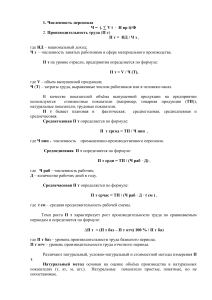
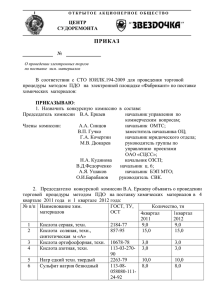
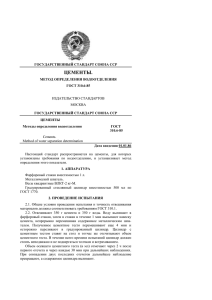
МИНИСТЕРСТВО НАУКИ И ВЫСШЕГО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ федеральное государственное автономное образовательное учреждение высшего образования «САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ АЭРОКОСМИЧЕСКОГО ПРИБОРОСТРОЕНИЯ» КАФЕДРА №33 ОЦЕНКА РУКОВОДИТЕЛЬ Доцент, канд. экон. наук должность, уч. степень, звание подпись, дата В. А. Семенова инициалы, фамилия ОТЧЁТ О ВЫПОЛНЕНИИ ПРАКТИЧЕСКОЙ РАБОТЫ № 2 ПАРТИОННЫЙ И ЕДИНИЧНЫЙ МЕТОДЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА по курсу: ОРГАНИЗАЦИЯ И ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА АЭРОКОСМИЧЕСКОЙ ТЕХНИКИ РАБОТУ ВЫПОЛНИЛ СТУДЕНТ ГР. № 1832 подпись, дата Санкт-Петербург 2021 Г. Г. Дарья инициалы, фамилия 1 Условие задания Задание: спланировать производственный процесс во времени и определить продолжительность производственного и технологического циклов. Цель работы: закрепить и конкретизировать знания студентов в области рациональной организации производственного процесса, проанализировать и оценить степень влияния на производственный цикл различных организационных факторов. Вариант – 09 Исходные данные: № Норма Количество Размер Размер Среднее времени станков партии пачки межоперационное 𝑡ШТ , мин 𝑐 𝑛 𝑝 𝑡МО 1 12 3 2 8 1 3 6 1 4 10 2 200 20 4 5 5 1 6 3 1 операции 2 2 Практическая часть 2.1 Последовательный вид движения Выполним предварительные расчёты и занесем их в таблицу: № 𝑡ШТ , мин 𝑐 𝑡ШТ /𝑐 1 12 3 4 800 2 8 1 8 1600 3 6 1 6 4 10 2 5 5 5 1 5 1000 6 3 1 3 600 операции 𝑛 200 𝑇𝑖 , мин 1200 1000 посл 𝑇техн , мин 6200 Длительность технологического процесса: посл 𝑇техн = 𝑛 ∑𝑚 𝑖=1 𝑡ШТ 𝑖 𝑐𝑖 , где m – число операций в процессе. 𝑚 посл 𝑇техн = 𝑛∑ 𝑖=1 𝑡ШТ 𝑖 = 200 ∗ (4 + 8 + 6 + 5 + 5 + 3) = 6200 [мин] 𝑐𝑖 3 График длительности технологического цикла при последовательном движении: Рисунок 1 – График длительности технологического цикла при последовательном виде движений Длительность производственного цикла: посл 𝑇произв = 1 𝑆𝑞𝑓 ∗ (𝑛 ∑𝑚 𝑖=1 𝑡ШТ 𝑖 𝑐𝑖 + 𝑚𝑡МО ) , где S – число смен, q – продолжительность смены (мин), f – коэффициент для перевода рабочих дней в календарные. Исходные данные для расчёта производственного цикла: S q f m 2 480 0,71 6 𝑡𝑀𝑂 4 посл 𝑇техн , мин 6200 посл 𝑇произв , дни 9,13 Длительность производственного цикла: посл 𝑇произв = 1 1 посл ∗ (𝑇техн + 𝑚𝑡МО ) = ∗ (6200 + 6 ∗ 4) = 9,13 𝑆𝑞𝑓 2 ∗ 480 ∗ 0,71 4 2.2 Параллельный вид движения Выполним предварительные расчёты и занесём их в таблицу: № 𝑡 , мин операции ШТ 1 2 3 4 5 6 12 8 6 10 5 3 𝑐 𝑡ШТ /𝑐 3 1 1 2 1 1 4 8 6 5 5 3 𝑡ШТ 𝑚𝑎𝑥 𝑐 8 𝑝, шт 𝑛 200 пар 𝑇𝑖 , мин 𝑇техн , мин 80 160 120 100 100 60 20 2060 Длительность технологического процесса (мин) определим по формуле: пар 𝑇техн = 𝑝 ∑𝑚 𝑖=1 𝑡ШТ 𝑖 𝑐𝑖 𝑡ШТ + (𝑛 − 𝑝) ∗ ( 𝑐 ) 𝑚𝑎𝑥 , По формуле: пар 𝑇техн = 20 ∗ (4 + 8 + 6 + 5 + 5 + 3) + (200 − 20) ∗ 8 = 2060 [мин] График длительности технологического движении: 5 цикла при параллельном Рисунок 2 – График длительности технологического цикла при параллельном виде движения Длительность производственного цикла (календарные дни) определим по формуле: 1 пар 𝑇произв = пар 𝑆𝑞𝑓 ∗ (𝑇техн + 𝑚𝑡МО ) Исходные данные для расчёта производственного цикла: S q f m 2 480 0,71 6 𝑡𝑀𝑂 4 пар 𝑇техн , мин 2600 пар 𝑇произв , дни 3,06 По формуле получаем: пар 𝑇произв = 1 𝑆𝑞𝑓 1 пар ∗ (𝑇техн + 𝑚𝑡МО ) = 2∗480∗0,71 6 ∗ (2060 + 6 ∗ 4) = 3,06 2.3 Последовательно-параллельный вид движения № операции 𝑡ШТ , мин 𝑐 𝑡ШТ 𝑐 𝑡ШТ кор 𝑐 𝑛 𝑝, шт 𝑇техн , мин 1 2 3 4 5 6 12 8 6 10 5 3 3 1 1 2 1 1 4 8 6 5 5 3 4 6 5 5 3 - 200 20 2084 пар Длительность технологического процесса: п.п. 𝑇техн = 𝑛 ∑𝑚 𝑖=1 𝑡ШТ 𝑖 где ∑𝑚−1 𝑖=1 ( 𝑐𝑖 ) 𝑡ШТ 𝑖 𝑐𝑖 𝑡ШТ 𝑖 − (𝑛 − 𝑝) ∑𝑚−1 𝑖=1 ( 𝑐𝑖 ) , кор – сумма коротких операционных циклов из каждой пары кор смежных операций. По формуле: п.п. 𝑇техн = 200 ∗ (4 + 8 + 6 + 5 + 5 + 3) − (200 − 20) ∗ (4 + 6 + 5 + 5 + 3) = 2084 (мин) График технологического цикла при последовательно-параллельном движении: 7 Рисунок 3 – График длительности технологического цикла при последовательно-параллельном виде движения Длительность производственного цикла определим по формуле: п.п. 𝑇произв = 1 п.п. ∗ (𝑇техн + 𝑚𝑡МО ) 𝑆𝑞𝑓 Исходные данные для расчёта производственного цикла представлены в таблице: S q f m 2 480 0,71 6 𝑡𝑀𝑂 4 пп 𝑇техн , мин 2084 пп 𝑇произв , дни 3,1 По формуле получаем: п.п. 𝑇произв = 1 1 п.п. ∗ (𝑇техн + 𝑚𝑡МО ) = ∗ (2084 + 6 ∗ 4) = 3,1 𝑆𝑞𝑓 2 ∗ 480 ∗ 0,71 8 Вывод: В работе были рассчитаны время технологических процессов для трех видов движения предметов труда (последовательный, параллельный и последовательно-параллельный). По результатам расчетов были построены графики технологических циклов для каждого вида движения. Также были рассчитаны производственные циклы для каждого вида движения. В результате анализа данных можно сделать вывод, что при начальных условиях самым эффективным методом движения предметов труда является параллельный вид. Параллельный вид имеет минимальные по времени технологические и производственные циклы. 9