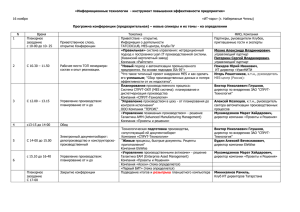
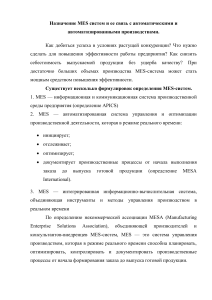
MES АВТОМАТИЗИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ ООО «2050-Интегратор» Россия, г. Москва, Большой Гнездниковский пер., 1с2 info@2050-integrator.com +7 (495) 980 80 66 2 0 5 0 - И Н Т Е Г РАТ О Р Добро пожаловать в MES Активное развитие машиностроения диктует для всех участников процесса высокие стандарты к применяемому программному обеспечению, способам и инструментам управления. Главные требования: обеспечение гибкости, сокращение сроков, улучшение качества и как следствие сокращение себестоимости. СИСТЕМЫ КЛАССА MES MES (сокр. от англ. Manufacturing Execution System) — исполнительная система производства. Системы такого класса решают задачи синхронизации, координируют, анализируют и оптимизируют выпуск продукции в рамках какоголибо производства. Существует несколько формулировок определения MES-систем: MES — информационная и коммуникационная система производственной среды предприятия (определение APICS) MES — автоматизированная система управления и оптимизации производственной деятельности, которая в режиме реального времени: • инициирует; • отслеживает; • оптимизирует; • документирует производственные процессы от начала выполнения заказа до выпуска готовой продукции (определение MESA International). MES — интегрированная информационно-вычислительная система, объединяющая инструменты и методы управления производством в реальном времени (определение Michael’а McClellan’а, автора книги „Применение MES-систем“). СИСТЕМЫ КЛАССА MES В соответствии со стандартом ISA-95 MES система автоматизации производства должна отвечать на следующие вопросы: • • • • Как производить? (определение как делать продукт) Что может быть произведено? (определение доступных ресурсов) Когда и что производить? (определение расписания) Когда и что было произведено? (определение производительности) ОСНОВНЫЕ ФУНКЦИИ MES Одиннадцать типовых функций МЕS по версии Международной ассоциации производителей систем управления производством (MESA): КОНТРОЛЬ СОСТОЯНИЯ И РАСПРЕДЕЛЕНИЯ РЕСУРСОВ УПРАВЛЕНИЕ ПЕРСОНАЛОМ ОПЕРАТИВНОЕ\ДЕТАЛЬНОЕ ПЛАНИРОВАНИЕ УПРАВЛЕНИЕ КАЧЕСТВОМ ПРОДУКЦИИ ДИСПЕТЧЕРИЗАЦИЯ ПРОИЗВОДСТВА УПРАВЛЕНИЕ ТЕХОБСЛУЖИВАНИЕМ И РЕМОНТОМ УПРАВЛЕНИЕ ДОКУМЕНТАМИ ОТСЛЕЖИВАНИЕ ИСТОРИИ ПРОДУКТА СБОР И ХРАНЕНИЕ ДАННЫХ АНАЛИЗ ПРОИЗВОДИТЕЛЬНОСТИ УПРАВЛЕНИЕ ПРОИЗВОДСТВЕННЫМИ ПРОЦЕССАМИ АЛГОРИТМЫ И Н Т Е Г РА Ц И Я Основные составляющие MES Главная функция MES: оперативный анализ, управление и корректировка всех производственных процессов в цехе,достигается за счет его основных компонентов. ПЛАНЫ ERP MES О П Е РАТ И В Н А Я РА Б О ТА В СИСТЕМЕ НСИ ОТЧЕТНОСТЬ АНАЛИТИКА Для кого предназначен MES MES система предназначена для использования на всех уровнях функционирования цеха, участка или производственной линии ДЛЯ ПЛАНОВО-ДИСПЕТЧЕРСКОЙ СЛУЖБЫ ДЛЯ РУКОВОДИТЕЛЕЙ ПОДРАЗДЕЛЕНИЙ Планирование внутрицехового расписания, оперативный контроль производства, формирование документов выпуска. В программе реализована аналитика для контроля текущей ситуации в цехе, а так же механизмы поддержки принятия решений. ДЛЯ МАСТЕРОВ ДЛЯ ОПЕРАТОРОВ СТАНКОВ/РАБОЧИХ Формирование производственных заданий для рабочих, оперативный контроль сроков и выполнения заданий и производственных операций, формирование документов выпуска и сдельной заработной платы. Оперативное получение производственных заданий на смену, отражение исполнения операций. ДЛЯ СПЕЦИАЛИСТОВ МАТЕРИАЛЬНО-ТЕХНИЧЕСКОГО ДЛЯ ТЕХНОЛОГОВ ОБЕСПЕЧЕНИЯ Получение информации о фактическом прохождении технологического процесса. Получение актуальных графиков потребности в ТМЦ, оперативный контроль уровня запасов и их адресного хранения. MES в ИТ структуре завода Являясь по сути своей инструментом управления производством, MES в IT-архитектуре предприятия находится между Автоматизированной системой управления технологическим процессом SCADA и системой верхнеуровнего планирования APS, либо в случае её отсутствия, учетной системой класса ERP. Однако, обособленная работа этих программных продуктов не даст ожидаемых эффектов. Для получения конкретного результата необходимо обеспечить их полное взаимодействие. BI ERP Продвинутое планирование (AP&S) APS MES АСУ ТП MES в ИТ структуре завода КОНТУР УПРАВЛЕНИЯ УРОВНЯ ERP (стратегический) освобождается в этом случае от решения оперативных задач производства и обеспечивает поддержку бизнес-процессов предприятия в целом. Поток информации от производственного блока становится минимальным и включает в себя агрегированную управляющую и отчетную информацию по стандартам ERP с типовыми временами контроля неделя, декада, месяц, квартал, а также "аварийные" сигналы, требующие немедленного вмешательства высшего менеджмента предприятия. КОНТУР УПРАВЛЕНИЯ УРОВНЯ APS (верхнеуровневое планирование) определяет сроки выпуска ДСЕ и приоритеты партий запуска, от внутрицехового планирования получает информацию о невыполнимости заданных сроков как сигнал для перепланирования либо принятия организационных решений. Типовые времена циклов управления составляют дни, недели, месяца. КОНТУР УПРАВЛЕНИЯ УРОВНЯ MES (оперативно-производственный) опирается на отфильтрованную и обработанную информацию, поступающую как от АСУТП, так и от других служб производства (снабжения, технической поддержки, технологических, планово-производственных и т.д.). Интенсивность информационных потоков здесь существенно ниже и связана с задачами оптимизации заданных производственных показателей (качество продукции, производительность, энергосбережение, себестоимость и т.д.). Типовые времена циклов управления составляют минуты, часы, смены, неделя. Оперативное управление производством в этом контуре управления осуществляется специалистами, которые более детально, чем высший менеджмент, владеют производственной ситуацией (руководители производственных цехов, участков, главные технологи, энергетики, механики и др.). В связи с этим должно повышаться качество и эффективность принимаемых решений в пределах делегированных сверху полномочий. КОНТУР УПРАВЛЕНИЯ УРОВНЯ АСУТП (технологический) является самым интенсивным по объему информации и самым жестким по времени реакции, которое может составлять секунды и даже миллисекунды, минуты, часы. В верхнем уровне слоя АСУТП - в SCADA-системах происходит накопление и обработка большого числа технологических параметров и создается информационная база исходных данных для MES-уровня. MES в ИТ структуре завода В целевой картине цифрового завода насчитывается порядка 15 интеграционных потоков MES c питающими системами, которые могут быть реализованы с помощью шины данных или прямой интеграции ТОиР (учет ремонтов оборудования) TMS PDM (учет транспорта) QMS RFID (учет качества) ЗУП ERP СКУД MES CAM SCADA (мониторинг оборудования) ДИСКРЕТНОЕ МАШИНОСТРОЕНИЕ Решение MES предназначены для дискретного машиностроения. Дискретным принято считать такой тип производства, в котором исходный материал (сырье) при переработке в конечный продукт претерпевает более одного передела с прерыванием технологического процесса. В качестве характерных особенностей данного типа производства можно выделить следующие: Н О М Е Н К Л АТ У РА Большой номенклатурный ряд производимой продукции В А Р И АТ И В Н О С Т Ь Часто меняющаяся ситуация в цехе, приводящая к перепланированию и принятию новых управленческих решений ТЕХНОЛОГИЯ Большое количество технологических процессов. О Г РА Н И Ч Е Н И Я Наличие относительно жестких ограничений накладываемых на производственный процесс (сроки, ресурсы) РЕШЕНИЕ 53 Данное Решение полностью покрывает потребности механообрабатывающего производства, характеризующегося большим количеством станков и выполняемых на них операциях, и представляет собой классический функционал MES РЕШЕНИЕ 56 Решение для автоматизации раскройно-заготовительного производства. Принципиальным отличием данного Решения является формат работы со станками, осуществляющими раскрой материала (лазеры, плазмы и т.д.) и интеграция с CAMсистемами. РЕШЕНИЕ 55 Разработано для поточного производства. Особенность данного вида производства заключается в соблюдении строгого такта выпуска, необходимости комплектования, превалировании ручных операций над станочными, наличии сборочных постов и др. УРОВЕНЬ АВТОМАТИЗАЦИИ МАШИНОСТРОИТЕЛЬНОГО ПРОИЗВОДСТВА ПРОБЛЕМЫ: • Отсутствует корректная нормативно-справочная информация (технологические процессы, конструкторский состав, информация по персоналу и др.); • Большое количество данных ведется в бумажном виде или в разрозненных информационных Системах ( не систематизирован процесс актуализации данных, текущего качества данных не достаточно для принятия решений); • Преобладает ручное управление (интуитивно, не систематизированное управление); • Нет понимания, что цифровизация должна затрагивать изменение бизнес-процессов предприятия; • Низкая заинтересованность конечных пользователей. Страх перед новшествами; • Низкая компьютерная грамотность. КАЧЕСТВО ДАННЫХ ОПРЕДЕЛЯЕТ: Качество планирования; Качество принятия управленческих решений; Качество предоставляемой аналитической. НОРМАТИВНО-СПРАВОЧНАЯ ИНФОРМАЦИЯ В подсистеме хранится вся основная информация, связанная с номенклатурой и ее составом, технологией производства, структурой производственных мощностей и другая информация, которая является основой для планирования. Данная информация в необходимом объеме актуализируется за счет интеграции с ERP (учетной системой), MDM (управление нормативно-справочной информацией) PDM (управление конструкторско-технологической подготовкой производства) и другими системами. НОРМАТИВНО-СПРАВОЧНАЯ ИНФОРМАЦИЯ Для хранения информации о нормах потребления материалов, комплектующих для производства выходного изделия и плановых нормах отходов, получаемых в процессе обработки деталей в Системе используется справочник Спецификации номенклатуры. НОРМАТИВНО-СПРАВОЧНАЯ ИНФОРМАЦИЯ Данные о технологических процессах определяют для каждого изготавливаемого изделия перечень производственных операций, их последовательность и длительность, а также необходимые для выполнения операций производственные мощности. Технологическая операция является основной единицей производственного планирования и учета. На основе операций определяется трудоемкость изготовления изделий и устанавливаются нормы времени, задается требуемое количество оборудования, приспособлений и инструментов, производится календарное и оперативное планирование производства, осуществляется контроль качества и сроков исполнения работ. НОРМАТИВНО-СПРАВОЧНАЯ ИНФОРМАЦИЯ Данные о производстве содержат сведения о структуре предприятия (производственных подразделениях, складах), календаре рабочего времени и нормативах (по предприятию в целом, и по отдельным рабочим местам), данные по рабочим местам и группам оборудования (производительность, количество и т.д) НОРМАТИВНО-СПРАВОЧНАЯ ИНФОРМАЦИЯ Рабочее место (РМ) - Зона, оснащенная необходимыми техническими средствами, в которой совершается трудовая деятельность исполнителя или группы исполнителей, совместно выполняющих одну работу или операцию. НОРМАТИВНО-СПРАВОЧНАЯ ИНФОРМАЦИЯ При множественной загрузке допускается выполнение технологических операций из разных маршрутных карт в одно время на одном рабочем месте. РМ 1 СИНХРОННАЯ ЗАГРУЗКА РМ 2 Операция 1 Операция 2 Операция 4 Длительность обработки локальных производственных партий (выделенных отдельными МК) может совпадать, а время начала и окончания обработки задается Операция 3 РМ 3 Операция 2 согласованно для одновременно обрабатываемых партий. Данный признак будет использован для печей, в которых комплектность садки может состоять из нескольких деталей. РМ 1 РМ 2 РМ 4 Операция 1 РМ 5 Операция 3 Операция 1 Операция 2 АСИНХРОННАЯ ЗАГРУЗКА Операция 4 Начало и окончание одновременной обработки локальных производственных Операция 3 РМ 3 партий (выделенных отдельными МК) на рабочем месте не синхронизируются, а Операция 2 РМ 4 РМ 5 длительность обработки может быть различна. Признак может быть применим для Операция 1 Операция 3 рабочих мест, выполняющих не станочные операции. Для каждого рабочего места с множественной загрузкой есть возможность указать емкость РМ. Емкость РМ показывает, сколько операций из разных МК в один момент времени может одновременно выполнять РМ. НОРМАТИВНО-СПРАВОЧНАЯ ИНФОРМАЦИЯ Группа заменяемости РМ – группа рабочих мест, способных выполнить технологическую операцию за указанное в технологической карте время с требуемым качеством. Для каждого РМ в группе заменяемости есть возможность задать приоритет использования. НОРМАТИВНО-СПРАВОЧНАЯ ИНФОРМАЦИЯ В системе хранится информация о производственном персонале организации: таб. номер, профессия, разряд, бригада и тд. Данная информация необходима для учета трудовых ресурсов в подсистеме планирования, а так же для начисления заработной платы в подсистеме Формирования нарядов ПЛАНИРОВАНИЕ Подсистема позволяет расписание с учетом оперативно выбранных производственных ресурсов планировать критериев и перепланировать оптимизации и производственное текущей доступности ПЛАНИРОВАНИЕ Планирование производства на различных уровнях происходит в информационных Системах: • ERP - система планирования ресурсов предприятия • MES - исполнительная система производства • APS - система “продвинутого” планирования Методология AP&S План продаж и производства ERP Долгосрочное планирование APS Среднесрочное планирование Главный план Номенклатурный план MES Оперативный план ПЛАНИРОВАНИЕ Тип системы Основные функции Административный уровень Диапазон времени SCM Планирование МТО Корпорация, Дирекция, ПЭО Дни, недели, месяцы ERP Технико-экономическое планирование, распределение ресурсов и учет ПЭО, Плановопроизводственная служба, Цех Дни, недели, месяцы APS Межцеховое среднесрочное и долгосрочное планирование Корпорация, Дирекция, ПЭО Дни, недели, месяцы MES Внутрицеховое планирование и управление Цех Минуты, часы SCADA, LIMS Анализ и управление технологическим процессом Цех, Рабочее место Секунды, минуты Базовые системы контроля (программные устройства, контроллеры) Задание программ работы Рабочее место Миллисекунды, секунды Датчики, сенсоры Сбор информации Рабочее место Непрерывная шкала времени ПЛАНИРОВАНИЕ MES Ниже представлены основные данные поступающие на вход алгоритма планирования: ПЛАН ERP: MES Экземплярный состав изделия Оперативный план Расписание производства ПЛАН APS: Даты потребности ДСЕ Алгоритм планирования Производственные задания ИСХОДНЫЕ ДАННЫЕ: Конструкторско-технологическая документация Матрица мультикомпитенций сотрудников График ремонтов оборудования Факт выполнения производственных заданий АВАРИЙНЫЕ СИТУАЦИИ ТЕКУЩЕЕ СОСТОЯНИЕ ЦЕХА Факт выхода сотрудников в цех Доступность оборудования Наличие заготовок, НЗП, комплектующих, материалов, инструмента и оснастки Аварийная поломка станка Возникновение брака Информация с оперативок в цехе Уход сотрудника с рабочего места ПЛАНИРОВАНИЕ MES ПРОБЛЕМЫ: • Некорректная технологическая информация: • Нормы времени отличаются от реальных; • Не выделено время ПЗ и время на наладку, время ПЗ включено в штучное с учетом некоторой оптимальной партии; • Отсутствует или некорректна привязка операций к рабочим местам. • Значительное отклонение фактических сроков изготовления ДСЕ от расчетных данных оперативного плана производства в ERP. ПРЕДЛАГАЕМЫЕ РЕШЕНИЯ НА УРОВНЕ MES: • Получение и анализ обратной связи от производства по отклонениям от технологии: • Получение данных от мастеров при создании производственных заданий; • Получение данных о фактическом времени выполнения операций с терминалов ввода-вывода информации; • Добавление возможности корректировки плановых сроков выпуска ДСЕ, полученных из ERP , на уровне руководства цеха. Задача должна быть окончательно решена на уровне APS системы. ПЛАНИРОВАНИЕ MES Алгоритм построения расписания 1. Расчет приоритетов партий запуска (построение очереди маршрутных карт) • МК располагаются в порядке увеличения напряженности (сумма времени невыполненных операций к доступному времени); • При равной напряженности, МК располагаются в порядке возрастания даты запуска. 2. Определение наиболее загруженных рабочих мест и планирования от них • Для каждого рабочего места и группы заменяемости рассчитывается его ранг, как отношение времени выполнения операций по МК к плановому времени доступности РМ 3. Для каждой операции подбор рабочего места из группы заменяемости • «Жадный» алгоритм: на каждом этапе принимаем локально наиболее оптимальное решение ПЛАНИРОВАНИЕ MES Жадный алгоритм — алгоритм, заключается в принятии локально оптимальных решений на каждом этапе, допуская, что конечное решение также окажется оптимальным. Алгоритм используется только если для операции есть несколько вариантов размещения (несколько РМ в группе заменяемости). Технологический процесс ДИСКРЕТНОЕ ПРОИЗВОДСТВО Входящие ресурсы Выпуск ДСЕ Для операции выбирается вариант размещения на РМ с учетом текущих ограничений: • Доступность оборудования; • Ремонты оборудование; • Обеспеченность трудовыми ресурсами; • Обеспеченность заготовками; • Текущий вид наладки работы РМ; - Рабочее место Принятие решения при выборе РМ КЛЮЧЕВЫЕ ОГРАНИЧЕНИЯ ДЛЯ ПЛАНИРОВАНИЯ Т Р УД О В Ы Е Р Е С У Р С Ы Фактический и плановый выход сотрудников на смену. Учет матрицы мультикомпетенций. О Б О Р УД О В А Н И Е Доступность оборудования. Учет плановых и аварийных ремонтов, индивидуальных особенностей станков. К О М П Л Е К Т У Ю Щ И Е , М АТ Е Р И А Л Ы Наличие в цехе производимых и покупных комплектующих и материалов для выполнения производственных операций. ПЛАНИРОВАНИЕ Учет доступности трудовых ресурсов происходит в интерфейсе «Рабочее место мастера», где мастер может откорректировать данные о присутствии сотрудников на рабочем месте, полученные из СКУД. Плановые графики работы Фактические данные по выходу сотрудников на смену СКУД Фактические составы смен Фактические составы бригад ПЛАНИРОВАНИЕ Дашборд по анализу доступности трудовых ресурсов на стенд визуального менеджмента ПЛАНИРОВАНИЕ На вкладке «Рабочие места» интерфейса «Рабочее место мастера» отражена обеспеченность рабочих мест трудовыми ресурсами с учетом выхода сотрудников на смену, а также ремонты рабочих мест по данным СМПО или ТОиР. СМПО: состояние оборудования Фактические данные по выходу сотрудников на смену ТОиР: Плановые сроки ремонтов Назначение операторов РМ ПЛАНИРОВАНИЕ На диаграмме загрузки РМ на время остановки (планово-предупредительный ремонт, аварийный ремонт) будет недоступен для планирования. Информация о возникновении аварии на станке приходит с СМПО. ПЛАНИРОВАНИЕ Механизм планирования позволяет формировать производственное расписание в соответствии с заданными критериями оптимизации, для выполнения заданного объема работ с учетом ограничений и сложившейся производственной ситуации на момент расчета. Расписание выводится в виде диаграммы Ганта в разрезе РМ и выполняемых операций ПЛАНИРОВАНИЕ Производственные задания формируются автоматически на основании расписания производства на день и могут быть скорректированы вручную мастером по мере необходимости. ДИСПЕТЧЕРИЗАЦИЯ Подсистема предоставляет возможность обеспечения контроля за ходом производственного процесса, вплоть до каждой технологической операции, с целью его оперативной корректировки, для достижения целевых показателей производственными выпуска готовой операциями, учета продукции. Подсистема проведения производственных заданий и оформления документов выпуска. контроля решает задачи: качества, управления формирования ДИСПЕТЧЕРИЗАЦИЯ Управление операциями Выдача производственных заданий, начало, остановка, завершение и отмена операций. Проведение контроля Отметка сотрудниками ОТК о прохождении контроля, автоматическая отметка для отличников качества. Оформление выпуска Формирование документов выпуска (ОПзС) и передачи продукции между цехами (ТН). Формирование нарядов Формирование документов для отражения выработки сотрудников. ДИСПЕТЧЕРИЗАЦИЯ Эталонная последовательность работы в системе, представленная ниже, может быть изменена в зависимости от особенностей предприятия. QMS Результаты измерений Составление расписания Выдача заданий Завершение операций Проведение технолог. контроля Формирование документов выпуска Формирование нарядов ДИСПЕТЧЕРИЗАЦИЯ Для оперативного отражения завершения операций рабочий может самостоятельно отмечать факт выполнения операций из своего производственного задания на специальных терминалах, расположенных в цехе, либо в мобильном приложении на смартфоне или планшете. ДИСПЕТЧЕРИЗАЦИЯ Операции, у которых в технологии установлена необходимость проведения контроля, после завершения попадают в список на технический контроль, где сотрудник ОТК может отметить результаты проверки и указать выявленные несоответствия и их тип (допустимое, исправимое или неисправимое). Операции, выполненные отличником качества, автоматически отмечаются как прошедшие контроль. Операции, не прошедшие контроль, не попадут в наряды, а на продукцию, выпущенную по ним, не будут формироваться документы выпуска. ДИСПЕТЧЕРИЗАЦИЯ Формирование документов выпуска (отчетов производства за смену) может происходить в двух режимах: • Автоматическое – документы формируются автоматически на основании завершенных за смену операций; • Ручное – документы формируются сотрудниками вручную, с указанием выпущенных номенклатурных позиций. ДИСПЕТЧЕРИЗАЦИЯ По результатам завершенных операций в системе можно сформировать наряды на бригады или индивидуально на сотрудников, как со сдельным, так и с повременным видом оплаты труда. При закрытии нарядов на бригаду, трудоемкость и расценка в наряде будут распределены между участниками бригады в соответствии с установленным КТУ (коэффициентом трудового участия) и количеством отработанного времени. ИНТЕГРАЦИЯ Подсистема предоставляет возможность инструменты для проведения обмена данными со смежными системами управления и учета производственными процессам ИНТЕГРАЦИЯ С SCADA На текущий момент реализована интеграция с системой мониторинга промышленного оборудования АИС «Диспетчер» в части: СМЕННО-СУТОЧНЫХ ЗАДАНИЙ 1. Выдачи сменно-суточных, сформированных в MES, на терминал ввода вывода информации, установленном на станке. 2. Отметки выполнения производственной операции и передачи данной информации в MES А В А Р И И Н А С ТА Н К Е 1. Оперативное получение информации из АИС «Диспетчер» о возникновении аварийного простоя станка для оперативного перепланирования расписания в MES АНАЛИТИЧЕСКОЙ ОТЧЕТНОСТИ 1. Получение информации о фактическом времени выполнения операции в разрезе машинного времени, времени наладки, вспомогательного времени и т.д. АНАЛИТИЧЕСКАЯ ОТЧЕТНОСТЬ Подсистема предоставляет доступ к актуальной информации о графиках производства и готовности изделий, текущем состоянии производства, остатках НЗП, фактических данных о произведенных контрольных и производственных операциях. АНАЛИТИЧЕСКАЯ ОТЧЕТНОСТЬ На основании сформированного в системе расписания и данных по выполнению операций можно вывести различные отчеты и диаграммы для анализа производства. АВТОМАТИЗИРОВАННЫЕ РАБОЧИЕ МЕСТА MES предоставляет автоматизированные рабочие места для оперативного управления производством АРМ ПЛАНИРОВЩИКА Позволяет планировать и перепланировать внутрицеховое расписание. АРМ КЛАДОВЩИКА Позволяет вести учет ресурсов в кладовой в разрезе номенклатуры и мест хранения (включая ячеистое хранение) АРМ МАСТЕРА Позволяет отметить фактическое состояние производственных ресурсов, сформировать производственные задания. АРМ КОНТРОЛЕРА ОТК Позволяет отметить качество выполнения технологической операции (качественная продукция, исправимый , не исправимый брак ОСНОВНЫЕ ЭФФЕКТЫ ОТ ВНЕДРЕНИЯ MES СОКРАЩЕНИЕ ВРЕМЕНИ ПРОИЗВОДСТВЕНОГО ЦИКЛА Оптимальный расчет приоритетов партий запуска; Планирование деталеопераций на рабочие места начиная с самого потенциально загруженного (оптимизация по рангам); Минимизация переналадок оборудования ПОВЫШЕНИЕ ЭФФЕКТИВНОСТИ УПРАВЛЕНИЯ Повышение прозрачности и управляемости производства; Повышение качества предоставляемой аналитической отчетности; Переход с бумажной на электронную документацию; Повышение скорости реагирования на изменение ситуации в цехе Принятие управленческих решений на основании информации, полученной из MES. Свяжитесь с нами Россия, г. Москва, Большой Гнездниковский переулок, 1, строение 2 PHONE +7 495 980 80 66 EMAIL info@2050-integrator.com WEBSITE 2050-integrator.com