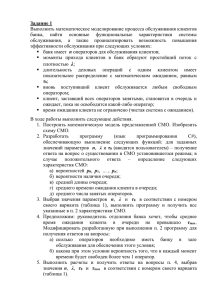
Описание сборочного цеха
advertisement

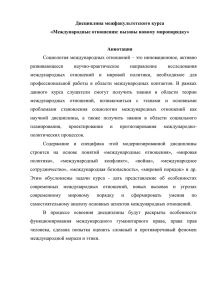
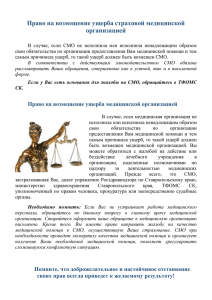
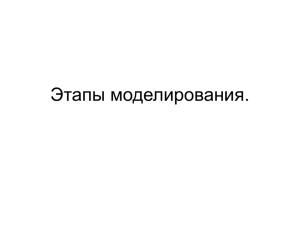
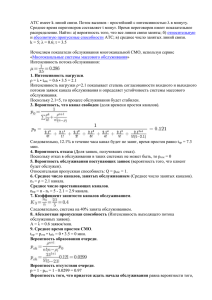
АИУС Лабораторная работа № 1 «Типовые системы массового обслуживания» Описание сборочного цеха ТСМ ТНР НР 1 СМ 1 Склад 2 Склад 1 НР m СМ n L Описание сборочного цеха Сборочный цех состоит из m накопителей-распределителей (НР) деталей и n сборочных мест (СМ). Все оборудование является однотипным. Среднее время выдачи комплекта деталей для сборки с НР равно Tнр, среднее время сборки составляет Тсм. НР могут работать в двух режимах: 1. в непрерывном, т.е. комплекты деталей выдаются по мере их накопления без учета их потребности на рабочих местах; 2. в дискретном, т.е. комплекты деталей выдаются по запросам сборочных мест. СМ могут работать также в двух режимах: 1. без использования запаса комплекта деталей на цех; 2. с использованием запаса комплекта деталей на цех объемом L. Цеховой запас обеспечивает бесперебойность работы сборочного оборудования и минимизацию отказов. Постановка задачи На этапе домашней подготовки построить модели сборочного цеха как системы массового обслуживания для следующих режимов работы: 1. непрерывный режим работы НР, СМ без запаса комплекта деталей; 2. непрерывный режим работы НР, СМ с запасом комплекта деталей; 3. дискретный режим работы НР, СМ без запаса комплекта деталей; 4. дискретный режим работы НР, СМ с запасом комплекта деталей. Запас пополняется, когда все накопители-распределители свободны. На этапе выполнения лабораторной работы провести исследования моделей с целью выбора наилучшего режима работы сборочного цеха при заданных параметрах оборудования и выдачи рекомендаций по его оптимизации. Выбор рассматриваемых как комбинированным и дополнительного анализа. осуществляется типовые. возможность из первых трех режимов, режим является использования требует Четвертый его Постановка задачи Исходные данные Вариант m n Tнр Тсм L 1 1 4 4 1 2 2 2 3 3 2 1 3 3 4 4 3 2 4 1 5 20 4 1 5 2 3 7 5 2 6 3 5 10 6 1 7 1 3 21 7 2 8 2 4 16 8 1 Системы массового обслуживания Системы, в которых в случайные моменты времени возникают заявки на обслуживание и имеются устройства для обслуживания этих заявок, называются системами массового обслуживания (СМО). Системы массового обслуживания Простейшим, или пуассоновским называется поток (последовательность) заявок, являющийся стационарным, одинарным и в нем отсутствуют последействия. Стационарность означает неизменность интенсивности поступления заявок с течением времени. Одинарным поток заявок является в том случае, когда за малый промежуток времени вероятность поступления более чем одной заявки близка к нулю. Отсутствие последействия заключается в том, что число заявок, поступивших в СМО за один интервал времени, не влияет на количество заявок, полученных за другой интервал времени. I. Выбор режима работы сборочного цеха при заданных характеристиках оборудования 1. Непрерывный режим работы НР, СМ без запаса комплекта деталей (СМО с отказами) Пусть m=2, n=4, ТНР=5, ТСМ=10, L=2 λ X0 λ X1 μ λ X2 2μ λ X3 X4 3μ 4μ Интенсивность потока заявок λ среднее число заявок, поступающих в СМО в единицу времени. Интенсивность потока заявок μ среднее число заявок, обслуженных в единицу времени, 𝑚 λ 1 λ= ρ= μ= ТНР μ ТСМ Вероятности состояний СМО 𝑛 𝑝𝑖(𝑡) = 1 𝑖=0 I. Выбор режима работы сборочного цеха при заданных характеристиках оборудования Характеристики СМО с отказами 1) Вероятность отказа n / n! pотк pn k / k! 2) Относительная пропускная способность n / n! k / k! q 1 pотк 1 k / k! k / k! 3) Абсолютная пропускная способность A q 4) Среднее число занятых каналов n k k 0 p0 1 p1 2 p2 ... n pn . k 0 5) Коэффициент загрузки (вероятность занятости канала) t зк зк (1 p n ) / n. t зк t пк 6) Дисперсия числа занятых каналов n k2 k 2 pk k 2 . k 0 I. Выбор режима работы сборочного цеха при заданных характеристиках оборудования 2. Непрерывный режим работы НР, СМ с запасом комплекта деталей (СМО с очередью) λ λ λ X1 X0 μ X2 2μ λ X3 3μ X4 4μ P0 находится из условия: 𝑛+𝐿 𝑃𝑖 = 1 𝑖=0 λ λ X4+1 4μ X4+2 4μ . I. Выбор режима работы сборочного цеха при заданных характеристиках оборудования Характеристики СМО с очередью 1) Вероятность отказа pотк = pn+L = næLp0/n!, где æ = /n = /n 2) Относительная пропускная способность q = 1 - pотк = 1 - næLp0/n! 3) Абсолютная пропускная способность А = q = [1 - næLp0/n!] 4) Среднее число занятых каналов n k k 0 p0 1 p1 2 p2 ... n ( pn pn1 ... pn L ). k 0 5) Среднее число заявок в очереди L r ipni i 1 6) Среднее время ожидания заявки в системе tc r / q / I. Выбор режима работы сборочного цеха при заданных характеристиках оборудования 3. Дискретный режим работы НР, СМ без запаса комплекта деталей (замкнутая СМО) 4λ X0 3λ X1 μ 2λ X2 X3 2μ 2μ 1 μ= ТНР 1 λ= ТСМ λ 2μ α= P0 находится из условия: 𝑛 𝑃𝑖 = 1 𝑖=0 X4 λ μ . I. Выбор режима работы сборочного цеха при заданных характеристиках оборудования Характеристики замкнутой СМО I. Выбор режима работы сборочного цеха при заданных характеристиках оборудования 3. Дискретный режим работы НР, СМ с запасом комплекта деталей 4λ X0+2 4λ X0+1 2μ 4λ X0 μ 3λ X1 μ 2λ X2 2μ λ X3 2μ X4 2μ Для каждой исследованной на первом этапе работы модели СМО в отчете необходимо представить следующую информацию: 1. Граф СМО 2. Система уравнений Колмогорова-Чэпмена с начальными условиями 3. Графики переходных процессов 4. Значения установившихся вероятностей состояний системы 5. Расчет характеристик СМО (кроме последней модели) В результате сравнения характеристик первых трех моделей СМО необходимо выбрать и обосновать наилучший режим работы сборочного цеха при заданных значениях параметров оборудования. II. Оптимизация выбранного режима работы сборочного цеха . Необходимо исследовать выбранный на первом этапе режим работы сборочного цеха во всех возможных состояниях от простоя λ до полной загрузки. Так как характеристики СМО зависят от α = , μ то при исследовании одна из интенсивностей фиксируется, а вторая варьируется, например так: λ – var, μ – const (в соответствии с вариантом задания). Для того чтобы обеспечить просмотр всех состояний системы от простоя до полной загрузки, необходимо подобрать такие значения варьируемого параметра, чтобы вероятность p0 изменялась с равномерным шагом во всем диапазоне возможных значений от 0 до 1 (или от 0 до 100%). Результаты исследований сводятся в таблицу следующего вида: II. Оптимизация выбранного режима работы сборочного цеха . λ λ1 λ2 λ3 λ4 λ5 λ6 p0 ≈0 ≈20 ≈40 ≈60 ≈80 ≈100 … … … … … … … … … … … … p1 … pn-1 pn pотк q … зк k2 Первая часть таблицы заполняется экспериментально, причем ориентировочные значения p0 заменяются точными при подобранных значениях λ, вторая рассчитывается для каждого столбца. Далее строятся графики характеристик как функции интенсивности и формулируется предложение по оптимизации режима работы сборочного цеха. . II. Оптимизация выбранного режима работы сборочного цеха По второму этапу работы в отчете необходимо представить следующую информацию: 1. Таблица с экспериментальными данными и рассчитанными по ним значениями характеристик СМО 2. Графики рассчитанных характеристик СМО как функции от варьируемого параметра 3. Предложение о возможности оптимизации выбранного режима работы на основании анализа графиков рассчитанных характеристик СМО всех состояних от простоя до полной загрузки во