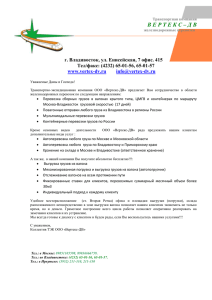
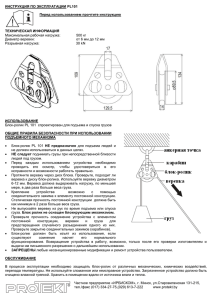
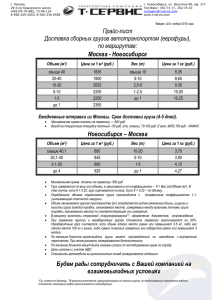
Подъемно-транспортное оборудование Современные поточные технологические и автоматизированные линии, межцеховой и внутрицеховой транспорт, погрузочно-разгрузочные операции органически связаны с применением разнообразных подъемно-транспортных машин и механизмов, обеспечивающих непрерывность и ритмичность производственных процессов. В связи с этим перед подъемно-транспортным машиностроением поставлена задача широкого внедрения комплексной механизации и автоматизации производственных процессов, ликвидации ручных погрузочно-разгрузочных работ и исключения тяжелого ручного труда при выполнении основных и вспомогательных производственных операций. Правильный выбор подъемно-транспортного оборудования является основным фактором нормальной работы и высокой эффективности производства. Нельзя обеспечить устойчивый ритм производства без согласованной и безотказной работы современных средств механизации внутрицехового и межцехового транспортирования сырья, полуфабрикатов и готовой продукции на всех стадиях обработки и складирования. В настоящее время успешно осуществляется переход от применения отдельных видов подъемно-транспортной техники к внедрению высокопроизводительных комплексов. Создаются принципиально новые системы подъемно-транспортных машин для комплексной механизации и автоматизации погрузочно-разгрузочных, транспортных и складских работ. Из основных конструктивных тенденций в подъемно-транспортном машиностроении следует отметить следующие: 1) создание качественно новых подъемно-транспортных машин и механизмов, а также широкую модернизацию существующих машин и установок; 2) повышение грузоподъемности подъемных машин при одновременном значительном снижении их массы за счет применения новых кинематических схем, более совершенных методов расчета, новых материалов и их рациональных профилей, прогрессивной технологии; 3) увеличение производительности благодаря применению широкого регулирования скоростей механизмов, автоматического, полуавтоматического и дистанционного управления, специальных захватных и других подъемных агрегатов, а также улучшению условий труда крановщиков; 4) повышение надежности работы машин и долговечности их элементов путем разработки новых конструктивных решений, применения новых уточненных методов расчета и материалов с улучшенными физико-механическими свойствами. Современное производство подъемно-транспортных машин основывается на создании блочных и унифицированных конструкций (редукторов, муфт, тормозов и т. д.), позволяющих получить максимальный технико-экономический эффект при изготовлении и эксплуатации этих машин. Блочной называется конструкция, состоящая из самостоятельных узлов-блоков, соединенных между собой посредством легкоразъемных элементов. По своему назначению и конструктивному исполнению подъемнотранспортные машины весьма разнообразны. Основными их видами являются грузоподъемные машины, относящиеся к машинам периодического действия, транспортирующие машины, относящиеся к машинам непрерывного действия, и промышленные роботы — автоматические машины периодического действия. Грузоподъемные машины Грузоподъемные машины предназначены для подъема и перемещения грузов на небольшие расстояния в пределах определенной площади промышленного предприятия. К числу грузоподъемных машин, широко применяемых на машиностроительных предприятиях, относятся домкраты, лебедки (тали), грузоподъемные краны и погрузчики. Грузоподъемные машины характеризуются следующими основными параметрами: грузоподъемностью, скоростями движения отдельных механизмов, режимом работы, пролетом, вылет высотой подъема грузозахватного устройства. Значения этих параметров должны соответствовать рекомендациям стандартов Грузоподъемностью машины называют массу номинального (максимального) рабочего груза, на подъем которого рассчитана машина. Грузоподъемность современных грузоподъемных машин изменяется в весьма широких пределах. Значение грузоподъемности определяется ГОСТ 1575—81, устанавливающим ряд номинальных грузоподъемностей для всех грузоподъемных машин периодического действия (кроме пассажирских лифтов) от 0,01 до 1250 т. Скорости движения различных механизмов выбирают в зависимости от требований технологического процесса, в котором участвует данная грузоподъемная машина, от характера работы, типа машины и ее потребной производительности. Скорость подъема груза в современных мостовых кранах обычно не превышает 25—30 м/мин, скорость передвижения моста крана составляет 100—120 м/мин, скорость передвижения тележек мостовых кранов 35— 50 м/мин. Пролетом называют расстояние по горизонтали между осями рельсов кранового пути. Пролеты мостовых кранов должны быть увязаны с пролетами заданий. Их принимают по ГОСТ 534—78. Вылетом стрелы называют расстояние по горизонтали от оси вращения поворотной части стрелового крана до оси грузозахватного органа. Высотой подъема для кранов мостового типа является расстояние от уровня пола до верхнего положения грузозахватного устройства. Домкраты. Домкраты представляют собой простейшие грузоподъемные механизмы, предназначенные для подъема грузов н небольшую высоту (0,15—0,7 м) и применяемые, главным образом при ремонтных и монтажных работах. Домкраты выполняют в виде толкателей, т. е. подъем грузов ими производится без грузозахватных устройств. Некоторые домкраты могут производить горизонтальное перемещение поднятого груза на небольшое расстояние. По конструкции домкраты делятся на реечные, винтовые гидравлические. Применение реечных домкратов, имеющих ручной привод и грузоподъемность 0,5—10 т, ограничено невозможностью установки груза по высоте с большой точностью. Винтовые домкраты могут иметь ручной или электрический привод. Простой винтовой домкрат (рис. 1, а) состоит из корпуса 1, винта 2, головки 3, шарнирно соединенной с винтом, закрепленной в корпусе гайки 4, и приводной рукоятки 5 с собачкой 6 храпового механизма. При карательных движениях рукоятки храповое колесо вместе с винтом поворачивается и винт выдвигается из корпуса. Рисунок 1. Для предотвращения самопроизвольного опускания груза резьбу домкрата выполняют самотормозящейся (угол подъема винтовой линии а должен быть меньше угла трения резьбы). Основными недостатками винтовых домкратов являются низкий КПД (0,3—0,4) и малая скорость опускания груза. Гидравлические домкраты выполняют с ручным или машинным приводом. Для этих домкратов, как и для винтовых, характерны плавность хода и точная установка по высоте поднимаемого груза. В отличие от винтовых домкратов гидравлические имеют высокий КПД (0,75—0,8), а их грузоподъемность может достигать 750 т. Скорость подъема груза ручным гидравлическим домкратом очень мала (0,001—0,002 м/с), что является основным их недостатком. Для ее увеличения гидродомкраты оснащают насосами, работающими от электродвигателя. Для плавного подъема крупногабаритных тяжелых грузов применяют несколько гидравлических домкратов, соединенных с одним насосом. Лебедки (тали). Лебедки (рис. 2, а) представляют собой грузоподъемные устройства для подъема или перемещения грузов тяговым органом 1 — канатом или цепью — навиваемыми на барабан 2. Лебедки могут иметь ручной или машинный привод. Лебедки используют также в грузоподъемных кранах и подъемниках в качестве механизмов подъема груза и передвижения крановых тележек. Для внутрицехового и межцехового транспортирования грузов, обслуживания поточных и автоматических линий, станков и т. п. применяют компактные подъемные лебедки — тали, имеющие ручной или электрический привод и подвешиваемые к балкам или специальным тележкам, перемещающимся по подвесному пути (монорельсу). На рис. 2, б приведена схема стационарной ручной тали, подвешенной к балке за крюк 6. Грузовой канат 4, закрепленный одним концом в обойме 5 и наматываемый другим на барабан образует двукратный полиспаст, несущий блок 3 с подвижной осью и крюковую подвеску с грузовым крюком 2 и подвешенным к нему грузом 1. Приводной механизм состоит из звездочки 8 и огибающей ее бесконечной приводной цепи 9, вращающей барабан, на который наматывается канат. Тележка передвижной тали (тельфера), перемещающаяся по монорельсовому пути, может быть приводной или неприводной (в последнем случае поднятый талью груз толкают вручную). На рис. 2, в показана электрическая таль 2, подвешенная к четырехколесной неприводной тележке 1, передвигающейся с помощью приводной тележки 4. Управление талью и приводной тележкой осуществляется с пола при помощи кнопочного поста управления 3. В качестве привода в электроталях используют асинхронные двигатели с короткозамкнутым ротором. Двигатель либо встраивается в барабан, либо располагается параллельно ему. Грузоподъемность ручных талей составляет 0,25—10 т, электроталей 0,1—16 т. Грузоподъемные краны. Одним из наиболее распространенных средств механизации погрузочно-разгрузочных работ на промышленных предприятиях является грузоподъемные краны, обеспечивающие подъем груза с помощью грузозахватного устройства, перемещение его на небольшие расстояния и опускание в заданном месте. Рис. 2 Лебедки (тали) Для захвата грузов при выполнении погрузочно-разгрузочных работ применяют различные грузозахватные устройства. Для работ с разнообразными штучными грузами в качестве универсальных грузозахватных устройств используют крюки и петли, к которым груз подвешивается непосредственно или с помощью гибких строп (канатных или цепных). В качестве специальных грузозахватных устройств применяют клещевые, эксцентриковые и другие захваты — для штучных грузов (ящиков, бочек, мешков, балок, листов и т. д.); грейферы — для сыпучих материалов (подача шихты, формировочных материалов); подъемные электромагниты — для транспортирования стальных и чугунных грузов (слитков, проката, скрапа, стружки д др.); вакуумные захваты — для транспортирования различного листового материала (стали, цветных металлов, стекла и др.), а также коробок, ящиков и т. п. Конструкции грузоподъемных кранов весьма разнообразны. На машиностроительных предприятиях наиболее широкое применение находят стационарные рельсовые мостовые и поворотные стреловые краны, а также краны штабелеры. Мостовые краны применяют в литейных, кузнечных, механосборочных и других цехах для внутрицеховых и внутри–складских погрузочно-разгрузочных работ. Кран состоит из двух основных узлов: моста, передвигающегося вдоль цеха, и крановой тележки или тали, передвигающейся по мосту. Груз подвешен к тележке и находится в пределах опорного контура крана. Мостовой кран обслуживает площадку прямоугольной формы. На рис. 3, а приведена схема двухбалочного мостового крана опорного типа. Две главные балки 1 и две концевые балки 3 составляют мост крана. В концевых Салках моста установлены ходовые колеса 2 крана, опирающиеся на крановые рельсы 6. Последние закреплены на подкрановых балках 5, установленных на колоннах цеха или эстакадах. На крановой тележке 7 смонтированы механизмы подъема груза и передвижения тележки. К мосту прикреплена кабина крановщика 4. Питание механизмов крана электроэнергией производится с помощью специальных токоведущих шин (троллеев). Основной характеристикой мостовых кранов является пролет—расстояние между осями крановых рельсов. У двухбалочных кранов опорного типа он составляет 10,5—34,5 м. Грузоподъемность таких кранов лежит в пределах 5—500 т. При малой грузоподъемности (1—5 т) применяют облегченные однобалочные краны (кран-балки) с электрическим приводам, у которых главная балка моста выполнена из двутавровой балки. Применение находят также опорные однобалочные и двухбалочные мостовые краны с ручным приводом грузоподъемностью от 3,2 до 20 т. Наряду с кранами опорного типа применяют мостовые краны подвесного типа, которые ходовыми колесами опираются на нижние полки двутавровых балок, подвешенных к потолочным конструкциям цеха. Главная балка этих кранов также выполнена из двутавровой балки. С помощью подвесных кранов можно транспортировать груз из одного пролета в другой путем стыкования главных балок двух подвесных кранов, расположенных в соседних пролетах. Общая длина крана определяется пролетом здания и может достигать 100 м. Грузоподъемность подвесных кранов составляет 0,25—20 т. Рис. 3. Грузоподъемные краны В стреловых (консольных) кранах груз подвешен к блокам на концевой части стрелы или (чаще) на грузовой тележке, перемещающейся по стреле, и находится вне опорного контура крана, что обусловливает возникновение опрокидывающего момента. На рис. 3, б показана схема стрелового настенного поворотного крана с внешними опорами. Одна из опор 3 (верхняя) воспринимает горизонтальные нагрузки, а другая 1 (нижняя) — горизонтальные и вертикальные нагрузки. Кран имеет металлоконструкцию 2 Г-образной формы, на которой расположены механизмы подъема груза, передвижения тележки и поворота крана. По верхней поворотной балке металлоконструкции (стреле) перемещается тележка 4 с подвешенным к ней грузозахватным устройством. Грузовая тележка представляет собой раму, установленную на ходовые ролики, она перемещается с помощью каната, наматываемого на барабан перемещения тележки. При использовании в качестве верхней балки монорельса вместо тележки можно применить электрическую таль, в которой объединены механизмы подъема груза и передвижения электротали, благодаря чему кран становится более легким и совершенным. Рис. 4. Погрузчики При значительных грузооборотах, особенно на заводах с крупносерийным и массовым производством, применяют склады с многоярусными стеллажами, в ячейки которых устанавливают ящика или поддоны с грузами. Для более полного использования площади склада проходы между стеллажами делают узкими, что затрудняет механизацию погрузочно-разгрузочных работ, в частности, использование погрузчиков. В этом случае наиболее удобными подъемнотранспортными машинами являются краны-штабелеры напольного или подвесного типа. На рис. 3, а показан мостовой кран-штабелер, состоящий из моста, по которому передвигается тележка 2 с поворотной платформой, к которой жестко прикреплена вертикальная поворотная колонна 3. Колонна выполнена с направляющими, по которым с помощью канатного или цепного механизма подъема перемещается каретка с вилочным грузовым захватом 4, Грузоподъемность крана-штабелера достигает 12,5т, высота подъема—13,2 м. Погрузчики. Для внутрицехового и межцехового транспортирования различных грузов широко применяют погрузчики, служащие для выполнения операций захвата, вертикального и горизонтального перемещения груза и укладки его в штабель или на транспортную машину. Наиболее распространены погрузчики на специальных шасси — автопогрузчики и электропогрузчики. Автопогрузчики (рис. 4, а) имеют привод от двигателя внутреннего сгорания и пневматические шины. Их трансмиссия выполнена на базе узлов автомобилей, Автопогрузчики предназначены для работы на открытых площадках. Электропогрузчики (рис. 4, б) имеют механизм передвижения от электродвигателя с питанием от аккумуляторной батареи. Они не отравляют воздух выхлопными газами и применяются при работе в закрытых помещениях и цехах. Электро- и автопогрузчики снабжены однотипным рабочим оборудованием — грузоподъемником с набором сменных грузозахватных органов в качестве которых используют вилы, челюстные захваты, ковши и др. Грузоподъемник имеет раму, по которой перемещается каретка с грузозахватным органом. Вилы или захваты могут иметь поворот вокруг горизонтальной оси на 90—360°, что позволяет при укладке груза в штабель повернуть его в требуемое положение. Привод грузовой каретки осуществляется обычно от гидроцилиндров. Грузоподъемность авто- и электропогрузчиков составляет 0,63—45 т; максимальная высота подъема 4,5 м. Транспортирующие машины Транспортирующие машины (конвейеры) предназначены для перемещения массового груза непрерывным потоком без остановок для их загрузки и разгрузки. Массовыми называют грузы, состоящие из большого числа однородных частиц или кусков, а также штучные однородные грузы, перемещаемые в большом количестве. Транспортные операции по перемещению таких грузов отличаются однотипностью поэтому конвейеры значительно легче поддаются автоматизации, чем грузоподъемные машины. Основной характеристикой конвейеров является их производительность, выражаемая в объемных единицах (объемная производительность V, м3/ч) или в единицах массы (массовая производительность или просто производительность Q, т/ч), перемещаемой конвейером в единицу времени. Объемная и массовая производительность связаны между собой зависимостью Q == r V, где r — объемная или насыпная масса (масса единицы объема, занимаемого материалом), т/м3. Все устройства непрерывного транспорта можно подразделить на две группы: транспортирующие машины с тяговым органом (лента, цепь, канат), в которых груз перемещается вместе с тяговым органом, и транспортирующие машины безтягового органа. Транспортирующие машины с тяговым органом. Группа транспортирующих машин с тяговым органом включает в себя ленточные и цепные конвейеры различного вида и назначения, Ленточные конвейеры (рис. 5, а) имеют: тяговый орган 2, выполненный в виде бесконечной ленты, являющейся одновременно и несущим элементом конвейера; приводной барабан 1; натяжное устройство с натяжным хвостовым барабаном б и натяжным грузом 7, поддерживающих роликов на рабочей ветви ленты 4 и на холостой ветви ленты. В загрузочное устройство 5 и разгрузочное устройство 3, отклоняющий барабан 10 устройство для очистки ленты 11. Все элементы конвейера смонтированы на металлической раме 9. В ленточных конвейерах лента используется в качестве транспортирующего органа, осуществляя одновременно и тяговую связь между барабанами конвейера. В конвейерах применяют ленты резинотканевые, резинотросовые и стальные. Наиболее распространены резинотканевые ленты, ткань которых состоит из хлопчатобумажных волокон (бельтинг). В последнее время в производстве резинотканевых лент все большее распространение получают ткани из комбинированных и синтетических волокон: полиэфирные, вискозные, капроновые, анидные, лавсановые, обладающие значительно большей прочностью по сравнению с хлопчатобумажным бельтингом. Все более широкое применение находят резинотросовые ленты со стальными канатами, завулканизированными между слоями ткани вдоль продольной оси ленты. При одинаковой толщине резинотросовая лента в 15—25 раз прочнее резинотканевой. Для транспортирования материала при высоких и низких температурах, и материалов химически агрессивных применяют стальные ленты — холоднокатаные толщиной 0,6—1,2 мм и проволочные (плетеные и шарнирно-звеньевые). В машиностроительном производстве ленточные конвейеры получили широкое применение для межоперационного транспортирования грузов в поточном производстве, для транспортирования в литейных цехах (подача формовочной земли) и т. п. Конвейеры с проволочной стальной лентой применяют для транспортирования деталей с одновременной их термообработкой. В цепных конвейерах тяговым органом являются цепи различного типа. Для перемещения груза конвейеры снабжаются пластинами, образующими полотно конвейера, или ковшами, люльками, специальными подхватами, тележками и т. п. Одновременно с транспортированием груза на цепном конвейере могут производиться различные технологические операции. Особенно широко применяют цепные конвейеры в сборочных цехах (сборочные конвейеры), а также в автоматических цехах и заводах, так как цепной конвейер можно легко приспособить к выполнению данного технологического процесса и автоматизировать его работу по заданной программе. Для транспортирования штучных и массовых грузов, а также для автоматических и поточных линий, для линий сборки находят применение тележечные конвейеры, изгибающиеся в вертикальной или горизонтальной плоскости. Цепи этих конвейеров соединены с тележками, передвигающимися на катках по рельсам. Весьма актуальной задачей современного производства является бесперегрузочное транспортирование грузов (в особенности штучных изделий и комплектующих узлов) по сложной пространственной трассе, проходящей на протяжении всего технологического процесса от получения первичной заготовки до готовой продукции. Эта задача успешно решается с помощью подвесных цепных конвейеров различных типов. Подвесной конвейер (рис. 5, б) состоит из замкнутого тягового органа (цепи или каната) 3 с каретками, служащими для поддержки тягового органа и прикрепления подвесок 2. Катки кареток тяговым органом перемещаются по замкнутому подвесному пути. Для возможности создания пространственной трассе конвейера тяговый орган должен иметь гибкость в горизонталь ной и вертикальной плоскости. Большая протяженность конвейера в сочетании с его пространственной гибкостью позволяет обслуживать одним конвейером законченный производственный цикл, причем перемещаемым грузы могут подвергаться различным технологическим операциям: очистке в пескоструйных камерах, наклепу в дробеструйных камерах, травлению или пропитке в химических ваннах, нанесению лакокрасочных покрытий; сушке и т. п. Рисунок 5 – Конвейеры с тяговым органом Это сделало подвесные конвейеры наиболее распространенными средствами внутри цехового и межцехового транспортирования грузов и межоперационной передачи изделий в поточном производстве. Транспортирующие машины без тягового органа. К группе транспортирующих устройств непрерывного транспорта относятся различные виды гравитационных устройств, качающиеся. конвейеры, шнеки, пневматические устройства и т п В гравитационных устройствах для транспортирования грузов используют силу тяжести. Простейшими гравитационными устройствами являются наклонная плоскость, желоб, труба п.) которым скатывается транспортируемый груз. К гравитационным устройствам для транспортирования грузов относятся также неприводные рольганги, в которых наклонная плоскость образован» из ряда роликов, установленных на раме (рис. 5). В ряде отраслей промышленности, особенно в прокатных цехах, рольганги используются не только как гравитационные устройства, но и как приводные. В этом случае ролики получаю: принудительное вращение от привода и сообщают поступательное движение вручную в горизонтальном направлении. Качающиеся конвейеры применяют для транспортирования на небольшие расстояния всех видов насыпных грузов, кроме липких. В машиностроительном производстве их широко используют для транспортирования металлической стружки, смоченной эмульсией и маслом, горячей земли, выбитой из литейных форм мелкого литья и других грузов. Качающийся конвейер представляет собой желоб, подвешенный или опертый на неподвижную раму. Желоб совершает колебательные движения, вследствие чего находящийся в нем груз перемещается вдоль желоба. На рис 5 показана схема качающегося конвейера инерционного типа. Конвейер состоит из стального желоба 1, совершающего колебательные движения на упругих стойках 3, изготовленных из пружинной стали, от кривошипа 2. Шнеком (винтовым конвейером) называют устройство, в котором транспортирование материала по желобу или трубе осуществляется витками вращающегося винта. Витки винта штампую, из стального листа толщиной 4—8 мм и затем приваривают к валу Шнек применяют не только для перемещения груза по горизонтали, но также по наклонным и вертикальным желобам. Благодаря простоте герметизации трубопровода шнеки широко используют для транспортирования пылящих, горячих или выделяющих вредные испарения грузов. При помощи шнеков удобно транспортировать пылевидные, мелкозернистые и волокнистые материалы. В механообрабатывающих цехах шнеками транспортируют металлическую стружку. Пневматические транспортирующие устройства предназначены для транспортирования по трубам в смеси с воздухом порошкообразных, мелковолокнистых и зернистых материалов, скорость которым сообщается движущимся потоком воздуха. В зависимости от способа создания движения воздуха по трубопроводам установки пневмотранспорта делят на всасывающие, нагнетающие и смешанные. На машиностроительных предприятиях для отвода стружка я пыли, образующихся при обработке резанием таких материалов, как текстолит, стекловолокно и т. п., широко применяют пневмоустройства всасывающего типа, работающие в результате создания в трубопроводе разрежения и всасывания в него атмосферного воздуха вместе с грузом. Во всасывающем устройстве вакуум насос 5 (рис. 6, г) создает разрежение, благодаря которому воздух вместе со стружкой к пылью через сопло 1 засасывается в трубопровод 2. В отделительной камере 3 проходит осаждение груза, и воздух, содержащий мелкую пыль, проходит через фильтр 5. Очищенный воздух через вакуум-насос выбрасывается в атмосферу. Удаление груза производят через шлюзовые затворы 4, препятствующие засасыванию воздуха из атмосферы. При работе всасывающей установки отсутствует пыление, что весьма существенно в санитарногигиеническом отношении. Такие устройства пневмотранспорта целесообразно применять при необходимости доставки груза разветвленным трубопроводом из нескольких пунктов погрузки к одному пункту разгрузки. Классификация и области применения промышленных роботов Манипулятор – устройство, выполняющее двигательные функции, аналогичные функциям руки человека. Промышленные роботы — это сложные, автоматически действующие программируемые машины, состоящие из манипулятора и перепрограммируемого устройства управления, осуществляющие действия, аналогичные выполняемым человеком и используемые для автоматизации транспортных или технологических операций. Обязательная черта робота — его многофункциональность возможность быстрой переналадки при манипулировании, обработке или сборке разнообразных изделий. Промышленные роботы характеризуются: - большой надежностью быстротой действия, - высокими скоростями и ускорениями подвижных органов, - точностью позиционирования, - исключительной сложностью систем управления. Автоматические машины этого нового вида подразделяются на группы в зависимости от степени универсальности функционального назначения. Различают технологические, транспортные и универсальные. К числу характеристик любого робота относится - число исполнительных органов (механические руки, манипуляторы), - число степеней подвижности отдельных рук, - тип рабочей зоны (вид и объем), - грузоподъемность, - вид привода, - точность позиционирования, - вид и объем системы управления, способ обучения и др. Роботы имеют одну или две (иногда до четырех) степени свободы, подвижности). Число степеней подвижности определяется разнообразием движений рук и робота как целого: у отдельных рук таких движений бывает от 3 до 10, у самого робота — от 1 до 3. Привод робота может быть электрическим, гидравлическим, пневматическим и комбинированным. Его выбор определяется грузоподъемностью (масса объекта манипуляции и рабочих органов), точностью позиционирования и динамическими характеристиками робота, функциональным его назначением. Основными характеристиками управления роботами служат: - принципы управления в движении, характер участия в управлении человекаоператора, - число управляемых роботов или рук (манипуляторов) отдельных роботов, - одновременное управление производственным механизмом, промышленным роботом и включенными в технологический модуль устройствами автоматизации, - способ аппаратно-программного обеспечения управляющего устройства и т. д. Системы управления подразделяются, в зависимости от лежащих в их основе принципов, на системы с программным управлением, системы управления, действующие по принципу функции от состояния внешней среды, и комбинированные системы. Промышленные роботы первого поколения являются автоматическими манипуляторами с программным управлением с «жесткой» программой ряда действий, однопрограммными с трудом поддающимися перепрограммированию роботами, где целевая программа вводится в память системы. Это происходит посредством обучения, в ходе которого рабочий орган робота передвигается обслуживающим его работником при осуществлении необходимого целевого движения, или путем прямой кодированной записи информации, касающейся соответствующих движений. Кроме роботов первого поколения в промышленности находят уже применение и роботы второго поколения, работающие по гибкой программе, снабженные чувствительными устройствами для восприятия информации от внешней среды и управления с помощью ЭВМ. Большая часть современных задач автоматизированного производства может быть решена с помощью роботов третьего поколения — «интегральных» или «интеллигентных» роботов. Они будут способны полностью адаптироваться к условиям работы и производства. В настоящее время промышленные роботы чаще всего используются для сварки (свыше 60%), окрашивания, переноса тяжелых изделий в кузнечнопрессовых и механических цехах и т. п. Таблица 1. Классификация промышленных роботов Группа Общее исполнение Подвижн ость Грузопо дъемнос ть Число манип улято ров Координа тная система Тип привода Выполн ение Неподви жные Очень малая (до 1кг) 1 Прямоуго льная Пневма тически й Обычно е Подвижн ые стоячие Малая (1-10кг) 2 Цилиндр ическая Гидравл ический Защита от пыли А Б В Подвижн ые висячие Средняя (10 – 100кг) - Высокая (свыше 100кг) Г Погрешн ость позицион ирования Малая точность (свыше 1мм) Средняя ( 0,1 – 1мм) Степень универсаль ности Специальн ые Специализ ированные Защита Много от Электро Высокая Сферичес высоки Универсаль манип механич (менее 0,1 кая х ные улярн еский мм) темпера ые тур Пожаро Комбин –и Комбини ированн взрывоб рованная ый езопасн ое Таблица 2 Классификация промышленных роботов Подвижность Степень Ход Скорост подвижнос манипулят ь, м/с ти ора, мм Малая (до Малый (до Малая 3 300) (линейн степеней) ая скорость до 0,5) Управление Тип управления Цикловой программный Средняя (4-6) Средний (300-1000) Средняя (0,5-1) Позиционнопрограммный Большая (6 и больше) Большой (свыше 1000) Большая (свыше 1) Контурнопрограммный Управление Метод Объем программирован памяти ия Посредством Малый обучения (менее (ручного, 100 полуавтоматичес кадров) кого, автоматического ) Аналитический Средний (механизированн (100-600 ое и кадров) автоматическое составление программ) Посредством Большой самообучения; с (свыше участием 600 оператора; в кадров) процессе работы Число коман д Малое (до 15) Средн ее (1560) Больш ое (свыш е 60)