое устройство
АРМ — автоматизированное рабочее место
АСТПП — автоматизированная система технологической подготов­
ки производства
АСУП — автоматизированные системы управления производством
(по отраслям)
АСУТП — автоматизированная система управления технологическим
процессом
АЦП — аналого-цифровой преобразователь
АЭП — автоматизированный электропривод
БИС — большая интегральная микросхема (высокой степени инте­
грации)
ВЗУ — внешнее запоминающее устройство
ВУ — внешнее устройство
ГПМ — гибкий производственный модуль
ГПС — гибкая производственная система
ЗУ — запоминающее устройство
ИУ — исполнительное устройство
КПД — коэффициент полезного действия
ЛУВМ — локальная УВМ
МОТИ — модули обработки технологической информации
ОЗУ — оперативное запоминающее устройство
ПБ — процессорный (системный) блок
ПЗУ — постоянное запоминающее устройство
ПК — промышленный компьютер
ПЛ К — программируемый логический контроллер
ПО — программное обеспечение
ПУ — пульт управления
САПР — система автоматизированного проектирования
СПУ — система программного управления
СУЭП — система управления электроприводом
ТО — технологический объект
ТП, или техпроцесс, — технологический процесс
УВВ — устройства ввода-вывода информации (параллельный или
последовательный интерфейсы)
УВМ — управляющая вычислительная машина
7
УДП — устройство децентрализованной периферии (периферийный
терминал АСУТП)
УП — управляющая программа
УСО — устройство связи с объектом
УФС — устройство формирования состояний (управляющее устрой­
ство)
УЧПУ — устройство ЧПУ
ЦАП — цифроаналоговый преобразователь
ЦУВМ — центральная УВМ
ЧПУ — числовое программное управление
ШД — шаговый двигатель
ЭВМ — электронная вычислительная машина
ЭДС — электродвижущая сила
ASCII — American Standard Code for Information Interchange (амери­
канский стандартный код для обмена информацией)
CAD — Computer Aided Design (САПР)
САМ — Computer Aided Manufacturing (АСУТП)
Ethernet — наиболее распространенная стандартная сетевая техно­
логия для создания локальной информационной сети (Этернет)
IEC — International Electrotechnical Commission (МЭК, Международ­
ная электротехническая комиссия)
IEEE — Institute of Electrical and Electronics Engineers (Институт ин­
женеров по электротехнике и электронике, США)
ISO — International Standardization Organization (Международная ор­
ганизация стандартизации)
SCADA (Supervisory Control and Data Acquisition) — автоматизиро­
ванная система сбора данных и оперативного диспетчерского
управления
Глава 1
ОБЩИЕ СВЕДЕНИЯ ПО СРЕДСТВАМ
АВТОМАТИЗАЦИИ И УПРАВЛЕНИЯ
ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ
И ПРОИЗВОДСТВАМИ
1.1. Общие положения
При автоматизации технологических процессов и производств
функции управления и контроля, ранее выполнявшиеся человеком,
передаются автоматическим управляющим устройствам и контрольно­
измерительной аппаратуре. Одновременно совершенствуются мето­
ды организации производства и механизация отдельных рабочих опе­
раций.
Автоматизация производственного процесса включает в себя ре­
шение задач технико-экономического планирования, оперативного
управления, управления материально-техническим снабжением и
сбытом продукции.
Технологический процесс является основной частью производ­
ственного процесса. При реализации автоматизированного тех­
нологического процесса управляющие устройства, получая ин­
формацию по каналам обратной связи об изменении контроли­
руемых параметров, таких как размеры обрабатываемых изделий,
скорость обработки, температура, формируют, в соответствии с
заданной программой обработки, управляющие сигналы, обеспе­
чивающие выполнение программы обработки в оптимальном ра­
бочем режиме.
Принято отделять проблемы автоматизации организации и управ­
ления производством, решаемые на уровне АСУП, от технико­
технологических вопросов автоматизации, решаемых на уровне САПР
и АСУТП. Последние образуют единый комплекс автоматизирован­
ных производственных систем, обычно называемых гибкими произ­
водственными системами (ГПС), которые на международном уров­
не принято именовать системами CAD-CAM, причем системы CAD
объединяют функции САПР и АСТПП. В настоящее время создание
ГПС является основной задачей автоматизации по отраслям народ­
ного хозяйства.
9
Системы САПР и АСТПП являются специфическими для каж­
дой отрасли производства, а в структуре АСУТП имеется много об­
щего. Эта общность обусловлена тем, что в АСУТП применяются
преимущественно электромеханические исполнительные устройства.
Прежде всего, укажем на технологические процессы, связанные с
изменением формы исходного материала, такие как обработка ре­
занием, прокатка, бумажное, текстильное производство и др., в ко­
торых основными рабочими движениями являются перемещения
рабочих органов, осуществляемые с помощью электроприводов. Ав­
томатизированные электромеханические комплексы применяются
также при добыче сырья в горной, нефтяной и газовой отраслях,
при первичной обработке, хранении и транспортировке зерна и дру­
гой продукции сельского хозяйства. Разнообразные автоматизиро­
ванные транспортные системы, применяемые для перемещения
твердых, жидких и газообразных продуктов, такие как электропо­
грузчики, грузовые подъемники, насосные станции и трубопровод­
ные системы имеют в качестве исполнительных устройств силовые
электроприводы, а сервоприводы широко применяются в системах
управления. Но и в технологических процессах, связанных с изме­
нением агрегатного и физико-химического состояния исходных ма­
териалов, подача сырья на обработку и транспортировка готовой
продукции производится с помощью электромеханических или
управляемых с помощью электромеханических агрегатов транспорт­
ных систем.
1.2. Автоматизированные системы
управления технологическими процессами
(АСУТП)
Главной задачей АСУТП является повышение эффективности
производства путем замены человека-оператора аппаратными сред­
ствами, устройствами автоматического управления. С этих позиций
определим автоматизированные системы управления технологи­
ческими процессами как совокупность аппаратных средств и их про­
граммного обеспечения, предназначенных для управления техноло­
гическими объектами, которая обеспечивает оптимальный уровень
автоматизации сбора, накопления и переработки информации и фор­
мирование таких управляющих воздействий на исполнительные
устройства, что работа управляемого объекта происходит в оптималь­
ном режиме.
Технологическим объектом (ТО) мы здесь называем совокупность
технологического оборудования и реализованного на нем производ­
ственного процесса. Что касается критериев оптимальности (эффек­
тивности) функционирования технологических объектов, то кроме
10
обычно решаемой задачи достижения наибольшего экономического
эффекта укажем на всегда актуальные проблемы охраны здоровья
работающих и сохранения окружающей среды. Наибольшая эконо­
мическая эффективность достигается оптимальным сочетанием
средств САПР и АСУТП с учетом требований охраны труда и окру­
жающей среды.
Строго сформулированную зависимость между параметрами тех­
нологического процесса (техпроцесса) и критерием его оптимально­
сти называют целевой функцией. Обычно полагают, что оптималь­
ный режим достигнут, если выбранному сочетанию параметров управ­
ляемого техпроцесса соответствует минимум (а иногда максимум)
целевой функции. Если из-за технологических ограничений задан­
ный экстремум целевой функции не может быть достигнут, то опти­
мальный режим имеет место при некоторых граничных значениях
контролируемых параметров. Во всяком случае, оптимизация тех­
процесса с помощью АСУТП сводится к поддержанию оптимально­
го соотношения его параметров. Если это соотношение стабильно и
может быть рассчитано или подобрано заранее, то достаточно, что­
бы АСУТП стабилизировала значения контролируемых параметров
на заданном оптимальном уровне. Обычно к тому же необходимо
изменять значения заданных параметров по заранее составленной
программе ведения техпроцесса. В наиболее сложных случаях опти­
мальный ход техпроцесса не может быть определен и задан заранее
и тогда поиск оптимального режима работы производится автомати­
чески, самой АСУТП, в течение всего времени техпроцесса. Мето­
дика поиска зависит от вида заданной целевой функции и ограни­
чений, накладываемых на значения контролируемых параметров.
В зависимости от имеющихся возможностей достижения опти­
мального режима в АСУТП применяются следующие приемы управ­
ления технологическими процессами:
• стабилизация заданных значений параметров техпроцесса при
различных возмущениях. Примером такой стабилизации может слу­
жить стабилизация линейной скорости шлифования при уменьше­
нии диаметра шлифовального круга;
• изменение параметров техпроцесса по заранее подготовленной
на специальном программоносителе программе, включая управление
технологическим циклом. Такие АСУТП относятся к классу систем
программного управления (СПУ). Реализация программного управ­
ления, наряду со стабилизацией контролируемых параметров, при­
суща всем АСУТП, особенно в станках с ЧПУ, лифтовых подъемни­
ках, роботах-манипуляторах и др.;
• автоматическая оптимизация техпроцесса во время выполнения
заданной производственной программы и в соответствии с заданным
критерием эффективности (целевой функцией). Типичными процес­
сами, нуждающимися в автоматической оптимизации, являются рас­
крой материалов из заготовок со значительным разбросом габаритов
11
и составление оптимальных смесей из исходных веществ со значи­
тельным разбросом по составу.
Управляющие устройства АСУТП строятся на базе средств микро­
процессорной вычислительной техники и являются по существу
управляющими вычислительными машинами (УВМ).
Технологические объекты, управляемые АСУТП, — это совокуп­
ность сложных электромеханических систем, таких как станки с ЧПУ,
робототехнические комплексы, прокатные станы, трубопроводные
системы и прочее. Отдельные единицы оборудования, входящие в
состав технологического объекта, управляемого АСУТП, имеют ав­
тономные системы управления, позволяющие как встраивать данное
оборудование в технологический комплекс, так и использовать его
автономно. По указанной причине управление в АСУТП организу­
ется по иерархическому принципу. Иерархическое управление явля­
ется одной из разновидностей централизованного управления. При
управлении по иерархическому принципу система управления де­
лится на отдельные уровни, или ранги. Общее управление осущест­
вляется центральной УВМ (ЦУВМ), которая считается УВМ выс­
шего (первого) ранга. Однако ЦУВМ при иерархическом управлении
управляет технологическим объектом не непосредственно, а только
через промежуточные, локальные УВМ(ЛУВМ). Все ЛУВМ, управ­
ляемые непосредственно от ЦУВМ, называются УВМ второго ранга
(второго уровня управления). Если имеются ЛУВМ, управляемые не
от ЦУВМ, а от УВМ второго ранга, то такие ЛУВМ называются ЛУВМ
третьего ранга. По отношению к ним соответствующая УВМ второ­
го ранга оказывается центральной. В результате при управлении по
иерархическому принципу каждая УВМ управляет лишь управляю­
щими устройствами ближайшего низшего ранга, а подчиняется лишь
одной из УВМ ближайшего высшего ранга. Исключение составляет
самый нижний уровень управления, на котором осуществляется не­
посредственное управление технологическим объектом, т. е. не управ­
ляющими, а исполнительными устройствами.
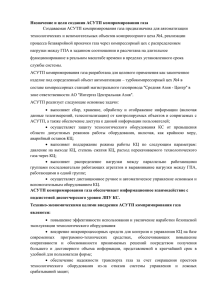
Для АСУТП типична трехуровневая иерархическая структура, по­
казанная на рис. 1.1. Здесь ЦУВМ, которая является достаточно мощ­
ным промышленным компьютером, снабжает управляющими про­
граммами 7УЛУВМ, а последние управляют исполнительными элек­
троприводами (в количестве М) через их системы управления (СУЭП)
или другими исполнительными устройствами.
Локальные УВМ могут строиться на базе компьютеров или про­
граммируемых логических контроллеров в зависимости от сложно­
сти решаемых задач управления. В качестве исполнительных
устройств могут быть использованы не только электроприводы, но
и нагревательные, электрофизические, электрохимические и другие
установки. Системы управления исполнительных устройств могут
быть построены как на базе микропроцессорных комплектов, так и
без них, могут быть как цифровыми, так и аналоговыми.
12
исполнительными устройствами
Рис. 1.1. Типичная иерархическая структура АСУТП
На рис. 1.1 показано прохождение лишь прямых управляющих
сигналов, а описание каналов обратной связи от технологического
объекта к АСУТП здесь опущено и будет дано ниже. Заметим толь­
ко, что прохождение сигналов обратной связи строится также иерар­
хическому принципу: от исполнительных устройств и агрегатов ин­
формация поступает сначала в ЛУВМ по результатам опросов дат­
чиков, установленных на технологическом оборудовании, а ЦУВМ
получает необходимую информацию о состоянии технологического
объекта в порядке обмена информацией с ЛУВМ.
1.3. Управляющие устройства систем
автоматизации и управления
Управляющие устройства систем автоматизации и управления мо­
гут быть построены на дискретных элементах или выполнены в виде
УВМ. Будем считать, что управляющее устройство выполнено на
дискретных элементах, если в нем функции управления реализуются
без применения процессоров. И напротив, если основные логиче­
ские и арифметические операции, необходимые для осуществления
процесса управления, реализуются с помощью микропроцессорных
конструкций, то такое управляющее устройство является УВМ. Ко­
ротко говоря, управляющая вычислительная машина — это управ­
ляющее устройство, построенное на базе микроЭВМ и их комплек­
сов.
Управляющие устройства на дискретных элементах, такие как
магнитные пускатели и аналоговые системы управления электропри­
водами, применяются в АСУТП на нижних уровнях управления, а
на верхних уровнях применяются исключительно УВМ (см. рис. 1.1).
Тем не менее, многие важные функции УВМ, связанные с вводом,
выводом, хранением, отображением информации, реализуются на
дискретных элементах, не входящих в микропроцессорные комплек­
ты, таких как клавиатура, дисплей, магнитные запоминающие диски
и пр.
13
От
ПУ
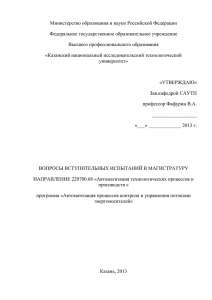
Рис. 1.2. Структура УВМ в составе АСУТП
Структура УВМ в составе АСУТП показана на рис. 1.2. Конструк­
тивно УВМ выполняется в виде пульта управления ПУ и процессор­
ного (системного) блока ПБ.
На рис. 1.2 показано, что УВМ управляет технологическим объ­
ектом ТО с параметрами Y посредством управляющих сигналов X.
Пульт управления ПУ является основой рабочего места оператора,
осуществляющего контроль работы АСУТП. Через ПУ поступает ис­
ходная информация в виде управляющих программ (УП), считывае­
мых с магнитных дисков и флеш-карт внешнего запоминающего
устройства (ВЗУ). С помощью клавиатуры ПУ оператор может со­
ставлять и корректировать управляющие программы и контролиро­
вать ход управляемого технологического процесса, а дисплей ПУ
представляет оператору визуальную информацию о ходе процесса и
о содержании УП. Наконец с помощью принтера производится рас­
печатка отчетно-справочной информации о выполнении производ­
ственных заданий.
Обмен информацией в УВМ осуществляется через стандартные
устройства ввода-вывода УВВ, состоящие из параллельного и после­
довательного интерфейсов (портов), причем для связи внутри ПБ
обычно используется параллельный интерфейс. Через последователь­
ный интерфейс реализуется связь с пультом управления и отдален­
ными внешними устройствами (ВУ) и, прежде всего, с ЦУВМ, если
она имеется.
Информация, поступающая в ПБ с пульта управления или непо­
средственно от ЦУВМ через УВВ, запоминается в устройствах па­
мяти (ЗУ), состоящих из постоянного (ПЗУ) и оперативного (ОЗУ)
запоминающих устройств. В ПЗУ содержится операционная система
УВМ, инструментальное программное обеспечение для создания УП,
сами УП и общие сведения об управляемом технологическом объ­
екте. В ОЗУ хранятся управляющие программы, находящиеся в ра­
боте, и текущая информация о ходе реализуемого технологического
процесса, о состоянии технологического оборудования и самой
УВМ.
14
Основным устройством, осуществляющим переработку поступа­
ющей в УВМ информации и выдачу управляющих сигналов, явля­
ется центральный процессор (ЦП), состоящий из арифметикологического (АЛУ) и управляющего (УУ) устройств. АЛУ осущест­
вляет арифметическую и логическую обработку информации с вы­
работкой управляющих сигналов, а УУ определяет, какие арифметикологические операции и в каком порядке должно реализовать АЛУ в
соответствии с заданной программой.
Специфическими устройствами, отличающими УВМ от обычных
микроЭВМ, являются устройства связи с ТО (УСО) и модули обра­
ботки технологической информации (МОТИ).
УСО — это модули прямой связи управления. Они преобразуют
приходящие с процессора управляющие сигналы, чтобы согласовать
их с входными цепями ТО, в то время как МОТИ — это модули об­
ратной связи. Они преобразуют приходящие с ТО сигналы обратной
связи (сигналы Y) о параметрах ТО, согласуя их с системой обработ­
ки информации внутри УВМ.
Если рассматриваемая на рис. 1.2 УВМ является для данного ТО
центральной, то она управляет входящими в состав ТО локальными
УВМ и вместе с ними образует распределенную (по месту располо­
жения управляемого оборудования) систему управления. В таком
случае и УСО, и МОТИ, показанные на рис. 1.2, состоят из стандарт­
ных УВВ, объединяющих с помощью соединительных кабелей все
УВМ данной системы автоматизации в промышленную информаци­
онную сеть. Если же рассматривать УВМ, показанную на рис. 1.2,
как локальную, то УСО должны обеспечивать согласование управ­
ляющих сигналов УВМ со входными цепями различных дискретных
цифровых и непрерывных (аналоговых) управляющих устройств ниж­
него уровня управления (см. рис. 1.1).
Основные функции модулей УСО в составе локальной УВМ та­
ковы:
• усиление управляющих сигналов с соответствующим преобра­
зованием их по уровню и по виду;
• преобразование кодов цифровых управляющих сигналов (па­
раллельного кода в последовательный и др.);
• цифроаналоговое преобразование сигналов перед подачей их
на аналоговые управляющие устройства;
•
потенциальное разделение цепей управления.
Что касается МОТИ, то в ЛУВМ они должны совершить обрат­
ное преобразование сигналов обратной связи, идущих от управляю­
щих устройств нижнего уровня управления и от технологического
оборудования, к виду, приемлемому для системы сигналов, цирку­
лирующих в УВМ.
МОТИ производят:
• согласование уровней дискретных сигналов обратной связи и
УВМ;
15
• аналого-цифровое преобразование аналоговых сигналов обрат­
ной связи, поступающих от аналоговых управляющих устройств и
исполнительных механизмов;
• преобразование кодов цифровых сигналов обратной связи (по­
следовательного в параллельный и др.);
•
потенциальное разделение цепей управления.
В качестве примеров преобразования выходных сигналов УВМ
приведем преобразование дискретного управляющего сигнала уров­
ня до 5 В и до 5 мА тока (но предназначенного для включения кон­
тактора переменного тока) в переменное напряжение ПО В с током
до 2 А, а также преобразование цифрового сигнала, предназначен­
ного для управления электроприводом, в стандартное задающее на­
пряжение в пределах 0—10 В. Примером преобразования сигналов
обратной связи может служить преобразование сигналов конечных
выключателей, переключающих постоянное напряжение 24 В, в стан­
дартный сигнал УВМ напряжением до 5 В. Таким же примером мо­
жет быть счет импульсов датчиков перемещения, в результате кото­
рого величина перемещения фиксируется в УВМ в виде числа от­
считанных импульсов.
Устройства УСО и МОТИ выполняются в виде модульных кон­
струкций, объединяющих в себе несколько каналов однотипных пре­
образователей, таких как преобразователи уровней, аналогоцифровые преобразователи и пр. При необходимости такие устрой­
ства строятся на базе микропроцессоров, как, например модули
управления сервоприводами.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы основные задачи автоматизации технологических процессов и
производств?
2. Каковы основные задачи, решаемые АСУТП? Дайте определение
АСУТП.
3. Что такое целевая функция и какова ее роль в функционировании
АСУТП?
4. Опишите реализацию основных функций АСУТП путем стабилизации
параметров.
5. Опишите реализацию основных функций АСУТП путем программного
управления.
6. Каковы особенности автоматической оптимизации техпроцесса в тече­
ние его реализации?
7. В чем состоит иерархический принцип управления?
8. Опишите типичную трехуровневую иерархическую структуру АСУТП.
9. Что такое УВМ? Дайте определение и опишите структуру УВМ в составе
АСУТП.
10. Опишите основные функции пульта управления в составе УВМ.
16
11. Опишите основное назначение центрального процессора в составе УВМ.
12. Опишите основное назначение запоминающих устройств в составе
УВМ.
13. Что такое УСО? Опишите основные функции УСО в составе УВМ. При­
ведите примеры.
14. Опишите основные функции МОТИ в составе УВМ. Приведите при­
меры.
Глава 2
ДАТЧИКИ ПАРАМЕТРОВ ДЛЯ СИСТЕМ
АВТОМАТИЗАЦИИ ПРОИЗВОДСТВ
2.1. Общие характеристики датчиков
технологических параметров
Для нормального функционирования системы автоматизации в
УВМ должна поступать информация о контролируемых параметрах
управляемого технологического объекта (технологическая информа­
ция). Эта информация формируется с помощью датчиков контроли­
руемых параметров, которые далее будем называть технологически­
ми параметрами.
Датчик — это устройство, которое воспринимает измеряемый
параметр и вырабатывает соответствующий сигнал для передачи его
в УВМ по каналам связи с целью дальнейшего использования или
регистрации.
Технически измерения выполняются Посредством измерительных
преобразователей (сенсоров), использующих определенные физиче­
ские принципы. Датчик же — это конструкция, состоящая из одно­
го или нескольких измерительных преобразователей и оснащенная
устройствами для его монтажа и фиксации на объекте, электропита­
нием, а также электрическим кабелем (или беспроводными средства­
ми связи) для передачи сигнала и соответствующими разъемами.
Измерительное преобразование заключается в отображении
одной физической величины посредством другой физической вели­
чины или набора физических величин. Выполняющий измеритель­
ное преобразование датчик эксплуатируется в производственных
условиях, часто весьма тяжелых, которые связанны с высокими дав­
лениями и температурами при влиянии различных агрессивных
сред.
На датчик одновременно воздействует большое число возмуще­
ний различной физической природы. Среди них только одно явля­
ется измеряемой величиной, а остальные представляют собой внеш­
ние воздействия, являющиеся помехами для процесса измерений.
Каждый датчик должен на фоне помех четко реагировать на изме-
18
ряемую входную величину, вырабатывая соответствующую выходную
величину в заданном коде (см. подразд. 4.2), с заданной точностью,
в пределах заданного диапазона измерений.
При создании датчиков применяются различные физические
принципы, которые определяют области рационального использо­
вания того или иного датчика.
Параметрический датчик изменяет какой-либо из своих пара­
метров под действием измеряемой величины, но для фиксирования
этого изменения он требует подключения к внешнему источнику
энергии.
Генераторный датчик сам генерирует выходной сигнал под дей­
ствием измеряемой величины и поэтому не требует подключения к
внешнему источнику питания.
К параметрическим датчикам относятся резистивные, индуктив­
ные, трансформаторные, емкостные. К генераторным датчикам от­
носятся термоэлектрические, индукционные, пьезоэлектрические,
фотоэлектрические.
Приведем основные определения и термины, относящиеся к дат­
чикам.
Функция преобразования — это зависимость выходной величины
данного измерительного преобразователя от входной, которая зада­
ется либо аналитическим выражением, либо графиком, либо табли­
цей.
Чувствительность преобразователя — это именованная вели­
чина, показывающая, насколько изменится выходная величина при
изменении входной величины на одну единицу. Для термопары еди­
ницей чувствительности будет мВ/K (милливольт на кельвин), при
измерении скорости электродвигателя — с~'/В.
Разрешающая способность преобразования — это минимальное
изменение входного сигнала, которое может быть измерено преоб­
разователем.
Воспроизводимость является мерой, показывающей насколько
близки друг к другу результаты измерений одной и той же физиче­
ской величины.
Прецизионность является критерием особой точности аналогич­
ных измерений.
Точность (погрешность) измерения показывает, насколько по­
казанное датчиком значение параметра близко к его истинному зна­
чению. Точность, как правило, задается в процентах от полной шка­
лы измерительного прибора и представляет собой некоторую абсо­
лютную величину.
При измерении механических величин часто нагрузка восприни­
мается не самим преобразователем, а упругим элементом, который
деформируется под воздействием измеряемой величины. В данном
случае входной величиной может являться сосредоточенная сила,
крутящий момент, давление газа или жидкости и пр. Выходным сиг-
19
налом может быть воспринимаемая человеком информация или элек­
трический параметр.
Различают статическую и динамическую характеристики датчика.
Под статической характеристикой понимается зависимость меж­
ду установившимися значениями входной и выходной величин, а под
динамической — поведение выходной величины во время переход­
ного процесса в ответ на мгновенное (ступенчатое) изменение из­
меряемой входной величины.
Статическая характеристика датчика строится как зависимость
значения выходной величины Y от значения входной величины X.
В динамической характеристике датчика участвует параметр време­
ни t и такая характеристика представляет собой зависимость вида
У= Y(t). Установившееся значение выходной величины датчика пред­
ставляет собой то значение, которое приобретает его выходная ве­
личина после окончания всех переходных процессов.
Зависимость, которая имеется между установившимися значени­
ями входной и выходной величин, применительно к датчикам назы­
вается тарировочной кривой.
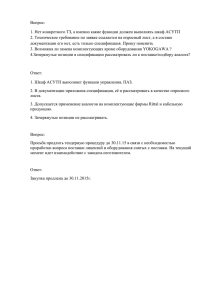
Различные виды статических характеристик измерительных дат­
чиков, у которых значения выходных величин Y пропорциональны
значениям входных величин X, приведены на рис. 2.1.
На рис. 2.1, а дана идеализированная статическая характеристика
такого датчика. Нулевому значению входной величины в этом случае
соответствует нулевое значение величины на выходе.
На рис. 2.1, б показана идеализированная статическая характери­
стика датчика, имеющего зону нечувствительности. У датчика тако­
го типа изменение входной величины до значения XX, называемого
Рис. 2.1. Статические характеристики измерительных датчиков с пропор­
циональным выходом
20
порогом чувствительности, не ведет к появлению какого-либо сиг­
нала на выходе. Лишь после того, как окажется, что X > XX, выход­
ная величина будет расти, начиная от нуля, пропорционально изме­
нению входной величины.
На рис. 2.1, в приведена идеализированная статическая характе­
ристика датчика, имеющего зону нечувствительности и насыщение
выхода. У датчика данного типа после достижения порога чувстви­
тельности выходная величина растет пропорционально увеличению
входной величины, но до некоторого предельного значения ДУ, ко­
торое называется значением насыщения выходной величины. После
того как окажется, что Y = ДУ, дальнейший рост входной величины
X не приводит к увеличению У.
На рис. 2.1, г показана идеализированная статическая характери­
стика датчика с зоной нечувствительности на входе, с насыщением
на выходе и с петлей гистерезиса. Гистерезис — это различие между
соответствием выходной и входной величин при прямом и обратном
ходе изменения входной величины. Это выражается в том, что зна­
чение выходной величины при возрастании входной не совпадает с
ее же значениями при убывании входной величины. При наличии
гистерезиса порог чувствительности датчика при «прямом» и «об­
ратном» ходах неодинаков.
Значение выходной величины при возрастании входной может
как «опережать», так и «отставать» по сравнению с ее же значения­
ми при убывании входной величины. В первом случае имеет место
положительный гистерезис, а во втором — отрицательный.
Абсолютную величину разницы в значениях Xпри возрастании и
убывании входной величины, при которых на выходе имеется одно
и то же значение, называют шириной петли гистерезиса.
На практике нет датчиков с идеализированной пропорциональной
(линейной) зависимостью между значениями выходной и входной
величин. Нелинейный характер статической характеристики датчика
в ряде случаев не является вредным и может быть эффективно ис­
пользован для решения различных задач автоматизации. Примером
является датчик со статической характеристикой релейного типа. При
увеличении входной величины, до того как она достигнет порога сра­
батывания, на выходе датчика будет нулевое значение выходной ве­
личины. При достижении входной величиной порога срабатывания,
выходная мгновенно достигнет максимального значения и при даль­
нейшем возрастании входной величины возрастать далее не будет.
В качестве примера можно привести двухпозиционное регулиро­
вание температуры в домашнем холодильнике. Как только темпера­
тура внутри его достигнет заданной величины, датчик температуры,
обладающий релейной характеристикой, включит электродвигатель,
прокачивающий хладагент (фреон). При понижении температуры
электродвигатель отключается, и температура внутри холодильника
перестает понижаться.
21
Для сравнения при равных условиях динамических характеристик
различных датчиков обычно считают, что на их входы поступают сту­
пенчатые воздействия одного и того же вида. Это означает мгновен­
ный «наброс» входной величины. Например, при практически мгно­
венной подаче напряжения на электродвигатель он достигнет уста­
новившейся скорости не мгновенно, а будет набирать обороты в со­
ответствии с динамическими свойствами привода, в который он
включен.
Для динамических характеристик датчиков характерны три слу­
чая. Первый случай соответствует чистому запаздыванию в датчике,
когда его выходная величина повторяет (в определенном масштабе)
входную величину, запаздывая по отношению к ней на постоянную
величину. Второй случай — апериодическому характеру переходно­
го процесса. Выходная величина постепенно приближается к новому
установившемуся значению монотонным образом (монотонно убы­
вая или же монотонно возрастая). Третий случай соответствует ко­
лебательному характеру переходного процесса, когда выходная ве­
личина постепенно приближается к новому установившемуся значе­
нию, совершая за время переходного процесса одно или несколько
колебаний, превышая на время новое значение выходной величины,
а затем возвращаясь к нему.
По динамическим характеристикам датчиков можно судить о ка­
честве их переходных процессов. Показателями качества переход­
ного процесса являются: время завершения переходного процесса;
превышение в течение переходного процесса величины выходного
параметра над его новым установившимся значением; число коле­
баний выходной величины за время завершения переходного про­
цесса.
Важными характеристиками для датчиков технологических пара­
метров являются также диапазон измерений — разность между до­
пустимыми максимальным и минимальным установившимися зна­
чениями измеряемой величины, и полоса пропускания — разность
между максимальной и минимальной частотами изменения входной
величины, для работы с которыми служит данный датчик.
Практическое применение датчиков невозможно без обеспечения
гальванической совместимости их электроцепей с цепями приемни­
ков их сигналов. При необходимости необходимо предусматривать
гальваническое разделение этих цепей, которое принято называть
гальванической развязкой. Традиционным разделяющим элементом,
который обеспечивает такую развязку, является электромагнитное
реле. Современным решением задачи гальванической развязки яв­
ляется ее реализация на паре светодиод — фототранзистор. Такое
сочетание называется оптроном. Для гальванической развязки при­
меняются также разделительные трансформаторы. Это возможно,
когда сигналы датчиков представлены переменными токами или на­
пряжениями.
22
Погрешности измерений технологических параметров, которые
возникают в любых системах автоматизации, классифицируют сле­
дующим образом: систематические, прогрессирующие, случайные,
погрешности применения.
2.2. Основные виды типовых воздействий
на датчики технологических параметров
Для определения статических и динамических характеристик дат­
чиков технологических параметров на их входы подают типовые воз­
действия и наблюдают, как испытуемый датчик реагирует на пода­
ваемое воздействие. К типовым входным воздействиям относят удар­
ное, или импульсное, ступенчатое, линейное, гармоническое.
Ударное (импульсное) воздействие соответствует случаю, когда
измеряемым параметром является та или иная сила, действующая
практически мгновенно. Это воздействие описывают 5-функцией,
характеризующейся бесконечно большой (стремящейся к бесконеч­
ности) ординатой при бесконечно малой (стремящейся к нулю) ве­
личине Л/ (длительности этого воздействия). График такого типово­
го входного воздействия, прилагаемого к датчику в момент времени
/*, показан на рис. 2.2, а.
Ступенчатое входное воздействие представляет собой мгновен­
ное изменение входного параметра на конечную величину. Его за­
писывают в виде Х= А [1 ]. Это трактуется так: при t < 0 имеет место
X = 0, а при t > 0 имеет место X = А. Ступенчатое воздействие, при
котором А = 1, называют единичным воздействием. График ступен­
чатого воздействия дан на рис. 2.2, б.
Примером ступенчатого воздействия может служить приложение
или сброс нагрузки с помощью механизма сцепления или управляе­
мой муфты. Это воздействие является широко распространенным в
производственной практике. Выходная реакция на такое воздействие
выделяется среди других динамических характеристик и имеет на­
звание временной характеристики.
Рис. 2.2. Графики типовых входных воздействий
23
Мгновенное, т.е. за отрезок времени, равный нулю, нарастание
входной величины от 0 до А является полезной идеализацией. В дей­
ствительности оно произойдет за отрезок времени Л/ * 0. Если все
же нужно учесть характер нарастания входной величины, то упро­
щенно можно считать ее нарастающей по линейному закону. В об­
щем случае такое нарастание входной величины датчика реально
происходит по тому или иному нелинейному закону.
Линейное входное воздействие на датчик подразумевает измене­
ние во времени входной величины по линейному (пропорциональ­
ному) закону. В этом случае X = Kt, где К — константа. Такой вид
типового воздействия широко используется при испытаниях следя­
щих систем, когда выходной параметр системы должен воспроизво­
дить в том или ином масштабе некоторую задающую величину, ха­
рактер изменений которой заранее не предопределен. Примером яв­
ляется следящая система гидрокопировального автомата, где пере­
мещение силового поперечного суппорта должно «отслеживать» пе­
ремещение задающего копировального щупа, взаимодействующего
без значительной нагрузки с шаблоном, выполненным из легкообрабатываемого материала, например алюминия. График линейного
входного воздействия показан на рис. 2.2, в.
Гармоническое входное воздействие — воздействие, при котором
входная величина изменяется по гармоническому закону (по закону
синуса или косинуса). Воздействие используется тогда, когда выпол­
няют испытание изделия или его элемента посредством частотных
методов. Примером такого рода испытания является исследование
изделия на вибростенде. Такие испытания заключаются в том, что
исследуемое изделие «трясут» с изменяющимися частотой и ампли­
тудой и фиксируют, что при этом происходит. Целью исследования
изделия или его элементов частотными методами является получе­
ние их частотных характеристик.
Частотными характеристиками называют зависимости, кото­
рые связывают в установившемся режиме входные и выходные ве­
личины линейной системы, когда подаваемые на ее вход величины
изменяются во времени по гармоническому закону. Установивший­
ся режим вовсе не подразумевает неподвижности. Это означает то,
что по истечении времени переходного периода в системе установит­
ся движение с параметрами, которые не изменяются.
В частности, если на вход такого элемента системы подается гар­
моническое воздействие вида X(t) = asincoZ с частотой со и амплиту­
дой а, то через некоторое время, необходимое для завершения пере­
ходного процесса, на выходе данного элемента также установятся
синусоидальные колебания с той же частотой, но отличные по ам­
плитуде и сдвинутые по отношению к синусоидальному сигналу на
входе этого элемента по фазе, что можно записать соотношением
Y(t) = >1 sin(cor + ср).
24
Рис. 2.3. Графическое отображение гармонического воздействия на комплексной плоскости
Q
На комплексной плоскости входную X(t) и выходную У(Г) вели­
чины для каждого элемента времени t можно изобразить векторами
а и А, исходящими из начала координат соответственно под углами
оз/ и (со/ + <р). Действительные части гармонических входных и вы­
ходных величин, заданных в комплексной форме, равны соответ­
ственно acoscoZ и ,4cos(coZ + ф), а мнимые части — asincoZ, xlsin(cot + ф).
Графическое изображение гармонического воздействия представле­
но на рис. 2.3.
Вертикальная ось Q координат соответствует мнимым частям
входной и выходной величин, а горизонтальная ось R — их действи­
тельным частям.
У(/)
Обозначив
0 ю), получают выражение:
ых/ • \ [Дехр/(шГ + ф)]
W7/co) =--------- Ц------ ^- = — ехр(уф).
aexpycoZ
{а)
Отношение WX/co) называется комплексным передаточным ко­
эффициентом. Этот коэффициент на комплексной плоскости гра­
фически изображается точкой. При изменении частоты воздействия
и в пределах 0...оо изменяются и значения модуля выходной величи­
ны (длина отрезка от начала координат до данной точки), и сдвиг ее
фазы ф относительно входного воздействия. Конец отрезка, который
находится в данной точке, будет при этом описывать некоторую кри­
вую, характерную для данного датчика, называемую годографом, яв­
ляющимся амплитудно-фазовой характеристикой (АФХ) данного
датчика.
Зависимость модуля комплексного передаточного коэффициента
W от частоты со называется амплитудно-частотной характери­
стикой (АЧХ) данного датчика, а зависимость сдвига фазы ф от ча­
стоты со называют фазово-частотной характеристикой (ФЧХ)
данного датчика.
Амплитудно-фазовая характеристика и вытекающие из нее АЧХ
и ФЧХ относятся только к установившимся режимам.
При создании промышленных датчиков технологических параме­
тров используются различные физические явления. С этой точки
зрения рассмотрим основные типы таких датчиков.
25
2.3. Электрсжонтактные датчики
Электроконтактные датчики создаются на основе преобразо­
вателей, обеспечивающих замыкание или размыкание контактов,
управляющих электрической цепью, посредством механического пе­
ремещения этих контактов.
Имеется значительное количество конструкций элекгроконтактных преобразователей различного служебного назначения.
В двухконтактном преобразователе шток с измерительным на­
конечником (обычно твердосплавным) прижимается создающей из­
мерительное усилие пружиной к контролируемой поверхности из­
меряемой детали. При активном контроле шток преобразователя
может прижиматься к той или иной промежуточной детали. Пере­
мещающийся шток преобразователя обычно кинематически связан
с поворачивающимся коромыслом, на концах которого устанавли­
ваются два контакта, служащие для замыкания и размыкания соот­
ветствующих электрических цепей. Положение контактов можно ре­
гулировать при настройке преобразователя (посредством резьбовых
настроечных головок).
В начале обработки заготовки детали, когда ее размер наиболь­
ший, измерительный шток находится в крайнем положении. Первая
пара из заранее настроенных контактов замкнута. По мере умень­
шения контролируемого размера изготовляемой детали измеритель­
ный шток перемещается, и коромысло начинает поворачиваться.
Первая пара контактов размыкается, вследствие этого формируется
команда, которая подается на изменение режима работы оборудова­
ния, например на переход от черновой к чистовой обработке. При
последующем снятии припуска измерительный шток продолжает пе­
ремещаться, а коромысло поворачиваться, пока вторая пара заранее
настроенных контактов не замкнется. Это означает, что заданный
размер обеспечен, и дальнейшая обработка прекращается.
Рис. 2.4. Схема многоконтактного преобразова­
теля:
1 — деталь; 2 — направляющие; 3 — измерительный
шток; 4 — нажимное устройство; 5 — контактная
группа
26
Рис. 2.5. Принципиальная схема электронного кон­
тактного реле:
1,2 — резисторы; 3 — обмотка электромагнитного реле;
4 — транзистор
Для контроля и многодиапазонной сортировки деталей на раз­
мерные группы применяются многоконтактные преобразователи.
Принципиальная схема такого преобразователя показана на рис. 2.4.
Он имеет конструкцию, аналогичную конструкции двухконтактного
преобразователя. Разница состоит в том, что вместо одной пары кон­
тактов устанавливается группа, состоящая из нескольких контактов,
закрепленных на плоских пружинах. При перемещении измеритель­
ного штока 3 в направляющих 2 под воздействием нажимного устрой­
ства 4 последовательно замыкаются несколько пар контактов в кон­
тактной группе 5. Этим обеспечивается подача сигналов по мере до­
стижения деталью 1 того или иного размера.
При создании и эксплуатации электроконтактных датчиков суще­
ствует проблема, которая заключается в необходимости уменьшения
величин тока, протекающего через контакты. Проблема решается
посредством электронных контактных реле. Принципиальная схема
такого реле показана на рис. 2.5. Между одним из выводов обмотки
электромагнитного реле 3 и коллектором транзистора 4 включен ис­
точник постоянного напряжения Ек, а другой вывод обмотки реле 3
соединен с эмиттером транзистора 4. Сигнал управления реле пода­
ется параллельно резистору 1.
При большом сопротивлении источника сигнала управления ток
базы транзистора 4 определяется напряжением смещения, которое
создается входным делителем, состоящим из сопротивлений рези­
сторов 1 и 2. Этот ток достаточно мал, так что протекающий через
обмотку реле 3 эмиттерный ток транзистора 4 в £т + 1 раз (кТ — ко­
эффициент усиления транзистора 4 по току) больший, чем ток его
базы, все равно при этом не превышает тока срабатывания реле 3.
При уменьшении сопротивления источника сигнала управления ток
базы транзистора 4увеличивается, соответственно увеличивается ток
эмиттера этого транзистора и, при достижении значения тока сра­
батывания, реле 3 сработает.
Если сделать резистор 7 переменным, то срабатывания реле 3
можно добиться путем уменьшения сопротивления этого резистора.
Так, если вместо резистора 7 установить фоторезистор, то получится
фотореле. При облучении фоторезистора 7 светом реле 3 будет сра­
батывать.
27
Для бесконтактного точного измерения размеров, особенно в мас­
совом производстве часто используются пневмоэлектроконтактные датчики. Принцип действия датчика основан на измерении со­
противления истечению воздуха через калиброванное сопло, которое
находится на определенном расстоянии от поверхности. Расстояние
является контролируемой величиной. Пневматическое сопротивле­
ние, которое образовано сочетанием калиброванного сопла с какойлибо поверхностью называют элементом типа «сопло-заслонка». Не­
значительное изменение величин расстояния между калиброванным
соплом и какой-либо поверхностью приводит (свойство элемента
типа «сопло-заслонка») к значительному изменению пневматическо­
го сопротивления элемента типа «сопло-заслонка» и, поэтому к уве­
личению давления воздуха перед ним. Рост давления воздуха преоб­
разуется в перемещение жесткой поверхности, причем значительно
большее, чем исходное изменение расстояния между калиброванным
соплом и поверхностью контролируемой детали. Преобразование из­
менения давления воздуха в перемещение жесткой поверхности (жест­
кого торца) производится сильфоном. Сильфон представляет собой
замкнутый цилиндр, имеющий тонкие гофрированные стенки. Его
обычно изготавливают из латунной фольги. При подаче давления
воздуха сильфон «раздувается» и его торцы перемещаются друг от­
носительно друга. Один из этих торцов может быть закреплен, а на
втором устанавливается электрический контакт.
Схема дифференциального сильфонного пневмоэлектроконтактного датчика дана на рис. 2.6. Контроль диаметра отверстия в изго­
тавливаемой детали 5 выполняется посредством пневматического
калибра-пробки 4. В полости левого 1 и правого 3 сильфонов пода­
ется сжатый воздух от компрессорной сети через фильтр и стабили­
затор давления. Давление стабилизированного и очищенного питаю­
щего воздуха индицируется стрелочным манометром. Одновременно
сжатый воздух поступает к калибру-пробке 4 и к регулируемому дрос­
селю 6.
Расход воздуха через дроссель при его определенной настройке
будет постоянным. Поэтому постоянным будет и давление в левом
сильфоне 1. Расход воздуха через сопло калибра-пробки и соответ­
ственно давление в правом сильфоне 3 зависят от фактической ве­
личины зазора между внутренней поверхностью контролируемого
отверстия и калибром — пробкой 4, т.е. от фактического диаметраль­
ного размера контролируемого отверстия.
Если он находится в пределах установленного допуска, то давле­
ние воздуха в правом и левом коленах датчика практически одина­
ково и датчик не подает никаких команд, а если существенно мень­
ше заданного, то зазор между калибром-пробкой 4 и контролируе­
мым отверстием будет небольшим и давление в правом колене дат­
чика существенно увеличится. Тогда правый сильфон 3 растянется,
а левый сильфон 1 сожмется. Рамка 2, подвешенная к корпусу дат-
28
Рис. 2.6. Схема пневмоэлектроконтактного датчика:
1,3 — сильфоны; 2 — рамка; 4 — калибр-пробка; 5 — деталь; 6 — регулируемый дрос­
сель
чика на плоских пружинах, сместится вправо, что вызовет замыка­
ние правого регулируемого контакта. Отдатчика тогда последует дис­
кретный сигнал «Размер занижен».
Если же контролируемое отверстие получилось больше заданно­
го, давление в правом колене датчика станет существенно меньше,
чем в левом, левый сильфон 1 растянется, а правый сильфон 3 со­
жмется. Рамка 2 сместится влево. Это приведет к замыканию левого
регулируемого контакта и от датчика поступит дискретный сигнал
«Размер завышен».
Воздух, питающий датчик, должен быть очищен от механических
примесей, а также от водяного и масляного конденсатов. Давление
питающего воздуха должно быть стабилизировано в определенных
пределах специальным источником.
2.4. Реостатные датчики
В практике автоматизации машиностроительных производств ис­
пользуются и реостатные датчики. Реостатными (потенциометри­
ческими) датчиками называются датчики, построенные на основе
29
преобразователей, которые представляют собой реостат, движок ко­
торого перемещается под действием измеряемой неэлектрической
величины. Входной величиной является при этом механическое пе­
ремещение движка, а выходной величиной — напряжение между
движком и общей точкой потенциометра, построенного на базе рео­
стата.
На каркас, изготовленный из изоляционного материала, с равно­
мерным шагом наматывается проволока, имеющая определенное со­
противление. Изоляция проволоки с одной стороны каркаса зачи­
щается, и по зачищенному участку скользит первая токосъемная
щетка, а вторая — по токосъемному кольцу. Щетки изолируются от
оси, на которой они установлены.
В реостатных преобразователях применяется проволока на осно­
ве сплавов платины, которые имеют высокую коррозионную стой­
кость и износостойкость. Используются также такие сплавы, как
фехраль, манганин и константан. Минимальные габаритные разме­
ры реостатных датчиков лежат в пределах 5 мм. Выбирая форму кар­
каса, можно обеспечить требуемую зависимость между механическим
перемещением движка и выходным сопротивлением.
Недостатки: ограниченный срок службы (не превышающий одно­
го миллиона циклов) и шумовой фон, возникающий вследствие ме­
ханического перемещения контактных щеток.
На рис. 2.7, а показана схема реостатного датчика с каркасом по­
стоянной высоты, а на рис. 2.7, б приведена нагрузочная характери­
стика — зависимость его выходного напряжения от входного пере­
мещения движка, считая от нулевого положения движка.
При нулевой нагрузке датчика (т.е. при полном разрыве выход­
ной цепи, RH = оо) напряжение на выходе датчика будет прямо про­
порционально входному перемещению, т. е. нагрузочная характери­
Рис. 2.7. Схема (а) и нагрузочная характеристика (б) реостатного датчика:
Um — питающее напряжение реостатного датчика; L — длина реостатного датчика;
х — измеряемое перемещение; (/вык — напряжение на выходе датчика; Л„ — подклю­
чаемая нагрузка; р — коэффициент нагрузки, р = RJRn (R„ — полное сопротивление
датчика); X = x/L — перемещение датчика в относительных единицах
30
стика датчика будет линейной. Таким образом, чтобы нагрузочная
характеристика датчика оставалась линейной, величина /?н должна
быть много больше Rn.
Реверсивный реостатный датчик — это датчик, у которого из­
менение знака входного перемещения приводит к изменению знака
напряжения на выходе датчика. Такие датчики создаются на базе по­
тенциометров со средней точкой.
Датчиками, омическое сопротивление которых меняется под дей­
ствием силовых факторов, являются также электроконтактные
датчики сопротивления. Принцип действия таких датчиков осно­
ван на изменении под действием механического давления электри­
ческого сопротивления между проводящими элементами, которые
разделены слоями из плохо проводящего электрический ток мате­
риала (слои электропроводящей бумаги, электропроводящей резины
или металлические пластины, на которые путем напыления нанесен
высокоомный резистивный слой).
Такие преобразователи применяются, например, в конструкциях
тактильных датчиков роботов и манипуляторов. В тактильных дат­
чиках давление порядка 100 кПа вызывает изменение сопротивления
преобразователя со 100 Ом до 2 кОм.
Для увеличения чувствительности и исключения температурных
погрешностей в схемах промышленной автоматики часто применя­
ется дифференциальный угольный датчик. В нем между двумя про­
водящими, обычно металлическими, пластинами, служащими для
подсоединения к ним проводников, набирается столб из угольных
пластин. Посередине столба между двумя соседними угольными пла­
стинами монтируется металлическая пластина, одна ее сторона со­
единена с проводником, а другая — с рычажной системой, к которой
прикладывается измеряемое усилие. Когда оно равняется нулю, со­
противления угольных пластин верхней и нижней половин угольно­
го столба равны между собой. Если усилие не равно нулю, то сопро­
тивление одной половины растет, а сопротивление другой его поло­
вины уменьшается.
2.5. Тензорезисторные датчики
Работа тензорезисторных датчиков основана на явлении тензоэффекта, который заключается в изменении сопротивления провод­
ников и полупроводников при их механической деформации. Они
могут измерять деформации порядка одного микрона. Эти датчики
изготавливают трех различных типов: проволочные, фольговые и по­
лупроводниковые.
Проволочные тензодатчики могут быть ненаклеиваемыми и на­
клеиваемыми, а полупроводниковые — наклеиваемыми и диффузи­
онными.
31
Ненаклеиваемый проволочный тензодатчик состоит из четырех
проволочных секций, намотанных на рамки, которые ориентируют­
ся так, чтобы усилия, перпендикулярные к их плоскостям, вызывали
увеличение напряжения в двух секциях, в то же время уменьшали его
в двух оставшихся секциях. Электрически проволочные секции со­
единяют между собой так, чтобы они образовали четыре плеча из­
мерительного моста. Ненаклеиваемые тензодатчики имеют меньшую
чувствительность, чем наклеиваемые, и большие габаритные разме­
ры. Их обычно применяют в приборах, представляющих собой кон­
структивную часть какого-либо другого устройства.
Наклеиваемые проволочные тензорезисторные датчики имеют
следующую конструкцию. На держатель — полоску тонкой бумаги
или лаковую пленку — наклеивают решетку из зигзагообразно уло­
женной тонкой проволоки диаметром 0,02...0,05 мм. К концам про­
волоки присоединяют выводные медные проводники. Сверху тензорезистор покрывается слоем лака. Такой тензорезистор, наклеенный
на испытуемое изделие, воспринимает деформации его поверхност­
ного слоя.
Конструкция чувствительного элемента тензорезисторного дат­
чика может быть многослойной или же планарной.
Чувствительные элементы фольговых тензорезисторных датчи­
ков изготавливают травлением из фольги толщиной 4... 12 мкм. Это
дает возможность получить тензопреобразователи с меньшими габа­
ритами, чем проволочные. Известны фольговые тензорезисторы с
базой 0,8 мм. Фольговые тензорезисторы можно также изготавливать
методом вакуумной возгонки тензочувствительного материала с по­
следующим его осаждением на основу (подложку). Форма тензорезистора определяется маской, через которую производится напыле­
ние. Пленочные тензорезисторы имеют толщину менее 1 мкм.
На рис. 2.8, а приведена схема конструкций проволочного, а на
рис. 2.8, б — фольгового тензорезисторных чувствительных элемен­
тов датчиков.
Рис. 2.8. Схемы проволочного (а) и фольгового (б) тензорезисторных чув­
ствительных элементов
32
Чувствительные элементы полупроводниковых тензорезисторных датчиков изготавливают из кремниевых кристаллов. Наклеи­
ваемый полупроводниковый датчик по конструкции аналогичен на­
клеиваемому металлическому тензодатчику, но обеспечивает на вы­
ходе большее по сравнению с ним напряжение.
Диффузные полупроводниковые датчики получают диффузией
материала датчика в поверхность диафрагмы из тонкого среза моно­
кристалла кремния. Они имеют более четкую линейность и меньший
гистерезис, чем полупроводниковые датчики наклеиваемого типа,
но уровень выходного сигнала у них ниже.
Тензочувствительные элементы датчиков изготавливают из метал­
лов с высокой температурной стабильностью (низким температур­
ным коэффициентом сопротивления). Это важно при измерении
статических напряжений.
2.6. Пьезоэлектрические датчики
Механическое воздействие, приложенное определенным образом
к пьезоэлектрическому кристаллу, вызывает появление в нем элек­
трического напряжения. Этот эффект называется прямым пъезоэффектом. И, наоборот, электрическое напряжение, которое прило­
жено к этому кристаллу, вызывает его механическую деформацию.
Это называется обратным пьезоэффектом.
Пьезоэффект имеет знакочувствительность, которая заключается
в изменении знака появляющегося электрического заряда при заме­
не сжатия растяжением и соответственно изменении знака деформа­
ции кристалла при изменении направления электрического поля.
Пьезоэлектричество появляется как в монокристаллических ма­
териалах (кварц, турмалин, ниобат, литий, сегнетовая соль и др.), так
и в поликристаллических (титанат бария, титанат свинца, цирконат
свинца и др.). Для получения пьезоэффекта применяется также и
пьезокерамика. Однако она из-за хаотической ориентации ее элек­
трических диполей сразу после изготовления не имеет пьезоэлектри­
ческих свойств. Для их приобретения ее подвергают так называемой
«тренировке». Она заключается в приложении к пьезокерамическому
чувствительному элементу электрического поля (от 10 до 30 кВ/см)
при температуре несколько ниже точки Кюри. После такого воздей­
ствия чувствительный элемент ведет себя как естественный моно­
кристалл. Достоинством пьезокерамики является то, что из нее мож­
но изготовлять различные детали сложной формы, имеющие высо­
кую химическую стойкость. Следует отметить, что керамический ма­
териал может потерять пьезоэлектрические свойства, если он под­
вержен воздействию мощного переменного электрического поля или
постоянного поля, которое противоположно первоначальному на­
правлению поляризации, или если температура возрастет выше точ-
33
Рис. 2.9. Схемы чувствительных элементов пьезоэлектрических датчиков
ки Кюри, или если измеряемое механическое воздействие превысит
определенный заданный уровень.
На рис. 2.9 приведены различные схемы чувствительных элемен­
тов пьезоэлектрических датчиков. Элементы, показанные на рис. 2.9,
а, используют прямой пьезоэлектрический эффект и применяются
в датчиках силы, давления и ускорения. Элементы, изображенные
на рис. 2.9, б, используют обратный пьезоэлектрический эффект и
применяются для излучения акустических, в том числе ультразвуко­
вых колебаний, в пьезоэлектрических реле, а также в исполнитель­
ных элементах автоматических систем.
На рис. 2.9, в показан преобразователь, в котором используются
как прямой, так и обратный пьезоэлектрические эффекты, — пье­
зорезонатор, имеющий максимальный коэффициент преобразова­
ния на определенной резонансной частоте и резко уменьшающий
его при отклонении от резонансной частоты. Такие пьезоэлектриче­
ские преобразователи используют в качестве резонансных фильтров,
пропускающих узкую полосу частот.
Пьезорезонатор включается в цепь положительной обратной свя­
зи усилителя. Он работает в режиме автоколебаний и применяется в
составе задающего генератора колебаний. В зависимости от типа ис­
пользуемого кристалла и типа возбуждаемых колебаний пьезорезо­
наторы выполняют две различные функции: обеспечивают высоко­
стабильную собственную частоту, не зависящую от внешних условий;
генерацию колебаний с управляемой собственной частотой (управ­
ляемые пьезорезонаторы).
Управляемые пьезорезонаторы применяются в частотно-цифровых
приборах в качестве преобразователей различных неэлектрических
величин (давление, температура, ускорение) в частоту электрических
колебаний.
Пьезоэлектрические чувствительные элементы являются базой
для высокоточных преобразователей, применяемых для изготовле­
ния датчиков давления, ускорения и сил.
Симметричность сопротивления связи пьезодатчика обычно обе­
спечивается за счет использования нечетного числа пластин. Для
34
увеличения чувствительности пьезодатчиков их обычно выполняют
на базе батареи пьезоэлементов, соединяемых между собой метал­
лическими (фольговыми) прокладками.
В пьезоэлектрических преобразователях применяют также фоль­
гированную с обеих сторон пьезоэлектрическую пленку. Ей заранее
придают форму «гармошки» и затем нагревают.
Чувствительность может также быть повышена и за счет попереч­
ного пьезоэффекта, но в данном случае тонкая пластинка, нагружа­
емая вдоль, может потерять устойчивость. Для увеличения устойчи­
вости используется жесткая «коробчатая» конструкция, из трех вер­
тикальных пластин. У них внутренние и внешние обкладки соеди­
нены между собой.
Высокую чувствительность имеют пьезопреобразователи, которые
работают на изгиб. Пьезоэлемент в этом случае называют диморф­
ным. Он состоит из двух пластин. Под действием изгибающей силы
верхняя пьезопластина испытывает растяжение, а нижняя — сжатие.
В результате на этих пластинах появляются заряды, имеющие про­
тивоположный знак. За счет металлических накладок и прокладок
соответствующие напряжения выводятся наружу преобразователя, а
дальше могут соединяться в зависимости от направления в них по­
ложительных осей как параллельно, так и последовательно. Для по­
вышения чувствительности используются также пьезоэлементы, ра­
ботающие на сдвиг.
2.7. Датчики технологических параметров
на основе эффекта Холла
Эффект Холла используется при измерении напряженности маг­
нитного поля. Датчики, работающие на эффекте Холла, относят к
генераторным. Они вырабатывают электрическое напряжение, ко­
торое определяет характеристики измеряемого магнитного поля. Эф­
фект имеют все материалы, однако в разной степени. Промышлен­
ные датчики такого рода реализуются на базе полупроводников.
Сущность эффекта Холла можно объяснить с помощью рис. 2.10.
Здесь изображена пластина полупроводника единичной толщины,
находящаяся в магнитное поле с напряженностью Н. Вдоль пласти­
ны течет ток I, причем вектор напряженности электрического поля
Рис. 2.10. Сущность эффекта Холла
35
составляет прямой угол с вектором напряженности магнитного поля.
В этих условиях на боковых гранях этой пластины возникает раз­
ность потенциалов Uo, которая определяется выражением
t/0 = КИ1Н,
где Кн — постоянная Холла, зависящая от концентрации свободных
носителей зарядов (электронов и дырок) в материале пластины.
Для наибольшего проявления эффекта Холла нужно чтобы тол­
щина пластины преобразователя была минимальной. В качестве по­
лупроводниковых материалов для пластин датчиков с использовани­
ем эффекта Холла применяется арсенид индия и фосфид-арсенид
индия. Последний применяется при высоких температурах.
Используются различные способы изготовления полупроводни­
ковых пластин для датчиков, работающих на эффекте Холла. На­
пример, пластину полупроводника отрезают от исходного куска ма­
териала и вытравливают до толщины 5... 100 мкм. Затем ее приклеи­
вают к подложке эпоксидной или полиэфирной смолой, хорошо
заполняющей трещины и обеспечивающей хороший теплоотвод.
Можно также осаждать полупроводниковый материал из паров на
подложку. При этом образуется слой полупроводника толщиной
2...4 мкм.
Наиболее часто преобразователи с эффектом Холла используют­
ся для измерения параметров магнитных полей, а также для опреде­
ления характеристик ферромагнитных материалов. Эти преобразо­
ватели применяются и для измерения других физических величин,
изменение которых легко преобразуется в изменение магнитной ин­
дукции. Посредством преобразователей с эффектом Холла можно
измерять угловые и линейные перемещения, электрические токи и
другие параметры.
2.8. Емкостные измерительные
преобразователи
Принцип их работы состоит в изменении электрической емкости
под действием измеряемой физической величины. Имеется ряд раз­
личных способов, по которым строятся эти преобразователи (рис.
2.11).
На рис. 2.11, а показано изменение электрической емкости по­
средством изменения расстояния между пластинами конденсатора,
а на рис. 2.11, б приведена статическая характеристика указанного
преобразования, представляющая обратно пропорциональную (ги­
перболическую) зависимость.
На рис. 2.11, в показано, как обеспечивается дифференциальное
изменение электрической емкости за счет введения дополнительной
36
Рис. 2.11. Способы построения емкостных измерительных преобразовате­
лей (а, в) и их статические характеристики (б, г)
металлической пластины между пластинами конденсатора, которая
имеет собственный электрический вывод. На рис. 2.11, г дана стати­
ческая характеристика такого преобразования, т. е. зависимости для
С, и С2 от х, где С, и С2 — соответственно электрические емкости
конденсаторов, расположенных выше и ниже средней металлической
пластины. Максимальная чувствительность емкостного преобразо­
вателя имеет место, когда его пластины наиболее приближены друг
к другу, но не менее, чем 100 мкм, поскольку в реальности пластины
могут быть непараллельными и не плоскими и обладают шерохова­
тостью.
Для измерений смещений менее 1 мм используются емкостные
преобразователи с изменяющимся расстоянием между пластинами,
а более 1 мм чаще всего применяются преобразователи с изменяю­
щейся площадью перекрытия пластин. В современных емкостных
преобразователях обеспечивается измерение перемещений порядка
долей микрона. Роль одной из пластин конденсатора может выпол­
нять само изделие, перемещение которого нужно измерить.
Емкостные преобразователи используются в основном для про­
ведения стендовых исследований и для прецизионных измерений
физических величин. Такие датчики чувствительны к колебаниям
температуры и влажности. Они могут дать ошибочный или искажен­
ный сигнал, если соединительные кабели имеют значительную дли­
ну и, следовательно, значительные собственные емкости и индуктив­
ности. Калибровку таких датчиков нужно производить вместе с ка­
белем.
Для подключения емкостных датчиков важно использовать бифилярную обмотку, представляющую собой витки из уложенных рядом,
но обеспечивающих противоположное направление протекания тока
проводников. Такая обмотка обеспечивает взаимное уничтожение
полей, создаваемых противоположно протекающими токами. По­
скольку эти поля создают реактивное сопротивление соединительных
кабелей, то бифилярная обмотка обладает чисто активным сопро­
тивлением.
Емкостные датчики также можно применять и для измерения
влажности. Для этого применяют датчик, состоящий из диэлектри­
ческой пленки, на обе стороны которой напылением наносятся элек-
37
троды из золота. Емкость такого датчика примерно пропорциональ­
на влажности окружающей среды, а его постоянная времени состав­
ляет около 2 мин.
2.9. Оптоэлектронные преобразователи
Оптоэлектроника сочетает в себе оптические и электронные ме­
тоды измерений. В настоящее время широко распространены
волоконно-оптические датчики. Они стабильно работают в условиях
сильных электромагнитных полей, а также в агрессивных и взрыво­
опасных средах. На базе оптоэлектронных преобразователей разра­
ботаны датчики давления, силы, перемещения, скорости, акустиче­
ских параметров, напряженности электрического и магнитного по­
лей.
Видимый свет совместно с ультрафиолетовым (УФ) и инфракрас­
ным (ИК) излучением составляет незначительную часть всей полосы
частот электромагнитного излучения, которую называют областью
оптических частот. Измерения в этой области называются радио­
метрией. Радиометрия, использующая видимый свет, называется
фотометрией.
Оптическое излучение представляет собой электромагнитные вол­
ны в диапазоне длин от 0,001 до 1 000 мкм, который, в свою очередь,
разделен на три поддиапазона: ультрафиолетовую область, область
видимого света и область инфракрасного излучения.
Ультрафиолетовая область разделена на ближний ультрафиолет
(длина волны равна 400... 200 нм) и далекий (длина волны 200... 10 нм).
Область видимого света составляет диапазон длин волн от 370 до
770 нм и разделена на различные цвета. Инфракрасное излучение
расположено между областью видимого света и радиомикроволнами
и также разделено на три полосы, а именно на ближнее, среднее, да­
лекое.
Описания оптических явлений выполняются посредством трех
систем величин: энергетической, световой и квантовой. В энергети­
ческой системе поток измеряется в ваттах, а в световой — в люменах.
В квантовой системе свет рассматривается как поток частиц — кван­
тов.
Поток света обычно состоит из излучений, имеющих различные
частоты. При создании оптических преобразователей лучше исполь­
зовать световой поток, который состоит из излучения какой-либо
одной частоты. Одночастотный поток называют монохроматиче­
ским. Если волны отдельных излучений, из которых состоит поток,
расположены по отношению друг к другу в одной и той же фазе, то
такой поток называют когерентным. При прохождении светового
потока через границу раздела двух сред его направление меняется и
проходит преломление света.
38
При попадании света на какую-либо поверхность часть его пре­
ломляется, часть отражается, а часть проходит сквозь среду, раздел с
которой образует рассматриваемая поверхность. Коэффициент от­
ражения меняется в зависимости от свойств и состояния этой по­
верхности, а также длины волны падающего света. Он колеблется от
98 % для покрытой оксидом магния полированной поверхности до
1 % для поверхности, покрытой сажей.
Когда высота шероховатостей отражающей поверхности меньше,
чем длина волны падающего на нее света, происходит зеркальное
отражение. Для него характерно отсутствие рассеяния света. Когда
при отражении света преобладает его рассеяние, имеет место диф­
фузное отражение.
Скорость света в среде для излучений с различными длинами волн
также различна. Это приводит к дисперсии света.
Коэффициент пропускания характеризует, какова доля светового
потока, падающего на поверхность некоторой среды, проникает
в глубь этой среды. В зависимости от свойств среды и от длины све­
товой волны этот коэффициент изменяется от 0 до 75 %.
В качестве источников света в различных областях продолжают
использоваться лампы накаливания с вольфрамовой нитью, имею­
щие непрерывный спектр излучения, который охватывает видимую
и инфракрасную области. Лампы характеризуются пространственным
распределением света, который близок к сферическому. Их в боль­
шинстве случаев можно рассматривать как точечный источник света.
При увеличении температуры нити накала длина волны излучаемого
ею света уменьшается, а интенсивность излучения увеличивается.
Управляя напряжением и током, протекающим через нить накалива­
ния, можно выполнить калибровку лампы. К недостатку ламп нака­
ливания относится их малый КПД: только 2 % подводимой к ним
электрической мощности преобразуется в видимое излучение.
Газоразрядная лампа — это геометрически закрытый кварцевый
или стеклянный баллон с впаянными в него электродами, заполнен­
ный газом. В газе возникает электрический разряд, сопровождаемый
свечением. Лампы подразделяют на лампы непрерывного свечения
и лампы импульсного разряда. Недостатками этих ламп являются
большие габаритные размеры и сложность схем питания.
Применяются также и лазерные источники излучения, которые
подразделяются на газовые, твердотельные и полупроводниковые.
Наиболее распространены газовые лазеры, характеризующиеся мо­
нохроматичностью и поляризованностью излучаемого ими когерент­
ного света (рис. 2.12).
Газовый лазер, работающий на углекислом газе, состоит из охлаж­
даемой проточной водой газоразрядной трубки 4, внутри нее посред­
ством системы электродов 1 создается газоразрядная плазма 2. По
торцам трубки размещены зеркала резонатора: глухое зеркало 3 и
полупрозрачное зеркало (зеркало с отверстием) 5.
39
Рис. 2.12. Схема газового СО2-лазера:
1 — электроды; 2 — газоразрядная плазма; 3 — глухое зеркало; 4 — газоразрядная труб­
ка; 5 — полупрозрачное зеркало
Все более распространяются светодиодные источники светового
излучения, вытесняющие лампы накаливания. Их используют и для
автоматизации машиностроительных производств. Принцип работы
светодиодов основан на генерировании светового излучения при ре­
комбинации электронов и дырок в полупроводниковом материале.
Основными материалами, используемыми для изготовления свето­
диодов, являются арсенид и фосфид галлия.
Для сокращения потерь энергии на поверхности полупроводника
наносят полусферическое покрытие из материала с коэффициентом
преломления, имеющим промежуточное значение между коэффици­
ентами преломления воздушной среды и кристалла. В данной кон­
струкции лучи генерируемого света подходят к разделу полупровод­
ник — воздух перпендикулярно. Это уменьшает потери на внутрен­
нее отражение.
Светодиоды изготавливаются посредством формирования слоя на
поверхности пластины (подложки) полупроводникового материала,
структура слоя является продолжением структуры подложки. К та­
ким структурам относят структуры, дающие красное, зеленое или
желтое свечение. Основу химического состава данных структур со­
ставляют различные соли мышьяковистой или фосфорной кислоты,
алюминия и галлия. Для производства вводных и выводных контак­
тов светодиодов применяют тонкопленочные металлические покры­
тия, например никель—золото—олово или никель—золото—цинк.
Светодиоды имеют габариты порядка 0,5x0,5x0,3 мм.
Приемники излучения, применяемые для целей автоматизации
машиностроительных производств, подразделяются на две группы:
интегральные и селективные. К интегральным относят приемники
излучения, основанные на преобразовании энергии излучения в тем­
пературу независимо от длины волны этого излучения, а к селек­
тивным фотоэлектрические преобразователи, которые реагируют на
ту или иную определенную длину волны излучения.
Интегральный тепловой приемник выполнен в виде металличе­
ского диска. С ним контактирует термочувствительный элемент, ко-
40
торый измеряет фактическую температуру диска. Рабочая поверх­
ность диска покрывается слоем черни, поглощающей почти все па­
дающее на него излучение. Выходной электрический сигнал пропор­
ционален мощности излучения, падающего на рабочую поверхность
диска, и не зависит от спектрального состава этого излучения. Име­
ются приемники излучения, которые выполнены в виде полоски из
двух различных металлов, образующих термопару. Имеются также
приемники излучения в виде полоски или стержня из металла или
полупроводника, который изменяет свое сопротивление в зависимо­
сти от действующей температуры. В последнем случае такой преоб­
разователь называется болометром.
Для сокращения потерь тепла на конвекцию тепловой приемник
можно установить в стеклянный баллон, из которого откачен воздух.
Это увеличивает точность преобразования, при этом чувствитель­
ность такого датчика возрастает в 10 и более раз. В баллоне нужно
предусмотреть окно из кварца, прозрачного для ультрафиолетового
и инфракрасного излучений.
Фотоэлементы с внешним фотоэффектом — это вакуумные и
газонаполненные конструкции. Вакуумные фотоэлементы выполне­
ны в виде сферического стеклянного баллона, на внутреннюю по­
верхность которого нанесен слой фоточувствительного материала,
образующего фотокатод. Анод выполняют в форме кольца или сетки
из никелевой проволоки. Преобразование светового потока в элек­
трический ток осуществляется практически без задержки.
В фотоэлектронных умножителях (ФЭУ) первичный фототок
усиливается посредством вторичной электронной эмиссии с проме­
жуточных катодов. В них ударяется поток электронов, которые уси­
лены электрическим полем, включенным между парами соседних
катодов. Общий коэффициент усиления одного фотоумножителя мо­
жет достигать сотен тысяч при безынерционном преобразовании.
Вследствие этого фотоумножители применяются для регистрации
быстро протекающих процессов, когда необходима особо высокая
чувствительность.
Газонаполненные фотоэлементы обеспечивают получение токов
в несколько раз больших, чем вакуумные фотоэлементы. Стеклянные
баллоны этих фотоэлементов заполняются обычно инертными газа­
ми. При этом электроны, движущиеся к аноду, сталкиваются с моле­
кулами газа и ионизируют их. В результате от катода к аноду начина­
ет двигаться поток электронов, а к катоду — поток положительно за­
ряженных ионов. Недостаток таких фотоэлементов заключается в том,
что максимальная амплитуда фототока достигается лишь спустя не­
который промежуток времени после начала освещения. Поэтому та­
кие элементы применяются для регистрации световых потоков, ко­
торые изменяются с частотами не выше нескольких сотен герц.
Фоторезисторы выполняют в виде полупроводниковой пластин­
ки с контактами, которая при освещении вследствие внутреннего
41
а
бег
Рис. 2.13. Конструктивное исполнение фоторезисторов (а—г)
фотоэффекта уменьшает свое сопротивление. В качестве полупро­
водникового материала применяют сернистый свинец, селенид кад­
мия, сернистый кадмий и др. Фоторезисторы имеют различные кон­
струкции: они могут быть выполнены герметичными, с жесткими
или с мягкими выводами, кольцевой формы и др. Они могут исполь­
зоваться также и в преобразователях перемещений, причем переме­
щение светового зонда возможно в направлении как перпендикуляр­
ном, так и параллельном электродам. Конструктивное исполнение
фоторезисторов также может быть различным (рис. 2.13).
На рис. 2.13, а изображен фоторезистор в стеклянном корпусе, на
2.13, б — фоторезистор в металлическом корпусе, на 2.13, в — фото­
резистор в пластмассовом корпусе, на 2.13, г — фоторезистор в пла­
нарном исполнении.
Фотодиоды и фототранзисторы относят к полупроводниковым
приемникам излучения. Фототранзистор является тем же фотодио­
дом, снабженным усилителем фототока. Фотодиоды могут работать
в двух режимах: фотогенераторном и фотодиодном. В фотогенераторном режиме нет источника внешнего напряжения. В фотодиод­
ном режиме имеется подключение внешнего напряжения. При от­
сутствии облучения под действием этого напряжения в измеритель­
ной цепи течет незначительный темновой ток. При освещении
фотодиода ток в измерительной цепи растет в зависимости от интен­
сивности облучения.
2.40. Электромагнитные преобразователи
Электромагнитные преобразователи строятся на базе одного или
нескольких контуров, по которым могут протекать электрические
токи, находящиеся в магнитном поле, создаваемом самими этими
токами или каким-либо внешним источником.
Выходной величиной данных преобразователей могут быть ин­
дуктивность, электромагнитная сила и индуктируемая в контуре ЭДС.
В зависимости от физических явлений, используемых для их постро­
ения, их можно подразделить на ряд групп: преобразователи тока и
напряжения; электромеханические преобразователи электрического
тока в электромагнитную силу; магнитоупругие преобразователи, ис­
пользующие изменение магнитной проницаемости ферромагнитных
сердечников под воздействием механических напряжений; индукци­
онные преобразователи, основанные на изменении электромагнит-
42
ной индукции; индуктивные преобразователи, применяемые для из­
мерения неэлектрических величин, которые влияют на изменение
положения тех или иных элементов преобразователей; магнитомо­
дуляционные преобразователи, использующие нелинейные свойства
магнитных цепей.
Первые две группы приборов могут строиться по электродинами­
ческому и магнитоэлектрическому принципу. Как в электродинами­
ческом, так и в магнитоэлектрическом приборах чувствительным
элементом подвижной части является рамка, которая состоит из тон­
кого провода и способна вращаться в магнитном поле. В электроди­
намическом приборе для создания магнитного поля применяется не­
подвижная катушка. В магнитоэлектрическом приборе магнитное
поле создается постоянным магнитом.
Электромагнитный измерительный механизм обладает высокой
надежностью и технологичен в изготовлении. В его конструкции нет
токоведущих элементов в подвижной части. Это исключает необхо­
димость обеспечения надежного токоподвода к ним. Для защиты ме­
ханизма от влияния внешних магнитных полей его помещают в экра­
нированный корпус. Механизм обладает небольшим полезным вра­
щающим моментом. Поэтому моменты сопротивления оказывают на
него существенное влияние. Для защиты от влияния внешних полей
этот механизм также закрывают специальным экраном. Устройство
такого типа имеет большие габаритные размеры и потребляет зна­
чительную мощность. Оно применяется главным образом в лабора­
торных приборах переменного тока.
Магнитоэлектрический измерительный механизм имеет более вы­
сокий полезный момент. Он не реагирует на внешние магнитные
поля. Измерительный механизм такого типа имеет высокую точность
и линейную зависимость между углом поворота на выходе и изме­
ряемым током.
Стремятся во всех электромеханических измерительных приборах
применять один тип механизма: магнитоэлектрический с преобра­
зованием измеряемой величины в постоянный ток.
При создании датчиков неэлектрических величин в машиностро­
ении также применяется физическое явление изменения магнитной
проницаемости ферромагнитных тел под действием приложенной к
ним механической нагрузки (растяжение, сжатие, изгиб, кручение).
На этом эффекте основано построение магнитоупругих преобразо­
вателей.
Обратным магнитной упругости является эффект магнитострик­
ции, который заключается в возникновении механических деформа­
ций и напряжений в ферромагнитном материале при изменении в
нем напряженности магнитного поля.
Магнитоупругие свойства проявляются также и при скручивании
ферромагнитных тел. Если пропускать ток через стержень, на кото­
рый воздействует крутящий момент, в нем появляется дополнитель-
43
ный продольный магнитный поток, наводящий в обмотке, намотан­
ной на стержень, ЭДС, величина которой пропорциональна крутя­
щему моменту.
Магнитоупругие преобразователи применяют для измерения ве­
личин сил, давлений, крутящих моментов. Они развивают достаточ­
ную мощность и их можно включать в последующую цепь без про­
межуточного усиления сигнала. Преобразователи имеют высокую
надежность, так как не содержат подвижных частей и могут измерять
как статические, так и динамические нагрузки.
Принцип действия индуктивных преобразователей заключается
в изменении их индуктивности при перемещении того или иного
элемента их конструкции. В простейшем случае такой преобразова­
тель состоит из П- или Ш-образного сердечника с катушкой, кото­
рая питается переменным током, и из ферромагнитного якоря. Ча­
стота напряжения питания должна быть существенно больше часто­
ты изменения измеряемого параметра. В качестве якоря можно ис­
пользовать также и сам измеряемый объект, если он изготовлен из
ферромагнитного материала. Между торцами сердечника и якорем
устанавливают определенную величину начального зазора До, кото­
рая изменяется при перемещении ферромагнитного якоря. В резуль­
тате меняется и величина магнитного потока, проходящего через ка­
тушку, намотанную на сердечнике. Изменение воздушного зазора 50
вызывает изменение индуктивности преобразователя.
В устройствах автоматизации машиностроительных производств
используются индуктивные преобразователи с переменной величи­
ной зазора. Они служат для измерения перемещений от долей ми­
крона до нескольких миллиметров. Индуктивные преобразователи с
переменной площадью зазора используются для измерения переме­
щений, которые не превышают 15...20 мм. Индуктивные преобра­
зователи с подвижным цилиндрическим сердечником — это индук­
тивные преобразователи соленоидного типа. Их используют для из­
мерения значительных перемещений, до 2 000 мм.
Применяются также индуктивные преобразователи трансформа­
торного типа. Они представляют собой устройства, в которых вход­
ное перемещение изменяет величину индуктивной трансформатор­
ной взаимосвязи между двумя системами обмоток. Одна запитыва­
ется базовым переменным током, а с другой снимается выходной
сигнал.
Преимуществом индуктивных преобразователей является то, что
они имеют большой по мощности выходной сигнал. Поэтому их мож­
но использовать без усилителя.
Индуктивные преобразователи широко применяются в устрой­
ствах активного контроля размеров изготовляемых деталей, особен­
но при чистовых методах обработки.
Датчики с индуктивными преобразователями также часто при­
меняются для контроля прерывистых поверхностей (шлицевые валы
44
и втулки, валы со шпоночными пазами и др.). Для предохранения
измерительных наконечников датчиков от повреждений при их про­
хождении над местом, где поверхность прерывается, при их при­
ближении к этой поверхности автоматически с помощью микропе­
реключателя включается электромагнит, который отводит наконеч­
ники. Электромагнит автоматически отключается, когда измери­
тельные наконечники снова оказываются над гладкой поверхностью.
Датчик в процессе работы подает сигналы в систему управления
станка.
Индуктивные преобразователи также используются для построе­
ния виброгенераторных датчиков, которые часто применяются в
устройствах автоматизации в машиностроении вместо контактных
датчиков. С точки зрения механической обработки последние имеют
эксплуатационные недостатки: при попадании под измерительный
наконечник стружки или абразивной пыли точность измерения рез­
ко снижается; на точность измеряемых размеров оказывает влияние
волнистость и шероховатость контролируемой поверхности детали;
преобразователи контактного типа характеризуются длинной и под­
верженной помехам линией передачи информации до места, где эта
информация используется.
По сравнению с контактными датчиками виброгенераторные име­
ют эксплуатационные преимущества:
• измерительный наконечник касается поверхности детали толь­
ко очень короткое время. Его износ практически отсутствует. Это
позволяет контролировать размеры компонентов с высокими окруж­
ными скоростями, например, можно контролировать профиль и раз­
мер вращающегося шлифовального круга;
• передаточное отношение от датчика к регистрирующему при­
бору или к исполнительному механизму может задаваться в доста­
точно широких пределах;
• в процессе подвода щупа к поверхности изготавливаемой дета­
ли нет опасности повреждения измерительного наконечника;
•
датчик выдает усредненный результат измерений.
Датчики такого типа широко используется в машиностроении для
автоматического контроля на кругло- и внутришлифовальных стан­
ках, при тонком точении и хонинговании.
Принцип действия вихретоковых преобразователей состоит в
изменении индуктивности и взаимоиндуктивности катушек при при­
ближении к ним проводящего тела. На интенсивность и характер
распределения вихревых токов, возбуждаемых на поверхности объ­
екта, кроме контролируемого зазора значительно влияют: толщина
токопроводящего слоя, магнитная проницаемость и удельная элек­
трическая проводимость материала подводимого проводящего эле­
мента. Такие преобразователи применяются для контроля линейных
размеров и толщины тонких пластин и покрытий, а также для вы­
явления внутренних дефектов и всякого рода трещин, отслоений,
45
царапин и раковин на поверхностях. Их используют также для из­
мерения вибраций, для определения частоты, амплитуды и форм ви­
брации при динамических испытаниях различных изделий. Изме­
ряемые амплитуды находятся в пределах 1 ...2 000 мкм при частотах
20 ...20 000 Гц. Аналогичный принцип используется для контроля
вращающихся валов.
Стабильность работы вихретоковых преобразователей определя­
ется стабильностью частоты сигнала задающего генератора и посто­
янством параметров катушек индуктивности и конденсаторов. Вих­
ретоковые преобразователи чувствительны к внешним электромаг­
нитным полям.
Для этих преобразователей характерны относительно низкая чув­
ствительность и наличие погрешностей, которые обусловлены коле­
баниями электрических свойств проводящего тела. Однако такие
преобразователи могут успешно работать в загрязненных и агрессив­
ных средах, при воздействии различных смазывающе-охлаждающих
жидкостей и при высоких скоростях подачи инструмента и изготав­
ливаемых изделий.
2.11. Датчики положения для систем
числового программного управления
в машиностроении
Для построения систем числового программного управления
(ЧПУ) станками важным является получение информации о теку­
щем положении их рабочих органов. Числовое программное управ­
ление координатными перемещениями с достижением заданной точ­
ности обеспечивается следящими системами, оснащенными соот­
ветствующими устройствами обратной связи по положению. Абсо­
лютный отсчет положения в таких системах обеспечивается круго­
выми кодовыми датчиками положения. Если же в каналах управления
положением рабочего органа используется информация, поступаю­
щая в каждом канале в виде серии импульсов, число которых про­
порционально величине перемещения (в виде так называемого уни­
тарного кода), то применяются, главным образом, циклические дат­
чики перемещения.
Среди датчиков, которые применяются для управления коорди­
натными перемещениями в системах ЧПУ как для абсолютного, так
и для циклического отсчета, наиболее распространены фазовые дат­
чики положения. Устройством, которое служит для преобразования
угла поворота одной катушки по отношению к другой в сдвиг фазы
одного переменного синусоидального напряжения по отношению к
другому такому напряжению той же частоты, является вращающий­
ся трансформатор.
46
Синусно-косинусный вращающийся трансформатор называют
также резольвером. В нем на статоре и роторе имеются по две оди­
наковые обмотки, расположенные взаимно перпендикулярно. На
пару статорных обмоток подаются два синусоидальных опорных на­
пряжения, одинаковых, но со взаимным сдвигом фаз на 90°. Такой
сдвиг фаз можно получить, например, путем подачи второго из двух
переменных гармонических напряжений через электрический кон­
денсатор. Вследствие взаимодействия векторов напряженности маг­
нитных полей обеих статорных обмоток появляется вращающееся
магнитное поле. Это такое поле, напряженность которого представ­
ляет собой вектор, постоянный по абсолютной величине, но враща­
ющийся относительно центра статора с угловой частотой, равной
частоте опорного переменного тока. В обмотках ротора индуктиру­
ется ЭДС такой же частоты, но сдвинутая по фазе относительно опор­
ного напряжения на величину, которая определяется углом поворота
ротора относительно статора.
Примером фазового датчика, применяемого в станках с ЧПУ, яв­
ляется круговой абсолютный датчик положения с измеряемым пере­
мещением до 10 000 мм. В датчике посредством измерительной
зубчато-реечной пары приводятся во вращение бесконтактные сель­
сины. Более точным, без дополнительных кинематических погреш­
ностей, которые возникают в зубчатой реечной передаче, является
измерение положения рабочего органа станка посредством бескон­
тактного линейного сельсина (рис. 2.14).
Такой сельсин состоит из рейки Р и измерительной головки Г, ко­
торые установлены соответственно на неподвижном и перемещае­
мом узлах станка. Стальная рейка имеет зубцы прямоугольного про­
филя с шагом Sp. Измерительная головка является частью аналогич­
ной рейки с зубьями такого же профиля, шаг которых отличается от
Sp на величину 1/6, т.е. на половину одной фазы. На измерительной
Р
Рис. 2.14. Схема бесконтактного линейного сельсина
47
головке Г выполнена трехфазная обмотка, которая соединена по схе­
ме звезды (С,— 1 — Г; С2—2 —2'; С3—3 —3'). Каждая из фаз охваты­
вает третий по счету от предыдущей фазы зубец. Кроме того, на зуб­
цах головки имеется однофазная обмотка В, намотанная таким об­
разом, что ее направления на соседних зубцах противоположны. Раз­
меры окна, толщина зубца и зазор между зубцами рейки и головки
выполнены так, что при движении головки относительно рейки маг­
нитная проводимость каждого из ее зубцов меняется по закону, при­
ближающемуся к синусоидальному.
При подаче на обмотку В синусоидального напряжения с ампли­
тудой Етт и перемещении головки на величину X в фазах С1; С2 и
С3 индуцируются гармонические ЭДС, их амплитуды изменяются по
косинусоидальному закону: фаза этих напряжений изменяется на
180° при переходе головки через нулевое положение. Данный режим
работы сельсина, когда выходом является трехфазная обмотка, на­
зывается трансформаторным.
При подаче опорного трехфазного напряжения в трехфазную об­
мотку головки возникает бегущее магнитное поле, а в однофазной
обмотке головки индуцируется ЭДС, фаза которой по отношению к
опорному напряжению изменяется пропорционально перемещению
X. Указанный режим работы сельсина, когда выходом является его
однофазная обмотка, называется режимом фазовращателя.
Другим распространенным типом датчиков, которые использует­
ся для обратной связи по программируемым координатным переме­
щениям в станках с ЧПУ, являются линейные и круговые индукто­
сины.
Индуктосин состоит из двух шкал, одна из которых устанавли­
вается на подвижном, а другая на неподвижном узлах станка. Шка­
лы выполнены в виде пластин из электроизоляционного материала
(гетинакс или керамика). На них фотопечатным способом нанесены
обмотки прямоугольной формы. На одной из шкал имеется одна об­
мотка с шагом 5, а на другой размещены две расположенные на­
встречу друг другу обмотки с тем же шагом 5, но сдвинутые по от­
ношению друг к другу на величину 5/4. При подаче на эти обмотки
синусоидальных напряжений, сдвинутых по фазе относительно друг
друга на 90°, возникает бегущее магнитное поле. В обмотке, разме­
щенной на другой пластине, индуцируется ЭДС, фаза которой про­
порциональна перемещению X.
Среди систем дистанционного отсчета отметим устройства циф­
ровой индикации (УЦИ). Они базируются на циклических датчиках
положения. Принцип работы подобного УЦИ заключается в следу­
ющем. Измеряется разность фаз между опорным сигналом (напря­
жением) и выходным сигналом датчиков младших разрядов. Затем
интервал времени, соответствующий этой разности, преобразуется
в соответствующую дискретную величину. Эта дискретная величина
имеет вид числа, отображаемого тем или иным кодом, который за-
48
писывается в один или два младших разряда УЦИ. После этого фор­
мируются показания старших разрядов УЦИ. Это выполняется под­
счетом посредством реверсивных счетчиков числа совпадений фаз
опорного и выходного сигналов датчика. Совпадение происходит че­
рез каждый миллиметр перемещения узла станка, тогда как доли
миллиметра регистрируются в младших разрядах УЦИ. Устройства
данного типа применяются как автономно для цифровой индикации
положения рабочих органов на станках с ручным управлением, так
и для управления приводами в режиме позиционирования на стан­
ках с ЧПУ.
2.12. Типовые способы измерения
технологических параметров
Для подключения датчиков к системам автоматизации применя­
ются типовые измерительные схемы: мостовая, дифференциальная
и компенсационная. Мостовая измерительная схема приведена на
рис. 2.15.
В противоположных участках цепей этой измерительной схемы,
которые называют плечами моста, размещают эталонные сопротив­
ления Ri и Л3, а в другой паре плеч моста размещают эталонное со­
противление R2 и измеряемое сопротивление Rx. Для равновесия
моста нужно, чтобы произведения величин сопротивлений, установ­
ленных в противоположных плечах измерительного моста, были рав­
ны. При соблюдении условий равновесия измерительного моста на­
пряжение на его выходной диагонали будет равно нулю: ивых = 0. При
изменении измеряемого сопротивления Rx условия равновесия из­
мерительного моста будут нарушаться и на его выходе возникнет на­
пряжение, пропорциональное рассогласованию между эталонным
сопротивлением R2 и измеряемым сопротивлением. Это напряжение
можно использовать для управления ТО в направлении устранения
возникшего рассогласования.
Точность отсчета можно повысить путем изменения сопротивле­
ний Л, и /?3, находящихся в соседних плечах измерительного моста
так, чтобы несмотря на изменение сопротивления Rx свести к нулю
изменение выходного напряжения, т. е. произвести балансировку
Рис. 2.15. Мостовая измерительная схема
49
2
2
Рис. 2.16. Варианты дифференциальной измерительной схемы (а, б):
1 — измеряемое емкостное сопротивление; 2 — трансформатор; 3 — измерительный
прибор; 4 — эталонное сопротивление
моста. Факт равенства выходного напряжения нулю фиксируется по­
средством устанавливаемого в этом случае в выходной диагонали из­
мерительного моста прибора (устройства), который называется нульиндикатором.
Дифференциальная измерительная схема часто применяется для
измерения емкостного сопротивления и существует в двух вариантах
(рис. 2.16).
По первому варианту (рис. 2.16, а) как эталонное сопротивление
4, так и измеряемое емкостное сопротивление 1 включаются в элек­
трические контуры, которые симметрично питаются переменным
напряжением от трансформатора 2. При равенстве этих сопротивле­
ний противоположно направленные токи в контурах (/2 и 1}) будут
равными по величине. Поэтому результирующий ток, протекающий
через измерительный прибор 3, будет равен нулю, так как этот ток
представляет собой разность величин токов 7, и /2.
При изменении сопротивления 1 показания прибора 3 будут от­
личаться от нуля и отображать эти изменения емкостного сопротив­
ления. Такую схему называют дифференциальной потому, что она
основана на вычитании токов 1Х и /2.
По второму варианту измерения изменяющегося емкостного со­
противления 1 посредством дифференциальной схемы (рис. 2,16, б)
также происходит вычитание токов Ц и /2, но изменение сопротив­
ления 1 компенсируется путем изменения напряжения, которое сни­
мается со вторичной обмотки трансформатора 2, так что ток через
измерительный прибор 3 остается равным нулю. Величина АС/, на
которую необходимо изменить исходное напряжение U, определяет
величину изменения сопротивления 7.
Приравнивание к нулю тока, проходящего через прибор 3, дает
возможность использовать его как нуль-индикатор. Это повышает
точность измерений.
Компенсационная измерительная схема используется для пре­
образования сигнала от генераторных датчиков. Ее суть заключается
50
в том, что подбирается значение ЭДС источника, равное ЭДС, гене­
рируемой датчиком. Достижение равенства значений ЭДС опреде­
ляется по равенству нулю тока в соответствующем контуре. Факт же
отсутствия тока в контуре определяется по показаниям прибора, яв­
ляющегося нуль-индикатором. При этом не нужно измерять абсо­
лютную величину протекающего тока, а необходимо только опреде­
лить факт равенства этого тока нулю. Это и определяет высокую чув­
ствительность компенсационной схемы с нуль-индикатором.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Что представляют собой измерительные преобразователи?
2. В чем заключаются особенности генераторных и параметрических дат­
чиков?
3. Что такое чувствительность и разрешающая способность преобразова­
теля?
4. В чем заключается воспроизводимость измерения?
5. Что такое прецизионность и точность (погрешность) измерения?
6. Что называют шумами применительно к датчикам?
7. Что представляет собой тарировочная кривая датчика?
8. Что такое статическая и динамическая характеристики датчика?
9. В чем заключается гистерезис датчика?
10. Что представляют собой ударное, ступенчатое, линейное и гармониче­
ское входные воздействия?
11. Каковы основные показатели качества переходного процесса датчика?
12. Каков принцип работы электроконтактных датчиков?
13. Каков принцип работы фотореле?
14. Каково устройство реостатного датчика?
15. В чем заключается прямой и обратный термоэффекты?
16. Какие способы используются для повышения чувствительности пьезо­
датчиков?
17. В чем заключается суть когерентного излучения?
18. В чем заключается принцип работы электромагнитных преобразовате­
лей тока и напряжения?
19. Что называется датчиком циклического и датчиком абсолютного отсче­
та?
20. Где и для чего используются устройства цифровой индикации?
21. Как реализуется гальваническая развязка?
22. Что такое балансная и небалансная мостовые измерительные схемы?
23. Что такое дифференциальная измерительная схема?
24. Что представляет собой компенсационная измерительная схема и каков
принцип ее работы?
Глава 3
ИСПОЛНИТЕЛЬНЫЕ МЕХАНИЗМЫ
И УСТРОЙСТВА СИСТЕМ
АВТОМАТИЗАЦИИ
3.1. Требования к исполнительным
механизмам и устройствам систем
автоматизации
Исполнительные механизмы в АСУТП машиностроения служат
для непосредственного воздействия на ТО. Управление этими воз­
действиями формируется на нижнем уровне иерархической структу­
ры АСУТП (см. рис. 1.1). В состав исполнительных механизмов вхо­
дят, прежде всего, исполнительные двигатели различных типов. По­
мимо этого, они содержат также различные датчики и преобразова­
тельные устройства.
Исполнительные механизмы по виду воздействия на состояние си­
стемы автоматизации подразделяются на силовые и сервоприводы.
Силовые исполнительные механизмы создают на своем выходе
силу или момент, которые определяют скорость и величину переме­
щений рабочего органа.
К основным параметрам, которые характеризуют исполнительные
механизмы относятся быстродействие, точность, рабочий диапазон,
полоса рабочих частот, максимальная полезная мощность, макси­
мальная и номинальная нагрузки, пусковая и рабочая нагрузки, мощ­
ность, необходимая для управления, коэффициент полезного дей­
ствия, ресурс работы, ремонтопригодность.
С точки зрения реализации механических перемещений указан­
ным требованиям наиболее полно отвечают гидроприводы (посту­
пательного, вращательного и поворотного движений). Для обеспе­
чения особо высокого, «щелчкового», быстродействия используются
пневматические и пневмоэлектрические приводы. Наиболее распро­
страненными, тем не менее, являются асинхронные электроприводы
как нерегулируемые, так и регулируемые, ввиду их относительной
простоты, надежности и экономичности. Они применяются, в част­
ности, для привода насосных агрегатов гидро- и пневмосистем. Для
регулирования скорости и положения исполнительных механизмов
применяют также электроприводы постоянного тока.
52
В электроприводах вспомогательных механизмов применяют двух и трехфазные асинхронные нерегулируемые двигатели, шаговые дви­
гатели (ШД) и двигатели постоянного тока. Разработчик в каждом
конкретном случае автоматизации при выборе варианта исполни­
тельного механизма должен определить свои приоритеты для тех или
иных указанных параметров.
Сервоприводы предназначены для изменения управляющих па­
раметров силовых исполнительных механизмов и подразделяются на
приводы с поступательным и вращательным движением. Кроме того,
сервоприводы с вращательным движением подразделяют на серво­
приводы с постоянной или регулируемой скоростями.
При разработке или выборе сервоприводов в качестве источника
энергии используют заводские электросеть или пневмосеть, или ги­
дросистему. В системах управления сервоприводами часто применя­
ют электрические регулирующие устройства. Поэтому весьма широ­
кое распространение получили комбинированные сервоприводы:
электрогидравлические, электропневматические и пневмогидравли­
ческие.
Свойства любого из серводвигателей независимо от его физиче­
ской природы описываются рядом характеристик, примеры которых
для случая вращательного движения даны на рис. 3.1:
1) рабочая характеристика (рис. 3.1, а) серводвигателя враща­
тельного движения — это зависимость частоты вращения двигателя
п от полезной мощности Р(«ном и Рнои — соответственно номиналь­
ная частота вращения и мощность). Эта же характеристика при по­
ступательном движении является зависимостью скорости движения
от полезной мощности Р двигателя;
2) механическая характеристика (рис. 3.1, б) серводвигателя
вращательного движения определяет зависимость частоты вращения
п от развиваемого им момента М при различных значениях параме­
тра, который определяет его частоту вращения (например, для элек­
тродвигателя — при различных значениях напряжения питания). Ме­
Рис. 3.1. Характеристики серводвигателей вращательного движения
53
ханическая характеристика серводвигателя поступательного движе­
ния определяет зависимость скорости двигателя от развиваемого им
полезного тягового усилия при различных значениях параметра, ко­
торый определяет его скорость. Например, для гидропривода приво­
дятся значения скорости двигателя в зависимости от развиваемого
им полезного тягового усилия при различных значениях расхода пи­
тающей рабочей жидкости.
В технологическом оборудовании машиностроительных произ­
водств выходным параметром исполнительных устройств обычно яв­
ляется перемещение или скорость того или иного рабочего органа.
По характеру перемещения, которое создает исполнительное устрой­
ство, все они подразделяются на приводы поступательного, враща­
тельного или поворотного движения.
В зависимости от физической природы используемой при этом
энергии каждое из исполнительных устройств указанных типов мо­
жет быть электрическим, гидравлическим или пневматическим. Элек­
трические подразделяют на исполнительные устройства, которые ис­
пользуют электродвигатели, и исполнительные устройства, которые
используют электромагниты.
3.2. Управляемые исполнительные
электродвигатели постоянного тока
Электродвигатели постоянного тока применяются при создании
регулируемых электроприводов различного назначения, но посте­
пенно вытесняются регулируемыми электроприводами переменного
тока. Эти электродвигатели состоят из статора с обмоткой возбуж­
дения, к которой подводится постоянное напряжение, и якоря (ро­
тора) с обмоткой, к которой через щетки и коллектор также подво­
дится постоянное напряжение.
Управлять скоростью вращения якоря такого электродвигателя
можно либо путем изменения тока обмотки возбуждения при посто­
янном напряжении на якоре или за счет изменения напряжения на
якоре при постоянном токе обмотки возбуждения, или и тем, и дру­
гим.
В установившемся режиме работы такого электродвигателя ток
его обмотки возбуждения неизменен и определяется режимом рабо­
ты двигателя, а ток обмотки якоря также неизменен и определяется
нагрузкой двигателя. Однако при пуске двигателя в работу, пока ско­
рость вращения якоря близка к нулю и потому приложенное к яко­
рю напряжение не уравновешивается пропорциональной скорости
ЭД С двигателя, через якорь течет большой по величине пусковой
ток. Это может привести к перегреву обмотки якоря, а также к по­
явлению, пусть и кратковременному, значительного по величине ме-
54
ханического момента на валу, который называют импульсным уда­
ром. Пусковой ток значительной величины может также вызвать
сильное искрение в контакте между щетками и коллектором.
Вследствие этого для плавного пуска таких двигателей использу­
ются специальные пусковые режимы, когда система управления дви­
гателем в начале пуска подает на якорь небольшое напряжение, а за­
тем по мере разгона автоматически повышает напряжение на якоре,
обеспечивая ограничение тока в обмотке якоря в пределах допусти­
мых значений.
Для снижения инерционности регулируемых электродвигателей
постоянного тока, применяемых в различных схемах автоматизации,
используют якорь уменьшенного диаметра при увеличении его дли­
ны. Это уменьшает механический момент инерции якоря.
Достоинствами электродвигателей постоянного тока являются:
большой вращающий момент, развиваемый при относительно не­
больших габаритных размерах; широкий диапазон регулирования
скорости вращения; большой вращающий момент при пуске; высо­
кий КПД (до 90 %).
Недостатки таких электродвигателей: износ коллектора из-за ме­
ханического трения и электрической эрозии; необходимость ухода и
наблюдения за коллектором и щетками во время эксплуатации; не­
высокие безотказность и долговечность; излучение электромагнит­
ных помех из-за искрения между щетками и коллектором; сравни­
тельно большая масса и инерционность якоря, что снижает быстро­
действие электродвигателя.
Электродвигатели постоянного тока широко применяются в раз­
личных схемах автоматизации, так как они позволяют плавно регу­
лировать частоту вращения, получать при этом практически любые
скорости вращения и высокие вращающие моменты, а кроме того
отличаются простотой реализации реверса.
Статор электродвигателя постоянного тока представляет собой
корпус цилиндрической формы, на котором закреплены полюсы.
Они служат для улучшения формы создаваемого магнитного поля и
заканчиваются полюсными наконечниками. Полюсы статора охва­
тывает статорная обмотка. В конструкцию электродвигателя так­
же входит сердечник ротора, который напрессован на вал электро­
двигателя. Обмотка ротора выполнена из отдельных секций. Кон­
цы последних подсоединены к изолированным друг от друга медным
пластинам коллектора. Напряжение постоянного тока подается на
секции роторной обмотки через коллектор, к которому прижаты
щетки (графитовые или медно-графитовые). Момент двигателя воз­
никает в результате взаимодействия магнитного потока статора с то­
ком ротора.
Ток, протекающий в статорной обмотке, называют током воз­
буждения. В маломощных сервоприводах магнитный поток статора
часто создается не электромагнитами, а постоянными магнитами.
55
В этом случае величина вращающего момента зависит только от тока
обмотки ротора.
По виду возбуждения применяются двигатели постоянного тока
двух типов:
• с независимым (параллельным) возбуждением, когда обмотка
возбуждения питается от особого источника напряжения, не связан­
ного с цепью якоря, или подключается параллельно цепи якоря;
• с последовательным возбуждением, когда обмотка возбуждения
включается в цепь якоря последовательно с якорем.
В системах автоматизации скорость вращения двигателей посто­
янного тока регулируют либо посредством изменения напряжения
питания якоря, либо путем изменения магнитного потока статора,
пропорционального току возбуждения.
Регулирование путем изменения напряжения питания выполня­
ется либо за счет питания якоря от регулируемого выпрямителя, вы­
ходное напряжение которого можно плавно изменять с помощью
электронной системы импульсно-фазового управления (СИФУ), либо
(при питании от нерегулируемого выпрямителя) посредством
широтно-импульсного регулирования (ШИР), изменяя скважность
подаваемых на якорь импульсов напряжения.
При постоянном токе возбуждения скорость вращения электро­
двигателя будут увеличиваться с ростом напряжения питания якоря
и уменьшаться при уменьшении напряжения питания. При этом пре­
дельно допустимый вращающий момент, который может длительно
развивать электродвигатель, не перегреваясь в установившемся ре­
жиме работы, остается одним и тем же во всем диапазоне регулиро­
вания скорости вращения.
При постоянном напряжении питания якоря скорость вращения
двигателя будет тем больше, чем меньше величина тока в обмотке
его возбуждения и, соответственно, чем меньше величина магнит­
ного потока двигателя. Это обусловлено тем, что ЭДС двигателя, ко­
торая компенсирует напряжение питания, пропорциональна произ­
ведению его угловой скорости на магнитный поток.
При уменьшении магнитного потока нужно, чтобы соответствен­
но увеличилась скорость двигателя для создания им прежней ЭДС,
соответствующей неизменному напряжению питания якоря, что и
происходит. При этом предельно допустимая по нагреву мощность
электродвигателя остается постоянной, но развиваемый им вра­
щающий момент, соответствующий предельной мощности, умень­
шается обратно пропорционально скорости вращения электро­
двигателя.
Особо рассмотрим следящие электроприводы, которые широко
используются в технологическом оборудовании механической обра­
ботки. В них применяются высокомоментные электродвигатели по­
стоянного тока с сильными постоянными магнитами, а также элек­
тродвигатели постоянного тока с малоинерционным ротором.
56
В следящем приводе регулируемые электродвигатели постоянно­
го тока охватываются отрицательной обратной связью по скорости
вращения, которая реализуется в основном посредством тахогене­
ратора. Он выполнен в виде микромашины постоянного тока с не­
зависимым возбуждением и является генераторным датчиком часто­
ты вращения, так как вырабатываемое им напряжение пропорцио­
нально его скорости вращения. Тахогенератор устанавливают, как
правило, соосно с валом электродвигателя, обороты которого под­
лежат изменению.
Отрицательная обратная связь обеспечивает то, что при измене­
нии момента сопротивления (нагрузки) Л/с частота вращения элек­
тродвигателя изменяется незначительно. Если частота вращения
электродвигателя начнет снижаться из-за увеличения Л/с, то это при­
ведет к уменьшению напряжения на выходе тахогенератора и к сни­
жению величины напряжения, которая вычитается из напряжения,
поступающего на вход преобразователя, который питает электродви­
гатель. Это означает, что напряжение на выходе этого преобразова­
теля, поступающее на якорь двигателя, автоматически возрастет, что
приведет к увеличению частоты вращения, компенсирующему дей­
ствие возрастания Л/с.
В следящих приводах подач одновременно с обратной связью по
скорости реализуется отрицательная обратная связь по угловому по­
ложению выходного вала привода, например посредством датчика
типа резольвера, который работает в трансформаторном режиме. Вы­
ходной сдвиг фазы резольвера через тиристорный преобразователь
воздействует на регулируемое методом широтно-импульсного регу­
лирования напряжение, которое поступает на якорь электродвигате­
ля постоянного тока. Это приводит к регулированию его оборотов и
способствует точному позиционированию данного привода подач.
Следящие электроприводы постоянного тока с отрицательными
обратными связями по скорости и положению позволяют осущест­
влять точное перемещение исполнительного органа оборудования по
заданной траектории с заданной скоростью, с достаточно большим
усилием и в малой зависимости от испытываемых нагрузок, которые
могут колебаться из-за действия случайных факторов. Это важно для
крупных станков и станков с ЧПУ.
3.3. Электродвигатели переменного тока
Принцип действия электродвигателей переменного тока основан
на использовании взаимодействия вращающегося магнитного поля,
которое создается переменным током в обмотках неподвижной ча­
сти электродвигателя (статоре) с магнитным полем подвижной ча­
сти электродвигателя (роторе).
57
Электродвигатели, имеющие частоту вращения ротора, совпадаю­
щую с частотой вращения магнитного поля, которое создается пере­
менным током статора, называются синхронными.
Такие двигатели небольшой мощности (от долей ватта до несколь­
ких киловатт) применяются в схемах автоматизации в случаях, когда
нужно поддерживать постоянной частоту вращения (различные ме­
ханические задатчики, лентопротяжные механизмы, самописцы и
др.). Они применяются также в приводах подач станков с ЧПУ.
Электродвигатели переменного тока, с отставанием частоты вра­
щения ротора от частоты вращения магнитного поля, создаваемого
переменным током статора, называются асинхронными. В системах
автоматизации машиностроительных производств асинхронные элек­
тродвигатели используются наиболее часто в качестве исполнитель­
ных двигателей как в нерегулируемых, так и в регулируемых приво­
дах переменного тока.
У электродвигателей переменного тока из-за малой величины
комплексного сопротивления ротора при незначительных скоростях
его вращения пусковой ток оказывается достаточно большим. Поэ­
тому при пуске асинхронных двигателей используются различные
пусковые схемы, ограничивающие пусковые токи.
В зависимости от числа фаз питающего напряжения асинхронные
электродвигатели подразделяют на однофазные, двухфазные и трех­
фазные.
Однофазные электродвигатели имеют небольшую мощность,
применяются в основном в нерегулируемых приводах.
Двухфазные электродвигатели характеризуются простотой регу­
лирования как скорости вращения, так и развиваемого вращающего
момента. Они широко используются для целей автоматизации.
Трехфазные электродвигатели наиболее распространены. Они
обладают высокой развиваемой мощностью, которая достигает ты­
сяч киловатт, и используются как в нерегулируемых приводах (стан­
ки, компрессоры, насосы и т. п.), так и в регулируемых (при питании
от полупроводниковых преобразователей частоты).
Регулируемые электроприводы переменного тока, асинхронные
и синхронные, успешно вытесняют электроприводы постоянного
тока из всех традиционных областей применения последних. По
сравнению с электродвигателями постоянного тока электродвигате­
ли переменного тока имеют следующие преимущества: большая без­
отказность и долговечность; более широкий диапазон регулирова­
ния частоты вращения и вращающего момента; меньшие потери на
трение (так как нет коллектора со щетками); отсутствие электромаг­
нитных помех, которые создаются искрением; меньшая инерцион­
ность; меньшие габариты при одинаковых развиваемых моменте и
мощности. Однако регулируемые электроприводы переменного тока
обычно несколько дороже аналогичных приводов постоянного
тока.
58
3.4. Синхронные шаговые
электродвигатели
Шаговые двигатели применяются в исполнительных механизмах,
которые должны совершать строго дозированные перемещения с
фиксацией достигнутого положения. Мощность выпускаемых шаго­
вых двигателей — от нескольких ватт до нескольких киловатт. Поэ­
тому они применяются в приводах подачи металлорежущих станков,
сборочных агрегатов, манипуляторов и пр.
Принцип действия синхронного шагового двигателя заключается
в том, что при подаче на него одного электрического импульса его
зубчатый ротор поворачивается на определенную дозированную ве­
личину, как правило, на один зубец.
Конструктивно подвижный ротор и неподвижный статор шаго­
вого электродвигателя состоят из трех (по числу фаз управляющего
напряжения) секций, которые набраны из трансформаторного желе­
за. Секции ротора закреплены на валу электродвигателя, а секции
статора закреплены на неподвижных опорах этого вала. И ротор, и
статор выполнены с одинаковыми прямоугольными выступами (зуб­
цами). Их шаг на роторе и на статоре одинаков. Зубцы всех трех сек­
ций статора относительно оси вращения расположены одинаково, а
зубцы второй секции ротора смещены относительно первой секции
ротора на 1/3 шага. Зубцы третьей секции ротора смещены относи­
тельно той же первой секции ротора на 2/3 шага.
При подаче импульса напряжения X на обмотку одной из секций
статора ротор поворачивается на такой угол Д<р, чтобы минимизиро­
вать магнитное сопротивление воздушного зазора между выступами
статора и соответствующей секции ротора (рис. 3.2). Вследствие это­
го зубцы данной секции ротора, если не принимать специальных
мер, устанавливаются прямо напротив зубцов соответствующей сек­
ции статора. Угол Дер (в градусах), на который поворачивается ротор,
определяется соотношением:
Дер = 360/3 м
где N — число полюсов.
Рис. 3.2. Принцип действия синхронного ша­
гового двигателя
59
Подача импульса на обмотку следующей секции статора вызыва­
ет поворот ротора еще на угол Д<р и т.д. Последовательность подачи
импульсов (прямоугольного напряжения) на обмотки секций стато­
ра определяет соответствующая электронная коммутирующая схема.
Возможно использование и специальных схем коммутации, при ко­
торых обеспечивается устойчивость не только положения «зубец (ро­
тора) против зубца (статора)», но и также положения «зубец против
зубца с заданным смещением». Скорость вращения ротора опреде­
ляется частотой подачи на обмотки статора прямоугольных импуль­
сов напряжения. Поэтому такие шаговые электродвигатели являют­
ся синхронными. Общий угол поворота ротора определяется суммар­
ным числом импульсов, которые поданы на вход данного шагового
электродвигателя.
Шаговые электродвигатели характеризуются таким специфиче­
ским параметром, как приемистость (разрешающая способность).
Приемистость, или разрешающая способность — это та предель­
ная частота поступающих на его вход сигналов, начиная с которой
данный электродвигатель перестает их надежно (без пропусков) от­
рабатывать. Предельная разрешающая способность обычно состав­
ляет 2 кГц, доходя в ряде случаев до 8... 10 кГц. Соответствующий
угол поворота ротора при подаче на вход единичного импульса обыч­
но составляет (1,5 ± 0,5)°.
По сравнению с электродвигателями постоянного и переменного
токов синхронные шаговые электродвигатели имеют более высокую
безотказность и устойчивость к внешним помехам, а также меньшие
габаритные размеры. Однако они имеют меньший КПД и развивают
меньший вращательный момент.
3.5. Электромагниты
Среди силовых электрических исполнительных аппаратов элек­
тромагниты являются наиболее конструктивно и схемно простыми
и в то же время эксплуатационно надежными. Однако они могут раз­
вивать лишь относительно небольшие усилия и мощности (до сотен
ватт) и обеспечивают перемещение лишь из одного крайнего поло­
жения рабочего органа в другое. Промежуточные положения рабо­
чего органа не регулируются.
Существуют две разновидности электромагнитов:
• с сердечником из ферромагнитного материала (пакет трансфор­
маторного железа); к нему при подаче напряжения на обмотку элек­
тромагнита притягивается подвижная деталь (якорь);
• без сердечника из ферромагнитного материала; такие электро­
магниты выполнены в виде катушки с обмоткой, в катушку при по­
даче напряжения на ее обмотку втягивается подвижный сердечник.
60
Именно первую разновидность обычно называют электромагни­
тами, а вторую разновидность принято называть соленоидами. Элек­
тромагниты и соленоиды на принципиальных схемах релейно­
контактной автоматики обозначаются одинаково.
Электромагниты в основном используются там, где требуется пе­
ремещение рабочих органов на небольшие и фиксированные рас­
стояния (в электромагнитных контактных реле, а также для управ­
ления пневматическими и гидравлическими клапанами и золотни­
ками и в схватах роботов).
Электромагниты постоянного тока бывают нейтральными и по­
ляризованными. Электромагниты переменного тока развивают мень­
шее тяговое усилие и обладают меньшей чувствительностью, чем
электромагниты постоянного тока, при одних и тех же габаритных
размерах. Поэтому их используют реже.
По характеру перемещения рабочего органа электромагниты бы­
вают с линейным и поворотным движением, а также тянущие и тол­
кающие. Толкающие электромагниты применяются главным образом
в гидравлических и пневматических устройствах, а тянущие — для
непосредственного управления движением различных машин и ме­
ханизмов.
Электромагниты могут быть снабжены дополнительными контак­
тами. Их можно использовать для целей сигнализации и фиксации
факта срабатывания данного электромагнита, а также для подклю­
чения дополнительных сопротивлений в цепь обмотки электромаг­
нита после его срабатывания с целью уменьшения тока, протекаю­
щего по этой обмотке. Это допустимо, потому что для удержания
электромагнита в сработавшем состоянии нужен меньший ток, чем
при его включении. Уменьшение тока, протекающего через обмотку
электромагнита, снижает ее нагрев и, поэтому повышает безотказ­
ность и долговечность электромагнита.
3.6. Гидравлические серводвигатели
Гидравлические серводвигатели предназначены для обеспечения
поступательного или вращательного движения исполнительных ме­
ханизмов посредством преобразования энергии рабочей жидкости,
находящейся под давлением. В гидравлических серводвигателях при­
меняют жидкости, обладающие хорошей смазывающей способно­
стью (минеральные масла, спиртоглицериновая смесь, специальные
синтетические жидкости). В жидкость добавляют также различные
антикоррозионные, антиокислительные, антифрикционные присад­
ки и присадки, которые уменьшают износ двигателя. Давление ра­
бочей жидкости в гидравлических серводвигателях составляет 30... 50
бар. Скорость течения жидкости в гидравлических трубопроводах
достигает 5 м/с.
61
Рис. 3.3. Схемы гидравлических серводвигателей вращательного типа:
1,2 — трубопроводы; 3, 16 — рабочие полости; 4, 12 — выходные валы; 5 — лопасть;
6, 8, 15 — корпусы; 7 — полость; 9 — ротор; 10 — подвижная пластина; 11 — ось; 13 —
наклонная шайба; 14 — плунжеры
В случае поступательного движения применяются различные ти­
поразмеры и конструкции рабочих цилиндров и поршней как двух­
стороннего действия, когда жидкость подается в полости, находя­
щиеся по обе стороны поршня, так и одностороннего действия, ког­
да жидкость подается в полость, находящуюся с одной стороны порш­
ня. Возврат этого поршня в исходное положение после снятия дав­
ления жидкости выполняется специальной пружиной.
Схемы гидравлических серводвигателей вращательного типа, раз­
личных по принципу действия, показаны на рис. 3.3.
Серводвигатель с поворотной лопастью (рис. 3.3, а) работает сле­
дующим образом. Рабочая жидкость под давлением Рр поступает че­
рез подводящий трубопровод 2 в рабочую полость 3 поверх лопа­
сти 5, которая контактирует с корпусом 6. Сливаемая жидкость под
давлением Рт через трубопровод 1 вытекает из полости 7, располо­
женной ниже лопасти 5. Под действием разности давлений Рр и Рт
лопасть 5 поворачивает выходной вал 4. Поворот лопасти 5 проис­
ходит между ограничителями.
Гидравлический серводвигатель ротационного типа (рис. 3.3, б)
работает так. В корпусе 8 (статор) установлен ротор 9, так что ось
его вращения смещена относительно оси статора 8. В пазах ротора 9
помещены подвижные пластины 10. Рабочая жидкость под давлени­
ем Рр поступает к серводвигателю и с остаточным давлением Рот вы­
ходит из него. Вследствие наличия разности этих давлений пластины
10 поворачиваются и увлекают за собой ротор 9. При вращении ро­
тора 9 пластины 10 под действием возникающей центробежной силы
62
прижимаются к внутренним стенкам статора 8. Для лучшей герме­
тизации рабочих полостей в пазы ротора 9 в ряде случаев помещают
пружины, которые подпирают пластины 10, или подают под опреде­
ленным давлением рабочую жидкость.
Гидравлический серводвигатель аксиально-поршневого типа (рис.
3.3, в) работает следующим образом. Выходной вал /2 установлен по
оси 11 корпуса 15. Под углом к этому валу установлена и закрепле­
на наклонная шайба 13. С ней контактируют пять плунжеров 14, ко­
торые могут скользить в цилиндрических направляющих корпуса 15.
Наконечники плунжеров 14, контактирующие с шайбой 13, имеют
сферическую форму и изготовлены из твердых износостойких спла­
вов. Рабочие полости 16 за плунжерами 14 через гидрораспредели­
тели соединены с источником давления и со сливным баком. Усилия,
создаваемые рабочей жидкостью и направленные вдоль осей плун­
жеров, раскладываются на наклонной шайбе по правилу параллело­
грамма сил. Результатом этого является появление на валу 12 вра­
щающего момента определенной величины.
Среди других типов гидравлических серводвигателей имеются ше­
стеренные серводвигатели с наружным и внутренним зацеплениями.
Существуют и применяются также радиально-поршневые гидравли­
ческие серводвигатели, рабочие плунжеры которых расположены
перпендикулярно выходному валу.
Для регулирования скорости гидравлических серводвигателей при­
меняются два метода: объемное регулирование и дросселирование.
При объемном регулировании расход рабочей жидкости, который
определяет скорость, изменяется посредством изменения рабочего
объема регулируемой гидромашины. При дроссельном регулирова­
нии изменяется гидравлическое сопротивление за счет изменения
проходного сечения (дросселирования) регулирующих устройств. Это
регулирование обладает более высоким быстродействием по сравне­
нию с объемным. Однако из-за присущих этому способу значитель­
ных потерь он используется в гидравлических серводвигателях малой
мощности (до 3...5 кВт).
3.7. Пневматические серводвигатели
Пневматические серводвигатели служат для преобразования энер­
гии сжатого газа (чаще всего воздуха) в механическую энергию по­
ступательного и вращательного движений. Эти устройства менее
инерционны по сравнению с гидравлическими. Это обусловлено
меньшими значениями вязкости и удельного веса газа (воздуха) по
сравнению с минеральными маслами или другими рабочими жидко­
стями. Пневматические серводвигатели по сравнению с гидравличе­
скими имеют важное эксплуатационное преимущество. Гидравличе­
ские устройства имеют свойство подтекать. С течением времени
63
окружающая их производственная среда загрязняется. Пневматиче­
ские устройства, особенно использующие в качестве рабочей среды
сжатый воздух, не имеют указанного недостатка.
Пневматические серводвигатели не позволяют точно реализовать
заданный закон перемещения из-за сжимаемости газа, т.е. весьма
сильной зависимости его объема от давления.
В настоящее время производятся различные гаммы рабочих пнев­
моцилиндров общепромышленного назначения. Они широко при­
меняются для автоматизации технологических процессов. Пневмо­
цилиндры имеют скорость перемещения поршня от 1 до 10 м/с, диа­
метр от 0,01 до 0,3 м, ход поршня от нескольких миллиметров до
2...3 м, ресурс службы до 10 млн ходов поршня. Рабочие пневмоци­
линдры, как правило, питаются от заводской пневмосети через филь­
тры и редукторы.
Пневмодвигатели, имеющие прямолинейное движение выходно­
го вала, бывают по конструкции разнообразными. Они могут быть
выполнены с пневмоцилиндрами одно- и двухстороннего действия,
с одно- и двухсторонним штоком, двухпоршневыми, однопоршне­
выми с отверстиями в гильзе, многопоршневыми, сдвоенными, теле­
скопическими, со встроенным ресивером. Пневмодвигатели могут
также представлять собой вращающиеся пневмоцилиндры с полым
или сплошным штоком либо сдвоенные вращающиеся пневмоци­
линдры.
Пневматические серводвигатели поступательного движения пре­
одолевают различную нагрузку, а именно: осевую, совпадающую с
осью разгруженного в радиальном направлении штока; осевую, сов­
падающую с осью неразгруженного в радиальном направлении што­
ка; радиальную; сочетание радиальной и осевой; осевую нагрузку с
шарнирно закрепленными штоком и задней крышкой; осевую на­
грузку с шарнирно закрепленным штоком и гильзой цилиндра. Пнев­
матический серводвигатель может при этом располагаться как гори­
зонтально, так и вертикально.
Для осуществления вращательного движения выходного вала ис­
пользуются практически все типы пневматических серводвигателей.
Принцип их действия аналогичен принципу действия гидравличе­
ских серводвигателей с вращательным движением на выходе. Для
реализации вращательного движения выходного вала применяются
также пневматические серводвигатели турбинного типа (приводы
шлифовальных станков) и винтового (приводы конвейеров, транс­
портеров и рольгангов).
Классификация пневматических исполнительных двигателей дана
на рис. 3.4. Среди них наиболее часто применяются пластинчатые
пневматические серводвигатели. Они могут развивать значительные
угловые скорости вращения. Однако создают незначительный вра­
щающий момент. Поэтому в такой серводвигатель обычно встраива­
ют одну или несколько ступеней планетарных редукторов.
64
Рис. 3.4. Классификация пневматических исполнительных двигателей
Пневмоцилиндры для смягчения ударов в крайних положениях
поршня оснащены встроенными в крышки пневматическими демп­
ферами. Для обеспечения торможения штока в промежуточном по­
ложении используются пневмоуправляемые тормозные устройства,
расположенные в штоковой крышке этого пневмоцилиндра.
Особенностью пневматических серводвигателей является исполь­
зование упругих элементов в виде металлических и неметаллических
65
Рис. 3.5. Схема мембранного пневматическо­
го серводвигателя:
1 — пружина; 2 — шток; 3 — упор; 4 — рабочая по­
лость; 5 — мембрана
мембран и сильфонов. Это дает возможность создавать целый ряд
серводвигателей поступательного движения: мембранный, исполь­
зуемый в зажимных устройствах; сильфонный, применяемый в дат­
чиках и устройствах с малыми величинами перемещения и усилий;
камерный, используемый для зажима изделий в нескольких точках;
шланговый, применяемый в транспортирующих устройствах, обе­
спечивающих значительную величину перемещения (до 10 м) не­
больших по массе грузов.
На рис. 3.5 показана схема мембранного пневматического серво­
двигателя одностороннего действия. При подаче сжатого воздуха под
давлением Ро в рабочую полость 4 над мембраной 5 шток 2 переме­
щается до упора 3, сжимая пружину 7. После снятия давления Ро
пружина 7 распрямляется. Под ее действием шток 2 перемещается в
первоначальное положение (5 — ход штока).
Имеются также двухсторонние мембранные пневматические сер­
водвигатели. У них обратный ход штока обеспечивается под действи­
ем сжатого воздуха, а не пружины.
Мембранные пневмодвигатели широко используются в зажимных,
фиксирующих, тормозных, прессующих и других аналогичных
устройствах различного технологического оборудования. У них по
сравнению с поршневыми серводвигателями меньшая величина ра­
бочего хода. Однако они более просты по конструкции и в изготов­
лении (не требуется выдерживать жесткие допуски), более герметич­
ны и не требуют в подачи распыленной смазки. Недостатки: малая
величина хода 5; непостоянство развиваемого усилия по ходу; не­
большая долговечность.
3.8. Исполнительные приводы
технологического оборудования
В технологическом оборудовании машиностроительных произ­
водств применяются исполнительные механизмы различной физи­
ческой природы, в частности приводы металлообрабатывающих стан­
ков, для выполнения следующих движений: координатные переме-
66
щения подач; главное движение; вспомогательные движения меха­
низмов.
На рис. 3.6 дана классификация различных исполнительных ме­
ханизмов (приводов), предназначенных для реализации в станках
движений указанных типов.
По типу базового исполнительного двигателя электрические при­
воды подразделяют на приводы с двигателями постоянного тока, с
синхронными (вентильными) двигателями переменного тока, с асин­
хронными двигателями; с импульсными шаговыми двигателями.
С другой стороны, в электроприводах указанных типов могут при­
меняться как электродвигатели вращательного движения, так и ли­
нейные электродвигатели. По способу выполнения силового преоб­
разователя различают тиристорные электроприводы (на базе управ­
ляемых вентилей-тиристоров различного типа) и транзисторные (на
базе силовых транзисторов). По возможности изменения направле­
ния вращения различают электроприводы реверсивные и неревер­
сивные.
Разработка систем автоматизации технологического оборудования
металлообработки требует создания и использования высокоэффек­
тивных электрических исполнительных приводов.
Рис. 3.6. Классификация приводов, применяемых в станкостроении
67
В настоящее время используется главным образом автоматизи­
рованный электропривод (привод с автоматическим регулировани­
ем параметров движения). Его разновидности: нерегулируемый элек­
тропривод, т. е. электропривод, в котором не предусмотрено регу­
лирование скорости; регулируемый электропривод, который отра­
батывает задание по скорости вращения и, таким образом, позволя­
ет регулировать скорость вращения в заданных пределах; следящий
электропривод, который отрабатывает заданное перемещение ис­
полнительного органа в соответствии с произвольно изменяющимся
задающим сигналом; позиционный электропривод, который обеспе­
чивает позиционирование (отработку заданного положения) испол­
нительного органа технологического оборудования.
3.9. Координатные приводы подач
и приводы главного движения
Координатные приводы подач бывают двух видов: дискретные
(шаговые) и следящие. Дискретные подразделяют на приводы с си­
ловым шаговым двигателем, который соединен с исполнительным
механизмом через кинематическую цепь, и приводы с управляющим
шаговым двигателем, который исполняет функцию задатчика угла
поворота для усилителя крутящего момента, выполненного в виде
автономной следящей системы, обычно гидравлической. Однако в
следящих приводах подач чаще применяются высокомоментные элек­
тродвигатели с постоянными магнитами. Для управления ими ис­
пользуются силовые транзисторные преобразователи с широтно­
импульсным регулированием напряжения, подаваемого на двигатель,
что дает возможность реализовать реверсивные приводы подач с вы­
сокими динамическими показателями.
Координатные приводы подач должны отвечать следующим тре­
бованиям: высокая точность перемещения; независимость точности
перемещения от того, на каком участке полного перемещения осу­
ществляется заданное движение; возможность регулирования скоро­
сти движения в широком диапазоне; возможность реверсирования
направления движения; независимость скорости и точности пере­
мещения от нагрузки на исполнительный привод.
Привод главного движения станка должен отвечать требованиям,
которые частично совпадают с требованиями к координатным при­
водам подач, но в некотором плане являются иными. От приводов
главного движения станка требуется: обеспечение высокой точности
поддержания заданной скорости, а не величины углового или посту­
пательного перемещения; возможность регулирования скорости дви­
жения в широком диапазоне; возможность реверсирования; незави­
симость или незначительная зависимость скорости движения от на­
грузки на исполнительный привод.
68
В приводах главного движения станков используют в основном
регулируемые асинхронные электроприводы, питаемые от тиристор­
ного или транзисторного преобразователя частоты, но возможно и
применение электроприводов постоянного тока (обычно с тиристор­
ным преобразователем). Мощность привода изменяется в зависимо­
сти от частоты вращения шпинделя.
Загрузка станков показывает, что от нижней границы частоты вра­
щения до примерно середины диапазона регулирования зависимость
потребляемой мощности от частоты вращения шпинделя примерно
прямо пропорциональна, и поэтому в нижнем полудиапазоне регу­
лирование привода нужно осуществлять при постоянном моменте.
Далее потребляемая мощность увеличивается, около верхнего преде­
ла диапазона регулирования достигает максимума. Затем при наи­
больших числах оборотов в минуту потребляемая мощность несколь­
ко уменьшается (чистовая обработка или резание легкообрабатываемых материалов). На этом участке (в самой верхней зоне диапазона
регулирования) можно осуществлять регулирование привода при по­
стоянстве максимально допустимой мощности. Сочетание регулиро­
вания с постоянным моментом и регулирования с постоянной мощ­
ностью называют двухзонным регулированием.
Прогрессивным решением в создании электромеханизмов глав­
ного движения является создание устройств типа мотор — шпиндель
или мотор — редуктор. Первые получают посредством встройки ста­
тора и ротора электродвигателя в шпиндельный узел. Вторые полу­
чают посредством пристройки планетарного редуктора к электро­
двигателю. Данные устройства используются в настоящее время в
приводах главного движения токарных станков средних размеров, в
токарно-карусельных станках и других.
3.10. Приводы вспомогательных
механизмов
Вспомогательными функциями станков являются: реверсирова­
ние и останов шпинделя (в том числе и в заданном положении); пе­
реключение поддиапазонов частоты вращения приводов главного
движения и величины подачи; поиск и смена инструмента; коррек­
ция и фиксация его положения; установка рабочих органов в исхо­
дное положение; позиционирование заготовки; зажим и освобожде­
ние заготовки; фиксация и высвобождение подвижных узлов; вклю­
чение и выключение систем смазки, охлаждения, удаления стружки
и др. Для реализации указанных функций в конструкции станка
предусматриваются вспомогательные механизмы, которые имеют
свои сервоприводы. Сервоприводы этих механизмов могут обладать
как постоянной, так и регулируемой скоростью. Регулируемые сер-
69
воприводы данных механизмов используются для выполнения точ­
ных делительных и (или) установочных перемещений.
Приводы вспомогательных механизмов должны отвечать следую­
щим требованиям: высокие динамические качества, прежде всего
высокое быстродействие; значительные рабочие усилия; высокая
кратность пускового момента (усилия) по отношению к номиналь­
ному; способность достаточно просто сочетаться с разнообразными
по конструктивному исполнению механизмами.
Этим требованиям наиболее соответствуют гидравлические и
пневматические исполнительные сервоприводы.
Рассмотрим механическую характеристику двигателя при различ­
ных нагрузках (см. рис. 3.1, б). Видно, что, во-первых, когда двига­
тель не развивает никакого полезного момента (М = 0), его частота
вращения максимальна, а во-вторых — при приложении некоторого
нагрузочного момента частота вращения двигателя будут понижать­
ся (двигатель «проседает» под нагрузкой).
Характеристику, когда двигатель сильно понижает обороты под
нагрузкой, называют мягкой, а когда незначительно — жесткой.
Для производственных задач, когда нагрузка на двигатель может
значительно изменяться, следует применять двигатели, имеющие
жесткую характеристику. Какой будет характеристика — мягкой или
жесткой — зависит от конструктивных параметров данного электро­
двигателя. Однако схемным путем благодаря использованию отри­
цательной обратной связи можно, не изменяя конструкции электро­
двигателей (в большинстве случаев покупных), сделать их механиче­
ские характеристики жесткими.
Для малых и средних станков и технологического оборудования
с относительно небольшими нагрузками (например, электроэрозионные станки, средние токарные станки) широко используются
синхронные ШД. Применение ШД в более нагруженных цепях
обычно совмещается с использованием следящей системы, которая
усиливает крутящий момент, поступающий на ее вход. В таком слу­
чае ШД выполняет роль задатчика угла поворота выходного вала
этой системы.
Когда не требуется регулирование скорости или положения, в ка­
честве исполнительных устройств широко применяются асинхрон­
ные трехфазные электродвигатели переменного тока.
В системах автоматики вспомогательных механизмов в качестве
исполнительных устройств применяют чаще всего асинхронные двух­
фазные электродвигатели переменного тока с полым немагнитным
ротором. Они имеют малый момент инерции ротора. У них отсут­
ствуют скользящие токоподводы (щетки). Это уменьшает момент тре­
ния и возможность возникновения электромагнитных помех. Их мож­
но регулировать и реверсировать, они обеспечивают пропорциональ­
ность скорости вращения напряжению питания, характеризуются
стабильностью при колебаниях температуры окружающей среды.
70
Кроме электродвигателей различного типа в качестве исполни­
тельных устройств для систем автоматизации технологических про­
цессов машиностроительных производств применяются и другие
электромагнитные устройства. Они базируются: на тяговых электро­
магнитах; на управляемых электромагнитами автоматических муфтах
трения; на порошковых электромагнитных муфтах. Посредством та­
ких устройств строятся различные электроуправляемые гидравличе­
ские и пневматические клапаны, а также электроуправляемые муф­
ты, применяемые в кинематических цепях.
3.11. Электрооборудование
электроприводов систем автоматизации
технологического оборудования
Электроприводы, используемые для автоматизации, допускают
работу в длительном, кратковременном и повторно-кратковременном
режимах. Последний характеризуется частыми пусками и электри­
ческим торможением.
Кроме приводимого в движение электродвигателя в состав элек­
тропривода обычно входит шкаф управления, в котором могут на­
ходиться следующие узлы и элементы: общий выключатель; силовой
трансформатор; блок питания автоматики; силовой полупроводни­
ковый преобразователь; панель управления (регулирования); ком­
мутационная аппаратура; сглаживающие устройства и фильтры; ав­
томатические защитные выключатели; устройства защитной блоки­
ровки; предохранители.
Благодаря развитию электронной техники, которая позволяет эф­
фективно управлять нелинейными характеристиками электродвига­
телей различного типа, появилась возможность перехода от электро­
привода, работающего по схеме мотор-редуктор к электроприводу
прямого (непосредственного) действия. Последние должны удовлет­
ворять ряду требований: обладать устойчивой низкой частотой вра­
щения и при этой частоте обеспечивать высокие значения вращаю­
щего момента; иметь встроенный в приводной электродвигатель дат­
чик углового положения, причем указанный датчик должен обладать
высокой разрешающей способностью; торможение используемых в
таких приводах электродвигателей должно осуществляться с высо­
ким значением тормозного момента.
Для построения электроприводов прямого действия необходимы
специальные подшипники качения, обладающие высокой точностью
и большой жесткостью. Такие электроприводы также требуют при­
менения специальных регуляторов, так как при отсутствии механи­
ческого редуктора, способного осуществлять демпфирование и сгла­
живание, базовый электродвигатель оказывается более чувствитель-
71
ным к колебаниям нагрузки. Такой электропривод оказывается более
чувствительным и к колебаниям инерционных масс, поскольку в
приводе прямого действия приведенный момент инерции ротора
электродвигателя оказывается одного порядка с моментом инерции
приводимого механизма.
Рассмотрим примеры коммутационной и иной электроаппарату­
ры, применяемой в электроприводах.
Кнопочные выключатели (переключатели) — это коммутацион­
ные аппараты, служащие для многократного включения и отключе­
ния электрических цепей оператором. Кнопочные выключатели и
переключатели подразделяют на нажимные, поворотные и педаль­
ные. Они могут быть с самовозвратом и без, с защелкой или блоки­
ровкой, выступающие и утопленные, одцо-, двух- и многополюсные.
Органы управления кнопочными выключателями и переключателя­
ми могут быть цилиндрическими, прямоугольными (клавишными),
грибовидными, а также в виде рукоятки. В них могут быть встроены
органы подсветки.
Путевые выключатели (переключатели) также многократно вы­
полняют в электрических цепях коммутационные функции, но не
под воздействием оператора, а под действием подвижного рабочего
органа. Контактные путевые выключатели подразделяются на три
группы: прямого действия, когда время переключения контактов за­
висит от положения и скорости перемещения подвижного органа;
полумгновенного действия, когда время переключения контактов
практически не зависит от скорости перемещения подвижного ор­
гана, а контактное нажатие зависит от положения привода подвиж­
ного органа; мгновенного действия, когда время переключения кон­
тактов и контактное нажатие не зависят от положения подвижного
органа.
Путевые выключатели имеют большое конструктивное разноо­
бразие устройств, которые обеспечивают их нажатие под воздействи­
ем подвижного органа (различные толкатели и рычаги с роликом и
без него и т.п.). В схемах автоматизации используются также путе­
вые выключатели на базе блоков микровыключателей.
Бесконтактные путевые выключатели также выполняют ком­
мутацию электрических цепей под воздействием подвижных рабочих
органов, но у них нет механической связи между подвижным орга­
ном и коммутируемыми цепями. Чувствительный элемент этих вы­
ключателей бывает обычно индуктивного или емкостного типа. Ча­
стота коммутации достигает 1 000 Гц.
Электромагнитные контактные реле подразделяются по спо­
собу включения в катушки на шунтовые реле, реле напряжения и
токовые реле. В схемах автоматизации станков наиболее распро­
странены шунтовые реле.
В схемах автоматизации станков применяются также герметизи­
рованные реле с магнитоуправляемыми контактами, герконы. Реле
72
типа геркона выполнено в виде герметизированной (запаянной) сте­
клянной ампулы с находящимся внутри нее перекидным контактом.
Контакт срабатывает без механического воздействия на него за счет
изменения конфигурации внешнего магнитного поля (например, в
результате перемещения надетого на ампулу магнитного колечка).
Эти реле отличаются большой безотказностью и долговечностью.
Реле времени — это электрические аппараты, служащие для ком­
мутации электрических цепей по истечении заданных промежутков
времени, которые могут быть регулируемыми и нерегулируемыми.
По характер заданных промежутков времени реле времени можно
подразделить на реле с задержкой на срабатывание и реле с задерж­
кой на отпускание.
По принципу реализации задержек реле времени подразделяют
на: электромагнитные, пневматические (с регулированием времени
истечения сжатого воздуха); моторные (на базе синхронных элек­
тродвигателей); электронные. Подобные реле времени могут быть
одно-, двух- и трехцепными в зависимости от числа электрических
цепей, для которых независимо задаются задержки времени, а также
однокомандными, программными или циклическими, контактными
или бесконтактными, с различным числом диапазонов задаваемой
времени задержки, управляемыми включением либо отключением
управляющего сигнала или же специальной командой.
Электромагнитные контакторы и пускатели, которые исполь­
зуются в системах автоматизации, представляют собой различные
варианты электроконтактных реле, предназначенных для пуска дви­
гателей.
Автоматические выключатели, используемые в различных элек­
трических схемах автоматизации, служат для автоматического ава­
рийного отключения тока при коротком замыкании или перегрузке.
При нормальном функционировании электрических схем автомати­
зации автоматические выключатели состоят в режиме ожидания.
В электрических цепях управления применяются однополюсные ав­
томатические выключатели, а в трехфазных цепях переменного тока
используются трехфазные автоматические выключатели.
Автоматическое отключение электрической цепи при перегрузках
или коротком замыкании осуществляется также плавкими предохра­
нителями, которые являются электрическими аппаратами одноразо­
вого действия. Защиту электрических цепей от перегрузок недопу­
стимой длительности выполняют различные тепловые реле.
Для целей автоматизации используются также однофазные
трансформаторы. Они служат для питания напряжением цепей
управления, местного освещения и сигнализации, цепей электро­
динамического торможения электроприводов. Напряжение на пер­
вичной обмотке этих трансформаторов составляет 220, 380 или 660 В
переменного тока. Это стандартные напряжения заводской электро­
сети.
73
Светосигнальная аппаратура служит для индикации состояния
каких-либо производственных параметров, а также для аварийной и
предупреждающей световой сигнализации. Она имеет разные уста­
новочные диаметры и формы и может обладать разным свечением —
красным, синим, желтым, зеленым и белым. Эта аппаратура может
различаться также по характеру источника света, которым могут быть
лампы накаливания, газосветные лампы, светодиоды и другие.
Разновидностями светосигнальной аппаратуры являются свето­
форы и световые табло:
• промышленный светофор оснащен четырьмя светосигнальны­
ми секциями различных цветов;
• световым табло называют светосигнальное поле, собранное из
многих элементов.
Блоки зажимов и разъемы служат для соединения, или разветвле­
ния проводов в цепях управления и силовых цепях.
При разработке электрических систем автоматизации производств
различного назначения необходимо предусматривать определенные
меры электробезопасности. Каждый шкаф системы автоматизации
должен иметь общий вводный выключатель обязательно ручного дей­
ствия. Его рукоятка должна быть установлена в легкодоступном ме­
сте и обязательно снаружи шкафа разрабатываемой системы авто­
матизации. Дверцы кожухов должны быть снабжены необходимыми
блокировками, которые обеспечивают при необходимости невозмож­
ность подвода напряжения к разрабатываемым системам. Блокиров­
ки должны иметь возможность отключения.
Критерием, служащим для определения надежности защитного
заземления или зануления потребителей энергии, является величина
электрического сопротивления между металлическими корпусами
разрабатываемой системы автоматизации и узлом, к которому под­
соединяется внешняя цепь заземления. Это сопротивление должно
быть порядка 0,1 Ом.
При построении систем автоматизации широко используются ме­
хатронные узлы.
Мехатронный узел — это электромеханическое устройство, со­
стоящее из встроенного электродвигателя с электромагнитной или
электромеханической редукцией, встроенных датчиков механических
и электрических величин, микроэлектронного устройства управле­
ния движением вала встроенного двигателя, а также ряда других
электронных, оптоэлектронных, электромеханических и механиче­
ских компонентов, обеспечивающих функциональную, конструктив­
ную и эксплуатационную законченность данного устройства.
Применение мехатронных узлов обеспечивает: существенное
упрощение структуры создаваемой системы автоматизации; значи­
тельное снижение трудоемкости ее создания; повышение качества
создаваемой системы автоматизации, ее безотказности и долговеч­
ности.
74
3.12. Устройства гидросистем
автоматизации
В качестве исполнительных устройств систем автоматизации, в
частности в металлообрабатывающих станках различного назначе­
ния, наряду с электроприводами широко используются гидроприво­
ды различного типа.
По величине рабочего давления различают гидроприводы низко­
го (до 1,6 МПа), среднего (1,6...6,3 МПа) и высокого давления
(6,3...20 МПа).
Гидроприводы низкого давления используются, как правило, для
автоматизации станков, служащих для финишной обработки, у ко­
торых колебания нагрузки, как и сама нагрузка, незначительны по
величине, но требуется обеспечение незначительной пульсации ра­
бочего давления.
Гидроприводы среднего давления используются обычно для ав­
томатизации технологического оборудования, у которого питание
выполняется от обычных лопастных или шестеренных насосов.
Гидроприводы высокого давления используются в тяжелых про­
тяжных, строгальных и фрезерных станках, а также для автоматиза­
ции заготовительных производств.
В станках и в системах автоматизации технологических процессов
машиностроительных производств наиболее часто используются ги­
дроприводы с разомкнутой циркуляцией. У них рабочая жидкость
из бака подается насосом в гидросистему, а потом из нее опять по­
ступает в этот же бак. При замкнутой гидросистеме масло, отра­
ботав в гидросистеме, подается непосредственно во всасывающую
линию подающего насоса.
По управлению различают цикловые, следящие, адаптивные и
программные гидросистемы. Цикловые гидросистемы также под­
разделяются по способу управления: с управлением по пути, давле­
нию или времени. При управлении по пути («в функции пути»)
управляющие сигналы, приходящие на определенные гидравличе­
ские аппараты, возникают в результате перемещения подвижного
рабочего органа на заданное расстояние. При управлении по давле­
нию («в функции давления») управляющие сигналы, приходящие на
гидравлические аппараты, возникают в результате достижения дав­
лением рабочей жидкости в той или иной контролируемой точке за­
данной величины (предельно большой, предельно малой или нуле­
вой). При управлении по времени («в функции времени») управляю­
щие сигналы, приходящие на гидравлические аппараты, возникают
по окончанию заданного интервала времени.
Гидравлические устройства, применяемые в системах автомати­
зации технологического оборудования машиностроительных произ­
водств, классифицируются по схеме, приведенной на рис. 3.7.
75
Рис. 3.7. Классификация гидравлических устройств, применяемых в систе­
мах автоматизации
Гидронасосы и гидродвигатели обладают взаимной обратимостью.
В зависимости от того, какая из величин — расход рабочей жидко­
сти или вращение вала — является входом, а какая — выходом, одно
и то же гидравлическое устройство может выполнять функции и ги­
дродвигателя, и гидронасоса.
Пластичные гидронасосы (гидродвигатели) подразделяются на
регулируемые и нерегулируемые, шестеренные — насосы наружного
зубчатого зацепления и насосы внутреннего зубчатого зацепления, а
поршневые — на радиально-поршневые насосы и аксиально­
поршневые насосы (в зависимости от того, как конструктивно рас­
полагаются рабочие цилиндры с поршнями: перпендикулярно оси
вращения или вдоль нее).
Гидрораспределители, используемые для управления гидроприводамиприводами в системах автоматизации, могут изменять направ­
ление потока рабочей жидкости, останавливать или пускать его в
двух и более линиях. Их подразделяют на гидрораспределители с руч­
ным, механическим, гидравлическим, электрическим и электрогидравлическим управлением.
Краны бывают только с ручным управлением. Обратные клапаны
допускают течение рабочей жидкости только в одном направлении.
Гидрозамки, которые являются разновидностью обратных клапанов,
76
допускают течение рабочей жидкости в обратном направлении толь­
ко при наличии давления в гидравлической цепи управления. Об­
ратные клапаны и гидрозамки выполняются только с гидравлическим
управлением.
Среди клапанов давления различают напорные золотники, гидро­
клапаны с обратным клапаном и различного рода предохранитель­
ные клапаны, в том числе непрямого действия (регулируемые и не­
регулируемые), с электроразгрузкой и без нее, двух- и трехлиней­
ные.
Среди клапанов расхода различают регуляторы расхода, регуля­
торы расхода с обратным клапаном, двух- и трехлинейные регулято­
ры расхода с обратным клапаном и распределителем.
Дроссели используются для определенного диапазона регулирова­
ния расхода в зависимости от рабочего давления. Имеются также дрос­
селирующие гидрораспределители с механическим управлением.
К устройствам аналоговой гидравлической сервотехники от­
носятся дросселирующие гидрораспределители, применяемые в вы­
сокодинамичных приводах (электроэрозионные станки). Они также
используются как усилители момента в незамкнутых системах регу­
лирования перемещений высокой точности. К ним относят также
гидрораспределители с пропорциональным электроуправлением, ко­
торые применяют в разомкнутых системах дистанционного управ­
ления вспомогательными механизмами и в замкнутых системах не­
высокой точности. Для этого же используют и регулирующие устрой­
ства с пропорциональным управлением. Для высокоточных систем
регулирования давления (в том числе для испытательных стендов)
используют мехатронные пропорциональные гидроаппараты. Для
привода вспомогательных механизмов незначительной точности ис­
пользуются гидравлические оси, где и перемещение исполнительно­
го органа, и перемещение задающего органа является возвратнопоступательным.
Применение дросселирующих гидрораспределителей значительно
ограничивается из-за необходимости соблюдения высоких требова­
ний к чистоте рабочей жидкости. Поэтому большее применение име­
ет аппаратура с пропорциональным электроуправлением, которая
может работать с обычными фильтрами. Пропорциональные гидро­
распределители вместе с датчиками давления, расхода, положения
исполнительного органа при микропроцессорном управлении насо­
сами могут обеспечить практически любую регулировочную харак­
теристику. Однако из-за наличия значительной нелинейности рас­
ходной характеристики, а также трудностей, которые возникают при
регулировании и стабилизации малых расходов и давлений, исполь­
зование пропорциональной гидроаппаратуры ограничено, в основ­
ном, разомкнутыми системами дистанционного управления.
Поскольку возможности аналоговой гидравлической сервотехни­
ки ограничены наличием дрейфа нуля и низкой помехоустойчиво-
77
стью и надежностью, расширилось использование цифровой гидрав­
лической сервотехники.
К устройствам цифровой гидравлической сервотехники отно­
сят ротационные и линейные приводы с механическим или электри­
ческим управлением, а также управляемые регуляторы расхода и
предохранительные клапаны. Управляемые цифровые гидравличе­
ские приводы различных типов используются в станках и техноло­
гическом оборудовании с ЧПУ средней точности, промышленных
роботах, вспомогательных механизмах для регулирования скорости
движения серводвигателей. Управляемые предохранительные клапа­
ны используются главным образом для дистанционного програм­
много изменения рабочего давления, например, для изменения уси­
лия зажима или давления рабочей жидкости в прессах различного
назначения.
В системах цифровой гидравлической сервотехники в качестве
задатчиков применяются маломощные шаговые электродвигатели.
В системах с механической обратной связью по положению ШД во
время движения рабочего органа постоянно вращается. Максималь­
ная скорость движения определяется максимальной пропускаемой
частотой импульсов и «ценой» одного импульса.
В системах с электрической обратной связью ШД поворачивается
на определенный угол, который определяет задание скорости движе­
ния рабочего органа. Максимальная скорость перемещения рабочего
органа определяется в данном случае максимально допустимой пе­
риодичностью считывания информации измерительной системой.
В точных приводах с цифровой гидравлической сервотехникой при
«цене» одного импульса 0,01 мм обеспечивается скорость перемеще­
ния до 80 м/мин.
Для построения типовых схем гидравлических систем широко ис­
пользуются типовые специальные гидравлические узлы. К ним от­
носятся: вращающиеся гидроцилиндры, которые обычно применя­
ются для зажима в патроне вращающихся шпинделей токарных стан­
ков с ЧПУ; гидроприводы уравновешивания, которые разгружают
приводы подач вертикально движущихся рабочих органов от действия
силы тяжести и тем самым позволяют повысить точность их пере­
мещения; гидроприводы зажимных механизмов, которые применя­
ются в машиностроении, в том числе для закрепления заготовок де­
талей на палетах, спутниках и поддонах; гидропанели реверса, ис­
пользуемые в основном в различном технологическом оборудовании,
имеющем возвратно-поступательные движения.
В сверхпрецизионном оборудовании использование цифровой
гидравлической сервотехники с электрической обратной связью обе­
спечивает: тонкое регулирование расхода непрерывно дозируемых
рабочих жидкостей, поступающих в гидродвигатели большого рабо­
чего объема, достижение высокой точности регулирования переме­
щений рабочих органов (точность перемещений в пределах сотых
78
долей микрометра); повышение надежности и помехоустойчивости,
исключение дрейфа нуля, в том числе из-за изменения температуры;
совмещение при минимальном количестве деталей функций двига­
теля, направляющего устройства и контроля (например, с помощью
лазерного интерферометра), что дает возможность конструктору вы­
полнять оптимальную компоновку оборудования; использование
«холодной» гидравлики, что обеспечивает термическую стабилиза­
цию.
Для автоматизации технологических процессов в машинострои­
тельных производствах, а также их технологического оборудования
используются специальные гидравлические устройства. К ним от­
носятся вращающиеся гидроцилиндры зажима патрона, гидропри­
воды поворотных механизмов различных делительных столов и го­
ловок, револьверных головок, инструментальных магазинов и других
устройств с максимальным быстродействием, гидроприводы уравно­
вешивания, гидропанели реверса.
Кроме данных гидроаппаратов для построения гидросистем ав­
томатизации применяются различные фильтры чистой очистки ра­
бочей жидкости, аккумуляторы и трубопроводы.
Фильтры служат для работы в режимах полнопоточной или про­
порциональной фильтрации во всасывающей, напорной или слив­
ной линиях гидросистем.
Аккумуляторы предназначены для накопления гидравлической
энергии, сокращения пульсации давления рабочей жидкости.
Гидравлические трубопроводы выполняют из стальных бесшо­
вных холоднодеформированных труб, прецизионных стальных труб,
тонкостенных стальных или медных труб, рукавов высокого давле­
ния. Для их соединения применяют развальцовку, шаровые ниппели
или врезающиеся кольца. Внутренний диаметр трубопроводов вы­
бирается в зависимости от расхода и скорости протекающей рабочей
жидкости.
В современных гидросистемах кроме трубного и стыкового соеди­
нений используется также модульный и башенный монтаж гидроап­
паратуры на базе функциональных блоков и устройств встраиваемо­
го исполнения.
В технологическом оборудовании различного назначения кроме
аппаратуры гидравлической сервотехники применяются гидростати­
ческие направляющие. При их использовании в зазор между поверх­
ностями рабочих органов, которые перемещаются друг относительно
друга, под определенным давлением подается рабочая жидкость. Это
исключает контакт указанных поверхностей. Применение жестких и
точных гидростатических направляющих исключает механическое
трение, увеличивает долговечность сопрягаемых поверхностей, гео­
метрическую точность перемещений, а также обеспечивает внутрен­
нее демпфирование в подвижных соединениях и возможность пре­
цизионных коррекций положения и зажима.
79
3.13. Устройства пневмосистем
автоматизации
Пневматические устройства служат эффективным средством ав­
томатизации и механизации технологического оборудования. Они
имеют принципиальные преимущества по сравнению с другими
устройствами, которые наиболее проявляются при реализации опе­
раций зажима и фиксации изделий, их кантовании, контроле линей­
ных размеров, выполнении операций сборки, транспортировке,
очистке базовых посадочных поверхностей инструмента и деталей,
реализации движений промышленных роботов и пр.
Достоинствами этих устройств, делающими их в ряде случаев не­
заменимыми, являются: простота конструкции и обслуживания; вы­
сокая безотказность работы; сохранность работоспособности в ши­
роком диапазоне температуры, влажности и запыленности; значи­
тельный срок службы (для отдельных устройств 10...20 тыс. ч.); вы­
сокие скорости перемещения исполнительных органов, достигающие
(для линейного движения до 15 м/с, вращательного до 20 000 об/мин);
простота передачи энергоносителя (сжатого воздуха) на большие рас­
стояния; централизованный источник выработки энергии (обычно
заводская компрессорная сеть); возможность торможения и остано­
ва без риска поломки механизма.
Недостатками этих устройств являются низкая скорость передачи
управляющих сигналов, ограниченная скоростью звука в воздухе, труд­
ности обеспечения плавности перемещения рабочих органов при ко­
лебаниях нагрузки, а также высокая стоимость получения сжатого
воздуха.
Классификация основных пневматических серводвигателей, при­
меняемых в системах автоматизации производственных и технологи­
ческих процессов в машиностроении приведена ранее (см. рис. 3.4).
В машиностроении применяется пневматическая техника с тремя
уровнями давления: высокого (0,2... 1,0 МПа), среднего (0,1... 0,25 МПа)
и низкого (0,001 ...0,1 МПа). Кроме пневматических серводвигателей
для целей автоматизации в машиностроении применяется и ряд дру­
гих устройств. К ним, например, относятся пневмогидравлические
и пневмоэлектрические преобразователи разнообразного конструк­
тивного исполнения.
Пневмогидравлические насосы обеспечивают подачу рабочей жид­
кости лишь в том случае, когда необходимо ее потребление. Это со­
кращает расход жидкости и предотвращает ее чрезмерный нагрев.
К пневмонаправляющим устройствам относятся: пневмораспреде­
лители; обратные пневмоклапаны; пневмоклапаны быстрого выхло­
па; пневмоклапаны, управляющие последовательностью выполнения
рабочих операций; пневмоклапаны, управляющие выдержкой вре­
мени; пневматические логические элементы.
80
Пневмораспределители (как и гидрораспределители) применяют­
ся для изменения направления или пуска и останова потоков сжато­
го воздуха в двух или более внешних линиях. Внешние пневмоли­
нии — это различные воздухопроводы, в том числе и просто отвер­
стия различного диаметра для связи с атмосферой.
Применяются различные виды управления пневмораспределите­
лями: ручное от оператора (под действием кнопки, рычага или пе­
дали); механическое от подвижного узла (под действием толкателя,
ролика или ломающегося рычага); электромагнитное (с ручным ду­
блированием или без него); пневматическое (путем повышения или
понижения давления); электропневматическое (путем повышения
или понижения промежуточного давления).
К устройствам, характерным для сетей пневмоавтоматики, отно­
сятся различные компрессоры сжатого воздуха, состоящие из филь­
тров, малораспылителей и глушителей. Их наличие обязательно. Сте­
пень загрязнения сжатого воздуха для пневмосетей должна соответ­
ствовать действующим стандартам.
Фильтры служат для влагоотделения и тонкой очистки сжатого
воздуха. Такие фильтры обычно выполняются центробежного типа.
Они имеют ручные и автоматические устройства для выпуска кон­
денсата.
Маслораспылители обеспечивают подачу в пневмосистему смаз­
ки, которая уменьшает усилия и износ в трущихся парах, а также
предохраняет их от коррозии. Концентрация смазывающего мате­
риала регулируется посредством встроенного специального дросселя.
Глушители снижают шум и конденсацию масла и воды в выхлопе.
В пневмосетях для перемещения сжатого воздуха используются
различные трубопроводы — жесткие и гибкие. Жесткие, как прави­
ло, выполняют из стали, меди, латуни или алюминиевых сплавов.
Гибкие обычно изготавливают из резиновых трубок с нитяной оплет­
кой из хлопка или капрона, а также из синтетических материалов
(полиэтилен или полиэтилхлорид).
При разработке подводящего трубопровода необходимо прини­
мать во внимание, что потери давления на пути от источника давле­
ния до потребителя не должны быть более 5... 10 % значения рабо­
чего давления.
В современных пневмосетях кроме трубных стыковых соединений
используется также модульный и башенный монтаж на базе приме­
нения готовых встраиваемых функциональных блоков и устройств.
Для построения пневматических сетей автоматики используются
различные пневмогидравлические и пневмоэлектрические преобра­
зователи. К ним относятся: пневмовытеснители, служащие для пе­
редачи без изменения давления сжатого воздуха рабочей гидравли­
ческой жидкости; пневмогидропреобразователи, предназначенные
для передачи энергии сжатого воздуха рабочей гидравлической жид­
кости с другой величиной давления; пневмогидронасосы, которые
81
Рис. 3.8. Схема гидравлического регулятора ско­
рости пневмопривода:
1 — рабочий пневмоцилиндр; 2 — шток; 3 — штоктолкатель; 4 — регулируемый дроссель; 5 — возвратный
канал; 6 — гидроцилиндр
служат для нагнетания рабочей жидкости в гидросистему, где она
дальше работает, в соответствии с гидросхемой; пневмогидроаккумуляторы; реле давления, служащие для выдачи электрического сиг­
нала при достижении в пневматической системе заданного уровня
давления (разности давлений); индикаторы давления.
Сжимаемость воздуха компенсируется за счет включения в пнев­
мопривод подачи гидравлических регуляторов скорости (рис. 3.8).
Здесь привод состоит из гидроцилиндра 6 с замкнутой циркуля­
цией рабочей жидкости (масла) и регулируемым дросселем 4, рас­
положенным в возвратном канале 5, предназначенным для регули­
рования расхода масла, который определяет скорость перемещения
штока-толкателя 3, который соединен со штоком 2 рабочего пнев­
моцилиндра 1.
В практике автоматизации машиностроительных производств ис­
пользуются автономные пневмогидравлические сверлильные узлы.
В них сочетается привод вращения сверла, которое осуществляется
пластинчатым пневматическим двигателем (с одной ступенью встро­
енного понижающего планетарного редуктора) с пневмоцилиндром,
который снабжен гидравлическим регулятором скорости. После пу­
ска осуществляется быстрый подвод пиноли со сверлильным патро­
ном к поверхности заготовки, подлежащей обработке. Затем на ра­
бочей подаче осуществляется сверление. После окончания обработ­
ки путевой пневматический выключатель дает сигнал на возвращение
подвижной части в первоначальное положение.
Можно также осуществить цикл глубокого сверления, например
пушечным сверлом, т. е. цикл многократно пошагового заглубления
в заготовку на заданную глубину с быстрым отводом подвижной ча­
сти в начальное положение и последующим быстрым подводом пи­
ноли со сверлильным патроном к полученной заготовке новой по­
верхности и переходом на рабочую подачу до нового заглубления в
заготовку на заданную глубину. Так следует выполнять несколько раз
до достижения общей требуемой глубины сверления.
Наряду с применением для схем пневмоавтоматики унифициро­
ванных пневмогидравлических узлов используются также специаль­
ные типовые устройства. К ним относится вращающийся сдвоен-
82
ный пневмоцилиндр управления зажимом заготовки в патроне. Пи­
тание этого пневмоцилиндра выполняется через муфту подвода воз­
духа. В корпус пневматического серводвигателя вмонтированы бло­
кировочные клапаны, которые удерживают сжатый воздух при ава­
рийном обрыве подвода питания. Факт зажима заготовки и разжима
детали контролируется посредством соответствующих встроенных
индуктивных датчиков.
Новые широкие возможности применения пневматических
устройств в качестве исполнительных механизмов появляются при
их сочетании с устройствами переработки информации на базе ми­
кропроцессорной техники. Для устройств этого типа характерна тен­
денция к уменьшению объема преобразований информации, выпол­
няемых пневматической частью, и к увеличению их объема, реали­
зуемого микропроцессорным управляющим устройством.
Цифровой позиционный координатный пневмопривод, относя­
щийся к классу следящих систем, можно реализовать различными
способами. Например, его можно построить на базе четырехкромоч­
ного следящего пневмораспределителя с шаговым управлением от
системы ЧПУ.
Цифровой следящий пневмопривод дает возможность: существен­
но расширить диапазон рабочих скоростей; обеспечить точность по­
зиционирования в 0,05 мм за счет охвата конечного исполнительно­
го органа обратной связью по положению; значительно увеличить
надежность за счет использования надежных исполнительных меха­
низмов (пневмоцилиндров), цифровой формы представления и об­
работки управляющих сигналов, а также удаления из привода про­
межуточных кинематических звеньев (например, винтовых передач),
которые вносят свои определенные погрешности; сохранять окру­
жающую среду за счет экологичности выхлопа пневмосистемы.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Для каких целей применяются силовые исполнительные механизмы?
2. Каковы назначение и области применения электрических, гидравличе­
ских и пневматических серводвигателей?
3. Что такое рабочая и механическая характеристики серводвигателя?
4. В чем заключаются преимущества и недостатки регулируемых электро­
приводов переменного и постоянного тока?
5. Какие типы электродвигателей переменного тока применяют в системах
автоматизации?
6. Что такое приемистость шагового электродвигателя?
7. В чем заключаются достоинства и недостатки шаговых двигателей?
8. Что такое мягкая и жесткая характеристики двигателя?
9. Что входит в состав командной и исполнительной электроаппаратуры?
10. Что входит в состав электроаппаратуры защиты и управления?
83
11. Дайте определение электромагнита.
12. Что представляют собой контактные путевые выключатели прямого, полумгновенного и мгновенного действий?
13. Что представляют собой бесконтактные путевые выключатели?
14. Какие типы электромагнитных реле используются в устройствах авто­
матизации в машиностроении?
15. Что такое мехатронные узлы?
16. В чем заключается сущность объемного и дроссельного регулирования
гидравлических серводвигателей?
17. Какие имеются типы гидравлических и пневматических серводвигате­
лей?
18. В чем заключается сущность взаимной обратимости насосов и двигате­
лей в схемах гидро- и пневмотехники?
19. Как реализуется электрическая и механическая обратные связи в гидро­
системах автоматики?
20. Где используются специальные унифицированные узлы гидроаппарату­
ры?
21. Каковы преимущества и недостатки пневматической сервотехники по
сравнению с гидравлической сервотехникой?
22. В чем состоит сущность ручного, механического, электромагнитного,
пневматического и электропневматического управления пневмораспре­
делителем?
Глава 4
ПРЕОБРАЗОВАНИЕ ИНФОРМАЦИИ
В СИСТЕМАХ АВТОМАТИЗАЦИИ
4.1. Общие сведения о преобразовании
информации
Производственный процесс, протекающий под управлением АСУ,
сопровождается информационными процессами, протекающими
внутри АСУ. Информационные процессы включают в себя:
• прием и запоминание управляющих программ (УП);
• прием и запоминание текущей информации о параметрах тех­
процесса и параметрах АСУ;
• формирование управляющих сигналов, воздействующих на
управляемый техпроцесс, и передачу их по каналам УСО;
• формирование информации о ходе техпроцесса и о состоянии
АСУТП для верхнего уровня управления с целью передачи ее по за­
просам ЦУВМ или оператора.
С точки зрения информационных процессов будем рассматривать
производственный процесс и управляющие им сигналы как после­
довательность запланированных (предусмотренных) событий. Со­
бытия — это факты реализуемого производственного процесса. Ре­
ализованное событие будем называть исходом. Описание происходя­
щих событий будем называть сообщениями. Все рассматриваемые
сообщения будем считать дискретными величинами, начиная с сиг­
налов на включение и отключение какого-либо оборудования и
вплоть до показаний стрелочных измерительных приборов, дискрет­
ность которых определяется ценой деления шкалы. Соответственно
информацией будем называть процесс формирования, пересылки и
регистрации (запоминания) сообщений, а также зарегистрирован­
ную совокупность сообщений.
Смысл сообщений, содержательная сторона информации, опреде­
ляется известными закономерностями хода событий. Здесь, однако,
нас будет интересовать не смысл, а количественная оценка инфор­
мации, объем записей, которые необходимо сделать для регистрации
сообщений. Последний будет существенно зависеть от совокупности
85
символов, применяемых для записи информации. Такая совокуп­
ность обычно имеет вид основания системы исчисления или алфа­
вита. Если в качестве основания используется совокупность п раз­
личных символов, а каждое сообщение состоит из Н элементов, то
с ее помощью можно сформировать не более чем пн различных со­
общений об интересующих нас событиях. Тогда величину Н можно
определить из соотношения
/7 = log„A/,
(4.1)
где М — количество возможных вариантов события, сообщения о
котором нам необходимо сформировать в зависимости от того, ка­
кой вариант состоится.
Величину Н, равную числу элементов сообщения и характеризу­
ющую минимальный объем сообщения о том, что один из интере­
сующих нас М вариантов изучаемого процесса действительно имел
место, принято называть энтропией.
Если при планировании техпроцесса предполагается, что его ре­
зультат однозначно предопределен, что исход будет однозначным, то
в формуле (4.1) полагаем М = 1 и получим Н= 0. Однако однознач­
ный результат гарантировать невозможно. Исход техпроцесса и даже
его простейших операций зависит от множества случайных факто­
ров, действие которых оценивают методами теории вероятностей.
Так, если все предполагаемые события равновероятны и образуют
полную группу (т.е. при каждом повторении изучаемого процесса
происходит хотя бы одно из их), то вероятность каждого из этих со­
бытий равна
и соотношение (4.1) может быть записано в виде
Я=-1оё„Р.
(4.2)
Здесь величина Н выступает как мера априорной неопределен­
ности любого из исходов изучаемого процесса. Чем меньше вероят­
ность Р (чем больше вариантов равновероятных исходов), тем боль­
ше энтропия процесса. Таким образом, энтропия может быть ис­
пользована для оценки степени случайности техпроцесса или какойлибо из технологических операций, как мера неупорядоченности
процесса. Обычно изучаемые события не равновероятны, характе­
ризуются вероятностями Pj, и их энтропия рассчитывается по фор­
муле Шеннона:
м
H = -YPj^nPj,
(4.3)
7=1
86
причем необходимо чтобы изучаемые события составляли полную
м
группу, когда £ Pj = 1.
;=i
Величина Н, рассчитанная по формуле (4.3), является матема­
тическим ожиданием, т. е. средним значением минимального объ­
ема записей, которые необходимо сделать для фиксирования факта
реализации одного из М интересующих нас событий. Запишем Pj
каждого из этих событий в виде соотношения
м
где 0 < а} <М, Yaj=M,M>2.
7=1
Подставив данное соотношение в формулу (4.3), получим
1 м
H = \og„M- — YaJ\og„aj.
М ;=1
(4.4)
Если все рассматриваемые события равновероятны, то все о, = 1
и соотношения (4.3) и (4.4) сводятся к соотношению (4.1). В осталь­
ных случаях величина Н будет уменьшена на величину
1 м
-^ую8„ау>0,
т. е. максимальное значение энтропии Н соответствует равной веро­
ятности событий изучаемого процесса.
Величина энтропии как минимального объема сообщения исполь­
зуется для оценки количества информации. Поскольку фактическое
распределение вероятностей исходов чаще всего неизвестно, то при
определении объема запоминающих устройств и пропускной спо­
собности каналов связи обычно руководствуются формулой (4.1).
При введении понятия энтропии мы исходили из числа событий,
о которых нам необходимо получить информацию. Таким образом,
энтропия характеризует количество информации, получаемой путем
исследования интересующего нас процесса, если мы можем получить
в свое распоряжение сведения о любом из М интересующих нас со­
бытий. Возможен, однако, такой исход исследования (или измере­
ний), когда о некоторых событиях из рассматриваемых М событий
сведения фактически не будут получены. Допустим, что до проведе­
ния исследований предусматривалась реализация одного из М\ со­
бытий, а после проведения исследований выяснилось, что в данном
случае могут быть реализованы лишь Л/2 из предусмотренных ранее
М\ событий, но осталось невыясненным, какое именно из этих Л/2
87
событий реализовано в действительности. Энтропия исследуемого
процесса до проведения исследований могла достигать значения
Нх = log„Mb
а после проведения исследований уменьшилась до значения, не пре­
вышающего
Н2 = log„M2.
В таком случае количество / полученной информации определя­
ется разностью между исходной и конечной энтропиями:
I = Н} - Н2.
(4.5)
Формула (4.5) дает обобщенную количественную оценку инфор­
мации и соответствует формулировке: количество информации рав­
но убыли энтропии. Величина исчерпывающей информации соот­
ветствует Н2 = 0 и равна исходной энтропии.
Для практических расчетов количества информации по формулам
(4.1—4.3) и по формуле (4.5) введем понятие единицы измерения
информации. Примем во внимание, что в устройствах хранения, пе­
редачи или переработки информации обычно применяются элемен­
ты, в которых для записи информации используется только два сим­
вола, такие как высокий и низкий потенциалы (в электронных
устройствах) или намагниченный и не намагниченный участки маг­
нитных носителей информации. Эти символы обычно обозначают
знаками 1 и 0. Использование только двух символов для записи ин­
формации соответствует п = 2 в формулах (4.1 — 4.3), и в дальнейших
рассуждениях мы так и будем полагать. Тогда окажется, что при ис­
следовании процесса с двумя равновероятными исходами мы полу­
чим, в соответствии с формулой (4.1), Н\ = 1(Л/, = 2) и Н2 = 0 (М2 =
= 1), что дает, в соответствии с формулой (4.5), информацию 7=1.
Информацию, которую получают из опыта с двумя равновероят­
ными исходами, используют в качестве эталона (единицы) количе­
ства информации в устройствах, в которых запись информации про­
изводится с помощью только двух символов. Эту информацию на­
зывают битом, или двоичной единицей информации. Согласно фор­
муле (4.3), количество информации, равное одному биту, можно по­
лучить и иным путем, из опыта со многими, но не равновероятными
исходами. Опыт с двумя равновероятными исходами (к которому
приближается, например, подбрасывание монеты) является лишь
эталоном бита.
Из определения бита следует, что максимальное количество ин­
формации, которая может храниться в электронном триггере или на
элементарном намагниченном участке магнитной дискеты, равно
одному биту. По тем же причинам номинальная емкость запоми-
88
нающих устройств (ЗУ), указанная в битах, есть максимальное
количество информации, которое может храниться в этих ЗУ при
условии, что все события, сообщения о которых зафиксированы в
ЗУ, являются равновероятными. Обычно в ЗУ зафиксированы со­
общения о событиях, которые не равновероятны. Ярким примером
такого рода сообщений являются сообщения об отсутствии аварий­
ной ситуации. Их вероятность при нормальном ходе технологиче­
ского процесса значительно выше вероятности поступления сигнала
аварии. По указанным причинам фактический объем информации,
хранящейся в ЗУ, значительно меньше номинального.
Широко используются производные от бита единицы информа­
ции: 1 байт = 8 бит, 1 Кбайт = 210 байт, 1 Мбайт = 220 байт и др.
Особой единицей информации является слово. Слово — это ко­
личество информации, обрабатываемой в данном управляющем
устройстве за один цикл работы устройства. Величина слова обычно
кратна по отношению к байту: 1 байт, 2 байт, 4 байт. Если необхо­
димо оценить лишь объем записи информации на электронных или
магнитных носителях, то битом называют минимальный объем за­
писи, соответствующий двоичной единице или двоичному нулю (эле­
ментарная ячейка памяти). Количество информации, получаемой из
элементарной ячейки, одно и то же независимо от того, что именно
в ней записано, 0 или 1.
4.2. Принципы кодирования информации
Кодированием мы будем называть процесс формирования сооб­
щений о событиях, составляющих управляемый техпроцесс. Процесс
кодирования состоит из двух этапов:
• представление информации в дискретной форме (аналогово­
цифровое преобразование);
• представление дискретных сигналов в наиболее подходящем для
решения задач управления техпроцессом виде (преобразование ко­
дов).
Конкретный способ представления информации как системы со­
ответствия между элементами сообщений и сигналами, их отобра­
жающими, называется кодом. Информация всегда представлена в
каком-либо коде.
Первоначальный код, в котором информация поступает в управ­
ляющее устройство, определяется свойствами источника информа­
ции. Последний может быть либо датчиком какого-либо технологи­
ческого параметра, либо некоторым ЗУ. В ЗУ информация уже пред­
ставлена в дискретной форме, а сигналы датчика преобразуются в
дискретную форму первичным преобразователем, свойства которо­
го могут быть не согласованы с требованиями, предъявляемыми к
информации, поступающей в управляющее устройство. Необходи-
89
мое согласование производится соответствующим преобразователем
кода, установленным на выходе первичного преобразователя.
По характеру взаимодействия с первичным преобразователем сиг­
налы датчиков подразделяются на дискретные и непрерывные (ана­
логовые). Если первичный преобразователь выделяет в сигнале дат­
чика только два уровня, то такой сигнал считается дискретным. Ха­
рактерными дискретными сигналами являются сигналы о включении
или выключении технологического оборудования. Если первичный
преобразователь выделяет в сигнале датчика много (три и более)
уровней, то такой сигнал считается непрерывным. Характерными не­
прерывными сигналами являются сигналы, регистрируемые стрелоч­
ными или самопишущими измерительными приборами.
Если сигнал датчика классифицируется в качестве дискретного,
то первичный преобразователь должен произвести лишь необходи­
мое усиление сигнала и его гальваническую развязку с управляющим
устройством. Если же сигнал датчика воспринимается в качестве не­
прерывного (аналогового), то первичный преобразователь осущест­
вляет преобразование аналогового сигнала в цифровой, т. е. отобра­
жает его в виде некоторого числа. Такой преобразователь называют
аналого-цифровым преобразователем (АЦП). Он должен, помимо
всего прочего, обеспечить различение необходимого количества уров­
ней сигнала, т. е. должен иметь достаточную разрешающую способ­
ность, соответствующую величине энтропии данного элемента тех­
нологического объекта.
Так, при использовании стрелочных измерительных приборов
разрешающая способность обеспечивается выбором подходящей
цены деления шкалы, а при использовании импульсных датчиков
перемещения разрешающая способность обеспечивается выбором
соответствующей величины перемещения контролируемого механиз­
ма между двумя соседними импульсами (цены импульса). Разрешаю­
щую способность называют также шагом квантования по уровню
(рис. 4.1, а).
При квантовании по уровню непрерывный сигнал x(t) заменяет­
ся ступенчатой функцией у(х). Значение последней изменяется толь-
Рис. 4.1. Квантование сигнала по уровню (а) и по времени (б)
90
ко после изменения значения х на величину, не меньшую Ах, кото­
рая является шагом квантования и определяет разрешающую спо­
собность. При заданной допустимой относительной погрешности 5
величина шага квантования Ах определяется из соотношения
Ax<5(xmax-xmjn),
(4 6)
где хтах и xmin — максимальное и минимальное значения сигнала в
заданном диапазоне его изменения.
Точность измерений зависит не только от разрешающей способ­
ности первичного преобразователя, но и от его быстродействия, ко­
торое у АЦП определяется частотой отсчета измеряемой величины,
т.е. шагом квантования по времени Nt (рис. 4.1, б). Если принять
шаг Л/ равным (, - Г,., (см. рис. 4.1, а), то в промежутке время между
tj.\ и tj измеренное значение х будет равно Ах, а в момент времени
t = tj оно скачком увеличится до величины х = х7. Видно, что боль­
шой шаг квантования по времени привел к значительному увеличе­
нию погрешности. При уменьшении шага квантования по времени
точность измерения увеличивается. Чтобы точность измерений соот­
ветствовала шагу квантования по уровню Ах, величина шага кванто­
вания по времени АГ должна быть выбрана исходя из неравенства
d,x
Nt —
<Ах.
(4.7)
max
Соотношения (4.6) и (4.7) определяют требования к разрешаю­
щей способности и к быстродействию применяемых АЦП.
Отсчет и запоминание измеренной величины х обычно произво­
дятся либо в десятичной, либо в двоичной системе исчисления. Тип
используемой системы исчисления зависит от примененной систе­
мы кодирования. Каждая система кодирования базируется на сово­
купности четко определенных, специфических сигналов одной фи­
зической природы, называемых символами. Полная совокупность
символов, на которой базируется система кодирования, составляет
ее алфавит. Конечная совокупность символов, входящих в приня­
тую систему кодирования, называется кодовой комбинацией, словом
или числом в зависимости от характера формируемого сообщения.
Совокупности слов, правил их формирования и сочетания образуют
разнообразные языки кодирования. В системах кодирования АСУТП
широко применяются такие совокупности символов, как латинский
и русский алфавиты, арабские цифры, знаки препинания, знаки ма­
тематических операций и другие математические символы.
Для представления чисел обычно используются арифметические
коды, в которых любое действительное число может быть представ­
лено в виде
91
Q=XajnJ,
(4.8)
J=m
где n > 1 — целое число, основание системы исчисления; т и / —
произвольные числа, причем т > /; ау — целое число, причем
О < aj < п -1.
Произведение
называют разрядом закодированного числа,
причем п* называют весом разряда, — цифрой или цифровым зна­
чением разряда, a j — номером разряда. Если т = I, то закодирован­
ное число одноразрядное, состоит из одного разряда, а если все ау
равны нулю, то Q = 0. Все разряды, у которых j < 0, входят в дроб­
ную часть закодированного числа, а остальные разряды составляют
его целую часть. При записи чисел обычно опускают веса разрядов,
а также нули перед первой значащей цифрой целой части числа и
после последней значащей цифры дробной части числа, причем дроб­
ную часть числа отделяют от целой части запятой или точкой. После
этого запись числа принимает более компактный вид:
Q = amam_i...aia0,a_l...al.
(4.9)
В качестве примера рассмотрим запись десятичного числа (и =
= 10), у которого / = -5, т = -4, <з_5 = 9,
= 3. По формуле (4.8) по­
лучим
2 = 3-10^+9-10-5,
что в обычной записи составит Q = 0,00039.
В управляющих устройствах систем автоматизации наиболее рас­
пространена двоичная система исчисления и соответственно для за­
писи числовой информации применяется двоичный арифметиче­
ский код (и = 2). При записи числа в двоичном арифметическом коде
используют только две цифры: 0 и 1, так что закодированное число
приобретает вид набора нулей и единиц, в котором дробная часть
числа отделяется от целой части запятой. В качестве примера рас­
смотрим запись двоичного числа, у которого т = 2, I = -2,
а2 = 1, <7] = ай = а_{ = 0, а_2 = 1. По формуле (4.8) получим:
2 = 1-22 +0-21 +0-2° +0-2-’ +1-2-2 =4-.
4
Опустив обозначения весов разрядов, получим в соответствии с
формулой (4.9) запись данного числа в традиционном виде: Q =
= 100,01.
Перевод целой части числа из десятичной в двоичную форму за­
писи удобно производить методом деления. По этому методу ис­
ходное десятичное число последовательно делится на 2. Остатки от
92
деления образуют двоичное число, причем старший разряд соответ­
ствует последнему остатку, а младший — первому. В качестве при­
мера рассмотрим преобразование десятичного числа 25 в соответ­
ствующее двоичное число:
25/2 = 12 (остаток 1) — младший разряд
12/2 = 6 (остаток 0)
6/2 = 3 (остаток 0)
3/2 = 1 (остаток 1)
1/2 = 0 (остаток 1) — старший разряд
Полученное двоичное число Q = 11001 = 1 • 24 +1-23 + 0-22 +
+ 0-21 +1-2°.
Аналогично в двоичную форму переводится методом умножения
дробная часть десятичного числа. В случае необходимости различе­
ния двоичных и десятичных (Decimal) чисел в конце двоичного чис­
ла ставят букву В (Binary).
Широкое применение при проектировании микропроцессорных
управляющих устройств нашел шестнадцатеричный (Hexadecimal)
арифметический код (и = 16, HEXCODE). Для записи числовой ин­
формации в этом коде необходимо иметь 16 цифр. Для обозначения
первых 10 из них используются арабские цифры, а остальные 6 цифр
имеют следующие обозначения: 10—А, 11 — 5, 12 —С, 13 — D, 14 — Е
и 15 — F. Запись чисел в 16-ричном коде производится, как и в си­
стемах исчисления с другими основаниями, в соответствии с фор­
мулами (4.8) и (4.9). В качестве примера рассмотрим 16-ричное чис­
ло, у которого т = 2, I = 0, а2 = 4, а{ = Е и а0 - А. По формуле (4.8)
получим:
Q = 4-162+ 14-161 +10-16° = 1 024 + 224 + 10 = 1 258.
Запись в 16-ричной форме дает, согласно формуле (4.9), Q =
= 4ЕА.
От 16-ричного кода нетрудно перейти к двоичному коду. Для это­
го каждую цифру 16-ричного числа заменяют кодовой комбинацией
из 4 двоичных символов, записанной в двоичном арифметическом
коде и численно равной заменяемой цифре. Из цифр 16-ричного кода
предыдущего примера получим: 4 = 0100, Е = 14 = 1110, А = 10 = 1010.
Число Q в целом, записанное в двоичном коде, с учетом отбрасыва­
ния нуля, стоящего перед первой значащей цифрой, будет выглядеть
так:
Q = 10011101010.
Для перехода от двоичной формы записи числа к 16-ричной до­
статочно разбить двоичное число на группы по 4 символа в каждой,
начиная с младшего разряда двоичного числа, с последующей заме­
ной каждых четырех двоичных символов на один 16-ричный, и до-
93
полняя при необходимости нулями группу старших разрядов. Так,
разбивка предыдущего числа, с последующей заменой четырехсим­
вольных групп 16-ричными цифрами, дает: Q = 0100 1110 1010 = 4ЕА.
Простота перехода от двоичной к 16-ричной форме записи чисел
и обратно обусловила применение 16-ричного кода для компактной
записи двоичных кодовых комбинаций, применяемых в микропро­
цессорных системах управления.
4.3. Двоичные коды систем автоматизации
Любая информация, поступающая в УВМ, должна быть преоб­
разована и представлена в двоичном формате, т. е. в виде того или
иного двоичного кода, поскольку обработка информации процессо­
ром УВМ производится только в двоичных кодах. Это объясняется
экономичностью построения управляющих устройств на элементах,
имеющих при нормальной эксплуатации только два различных со­
стояния (да—нет, открыто—закрыто, включено—выключено, намаг­
ничено — не намагничено, высокий потенциал — низкий потенциал
и т.п.). В обобщенном виде одно из указанных состояний обознача­
ется символом 0, а другое — символом 1.
Двоичным кодом называется любая система кодирования, в ко­
торой используются только два символа: 0 и 1.
В предыдущем подразделе уже был рассмотрен двоичный ариф­
метический код, применяющийся для хранения чисел и в вычисле­
ниях. Его называют также прямым кодом. При использовании пря­
мого кода знак числа кодируется с помощью специального знаково­
го разряда, принимающего значение 0 для положительных и 1 для
отрицательных чисел. Применение прямого кода неудобно тем, что
при сложении двух чисел, имеющих разные знаки, операция сложе­
ния должна быть заменена операцией вычитания меньшей величины
из большей с присвоением результату знака большей величины.
Более удобен в вычислительных операциях двоичный дополни­
тельный код, который, также являясь арифметическим, позволяет
заменить вычитание на обычное сложение. При формировании до­
полнительного кода исходят из понятия дополнения. Дополнением
целого числа Q называют разность
М = 2т-Q,
(4.10)
где т — максимальное количество разрядов двоичного числа в дан­
ном вычислительном устройстве, включая знаковый разряд.
При записи числа Q в дополнительном коде согласно формуле
(4.10) значение кодовой комбинации М, отображающий величину Q,
если ее интерпретировать как арифметический код без знака, может
изменяться от 0 до 2m - 1. При этом значения М от 0 до 2'"-1 - 1 рас­
сматривают как положительные числа (в знаковом разряде нахо-
94
дится 0), а значения от 2т_| до 2"' - 1 — как отрицательные числа,
модуль которых составляет от 0 до 2'”-1 - 1 (в знаковом разряде на­
ходится единица). Правомерность данной интерпретации доказыва­
ется тем, что сумма значения Q и его дополнения М, как следует из
соотношения (4.10), всегда равна 2т, т.е. единице старшего разряда.
Последний не отображается, так как находится за пределами приня­
той разрядной сетки, а во всех т разрядах нашего кода при сумми­
ровании Q и М будут записаны нули. Следовательно, число Q и его
дополнение М отображают числа, равные по модулю и противопо­
ложные по знаку.
Представив соотношение (4.10) в виде
М = ((2'”-1)-(2) + 1,
(4.Ц)
получим простую процедуру формирования дополнения числа Q.
Предварительно заметим, что (2m -l)-Q — это инверсия (обратный
код) числа Q, которую получают заменой единиц нулями, а нулей
единицами. Следовательно, для получения дополнения необходимо
исходное число инвертировать и прибавить к полученной инверсии
единицу. Следствия:
• если число Q представлено в дополнительном коде, то его до­
полнение тоже оказывается представленным в дополнительном
коде;
• положительные числа записываются в прямом и в дополнитель­
ном кодах одинаково;
• для изменения знака числа, записанного в дополнительном коде,
необходимо это число инвертировать, а затем прибавить к получен­
ной инверсии единицу;
• для перевода отрицательного числа, записанного в прямом коде,
в дополнительный код и обратно, необходимо инвертировать лишь
значащую часть числа и прибавить к полученному результату еди­
ницу.
Сложение отрицательных чисел в дополнительном коде произво­
дится по тем же правилам, что и сложение положительных чисел.
Вычитание производится путем сложения уменьшаемого и дополни­
тельного кода вычитаемого.
Пример 4.1. Сложить числа -(214 + 1) и 17 при т = 16, а затем из полу­
ченного результата вычесть 17.
Решение.
1) Запишем -(2м + 1) и 17 в прямом коде при т = 16:
-(2|4 + 1)= 1100 0000 0000 0001;
17 = 0000 0000 0001 0001.
2) Перевод заданных чисел в дополнительный код:
95
~(2|4+ 1)= ЮН 1111 1111 1110+ 1 = 1011 1111 1111 1111.
Дополнительный код положительного числа 17 совпадает с его прямым
кодом.
3) Сложение -(214 + 1) и 17:
1011 1111 1111 1111
+
0000 0000 0001 0001
1100 0000 0001 0000.
4) Перевод результата в прямой код:
1011 1111 1110 1111 + 1 = 1011 1111 1111 0000.
5) Изменение знака числа 17:
-17= 1111 1111 1110 1110+ 1 = 1111 1111 1110 1111.
6) Заданное вычитание числа 17:
1100 0000 0001 0000
+
1111 1111 1110 1111
1 1011 1111 1111 1111.
Поскольку переполнения нет, то перенос из старшего разряда не учиты­
вается. В остальном результат точно совпадает с дополнительным кодом
числа -(214 + 1).
Наряду с арифметическими кодами для отображения чисел в си­
стемах автоматизации применяются и неарифметические двоичные
коды. В частности, в устройствах индикации и связи с оператором
применяются двоично-десятичные коды, предназначенные для ото­
бражения арабских цифр. Обычно для отображения цифр использу­
ются кодовые комбинации, состоящие из четырех двоичных симво­
лов. Наибольшее применение нашел двоично-десятичный код 8 — 4—
2 — 1, в котором каждая десятичная цифра записывается в арифме­
тическом двоичном коде таким образом, что численное значение
записанной четырехсимвольной комбинации равно отображаемой
цифре, а именно:
0 = 0000, 1 = 0001, 2 = 0010, 3 = ООП, 4 = 0100, 5 = 0101, 6 = ОНО,
7 = 0111, 8 = 1000, 9 = 1001.
Запись чисел в двоично-десятичном коде производится в десятич­
ной системе исчисления, но вместо обычных цифр используются
вышеприведенные комбинации нулей и единиц.
96
Из других неарифметических двоичных кодов, применяющихся
для записи чисел, наиболее интересны циклические коды Грея, на­
шедшие применение в кодовых датчиках положения.
Кодами Грея называются двоичные коды, у которых соседние ко­
довые комбинации отличаются лишь одним кодовым символом. Со­
седними кодовыми комбинациями мы здесь называем кодовые ком­
бинации, предназначенные для отображения чисел, которые, будучи
записанными в каком-либо арифметическом коде, отличаются друг
от друга на единицу младшего разряда, принятую в данной системе
кодирования. Чтобы код Грея был циклическим, кодовая комбина­
ция, отображающая максимальное число данного кода, выполняется
соседней с кодовой комбинацией, отображающей минимальное чис­
ло. Понятие соседней кодовой комбинации становится совершенно
ясным, если мы представим круговой датчик положения, позиции
которого последовательно отображены в каком-либо коде Грея. Тог­
да соседние кодовые комбинации будут отображать соседние пози­
ции датчика положения, причем последняя позиция окажется сосед­
ней с первой. Количество двоичных символов т, отображающих код
Грея, определяется количеством положений Q проектируемого дат­
чика положения из соотношения
Q<2m.
Очевидно, что если, например, Q = 1000, то т > 10.
В табл. 4.1 приведен пример четырехсимвольного кода Грея, спо­
собного отобразить не более 16 позиций кодового датчика, и одно­
временно приведен четырехразрядный арифметический двоичный
код, отображающий те же позиции. Видно, что в коде Грея при пере­
ходе от позиции к позиции изменяется только один символ, а в ариф­
метическом коде в некоторых позициях изменяются сразу несколько
символов, причем при переходе от позиции 7 к позиции 8 и от по­
следней позиции к первой изменяются все символы сразу. НеточноТаблица 4.1
Позиция
датчика
1
0
2
3
4
7
6
5
9
8
10
11
12
13
14
15
Код
Грея
0
0
0
1
0
1
0
1
0
1
0
0
1
1
0
0
1
1
0
1
1
0
0
1
1
0
0
0
1
0
1
0
1
0
1
1
1
1
1
1
1
1
1
0
0
1
1
0
0
1
1
1
0
0
1
1
0
0
1
1
0
0
0
0
Арифметический
код
0
0
0
0
0
0
0
1
0
0
1
0
0
0
1
1
0
1
0
0
0
1
0
1
0
1
1
0
0
1
1
1
1
0
0
0
1
0
0
1
1
0
1
0
1
0
1
1
1
1
0
0
1
1
0
1
1
1
1
0
1
1
1
1
97
сти в нанесении кодовой маски и установке считывающих элементов
приводят, при использовании арифметического кода, к появлению
ложных сигналов на границах между соседними позициями, если при
переходе от позиции к позиции меняются сразу несколько симво­
лов.
Так, если при переходе от позиции 7 к позиции 8 первым прои­
зойдет переход от нуля семерки к единице восьмерки, возникнет
кратковременный сигнал о нахождении датчика в позиции 15. При
применении кода Грея появление ложных сигналов такого рода не­
возможно. Использование кодов Грея повышает надежность аналогоцифрового преобразования в датчиках положения.
Важнейшую роль в организации взаимодействия между человекомоператором и УВМ играют двоичные коды обмена информацией (см.
приложение 1). Из них наиболее распространенным является код
ASCII (American Standard Code for Information Interchange, см. при­
ложение 1, П.1.1), играющий роль международного стандарта. Это
семибитовый код, т. е. код, в котором каждая кодовая комбинация
состоит из семи двоичных символов, что позволяет получить всего
128 (27) различных кодовых комбинаций. С помощью кода ASCII
(произносится аски) кодируются 26 букв (заглавных и строчных) со­
временного латинского (английского) алфавита, 10 арабских цифр,
знаки математических операций, знаки препинания, различные спе­
циальные символы (например, %) и управляющие символы.
Заметим, что десятичные цифры в коде ASCII закодированы по
принципу двоично-десятичного кодирования, так как четыре млад­
ших бита (Z>0 - b3) кодов десятичных цифр соответствуют двоично­
десятичному коду 8 — 4 — 2 — 1.
Обработка кодовых комбинаций ASCII производится байтами.
Благодаря этому в составе каждой кодовой комбинации ASCII по­
является дополнительный бит, который может быть использован либо
для расширения кода («расширенный ASCII»), либо для контроля
правильности кодовых комбинаций. В байте кода ASCII дополни­
тельный бит занимает место старшего бита. При расширении кода
ASCII его основная часть, т.е. символы (см. приложение 1, П.1.1),
кодируются нулевым значением старшего бита (Ь7 = 0), а дополни­
тельные символы, полученные при расширении ASCII, кодируются
единичным значением старшего бита. Именно таким путем сформи­
рованы символы отечественного кода обмена информацией КОИ-8
(см. приложение 1, П.1.2), применение которого нормировано по
ГОСТ Р34.303 —92, построенным в соответствии с международным
стандартом ISO4873 —86. В коде КОИ-8 представлены, кроме сим­
волов базового ASCII, буквы русского алфавита и дополнительные
управляющие символы.
Символы кодов обмена информацией составляют основу алфави­
тов всех современных систем кодирования. По этой причине боль­
шинство символов кода ASCII отображено на клавишах стандартной
98
клавиатуры любого компьютера. Типичным примером применения
символов ASCII являются символы кода ISO-7 (см. приложение 3),
предназначенного для программного управления оборудованием.
В этом коде, которому соответствует отечественный стандарт ГОСТ
20999 — 83, используются исключительно символы ASCII. Код ISO-7
является 8-битовым, причем свободный старший бит в каждом бай­
те кода ISO-7 используется для контроля кода по четности.
Заметим, что код ISO-7 не может считаться двоичным кодом, так
как его слова состоят не из двоичных символов (не из наборов нулей
и единиц), а из символов ASCII. Аналогично строятся языки ассем­
блеров, которые позволяют при программировании в машинных ко­
дах пользоваться алфавитно-цифровыми мнемоническими обозна­
чениями кодов операций и команд процессоров УВМ, присваивать
символические имена их рабочим регистрам и формировать удобные
схемы адресации. Тем более не отображаются непосредственно в
двоичных кодах алгоритмические языки высокого уровня.
4.4. Промышленные информационные сети
Передача информации по каналам связи решает следующие за­
дачи (см. рис. 1.2):
• обмен информацией между пультом управления и процессор­
ным блоком УВМ;
• обмен информацией между УВМ и технологическим объектом
управления (ТО);
•
обмен информацией между локальной и центральной УВМ.
Обмен информации между ПУ и ПБ включает в себя организа­
цию связи между человеком-оператором и АСУТП с помощью кла­
виатуры, дисплея, принтера и различных средств индикации. Кроме
того обычно реализуется связь с ВЗУ, выполненными на магнитных
дисках и микрокартах памяти (флеш-память). Связь с технологиче­
ским объектом обеспечивается, прежде всего, через модули выдачи
и приема дискретных сигналов, а также с помощью специализиро­
ванных модулей. В частности, выдача и прием непрерывных сигна­
лов обеспечивается с помощью модулей цифроаналоговых (ЦАП) и
аналого-цифровых (АЦП) преобразователей.
Обмен информацией в УВМ осуществляется при помощи двоич­
ных кодовых комбинаций фиксированной величины, называемых
словами. Величина слов, обрабатываемых ЛУВМ, обычно равна
2 — 4 байт. Передача дискретной информации между различными
уровнями управления АСУТП производится словами или объедине­
ниями слов, называемыми кадрами. Различают два основных спо­
соба передачи информации:
• параллельная передача слова информации внутри УВМ (все
биты слова передаются одновременно, параллельно);
99
• последовательная передача слова или кадра информации между
УВМ и внешним устройством, между ЛУВМ и ЦУВМ, когда биты
информации передаются один за другим в заданной последователь­
ности.
Совокупность правил обмена информацией между двумя сосед­
ними уровнями управления, а также совокупность проводов и иных
технических средств, обеспечивающих такой обмен информацией,
называется интерфейсом. В настоящее время в АСУТП применяют
почти исключительно стандартные интерфейсы, т. е. интерфейсы,
которые обеспечивают заданный международным или иным стан­
дартом порядок обмена информацией независимо от технической
базы, на которой реализованы конкретные модификации того или
иного интерфейса. При параллельной передаче слов информации
используется параллельный интерфейс. В нем число проводов, по
которым передается информация, должно быть не меньше числа би­
тов передаваемого слова. Так, для параллельной передачи слова в два
байта необходимо иметь шину связи, с учетом общего провода, из
не менее чем 17 проводов. В то же время для последовательной пере­
дачи информации посредством последовательного интерфейса до­
статочно иметь только два связных провода независимо от величины
передаваемых слов. Многопроводную шину трудно уберечь от помех,
ее стоимость много выше стоимости двухпроводной связи. Поэтому
параллельную передачу информации применяют при расстоянии
между объектами связи, не превышающем 1 — 2 м, преимуществен­
но внутри УВМ.
Обмен информацией как с помощью параллельного интерфейса,
так и с помощью последовательного может быть двух видов: синхрон­
ный и асинхронный. При синхронном обмене информацией время
и темп выдачи слов управления и записи сигналов обратной связи
определяется исключительно тактовыми импульсами УВМ. При асин­
хронном обмене информацией время и темп выдачи и приема ин­
формации определяется также и сообщениями, поступающими от
технологического объекта, оператора или от ЦУВМ. Обмен инфор­
мацией внутри УВМ строится по синхронному принципу, но для
связи с внешними устройствами (ВУ) широко применяется асин­
хронный обмен.
Пропускная способность канала связи определяется соотноше­
нием
С = S/T,
(4.12)
где S — величина слова (кадра) информации, бит; Т — время цикла
передачи, с.
Передача слова информации сопровождается управляющими сиг­
налами, один из которых инициирует начало передачи слова, а вто­
рой информирует о конце передачи (приема) слова. Для управления
передачей слова информации в параллельном интерфейсе должно
100
быть не менее двух дополнительных связных проводов, а в последо­
вательном интерфейсе должна быть предусмотрена передача не менее
двух (стартового и стопового) дополнительных битов информации.
Отдельные производственные модули (ПМ) автоматизируемого
объекта обычно разбросаны на достаточно большой производствен­
ной территории. Каждый из них, имея собственную систему управ­
ления, объединяется для согласованной работы с другими ПМ по­
средством ЦУВМ. Большие расстояния отдельных узлов автомати­
зируемых объектов друг от друга делают целесообразным применение
исключительно последовательных интерфейсов как для связи между
ЦУВМ и ЛУВМ, так и для обмена информацией между ЛУВМ про­
изводственных модулей и исполнительными устройствами. АСУТП,
объединенная устройствами последовательной связи, принимает вид
распределенной системы управления. Совокупность программ,
устройств и проводов, которые обеспечивают обмен информацией в
АСУТП, называют промышленной информационной сетью. Способ
соединения отдельных устройств в такой сети составляет ее тополо­
гию. Управляющие устройства, входящие в состав сети, называются
ее узлами, а совокупности проводов, соединяющих узлы, называют
разделяемым (между составляющими узлами) физическим каналом
или разделяемой средой передачи данных (shared media). Наиболее
распространенными сетевыми топологиями являются звезда, кольцо
и шина.
О соединении в звезду (star) говорят в тех случаях, когда порядок
обмена информацией определяется одним управляющим устрой­
ством, которое в таком случае называется центральным узлом или
master (ведущий). Остальные устройства (узлы), участвующие в об­
мене информацией, называются slave (ведомый). Такой порядок ха­
рактерен для обмена информацией между ПЛК и исполнительными
устройствами, где отказ центрального узла ПЛК не скажется на функ­
ционировании АСУТП в целом.
Кольцевой структурой, или кольцом (ring), называют такой по­
рядок обмена информацией, когда роль ведущего узла (master) игра­
ют по очереди все управляющие устройства, участвующие в обмене
информацией. При этом каждое устройство получает возможность
инициировать необходимый ему обмен информацией только в мо­
мент получения специального сообщения, называемого маркером
(token), и на ограниченное время. Одна из стандартных сетевых тех­
нологий, реализующих при обмене информацией принцип передачи
маркера по кольцу, так и называется: Token Ring («маркерное коль­
цо»).
Шинная топология соответствует объединению всех участвующих
в обмене информацией устройств посредством общей линии связи,
называемой шиной (bus) или магистралью. В условиях распреде­
ленной системы управления, каковой является АСУТП, общая шина
является малопроводной, предназначенной для одновременного об-
101
мена информацией лишь между какими-либо двумя устройствами,
причем в последовательном коде.
Физическое соединение через общую шину может соответство­
вать логическому соединению в звезду в том случае, когда один из
участников обмена по общей шине является ведущим (master), т. е.
определяющим порядок доступа к ней, порядок «захвата» шины.
С другой стороны, если доступ к шине определяется передачей мар­
кера устройству, которое путем предварительного распределения
шинных ресурсов признано «достойным» играть роль ведущего в те­
кущем цикле обмена информацией, то имеет место логическое со­
единение участников обмена информацией в кольцо.
Из других способов распределения шинных ресурсов наиболее
распространенным стандартным способом является метод коллек­
тивного доступа с наблюдением за несущей и обнаружением кол­
лизий, имеющий обозначение CSMA/CD (Carrier Sense Multiple
Access with Collision Detection). Этим методом организует доступ к
шинным ресурсам весьма распространенная в системах автоматиза­
ции сетевая технология Ethernet. Согласно этому методу любое
устройство из подключенных к общей шине может начать передачу
данных, если в течение условленного промежутка времени передачу
данных не начало никакое другое устройство. О том, что шина сво­
бодна, свидетельствует отсутствие на ней напряжения несущей ча­
стоты. При появлении несущей частоты остальные устройства, под­
ключенные к общей шине, могут только участвовать в приеме на­
чавшейся передачи. Пока устройство, начавшее передачу, не закон­
чит ее, остальные устройства, подключенные к общей шине, не мо­
гут войти в режим передачи. Время передачи не может превышать
заданного предела, чтобы не было чрезмерной задержки передачи
данных для всех устройств, претендующих на режим передачи.
Если случайным образом окажется, что одновременно начали пе­
редачу сразу два устройства, то такой режим является ненормальным
и называется коллизией. Коллизия обнаруживается по повышенно­
му напряжению несущей. В случае коллизии все устройства, начав­
шие передачу, прекращают ее на некоторое время. Величина выдерж­
ки времени после коллизии выбирается для каждого устройства раз­
личной, с помощью генератора случайных величин. Благодаря этому
по окончании выдержки времени коллизия между устройствами, ра­
нее бывшими в состоянии коллизии, вновь не возникает.
Метод CSMA/CD не гарантирует доступа к общей шине при боль­
шой загруженности информационной сети из-за большого количе­
ства коллизий, но он предоставляет возможность быстрого доступа
при малой загруженности сети. Метод с передачей маркера, напро­
тив, гарантирует каждому узлу доступ к общей шине, но лишь при
наступлении очереди на передачу информации после обхода кольца.
Поэтому сетевые технологии с применением метода CSMA/CD бо­
лее эффективны при малой загрузке сети (менее 30 %), а при боль-
102
шой загрузке целесообразно использовать системы с передачей мар­
кера.
Топология обмена информацией в АСУТП имеет стандартизиро­
ванную трехуровневую структуру, построенную в соответствии со
стандартной семиуровневой моделью OSI {Open Systems Intercon­
nection) взаимодействия открытых систем, предложенной Междуна­
родной организацией по стандартизации (ISO). Информационные
сети АСУТП поддерживают 1-й, 2-й и 7-й уровни модели OSI, т.е.
физический, канальный и прикладной уровни.
На физическом уровне {Physical Layer) информация передается
побитно. Биты информации передаются последовательно, один за
другим по конкретным физическим каналам связи (коаксиальный
кабель, витая пара, оптоволоконный кабель и др.). При этом опреде­
ляются характеристики сигналов, тип кодирования битовых после­
довательностей, параметры сред передачи данных, стандартизируют­
ся разъемы и назначение контактов.
На канальном уровне {Data Link Layer) биты группируются в на­
боры, называемые пакетами {frames). Канальный уровень обеспе­
чивает корректную передачу пакета путем добавления специальных
битов, обеспечивающих опознавание пакета и контроль правильно­
сти его передачи. Обмен информацией на канальном уровне зависит
от принятой сетевой технологии: Modbus, Profibus, Ethernet, Token
Ring, FDDI (оптоволоконная технология) и др.
На прикладном уровне {Application Layer) обеспечивается связь
прикладной программы управления техпроцессом с управляемыми
исполнительными устройствами через нижележащие уровни обмена
информацией.
Описание взаимодействия одноименных уровней обмена инфор­
мацией, находящихся в разных узлах, принято называть протоколом.
Интерфейсом же, при построении системы обмена информацией в
соответствии с моделью OSI, называют стандарт взаимодействия
между соседними уровнями обработки информации в одном узле.
Соответственно стандарт обмена информацией между канальным и
физическим уровнями OSI называют физическим интерфейсом.
4.5. Последовательные интерфейсы
по стандартам RS232C и RS485
В качестве примера рассмотрим применение весьма распростра­
ненных в контроллерном программном управлении и в УЧ ПУ фи­
зических последовательных интерфейсов по стандартам RS232C и
RS485 (RS — Recommended Standard). Эти стандарты были разра­
ботаны американской ассоциацией EIA {Electronics Industries
Alliance). Основное назначение интерфейса RS232C — обеспечение
связи УВМ с управляемым объектом по методу PtP {Point-to-Point —
103
точка—точка). Поскольку RS232C является радиальным интерфейсом
типа PtP, то понятие адреса в нем отсутствует. Об основных функ­
циях системы передачи по стандарту RS232C дает представление
описание сигналов данного интерфейса, приведенное в табл. 4.2.
Согласно табл. 4.2 информация передается через интерфейс
RS232C в оконечное устройство в виде импульсов напряжения меж­
ду проводами TD и SG, а в обратном направлении — по проводу RD
относительно того же SG. Таким образом, обеспечивается возмож­
ность реализации дуплексного режима связи, т. е. одновременной
передачи информации в обоих направлениях.
Уровень логического нуля передающего устройства TD стандар­
тизируется в пределах от + 5 до + 12 В, а уровень логической едини­
цы — от -12 до -5 В. Соответственно уровни потенциала приемного
сигнала RD должны находиться в пределах ±(3 — 12)В. Повышенные
уровни напряжений сигналов RS232C (а также RS485) способствуют
повышенной помехозащищенности цеховых систем автоматизации,
использующих эти интерфейсы.
Обмен информацией в интерфейсе RS232C начинается с установ­
ления сигнала DTR = 1, означающем готовность контроллера интер­
фейса к обмену данными. Если в ответ оконечное устройство также
объявит о готовности к обмену данными путем установки DSR = 1,
то передача данных в оконечное устройство будет осуществляться
при наличии сигналов RTS = 1 и CTS = 1 одновременно.
Процесс передачи информации проходит либо в асинхронном,
либо в синхронном режиме. В асинхронном режиме обмен инфор­
мацией производится побайтно. Для синхронизации передающего
узла интерфейса с приемной частью в поток информации вставляют
Таблица 4.2
Обозначение
Назначение
SG (Signal Ground)
Сигнальная земля
TD (Transmitted Data)
Данные, передаваемые в оконечное
устройство
RD (Received Data)
Данные, принимаемые от оконечного
устройства
DTR (Data Terminal Ready)
Готовность контроллера к обмену данными
DSR (Data Set Ready)
Готовность оконечного устройства к обме­
ну данными
RTS (Request To Send)
Запрос передачи данных
CTS (Clear To Send)
Готовность регистра оконечного устройства
104
стартовый бит перед передачей каждого байта информации, а в кон­
це каждого байта вставляют столовый бит. Стартовый бит соответ­
ствует уровню логического нуля, а столовый бит — уровню логиче­
ской единицы. В течение всего времени паузы, пока не начнется пе­
редача нового байта информации, на линии передачи поддержива­
ется состояние логической единицы. В синхронном режиме оформ­
ление кадра информации (побайтно или в иной форме) и его адре­
сация производятся на канальном уровне обмена информацией.
Максимальное быстродействие RS232C соответствует скорости
передачи 115,2 Кбит/с при длине линии связи до 15 м, поскольку его
линии связи несимметричны. Если необходимо вести обмен инфор­
мацией способом последовательной передачи данных по одной и той
же линии между несколькими устройствами (многоточечный режим),
то время использования этой линии для передачи данных должно
быть поделено между всеми устройствами, ведущими передачу. Для
сохранения той же средней скорости передачи за цикл обмена дан­
ными между всеми устройствами, что и при работе в одноточечном
режиме, скорость обмена данными при работе в многоточечном ре­
жиме должна быть повышена пропорционально количеству устройств,
подключенных к линии передачи. Это может быть достигнуто путем
перехода от однопроводной несимметричной линии к двухпроводной
симметричной линии связи.
Задача обеспечения многоточечного режима обмена данными и
повышение скорости передачи решается с помощью интерфейса
RS485, включаемого на выходе интерфейса RS232C через согласую­
щее устройство (адаптер). Типичная двухпроводная информационная
сеть, построенная на базе интерфейса RS485, приведена на рис. 4.2.
Основой каждого интерфейсного узла RS485 является пара элек­
тронных преобразовательных устройств: G и R. Одно из них (G) пре­
образует несимметричное входное напряжение в симметричное ли­
нейное напряжение между точками А и В на его выходе. Устройство
G является передатчиком сигналов TD, которые поступают на вход
G с выхода интерфейса RS232C. Единичному логическому сигналу
на выходе АВ соответствует отрицательное напряжение в точке А по
отношению к точке В (UAB), а нулевому сигналу — положительное
напряжение UAB. Таким образом, передача информации осуществля­
ется разнополярными импульсами напряжения одной и той же ам­
плитуды, что облегчает реализацию гальванической развязки. Устрой­
ство R является приемником, оно преобразует симметричный диф­
ференциальный сигнал UAB, поступающий с линии связи, в несим­
метричный выходной сигнал RD. В целом симметричная дифферен­
циальная система связи, на которой построена информационная сеть
рис. 4.2, реализуется с помощью трех проводов: связных проводов А
и В и общего провода SG (сигнальная земля).
Такая трехпроводная система связи позволяет создать помехо­
устойчивую скоростную магистраль со скоростью передачи до
105
Рис. 4.2. Типичная двухпроводная многоточечная информационная сеть на
базе интерфейса RS485
10 Мбит/с при длине линии связи до 15 м и не менее 90 Кбит/с при
длине линии связи до 1200 м. На такой линии связи может быть под­
ключено до 32 приемо-передающих узлов.
У обоих концов линии связи должны быть подключены согласу­
ющие резисторы величиной 120 Ом. Подключение таких резисторов
в промежуточных точках подсоединения адаптеров RS485 не требу­
ется.
Все передатчики информационной сети, приведенной на рис. 4.2,
передают информацию в одну и ту же информационную магистраль,
так что когда один передатчик передает данные, остальные должны
быть отключены. Чтобы это стало возможным, все передатчики G
(как и приемные устройства R) реализованы в виде схем с тремя воз­
можными состояниями выходов: логическая единица, логический
нуль и отключенное состояние. Каждое из устройств G включено
при сигнале запроса передачи RTS = 1, а работающее с ним в паре в
составе интерфейса RS485 приемное устройство R при этом отклю­
чено (см. рис. 4.2). При RTS = 0 передатчик G интерфейса RS485
оказывается отключенным, а приемник R соответственно включен­
ным. Поскольку в двухпроводной информационной системе, постро­
енной на интерфейсе RS485, включенным может быть только один
передатчик, все остальные узлы информационной сети будут рабо­
тать в режиме приема. Те из них, кому адресованы передаваемые
данные, будут их принимать через приемные устройства R. Послед-
106
ние преобразуют данные, пришедшие в виде симметричных импуль­
сов напряжения UAB, в несимметричные сигналы RD, которые через
адаптер попадают на интерфейс RS232C или в приемный регистр ис­
полнительного устройства, управляемого от УВМ. Любое исполни­
тельное устройство может передавать через передатчик G запрошен­
ные данные в УВМ.
Возможен вариант четырехпроводной сети, но она может работать
только в режиме ведущий {master) — ведомый {slave). При этом все
приемники ведомых узлов подсоединяются только к передатчику ве­
дущего узла, а все передатчики ведомых узлов подсоединены только
к приемнику ведущего узла. Такая схема повышает надежность ин­
формационной сети, построенной по принципу ведущий—ведомый,
но и удорожает ее.
Локальные сети АСУТП обычно построены по схеме ведущий —
ведомый и употребляют интерфейс RS485. В качестве примера рас­
смотрим двухпроводную информационную сеть, состоящую из веду­
щей УВМ и ведомых устройств. УВМ через адаптер RS232/RS485
связана с ведомыми оконечными устройствами, количество которых
превышает 32 (рис. 4.3).
В этом случае увеличение количества подключаемых оконечных
устройств типа УСО и интеллектуальных датчиков достигается за счет
использования повторителя. Повторитель (repeater) системы RS485
является двухпроводным двухсторонним устройством, которое пере­
дает данные, генерируемые в информационной сети, в обе стороны
с одновременным восстановлением исходной амплитуды импульсов
передаваемых данных. С его вторичной стороны может быть под­
ключено еще 32 оконечных устройства.
Локальная сеть, построенная на базе интерфейса RS485, анало­
гично приведенной на рис. 4.3, может быть присоединена к УВМ и
через интерфейс USB, но с адаптером USB/RS485. Интерфейс USB
отличается повышенными скоростями передачи (до 12 Мбит/с при
длине связного сегмента до 5 м), а также малогабаритными надеж­
ными разъемами.
Сегмент 1
Сегмент 2
Повторитель
RS232C
(USB)
Рис. 4.3. Информационная сеть RS485 по схеме ведущий—ведомый
107
4.6. Защита информации от искажений
Дополнительное усложнение устройств обмена информацией мо­
жет быть вызвано необходимостью защиты от помех. Основными
источниками помех являются дефекты системы синхронизации УВМ
с оконечными устройствами, электромагнитные поля, создаваемые
работающим электрооборудованием, в том числе самой УВМ, и фо­
новое радиоактивное излучение. Помехи вызывают искажение хра­
нимой и передаваемой информации: вместо единицы в отдельных
битах может оказаться записанным ноль и наоборот, что ведет к сбо­
ям в работе УВМ. Наиболее распространенным способом борьбы с
искажениями, возникающими при передаче информации, является
контроль четности. При контроле четности исходят из того, что
все правильно запрограммированные слова информации должны со­
держать четное число единиц. Так, при программировании устройств
ЧПУ в коде ISO-7, для достижения четности в старший бит записы­
вается 1, если исходная кодовая комбинация данного байта содержит
нечетное количество единиц. В противном случае в старший бит за­
писывается 0. Если затем при проверке на четность окажется, что
проверяемый байт содержит нечетное число единиц, то это будет
означать, что при записи или пересылке данного байта произошел
сбой. Нетрудно заметить, что двойной сбой в проверяемом слове ин­
формации не может быть обнаружен посредством контроля четно­
сти, но вероятность двойного сбоя много меньше вероятности еди­
ничного сбоя.
Если при передаче слова информации произошел сбой, то пере­
дача данного слова должна быть произведена повторно. Автомати­
ческая повторная передача имеет смысл, если есть уверенность, что
передаваемая информация не была искажена еще до передачи. Такое
искажение весьма вероятно при хранении информации (например,
управляющих программ) в электронных ЗУ. Полезно перед пересыл­
кой длительно хранимой информации по каналу связи проверить ее
правильность и исправить обнаруженные ошибки.
Защита информации от искажений производится путем исполь­
зования при ее кодировании кодов с обнаружением и исправлением
ошибок. Построение таких кодов базируется на том, что часть кодо­
вых комбинаций слова информации употребляется не для записи
информации, а для борьбы со случайно возникающими ошибками,
ведущими к сбоям в работе АСУТП. Возможности кода с обнаруже­
нием или исправлением ошибок определяются кодовым расстояни­
ем d, характерным для данного кода. Кодовое расстояние — это ми­
нимально возможное число несовпадающих разрядов в рассматри­
ваемом блоке (наборе) слов информации. Если оно равно единице,
то обнаружение ошибок в записи информации невозможно. О воз­
можности обнаружения и исправления ошибок можно судить по сле­
дующему соотношению:
108
d = г + s + 1,
(4.13)
где г — число обнаруживаемых ошибок; s — число исправляемых
ошибок из общего числа г обнаруженных ошибок, т. е. обязательно
соблюдается соотношение r> s.
Нетрудно подсчитать, что при кодировании с обеспечением кон­
троля четности в коде ISO-7 имеет место d =2. Таким образом, кон­
троль данного типа обеспечивает обнаружение одиночной ошибки,
но не исправление ее. В качестве примера кода, обеспечивающего
также и исправление одиночных ошибок, рассмотрим один из (п - 1, /0-кодов Хемминга (Л. W. Hamming), пригодный для исправле­
ния ошибок, возникающих при хранении и пересылке программ
ЧПУ, записанных в коде ISO-7.
Предположим, что в рассматриваемом устройстве ЧПУ информа­
ция обрабатывается словами п = 16 бит (2 байт). Для кодирования в
коде Хемминга все биты слова нумеруются слева направо (рис. 4.4),
причем биты, номера которых равны степени числа 2 (в данном слу­
чае биты 1, 2, 4 и 8) играют роль битов четности, а все оставшиеся
биты, кроме нулевого, используются как информационные.
Таким образом, данный код Хемминга состоит из 15 бит и кон­
тролирует блок информации величиной в 11 бит, т.е. является кодом
Хемминга (15, 11). Каждый из битов четности контролирует в данном
коде Хемминга свою особую группу из 8 бит, включая самого себя.
Их номера указаны в табл. 4.3.
Значение бита четности устанавливается таким, чтобы сумма еди­
ниц, входящих в его группу, была четной. Это можно проследить по
рис. 4.4. Так, в группу бита четности 8 входят три единичных бита:
10, 11 и 12, что обусловило единичное значение самого бита 8.
Запись байта 10111 000 кода ISO-7, отображающего цифру 8, в сло­
во кода Хемминга производится обычным порядком: номера разря­
дов возрастают справа налево, символы кода 1SO-7 соответствуют
коду ASCII (см. табл. П.1.1), старший бит кода ISO-7 занимает место
бита 7. Значения информационных битов с хемминговыми номерами
меньше 7 при записи кода ISO-7 могут быть выбраны произвольно и
для определенности сделаны равными нулю. В составе слова кода
Хемминга бит четности кода ISO-7 не играет роли бита четности, яв­
ляется обычным информационным битом. При записи программы
ЧПУ в электронную память ЛУВМ каждый байт программы, напи­
санной в коде ISO-7, программно преобразуется в слово кода Хем-
0
1
2
3
4
5
6
7
8
9
*
0
1
0
0
0
0
1
1
0
10 11 12 13 14 15
1
1
1
0
0
0
Рис. 4.4. Код Хемминга (15,11) с записью цифры 8 в коде ISO-7
109
Таблица 4.3
Биты
четности
Контролируемые биты
I
I
3
5
7
9
11
13
15
2
2
3
6
7
10
11
14
15
4
4
5
6
7
12
13
14
15
8
8
9
Ю
И
12
13
14
15
минга, а при вызове программы из ОЗУ ЛУВМ для пересылки по ка­
налам связи или на исполнение производится обратное преобразо­
вание в код ISO-7 с исправлением возможных ошибок. Исправление
кодом Хемминга сбоев ОЗУ производится в следующем порядке:
• проверяются все биты четности слова;
• если их значения (0 или 1) правильны, то сбоя не было;
• вычисляется сумма номеров всех неправильных битов четности,
если они есть;
• инвертируется значение бита, номер которого равен сумме но­
меров неправильных битов четности;
• исправленное слово кода Хемминга записывается в ОЗУ вместо
дефектного слова.
Допустим, что в слове, представленном на рис. 4.4, в результате
сбоя в бите 12 оказался 0 вместо 1. Тогда суммы битов, контролиру­
емых битами четности 4 и 8 (см. табл. 4.3), окажутся нечетными.
Следовательно, сбой мог произойти только в одном из битов, кон­
тролируемых битами 4 и 8 совместно. Это биты 12, 13, 14 и 15, но
биты 13, 14 и 15 контролируются также битами 1 и 2, контрольные
суммы которых четны, т.е. правильны. Тогда неправильным может
быть только бит 12, номер которого определяется суммой номеров
битов 4 и 8. Тем самым подтверждается вышеизложенное правило
исправления дефектных битов. Для организации обмена информа­
цией с ВУ в составе пульта управления УВМ (например, с клавиату­
рой или накопителями на магнитных дисках) используются специа­
лизированные программируемые микроконтроллеры, являющиеся,
по сути, специализированными микроЭВМ, которые наряду с ми­
кроконтроллерами в составе систем управления исполнительными
электроприводами превращают даже ЛУВМ в ведущий узел локаль­
ной информационной сети.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Сформулируйте понятие информации на базе понятия сообщения.
2. Что такое энтропия и как ее вычислить?
110
3. Дайте оценку величины информации через убыль энтропии.
4. Что такое бит как единица информации?
5. Каковы основные единицы информации? Как с их помощью определя­
ется емкость запоминающих устройств?
6. Что такое кодирование и в чем состоит процесс кодирования?
7. Что такое дискретный и аналоговый сигналы?
8. Каково должно быть соотношение между шагом квантования по уровню
и шагом квантования по времени?
9. Что такое арифметический код с основанием и? Как рассчитать число­
вое значение кодовой комбинации, записанной в арифметическом
коде?
10. Что такое двоичный код? Какими элементами реализуются двоичные
символы в технических устройствах?
11. Что такое двоичный арифметический код? Перечислите разновидности
двоичного арифметического кода.
12. Что такое 16-ричный код (HEXCODE) и для чего он применяется?
13. Каковы преимущества двоичных систем кодирования?
14. Что такое двоично-десятичный код и для чего он применяется?
15. Что такое коды Грея и как они применяются в датчиках положения?
16. Что такое коды обмена информацией? Какова структура и принцип по­
строения кода ASCII?
17. В чем состоит параллельная и последовательная передача слов инфор­
мации по каналам связи?
18. Дайте определение интерфейса и протокола информационной сети.
19. Каковы основные типы сетевых топологий информационных сетей
АСУТП и методы доступа к среде передачи данных?
20. Как организуется доступ к шинным ресурсам по методу коллективного
доступа с наблюдением за несущей и обнаружением коллизий?
21. Как производится обмен информацией с помощью интерфейса
RS232C?
22. Как обеспечивается многоточечный режим обмена данными с помощью
интерфейса RS485?
23. Приведите пример информационной сети УВМ, устроенной по схеме
ведущий— ведомый.
24. Как и для чего организуется контроль четности при передаче информа­
ции?
25. Как организуется исправление ошибок при передаче информации с по­
мощью кода Хемминга?
Глава 5
МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ
ОБЪЕКТОВ УПРАВЛЕНИЯ
5.1. Алгоритмы функционирования
Что бы решать задачи управления технологическим объектом (ТО),
следует достаточно точно и полно знать его свойства и характери­
стики, обеспечивающие нормальное течение технологического про­
цесса. Характеристики объекта, обеспечивающие управление им,
будем называть управляющимиJfixoiaibmm) параметрами, а интере­
сующие нас параметры техпроцесса будем называть выходными па­
раметрами. Основной задачей управления будем считать изменение
управляющих параметров по закону, обеспечивающему работу тех­
нологического объекта в соответствии заданным критерием опти­
мальности. Для решения этой задачи необходимо знать зависимость
между управляющими и выходными параметрами техпроцесса в усло­
виях действия различных возмущений. Достаточно точное и матема­
тически обоснованное описание зависимости между управляющими
(входными) и управляемыми (выходными) параметрами ТО будем
называть алгоритмом функционирования. Если алгоритм функцио­
нирования реализован в виде компьютерной программы или на мо­
делирующей установке иного типа, то его называют моделью тех­
нологического объекта. Алгоритм функционирования, оформлен­
ный в виде совокупности математических выражений, называют ма­
тематической моделью. При построении модели ТО алгоритм функ­
ционирования исследуемого ТО обычно расчленяют на отдельные
математически однородные элементы, называемые типовыми зве­
ньями. Этот процесс носит название декомпозиции алгоритма.
После этого модель ТО строится в виде совокупности типовых
звеньев, объединенных характерными для данного ТО связями. Да­
лее проводится исследование функционирования ТО путем подачи
на модель типовых для данного ТО возмущений. Пригодность полу­
ченной модели для описания исследуемого ТО может быть оценена
путем вычисления величины I суммарного квадратичного отклоне-
112
ния данных расчета на модели Кр от результатов экспериментально ­
го исследования ТО Уэ:
У=1
Чем меньше величина I, тем удачнее модель.
5.2. Аналитические методы
моделирования
Многообразие технологических процессов обусловило многооб­
разие моделей ТО и методов их получения. Последние подразделя­
ются на аналитические и экспериментальные. Аналитические ме­
тоды базируются на знании физических, химических и прочих зако­
нов, определяющих функционирование технологического объекта.
Если теоретических знаний недостаточно, то применяются экспери­
ментальные методы, когда параметры моделей определяются опыт­
ным путем. При составлении алгоритма функционирования анали­
тическим путем технологический объект представляют в виде сово­
купности типовых звеньев, в каждом из которых происходит одно­
кратное преобразование энергии. Звенья такого рода принято назы­
вать динамическими звеньями. Они описываются дифференциаль­
ными уравнениями не выше второго порядка.
Математическое описание звеньев данного типа производится в
следующем порядке:
1) выходной параметр рассматриваемого звена назовем преобра­
зуемым продуктом Q, а управляющий (входной) параметр — разно­
стью потенциалов U, измеряемой количеством энергии, затрачивае­
мой на единицу преобразуемого продукта;
2) описываемое звено представим в виде контура, в котором сум­
ма разностей потенциалов должна быть равна нулю:
(5-1)
7=1
3) связи между отдельными звеньями, отображающими ТО, фор­
мируются исходя из условия равенства нулю суммы расхода продук­
та в любом разветвлении
п dO = 0.
£^
у=| dt
(5.2)
113
В качестве примера рассмотрим уравнения характерных для си­
стем электромеханического преобразования энергии электрического
и механического звеньев.
1. Уравнение цепи якоря двигателя постоянного тока:
и-Ея=Ья^- + Я*1я, 1Я=—,
я
я dt
dt
(5.3)
где U — напряжение, приложенное к цепи якоря; Ея = Си — ЭДС
якоря, причем предполагается, что положительное направление ЭДС
якоря противоположно положительному направлению напряжения;
С — постоянная двигателя; и — скорость вращения двигателя; 1Я —
ток якоря; Ья и Ля — индуктивность и активное сопротивление в
цепи якоря; q —электрический заряд, переносимый в якорной
цепи.
2. Уравнение механического звена двигателя, работающего в усло­
виях наличия сухого (ЛТС) и вязкого трения с коэффициентом вязко­
сти рс:
M-MC=J— + рссо,
с
dt
(й = ^,
dt
(5.4)
причем М= С1Я — звено момента двигателя, отображающее электро­
механическое преобразование энергии (ЭМП); <р — угол поворота
вала двигателя, а положительное направление момента Л/с выбира­
ется противоположным положительному направлению момента дви­
гателя М\ J — момент инерции электропривода.
В первом примере имеем: Qj — это переносимый заряд q, Uj —
это ЭДС и падение напряжения в рассматриваемом контуре; во вто­
ром примере Qj — это угол поворота <р, СТ, — это момент двигателя и
моменты сопротивления в рассматриваемом механическом звене.
Полный алгоритм функционирования ТО получают путем уста­
новления связей между входящими в его состав динамическими зве­
ньями. В результате получают многоконтурную модель, которая будет
представлена в виде односвязной или многосвязной системы. Одно­
связная (одномерная) система получается тогда, когда модель ТО
имеет один вход и один выход. Однодвигательные электроприводы,
особенно электроприводы постоянного тока, чаще всего отобража­
ются односвязными моделями.
В качестве примера рассмотрим модель электропривода постоян­
ного тока (рис. 5.1), представленного моделью цепи якоря, моделями
звеньев ЭМП и моделью механической части.
В данной модели использована запись уравнений (5.3) и (5.4) в
операторной форме, когда полагают d/dt = р. Благодаря этому из
уравнения (5.3) получим
114
Механическая
Рис. 5.1. Структурная схема модели электропривода постоянного тока
/Я=(£-ЕЯ)^-,
ТяР + \
где Тя = LJR„ — электромагнитная постоянная времени цепи якоря.
А из уравнения (5.4) получим, полагая рс = О,
ш = (Л/-Л/с)—,
Jp
Полученные выражения /я и со как раз и представлены на рис. 5.1,
где каждая выходная переменная получается умножением предыду­
щей переменной на выражение, находящееся в прямоугольнике, на
который подается предыдущая переменная. При этом прямоуголь­
ники, содержащие величину С, отображают прямое (М = С/я) и об­
ратное (£я = Сео) электромеханическое преобразование (ЭМП).
Используя структурную схему модели, представленную на рис. 5.1,
и одну из многочисленных программ компьютерного моделирования
по структурным схемам, можно получить динамические характери­
стики электропривода постоянного тока, т. е. зависимость его вы­
ходного параметра со от времени при изменении входного напряже­
ния U и нагрузки Л/с. Типичные динамические характеристики элек­
тропривода постоянного тока при подаче на его якорь напряжения
U приведены на рис. 5.2. Их характер зависит, как видно на рис. 5.2,
от соотношения Тя = £Я/АЯ, электромагнитной постоянной времени
цепи якоря и Тм = JRJC2, электромеханической постоянной време­
ни привода.
Когда разгон привода закончится, двигатель будет вращаться с
неизменной скоростью со = соуст и развивать неизменный момент
М = Мс. А его состояние, как следует из уравнений (5.3) и (5.4), бу­
дет описываться уравнением статической механической характе­
ристики
со = U/C - MR/C\
(5.5)
Уравнение (5.5) показывает, что в установившемся режиме рабо­
ты величина со связана с величиной М линейной зависимостью. Это
видно и на рис. 5.2.
115
Рис. 5.2. Статическая и динамические характеристики электропривода
Однако электроприводы и другие ТО, входящие в состав АСУТП,
обычно объединены различными связями в один комплекс. Их со­
вместную работу невозможно рассматривать раздельно, без учета их
взаимодействия и взаимовлияния. Поэтому алгоритм функциониро­
вания ТО, управляемого от АСУТП, обычно представляется в виде
многосвязной (многомерной) системы, в которой учтено взаимодей­
ствие входных параметров, их совместное воздействие на выходные
параметры и перекрестные обратные связи от выходных параметров,
действующие в ТО. Для анализа подобных систем строят математи­
ческие модели в матричной форме.
Рассмотрим, например, систему уравнений, отображающую не­
кий ТО в виде трехсвязной (трехмерной) линейной системы:
Щ1У1 + Щ2У2 + «1 зУз = Ai*i + А2*2 + ^з*з
«21Т. + а22У2 + а23у3 =
+ ^2х2 + ^23*3 Ь
(5.6)
а21У1 + Й32У2 + «ззУз =^31*1+ ^32*2 + ^33*3 .
где х1;х2,х3 — входные переменные; ух,у2,у3 — выходные перемен­
ные, а ау и by — коэффициенты (некоторые из них могут быть рав­
ны нулю). Слагаемые с х2 и с х3, а также су2 и с у3, имеющиеся в
первом уравнении системы (5.6), отображают объективно существу­
ющие в данном ТО перекрестные связи между его параметрами. Ана­
логичные связи отображены и в остальных уравнениях системы (5.6).
Так, слагаемое Ь32х2 в третьем уравнении отображает, возможно не­
желательное, но объективно существующее перекрестное влияние
управляющего воздействия х2, предназначенного для управления па­
раметром у2, на параметр у3, а слагаемое а21у3 во втором уравнении
отображает перекрестную обратную связь с выхода у3 на параметр
у2. Если коэффициенты Ъ32 и а23 равны нулю, то это означает, что
указанные перекрестные связи отсутствуют.
116
С помощью системы уравнений типа (5.6) можно анализировать
как статические, так и динамические режимы, если при анализе ди­
намики заменить дифференциальные уравнения их операторными
отображениями подобно тому, как это было сделано выше при ана­
лизе динамики электропривода постоянного тока. В матричной фор­
ме данная система отображается так:
AY = ВХ,
где А, В, X и Y — записанные в табличной форме (в виде матриц)
коэффициенты и переменные системы (5.6):
а,2
л13
а22
а23
а22
а23
Решение уравнений, записанных в матричной форме, облегчает­
ся наличием специализированного программного обеспечения опе­
раций с матрицами, предназначенного для исследования систем ав­
томатизации.
Во многих случаях модели ТО существенно нелинейны. В каче­
стве примера рассмотрим трехмерную систему уравнений, описы­
вающих движение механизма по прямой линии со скоростью и из
начала координат в точку с координатами х, у и z'
(5.7)
Уравнения (5.7) задают проекции скорости и перемещения рабо­
чего органа в пространстве на координаты х, у и z в пределах теку­
щего кадра программы. Уравнения такого типа используются в си­
стемах ЧПУ при вычислениях промежуточных точек заданной тра­
ектории движения, когда движение между заданными точками долж­
но производиться по прямой линии (линейная интерполяция). Си­
стема уравнений (5.7) соответствует случаю, когда начало координат
совмещается с начальной точкой очередного линейного участка тра­
ектории (с начальной точкой кадра программы), а координаты х, у
и z соответствуют конечной точке в данном кадре, что соответствует
заданию перемещений в приращениях. Общий вид траектории дви-
117
жения определяется законом изменения координат х, у и z от кадра
к кадру.
Чтобы пользоваться типовыми программами решения уравнений,
записанных в матричной форме, нелинейные уравнения линеаризу­
ются в окрестности интересных для исследования поведения техно­
логического объекта точек.
5.3. Экспериментальные методы
получения моделей технологических
объектов
5.3.1. Одномерные модели
Экспериментальное исследование технологических объектов и
входящих в их состав звеньев обычно имеет целью подтверждение
правильности моделей, составленных аналитическими методами. Од­
нако возможны случаи, когда аналитическая модель отсутствует. Это
возможно, если объект недостаточно изучен или если разработка
аналитической модели до проведения экспериментальных исследо­
ваний слишком трудоемка и экономически не оправдана. В таких
случаях ставится задача получения моделей на основе обработки ре­
зультатов эксперимента.
Процесс установления соответствия итогов экспериментальных
исследований теоретическим представлениям об исследуемом объ­
екте принято называть идентификацией (опознаванием) объекта.
Этот термин введен в немалой степени потому, что результаты экс­
периментальных исследований зависят от ряда трудно учитываемых
факторов, многие из которых имеют случайный характер. К таким
факторам относятся:
• разброс параметров изучаемых объектов;
• изменение параметров объектов в процессе испытаний, в том
числе и отказы оборудования;
• разброс параметров обрабатываемых заготовок и материалов;
• разброс показаний (погрешности) измерительной аппаратуры.
Действие указанных факторов приводит к тому, что при одних и
тех же входных (управляющих) воздействиях в разных сериях испы­
таний значения выходных параметров испытуемого объекта получа­
ются различными. При моделировании технологического объекта по
результатам экспериментальных исследований возникает задача оцен­
ки разброса выходных параметров и определения их однозначной
(детерминированной) зависимости от управляющих воздействий в
условиях действия случайных факторов. Для получения надежной
детерминированной модели технологического объекта в условиях
разброса результатов экспериментальных исследований используют
118
методы теории вероятностей, на которых основан регрессионный
анализ результатов эксперимента.
Регрессией выходного параметра у на входной параметр х мы бу­
дем называть любую функцию Дх), приближенно представляющую
вероятностную зависимость у от х. В результате функция у представ­
ляется в виде суммы:
у =fix') + h(x, у),
где h(x, у) — поправочный член.
На первый план обычно выдвигается задача определить, как
в среднем изменяется величина у при изменении управляющего воз­
действия х. Эта задача лучше всего решается с помощью функции
регрессии у = g(x), где
т
g(x) = Yyj^y/x(yj)7=1
Здесь т — количество различных значений у, полученных из опы­
тов, произведенных при заданном значении х; у, — значения у, по­
лученные при заданном значении х; Ру/х (у,) — условная вероятность
того, что у = у,- при заданном значении х.
При практическом определении у = g(x) исходят из соотношения;
У,=^£Ур
к j=l
(5.8)
где к — количество произведенных измерений величины у при х =
= х,.
При к
оо имеет место у, -> g(x,).
Функция регрессии g(x) отличается тем, средний квадрат откло­
нения ее от искомой функции у(х) меньше среднего квадрата откло­
нения у от любой другой функции Дх), приближенно представляю­
щей вероятностную зависимость у(х). В общем случае функция ре­
грессии имеет нелинейный характер, в связи с чем возникает задача
ее линеаризации. Наилучшим линейным приближением вероятност­
ной зависимости у(х) является линейная регрессия у на х, которая
может быть представлена в таком виде:
у = гфЧх-х0) + у0,
Од.
(5.9)
где у0 — среднее значение у в заданном диапазоне измерения х:
х0 — среднее значение х в заданном диапазоне:
119
1
(5.Ю')
л,=1
п — количество экспериментальных точек у(х) на аппроксимируе­
мом интервале; Sy и Sx — несмещенные стандартные отклонения у
и х от их средних значений:
(5.П)
V п -11=1
(5.11')
г — эмпирический коэффициент корреляции:
1
п
(5.12)
Зависимость (5.9) называют эмпирической прямой регрессии, при­
чем коэффициент г, который принимает значения -1 < г < 1, пока­
зывает, насколько хорошо в среднем может быть представлена вели­
чина у в виде линейной функции от х. Если все экспериментальные
точки у(х) лежат на одной прямой, то | г| = 1, а линейная зависимость
у(х) является абсолютно точной. При г = 0 величины у и х являются
некоррелированными. Отсюда следует, что при малых г связывать у
и х линейной зависимостью не имеет смысла.
Пример 5.1. В табл. 5.1 приведена зависимость тока I, потребляемого
нагревательным элементом, от напряжения U на его клеммах. Данные за­
писывались один раз в сутки. Числа т показывают, сколько раз записыва­
лись одинаковые пары U и I. Считая зависимость I (U) линейной, опреде­
лить сопротивление Ян нагревательного элемента.
Таблица 5.1
в
23
24
24,5
24,5
25
25,5
26
/, А
0,22
0,24
0,23
0,24
0,25
0,26
0,23
т
2
4
3
2
1
1
2
и,
Продолжение табл. 5.1
и, В
26
26
26,5
26,5
27
27
28
/, А
0,25
0,27
0,24
0,26
0,28
0,26
0,27
т
1
2
1
1
2
1
3
120
Обозначаем U=x, а 7 = у и по формулам 5.10 — 5.12 (учитывая, что общее
количество точек
с учетом т равно 26, т.е. п = 26) определяем: х0 =
= 25,5; у0 = 0,248; 5Х = 1,49; Sy = 0,0185; г = 0,793.
Соответственно линейная регрессия у нах согласно (5.9) такова:
у = 0,793 0,0185 (х-25,5) + 0,248.
1,49
После упрощения и возврата к U и I получим I ~ 0,009867; R„ =
1
= 102 Ом.
0,0098
5.3.2. Многомерные модели
До сих пор мы рассматривали идентификацию одномерных объ­
ектов, моделируемых функциями одного переменного. Такой подход
применим, в основном, при моделировании отдельных звеньев тех­
нологических объектов. Последние же являются, как правило, мно­
госвязными, многомерными системами. Модели таких объектов по­
лучают посредством факторного анализа, который называют также
методом планирования эксперимента. Данный метод базируется
на линейной аппроксимации функций исследуемых объектов. Ввиду
разброса результатов экспериментальных исследований многомерная
линейная модель формируется как линейная регрессия моделируе­
мого выходного параметра у на управляющие (входные) параметры
X], х2, ..., хт.
Уравнение линейной регрессии у на х,, х2, ..., хт записывается в
таком виде:
т
Л •
y = yo + Yai(xi~xio), а'=~~Г~’
/=1
Л«
(5.13)
где Xyi и Л„ — обобщенный корреляционный момент и обобщенная
дисперсия, выраженные в матричной форме; у0 и х,0 — средние зна­
чения у и х„ рассчитанные по формулам (5.10) в заданном диапазо­
не изменения у и х,.
Факторы Х|, х2, ..., хт, существенно влияющие на выходной пара­
метр у, обычно представляют в относительных величинах:
(5.14)
Дх,где Дх, = х,тах - х,0; х,тах — максимальное запланированное значе­
ние х,.
121
После подстановки х,э в уравнение (5.13), оно будет представлено
в виде
т
У = Уо + ^алх1э,
(5.15)
/=1
где ai0 = аДх:.
Задачей факторного анализа является рациональное планирова­
ние экспериментальных исследований изучаемого объекта, позво­
ляющее по их результатам наименее трудоемким путем определить
коэффициенты ах, а2,
ат уравнения линейной регрессии (5.13),
моделирующего данный объект. Коэффициенты определяются таким
образом, чтобы расчетные значения у, полученные по формуле (5.15),
были равны экспериментальным значениям у, полученным при тех
же значениях х/э. Если будут проведены п циклов эксперименталь­
ного определения значений у при различных наборах значений вход­
ных параметров (факторов) х„ то для определения параметров а,
можно будет составить п уравнений вида
i=i
7 = 1,2,...,«,
(5.16)
где yj — значение у, полученное в у-м эксперименте; х,эу — относи­
тельное значение х, ву-м эксперименте.
В матричной форме эта система уравнений может быть представ­
лена в виде:
Y = X*Ao,
(5-16')
где Y — матрица-столбец экспериментальных значений у с числом
элементов, равным п; Хд — матрица входных воздействий размером
п х /и; До — матрица-столбец коэффициентов ат с числом элементов,
равным т.
Значения х, при проведении экспериментальных исследований
варьируют таким образом, чтобы решение системы уравнений (5.16)
относительно коэффициентов ai0 можно было представить в виде
iy^
а,0=^-------- ,
п
(5.17)
где п — число опытов по определению значений yt.
Для этого эксперименты проводят в следующем порядке:
• в каждом эксперименте полагают либо х, = х,тах, либо х, = x,min,
с тем чтобы получать всегда х/э = 1 либо х/э = -1 для всех варьируе­
мых факторов (условие нормированности);
122
• сумма всех экспериментальных значений каждого факторах,,, в
серии из п экспериментов должна быть равна нулю, т. е.
п
/ = 1,2,...,л (условие симметричности);
у=|
• сумма всех произведений х/э хх((.|)э в серии из п эксперимен­
тов должна быть равна нулю (условие ортогональности).
Значения х,п1ах и x/min выбираются в зависимости от целей линеа­
ризации параметра у. Чем ближе значение x,mjn к х,тах, тем точнее
аппроксимация функции у в области значений х, от х,тах до x,min, но
тем сложнее ограничивать разброс экспериментальных значений па­
раметров в пределах, обеспечивающих заданную точность.
Если следовать рассмотренному порядку экспериментальных ис­
следований, то окажется, что в ходе эксперимента каждый параметр
(фактор) будет принимать только два значения: х,тах и x,min. И если
варьируется т факторов, то максимальное количество различных
вариантов в одном цикле экспериментальных исследований соста­
вит 2т.
Если в экспериментальном цикле реализуются все 2"' вариантов,
то такой эксперимент называют полнофакторньш. Полнофакторный
эксперимент всегда удовлетворяет условиям нормированности, сим­
метричности и ортогональности. Он также обеспечивает максималь­
ную точность расчетов. Однако, если желательно уменьшить объем
эксперимента, то можно применить дробнофакторный эксперимент,
когда в цикл экспериментальных исследований входят не все возмож­
ные варианты сочетаний факторов, но условия нормированности,
симметричности и ортогональности все же выполняются.
Пример 5.2. Аппроксимировать зависимость объемной производитель­
ности J токарного станка от глубины резания /р и подачи на оборот s при
постоянной скорости резания уравнением регрессии вида
J = a0+a}tp+a2s+a3tps.
(5 ]8)
Экспериментальные усредненные зависимости tp от s при различных
значениях параметра J приведены на рис. 5.3. Область определения функ­
ции J (?р, s) показана на рис. 5.3 в виде прямоугольника abed', пределы из­
менения глубины резания полагаем от rpn,jn = 3 мм до /ртах = 5 мм, а подачи
на оборот — от 5min = 0,6 мм/об до smax = 0,8 мм/об.
Усредненность кривых tp(s) позволяет полагать:
rpo = ,pmax^pmin =4 мм, Д/р=гртах-гр0 = 1 мм;
■So = 5та* Лт'П =0,7 мм/об, As = smax - 50 = 0,1 мм/об.
123
Рис. 5.3. График производительности токарного станка
Кроме того, полагаем:
Л1э
~ГрО . ..
. .
> Л2э
Д/р
s~so. ..
.
As
’ Л3э
. fP
~?р0
* .
Atp
s~so
.
Да
»
что позволяет искать выражение (5.18) в форме линейной регрессии:
j = Л+а10х1э+ а20*2э
+ азо*зэ
(5.19)
в соответствии с выражениями (5.15) и (5.16), где полагаем у = J. В рассма­
триваемом случае т = 3, что ведет к полнофакторному эксперименту для
определения значений а10, д20 и <3зо в объеме восьми опытов. С целью умень­
шения объема эксперимента ограничимся четырьмя опытами (и = 4), про­
веденными в порядке, указанном в табл. 5.2.
Значения х1э и х2э равны +1 при максимальных значениях tp и а и -1 при
минимальных значениях tp и а. Значения х3э равны произведению значений
х]э и х2э. Экспериментальные значения J, соответствующие принятым зна­
чениям х1э, х2э и х3э, определены по точкам a, b, d и с на рис. 5.3. Как видно
из табл. 5.2, дробнофакторный эксперимент, отображенный в ней, соответ­
ствует требованиям нормированности, симметричности и ортогональности.
Поэтому согласно (5.17) вычисляем
а]0 -
-285 + 435-350 + 530 о„
- 82;
аналогично получим <г20 = 35 и а30 = 7,5.
124
Таблица 5.2
х3э
Y=J
-I
I
285
I
-I
-I
435
3
-I
I
-I
350
4
I
I
I
530
Номер опыта
х,э
I
-I
2
Кроме того, согласно (5.10) получим
,
1Д, 285 + 435+350+530 лпп
Jo = п~LJ'=---------- 4л------------ = 400’
после чего выражение (5.19) будет представлено в виде
Последнее выражение приводится к виду (5.18) в такой форме:
J = 30rp +100s + 75/pS,
так как а0 = 0.
Получение аналитического выражения J (tp,s) было обеспечено наличи­
ем усредненных экспериментальных зависимостей rp(s), приведенных на
рис. 5.3. Определение зависимостей такого рода в условиях разброса экспе­
риментальных данных требует применения выражения (5.8), причем необ­
ходимо, чтобы объем и число повторений эксперимента обеспечивали нуж­
ный уровень достоверности модели.
5.4. Моделирование технологических
циклов
Технологические процессы имеют циклический характер и обыч­
но представляют собой последовательность сменяющих друг друга
технологических операций. Описание технологических циклов явля­
ется неотъемлемой частью моделирования технологических объектов
и основой формирования управляющих программ АСУТП.
Для удобства описания технологический цикл делится на такты,
или состояния. Каждый такт охватывает промежуток времени, в те­
чении которого управляющие параметры, характеризующие состоя­
ние командных (кнопки, переключатели, контакторы) и исполни­
тельных (приводы, муфты) органов, остаются неизменными. Далее
производится анализ переходов от одного такта к другому как при
нормальном ходе техпроцесса, так и при различного рода отклоне-
125
ниях и в аварийных ситуациях. По результатам анализа составляется
формализованное описание (модель) технологического цикла с при­
менением таблиц, циклограмм, граф-схем, логических формул и пр.
Различают две разновидности моделей технологических циклов: ком­
бинационные и последовательностные. Состояние выходов комби­
национных моделей определяется исключительно текущей комбина­
цией входных сигналов и не зависит от такта, в котором наблюдает­
ся данная комбинация, а состояние выходов последовательностных
моделей зависит также и от комбинаций входных и выходных сигна­
лов, имевших место в предыдущих тактах технологического цикла.
В течение технологического цикла переход от такта к такту осу­
ществляется путем включения и отключения отдельных узлов, моду­
лей и элементов технологического объекта. Включенное состояние
обычно обозначают единицей (1), а отключенное — нулем (0).
В качестве комбинационных моделей чаще всего используют та­
блицы истинности (см. приложение 2, П.2.1), в которых отмечают
значения выходных параметров, соответствующие всем возможным
комбинациям входных параметров технологического объекта. Если
имеется п входных (управляющих) параметров, каждый из которых
может принимать значение либо 0, либо 1, то они могут составить 2"
различных комбинаций, некоторые из которых на практике не могут
быть реализованы при нормальной работе оборудования. Например,
не могут быть сформированы сигналы о том, что кабина лифта на­
ходится сразу на нескольких этажах. В таблице истинности должны
быть представлены только реализуемые комбинации входных сигна­
лов, соответствующие предусмотренным режимам работы техноло­
гического объекта. Остальные комбинации рассматриваются на эта­
пе проектирования системы управления технологическим объек­
том.
В качестве примера рассмотрим таблицу истинности датчика по­
ложения, работающего в циклическом коде Грея, приведенном в табл.
4.1. Такой датчик может фиксировать до 16 положений, которые в
табл. 4.1 имеют номера от 0 до 15. Если каждому положению соот­
ветствуют какие-либо операции системы управления, управляющей
механизмом, которому принадлежит данный датчик, то можно счи­
тать, что алгоритм функционирования механизма состоит из 16 так­
тов. В таком случае таблица истинности рассматриваемого датчика
охватывала бы все 16 позиций табл. 4.1 в ее верхней части, задающей
код Грея. Переход от такта к такту здесь задается последовательной
сменой комбинаций сигналов датчика, т. е. потенциалов на его вы­
ходных клеммах, по мере перемещения механизма. В другом случае,
когда нужно фиксировать только шесть каких-либо положений, мож­
но было бы применить другой датчик, работающий в таком же коде
Грея, но с использованием только первых шести кодовых комбина­
ций (0 — 5). Этот код тоже был бы циклическим, но охватывал бы
шесть кодовых комбинаций из возможных шестнадцати. Остальные
126
кодовые комбинации не вошли бы в состав таблицы истинности, но
могли быть использованы при проектировании системы управления
механизмом, положение которого контролируется рассматриваемым
датчиком, например для организации контроля четности (см. под­
разд. 4.6).
Итак, комбинационные модели отличаются тем, что каждой пред­
усмотренной комбинации входных сигналов соответствует один и тот
же выходной сигнал. У последовательностных же моделей одной и
той же комбинации входных сигналов могут соответствовать различ­
ные выходные сигналы в зависимости от последовательности ком­
бинаций входных и выходных сигналов, предшествовавшей данной
комбинации. Предыстория текущего состояния технологического
объекта фиксируется с помощью особых запоминающих устройств,
которые при моделировании приобретают вид промежуточных пе­
ременных, часть которых может совпадать с выходными сигналами.
Простые последовательностные модели составляются в виде ци­
клограмм или граф-схем. Циклограмма строится в виде таблицы, в
строках которой перечислены все командные и исполнительные эле­
менты технологического объекта, а столбцы соответствуют тактам
его рабочего цикла. Включенное состояние элемента показывают
сплошной линией в соответствующей строке, а вертикальными ли­
ниями показывают команды на включение и отключение исполни­
тельных устройств в соответствующих тактах циклограммы. В каче­
стве примера рассмотрим циклограмму работы грузового подъемни­
ка (рис. 5.4).
Грузовой подъемник включается на подъем кнопкой SB при усло­
вии, что он находится в крайнем нижнем положении (нажат конеч­
ный выключатель SQ2), что на нем помещен условленный груз (наОбозначение
элемента
SB
Номер такта
1
SQ2
КМ\
КМ2
3
4
6
5
7
8
9
SQ\
SQ\
SQ3
2
SB
SQ3
SQ3
SQ2
КМ\
КМ2
Рис. 5.4. Циклограмма работы грузового подъемника
127
жат конечный выключатель SQ3) и выключен контактор КМ2 (вза­
имная блокировка контакторов). Нажатие кнопки и отпускание кноп­
ки SB составляет такт 1 циклограммы.
Оно приводит к включению контактора КМ\, а через него — к
включению привода подъемника на подъем, что приводит к отклю­
чению нижнего конечного выключателя SQ2 (такт 2). Последнее не
приводит к отключению привода, подъем продолжается (такт 3), пока
подъемник не достигнет крайнего верхнего положения, в котором
включается конечный выключатель 5Q1.
Включение SQ1 ведет к отключению контактора КМ\ и к оста­
новке привода (такт 4). После снятия груза с подъемника освобож­
дается конечный выключатель SQ3, что приводит к включению кон­
тактора КМ2 (такт 5). Последний включает привод подъемника на
движение вниз. С началом движения вниз освобождается, конечный
выключатель SQ1, фиксировавший крайнее верхнее положение подъ­
емника (такт 6). Движение вниз продолжается до тех пор, пока не
будет нажат нижний выключатель SQ2 (такт 7), который отключает
контактор КМ2, а с ним и привод подъемника (такт 8). На подъем­
ник устанавливается новый груз, что фиксируется нажатием конеч­
ного выключателя SQ3 (такт 9). На этом цикл функционирования
подъемника завершается.
Представление технологического цикла в виде графа начинается
с перечисления всех возможных состояний технологического объек­
та, которые обозначаются кружками, в каждом из которых простав­
лен номер или код состояния. Указанные кружки являются верши­
нами конструируемого графа. Вершины соединяются стрелками, ука­
зывающими направление возможных переходов от одного состояния
к другому. Над стрелками надписывают значения управляющих сиг­
налов, комбинации которых обеспечивают переходы, указанные
стрелками.
Рассмотрим составление графа (рис. 5.5), отображающего работу
подъемника, циклограмма которого представлена на рис. 5.4. Граф
имеет три вершины, обозначенные в двоичном коде:
00 — неподвижное состояние (КМ\ = 0 и КМ2 = 0);
01 — движение вверх (КМ\ = 1, КМ2 = 0);
10 — движение вниз (КМ\ = 0, КМ2 =1).
Пуск вверх путем включения контактора КМ\ начинается, если
нажата кнопка SB, выключен контактор КМ2 и нажат конечный вы­
ключатель SQ3, сигнализирующий наличие груза. Движение вверх
продолжается независимо от сохранения перечисленных пусковых
условий, но движение вниз при этом блокируется, как видно на графсхеме {КМ2 = 0), пока идет движение вверх. Последнее прекращает­
ся после нажатия SQI, сигнализирующего о достижении подъемни­
ком заданного верхнего положения. Движение вниз начинается по­
средством включения контактора КМ2, после отключения контак­
тора КМ\ и снятия груза с подъемника (SQ3 = 0). Оно прекращает -
128
KMX, КМ2
Рис. 5.5. Граф-схема функционирования грузового подъемника
ся только после достижения заданного нижнего положения по сиг­
налу SQ2 = 1.
Более сложные последовательностные модели требуют составле­
ния таблиц состояний, которые будут рассмотрены далее при изу­
чении методов синтеза алгоритмов управления. Наиболее сложные
модели получаются при учете действия случайных факторов, прежде
всего — отказов оборудования (стохастические модели).
КОНТРОЛЬНЫЕ ВОПРОСЫ
Что такое алгоритм функционирования, или модель ТО?
В чем состоит декомпозиция алгоритма ТО?
Как оценить эффективность построенной модели ТО?
В каком порядке производится построение аналитической модели ТО?
Приведите пример типового звена ТО.
5. В чем отличие односвязных и многосвязных моделей ТО?
1.
2.
3.
4.
6. Приведите пример формирования модели односвязной системы.
7. Приведите пример записи уравнений многосвязной линейной системы
с перекрестными связями.
8. В чем состоит экспериментальная идентификация ТО? Каковы ее труд­
ности?
9. В чем состоит регрессионный анализ при экспериментальном исследо­
вании параметров ТО?
10. Как используется уравнение линейной регрессии при эксперименталь­
ной идентификации ТО? Приведите пример.
11. Как записывается уравнение линейной регрессии многомерного (мно­
госвязного) объекта?
12. В каком порядке производится факторный анализ многомерного объ­
екта?
129
13. Как производится полнофакторный эксперимент? Приведите пример.
14. В каком порядке строятся комбинационные модели с помощью таблиц
истинности?
15. Как строятся последовательностные модели технологических циклов в
виде циклограмм?
16. Как строятся последовательностные модели технологических циклов в
виде графов?
Глава 6
АЛГОРИТМЫ И ТЕХНИЧЕСКИЕ СРЕДСТВА
УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМ
ЦИКЛОМ
6.1. Задачи управления технологическим
циклом
Системы управления технологическим циклом, называемые
обычно системами программного управления, являются непремен­
ной составной частью АСУТП. Они обеспечивают как последова­
тельную смену технологических операций по мере их выполнения,
так и управление каждой из операций, входящих в состав техноло­
гического цикла. Сложность организации автоматического управле­
ния полным технологическим циклом определяется количеством и
сложностью выполняемых в составе цикла операций, а также воз­
можностями оперативного выбора различных вариантов продолже­
ния цикла или повторения его частей. Необходимость такого выбо­
ра определяется как разнообразием решаемых технологических за­
дач, так и требованиями эффективного управления в аварийных си­
туациях. Так, при обработке резанием необходимо обеспечить вывод
рабочего органа (резца, сверла и пр.) в рабочую зону, перемещение
рабочего органа по заданной траектории в процессе обработки, пе­
риодическую смену инструмента, технологических скоростей, режи­
мов работы вспомогательных механизмов в зависимости от произ­
водственной ситуации.
АСУТП должна производить логический анализ производствен­
ной ситуации и необходимые расчеты, на основании которых она
вырабатывает управляющие сигналы по выполнению технологиче­
ского цикла. Такой анализ аналогичен логическому анализу и рас­
четам, которые производит человек-оператор перед принятием ре­
шения о воздействии на те или иные командные органы при ручном
управлении технологическим циклом, таким как, например, выше­
упомянутый цикл механической обработки.
Содержание операций, производимых системой управления в
пределах каждого такта технологического цикла, определяется как
комбинацией входных сигналов, поступающих в управляющее устрой-
131
ство в данном такте, так и информацией о состоянии техпроцесса и
системы управления в предыдущих тактах. В результате управляю­
щие устройства, обеспечивающие управление технологическим ци­
клом, оказываются по преимуществу последовательностными ав­
томатами. Такие автоматы обеспечивают управление последова­
тельностью тактов работы технологического объекта, причем вы­
полнение большинства тактов связано с использованием информа­
ции, полученной по каналам обратной связи при выполнении преды­
дущих тактов.
Устройство управления технологическим циклом делится на узлы
и элементы, находящиеся в иерархической соподчиненности по от­
ношению друг к другу. В его составе всегда имеются отдельные узлы,
выходные сигналы которых зависят только от комбинации входных
сигналов, поступивших в текущем такте управления. Такие узлы име­
нуются комбинационными автоматами.
В основе всех УВМ лежит обработка информации в двоичных ко­
дах. Причиной этого является двоичный характер формальных ло­
гических рассуждений и экономичность двоичного кодирования. Со­
ответственно, в основе теории анализа и синтеза систем управления
технологическим циклом лежит логический анализ комбинационных
и последовательностных автоматов методами булевой алгебры (см.
приложение 2).
6.2. Синтез алгоритмов комбинационных
схем управления
Комбинационными схемами управления мы будем далее называть
комбинационные автоматы, т.е. управляющие устройства, выходные
сигналы которых полностью определяются текущей комбинацией
входных сигналов. Такие устройства не обладают свойством памяти,
неотъемлемым свойством любых реальных управляющих устройств,
реализующих полный цикл автоматического управления. Однако
комбинационные схемы непременно входят в состав реальных управ­
ляющих устройств в качестве их узлов или элементов.
Входными и выходными сигналами комбинационных схем явля­
ются дискретные сигналы двух уровней, высокого и низкого. Сиг­
нал высокого уровня при синтезе схем управления обозначают в
виде 1 (единица), а сигнал низкого уровня в виде 0 (нуль). Типич­
ными примерами технической реализации единичного сигнала яв­
ляются:
• замыкание контакта, в результате которого на вход или выход
релейной схемы управления поступает напряжение питания данной
схемы;
•
открытие клапана гидро- или пневмораспределителя;
132
• подача высокого потенциала на вход или выход электронной
схемы управления, близкого по величине к напряжению питания
схемы (например, +3 В при напряжении питания +5 В);
• прохождение намагниченного участка магнитного диска (дис­
кеты) в зоне считывания информации.
Аналогичными примерами нулевого сигнала являются:
• размыкание контакта, в результате которого вход или выход схе­
мы отключается от источника питания;
•
закрытие клапана гидро- или пневмораспределителя;
• подача низкого потенциала, близкого к нулю, на вход или вы­
ход электронной схемы (например, +0,3 В при напряжении питания
+5 В);
• прохождение ненамагниченного участка магнитного диска (дис­
кеты) в зоне считывания информации.
Перечислим основные этапы составления комбинационных схем
управления:
1) определяются все возможные комбинации выходных сигналов
(выходных сигналов может быть несколько), соответствующие всем
возможным комбинациям входных сигналов, определяющим функ­
ционирование управляемого объекта. На основании найденных со­
ответствий входных и выходных сигналов составляется таблица ис­
тинности (таблица задания) проектируемого устройства;
2) по полученной таблице истинности, с помощью аппарата бу­
левой алгебры, составляются выражения логических (булевых) функ­
ций, реализуемых проектируемым устройством (см. приложение 2,
П.2.4), которые являются его алгоритмом управления. Полученные
выражения максимально упрощаются посредством применения опе­
раций склеивания и поглощения (см. приложение 2, П.2.2 —П.2.3);
3) составляется принципиальная электросхема устройства по фор­
мулам полученных логических функций с учетом электротехнических
свойств и логических возможностей примененной элементной базы.
При составлении принципиальной схемы учитывается нагрузочная
способность источников входных сигналов и требования по обеспе­
чению нагрузочной способности выходных цепей;
4) производится конструктивная разработка встройки проекти­
руемой схемы управления в общую систему управления технологи­
ческим циклом;
5) в случае применения микропроцессорных управляющих
устройств (например, ПЛК) производится разработка программных
сегментов, реализующих заданные логические функции.
Методику составления комбинационной схемы рассмотрим на
примере синтеза преобразователя кода Грея, заданного табл. 4.1, в
арифметический двоичный код. Такой преобразователь может пона­
добиться для согласования сигналов кодового датчика положения с
микропроцессорной системой управления, ведущей обработку чис­
ловой информации в двоичном арифметическом коде.
133
В той же табл. 4.1 приведены кодовые комбинации арифметиче­
ского двоичного кода, отображающие те же позиции датчика поло­
жения, что и заданный код Грея. Эти комбинации соответствуют
сигналам, которые должны формироваться на выходе преобразова­
теля кода при подаче на его вход сигналов в коде Грея, формируемых
датчиком положения. Следовательно, табл. 4.1 является таблицей
истинности синтезируемого преобразователя кода и первичной фор­
мой его алгоритма.
При логическом синтезе булевых функций данного преобразова­
теля будем считать, что каждый выходной сигнал является особой
функцией четырех входных сигналов, а в дальнейшем учтем инте­
ресные для нас связи между данными функциями. Входные сигналы
обозначим через Xh Х2, Х3и Х4, а выходные сигналы — через Уь У2,
Y3 и У4. После этого таблица истинности проектируемого преобра­
зователя кода примет вид таблицы задания (табл. 6.1).
Составление исходного логического выражения по таблице зада­
ния производится либо в дизъюнктивной, либо в конъюнктивной
форме. При синтезе булевой функции
Х2, ..., Хп), i = 1, 2, ..., т,
в дизъюнктивной форме, т.е. в виде суммы (дизъюнкции) логиче­
ских произведений, выписываются все наборы значений аргументов
Xh Х2, ..., Хп, которым соответствует значение Y, = 1. Затем каждый
набор представляют в виде логического произведения (конъюнкции)
аргументов Xh Х2, ..., Х„ или их инверсий, причем в составе конъ­
юнкции оставляют сам аргумент, если в рассматриваемом наборе его
значение равно единице, и берут его инверсию, если его значение в
рассматриваемой комбинации Х}, Х2,
Х„ равно нулю. Формиро­
вание логической (булевой) функции Y, завершается путем сумми­
рования (взятия дизъюнкции) всех полученных указанным способом
произведений, которые принято называть минитермами.
В качестве примера получим в дизъюнктивной форме выражение
для У4. Функция У4 равна единице во всех нечетных позициях дат­
чика положения (см. табл. 6.1). В позиции 1_имеем Xt = О, Х2= 1, Х3 =
= О, Х4 = 1, что соответствует конъюнкции
Сформировав
таким способом конъюнкции входных сигналов для всех случаев,
когда У4 = 1, и соединив полученные конъюнкции знаками сложения,
получим:
У4 = JT, Jf2J3JT4 + X, Х2Х3Х4 +
+ Х,^2^3%4 +
+Х{Х2Х3Х4 + ХхХ2Х3Х4 + Х'Х2Х3Х4 + Х}Х2Х3Х4.
(6.1)
Обратим внимание на то, что каждая конъюнкция, входящая в
состав выражения (6.1), равна единице только тогда, когда ее аргу­
менты принимают значения, на основании которых данная конъ­
юнкция была сформирована. Так, конъюнкция, A',Ar2Ar3Ar4 = 1, если
134
Таблица 6.1
Входные сигналы
Выходные сигналы
Позиция
X
X
X
X
Г.
0
0
0
0
I
0
I
0
I
0
I
2
0
I
0
3
I
I
4
I
5
Гз
X
0
0
0
0
0
0
I
0
0
0
I
0
0
0
0
0
I
I
I
0
I
0
I
0
0
I
0
0
I
0
I
0
I
6
I
0
0
0
0
I
I
0
7
I
0
I
0
0
I
I
I
8
I
0
I
I
I
0
0
0
9
I
I
I
I
I
0
0
I
Ю
I
I
I
0
I
0
I
0
П
0
I
I
0
I
0
I
I
12
0
I
I
I
I
I
0
0
13
0
0
I
I
I
I
0
I
14
0
0
I
0
I
I
I
0
15
0
0
0
0
I
I
I
I
X| = О, Х2 = 1, Х2 = О, Х4 = 1. Следовательно, вычисление значения У4
по формуле (6.1) даст К4 = 1 только в тех случаях, когда К4 = 1 в
табл. 6.1, что и требуется.
Для составления логического (булевого) выражения функции в
конъюнктивной форме, т.е. в виде произведения (конъюнкции) сумм
аргументов или их инверсий, необходимо выписать из таблицы ис­
тинности (таблицы задания) все наборы значений аргументов Xh Х2,
..., Х„, которым соответствует значение У/ = 0. Затем в каждом набо­
ре следует заменить значение Д' = 1 инверсией Xh а вместо значения
Xi = 0 поставить сам Л, и сформировать из этих наборов суммы ар­
гументов ХЬХ2, ..., Х„ или их инверсий. Выражение для У, получится
после перемножения (взятия конъюнкции) полученных сумм.
Далее мы будем работать с логическими выражениями, записан­
ными в дизъюнктивной форме, более удобной для синтеза схем на
135
той элементной базе, какой мы будем пользоваться в разбираемых
примерах.
После составления исходного логического выражения булевой
функции его следует максимально упростить методом склеивания
(см. приложение 2, П.2.3). Поскольку склеивать можно лишь мини­
термы, которые различаются значением только одного аргумента, то
функция Y4 упрощению данным методом не подлежит.
Упрощение логических выражений методом склеивания будет
произведено в полной мере лишь тогда, когда будут произведены все
возможные для заданной функции склеивания. Рассмотрим регуляр­
ную процедуру склеивания, пригодную для машинной обработки,
известную под названием метода Квайна—Мак-Класки. Предвари­
тельно заметим, что нет необходимости обязательно подставлять зна­
чения X, и их инверсий при выписывании наборов значений аргу­
ментов, соответствующих У = 1, из таблицы истинности. Ведь при­
надлежность того или иного значения тому или иному аргументу
нетрудно определить по месту расположения единицы или нуля в
выписанном наборе. Соответственно, наборы аргументов, подлежа­
щие склеиванию, будут различаться значениями только одного ар­
гумента.
Теперь переходим к изложению методики Квайна —Мак-Класки.
1. Выписывают в столбик наборы аргументов Хь Х2,
Х„ (ми­
нитермы), на которых заданная функция равна единице. Минитер­
мы разбивают на группы так, чтобы внутри группы были лишь ми­
нитермы с одинаковым числом единиц, а количество единиц в со­
седних группах было минимально различным. Результаты разбиения
на группы минитермов функций, заданных в табл. 6.1, приведены в
табл. 6.2. Там же указан ранг минитермов, равный числу входящих в
них аргументов.
2. Производят все возможные склеивания минитермов соседних
групп, отличающихся значением только одного аргумента. При скле­
ивании на месте аргументов, значения которых в склеиваемых ми­
нитермах было различным, ставят прочерк. Вместо двух склеенных
минитермов появляется один новый, ранг которого понижен на еди­
ницу. Склеиваемые минитермы подчеркивают (см. табл. 6.2).
3. Полученные в результате склеивания минитермы сниженного
на единицу ранга помещают в новую таблицу. Так, результаты скле­
ивания минитермов 4-го ранга, приведенных в табл. 6.2, помещены
в табл. 6.3. Вновь полученные минитермы разбивают на группы и по
возможности склеивают по прежнему правилу, но только тогда, ког­
да прочерки у них находятся в одних и тех же местах. Результаты
склеивания минитермов 3-го ранга разбираемого примера приведе­
ны в табл. 6.4. А из минитермов 2-го ранга (см. табл. 6.4) склеива­
ются только те, которые входят в состав функции У3. В результате
этого склеивания у функции У3 появляется один минитерм 1-го ран­
га -—0.
136
Таблица 6,2
Минитермы 4-го ранга
г,
Г3
к,
0000
Нулевая группа
0000
0000
0000
Первая группа
оою
0010
1000
0010
1000
0100
Вторая группа
ОНО
ООП
ООП
1001
1010
оно
1010
1100
Третья группа
ЮН
НЮ
ОШ
1101
0111
1110
Четвертая группа
1111
0101
1100
1001
1010
оно
ООН
1111
Таблица 6.3
Минитермы 3-го ранга
Нулевая группа
Первая группа
т,
00-0
Y}
00-0
00-0
-ООО
-ООО
0-10
001-
0-10
001-
-010
-010
100-
10-0
10-0
1-00
01-0
-100
Вторая группа
-НО
0-11
-по
OIL
1-01
МО
-011
11-0
ML
Третья группа
ILL
-111
Ml
137
Таблица 6.4
Минитермы 2-го порядка
Г>
у
г3
-0-0
Нулевая группа
QzzQ
^00
Первая группа
0-1-
-1-0
1— 0
Вторая группа
-и-п
4. Если в соседних группах нет минитермов, различающихся зна­
чением только одного аргумента, то склеивание невозможно. Ана­
лизируя в этом смысле минитермы функции У4, приведенные в табл.
6.2, мы видим, что они не склеиваются.
5. Минитермы, оставшиеся неподчеркнутыми, т.е. минитермы,
не подлежащие дальнейшему склеиванию, называются простыми
импликантами. Они составляют в своей совокупности минимизиро­
ванное выражение каждой из логической функций алгоритма син­
тезируемой комбинационной схемы. Дальнейшая минимизация про­
изводится методом поглощения (см. приложение 2, П.2.2). При ми­
нимизации этим методом часть простых импликантов может быть
исключена, если все их логические функции выполняются другими
простыми импликантами. Если логические функции какого-либо
простого импликанта полностью перекрываются одним импликантом, то последний хорошо заметен. Если же эти функции перекры­
ваются совокупностью нескольких импликантов, то возможности
поглощения не очевидны. Чтобы не упустить имеющиеся возмож­
ности упрощения полученного алгоритма, прибегают к составлению
таблицы меток. Табл. 6.5 и 6.6 представляют собой таблицы меток
для функций У| и У2В их строках помещают все простые импликанты, а в столбцах —
все минитермы высшего ранга минимизируемой функции (в нашем
примере — это минитермы 4-го ранга). Далее ставят метки на пере­
сечении каждой строки и столбца, соответствующего минитерму,
имеющему в своем составе те же значения аргументов, что и у про­
стого импликанта, представленного в строке (см. табл. 6.5 и 6.6).
Если какой-либо минитерм покрывается только одним простым
импликантом, то последний отмечают звездочкой (см. табл. 6.5 и 6.6)
и далее именуют существенным импликантом. Последний обязатель-
138
но включают в минимизированное выражение функции. В разби­
раемом примере существенными импликантами покрываются все
минитермы, так что их достаточно для отображения заданных функ­
ций. Если же в таблице меток остаются непокрытые существенными
импликантами минитермы, то для них выбирают минимальное по­
крытие из оставшихся простых импликантов. В заключение заметим,
что для функций К3 и Y4 строить таблицы меток нет необходимости,
так как их выражения проверяются непосредственно по таблице за­
дания (см. табл. 6.1).
6. Минимизированные выражения логических функций, входя­
щих в состав алгоритма комбинационной схемы, переводят в бук­
венную дизъюнктивную форму по тем же правилам, по каким была
получена формула (6.1) для функции У4, но с учетом того, что про­
черк в таблице меток означает отсутствие соответствующего аргумен­
та в логической формуле. В нашем примере, проставляя в существен­
ных импликантах, приведенных в табл. 6.5 и 6.6, вместо единицы
соответствующий аргумент, а вместо нуля инверсию аргумента и сум­
мируя полученные путем такой подстановки конъюнкции, получим
следующие выражения для функций Yt и У2;
Г, = ^%2Х4 +%2%3 + %3^4;
(6.2)
Y2 = X2X4 + XlX,X4+XlX1X4.
(6.3)
Таблица 6.5
Y
0000
оою
*00-0
V
V
0-1-
V
оно
ООП
V
V
юн
*- -п
0Ш
пн
V
V
*-п-
ИЮ
V
V
V
ООП
1001
V
V
V
V
1101
0111
Таблица 6.6
Y1
0000
оою
1000
*-0-0
V
V
V
00I-
100-
*0-П
*1-01
V
1010
V
V
V
V
V
V
V
V
139
Так как у функции У3 имеется единственный простой импликант
---О, то ее логическая формула до предела проста:
Уз = ^4-
(6.4)
Выражение для функции У4 определяется формулой (6.1), посколь­
ку она не подлежит, как показано выше, упрощению методом
Квайна— Мак-Класки.
6.3. Схемная реализация релейно­
контактных комбинационных схем
Порядок составления комбинационных схем управления опреде­
ляется используемой элементной базой. Последняя состоит из двух
резко отличных друг от друга классов: релейно-контактной аппара­
туры и электронной аппаратуры. Сложные логические функции
управления реализуются преимущественно с помощью электронной
аппаратуры, но силовые исполнительные устройства нередко ком­
плектуются контакторами, электромагнитами и другой электромеха­
нической аппаратурой, которая выполняет частично и логические
операции.
Кроме того, примем во внимание, что программирование ПЛК
производится, чаще всего, либо на языке релейно-контактных схем
(LD), либо на языке логических блочных схем (FBD), либо на языке
списка инструкций (IL), отображающем непосредственно выраже­
ния логических функций, полученные с помощью булевой алгебры.
Выше мы уже ознакомились с методами синтеза логических функ­
ций, необходимых для программирования на языке IL. Теперь рас­
смотрим схемную реализацию полученных выше логических (буле­
вых) функций с помощью, с одной стороны, релейно-контактной
аппаратуры, а с другой стороны — с помощью типовых логических
элементов. Это является теоретической подготовкой к программи­
рованию на языках LD и FBD.
При рассмотрении релейно-контактных логических устройств бу­
дем полагать, что, если цепь питания катушки реле разомкнута, то
на входную цепь реле (цепь ее катушки) подан нулевой сигнал, а если
на катушку реле подано питающее напряжение, то это означает по­
дачу единичного входного сигнала на вход данного реле. Выходными
сигналами реле, рассматриваемого как управляющее устройство, яв­
ляются сигналы, формируемые его контактами, переключаемыми
при притяжении якоря реле к сердечнику и при отпускании якоря.
Контакты реле рисуют разомкнутыми, если они разомкнуты при от­
ключенном питании катушки данного реле (нормально разомкнутые,
или замыкающие контакты). Если же контакты реле замкнуты при
отключенном питании его катушки, то их рисуют замкнутыми и име-
140
Рис. 6.1. Реализация функции ИЛИ на реле
нуют нормально замкнутыми или размыкающими. При подаче еди­
ничного сигнала (напряжения питания) на вход реле (на его катуш­
ку) замыкающие контакты данного реле замыкаются и подключают
к источнику питания нагрузку этого реле путем подачи на нагрузку
(например, на катушку другого реле) единичного сигнала. В этом
случае реле реализует функцию логического повторения:
У= %,
где X — входной сигнал реле; Y — выходной сигнал того же реле.
Здесь учитывается также, что при подаче на вход реле нулевого
сигнала (снятия питания катушки) сигнал на выходе также станет
равным нулю (нагрузка будет отключена).
Если на вход реле поданы параллельно несколько различных сиг­
налов (рис. 6.1), то при равенстве любого из них порознь или вместе
единице единичное напряжение, т. е. напряжение питания, будет по­
дано на обмотку выходного реле Y, что приведет к подаче напряже­
ния питания на нагрузку его замыкающим контактом Y.
На рис. 6.1 подача единичного сигнала на вход реле У обеспечи­
вается подачей такого же единичного сигнала на вход, т.е. на обмот­
ку любого из входных реле Хь Х2 или Х3 порознь или вместе. Обмот­
ка реле У потеряет питание, т.е. на вход реле У будет подан нулевой
сигнал, только тогда, когда потеряют питание все реле: Xt, Х2 и Х3,
что означает подачу на их входы (на обмотки) нулевых сигналов.
Итак, достаточно появиться хотя бы одному единичному сигналу на
входах реле Х}, Х2 или Х3, как на выходе реле Утакже появится еди­
ничный сигнал. Таким образом, работа реле Xh Х2 и Х3 на рис. 6.1
соответствует закону логического сложения (см. приложение 2,
П.2.2):
Y = X, + Х2 + Х3,
согласно которому имеем У= 1 при любом единичном значении Xh
Х2 или Х3 порознь или вместе. Тем самым доказано, что логическое
сложение (дизъюнкция, функция ИЛИ) схемно реализуется парал­
лельным соединением контактов реле.
Если в цепь нагрузки реле подключены его размыкающие контак­
ты, то при наличии нулевого сигнала на его входе (обмотка отклю­
чена от источника питания) на нагрузку реле через размыкающий
контакт будет подано напряжение питания, т.е. единичный сигнал.
При подаче единичного сигнала на вход этого реле, его размыкаю-
141
щие контакты на выходе разомкнутся и отключат нагрузку от источ­
ника питания, т. е. подадут на нагрузку нулевой сигнал. Таким обра­
зом, благодаря использованию размыкающих контактов подача на
вход X единичного сигнала приводит к появлению на выходе Y ну­
левого сигнала, и наоборот: подача на вход реле X нулевого сигнала
приводит к формированию единичного сигнала на выходе реле Y.
Это соответствует функции логической инверсии (см. приложение
2, П.2.3)
Y = X.
Отсюда правило: логическая инверсия (логическое отрицание,
функция НЕ) реализуется размыкающим контактом реле.
Если контакты нескольких реле соединены последовательно и че­
рез них подается питающее напряжение на нагрузку, то питающее
напряжение будет подано, если все контакты окажутся замкнутыми.
Это случится, если на входы реле, которым принадлежат замыкаю­
щие контакты, будут поданы единичные сигналы, а на входы реле,
которым принадлежат размыкающие контакты, включенные в ту же
последовательную цепочку, будут поданы нулевые сигналы. Так, все
контакты последовательного соединения, приведенного на рис. 6.2,
будут замкнуты, если будет реализовано следующее сочетание вход­
ных сигналов: Xt = 1, Х2 = О, Х} = 1.
Это соответствует реализации функции логического умножения
в форме (см. приложение 2, П.2.2)
Y = XlX2XJ,
поскольку функция Y равна единице только в случае равенства еди­
нице всех сомножителей заданного произведения. Отсюда получаем
правило: логическое произведение (конъюнкция, функция совпаде­
ния, функция И) схемно реализуется последовательным соединени­
ем контактов реле.
Сформулированные правила схемной реализации логических ал­
горитмов носят название метода последовательно-параллельных
соединений. Они естественным образом распространяются на бо­
лее сложные сочетания контактов. Так, при схемной реализации
Рис. 6.2. Реализация функции И на
реле
142
Рис. 6.3. Релейная схема, реализую­
щая функцию Y
функции У,, заданной формулой (6.2), мы сначала вынесем за скоб­
ки Ху
Yt = XtX2X4 + X}(X2+X4),
а затем составим релейную схему, реализующую функцию К,, по
сформулированным выше правилам. Составленная схема показана
на рис. 6.3. Видно, что применение скобочной формы позволило
уменьшить количество контактов, необходимых для схемной реали­
зации функции К,.
6.4. Схемная реализация комбинационных
схем на логических элементах
Логическими элементами называют микросхемы малой степени
интеграции, реализующие простейшие логические функции 2 —4 ар­
гументов. Наиболее распространены логические элементы, реали­
зующие логические функции И (рис. 6.4, а), ИЛ И (рис. 6.4, б), И— НЕ
(рис. 6.4, в) и ИЛИ—НЕ (рис. 6.4, г). К логическим элементам от­
носят также микросхемы, реализующие простейшие последователь­
ностные алгоритмы (например, триггеры), но они будут рассмотрены
далее.
Логические элементы И реализуют функцию логического умно­
жения (конъюнкцию). Это означает, что выходной сигнал схемы И
равен единице только в том случае, когда все ее входные сигналы
равны единице. Логический элемент И называют также схемой со­
впадения.
Логические элементы ИЛИ реализуют функцию логического сло­
жения (дизъюнкцию), т.е. сигнал на выходе схемы ИЛИ равен нулю
только тогда, когда все входные сигналы равны нулю.
Логические элементы И—НЕ реализуют функцию инверсии ло­
гического произведения (функцию Шеффера), а элементы ИЛИ­
НЕ — функцию инверсии логической суммы (функцию Пирса). Та1
I
У=А'1%2^3Л4
^=4^
I
*
&
1
Г=Л'1+Х2+%3
1
I
1
И
I
—
Г&]
У2- □
а
y=x\x2
И—НЕ
в
*2~
—
ИЛИ
б
и
и
y=x+X2
ИЛИ—НЕ
г
Рис. 6.4. Схемные обозначения логических элементов
143
а
б
в
Рис. 6.5. Реализация логических функций на элементах И —НЕ
ким образом, если логическое произведение равно единице, то эле­
мент И— НЕ выдает нулевой сигнал на своем выходе, а если логиче­
ская сумма равна единице, то элемент ИЛИ—НЕ также выдает ну­
левой сигнал. В противном случае на выходах элементов данного
типа формируется единичный сигнал (см. приложение 2, табл.
П.2.1).
В одном корпусе микросхемы обычно имеется четыре логических
схемы на два входа каждая либо три схемы на три входа каждая, либо
две схемы на четыре входа независимо от вида элементарных логи­
ческих функций, которые данные микросхемы реализуют. Если не
все входы логической схемы используются в проектируемом устрой­
стве, то неиспользуемые входы следует объединять с используемыми.
Так, для реализации функции инверсии необходимо объединить все
входы схемы И—НЕ (рис. 6.5, а). Тогда получим
Y = ХХ = Х.
Если две схемы И— НЕ соединить последовательно, как показано
на рис. 6.5, б, то вторая схема инвертирует инверсию логического
произведения, полученного на первой схеме, так что на выходе вто­
рой схемы получим само логическое произведение. Если же на вход
схемы И— НЕ подать инверсии интересующих нас сигналов (см. рис.
6.5, в), полученных предварительно с помощью опять же схемы
И— НЕ, то на выходе получим логическую сумму исходных сигналов
согласно закону Де Моргана (см. приложение 2, П.2.3). Таким обра­
зом, с помощью элементов И—НЕ можно реализовать все базовые
функции булевой алгебры, а следовательно — любые логические
функции. Так же универсальны и элементы ИЛИ— НЕ. Элементы
других типов, которые при наличии элементов И—НЕ или ИЛИ­
НЕ не являются обязательными для реализации алгоритмов управ­
ления, имеют, как правило, специальное назначение. Так, элементы
И (см. рис. 6.4, а) обычно являются усилительными элементами. Их
допустимый выходной ток достигает 100 мА, в то время как обычные
логические элементы имеют допустимый выходной ток до 5 мА.
Пример 6.1. Реализовать на логических элементах преобразователь
кода, логические функции которого отображаются формулами (6.1)—(6.4).
Один из возможных вариантов схемы приведен на рис. 6.6.
Выходные сигналы датчика положения должны быть, прежде все­
го, инвертированы, чтобы их можно было подать во входные цепи
144
Рис. 6.6. Схема преобразователя кода на логических элементах
145
преобразователя как в прямом, так и в инверсном виде. Соответ­
ственно, в верхней части схемы (рис. 6.6, а) показано, как входные
сигналы Х}> Х2, Х3 и ^инвертируются на логических элементах D1/1,
D1/2, D1/2 и D1/4, реализующих функцию И— НЕ в составе микро­
схемы D1.
Схема, производящая непосредственное преобразование кода
Грея, в котором работает датчик положения, в прямой арифметиче­
ский двоичный код, удобный для использования в УВМ, приведена
на рис. 6.6, б. Реализация функции У4 здесь произведена в скобоч­
ной форме:
У4 = (Х}Х3 + ХхХ3 )(Х2Х4 + Х2Х4) +
+(Х1Х3+Х1Х3)(Х2Х4+Х2Х4).
(6.5)
При построении схемы были учтены возможности использова­
ния отдельных ее цепей, реализующих функцию У4, для реализации
остальных заданных функций. Такие возможности видны при срав­
нении логических формул, реализующих заданные функции. Так,
при сравнении выражения (6.5) с выражением (6.3), приведенным
к скобочной форме, видно, что у функций У4 и У2 имеются общие
члены
Х'Х3 + Х'Х3 и Х2Х4,
а у функции У|, согласно выражению (6.2), можно выделить кроме
еще и инверсное ему выражение
2 "г
Л4 —Л
2-Л 4
Реализация самой функции У4 значительно упростилась, посколь­
ку было принято во внимание, что если обозначить
а = Х1Х3+Х1Х3;
Ь = Х2Х4+Х2Х4,
(6.6)
то окажется, что
б^Х'Ху+Х^)-,
Ь=(Х2Х4 + Х2Х4).
Поэтому достаточно_реализовать функции а и Ь по формулам
(6.6), а выражения а и Ь, необходимые, как видно из формулы (6.5),
для реализации функции У4, получить путем простой инверсии.
Функция а реализована на элементах И—НЕ D2/1, D2/2 и D3/1.
На выходах D2/1 и D2/2 получены соответственно инверсии
146
XtX3 и Х^Х3 произведений входных сигналов А", и Х3, а также Xt
и Х}. На выходе D3/1 получена, в свою очередь, инверсия произве­
дений входных сигналов схемы D3/1, т.е. получено:
а = л jA З л ,л з = A,A3
Аналогично на выходе D3/4 получено:
Ь = Х2ХА-Х2Х4 = Х2Х4 + Х2Х4.
На выходах элементов D3/2 и D5/1, на входы которых поступают
сигналы b и а, получены, соответственно, сигналы b и а. Далее, с
учетом того, что из формулы (6.5) следует
У4 = аЪ +ab,
реализуем функцию У4 аналогично тому, как ранее реализовали функ­
ции а и Ь. Однако на выходе структуры, реализующей У4, ставим
вместо элемента И— НЕ усилительный элемент И (элемент D6). По­
этому на первом выходе О6_получаем Y4. Аналогично на втором
сверху выходе D6 получаем Y3 подав на его вход сигнал Х4, в то вре­
мя как У3 = Х4.
Инверсные сигналы на выходах нашей схемы позволяют органи­
зовать индикацию посредством сигнальных ламп. Действительно,
если имеет место, например У4 = 1, то У4 =0. Выходной потенциал
элемента D6/1 близок к нулю и к лампочке HL4 приложено почти
все напряжение питания. Следовательно, при У4 = 1 лампочка HL4
будет светиться. Так же будут светиться остальные сигнальные лам­
пы. Если же необходимо получить на выходах схемы проектируемо­
го преобразователя прямые сигналы Yb то полученные сигналы У,
следует дополнительно инвертировать.
Функция У2 легко реализуется подобно_функции а. При реализа­
ции функции У2 инверсию произведения А2А4 берем с выхода D2/3,
а инверсию произведения аХ4 формируем на выходе элемента D4/2.
Далее формируем выходной сигнал У2 на первом выходе элемента
D7 аналогично тому, как формировался выходной сигнал У4 на пер­
вом выходе D6.
Реализация функции У] проводится аналогично, но с учетом того,
что выходной сигнал элемента D2/3 — это
%2А4 = А2+А4,
а инвертируя его на элементе D4/1, получаем А2Х4.
В заключение заметим, что преобразователь кода в том виде, в
каком он представлен на рис. 6.6, не обеспечивает одновременности
преобразования входных сигналов Xt в выходные сигналы Y,. Так,
147
при изменении значения входного сигнала Х\ значение выходного
сигнала Yt изменится скорее, чем значения У2 и У4: сигнал со входа
Х} достигает выхода У1; пройдя три последовательно соединенных
элемента (Dl/1, D4/4, D7/2), а выхода У2> например, он достигает,
пройдя пять элементов (Dl/1, D2/2, D3/1, D4/2 и D7/1). Это явле­
ние носит название гонки импульсов и приводит, если ему не про­
тиводействовать, к появлению кратковременных ложных сигналов
на выходах и к сбоям в работе системы управления.
Наиболее действенное средство борьбы с гонкой импульсов —
переход от асинхронного к синхронному способу управления. При
асинхронном управлении сигналы обратной связи принимаются в
произвольные моменты времени, по мере их поступления и измене­
ния, а при синхронном управлении прием сигналов обратной связи
производится в определенные промежутки времени, называемые вре­
менем считывания.
При синхронном управлении считывание информации с выходов
преобразователя кода производилось бы только во время подачи на
синхронизирующий вход С1 (см. рис. 6.6, б) единичных сигналов.
Предполагается, что ко времени считывания переходные процессы в
преобразователе кода должны быть завершены, что обеспечивает од­
нозначность считываемой информации. Чтобы получалось действи­
тельно так, преобразователь кода должен работать по схеме последо­
вательностного, а не комбинационного устройства управления.
6.5. Синтез алгоритмов
последовательностных автоматов
Последовательностными автоматами называют управляющие
устройства, выходные сигналы которых зависят не только от комби­
нации входных сигналов, имевших место в текущем такте техноло­
гического цикла, но и от комбинаций входных сигналов, имевших
место в предыдущих тактах и повлиявших на внутреннее состояние
автомата. Так, при перемещении рабочего органа станка по линей­
ной траектории и достижении заданной точки рабочей зоны станка
система программного управления переходит к выполнению нового
кадра программы. В нем может быть задано опять же перемещение
по линейной траектории, но в другом направлении и с другой ско­
ростью. Сигналом к переходу на отработку нового кадра программы
является в этом случае совокупность сигналов датчиков положения
о достижении заданной точки в пространстве.
В простейших последовательностных автоматах программа рабо­
ты жестко закладывается в конструкцию автомата и определяет по­
следовательность смены его состояний. Каждое состояние автомата
характеризуется отличным от соседнего состояния способом реаги­
рования на поступающие входные сигналы. Переход от одного со-
148
стояния к другому определяется как комбинацией входных сигналов,
так и конкретным состоянием, в котором находится автомат. Самым
простым способом смены состояний является случай, когда все со­
стояния пронумерованы и их смена производится в порядке возрас­
тания (или уменьшения) номеров. Запоминание состояний автомата
обычно производится с помощью двоичных элементов памяти, та­
ких как электронный триггер или электромагнитное реле. Число со­
стояний, которые можно запомнить с помощью совокупности из т
таких элементов, достигает
М= 2т,
так что число запоминающих элементов т выбирается исходя из не­
равенства
т > log2A/,
(6.7)
где М — число состояний, которые подлежат запоминанию.
Если обозначить через X совокупность сигналов обратной связи
(входных сигналов), поступающих от ТО, через Y — совокупность
сигналов управления (выходных сигналов), подаваемых на ТО, через
Z — совокупность внутренних управляющих сигналов, отображаю­
щих текущее состояние автомата, то окажется, что одним и тем же
значениям X соответствуют различные значения У, если при тех же
Xзначения Zразличны. При использовании аппарата булевой алге­
бры (см. приложение 2) сигналы Xименуют входными переменными,
сигналы Y — выходными переменными, а сигналы Z — промежуточ­
ными переменными. Соответствующая принятым обозначениям
структура последовательностного автомата приведена на рис. 6.7.
Видно, что автомат состоит из двух основных блоков: арифметикологического устройства (АЛУ) и устройства формирования состоя-
Рис. 6.7. Общая структура последовательностного автомата
149
ний (УФС). Блок АЛУ является комбинационной частью последова­
тельностного автомата. Он производит заданные арифметические и
логические операции над входными сигналами А7 и управляющими
сигналами Z/_|, причем у простейших автоматов производятся толь­
ко логические операции.
Устройство формирования состояний автомата (УФС), действуя
посредством совокупности управляющих сигналов Z'-1, задает опе­
рации которые должно произвести АЛУ над входными сигналами X
в текущем рабочем такте. Выходные сигналы АЛУ подразделяются
на две группы: Y' и Z', причем индекс t означает момент времени
или номер такта, в котором были выработаны данные сигналы. Сиг­
налы Y' — это управляющие сигналы, подаваемые на технологиче­
ский объект, а сигналы Z' — это внутренние управляющие сигналы,
характеризующие внутреннее состояние автомата. Они подаются со­
вместно с некоторыми сигналами Y' в УФС и там запоминаются.
Далее эти сигналы обрабатываются в соответствии с действиями,
предусмотренными очередным кадром управляющей программы УП,
и подаются на вход АЛУ после прихода очередного тактового им­
пульса С на вход синхронизации. Синхронизация предотвращает по­
дачу управляющих сигналов Z'-1 до того, как они будут полностью
сформированы в УФС. После того, как они сформируются и будут
поданы в АЛУ, в УФС смогут поступить новые сигналы Z' и Y', сиг­
налы следующего такта управления. Следовательно, управляющие
сигналы Z'-1 на входе АЛУ относятся к предыдущему такту работы
АЛУ, что и отражается индексом t - 1.
У простейших автоматов внешняя УП после задания режима ра­
боты в УФС не поступает. Их поведение в технологическом цикле
целиком определяется распределением сигналов Y' и Z', которые по­
ступают в УФС и там запоминаются. После подачи тактового им­
пульса на вход С совокупность сигналов Z (часть которых может со­
впадать с выходными сигналами Y) поступает на входы АЛУ, задавая
логические операции, которые оно должно совершить в течение но­
вого рабочего такта.
У очень простых автоматов, работающих по принципу асинхрон­
ного управления, особый генератор тактовых импульсов отсутствует,
а гонка импульсов предотвращается тем, что при любых переходах
из одного состояния в другое допускается изменение значения толь­
ко одного сигнала из всей совокупности внутренних управляющих
сигналов Z. В этом случае изменение очередного сигнала Zi из сово­
купности Zявляется как бы синхронизирующим импульсом, задаю­
щим функционирование АЛУ в новом такте + , работы автомата.
Алгоритм последовательностного автомата удобно составлять ис­
ходя из структурной схемы, приведенной на рис. 6.7. На этой схеме
АЛУ является комбинационной частью автомата, а УФС включает в
себя запоминающие устройства (ЗУ), задающие посредством сигна­
лов Z'-1 режим работы АЛУ в каждом рабочем такте автомата в те-
150
чение технологического цикла. В простейших автоматах сигналы
Z'-1 — это сигналы Z' и, возможно, часть сигналов Y', сформиро­
ванные в предыдущем такте автомата и запомненные в УФС. Сле­
довательно, составление алгоритма простого автомата естественным
образом разделяется на два этапа. На первом этапе составляется ал­
горитм функционирования АЛУ в виде
Г = /(Z', Z'_|); Z' = /2(%', Z'-1)
по правилам составления комбинационных схем, а затем на втором
этапе уточняется структура ЗУ в составе УФС и порядок формиро­
вания синхронизирующих импульсов. Функцию Y' принято называть
функцией выходов, а функцию Z' — функцией переходов от состоя­
ния к состоянию автомата.
Рассмотрим пример простейшей схемы управления, функциони­
рующей по принципу последовательностного автомата.
Пример 6.2. Составление схемы регулирования уровня рабочей жид­
кости в резервуаре в пределах от нижнего уровня, контролируемого по­
плавковым датчиком dH, до верхнего уровня, контролируемого таким же
датчиком J„.
Нормальным состоянием датчиков будет считаться такое, когда задан­
ный уровень достигнут и контакты датчиков разомкнуты (</н = 0, d„ = 0).
Пока не достигнут верхний уровень, т.е. пока dK= 1, насос Н, питающий
резервуар, должен быть включен (Н = 1). При достижении верхнего уровня,
когда d0 = 0, насос должен отключаться и оставаться отключенным (Н = 0),
пока жидкость не опустится ниже нижнего контролируемого уровня, т.е.
пока не замкнутся контакты нижнего датчика (JH = 1).
Технологический цикл регулирования уровня жидкости отображен ци­
клограммой, представленной в табл. 6.7.
Видно, что когда оба датчика сигнализируют о том, что заданный уро­
вень не достигнут (d„= 1 и d„ = 1), насос включен (Н = 1). Когда оба датчика
сигнализируют о том, что заданный уровень достигнут (dH = 0 и dB = 0), на­
сос выключен (Н = 0). Но когда нижний датчик сигнализирует о том, что
заданный уровень достигнут (dH = 0), а верхний — что уровень не достигнут
(dn = 1), то в такте 2 насос должен оставаться включенным, а в такте 4 — вы-
Таблица 6.7
Такты
Элементы
I
2
3
4
Датчик dH
I
0
0
0
Датчик dB
I
I
0
I
Насос Н
I
I
0
0
Состояния
151
ключенным. Для различения этих двух случаев обозначаем один из них со­
стоянием 1, а второй — состоянием 2. В системе управления насосом для
различения состояний 1 и 2 можно было бы ввести некую функцию Z, но
поскольку она совпадает с функцией Н включения насоса (см. табл. 6.7),
полагаем Z = Н.
Составим таблицу истинности для выхода Н' комбинационной части
(АЛУ) проектируемого устройства регулирования уровня (табл. 6.8). В дан­
ном случае, поскольку Z = Н, составленная таблица выходов, отображаю­
щая функцию выхода Н', совпадает с таблицей переходов, отображающей
функцию переходов насоса из одного состояния в другое.
В табл. 6.8 Н'-1 означает значение Н в предыдущем такте работы проек­
тируемого устройства, а значение Н' — это то значение, которое должно
формироваться в текущем такте. Если Н' = Н'"1, то данное состояние устой­
чиво, а если Н'^ Н'-1, то данное состояние не устойчиво и перейдет в другое
состояние, соответствующее тому же сочетанию входных сигналов, но дру­
гому значению Н. Так, состояние, записанное во второй строке (сверху)
табл. 6.8, имеет Н'_| = 1, а Н'=0. Оно переходит в состояние, записанное в
первой, верхней строке, где Н'_| = Н'= 0. Это означает, что когда при рабо­
тающем насосе (Н'_| = 1) будет достигнут верхний уровень заполнения
резервуара (dH = 0 и dB = 0), система управления должна выключить насос
(Н' = 0). Если в этой ситуации насос окажется выключенным (Н'~' = 0,
= 0, dB = 0), то он и далее должен оставаться выключенным (Н' = 0).
При составлении таблицы перебирались все сочетания значений dH, dB и
Н'_| от 000 до 111 в порядке счета в двоичном арифметическом коде и опре­
делялось, каково должно быть дальнейшее состояние Н' насоса при данной
комбинации сигналов датчиков и текущем состоянии Н'"1 насоса. Так, если
рассмотрим предпоследнюю строчку таблицы истинности (1101), то увидим,
что в этой ситуации сигналы датчиков (d„ = 1, dB = 1) свидетельствуют о том,
Таблица 6.8
Входы
152
Выход
dB
d.
Н'-'
Н'
0
0
0
0
0
0
1
0
0
1
0
0
0
1
1
1
1
0
0
*(0)
1
0
1
*(0)
1
1
0
1
1
1
1
1
что уровень жидкости в резервуаре снизился ниже допустимого минимума,
а насос отключен (Н'_| = 0). Следовательно, система управления должна его
включить, о чем свидетельствует последующий выходной сигнал Н' = 1.
В пятой и шестой строках табл. 6.8 на месте значений Н' проставлены
звездочки. Они свидетельствуют о невозможности данной ситуации (dK = 1
и = 0) при нормальном функционировании системы регулирования. Ведь
если действительно dH = 1, то уровень жидкости в резервуаре ниже допусти­
мого минимума, так что и верхний датчик должен выдавать сигнал dB = 1.
Если же сигнал dK = 0 верен, то уровень жидкости выше верхнего допусти­
мого максимума, и нижний датчик тем более должен выдавать сигнал dK = 0.
Следовательно, при d„ = 1 и da = 0 один из датчиков явно неисправен и си­
стема регулирования не может нормально функционировать. В этой ситуа­
ции естественным решением является блокирование автоматической систе­
мы регулирования и переход к ручному управлению наполнением резервуа­
ра. Для этого следует предусмотреть отключение насоса при появлении
неправильной комбинации входных сигналов, т. е. в пятой и шестой строках
табл. 6.8 проставить Н' = 0.
После окончательного оформления таблицы выходов (см. табл. 6.8) не­
обходимо составить логическую формулу системы регулирования в дизъюн­
ктивной форме, упростив ее методом Квайна— Мак-Класки (см. под­
разд. 6.2). В результате получим
Н' = dHdB +
(6.8)
Для реализации данной функции на электромагнитных реле выгодно
применить скобочную форму
Н' = dB(dH + И'’1).
Ей соответствует схема, приведенная на рис. 6.8, а.
Чтобы реализовать выражение (6.8) на логических элементах, надо взять
от него двойную инверсию, причем внутреннюю инверсию следует рас­
крыть по правилу Де Моргана:
Н' =dHdBd3W~l.
Теперь формула для Н' выражена исключительно через операции И— НЕ
и по ней можно (см. подразд. 6.4) непосредственно составить схему на логи­
ческих элементах И— НЕ, приведенную на рис. 6.8, б.
На выходе релейной схемы установлено промежуточное реле Н', а на вы­
ходе схемы на логических элементах — усилитель мощности УМ. Как реле
Н', так и усилитель УМ необходимы для усиления управляющего сигнала,
включающего контактор управления двигателем насоса. Но реле Н' кроме
того подает сигнал обратной связи в виде своих контактов Н'_|, включенных
в цепь управления этим реле. Срабатывание контактов реле происходит с
задержкой, определяемой временем включения и отключения реле. Поэто­
му состояние контактов Н'"1 отстает на один такт от состояния сигнала на
обмотке реле Н'. Аналогично действует обратная связь в схеме на логиче­
ских элементах. Скажем, когда сформируются единичные входные сигналы
153
Рис. 6.8. Схемы регулирования уровня жидкости в резервуаре:
с — на электромагнитных реле; б — на логических элементах И—НЕ
dH = 1 и d„ = 1, в этот момент времени на вход Н'-1 еще подан сигнал Н' = О,
а не Н'= 1, который соответствует, согласно выражению (6.8), входным сиг­
налам <4 = 1 и </„ = 1. Сигнал Н' = I появится лишь после прохождения управ­
ляющего сигнала, обусловленного значениями dH = 1 и = 1, через два эле­
мента И— НЕ (см. рис. 6.8, б).
Если сравнивать схемы рис. 6.8 с общей структурой последовательност­
ного автомата, приведенной на рис. 6.7, то окажется, что релейно-контактная
структура рис. 6.8, а и вся логическая схема рис. 6.8, б, кроме проводника
Н'— Н'_| входят в состав АЛУ, комбинационной части автомата. На долю
УФС остаются: электромеханическая часть реле Н', управляющая положе­
нием контактов Н'_|, и проводник Н' - Н'_| в логической схеме рис. 6.8, б.
Однако этого достаточно, чтобы обеспечить запоминание каждого из двух
состояний насоса, включенного и отключенного, и четкий переход из одно­
го состояния в другое.
Обратим также внимание на экономичность релейно-контактного вари­
анта по сравнению с электронным вариантом. Ведь реле Н' может быть
смонтировано на той же панели, что и силовой контактор, и питаться от
того же источника питания. А электронная схема требует применения осо­
бой монтажной платы и особого источника питания, да и стоимость элек­
тронных компонентов схемы может оказаться выше стоимости реле Н'. Ука­
занные факторы определяют экономичность несложных релейно­
контактных схем управления по сравнению с электронными схемами при
небольшой частоте переключений.
6.6. Типовые элементы
последовательностных автоматов
6.6.1. Виды запоминающих устройств
Основной отличительной чертой последовательностных схем
управления является наличие в их составе запоминающих устройств
(ЗУ). Последовательностные автоматы называют поэтому автома­
тами с памятью. Все реальные устройства автоматического управ-
154
ления содержат в своем составе элементы памяти, пусть хотя бы в
виде блок-контакта в схеме управления двигателем (см. рис. 6.8, а).
Рассмотрим типовые ЗУ, применяемые в АСУТП.
По своему назначению ЗУ делятся на два класса: постоянные ЗУ
(ПЗУ) и оперативные ЗУ (ОЗУ). ПЗУ предназначены для длитель­
ного хранения информации и потому их основным качеством явля­
ется энергонезависимость, т. е. способность длительное время сохра­
нять записанную информацию после отключения электропитания.
По своей конструкции ПЗУ делятся на магнитомеханические и элек­
тронные. Магнитомеханические ПЗУ — это жесткие магнитные ди­
ски. Информация записывается на их дорожках в виде последова­
тельности намагниченных и ненамагниченных участков в двоичном
коде, считая, что намагниченный участок это 1, а ненамагниченный — 0. Магнитомеханические ПЗУ энергонезависимы и надежны,
допускают перезапись информации, но их быстродействие ограни­
чено скоростью вращения дисков. Они удобны для употребления в
тех случаях, когда перезапись информации и обращение за инфор­
мацией к ЗУ происходит относительно редко, как это бывает, напри­
мер, при записи массива УП в памяти УЧПУ.
Электронные ПЗУ, в том числе перепрограммируемые ПЗУ
(ППЗУ), устройства флеш-памяти, выполняются на базе БИС. Они
обладают большей скоростью обмена информацией и употребляют­
ся для формирования в УВМ системного программного обеспечения,
а ППЗУ — также и для записи УП.
Оперативные ЗУ предназначены для скоростной обработки теку­
щей (оперативной) информации. Эта информация не предназначена
для длительного хранения, но должна быть обработана достаточно
быстро, чтобы обеспечить управление быстродействующими испол­
нительными механизмами и оперативную обработку информации,
поступающей по каналам обратной связи. ОЗУ выполняются на энер­
гозависимых БИС, но позволяют обрабатывать информацию с так­
товой частотой в десятки и сотни мегагерц. Основой БИС ОЗУ яв­
ляются триггерные ячейки, выполненные на электронных элементах
с двумя устойчивыми состояниями, триггерах.
6.6.2. Триггеры
Простейшей триггерной ячейкой является асинхронный RSтриггер (рис. 6.9). Это ячейка с двумя входами, R и S, и с двумя вы­
ходами: прямым выходом Q и инверсным выходом Q . По сигналу
5 = 1 (Set — установка) ЛУ-триггер устанавливается в единичное со­
стояние, которому соответствует (9=1 и 0 = 0. По сигналу R = 1
(Reset — сброс) 7?,У-триггер сбрасывается в нулевое состояние, ко­
торому соответствует Q = 0 и Q = 1 .
155
Рис. 6.9. Схема Л5-триггера на элементах И —НЕ
Когда на одном из входов RS-триггера имеется единичный сиг­
нал, на другой вход должен быть подан нулевой сигнал. Одновремен­
ная подача единичных сигналов на оба входа RS- триггера не допу­
скается. При наличии на обоих входах АУ-триггера нулевых сигналов
его состояние не изменяется. Таким образом, А5-триггер является
последовательностной управляющей ячейкой, характеризующейся
двумя различными внутренними состояниями, каждое из которых
целесообразно обозначать сигналом на прямом выходе: Q = 1 и Q = 0.
В такую ячейку можно записать и в ней хранить информацию, не
превышающую 1 бит. Триггер — это стандартная ячейка ОЗУ для
хранения информации в 1 бит.
Функционирование АУ-триггера может быть отображено табли­
цей выходов (табл. 6.9).
В табл. 6.9 видно, что при R = 0 и S= О АУ-триггер сохраняет свое
состояние неизменным, т. е. хранит ранее записанную информацию:
либо Q = 0, либо Q=l. При подаче сигнала S' = 1 на выходе уста­
навливается Q' = 1 вместо Q’ = 0 или сохраняется Q= 1. Аналогично
при подаче R' = 1 на выходе устанавливается Q'= 0. Запретность ком­
бинации R = 1 и 5 = 1 (одновременно) означает, что клетки со звез­
дочками можно заполнять произвольно, так как при нормаль­
ной эксплуатации АУ-триггера одновременное поступление R = 1 и
Таблица 6.9
Q
О'
Режим
0
0
0
0
0
1
0
1
1
0
Хранение информации
Q' = О'"1
0
0
1
1
0
1
1
1
0
0
Запись 1
Q'= 1
1
1
0
0
0
1
0
0
1
1
Запись 0
G' = 0
1
1
1
1
0
1
*(1)
*(1)
*(1)
*(1)
Запретная комбинация
156
I
I
Q’-'
(О
S
^1
R!
5=1 исключено. При реализации А5-триггера на элементах ИЛИ­
НЕ наиболее простая схема получается, если вместо звездочек про­
ставить нули, а при реализации на элементах И— НЕ из тех же со­
ображений лучше поставить вместо всех звездочек единицы, что и
сделано. Составление по табл. 6.9 логических формул (см. подразд.
6.2) для функций Q и Q' приводит к следующим выражениям:
Q’ =S + RQ’-[ = SRQ'~l;
Q' =R + SQ'-[ = RSQ'1.
(6.9)
(6.10)
Вторые части формул (6.9) и (6.10) позволяют непосредственно
по ним получить схему RS-триггера на элементах И— НЕ, приведен­
ную на рис. 6.9. Действительно, на выходе Q' имеем
Q' = RQ‘~{,
а на выходе Q соответственно получим
Q' =SQ' =SRQ'~l,
что соответствует выражению (6.9).
Аналогично проверяется правильность выражения (6.10) относи­
тельно выхода Q' схемы, приведенной на рис. 6.9.
Если в формуле (6.9) положить Q = Н, S = dHdB, a R = dB, то она
становится эквивалентной формуле (6.8). Таким образом, если на
входе 5 триггера (см. рис. 6.9) поместить элемент И—НЕ, дающий
5 = dHdB , а на вход R подать сигнал dB, то функции схем на рис.
6.8, б и 6.9 совпадут. Следовательно, схему регулирования уровня по
формуле (6.8) можно строить на логическом элементе, реализующем
функции Я5-триггера, с добавлением элемента И— НЕ для реализа­
ции дополнительной логики по входу 5. Условие недопущения одно­
временной подачи сигналов R = 1 и 5 = 1 здесь строго соблюдается.
Чтобы получить синхронный 7?5-триггер, нужно на его входах
предусмотреть две ячейки И— НЕ, на которые подается синхрони­
зирующий импульс С (рис. 6.10). Синхронный триггер переключает­
ся только при одновременной подаче единичных сигналов на один
из информационных входов и на вход С (Clock). Так, при С = 1 и 5
= 1 имеем С5 = 0 и триггер переключается в состояние Q= 1, Q = 0
или остается в этом состоянии (см. табл. 6.9).
Путем подачи внутреннего сигнала CS на вход R синхронный
А5-триггер превращается в триггер задержки, .D-триггер (Delay —
задержка). У О-триггера вход R является внутренним, а информаци-
157
Т
5
С
R
б
Рис. 6.10. Синхронный Л5-триггер:
а — схема на элементах И — НЕ; б — условное обозначение
онный вход 5 переименован в D. Состояние .D-триггера принимает
то значение, какое имеется на входе D: при D = 1 получим Q = 1, а
при D = 0 получим Q = 0, но только при условии, что С = 1. При С =
= 0 состояние выходов не изменяется, что позволяет организовать
синхронизацию приема .D-триггером информации.
Из других типов триггеров для нас наиболее интересны счетный
триггер (Т-триггер) и JX-триггер (рис. 6.11).
Г-триггеры лежат в основе схем различных счетчиков, a JKтриггеры являются универсальными в том смысле, что могут выпол­
нять функции триггеров многих других типов. У Г-триггера имеется
только один информационный (счетный) вход Т, который совпадает
с тактовым входом С. После прохождения единичного импульса на
счетном входе Т состояние триггера изменяется на противополож­
ное. Поскольку входные импульсы (такты) могут быть различной
длительности, то Т'-триггер должен запоминать не только то состоя­
ние (либо Q' = 1, либо Q' = 0), в котором он должен оказаться по
окончании текущего такта, но и предыдущее состояние (либо Q'~l =
= 0, либо Q'1 = 1) на все время подачи сигнала Т= 1. Иначе вновь
сформировавшееся состояние будет восприниматься триггерной
структурой (при условии сохранения Т = 1), как «старое», что вызо-
Рис. 6.11. Схема (а) и условные обозначения /’-триггера (б) и JA'-триггера (в)
158
вет новое, «лишнее» переключение (см. табл. 6.11), за ним следую­
щее и т.д. до тех пор, пока сохраняется Т= 1. Таким образом, необ­
ходимо запоминать «старое» значение Q на все время, пока имеет
место Т = 1, чтобы избежать автоколебаний. Для этого схема
7-триггера должна содержать две ячейки памяти, а не одну, как это
было у рассмотренных выше RS- и D-триггеров.
Функционирование 7-триггера моделирует счет в двоичной си­
стеме исчисления. Действительно, при подаче единичного импульса
на его вход (7=1) при условии, что значение выхода в этот момент
времени равно нулю (Q = 0), значение выхода становится равным
единице (Q = 1). Это соответствует добавлению единицы в какойлибо разряд двоичного числа, значение которого до того было равно
нулю. При подаче следующего единичного импульса Т = 1 значение
выхода триггера изменится от Q = 1 к Q = 0. То же самое происходит
при прибавлении единицы в какой-либо разряд двоичного числа,
если его значение до того было равно единице. Однако в двоичном
числе при этом произойдет перенос единицы в следующий, старший
разряд. Такой же перенос единицы произойдет и на выходе счетного
триггера, если к нему подключить вход следующего счетного тригге­
ра, как это делается в счетчиках (см. рис. 6.14).
Универсальность У/Г-триггера заключается в том, что при подаче
входных сигналов J = 1 или К = 1 раздельно, он работает, как RSтриггер. Если же на вход К подавать инвертированный сигнал со вхо­
да J, то получится D-триггер. А при подаче J = К = 1 одновременно,
он работает, как 7-триггер, т. е. изменяет свое состояние на противо­
положное после каждого прохождения единичного импульса на так­
товом входе С. Следовательно, структура JK-триггера должна быть
такой же, как и у 7-триггера, но должны быть выполнены отдельные
информационные входы J и К. Этим требованиям удовлетворяет схе­
ма, приведенная на рис. 6.11, а, которой соответствует (при J = К =
= 1) следующая таблица выходов (табл. 6.10). Согласно этой таблице
при Т = 1 изменяются только значения промежуточных выходов Q',
а значения основных выходов Q,+ 1 остаются неизменными (Q,+ 1 =
=
При Т= 0 основные выходы принимают значение промежу­
точных: О'' 1 = Q, а значения Q при этом остаются неизменными.
Функционирование основных выходов 7-триггера описывается фор­
мулой
(2'+| =q<^t,+Q'T',
(6.11)
полученной из таблицы выходов (см. табл. 6.10). Функционирование
промежуточных выходов 7-триггера соответствует таблице переходов
(табл. 6.11) и описывается формулой
Q' =Q'-'T + Q'-'T.
(6.12)
Автоколебаний в схеме, показанной на рис. 6.11, а, не возникает,
так как сигналы Q'~] поступают не с выходов Q', а с выходов Q'+ '.
159
Таблица 6.10
Таблица 6.11
При переключении триггера Q' (при Т= 1) состояние триггера Q' +1
не изменяется, так как его входные цепи заперты блокировочными
сигналами, поступающими либо с элемента D1, либо с элемента D2
на элементы D5 и D6.
Схема рис. 6.11, а, имеющая в своем составе два последовательно
соединенных триггера, носит название двухступенчатого триггера.
Двухступенчатость триггера обозначается на схемах знаком ТТ (см.
рис. 6.11, б и в).
6.6.3. Регистры
Микропроцессорные модули АСУТП нередко ведут обработку
оперативной информации, исчисляющейся килобайтами и мегабай­
тами. При этом применяются БИС электронной памяти, базирую­
щиеся на триггерных ячейках. Емкость БИС ОЗУ может достигать
нескольких мегабайт, что предполагает наличие миллионов тригге­
ров в составе одной БИС. Триггеры, используемые в ОЗУ, применя­
ются не по одному, а группами, называемыми регистрами. Регистр —
это электронное устройство, базирующееся на совокупности триг­
герных ячеек и предназначенное для хранения и преобразования по­
мещенной в него информации, записанной в двоичном коде. Реги­
стры различных типов являются непременной принадлежностью
микропроцессоров, БИС памяти и многих других БИС. Объем ин­
формации, хранимой в регистре, составляет 1 — 4 байт. По характеру
выполняемых операций регистры принято подразделять на регистры
хранения, регистры сдвига и счетные регистры (счетчики).
Регистры хранения реализуют только одну, общую для регистров
всех типов функцию хранения информации в двоичном коде. Типич-
160
Рис. 6.12. Регистр хранения, построенный на D-триггерах:
а — условное обозначение; б — схема триггерной ячейки в составе регистра
ные регистры хранения строятся на D-триггерах. Примером регистра
хранения может служить 8-битовый (байтовый) регистр RG, приве­
денный на рис. 6.12.
Регистр RG имеет 8 D-входов и 8 0-выходов, усиленных усили­
телями мощности А (см. рис. 6.12, б). Запись информации в регистр
со входов D0-D7 производится при STB = 1 (STB — стробирующий
сигнал). Считывание информации с выходов 0О— 07 возможно лишь
при разрешении на считывание сигналом ОЕ = Q. Запись информа­
ции во все триггерные ячейки регистра RG производится хотя одно­
временно, но независимо друг от друга, что является характерной
особенностью регистров хранения.
Регистры сдвига, помимо приема, хранения и выдачи информа­
ции подобно регистрам хранения, позволяют сдвигать записанную
информацию, т.е. перемещать значения записанных битов инфор­
мации от одной триггерной ячейки к другой, соседней, причем сдвиг
информации производится одновременно во всех ячейках в одном
направлении. На рис. 6.13 приведена упрощенная схема регистра
сдвига, по которой можно судить о том, как организуется сдвиг ин­
формации в регистрах, построенных на D-триггерах.
Информация в такой регистр может поступать как в последова­
тельном, так и в параллельном коде, а сдвиг информации произво­
дится подачей единичного импульса на вход сдвига. Последний ор­
ганизуется путем объединения всех тактовых входов регистра. По­
скольку все D-триггеры регистра соединены последовательно, а при
подаче сигнала С = 1 информация со входа D-триггера передается на
его выход, то при подаче единичного импульса сдвига вся информа­
ция, записанная в триггерах регистра, сдвигается слева направо на
один разряд. При этом информация, хранившаяся до подачи импуль­
са сдвига на выходе 0,, будет утрачена, если ее не переписать в какоелибо другое ЗУ, включенное на выходе 0,.
Информация, передаваемая в последовательном коде, подается в
регистр сдвига через информационный вход D4. Предварительно ре-
161
04
Оз
Qi
Oi
Рис. 6.13. Схема регистра сдвига (а) и его условное обозначение (б)
гистр может быть очищен единичным импульсом, подаваемым на
входы R установки нуля. При поступлении на вход Z>4 информация
подается поразрядно, начиная с младшего разряда. После подачи
тактового импульса на вход сдвига информация переписывается из
каждого разряда в соседний младший. Поразрядный сдвиг инфор­
мации продолжается до тех пор, пока младший разряд слова инфор­
мации не достигнет младшего разряда регистра, т.е. разряда Q} (см.
рис. 6.13, а). После этого информация может быть выдана через вы­
ходы Q в параллельном коде и в том же порядке, в каком она выда­
ется в регистрах хранения. Таким образом, регистры сдвига преоб­
разуют информацию из последовательного кода в параллельный, но
хранят информацию они в параллельном коде. Преобразование ин­
формации из последовательного кода в параллельный необходимо
при приеме информации в УВМ из последовательного интерфейса,
поскольку процессор, куда она далее поступает, обрабатывает ин­
формацию словами, записанными в параллельном коде.
Информация, записанная в регистре сдвига, может быть преоб­
разована из параллельного кода в последовательный путем ее после­
довательного считывания с выхода Qt после подачи каждого импуль­
са сдвига. Предварительно она должна быть подана в параллельном
коде на входы D в том же порядке, в каком она подается в регистры
хранения (на рис. 6.13 входы параллельного ввода информации не
показаны). Преобразование информации из параллельного кода в
последовательный необходимо при передаче ее из УВМ через после­
довательный интерфейс во внешние устройства. Один и тот же ре­
гистр сдвига может и принимать информацию из последовательного
интерфейса, когда последний работает в режиме приема, и переда-
162
вать ее через последовательный интерфейс, когда тот работает в ре­
жиме передачи.
Сдвиг информации в регистре сдвига может производиться как
слева направо (см. рис. 6.13, а), так и справа налево. Перемещение
информации в регистре на один разряд влево соответствует умноже­
нию на два, а перемещение вправо — делению на два. Поэтому ре­
гистры сдвига используются также для организации операций умно­
жения и деления в процессорах.
Счетные регистры, или счетчики, отличаются тем, что помимо
функций записи, хранения и выдачи информации выполняют функ­
цию счета поступающих на них импульсов с запоминанием резуль­
татов. Счет импульсов может производиться как в привычной нам
десятичной системе исчисления (декадные счетчики), так и в двоич­
ной системе исчисления (двоичные счетчики). Последние являются
основным типом счетчиков, поскольку декадные счетчики строятся
на базе двоичных. Упрощенная схема двоичного счетчика приведена
на рис. 6.14.
На схеме видно, что двоичные счетчики строятся на Т-триггерах,
соединенных последовательно так, что выход 0, соединен со входом
Ti + , следующего триггера (схема прямого счета). Каждый триггер
перебрасывается в единичное состояние по окончании (по заднему
фронту) одного единичного импульса на его входе 7) и в нулевое со­
стояние — по окончании следующего единичного входного импуль­
са. Поэтому каждый последующий триггер перебрасывается в два
раза реже предыдущего. Триггер ТТ3 перебросится в единичное со­
стояние (Q3 = 1) по прохождении четырех единичных импульсов на
входе
и вернется в нулевое состояние (Q3 - 0) по прохождении
восьми импульсов на том же входе. Тогда же вернутся в исходное ну-
Рис. 6.14. Схема трехразрядного двоичного счетчика (а) и его условное обо­
значение (б)
163
левое состояние и остальные триггеры счетчика. Таким образом,
счетчик, представленный на рис. 6.14, может обеспечить счет до 8
импульсов, а состояния его триггеров будут соответствовать числам
от нуля (ООО) до 7 (111) в двоичной системе исчисления. В целом же
емкость двоичного счетчика составляет 2", если п — это число счет­
ных триггеров в его составе.
Счетчик, построенный по схеме рис. 6.14, это счетчик прямого
счета, или суммирующий. После прихода каждого входного импуль­
са на вход 7\ число, записанное в таком счетчике, увеличивается на
единицу. Если в счетчике соединить со входом каждого последующе­
го триггера инверсный (а не прямой) выход предыдущего триггера,
то получится счетчик обратного счета, или вычитающий. После при­
хода каждого входного импульса записанное в нем число уменьша­
ется на единицу. С помощью логических микросхем, установленных
между триггерами счетчика для изменения порядка прохождения
управляющих импульсов от одного триггера к другому, можно полу­
чить реверсивный счетчик, который может работать как в режиме
сложения, так и вычитания поступающих импульсов.
Счетчики широко применяются в УВМ для организации счета
операций в рамках технологического цикла, счета циклов вычисле­
ний в порядке выполнения управляющих программ и при модели­
ровании, для образования последовательностей адресов команд и
адресов ЗУ при программировании микропроцессорных устройств.
Особую группу счетчиков образуют таймеры, которые произво­
дят счет единиц поступающих в них сигналов времени вплоть завер­
шения отсчета заданного временного интервала. Таймеры являются
аналогами электромагнитных реле времени. Примером таймера мо­
жет служить вычитающий счетчик, в который УП засылает в парал­
лельном коде, как во всякий регистр памяти, число, равное количе­
ству единиц времени, соответствующему заданной выдержке време­
ни. Затем начинается вычитание единиц времени, поступающих с
течением времени на счетный вход данного счетчика. После того,
как содержимое счетчика становится равным нулю, выдержка вре­
мени считается завершенной. А для организации последовательно­
сти адресов команд в регистр счетчика команд, имеющийся в соста­
ве микропроцессорного устройства, засылается адрес начальной ко­
манды. Затем, по мере выполнения очередной команды, содержимое
счетчика команд увеличивается на единицу, и новую команду микро­
процессор находит уже по новому адресу.
При рассмотрении различных регистровых схем (см. рис. 6.12 —
6.14) мы убедились, что в их основе лежат простые цепочки тригге­
ров, из которых, как из кирпичиков, складываются конструкции раз­
личных регистровых структур. Применяемые в регистрах типы триг­
геров, подробный анализ которых произведен в подразд. 6.6.2, иде­
ально приспособлены для применения именно в регистрах. По ука­
занным причинам нет необходимости составлять таблицы переходов
164
и таблицы выходов для рассмотренных регистровых схем, так как их
структура непосредственно строится из триггеров и связующих про­
стых логических цепей. Полный логический анализ с использовани­
ем таблиц переходов и таблиц выходов следует применять лишь при
необходимости уточненного анализа и синтеза новых, оригинальных
конструкций управляющих устройств. При этом обычно не удается
сразу полностью предусмотреть весь необходимый набор состояний
и переходов нового устройства, так что процесс проектирования идет
от эвристической гипотезы к окончательному решению через ряд по­
следовательных приближений. Нормальный процесс проектирования
включает в себя широкое использование типовых конструкций ло­
гических элементов, арифметических и запоминающих устройств от
простейших логических ячеек до микропроцессорных наборов.
6.6.4. Преобразователи кодов и арифметические
устройства
Реальные последовательностные автоматы обязательно содержат
в своем составе комбинационную часть — АЛУ (см. рис. 6.7), кото­
рая производит преобразование информации, арифметическое и ло­
гическое, в соответствии с заданной программой. Проектирование
АЛУ опирается на типовые решения отдельных узлов, выполняющих
логические и арифметические операции.
Простейшие логические ячейки, применяемые АЛУ, уже рассмо­
трены (см. подразд. 6.4). Кроме того, уже рассмотрена схема пре­
образователя кода Грея, получаемого от кодового датчика положе­
ния, в арифметический двоичный код, удобный для обработки в
УВМ. Здесь мы еще рассмотрим дешифраторы, которые преобра­
зуют двоичный код выходных регистров УВМ в единичный сигнал
на одном из выходов, номер которого задается кодом, поступающим
на дешифратор. Иными словами, дешифратор определяет номер
выхода, на который необходимо подать единичный сигнал. Поэто­
му дешифратор называют преобразователем двоичного кода в еди­
ничный.
Поскольку конъюнкция равна единице только на одном наборе
логических переменных, то простейший дешифратор есть совокуп­
ность схем, реализующих логическое умножение заданных кодовых
сигналов. Такой дешифратор называется линейным. Схема линейно­
го дешифратора и его условное обозначение приведены на рис. 6.15.
Нет никакой необходимости анализировать таблицу истинности
линейного дешифратора, чтобы получить схему рис. 6.15, так как его
логические выражения могут быть получены непосредственно из за­
данных условий функционирования и не поддаются минимизации.
Например, логическая функция выхода
на схеме рис. 6.15 может
быть непосредственно выражена в виде
165
Рис. 6.15. Схема линейного дешифратора (а) и его условное обозначение (6)
Y2=XiX2X3X4.
В качестве примера комбинационных арифметических устройств
рассмотрим схему суммирования двоичных чисел. Каждый (/- й) раз­
ряд такой схемы должен обеспечить показ единицы в трех случаях:
1) когда имеется перенос из младшего разряда, а слагаемые рав­
ны нулю (Р,., = 1);
2) когда одно из слагаемых равно единице (Л, = 1 или Bt = 1), а
другое слагаемое равно нулю и нет переноса из младшего разряда
(Рм = 0);
3) когда оба слагаемых равны единице и имеется перенос из млад­
шего разряда (Я, = 1, Р, = 1 и Р, _, = 1).
В остальных случаях содержимое z-го разряда сумматора должно
быть равно нулю. Очевидно, что этим условиям соответствует логи­
ческая формула
5, = Л,Д7’_1 + А&Р^ + А^Р^ + А^Р^,
(6.13)
где S, — значение /-го разряда сумматора.
Помимо формирования собственного значения каждый разряд
(ячейка) сумматора должен формировать сигналы переноса в следу-
166
ющий, (z + 1)-й разряд. Условиями переноса в следующий разряд яв­
ляются:
1) равенство единице обоих слагаемых одновременно (Л, = 1 и
Bj = 1) независимо от значения Р^,
2) равенство единице одного из слагаемых и сигнала переноса из
младшего разряда (А,= 1 или В,■ = 1 и одновременно Р^ = 1) незави­
симо от значения другого слагаемого.
Исходя из этих условий, получаем следующую формулу для сиг­
нала переноса Pt:
Р, = Л Д, + A fP)., + ЯД.,.
(6.14)
Схема ячейки сумматора, реализованная непосредственно по фор­
мулам (6.13) и (6.14) в базисе И— НЕ, приведена на рис. 6.16, а.
Если употребить скобочные формы формул (6.13) и (6.14):
а = AtBj + Aj Bj;
Sj = аР(_\ + aPj_{;
Pj = AjBj + aPj.\,
где функция а получена вынесением за скобки в формуле (6.13), то
ячейку сумматора можно построить на однотипных двухвходовых ло­
гических схемах И— НЕ. Реализация ячейки сумматора будет проще,
но быстродействие ее уменьшится в 2 раза, так как формирующиеся
сигналы должны будут проходить через промежуточные цепи, реа-
Рис. 6.16. Схема ячейки сумматора (а) и ее условное обозначение (б)
167
Рис. 6.17. Схема четырехразрядного комбинационного сумматора
лизующие функцию а. Заметим также, что условное обозначение,
приведенное на рис. 6.16, б, предполагает, что инверсные значения
Ah Д и Р,.] формируются внутри ячейки сумматора.
Схема сумматора, составленного из ячеек рис. 6.16, б, приведена
на рис. 6.17. Поскольку перенос в самый младший разряд сумматора
не реален, то его вход переноса соединяется с общей точкой, что со­
ответствует нулевому значению сигнала переноса. Данный сумматор
является комбинационной схемой, а потому полученная сумма долж­
на быть зафиксирована в каком-либо регистре, например — в акку­
муляторе микропроцессора, управляющего вычислениями.
Сумматоры применяются и для выполнения операций вычитания
(сложения отрицательных чисел), для чего последние должны быть
представлены в дополнительном коде (см. подразд. 4.3). Что касает­
ся умножения и деления, то эти операции выполняются, как пока­
зано выше, с помощью операций сдвига, на регистрах.
Богатый выбор типовых решений как последовательностных, так
и комбинационных устройств различного назначения приводит к
тому, что при анализе и синтезе сложных последовательностных ав­
томатов, таких как БИС микропроцессорных устройств управления,
опираются именно на эти решения, а не на всеобъемлющий анализ
состояний автомата. Кроме того, сложные управляющие устройства
характеризуются миллионами состояний, полностью рассмотреть ко­
торые без декомпозиции, т. е. разделения устройства на составляю­
щие блоки, находящиеся в иерархической зависимости друг от друга,
весьма затруднительно даже методами машинного анализа.
При анализе управляющих устройств АСУТП мы будем, как и ра­
нее, последовательно производить их декомпозицию с учетом иерар­
хической структуры АСУТП, а составлять управляющие программы
будем опираясь на иерархию управленческих решений.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каковы особенности управления технологическим циклом?
2. В чем заключается различие между последовательностными и комбина­
ционными автоматами?
168
3. Приведите примеры технической реализации дискретных двоичных
сигналов.
4. Каковы основные этапы составления комбинационных схем управле­
ния?
5. Что такое таблица истинности и как ее составляют?
6. Как составляются логические выражения заданных логических (буле­
вых) функций по таблице истинности?
7. Как производится упрощение логических выражений методом Квайна—
Мак-Класки?
8. Как производится составление релейно-контактных схем с помощью
логических выражений заданных логических функций?
9. Почему логическое произведение (функция И) реализуется последова­
тельным соединением контактов реле, а логическое суммирование
(функция ИЛИ) — параллельным соединением?
10. Каковы основные разновидности и схемные обозначения логических
элементов?
11. Как реализуются основные логические функции на элементах И — НЕ?
12. Как реализуются логические формулы преобразователя кода Грея на ло­
гических элементах? Приведите пример.
13. Приведите схему структуры последовательностного автомата и объясни­
те, как формируются сигналы, отображающие внутреннее состояние ав­
томата, и выходные сигналы.
14. Дайте пример составления схемы простейшего автомата с использова­
нием таблицы переходов и выходов.
15. Перечислите основные виды запоминающих устройств, применяемых в
логических автоматах с памятью.
16. Перечислите основные виды триггеров и приведите пример синхронно­
го триггера.
17. Опишите логическую структуру и приведите схему универсального JKтриггера.
18. Как с помощью JK-триггера реализуются триггеры иных типов?
19. Перечислите основные разновидности регистров, приведите пример
схемы регистра.
20. Как производится преобразование последовательного кода в параллель­
ный и обратно с помощью регистра?
21. Как реализуются операции умножения и деления на регистрах?
22. Каков принцип построения счетных регистров (счетчиков)?
23. Дайте пример схемы линейного дешифратора.
24. Объясните принцип построения ячейки сумматора двоичных чисел.
25. Как реализуются сумматором операции сложения и вычитания?
Глава 7
ТЕХНИЧЕСКИЕ И ПРОГРАММНЫЕ
СРЕДСТВА АСУТП
7 .1. Техническое, программное
и информационное обеспечение
управления технологическим комплексом
Основные задачи, решаемые при проектировании АСУТП, — это
техническое, программное и информационное обеспечение управ­
ления технологическим комплексом.
Техническое обеспечение включает в себя выбор комплекса ти­
повых технических средств, необходимых для реализации заданных
функций АСУТП, и проектирование необходимого специального
оборудования. Виды технических средств, употребляемых при про­
ектировании АСУТП, нетрудно проследить по структуре УВМ, пред­
ставленной на рис. 1.2. Это, прежде всего, комплектные управляю­
щие устройства: промышленные компьютеры, ПЛК, УЧПУ и др. Они
обеспечивают прием управляющей и технологической информации,
ее переработку в соответствии с заданной программой и формиро­
вании управляющих сигналов. Комплектование указанных управ­
ляющих устройств производится выпускаемыми серийно модулями
и узлами микропроцессорной техники, как то:
• модули обработки технологической информации, обеспечиваю­
щей получение информации о технологических параметрах и состо­
янии технологического оборудования;
• модули прямой связи с объектом, обеспечивающие передачу
управляющей информации нижнему уровню управления, локальным
УВМ или непосредственно исполнительным устройствам;
• типовые запоминающие устройства: жесткие магнитные диски
с дисководами и микрокарты памяти, обеспечивающие нужный объ­
ем памяти для информационных систем АСУТП;
• модули цифрового управления от УВМ исполнительными
устройствами, входящие в состав систем управления исполнитель­
ными устройствами;
• стандартные средства связи между различными уровнями управ­
ления, образующие промышленную информационную сеть;
170
• стандартные устройства связи с обслуживающим персоналом:
клавиатура, дисплеи, принтеры и пр.
Программное обеспечение АСУТП подразделяется на системное,
инструментальное и прикладное. Системное программное обеспе­
чение составляют операционные системы и системы управления ба­
зами данных, поставляемые производителями аппаратной части УВМ.
Инструментальное программное обеспечение является основным
объектом усилий разработчиков АСУТП, так как оно служит основ­
ным инструментом создания управляющих программ (УП). Оно
включает в себя ассемблеры, трансляторы, интерпретаторы, редак­
торы и другие программные средства, облегчающие создание УП.
Эти средства в своем наиболее развитом виде объединяются в рам­
ках систем автоматизированного программирования (САП) и входят
в состав АСТПП. Прикладное программное обеспечение — это со­
вокупность УП. Оно создается преимущественно на этапе эксплуа­
тации АСУТП в порядке решения текущих производственных за­
дач.
Информационное обеспечение — это единая система технологи­
ческой, технико-экономической, справочной и оперативной инфор­
мации, обеспечивающая нормальное функционирование АСУТП
(см. подразд. 8.1).
7 .2. Информационная структура АСУТП
Информационная структура АСУТП с учетом взаимодействия с
оператором и АСУП приведена на рис. 7.1. На верхнем уровне (уро­
вень 1) находятся автоматизированные рабочие места (АРМ) техно­
лога, ведущего технологическую подготовку производства по системе
АСТПП в рамках ГПС, и оператора АСУТП. Основой аппаратной
части АРМ является промышленный компьютер ПК, который игра­
ет роль ЦУВМ. На втором уровне управления, в качестве ЛУВМ,
управляющих локальными ТО, выступают программируемые логи­
ческие контроллеры (ПЛК) и устройства ЧПУ (УЧПУ).
Контроллеры ПЛК применяются, когда главным назначением
ЛУВМ является управление технологическим циклом, которое со­
стоит, в основном, во включении и отключении различных техноло­
гических агрегатов. Операции включения и отключения, а также при­
ем сигналов обратной связи от технологического оборудования про­
изводятся как непосредственно ПЛК, так и с помощью специализи­
рованных модулей УСО (УДП), располагаемых вблизи управляемого
оборудования. От ПЛК могут быть также реализованы несложные
операции по регулированию автоматизированных электроприводов
(АЭП). Более сложные функции ЧПУ реализуются УЧПУ, которые
помимо управления технологическим циклом обеспечивают управ­
ление многими следящими АЭП.
171
Ethernet
АСУП
Рис. 7.1. Информационная структура АСУТП
Системы управления АЭП и другими исполнительными устрой­
ствами, а также автоматизированные системы сбора первичной тех­
нологической информации составляют третий, самый нижний уро­
вень управления в АСУТП.
Устройства получения, пересылки и хранения информации на
каждом уровне АСУТП образуют локальную информационную сеть.
Структура такой сети чаще всего имеет вид совокупности малопро­
водных магистралей (линий), к которым подсоединяются отдельные
источники, преобразователи и приемники информации. Обмен ин­
формацией производится побитно посредством последовательного
интерфейса.
Промышленные компьютеры верхнего уровня АСУТП объединя­
ются в промышленную информационную сеть, как показано на рис.
7.1, с помощью сетевой технологии Ethernet (произносится этернет).
Сеть Ethernet объединяет ПК в рамках АСУП. На контроллерном
уровне (уровень 2) также применяется технология Ethernet, но здесь
с нею конкурируют локальные сети Profibus, Canbus и др.
На нижнем уровне АСУТП объединение датчиков и систем управ­
ления исполнительными механизмами в единую информационную
172
сеть называется Fieldbus (полевая сеть). Она реализуется цифровой
коммуникационной технологией посредством последовательного ин­
терфейса (см. подразд. 4.4 —4.5). Благодаря этому большое количе­
ство отдельных линий связи, идущих от датчиков и исполнительных
устройств к модулям ввода-вывода ПЛК и УЧПУ, удается заменить
одним информационным малопроводным кабелем, по которому так­
же поступает электропитание датчиков и маломощных исполнитель­
ных устройств. Эта замена целесообразна при построении сложных
систем низовой автоматизации и при большой протяженности авто­
матизируемых ТО.
Системы управления нижнего уровня становятся «интеллектуаль­
ными», могут выполнять функции самонастройки и самодиагности­
ки, так что снижается информационная нагрузка на управляющие
устройства верхних уровней. Наиболее распространены варианты
Fieldbus на базе стандартизированных сетевых технологий Profibus
фирмы SIEMENS (ФРГ), Modbus фирмы MODICON (Франция), а
также на базе сети ASI (Actuators/Sensors Interface).
7 .3. Информационные сети Ethernet
Сетевая технология Ethernet — распространенный метод постро­
ения локальных информационных, в том числе промышленных се­
тей. Эта технология широко применяется в АСУП и на верхнем уров­
не управления АСУТП.
Сети Ethernet строятся на базе международного стандарта ISO
8802.3. В зависимости от типа физической среды стандарт предусма­
тривает ряд модификаций, из которых наибольший практический
интерес представляют:
10 Base-Т (Т — от англ. Twisted — скрученный) — для двух неэ­
кранированных витых пар UTP (Unshielded Twisted Pair) категории
3 (телефонный кабель);
10 Base-F (F — от англ. Fiber — волокно) — для многомодового
оптоволоконного кабеля, использующего два оптоволокна;
100 Base-TX — для двухпарного кабеля из двух неэкранированных
витых пар UTP категории 5;
100 Base-FX — для многомодового оптоволоконного кабеля, ис­
пользующего два оптоволокна.
Первые две модификации соответствуют пропускной способно­
сти сети С = 10 Мбит/с (обычный Ethernet), а две последние — про­
пускной способности С = 100 Мбит/с (Fast Ethernet, быстродейству­
ющий Ethernet). Все отличия Fast Ethernet от обычного Ethernet по­
лучены за счет изменений на физическом уровне, а на канальном
уровне их характеристики одинаковы. Так, метод доступа к среде
передачи данных (к линиям передачи) один и тот же. Имеется в виду
173
метод коллективного доступа с наблюдением за несущей и с обнару­
жением коллизий CSMA/CD.
Согласно этому методу (см. подразд. 4.4) два узла могут случайно
начать одновременную передачу данных, если сигналы узла, начав­
шего передачу первым, не дойдут до узла, готового начать передачу
вторым, раньше, чем этот второй тоже начнет передачу. Такая ситу­
ация может случиться, прежде всего, с узлами, максимально удален­
ными друг от друга. Если второй узел начнет передачу как раз в тот
момент, когда до него достигнет передающий сигнал первого узла,
то последний получит информацию об этом событии только после
того, как до него дойдет передающий сигнал второго узла. Таким об­
разом, максимальное время, которое должно быть затрачено на об­
наружение наступившей коллизии, есть время двойного оборота
сигнала между максимально удаленными друг от друга узлами ин­
формационной сети. Это время не должно превышать величины про­
межутка времени, необходимого для передачи самого короткого па­
кета информации, чтобы первый передающий узел и все принимаю­
щие передаваемую информацию узлы успели забраковать передава­
емый пакет, поскольку он испорчен сигналами второго передающе­
го узла.
Минимальная длина поля данных пакета информации в сети
Ethernet составляет 46 байт, а с учетом 18 байт служебной информа­
ции (см. табл. 7.1) и 8 байт преамбулы полная длина пакета Ethernet
составляет минимум 72 байт или 576 бит. По этой причине время
двойного оборота не должно превышать 575 битовых интервалов, что
при 10-мегабитном стандарте Ethernet (1 бит за 0,1 мкс) составит 57,5
мкс. В технологии Fast Ethernet учет количества битов служебной ин­
формации производится без преамбулы, так что величина времени
прохождения пакета минимальной длины оценивается в 512 битовых
интервалов, т. е. в 5,12 мкс. Исходя из полученных оценок допусти­
мого времени двойного оборота сигналов, определяется максималь­
ное допустимое расстояние между узлами (станциями) различных
модификаций сети Ethernet.
Типовую структуру пакета информации, передаваемой по сети
Ethernet, можно проследить по табл. 7.1.
Основное содержание пакета Ethernet составляют:
• DA — адрес назначения (Destination Address), т. е. адрес узла, в
который пересылается информация, помещенная в поле данных.
Адрес назначения представляет собой уникальный, ни в одной сети
типа Ethernet не повторяющийся, локальный шестибайтовый адрес,
называемый МАС-адресом (англ. Media Access Control — управле­
ние доступом к среде). Он обычно записывается в виде шести пар
16-ричных цифр, разделенных дефисами, например: 40-А0-17-В5DC-31;
• SA —адрес источника (Source Address) информации, также яв­
ляющийся шестибайтовым МАС-адресом;
174
Таблица 7.1
DA
SA
L
Поле данных, байт
FCS
6
6
2
46-I 500
4
• L — длина (Length) поля данных в пакете, записывается двумя
байтами. Знание длины пакета позволяет сократить время его пере­
дачи;
• FCS — поле контрольной суммы (Frame Check Sequence), за­
нимающее последние четыре байта пакета. Оно содержит подсчитан­
ную перед пересылкой пакета контрольную сумму. После получения
пакета по заданному адресу контрольная сумма вычисляется заново
в узле назначения. Если присланное и вновь вычисленное значение
контрольной суммы совпадают, то полученный пакет считается не­
искаженным;
• поле данных (Data) содержит пересылаемую по указанному
адресу DA информацию, количество которой может составлять от О
до 1 500 байт. В табл. 7.1 предполагается, как и положено для сети
Ethernet, что минимальный объем пересылаемой информации со­
ставляет 46 байт. Это необходимо, чтобы сигнал коллизии успел дой­
ти от самого дальнего узла сети до передающего узла ранее оконча­
ния передачи текущего пакета.
Если фактический объем информации, которую необходимо пе­
редать, не достигает 46 байт, то используется дополнительное поле,
поле заполнения (Padding), не показанное в табл. 7.1. Поле заполне­
ния дополняет поле данных до минимально допустимого значения в
46 байт пустыми символами.
Каждый пакет, передающийся по сети Ethernet, начинается с двух
следующих полей, не показанных в табл. 6.1:
• Р — поле преамбулы (Preamble), которое состоит из 7 синхро­
низирующих байтов 10101010;
• SFD — определитель начала пакета (Start of Frame Delimiter).
Он состоит из одного байта 10101011, появление которого завершает
преамбулу и указывает на то, что следующий байт — это начало адре­
са назначения DA.
По окончании передачи пакета все узлы сети Ethernet обязаны
выдержать паузу величиной в 9,6 мкс (соответственно — 0,96 мкс в
сети Fast Ethernet), называемую межпакетным интервалом (Inter
Packet Gap). После паузы любой узел имеет право сделать попытку
начать передачу.
Структуру физической среды Ethernet рассмотрим на примере ин­
формационной сети 10Base-T, использующей в качестве среды две
неэкранированные витые пары UTP телефонного кабеля. Сеть име­
ет звездообразную структуру (рис. 7.2) благодаря тому, что узлы сети
соединяются друг с другом через посредство специального устрой­
ства, называемого концентратором или хабом (hub).
175
Концентратор 10Base-T
Рис. 7.2. Структура сети 10Base-T:
Тх — передатчик; Лх — приемник
Концентратор, являясь многопортовым повторителем, усиливает
полученный им сигнал и распределяет его по всем узлам, подклю­
ченным к концентратору, кроме узла, на который данный сигнал по­
ступил. Если сигналы поступают сразу на два входа концентратора,
то он фиксирует коллизию и формирует усиленный сигнал глушения
передачи, состоящий из 32 бит (/а/л-последовательность). Благодаря
подключению узлов сети через концентратор, образуется единая сре­
да передачи данных, эквивалентная общей шине (логическая общая
шина). Как видно на рис. 7.2, передатчик Тх каждого сетевого адап­
тера соединяется с приемником Rx соответствующего входа концен­
тратора, а передатчик каждого выхода концентратора соединяется с
входом приемника соответствующего сетевого адаптера. При скоро­
сти передачи 10 Мбит/с длина кабеля на витой паре между сетевым
адаптером узла сети и концентратором не может превышать 100 м,
что определяется полосой пропускания и затухания сигнала в витой
паре.
Концентраторы можно соединять друг с другом тем же способом,
что и с сетевыми адаптерами. Надежное распознавание возникаю­
щих в сети коллизий при минимальной длине пересылаемого пакета
в 72 байт и уверенная синхронизация обменивающихся информаци­
ей узлов сети обеспечиваются при максимальном числе концентра­
торов между двумя любыми узлами не более четырех (правило четы­
рех хабов).
Общее число узлов в сети 10Base-T не должно превышать задан­
ного стандартом предела в 1 024 узла. Чтобы создать информацион­
ную сеть, насчитывающую сотни узлов, достаточно использовать
176
двухуровневую иерархическую структуру, в которой корневой кон­
центратор с несколькими десятками портов Тх— Rx обменивается
информацией через каждый свой порт с ведомыми концентратора­
ми, каждый из которых, в свою очередь, обеспечивает обмен инфор­
мацией с несколькими десятками конечных узлов.
Максимальный диаметр сети 10Base-T при условии установки че­
тырех хабов может, очевидно, достичь 500 м: по 100 м между хабами
и еще по 100 м с каждого конца сети. Если требуется сеть большей
длины, необходимо переходить на оптоволоконный стандарт 10Base-F,
но тогда информационная сеть обойдется дороже.
Применение концентраторов приводит к разделению общего ка­
беля сети на отдельные кабельные отрезки, каждый из которых свя­
зан с одним конечным узлом и подключен к центральному комму­
никационному устройству. Наличие концентратора позволяет кон­
тролировать отдельные отрезки сети, отключая их в случае неисправ­
ности кабеля или сетевого адаптера. При этом сохраняется работо­
способность остальной части сети.
Сигналы, передаваемые по линии связи, должны обеспечивать
самосинхронизацию и отсутствие постоянной составляющей. Само­
синхронизация состоит в определении приемником момента считы­
вания данных по фронту приходящего информационного сигнала, а
отсутствие постоянной составляющей необходимо для обеспечения
возможности реализации трансформаторной гальванической развяз­
ки между приемником и передатчиком.
Стандарт 10Base-T, как и другие сети Ethernet, обеспечивает вы­
полнение указанных требований путем применения при передаче
информации манчестерского кода. При манчестерском кодирова­
нии каждый такт, соответствующий передаче одного бита информа­
ции, организуется так, что значение бита, определяется перепадом
потенциала в середине такта. Единица кодируется перепадом от
отрицательного уровня к положительному, а нуль — обратным пере­
падом. При необходимости в начале такта производится служебный
перепад потенциала, который не является информационным, но под­
готавливает перепад нужного характера в середине такта. Если
С-битовая скорость передачи данных, то основная гармоника пере­
даваемых сигналов имеет частоту С Гц при передаче последователь­
ности либо одних нулей, либо одних единиц, но ее частота равна С/2
Гц при передаче перемежающихся нулей и единиц.
Оптоволоконная сеть Ethernet, построенная в соответствии со
стандартом 10Base-F, имеет такую же структуру, что и сеть стандарта
10Base-T, показанная на рис. 7.2. Только вместо витой пары здесь
применяется многомодовое оптическое волокно с полосой пропу­
скания не менее 500 МГц. Благодаря использованию оптоволокон­
ного кабеля максимальное расстояния между узлом и концентрато­
ром увеличивается до 2 000 м при общей длине сети (когда остальные
кабели — типа UTP) до 2 500 м. Из-за повышенной стоимости опто-
177
волоконного кабеля и связного оборудования оптоволоконные ли­
нии употребляют по преимуществу для связи между концентратора­
ми, причем правило четырех хабов сохраняется.
Сети Fast Ethernet применяются, если необходимо многократно
увеличить пропускную способность. Структура сетей Fast Ethernet
такая же, как и у сетей 10Base-T/10Base-F: древовидная, построенная
на концентраторах. Основным отличием является сокращение диа­
метра сети до 200 м для сетей 100Base-TX и примерно до 300 м для
сетей 100Base-FX, что объясняется уменьшением времени передачи
пакета минимальной длины в 10 раз за счет увеличения скорости
передачи в 10 раз. Соответственно уменьшается запас времени на
ликвидацию последствий коллизий.
Увеличение диаметра сетей за указанные пределы возможно за
счет применения коммутаторов. Коммутаторы выполняют те же
функции, что и концентраторы, но одновременно они разделяют сети
Ethernet на автономные сегменты, так что коллизии, возникающие
этих сегментах, через коммутатор не передаются. Ограничение кол­
лизий пределами отдельного сегмента позволяет наращивать длину
сети путем последовательного соединения сегментов.
7.4. Контроллерные и полевые сети
На контроллерном уровне (уровень 2, см. рис. 7.1) помимо сете­
вой технологии Ethernet используются и многие другие типовые ре­
шения. Из них отметим сеть Profibus (PROcess Field BUS), разрабо­
танную немецкими компаниями SIEMENS, BOSCH и KLOCKNER—
MOLLER. Собственно, на контроллерном уровне работает сеть
Profibus-FMS (Field Bus Message Specification), но в комплекте обо­
рудования фирмы SIEMENS для систем автоматизации имеется так­
же вариант сети Profibus-DP (Distributed Periphery), обслуживающей
цепи низовой автоматики, исполнительные и измерительные устрой­
ства на полевом уровне.
Сеть Profibus использует стандарты физического и канального
уровней OSI-модели, а также обеспечивает интерфейс между каналь­
ным и прикладным уровнями. Управление связью на контроллерном
уровне обеспечивается передачей маркера по контроллерному коль­
цу. Контроллеры ПЛК в составе информационного кольца являются
ведущими (master) узлами для нижнего (полевого) уровня управле­
ния, состоящего из исполнительных и измерительных устройств. По­
следние по отношению к ведущим (контроллерным) узлам являются
ведомыми (slave). Сеть может состоять из 122 узлов, часть которых
могут быть ведущими узлами. Сообщение-маркер передается от одно­
го ведущего узла к другому. Каждый контроллер, получивший мар­
кер, имеет право на доступ к общей шине Profibus на строго регла-
178
ментированное время. В это время он обменивается информацией
со своими ведомыми узлами и с ЦУВМ.
Протокол Profibus предусматривает следующие команды обмена
информацией:
• SDN (послать данные без подтверждения);
• SDA (послать данные с подтверждением);
• SRD (послать и запросить данные);
• CSRD (циклическая посылка и запрос данных).
Обнаружение и исправление ошибок в процессе передачи данных
производится с помощью кодов Хемминга с кодовым расстоянием 4,
т. е. в пересылаемом кадре будут обнаружены 2 ошибочных бита и
один из них может быть восстановлен (см. подразд. 4.6).
На нижнем уровне управления для высокоскоростного обмена
информацией с исполнительными устройствами применяется сеть
Profibus-DP. В ней интерфейс физического уровня базируется на
стандарте RS485. Максимальная скорость обмена информацией до­
стигает 12 Мбит/с при длине связного кабеля не более 100 м, а при
длине в 1 200 м она уменьшается до 100 Кбит/с. Заметим, что DPпротокол является нижним уровнем протокола Profibus-FMS.
Наиболее распространенным протоколом нижнего (полевого)
уровня управления, обеспечивающего управление исполнительными
устройствами и сбором технологической информации, является
Modbus. Этот протокол разработан фирмой MODICON (Франция).
Физический интерфейс сети Modbus чаще всего базируется на стан­
дартах RS232C, RS422 и RS485. Сеть строится по принципу веду­
щий — ведомый (master — slave). Предполагается, что один ведущий
узел может обеспечить обмен информацией с группой до 247 ведомых
узлов. Ведущий узел инициирует обмен информацией двух типов:
1) запрос — ответ, когда ведущий узел ведет обмен информацией
только с одним ведомым узлом;
2) широковещательная передача {broadcast), когда ведущий узел
обращается ко всем ведомым узлам сети одновременно, путем вы­
ставления адреса 0.
Для кодирования передаваемых данных используется код ASCII.
При обмене информацией запрос со стороны ведущего узла вклю­
чает в себя код команды, адрес ведомого узла, к которому обращен
запрос, поле данных фиксированного размера, сами данные и кон­
трольная кодовая комбинация (CRC-код). Команды, предусмотрен­
ные протоколом Modbus, позволяют реализовать следующие функ­
ции:
• чтение или запись битов;
• чтение или запись регистров;
• функции диагностики;
• программные и другие функции.
Данный протокол отличается простотой логики и независимостью
от типа интерфейса.
179
7.5. Диспетчеризация в рамках АСУТП
Промышленные компьютеры верхнего уровня АСУТП обеспечи­
вают управление техпроцессом в режиме диспетчеризации. Диспет­
черское управление является основным и наиболее перспективным
методом включения человека-оператора в процесс автоматизирован­
ного управления сложными динамическими системами в современ­
ных технологических комплексах. Именно на принципах диспетчер­
ского управления строятся крупнейшие АСУТП в промышленности,
энергетике, на транспорте и в других областях их применения.
Создание высокоэффективных и высоконадежных систем авто­
матизации не было бы возможным без организации высокоэффек­
тивного обмена информацией между человеком-оператором и авто­
матизированным комплексом путем построения соответствующего
человеко-машинного интерфейса. Таким интерфейсом явилась си­
стема SCADA (Supervisory Control and Automated Data Acquisition) —
автоматизированная система сбора данных и оперативного диспет­
черского управления.
Система SCADA предусматривает инструментальное и оператив­
ное программное обеспечение (ПО). Ее инструментальный комплекс
обеспечивает разработку конкретного ПО, обслуживающего АРМ
технолога и оператора (диспетчера). Разработанные оперативные
программы реализуются на рабочих местах в определенной опера­
ционной среде.
Система SCADA организует процесс сбора информации в режиме
реального времени, т.е. практически одновременно с событиями кон­
тролируемого техпроцесса. Обработанная информация поступает к
оператору (диспетчеру), контролирующему ход процесса, для анали­
за и принятия, при необходимости, управленческих решений. Опе­
ратор несет, как правило, ответственность, за управление автомати­
зированным процессом, который при нормальных условиях требует
лишь некоторой подстройки параметров для обеспечения оптималь­
ности контролируемого процесса. Поэтому активное участие опера­
тора в процессе управления требуется нечасто и в непредсказуемые
моменты времени, обычно — для устранения неполадок и ликвида­
ции последствий нештатных ситуаций. Основные функции операто­
ра таковы:
• планирование ближайших действий в течение рабочей смены;
• обучение (программирование) системы управления на запла­
нированные действия;
• отслеживание автоматического функционирования управляе­
мого ТО;
• вмешательство в течение техпроцесса в случае наступления кри­
тических событий или при необходимости подстройки параметров.
В соответствии с перечисленными функциями оператора на
SCADA-системы возлагаются следующие функции по созданию
180
управляющих программ и обеспечению работы АСУТП в режиме
реального времени:
• сбор, первичная обработка и накопление информации о пара­
метрах техпроцесса, полученной от контроллеров второго уровня
управления и других цифровых устройств, связанных с пультом опе­
ратора непосредственно или через информационную сеть;
• архивирование информации и ее дальнейшая вычислительная
и логическая обработка;
• отображение информации на дисплее операторской станции
(АРМ) в виде различных мнемосхем, анимационных изображений,
таблиц, графиков, выделение аварийных ситуаций и пр.;
• ввод и передача команд оператора в управляющие устройства
автоматизированного комплекса;
• составление и ввод в действие прикладных управляющих про­
грамм, обеспечивающих функционирование АСУТП;
• обеспечение информационных связей с серверами, другими
АРМ, с верхним уровнем управления (АСУП) через различные сете­
вые структуры;
• печать отчетов и протоколов в заданные моменты времени, ре­
гистрация аварийных ситуаций.
SCADA-системы выпускаются под различными фирменными на­
званиями: Trace Mode (AdAstra, Россия), Genesis (ICONICS, США),
Bridge VIEW (National Instruments, США), WinCC (SIEMENS, Гер­
мания) и др. Их общими чертами является работа в операционной
среде Windows и применение общих стандартов в процессе обмена
информацией. Поэтому они не ограничивают выбора ЛУВМ (кон­
троллеров, УЧПУ) нижнего уровня управления, предоставляют боль­
шой набор драйверов ввода — вывода и имеют хорошо развитые
средства создания собственных программных модулей драйверов для
новых устройств нижнего уровня. Для связи драйверов ввода-вывода
применяют два стандартных механизма протокола: DDE (Dynamic
Data Exchange) и OLE (Object Linking and Embedding) для PC, или
OPC (Ole for Process Control) — система обмена информацией, ори­
ентированная на обмен информацией в режиме реального времени
и потому предпочтительная для АСУТП.
В качестве примера рассмотрим графический человеко-машин­
ный интерфейс (кадр управления), созданный для управления насосно-перекачивающей станцией (НПС) в рамках SCADA-системы
(рис. 7.3). Непосредственное управление НПС обеспечивается кон­
троллером второго уровня. Кадр управления, приведенный на
рис. 7.3, позволяет управлять НПС с пульта управления АРМ опе­
ратора.
Графический интерфейс состоит из следующих элементов:
• CHI, СН2, СНЗ, СН4 — сетевые насосные агрегаты;
• ПЧ — преобразователь частоты регулируемого электропривода
агрегата СН1;
181
Рис. 7.3. Графический кадр управления насосно-перекачивающей станцией
• 1А, 2А, ЗА, 4А — задвижки с запорной арматурой на напоре
НПС;
• 1Б, 2Б, ЗБ, 4Б — задвижки с запорной арматурой на всасе
НПС;
• П, Г2 — головные задвижки с запорной арматурой;
• 1Р, 2Р — задвижки линии рециркуляции;
• КРЦ — клапан рециркуляции;
• БЗ — байпасная задвижка НПС;
• ГЗ — гидрозатвор;
• РГ — расширитель гидрозатвора;
• ВГ — вентиль гидрозатвора;
• ОК — отсечной клапан;
• БОК — байпас отсечного клапана.
Для создания графического кадра использовалась библиотека го­
товых символов, включающая в себя графические изображения тру­
бопроводов, запорной арматуры, а также элементов электрообору­
дования. При программировании графического кадра необходимые
элементы библиотеки символов переносятся мышью компьютера и
помещаются на предназначенное им место в рабочей области экра­
на, обеспечивая соединение с другими элементами необходимым об­
разом. Для отображения цифровой и текстовой информации фор­
мируются текстовые окна. Затем производится установка кнопок
управления аналогично установке других графических элементов.
182
К каждой кнопке привязывается соответствующая управляющая пе­
ременная.
Оператор управляет НПС, нажимая на кнопки кадра управления
с помощью мыши. Для наглядности управления и привлечения вни­
мания к происходящим событиям производится анимация кадра
управления изменением цвета элементов и отображением движения
жидкости по трубопроводам.
7.6. Программируемые логические
контроллеры
Программируемые логические контроллеры (ПЛК, или PLC —
Programmable Logical Controller) — это выпускаемые серийно управ­
ляющие устройства, предназначенные преимущественно для управ­
ления технологическим циклом работы производственного обору­
дования. Чаще всего они применяются на втором уровне управления
АСУТП в качестве ЛУВМ. Типичная структура ПЛК показана на
рис. 7.4.
Конструктивно ПЛК обычно оформлен в виде нескольких рас­
положенных в разных местах блоков. Обязательными являются блок
управляющих модулей ПЛК и блок программатора, к которым при
необходимости добавляют устройства децентрализованной перифе­
рии (УДП). Программатор — это программирующее устройство, с
помощью которого управляющая программа (УП) вводится в блок
ПЛК. Для разработки и ввода УП может быть использован компью­
тер, оснащенный специализированным программным обеспечением.
Одновременно предусматривается применение переносного клавиш­
ного программатора. Последний используется преимущественно для
Рис. 7.4. Структура программируемого логического контроллера
183
наладки системы управления, построенной на базе ПЛК. После вво­
да и отладки УП программатор отключается, и контроллер реализу­
ет заданные управляющие функции, работая в автономном автома­
тическом режиме.
Блок ПЛК имеет модульную структуру, что позволяет формиро­
вать «корзину» ПЛК с большим или меньшим количеством модулей
различного назначения в зависимости от сложности и характера ре­
шаемых задач управления. Обязательным модулем ПЛК, наряду с
модулем питания, является модуль процессора МПМ (микропроцес­
сорный модуль, см. рис. 7.4). В этом модуле находится микропроцес­
сорное устройство, осуществляющее переработку поступающей ин­
формации в соответствии с заданной УП и формирование управля­
ющих сигналов. В нем же находится устройство памяти ПЛК, вклю­
чая ПЗУ и ОЗУ.
Для ввода информации, поступающей от управляемого объекта,
и вывода сигналов управления служат модули ввода-вывода МВБ.
Обычно в составе ПЛК имеется несколько модулей ввода дискрет­
ных сигналов и несколько модулей вырода дискретных сигналов.
Каждый дискретный модуль ввода или вывода обычно рассчитан на
8, 16 и до 32 дискретных сигналов.
Помимо модулей, обеспечивающих обработку дискретных сигна­
лов, в блоке ПЛК могут быть установлены модули для ввода или вы­
вода аналоговых сигналов. Модули ввода аналоговых сигналов — это
аналого-цифровые преобразователи (АЦП), преобразующие непре­
рывные аналоговые сигналы в цифровые (числовые). Напряжению
или току на входе АЦП соответствует число на выходе АЦП, про­
порциональное данному напряжению или току. Модули вывода ана­
логовых сигналов — это цифроаналоговые преобразователи (ЦАП),
преобразующие заданное процессором число, поданное на данный
выход, в пропорциональное ему напряжение или ток, формируемые
на данном выходе.
При необходимости в блоке ПЛК устанавливаются различные
специализированные МВБ. Среди них отметим модули для приема
импульсных сигналов датчиков перемещений, а также модули, пред­
назначенные для управления следящими электроприводами. Для обе­
спечения связи между модулями внутри блока ПЛК применяется па­
раллельный интерфейс, организующий передачу информации через
многопроводную системную магистраль.
Связь модулей ввода-вывода, расположенных в блоке ПЛК, с
управляемым ТО реализуется с помощью большого количества сиг­
нальных проводов. При большой протяженности управляемого тех­
нологического комплекса их монтаж и эксплуатация становятся до­
статочно трудоемкими и возникает повышенная опасность электро­
магнитных помех. В таких случаях целесообразно размещать часть
МВВ не в центральном блоке ПЛК, а в оконечных устройствах (тер­
миналах), расположенных вблизи управляемых механизмов. Эти тер-
184
миналы, называемые также устройствами децентрализованной
периферии (УДП, см. рис. 7.4) являются микропроцессорными управ­
ляющими устройствами, распределяющими управляющие сигналы,
поступающие из блока ПЛК, по исполнительным устройствам под­
чиненной им секции ТО. Кроме того, они собирают информацию,
поступающую от датчиков ТО, и пересылают ее в блок ПЛК.
По отношению к блоку ПЛК устройства УДП являются простей­
шими ЛУВМ. Они связаны с блоком ПЛК посредством последова­
тельного интерфейса и малопроводной кабельной линии, обеспечи­
вающей высокую скорость обмена информацией и потому успешно
заменяющей большое количество сигнальных проводов.
Особо следует упомянуть модуль для обмена информацией с цен­
тральной УВМ, который выполняется на базе последовательного ин­
терфейса и устанавливается, если рассматриваемый ПЛК играет роль
ЛУВМ.
Большинство задач управления в рамках АСУТП требует не столь­
ко вычислительных арифметических операций (хотя бывают, необ­
ходимы и они), сколько логических операций, без каковых не обхо­
дится ни один процесс управления. Логические операции соверша­
ются над сигналами, которые либо приходят по каналам обратной
связи отдатчиков технологических параметров, либо вырабатывают­
ся различными управляющими устройствами в составе АСУТП. Сиг­
налы логического типа (дискретные сигналы) принимают значения
либо 0, либо 1. Они либо поступают в ПЛК через дискретные модули
входов (сигналы обратной связи), либо выдаются из ПЛК через дис­
кретные модули выходов на исполнительные устройства (управляю­
щие сигналы) в течение промежутка времени {время обмена), пред­
назначенного для обмена информацией между ПЛК и внешними
устройствами. Остальное время цикла работы ПЛК составляет время
счета, когда информация о состоянии входов и выходов ПЛК, запи­
санная в качестве образа процесса в памяти ПЛК, не изменяется.
Поскольку информация о дискретном сигнале принимает значе­
ние либо 0, либо 1, то для ее хранения применяют ячейку памяти
триггерного типа. При программировании каждую такую ячейку па­
мяти принято именовать битом. В системе логического управления
каждый дискретный сигнал функционирует в виде логической пере­
менной. Каждый бит в системе программирования ПЛК дает воз­
можность запомнить в нем такую логическую переменную или кон­
станту и может соответственно принимать значение либо 0, либо 1.
При программировании имеют дело не с самими сигналами, а с би­
тами, с помощью которых исходные сигналы представлены в памяти
ПЛК. Бит — это элементарный объем адресации в стандартных си­
стемах программирования ПЛК. Возможны и другие объекты адре­
сации, включая численные величины.
Порядок программирования ПЛК определяется международным
стандартом IEC 61131-3. Помимо объектов — битов в нем предусмо-
185
трена возможность объединение битов в слова. Предусмотрены сле­
дующие форматы слов:
В — байт, состоящий из 8 бит и предназначенный для обозначе­
ния символов, применяющихся при программировании ПЛК;
W (Word) — слово одинарной длины, составляет 16 бит; такие сло­
ва применяются для записи совокупностей битов, а также чисел от
-32768 до 32767;
D (Double) — слово двойной длины, т. е. длиной 32 бит; оно мо­
жет быть использовано для записи алгебраических величин, как и
слово одинарной длины;
F (Floating) — слово с плавающей точкой (оно же — с плаваю­
щей запятой); применяется в алгебраических и других математиче­
ских операциях.
Для обозначения объектов адресации ПЛК приняты следующие
символы:
I (Input) — бит входа (отображение дискретного входного сигна­
ла);
Q (Output) — бит выхода (отображение дискретного выходного
сигнала);
X — обозначение битового формата при адресации;
М (Memory) — бит памяти (промежуточная переменная) или на­
чало обозначения величин, хранящихся в памяти ПЛК;
К — константа;
S — системный бит, контролирующий корректность функциони­
рования ПЛК в процессе выполнения прикладной программы;
L (Label) — метка.
Прежде чем приступать к написанию текста прикладной програм­
мы, необходимо определить адреса ячеек памяти, в которых будут
храниться значения переменных и постоянных величин, фигуриру­
ющих в составляемой программе. Затем записывается тип адресуе­
мого объекта: I — вход, Q — выход, М — внутренняя (промежуточ­
ная) переменная и пр. После этого указывается формат объекта (если
это слово того или иного типа) и номер бита или регистра памяти,
который этим объектом занят.
Номера битов, предназначенных для хранения информации о со­
стоянии дискретных входов и выходов, задаются в строго определен­
ном порядке. При этом старшая цифра номера должна соответство­
вать номеру корзины (шасси, стойки), в которой установлен модуль,
содержащий адресуемый вход или выход, следующая группа цифр
должна соответствовать номеру этого модуля. Последняя группа
цифр — это номер входа (или выхода), предназначенного в данном
модуле для записи из него в данный бит (или подачи на него из дан­
ного бита) адресуемого сигнала.
В памяти ПЛК последняя группа цифр, о которой упоминалось
выше, является номером бита, в котором запоминается состояние
адресуемого входа или выхода. Номер бита отделяется от номера ре-
186
гистра точкой. Например, 112.5 означает, что в битовую ячейку 5 ре­
гистра 12 поступает сигнал о состоянии входа 5 модуля входов № 12,
расположенного в нулевой корзине (нулевой номер корзины опуска­
ется). Совокупность ячеек памяти, хранящих информацию о состо­
янии дискретных входов и выходов, называется образом процесса
(которым управляют).
Номера ячеек памяти, предназначенных для хранения внутренних
переменных, распределяются по усмотрению программиста.
Стандартом IEC 61131-3 определены пять языков программиро­
вания ПЛК, опирающихся на общую систему адресации, на стан­
дартизированные общие элементы: символы, форматы данных и пе­
ременных. Это позволяет программировать ПЛК на любом стандарт­
ном языке программирования в зависимости от характера решаемой
задачи и вкусов проектировщика системы автоматизации. Располо­
жив рассматриваемые языки программирования ПЛК в порядке
сложности реализуемых ими функций, получим следующий ряд.
LD (Ladder Diagrams), — язык «лестничных диаграмм», или язык
РКС. Он представляет собой графическую интерпретацию процесса
разработки релейно-контакных схем (РКС) управления (см. подразд.
6.3). Управляющая программа на языке LD состоит из релейных
управляющих цепочек, как бы ступеней лестницы, отображаемых на
дисплее компьютера, на котором производится программирование,
вместе с ограничивающими их условными линиями электропитания.
Получается изображение, несколько напоминающие лестницу. Это
«лестничная» конструкция автоматически переводится на язык ма­
шинных кодов и транслируется в ПЛК. Язык LD удобен для про­
граммирования решения относительно несложных задач управления
и является основным для многих ПЛК младших классов.
IL (Instruction List) — язык набора инструкций. В его основе ле­
жит своеобразный метод отображение логических формул булевой
алгебры (см. подразд. 6.2), когда они выписываются в виде колонок
инструкций (команд), разделенных на две части: слева записывается
код операции в удобном для запоминания (мнемоническом) виде, а
справа — адрес логической переменной (операнд), над которой долж­
на быть совершена указанная операция. Язык IL — наиболее удоб­
ный и эффективный язык программирования низкого уровня.
FBD (Functional Block Diagrams) — язык функциональных бло­
ков. Этот язык ведет свое происхождение от структурных и логиче­
ских схем автоматического управления (см. поразд. 6.4), знакомых
каждому специалисту в области автоматизации. Техника проектиро­
вания на языке FBD сводится к отображению на дисплее компью­
тера системы управления в виде набора стандартных функциональ­
ных блоков (обычно в виде прямоугольников), соединенных между
собой линиями, отображающими логические или иные связи между
ними. Каждый блок обеспечивает реализацию той или иной логиче­
ской или арифметической функции, функции сравнения, специаль-
187
ной функции управления (например, ПИД-регулятора, таймера) и
пр. Внутри каждого блока располагается обозначение выполняемой
им функции. Входные сигналы подводятся с левой стороны блоков,
а выходные выводятся с правой стороны. Язык FBD удобен тем, что
позволяет наглядными графическими средствами создавать управ­
ляющие программы практической любой сложности.
ST (Structured Text) — язык «структурированного текста». Язык
ST относится к языкам высокого уровня вроде Basic и Pascal, но при­
способлен для решения задач программного управления на базе ПЛК.
Конструкции языка ST могут быть употреблены в составе языков LD
и IL при решении сложных задач управления.
SFC (Sequential Function Chart) — язык последовательностных
функциональных схем, или Графсет. Он предназначен для представ­
ления в понятном и заказчику, и исполнителю виде логики функ­
ционирования сложных систем автоматизации на уровне ЦУВМ.
Язык SFC позволяет объединить в одном комплексе локальные управ­
ляющие программы и блоки. С его помощью достигается согласо­
ванность выполнения локальных программ, контроль состояния
управляемого техпроцесса и обеспечение синхронизации по приему
и обработке данных о ходе процесса. Данный язык позволяет графи­
чески отобразить управление техпроцессом в виде укрупненных
управляющих блоков, порождаемых ими действий и переходов. Пе­
реход от функциональных схем SFC к конкретным управляющим
программам производится средствами описанных выше языков про­
граммирования ПЛК и, прежде всего с помощью языка ST.
7.7. Язык программирования IL
Язык IL предназначен для программирования ПЛК, опираясь не­
посредственно на логические (булевы) формулы, описывающие тех­
нологический цикл, реализуемый под управлением ПЛК. Програм­
ма, составленная на языке IL, состоит из последовательности ин­
струкций. Инструкцией в данном случае называют команду, состо­
ящую из двух частей: кода инструкции и адресной части (операнда).
Код инструкции указывает, какую именно операцию следует совер­
шить над содержимым ячейки памяти, адрес которой указан в адрес­
ной части инструкции. Система адресации языка IL, общая для всех
языков программирования ПЛК, предусмотренных стандартом IEC
61131-3, описана выше. Инструкции языка IL делятся на инструкции
проверки выполнения логических условий и на инструкции выпол­
нения заданных действий.
Начнем рассмотрение проверочных инструкций с группы LD
(LoaD). Они имеют следующие коды:
LD — загрузить бит, заданный в адресной части данной инструк­
ции, в процессор;
188
LDN (LoaD Not) — загрузить инверсию бита, заданного в адрес­
ной части;
LDR- (LoaD Rise) — загрузить в процессор единицу, если в теку­
щем цикле выполнения УП значение бита, указанного в адресной
части, изменилось от нуля к единице;
LDF- (LoaD Fall) — загрузить единицу, если в текущем цикле вы­
полнения УП значение бита, указанного в адресной части, измени­
лось от единицы к нулю.
Инструкция типа LD употребляется в начале последовательности
инструкций, составляющей реализацию отдельной логической фор­
мулы.
Аналогично кодам инструкций группы LD формируются коды ин­
струкций группы AND (логическое И) и группы OR (логическое
ИЛИ):
AND — произвести логическое умножение результата предыду­
щих логических операций, хранящегося в процессоре, на бит, задан­
ный в адресной части данной инструкции;
OR — произвести логическое сложение вышеуказанных вели­
чин;
ANDN (AND Not) — произвести логическое умножение резуль­
тата в процессоре на инверсию бита, заданного в адресной части
данной инструкции;
ORN — произвести логическое сложение вышеуказанных величин:
бита в процессоре с инверсией бита, заданного в адресной части;
ANDR (AND Rise) — произвести логическое умножение резуль­
тата логической операции AND на единицу, если в текущем цикле
опроса значение бита, указанного в адресной части, изменилось от
нуля к единице;
AND (AND Fall) — произвести логическое умножение результата
логической операции AND на единицу, если в текущем цикле опро­
са значение бита, указанного в адресной части, изменилось от еди­
ницы к нулю.
Остальные коды, ORR и ORF, расшифровываются аналогично.
Предусмотрены также аналогичные коды XOR, XORN, XORR и XORF
для инструкций, реализующих исключающее ИЛИ.
Помимо инструкций, реализующих отдельные логические опера­
ции, язык IL предусматривает проверочные блоки. Каждый из про­
верочных блоков реализует целую группу логических операций. Ти­
пичными проверочными блоками являются таймер {timer), служащий
для организации выдержек времени, и счетчик (counter), позволяю­
щий организовать счет импульсов и технологических циклов.
Инструкции выполнения заданных действий (инструкции дей­
ствия) инициируют подачу процессором управляющих сигналов, со­
ответствующих сложившимся логическим условиям. Рассмотрим
группу инструкций действия ST (STorage). Они имеют следующие
коды:
189
ST — переслать по заданному в адресной части данной инструк­
ции адресу значение бита (0 или 1), находящегося в процессоре (бит
был сформирован в результате предыдущих проверочных опера­
ций);
STN (STorage Not) — совершить такую же операцию, что и по ин­
струкции ST, но с предварительной инверсией значения бита, нахо­
дящегося в процессоре;
S (Set) — установить бит, адрес которого указан в адресной части
данной инструкции, в состояние 1, если в текущем цикле работы
процессор находится в состоянии 1; состояние 1 адресуемого бита
сохраняется и в дальнейшем, даже если процессор перейдет в состо­
яние 0;
R (Reset) — сбросить бит, адрес которого указан в адресной ча­
сти, в состояние 0, если в текущем цикле работы процессор находит­
ся в состоянии 1; состояние 0 адресуемого бита сохраняется, даже
если процессор перейдет в состояние 0.
Инструкциями ST, STN, S и R задаются значения выходных и
промежуточных дискретных управляющих сигналов ПЛК.
К инструкциям действия относятся также инструкции передачи
управления JMP (JuMP) и END. Их коды:
JMP — безусловный переход на метку, номер которой указан в
адресной части данной инструкции;
JMPC (JuMP on Condition) — условный переход на метку; пере­
ход реализуется, если в результате выполнения предыдущей логиче­
ской операции процессор оказался в состоянии 1, а иначе выполне­
ние программы продолжается обычным порядком;
JMPCN (JuMP on Condition Not) — условный переход на метку в
случае, когда в результате выполнения предыдущей логической опе­
рации процессор оказывается в состоянии 0, а иначе выполнение
программы продолжается обычным порядком.
Код END означает, что выполнение цикла управления заверше­
но. После этого ПЛК переходит к началу нового цикла управления
(к началу управляющей программы). Если же нужно остановить вы­
полнение циклической программы, то используется инструкция
HALT. У инструкций END и HALT нет адресной части (безадресные
инструкции).
Если в логической формуле имеются скобки, то их следует учесть
и при отображении данной логической формулы на языке IL. В ка­
честве примера рассмотрим две логические формулы:
Q4.1 = 11.1 11.2 + 11.3 и
Q4.2 = 11.1 (11.2 + 11.3).
Здесь мы полагаем, что информация о входных сигналах Хп, Х12
и Х1} попадает в ячейки памяти 11.1,11.2 и 11.3, а формируемые в ПЛК
выходные сигналы У4, и У42 направляются на выходы Q4.1 и Q4.2.
190
Программный фрагмент, отображающий формулу для Q2.1, будет
форматироваться без скобок:
LD
AND
OR
ST
%11.1
%11.2
%11.3
%Q4.1
В данном фрагменте в процессор загружается (LD) значение бита
11.1, которым и определяется после этого текущее состояние процес­
сора (0 или 1). Затем производится логическое умножение (AND)
данного состояния на значение бита 11.2. После этого производится
логическое сложение (OR) нового состояния процессора с битом 11.3.
Копия результата сложения (0 или 1), полученного в процессоре, пе­
ресылается (ST), в полном соответствии с формулой для Q4.1, на вы­
ход Q4.1.
Если необходимо реализовать функцию Q4.2, то нужно приме­
нить скобки:
LD
AND
OR
%I1.1
(%11.2
%I1.3
)
ST
%Q4.2
Открывающая скобка ставится непосредственно после кода опе­
рации, которую нужно реализовать над результатом действий в скоб­
ках, а закрывающая скобка ставится в виде отдельного оператора
после завершения программирования всех действий в скобках.
Если необходимо произвести сложные логические, арифметиче­
ские и др. математические операции, то можно воспользоваться кон­
струкциями языка ST. Действия, программируемые на языке ST, сле­
дует заключать в квадратные скобки. Например:
[%MW4: = %MW1 + 10].
Здесь к содержимому регистра памяти MW1 прибавляется 10, а
полученный результат запоминается в регистре MW4.
Корректно оформленный фрагмент программы представляет со­
бой последовательность инструкций, расположенных в столбик, по
одной инструкции в строке. Каждый автономный фрагмент начина­
ется с восклицательного знака, вслед за которым может располагать­
ся комментарий, ограниченный звездочками. При необходимости
ниже комментария может располагаться метка (Label), которая име­
ет вид % Li, (где i может принимать значения от 0 до 999). Метки ис­
пользуются для организации переходов внутри программы. Первой
инструкцией (вслед за меткой, если она имеется) должна быть ин-
191
струкция типа LD или JMP. Каждая последовательность должна со­
держать одну или несколько проверочных инструкций и завершать­
ся инструкцией действия.
При выполнении программы инструкции выполняются в том по­
рядке, в котором они введены в ПЛК, но с учетом заданных внутри
программы переходов. Нормальный режим работы ПЛК заключает­
ся в циклическом повторении управляющей программы. Поэтому
после отработки инструкции END автоматически начинается выпол­
нение управляющей программы с самого начала.
В качестве примера составим фрагмент цикловой программы,
обеспечивающий регулирование уровня жидкости путем автомати­
ческого включения и выключения электропривода насоса, подающе­
го жидкость, в соответствии с формулой (6.8). Запишем ее в скобоч­
ной форме:
Н' = dB(dH + Н'-1).
Примем также, что сигналы датчиков de и dH подаются на входы
11.2 и 11.1 соответственно, а выходной сигнал Н на включение насо­
са формируется на выходе Q4.1. Чтобы избежать скобок в програм­
ме, начнем с программирования выражения в скобках. Получим:
%Ы
LD
OR
AND
ST
%I1.1
%Q4.1
%I1.2
%Q4.1
Метка LI необходима, чтобы можно было организовать включе­
ние насоса из разных сегментов цикловой программы.
7.8. Язык программирования FBD
При программировании на языке FBD (язык структурных и ло­
гических схем) используется графическое отображение инструкций,
основанное на традиционном изображении логических элементов в
электросхемах (см. подразд. 6.4). Инструкция языка FBD является
наименьшим структурным элементом программы. Ее формат пред­
ставлен на рис. 7.5.
Функциональный элемент, отображающий инструкцию, изобра­
жается в виде прямоугольника, реализующего заданную функцию.
Внутри прямоугольника показано, какая именно функция реализу­
ется процессором. Слева к прямоугольнику подводятся входные пе­
ременные, а справа из него выводится выходная переменная. Над
192
Функциональный
элемент
(Переменная)
(Переменная)
Выход
Рис. 7.5. Формат инструкции языка FBD
прямоугольником может быть указан операнд (ячейка памяти), по
адресу которого должен быть помещен результат операции, выпол­
ненной данной инструкцией.
Язык FBD реализует логические функции AND (И), OR (ИЛИ)
и XOR (Exclusive OR, исключающее ИЛИ). Простейшие примеры
реализации логических функций FBD, с двумя входами каждая, по­
казаны на рис. 7.6, хотя теоретически эти функции могут иметь лю­
бое количество входов.
Входные переменные могут подводиться напрямую к отображае­
мому функциональному элементу, и тогда текущее состояние подво­
димого операнда, которое получено, например, при опросе соответ­
ствующего входа ПЛК, непосредственно используется в логической
операции. Но если вход реализуемой функции снабжен знаком от­
рицания (кружок, прилегающий к прямоугольнику, отображающему
заданную функцию), то значение отображаемого операнда инверти­
руется перед выполнением логической операции.
Чтобы выполнить операцию логического повторения, например —
подсоединить вход напрямую к выходу, не выполняя при этом ника­
ких дополнительных логических операций, обычно используется
функция AND (И) с одним входом, хотя допустимо было бы приме­
нить OR (ИЛИ) или XOR.
Напомним, что функция AND (И) перемножает логические сиг­
налы друг с другом и выдает на выходе результат логической опера­
ции (Result of Logic Operation) RLO = 1, если все входные сигналы
равны единице. В остальных случаях функция AND на своем выхо­
де выдает RLO = 0.
Рис. 7.6. Логические функции, реализуемые
языком FBD
193
Функция OR (ИЛИ) производит сложение логических сигналов
и выдает RLO = 1, когда хотя бы один входной сигнал равен едини­
це. Функция OR выдает RLO = 0, когда результаты сканирования
всех входов равны нулю.
Функция XOR (исключающее ИЛИ), сравнивая два входных сиг­
нала, выдает RLO = 1, когда эти два сигнала (результаты сканирова­
ния) различны, т. е. один равен единице, а другой — нулю. Она вы­
дает RLO = 0, если оба сигнала одинаковы.
Запоминание результатов логических операций, в том числе фор­
мирование выходных управляющих сигналов, выдаваемых ПЛК, про­
изводится с помощью операций присваивания, установки и сброса
(см. рис. 7.7).
Функциональный элемент, отображающий инструкцию присваи­
вания (assign), изображается в виде прямоугольника, внутри которо­
го помещен знак равенства (рис. 7.7). Будучи подсоединен к выходу
элемента, реализующего логическую операцию, он присваивает (на­
значает) результат этой логической операции непосредственно опе­
ранду (ячейке памяти, хранящей значение) выходной переменной,
обозначенной над блочным элементом. Если при этом RLO = 1 не­
посредственно перед операцией присваивания, то последнее совер­
шается присвоением единицы; а если RLO = 0, то операция присва­
ивания завершается на нулевом уровне. Бинарный (двоичный) опе­
ранд в данном случае — это обозначение выходного двоичного сиг­
нала Q или операнда промежуточной памяти М, значение которого
задается данной инструкцией.
Элементы установки (5) и сброса (7?) также могут завершать ло­
гическую операцию. Эти блочные элементы (см. рис. 7.7) присваи­
вают новое значение операнду, обозначенному над блочным элемен­
том, только тогда, когда результат предшествующей логической опе­
рации равен единице.
Бинарный операнд
(выходной
двоичный сигнал)
Бинарный операнд
(обозначение
запоминаемого сигнала)
Присваивание —
Бинарный операнд
Установка —
5
Бинарный операнд
Сброс —
R
Рис. 7.7. Элементы присваивания,
установки и сброса
194
Блочный
элемент SR
Бинарный операнд
Блочный
элемент RS
Рис. 7.8. Блочные элементы памяти
Если перед операцией установки RLO равен единице, то операнд,
указанный над блочным элементом (выходной двоичный сигнал),
устанавливается в сигнальное состояние 1 и остается равным едини­
це, даже если RLO станет равным нулю, пока не поступит команда
сброса. А если RLO = 1 перед операцией сброса, то операнд над эле­
ментом переходит в сигнальное состояние 0 и остается равным нулю,
пока не реализуется операция установки. Если же RLO = 0, то опе­
рация установки (или сброса) не реализуется, то есть выходной дво­
ичный сигнал (бинарный операнд) остается неизменным.
В блоке элемента памяти (рис. 7.8), реализующем функции триг­
гера, функции элементов установки и сброса объединены.
Адрес сформированного двоичного сигнала здесь также располо­
жен над блочным элементом. Вход S блочного элемента — это вход
установки данного блока памяти в единичное состояние, а вход R —
это вход сброса. Сигнальное состояние запоминаемого двоичного
операнда (выходного сигнала) фиксируется на выходе Q блока памя­
ти. Возможны два варианта блоков памяти: в виде блочного элемен­
та SR (приоритет сброса) и в виде блочного элемента RS (приоритет
установки в единичное состояние). Кроме обозначения эти блоки
отличаются друг от друга компоновкой входов S и R.
Бинарный операнд (выходной сигнал), указанный над блочным
элементом памяти, установлен в единицу, когда на вход установки S
подана единица, а сигнал на входе сброса R равен нулю. Данный
операнд обнулен, когда вход сброса R установлен в 1, а на входе уста­
новки Sсигнал равен нулю. Сигнальное состояние 0 на обоих входах
не оказывает влияния на состояние выходов блочных элементов па­
мяти. Если оба входа имеют сигнальное состояние 1 одновременно,
блок памяти SR обнуляется, а блок памяти RS устанавливается в
единичное состояние.
Программа, составленная на языке FBD, состоит из сегментов
(network). В каждом из сегментов производится проверка ряда логи­
ческих условий, завершающаяся заданием определенного управляю­
щего воздействия как результата произведенных логических опера­
ций.
В качестве примера рассмотрим сегмент цикловой программы,
обеспечивающий регулирование уровня жидкости путем автомати­
ческого включения и выключения электропривода насоса, подающе­
го жидкость, в соответствии с формулой (6.8). Насос включается, как
следует из (6.8), когда сигналы dn и dH, поступающие от датчиков
уровня жидкости в резервуаре, одновременно равны единице, а вы­
ключается, когда сигнал
от верхнего датчика становится равным
нулю.
Примем, как и при рассмотрении конструкций языка IL, что сиг­
налы датчиков da и dH подаются на входы 11.2 и 11.1 ПЛК, а выходной
сигнал Н на включение насоса формируется на выходе Q4.1. Тогда сег­
мент управления данным насосом можно сформировать на базе блоч-
195
Рис. 7.9. Сегмент управления насосом
по формуле (6.8)
ного элемента памяти 57? (см. рис. 7.8), на входе 5 которого установ­
лена схема И, реализующая функцию AND с сигналами 11.1 и 11.2 на
ее входе, а на вход 7? которого подается инверсия сигнала 11.2 (рис. 7.9).
Адрес выходного сигнала Q4.1 размещается над блоком SR.
Выход Q в этом случае остается неподключенным, но он может
быть использован для реализации дополнительных логических опе­
раций в этом же сегменте. Метка L1 необходима, чтобы можно было
организовать включение насоса из разных сегментов цикловой про­
граммы посредством инструкций передачи управления JMP.
Выбор элемента памяти 57? (а не 7?5) в данном случае обусловлен
необходимостью отключения насоса при одновременной подаче еди­
ницы на входы 5 и 7?, что возможно лишь при сбое в работе ПЛК.
При программировании на языке FBD широко используются, как
и в языке IL, и инструкции передачи управления, и проверочные
блоки (таймеры и счетчики). В качестве примера применения тай­
мера рассмотрим сегмент управления таким же насосом, но с обе­
спечением выдержки времени длительностью 8 с после поступления
команды на его отключение (рис. 7.10).
В этом случае инверсия сигнала 11.2, задающая выключение элек­
тропривода насоса, поступает на вход 7? триггера 57? через таймер Т1
при условии, что насос включен (Q4.1 = 1). Таймер Т1 типа ODT (On
Delay Timer) обеспечивает выдержку времени 8 с после подачи сиг­
нала 5 = 1 на его вход 5. По истечении заданной выдержки времени
на выходе Q таймера Т1 формируется сигнал Q = 1, который посту-
Рис. 7.10. Сегмент управления насосом с выдержкой времени при отключе­
нии
196
пает на вход R триггера SR, вызывая его сброс и формирование сиг­
нала Q4.1 = 0 на отключение насоса.
Выдержка времени 8 с задается словом S5t#8s, поданным на вход
TV (Time Value) таймера Т1, а сброс таймера, позволяющий вновь
задать ту же выдержку времени, осуществляется подачей сигнала
11.2 = 1 на его вход R. Сигнал 11.2 = 1 формируется после соответ­
ствующего снижения уровня жидкости в резервуаре, вызванного вы­
ключением насоса.
Выходы BI и BCD таймера, показывающие время, оставшееся до
окончания заданной выдержки времени, в таймере Т1 не использу­
ются, так же как и выход Q триггера SR.
7.9. Устройства числового программного
управления
Устройства числового программного управления (УЧПУ) — это
комплектные системы управления, предназначенные для ЧПУ (или
CNC, т. е. Computer Numerical Control) в машиностроении.
Числовым программным управлением (ЧПУ) называют управле­
ние техпроцессом, в котором величины перемещений рабочих орга­
нов и другие параметры техпроцесса задаются в числовой форме, в
виде чисел. При цикловом программном управлении (например, с
помощью ПЛК) траектория перемещения рабочих органов задается
номерами точек в пространстве, а движение между заданными точ­
ками жестко определяется конструкцией оборудования. При число­
вом программном управлении траектория движения задается чис­
ленно либо координатами опорных точек (позиционное управление),
либо в виде непрерывной кривой (контурное управление) и одно­
временно реализуется цикловое управление.
Основные задачи, решаемые УЧПУ:
• программно-логическое управление технологическим циклом
(аналогично ПЛК);
• следящее управление перемещением рабочих органов по задан­
ной траектории;
•
автоматическая оптимизация техпроцесса;
•
обеспечение связи с оператором и ЦУВМ;
•
диагностика УЧПУ и основного оборудования;
• подготовка УП с помощью инструментального программного
обеспечения УЧПУ.
Аппаратной базой УЧПУ являются микропроцессорные комплек­
ты и большие интегральные схемы (БИС). Центральным узлом УЧПУ
является промышленный компьютер, который решает основные за­
дачи управления, создания управляющих программ, технологических
расчетов, диагностики, связи с оператором и с ЦУВМ.
197
Структура аппаратной части УЧПУ показана на рис. 7.11. Ее осно­
вой является блок промышленного компьютера ПК, а человекомашинный интерфейс обеспечивается пультом управления.
Управление перемещением рабочих органов станка по координа­
там X, YwZпроизводится посредством интерфейсных модулей управ­
ления следящими электроприводами СЭП. Управление электроав­
томатикой станка может производиться как с помощью МВБ, уста­
новленных в блоке ПК, так и с помощью интерфейса связи с ЛУВМ
в случае наличия удаленных периферийных терминалов УДП. Цен­
тральный процессор ПК обеспечивает функционирование УЧПУ в
соответствии с управляющими программами (УП), которые могут
быть разработаны с помощью имеющегося инструментального про­
граммного обеспечения. Программирование может также произво­
диться ЦУВМ, снабжающей локальные УЧПУ управляющими про­
граммами через последовательный интерфейс.
Алгоритмы, по которым формируются команды на перемещение
рабочих органов, зависят от типа интерполяции, заданной в УП, и
от способа учета геометрии инструмента при программировании его
траектории. Геометрическая информация включает в себя вид тра­
ектории (линейная, круговая и пр.), скорости и ускорения при от­
работке элементов траектории. Траектория перемещения рабочего
органа формируется в виде совокупности опорных точек, перемеще­
ние между которыми производится по определенному закону. При
этом учитывается, что около 90 % траекторий, встречающихся при
обработке резанием, являются либо прямолинейными, либо круго­
выми. Поэтому стандартными законами перемещения рабочих ор­
ганов между опорными точками, заданными в УП, приняты переме­
щения по прямой линии либо по окружности.
Рис. 7.11. Структура аппаратной части УЧПУ
198
Если перемещение между опорными точками производится по
прямой, то такой способ отработки координат называется линейной
интерполяцией, а если по окружности — то круговой интерполяци­
ей. Другие способы интерполяции употребляются редко, а лекальные
кривые аппроксимируются отрезками прямых и дугами окружности.
Чтобы обеспечить отработку отрезка прямой, задаются координаты
его начала и конца, между которыми производится движение с по­
мощью линейной интерполяции. Чтобы задать движение по окруж­
ности путем круговой интерполяции, необходимо помимо координат
начала и конца программируемой дуги задать координаты центра
окружности, часть которой составляет данная дуга.
Если заданную траекторию совместить с перемещением центра
инструмента, то при установке нового инструмента, имеющего дру­
гие габариты, отрабатываемая траектория будет искажена. Поэтому
часто ставится задача обеспечить автоматический расчет траектории
движения инструмента с учетом его габаритов. Необходимо, чтобы
отработка траектории производилась путем перемещения инстру­
мента по эквидистантному контуру, т.е. такому, при котором ин­
струмент идет по заданному контуру на расстоянии, равным рассто­
янию от центра инструмента до его режущей кромки. Задача опреде­
ления траектории центра инструмента с учетом габаритов последне­
го называется расчетом эквидистанты. В случае линейной или
круговой интерполяции расчет эквидистанты наиболее прост, так
как эквидистантными кривыми к прямой и дуге являются также пря­
мая и дуга.
7.10. Программирование УЧПУ
Программное обеспечение УЧПУ делится на системное, инстру­
ментальное и прикладное (см. подразд. 7.1). Управляющие програм­
мы создаются в процессе эксплуатации УЧПУ с помощью инстру­
ментального программного обеспечения, предусмотренного для него
проектировщиками. В наиболее сложных случаях УП разрабатыва­
ются с помощью АСТПП. При этом используются системы автома­
тизированного программирования (САП), которые представляют со­
бой проблемно-ориентированные языки, максимально приближен­
ные к терминологии, используемой технологами, например — T-FlexCAD, включая T-Flex-ЧПУ отечественной фирмы «Тор Systems». САП
входят в состав программного обеспечения центральных УВМ и слож­
ных УЧПУ типа обрабатывающих центров.
Для создания УП с помощью САП используются автоматизиро­
ванные рабочие места (АРМ) технолога. При использовании АРМ
программирование ведется в диалоговом режиме, технолог исполь­
зует меню альтернативных решений и графические возможности САП
для оформления документации техпроцесса. Разработанные таким
199
образом УП составляют прикладное программное обеспечение УЧПУ.
Оно хранится в памяти ЦУВМ и передается по мере необходимости
в УЧПУ технологического оборудования. УП могут храниться также
в устройствах внешней памяти, таких как магнитные диски и устрой­
ства флеш-памяти. Разработка УП может производиться и операто­
ром с пульта УЧПУ.
Перед началом работы производится наладка УЧПУ: вывод рабо­
чих органов в исходное положение, ввод в память УЧПУ информа­
ции, связанной с ограничениями техпроцесса и т.п.
Наиболее распространенным языком программирования УЧПУ,
лежащим в основе большинства САП, является код ISO-7, регламен­
тированный международным стандартом ISO 6983, а также ГОСТ
20999 — 83 (см. приложение 3). Этот код использует символы кода
КОИ-8 по ГОСТ Р34.303 — 92 в соответствии с международным стан­
дартом ISO4873-86 (см. приложение 1). Он содержит заглавные бук­
вы английского алфавита, арабские цифры, знаки математических
операций и ряд других символов. В коде ISO-7 символам кода КОИ8 приданы значения, описывающие функционирование СПУ.
В коде ISO-7 УП записываются на программоноситель в виде по­
следовательности кадров (рис. 7.12). Каждый кадр записывается с
новой строки. Кадры состоят из информационных слов, располо­
женных в определенном порядке, а слова из символов. Первый сим­
вол слова является заглавной буквой латинского алфавита, а осталь­
ные символы являются арабскими цифрами (могут также использо­
ваться знаки плюс и минус) и образуют число со знаком или цело­
численный код.
Содержанием кадра является последовательность слов, задающих
одну рабочую операцию. Слова в кадре могут быть отделены друг от
друга пробелами, но это не обязательно. Каждый кадр программы
должен начинаться с номера кадра, который состоит из символа N
и целочисленного кода. Кадры должны располагаться в порядке воз­
растания номеров, номера не должны повторяться.
%0
.
.
.
LF
(комментарий)
LF
N10
LF
LF
N...
.
М02
LF
LF
%1
LF
N...
.
.
М02 М30 LF
Рис. 7.12. Структура программы, записанной в коде ISO-7
200
После номера кадра информационные слова должны записывать­
ся в такой последовательности:
G — подготовительная функция (Geometry);
D — величина коррекции (Displacement);
X — перемещение по оси Х\
Y — перемещение по оси У;
Z — перемещение по оси Z;
U, V, W — перемещения (повторные) по осям X, Y, Z соответ­
ственно;
Р, Q — третичные перемещения по осям X, Yсоответственно;
I, J, К — параметры интерполяции или шаг резьбы параллельно
осям X, Y, Z соответственно;
А — угол поворота вокруг оси X (А -> а);
В — угол поворота вокруг оси У (В -> Р);
С — угол поворота вокруг оси Z (С -> Г -> у);
R — формальный параметр, служащий для хранения целых чисел
со знаком (Register);
F — величина подачи в мм/мин или в мм/об (Feed);
S — скорость главного движения в м/мин или в об/мин (Spin­
dle);
Т — номер инструмента с указанием номера корректора или без
него (Tool);
М — вспомогательная функция, задающая режим работы
(Mode);
L — обращение к подпрограмме (Linkage).
Кадр завершается символом LF или ПС (перевод строки). Номер
кадра (и символ ПС при вводе с перфоленты) являются обязатель­
ными в каждом кадре. Остальные символы используются по мере
необходимости задания тех или иных элементов технологической
операции.
Последовательности кадров объединяются в разделы УП, заголов­
ки которых начинаются символами от %0 до %9. Каждый такой за­
головок завершается символом ПС. Затем идут комментарии, заклю­
ченные в круглые скобки. Информация в скобках не используется
для управления в УЧПУ. После комментариев, если они нужны, рас­
полагается главный кадр раздела УП, который начинается с символа
«:» (двоеточие). Главный кадр содержит информацию об общих усло­
виях обработки. Он не имеет номера, а завершается, как и другие
кадры, символом ПС.
Рассмотрим основные функции, реализуемые словами в составе
кадра УП.
Подготовительные функции задаются символом G (Geometry) и
двух- или трехзначным десятичным числом. Они определяют геоме­
трические параметры станка, например характер интерполяции (ли­
нейная или круговая), характер позиционирования, вид коррекции
инструмента, вид системы координат и т.п.
201
Размерные перемещения X, Y, Z, U, V, W, Р, Q, I, J, К, А, В, С, R
записываются целыми числами со знаком и с отсчетом в виде коор­
динат абсолютной системы координат или в виде приращений коор­
динат в данном кадре.
Вспомогательные функции М (Mode) определяют команды для
электроавтоматики станка и тем самым задают режим работы. Мо­
жет быть задано до ста таких функций в пределах MOO —М99. При­
мерами вспомогательных функций являются М02 — команда выклю­
чения оборудования в конце раздела УП, МОЗ — включение шпин­
деля на вращение по часовой стрелке, М06 — смена инструмента
и т.д.
В начале раздела УП, после символа % и соответствующего но­
мера, размещается формат слов кадра УП. В формате перечисляют­
ся все символы, используемые в данной УП, за каждым из которых
идет набор цифр. Если в слове рассматриваемого типа можно опу­
стить нули перед первой значащей цифрой, то первой цифрой фор­
мата является 0. Если же можно опустить нули после последней
значащей цифры, то последней цифрой формата является 0. Если
в данном слове фигурирует целое число, то в формате записывает­
ся одна значащая цифра, определяющая максимально возможное
количество разрядов записанного в слове числа. Если в слове мо­
жет быть записано дробное число, то помимо начального или ко­
нечного нуля записываются две цифры, первая из которых обозна­
чает максимальное количество разрядов целой части, а вторая —
максимальное количество разрядов дробной части записываемого
числа.
Пример формата: %2 N04 G02 D02 Х043 Y043 и т.д. В указанном
формате второго раздела (%2) УП слово N04 означает, что номер ка­
дра может иметь до четырех цифр (например, N8301) и нули перед
первой значащей цифрой можно опустить, т.е. необязательно писать
N0042, так как достаточно написать N42. В том же формате слово
D02 означает, что может быть заданно 99 вариантов коррекции тра­
ектории инструмента, от D01 до D99, причем вместо D01 можно пи­
сать D1.
Далее в вышеприведенном формате фигурирует слово Х043. Оно
означает, что целая часть числа, задающего координату X, может со­
держать до четырех цифр, а дробная часть, поскольку нули опуска­
ются только впереди, всегда содержит три цифры, если целая часть
не равна нулю. Например, если в каком-либо рабочем кадре имеет­
ся слово Х23500, то оно означает задание координаты X = 23,5 мм.
А если задано Х-235, это означает X = -0,235 мм. Формат Х031 озна­
чает задание не более трех цифр в целой части числа и только одной
цифры в дробной части числа. Аналогично задаются форматы коор­
динаты Y и других координат.
В качестве примера рассмотрим формирование траектории пере­
мещения рабочей точки механизма в соответствии с графиком, при-
202
Рис. 7.13. Траектория движения расчетной рабочей точки
веденным на рис. 7.13. Программу записываем в абсолютных раз­
мерах, т. е. отсчет перемещений во всех кадрах программы произво­
дится в одной и той же системе координат, показанной на рис. 7.13.
При написании программы используем разработанный выше фор­
мат слов кадра. Программа отработки перемещений согласно графи­
ку, приведенному на рис. 7.13, получается такой (см. приложение 3,
П.3.1 и П.3.2):
%1
N1
N2
N3
N4
N5
G90
G01
G01
G01
G01
G01
Х21000
Х63500
Х52500
Х21000
Х0
Y0
Y33000
Y60000
Y14000
Y33000
М02
LF
F100 LF
LF
LF
LF
LF
Здесь слово G90 в кадре N1 задает отсчет перемещений в абсо­
лютных размерах, и это задание действует и в последующих кадрах,
так же как и задание скорости подачи F100. Слово G01, задающее
отработку перемещений с заданной скоростью по прямой (линейная
интерполяция), должно быть задано в каждом кадре, в котором про­
граммируется перемещение по прямой. В кадре N1 запрограммиро ­
вано перемещение из начала координат в точку Р| с координатами
X = 21 мм и У = 33 мм. Аналогично формируются перемещения в
остальных кадрах, т. е. указываются координаты точки, в которую
должен переместиться рабочий орган в конце кадра. В кадре N5 кро­
ме того имеется слово М02, указывающее на завершение отработки
и останов путем выключения производственного оборудования (см.
приложение 3, П.3.2).
Та же программа, записанная в относительных размерах, т. е.
когда начало координат устанавливается в точке, в которой находит­
ся механизм перед началом отработки кадра, имеет вид:
203
%1
N1
N2
N3
N4
N5
G91
G01
G01
G01
G01
G01
X 21000
X 42500
X-11000
Х-31500
Х-21000
Y33000
Y27000
Y-46000
Y+19000
Y-33000
LF
F100 LF
LF
LF
LF
М02 LF
Рассмотрим также примеры программирования перемещений по
окружности (рис. 7.14), которые реализуются путем круговой интер­
поляции.
Для задания круговой интерполяции в кадре программы должны
быть указаны (см. приложение 3, П.3.1):
• направление обхода дуги по или против часовой стрелке (G02
или G03);
•
плоскость обработки (G17, G18, G19);
• проекции на оси плоскости обработки от радиуса — вектора
кругового участка, направленного из начальной точки Ро в центр кру­
га 0 (см. рис. 7.14); если плоскость обработки — XY, то эти проекции
задаются словами I и J в относительных размерах;
• координаты конечной точки Рк в относительных (G91) или аб­
солютных (G90) размерах.
Если круговая интерполяция в плоскости XY программируется с
заданием координат конечной точки в относительных размерах, а
направление обхода контура по часовой стрелке (рис. 7.14, а), то дан­
ный кадр программы должен выглядеть, при условии проставления
номера кадра, так:
N... G91 G17 G02
Х44000 Y20000
Рис. 7.14. Примеры круговой интерполяции
204
I + 30000 J-23000 LF
Рис. 7.15. Пример круговой интерполяции с коррекцией на радиус фрезы
При необходимости задания круговой интерполяции против ча­
совой стрелки с программированием координат конечной точки в
абсолютных размерах (рис. 7.14, б), соответствующий кадр програм­
мы должен иметь такой вид:
N...
G90 G17
G03
Х21000 Y40000
1-10000 J-26000 LF
В УП траектория центра режущего инструмента (эквидистанта)
должна быть сдвинута относительна заданного в чертеже контура де­
тали на величину радиуса фрезы (рис. 7.15) или радиуса закругления
режущей кромки резца. Поэтому в управляющую программу надо
вводить коррекцию (т.е. поправку) на радиус инструмента, что по­
зволяет составлять УП непосредственно по чертежу независимо от
размеров инструмента.
Коррекция положительная (отрицательная) задается функцией
G43 (G44) и словом D, являющимся регистром памяти, в котором
задана величина коррекции. Слова, задающие коррекцию, записы­
ваются в указанной ниже последовательности перед каждой коррек­
тируемой координатой. Коррекция отрицательна (G44), если коор­
дината центра инструмента меньше координаты контура. В против­
ном случае устанавливают положительную коррекцию G43
Отмена коррекции производится функцией G40 или заданием
слова D00. Функция G40 отменяет все виды коррекции по всем ко­
ординатам, а слово D00 отменяет коррекцию только по той коорди­
нате, перед которой оно задано, и не аннулирует задание G43
(G44).
Приведем пример программирования обработки с учетом коррек­
ции на радиус инструмента в соответствии с рис. 7.15 (см. приложе­
ние 3, П.3.1):
205
N...00 G90 GOO G44D01X30000 G44D01Y40000
F100
N...01
G01 G43D01Y100000
N...02
G01 G43D01X120000
N...03
G01 G44D01Y40000
N...04
G01 G44D01X30000
N...05
G00 DOO Х0
DOO Y0
LF
LF
LF
LF
LF
LF М02 LF
Коррекция на радиус инструмента D01 = 5 000 соответствует диа­
метру фрезы, равному 10 мм.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Как сказывается на обмене информацией удаленность ЦУВМ от ЛУВМ
в АСУТП?
2. Какова типичная информационная структура АСУТП? Приведите ее
блок-схему.
3. Как организуется информационная сеть Ethernet для обмена информа­
цией между ЦУВМ и ЛУВМ?
4. Какова структура и содержание кадра информации в сети Ethernet?
5. Как строится физическая среда Ethernet с помощью концентраторов?
6. Как организуется информационная сеть Modbus для обмена информа­
цией между ЛУВМ и исполнительными устройствами?
7. Каковы основные функции оператора при диспетчерском управлении в
АСУТП?
8. Какова структура и основные функции диспетчерской системы SCADA
в составе АСУТП?
9. Какова структура и принцип построения человеко-машинного интер­
фейса на примере графического кадра управления НПС?
10. Каково назначение программируемых логических контроллеров (ПЛК)
и УЧПУ (промышленных контроллеров)?
11. Приведите схему типичной структуры ПЛК и объясните назначение ти­
повых модулей ПЛК.
12. Какими средствами производится программирование ПЛК?
13. Как производится адресация при программировании ПЛК по стандарту
IEC 61131-3?
14. Каковы основные характеристики языков программирования ПЛК,
входящих в состав стандарта IEC 61131-3?
15. Каковы основные приемы программирования логических операций на
языке IL? Приведите пример.
16. Какова структура функционального элемента языка FBD?
17. Приведите примеры реализации логических операций на языке FBD.
18. Как формируются выходные управляющие сигналы ПЛК на языке FBD?
19. Что такое числовое программное управление (ЧПУ) и какие основные
задачи решают УЧПУ?
20. Из чего состоит и как формируется геометрическая информация в
УЧПУ?
206
21. Какова структура аппаратной части УЧПУ?
22. Что такое линейная интерполяция и круговая интерполяция?
23. Как программируется перемещение инструмента по эквидистантному
контуру?
24. Как хранятся и как вводятся в действие готовые УП?
25. Каков порядок записи программы в коде ISO-7?
26. В каком порядке записываются информационные слова кода ISO-7 в
составе кадра программы?
27. Какие функции управления реализуют информационные слова кода
ISO-7, начинающимися буквами G и М?
28. Как задаются размерные перемещения в коде ISO-7?
29. Как задается формат слов УП в коде ISO-7?
30. Приведите пример УП, задающей линейную траекторию рабочего орга­
на в коде ISO-7.
31. Приведите пример УП, задающей круговую траекторию рабочего органа
в коде ISO-7.
Глава 8
ПРОЕКТИРОВАНИЕ АСУТП
8.1. Основные принципы построения
АСУТП
АСУТП и управляемый ею технологический комплекс образуют
единую производственную автоматизированную систему в составе
ГПС, объединенную локальной информационной сетью (см. под­
разд. 7.2). При проектировании учитываются, прежде всего, много­
численные связи АСУТП с управляемым объектом, а также с верх­
ним уровнем управления, представляющим собой то или иное соче­
тание САПР с системой планирования сменно-суточных заданий.
Основные задачи, решаемые при проектировании АСУТП, — это
техническое, программное и информационное обеспечение управ­
ления технологическим комплексом.
Техническое обеспечение включает в себя выбор комплекса ти­
повых технических средств, необходимых для реализации заданных
функций АСУТП, и проектирование необходимого специального
оборудования. Виды технических средств, употребляемых при про­
ектировании АСУТП, нетрудно проследить по структуре УВМ, пред­
ставленной на рис. 1.2. Они уже были описаны (см. подразд. 7.1).
Выбор технических средств состоит в сравнении различных вари­
антов технического обеспечения разрабатываемой АСУТП в зависи­
мости от технических, экологических, производственных, эксплуа­
тационных и иных требований. АСУТП являются сложными техни­
ческими объектами, для которых непросто найти наиболее предпо­
чтительный вариант технических средств. Поскольку общепринятые
количественные критерии сравнения и общие формализованные
процедуры выбора технических средств отсутствуют, то их выбор про­
изводится по преимуществу эвристическими методами и основан на
опыте и инженерной интуиции разработчиков.
Процедура выбора технических средств состоит из двух этапов.
Первым этапом является выбор наиболее подходящего комплекса
технических средств из предлагаемых отечественными и зарубежны-
208
ми производителями. На втором этапе производят формирование
конкретного набора технических средств для проектируемой АСУТП
на базе избранного комплекса.
Выбор базового комплекса технических средств определяется
основными характеристиками управляемого технологического объ­
екта, из которых важнейшими являются:
1) тип технологического процесса (формообразования, изменения
агрегатного состояния или химического состава продукции, транс­
портировки сырья и фабрикатов);
2) характер протекания процесса во времени (непрерывный или
дискретный);
3) протяженность ТО (станок, технологическая линия, прокатный
стан и пр.);
4) особенности исполнительных устройств (электропривод, на­
гревательные, электрохимические и пр. устройства);
5)
степень пожаро- и взрывоопасности;
6) особенности окружающей среды (температура, влажность,
агрессивность и пр.);
7)
перспективы развития и модернизации техпроцесса.
Выбор конкретного набора технических средств определяют специ­
фические требования к АСУТП:
1) уровень иерархии, зависящий от взаимодействия ЦУВМ с ло­
кальными УВМ и от развитости функций последних;
2) количество и характер измеряемых и регулируемых параметров,
а также требования к точности измерений и качеству регулирования;
3) выполняемые функции (управление технологическим циклом,
стабилизация параметров на заданном уровне, многосвязное авто­
матическое регулирование, автоматическая оптимизация и пр.);
4) связь с другими автоматизированными системами (ГПС,
АСУП);
5)
перспективы развития АСУТП данного типа.
Выбор технических средств не является одноразовым действием.
Состав технических средств АСУТП многократно уточняется в про­
цессе проектирования. Соответственно выясняется необходимость
проектирования недостающей аппаратуры.
Программное обеспечение АСУТП подразделяется на системное,
инструментальное и прикладное, оно кратко описано ранее (см. под­
разд. 7.1).
Информационное обеспечение — это единая система технологи­
ческой, технико-экономической, справочной и оперативной инфор­
мации, обеспечивающая нормальное функционирование АСУТП.
Информационное обеспечение АСУТП реализуется, прежде всего, в
электронном виде в памяти УВМ: базы данных, массивы УП, техни­
ческие описания и инструкции и пр. Кроме того, часть информаци­
онного обеспечения подготавливается на бумажных носителях. Это
технические описания и спецификации, инструкции по эксплуата-
209
ции и другая эксплуатационная документация, призванная облегчить
обучение ремонтно-эксплуатационного персонала, наладку, внедре­
ние и нормальную эксплуатацию АСУТП.
При проектировании АСУТП обязательно применение комплекс­
ного системного подхода. В соответствии с ним АСУТП должна рас­
сматриваться как сложная система, состоящая их взаимосвязанных
частей, взаимодействие которых должно быть правильно и достаточ­
но точно учтено. Общие свойства АСУТП реализуются через зако­
номерное взаимодействие всех ее узлов, блоков и модулей. Рассмо­
трим основные положения системного подхода при проектировании
АСУТП.
1. Должна быть четко сформулирована целевая функция АСУТП,
определены основное назначение и задачи, которые должна решать
проектируемая АСУТП в общей структуре управления данным про­
изводством. В результате выявляется место АСУТП в иерархической
структуре управления производством. Определяется совокупность
управляющих воздействий, поступающих на вход АСУТП, и основ­
ные свойства управляемого технологического комплекса как объек­
та управления.
2. Прорабатывается иерархическая структура АСУТП, выделяются
подсистемы, реализуемые на базе ЛУВМ, определяется их взаимодей­
ствие с ЦУВМ и с подчиненными им системами управления испол­
нительных устройств. Определяются взаимные связи между отдель­
ными элементами управляемого техпроцесса и соответственно — меж­
ду системами управления исполнительных устройств, управляющих
ходом техпроцесса. Определяются возможности декомпозиции общей
задачи реализации целевой функции АСУТП на частные задачи управ­
ления взаимосвязанными комплексами исполнительных устройств.
Это приводит к иерархическому принципу построения АСУТП (см.
подразд. 1.2) как неотъемлемому признаку системного подхода.
3. Прорабатываются возможности построения АСУТП на базе
комплектного, выпускаемого серийно оборудования. Разработка ори­
гинальных устройств, узлов и модулей специального назначения це­
лесообразно лишь в тех случаях, когда их применение в составе
АСУТП значительно повышает экономическую эффективность или
другие существенные показатели эффективности эксплуатации ав­
томатизируемого комплекса.
4. Проектирование АСУТП должно производиться поэтапно,
пройдя ряд стадий от составления технического задания до создания
рабочего проекта со все большей детализацией.
8.2. Этапы разработки и внедрения АСУТП
Создание АСУТП — это весьма сложный процесс, который про­
ходит через пять стадий: разработка технического задания, выпол-
210
нение технического проекта, создание рабочего проекта, внедрение
в производство и анализ функционирования АСУТП в производ­
ственных условиях. Проектирование АСУТП производится коллек­
тивом специалистов: технологов, электромехаников, программистов,
экономистов, от плодотворного сотрудничества которых зависит успех
дела.
Разработка технического задания связана с целым рядом пред­
варительных исследований, связанных с обследованием автоматизи­
руемого технологического объекта и с проведением (при необходи­
мости) предпроектных научно-исследовательских работ (НИР). Пред­
метом НИР является, прежде всего, анализ техпроцесса как объекта
управления с целью определения критериев, определяющих функ­
ционирование системы управления с учетом имеющихся ограниче­
ний. В рамках предпроектных НИР разрабатываются предваритель­
ные варианты математических моделей техпроцесса и целевой функ­
ции системы управления с использованием теоретических и экспе­
риментальных методов синтеза алгоритмов функционирования и
управления.
На основе результатов предварительных исследований проводит­
ся эскизная проработка проекта будущей АСУТП. При этом разра­
батываются основы функционально-алгоритмической структуры си­
стемы, производится синтез основных алгоритмов управления и их
экспериментальная проверка. Затем обосновывается выбор основ­
ных технических средств системы и предлагается их номенклатура,
определяются задачи модернизации технологического оборудования
в связи с совершенствованием техпроцесса благодаря его автомати­
зации, производится сравнение разрабатываемой АСУТП и ее бли­
жайших аналогов с целью более полного обоснования принятых тех­
нических решений. В завершение предварительных исследований и
разработок формируются основные положения технического зада­
ния. Они включают в себя: полный перечень функций, реализуемых
проектируемой системой; технико-экономическое обоснование ее
создания; виды и объемы проектных и научно-исследовательских
работ по проектированию, внедрению и анализу функционирования
создаваемой АСУТП; план-график работ по монтажу, наладке и пу­
ску автоматизированного комплекса.
На стадии выполнения технического проекта сначала произво­
дится системотехнический синтез АСУТП: разрабатывается функ­
циональная структура системы с определением круга решаемых при
проектировании задач, формируется перечень воспринимаемых вход­
ными модулями АСУТП сигналов и определяются их метрологиче­
ские характеристики, формируются технические требования к устрой­
ствам контроля и регулирования технологических параметров, раз­
рабатывается информационная и организационная структура систе­
мы. Затем производится окончательный выбор технических средств,
посредством которых строится АСУТП: определяется аппаратная
211
часть центральной и локальных УВМ; выбираются измерительная
аппаратура и приборы, предназначенные для производства измере­
ний технологических параметров; разрабатываются устройства ло­
кальной автоматики и определяется состав исполнительных устройств
технологического комплекса. В связи с этим выдаются задания на
модернизацию отдельных технологических узлов автоматизируемого
комплекса и на строительно-монтажные работы.
В порядке технического проектирования производится подготов­
ка заявок на стандартное и нестандартное оборудование, составля­
ется смета на технические средства, необходимые для комплектова­
ния проектируемой АСУТП. Производится также расчет ожидаемой
технико-экономической эффективности и сравнительный анализ
проектируемой АСУТП в сопоставлении с известными аналогами.
Составляется ее патентный формуляр.
На заключительной стадии технического проектирования проек­
тируется специальное программное и информационное обеспечение
АСУТП. В частности, разрабатываются полные наборы алгоритмов
нормального функционирования системы в режиме реального вре­
мени и производится их экспериментальная проверка. Осуществля­
ется разработка схем сбора и преобразования технологической ин­
формации. С другой стороны, разрабатывается инструментальное
программное обеспечение, автоматизирующее создание прикладных
управляющих программ вплоть до уровня САП.
Рабочее проектирование производится по материалам техниче­
ского проекта. Его основной частью является разработка рабочей
документации технического обеспечения АСУТП. При этом помимо
рабочих чертежей составляется техническая документация: техниче­
ские описания системы в целом и ее составляющих частей, специ­
фикации, инструкции по эксплуатации и другая документация, яв­
ляющаяся неотъемлемой частью информационного обеспечения
АСУТП.
В состав рабочего проекта входит также рабочая документация на
программное обеспечение АСУТП, включая необходимое системное
программное обеспечение и образцы управляющих программ. Про­
граммное обеспечение сопровождается соответствующим информа­
ционным обеспечением. Это инструкции по программированию,
описания алгоритмов специального математического обеспечения,
перечни и описания специализированных программ. В рамках ра­
бочего проекта предоставляется полный комплект нормативно­
справочной документации.
Внедрение новой АСУТП в производство происходит в следую­
щем порядке:
1) аппаратная часть АСУТП устанавливается вблизи управляемого
технологического комплекса и соединяется с ним линиями связи;
2) проводятся организационно-технические мероприятия, в рам­
ках которых производится необходимая модернизация технологиче-
212
ского оборудования в целях адаптации его к автоматическому управ­
лению, а также обучение ремонтно-эксплуатационного персонала;
3) производится наладка АСУТП, начиная с наладки ее техниче­
ских средств. Затем отрабатываются алгоритмы управления отдель­
ными узлами и производственными модулями автоматизируемого
комплекса, после чего совершается переход к отладке решения от­
дельных функциональных задач на базе всего технологического ком­
плекса;
4) осуществляется опытная эксплуатация АСУТП. В этот период
определяются эксплуатационные характеристики автоматизирован­
ного комплекса, производится дополнительная отладка технических
средств и программного обеспечения, соответственно корректиру­
ется техническая документация.
В процессе наладки и опытной эксплуатации внедрение АСУТП
в производство осуществляется поэтапно. Вначале АСУТП работает
в режиме сбора данных, а управление технологическим процессом
производится оперативным персоналом. В это время производится
дополнительное изучение автоматизируемого техпроцесса и уточне­
ние его математической модели. Затем АСУТП переводится в режим
советчика. При рабочем режиме советчика задействованы алгорит­
мы управления техпроцессом, но вырабатываемые управляющие сиг­
налы не реализуются, а выводятся в качестве рекомендаций опера­
тору, управляющему техпроцессом. В этом режиме производится до­
полнительное изучение эффективности алгоритмов управления, ре­
ализуемых АСУТП, и их уточнение. При достижении достаточной
надежности функционирования алгоритмов управления АСУТП пе­
реводится в режим непосредственного управления техпроцессом и
опытная эксплуатация реализуется в полной мере.
Опытная эксплуатация завершается приемо-сдаточными испы­
таниями, которые производятся по заранее разработанной и утверж­
денной в установленном порядке программе. По результатам опыт­
ной эксплуатации и приемо-сдаточных испытаний производится до­
работка АСУТП перед передачей ее в постоянную эксплуатацию.
Последующий анализ функционирования АСУТП в производствен­
ных условиях позволяет определить реальную технико-экономическую
эффективность автоматизированного технологического комплекса и
наметить пути совершенствования АСУТП и автоматизированного
техпроцесса.
8.3. Надежность АСУТП
При создании АСУТП вопросы надежности зачастую оказывают­
ся определяющими в выборе элементной базы и техники управления.
Так, при проектировании АСУТП применяются УВМ различного
типа: микроконтроллеры, программируемые контроллеры, промыш-
213
ленные компьютеры и другое оборудование. Экономичность того
или иного варианта при выборе набора оборудования для АСУТП
во многом определяется надежностью системы и эффективностью
диагностики неисправностей. Следовательно, необходимо уметь срав­
нивать показатели надежности конкурирующих систем уже в про­
цессе проектирования. Очень важно обеспечить надежный расчет
показателей надежности еще при проектировании опытных образ­
цов узлов АСУТП и их дальнейшую экспериментальную проверку.
Оценка надежности узлов АСУТП в процессе проектирования
может производиться:
• по показателям надежности системы-аналога с учетом услож­
нения (упрощения) проектируемой системы и технологического про­
цесса;
• по показателям надежности элементов, входящих в состав узлов
проектируемой АСУТП.
Первая оценка производится на начальном этапе проектирова­
ния, вторая — на этапе разработки технического проекта. Рассмо­
трим методику расчета надежности узлов АСУТП по показателям
надежности их элементов.
Прежде всего, должны быть известны показатели надежности эле­
ментов АСУТП. Эти элементы — большей частью готовые изделия,
являющиеся иногда сами по себе сложными системами. Системой бу­
дем называть совокупность элементов, реализующих совместно одну
технологическую функцию. Систему, являющуюся частью системы
более широкого назначения, будем считать элементом последней. От­
сюда видно, что понятие элементов системы — относительное.
Показатели надежности элементов АСУТП, являющихся готовы­
ми изделиями, предоставляются предприятиями-изготовителями.
При анализе справочных данных не следует путать гарантийный срок
службы Гг, приводимый в числе паспортных данных изделия, со сред­
ним временем наработки на отказ Т„ ср. Будем исходить из следую­
щего соотношения, определяющего величину вероятности Р безот­
казной работы:
Р = ех',
(8.1)
где А. = 1/Гн ср — удельная частота отказов, или поток отказов.
Тогда, если за время гарантийного срока службы tr выходит из
строя не более одного процента изделий, то вероятность безотказной
работы в течение промежутка времени 1г составляет Р(Гг) = 0,99. С уче­
том (8.1) можно записать:
P(tr) = e Tl,c’.
Учитывая, что значение P(tr) близко к единице, в данном случае
справедливо считать
214
‘ H.cp
что при P(/r) = 0,99 дает
Гн.ср= 100/r.
(8.2)
Если нет более точных данных по надежности, то при ориенти­
ровочных расчетах можно исходить из соотношения (8.2).
Показатели надежности элементов собственного изготовления не­
обходимо определять экспериментально, используя соотношение
. . .
1 Лг
А.(Г)«------A \t
N -> оо, Л/ —> 0,
(8.3)
где Дг — число отказов, имевших место в течение промежутка вре­
мени Д/ по истечении времени t, считая с начала испытаний, a N —
количество испытуемых изделий.
Справочные данные показателей надежности соответствуют но­
минальным условиям эксплуатации (номинальная нагрузка, номи­
нальная температура окружающей среды, нормальные влажность,
давление, уровень вибрации, степень агрессивности среды и т.д.).
Реальные условия эксплуатации могут существенно отличаться от
номинальных. Естественно, они могут отличаться и от условий, в
которых проводились испытания элементов и узлов собственного
изготовления. Эти различия в условиях испытаний и эксплуатации
приводят к столь существенным отличиям действительных показа­
телей надежности от паспортных, что расчет надежности системы по
паспортным данным элементов или по данным испытаний, прохо­
дивших в условиях, отличных от действительных, теряет смысл. Не­
обходимо произвести пересчет паспортных (номинальных) значений
показателей надежности элементов на действительные условия экс­
плуатации. Пересчет интенсивности отказов /-го элемента произво­
дится по формуле:
т
Л,,.=аД,нП^.
(8-4)
/=|
где а, — коэффициент учитывающий нагрузку z-го элемента (нагрев)
и температуру среды; KtJ — поправочные коэффициенты, учитываю­
щие влияниеу-го фактора (влажность, вибрация, давление и т.п.);
Х,н — номинальное значение интенсивности отказов z-го элемента.
В АСУТП чаще всего резервируют отдельные наименее надежные
блоки и узлы (раздельное резервирование), так что в целом системы
автоматизации относятся к ремонтируемым системам как восстанав-
215
ливаемым, так и невосстанавливаемым в процессе применения. Рас­
чет надежности такой системы следует начинать с определения ее
интенсивности отказов как суммы интенсивностей отказов состав­
ляющих элементов (блоков):
Хс = А. । + А-2 +... + А.„.
(8-5)
Это возможно в том случае, когда отказы отдельных элементов
являются независимыми событиями, а сама система рассматривает­
ся без резервирования. Если безотказная работа z-ro элемента опре­
деляется вероятностью Ph то безотказная работа системы из п эле­
ментов, в которой в отсутствии резервирования отказ любого эле­
мента приводит к отказу системы, есть совмещение безотказных ра­
бот всех составляющих элементов и в соответствии с положениями
в теории вероятностей характеризуется вероятностью
РС = ^Р2...Р„.
Из последнего соотношения с учетом (8.1) следует формула (8.5).
С целью выявления ненадежных блоков расчет интенсивности от­
казов необходимо производить поблочно. Затем по интенсивности
отказов отдельных блоков нужно определить интенсивность отказов
всей системы, считая ее нерезервированной, и сравнить с допусти­
мой интенсивностью отказов. Если задана допустимая наработка на
отказ, то фактическое значение наработки на отказ определяется по
формуле (8.2). А если задана допустимая вероятность безотказной
работы в течение наработки /р, то фактическое значение вероятно­
сти безотказной работы определяется по формуле (8.1) при t = ?р.
Коэффициент готовности, определяющий вероятность безот­
казной работы ремонтируемой системы, следует определять по фор­
муле
Кг=-^~,
(8.6)
где Тп — среднее время простоя.
Если показатели надежности нерезервированной системы ниже
допустимых, то необходимо резервировать ненадежные блоки
(участки).
Расчет показателей надежности резервированных участков зави­
сит от способа резервирования. Когда резервные блоки включены
постоянно на ряду с основными и их замена производится только
при выходе всех блоков из строя (постоянное резервирование), то
отказ системы наступает лишь при отказе всех блоков, включая и
основной. В таком случае отказ есть совпадение событий, заключаю­
щееся в отказе всех блоков резервированного участка, в котором вхо­
дящие в него блоки реализуют общее резервирование.
216
Вероятность такого сложного события является произведением
вероятностей отказов составляющих его простых событий, т.е. от­
казов блоков, входящих в состав резервированного участка:
0рез - QlQl-Qn’
где 0рез — вероятность отказа резервированного участка в целом;
...
Q„ — вероятности отказов блоков, входящих в состав резервирован­
ного участка.
Заменяя Q на Р в соответствии с соотношением
Р= 1 - Q
и считая вероятности отказа всех блоков одинаковыми, получим:
1-Ррез = (1-Р0)",
где Ро — вероятность безотказной работы нерезервированного бло­
ка; Ррез — вероятность безотказной работы резервированного участ­
ка; п = кр + 1 — количество блоков, резервирующих друг друга; кр —
количество резервных блоков (коэффициент резервирования).
Теперь, с учетом соотношения (8.1), получим выражение вероят­
ности безотказной работы такого резервированного участка:
Ррез=1-(1-^о')Ар+',
(8-7)
где Хд — интенсивность отказов нерезервированного блока; t — вре­
мя работы блока.
Исходя из (8.7), можно найти необходимый коэффициент резер­
вирования кр при заданном уровне Рр^.
Аналогичными рассуждениями можно показать, что у такой си­
стемы интенсивность отказов соответственно равна
а средняя наработка до отказа
В случае одного резервного элемента, находящегося в скользящем
резерве при т работающих элементах (резервирование замещением),
имеем:
217
(8.11)
где
— интенсивность отказов переключателя, включающего ре­
зервный элемент.
Таким образом, охвачены основные варианты расчета резервиро­
вания, при котором ремонт резервных элементов не производится.
Но такое резервирование характерно, в основном, для покупных эле­
ментов. Элементы (блоки) собственного изготовления включая ре­
зервные, при правильно поставленном техническом обслуживании
ремонтируются сразу же после обнаружения отказа, и тогда их на­
дежность оценивается коэффициентом готовности.
Вероятность безотказной работы резервированной системы сле­
дует вычислять по формуле:
Р = ЛГг.р1^г.р2...^г.рЯ,Р1Р2...Рп,
(8.12)
где Х'гр,, А'г.рз, •••, Л'гри — коэффициенты готовности т резервиро­
ванных участков, которые ремонтируются в процессе применения;
Р\, Р2, ..., Рп — вероятности безотказной работы остальных элемен­
тов (блоков), включая резервированные, но перемонтируемые в про­
цессе применения.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Каков состав технического обеспечения АСУТП?
2. Каким образом производится выбор технических средств АСУТП?
3. Какие требования к управляемому ТО и к АСУТП учитываются при вы­
боре технических средств?
4. В чем заключается программное и информационное обеспечение
АСУТП?
5. В чем состоит системный подход к проектированию АСУТП?
6. Каковы основные этапы разработки АСУТП?
7. Как производится разработка технического задания на АСУТП?
8. В чем состоит выполнение технического проекта АСУТП?
9. Как производится рабочее проектирование АСУТП?
10. Каков порядок внедрения новой АСУТП в производство?
11. Как связаны вероятность безотказной работы и поток отказов?
12. Как оценить среднее время наработки на отказ Тк ср по величине гаран­
тийного срока службы сг?
13. Как учитывать реальные условия эксплуатации при расчете показателей
надежности?
14. Как рассчитать интенсивность отказов нерезервированной системы по
интенсивности отказов ее элементов?
15. Как рассчитать коэффициент готовности ремонтируемой системы?
218
16. Как рассчитать вероятность безотказной работы и коэффициент резер­
вирования при общем резервировании?
17. Как рассчитать вероятность безотказной работы при скользящем резер­
ве?
18. Как определяется вероятность безотказной работы резервированной
системы, включающей в себя как ремонтируемые, так и перемонтируе­
мые блоки?
ПРИЛОЖЕНИЯ
Приложение 1
Таблицы стандартных кодов обмена информацией
Таблица П.1.1. Двоичное кодирование символов ASCII
Биты
Ьб
0
0
0
0
1
1
1
1
ь5
0
0
1
1
0
0
1
1
Ь<
0
1
0
1
0
1
0
1
6
7
Ьз
Ь2
bl
bo
НЕХ
код
0
1
2
3
4
5
0
0
0
0
0
NUL
DLE
Пробел
0
@
P
0
0
0
1
1
SOH
DCI
1
1
A
Q
a
q
0
0
1
0
2
STX
DC2
2
В
R
b
Г
0
0
1
1
3
ЕТХ
DC3
#
3
C
S
c
s
0
1
0
0
4
EOT
DC4
$
4
D
T
d
t
0
1
0
1
5
ENQ
NAK
%
5
E
и
e
u
0
1
1
0
6
АСК
SYN
&
6
F
V
f
V
0
1
1
1
7
BEL
ETB
I
7
G
w
g
w
1
0
0
0
8
BS
CAN
(
8
H
X
h
X
1
0
0
1
9
НТ
EM
)
9
I
Y
i
У
1
0
1
0
А
LF
SUB
*
J
z
j
z
1
0
1
1
В
УТ
ESC
+
J
К
[
k
{
1
1
0
0
С
FF
FS
<
L
\
1
1
1
1
0
1
D
CR
GS
=
M
]
m
}
>
N
A
n
?
0
-
1
1
1
0
Е
SO
RS
1
1
1
1
F
SI
US
220
-
/
P
0
DEL
Таблица П.1.2. Кодирование символов КОИ-8 кодами, записанными 16-ричными цифрами
Младшие
цифры
0
1
2
3
4
5
0
ПУС
API
Пробел
0
@
Р
1
СУ1
1
1
А
Q
2
В
3
нз
нт
кт
СУЗ
#
3
4
КП
стп
$
5
ктм
НЕТ
6
ДА
7
п
D
ю
П
а
я
А
Я
б
р
Б
Р
Ц
с
Ц
С
ВКП
д
т
Д
Т
HC
ОСУ
е
У
Е
У
V
НП
ВП
ф
ж
Ф
Ж
g
w
ОЖД
г
в
Г
В
X
h
X
X
ь
X
I
Y
i
У
и
ы
И
ь
ы
J
Z
j
z
УР
й
3
Й
3
К
(
k
{
СП2
к
ш
К
<
L
\
1
1
л
э
Л
ш
э
=
М
]
m
}
м
Щ
М
щ
>
N
А
n
HPB
н
ч
ч
9
О
—
о
cm
о
ъ
н
о
с
ВЦФ
ю
q
H3H
ь
Г
РП
S
с
s
D
Т
d
t
БК
5
Е
и
е
u
&
6
F
V
f
КБ
с
7
G
W
вш
АН
(
8
Н
ГТ
КН
)
9
8
P
а
R
С
4
%
СИН
ЗВ
8
9
СУ2
А
ПС
ЗМ
ж
В
ВТ
АР2
4-
С
ПФ
РФ
D
Е
F
А
в
7
2
w
Старшие цифры кода
вк
вых
вх
РГ
-
РЗ
РЭ
/
6
ЗБ
9
УУК
спз
вып
вст
Е
ЗБ
F
ё
Приложение 2
Элементы булевой алгебры формальной логики
П.2.1. Объекты булевой алгебры
Булева алгебра представляет в символическом виде, принятом в
математике, законы и соотношения формальной логики. Булева ал­
гебра названа по имени английского математика Джорджа Буля
(G. Boole, 1815 — 64), разрабатывавшего вопросы математической ло­
гики.
Все операции булевой алгебры производятся над математически­
ми объектами, которые могут принимать только два значения. В об­
щем виде эти два значения обозначают как I (Integer — нечто целое)
и 0 (нуль — отсутствии чего-либо). При логическом анализе симво­
лы I и О применяются в смысле утверждения истинности (ДА) или
ложности (НЕТ) некоторого высказывания. В технических примене­
ниях они часто указывают на наличие или отсутствие некоторого
признака, а также на осуществление или не осуществление какоголибо интересующего нас события. Символы I и 0 называют логиче­
скими булевыми значениями, причем символ I чаще всего заменяют
символом 1. В этом случае единица является не единицей счета, а
обозначением одного из двух возможных значений объектов булевой
алгебры.
Объекты булевой алгебры, логические переменные, принято обо­
значать латинскими буквами, как и в обычной алгебре. Над ними
определены операции сложения, умножения и дополнения, чаще
называемого инверсией.
П.2.2. Операции сложения и умножения
Сложение и умножение производятся обычным порядком, но с
учетом того, что в булевой алгебре употребляются только два значе­
ния алгебраических величин (два «числа»: 1 и 0).
Перечислим свойства сложения и умножения в рамках булевой
алгебры.
1. Коммутативность:
А + В = В + А;
АВ = ВА.
(П.2.1)
2. Ассоциативность:
А + (В+ С) = (А + В) + С;
А(ВС) = (АВ)С.
3. Дистрибутивность:
222
(П.2.2)
А(В+ С) = AB + ВС;
А + ВС = (А + В)(А + С).
(П.2.3)
Второе свойство дистрибутивности не присуще обычной алгебре,
но оно вытекает из свойств идемпотентности и поглощения, описан­
ных ниже.
4. Идемпотентность (равносильность):
А +А = А = АА.
(П.2.4)
Для обоснования идемпотентности обратим внимание на то, что
О + 0 = 0, но также должно быть 1 + 1 = 1, так как в булевой алгебре
нет чисел, больших единицы. Кроме того очевидно, что 0 • 0 = 0 и
11 = 1.
5. Операции с константами:
А + 0 = А,А-1=А,А-0 = 0иА+1 = 1.
Последняя операция обосновывается тем, что 1 + 1 = 1.
6. Поглощение:
А(А + В) = А + АВ = А.
(П.2.5)
Свойство поглощения становится понятным в следующей цепоч­
ке преобразований:
А(А + В) = АА + АВ = А + АВ = /1(1 + В) = А.
При описании операций сложения и умножения логических пере­
менных иногда наряду со знаком плюс употребляют символ v, а в
качестве знака умножения — символ л.
П.2.3. Операция инверсии и законы Де Моргана
Инверсной (дополнением) логической переменной А является
логическая переменная А, равная 1, когда А = 0, и нулю, когда А = 1.
Логическая переменная и ее инверсия связаны соотношениями скле­
ивания;
А + А = 1 и /1/1=0.
Кроме того, применение операции инверсии ведет к следующим
следствиям:
~А = А , 1=0, 6=1.
Важнейшее значение в технических приложениях булевой алге­
бры имеют законы двойственности, или законы Де Моргана (A. De
Morgan, 1806—1871):
1) инверсия суммы равна произведению инверсий слагаемых, вхо­
дящих в состав данной суммы:
223
А + В = АВ-
(П.2.6)
2) инверсия произведения равна сумме инверсий сомножителей,
входящих в состав данного произведения:
(П.2.7)
АВ=А+В_
Законы Де Моргана верны для любого количества слагаемых в
составе исходной суммы и для любого количества сомножителей в
составе исходного произведения, например:
Х}Х2 + Х{Х2 =XiX2-XiX2 =(х\+ Х~2)(Х1 + Х2) =
= TjXt + х\х2 + %, х~2 + х~2х2 = Y,x2 + х, JT2,
поскольку Х}Х} и Х2Х2 тождественно равны нулю.
Примем также во внимание часто встречающиеся тождественные
преобразования:
А + АВ = А + АВ + АВ = А + В(А + А) = А + В\
а также
АВ + АС + ВС = АВ(С + С) + АС + ВС = АВС + АС + АВС + ВС =
= АС(В + 1) + ВС (А + 1) = АС + ВС.
П.2.4. Булевы функции
Функцией логических переменных Xlt Х2, ..., Хп (булевой функ­
цией) называется выражение
У=ЛХ},Х2,
Х„),
полученное путем инверсии, сложения и умножения исходных логи­
ческих переменных. Для каждого п > 0 может быть получено ровно
2(2л) различных булевых функций. Так, функцией одной переменной
(п = 1) являются всего четыре:
Уо = 0,
= X, У2=Х , У3 = 1,
а в табл. П.2.1 представлены все функции двух переменных.
Таблица П.2.1
Хо
Xt
10 10
1100
У>
0000
Константа нуль
Уо = О
У,
000 1
Отрицание суммы (функция
Пирса, ИЛИ-НЕ)
У,= JT1+X0
224
Наименование функций
Алгебраические
выражения функций
Окончание табл. П.2.1
Л
10 10
1100
Наименование функций
Алгебраические
выражения функций
xt
г2
0 0 10
Запрет по Х}
Уз
0 0 11
Инверсия Х{ (функция НЕ)
У3= Xi
у
0 10 0
Запрет по Х(1
у4 = х,х~0
Уз
0 10 1
Инверсия XQ (функция НЕ)
Уб
0 110
Неэквивалентность
к6= х^+х^х,
У
0 111
Отрицание произведения
(функция Шеффера, И—НЕ)
У? = х,х0
у.
10 0 0
Логическое произведение
(конъюнкция, функция И)
Г8 = х,х0
к
10 0 1
Эквивалентность
Уд= X^ + XiXo
Г|0
10 10
Повторение Хо
У,о = Хо
Г11
10 11
Импликация Х} и Хо
Г12
110 0
Повторение X,
Г,з
110 1
Импликация Хо и X,
Г14
1110
Логическое сложение (дизъ­
юнкция, Или)
У4 = х, + х0
Г15
1111
Константа единица
У,5= 1
Уз =
у5=
Гц = xt+x0
У12 = Х,
У13 = х, +
Из них наиболее важными для технических применений являются функ­
ции отрицания произведения (И—НЕ), отрицания суммы (ИЛИ—НЕ), ло­
гического произведения (И), логического сложения (ИЛИ), инверсии (НЕ)
и повторения. Перечисленные функции реализуются в серийно выпускае­
мых логических микросхемах малой степени интеграции.
Булевы функции заданы в приложении П.2.1 двумя способами: с помо­
щью таблиц истинности и с помощью алгебраических выражений. В табли­
цах истинности (называемых также таблицами задания) каждому набору
225
аргумента Ло и Л, задано значение функции У,. В общем случае таблицы ис­
тинности полностью определяют значение любой булевой функции, по­
скольку в них указываются значения функции для всех 2” возможных на­
боров аргументов (п — количество аргументов заданной функции). Однако
при п > 5 таблицы истинности становятся громоздкими и употребляются
редко.
Алгебраические выражения позволяют получить компактную запись бу­
левых функций с помощью операций инверсии, сложения и умножения.
Переход от таблицы истинности к алгебраическому выражению может быть
осуществлен путем формирования алгебраического выражения в виде сум­
мы произведений аргументов или их инверсий, называемого дизъюнктив­
ной нормальной формой (ДНФ) булевой функции. Для получения ДНФ не­
обходимо для каждого единичного значения функции, заданного в таблице
истинности, сформировать произведение аргументов и их инверсий по пра­
вилу: в формируемое произведение ставится сам аргумент, если его значе­
ние в таблице истинности равно единице, но ставится инверсия, если зна­
чение аргумента в таблице истинности равно нулю. ДНФ формируется в
виде суммы полученных описанным образом произведений.
Пример П.1.2. Записать по таблице истинности выражение функции У9
из табл. П.2.1.
Решение. Единичным значениям функции У9 соответствуют два на­
бора аргументов:
1) Ло = 1,*1= 1;
2) Ло = О, Л, = 0.
Следовательно, ДНФ функции У9 должна иметь вид
У9 = Л]Лд + Л1 Ло •
Полученные ДНФ следует по возможности упростить, применяя опера­
ции склеивания и поглощения. Рекомендуем получить по таблице истин­
ности выражение функций У5 и У14 (см. табл. П.2.1) и упростить их до вы­
ражений, приведенных в приложении 2, П.2.1.
Не следует забывать, что любой аргумент булевой функции сам может
быть сколь угодно сложной булевой функцией.
Приложение 3
Символы и функции стандартного кода ISO-7 для ЧПУ
(ГОСТ 20999—83)
П.3.1. Символы задания параметров рабочего режима
А — угол поворота вокруг оси X (А -> а);
В — угол поворота вокруг оси Y (В -> 0);
С — угол поворота вокруг оси Z (С -> Г -> у);
D — величина коррекции (Displacement);
Е — номер кадра перехода;
F — величина подачи (Feed);
G — подготовительная функция (Geometry);
Н — число повторений участка программы, заголовок (Heading);
I, J, К — параметры интерполяции или шаг резьбы параллельно осям X,
Y, Z соответственно;
L — обращение к подпрограмме (Linkage);
М — вспомогательная функция управления электроавтоматикой
(Mode);
N — номер кадра (Number);
Р, Q — третьи функции перемещений, параллельных осям X, Y соответ­
ственно;
R — формальный параметр, регистр (Register);
S — скорость шпинделя, т.е. главного движения (Spindle);
Т — функция инструмента (Tool);
U, V, W — вторые функции перемещений, параллельных осям X, Y, Z
соответственно;
X, Y, Z — первичные перемещения относительно осей X, Y, Z соответ­
ственно.
Если символы А, В, С, D, Е, Н, Р, Q, R, U, V, W не используются в зна­
чениях, указанных выше, они становятся неопределенными и могут быть
использованы для специальных значений.
П.3.2. Управляющие символы и специальные знаки кода
ISO-7
LF (ПС) — конец кадра, разделяет на перфоленте кадры программы об­
работки (Line Feed);
% — начало программы, обозначает начало программы;
(— круглая скобка левая, обозначает, что следующая за ней информация
не предназначена для считывания и отработки УЧПУ;
) — круглая скобка правая, обозначает, что следующая за ней информа­
ция должна считываться и отрабатываться УЧПУ;
+ — плюс, алгебраический знак;
---- минус, алгебраический знак;
227
I — пропуск кадра, обозначает, что кадр программы управления может
отрабатываться или нет, в зависимости от положения органа управления на
пульте управления;
: — главный кадр, обозначает главный кадр программы УЧПУ;
НТ (ГТ) — горизонтальная табуляция, управляет перемещением пози­
ции печати к следующей предварительно установленной позиции вдоль
строки (Horizontal Tab);
CR (ВК) — возврат каретки (Carriage Return);
@ — операция над параметрами или переход к технологической про­
грамме, означает, в зависимости от значения следующих за данным знаком
двух цифр, либо изменение последовательности выполнения кадров техно­
логической программы, либо выполнение двухадресной операции над па­
раметрами.
П.3.3. Таблицы основных функций управления
Таблица П.3.1. Подготовительные функции G (Geometry)
Номер
группы
Код
I
G00
Быстрое позиционирование, т. е. перемещение на
быстром ходу в заданную точку с торможением до
станочной константы. Предварительно запрограмми­
рованная скорость перемещения игнорируется, но не
отменяется
G01
Линейная интерполяция — перемещение с запрограм­
мированной скоростью по прямой
G02
Круговая интерполяция — перемещение с запрограм­
мированной скоростью по дуге окружности по часовой
стрелке, если смотреть в сторону положительного
направления оси плоскости траектории движения
G03
То же, но против часовой стрелки
G33
Нарезание резьбы с постоянным шагом
G60
Точное позиционирование в пределах одной или двух
определенных зон допусков
G28
Автоматический выход в исходную точку через проме­
жуточную точку
G29
Автоматический выход из исходной точки через
промежуточную точку
G04
Пауза — выдержка в обработке на время, заданное
в кадре
II
III
228
Комментарии
Продолжение табл. П.3.1
Номер
группы
Код
IV
G40
Отмена всех коррекций
G41
Коррекция на радиус инструмента левая. Использует­
ся, когда инструмент находится слева от обрабатывае­
мой поверхности, если смотреть от режущего инстру­
мента в направлении его движения относительно
изделия
G42
Коррекция на радиус инструмента правая
V’
G45
Обеспечивает автоматическое включение сопрягаю­
щей дуги между данным и предыдущим кадрами
vr
G53
Отмена линейного сдвига. Используется при работе
в станочной системе координат
VII
G54’
Линейный сдвиг — смещение начала координат на
величины, заданные в массиве смещения 1. Использу­
ется при работе в абсолютных величинах, при работе
в относительных величинах игнорируется
G55’
То же применительно к массиву 2
G80’
Отмена постоянного цикла
G81
Постоянный цикл 1
G82
Постоянный цикл 2
G83
Постоянный цикл 3
G84
Постоянный цикл 4
G85
Постоянный цикл 5
G89
Постоянный цикл 9
G90”
Задание перемещений в абсолютных величинах, т.е.
координаты всех точек заданной траектории отсчиты­
ваются от нулевой точки одной и той же заданной
системы координат
G91
Задание перемещений в приращениях, т.е. отсчет
перемещений производится относительно предыдущей
запрограммированной точки, которая считается
началом координат
VIII
IX
Комментарии
229
Окончание табл. П.3.1
Номер
группы
Код
X’
G92
Установка новой рабочей системы координат
хг
G09
Торможение в конце кадра; автоматическое уменьше­
ние скорости до станочной константы торможения
XII
G94’
G95
Подача, мм/мин
G17
Плоскость обработки XY
G18
Плоскость обработки ZX
G19
Плоскость обработки YZ
G96
Постоянная скорость резания: число, следующее за
адресом в слове «скорость шпинделя», равно скорости
резания в м/мин; скорость шпинделя регулируется
автоматически
G97”
Отмена функции G96, восстановление задания
скорости в об/мин
G43
Коррекция инструмента положительная
G44
Коррекция инструмента отрицательная
G20
Масштабирование (только для 2С85)
G21
Отмена масштаба
G59
Программируемый дополнительный сдвиг нуля станка
XIII
XIV
XV
XVI
XVII
Комментарии
Подача, мм/об
‘ Функция действует в одном кадре.
“ Функция устанавливается автоматически при включении УЧПУ.
Таблица П.3.2. Вспомогательные функции М (Mode)
Код
МОО
М01
230
Комментарии
Программируемый останов: производится
останов шпинделя, подачи, выключение
охлаждения. Дальнейшая работа возобнов­
ляется нажатием кнопки «Пуск»
Останов с подтверждением — аналогично
МОО, но выполняется при предварительном
подтверждении с пульта оператора
Условие
П
Окончание табл. П.3.2
Код
Комментарии
М02
Конец раздела программы: указывает на
завершение отработки текущего раздела УП.
Производится останов шпинделя, подачи,
выключение охлаждения, автоматический
переход на начало программы. Запуск
программы производится по нажатию
кнопки “Пуск”
МОЗ
Включение шпинделя на вращение по
часовой стрелке
М04
Включение шпинделя на вращение против
часовой стрелки
М05
Останов шпинделя — производится останов
шпинделя и выключение охлаждения
п
М06
Смена инструмента
Выполняет­
ся в кадре
М07, М08
М09
Условие
д
Включение охлаждения № 2 и № 1 соответ­
ственно
д
Отключение охлаждения
П
мю, МП
Зажим и разжим в приспособлениях
М13, М14
То же, что и МОЗ, М04, но с включением
охлаждения
М15, М16
Перемещение «+» и «-», используется для
задания соответственно положительного и
отрицательного направления перемещения,
запрограммированного в кадре
М17
Выход из подпрограммы
М19
Останов шпинделя в заданной позиции
М20
Конец повторяющегося участка программы
МЗО
Конец массива программ с переходом на
начало массива (конец ленты)
М36
Отмена М37
М37
Уменьшение подачи в 100 раз
д
П
д
Примечание. П — выполнение после отработки кадра, Д — выполнение
до отработки кадра.
СПИСОК ЛИТЕРАТУРЫ
Автоматизация производства / В. Н. Брюханов, А. Г. Схиртладзе,
В. П. Вороненко, Ю. М. Соломенцев. — NJ. : Высшая школа, 2005. —
367с.
Автоматизация производственных процессов в машиностроении /
Ю.З.Житников, Б. Ю.Житников, А. Г. Схиртладзе и др. — Старый Оскол. :
ООО «ТНТ», 2010. - 656 с.
Автоматизация технологических процессов / А. Г. Схиртладзе, С. В. Боч­
карев, А. Н. Лыков и др. — Старый Оскол.: ООО «ТНТ», 2012. — 524 с.
Афанасьев А.А. Физические основы измерений / А.А.Афанасьев,
А.А. Погонин, А. Г. Схиртладзе. — М. : Издательский центр «Академия»,
2010. - 240 с.
Гук М.Ю. Аппаратные средства локальных сетей : Энциклопедия /
М.Ю.Гук. — СПб. : Питер, 2005. — 576 с.
Капустин Н. М. Автоматизация производственных процессов в маши­
ностроении / Н.М. Капустин, П.М. Кузнецов, А. Г. Схиртладзе. — М. : Выс­
шая школа, 2007. — 415 с.
Кушнер В. С. Технологические процессы в машиностроении /
В. С. Кушнер, А. С. Верещака, А. Г. Схиртладзе. — М. : Издательский центр
«Академия», 2011. — 416 с.
Олифер В. Г. Компьютерные сети. Принципы, технологии, протоколы /
В.Г. Олифер, Н. А. Олифер. — СПб.: Питер, 2010. — 943 с.
Радкевич Я.М. Метрология, стандартизация и сертификация /
Я. М. Радкевич, А. Г. Схиртладзе. — М. : Изд. Юрайт, 2012. — 813 с.
Раннее Г. Г. Методы и средства измерений / Г. Г. Раннев, А. П. Та­
расенко. —М. : Издательский центр «Академия». 2010. — 336 с.
Рогов В. А. Средства автоматизации производственных систем машино­
строения / В. А. Рогов, А. Д.Чудаков. — М. : Высшая школа, 2005. — 400 с.
Серебреницкий П. П. Программирование автоматизированного обору­
дования / П. П. Серебреницкий, А. Г. Схиртладзе. — М. : Дрофа, 2008. —
Ч. 1. - 576 с.; Ч. 2. - 301 с.
Смоленцев В. П. Управление системами и процессами / В. П. Смоленцев,
В. П. Мельников, А. Г. Схиртладзе. — М. : Издательский центр «Академия»,
2010. - 336 с.
Соснин О. М. Основы автоматизации технологических процессов и про­
изводств / О. М. Соснин. — М. : Издательский центр «Академия», 2009. —
240 с.
Сосонкин В. Л. Системы числового программного управления /
В.Л.Сосонкин, Г. М. Мартинов. — М. : Логос, 2005. — 296 с.
232
Схиртладзе А. Г. Автоматизация производственных процессов в маши­
ностроении / А. Г.Схиртладзе, В. Н. Воронов, В. П. Борискин. — Старый
Оскол. : ООО «ТНТ», 2011. - 612 с.
Схиртладзе А. Г. Автоматизация технологических процессов и произ­
водств/А. Г. Схиртладзе, А. В. Федотов, В. Г.Хомченко. — М.: Абрис, 2012. —
565 с.
Схиртладзе А. Г. Интегрированные системы проектирования и управ­
ления / А. Г. Схиртладзе, Т. Я.Лазарева, Ю.Ф. Мартемьянов. — М. : Изда­
тельский центр «Академия», 2010. — 352 с.
Схиртладзе А. Г. Технологические процессы в машиностроении /
А. Г. Схиртладзе. — М. : Высшая школа, 2007. — 927с.
Шандров Б. В. Технические средства автоматизации / Б. В. Шандров,
А. Д.Чудаков. — М. : Издательский центр «Академия», 2007. — 368 с.
ОГЛАВЛЕНИЕ
Предисловие............................................................................................................. 3
Список принятых сокращений.............................................................................7
Глава 1. Общие сведения по средствам автоматизации и управления
технологическими процессами ипроизводствами.....9
1.1. Общие положения.................................................................................. 9
1.2. Автоматизированные системы управления технологическими
процессами (АСУТП)...................................................................... 10
1.3. Управляющие устройства системавтоматизациии управления... 13
Глава 2. Датчики параметров для систем автоматизации
производств.................................................................... 18
Общие характеристики датчиков технологических
параметров........................................................................................ 18
2.2. Основные виды типовых воздействий на датчики
технологических параметров......................................................... 23
2.3. Электроконтактные датчики............................................................. 26
2.4. Реостатные датчики............................................................................. 29
2.5. Тензорезисторные датчики................................................................ 31
2.6. Пьезоэлектрические датчики............................................................ 33
2.7. Датчики технологических параметров на основе
эффекта Холла.................................................................................35
2.8. Емкостные измерительные преобразователи................................. 36
2.9. Оптоэлектронные преобразователи................................................ 38
2.10. Электромагнитные преобразователи............................................. 42
2.11. Датчики положения для систем числового программного
управления в машиностроении....................................................46
2.12. Типовые способы измерения технологических параметров..... 49
2.1.
Глава 3. Исполнительные механизмы и устройства
систем автоматизации................................................. 52
3.1.
3.2.
3.3.
3.4.
3.5.
234
Требования к исполнительным механизмам и устройствам
систем автоматизации.................................................................... 52
Управляемые исполнительные электродвигатели постоянного
тока.................................................................................................... 54
Электродвигатели переменного тока................................................ 57
Синхронные шаговые электродвигатели......................................... 59
Электромагниты.................................................................................. 60
3.6. Гидравлические серводвигатели........................................................61
3.7. Пневматические серводвигатели...................................................... 63
3.8. Исполнительные приводы технологического оборудования..... 66
3.9. Координатные приводы подач и приводы главного движения.. 68
3.10. Приводы вспомогательных механизмов....................................... 69
3.11. Электрооборудование электроприводов систем
автоматизации технологического оборудования...................... 71
3.12. Устройства гидросистем автоматизации....................................... 75
3.13. Устройства пневмосистем автоматизации.................................... 80
Глава 4. Преобразование информации в системах автоматизации.... 85
Общие сведения о преобразовании информации......................... 85
Принципы кодирования информации.......................................... 89
Двоичные коды систем автоматизации......................................... 94
Промышленные информационные сети........................................ 99
Последовательные интерфейсы по стандартам
RS232C и RS485 ........................................................................... 103
4.6. Защита информации от искажений................................................108
4.1.
4.2.
4.3.
4.4.
4.5.
Глава 5. Моделирование технологических объектов управления...... 112
5.1. Алгоритмы функционирования...................................................... 112
5.2. Аналитические методы моделирования.........................................113
5.3. Экспериментальные методы получения моделей
технологических объектов............................................................ 118
5.3.1. Одномерные модели................................................................. 118
5.3.2. Многомерные модели.............................................................. 121
5.4. Моделирование технологических циклов.................................... 125
Глава 6. Алгоритмы и технические средства управления
технологическим циклом........................................... 131
6.1. Задачи управления технологическим циклом............................... 131
6.2. Синтез алгоритмов комбинационных схем управления............. 132
6.3. Схемная реализация релейно-контактных комбинационных
схем................................................................................................. 140
6.4. Схемная реализация комбинационных схем на логических
элементах....................................................................................... 143
6.5. Синтез алгоритмов последовательностных автоматов.............. 148
6.6. Типовые элементы последовательностных автоматов................ 154
6.6.1. Виды запоминающих устройств............................................ 154
6.6.2. Триггеры................................................................................... 155
6.6.3. Регистры................................................................................... 160
6.6.4. Преобразователи кодов и арифметические устройства... 165
Глава 7. Технические и программные средства АСУТП....................... 170
7.1.
Техническое, программное и информационное обеспечение
управления технологическим комплексом............................... 170
7.2. Информационная структура АСУТП............................................. 171
235
7.3.
7.4.
7.5.
7.6.
7.7.
7.8.
7.9.
7.10.
Информационные сети Ethernet...................................................... 173
Контроллерные и полевые сети....................................................... 178
Диспетчеризация в рамках АСУТП................................................ 180
Программируемые логические контроллеры................................ 183
Язык программирования IL............................................................. 188
Язык программирования FBD......................................................... 192
Устройства числового программного управления....................... 197
Программирование УЧПУ.............................................................. 199
Глава 8. Проектирование АСУТП............................................................ 208
8.1. Основные принципы построения АСУТП.................................... 208
8.2. Этапы разработки и внедрения АСУТП....................................... 210
8.3. Надежность АСУТП.......................................................................... 213
Приложения......................................................................................................... 220
Приложение 1. Таблицы стандартных кодов обмена
информацией............................................................................ 220
Приложение 2. Элементы булевой алгебры формальной логики .... 222
П.2.1. Объекты булевой алгебры.........................................................222
П.2.2. Операции сложения и умножения........................................ 222
П.2.3. Операция инверсии и законыДе Моргана.......................... 223
П.2.4. Булевы функции........................................................................ 224
Приложение 3. Символы и функции стандартного кода ISO-7
для ЧПУ (ГОСТ 20999-83)................................................... 227
П.3.1. Символы задания параметроврабочего режима................... 227
П.3.2. Управляющие символы и специальные знаки
кода ISO-7......................................................................... 227
П.3.3. Таблицы основных функций управления............................ 228
Список литературы............................................................................................... 232
Учебное издание
Соснин Олег Михайлович,
Схиртладзе Александр Георгиевич
Средства автоматизации и управления
Учебник
Редактор Л. Л. Черкасова
Технический редактор Н. Л. Ананьева
Компьютерная верстка: Р. Ю. Волкова
Корректор А. П. Сизова
Изд. № 101116747. Подписано в печать 07.03.2014. Формат 60 х 90/16.
Бумага офс. № 1. Гарнитура «Ньютон». Усл. печ. л. 15,0.
Тираж 1 000 экз. Заказ № 2123.
ООО «Издательский центр «Академия», www.academia-moscow.ru
129085, Москва, пр-т Мира, 101 В, стр. 1.
Тел./факс: (495) 648-0507, 616-00-29.
Санитарно-эпидемиологическое заключение № РОСС RU. АЕ51. Н 16476 от 05.04.2013.
Отпечатано способом ролевой струйной печати
в ОАО «Первая Образцовая типография»
Филиал «Чеховский Печатный Двор»
142300, Московская область, г. Чехов, ул. Полиграфистов, д. 1
Сайт: www.chpd.ni, E-mail: sales@chpd.ru, т/ф. 8(496)726-54-10
academia
Издательский центр
«Академия»_ _ _ _ _ _ _ _
Учебная литература
для профессионального
образования
Наши книги можно приобрести (оптом и в розницу)
Москва:
129085, Москва, пр-т Мира, д. 101в, стр. 1
(м. Алексеевская)
Тел.: (495) 648-0507, факс: (495) 616-0029
E-mail: sale@academia-moscow.ru
Филиалы:
Северо-Западный
194044, Санкт-Петербург, ул. Чугунная,
д. 14, оф. 319
Тел./факс: (812) 244-92-53
E-mail: spboffice@acadizdat.ru
Приволжский
603101, Нижний Новгород, пр. Молодежный,
д. 31, корп. 3
Тел./факс: (831) 259-7431, 259-7432, 259-7433
E-mail: pf-academia@bk.ru
Уральский
620142, Екатеринбург, ул. Чапаева, д. 1а, оф. 12а
Тел.: (343) 257-1006
Факс: (343) 257-3473
E-mail: academia-ural@mail.ru
Сибирский
630009, Новосибирск, ул. Добролюбова, д. 31, корп. 4, а/я 73
Тел./факс: (383) 362-2145, 362-2146
E-mail: academia_sibir@mail.ru
Дальневосточный
680038, Хабаровск, ул. Серышева, д. 22, оф. 519, 520, 523
Тел./факс: (4212) 56-8810
E-mail: filialdv-academia@yandex.ru
Южный
344082, Ростов-на-Дону, ул. Пушкинская,
д. 10/65
Тел.: (863) 203-5512
Факс: (863) 269-5365
E-mail: academia-UG@maU.ni
Представительства:
в Республике Татарстан
420034, Казань, ул. Горсоветская,
д.17/1, офис 36
Тел./факс: (843) 562-1045
E-mail: academia-kazan@mall.ru
в Республике Дагестан
Тел.: 8-928-982-9248
www.academia-moscow.ru
ACADEMA
Издательский центр
«Академия»
Учебная литература
для профессионального
образования
Предлагаем
вашему вниманию
следующие книги
А. В.СКВОРЦОВ, А. Г.СХИРТЛАДЗЕ, Д.А.ЧМЫРЬ
АВТОМАТИЗАЦИЯ УПРАВЛЕНИЯ ЖИЗНЕННЫМ
ЦИКЛОМ ПРОДУКЦИИ
Объем 320 с.
Учебник создан в соответствии с требованиями Федерально­
го государственного образовательного стандарта по направ­
лению подготовки «Автоматизация технологических процессов
и производств» (квалификация «бакалавр»).
Приведено описание информационной поддержки жиз­
ненного цикла продукции, ее систем и компонентов. Выявлены
взаимосвязи информационных технологий производственного
и постпроизводственного типов, системный подход к проек­
тированию единого информационного пространства. Даны
принципы построения информационных моделей продукции,
базовые сведения о стандарте STEP CALS-технологий и языках
представления сведений и моделях продукции класса Express.
Показана связь информационных моделей продукции с этапами
жизненного цикла. Описаны методы проектирования инфор­
мационного моделирования на основе нотаций UML и IDEF.
Рассмотрены аппаратно-программные средства и системы
CALS-технологий, инструментальные средства для реализации
www.academia-moscow.ru
унифицированных транзакций обмена данными о продукции
на основе теории многоагентных систем, методы управления
конфигурацией и функционально-стоимостного анализа про­
дукции.
Для студентов учреждений высшего профессионального
образования.
А.И.СОКОЛОВ, Ю.С.ЮРЧЕНКО
РАДИОАВТОМАТИКА
Объем 272 с.
В учебном пособии рассмотрена теория линейных и нели­
нейных систем радиоавтоматики. Раскрыты вопросы устой­
чивости непрерывных и дискретных систем, статистической
оптимизации, нелинейной фильтрации и комплексирования
радиотехнических и автономных систем. Дан анализ импульсных
и дискретных систем. Приведены примеры построения анало­
говых и цифровых устройств радиоавтоматики.
Для студентов учреждений высшего профессионального
образования. Может быть полезно специалистам в области
радиолокации, радиоуправления, радионавигации и связи.
А. Г. СХИРТЛАДЗЕ., Т. Я. ЛАЗАРЕВА,
Ю.Ф. МАРТЕМЬЯНОВ
ИНТЕГРИРОВАННЫЕ СИСТЕМЫ ПРОЕКТИРОВА­
НИЯ И УПРАВЛЕНИЯ
Объем 352 с.
В учебнике изложены общие принципы и методология по­
строения интегрированных систем проектирования и управле­
ния. Рассмотрены структура и состав этих систем, даны краткие
характеристики их компонентов и обеспечивающих подсистем.
Приведены примеры интегрированных автоматизированных
систем управления.
Для студентов учреждений высшего профессионального
образования.
www.academia-moscow.ru