и / / /•
"
Ю.П.БОЙЦОВ, С.Л.ИВАНОВ
ТЕХНОЛОГИЯ ГОРНОГО
МАШИНОСТРОЕНИЯ
Конспект лекций
САНКТ-ПЕТЕРБУРГ
1998
ОГЛАВЛЕНИЕ
1. Структура производственного и технологического процессов
2. Типы машиностроительных производств
3. Организационно-технологические методы высокопроизводительной технологии
3
4
6
4. Методы и способы определения точности технологических процессов
11
5. Заготовки и припуски на механическую обработку
14
6. Элементы разработки технологического процесса изготовления
(механической обработки) детали
17
6.1. Элементы рабочего времени и норма штучного времени
6.2. Типизация и групповая обработка деталей
7. Виды и точность обработки
8. Основные сведения из теории базирования
18
20
21
24
8.1. Зажимные устройства приспособлений и их элементы
8.2. Направляющие элементы приспособлений
9. Обработка типовых деталей машин
28
30
31
9.1. Валы
9.2. Обработка дополнительных поверхностей
9.2.1.
9.2.2.
9.2.3.
9.2.4.
Обработка шпоночных пазов
Обработка шлицевых соединений
Обработка резьбовых и винтовых поверхностей
Способы отделки поверхностей вращения валов
31
35
35
36
37
39
9.3. Технология обработки деталей типа втулок
9.4. Обработка плоских поверхностей
9.5. Технологический процесс обработки корпусов
43
45
47
9.6. Технология производства зубчатых колес
49
10. Технологические базы, отделочные операции зубьев колес
11. Технология сборки машин
12. Испытания и оценки качества приводов машин
66
54
57
61
БОЙЦОВ
Юрий
ИВАНОВ
Сергей
Петрович
Леонидович
ТЕХНОЛОГИЯ ГОРНОГО МАШИНОСТРОЕНИЯ
Конспект
лекций
Редактор Л.А.Левина
Технический редактор Р.И.Кравцова
Корректор И. В. Неверова
Лицензия ЛР № 020355 от 30.12.96
Сдано в набор 20.10.98. Подписано к печати 09.12.98.
Формат 60 х 84 16. Бум. для копировальной техники. Печать офсетная.
Усл.печ.л. 3,8. Усл.кр.-отт. 3,8 Уч.-изд.л. 3,1.
Тираж 200 экз. Заказ 539. С 104.
Санкт-Петербургский государственный горный институт им. Г. В. Плеханова
РИЦ Санкт-Петербургского государственного горного института
Адрес института и РИЦ: 199026 Санкт-Петербург, 21-я линия, 2
Министерство общего и профессионального образования РФ
Санкт-Петербургский государственный горный институт
имени Г.В.Плеханова (технический университет)
Ю.II.БОЙЦОВ, С.Л.ИВАНОВ
ТЕХНОЛОГИЯ ГОРНОГО
МАШИНОСТРОЕНИЯ
Конспект лекций
_ с,.кпилтек9
t
s
503U4TA
САНКТ-ПЕТЕРБУРГ
1998
УДК 6 2 2 . 3 . 0 0 2 . 5 - 7 . 0 0 4 . 6 7 ( 0 7 5 . 8 3 )
ТЕХНОЛОГИЯ ГОРНОГО МАШИНОСТРОЕНИЯ: Конспект лек
ций / Ю.П.Бойцов, СЛ.Иванов;
Санкт-Петербургский горный ин-т. СПб,
1998, 66 с.
Изложены основные положения технологии производства горных машин, приведены основные технологические процессы механической обработки типовых деталей горных машин. Рассмотрены вопросы
выбора заготовок, базирования и установки деталей при обработке на
станках, точности обработки. Даны принципы проектирования технологических процессов механической обработки деталей, сборки и монтажа
горных машин и комплексов.
Конспект лекций предназначен для студентов специальности
170100 "Горные машины и оборудование" и 170300 "Металлургические
машины" всех форм обучения.
Табл. 1 . Ил. 10.
Печатается по решению Редакционно-издательского
Санкт-Петербургского горного института.
Научный редактор проф.
совета
И.П.Тимофеев
Рецензент: В.Н.Горустович (ОО ПКЦ «Прибой-Ресурс»)
©
Санкт-Петербургский горный
институт им.Г.В.Плеханова,
1998 г.
1. СТРУКТУРА ПРОИЗВОДСТВЕННОГО
И ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССОВ
Любое изделие в процессе производства претерпевает
ряд изменений: материал - деталь - сборочная единица комплекс - комплект.
Процесс, в результате которого на производстве материалы, полуфабрикаты превращаются в готовое изделие,
называют производственным. Производственный процесс
состоит из совокупности технологических процессов. Технологическим процессом называют сумму технологических
операций или работ (например, термическая обработка,
механическая обработка, сборка, испытание), в результате
которых происходит изменение геометрических размеров
детали, качества поверхности, свойств материалов и т.д.
Технологическая операция - это законченная часть
технологического процесса (совокупность вида работ), выполняемая на одном рабочем месте, одним рабочим или
бригадой непрерывно без снятия детали или полуфабриката с рабочего места.
Изготовление бесступенчатого вала, например, в зависимости от типа производства может осуществляться по
нескольким схемам:
а) в единичном производстве: отрезка заготовки,
подрезка торцов и зацентровка, черновая обработка. Это
одна операция, так как работа выполняется одним рабочим
на одном станке;
б) в условиях серийного производства (деталь изготавливается партиями): отрезка; подрезка торцов и зацентровка партии деталей; черновая обработка партии дета3
лей; чистовая обработка партии деталей. Здесь четыре операции и работа может выполняться либо одним, либо несколькими рабочими.
Операцию обычно делят на установы и позиции, а
установы на переходы и проходы. Установом называется
часть операции, выполняемая при одном закреплении детали на станке, позицией - часть операции, выполняемая
при неизменном положении обрабатываемой заготовки относительно инструмента (например, при нарезании зубьев
модульной фрезой число позиций равно числу зубьев зубчатого колеса). Переход - часть установа, которая выполняется над деталью при обработке одной (нескольких) поверхностей и неизменных режимах обработки. Проход это часть установа, которая выполняется над одной поверхностью (над несколькими поверхностями при многорезцовой обработке) по снятию одного слоя металла при
неизменных режимах обработки. Проход можно делить на
приемы: например, подвести резец, включить подачу. Это
деление целесообразно в массовом и серийном производствах.
2. ТИПЫ МАШИНОСТРОИТЕЛЬНЫХ
ПРОИЗВОДСТВ
Обычно выделяют следующие типы машиностроительных производств: индивидуальное, мелкосерийное, серийное, крупносерийное и массовое. Тип производства характеризуется интегральным показателем - коэффициентом повторяемости
К п — Фонд времени/Трудоемкость операции партии деталей
Индивидуальное (единичное) производство - эта такая организация предприятия, при которой вероятность
повторения заказов практически равна нулю. Предпри4
ятия (цехи) с таким типом производства оснащены универсальным инструментом и оборудованием. Технологические
операции концентрированные. Техническая
документация - маршрутная карта, чертежи деталей.
Для мелкосерийного производства коэффициент повторяемости К п > 20. Данный тип производства характерен для ремонтных мастерских шахт и рудников, а также
ремонтных цехов металлургических заводов и инструментальных цехов машиностроительных заводов.
Серийное производство (Я п от 20 до 10) занимает
промежуточное положение между описанными выше типами производств и крупносерийным и массовым типами
производств. Предприятия (цехи) с таким типом производства оснащены как специальным, так и универсальным
инструментом и оборудованием. В качестве заготовок используют прокат и литье, кованно-штампованные заготовки; операции дифференцированные, а в качестве технической документации используются операционная и маршрутная карты.
Крупносерийное производство имеет коэффициент
повторяемости от 10 до 3. Предприятия (цехи) с таким типом производства оснащены специальным (для выполнения
одного типа операций) и специализированным (для выполнения одной операций) оборудованием. Операции дифференцированные и концентрированные (для станков с числовым программным управлением); в качестве технической документации используются операционная и маршрутная карты.
Массовому производству соответствует коэффициент
повторяемости от 3 до 1. Предприятия с таким типом производства специализируются на выпуске лишь нескольких
видов продукции. Типичным примером такого производства могут служить подшипниковые заводы.
5
3. ОРГАНИЗАЦИОННО-ТЕХНОЛОГИЧЕСКИЕ
МЕТОДЫ ВЫСОКОПРОИЗВОДИТЕЛЬНОЙ
ТЕХНОЛОГИИ
Себестоимость продукции в современном производстве играет первостепенную роль и является основным показателем конкурентоспособности продукции на рынке;
она же является основным фактором высокопроизводительных технологий. В условиях современного производства основным фактором, определяющим себестоимость продукции, является производительность труда.
Говоря о высокопроизводительной технологии нельзя обойти вопрос о точности механической обработки как
об одном из основных критериев качества продукции.
Под точностью понимают степень приближения действительных размеров детали к эталону. Отличие действительных размеров от эталона называют погрешностью.
Назовем факторы, влияющие на точность механической обработки:
Неточность технологического оборудования (постоянная или систематическая погрешности, вызванные, например, несоосностью шпинделя и задней бабки токарного
станка, неперпендикулярностью стола сверлильного станка
с осью вращения патрона).
Неточность приспособлений, приводящая к неверной ориентации заготовки на станке и по отношению к
режущему инструменту.
Точность
режущего
инструмента,
существенно
влияющая на погрешность формы и взаимного расположения элементов детали. Так, несимметричная заточка сверла приведет к уводу отверстия и разбивке его диаметра.
Жесткость технологической системы СПИД (станок, приспособление, инструмент, деталь), которая обу6
словлена деформациями всей системы
и вызывает погрешности обработки.
Под жесткостью системы понимается
ее
способность противодействовать силам, возникающим в процессе
резания. Ее характеризуют коэффициентом жесткости
j = Py/у, где Ру - радиальная составляющая силы резания;
у - деформация системы под действием этой силы.
Известно, что при точении
Ру
= XCpz txPz sYPz ,
где X — передний угол в плане резца; Срг — коэффициент,
характеризующий свойства обрабатываемого
материала
детали; t - глубина резания; s - величина подачи; Хрг
и Ypz - показатели степени.
— •
Величина, обратная коэффициенту жесткости, носит
название коэффициента
податливости У п. 6
w « 1 /у.
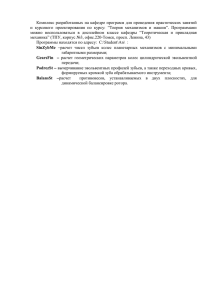
Рассмотрим
рис.1.
В
процессе
<п
резания под действием силы Ру деталь,
представленная бал- Рт.б
р .6
)
3
кой на двух опорах,
У су л
будет
деформирои
гдет
ваться вместе с элементами
оснастки
Рис.1
станка. Тогда
ч
]п.б ~~ Рп.б/Уп.б'
w
Уз.б
=
*""з.б/Уз.б»
—
Удет
= ^п.б + w3.6 + ^дет = 1 //п.б + 1/а.Ь
=
•
^"дет Удет-
+l/j,дет = 1/j •
где Р п б. и Р 3 б ~ силы, деформирующие переднюю и заднюю бабки; Р д е т - силы, деформирующие деталь; уи б и
7
У-л.ь - деформации
передней и задней
бабок; г/дст - деформации суппорта и
детали.
На
что
же
влияет
жесткость?
По-видимому, на погрешность
изготовления
детали.
В
продольном сечении,
при очень жесткой
детали (длина меньше или равна диаметру) и малой жеРис.2
сткости
суппорта,
передней и задней бабок, будет иметь место вогнутость, а
при нежесткой детали (длина значительно больше диаметра) - бочкообразность.
Теперь рассмотрим поперечное сечение обрабатываемого вала. Пусть исходный контур этого сечения заготовки отличен от круглого и имеет некоторую произвольную форму (рис.2). Очевидно, что глубина резания за один
оборот детали будет меняться от f ni j n до tm a x из-за некруглой формы профиля, в соответствии с этим будет разной и
радиальная составляющая силы резания, и, как следствие,
величина отжима, обусловленная усилием Ру и жесткостью системы. Так, если
Ру = >-Cpz tXPг S YPZ,
то жесткость
1 = Ру/У = О-Срг tXPг S
УП/У-
Отсюда деформация у = (кСрг txPz s
8
Ypz)/j.
При условии постоянства подачи s, коэффициентов X
и Срг
величина деформации в каждом сечении меняется
в пределах погрешности обработки детали или отклонения ее формы от круглости А = (t/max - Утт)2- Тогда
А = lCpzSY?z(tXpzmia
-
tXpzmin)/i,
Так как Х р г = 0 , 9 :1 (близок к единице), то с достаточной
для производства точностью можно считать, что разница в
глубинах резания равна эксцентриситету или погрешности
заготовки Адет- В этом случае коэффициент жесткости
j ~
s
АзаготуДдет .
Ypz
Такой способ определения жесткости системы СПИД
носит название динамического или производственного.
Также можно определить жесткость системы при различных подачах s j и s2 (например, половину длины обрабатывают на подаче s j , а вторую на
при постоянной глубине резания). Отношение погрешностей заготовки и детали называются коэффициентом уточнения. Коэффициент
уточнения после черновой обработки (обычно 30-50) существенно снижается при последующих обработках. Это означает, что черновая операция практически полностью
устраняет погрешность заготовки.
Износ режущего инструмента, зависящий от материала инструмента и заготовки. Известно, что зависимость
между износом U и расстоянием L, пройденным резцом,
пропорциональна: U = U0L, где UQ - относительный износ
режущего инструмента (износ, отнесенный к 1 км пройденного пути), мкм/км. Знать погрешность детали, вызываемую износом инструмента, безусловно важно, но гораздо важнее знать это при подстройке станка, для компенсации этого износа при работе на станках-автоматах. Так,
если выполняется размер диаметром 40~~0,06 и станок настроен на нижний предел размера, то, очевидно, что через
9
некоторое время за счет износа инструмента действительные размеры деталей, изготавливаемых на таком станке,
могут достигнуть верхнего предела. Так как вызванная
этим фактором погрешность детали не должна превышать поле допуска То, то перенастройку станка необходимо провести после изготовления числа деталей
п =
0,5TD/(Uondl/s),
где d и I - диаметр и длина обрабатываемой детали.
Износ режущего инструмента неразрывно связан со
стойкостью последнего. Под стойкостью понимают время
от переточки до переточки. Наибольшее влияние на стойкость оказывает скорость резания. С целью увеличения
стойкости инструмента при черновой обработке рекомендуется использовать диапазон скоростей от 20 до 40 м/мин.
При чистовой обработки для инструмента из быстрорежущей стали используют скорости резания менее 7 м/мин,
для твердосплавного инструмента - свыше 50 м/мин.
Тёпловые деформации. В процессе работы элементы
станка, включая инструмент и суппорт, нагреваются, что
ведет к температурным напряжениям и деформациям.
Через промежуток времени Ткр процесс нагревания
станка и инструмента стабилизируется. На этой стадии
вводят коррективы в настройку, что практически исключает погрешность. Но период времени от 0 до Т к р не стабилен
и связан с несистематической тепловой погрешностью. Поэтому при замерах размеров деталей (особенно крупных)
необходимо учитывать этот фактор и вызванные им изменения в размерах точных деталей.
Внутренние напряжения. Во многих заготовках, обрабатываемых давлением (например, штамповкой, ковкой,
прокаткой), внутренние напряжения до механической обработки находятся в равновесии. Если же у такой заготовки снять часть металла, то начнется перераспределение
внутренних напряжений, которое приводет к короблению.
10
Для устранения этого явления перед механической обработкой необходимо произвести отжиг, нормализацию или
старение заготовки.
Неточность измерения деталей. Погрешности, связанные с этим фактором, возникают за счет погрешности
самого инструмента и за счет погрешностей оператора.
Они носят до некоторой степени случайный характер, так
как измерения можно провести разными приборами, а операторы могут иметь разную квалификацию.
4. МЕТОДЫ И СПОСОБЫ ОПРЕДЕЛЕНИЯ
ТОЧНОСТИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
В зависимости от типа производства и принятого метода работы точность обработки, заданную чертежом, можно обеспечить двумя технологическими способами. В единичном и мелкосерийном производствах точность обработки обеспечивается выверкой устанавливаемых на станок
деталей и соответствующими промерами при снятии
стружки пробными проходами. В условиях серийного и
массового производств точность обеспечивается автоматическим получением размеров на предварительно настроенных станках. В современных автоматизированных производствах применяются схемы с обратной связью.
Суть расчетно-аналитического метода установления
точности обработки заключается в предварительном определении отдельных составляющих погрешностей в зависимости от вызывающих их причин и в получении общей
суммарной погрешности обработки.
Расчетно-аналитический метод может быть использован на стадии проектирования. Результирующая погрешность будет определяться суммой систематических и
случайных погрешностей, причем систематические скла11
дываются алгебраически, а случайные определяются
как
средние квадратические. Тогда суммарная погрешность
Alz = ZAk
+S(AZ;)0'5.
где индексы i и j соответствуют систематической и
случайной погрешностям.
Опытно-статистический метод установления точности обработки основан на законах математической статистики. Для получения экспериментального массива из партии N деталей произвольным образом выбирают п деталей
(как правило, не менее 30) и производят их обмер. Выявляя максимальный (D m a x ) и минимальный (D m i n ) размеры
в выборке, задают число интервалов i и определяют величину интервала К = (D ma x - Dmin)/i.
При механической обработке закон распределения
суммы случайных величин весьма близок к закону нормального распределения. Таким образом,
1
У =
o=
v
X
Ж с
(*. - F)2
(-ч >Г
2°2
е
_
5
-dfw,
где о - среднее квадратическое отклонение; x t - текущая
координата, 5 c = ' ^ d t w t / n
- среднее значение контроли-
руемого размера.
Доверительная вероятность в интервале ±с составляет приблизительно 70 %, в интервале ±2ст - 95 % , в машиностроении применяют интервал ±3с, считая 99,7 = 100 % .
В каждом конкретном случае рассмотрения выборки решается задача о проценте брака.
12
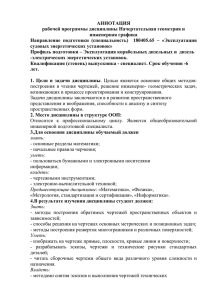
Рис.3
По окончании расчета основных параметров выборки
строится кривая нормального распределения (рис.3). Характерные точки этой кривой следующие:
(~\
УгУх
=
0,4
;
о
у 3 (х ± 2 о ) =
/--
У 2 Vе -
с
\
0,25
;
о
у4^х± Зо) = 0.
о
На построенную кривую далее наносят поле допуска
размера ( E I и ES - границы поля допуска) и рассчитывают коэффициенты точности и смещения: соответственно
К., = 6 o/TD,
где АК = х - xs;
Кс = АК/ TD,
xs - координата середины поля допуска.
13
Оптимально, если K.r = 1; если К т > 1, то имеет место брак (заштрихованная область на рис.3), а К т « 1 говорит о слишком жестком допуске. Если Кс = О, то середина поля допуска совпадает с х (рис. 3).
Процент годных деталей можно определить, используя интеграл Лапласа. В любом справочнике по математике можно найти его табулированные значения Ф(г), где
г ё с - отношение интервала интегрирования к среднему
квадратическому отклонению.
Достоинством статистического метода является возможность определить процент брака, выявить его причины
и наметить пути его снижения в дальнейшем. К недостатку
следует отнести невозможность оперативного вмешательства в ход технологического процесса и устранения неисправимого брака.
Метод точечных диаграмм представляет собой динамический метод. При построении таких диаграмм по оси
абсцисс откладывают номера последовательно обработанных деталей, а по оси ординат их размеры. Если точка,
обозначающая получаемый размер, располагается вблизи
контрольной кривой, то во избежание брака обработку следует прекратить и подстроить станок.
5. ЗАГОТОВКИ И ПРИПУСКИ
НА МЕХАНИЧЕСКУЮ ОБРАБОТКУ
Заготовкой называют отливку, поковку, прокат, которые подвергаются последующей обработке для получения
готовой детали. До начала обработки такую заготовку
обычно называют черновой. При разработке технологического процесса одной из первых решается задача о выборе
заготовки.
14
Основные факторы, влияющие на выбор заготовки,
следующие:
1) материал детали, его свойства и технологические
характеристики;
2) конструкция детали, ее геометрическая форма и
размеры;
3) объем выпуска деталей;
4) наличие на заводе оборудования для получения
заготовки;
5) требуемая точность получения заготовки, а также
особые требования, предъявляемые к детали при ее работе
в машине (взрывобезопасность, износостойкость и т.д.);
6) время, необходимое для подготовки производства
заготовок (изготовление штампов, моделей, пресс-форм).
В общем случае обработка заготовок включает четыре операции: обдирочную (черновую); чистовую; шлифовальную и финишную. При любой из этих операций происходит съем металла или припуска.
Припуском на обработку поверхности называют избыточный слой металла (сверх чертежного размера детали), который оставляется на снятие режущим инструментом при механической обработке заготовки.
Общим припуском на обработку называют слой материала, который должен быть удален в результате выполнения всех предусмотренных технологическим процессом
операций механической обработки. Общий припуск равен
сумме операционных (переходных) припусков: г =
В величину припуска, снимаемого при первых черновых операциях, входит также дефектный слой, величина которого составляет для поковок 1,5-3 мм, штамповок
0,5-1,5 мм, горячего проката 0,5-1 мм, отливок из серого
чугуна 1-2 мм, стального литья 1-3 мм. Кроме припусков
для каждой операции назначаются и допуски на припуск
по операциям. Таким образом, например, для наружных
размеров размер заготовки
15
+ TD),
При назначении припусков на заготовку необходимо
учитывать шероховатость поверхности черновой или уже
предварительно обработанной заготовки, дефектный слой
металла на ней, погрешность установки и базирования
деталей и суммарное отклонение формы и взаимного расположения обрабатываемой поверхности относительно базовой.
Различают несколько способов определения припусков на механическую обработку.
Нормативный способ заключается в том, что
по
нормативам (например, ГОСТ на отливки, поковки) назначают операционные припуски z on и общий припуск г о б щ .
Этот способ дает большое усреднение.
Расчетно-аналитический метод учитывает конкретные условия выполнения технологического процесса обработки и позволяет получать более точные значения припусков. Припуск здесь является функцией от шероховатости поверхности Rz, толщины дефектного слоя Т, пространственного отклонения формы р, погрешности установки детали при обработке Е.
В зависимости от формы обрабатываемой поверхности и вида обработки для определения величины операционного припуска используют следующие выражения для
тел вращения и плоских деталей соответственно
для финищных или отделочных операций и полирования
соответственно
где Та - величина дефектного слоя.
16
6. ЭЛЕМЕНТЫ РАЗРАБОТКИ
ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ
(МЕХАНИЧЕСКОЙ ОБРАБОТКИ) ДЕТАЛИ
Для того чтобы начать разрабатывать технологический процесс, необходима первичная информация. Исходными данными являются чертеж детали и технические
условия (для детали в чертеже и сборочных единиц), спецификация, годовая программа. На основании полученной
первичной информации приступают к разработке маршрута изготовления детали для ориентировочного определения
типа производства.
Разработка маршрута изготовления состоит из четырех этапов:
1. Определение вида заготовки (из проката, литая,
поковка, комбинированная, штампованная и т.п.) и типа
производства.
Тип производства можно ориентировочно определить
по следующим данным:
Тип производства
Масса детали т., кг
Размер партии N
mN
Мелкосерийное
Серийное
Массовое
<20
20-100
>100
20
20-100
30-40
<400
400-10000
>3000
2. Разработка маршрута обработки идеальной детали. В- общем случае маршрут обработки может состоять из
следующих пунктов:
1) термообработка (для снятия внутренних напряжений и твердости);
2) предварительная механическая обработка на токарных или обдирочно-шлифовальных станках (при изготовлении крупных валов после получения кованых заготовок их обдирают, что уменьшает транспортные расходы);
17
3) термообработка, как правило, для придания материалу заготовки заданных механических свойств;
4) механическая обработка (черновая и чистовая);
5) химико-термическая или термическая обработка;
6) шлифование;
7) отделочные операции (притирка, хонинговапие,
суперфиниш).
3. Ориентировочный выбор режимов и норм времени. Определение коэффициента повторяемости и уточнение
типа производства.
4. Разработка операционной технологии непосредственно для
каждой
конкретной
детали
по схеме:
1) последовательность операций; 2) выбор оборудования;
3) выбор оснастки (приспособления, режущий и мерительный инструмент); 4) выбор или расчет режимов резания;
5) определение норм времени; 6) выбор рационального (оптимального) технологического процесса после анализа нескольких возможных вариантов; 7) уточнение операционной технологии для оптимального варианта.
6.1. Элементы рабочего времени
и норма штучного времени
Технически обоснованная норма времени служит
критерием для проверки расчетом правильности выбранного варианта технологического процесса.
Рабочее время состоит из следующих элементов: Т0 основное время, связанное с основной работой, при которой
происходит изменение размеров, формы или свойств детали; T 0 . B - оперативно-вспомогательное время, не связанное
с основной работой, но необходимое для ее выполнения
(включить, закрепить, снять); Т 0 б - время на обслуживание рабочего места (уборка, смазка, осмотр станка,
18
регулировка и настройка станка); Т п а - подготовительнозаключительное время (получение наряда, сдача продукции, получение чертежей).
Расчет себестоимости детали, а также годовых и месячных программ для станочных участков производится по
так называемому штучно-калькуляционному времени Т ш . к ,
получаемому как сумма подготовительно-заключительного
времени Т п . 3 , деленного на величину партии деталей, и
собственно штучного времени Т ш х :
Тшт + Tn,3/N = Та + Т0.в + Таб + Тп
п
+ Тп 3/N',
где Тн_п - время нормированных перерывов.
Величина подготовительно-заключительного времени обычно не превышает 10-20 мин на партию. В связи с этим при техническом нормировании подробному расчету подлежат только Т 0 и Т о в . Остальные элементы
штучного времени берутся упрощенно в процентах от основного времени: Т0б + Т и п = 4т12 % Т 0 (мелкосерийное
производство), Т0б + Т н „ =4т19 % Т 0 (серийное производство). В каждом конкретном случае данные уточняются по
нормативным справочникам.
В настоящее время используют три основных способа нормирования:
1. Аналитический способ на основе разработки
подробнейшего технологического процесса,
включая
приемы (включить, выключить, замерить деталь) и аналитико-исследовательский способ (с применением хронометража рабочего времени).
2. Опытно-статистический (нормативный) метод (по
нормированным показателям для различных режимов обработки поверхностей деталей и времени, необходимому
для этого).
19
3. Суммарно-сравнительный метод (метод экспертных оценок), применяемый обычно в индивидуальном и
мелкосерийном производстве.
6.2. Типизация и групповая обработка деталей
Объем выпускаемых на крупносерийных и массовых
производствах деталей составляет от 10 до 15 % от общего
объема деталей, выпускаемых по стране. В горном машиностроении около 50 % всего объема выпускаемой продукции приходится на мелкосерийное и серийное производство.
Несмотря на разнообразие форм, размеров и требований, предъявляемым к деталям, изготовляемым на заводе, их можно классифицировать, относя каждую деталь к
определенному классу либо типу. Например:
Класс
Валы
Подкласс
Гладкие
Ступенчатые
Вид
Односторонн ие
...
Тип
еП
Двусторонние
х
Вал ступенчатый, односторонний с отверстием в малой ступени.
Обычно выделяют пять классов деталей: валы, втулки, плоскостные детали, корпусные детали и зубчатые колеса.
Такая классификация позволяет разрабатывать технологический процесс не для отдельно взятой детали, а для
данного типа деталей, т.е. типовой технологический процесс.
20
Под типом понимают совокупность деталей, характеризующихся конструктивно-технологичной общностью,
на которую может быть разработан единый технологический процесс. Типизация технологических процессов заключается в типизации деталей, т.е. в распределении их
на классы, подклассы и группы (типы) по принципу схожести технологических процессов.
Групповая обработка основана на том, что из всей
номенклатуры изготовляемых изделий выделяют детали из
разных классов, подклассов и типов и разрабатывают технологический процесс, основанный на общности технологического оборудования. Таким образом, происходит частичный переход к серийному и крупносерийному типам
производства с применением универсального и специального оборудования.
Типизация технологических процессов и групповой метод обработки позволяют упорядочить методику
разработки процессов, внося единообразие в процесс обработки деталей, сходных по их технологическим признакам,
сокращает цикл подготовки производства, снижают себестоимости продукции.
7. ВИДЫ И ТОЧНОСТЬ ОБРАБОТКИ
Необходимую точность обработки, отвечающую требованиям данного класса точности (квалитета), можно получить различными способами. Так, например, валы 6-го
квалитета точности получают последовательным
шлифованием: черновым (предварительным) и чистовым (окончательным) после предварительной токарной обработки.
Любой тип обработки имеет свой предел по точности, так называемую достижимую точность. Достижимой
принято называть точность, которая может быть получена
при обработке деталей высококвалифицированным рабо21
чим на станке, находящемся в безукоризненном состоянии,
при неограниченном запасе времени и труда.
Экономической точностью определенного метода обработки называется точность, получаемая в нормальных
производственных условиях при использовании исправного
оборудования, инструмента стандартного качества и выполняемая рабочим средней квалификации при затратах
времени и средств, не превышающих затраты при других,
сопоставимых методах обработки.
Ниже приведена таблица способов обработки с указанием экономически целесообразных квалитетов и шероховатости (в скобках дана средняя экономическая точность).
Способы обработки поверхностей деталей
Способ обработки
Точение:
черновое
чистовое
тонкое
Обработка
центровым инструментом:
сверление
зенкерование
(предварительное,
чистовое)
развертывание
(черновое,
предварительное,
чистовое)
Квалитет
Величина
шероховатости поверхности R a ,
мкм
10-14 (12)
8, 9
7-9
10-80 (20)
1,25-2,5
0,32-1,25
10-14
9-10
10-20
1,25-5
6-9
0,32-1,25
22
Примечание
Продолжение
Способ обработки
Протягивание:
предварительное
окончательное
Квалитет
Величина
шероховатости поверхности
i? a , мкм
7 9
6-7
0.32-0,63
0,08-0,32
Фрезерование:
черновое
чистовое
10-12
7(6)-8
5-10
(0,32) 0,631,25
Строгание:
черновое
чистовое
12-14
9-10
20-40
2,5-5
8-9
1,25-2,5
10-14
7-8
6-7
5-6
5-10(20)
0,63-2,5
0,16-0,63
0,04-0,16
6
0,32-016
8
5-7
-
До 0,32
0,32-0,025
0,012-0,008
-
0,31-0,01
Долбление
Шлифование:
обдирочное
черновое
получистовое
чистовое
Отделочные операции:
алмазное точение
хонингование
притирка (доводка)
суперфиниш (сверхдоводка)
полирование
23
таблицы
Примечание
Только для закаленной стали. Цветные
металлы обычно не
шлифуют из-за "засаливания"
шлифовального круга
Обычно для обработки цветных металлов
и чугуна
Обычно после притирки, к повышению
точности не приводит
К повышению точности не приводит, для
уменьшения шероховатости поверхности
Окончание
Способ обработки
Квалитет
Величина
шероховатости поверхности
R a , мкм
таблицы
Примечание
0,08
Обработка поверхностно-пластическим
деформированием
(ППД):
дорнование
обработка шариками или роликами
алмазное выглаживание
обработка дробью
виброобработка)
(создание специального рельефа)
Для
повышения
прочности поверхностного слоя, усталостной прочности детали и улучшения
качества
поверхности, к повышению
точности не приводит
8. ОСНОВНЫЕ СВЕДЕНИЯ ИЗ ТЕОРИИ
БАЗИРОВАНИЯ
Базирование - придание заготовке или изделию требуемого положения относительно выбранной системы координат (ориентирование).
База - поверхность или выполняющие ту же функцию сочетания поверхностей, оси, точки, используемые для
базирования.
Технологическая база - база, используемая для определения положения заготовки или изделия в процессе
изготовления.
24
Конструкторская база - база для определения положения детали или сборочной единицы в изделии, а также
база, относительно которой на чертеже координируется положение другой поверхности посредством простановки на
нем конструкторского размера.
Приспособления необходимы для закрепления заготовки на станке и обеспечения требуемого для данной
операции взаимного расположения станка, заготовки и
режущего инструмента.
Основным назначением приспособлений является
повышение производительности и точности обработки.
Лишь в отдельных случаях приспособление предназначается для расширения технологических возможностей станка.
Перечислим основные элементы приспособления:
1) корпус, на котором монтируются все остальные
элементы;
2) опорные элементы, с которыми соприкасаются базовые поверхности (или их элементы) заготовки при установке ее в приспособлении;
3) зажимные устройства, приводимые в действие либо вручную, либо от электро-, пневмо- или гиропривода;
4) элементы для координации и направления инструмента (кондукторные и направляющие втулки, установы
для фрез и копиры);
5) элементы, обеспечивающие точное расположение
приспособления на станке (шпонки или специальные выступы);
6) делительное устройство.
В конкретном приспособлении может не быть некоторых элементов или они могут быть совмещены; так, в
ряде приспособлений отсутствуют делительные устройства.
Наиболее часто приспособления классифицируются
по группам станков и степени специализации. По степени
специализации приспособления делятся на пять групп:
25
1) универсально-безналадочные
приспособления
(тиски, трехкулачковые самоцентрирующие патроны и
'•т.д.);
2) неразборные специальные приспособления, предназначенные для обработки детали одной конструкции и
. размеров; как правило, в массовом и крупносерийном производствах.
3) универсально-наладочные приспособления с постоянной частью и сменными наладками, что позволяет
обработать несколько сходных между собой деталей; используются в серийном производстве;
4) универсально-сборные и сборно-разборные приспособления, комплектующиеся из нормализованных обратимых деталей и узлов; по истечении надобности разбирают на составные элементы, которые могут быть использованы многократно;
5) специализированные
наладочные
приспособления - специальные приспособления с элементами, допускающими их регулировку, позволяющие обрабатывать ряд
деталей одной технологической группы.
Каждое приспособление должно обеспечить выполнение всех функций, обусловленных операцией. Среди них
главной является базирование заготовки, т.е. придание ей
требуемого положения в приспособлении.
Любое твердое тело имеет шесть степеней свободы.
Чтобы придать заготовке вполне определенное положение в
приспособлении, необходимо и достаточно иметь шесть
опорных точек в виде точек контакта баз с опорными элементами, лишающих заготовку всех шести степеней свободы.
Опорные точки реализуются различными конструкциями опорных элементов. Число баз при этом должно
быть равно трем.
Число опорных точек, меньшее шести, в принципе
допустимо и определяется операцией и, в первую очередь,
26
числом выдерживаемых на ней исходные, размеров и схемой их расположения к осям координат, что определяет
количество баз, необходимых для базирования заготовки.
Примером базирования по одной базе может служить базирование детали на плоскости магнитной плиты
шлифовального станка. Здесь заготовка лишается трех степеней свободы и во время обработки удерживается магнитными силами.
При базировании валика цилиндрической базой на
призму, а торцом на опорный штырь мы имеем также пять
связанных степеней свободы. Этот способ может
быть
применен на операции по изготовлению шпоночных пазов либо снятию лыски на валике.
Существует четыре принципа выбора технологических баз, которые необходимо учитывать при разработке
технологического процесса и при проектировании приспособлений:
1) желательность совладения конструкторских и
технологических баз;
2) минимизация числа таких технологических баз,
выполнение которых не требуется в конструкции деталей
при выполнении ими своих функций (например, центровочные отверстия);
3) однократное использование черновых {необработанных) поверхностей;
4) выбор в качестве технологической плоскости при
прочих равных условиях базы с наибольшими геометрическими размерами для более надежного закрепления детали
на станке.
8.1. Зажимные устройства приспособлений
и их элементы
Принцип действия и конструкция зажимного устройства выбирается, исходя из конкретных условий выполнения операций: типа производства, величины сил резания, конструктивных особенностей заготовки; типа станка и т.д. Надежность закрепления проверяется расчетами,
выполняемыми на стадии проектирования.
Винтовые зажимные устройства ограничиваются
усилиями Р, которые может приложить рабочий: не более
200 Н. Взаимосвязь между усилием рабочего и силой прижима N, развиваемого зажимом, определяется выражением
N = 2Pl/[dtg(a
+<р)],
где I - плечо поворота; d - диаметр резьбы; а - угол подъема витка резьбы; ср - угол трения.
Для того чтобы клиновой зажим был работоспособным, необходимо, чтобы угол контактирующих между собой клиньев, являющихся основой таких зажимов, был
больше угла трения этой кинематической пары.
Усилие, развиваемое эксцентриковым зажимом,
N -
1Р/2е,
где е - эксцентриситет.
В зависимости от схемы рычажного зажима усилие
прижатия N будет определяться соотношением плеч рычагов, составляющих данный зажим.
На практике встречаются приспособления, в которых заготовка закрепляется одновременно с нескольких
сторон. При этом закрепление может производиться посредством одного зажимного устройства многократного
действия или автономным устройством на каждом месте
закрепления.
28
Рис.4
Силовые механизмы с пластинчатыми пружинами
применяют в приспособлениях для базирования и закрепления заготовок с цилиндрическими базами. Здесь при
приложении осевой силы Р происходит приращение наружного посадочного диаметра пружины (0,1-0,4 мм) за
счет выпрямления лепестков пластинчатых пружин.
Широко используются механизированные зажимные
устройства. Наибольшее распространение получили пневматические зажимы. По типу привода они делятся на
пневмоцилиндры (рис.4,а) и пневмокамеры (рис.4,б). Первые позволяют осуществлять большие перемещения, но
для создания больших усилий для них требуются большие
размеры. Достоинством вторых является малый расход и
малые утечки, но с их помощью возможны лишь малые
перемещения.
Гидроцилиндры имеют малый вес и малые размеры,
создают большие усилия, но требуют специальных маслостанций.
29
Совместив пневмосистему (пневмоцилиндр), которая
есть на любом заводе, с силовым гидроцилиндром получим
зажим с пневмогидроприводом (рис.4,в).
Магнитные зажимные устройства бывают на постоянных магнитах и электромагнитные. При реализации закрепления на магнитном столе с использованием постоянных магнитов возникают трудности
автоматического
управления таким столом. При использовании электромагнитов вопрос управления значительно упрощается, однако
ситуация аварийного отключения питания ведет к мгновенному откреплению заготовки.
8.2. Направляющие элементы приспособлений
В зависимости от конкретных условий обработки,
элементы, применяемые в приспособлениях для направления и координации инструмента, могут выполнять различные функции. В одних случаях они только предотвращают
увод инструмента во время работы, в других выполняют
одновременно две функции: предотвращают увод инструмента и придают ему требуемое расположение.
Втулки, в которых режущий инструмент направляется рабочей частью, называют кондукторными. Они применяются при обработке отверстий стандартными инструментами: сверлами, зенкерами, развертками.
Наиболее широко применяемые конструкции кондукторных втулок стандартизованы. Различают три вида
стандартных втулок: постоянные, сменные и быстросменные. Постоянные применяются, когда отверстие
на операции обрабатывается лишь одним инструментом (сверлом или зенкером). Сменные втулки также используются
при обработке отверстий только одним инструментом, но
в тех случаях, когда необходима сравнительно частая их
замена вследствие износа (крупносерийное производство).
30
Быстросменные втулки, как и сменные, устанавливают в основные (постоянные) втулки по посадкё • Нб/ё'б
или H7/g6. Применяют их, когда в процессе операции отверстие обрабатывается последовательно несколькими инструментами (сверлом, зенкером, разверткой). Для направления каждого из инструментов используется своя быстросменная втулка.
Установы для фрез бывают стандартные и специальные. Координация фрез по установам производится при
помощи стандартных щупов, плоских и цилиндрических.
Плоские щупы изготавливают толщиной 1,3 и 5 мм, а цилиндрические диаметром 3 и 5 мм.
9. ОБРАБОТКА ТИПОВЫХ ДЕТАЛЕЙ МАШИН
В машиностроении имеются несколько специфических классов деталей, которые имеют общность механической обработки: корпусные и плоскостные детали, валы,
втулки, зубчатые колеса.
9.1. Валы
Детали, имеющие форму тел вращения, длина которых больше диаметра, называют валами. Точность изготовления диаметров валов обычно соответствует 6-9-му
квалитету точности, а точность изготовления длины соответственно 10-14-му квалитету. Отклонения от цилиндричности не превышают 60 % поля допуска, а допускаемая
величина биения определяется требованиями, предъявляемыми к работе машины. Шероховатость поверхностей
должна находиться в пределах 0,32-1,25 (2,5) Ra.
31
Материалом, наиболее часто применяемым для валов, является улучшаемая или цементируемая сталь, качественная или легированная. Кроме того, валы изготавливают из чугуна (распределительные валы ДВС), цветных
металлов и сплавов.
Обычно валы классифицируют по следующим признакам:
1) по конструкции - на гладкие, ступенчатые (одноступенчатые, двухступенчатые, многоступенчатые);
2) по массе - на легкие (диаметр менее 40 мм), средние (диаметр 40-150 мм), тяжелые (диаметр более 150 мм,
масса более 1 т);
3) по жесткости - на жесткие (l/d < 4), средней жесткости (4 < l/d < 1 1 ) , нежесткие ( l / d > 11), где I и d длина и диаметр вала.
Валы средней жесткости обрабатываются с дополнительной опорой (центр задней бабки), а нежесткие - еще и
с дополнительной опорой в виде люнета.
Обработка валов начинается с получения технологических баз путем подрезки одного торца и зацентровки с
последующим перезакреплением детали и повторением переходов.
Такая технология обычна в единичном, мелкосерийном и серийном производствах.
В крупносерийном и массовых производствах подрезка торца и зацентровка производится на специальном
оборудовании - фрезерно-центровальных станках. Деталь
закрепляется в тисках, торцуется при помощи торцевых
фрез, а центруется комбинированными сверлами. При зацентровке тяжелых валов одного закрепления в кулачковом патроне недостаточно из-за большой составляющей силы веса. Поэтому необходимо поддерживать консольный
конец вала при помощи люнета. Так как использование
последнего возможно только при наличие чистовой поверхности, люнет устанавливают на кольцо, надетое на
32
черновую поверхность вала. Затем производят подрезку
торца и проточку для закрепления в патроне, центровку и
как можно ближе к кулачкам обязательно делают проточку для установки люнета при центровке второго торца.
Центровку можно осуществлять на сверлильнотокарном станке. В этом случае сначала засверливают Центровочные отверстия, а затем подрезают торец, используя
специальный полуцентр.
Технология подрезки торца и получения центровочных отверстий на горизонтально-расточном станке такова:
фрезерование торца, центровка, поворот станины на 180°,
фрезерование второго торца и центровка.
>
Рис.5
На втором этапе обрабатывают цилиндрические поверхности валов (рис.5, поверхности 2 и 1). Как правило,
ступенчатые двусторонние валы обрабатываются за четыре
установа. Технологической задачей черновой обработки является снятие излишнего слоя металла и дефектного слоя.
Для устранения погрешностей расположения
поверхностей, полученных после черновой обработки (бой патрона,
33
погрешности установки), обеспечения необходимой чистоты обработки при чистовых установах вал обрабатывается
в центрах с использованием поводкового патрона.
Обработка валов на револьверных станках имеет
свои особенности. В качестве заготовки используется пруток. Технология обработки такова: 1) в цанговом зажиме
подрезается торец заготовки для получения технологической базы; 2) пруток выдвигается до упора, установленного в одной из позиций револьверного станка; 3) вал обрабатывается' установленными резцами, затем отрезным резцом отделяют обработанную деталь от прутка-заготовки.
При обработке валов средней жесткости на револьверных cTaHKax(i/d > 4) против резца устанавливается ролик, двигающийся синхронно с резцом.
Основное время
Т0 =
Zli/ins),
где в числителе дана суммарная длина всех переходов,
включая проходы; п - число оборотов шпинделя в минуту.
При установке двух резцов
T 0 =i/(ns-2).
Рис.6
34
Многорезцовые станки применяются при черновой
и получистовой обработке деталей средней жесткости и жестких (рис.6, где 1-4 - резцы многорезцового инструмента).
При обработке нежестких деталей широкое распространение получили копировальные станки. По механическим копирам обрабатывают плавные переходы от одной
поверхности к другой.
При обработке ступенчатых валов используют гидравлические копиры, они имеют более мягкую характеристику за счет использования точных золотниковых систем.
При использовании гидрокопиров можно добиться заданного закона движения, что позволяет обрабатывать и поверхности уступов, расположенных под углом 90° относительно друг к другу.
9.2. Обработка дополнительных поверхностей
К дополнительным поверхностям относят шпоночные пазы, шлицы и резьбы, плоскости, лыски. Плоскости
и лыски на валах фрезеруются на фрезерных станках или
строгаются на строгальных. Радиальные отверстия сверлятся на сверлильных станках.
9.2.1. Обработка
шпоночных
пазов
Шпоночные пазы фрезеруются после окончательной
обработки цилиндрических поверхностей точением. Применяется
несколько способов фрезерования шпоночных
пазов.
Фрезерование шпоночного паза дисковой фрезой способ производительный, но не совсем точный. Дисковой
фрезой изготавливают шпоночные пазы для обычных
призматических и для сегментных шпонок.
35
При помощи пальцевой фрезы можно изготавливать
шпоночные пазы под призматические шпонки с предварительным засверливанием отверстия. Точность обработки
таких пазов мала.
Фрезерование паза специальной двухперой (трехперой) пальцевой фрезой с маятниковой подачей - наиболее
точный и производительный способ. Паз фрезеруется за
несколько проходов, перед каждым из которых шпиндель
автоматически углубляется на 0,2-0,4 мм. Время обработки
шпоночного паза
где d - диаметр фрезы; t - вертикальная подача шпинделя;
h - глубина шпоночного паза.
Шпоночные канавки в отверстиях ступиц зубчатых
колес, шкивов и других деталей обрабатываются в индивидуальном и мелкосерийном производствах на долбежных
станках, а в крупносерийном и массовом производствах их
получают протягиванием на горизонтально-протяжных
станках.
9.2.2. Обработка
шлицевых
соединений
Шлицевые соединения выполняют с высокой степенью точности, что совершенно исключает пригонку при
сборке. В зависимости от типа центрирования различные
поверхности шлицевого соединения обрабатываются с разной точностью. Метод центрирования по наружному диаметру технологически более прост.
Технологический процесс обработки шлицевого вала
состоит из следующих основных операций: токарная обработка вала; обработка шлицев; термическая обработка;
шлифование внешних поверхностей; шлифование элементов шлицов.
36 .
На валах шлицы можно нарезать дисковыми и фасонными фрезами на горизонтально-фрезерных станках
(метод копирования). Здесь профиль впадины определяется
профилем фрезы.
Производительность этого способа мала, а точность
недостаточна (погрешность деления, износ режущего инструмента, погрешность профиля).
Наиболее точным и производительным является
фрезерование шлицов способом обкатки при помощи шлицевой червячной фрезы. Способ основан на том, что профиль шлицевой поверхности не является копией профиля
режущего инструмента, а образуется в процессе обкатывания инструмента по заготовке, при этом движение инструмента (червячной фрезы) и заготовки согласуются между
собой через редуктор. Внутренние шлицы получают на зубодолбежных станках и протягиванием на горизонтальнопротяжных.
9.2.3. Обработка резьбовых
поверхностей
и винтовых
Обработка резьбовых и винтовых поверхностей сопряжений осуществляется со снятием стружки (нарезание
резьбы режущими или абразивными инструментами на металлорежущих станках) либо способом пластической деформации заготовок без снятия стружки (накатыванием
или выдавливанием резьбы).
Нарезание резьбы круглыми плашками производится на станках токарной группы или вручную.
Нарезание наружных резьб на токарно-винторезных
и револьверных станках профильными резцами проходит
за 5-20 проходов. Необходимо отметить как универсальность метода,так и его невысокую точность.
37
Нарезание резьбы фрезерованием осуществляется на
резьбофрезерных станках или при помощи дисковых и гребеночных фрез.
Гребеночные фрезы применяют при фрезеровании
метрической, дюймовой или трапецеидальной резьбы небольшой длины с малым шагом. Резьба получается на всей
поверхности детали за один-два оборота.
При нарезании резьбы фрезерованием необходимо
применять смазочно-охлаждающие жидкости.
В единичном или мелкосерийном производстве вместо резьбофрезерования применяют вихревое нарезание
резьбы. При вихревом нарезании изделие медленно вращается, а один из резцов, закрепленных в быстро вращающейся головке, периодически приходит в соприкосновение
с обрабатываемой поверхностью.
Точную резьбу ответственных режущих и измерительных инструментов (метчики, резьбовые калибры),.ответственных деталей горных машин после термической обработки шлифуют.
В массовом и крупносерийном производстве широко
применяется накатывание резьбы болтов, шпилек и других
деталях. Это наиболее производительный способ, позволяющий получить резьбу высокой точности.
Внутреннюю резьбу можно нарезать резцами, метчиками, фрезерованием резьбовыми фрезами. Нарезание
резцами из-за низкой производительности применяется
только в мелкосерийном производстве и при изготовлении
инструмента. Резьбу в отверстиях диаметром до 52 мм чаще всего нарезают метчиками.
9.2.4. Способы отделки поверхностей
валов
вращения
Отделку наружных поверхностей валов можно производить тонким обтачиванием,
тонким фрезерованием,
протягиванием, шлифованием и другими способами.
Шлифование - наиболее распространенный способ
окончательной обработки точных поверхностей вращения.
Для валов применяют круглое наружное и бесцентровое шлифование, обычно разделяемое на предварительное и чистовое.
Шлифование способом продольной подачи рекомендуется применять при обработке поверхностей большой
длины.
Шлифование поперечной подачей отличается высокой производительностью, особенно при обработке профильным кругом или набором (восемь-десять) кругов, когда одновременно шлифуются несколько шеек вала.
Комбинированный способ применяется при обработке как шейки, так и торца вала. В нем объединены и продольные и поперечные подачи.
При бесцентровом шлифовании отпадает необходимость в центрировании детали (рис.7). Ее располагают на
Рис.6
39
специальном столе между двумя абразивными кругами. В
качестве приводного используется медленно вращающийся
абразивный круг 1. Круг 2 является режущим, а его скорость i>2 > : > i>i = Чц> г Д е °д ~ скорость детали. При этом
расстояние между поверхностями кругов равно диаметру
чистового размера.
Для осуществления осевой подачи заготовки режущий круг устанавливают под небольшим углом к оси приводного круга, вследствие чего возникает осевая составляющая, которая и передвигает деталь в осевом направлении.
Хонингование заключается в обработке поверхностей
абразивными брусками, помещенными в колодки. Такой
способ обработки применяется для отделки пневмоцилиндров и цилиндров двигателей внутреннего сгорания.
Суперфиниш состоит в том, что с поверхности вращающейся детали металл снимается весьма мелкозернистыми абразивными брусками, медленно перемещающимися вдоль образующей обрабатываемой поверхности; одновременно бруски совершают короткие (2-3 мм) возвратнопоступательные движения. Через 20-30 с после начала
процесса снятие металла заканчивается. В качестве смазки
и охлаждающей жидкости используется керосин. При суперфинише может быть достигнута очень высокая степень
чистоты обработки: 0,08-0,008 /?„.
Притирка наружных поверхностей вращения производится особым инструментом - притиром с нанесенной на
его поверхность пастой из мелкого абразивного порошка,
смешанного со связующей жидкостью. Лучшие результаты
по производительности дает применение пасты ГОИ. Притиркой можно достигнуть точности размеров вплоть до 5-го
квалитета точности и чистоты поверхности не ниже
0,06 Ra.
Полирование осуществляется кругом из войлока,
парусины, фетра или кожи с нанесенным на него мелко40
зернистым абразивным порошком, смешанным со смазкой.
Полированием достигается высокая чистота поверхности,
но не обеспечивается высокая точность и не исправляются
погрешности формы.
В качестве отделочных операций можно применять
способы ППД: обработку шариками, роликами, дробью,
чеканку и ряд других. После обработки ППД несколько
повышается шероховатость; в поверхностном слое образуется наклеп (остаточное сжимающее напряжение), вследствие чего повышается усталостная прочность.
Для повышения усталостной прочности деталей,
применяемых в тяжелых эксплуатационных условиях, используют наклеп центробежными упрочнителями.
Упрочнение чеканкой заключается в ударном действии инструмента бойка по упрочняемой поверхности и ее
пластическом деформировании. Чеканку используют для
упрочнения галтелей валов, сварочных швов, зубчатых колес. При чеканке глубина наклепа может достигать нескольких десятков миллиметров.
Обкатка проводится путем перемещения одного или
нескольких свободно вращающихся роликов или шариков
по обрабатываемой поверхности под давлением. Ролики и
шарики изготовляют из стали типа У10, Х В Г , Ш Х 1 5 ,
5ХНМ и др. с термообработкой до HRC = 55-М30, шероховатость их рабочих поверхностей R a < 0,16 мкм. Радиусы закругления рабочего профиля роликов и диаметры шариков 4-12 мм. Однороликовые приспособления для обкатывания изготовляют на усилие 2,5; 5; 10; 20 и 40 кН. Приспособления устанавливаются на суппорте токарного
станка взамен резца. Основной их недостаток - одностороннее воздействие на деталь. Поэтому для отделочноупрочняющих операций используют трехроликовые приспособления с расположением роликов через 120° .
Усилия упрочнения создаются пружиной, грузом,
пневмо- или гидроцилиндром. Скорость обкатывания v =
41
= 3 0 f l 0 0 м/мин при частоте подачи 0,1-0,8 мм" 1 . Глубина
наклепного слоя находится в пределах 0,02-0,1 d.
Ротационное обжатие относится к наиболее прогрессивным методам чистовой обработки незакаленных наружных поверхностей путем их пластического деформирования
обкатывающими роликами. Его применение для деталей
большой длины позволяет в 4-6 раз повысить производительность
труда,
получить
чистоту
поверхности
0,32-0,04 Ra и обеспечить более высокую износостойкость
деталей по сравнению с чистовой обработкой абразивными
методами.
Дорнование - способ окончательной отделки отверстий, обеспечивающий точность и высокую степень чистоты обработки, а также вследствие наклепа упрочнение поверхностного слоя.
Операция дорнования выполняется на горизонтально-протяжном станке при помощи протяжки, состоящей из
сменного ролика, изготовленного из стали 9ХС с закалкой
и последующим хромированием, оправки и хвостовика.
Предварительные операции дорнования производятся роликом, диаметр которого на 100-200 мкм меньше диаметра
чистового ролика.
Калибрование отверстий малых и средних размеров эффективный способ чистовой обработки деталей, обеспечивающий высокий эксплуатационный эффект повышения
прочности, износостойкости, качества подвижных и неподвижных посадок. Особенно эффективен этот способ при
твердости поверхности менее 45 HRC.
9.3. Технология обработки деталей типа втулок
Технология обработки втулок и выбор, применяемого
оборудования зависят в основном от вида заготовок. Для
втулок с отверстием диаметром до 20 мм применяют прутки, для втулок с отверстием диаметром более 20 мм цельнотянутые трубы или литые заготовки с отверстиями.
Заготовки для втулок из металлокерамических материалов
и пластмасс получают прессованием и спеканием.
При обработке втулок из прутка придерживаются
преимущественно следующего технологического маршрута:
1) тоКарно-револьверная операция (рис.8): подрезка
торца у прутка, подача прутка до упора, зацентровка под
сверление, сверление отверстия и обтачивание наружной
поверхности, растачивание (зенкерование) отверстия и обтачивание наружной поверхности со снятием фасок на свободном торце, предварительное развертывание, окончательное развертывание, отрезка;
2) снятие фасок на вертикально-сверлильном или
токарном станке;
Рис.6
43
3) сверление смазочного отверстия на вертикальносверлильном станке;
4) нарезание смазочных канавок;
5) шлифование поверхностей.
При обработке втулок из трубы вместо сверления
производится зенкерование или растачивание отверстия.
При обработке втулки из отливки или поковки рекомендуется следующая технология:
1) зенкерование отверстия и снятие фаски в отверстии на вертикально-сверлильном станке;
2) протягивание отверстия на горизонтально-протяжном станке со сферической самоустанавливающейся
шайбой, так как торец втулки не обработан;
3) обтачивание нарезной поверхности, подрезка торцов и снятие фасок, как правило, на токарном многорезцовом полуавтомате (операция проводится с базированием по
отверстию на разжимной оправке или напрессовкой втулки
на цилиндрическую оправку);
Рис.6
44
4) чистовое обтачивание нарезной поверхности на
токарном станке, если наружная поверхность гладкая, и
многорезцовом автомате, если ступенчатая (операция проводится на оправке).
При обработке небольших партий применяется универсальное оборудование. Обычно внутренняя поверхность
втулки является базовой и связана с наружной поверхностью допуском биения или соосности. Технологический
процесс обработки в этом случае имеет следующую последовательность (рис.9):
1) черновая токарная обработка торца 1 и получение
поверхностей 2 и 3, причем поверхность 4 может быть как
черновой, так и предварительно обточенной (рис.9,а);
2) черновая токарная обработка торца 5 и поверхности 4, а при необходимости поверхности 6 (рис.9,б);
3) чистовая обработка поверхностей 1 и 2, снятие
внутренних фасок;
4) чистовая обработка поверхностей 3 и 4. Втулка
базируется поверхностью 2 на оправке (рис.9,в).
9.4. Обработка плоских поверхностей
Предварительную обработку поверхностей чаще всего производят строганием или фрезерованием. Этими ж е
способами часто осуществляют и чистовую обработку.
Строгание плоскостей во многих случаях менее производительно, чем фрезерование, так как работа ведется однолезвийным инструментом на умеренных режимах резания и
наличие холостых ходов значительно увеличивает время
обработки.
Строгальные станки широко применяются в индивидуальном и мелкосерийном производствах. Операции на
строгальных станках состоят из черновой обработки, при
которой снимается большая часть припуска, и чистовой,
45
обеспечивающей правильную форму и чистоту поверхности.
Разновидностью строгания является долбление, которое выполняется на долбежных станках. Долбежные
станки в основном применяются в индивидуальном и мелкосерийном производствах для обработки поверхностей
сложных конфигураций (прямоугольных окон, шпоночных
пазов и т.д.)
При глубине резания от 3 до 8 мм и подаче 1-1,2 мм
на двойной ход стола станок может обеспечить чистоту поверхности, соответствующую 10 Ra, при меньшей глубине
резания можно получить чистоту до 5 Ra. При чистовом
строгании широкими резцами получают поверхность чистотой до 0,63 JRn. В среднем скорость резания для чугунного литья 30-35 м/мин, для стального - 24-30 м/мин.
Фрезерование является наиболее производительным
методом обработки плоских и фасонных поверхностей.
Скорости резания при чистовом фрезеровании для
фрез из быстрорежущей стали при обработке стали
60-160 м/мин, чугуна 40-60 м/мин. Скорость резания для
фрез, армированных твердым сплавом, в 4-5 раз выше.
Основное время при цилиндрическом и торцовом
фрезеровании
Т0 =1,
/(szzn),
где sz - подача фрезы на один зуб; г - число зубьев фрезы.
В качестве отделочных операций при обработке плоских поверхностей обычно используют протягивание,
шлифование, шабрение, а также суперфиниш, притирку,
полирование.
Протягивание плоскостей применяется, главным
образом, в крупносерийном и массовом производствах. Наружное протягивание применяется как для предварительной, так и для окончательной обработки. Протягивание
46
обеспечивает квалитеты точности 6-7 при чистоте обработки 1,25-0,32 Ra.
Шлифование плоских поверхностей осуществляют
либо торцом (более производительно), либо периферией
круга.
Шабрение применяют для уменьшения погрешностей обработки поверхностей сопряженных деталей, повышения герметичности соединения, улучшения внешнего
вида поверхностей (декоративное шабрение). Эта трудоемкая операция может занимать 20-25 % времени от общего
объема слесарных работ.
9.5. Технологический процесс обработки корпусов
Основными операциями при обработке корпусов являются обработка плоскостей и отверстий.
Технология обработки корпусов должна обеспечивать выполнение следующих требований. Диаметральные
размеры основных отверстий выполняются по квалитетам
точности 6-7. Погрешности геометрической формы отверстий не должны выходить за пределы 50-70 % поля допуска. Отклонение от соосности отверстий не могут быть
больше половины поля допуска размера меньшего отверстия. Отклонение от прямолинейности плоских поверхностей допускается в пределах 50-200 мкм на 100 мм длины.
Чистота поверхностей основных отверстий должна соответствовать 1,25-0,32 Ra, а поверхностей разъема - не менее
5 Ra.
Первыми обрабатываются базирующие поверхности
корпуса и крепежные отверстия, которые могут быть использованы при последующих установках, затем все плоские поверхности и после них отверстия.
47
Обычно при обработке отверстий корпусов в качестве
установочной базы используются ранее обработанная плоскость основания и два диагонально расположенных отверстия. Эти два отверстия выполняются точными по технологическим соображениям.
Обычно для корпусов нежестких конструкций применяется повторная обработка базовых поверхностей после
черновой обработки всех плоских поверхностей и основных
отверстий корпуса.
Разъемные корпуса проходят обработку по следующей технологии: раздельная обработка основания корпуса,
плоскости разъема корпуса и крышки до растачивания отверстий; сборка корпуса с крышкой; совместная обработка - растачивание.
Механическую обработку корпусов целесообразно
начинать с обработки наибольших по размерам поверхностей, обдирка которых позволяет выявить дефекты материала в начале технологического процесса, а также ослабить действие внутренних напряжений, возникающих при
отливке деталей.
В зависимости от методов выполнения литых заготовок их обрабатывают по полной или частичной разметке и
без разметки в приспособлениях.
Окончательная обработка плоских поверхностей
разъемов корпусов производится шлифованием на плоскошлифовальных станках, тонким строганием широким резцом, тонким фрезерованием и шабрением.
Обработка основных отверстий корпусов осуществляется в зависимости от величины партии на универсальных горизонтально-расточных, координатно-расточных или
агрегатных многошпиндельных станках, в ряде случаев
объединенных в автоматические линии.
Диаметральные размеры отверстий получаются при
обработке соответствующим мерным инструментом: развертками, расточными блоками или расточными головка48
ми, установленными в необходимом комплекте на расточных оправках или борштангах, а также односторонне расположенными резцами с точной микрометрической регулировкой на размер.
Точность межосевых расстояний, параллельность и
перпендикулярность осей, а также другие требования к
расположению отверстий обеспечиваются обработкой отверстий с направлением инструмента в кондукторе или с
использованием универсальных способов координации положения инструмента.
9.6. Технология производства зубчатых колес
Зубчатые колеса в зависимости от области применения изготавливают из различных материалов: стали, чугуна, цветных металлов, пластмасс и др. Зубчатые венцы
червячных колес чаще всего изготавливают из бронзы, которая обладает высокими антифрикционными и антикоррозийными свойствами. Зубчатые колеса насосов экономически целесообразно изготавливать из металлического порошка.
Технологию обработки заготовок зубчатых колес
можно разделить на две стадии: обработку заготовок и нарезание зубьев.
При обработке цилиндрических, конических блочных колес диаметром менее 500 мм для обеспечения концентричности наружной поверхности и отверстия в качестве базы принимается поверхность центрального отверстия
и опорный торец, которые являются также базами при нарезании зубьев.
Обработку таких колес целесообразно осуществлять
по следующему маршруту:
49
1) сверление (зенкерование) и растачивание центрального отверстия, нарезание торцов ступицы и обода и
предварительное обтачивание наружной поверхности обода
на токарном или револьверном станке;
2) переустановка заготовки с базированием в трехкулачковом патроне по ранее обработанной поверхности
или обработка на оправке;
3) протягивание центрального отверстия, шлицев
или шпоночного паза;
4) окончательная обработка с базирование на оправке.
При обработке крупных заготовок колес диаметром
более 500 мм целесообразна следующая технология:
1) предварительная обточка наружных поверхностей
и торцов и растягивание центрального отверстия на карусельном станке;
2) переустановка заготовки и ее обработка с другой
стороны с креплением за ранее обработанную внутреннюю
поверхность ступицы;
3) термическая обработка (закалка с высоким отпуском);
4) окончательная обточка наружных поверхностей и
торцов и растачивание на карусельном станке;
5) окончательная обработка заготовки с другой стороны.
В зависимости от способа нарезания зубчатых колес
различают два принципиально различных метода обработки: копирование и обкатывание (огибание).
По методу копирования профиля режущих кромок
инструмента профиль зубьев изделия получается при обработке дисковыми и пальцевыми модульными фрезами,
многорезцовыми зубодолбежными головками, эвольвентными протяжками, резцами, шлифовальными фасонными
кругами.
Метод копирования не обеспечивает высокой точности обработки и применяется, главным образом, для пред50
варительных операций. Правильность формы и точность
размеров отдельных зубьев в основном зависит от точности
инструмента, направляющих, точности делительных устройств и ряда других факторов. Главным недостатком метода копирования является невозможность нарезания инструментом зубчатых колес с любым числом зубьев.
При обработке зубьев по методу обкатки инструмент
имеет форму зубчатого колеса, зубчатой рейки или червяка, т.е. такой детали, которая могла бы работать с нарезаемым колесом. В процессе взаимной обкатки инструмента и заготовки режущие кромки инструмента постепенно
удаляют металл из впадин, придают им точное очертание
эвольвентного профиля.
Дисковая модульная фреза имеет профиль впадины
зуба соответствующего модуля. На практике, пренебрегая
незначительными погрешностями, одной модульной фрезой
нарезают колеса в определенном интервале чисел зубьев.
Поэтому комплекты дисковых фрез каждого модуля до
10 мм состоят из 8, 15 или 26 фрез. Набор из восьми фрез
позволяет получить зубчатые колеса 9-й степени точности.
После нарезания впадины одного зуба заготовку поворачивают на угол а = 360°/z и производят нарезание
следующей впадины.
Модульные пальцевые фрезы применяются, главным
образом, для нарезания крупномодульных колес, а также
для изготовления шевронных колес на специальных станках.
Основное время обработки зубчатых колес при нарезании дисковыми и концевыми фрезами
ks0n cos (В
где Ь\ - ширина венца; /нр - глубина врезания; Znep - длина
перехода, /пер = 2т4 мм; s0 - осевые подачи, мм" 1 ; п - час51
тота вращения фрезы мин"1; i - число рабочих ходов; р угол наклона зубьев; k - число одновременно обрабатываемых колес.
Скорость
резания
в
зависимости
от
подачи
(0,7-2,5 мм" 1 )
для
стали
находится
в
пределах
32-17 м/мин, для чугуна 27-13 м/мин.
Зубодолбление многорезцовыми головками проводится фасонными резцами, установленными в специальных
головках, изготавливаемых для каждого типоразмера зубчатых колес.
Протягивание впадин зубьев можно производить последовательно, поворачивая заготовку на один зуб после
каждого хода протяжки или применять наборную протяжку,
которая
позволяет обрабатывать сразу несколько
зубьев.
Обработка зубьев методом обкатки производится
червячной фрезой на зуборезном станке, круглым долблением на зубодолбежном станке, гребенкой.
Червячная фреза, вращаясь, режет металл одновременно несколькими зубьями. Заготовка жестко связана с
делительным червячным колесом, получающим вращение
от делительного червяка. Последний кинематически связан
с червячной фрезой через сменные колеса.
Фреза устанавливается так, чтобы направление витков совпадало с направлением зубьев нарезаемого зубчатого колеса.
Машинное время нарезания червячной фрезой
т
+ 1 »р )г
=(blk
ПфвЫ cosp'
где Гсф - частота вращения фрезы, мин"1; s - подача на
один оборот заготовки мин"1; k - число одновременно обрабатываемых колес.
52
Нарезание зубьев круглым долбяком позволяет получить косозубые и прямозубые зубчатые колеса. Зубодолбление является единственным способом нарезания ряда многовенцовых зубчатых колес и внутренних венцов
малого диаметра. Основное время нарезания таким способом
м
Ь^^тг
_
spn
sKn
где Sp - радиальная подача на один двойной ход долбежа, мм; sK - круговая подача на двойной ход долбежки, мм; п - число двойных ходов долбежа в минуту; i число проходов.
По сравнению с фрезерованием зубодолбление дает
более высокую чистоту поверхности зубцов.
Долбление впадин гребенкой осуществляется инструментом, имеющим форму гребенки с профилем зубьев
производящей рейки для данного колеса. Точность обработки гребенкой выше, чем при фрезеровании червячной
фрезой, так как гребенку более высокой точности л е т е изготовить.
Зубья могут также накатываться. Этот процесс проводится в два приема. Сначала нагретую токами высокой
частоты штампованную поковку калибруют роликами по
внешнему диаметру. Затем после вторичного нагрева осуществляется накатывание зубьев на заготовке зубчатыми
накатками. Как правило, зубчатая накатка применяется
взамен черного зубонарезания.
10. ТЕХНОЛОГИЧЕСКИЕ БАЗЫ,
ОТДЕЛОЧНЫЕ ОПЕРАЦИИ ЗУБЬЕВ КОЛЕС
На всех или большинстве операций рекомендуется
совмещать технологические базы с конструкторскими посадочными поверхностями.
Для восприятия больших сил резания, возникающих
при нарезании и шевенговании зубьев, в качестве опорной
технологической базы рекомендуется использовать один из
торцов зубчатого венца, обработанный совместно с основными посадочными поверхностями.
При обработке зубьев шевенгованием технологические базы на этой операции должны совпадать с базами,
использованными при чистовом нарезании зубьев.
При выборе технологических баз для обработки
зубьев цилиндрических зубчатых колес рекомендуется
учитывать, что заготовки валов-шестерен при нарезании
зубьев следует устанавливать в люпетах, базирующих заготовку по посадочным шейкам, с упором в торец вала или
торец одной из щек большего диаметра. Центрированные
отверстия в качестве технологических баз можно использовать только при модуле т < 6 мм.
При шевенговании и зубошлифовании базируют по
центровым отверстиям, а при больших габаритах - в люпетах с упором в торец зубчатого венца.
При изготовлении насадных шестерен с цилиндрическими гладкими или шлицевыми отверстиями в качестве
технологических баз используют посадочные отверстия и
опорный торец.
В качестве отделочной операции применительно к
цилиндрическим зубчатым колесам с внешними зубьями
часто используют зубошевенгование. Оно осуществляется
путем снятия тонких стружек (толщиной 0,001-0,005 мм) с
54
зубьев колеса при зацеплении их с зубьями инструмента
(шевера).
При совместном вращении шевера и колеса вследствие скрещивания осей происходит скольжение профилей,
направленное вдоль образующей зубьев. Это скольжение
является движением резания. При этом образуется профиль зубьев колеса, сопряженный с профилем зубьев инструмента. Шевенгование позволяет повысить точность зубчатых колес по нормам плавности их работы и контакта
зубьев. Параметры шероховатости поверхности зубьев
0,4-0,1 Ra. Шевенгованием обрабатывают зубчатые колеса
твердостью до 380 НВ.
Зубошлифование применяют для обработки зубчатых колес с твердостью зубьев до 63-67 HRG 3 .
При шлифовании методом обкатки червячным шлифовальным кругом используют специальные станки с непрерывным делением.
Осевое сечение круга представляет собой исходную
зубчатую рейку. При этом способе обработки для зубчатых
колес одного модуля необходимо применять круг соответствующего модуля. Обработку выполняют, непрерывно
вращая инструмент и заготовку. Точность обработки достигает 3-4-й степени точности, a JRa = 0,63 мкм. В настоящее
время этим методом обрабатывают зубчатые колеса с
т < 8 мм.
Используя профильный круг, за один рабочий ход
обрабатывают всю впадину между зубьями (иногда одну
сторону впадины), правка круга производится несколько
раз за цикл обработки одного колеса. Производительность
станка высокая, но точность обработки относительно низкая (6-я). Станки с профильным кругом применяют только
в крупносерийном производстве, станки большинства моделей предназначены для обработки только прямозубых
колес.
55
Коническим двусторонним кругом обработка выполняется методом обката с периодическим делением. Шлифовальный круг совершает быстрое возвратно-поступательное
движение вдоль зуба заготовки по всей ее длине, а заготовка - вращательное и поступательное движение обката
по зубьям воображаемой рейки, один из зубьев которой
представляет собой шлифовальный круг.
Чистовая обработка закаленных зубчатых колес лезвийным инструментом находит все большее применение в
производстве зубчатых колес. Ее производительность выше
зубошлифования. При твердости поверхности до 5363 HRC рекомендуемая скорость резания 30-50 м/мин, при
твердости 46-53 HRC скорость 60-80 м/мин. При такой обработке можно достичь 6-9-й степени точности при шероховатости 0,4-1,6 мкм.
В качестве инструмента используют твердосплавные
червячные фрезы для чистовой обработки зубьев твердостью до 63 HRC.,. Толщина срезаемого при чистовой обработке слоя (46-53 HRC) менее 0,2 мм, а при 53-63 HRC менее 0,1 мм.
Применяют чистовое зубодолбление закаленных
зубьев твердосплавным инструментом, в том числе с внутренними зубьями.
Зубохонингование осуществляется на станках без
жесткой кинематической связи инструмента и заготовки и
заключается в совместной обкатке заготовки зубчатого колеса и инструмента, выполненного из пластической массы
в смеси с абразивным порошком в виде зубчатого колеса
того же модуля, что и обрабатываемое колесо. При обработке заготовка и инструмент совершают относительное
осевое перемещение при небольшом и равномерном радиальном или окружном нагружении.
В настоящее время хонингование применяют для обработки цилиндрических зубчатых колес с тп — 2ч-6 мм,
диаметром d = 30+500 мм и шириной до 150 мм. Припуск
56
при зубохонинговании составляет 0,02-0,03 мм на сторону
зуба. Время обработки заготовки 27-60 с. Процесс целесообразен в серийном производстве для колес 5-10-й степеней
точности. Радиальное усилие при зубохонинговании составляет 500-600 Н, окружное 15-30 Н.
При установившихся условиях целесообразны окружные скорости 5-10 м/с, а для уменьшения класса шероховатости 10-15 м/с.
11. ТЕХНОЛОГИЯ СБОРКИ МАШИН
Технологическим процессом сборки называют комплекс сборочных и слесарных операций, выполняемых с
целью получения из отдельных деталей, сборочных единиц
и агрегатов готовой машины.
В процессах узловой и общей сборки соединяют разнообразные детали. Все соединения можно разбить на четыре класса:
1) неподвижные разъемные: соединения при помощи
винтов, болтов, гаек (например, крепление крышек, полумуфт, неподвижных лицевых и шпоночных соединений);
они составляют примерно 35 % от всех соединений;
2) неподвижные неразъемные (заклепочные, сварные, паяные соединения, полученные развальцовкой или
гибкой) с удельным весом около 15 % ;
3) подвижные разъемные (около 45 % всех соединений);
4) соединения подвижные (менее 5 % всех соединений): соединение колец и шариков в шарикоподшипниках.
Построение технологических процессов общей и узловой сборки может быть представлено с помощью технологических схем сборки. Эти схемы отражают структуру и
последовательность сборки изделия и его составных частей
(в качестве примера на рис.10 представлена технологичес57
Вогнали
Рис.10
кая схема узловой сборки. На этих схемах каждый элемент
изделия обозначен прямоугольником, разделенным на три
части. В его верхней части дано наименование элемента; в
левой нижней части - числовой индекс, а в правой нижней - число элементов, входящих в данное соединение.
Элемент, с которого начинают сборку изделия (его
составной части), называется базовым. Технологические
схемы сборки снабжают надписями, поясняющими характер сборочных работ (запрессовка, пайка, клепка, выверка,
регулирование, проверка зазоров и т.д.) и выполняемый
при сборке контроль. Предпочтительна та конструкция изделия, которая позволяет выполнить его сборку из предварительно собранных взаимозаменяемых частей. В этом
58
случае сборку составных частей и изделия выполняют параллельно, что сокращает ее длительность.
Технологические схемы сборки на одно и то же изделие можно составить в нескольких вариантах, которые
различаются структурой и последовательностью комплектования сборочных элементов.
В общем случае процесс сборки расчленяют на
следующие последовательно выполняемые этапы: предварительная сборка, промежуточная сборка, узловая сборка, общая сборка изделия, разборка (если это необходимо).
В зависимости от программы производства, конструктивных особенностей и трудоемкости собираемых машин процесс сборки может иметь различные формы.
В единичном и мелкосерийном производствах, как
правило, сборку выполняет одна бригада высококвалифицированных рабочих на одном рабочем месте. При сборке используется небольшое количество специальной оснастки.
В серийном производстве применяют дифференциальную сборку машин со специализацией по отдельным
процессам и операциям. Сборочные единицы и агрегаты
собираются параллельно на рабочих местах и затем поступают на общую сборку. В крупносерийном и массовом производствах используют поточную подвижную или стационарную сборки. Весь процесс сборки расчленяется на отдельные мелкие процессы и операции, продолжительность
которых должна быть увязана с тактом производства.
Под тактом понимают промежуток времени, по истечении которого собираются сборочные единицы, узел
машины,
гр _ JT
Тсм - Тоб
м
59
-Тн.п
где К - коэффициент запаса производительности; Т с м продолжительность рабочей смены; Т0б и ТНЛ1 производительность обслуживания рабочих мест и регламентированных перерывов соответственно; М - заданный выпуск изделий за смену.
Время, затрачиваемое на сборку одной сборочной
единицы или выполнение операции,
^сб = Т0 + Т0
в
+ Т0б + Тн
гДе
п
,
То — основное технологическое время; Тв - время вспомогательных операций (поднять, взять инструмент).
Точность сборки машин может быть достигнута различными методами.
Наиболее простой и экономичной является сборка с
применением полной взаимозаменяемости. Этот вид сборки применяют в массовом и серийном производстве; в
единичном производстве его используют только при постановке стандартных деталей (крепежа, подшипников качения и т.д.).
Сборка с неполной взаимозаменяемостью позволяет
расширить допуски на размеры сопрягаемых деталей. Требуемая точность замыкающего звена достигается не у всех
собираемых объектов. В основу метода положена теория
вероятностей. Процент брака здесь незначителен (около
1 % ) . Дополнительные затраты на исправление небольшого
числа изделий малы по сравнению с экономией труда и
средств, получаемой при изготовлении деталей с более широкими допусками. Сборку применяют в серийном производстве.
Селективную сборку применяют, когда конструктивные допуски меньше технологических.
Сборка с регулированием заключается в том, что на
размеры деталей, входящих в данную размерную цепь, устанавливают достаточно широкие технологические допуски, а в качестве замыкающего звена используют компенса60
тор. В качестве компенсаторов применяют шайбы, прокладки, регулировочные винты, клинья и другие элементы. Основное достоинство этого способа сборки - простота
при высокой точности.
Сборка с пригонкой позволяет получить заданную
точность сопряжения путем индивидуальной пригонки одной из сопрягаемых деталей к другой. Пригонку выполняют припиливанием, шабрением, притиркой, а также совместной обработкой сопряженных поверхностей.
12. ИСПЫТАНИЯ И ОЦЕНКА КАЧЕСТВА
ПРИВОДОВ МАШИН
Постоянное совершенствование конструкции горных
машин, с одновременным увеличением их единичной мощности, введение автоматического регулирования нагрузки
и режимов работы не дают значительного улучшения основных показателей их качества (ресурса, удельных энергозатрат, безопасности). Для прогнозирования ресурса и
контроля за энергией, рассеиваемой в приводах горных
машин, испытывающих динамические случайные нестационарные нагрузки, предпочтителен энергетический метод, основанный на следующем постулате: только энергия,
теряемая в приводе, разрушает его элементы. В этом случае ресурс машины (привода) Т р будет определяться количеством энергии, рассеянной в ее элементах за время эксплуатации: Тр =Кк 36()0/АР, здесь Кк - предельное количество энергии, которое может рассеять в своих элементах
за время эксплуатации машина до капитального ремонта
(ее внутренний энергоресурс Э); ДР - потери мощности в
приводе за период его эксплуатации.
61
Величина энергоресурса постоянна для однотипных
машин и определяется свойствами материала деталей, кинематикой привода, технологией его изготовления и не зависит от величины и характера нагрузки, если она не превышает максимально допустимого предела. При этом, чем
больше потери мощности АР в приводе, тем интенсивнее
расходуется его энергоресурс и пропорционально раньше
наступает предельное состояние элементов с пропорциональным сокращением ресурса привода в целом. Величина
потерь привода складывается из потерь холостого хода Р х ,
которые постоянны и не зависят от нагрузки, и потерь,
пропорциональных нагрузке, передаваемой приводом :
АР = Р х + аР2,
где а - коэффициент интенсивности роста потерь; Р 2 - полезная мощность привода. Знание этих функциональных
зависимостей позволяет оценивать и сопоставлять качество
однотипных приводов, определять допустимые для них
средние и динамические составляющие нагрузки, режим
эксплуатации.
Численно оценить потери энергии в функции нагрузки конкретного привода наиболее точно можно экспериментально, на стенде. Эта интегральная оценка характеризует конструкцию привода и технологию изготовления
его элементов, точность их последующей сборки. Теоретический расчет потерь мощности в некотором среднем приводе позволяет дать оценку качества его конструкции и заложенных в него технологических решений (например, поверхностной твердости зубьев колес редуктора, шероховатости поверхности, типа масла и т.д.). Это дает возможность оценить привод уже на стадии проектирования, выявив его слабые места, уточнить конструкторские и технологические решения сравнением расчетных потерь энергии
с реальными, полученными на испытательном стенде, про62
гнозировать его ресурс в зависимости от предполагаемых
условий эксплуатации.
Общие потери мощности в редукторе определяются
величинами потерь в его элементах и складываются в соответствии с законами передачи энергии (работы) и потерь
в машинах. Энергия при работе редуктора рассеивается в
зацеплении зубчатых колес, подшипниковых опорах, уплотнениях, а также расходуется на разбрызгивание и размешивание масла в ванне редуктора.
Зная энергетические характеристики привода, полученные после испытания новой машины при известном
энергоресурсе этого привода, можно оценить качество машины в относительных единицах. Такой подход, основанный на энергетическом методе, позволяет сравнивать состояние качества привода или его трансмиссии, оценивая
влияние технологии изготовления или сборки однотипных
приводов и их трансмиссий. Для этого на стенде определяются абсолютные значения потерь в трансмиссии или приводе в целом. Отношение определенных экспериментально
потерь к теоретически рассчитанным для данного привода
в условиях эксперимента дает относительный показатель
качества данного привода по отношению к теоретически
достижимой и оценивает технологический уровень изготовления и сборки привода. Влияние изменения технологии изготовления деталей и сборки узлов на показатели
качества привода может быть легко оценено данным способом.
Используя данный подход, можно сравнивать по
критерию долговечности конструкции различных по кинематике машин и механизмов одного назначения. Для этого
достаточно на уровне конструкций, а не конкретных приводов сравнить между собой или с некоторой базовой величиной ресурсы их трансмиссий. В свою очередь, означенные ресурсы получают делением величины энергоресур63
са конструкции на суммарные потери в ней при одинаковом характере и величине внешнего воздействия.
В случае, если изменения технологии привели к изменению энергоресурса системы либо в конструкцию были
внесены изменения, влекущие за собой изменение энергоресурса, все потери необходимо привести к базовому варианту, умножив величину экспериментально полученных
потерь на коэффициент приведения. Последний определяется отношением энергоресурсов новой конструкции к базовой.
Аналитическое выражение для расчетного определения энергоресурса редуктора имеет вид
где iVum - предельное число циклов входного звена; A i j коэффициент кривой энергоресурса i-го элемента у-й ступени редуктора; Uj - передаточное число у-й ступени редуктора; rriij - показатель степени кривой энергоресурса элемента редуктора; Pt'{ - удельная работа неучтенных потерь,
отнесенная к одному циклу нагружения (потери на перемешивание и разбрызгивание масла, диссипативные потери
в валах, корпусных элементах редуктора и аналогичные
им); Nfr - соответствующее число циклов.
Стенды для испытаний трансмиссий и редукторов
горных машин (нагрузочные стенды) по конструкции могут быть как с замкнутым, так и разомкнутым энергетическим потоком мощности. В качестве нагружателей стендов
с замкнутым энергетическим потоком используются, как
правило, механические устройства типа гибких, закручивающихся валов или специальных передач. В стендах с разомкнутым энергетическим потоком нагружения создаются
различного рода тормозами с поглощением передаваемой
64
им энергии, а работа исследуемой трансмиссии осуществляется, как правило, за счет собственного привода.
Стенды в общем случае состоят из испытуемого
привода в целом (либо редуктора или трансмиссии, приводимых в движение, как правило, стендовыми двигателями), нагрузочного устройства, устройства для согласования
скоростей вращения и передаваемых усилий (в качестве
последних обычно применяют редукторы-мультипликаторы), устройств динамического воздействия и контрольноизмерительной аппаратуры. В стендах применяют гидравлические, электрические или механические нагружатели,
имитирующие внешнюю нагрузку на выходном валу исследуемого редуктора.
Основные отличия стендов друг от друга связаны с
разнообразием конструкций испытуемых приводов, качеством и количеством регистрирующей аппаратуры и устройств для осуществления этих замеров, а также возможностью использования этих стендов для различных типоразмеров и конструкций приводов.