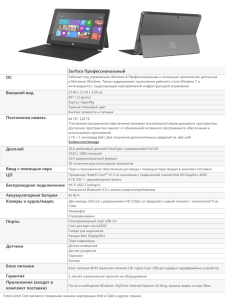
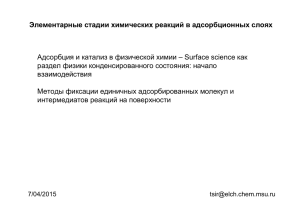
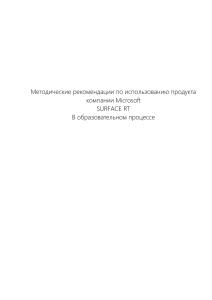
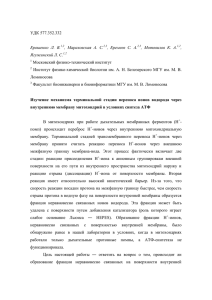
Содержание What robots are ................................... Ошибка! Закладка не определена. Manipulators ....................................... Ошибка! Закладка не определена. Что такое робот (перевод главы 1.1 What robots are)Ошибка! Закладка не определена. Манипуляторы (перевод главы 1.3 Manipulators) .................................... 13 Глоссарий ..................................................................................................... 39 2 INTRODUCTION When studied on a sufficiently fine scale, all solid surfaces are found to be uneven. Ultimately, the surface irregularities of the smoothest possible surfaces will be on the scale of individual atoms or molecules; for example, carefully cleaved specimens of the mineral mica can be truly smooth on an atomic scale over areas of several square centimetres. However, the surfaces of even the most highly polished engineering components show irregularities appreciably larger than atomic dimensions, and many different methods have been employed to study their topography. Some involve examination of the surface by electron or light microscopy or by other optical methods, while others use the contact of a fine stylus, or electrical or thermal measurements, or rely on the leakage of a fluid between the surface and an opposing plane. Perhaps the highest resolution can be achieved by the technique of atomic force microscopy (AFM), which can resolve individual atoms, but for most engineering surfaces less sensitive methods are adequate to study their topography. In this chapter we shall see how surface roughness is measured, and then examine what happens when two surfaces are placed in contact and a load is applied. MEASUREMENT OF SURFACE TOPOGRAPHY The topography of a surface can be represented by a dataset that contains the co-ordinates of points which lie on the surface. However, to resolve the features properly that make up the topography of the surface, the distance between neighbouring measurement points needs to be significantly smaller than the size of those features. Methods are required that allow the co-ordinates of points on the surface to be appropriately measured and recorded. Stylus profilometry and atomic force microscopy are both techniques in which the co-ordinates of points on a surface are measured by interactions with a probe; the co-ordinates of individual points are measured sequentially, which limits 3 the speed at which measurements can be recorded. The surface topography is described by a dataset describing those co-ordinates, either along a line or across an area. In contact profilometry, a fine stylus is dragged smoothly and steadily across the surface under examination. The position of the stylus in the plane of the surface is recorded (usually via the movement actuation system) and the vertical position of the stylus is monitored via a transducer. The co-ordinates of points regularly spaced along a line are recorded. To record a dataset which takes data from an area of the surface (rather than just a line across the surface), individual profiles can simply be recorded along a series of parallel lines. AFM uses a much finer stylus on a flexible cantilever, with a piezo actuator commonly being employed to maintain a constant force between the surface and the stylus tip itself (an attractive force is maintained in non-contact mode and a repulsive force in contact mode). With AFM, surface co-ordinates can be measured to a much greater accuracy, but the principles of measuring line profiles or surface topography are the same as for stylus profilometry. With contact profilometry, an unavoidable limitation results from the shape of the stylus. For reasons of strength, the diamond styli used for standard contact profilometry have pyramidal or conical ends, with minimum included angles of about 60° and tip radii of 1–2.5 μm. The combination of finite tip radius and included angle prevents these styli from penetrating fully into deep narrow features of the surface. In some applications this can lead to significant error. Special styli, with chisel edges and minimum tip radius as small as 0.1 μm, can be used to examine very fine surface details where a conventional stylus would be too blunt, but all stylus methods inevitably produce some ‘smoothing’ of the profile due to the finite dimensions of the stylus tip, as illustrated in Fig. 2.1. With stylus profilometry, the lateral resolution is limited by the tip geometry, with a resolution of 200 nm being typical. The vertical resolution is around 10 nm. AFM can achieve a vertical resolution of 0.1 nm, but the lateral resolution is typically no more than 10 nm. An issue exists in the examination of very compliant or delicate surfaces by stylus methods because the load on the stylus, although small, may nevertheless cause sufficient local stress to distort or 4 damage the surface. Non-contacting, optical methods of surface measurement are attractive for such applications. The other main class of methods for measurement of surface co-ordinates is based upon optical measurements, with the two main techniques using either interferometry or optical focus to define the surface position. Both these techniques are microscope-based and use information from the whole field of view to determine surface heights on a pixel-by-pixel basis. They both use computer-based image processing algorithms to determine the surface position for each pixel (using maximum fringe contrast in the interferometry techniques and maximum image sharpness in the focus techniques). The height resolution of microscope-based techniques is typically _3 nm. The lateral resolution depends on the magnification and the objective lens employed, but is Fig. 2.1 - Illustration of the effects of a finite stylus shape on the recorded profile of a surface; the recorded depth of valleys is reduced by 4d, and peaks are rounded off limited to _1 μm. Lateral resolution can be increased by the use of lenses with highermagnification, but this reduces the measurement area. In most systems, large areas can be analyzed at high resolution by stitching together data from separate measurement areas. Care must be taken with surfaces that are transparent or translucent, and these may need to be sputter coated with a metal to make them fully reflective; a thin sputtered coating (typically 2–20 nm thick) in practice has a negligible effect on the surface profile measurement. In addition, it is commonly 5 observed that the surface position cannot be resolved for every pixel, and the processing software will generally estimate the position of the surface in these pixels based upon measurements from surrounding pixels. The user of such methods needs to be assured that the fraction of pixels where the height has been estimated in this way remains acceptable, and should be aware of this when reporting the results. Once the topographic data has been collected, it is often represented either graphically, or in the form of one or more quantitative measures as discussed in Section 2.3. Single line profiles can be derived from area-based profile measurements by an interpolation procedure. The graphical representation of the surface profile differs from the shape of a genuine cross-section through the surface for several reasons. The major difference is due to the different magnifications used to represent the dataset in the horizontal and vertical directions. The vertical extent of surface features is nearly always much less than their horizontal scale. It is therefore convenient to compress the graphical record of the surface profile by using a magnification in the direction normal to the surface that is greater than that in the plane of the surface. The ratio of the magnifications will depend on the roughness of the surface, but typically lies between 10 and 5000. In Fig. 2.2, the effect of magnification is illustrated via profilometer recordings of the same surface at different magnification ratios of 50:1, 5:1 and 1:1. The surface slopes therefore appear much steeper on a typical profilometer record than they really are, and the distorting effect of this horizontal compression, present in nearly all profilometer traces, must be recognized in interpreting them. Thus, although surface slopes may appear very steep on a profilometer trace, in reality they are very rarely steeper than 10°; surface features on opposing surfaces that appear sharp enough to interlock with each other are rarely so sharp. QUANTIFYING SURFACE ROUGHNESS Quantitative measures of surface topography It is convenient to differentiate between roughness, meaning the small scale irregularities of a surface, and form error, which is a measure of the deviation of the 6 shape of the surface from its intended ideal shape (e.g., plane, cylindrical or spherical). The distinction between roughness and form error is arbitrary, although clearly it involves the horizontal scale of the irregularity. The picture may be further complicated by the presence of waviness, a periodic surface undulation intermediate in scale between roughness and form error. Fig. 2.2 A line surface profile shown with magnification ratios of (a) 50:1, (b) 5:1 and (c) 1:1; the data employed at the lower magnifications are the same as that at the higher magnifications over the line positions as indicated 7 By various methods, a surface profile can be analyzed to yield the various measurements of interest, namely the roughness (short wavelength irregularities), waviness or form error. Filtering methods may be used; for example, if the roughness of a surface needs to be separated from longer wavelength irregularities (roughness or form), then a sampling length can be defined (as shown in Fig. 2.3), with any measurements associated with those irregularities being made only with reference to the data Fig. 2.3 Illustration of terms used in analyzing profilometric data contained within the sampling length. These measurements can be made over a number of sampling lengths (which together make up the assessment length—see Fig. 2.3) and the values from each of these sampling lengths combined appropriately to yield a representative value. A dataset that represents the surface coordinates over an area contains all the information required to describe the topography of the surface. These datasets are often shown graphically in a 3-D representation as illustrated in Fig. 2.4; in such a representation, the spatial distribution of surface heights can be seen, allowing features such as flaws and directional features such as grinding marks to be visualized. A dataset that has been measured along a single line is essentially a section through that surface; if the surface has no directionality, as in Fig. 2.4(a), then a line profile may represent it adequately, but if the surface has a dominant directionality as in Fig. 2.4(b), care must be exercised in presenting a line profile as representative. While useful, graphical representations of surfaces (whether area or line profiles) do not provide a sufficiently simple and readily comparable means of describing surface topography. For this purpose, there are many quantitative measures that can be derived from the dataset representing the surface profile. Some quantitative measures were originally derived from line profiles and are still the most commonly quoted parameters; however, as area-based measurement of surface topology has become 8 Fig. 2.4 Three dimensional plots of (a) a grit blasted steel surface; (b) a ground steel surface. Both plots are shown on the same scale commonplace, equivalent measures for area-based datasets have also been derived and standardized, and are becoming more widely used. The most commonly quoted measure of surface roughness is the average roughness, Ra. The average roughness is defined as the arithmetic mean deviation of the surface height from the mean line through the profile. The mean line is defined as the line corresponding to the long wave profile components of the surface; in practice, this is the line of best fit with equal areas of the profile lying above and below it, as shown in Fig. 2.5. Formally, the average roughness Ra is defined by 9 Fig. 2.5 Profile recorded over a sampling length L; (a) raw data with a line of best fit (mean line) indicated as a dashed line; (b) profile relative to the mean line, from which the line profile-based roughness parameters can be calculated where z is the height of the surface above the mean line at a distance x from the origin, and L is the length of the profile being considered (i.e., the sampling length as shown in Fig. 2.5). Normally, discrete points equally spaced along a profile are 10 recorded (as opposed to a continuous function), leading to the following definition for average roughness: 11 Введение При достаточно тщательном изучении все твердые поверхности оказываются неровными. В конечном итоге неровности на самых гладких поверхностях будут на шкала отдельных атомов или молекул; например, тщательно сколотые образцы минеральной слюды может быть действительно гладкой в атомном масштабе на площади в несколько квадратных метров. сантиметры. Однако на поверхности даже самых полированных инженерных компонентов видны неровности, значительно превышающие атомные размеры, и для изучения их топографии использовалось множество различных методов. Некоторые включают исследование поверхности с помощью электронной или световой микроскопии или других оптических методы, в то время как другие используют контакт тонкой иглы, электрические или тепловые измерения или полагаются на утечку жидкости между поверхностью и противоположной плоскостью. Возможно, самое высокое разрешение может быть достигнуто методом атомной силы. микроскопия (АСМ), которая может разрешить отдельные атомы, но для большинства инженерных поверхностей менее чувствительные методы подходят для изучения их топографии. В этой главе мы увидим, как измеряется шероховатость поверхности, а затем рассмотрим что происходит, когда две поверхности соприкасаются и прикладывается нагрузка. Измерение топографии поверхности Топография поверхности может быть представлена набором данных, который содержит координаты точек, лежащих на поверхности. Однако для правильного разрешения элементов, составляющих топографию поверхности, расстояние между соседними точки измерения должны быть значительно меньше, чем размер этих элементов. Требуются методы, позволяющие надлежащим образом измерять и записывать координаты точек на поверхности. Профилометрия стилуса и атомно-силовая микроскопия - это 12 методы, в которых координаты точек на поверхности измеряются при взаимодействии с зондом; то координаты отдельных точек измеряются последовательно, что ограничивает скорость при котором измерения могут быть записаны. Рельеф поверхности описывается набор данных, описывающий эти координаты, вдоль линии или через область. На связи профилометрии, тонкий стилус плавно и устойчиво проводит по поверхности под экспертиза. Регистрируется положение стилуса в плоскости поверхности (обычно с помощью системы активации движения) и вертикальное положение иглы контролируется через преобразователь. Записываются координаты точек, равномерно расположенных вдоль линии. Чтобы записать набор данных, который берет данные из области поверхности (а не только линии по всей поверхности), отдельные профили можно просто записать по серии параллельные линии. AFM использует гораздо более тонкий щуп на гибком кантилевере, причем пьезоактуатор обычно используется для поддержания постоянного усилия между поверхностью и сам кончик иглы (сила притяжения поддерживается в бесконтактном режиме и сила отталкивания в контактном режиме). С помощью АСМ координаты поверхности могут быть измерены с точностью до гораздо большая точность, но принципы измерения профилей линий или топографии поверхности такие же, как и для профилометрии щупа. При контактной профилометрии неизбежное ограничение возникает изза формы стилус. Из соображений прочности алмазные щупы, используемые для стандартного контакта Профилометры имеют пирамидальные или конические концы с минимальным входным углом около 60 ° и радиус вершины 1-2,5 мкм. Комбинация конечного радиуса наконечника и включенного угла предотвращает полное проникновение этих щупов в глубокие узкие участки поверхности. В в некоторых приложениях это может привести к значительной ошибке. Специальные щупы с зубилными краями и минимальный радиус наконечника всего 0,1 мкм, может использоваться для исследования очень тонкой поверхности детали, где обычный щуп был бы 13 слишком тупым, но все методы щупа неизбежно приводят к некоторому «сглаживанию» профиля из-за конечных размеров наконечник щупа, как показано на рис. 2.1. При профилометрии щупа поперечное разрешение ограничено геометрией наконечника, при этом разрешение 200 нм является типичным. Вертикальное разрешение составляет около 10 нм. AFM может достичь вертикального разрешения 0,1 нм, но поперечное разрешение обычно не более 10 нм. Проблема существует при исследовании очень податливых или хрупких поверхностей стилусом. методы, потому что нагрузка на иглу, хотя и небольшая, тем не менее может вызвать достаточное местное напряжение, чтобы исказить или повредить поверхность. Бесконтактные, оптические методы измерения поверхности привлекательны для таких приложений. Другой основной класс методов измерения координат поверхности основан на при оптических измерениях двумя основными методами, использующими либо интерферометрию, либо оптический фокус для определения положения поверхности. Оба эти метода основаны на микроскопе. и использовать информацию со всего поля зрения для определения высоты поверхности на попиксельная основа. Оба они используют алгоритмы компьютерной обработки изображений для определить положение поверхности для каждого пикселя (используя максимальный контраст полосы в методы интерферометрии и максимальная резкость изображения в методах фокусировки). Разрешение по высоте микроскопов обычно составляет 3 нм. Поперечное разрешение зависит от увеличения и используемого объектива, но может быть 14 Рис. 2.1 Иллюстрация влияния конечной формы иглы на записанный профиль поверхность; зарегистрированная глубина впадин уменьшается на 4d, а пики округляются ограничивается 1 мкм. Боковое разрешение можно увеличить за счет использования линз с более высоким увеличение, но при этом уменьшается область измерения. В большинстве систем большие площади могут анализироваться с высоким разрешением путем объединения данных из отдельных измерений области. Будьте осторожны с прозрачными или полупрозрачными поверхностями, и эти может потребоваться напыление металла, чтобы сделать их полностью отражающими; тонкий напыленное покрытие (обычно толщиной 2–20 нм) на практике оказывает незначительное влияние на измерение профиля поверхности. Кроме того, обычно наблюдается, что поверхность положение не может быть определено для каждого пикселя, и программное обеспечение обработки обычно оценить положение поверхности в этих пикселях на основе измерений от окружающие пиксели. Пользователь таких методов должен быть уверен, что дробь пикселей, высота которых была оценена таким образом, остается приемлемой, и следует помнить об этом при сообщении результатов. После того, как топографические данные собраны, они часто представляются либо графически, либо в виде одной или нескольких количественных мер, как 15 описано в разделе 2.3. Однолинейные профили могут быть получены из измерений профиля на основе площади с помощью процедуры интерполяции. Графическое представление профиля поверхности отличается от форма подлинного поперечного сечения поверхности по нескольким причинам. Основным разница связана с разным увеличением, используемым для представления набора данных в горизонтальное и вертикальное направления. Вертикальная протяженность поверхностных элементов почти всегда намного меньше их горизонтального масштаба. Поэтому удобно сжимать графическая запись профиля поверхности с использованием увеличения в направлении перпендикулярно поверхности, которая больше, чем в плоскости поверхности. Соотношение увеличения будет зависеть от шероховатости поверхности, но обычно от 10 до 5000. На рис. 2.2 эффект увеличения проиллюстрирован посредством записи профилометра одной и той же поверхности при различных коэффициентах увеличения 50: 1, 5: 1 и 1: 1. Поэтому уклоны поверхности кажутся намного более крутыми на типичной записи профилометра. чем они есть на самом деле, и искажающий эффект этого горизонтального сжатия, присутствующий в почти все следы профилометра должны распознаваться при их интерпретации. Таким образом, хотя склоны поверхности могут показаться очень крутыми на следе профилометра, в действительности они очень редко круче 10 °; поверхностные элементы на противоположных поверхностях, которые кажутся острыми достаточно, чтобы сцепиться друг с другом, редко бывают такими резкими. Количество шероховатости поверхности Количественные измерения топографии поверхности Удобно различать шероховатость, означающую мелкие неровности поверхности, и ошибку формы, которая является мерой отклонения формы. поверхности от предполагаемой идеальной формы (например, плоской, цилин16 дрической или сферической). В различие между шероховатостью и ошибкой формы произвольно, хотя очевидно, что оно включает горизонтальный масштаб неровности. Картина может быть дополнительно осложнена наличие волнистости, периодической волнистости поверхности, промежуточной по масштабу между шероховатость и погрешность формы. Рис. 2.2 Линейный профиль поверхности, показанный с коэффициентами увеличения (а) 50: 1, (б) 5: 1 и (в) 1: 1; данные, используемые при более низком увеличении, такие же, как и при более высоком увеличении над позициями линии, как указано С помощью различных методов можно проанализировать профиль поверхности, чтобы получить различные представляющие интерес измерения, а 17 именно шероховатость (коротковолновые неровности), волнистость. или ошибка формы. Могут использоваться методы фильтрации; например, если шероховатость поверхности необходимо отделить от более длинноволновых неровностей (шероховатость или форма), затем можно определить длину выборки (как показано на рис. 2.3) с любыми измерениями связанных с этими нарушениями, сделанными только со ссылкой на данные Рис. 2.3 Иллюстрация терминов, используемых при анализе профилометрических данных содержится в пределах длины выборки. Эти измерения могут быть выполнены на нескольких отрезках выборки (которые вместе составляют длину оценки - см. Рис. 2.3). и значения из каждой из этих длин выборки соответствующим образом объединены, чтобы дать репрезентативная стоимость. Набор данных, представляющий координаты поверхности по области, содержит всю информацию, необходимую для описания топографии поверхности. Эти наборы данных часто показано графически в трехмерном представлении, как показано на рис. 2.4; в таком представлении можно увидеть пространственное распределение высот поверхности, позволяя такие особенности как дефекты и направленные элементы, такие как следы шлифования, которые необходимо визуализировать. Набор данных, который был измерен вдоль одной линии, по сути, представляет собой сечение этой поверхности; если поверхность не имеет направленности, как на рис. 2.4 (а), то ее может представлять профиль линии. адекватно, но если поверхность имеет доминирующую 18 направленность, как на рис. 2.4 (b), необходимо соблюдать осторожность. использоваться для представления профиля линии как репрезентативного. Хотя полезные, графические представления поверхностей (будь то профили площади или линии) не предоставляют достаточно простых и легко сопоставимых средств описания топографии поверхности. Для этого существует множество количественных показателей, которые можно полученный из набора данных, представляющего профиль поверхности. Некоторые количественные показатели изначально были получены из профилей линий и до сих пор наиболее часто цитируются параметры; однако, поскольку измерение топологии поверхности по площади стало Рис. 2.4 Трехмерные графики (а) стальной поверхности после пескоструйной обработки; (б) шлифованная стальная поверхность. Оба графика показаны в одном масштабе. обычные, эквивалентные меры для наборов данных на основе площадей также были получены и стандартизированы и становятся все более широко используемыми. Наиболее часто цитируемым показателем шероховатости поверхности является средняя шероховатость Ra. Средняя шероховатость определяется как среднее арифметическое отклонение высота поверхности от средней линии через профиль. Средняя линия определяется как линия, соответствующая компонентам длинноволнового профиля поверхности; на практике, это линия наилучшего совпадения с равными участками профиля, лежащими над и под ней, так как показано на рис. 2.5. 19 Формально средняя шероховатость Ra определяется как Рис. 2.5 Профиль, записанный на длине выборки L; (а) необработанные данные с линией наилучшего соответствия (средняя линия) обозначена пунктирной линией; (б) профиль относительно средней линии, от которой параметры шероховатости на основе профиля линии могут быть рассчитаны где z - высота поверхности над средней линией на расстоянии x от начала координат, и L - длина рассматриваемого профиля (т. е. длина выборки, как показано на рис. 2.5). Обычно записываются дискретные точки, равномерно 20 расположенные по профилю (как в отличие от непрерывной функции), что приводит к следующему определению среднего шероховатость: где Zi - высота i-й точки, а N - количество точек, измеренных вдоль длина выборки. Среднеквадратичное значение шероховатости (Rq) определяется как среднеквадратическое отклонение профиля. от средней линии: или для дискретных точек: Для многих поверхностей значения Ra и Rq аналогичны; для гауссова распределения высота поверхности RqÀ1,25 Ra. Неизбежно, что при попытке описать профиль одним числом некоторые важная информация о топографии поверхности будет потеряна. Ra и Rq, например, не дают никакой информации о формах или расстоянии между неровностями поверхности и не указывают на вероятность определения высоты поверхности в определенных пределах. Для более полное описание топографии поверхности, необходима информация о вероятностное распределение высот поверхности и пространственное распределение пиков и долины по всей поверхности. Потребность в методе описания распределения высот поверхности удовлетворяется определяя функцию плотности амплитуды p (z), значение которой для любой высоты z равно пропорциональна вероятности найти точку на поверхности на высоте z над средняя линия. Величина p (z) Δz тогда представляет собой долю профиля поверхности, которая находится на высоте между z и z + Δz над средней линией, как показано на рис. 2.6. Симметричный профиль, такой как 21 синусоида, приводит к кривой плотности амплитуды, которая симметрично относительно положения средней линии. Асимметрия профиля поверхности приводит к перекосу функции плотности амплитуды, которая, следовательно, содержит некоторые информация о форме неровностей поверхности, а также их вертикальной протяженности. Среднеквадратичное значение. шероховатость, Rq, представляет собой стандартное отклонение функции плотности амплитуды и в этом контексте иногда обозначается символом σ. Рис. 2.6 Иллюстрация получения (b) функции плотности амплитуды и (c) подшипника кривая соотношения из данных профиля в (а) (профиль показывает подмножество всего набора данных, использованного в вычисление функций плотности) Форму кривой плотности амплитуды можно описать ее перекосом, который дает меру его асимметрии и эксцесса (от греческого слова, обозначающего горб), мера резкости пика кривой распределения. Асимметрия (Rsk) составляет определяется Величина Rsk определяется высотами, наиболее удаленными от средней линии, и может быть либо отрицательный, либо положительный. Сим22 метричное распределение высот вокруг средней линии приведет к нулевому перекосу. Высокие пики и сравнительно мелкие впадины приводят к положительный перекос, хотя большинство высот поверхности лежат ниже среднего линия. Поверхность пористой бронзовой втулки, используемой в качестве подшипника с минимальной смазкой (как обсуждается в разделе 9.2.3), будет содержать глубокие поры для удержания масла и проявлять отрицательное значение Rsk, как показано в примере на рис. 2.7. Эксцесс (Rku) определяется как В отличие от асимметрии, величина эксцесса не различает пик и пик. долина в профиль. Rku всегда положительный, так как информация о высоте повышается. Рис. 2.7 Иллюстрация (а) профиля с асимметричным распределением высот сверху и снизу средняя линия вместе с соответствующей функцией плотности амплитуды (b) и пеленгом (c) кривая соотношения. (Профиль показывает подмножество всего набора данных, используемых в функциях плотности). В этом примере Rsk отрицательный 23 в четную (четвертую) степень. Как асимметрию, так и эксцесс можно легко рассчитать из профиль поверхности. Гауссовское (нормальное) распределение вероятностей имеет асимметрию значение нуля и эксцесс 3,0. Значение эксцесса больше 3,0 указывает на широкая плоская кривая распределения (которая может быть описана как «колючая» поверхность), а меньший эксцесс соответствует более узко-пиковому распределению (который можно описать как «неровную» поверхность). Многие поверхности, особенно те, которые возникли в результате процессов износа, а не в результате преднамеренной обработки, имеют распределение высот, близкое к гауссову. Однако некоторые комбинации процесса обработки и материала могут привести к существенно негауссовой раздачи. Другая функция, которая иногда используется в трибологических исследованиях и тесно связана с функция плотности амплитуды - это кривая отношения подшипников (или кривая ЭбботаФайерстоуна), который представляет собой долю точек на поверхности выше указанной высоты относительно к средней линии. Эту функцию можно понять, представив прямую линию, представляющую профиль идеально гладкой плоской поверхности, которая медленно опускается вниз. к профилю исследуемой поверхности. Когда самолет впервые касается поверхность в точке, коэффициент подшипника (определяемый как отношение длины контакта к общая длина профиля) равна нулю. При дальнейшем движении линии вниз длина через которые он пересекает профиль поверхности, увеличивается, и, следовательно, передаточное отношение увеличивается. Наконец, когда линия достигает дна самой глубокой впадины на поверхности профиля, несущая способность достигает 100%. Кривая соотношения подшипников - это график подшипников. отношение к высоте поверхности, как показано на рис. 2.6 и 2.7, и является интегралом от функция плотности амплитуды. Ни амплитудное распределение, ни кривая передаточного отношения не описывают путь в холмы и долины пространственно распределены по поверхности. Два метода могут можно использовать для извлечения этой информации из профиля: ав24 токорреляционный и спектральный анализ. Автокорреляционная функция C (β) графика профиля определяется следующим образом: где s - расстояние между отдельными точками измерения по профилю. Таким образом, значение автокорреляционной функции для некоторого смещения β вдоль поверхности получается путем смещения профиля на расстояние β вдоль поверхности, умножения смещенной функции профиля на соответствующее несмещенное значение, и вычисление площади под кривой продукта. Когда смещение β равно нулю, значение автокорреляционной функции является максимальным и является просто средним квадратная шероховатость (Rq2). Функция автокорреляции обеспечивает меру корреляции между высоты поверхности в положениях, разделенных расстоянием β вдоль поверхности. В форма кривой обобщает статистическую информацию о характерных шагах (если есть) поверхностных элементов. Будет обнаружена любая регулярная неровность поверхности. как колебание той же длины волны в значении автокорреляционной функции. Для многих реальных поверхностей автокорреляционная функция неуклонно спадает до нуля при β возрастает и может быть аппроксимирован экспоненциальной функцией. Функция спектральной плотности мощности P (ω), которая передает прямую информацию о пространственные частоты (т.е.длины волн), присутствующие в профиле поверхности, - это Фурье преобразование автокорреляционной функции: 25 Спектральная плотность мощности является особенно подходящей функцией для описания обработанные поверхности, поскольку он четко отображает и отделяет любые сильные периодичности поверхности, которые могут возникнуть в результате процесса обработки. Ареальные меры Контакт между реальными поверхностями происходит по площадям (а не по линиям), и, соответственно, площадные профили могут обеспечить понимание, недоступное для линейных профилей. Например, пики на конкретном профиле линии (как правило) не представляют самые высокие точки на всей поверхности, но это будут самые высокие точки на поверхности этот контакт сначала осуществляется с гладкой поверхностью. Поверхностный профиль также будет содержать информацию о направленности текстуры поверхности и о дисперсных дефектах. и т.д., которые обычно недоступны в линейном профиле. Как инструменты, с помощью которых профили, которые можно измерить, стали более доступными, возникла необходимость стандартизировать как словарь, связанный с этими профилями, так и определения количественные параметры, которые могут быть получены из наборов данных. Многие термины были адаптированы из физической географии, где они используются для описания функций пейзажа; например, такие термины, как контурная линия, гребень, долина и седловина являются частью стандартного словаря площадных профилей. Параметры, которые традиционно использовались для описания профилей линий, имеют обычно расширен для использования с площадными профилями. Например, средняя по площади шероховатость (Sa) определяется: 26 Что касается профилей линий, их также можно определить для набора данных дискретных точек измерения, следующим образом: Эквивалентные функции для среднеквадратичного значения. шероховатость, асимметрия, эксцесс, длина автокорреляции и т.д. были определены для площадных профилей. Кроме того, есть дополнительные параметры который может быть получен только из информации о профиле площади (такой как аспект текстуры соотношение). Аналогичным образом можно охарактеризовать некоторые особенности профиля поверхности ареала: который в первую очередь включает идентификацию интересующих функций. Особенности обычно классифицируются как пространственные объекты (например, холмы), линейные объекты (например, гребни) или точечные объекты (например, вершины). После того, как признаки были идентифицированы, количественная оценка может имеют место (например, плотность пиков или средняя площадь холма). Топография инженерных поверхностей В результате используемых производственных процессов (например, токарной обработки, фрезерования или шлифование), многие виды отделки поверхности инженерных компонентов имеют направленность. Эта направленность называется укладкой, определяемой как направление доминирующей поверхности. шаблон. Если поверхности с четкой планировкой характеризуются линейным профилем, то стандартный методы измерения обычно требуют, чтобы профиль линии пересекал слой поверхность (то есть перпендикулярно кладке). Профиль и размеры шероховатости полученные из него, таким образом, соответствуют максимальной шероховатости поверхности, но дают нет информации о распределении поверхностных элементов в направлении укладки, 27 параллельно меткам обработки. На рис. 2.4 показан отчетливый рельеф поверхности земли и контрастирующее отсутствие направленности поверхности после дробеструйной обработки. Данные о высоте, собранные с помощью профилометрии, также могут использоваться для создания контурных карт поверхностей, чтобы изучить статистику распределения признаков в двумерных областях, и исследовать площадь соприкосновения поверхностей путем свежеобработанной численного поверхности моделирования зависит от их подход. процесса Рельеф обработки. используется для его создания, а также от природы материала. Точно так же топография Изношенная поверхность зависит от условий, в которых произошел износ. Большой объем информации может быть передан с помощью асимметрии и эксцесса. значения, но обычно шероховатость инженерных поверхностей часто указывается Таблица 2.1 Типичные средние значения шероховатости инженерных поверхностей завершено различными процессами (данные из Stout, K.J., 1981. Mater. Англ. 2, 287–295). только по средним значениям шероховатости (Ra). В таблице 2.1 перечислены типичные диапазоны значений Ra для инженерные поверхности, обработанные различными способами. 28 Контакт между поверхностью Когда две номинально плоские и параллельные поверхности аккуратно сводятся вместе, контакт первоначально произойдет только в нескольких точках. По мере увеличения нормальной нагрузки поверхности двигайтесь ближе друг к другу, и большее количество более высоких участков или неровностей на двух поверхности соприкасаются. Поскольку эти неровности являются единственными точками соприкосновения поверхностей, они отвечает за поддержание нормальной нагрузки на поверхности и за создание любых сил трения, действующих между ними. Если электрический ток проходит от одной поверхности к другой, то он должен пройти через точки соприкосновения. Понимание Таким образом, способ взаимодействия неровностей двух поверхностей при различных нагрузках необходим для любого исследования сопротивления трения, износа или электрического контакта; это концепция контакта с неровностями, который дает физическое объяснение многих распространенных трибологических наблюдения (например, тот факт, что для многих материалов коэффициент трения равен независимо от номинальной площади контакта, как описано в главе 3). Распределение макроскопических упругих напряжений, возникающих при нагружении поверхностей друг против друга также полезны при рассмотрении подповерхностной деформации и повреждения за счет таких механизмов, как пластическая деформация, разрушение или усталость. Эти макроскопические напряжения можно определить в предположении, что соприкасающиеся поверхности гладкие на микроскопическом уровне. Многие реальные контакты не соответствуют требованиям (например, между шарик или ролик и его дорожка качения в подшипнике качения, как описано в Раздел 9.2.1), что означает, что контакт происходит на очень небольшой номинальной площади: даже при очень умеренных нагрузках результирующее контактное давление может быть очень высоким. Если два идеальные поверхности (т. е. поверхности без микроскопической 29 шероховатости) нагружены на каждую в других случаях они будут деформироваться изначально упруго. Анализ полей упругих напряжений для такие несоответствующие контакты были впервые рассмотрены Генрихом Герцем в 1881 году и являются соответственно называется механикой контакта Герца. Поля упругих напряжений в нормально нагруженных контактах Упругий точечный контакт Когда сфера из эластичного материала прижимается к другой упругой сфере под при нормальной нагрузке W, как показано на рис. 2.8, контакт будет происходить между ними по круговой площадь радиуса a, определяемая по формуле: Такой контакт обычно называют точечным контактом. R, относительный радиус кривизны контактирующих тел, определяется в терминах радиусов двух тел R1 и R2 следующим образом: Радиусы отдельных тел положительны для выпуклых поверхностей и отрицательны для вогнутая. Радиус плоской поверхности бесконечен, а R для сферы, контактирующей с тогда плоскость совпадает с радиусом сферы. Соответствующий модуль упругости известен как приведенный модуль (E *), который зависит от от модулей Юнга двух тел, E1 и E2, и от их соответствующих пуассоновских отношения ν1 и ν2 следующим образом: 30 Рис. 2.8 Упругая деформация точечного контакта Герца между двумя сферическими поверхностями при нормальной нагрузке W образовать контактную окружность радиусом a Давление p (r) в контакте изменяется в зависимости от расстояния r от центра контакта как: где po - максимальное давление, возникающее в центре контакта (г ¼ 0). Нагрузка, поддерживаемая контактом, - это просто интеграл давления по его площади: Среднее давление, действующее по площади контакта, pm, также равно приложенной нагрузке. делится по площади: 31 Комбинируя это с уравнением 2.14, можно исключить радиус контакта a, чтобы получить: В результате этого контакта возникают напряжения, которые имеют значение при рассмотрении повреждение материалов; Особый интерес в этом контексте представляют радиальные растягивающие напряжения на поверхности (что может привести к растрескиванию хрупкого материала или усталости, если напряжения изменяются из-за повторяющегося движения контакта) и напряжения сдвига ниже поверхность на оси нагружения (что может привести к пластической деформации). В Распределение напряжений лучше всего описывается в цилиндрических полярных координатах (r, θ, z), где поверхность определяется как плоскость, где z ¼ 0, а ось нагрузки определяется равенством r ¼ 0. Для материала с коэффициентом Пуассона ν радиальное напряжение на поверхности вне зоны контакта определяется выражением: и его максимальное значение приходится на край контакта (r¼a). На оси контакта (r¼0), 32 Максимальное напряжение сдвига на любой глубине равно половине наибольшей разницы в основные напряжения. Упругий контакт линии Вторая геометрия, для которой особенно полезны детали механики упругого контакта, - это геометрия линейного контакта, применимая к двум контактирующим цилиндрическим поверхностям. с их осями, параллельными друг другу, или с цилиндром, нагруженным относительно плоскости и контактирующим по линии. В этом случае нагрузка описывается как сила на единицу длина (W/L) и образует прямоугольное пятно контакта длиной L и шириной 2b. В значение b определяется как: Контактное давление p (x), где x - расстояние от центра пятна контакта. (по линии, перпендикулярной осям цилиндров) определяется выражением: Нагрузка, поддерживаемая контактом, снова является интегралом давления по площади контакт: 33 Среднее давление, действующее в зоне контакта, также равно приложенной нагрузке. делится по площади: Комбинируя это с уравнением 2.25, полуширину контакта b можно исключить доуступать: Как отмечалось ранее для случая точечного контакта, напряжения, возникающие в результате этого контакта, имеют значение при рассмотрении повреждения материалов. Для линейного контакта максимальное напряжение сдвига на оси нагружения составляет 0,30po на глубине 0,78b. Для линии контакта, как значение максимального напряжения, так и его глубина ниже поверхности не зависят от значения коэффициента Пуассона. Пластическая деформация в нормально нагруженных контактах Начало пластической деформации По мере увеличения нормальной нагрузки между контактирующими телами тот или иной из компоненты могут начать пластически деформироваться. Пластическое течение сначала происходит в точке где сначала выполняется критерий доходности; если применим критерий Трески (разумное приближение для многих пластичных металлов, которое также дает арифметические простоты по критерию текучести фон Мизеса), это произойдет, когда максимальный сдвиг достигается напряжение Y / 2, где Y одноосный предел текучести материала. Как отмечено в В разделе 2.5.1 для 34 линейного контакта максимальное упругое напряжение сдвига возникает на оси загрузка на глубине 0,78b под поверхностью и имеет значение 0,30po. Поэтому пластическая деформация начинается, когда максимальное контактное давление равно 1,67Y. От подставив это в уравнение 2.30, мы можем определить нагрузку на единицу длины W / L на начало урожайности: Для сферического точечного контакта (на материале с ν¼0,3) максимальное напряжение сдвига происходит на оси нагружения на глубине 0,48a от поверхности и имеет значение 0.31po. Поэтому пластическая деформация начинается, когда максимальное контактное давление равно 1.61Y. Нагрузка на начало урожая определяется по: Развитие пластичности после начальной текучести Первоначально область, в которой происходит пластическое течение, небольшая и окружена материалом который все еще упруго деформирован, поэтому пластические деформации ограничены упругие деформации окружающего материала. При дальнейшем увеличении нормальной нагрузки зона пластической деформации расширяется, пока в конце концов не достигнет свободной поверхности. Эта точка может быть показана (с помощью анализа конечных элементов) в металле при некоторой нагрузке. В 50–100 раз больше, чем при первом возникновении пластического течения. Среднее давление на площади контакта выросло к этому этапу примерно до 3Y и остается примерно на том же уровне для последующее увеличение нагрузки. Независимость среднего контактного давления от нагрузки после достижения полной пластичности, и константа пропорциональности между 35 это давление и предел текучести материала с выемками служат основой для испытаний на твердость при вдавливании, как описано в Приложении А. Аналогичные результаты получены для вдавливания сильными инденторами любой формы в особенно подходит для сфер, конусов и пирамид с разными углами, а также для плоских удары. Константа пропорциональности давления вдавливания и текучести напряжение зависит от геометрии индентора, но никогда не бывает далеко от значения около трех. Среднее давление вдавливания при полностью пластической деформации используется как мера твердости материала при вдавливании. Часто используемый геометрия стандартного индентора Виккерса, квадратная пирамида алмаза с включенным углом между его сторонами 136 °; твердость по Виккерсу Этот тест обсуждается далее в Приложении A. Твердость по Виккерсу обычно указывается в единицах измерения. килограммов силы на квадратный миллиметр (1 кгс мм 2ffi9,8 МПа), но с символ для единиц измерения опущен, а вместо номера следует символ HV (например, 100 HV). Для случая мягкой сферы или тупого конуса, прижатого к жесткой плоскости, в которой текучесть происходит в сфере или конусе, а не на плоской поверхности, аналогичные результаты получено. При условии, что степень деформации не слишком велика, пластическое ограничение снова увеличивает среднее контактное давление примерно до трехкратного значения одноосного предела текучести сферы или конуса. Когда мы переходим к рассмотрению пластической деформации контактов с выступами в Раздел 2.5.5, поэтому мы можем разумно предположить, что при наличии неровностей форма, прижата к противоположной поверхности, не имеет большого значения, какой компонент урожайность; среднее давление над площадью контакта всегда будет порядка трех раз превышает одноосный предел текучести более мягкого материала. И что немаловажно, площадь контакта должна быть прямо пропорциональна нагрузке. 36 Поля упругих напряжений в контактах с дополнительным тяговым загрузка Многие реальные контакты испытывают не только нормальную нагрузку, но и составляющую тягового нагружения, параллельную поверхности. Заключительный шаг нашего анализа макроскопического это решает упругая и пластическая деформация контактов. Если тяговая нагрузка высокая достаточно, чтобы превысить силу трения, тогда произойдет скольжение контакта. Анализ полей напряжений сложен (и выходит за рамки этой книги), но в целом понимание некоторых концепций поможет понять материальный ущерб в таких контакты. Поскольку контакт скользящий, для любой точки контакта предполагается, что местное растягивающее напряжение q (x) определяется следующим образом: где μ - постоянный коэффициент трения. На поверхности существуют растягивающие и сжимающие напряжения в направлении скольжения, с сжимающими напряжениями перед контактом и растягивающими напряжениями позади. Нам необходимо учитывать влияние этих растягивающих напряжений на повреждение поверхности. из-за перелома или усталости. Максимальное растягивающее напряжение, связанное с фрикционная тяга возникает на задней кромке контакта. Для герца точечный контакт, максимальное растягивающее напряжение σx было впервые описано Гамильтоном следующим образом: Для линейного контакта Герца максимальное растягивающее напряжение определяется как: 37 Ниже поверхности тяговые нагрузки приводят к увеличению значения максимальной напряжение сдвига и смещение положения максимального напряжения сдвига от оси нормальной нагрузки и ближе к поверхности, как показано на рис. 2.9 для линейного контакта, который сравнивает распределение напряжений (а) только с нормальной нагрузкой и (б) с дополнительная тяга. Для контакта линии Герца точка первой уступки (согласно критерий текучести Трески) возникает на самой поверхности, если μ> 0:25. В этом случае, если напряжение сдвига достаточно велико, чтобы вызвать текучесть, ограничение, обеспечиваемое окружающим эластичным материалом (как наблюдается, когда максимальное напряжение сдвига находится под поверхностью) нет дольше существует, и можно ожидать пластической деформации гораздо большей величины, что привело к значительному повреждению материала. 38 Глоссарий Android – андроид, человекоподобный робот; Artificial vision – искусственное зрение; Automatically actuated – автоматически приводимый в действие; Automation – автоматизация; Build-in –встроенный; Carriage – каретка; Cartesian-type manipulator – манипулятор декартово типа; Clepsydra – клепсидра (разновидность водяных часов); Computerized numerically control – числовое программное управление (ЧПУ); Contour machining –контурная обработка; Corresponding – соответствующий; Cutter – резак, резец; Cylindrical manipulator – манипулятор цилиндрического типа; Degree of freedom – степень свободы; Direction – направление; End effector – рабочий орган; Fast-cooling alloy – быстро охлаждающийся сплав; Fixed-stop robot – робот с фиксированной остановкой; Grasp – захват; Harmful environment – вредная окружающая среда; Hopper – бункер; Industrial machinery – промышленное оборудование; Industrial revolution – промышленная революция; Industrial robot – промышленный робот; Intelligent robot – умный робот; Invent – изобретать; Joint –соединение; 39 Lathe – токарный станок; Limited-degree-of-freedom robot – робот с ограниченной степенью свободы; Linotype machine – линотипная машина (строкоотливная полиграфическая машина); Manipulator – манипулятор; Manmade – произведенный человеком; Manual – ручной; Milling machine – фрезерный станок; Mobile robot – мобильный робот; Nail – гвоздь; Nut – гайка; Open-loop robot – робот без обратной связи; Pick and place robot – робот «взять-положить»; Pressure – давление; Printed circuits – печатные платы; Printing – печать; Programmable – программируемый; Punched-paper-tape-controlled – управляемая перфорированной лентой; Rivet – заклепка; Robot – робот; Screw – винт; Screw-cutting lathe – винторезный токарный станок; Sensory-controlled robot – сенсорно управляемый робот; Sequence – последовательность; Sophisticated mechanical automaton – сложные механические автоматы; Spherical system – сферическая система; Spindle – шпиндель; Steam jet – струя пара; Textile industry – текстильная промышленность; Washer – шайба; 40 Watchmaking – производство часов; Working zone – рабочая зона; Workplace – рабочее место. 41