3D-принтеры 2385 kB
advertisement

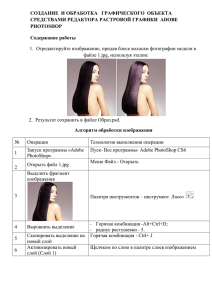
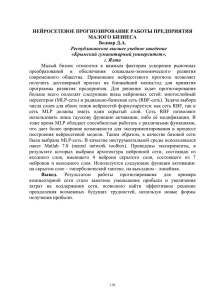
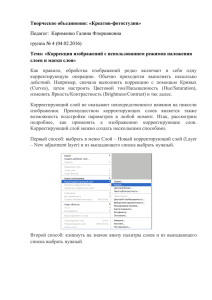
7. 3D - принтеры 1 7.1 Технология FTI - FILM TRANSFER IMAGING FTI - film transfer imaging – послойный перенос изображения за счет формирования пленочного слоя 1.Программное обеспечение ориентирует расположение будущей модели в рабочей камере 3D-принтера и разбивает ее на слои. Толщина каждого слоя составляет 0,08-0,1 мм и является фиксированной величиной. 2. В начале процесса печати строительная платформа опускается вниз к проекционному стеклу, на которое наливается тонкий слой жидкого фотополимера - вещества, чувствительного к воздействию ультрафиолетового света. 3. Ультрафиолетовая лампа, находящаяся под проекционным стеклом, короткой вспышкой засвечивает текущий слой фотополимера в соответствии с рабочим файлом 3D-модели. 2 3 4. Под действием вспышки света, засвеченные области фотополимера затвердевает избирательно только в тех местах текущего слоя, которые соответствуют выращиваемому сечению 3D-модели. Оставшаяся часть слоя жидкого фотополимера, которая не подвергалась воздействию света, остается неотвержденной и может быть использована повторно. 5. Строительная платформа поднимается на толщину слоя вверх, изображение следующего слоя выращиваемой модели снова проецируется на жидкий фотополимер. После затвердевания полимера в нужных областях образуется очередной слой выращиваемой 3D-модели. Таким образом, модель в камере "растет" сверху вниз. 4 6. Строительная платформа снова подымается вверх, и процесс повторяется, слой за слоем, до тех пор, пока вся модель не будет готова. Благодаря тому, что каждый слой затвердевает под воздействием единственной вспышки проектируемого света, вместо трассировки каждого слоя лазером или извлечения материала в определенных местах, детали, печатающиеся по технологии FTI, выращиваются быстро, точно и обладают высоким разрешением. 5 7.2 Технология MJM - MULTI JET MODELING 6 Технология многоструйного моделирования 1. Программным обеспечением подготовленный CAD-файл будущей 3D-модели разбивается на слои-сечения, которые последовательно отправляются на 3D-принтер для печати. 2. Система подачи материала 3D-принтера нагревает используемый материал до температуры плавления (около 80 °C). Расплавленный материал (в зависимости от модели 3Dпринтера это либо фотополимер, либо воск) подается в печатающую головку. 3. Печатающая головка через группы сопел выпускает на горизонтальную движущуюся платформу расплавленный материал, формируя очередной слой будущей модели. 7 4. Если 3D-печать выполняется из воска, то после нанесения слоя на строительную платформу происходит его естественное затвердевание под действием температуры (поскольку температура в рабочей камере ниже, чем в системе подачи материала). После этого печатающей головкой наносится следующий слой и процесс повторяется. По окончанию печати последнего слоя с помощью специального раствора удаляется материал поддержки и модель готова к использованию. 5. Если 3D-печать выполняется из фотополимера, то после печати каждого слоя строительная платформа, на которую нанесен слой, отъезжает за печатающую головку под ультрафиолетовую лампу. 8 6. Вспышка ультрафиолетовой лампы вызывает реакцию фотополимера, вследствие которой материал твердеет. После этого платформа отъезжает опять под печатающую головку и цикл формирования слоя повторяется. 7. После печати последнего слоя модель помещается в специальную печь с температурой 60 °C для удаления материала поддержки. На этом процесс печати из фотополимера заканчивается. 9 7.3 Технология SLA - STEREO LITHOGRAPHY APPARATUS Современные SLA-принтеры ProJet имеют самую высокую точность среди своих собратьев и позволяют выдержать толщину слоя в 0,025 - 0,05 мм. SLA-принтеры создают гладкие и прочные модели с отличной проработкой 10 мелких деталей. 1. В резервуар со специальным жидким фотополимером, чувствительным к свету, погружается строительная платформа. 2. Ультрафиолетовый лазерный луч, находящийся над резервуаром, очерчивает на поверхности жидкого фотополимера изображение первого слоя выстраиваемой модели. 3. Под действием ультрафиолетового лазера, жидкий фотополимер затвердевает в тех местах, где прошел лазерный луч. Затвердевший фотополимер представляет собой достаточно прочный пластик. 11 4. Строительная платформа опускается на толщину слоя, погружая затвердевшую часть модели вглубь резервуара таким образом, чтобы верхнюю часть этой модели снова покрыл тонкий слой жидкого фотополимера. 5. Лазер очерчивает на жидком полимере следующий слой выстраиваемой модели и процесс повторяется. Таким образом, слой за слоем, формируется готовая деталь. 12 3D- Принтер ProJet HD 3500 Plus 13 14 ProJet HD 7000 15