7. Модификация поверхности мет
advertisement

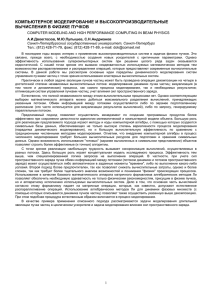
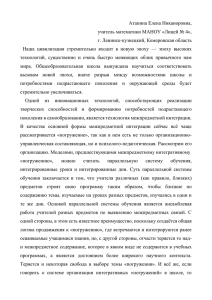
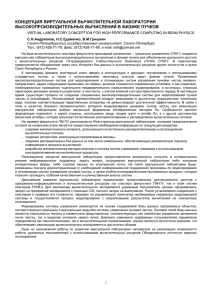
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ Государственное образовательное учреждение профессионального образования «ТОМСКИЙ ПОЛИТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ» . МОДИФИКАЦИЯ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПРИ ВОЗДЕЙСТВИИ ИМПУЛЬСНОГО ИОННОГО ПУЧКА Методические указания к лабораторной работе Издательство Томского политехнического университета 2012 1 1. Введение Радиационно-пучковое модифицирование металлических изделий мощными ионными пучками (МИП) обеспечивает высокие скорости нагрева и последующего охлаждения их приповерхностного слоя, превышающие 107-108 К/с. Это позволяет получать составы и структуры, недоступные ни одному из традиционных металлургических способов. При этом образуются твердые растворы и вторичные фазы, не характерные для равновесной диаграммы фазовых состояний. Сочетание высокого пресыщения твердого раствора, дисперсного, структурного и субструктурного строения создает уникальные эффекты повышения поверхностной прочности, износостойкости и улучшения других свойств материалов [1]. Данный метод имеет более широкие возможности модификации структуры и свойств приповерхностного слоя по сравнению с термической обработкой, поверхностным пластическим деформированием и др. Для широкого промышленного внедрения методов модификации приповерхностных слоев мощными ионными пучками необходим надежный и экономичный источник МИП с большим ресурсом работы. Для модификации материалов с высокой теплопроводностью необходим МИП с плотностью энергии выше 2-3 Дж/см2 при длительности импульса не более 100-150 нс. Например, при поглощении в кремниевой мишени импульсного пучка с плотностью тока 30 А/см2, энергией ионов 300 кэВ и длительностью импульса 150 нс (плотность энергии 0.7 Дж/см2) температура снижается с 1600К до 800К уже через 400 нс при увеличении нагретого слоя до 4-5 мкм [2], см. рис. 1. Пробег ионов при этом не превышает 1микрон. 100 ns 400 ns 700 ns Temperature, K 1600 1200 800 400 0 10 20 Depth, m Рис. 1. Моделирование изменения профиля температуры в кремниевой мишени после воздействия МИП. 2 2. Применение концентрированных потоков энергии для модифицирования поверхностного слоя материалов. Достаточно широкое применение для обработки поверхности получили различные виды импульсных концентрированных потоков энергии (КПЭ): импульсные потоки плазмы, лазерное излучение, импульсные электронные пучки, мощные ионные пучки. Привлекательность этих методов для предварительной обработки поверхности может быть основана, прежде всего, на эффекте «закалки» поверхностного слоя при больших скоростях нагрева и охлаждения (109-1011 К/с) при одновременной очистке поверхности от загрязнений, окислов и т.п. за счет их испарения при воздействии КПЭ на мишень. Однако, эффективность очистки поверхности этими методами в силу их особенностей различна, прежде всего, из-за различной степени экранирования падающего излучения потоками испаряющегося вещества. В наибольшей степени эффект экранирования (отражение, поглощение и рассеяние падающего излучения) сказывается при обработке поверхности лазерным излучением с относительно большими длительностями импульса (до нескольких десятков наносекунд при удельной импульсной мощности >106 Вт/см2). При обработке поверхности импульсными мощными ионными пучками эффект экранирования практически отсутствует, прежде всего из-за значительной массы падающих частиц, которые слабо рассеиваются или поглощаются испаряющимся веществом. При общем характере воздействия КПЭ (воздействие можно определить как быстрый импульсный нагрев плоским источником тепла) имеются существенные различия эффектов воздействия ионных и электронных пучков с одинаковой кинетической энергией частиц [3]: при одинаковой начальной энергии частиц и длительности импульса облучения для достижения заданной температуры на поверхности мишени плотность электронного тока должна быть почти на два порядка выше, чем ионного; при электронном импульсном воздействии теплопроводность практически не влияет на распределение тепловой энергии в течение импульса длительностью 10-8 – 10-6 с, тогда как при импульсном ионном облучении (с той же длительностью импульса) вклад теплопроводности в формирование поля температур является существенным; при одинаковой кинетической энергии частиц и средней мощности энерговыделения в мишени, скорость ее охлаждения при ионном воздействии примерно на 2 порядка выше, а глубина проплавления значительно ниже, чем при электронном. Однако, при близких плотностях энергии (при сопоставимых глубинах пробега частиц в веществе) эффекты модифицирования материалов импульсными ионными и электронными пучками во многом аналогичны. 3 При обработке поверхности низкоэнергетическими сильноточными электронными пучками (НСЭП) и мощными импульными ионными пучками (МИП) в поверхностных слоях мишеней на стадии облучения и высокоскоростного охлаждения протекают следующие процессы [4]: удаление с поверхности легколетучих адсорбированных примесей на основе углеводородов; плавление материала поверхностного слоя; образование газоплазменного факела; нагрев подповерхностных слоев за счет теплопроводности; фазообразование в условиях высокоскоростной кристаллизации; перераспределение элементов в перекристализованной зоне; образование и распространение упруго-пластических волн, сформированных при термализации электронов и ударных волн при разлете газоплазменного облака; кратерообразование, обусловленное неоднородностью физикохимического состояния материала в поверхностных слоях мишеней. Совокупность этих процессов определяет состояние поверхности, фиксируемое в зависимости от режимов электронно-лучевой обработки. Так, для плотности энергии НСЭП 1-3 Дж/см2 (Е0=20-30 кэВ, длительность импульса τ = 0,7-2,5 мкс) шероховатость поверхности уменьшалась от 0,23-0,28 мкм до 0,05-0,07 мкм для жаропрочных титановых сплавов [4], и от 1,0-1,2 мкм до 0,09-0,12 для защитного покрытия из NiCrAlY, нанесенного на лопатки газотурбинного двигателя [5]. В поверхностном слое материалов, облученных НСЭП с плотностью энергии свыше 2,5-3 Дж/см2 формируются остаточные растягивающие напряжения, что находит свое отражение в смещении рентгеновских линий в сторону меньших углов и в снижении значений микротвердости. При облучении НСЭП твердых сплавов систем WC-Co (BK8, BK10XOM) и WC-TiC-Co (Т5К10, Т15К6) установлено, что специфика формирования поверхностных структур определяется плотностью энергии воздействия. С увеличением энерговклада в приповерхостных слоях активизируются процессы взаимного растворения карбидной и кобальтовой фаз. При этом эволюция поверхностей характеризуется образованием зеренных конгломератов и гомогенизацией поверхностных структур, сопровождающаяся повышением микротвердости. Превышение пороговых значений плотности энергии приводит к образованию кратеров и микротрещин. В частности, для сплава ВК8 при плотности энергии электронного пучка Е>2,7 Дж/см2 наблюдалось снижение микротвердости до Нμ≈1100 кг/мм2 (по сравнению с Нμ = 1700 кг/мм2 при Е=2 Дж/см2), что также связывалось со снижением сжимающих напряжений в карбидной фазе и образованием метастабильного WC (ГЦК) [6]. В случае технологического применения НСЭП для модифицирования изделий отмечается необходимость проведе4 ния финишной термообработки для снижения остаточных напряжений в поверхностном слое [4,6]. Воздействие мощных ионных пучков (МИП) наносекундной длительности с удельной мощностью W=105-107 Вт/см2 характеризуется интенсивным нагревом поверхности в результате торможения ионов и последующим быстрым охлаждением ее за счет высокой теплопроводности материала [7]. При этом процессы, происходящие в мишени, схожи с процессами, имеющими место при обработке поверхности НСЭП. Применительно к модифицированию твердых сплавов воздействие мощных пучков на структуру можно охарактеризовать следующими эффектами: изменением дисперсности структурных составляющих сплава; изменением напряженного состояния фазовых составляющих и управления напряженным состоянием путем изменения плотности тока пучка и количества импульсов; перераспределением элементов примеси (C и O) как по глубине, так и в микрообъемах; изменением дефектной структуры и субмикропористости; инициированием аллотропного превращения в кобальте и изменением размеров зерен связующей фазы; повышением гомогенности структуры за счет интенсивных диффузионных процессов, способствующих перемешиванию компонентов сплава. 3. Модифицирование поверхностного слоя металлических материалов МИП Первые работы по воздействию мощных ионных пучков (МИП) на материалы с целью улучшения их физико-химических и эксплуатационных свойств появились в Корнельском университете США [8] (модифицирование полупроводниковых материалов) и НИИ ЯФ г. Томска [9] (воздействие на металлы) в начале 80-х годов. В НИИ ЯФ был поставлен ряд экспериментов по аморфизации поверхности сталей и сплавов, применяемых в инструментальной промышленности с использованием сильноточного ускорителя «ТОНУС», работающего в ионном режиме с ускоряющим напряжением 400 кВ [10]. С помощью рентгеноструктурного анализа и металлографических исследований обнаружено значительное изменение кристаллической структуры поверхностного слоя [11]. Исследование модифицированного поверхностного слоя монокристалла вольфрама было сделано в работе [12]. Структура сталей У8, У10А, Р18, 30Х13 и Р6М5 после облучения мощными ионными пучками изучалась в работах [13, 14], работа [15] посвящена изучению процессов упрочнения и повышения эксплуатационных характеристик режущего инструмента на основе твердых сплавов вольфрамокобальтовой группы, исследование модифицирования изделий из без5 вольфрамовых сплавов КНТ-16, ТН-20 приведено в [16]. Было установлено, что стойкость режущего инструмента, подвергнутого облучению МИП, возрастает в среднем в 2,5-3,5 раза. Развитие работ в НИИ ЯФ по генерации мощных ионных пучков [17] и большой интерес к их практическому использованию привели к созданию технологического ионного ускорителя «ТЕМП» [18]. Одно из первых направлений по применению МИП [9,19] было связано с упрочнением режущего инструмента. Исследования проводились на двух классах металлов – инструментальной стали [9,13,14] и твердых сплавах [15]. Для импульсных МИП с энергией ионов Е=0,1-0,8 МэВ, длительностью импульса tp=10-8-10-7 с и плотностью тока в пучке ji=1-200 А/см2 возможны два основных режима обработки: с оплавлением поверхности, когда РРпор и без оплавления, Р Рпор. Величина пороговой плотности мощности Рпор зависит от свойств материала (теплопроводность, температура плавления) и для металлических материалов лежит в диапазоне (0,5-3)·107Вт/см2 [20]. Исследования облучения в первом режиме показали [21], что взаимодействие МИП с металлами сопровождается следующими процессами: нагрев, плавление и испарение материала поверхности, отчетливо фиксируемое оптической и растровой электронной микроскопией; образование пароплазменного факела над поверхностью мишени и его расширение (скорость перемещения светящейся границы на мишени из Al составляет величину ~ 107 cм/c) [21]; возбуждение упруго-пластических волн в мишени за счет импульса отдачи при разлете пароплазменного факела; перемешивание компонент мишени в расплаве и в пароплазменном состоянии, протекание химических реакций с образованием карбидов металлов и других соединений; конденсация паров; быстрое остывание нагретого поверхностного слоя вглубь мишени со скоростями ~109 – 1010 К/с. Этот процесс аналогичен термической закалке. В зависимости от плотности энергии пучка и теплофизических характеристик металла доминируют те или иные процессы. Под их действием в поверхностном слое мишени происходят определенные структурные, физико-химические превращения, изменяется топология поверхности, о чем свидетельствуют результаты экспериментов [Error! Bookmark not defined.,Error! Bookmark not defined., 21], полученные с использованием различных методов анализа. Упрочнение по второму режиму происходит без изменения топологии поверхности и, в основном, за счет закалочных эффектов при быстром нагреве и остывании и ионной имплантации при большом количестве импульсов [22, 23]. 6 Теоретические работы взаимодействия МИП с веществом и моделирование происходящих при этом процессов отображены в монографиях [24, 25, 26] и в работах [27, 28, 29, 30, 31]. Поскольку параметры рельефа поверхности оказывают значительное влияние на эксплуатационные характеристики изделий, то этот вопрос был исследован более подробно [32, 33, 34]. Обработка металлов по первому режиму (с оплавлением поверхности) приводит к образованию на поверхности микрократеров и рельефа, имеющего волнообразную структуру. Изучению причин возникновения кратеров при обработке жаропрочных титановых сплавов также посвящены работы [34, 35]. Рентгенограммы исходных и модифицированных образцов твердого сплава ВК8 [36] показывают появление дополнительных максимумов после обработки мощным ионным пучком, что свидетельствует об изменении фазового состава приповерхностных слоев. Анализ закономерностей появления новых линий и изменения их относительной интенсивности позволил идентифицировать интерметаллидные фазы типа WxCy, CoxCy и CoxWyCz. Образование фиксируемых фаз обусловлено радиационно-стимулированными процессами в области межфазных границ твердого сплава [37]. Рис. 2. Рентгенограмма образцов твердого сплава ВК-8 после облучения МИП с плотностью ионного тока 150А/см2 (2,3 Дж/см2). Стрелками указаны рефлексы дополнительных фаз [36]. Воздействие МИП, кроме того, приводит к изменению субструктуры фазовых составляющих твердого сплава. Установлено, что у карбида вольфрама с ростом плотности ионного тока наблюдается измельчение блоков мозаики, возрастание микроискажений кристаллической решетки, формирование развитой дислокационной структуры, увеличение концентрации дефектов упаковки. Максимальная степень дефектности структуры наблюдалась при трех импульсах воз7 действия и достигала наибольших значений при облучении твердого сплава пучком с плотностью ионного тока 150 А/см2. При этом размер когерентного рассеяния уменьшался в 2,2 раза, микроискажения решетки возрастали в 3,4 раза, плотность дислокаций в 7,3 раза, концентрация деформационных дефектов упаковки, соответственно, в 3,4 раза. Последующие импульсы воздействия при данной плотности ионного тока стимулировали релаксацию всех параметров субструктуры до соответствующих значений исходного материала. Для Со-фазы сплава зависимости изменения блоков мозаики от кратности воздействия не имели строго определенной закономерности. При облучении с плотностью тока 50 А/см2 максимальная степень дефектности соответствовала пяти импульсам. Воздействие с большими плотностями ионного тока (100 и 150 А/см2 ) приводило к насыщению структуры дефектами различного типа уже в случае однократного воздействия. Кроме того, в Со-фазе наблюдалось формирование ростовых дефектов упаковки (β-ДУ). Увеличение концентрации деформационных дефектов упаковки (α-ДУ) выше исходных значений для Со-фазы не наблюдалось. С учетом особенностей строения твердых сплавов WC-Co, полученные в [36] результаты позволили предложить следующие возможные механизмы формирования структуры материала при облучении МИП. Высокие температуры и градиенты давления в зоне воздействия способствуют значительному увеличению межфазных напряжений, стимулируют образование дислокаций и дефектов упаковки. Анализ уширения линий на рентгенограммах показывает, что деформация карбидной фазы сопровождается характерной для хрупких материалов малой величиной микроискажений ε = 10-4-10-3. Это позволяет в качестве основных стоков для дефектов рассматривать малоугловые межкристаллитные границы, а также границы зерен, насыщение которых дефектами увеличивается по мере интенсификации процесса разупорядочивания структуры. Увеличение плотности ионного тока приводит к измельчению зерен карбида вольфрама, потере первоначальной формы и увеличению их связности [6], чему способствует миграция дефектов по межкристаллитным областям. Охлаждение сплава, следующее после завершения импульса воздействия ионного пучка, вызывает выпадение мелкодисперсных выделений второй фазы вдоль границ раздела фаз. Наблюдаемые структурные изменения объясняются авторами [6] как следствие радиационностимулированных рекристаллизационных процессов, приводящих, в зависимости от режимов облучения, либо к эффектам упрочнения, либо разупрочнения. С одной стороны, при этих процессах происходит релаксация возникающих при облучении межфазных напряжений за счет генерации дефектов, а с другой – отжиг формирующихся нарушений структуры и коалесценция субзерен. Экспериментальные зависимости, полученные авторами [36], свидетельствуют, что при кратно8 сти воздействия ионного пучка 1-3 доминирующим процессом структурообразования является генерация радиационных дефектов, концентрация которых определяется уровнем температуры в зоне воздействия ионного пучка. Дальнейшим развитием методов повышения износостойкости модифицированных материалов является метод, основанный на применении термической обработки после воздействия мощных ионных пучков. Целесообразность применения термического отжига обусловлена возможностью релаксации напряжений, возникающих в материале при облучении, и снижения степени дефектности кристаллической структуры фазовых составляющих твердого сплава. Послерадиационное термическое воздействие приводит к отжигу дефектной структуры WC-фазы сплава, что проявляется в укрупнении блоков мозаики и уменьшении микродеформации кристаллической решетки [36]. Наиболее интенсивное протекание этого процесса наблюдалось у образцов, предварительно облученных ионными пучками при плотности тока 150А/см2. Соответствующие кобальтовой фазе дифракционные пики на рентгенограммах свидетельствуют о значительном возрастании совершенства кристаллической структуры Со. Кроме того, сохранялись рефлексы от сформированных под действием ионных пучков тройных соединений CoxWyCz. Наблюдаемые в этом случае изменения фазового состава обусловлены, по-видимому, диффузионными процессами. Повышение температуры до 900˚С увеличивает подвижность атомов W и С, неравновесная концентрация которых в Со прослойке после воздействия мощного ионного пучка способствует стоку растворенных элементов к центрам кристаллизации. Длительная выдержка при указанной температуре была достаточна для снижения концентрации растворенных атомов в Со-фазе до равновесной, о чем свидетельствовала высокая интенсивность дифракционных пиков. Влияние совместного воздействия мощного ионного пучка и термического отжига на триботехнические свойства твердых сплавов отражают представленные на рис. 3 зависимости [36]. Полученные результаты доказывают, что совокупность структурных изменений после модифицирования МИП с использованием послерадиационного термического отжига способствует повышению износостойкости инструментального материала в условиях высоких контактных напряжений и температур. Кроме того, такая комплексная обработка обеспечивает стабилизацию физико-механических свойств твердосплавных режущих пластин в условиях знакопеременного нагружения, характерного, в частности, для обработки резанием титановых сплавов. 9 Рис. 3. Величина износа резца по задней кромке в зависимости от вида предварительной обработки инструмента Термический отжиг обработанных мощным ионным пучком твердосплавных режущих пластин из сплавов Т14К8 и МС22 применяется также в разработанной в ИФЦ «Темп» совместно с НПП «ЛинетронНижний Новгород» технологии упрочнения инструмента для черновой обработки колесных пар железнодорожного транспорта. Результаты комплексного изучения физико-химических и эксплуатационных свойств облученных МИП инструментальных сталей и твердосплавного инструмента защищены несколькими авторскими свидетельствами и патентами России. Технология и установки на базе ускорителя «Темп» внедрены на НПП «Линэтрон-Нижний Новгород» [38, 39]. Основное назначение ускорителя - упрочнение резцов из сплава Т14К8, которые используются для черновой обработки колесных пар железнодорожного подвижного состава. Годовая производительность ускорителя составляет 200 000 пластин. Таким образом, проведенные работы по изучению взаимодействия концентрированных потоков энергии и, в частности, импульсных мощных ионных пучков с материалами показали перспективность данного направления для улучшения прочностных характеристик поверхностного слоя, возможность эффективной очистки поверхности от загрязнений, модифицирования параметров рельефа. Модифицирование поверхности КПЭ с использованием послерадиационного термического отжига способствует повышению износостойкости инструментального материала в условиях высоких контактных напряжений и температур. 4. Принципы работы сканирующих зондовых микроскопов В сканирующих зондовых микроскопах исследование микрорельефа поверхности и ее локальных свойств проводится с помощью специальным образом приготовленных зондов в виде игл. Рабочая часть 10 таких зондов (острие) имеет размеры порядка десяти нанометров. Характерное расстояние между зондом и поверхностью образцов в зондовых микроскопах по порядку величин составляет 0,1 – 10 нм. В основе работы зондовых микроскопов лежат различные типы взаимодействия зонда с поверхностью. Так, работа туннельного микроскопа основана на явлении протекания туннельного тока между металлической иглой и проводящим образцом; различные типы силового взаимодействия лежат в основе работы атомно-силового, магнитносилового и электросилового микроскопов. Рассмотрим общие черты, присущие различным зондовым микроскопам. Пусть взаимодействие зонда с поверхностью характеризуется некоторым параметром Р. Если существует достаточно резкая и взаимно однозначная зависимость параметра Р от расстояния зонд – образец Р = Р(z), то данный параметр может быть использован для организации системы обратной связи (ОС), контролирующей расстояние между зондом и образцом. На рис. 4 схематично показан общий принцип организации обратной связи сканирующего зондового микроскопа. Рис. 4. Схема организации системы обратной связи зондового микроскопа Система обратной связи поддерживает значение параметра Р постоянным, равным величине Ро, задаваемой оператором. Если расстояние зонд – поверхность изменяется (например, увеличивается), то происходит изменение (увеличение) параметра Р. В системе ОС формируется разностный сигнал, пропорциональный величине ΔP = P - Po , который усиливается до нужной величины и подается на исполнительный элемент ИЭ. Исполнительный элемент отрабатывает данный разностный сигнал, приближая зонд к поверхности или отодвигая его до тех пор, пока разностный сигнал не станет равным нулю. Таким образом можно поддерживать расстояние зонд-образец с высокой точ11 ностью. В существующих зондовых микроскопах точность удержания расстояния зонд-поверхность достигает величины ~ 0.01 Å. При перемещении зонда вдоль поверхности образца происходит изменение параметра взаимодействия Р, обусловленное рельефом поверхности. Система ОС отрабатывает эти изменения, так что при перемещении зонда в плоскости X,Y сигнал на исполнительном элементе оказывается пропорциональным рельефу поверхности. Для получения СЗМ изображения осуществляют специальным образом организованный процесс сканирования образца. При сканировании зонд вначале движется над образцом вдоль определенной линии (строчная развертка), при этом величина сигнала на исполнительном элементе, пропорциональная рельефу поверхности, записывается в память компьютера. Затем зонд возвращается в исходную точку и переходит на следующую строку сканирования (кадровая развертка), и процесс повторяется вновь. Записанный таким образом при сканировании сигнал обратной связи обрабатывается компьютером, и затем СЗМ изображение рельефа поверхности Z = f(x,y) строится с помощью средств компьютерной графики. Наряду с исследованием рельефа поверхности, зондовые микроскопы позволяют изучать различные свойства поверхности: механические, электрические, магнитные, оптические и многие другие. 5. Обработка МИП поверхности титанового образца без предварительной полировки Рис. 5. 2D изображение исходной подложки (80x80 µm) и 2D изображение подложки после обработки МИП (80x80 µm) 12 Рис. 6. 3D изображение исходной подложки (80x80 µm) и 3D изображение подложки после обработки МИП (80x80 µm) Рис. 7. 2D изображение подложки после обработки МИП (20x20 µm) и 2D изображение подложки после обработки МИП (5x5 µm) 6. Обработка МИП предварительно полированной поверхности титанового образца Рис. 8. 2D изображение подложки после полировки пастой гои (80x80 µm) и 2D изображение полированной подложки после обработки МИП (80x80 µm) 13 Рис. 9. 3D изображение подложки после полировки пастой гои (80x80 µm) и 3D изображение полированной подложки после обработки МИП (80x80 µm) Рис. 10. 2D изображение полированной подложки после обработки МИП (30x30 µm) и 3D изображение полированной подложки после обработки МИП (30x30 µm) Таблица 1. Обработка поверхности Ti подожки МИП Мишень N Rmax, мкм RZ, мкм Ra, мкм Ti 3 4 2,5 0,7 Ti + МИП 3 3 1,5 0,35 Ti полир 3 0,3 0,18 0,08 Ti полир + МИП 3 1,5 0,7 0,1 Rmax – наибольшая высота профиля; RZ - высота неровностей профиля по десяти точкам. Rа - среднее арифметическое отклонение профиля; 7. Задание к работе 7.1. Получение экспериментальных осциллограмм тока и напряжения На данном этапе работы необходимо, применяя навыки по работе со скоростным цифровым осциллографом, получить эксперимен14 тальные осциллограммы тока и напряжения на выходе генератора высоковольтных импульсов. Следует выполнить: 1. Закрыть двери в высоковольтном зале и в пультовой комнате. 2. Зарядить генератор импульсного напряжения. 3. Запустить ускоритель ТЕМП-4М. 4. Получить экспериментальные осциллограммы тока электронного пучка и напряжения с диагностического оборудования ускорителя. 5. Записать осциллограммы на USB. 6. Обработать осциллограммы по программе Qrigin 7.5. 7.2. Измерение распределения плотности энергии ионного пучка по сечению. На данном этапе работы необходимо, применяя навыки по работе с тепловизионной камерой, получить экспериментальные термограммы МИП. Следует выполнить: 1. Закрыть двери в высоковольтном зале и в пультовой ком- нате. 2. Зарядить генератор импульсного напряжения. 3. Запустить ускоритель ТЕМП-4М. 4. Записать термограмму на тепловизор Fluke TiR10. 5. Обработать термограммы по программе SmartView™. 6. По распределению температуры на мишени рассчитать распределение плотности энергии ионного пучка по сечению с помощью программы Qrigin 7.5. 7.3. Обработка МИП поверхности титанового образца Цель настоящего раздела состоит в том, чтобы провести модификацию поверхностного слоя образца с помощью ионного пучка. Следует выполнить: 1. Установить образцы в вакуумной камере ускорителя ТЕМП4М. 2. 3. Закрыть вакуумную камеру и откачать до давления 0.1 Па. Закрыть двери в высоковольтном зале и в пультовой ком- нате. 4. Зарядить генератор импульсного напряжения. 5. Запустить ускоритель ТЕМП-4М. 6. Повторить пункты 3 раза. 7. Выключить источник зарядного напряжения, закрыть затвор вакуумной системы, напустить воздух в диодную камеру и достать обработанные образцы. 15 7.4. Исследование морфологии поверхности и твердости приповерхностного слоя обработанных образцов. Цель настоящего раздела – выполнить исследования образцов после воздействия мощного ионного пучка. Следует выполнить: 1. Исследовать морфологию исходной и обработанной поверхности образцов на оптическом микроскопе. Сфотографировать изображения исходного и облученного образца. 2. Исследовать морфологию исходной и обработанной поверхности образцов на атомно-силовом микроскопе. Сохранить изображения поверхности исходного и облученного образца. 3. Измерить твердость исходного образца и образца после обработки МИП. 7.5. Оформить отчет по работе. Отчет должен быть выполнен на компьютере и представлен в напечатанном виде и в формате Word. Он должен содержать следующие разделы. 1. Экспериментальные осциллограммы тока и напряжения на выходе генератора высоковольтных импульсов 2. Термограммы МИП на мишени. 3. Распределение плотности энергии ионного пучка по сечению. 4. Изображения поверхности исходной мишени и мишени после облучения ионным пучком. Изображения при разном увеличении, полученные на оптическом и атомно-силовом микроскопах. 5. Экспериментальные данные по твердости мишени. 6. Выводы по результатам проведенных исследований. Цитируемая литература Быстрицкий В.М., Диденко А.Н. Мощные ионные пучки. – М.: Энергоатомиздат, 1984 2 Блейхер Г.А., Кривобоков В.П., Пащенко В.П. Тепломассоперенос в твёрдом теле под действием мощных пучков заряженных частиц. - Новосибирск: Наука, 1999 3 Грибков В.А., Григорьев Ф.И., Калин Б.А., Якушин В.Л. Перспективные радиационно-пучковые технологии обработки материалов: Учебник/Под ред.Калина Б.А.-М.Круглый год, 2001.528 с.: ил. 4 Ночовная Н.А., Шулов В.А., Проскуровский Д.И., Ротштейн В.П., Назаров Д.С., Озур Г.А. Перспективы использования сильноточных электронных пучков в авиационном двигателестроении для модифи1 16 кации свойств и при ремонте деталей из жаропрочных сталей и титановых сплавов.// Тез. докладов IV всероссийской конференции по модификации свойств конструкционных материалов пучками заряженных частиц. Томск, 1996, С.297. 5 Ягодкин Ю.Д., Пастухов К.М., Каблов Е.Н., Мубоджаян С.А., Проскуровский Д.И., Озур Г.А., Виноградов М.В. Перспективы применения мощных низкоэнергетичных электронных пучков в технологии изготовления и ремонта лопаток газовых турбин.// Тез. докладов IV всероссийской конференции по модификации свойств конструкционных материалов пучками заряженных частиц. Томск, 1996, С.276. 6 Поворознюк С.Н., Полещенко К.Н., Геринг Г.И., Полетика М.Ф. Влияние структурных особенностей твердых сплавов WC-Co на проявление эффектов ионно-лучевого модифицирования. // Тезисы IV Всероссийской конференции по модификации свойств конструкционных материалов пучками заряженных частиц. Томск, 1996, С.362-363. 7 Ремнев Г.Е. Получение мощных ионных пучков для технологических целей: Автореферат д. т. н. -Томск. 1994. -67 с. 8 . Intense lithium, boron and carbon from a magnetically insulated diod /J.M.Neri, P.A.Hammer, G.Jinet, R.N.Sudan//Appl.Phis.Lett. 1980,37(1) Р.101-103 9 Диденко А.Н., Кузнецов Б.И., Ремнев Г.Е. и др. Исследования влияния облучения сильноточными электронными и ионными пучками на поверхностные свойства инструментальных сталей.// Тезисы докладов III Всесоюзной конференции по применению электронноионной технологии в народном хозяйстве. Тбилиси, 1981, С.110-111 10 Логачев Е.И., Ремнев Г.Е., Усов Ю.П. Ускоритель тяжелых ионов. // Приборы и техника эксперимента, №1, 1983, С.21-23 11 Диденко А.Н., Асаинов О.Х., Кривобоков В.П., Логачев Е.И., Ремнев Г.Е. Обработка поверхности металлов сильноточными ионными пучками. // Тезисы 5-го Всесоюзного симпозиума по сильноточной электронике – Томск, 1986, ч. III, С.156-158 12 Веригин А.А., Погребняк А.А., Ремнев Г.Е. и др. Модификация структуры приповерхностного слоя вольфрама под действием мощного ионного пучка. // Поверхность (физика, химия, механика).-1988, вып.9,С.106-111 13 Ремнев Г.Е., Исаков И.Ф., Струц В.К.,Кутузов В.Л., Овсянников М.Ю. Модификация инструментальных сталей мощными ионными пучками. Материалы IVВсероссийской конференции по модификации свойств конструкционных материалов пучками заряженных частиц. – Томск, Россия, 1996.-С.223-225. 14 Махмудов М.А., Погребняк А.Д., Чепрасов Д.Н., Тухтаев Ш.А. Воздействие мощного ионного пучка и ударной волны на структуру стали У8. // Тезисы докладов I Всесоюзной конференции «Модифика17 ция свойств конструкционных материалов пучками зараженных частиц» – Томск, 1988, ч.1, С.180-182. 15 Ремнев Г.Е., Струц В.К., Исаков И.Ф., Пушкарев А.И., Кутузов В.Л., Куликов Ю.Ю., Овсянников М.М. Упрочнение твердосплавных режущих пластин при воздействии мощных ионных пучков. // Тезисы докладов III Всесоюзной конференции «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1994, ч.1, С.87-88. 16 Ремнев Г.Е., Брюхов В.В., Кузнецов Б.И., Красик Я.Е. и др. Исследование возможности упрочнения инструмента на основе безвольфрамовых твердых сплавов с помощью сильноточных электронных и ионных пучков. Тез.докл. III Всес. конференции по применению электронно-ионной технологии в народном хозяйстве. Тбилиси, 1981, С.111-112 17 Быстрицкий В.М., Диденко А.Н. Мощные ионные пучки. М., Энергоатомиздат,1988,-152 с. 18 Акерман Д.Р., Исаков И.Ф., Ремнев Г.Е., и др. Импульсный ускоритель «Темп».// Тезисы докладов I Всесоюзной конференции «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1988, ч.1,С.3-4. 19 Почивалов Ю.И., Овчинников С.В., Панин О.В., Коротаев О.Д., Тюменцев А.Н., Ремнев Г.Е., Исаков И.Ф. Структурные изменения в молибдене и его сплавах с рением при воздействии мощных ионных пучков. // Тезисы докладов III Всесоюзной конференции «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1994, ч.2, С.17-18. 20 Шулов В.А., Ночевная Н.А., Ремнев Г.Е. Термодинамические оценки возможностей протекания физико-химических процессов в поверхностных слоях металлов и сплавов при облучении мощными ионными пучками. // Тезисы докладов III конференции «Модификация свойств конструкционных материалов пучками заряженных частиц», Томск,1994, ч.1, С.76. 21 Погребняк А.Д., Ремнев Г.Е., Чистяков С.А., Лигачев А.Е. Модификация свойств металлов под действием мощных ионных пучков.// Известия ВУЗов, Физика, 1987, в.1, С. 52-65. 22 Гришин А.Н., Опекунов М.С., Ремнев Г.Е., Струц В.К. Взаимодействие мощного ионного пучка с мишенями: морфология поверхности облученной мишени. // Тезисы докладов III Всесоюзной конференции «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1994, ч.1, С.82-83. 23 Гришин А.Н., Опекунов М.С., Ремнев Г.Е., Данилов Г.Н., Лисюк Ю.В., Медведев Ю.В. Взаимодействие мощного ионного пучка с мишенями: объемная топология электрофизических тест-параметров облученной мишени. // Тезисы докладов III Всесоюзной конференции 18 «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1994, ч.1, С.84-86. 24 Диденко А.Н., Лигачев А.Е., Куракин И.В. Воздействие пучков заряженных частиц на поверхности металлов и сплавов. М., Энергоатомиздат, 1987, 187 с. 25 Яловец А.Г. Динамические и электрофизические явления при взаимодействии интенсивных потоков заряженных частиц с веществом. //Диссертация д.ф.-м.н., Томск,1994. 26 Бойко В.И., Евстигнев В.В. Введение в физику взаимодействия сильноточных пучков заряженных частиц с веществом. М., Энергоатомиздат, 1988, 137 с. 27 Плотников С.В., Погребняк А.Д., Ремнев Г.Е., Формирование фаз в металлах при действии мощных импульсных ионных пучков. // Тезисы докладов II Всесоюзной конференции «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1991, т.3, С.86-88. 28 Болдин А.А., Жуков В.П., Селиванов Е.В. Динамика дислокационных скоплений при сильноточном ионном облучении металлов. // Тезисы докладов II Всесоюзной конференции «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1991, т.4, С.53-54. 29 Жуков В.П., Болдин А.А. Волнообразное искажение поверхности при локальном плавлении металлов под действием ионных пучков. // Тезисы докладов II Всесоюзной конференции «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1991, т.4, С.55-57. 30 Кривобоков В.П., Пащенко О.В., Сапульская Г.А. Диссипация энергии и перенос вещества в твердом теле при воздействии мощных наносекундных пучков заряженных частиц. // Тезисы докладов III Всесоюзной конференции «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1994, ч.1, С.135-137. 31 Вальчук В.В., Коваль Т.В., Ремнев Г.Е., Яловец А.П. Формирование волн напряжения в мишенях с покрытием при облучении мощным ионным пучком. // Тезисы докладов III Всесоюзной конференции «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1994, ч.1, С.138-140. 32 Погребняк А.Д., Ремнев Г.Е., Шулов В.А. и др. Физикохимические процессы, протекающие в поверхностных слоях сплава ВТ18У при воздействии мощного ионного пучка. //Поверхность,1990, №12, С.79-84. 33 Кощеев В.А., Ремнев Г.Е., Шулов В.А. и др. Влияние ионнолучевой обработки мощными импульсными пучками на физикохимическое состояние поверхностных слоев и усталостную прочность 19 сплава ЭП718ИД. //Физика и химия обработки металлов, 1992, №6, С.28-33. 34 Ночевная Н.А., Ремнев Г.Е., Шулов В.А. и др. Физикохимические процессы, протекающие в поверхностных слоях титановых сплавов при ионно-лучевой обработке с использованием мощных импульсных пучков. //Поверхность, 1993, №5, С.127-140. 35 Ремнев Г.Е., Ночевная Н.А., Шулов В.А., Полякова И.Г., Рябчиков А.И., Кощеев В.А., Исаков И.Ф. Причины формирования микродефектов на поверхности металлов и сплавов при воздействии мощных ионных пучков наносекундной длительности. // Тезисы докладов III Всесоюзной конференции «Модификация свойств конструкционных материалов пучками зараженных частиц» – Томск, 1994, ч.1, С.79-81. 36 Калистратова Н.П., Полещенко К.Н., Геринг Г.И., Вершинин Г.А., Поворознюк С.Н. Модификация твердых сплавов мощными ионными пучками и послерадиационной термической обработкой.//Физика и химия обработки материалов. 1999,№1,С.10-14. 37 Вершинин Г.А., Геринг Г.И. и др. Процессы и эффекты модифицирования твердых сплавов системы WC-Co при воздействии мощными ионными пучками.//Тез. Докл. IX междун. конф. по радиационной физике и химии неорганических материалов (РФХ-9). Томск: изд-во ТПУ, 1996, С.83-84. 38 Goncharov O.I., Isakov I.F., Kolodii V.N., Matvienko V.M., Opekunov M.S., Remnev G.E., Usov Yu.P., and Zakoutaev A.N. 300-keV high-power ion-beam source: practical applications. //Beams ’90: Proceedings of the 8th International Conference on High Power Particle Beams, edited by B.N. Breizman and B.A. Knyazev (World Scientific, Teanack, NJ, 1991), Vol. 2, Р. 1243 - 1248. 39 Remnev G.E., Isakov I.F., Opekounov M.S., Kotlyarevsky G.I., Kutuzov V.L., Lopatin V.S., Matvienko V.M., Ovsyannikov M.Yu., Potyomkin A.V., Tarbokov V.A.. High Power Ion Beam Sources for Industrial Application. // Surface and Coatings Technology, 1997, Vol. 96, № 1, Р.103-109. 20