Повреждение зубьев шестерен.
advertisement

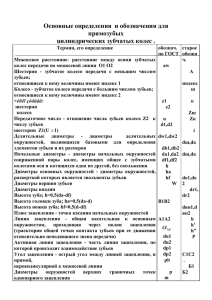
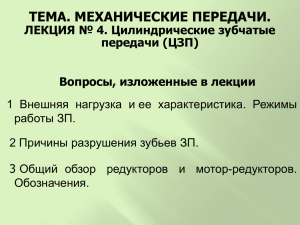
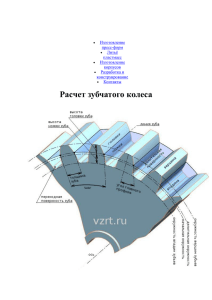
Ремонт и виды износа зубьев шестерен Студент группы 3Р1 Андрущенко Василий Повреждение зубьев шестерен. Повреждения конического колеса при выходе зубьев из зацепления Усталостный износ • Превышение предела выносливости материала приводит к осповидному выкрашиванию рабочей поверхности: • а) начальная стадия; б) развитая стадия; в) предельное состояние а б в Накопление усталостных повреждений проявляется в зарождении и развитии трещин, что проявляется в виде разрушений зубьев Определение зазора Боковой зазор в зубчатом зацеплении измеряют •с помощью свинцовых оттисков, индикатором часового типа или пластинами щупа. Измерение бокового зазора оттисками свинцовой проволоки выполняют, прокатывая свинцовую проволоку через зубчатое зацепление. • Проволоку укладывают посередине зубчатого колеса по профилю 8-10 зубьев и закрепляют на зубьях консистентной смазкой.Провернув зубчатую передачу, проволоку снимают, расправляют и измеряют её толщину микрометром. 1 — свинцовая проволока;2 — шестерня; 3 — свинцовая «выжимка». Определение бокового зазора с помощью индикатора: одно из колёс зубчатой передачи закрепляют от проворачивания, а на другом колесе перпендикулярно боковой поверхности зуба устанавливают индикатор. Величину бокового зазора определяют по разности показаний индикатора при проворачивании незакреплённого колеса до упора в одну и другую сторону. Измерение бокового зазора пластинами щупа: • шестерни прижимают поверхностями зубьев друг к другу и щупом измеряют образовавшийся зазор между их свободными боковыми поверхностями. • Но • Необходим свободный доступ к торцам зубьев • Подходит только для колес с большим модулем Износ зубьев шестерен конической передачи непосредственным измерением установить затруднительно так как зубья имеют переменную толщину и неравномерно изнашиваются по длине. Поэтому в ремонтной практике толщину зубьев не измеряют, а о предельном их износе судят по характеру работы передачи. Работа конической зубчатой передачи считается нормальной, когда шестерни вращаются с допустимым для данного типа передачи шумом и без рывков; при нормальном боковом зазоре Сб радиальный зазор Ср между зубьями составляет не менее 0,10 мм, а относительное смещение шестерен по затылкам не превышает 1...2 мм. Измерение толщины зуба колеса цилиндрической передачи 5Х — толщина зуба; кх — высота головки зуба; Од — делительная окружность Если передачу собирают из деталей, ранее работавших в данном узле, когда боковой зазор между зубьями и его разномерность у пары шестерен находятся в пределах нормы (что установлено перед разборкой передачи), то сборка затруднений не вызывает. Сборку ведут со старыми регулировочными кольцами и прокладками, а колеса вводят в зацепление (при одинаковом числе зубьев) по меткам, сделанным перед разборкой. Если необходимо уменьшить боковой зазор между зубьями или заменить одну из парных шестерен, то прежде всего следует обратить внимание на величину уступов и проверить, не велико ли торцовое биение шестерен. Регулировка зацепления зубчатой передачи. В зубчатой передаче регулируют зазоры между зубьями и их прилегание как по длине, так и по высоте. Как известно, зазоры в зацеплении необходимы для компенсации ошибок в размерах зубьев и межцентрового расстояния, а также для компенсации температурных деформаций. Боковой Сб и радиальный Ср зазоры между зубьями шестерен регулируют следующим образом. Регулировка зацепления цилиндрической зубчатой передачи ведется за счет: подбора парных шестерен; изменения межцентрового расстояния, если конструкция механизма позволяет это сделать, например путем изменения толщины вкладышей моторно-осевых подшипников тягового электродвигателя или изменения положения корпуса водяного насоса относительно блока дизеля и т. п. Качество зацепления в основном зависит от отсутствия перекосов осей шестерен. Регулировка зазоров Сб и Ср у конической зубчатой передачи достигается осевым сдвигом шестерни по валу или перемещением вала вместе с шестерней. Можно перемещать обе шестерни или Пятно контакта • Качество зацепления зубчатых передач проверяют на краску. Для этого зубья одной из шестерен, лучше ведущей, покрывают краской и передачу прокручивают на несколько оборотов. Погрешности в зацеплении узнают по размерам и расположению пятна контакта на зубьях парной шестерни. а – без нагрузки б – под нагрузкой Желательно, чтобы у шестерен конической передачи касание зубьев было ближе к тонким концам. При работе передачи под нагрузкой тонкий конец зуба больше деформируется, и тем самым обеспечиваются лучшее прилегание зубьев по длине и более быстрая их приработка. Размеры пятна контакта по высоте и длине зубьев регламентируются а) правильное зацепление; б) увеличенное расстояние между осями зубчатых колес; в) уменьшенное расстояние между осями зубчатых колес; г) непараллельное расположение осей зацепления в плоскости Р с правильным расстоянием между осями зубчатых колес; д) непараллельное расположение осей зацепления в плоскости Р при уменьшенном расстоянии между осями зубчатых колес; е) непараллельное расположение осей зацепления в плоскости Р при увеличенном расстоянии между осями зубчатых колес; ж) непараллельное расположение осей зацепления в плоскости Р и излом в плоскости Q при правильном межосевом расстоянии; з) излом осей зацепления в плоскости Р при правильном межосевом расстоянии и параллельном расположение в плоскости Р Ремонт Наварка зубьев • При поломке зубьев, но не более двух подряд в не особо ответственных передачах допускается восстановление их, которое производится следующим способом: поломанные зубья вырубают до основания, по ширине зуба просверливают два-три отверстия и в них нарезают резьбу, изготовляют шпильки и туго ввертывают их в подготовленные отверстия, приваривают шпильки к шестерне и электросваркой наплавляют металл, придавая ему форму зуба, на зуборезном, фрезерном или строгальном станке или путем опиливания вручную придают наплавленному металлу форму зуба, после чего восстановленный профиль проверяют сцеплением с сопряженной деталью и по шаблону. 1 — поломанный зуб; 2— место вырубленного зуба; 3 — наплавленный зуб по шпилькам; 4— обработанный зуб. Наплавка должна вестись обязательно качественными (толстообмазанными) электродами. После наплавки желателен отжиг. Для особо ответственных механизмов наплавка (ремонт) зубьев не допускается, зубчатые колеса в этих случаях должны заменяться новыми. Не следует закреплять зубья различного рода ввертышами без сварки или в паз в виде ласточкина хвоста, так как эти способы ненадежны и не обеспечивают нормальной работы оборудования. Зубчатые колеса с лопнувшим ободом ремонтируют обычно дуговой сваркой так, чтобы в результате сварки не образовалось дополнительных напряжений, вызывающих трещины в других элементах колеса (рекомендуется нагрев всей шестерни до красного каления, а также отжиг ее после сварки). Зубчатые колеса с трещиной в ступице ремонтируют посадкой на ступицу специально откованного или отлитого и проточенного на станке стального бандажа, нагретого до 300— 400° С. Шестерни, вращающиеся с большим числом оборотов, а также зубчатые колеса большого диаметра при средних числах оборотов, необходимо подвергать статической балансировке Восстановление изношенных или поврежденных зубьев шестерен является сложной задачей, поскольку их изготовляют из качественных сталей, подвергают довольно сложной термической обработке, а механическую обработку зубьев осуществляют на зубообрабатывающих станках. Поэтому шестерни с трещинами у основания зубьев, отколом хотя бы одного зуба, предельным износом зубьев, т.е. когда при зазоре Ср не менее 0,10 мм зазор Сб превышает на 50 % максимально допустимый зазор для новой пары шестерен, обычно заменяют новыми. Согласно Правилам ремонта разрешается оставлять в работе шестерни, если вмятины, раковины и другие повреждения имеют глубину не более 0,20 мм. Большая глубина этих повреждений (до 0,50 мм) допускается только в том случае, когда их общая площадь не превышает 10 % рабочей поверхности зубьев. Допускаются также отколы части зуба, если отколовшаяся часть зуба находится от торца зуба на расстоянии, не превышающем 10 % длины зуба. Изготовление зубчатого колеса Изготовление зубчатого колеса Метод обката В настоящее время является наиболее технологичным, а поэтому и самым распространённым способом изготовления зубчатых колёс. При изготовлении зубчатых колёс могут применяться такие инструменты, как гребёнка, червячная фреза и долбяк. Источники 1. http://toir.inf.ua/book/36.html 2. http://fullref.ru/job_fd17c0387bf1b2f52f795cf2dd21e7d4.html 3. http://fullref.ru/job_6f803f042a55684e3eb784159a5450d1.html 4. http://www.kisssoft.compmechlab.ru/news/5679 5. http://dni.sstu.ru/Catalog/kongip/kongip1.html 6. http://scbist.com/scb/uploaded/teplovozy/diesel_36.html 7. http://sudoremont.blogspot.ru/2014/04/zubchataya-peredacha.html 8. http://refleader.ru/yfsmerujgmer.html 9. http://kvadromash.ru/narezka-shesteren-s-krugovyim-zubom/ 10. http://make-1.ru/1s/3_avto_22.php