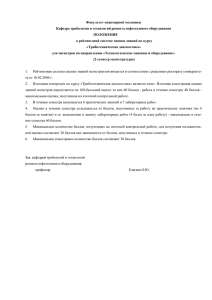
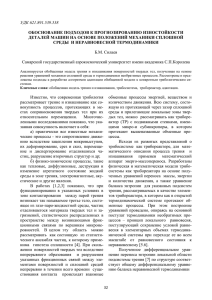
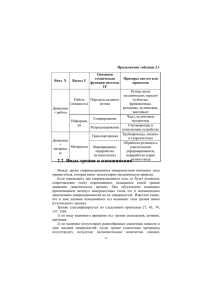
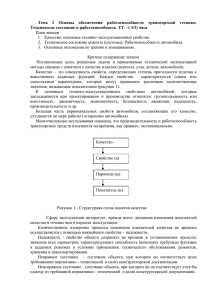
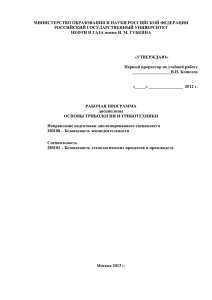
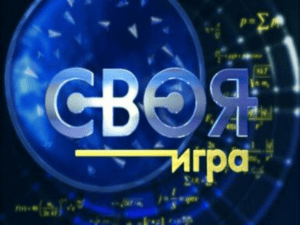
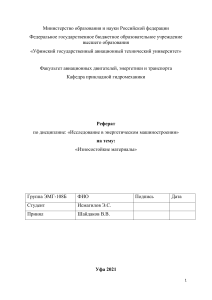
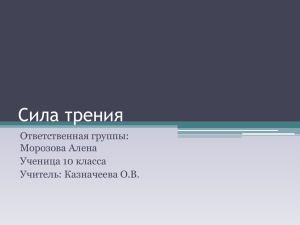
МОСКОВСКИЙ АВТОМОБИЛЬНО-ДОРОЖНЫЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ (МАДИ) АНАЛИЗ ВИДОВ ИЗНАШИВАНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ МОСКОВСКИЙ АВТОМОБИЛЬНО-ДОРОЖНЫЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ (МАДИ) Кафедра «Технология конструкционных материалов» Утверждаю Зав. кафедрой профессор _____________ Л.Г. Петрова «____» __________ 2018 г. АНАЛИЗ ВИДОВ ИЗНАШИВАНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ МОСКВА МАДИ 2018 УДК 620.179.112 ББК 34.413 А64 Авторский коллектив: Лужнов Ю.М., Калачёв Ю.Н., Александров В.Д., Морщилов М.В. А64 Анализ видов изнашивания рабочих поверхностей деталей: учебно-методическое пособие / Ю.М. Лужнов [и др.]. – М.: МАДИ, 2018. – 48 с. Учебно-методическое пособие по разделу «Анализ видов изнашивания рабочих поверхностей деталей» соответствует рабочим программам дисциплины «Триботехника» для обучающихся 3-го курса механических специальностей МАДИ. УДК 620.179.112 ББК 34.413 © МАДИ, 2018 Учебное издание Авторский коллектив: ЛУЖНОВ Юрий Михайлович КАЛАЧЁВ Юрий Николаевич АЛЕКСАНДРОВ Виктор Дмитриевич МОРЩИЛОВ Максим Витальевич АНАЛИЗ ВИДОВ ИЗНАШИВАНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ Редактор В.В. Виноградова Редакционно-издательский отдел МАДИ. E-mail: rio@madi.ru Подписано в печать 24.12.2018 г. Формат 60×84/16. Усл. печ. л. 3,0. Тираж 75 экз. Заказ . Цена 105 руб. МАДИ, Москва, 125319, Ленинградский пр-т, 64. 3 ВВЕДЕНИЕ Уже начальный период развития инженерной мысли человечества был отмечен такими гениальными открытиями в трибологии, как получение огня трением, замена трения скольжения трением качения – изобретение колеса и др. Но длительное время прогресс в данной науке был незначительным в силу ряда причин. Ситуация постепенно начала меняться начиная с работ Леонардо да Винчи (1452–1519 гг.) и Гильома Амонтона (1663–1705 гг.). А плеяда авторов ХVIII, XIX и ХХ веков довела знания человечества в этой области до настоящих высот. В наши дни исследования по изучению работы различных узлов трения проходят в лабораториях оснащенных по последнему слову техники. Приборы используемые при исследованиях способны «разглядеть» контактирующие частицы размером не более 1 Å. Изнашивание деталей машин является следствием процессов трения возникающих в узлах и деталях в процессе работы. Данные процессы являются основной причиной выхода из строя огромного количества машин, парк которых с каждым годом только возрастает. Целями и задачами освоения учебного курса «Триботехника» является получение профессиональных знаний по данному курсу. При изучении данной дисциплины будут рассмотрены общие положения об изнашивании твёрдых тел при фрикционном контакте, а также особенности и характерные признаки проявления различных механизмов и видов изнашивания в зоне трения поверхностей твёрдых тел. Одним из методов оценки трибологических характеристик узла трения является анализ возможных механизмов и видов изнашивания рабочих поверхностей узлов трения. Далее обучающиеся познакомятся с теоретическими и практическими аспектами данного анализа и смогут получить базовые навыки в оценке механизмов и видов изнашивания. 4 1. ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ Цель работы. Изучить общие положения об изнашивании твёрдых тел при фрикционном контакте, а также особенности и характерные признаки проявления различных механизмов и видов изнашивания в зоне трения поверхностей твёрдых тел. Выполнить анализ наиболее вероятных видов изнашивания для одной из рабочих поверхностей детали, выданной в качестве варианта задания. 1.1. Изнашивание твёрдых тел при фрикционном контакте Изнашивание – это процесс постепенного изменения размеров тела при трении, проявляющийся в отделении с поверхностей трения материала и (или) образовании на поверхностях трения остаточной деформации (ГОСТ 27674-88 «Трение, изнашивание и смазка»). Результат процесса изнашивания и связанные с ним изменения геометрических параметров контактирующих при трении поверхностей, получил название износ (рис. 1). Изнашивание – достаточно сложное явление, включающее большое разнообразие механизмов, которые далеко не всегда действуют отдельно и независимо. Тем не менее, довольно часто существует ведущий механизм, ответственный за вид и интенсивность изнашивания. Изнашивание зависит от большого числа факторов, включая нагрузку, скорость скольжения, температуру, свойства трущихся материалов, смазку, параметры окружающей среды и т.д. Количество материала, удаленного с поверхности трения, измеряется в единицах длины (например, толщина изношенного слоя Δh), объема ΔV или массы ΔM, и в этих случаях износ называется линейным, объемным или массовым соответственно. Величина износа, отнесенная к единице пути трения, называется интенсивностью изнашивания. В случае линейного износа интенсивность изнашивания является безразмерной величиной. В отечественной литературе использу- 5 ется также понятие скорости изнашивания как величины износа за единицу времени. При постоянной скорости скольжения интенсивность и скорость изнашивания различаются лишь постоянным множителем, скоростью скольжения. а) б) Рис. 1. Упрощённая схема модели износа: а – модель износа, б – модель частицы износа: 1 – адгезия частиц нижнего неподвижного тела на верхнем подвижном теле, 2 – частица износа покрытая оксидной пленкой (пример внешнего вида на рис. 2) после контакта с кислородом, 3 – третье тело в зоне контакта, 4 – деформация третьим телом более мягкого материала, 5 – объемная пластическая деформация в зоне контакта Величину износа ΔИ определяют по связанным между собой соотношениям: Δh = ΔV Aa = ΔM ρ ⋅ Aa , где Аа – номинальная площадь поверхности трения; ρ – плотность изнашиваемого материала. 6 Рис. 2. Оксидная пленка на поверхности свинца. Среднее значение шероховатости поверхности Ra 1/4 0,04 мкм, масштаб изображения 3 мкм Общепризнанно, что износ возрастает с нагрузкой и длительностью процесса трения. Чем тверже трущийся материал, тем меньше износ и т.д. Но даже эти почти очевидные закономерности имеют свои исключения. Но речь далее пойдет не об исключениях, а о тех закономерностях, которые чаще всего подтверждаются экспериментально и которые вытекают из простой модели, предложенной Хольмом и Арчардом. Более содержательные представления о процессе изнашивания были разработаны М.М. Хрущовым, Б.И. Костецким и И.В. Крагельским. Модель износа основывается на допущении, что контакт двух шероховатых поверхностей дискретен, т.е. состоит из отдельных пятен контакта, сформированных неровностями сопряженных поверхностей (рис. 2). При этом площадь отдельного пятна вначале возрастает от нуля до своего максимального значения π·a2 (здесь a – наибольший радиус пятна контакта), а затем убывает до нуля. Один из этапов этого процесса показан на рис. 3. На этих пятнах возникают адгезионные связи (мостики сварки), разрушение которых и составляет сущность рассматриваемого процесса изнашивания. Кроме того, предполагается, что локальная деформация неровностей носит характер пластического течения. Очевидно, что в такой ситуации нормальная нагрузка Pn, воспринимаемая пятном контакта, определяется выражением: Pn = π a 2 pт , (1.1) где pт – давление текучести пластически деформированной неровности, которое близко к твердости материала H. 7 В процессе скольжения происходит непрерывное формирование и разрушение адгезионных связей. При этом может происходить отделение частиц материала неровностей. Объем каждого такого фрагмента (частицы износа) зависит от характерного размера адгезионной связи, его породившей. Пусть объем частицы износа Vn пропорционален кубу контактного радиуса a. Это предположение подразумевает, что форма частицы износа не зависит от ее размера, и мы можем рассматривать частицу износа как полусферу радиуса a с объемом 2 π a3 . (1.2) 3 Наиболее распространённой характеристикой процесса изнашивания является интенсивность изнашивания, представляющая отVn = ношение износа ΔИ к пути ΔS, на котором происходило изнашивание, или к объёму работы ΔА, при выполнении которой накоплен износ ΔИ ΔИ . или I = ΔS ΔA Частица износа образуется на пути трения 2a (рис. 3), тогда интенсивность изнашивания I (износ, отнесенный к единичному пути трения) равна Vn/(2a), т.е. I = (π a2)/3. Переписав равенство (1.2) с учетом (1.1), получаем P I= n . 3 pт I= Если бы все пары взаимодействующих неровностей генерировали частицы износа, то общая интенсивность изнашивания равнялась бы сумме вкладов от всех пятен контакта: P I= , 3 pт где общая нормальная нагрузка на контакте P = ΣPn. Вполне резонно считать, что частицы износа появляются не на всех пятнах контакта, а лишь на некоторой части их, скажем k. Заметим, что коэффициент k может также учитывать геометрическое подобие частиц износа и области деформирования пятен контакта. Следовательно kP I= . 3 pт 8 Рис. 3. Упрощенная схема формирования единичного пятна контакта Удобно обозначить K = k/3 и предположить, что pт = H (твердость материала), тогда уравнение изнашивания запишется в виде KP . (1.3) H Это уравнение изнашивания, часто называемое уравнением Арчарда, показывает, что интенсивность изнашивания I прямо пропорциональна нормальной нагрузке P и обратно пропорциональна твердости более мягкого материала H. Константа K, обычно называемая коэффициентом износа, безразмерна и всегда меньше единицы. Коэффициент износа K позволяет сравнивать интенсивности протекания процессов изнашивания в различных узлах трения. Для инженерных приложений часто оказывается предпочтительнее использовать отношение K/H, названное размерным коэффициентом износа, его размерность мм3/(Н·м). Оценка износа с помощью такого коэффициента особенно полезна при сравнении интенсивностей изнашивания материалов разных классов. Интересно отметить, что уравнение Арчарда легко получается с помощью анализа размерностей. Изношенный объем, отнесенный к пути скольжения, имеет размерность площади, а отношение P/H есть I= 9 фактическая площадь контакта при пластическом деформировании неровностей. Единственная безразмерная величина (коэффициент износа) получается как отношение этих двух площадей. Из уравнения Арчарда следует, что если K есть константа для данного сопряжения, то объем (или масса) изношенного материала должен быть пропорционален пути трения. Если же нормальная нагрузка P изменяется, то пропорционально должна измениться интенсивность изнашивания. Громадное число исследований подтверждает, что износ многих узлов трения действительно пропорционален пути скольжения. Исключения могут наблюдаться в начале скольжения (при приработке), когда интенсивность изнашивания может быть выше или ниже своего установившегося значения в зависимости от характера процесса приработки. Что касается прямой пропорциональности интенсивности изнашивания нормальной нагрузке, то для многих систем она наблюдается лишь в ограниченном диапазоне нагрузок. Более того, с увеличением нагрузки интенсивность изнашивания может резко возрасти и затем вновь снизиться. Хотя коэффициент износа K играет большую роль при исследовании и анализе трибосистем, его физический смысл не совсем ясен, а его значения могут быть определены лишь экспериментально. Коэффициент износа K изменяется в широком диапазоне, охватывающем около шести порядков, в зависимости от свойств материалов и режимов трения. Некоторые типичные значения коэффициента износа представлены на рис. 4 для ряда материалов. Следует иметь в виду, что уравнение изнашивания Арчарда справедливо лишь при таких условиях, когда механизм изнашивания остается неизменным. Небольшие изменения в условиях эксплуатации могут привести к изменению этого механизма, и тогда, по крайней мере, коэффициент износа должен измениться. Следовательно, этот коэффициент оставляет большой простор для самых разных интерпретаций, и уравнения износа, подобные уравнению Арчарда, могут быть выведены на основе других предпосылок, что часто и делается. 10 Рис. 4. Значения безразмерного коэффициента износа K для разных материалов, трущихся по малоуглеродистой стали, на пальчиковой машине трения без смазки Еще одной характеристикой изнашивания может выступать безразмерная величина – интенсивность линейного изнашивания Ih′ , представляющая собой первую производную от толщины h изношенного слоя по пути S Δh dh . или Ih′ = ΔS dS Аналогичным образом можно выразить объёмную интенсивность изнашивания Iv′ или интенсивность изнашивания по массе Im′ . Ih = Энергетическая интенсивность линейного изнашивания выражается в виде Iэн = Δh Δh , = W μ ⋅ Pa ⋅ Aa ⋅ V ⋅ t где μ – коэффициент трения; Аа – номинальная площадь поверхности трения; Pа – давление в зоне трения; V – скорость относительного скольжения; t – продолжительность процесса трения. 11 Процесс изнашивания характеризуется также скоростью изнашивания Vn, представляющей собой отношение износа ΔИ к интервалу времени Δt, за которое он наработан ΔИ . Δt Величина, обратная интенсивности изнашивания, получила название износостойкость. Износостойкость характеризует способность пары трения сопротивляться процессу изнашивания. Износостойкость в настоящее время стала одним из нормативных, комплексных и наиболее универсальных триботехнических показателей узла трения. Значения износостойкости на практике колеблются пределах от 103 до 1013. Поэтому её часто представляют в виде некоторой логарифмической шкалы. Весь диапазон шкалы износостойкости фрикционных пар разделяется на классы и разряды. Для их определения используется показательная или аналогичная логарифмическая зависимость Vn = J = α k ⋅ 10k , где αk – мантисса логарифма 0 ≤ Ig(αk) ≤ 1 (1 ≤ αk ≤ 10); k – целое число, обозначающее номер класса износостойкости. Устанавливаются десять классов износостойкости ‒ от 3-го до 12-го класса включительно (табл. 1). Нижняя граница J в каждом классе не входит в его состав. Таблица 1 Классы износостойкости Класс износостойкости 3 4 5 6 7 Износостойкость 103...104 104...105 105...106 106...107 107...108 Класс износостойкости 8 9 10 11 12 Износостойкость 108...109 109...1010 1010...1011 1011...1012 1012...1013 В качестве примера можно привести классы износостойкости, которые рекомендуются для некоторых типовых узлов трения (табл. 2). 12 Таблица 2 Класс износостойкости типовых узлов трения Узел трения Цилиндропоршневая группа автомобиля Цилиндропоршневая группа компрессора Направляющая токарного станка Дисковый тормоз Подшипники скольжения Резцы Класс износостойкости 11, 12 10 9, 10 6…10 6…8 8 По характеру проявления и действия трение и износ представляют собой параметры, которые легко обнаружить и измерить. На первый взгляд, они представляют собой механический процесс. Однако более глубокое изучение процессов трения и износа показало, что в их основе лежат также и сложные физико-химические процессы, обусловленные молекулярными взаимодействиями. И если износ пары трения может быть следствием только непосредственного взаимодействия трущихся тел, то сила трения действует как при непосредственном контакте поверхностей, так и в случае, когда трущиеся поверхности разделены третьим жидким или газообразным телом. Износ зависит от следующих основных факторов, действующих на узел трения: 1) давления на поверхности трения Ра и скорости относительного скольжения Vск; 2) параметров, характеризующих состав, структуру и механические свойства материалов пары трения (твёрдость, предел текучести, модуль упругости и др.); 3) свойств поверхностного слоя, его шероховатости, состава, жёсткости, напряженного состояния и т.д.; 4) вида трения и свойств смазки; 5) внешних условий, влияющих на процесс изнашивания (температуры, наложения вибраций, влажности и др.); 6) конструктивных особенностей фрикционного узла. 13 Значения этих показателей могут меняться во времени, т.е. в процессе работы узла трения. Поэтому точная констатация этих показателей представляет собой исключительно сложную задачу, решение которой в настоящее время находится ещё в стадии становления. В связи с этим И.В. Крагельский предложил рассматривать фрикционный процесс как систему входных параметров, которыми мы можем задаваться; внутренних факторов, проявляющихся при непосредственном взаимодействии трущихся тел (и которые весьма сложно контролировать во время реализации фрикционного процесса) и выходных параметров, фиксируемых в результате происшедшего фрикционного контакта (табл. 3). Таблица 3 Факторы и параметры процессов трения и износа Входные Внутренние факторы параметры 1. Природа 1. Изменение шероховатости контактирующих тел 2. Пластическая деформация 2. Промежуточная поверхностного слоя среда 3. Накопление вакансий 3. Нагрузка 4. Скорость 5. Температура Выходные параметры 1. Сила трения 2. Интенсивность износа и дислокаций 4. Изменение структуры поверхностного слоя 5. Изменение механических свойств 6. Тепловыделение при трении 7. Изменение свойств пленок 8. Химическое взаимодействие зоны трения с окружающей средой 9. Трибомутация При кажущейся общности между процессами трения и износа каждое из этих явлений имеет свою специфическую природу. Более сложную природу взаимодействия проявляет механизм изнашивания твёрдых тел. С этим утверждением, например, можно связать тот факт, что изменения уровня трения не всегда приводят к аналогичным изменениям результатов изнашивания. 14 Трибомутация – это процесс, возникающий в результате воздействия на трибосопряжение механической и тепловой энергии достаточных для изменения химических связей и атомной структуры у тел трения, существенно меняющий свойства трибосопряжения. 1.2. Механизмы разрушения и виды изнашивания твёрдых тел Фрикционный контакт узла трения любой машины имеет неоднородность распределения сжимающих и растягивающих усилий, разные скорости относительного скольжения и контакт с окружающей средой (газами, дымами, парами, смазочными материалами и т.п.). Под действием сил выделяется тепло, образуются области с высокими градиентами температур и напряжений, материал деформируется, осуществляется движение дефектов и дислокаций, создаются благоприятные условия для протекания физических, химических и физикохимических процессов (электризация, диффузные, окислительные, восстановительные и сорбционные процессы), а также связанные с ними явления. В реальном фрикционном контакте, как правило, одновременно протекают все эти процессы. Однако среди них для конкретных условий можно выделить наиболее характерный процесс, а в связи с этим охарактеризовать характерный для него механизм разрушения и вид изнашивания. Принято различать следующие механизмы разрушения: 1) механический, в основе которого рассматривается действие только механических сил; 2) молекулярно-механический, в основе которого действуют силы физической природы; 3) коррозионно-механический, в основе которого действуют силы химической и электрохимической природы. Каждому из этих механизмов соответствуют и характерные для них виды изнашивания. Поэтому в зависимости от механизмов разрушения разделяют износ деталей машин на виды изнашивания (рис. 5). 15 Рис. 5. Виды изнашивания твёрдых тел 1.2.1. Механические виды изнашивания Абразивное изнашивание реализуется в условиях, если в зону трения тел попадают (или образуются там) твёрдые частицы. Эти частицы могут разрушать как более мягкое тело (истираемое тело), так и шаржироваться, т.е. насыщать поверхности материала абразивными (рис. 6), в основном пастообразными, материалами. В этом случае происходит интенсификация разрушения более твёрдого тела (контртело) входящего в пару трения. Разрушение поверхности может быть результатом однократного взаимодействия абразива с поверхностью (срезание стружки) или многократного деформирования поверхности абразивными частицами. Для абразивного изнашивания характерным является наличие дискретного контакта с очень высокой степенью концентрации напряжения в месте контакта частица – трущееся тело. Принято считать, что когда отношение глубины внедрения h частицы абразива в трущееся тело к её радиусу закругления R бывает меньше выражения h R < 1 ⎛ 2⋅τ⎞ ⋅ ⎜1 − ⎟, 2 ⎝ σT ⎠ 16 где τ ‒ касательное напряжение деформируемого материала; σТ ‒ предел текучести; то частица перекатывается по поверхности трения и результатом её воздействия является пластическое деформирование поверхностного слоя. В том же случае, когда это равенство не выполняется, частица абразива осуществляет микрорезание трущегося тела. а) б) Рис. 6. Изнашивание закрепленным (a) и свободным (б) абразивом В реальных условиях частицы абразива, попадающие в зону трения твёрдых тел, являются полидисперсными (состоящими из зерен с различной крупностью рис. 7) и по-разному ориентированными, что в свою очередь приводит к разной глубине внедрения в поверхность трения, как следствие и воздействие абразива на степень изнашивания твёрдых тел представляет собой сложную картину. Характерным при этом является то, что такая комплексная характеристика, как относительная износостойкость материалов (рис. 8) (представляющая собой отношение некоторого эталонного материала к испытуемым), при абразивном изнашивании бывает линейно связанной с твёрдостью материалов. 17 Рис. 7. Внешний вид абразивных частиц песка. Масштаб 100 микрометров термообработанная сталь Рис. 8. Относительная износостойкость чистых металлов, термообработанных и наклепанных сталей в условиях изнашивания закрепленными частицами как функция твердости при внедрении 18 Согласно формуле (1.3) характерные значения K при изнашивании металлов закрепленным абразивом находятся в пределах 5·10−3…50·10–3 (пример представлен на рис. 9). При изнашивании свободным абразивом K меньше, обычно 0,5·10−3…5·10−3. Рис. 9. Поверхность после изнашивания закрепленным абразивом, на которой видны канавки Эрозионное изнашивание ‒ связано с воздействием на твёрдые тела потоков жидкости или газа не засорённых абразивом. Локальные потоки жидкости и газа бывают способными оказывать пластические и другие виды воздействия на твёрдые тела, а также вызывать их разрушение. На рис. 10 представлен внешний вид поверхности после подобного воздействия. Газоабразивное изнашивание ‒ представляет собой комплексное воздействие на твёрдое тело газовой струи и абразивных частиц (часто рассматривают как частный случай гидроабразивного изнашивания). Гидроабразивное изнашивание ‒ реализуется при воздействии на твёрдое тело потока жидкости и абразива. Гидроабразивное изнашивание определяется как постепенная потеря исходного материала с поверхности твердого тела за счет механического взаимодействия этой поверхности с жидкостью, в том числе при ударном взаимодействии каплями жидкости или частицами твердого тела. 19 а) б) Рис. 10. Поверхность металла после эрозии твердыми частицами: а – низкоуглеродистая сталь, эрозия проходила под углом 30° и скорости 50 м/с, твердые частицы – карбид кремния; масштаб 10 мкм; б – алюминий, эрозия проходила под углом 90° и скорости 60 м/с стеклянными шариками; масштаб 50 мкм Гидроабразивное изнашивание твердыми частицами является самой общей формой эрозионного изнашивания, происходящей в результате циклических ударов малых твердых частиц, увлекаемых потоком газа или жидкости и ударяющих по поверхности твердого тела. Механическое действие этих частиц подобно абразивному действию и включает пластическую деформацию и хрупкое разрушение. Однако между гидроабразивным изнашиванием и изнашиванием свободным абразивом существует ряд различий. В первую очередь, это природа сил, действующих на частицы, и природа изнашивания поверхности. При абразивном изнашивании частицы скользят по поверхности под действием внешней приблизительно постоянной силы. При гидроабразивном изнашивании на частицу, взаимодействующую с поверхностью тела, могут действовать несколько сил различной природы (рис. 11). Основная сила, с которой частица действует на поверхность, связана с ее замедлением. Кроме того, интенсивность абразивного изнашивания зависит от нормальной нагрузки и пути трения, а интенсивность гидроабразивного изнашивания определяется количеством и массой отдельных частиц, сталкивающихся с поверхностью, и скоростью их удара. Интенсивность гидроабразивного изнашивания E (обычно дается в единицах массы или объема материала, удаленного 20 с поверхности, на единицу массы воздействующих частиц) связана со скоростью v степенной зависимостью: E = k ⋅ v n, где k – постоянная; n – показатель экспоненты при скорости, зависящий от условий эрозии и материала. Его значение, как правило, изменяется от 2 до 2,5 для металлов и от 2,5 до 3 для керамик. Рис. 11. Схема сил, действующих на частицу, движущуюся в потоке жидкости и контактирующую с твердой поверхностью Угол атаки, определяемый относительно плоскости поверхности, как показано на рис. 12, различным образом влияет на интенсивность гидроабразивного изнашивания пластичных и хрупких материалов. Основное различие влияния угла атаки для пластичных и хрупких материалов заключается в значении угла, при котором интенсивность гидроабразивного изнашивания максимальна. Для пластичных материалов оно приближается к 20–30°, а для хрупких материалов типа стекла и керамики составляет 90°. Для некоторых твердых и ударновязких легированных сталей значительная степень гидроабразивного изнашивания (от 1/3 до 1/2 от максимальной) происходит также при нормальном падении частиц. 21 Рис. 12. Характерная зависимость интенсивности эрозии пластичного (a) и хрупкого (б) материалов от угла θ Кроме того, на интенсивность гидроабразивного изнашивания влияют целый ряд характеристик частиц, например их форма, размеры и твердость. В этом отношении у гидроабразивного изнашивания много общего с абразивным действием, включая размерный эффект. Существует определенный размер гидроабразивных частиц, выше которого они оказывают малый эффект или не оказывают эффекта на интенсивность гидроабразивного изнашивания пластичных материалов. Кавитационное изнашивание ‒ возникает в потоке жидкости, быстро движущейся с переменной скоростью, например, при обтекании препятствий, когда возникают разрывы сплошности жидкости с образованием каверн, заполненных паром. Затем каверны захлопываются и, если это происходит у поверхности детали, жидкость с очень большой скоростью ударяется о стенку. При многократном повторении этих процессов происходит разрушение поверхности твёрдых тел (рис. 13). 22 а) б) Рис. 13. Схлопывание полости в контакте с твердой поверхностью (a) и вблизи поверхности (б) Примерами этого вида изнашивания являются повреждения лопаток гидравлических турбин и насосов, подшипников скольжения, внешней поверхности гильз цилиндров водяного охлаждения двигателей внутреннего сгорания и др. Усталостное изнашивание возникает в результате многочисленного и упругого оттеснения материала. Этот вид изнашивания характерен для узлов трения с начальным точечным или линейчатым контактом деталей: шариковых и роликовых опор, зубчатых зацеплений, кулачковых механизмов Процесс изнашивания имеет скрытый латентный период, вследствие которого происходит накопление повреждений внутри металла. Поскольку твёрдые тела, в том числе и металлы, неоднородны, трещины возникают на несовершенствах структуры кристалла (рис. 14). При этом бывает некоторый инкубационный период развития субмикроскопических трещин до уровня микротрещин, период развития микротрещин до уровня макротрещин, а затем ‒ период развития макротрещин. И.В. Крагельский предложил оценивать этот вид износа в виде уравнения I = k ⋅α⋅ h Pa 1 ⋅ ⋅ , R Pr n где k ‒ множитель, определяемый геометрической конфигурацией и расположением по высоте единичных неровностей на поверхностях 23 (обычно близок к 0,2); Ра ‒ давление на номинальной площади Аа; Рr ‒ давление на фактической площади Аr; h ‒ глубина внедрения; R ‒ радиус единичной неровности; n ‒ число циклов, приводящих к разрушению деформируемого объёма; α ‒ коэффициент перекрытия (α = Аа/Аr). Рис. 14. Трещины усталости на поверхности трения (стрелкой показано направление скольжения) Интенсивность усталостного изнашивания определяется многочисленными факторами: физическими, механическими и химическими свойствами поверхности твердого тела, смазкой (при наличии таковой), составом окружающей среды, качеством поверхности, температурой и т. д. Например, рост усталостных трещин очень чувствителен к влажности атмосферы. По сравнению с влажным, в сухом воздухе для образования трещин требуется большее число циклов нагружения. Другими словами, чем суше воздух, тем меньше скорость распространения трещин в материале. Другой пример связан с влиянием смазочной пленки. Кроме всего прочего, этот эффект показывает, что усталостное изнашивание протекает даже в отсутствие прямого физического контакта тел. Пленка не исключает контакт, она только сглаживает неравномерность контактного давления. Несмотря на снижение силы трения при смазывании и соответствующее уменьшение растягивающих напряжений, все равно происходит усталостное изнашивание, а число циклов, необходимое для повреждения поверхности, возрастает незначительно. 24 Наиболее часто усталостное изнашивание встречается в контакте качения, например в зубьях шестерен, подшипниках качения, кулачковых механизмах, при взаимодействии железнодорожных колес с рельсами. Разрушение поверхности, характерное для качения или качения с проскальзыванием, называется питтингом, т.е. это образование на поверхности контакта очень маленьких углублений. Именно усталость определяет долговечность подшипников качения. Современные модели для расчета долговечности подшипников качения основаны на концепции, предполагающей, что выносливость контакта качения определяется образованием и развитием поверхностных и подповерхностных трещин, приводящих к выкрашиванию. Этот процесс описывается с применением распределения Вейбулла для образования частиц износа. 1.2.2. Молекулярно-механические виды изнашивания Изнашивание при заедании характеризуется результатом молекулярного взаимодействия между выступами твёрдых тел в зоне фрикционного контакта. В тех случаях, когда свободная поверхностная энергия контактирующих тел очень велика и образуется прочная адгезионная связь, превышающая когезионные силы, под действием внешних сил, создающих тангенциальные напряжения, происходит схватывание и вырыв материала из менее прочного тела фрикционной пары. Адгезия (от лат. adhaesio – прилипание) – возникновение связи между поверхностными слоями двух разнородных (твёрдых или жидких) тел (фаз), приведённых в соприкосновение Когезия (от лат. cohaesus – связанный, сцепленный) – сцепление друг с другом частей одного и того же тела, обусловленное действием сил межмолекулярного взаимодействия, водородной связи и (или) химической связи между составляющими его молекулами (атомами). По существу, схватывание трущихся поверхностей является твёрдофазной сваркой. Важным условием реализации изнашивания при заедании является чистота рабочих поверхностей трущихся тел от пленок загрязне- 25 ний, адсорбционных, окисных и дисперсных слоев, препятствующих сближению поверхностей на расстояние действия поверхностных сил. Изнашивание при фреттинге ‒ механическое изнашивание плотно соприкасающихся, практически неподвижных тел при их колебательном относительном микроперемещении (амплитуда колебаний такого перемещения обычно составляет 1…100 мкм) (рис. 15). В отличие от фреттинг-коррозии окислительные процессы не играют здесь ведущей роли. В этом случае основную роль играют усталостные и адгезионные процессы. Рис. 15. Режимы Фреттинга в зависимости от нагрузки и перемещения Выделяют четыре различных режима поведения контакта при фреттинге: полное сцепление, смешанное сцепление и микропроскальзывание, макроскольжение и возвратно-поступательное скольжение. На рис. 16 приведен пример повреждения поверхности при фреттинге. Водородное изнашивание ‒ это процесс разрушения металла рабочих элементов пары трения вследствие поглощения металлом водорода. Водород выделяется при трении как результат разложения водородсодержащих материалов (например, из пластмасс, из которых изготовлены ответные трущиеся тела; окружающей среды, 26 смазочных материалов, воды, топлива и т.д.). Выделяющийся водород адсорбируется на поверхностях трения, затем диффундирует в деформируемый слой стали. Скорость диффузии определяется градиентом температур и напряжений и поскольку водород в сталях и чугунах концентрируется в наиболее нагретых местах, он скапливается в поверхностном и подповерхностном слоях металла, так как эти слои наиболее разогреты и деформируемы, а также попадает в пространственные дефекты металла. Водород, концентрируясь в этих слоях, вызывает их охрупчивание. а) б) Рис. 16. Повреждение поверхности, вызванное фреттингом. Материал – нержавеющая сталь: (а) частичное прилипание приводит к меньшему повреждению в центре область контакта, в то время как, масштаб 20 мкм (б) грубое скольжение вызывает повреждение во всем пятне контакта, масштаб 40 мкм Для водородного изнашивания характерен особый вид разрушения поверхностей трения – мгновенное образование мелкодисперсного порошка металла. Причиной этого являются одновременное развитие зародышей трещин по всей глубине деформированной зоны и эффект накопления водорода в трещинах, что приводит при деформациях, уменьшающих объём этих трещин, к развитию в них высоких давлений и вследствие этого расклинивающего действия микротрещины сливаются, и происходит разрушение поверхностных слоев. При этом хрупкое разрушение поверхностных слоёв закалённых или слаболегированных сталей наблюдается даже при ничтожно малом количестве поглощённого водорода. 27 Одна из разновидностей водородного изнашивания – так называемое «водородное изнашивание разрушением» – проявляется в намазывании стали и чугуна на ответные, более мягкие материалы, из которых изготовлены трущиеся детали. Так, в керосиновых насосах стальные закаленные роторы изнашиваются на глубину до 0,03 мм, и изношенный материал намазывается на поверхность бронзового золотника, в тормозных устройствах чугун с диска намазывается на ответную пластмассовую колодку, сталь с поверхности коленчатого вала переносится на мягкий баббитовый подшипник. 1.2.3. Коррозионно-механические виды изнашивания Окислительное изнашивание. Металлическое состояние металлов термодинамически является неустойчивым, и поэтому металлы постепенно переходят в более устойчивую аморфную (ионную) форму. Этот процесс получил широко распространенное название коррозия. Самопроизвольное разрушение металлических материалов происходит вследствие их физико-химического взаимодействия с окружающей средой (жидкой, газовой и твёрдой). По механизму окисления принято различать, прежде всего, два его типа: химический и электрохимический. Химический тип характеризуется взаимодействием металла в твёрдом состоянии с адсорбированными на нём молекулами газа (например, кислорода). При наличии сродства между металлом и газом происходит химическое взаимодействие. В газовой среде этот процесс происходит за доли секунды, в жидкой – гораздо медленнее. Электрохимический тип обуславливается переносом в электропроводящей среде ионов металла под действием электрического поля (это могут быть как внешние источники тока, так и контактная разность потенциалов). Основой для электропроводящей среды могут стать как адсорбированная на поверхности влага, так и влага в капельном состоянии. Окружающая нас среда (воздух) почти всегда несет в себе мельчайшие твёрдые частицы, в том числе и соли. Вместе с влагой они образуют необходимый для протекания этого процесса электролит. 28 В тех случаях, когда на поверхности металла образуется оксидный материал с плотностью, близкой к металлу, оксидный слой бывает сплошным и диффузия молекул кислорода через него существенно затрудняется. Поэтому скорость роста толщины оксидного слоя на таких металлах быстро замедляется, и на поверхности металла образуются тонкие и прозрачные пленки оксида. Этот механизм окисления характерен для инертных металлов (золота, платины, серебра). Оксидные пленки на чёрных и цветных металлах часто отличаются по плотности от основного металла. Из-за этого оксидные плёнки, образующиеся на металле, имеют разрывы или пучности, внутрь которых попадает кислород, и процесс окисления металлов продолжается. Для металла таких типов характерными являются более толстые слои оксидов, которые в процессе трения могут легко разрушаться и образовывать мелкие частицы абразива. Окислительные процессы на металлах могут играть важную роль и в ускорении химических изменений смазки, которые часто приводят к образованию плёнки полимеризованного материала на самих металлических поверхностях. Такие плёнки могут быть вредными, вызывая, например, пригорание поршневых колец в двигателе внутреннего сгорания. Однако полимеризационная пленка может служить и защитным слоем при абразивном износе. При сухом трении обычно образуются более толстые и насыщенные плёнки оксидов, близких по составу и свойствам к известным оксидам металла. Так, в зависимости от условий трения и, прежде всего, от температуры на железе образуются плёнки, содержащие FeO, Fe2O3 и Fe3O4. Следует иметь в виду, что поскольку окисление поверхностей активируется их пластическим деформированием при трении, увеличение твёрдости рабочих элементов трущихся тел препятствует окислительному изнашиванию. Фреттинг-коррозия – это изнашивание плотно контактирующих тел при их колебательном относительном микроперемещении в условиях воздействия коррозионной среды. Изнашивание при фрет- 29 тинг-коррозии происходит при малых колебательных перемещениях. Это особая форма изнашивания, по условиям возникновения и характеру проявления заметно отличающаяся от обычного коррозионномеханического изнашивания при однонаправленном движении. Вследствие малой амплитуды колебаний продукты износа полностью не удаляются из зоны трения и оказывают определенное абразивное воздействие на основной металл. При этом повреждения локализуются на участках действительного контакта. Эти повреждения имеют вид натиров, налипаний металла, вырывов или раковин, часто заполненных продуктами коррозии со специфической окраской и имеющих вид окрашенных пятен, участков локального износа в виде полос или канавок, а также поверхностных микротрещин. Специфический характер изнашивания при фреттинг-коррозии проявляется также в том, что окислительная среда интенсифицирует процесс изнашивания, окисление при этом протекает интенсивно и продукты изнашивания в основном представляют собой диспергированные оксиды трущихся металлов. Такой характер окислительного процесса, при котором интенсивное окисление не приводит, однако, к образованию защитных пленок, Б.И. Костецкий связывает с динамическим характером нагружения узла трения и называет динамическим окислением. Фреттинг-коррозия приводит к значительному ухудшению качества поверхностей и в 3...6 раз снижает усталостную прочность деталей вследствие образования концентраторов напряжений, а также снижает размерную точность сопряжений. Фреттинг-коррозия обычно развивается при прессовых посадках на вращающихся валах в местах посадки лопаток турбин; в шпоночных, шлицевых, болтовых и заклепочных соединениях, подверженных вибрации; в подшипниках качения, передающих нагрузку в условиях отсутствия качения и т.д.; т.е. в тех случаях, когда имеют место микроколебания и окислительная среда. Согласно исследованиям Р.Б. Уотерхауза, для развития фреттинг-коррозии достаточно, чтобы амплитуда колебаний достигала долей микрометров. Увеличение амплитуды приводит к росту объёмного 30 изнашивания. При достижении амплитуды 2...5 мм и более изнашивание приобретает характер обычного окислительного при однонаправленном скольжении. Увеличение частоты колебаний снижает износ при фреттинг-коррозии до определенной установившейся величины, после чего износ стабилизируется. 1.3. Три стадии изнашивания трущихся тел Износостойкость трущихся тел во многом определяется процессами, происходящими во фрикционном контакте, т.е. реальными давлениями, температурными процессами, которые в процессе эксплуатации пары трения меняются и наиболее явно выражены во времени. Наиболее общий вид зависимости, получившей название В.Ф. Лоренца и представляющей суммарный износ от времени работы деталей узла трения или пути трения, приведен на рис. 17. Рис. 17. Закономерности изменения линейного износа (h) и интенсивности изнашивания (I) в процессе обкатки и эксплуатации трущихся тел: hп – предельный суммарный износ трущихся тел; h1 – суммарный износ при обкатке; h2 – суммарный износ при эксплуатации трущихся тел; I – область обкатки; II – область периода эксплуатации трущихся тел; II' – область повышения интенсивности изнашивания в процессе эксплуатации пары трения; III – область катастрофического износа 31 На рис. 17 показана зависимость быстроты изменения линейного (объёмного или массового) износа во времени от исходного, равного нулевому для новых деталей, до допустимого hп, выше которого наступает катастрофический износ с последующим разрушением трущейся пары. По зависимости В.Ф. Лоренца можно выделить принципиально отличающиеся во времени и по механизму разрушения три стадии процесса изнашивания трущихся тел (I, II и III). Первая стадия изнашивания, продолжительность которой составляет незначительную долю от времени работы сопряжения, получила название приработки пары или узла трения. В этот период происходят процессы изменения геометрии поверхностей трения и физико-химических свойств обоих взаимодействующих фрикционных материалов. На этом этапе на площадях истинного контактирования, во многом определяющихся исходной микрогеометрией и свойствами исходного материала, реализуются очень высокие давления, температурные поля, градиенты напряжений и температур. При их действии, а также в результате взаимодействия тел с окружающей средой (воздухом, смазкой и т.д.) в зоне трущихся тел происходят значительные деформационные процессы, диффузионные процессы, меняются молекулярные взаимодействия, свободная поверхностная энергия и др., в десятки раз ускоряется протекание химических реакций. Направление этих изменений определяется принципом Ле Шателье-Брауна, в соответствии с которым любая система под внешними воздействиями изменяется с максимальным ослаблением первоначально существовавших взаимодействий. В результате адаптации системы к условиям нагружения в поверхностных слоях трущихся тел образуются такие структуры и макро- и микрорельеф, которые, наряду с формированием в процессе приработки на поверхностях трения вторичных структур различного происхождения, обеспечивают минимизацию энергетических затрат и локализацию зоны фрикционного разрушения (износа) в тонком поверхностном слое. 32 Окислительно-восстановительные процессы в поверхностных слоях и диффузионные процессы в подповерхностных слоях приводят к тому, что поверхностный слой трущихся тел по своему атомномолекулярному составу и частицы, отделяющиеся от трущихся тел, могут существенно отличаться от состава и физико-механических свойств исходного материала (по данным А. Жерве и Ю.М. Лужнова). Степень отличия этих свойств во многом связана с режимом нагружения трущихся тел и получила название трибомутации. В свою очередь, происходящие в зоне фрикционного контакта значительные термоциклические напряжения могут оказывать влияние и на фазовые превращения, происходящие в поверхностных слоях. Правильное и направленное использование этих явлений может во многом повлиять на процессы, связанные с приработкой трущихся тел, и, в конечном счёте, на затраты энергии и материалов и продолжительность работы узла трения. В исследованиях И.В. Крагельского показано, что в процессе приработки устанавливается определенная для данной трибосистемы шероховатость, не зависящая от величины и характера первоначальной шероховатости, полученной в результате технологической обработки. Она определяется качеством используемого материала и составом окружающей среды (воздуха, смазки и т.д.), а по своей величине установившаяся шероховатость может оказаться как больше, так и меньше исходной, полученной при технологической обработке. Схема формирования установившейся равновесной шероховатости приведена на рис. 18. Для очень гладких поверхностей большую роль на фрикционное взаимодействие оказывает адгезионное взаимодействие между выступами трущихся тел. Молекулярное схватывание и вырыв части микровыступов приводят к образованию более высоких выступов. В результате этого процесса при формировании сил трения уменьшается влияние адгезионных сил и начинают играть решающую роль деформационные процессы, а высокие выступы при трении деформироваться и срезаться. Таким образом, путём попеременного вступления 33 в действие адгезионных и деформационных процессов достигается некоторая равновесная шероховатость, характеризующаяся реализацией минимума сил трения и интенсивности изнашивания. Рис. 18. Формирование равновесной шероховатости по И.В. Крагельскому В процессе приработки при трении выделяется большое количество материала трущихся тел, по своему объёму почти соизмеримого с износом трущихся тел за весь срок нормальной эксплуатации уже приработанной трибосистемы. Во время приработки сглаживаются и в значительной степени «снимаются» несоответствия в конструкции узла трения, приобретённые как при изготовлении его деталей: несоблюдения плоскостности, отклонения в углах и диаметрах контактирующих тел и др. Так и возникшие при сборке узла трения: недостаточная посадка, перекосы и т.д. Во второй стадии изнашивания фрикционных пар (см. рис. 17) трение стабилизируется, интенсивность изнашивания снижается и в среднем остается практически неизменной. Исключением из этого могут 34 быть отдельные всплески на этой зависимости, вызванные нарушениями в режиме эксплуатации узлов трения. Например, при запуске двигателя, когда в узлы трения ещё не попала смазка, или при работе с низкими температурами, когда в зоне трения реализуется режим масляного голодания, или в условиях, когда увеличиваются внешние воздействия, например, перегруз автомобиля или движение по крутому подъёму. Эти всплески интенсивности изнашивания обычно бывают непродолжительными и поэтому не сильно искажают общую картину интенсивности изнашивания узлов трения машин. Однако они свидетельствуют о том, что к обслуживанию узлов трения машин в условиях эксплуатации следует относиться с большим вниманием, поскольку при длительной недооценке этих процессов они могут значительно повысить угол наклона кривой на участке 1–2 (см. рис. 17), т.е. привести к росту интенсивности изнашивания и сокращению периода нормальной эксплуатации узла трения. В процессе постепенного изнашивания трущихся тел увеличиваются зазоры в сочленениях машины, могут возникать перекосы и перераспределение усилий и нагрузок между парами трения. Это приводит к тому, что к концу второго периода износ трущихся тел настолько повышается, внешние воздействия увеличиваются, и период относительно стабильной работы узла трения заканчивается. Третья стадия изнашивания начинается с момента, когда под действием динамических факторов резко увеличивается интенсивность изнашивания, достигая своей катастрофической величины, и узел трения выходит из строя (повреждается). Для разных материалов и конструкций узлов трения представленные выше стадии изнашивания будут разными по величине и крутизне хода кривых, однако общий характер их по форме сохраняется. При работе узлов трения на интенсивность изнашивания влияют: 1) изменение номинальной площади контакта с соответствующим изменением контактной нагруженности узла трения; 2) изменение внешнего силового воздействия вследствие непостоянства приложенных к узлу трения сил; 35 3) изменение условий снабжения трущихся поверхностей смазкой (утечки, снижение вязкости смазки, потеря гидродинамического эффекта и т.п.); 4) изменение температурных условий работы узла трения (работа в разных климатических зонах, значительное превышение расчетных эксплуатационных нагрузок и т.д.); 5) нарушение кинематических связей трущихся деталей; 6) изменение количества и размеров твёрдых частиц, попадающих извне в зону трения (при увеличении зазора между деталями, при износе уплотнений и т.п.). Все это, в конечном счёте, определяет срок службы детали узла трения, прошедшего обкатку, по его допустимому предельному износу hп T= (hп − h1) , J2 где h1 – износ после обкатки; J2 – скорость изнашивания в нормальных условиях эксплуатации машины. Из теории триботехники следует, что в реальном мире не существует абсолютно износостойких или не износостойких материалов, а есть режимы нагружения узлов трения – сочетание скоростей и нагрузок. При различных сочетаниях данных режимов один и тот же материал способен в большей или меньшей степени сопротивляться износу. 36 2. ЗАДАНИЕ ПО ЛАБОРАТОРНО-ПРАКТИЧЕСКОЙ РАБОТЕ 1. Изучить общие положения об изнашивании твёрдых тел при фрикционном контакте. 2. Изучить особенности и характерные признаки проявления различных механизмов и видов изнашивания в зоне трения поверхностей твёрдых тел. 3. Выполнить анализ наиболее вероятных видов изнашивания для одной из рабочих поверхностей детали, выданной в качестве варианта задания. 2.1. Порядок представления материала при выполнении задания 1. В отчете по лабораторной работе выполнить подробное описание условий работы детали и рассматриваемой рабочей поверхности в узле трения с представлением качественных и количественных характеристик. 2. Представить характеристики материала детали и качества поверхностного слоя рассматриваемой рабочей поверхности. 3. На основании анализа условий работы детали в узле трения и по видимым характерным признакам износа её рабочей поверхности сделать предположение о наиболее вероятных видах изнашивания данной поверхности в рассматриваемом узле трения. 4. Подробно описать условия возникновения и характер протекания всех выделенных для рабочей поверхности детали механизмов и видов изнашивания. 5. Результаты выполненного анализа представить в табл. 4. Таблица 4 Результаты анализа возможных механизмов и видов изнашивания рабочей поверхности детали № п/п Параметр Значение, размерность, признак Деталь 1 2 Наименование Материал 37 Окончание табл. 4 № п/п 1 2 3 4 1 2 1 2 3 4 5 1 2 … Параметр Значение, размерность, признак Рассматриваемая рабочая поверхность Наименование Геометрическая форма Исходная шероховатость Твёрдость Сопрягаемая с рассматриваемой поверхностью деталь Наименование Материал Условия работы фрикционной пары Метод смазки Температурный интервал Окружающая среда Скорость относительного перемещения Характер и величина нагрузки Возможные виды изнашивания рассматриваемой поверхности 38 3. НЕКОТОРЫЕ СПРАВОЧНЫЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ Таблица 5 ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● Гидроабразивное изнашивание ● ● ● ● Со смазкой ● Абразивное изнашивание ● ● Удар ● ● Сухое Серый чугун Белый чугун Легированные стали Нержавеющие стали Инструментальные стали Жаропрочные сплавы Подшипниковые сплавы – бабиты Подшипниковые сплавы – бронза Подшипниковые сплавы – латунь Керамика Керметы Термоплаты Реактопласты Эластомеры Полимерные композиты Углерод, графит, дисульфид молибдена Со смазкой Материалы Сухое Скольжение Условия контакта Качение ● ● ● ● ● ● ● ● ● ● ● ● ● Кавитация Материалы используемые в трибосопряжениях ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● Таблица 6 Характеристики структурных составляющих сталей и чугунов и их влияние на эксплуатационные характеристики деталей трибосопряжений Структурная составляющая Феррит Характеристика Твердый раствор углерода в α-железе Твердый раствор углерода в γ-железе Карбиды Химическое соединение железа с углеродом – цементит (6,67% С), при легировании – соединение железа с углеродом и легирующими элементами Ферритно-цементитная смесь Перлит Мартенсит Графит Пересыщенный твердый раствор углерода в αжелезе, образовавшийся в результате бездиффузионного превращения Кристаллическая модификация углерод Твердость Влияние структурной составляющей по Виккерсу HV на износостойкость При наличии ферритной основы сталь 50…135 и чугун имеют невысокую твердость и малую износостойкость 100…135 150…220 Цементит Сложные карбиды в легированных сталях Зернистый Пластинчатый Сорбитообразный Сорбит Тростит Пластинчатый Хлопьевидный Шаровидный 1000…1150 1100…1300 160…190 190…230 230…260 250…300 300…400 800…900 Низкая Отличается склонностью к упрочнению при холодной пластической деформации. Сплавы с аустенитной основой, несмотря на невысокую твердость, обладают износостойкостью в условиях удара, смятия и пластической деформации В зависимости от условий образования имеют разную морфологию и дисперсность. Входя в состав ферритнокарбидной смеси (перлита), карбиды оказывают определяющее влияние на износостойкость стали и чугуна С увеличением количества карбидов повышается твердость и износостойкость сплава. Сплавы с пластинчатым перлитом более износостойки, чем с зернистым Отличается высокой твердостью и прочностью; служит основой многих износостойких железоуглеродистых сплавов Графит образуется в основном в чугунах и его включения действуют как смазка 39 Аустенит Подвиды составляющих Чистое железо и феррит в углеродистой стали Легированный феррит в легированной стали 40 Таблица 7 Механические свойства и область применения сталей Тип стали Предел прочности на растяжение, МПа Модуль упруТвердость гости, HV ГПа Низколегированные стали Нержавеющие стали: Аустенитные (Cr-Ni) Полуаустенитные (Cr-Ni, дисперсионно упрочняемые) Мартенситные (Cr, дисперсионно упрочняемые) 580…1140 200 56…620 190 900…1825 195 515…760 200 710…2800 – 1010…2800 205 Инструментальные стали Ферросплавы (суперсплавы) Характерное применение Используется там, где нужна износостойкость, прочность и ударная вязкость (валы, зубчатые колеса, ручной ин640…830 струмент); стали с 1,5% Cr и 1% С применяются для изготовления подшипников качения Применяются в случаях, когда нужна коррозионная 150…160 стойкость и ударная вязкость, например для валов насосов Применяются там, где требуется высокая прочность, удовлетворительное сопротивление задиру, умеренная 170…520 коррозионная стойкость и хорошая формуемость, например в ленточных подшипниках Применяются там, где требуется твердость, прочность, износостойкость и коррози165…635 онная стойкость (подшипники качения, валы, детали самолетов и турбин) Применяется там, где важна высокая твердость и износостойкость, малая ударная вязкость, высокая стойкость 600…1000 к размягчению при низкой температуре (режущий инструмент, волоки, подшипники качения и валы) Используется при высоких температурах (высокотемпе830…1000 ратурные подшипники, валы, лопатки паровых турбин) 41 Таблица 8 Механические свойства и область применения чугунов Тип чугуна Предел прочности на растяжение, МПа Серый чугун 140…450 Чугун с шаровидным графитом 550…680 Белый чугун 140…345 Ковкий чугун 345 Перлитный и мартенситный чугун 415…725 Модуль упругости, ГПа Твердость HB (HV), кг/мм2 Характерные свойства Превосходная обрабатываемость, 155…300 способность гасить 65…160 (165…320) вибрации, превосходная износостойкость Наилучшее сочетание жесткости, прочности, стойко190…200 сти к удару, изно140…170 (200…210) состойкости, более пластичен чем серый чугун Твердость, превосходная износо400 стойкость, плохая – (425) обрабатываемость, высокая хрупкость Хорошая обрабатываемость, пла≤ 155 стичность 170 (≤ 165) 180…195 150…320 Высокая прочность, твердость и износостойкость Характерное применение Блоки автомобильных двигателей, зубчатые колеса, маховики, тормозные диски и барабаны Коленчатые валы, тяжелонагруженные зубчатые передачи и вальцы Футеровка дробилок, форсунки, ролики прокатных станов Поверхности тяжелонагруженных подшипников, железнодорожный подвижной состав Стрелы качалок, ступицы колес, крышки подшипников 42 Таблица 9 Механические свойства и области применения подшипниковых сплавов Материал/ состав Сплавы на оловянной основе (баббиты) 34% Zn, 11% Pb, 65% Cu (свинцовистая латунь) 35% Pb, 65% Cu (свинцовистая бронза) 5% Sn, 25% Pb, 70% Cu (свинцовистая бронза) 10% Sn, 10 Pb, 80% Cu (свинцовистая бронза) 10% Sn, 2% Zn, 88% Cu (оловянистая бронза) 3% Si, 97% Cu (кремнистая бронза) 4% Fe, 11% Al, 85% Cu (алюминиевая бронза) 2% Be, 0.6% Fe, 0.2% Co, или Ni, 92,7% Cu (бериллиевая бронза) Прочность на растяжение, МПа Модуль упругости, ГПа Твердость HB Максимальная нагрузка, МПа Область применения Подшипники коленчатых валов бензиновых 10 двигателей, газовых 65 43 22 (цикл.) турбин, судовых редукторов Сплавы на основе меди (латуни и бронзы) Втулки подшипников, упорные шайбы, ползуны для легконагруженных узлов, гильзы бен340 105 70 27 зиновых двигателей, втулки редукторов, подшипники газовых турбин Подшипники насосов, 55 – 256 27 автомобильных и авиационных двигателей внутреннего сгорания, дизельных двигателей 170 – 48 20 240 – 63 27 310 – 65 27 500…700 – 3180 29 600…740 – 195 31 1135…1310 130 36 HRC 700 Тяжелонагруженные подшипники Втулки для тяжелонагруженных и высокотемпературных узлов Тяжелонагруженные и высокотемпературные подшипники и ползуны Подшипники, кулачки, детали авиационных двигателей, соединители, пружины в электротехнике и электронике 43 Таблица 10 Особенности схватывания и повреждений различных подшипниковых сплавов Температура Группа сплавов плавления, °С Сплавы на оловянной и свинцовой основах Сплавы на цинковой основе. Алюминиевые сплавы с мягкими структурными составляющими (олово, свинец, кадмий) Сплавы на алюминиевой основе без мягких структурных составляющих и сплавы на медной основе ≤ 350 ≤ 650 ≤ 1000 Характер процесса схватывания В тонком поверхностном слое В тонком поверхностном слое и глубинное разрушение Характер повреждения поверхности подшипника Мелкие риски и вырывы Характер повреждения поверхностей цапфы Перенос антифрикционного сплава без разрушений и вырывов Мелкие и круп- Риски и иногда ные риски вырывы металла и вырывы Сопровождается Риски и вырывы глубинным металла разрушением металла Риски, вырывы металла и сетки термических трещин 44 Таблица 11 Характеристики усталостной прочности различных подшипниковых сплавов Установка Лабораторная машина (база 107 циклов) Машина типа «Ундервуд» Машина «Viking» Антифрикционный материал Относительная Усталостусталостная ная прочпрочность ность, МПа по сравнению с баббитом Оловянный баббит 14,0 1,00 Cu-35 Pb 26,6 1,90 Al-6,5 Sn-1 Ni-1 Cu цельнолитой 42,3 3,05 Оловянный баббит 5,6…10,5 1,00 Cu-35 Pb 10,5…17,5 1,73 Оловянный баббит толщиной 0,1 мм 14…28 2,60 Cu-Pb с Sn или Ag 21…28 3,02 Алюминиевые сплавы 28…35 3,92 13,3 1,00 13,0 0,97 28,7 2,16 28,7 2,16 Cu-30 Pb, спеченная 23,8 1,79 Al-20 Sn-1 Cu – биметалл на стали 32,2 2,42 Cu-22 Pb-4 Sn, спеченная 38,5 2,90 Оловянный баббит (7% Sb, 8% Cu) Свинцовый баббит(1% Sn, 15% Sb, 1% As) Cu-Pb покрытие Pb + 10% Sn толщина 0,04 мм Cu-Pb покрытие Pb-5In толщина 0,04 мм 45 Таблица 12 Керамика: свойства и область применения Материал Алмаз Свойства и область применения Чрезвычайная твердость и очень высокая износостойкость; алмазный инструмент эффективно применяется для резания сверхсплавов, металлокерамик и керамик при высоких скоростях, для шлифования и полирования Высокие твердость и абразивная способность; применяют для шлифоКарбид кремния (SiC) вания и полирования, в качестве наполнителя для полимерных композитов для повышения износостойкости различных деталей двигателей внутреннего сгорания, например камеры сгорания, седла клапанов и т.п. Высокие твердость и износостойкость; широко используется Карбид для изготовления износостойких деталей титана (TiC) Высокие твердость и износостойкость; применяется для твердосплавноКарбид го инструмента, армирования корончатых буров при бурении горных повольфрама род; заменитель алмаза для доводочных шлифовальных кругов и т.п. (WC) Высокие твердость и износостойкость; применение ограничено Карбид низкими температурами бора(B4C) Нитрид крем- Превосходное сопротивление тепловому удару; применяется для подшипников, роторов, седел клапанов, поршней и головок поршней и т.п. ния (Si3N4) Высокие твердость, ударная вязкость и износостойкость; применяют Сиалон при обработке сплавов, которые не обрабатываются инструментом на ос(Si6-zAlzOzN8-z) нове оксида алюминия, для различных деталей двигателей внутреннего сгорания, например колец форсунок, подшипников, агрегатов турбонаддува, роторов, кулачковых толкателей, направляющих втулок клапанов и т.п. Высокая твердость при высокой температуре, высокая стойкость Кубический к окислению; эффективно применяется в инструментах для резания нитрид бора суперсплавов (CBN) Высокая износостойкость и очень низкое сродство к металлам; Нитрид широко применяется для изготовления режущего инструмента титана (TiN) Высокие твердость и износостойкость; применяется при получении Диборид твердых сплавов для режущего и бурильного инструмента, титана (TiB2) износостойких покрытий, сопел для распыления песка Высокие термостойкость и сопротивление образованию окалины; Диборид используется в тех случаях, когда требуется высокая износостойкость циркония при повышенных температурах, например в соплах ракет и т.п. (ZrB2) Высокая окислительная стабильность; жаропрочные сплавы Дисилинид для газовых турбин, камер сгорания, двигателей и управляемых ракет, молибдена сопла для распыления песка Износостойкость и способность сопротивляться деформированию Оксид алюминия (Al2O3) при повышенных температурах; эффективный инструмент для обработки чугунов, низкоуг леродистых сталей и термообработанных сталей при высоких скоростях Частично ста- Высокие прочность, ударная вязкость, механическая надежность; хорошее сопротивление удару, абразивному изнашиванию и растресбилизированный оксид киванию; используется в горнодобывающей промышленности, например в конвейерах, подшипниках, ножах скреперов; при горячей экструциркония зии меди и латуни; в случаях, когда необходимы хорошие износостой(10% Y2O3, кость и коррозионная стойкость 90% ZrO2) Износостойкость и коррозионная стойкость при повышенных темпераПлавленый турах; применяют также в качестве абразива при полировании кварц (SiO2) 46 Таблица 13 Типичные трибологические характеристики бензинового двигателя Минимальная толщина масляной пленки, мкм Максимальная температура, °С Минимальная вязкость масла, МПа·с Максимальная скорость сдвига, с−1 Среднее арифметическое отклонение шероховатости Ra, мкм Максимальное давление в зоне контакта, МПа Потери мощности (в среднем), кВт Подшипники скольжения (коренных и шатунных шеек) Поршневые кольца (верхнее – компрессионное кольцо) Подшипники качения <1 < 0,2 0,1 180 200 в области паза, 120 на остальной поверхности 150 2,5 6,5 Пластичная смазка 108 107 107 0,35 0,2 0,3 60 70 600 0,08 на каждый подшипник 0,15 на одно кольцо 0,04 на каждый шарик/ролик 47 СПИСОК ЛИТЕРАТУРЫ 1. Основы трибологии (трение, износ, смазка): учебник для технических вузов / А.В. Чичинадзе [и др.]; под общ. ред. А.В. Чичинадзе. – М.: Машиностроение, 2001. – 664 с. 2. Лужнов, Ю.М. Основы триботехники: учебное пособие / Ю.М. Лужнов, В.Д. Александров; под общ. ред. Ю.М. Лужнова. – М.: МАДИ, 2013. – 136 с. 3. Мышкин, Н.К. Трение, смазка, износ. Физические основы и технические приложения трибологии / Н.К. Мышкин, М.И. Петроковец. – М.: ФИЗМАТЛИТ, 2007. – 368 с. СОДЕРЖАНИЕ ВВЕДЕНИЕ .................................................................................................. 3 1. ТЕОРЕТИЧЕСКИЕ СВЕДЕНИЯ ............................................................ 4 1.1. Изнашивание твёрдых тел при фрикционном контакте .............. 4 1.2. Механизмы разрушения и виды изнашивания твёрдых тел.................................................................................... 14 1.3. Три стадии изнашивания трущихся тел ...................................... 30 2. ЗАДАНИЕ ПО ЛАБОРАТОРНО-ПРАКТИЧЕСКОЙ РАБОТЕ .......... 36 2.1. Порядок представления материала при выполнении задания ............................................................. 36 3. НЕКОТОРЫЕ СПРАВОЧНЫЕ И ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ ........................................................................................ 38 СПИСОК ЛИТЕРАТУРЫ .......................................................................... 47 Учебное издание Авторский коллектив: ЛУЖНОВ Юрий Михайлович КАЛАЧЁВ Юрий Николаевич АЛЕКСАНДРОВ Виктор Дмитриевич МОРЩИЛОВ Максим Витальевич АНАЛИЗ ВИДОВ ИЗНАШИВАНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ УЧЕБНО-МЕТОДИЧЕСКОЕ ПОСОБИЕ Редактор В.В. Виноградова Редакционно-издательский отдел МАДИ. E-mail: rio@madi.ru Подписано в печать 24.12.2018 г. Формат 60×84/16. Усл. печ. л. 3,0. Тираж 75 экз. Заказ . Цена 105 руб. МАДИ, Москва, 125319, Ленинградский пр-т, 64.