обувь
advertisement

ТЕХНОЛОГИЯ
ПРОИЗВОДСТВА ОБУВНЫХ
МАТЕРИАЛОВ, КОЖАНОЙ И
РЕЗИНОВОЙ ОБУВИ
Виды кожевенного сырья
Кожевенное сырье — это шкуры различных животных, пригодных для производства
кожи.
В зависимости от вида животного и массы парной (незаконсервированной) шкуры
кожевенное сырье подразделяют на мелкое, крупное, свиное, шкуры оленей и лосей,
шкуры морского зверя, шкуры рыб, шкуры рептилий, шкуры птиц.
К мелкому сырью относят шкуры телят, жеребят, верблюжат массой в парном состоянии
до 10 кг, а также шкуры коз и овец независимо от массы (табл. 5.1). Из мелкого сырья
вырабатывают в основном хромовые кожи для верха обуви, одежды и головных уборов,
галантерейные и подкладочные кожи, замшу.
Крупное сырье — шкуры крупного рогатого скота, верблюдов, конские шкуры и шкуры
других животных (кроме свиней, оленей, лосей и морского зверя) массой свыше 10 кг, а
также шкуры ослов и мулов независимо от массы. Из крупного сырья вырабатывают
кожи любого назначения (хромовые для верха обуви, одежды и головных уборов, юфть,
подкладочные, галантерейные, подошвенные, стелечные, шорно-седельные и
технические).
Свиное сырье — шкуры домашних и диких свиней; из них вырабатывают хромовые
кожи для верха обуви, одежды и головных уборов, галантерейные, юфть, стелечные и
шорно-седельные кожи, реже — подошвенные кожи ниточных и клеевых методов
крепления.
Шкуры оленей и лосей используют для выработки замши.
Шкуры морского зверя — моржей, тюленей, дельфинов и китов— используют для
выработки кож различного назначения.
Шкуры трески, зубатки, акул, карпа, осетровых, лососевых и других рыб используют
для выработки галантерейных кож и для верха обуви. Из шкур рептилий (змей, ящериц,
крокодилов) вырабатывают кожи для верха обуви, одежды, галантерейные; из шкур
страуса и других птиц — чаще галантерейные кожи, реже — кожи для верха обуви,
одежды и головных уборов.
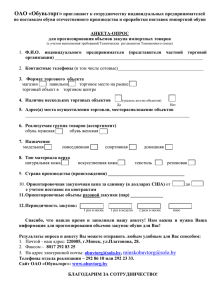
Строение шкуры животного
По толщине шкуры большинства животных состоят из
трех слоев: эпидермиса, дермы и подкожно-жировой
клетчатки
Эпидермис - верхний слой, расположенный под волосяным
покровом, у большинства домашних животных он занимает
от 1 до 2 % толщины шкуры, а у свиней — 5 %.
Дерма - средний, наиболее ценный слой шкуры, из которого
получают кожу; имеет волокнистое строение, состоит в
основном из пучков коллагеновых волокон, а также
небольшого количества эластиновых и ретикулиновых
волокон.
Подкожно-жировая клетчатка — нижний слой шкуры —
имеет волокнистое строение, состоит из пучков
коллагеновых волокон, рыхло уложенных и расположенных
параллельно поверхности шкуры. Между ними находятся
кровеносные сосуды, жировые включения и эластиновые
волокна.
Лицевая мембрана — тонкий, но очень плотный слой, расположенный непосредственно
под эпидермисом; состоит из очень тонких, беспорядочно переплетенных волокон;
более устойчив к химическим воздействиям по сравнению с сосочковым и сетчатым
слоями. На поверхности лицевой мембраны имеются такие же выступы и углубления,
как и на поверхности эпидермиса.
Эти неровности вместе с отверстиями от волос, потовых желез, кровеносных и
лимфатических сосудов образуют на поверхности лицевой мембраны своеобразный
рисунок, характерный для каждого вида кожевенного сырья или зоологического вида
животного - мерея.
По характеру мереи можно определить, из шкуры какого животного выделана кожа.
Сосочковый слой находится под лицевой мембраной. Между волокнами расположены
волосяные сумки, сальные и потовые железы, кровеносные и лимфатические сосуды.
Эти включения придают сосочковому слою значительную рыхлость. Рыхлое строение в
сочетании с тонкими волокнами и пучками, а также беспорядочность их переплетения
обусловливают невысокую прочность сосочкового слоя. По мере приближения к
сетчатому слою толщина коллагеновых волокон и пучков увеличивается. Границей
между сосочковым и сетчатым слоями считается линия, проходящая через наиболее
глубоко залегающие волосяные сумки. Только у свиных шкур щетина (волос) насквозь
пробивает дерму и волосяные сумки доходят до подкожно-жировой клетчатки.
В сетчатом слое отсутствуют волосяные сумки и железы, здесь проходят лишь
отдельные кровеносные сосуды. Пучки толстых коллагеновых волокон переплетаются в
разных направлениях, образуя сложную вязь, которая характеризуется регулярностью
сплетения пучков волокон, углом их наклона к поверхности шкуры, плотностью
переплетения. Каждый вид кожевенного сырья имеет свою специфическую вязь.
Сетчатый слой — более плотный и прочный, менее тягучий и проницаемый, чем
сосочковый. Строение сетчатого слоя во многом определяет свойства кожи: прочность,
тягучесть, проницаемость, устойчивость к истиранию и др.
Чем больше толщина сетчатого слоя, тем кожа прочнее.
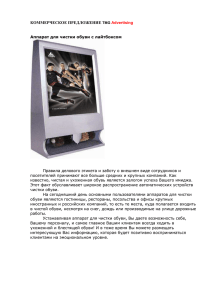
Топографические участки шкур
Топографическими называют участки шкуры (или кожи), соответствующие определенным
частям тела животного и отличающиеся неоднородным строением, химическим
составом и физико-механическими свойствами.
Шкуры крупного рогатого скота, свиней, коз и овец делят на : чепрак, вороток, полы,
челку и огузок (рис. а).
челка
Огузок
а
б
Рис. Топографические участки шкуры
а — крупного рогатого скота, б — конской
Чепрак — наиболее ценная часть шкуры — составляет около
половины ее площади, толстая и плотная. Из чепрака
вырабатывают кожи различного назначения, высокой прочности,
устойчивости к истиранию, низкой проницаемости.
Вороток — участок, покрывающий шею животного, имеет
значительную толщину, но менее плотный, чем чепрак. Кожи из
воротка менее прочны и устойчивы к истиранию, чем кожи из
чепрака.
Полы — крайние боковые участки шкуры — отличаются пониженной толщиной и рыхлым строением. Кожи из пол имеют
низкую прочность и устойчивость к истиранию, повышенную
тягучесть и проницаемость, по сравнению с кожами из других
участков
Челка и огузок в производстве обуви имеют ограниченное
применение.
Конские шкуры делят на два участка: передину и хаз (см. рис б).
Передина — передняя часть конской шкуры, в отличие от хаза
имеет меньшую толщину и рыхлое строение, из нее
вырабатывают мягкие кожи для верха обуви (в том числе
обувную юфть), для одежды, подкладки, галантерейные и
шорно-седельные кожи.
Хаз — задняя часть конской шкуры, толстая и плотная, из него
вырабатывают кожи для низа обуви.
Способы консервирования кожевенного сырья
После снятия шкуры с туши животного ее консервируют в целях
предохранения шкуры от загнивания при ее хранении и транспортировании.
Мокросоленым способом консервируют любое сырье врасстил и в тузлуке.
При консервировании врасстил шкуру, разостланную мездрой вверх,
посыпают ровным слоем сухой поваренной соли. Для просаливания шкуры
укладывают в штабели высотой 1 — 1,5 м сроком на 7— 10 дней. При
тузлуковании шкуры погружают в насыщенный раствор поваренной соли
(концентрация NaCl в растворе — 25%, температура — от 10 до 15 °С) и
выдерживают в растворе (тузлуке) от 10 до 24 ч в зависимости от вида
кожевенного сырья (его площади, толщины, плотности и массы). Затем шкуры
подсаливают врасстил, укладывая в штабели. При тузлуковании шкура
просаливается более равномерно по толщине и площади. Поэтому тузлучная
шкура отличается большей стойкостью при хранении, чем засоленная
врасстил. При длительном хранении кожевенного сырья к соли добавляют
кремнефтористый натрий и другие антисептики.
Сухосоленый способ заключается в следующем: шкуры после
консервирования мокросоленым способом (в основном врасстил)
высушивают до воздушно-сухого состояния.
Пресно-сухой способ — высушивание парной шкуры на воздухе в тени в
расправленном состоянии или в специальных сушильных камерах при
температуре не выше 30 °С. Пресно-сухое сырье при хранении и
транспортировании может приобрести такие пороки, как молеедены,
кожеедены, ломины и др.
Сухосоленым и пресно-сухим способами консервируют преимущественно
мелкое, тонкое и рыхлое сырье (овчину, козлину), реже — опоек.
Консервирование холодом — охлаждение парной шкуры при температуре -1
°С. Вода, находящаяся в шкуре (содержание воды в парной шкуре составляет
около 65 % от ее массы), при температуре ниже 0 °С превращается в лед и
увеличивается в объеме. Вследствие этого лед раздвигает волокна и пучки,
растягивает и разрывает отдельные волокна. В результате снижается
плотность и прочность дермы, а кожа получается рыхлой, проницаемой и
менее прочной.
Облучение кожевенного сырья гамма- и ультрафиолетовыми лучами —
перспективные способы консервирования. При облучении гамма-лучами
происходит полная стерилизация сырья (погибают микроорганизмы и
насекомые), улучшаются физико-механические свойства шкуры, а затем и
кожи. Однако необходимы серьезные средства защиты персонала и
окружающей среды от вредного воздействия гамма-лучей. Ультрафиолетовое
облучение имеет значительно меньший консервирующий эффект
Основы технологии производства
натуральной кожи
Все процессы и операции кожевенного
производства по их назначению и роли
в формировании свойств кожи можно
разделить на три основные группы:
подготовительные,
дубильные,
отделочные
Цель подготовительных процессов и
операций — освободить дерму от волоса,
эпидермиса и подкожно-жировой клетчатки; а
также удалить из дермы глобулярные белки,
кератин и небелковые компоненты. Они
включают: отмоку,
обезволашивание,
золение,
мездрение,
обеззоливание,
мягчение (при выработке мягких кож),
пикелевание (для подготовки к хромовому
дублению).
Дубление
Дубление — это взаимодействие дубителей с коллагеном с
образованием дополнительных поперечных связей между молекулами
коллагена. В результате взаимодействия дубитель частично
откладывается на поверхности волокон и в порах дермы.
Коллаген — волокнистый белок, из которого образованы коллагеновые
волокна и волокнистый каркас дермы (на 80—95%). Доказательством
образования новых поперечных связей между молекулами коллагена
является повышение температуры сваривания обводненной дермы в
результате дубления. Так, например, температура сваривания
обеззоленного голья составляет 60—65 °С, а кожи хромового дубления
— 130 °С.
Дубление приводит к необратимому изменению свойств дермы, а голье
превращается в кожу.
Кожа в отличие от голья поглощает меньше влаги, меньше изменяет
свои размеры при намокании и высушивании, более устойчива к
действию ферментов, кислот, щелочей, окислителей, микроорганизмов,
после сушки она сохраняет пористость и не становится такой жесткой,
как сухое голье.
Хромовое дубление — дубление голья основными солями трех валентного хрома.
Практическое применение получили основные сульфаты хрома. Дубление
начинают при низкой основности хромовых солей, так как они быстрее
проникают в дерму и равномерно распределяются по ее толщине и площади.
Только после этого постепенно повышают основность хромовых солей. В
результате этого возрастает размер дубящих частиц, увеличивается их вяжущая
способность, происходит интенсивное образование химических связей с
коллагеном, а также незначительная адсорбция незаряженных частиц дубителя
на волокнах и в порах дермы. Для повышения основности применяют карбонат
натрия, а в конце дубления повышают температуру дубящей ванны. Кожи
хромового дубления имеют серо-голубую или голубовато-зеленоватую окраску,
самую высокую температуру сваривания обводненной кожи дo 130°С, высокую
пористость, паро- и воздухопроницаемость, мягкость, прочность и тягучесть.
Недостатки хромовых кож связаны с их высокой пористостью, это — высокая
намокаемость и водопроницаемость, низкая устойчивость к истиранию,
снижение упругости при намокании. Этим способом дубления вырабатывают
кожи для верха обуви, подкладки, одежды, галантерейные и технические кожи;
хромовый дубитель в комбинации с растительными и синтетическими
дубителями применяют для выработки юфти, кож для низа обуви, шорноседельных и технических кож.
Циркониевое дубление — дубление голья водными растворами дубящих
соединений циркония. В качестве дубителя используют сульфатоцирконат
натрия, который обладает хорошими дубящими свойствами (температура
сваривания кожи равна 92—100°С) и высокой наполняющей способностью,
выравнивает свойства кожи по площади в продольном и поперечном
направлениях относительно хребтовой линии. Кожи циркониевого дубления
имеют белый цвет, повышенную плотность, устойчивость к сжатию и истиранию
Алюминиевое дубление — дубление голья водными растворами основных солей
алюминия (основного сульфата алюминия, алюминиевых квасцов и др.). Кожи
алюминиевого дубления имеют белый цвет, низкую температуру сваривания (72 —
75 °С); отличаются большой мягкостью и тягучестью; при намокании даже в
холодной воде они раздубливаются, а при последующем высушивании становятся
жесткими и грубыми. Алюминиевое дубление как самостоятельное имеет
ограниченное применение. Его используют для выделки лайковой кожи (лайки) из
шкур овец, коз, жеребят, собак алюминиевым (квасцовым) дублением с
применением соли, муки, яичного желтка. Лайковую кожу применяют для
изготовления перчаток, реже — других кожгалантерейных изделий. Повысить
термостойкость и устойчивость к действию воды кож алюминиевого дубления
можно, во-первых, при комбинировании алюминиевых дубителей с хромовым,
титановым, циркониевым; во-вторых, при использовании для дубления основных
солей алюминия и органических кислот. Во втором случае температура сваривания
кожи повышается до 83 °С, она не раздубливается под действием воды, однако
снижается ее мягкость и тягучесть.
Титановое дубление — дубление голья водными растворами дубящих соединений
титана. Технология получения титанового дубителя (сульфатотитанилата аммония) и
способ его применения в дублении жестких кож для низа обуви запатентованы в
США, Германии, Франции, Индии, Италии. Титановый дубитель обладает высокой
проникающей способностью, ускоряет процесс дубления в сочетании с другими
дубителями. Кожи титанового дубления имеют белый цвет, плотную, прочную и
эластичную лицевую поверхность. Кожи титанового и циркониевого дубления более
устойчивы к действию щелочей, пота, плесени, окислителей, чем кожи хромового и
хроморастительного дубления. На практике титановый и циркониевый дубители
применяют в сочетании с хромовым, алюминиевым и синтетическими дубителями.
Железное дубление было известно раньше хромового, но не получило
распространения, так как кожи, выдубленные основными солями хлорного
или сульфатного железа, неустойчивы к окислению, при хранении теряют
прочность и разрушаются.
Кремнекислое дубление не получило распространения, так как кожи,
выдубленные кремниевой кислотой при хранении быстро становятся
хрупкими и ломкими.
Альдегидное дубление — дубление голья водными растворами альдегидов.
Практическое применение нашли формальдегид и глутаровый альдегид. Кожи
альдегидного дубления устойчивы к действию щелочей, пота, окислителей и
ферментов. Температура сваривания кож дубления формальдегидом — 90 °С,
глутаровым альдегидом — 83 °С. Кожи формальдегидного дубления
получаются тонкими, тощими (ненаполненными), при хранении теряют
прочность и эластичность, становятся жесткими и ломкими. Кожи,
выдубленные глутаровым альдегидом, — мягкие, хорошо наполненные.
Жировое дубление (замшевание) — дубление путем пропитки голья
ненасыщенными жирами типа ворваней с последующим их окислением
кислородом воздуха. Ворвань — смесь жиров морских животных (тюленей,
дельфинов, китов) и рыб. Сами ворвани дубящим действием не обладают, но
при их окислении образуются вещества, содержащие альдегидные и
эпоксидные группы. Они взаимодействуют с коллагеном с образованием
поперечных связей водородного типа. Кожу жирового дубления называют
замшей. Замша имеет низкую температуру сваривания (70—72°С), большую
пористость, мягкость и тягучесть, не смачивается водой, она олеофильна
(смачивается неполярными жидкостями).
Растительное {таннидное) дубление — дубление голья растворами
растительных дубильных веществ — таннидами (содержатся в коре,
древесине, корнях, листьях дуба, ивы, лиственницы, ели, квебрахо, мимозы,
каштана и др.). Таннидами можно выдубить кожи различного типа: от сафьяна
(очень тонкой и мягкой кожи с нежной лицевой поверхностью) до очень
толстых, плотных, жестких и упругих кож для низа обуви. Кожи
растительного дубления имеют невысокую температуру сваривания (80—
90°С), не устойчивы к действию кислот, щелочей, пота, плесени, окислителей, ферментов. Они имеют красно-коричневый цвет, поэтому их называют
краснодубными. В настоящее время растительные дубители используют в
сочетании с хромовыми и синтетическими дбителями для выделки юфти, кож
для низа обуви, шорно-седельных и технических кож. Комбинирование
растительного дубления с хромовым позволило сократить продолжительность
первого с нескольких месяцев до 2—3 сут.
Дубление синтетическими дубителями {синтанами) позволило частично или
полностью исключить дефицитные и дорогие растительные дубители из
процесса дубления, снизить себестоимость кожи и кожаных изделий, ускорить
процесс растительного дубления, повысить устойчивость кож к действию
минеральных кислот и щелочей. Некоторые синтаны обладают не только
дубящим и наполняющим действием, но и красящим или жирующим.
Синтаны используют в сочетании с хромовым, титановым, циркониевым и
растительными дубителями для выработки кож любого назначения.
Комбинированное дубление — дубление голья несколькими
различными дубителями одновременно или последовательно. Этот
вид дубления в настоящее время занимает ведущее место в
кожевенном производстве. Кожи комбинированного дубления
сочетают в себе преимущества кож, выдубленных различными
дубителями. Кожи для низа обуви, юфть, шорно-седельные,
технические кожи выпускают, используя только комбинированные
методы дубления, — хроморастительный (ХР),
хроморастительносинтановый (ХРС), титаноциркониевосинтановый
(ТЦС), хромоциркониево-синтановый (ХЦС) и др. Часто хромовое
дубление сочетают с циркониевым, титановым или алюминиевым.
Так, титановое дубление в сочетании с хромовым позволяет снизить
отдушистость кож и повысить их сортность. А комбинирование
титанового и циркониевого дубления с хромовым позволяет получить
велюр с густым, плотным и низким ворсом.
После дубления кожи подвергают пролежке в течение 12 — 24 ч в
целях наиболее полного связывания дубителя с коллагеном. После
пролежки температура сваривания кожи может увеличиться на 10 °С.
Отделка кож для верха обуви.
Выполняют для придания им мягкости,
гибкости, эластичности, красивого
внешнего вида, повышения водостойкости.
Отделка включает: строгание,
нейтрализацию, барабанное крашение,
жирование, наполнение, разводку, сушку,
тяжку, покрывное крашение, прессование,
нарезку мереи, художественное тиснение,
шлифование, плюшевание.
Отделка кож для низа обуви.
Выполняют для повышения их плотности,
жесткости, водостойкости, улучшения
внешнего вида. Она включает следующие
процессы и операции: наполнение,
жирование, разводку, сушку, прокатку.
После пролежки кожи промывают в
проточной воде в целях удаления
несвязанных дубителей из наружных слоев,
особенно лицевого.
Искусственные и синтетические
обувные материалы
По назначению искусственные и синтетические
обувные материалы можно разделить на 3
группы: материалы для низа обуви (подошв,
подметок, каблуков, набоек, флик, рантов) —
обувные резины и синтетические полимеры;
мягкие обувные материалы для верха обуви и
подкладки — искусственные и синтетические
кожи; материалы для жестких внутренних и
промежуточных деталей обуви (основных
стелек, полустелек, жестких задников,
подносков, геленков, платформ, простилок,
межподкладки) - обувные картоны и
термопластические материалы.
Обувные резины
Производство обувных резин включает
следующие процессы и операции:
подготовку материалов,
приготовление сырой резиновой смеси,
листование,
формование,
получение сырых резиновых заготовок,
вулканизацию,
заключительную отделку.
Основной составной частью резины, определяющей ее
свойства, является каучук. Содержание каучука в
резиновой смеси составляет обычно 30—40% от ее массы,
реже - 60 % и более (например, транспарентная резина).
Кроме каучука в состав резиновой смеси входят
вулканизующие вещества, ускорители вулканизации и их
активаторы, наполнители, мягчители, противостарители,
порообразователи, пигменты, регенерат.
Каучуки — линейные полимеры, обладающие высокими
эластическими свойствами и имеющие в молекулярных
цепях двойной связи, по месту которых присоединяется
сера в процессе вулканизации. Для производства обувных
резин применяют в основном синтетические каучуки,
реже — натуральный.
Основные виды синтетических каучуков, применяемых
для производства обувных резин и искусственных кож:
бутадиеновые (СКБ, СКД), изопреновый (СКИ),
бутадиенстирольные (СКС, СКМС), бутадиеннитрильные
(СКН), карбоксилсодержащие, бутилкаучук,
хлоропреновый, силоксановые каучуки.
Натуральный каучук получают из млечного сока
бразильской гевеи, который представляет собой водную
дисперсию каучука (латекс). Содержание каучука в латексе
составляет 34—38%, его выделяют из латекса методом
коагуляции с помощью уксусной и муравьиной кислот.
Натуральный каучук представляет собой цис-полиизопрен.
Вулканизующие вещества — сера, однохлористая сера, селен и другие
вещества, в том числе серосодержащие. В резиновую смесь вводят от
2 до 6 % серы от массы смеси.
Ускорители вулканизации — вещества, повышающие активность серы
и других вулканизующих веществ; они сокращают
продолжительность вулканизации, способствуют улучшению
некоторых физико-механических свойств резин. Ускорители
вулканизации для подошвенных резин — каптакс, тиурам,
дифенилгуанидин, сульфенамиды; их используют в количестве 0,5—
1,0 % от массы резиновой смеси.
Активаторы — вещества, активизирующие действие органических
ускорителей. В качестве активаторов используют оксиды металлов
(например, оксид цинка, оксид магния) в количестве 0,5-1,0 % от
массы резиновой смеси.
Наполнители — порошкообразные или волокнистые вещества, вторые
вводят в состав сырой резиновой смеси в количестве 35—50 % от ее
массы для удешевления резины. Сажа газовая, ламповая, белая,
карбонат магния, оксид магния, каолин, целлюлозные, вискозные,
кожевенные и другие волокна улучшают физико-механические и
теплозащитные свойства резины, поэтому их называют активными.
Мягчители — жидкости и твердые вещества. Их вводят в количестве
10—20 % от массы резиновой смеси для придания ей мягкости,
пластичности, облегчения ее смешивания с порошкообразными
компонентами, предохранения от преждевременной вулканизации. В
качестве мягчителей применяют минеральные масла, парафин,
канифоль, технический стеарин, жирные кислоты, рубракс и др.
Противостарители — вещества, замедляющие окисление каучука под
действием кислорода воздуха (парафин, воск, озокерит, церезин)
Порообразователи — вещества, разлагающиеся при повышенной
температуре с выделением различных газов, которые образуют
замкнутые поры в резине. В качестве порообразователей применяют
бикарбонат натрия и порофоры.
Пигменты применяют для получения цветных резин.
Регенерат — продукт переработки изношенных резиновых изделий и
отходов резинового производства, которые измельчают, добавляют
мягчители, нагревают и подвергают девулканизации. Резина
превращается в мягкий пластичный материал — регенерат, который
добавляют в сырую резиновую смесь не более 10 % от ее массы.
Синтетические материалы.
Термоэластопласты (ТЭП) представляют собой блок-сополимеры, состоящие
из чередующихся в определенном порядке термопластичных и эластичных
блоков. Они обладают термопластичностью пластмасс и эластичностью
каучуков, что позволяет получать формованные детали методом литья под
давлением. Подошвы и подошвы вместе с каблуком изготовляют из
дивинилстирольных, изопренстирольных и других ТЭП. Для обеспечения
необходимого комплекса технологических и эксплуатационных свойств,
удешевления ТЭП к блок-сополимерам добавляют наполнители (в малых
количествах), пластификаторы, порообразователи. Подошвы из ТЭП имеют
плотность 0,7—0,8 г/см3, средний диаметр пор около 10 мкм, что гораздо
меньше, чем у обычных пористых резин (300 мкм), высокую упругость и
прочность, задают высоким сопротивлением истиранию и скольжению,
морозостойкостью. Усадка не превышает 0,7 % площади детали.
Из полиуретана выпускают формованные подошвы, подошвы вместе с
каблуком и набойки методом литья под давлением. Разновидностью литьевого
способа крепления низа является метод жидкого формования, когда в одной
пресс-форме происходят синтез полиуретана, формование подошвы вместе с
каблуком и их прикрепление к верху обуви.
Из поливинилхлорида выпускают подошвы, подошвы вместе с каблуком и
набойки методом литья под давлением, а также декоративный рант —
шприцеванием (экструзией).
Из полиамида, полиэтилена, полистирола, полипропилена и других
термопластичных полимеров выпускают каблуки и набойки методом литья
под давлением.
Искусственные и синтетические кожи
Искусственные кожи (ИК). Они представляют собой
мягкие и тонкие кожеподобные материалы, имитирующие
и заменяющие натуральную кожу. ИК для верха обуви
выпускают, как правило, на тканевой, нетканой,
трикотажной и комбинированной основе. ИК без основы,
так называемые пленочные материалы, имеют невысокую
механическую прочность, их используют для отделки
обуви. Основа обеспечивает прочность, сопротивление
раздиру и проколам, тягучесть и другие механические
свойства.
Процесс производства ИК включает пропитку основы,
нанесение покрытия, отделку.
Перед пропиткой основы (обычно ткани) ее предварительно
обрабатывают. Суровые ткани стригут, чистят, окрашивают в цвет
Покрытия, сушат; куски тканей сшивают встык. Сквозную пропитку
основы проводят в ванне. В нее через люк 7 наливают
пропитывающий раствор. Направляющие валики 4 удлиняют путь
прохождения и время пребывания движущейся основы 2 в растворе.
При выходе из ванны с поверхности основы ножами 3 снимается
избыток пропитывающего раствора. Пропитанная основа отжимается
на валиках и сушится.
Схема пропиточной ванны:
1 — люк пропиточной ванны, 2 — основа; 3 –нож,
4 - направляющие валики
Полимерное покрытие наносят на лицевую поверхность
основы прямым и переносным способами,
каландрированием, дублированием, ламинированием,
экструзией, электростатическим способом.
Процесс нанесения полимерного покрытия завершается
или сушкой материала, или желированием покрытия, или
образованием пор в покрытии, а для каучукового
покрытия — вулканизацией. Желированию подвергают
ПВХ покрытия путем термообработки ИК в камере
желирования.
Отделка включает следующие операции: тиснение,
шлифование, перфорирование, печать, нанесение лицевой
отделочной пленки.
Синтетические кожи (СК)
Они бывают одно-, двух- и трех-, слойными. К
однослойным СК относятся безосновные полиуретановые
(ПУ) пленки (типа «порвэйер») или нетканые основы
пропитанные ПУ и не имеющие лицевого покрытия
(например «танера» и синтетический велюр).
Двухслойные СК состоят из основы и ПУ покрытия.
Трехслойные СК имеют двухслойную комбинированную
основу.
Производство СК включает пропитку основы, нанесение
на нее ПУ покрытия, образование пористой структуры с
промывкой и сушкой, отделку.
Для пропитки основы применяют растворы, латексы,
пасты и расплавы термопластичных полимеров:
полиэтилена (в том числе хлорированного и
сульфохлорированного), сополимеров этилена с
винилацетатом или изобутиленом, натурального и синтетических каучуков, пластифицированного ПВХ,
полиэфируретанов и др.
Пропитку основы и нанесение полиуретанового покрытия
осуществляют одним из способов, применяемым для
изготовления ИК.
Образование пористой структуры СК существенно
отличается от порообразования ИК. Методы
порообразования в СК — конденсационное
структурообразование, вымывание растворителя или
наполнителя, экстрагирование матричного полимера (для
получения ультратонких волокон основы).
Отделка СК включает тиснение, шлифование,
перфорирование, окраску поверхности, нанесение
отделочной пленки и т.д.
Обувные картоны и термопластические
материалы
К картонам относят волокнистые материалы, состоящие из
растительных, кожевенных, коллагеновых и синтетических
волокон и их смесей, проклеенных полимерами. Их
используют для изготовления основных и вкладных
стелек, жестких задников, простилок, геленков и
платформ.
Для изготовления картона используют:
сульфатную целлюлозу, в том числе облагороженную
древесную массу;
кожевенные отходы;
бумажную и картонную макулатуру;
тряпье;
растительные (хлопковые, льняные, пеньковые,
джутовые);
шерстяные и синтетические волокна.
В качестве проклеивающих веществ используют латексы
натурального и синтетических каучуков,
поливинилацетатную эмульсию, битумно-канифольную
дисперсию, фенолоформальдегидные смолы.
Наполнители (каолин, тальк, мел, оксид титана, сульфат
бария) вводят в массу для повышения плотности и
белизны, снижения деформации и стоимости картона.
Мягчители (глицерин или хлорид магния) необходимы
для повышения формуемости картонных деталей.
Антисептики (формалин, фенол) предохраняют картон от
загнивания при хранении и эксплуатации во влажных
условиях. Жирующие вещества (эмульсию парафина)
применяют для повышения водостойкости и эластичности
картона. Коагулянты (алюминиевые квасцы, сернокислый
глинозем) применяют для более полного и равномерного
осаждения проклеивающих веществ на волокнах.
Производство картона
Производство картона включает следующие процессы и операции:
предварительную обработку и размол сырья, проклеивание
волокнистой массы, отлив листов картона, их прессование, сушку и
отделку.
Предварительная обработка сырья заключается в его очистке
сортировке и измельчении. Волокнистые материалы после
предварительной обработки подвергают тщательному размолу до
такого состояния, чтобы в дальнейшем обеспечить их хорошее
переплетение. Механический размол волокнистого сырья проводят в
роллах, дисковых или конических мельницах.
Проклеивание волокнистой массы проводят в целях связывания
волокон и придания картону мокростойкости (прочности в
увлажненном состоянии). Вид проклеивающего вещества зависит от
назначения картона и его волокнистого состава. В процессе
проклеивания частицы полимера осаждаются на волокнах.
Картоны многослойного отлива изготовляют на кругло- или
плоскосеточных машинах. Лист картона нужной толщины получают
путем многократного наслаивания элементарных слоев волокнистой
массы на форматный вал или сетку машины.При производстве
однослойных картонов используют длинно-сеточные или отливные
машины периодического действия. Листы картона, выходящие из
машин, имеют влажность около 70% (от массы листа), а после
прессования — 50—55 %.
Прессование проводят на гидравлических прессах и
отжимных валах. Прессование не только удаляет
лишнюю влагу, но и уплотняет и упрочняет
картон.После прессования картон сушат в канальных
сушилках при температуре воздуха 80—120 °С до
влажности 10— 13 %. При сушке происходит усадка и
коробление картона.
Отделка картонов включает увлажнение,
пролежку и каландрирование. На некоторые виды
картона после каландрирования наносят отделочное
полимерное покрытие. Увлажнение повышает
пластические свойства картонов, а пролежка
выравнивает влагосодержание по толщине картона.
При каландрировании картон уплотняется,
выравнивается и приобретает блеск.
Термопластические материалы
Термопластические материалы используют для подносков, задников и
межподкладки. При этом формование жестких задников и подносков
происходит в процессе формования заготовки верха обуви на колодке.
Материалы выпускают на тканевой или нетканой основе с одно- или
двухсторонним полимерным покрытием и без основы в виде полимерных
пленок, расплавов или смесей полимеров, которые наносят
непосредственно на деталь обуви.
Производство термопластических материалов на основе аналогично
производству ИК. Они в 2 — 3 раза тоньше картона, имеют высокую
адгезию к материалам верха и подкладки, прочность, упругость,
формоустойчивость, легко формуются. В качестве примера можно назвать
нитроискожу-Т обувную, предназначенную для подносков и задников.
Наиболее перспективным считается нанесение расплава полимеров или
реакционноспособных материалов непосредственно на детали верха обуви.
В этом случае отпадает необходимость изготовления пленки, вырубания из
нее деталей (подносков и задников), их разогрев. Для повышения жесткости
и упругости носочной и пяточной частей обуви используют расплавы
сэвилена, полиамида и других термопластичных полимеров.
Реакционноспособные материалы применяют в виде жидких смесей,
состоящих из гликозина (полисахарида, образующего с коллагеном прочные
Химические связи), поливинилацетатной эмульсии и пенетратора
Основы технологии производства кожаной обуви
Раскрой обувных материалов. При раскрое кож для низа
обуви на подошвы, стельки, флики и другие детали продольное
и поперечное направление кожи не берется в расчет а
учитываются топографический участок и толщина.
Обувные материалы раскраивают на детали преимущественно
механическим способом. Для этого применяют прессы разных
конструкций и специальные стальные резаки. Резак —
фасонный но замкнутого контура, имеющий форму и размеры
соответствующей детали (подошвы, стельки, союзки и др.).
Лезвие резака заточено с внешней стороны. Под давлением
ударной плиты пресса лезвие ножа погружается в материал и
вырубает деталь. Иногда кожи на детали модельной обуви
раскраивают вручную.
Затем на все детали наносят клейма производственного
назначения по виду, фасону, размеру. Это облегчает подборку
деталей в изделие и ускоряет сборку обуви.
Предварительная обработка деталей низа и верха обуви
Предварительная обработка деталей проводится с целью подготовить детали
к скреплению между собой, улучшить их механические свойства, ускорить
процесс сборки обуви, создать удобство стопе при носке обуви.
Предварительная обработка деталей низа обуви. Она включает общие и
специальные операции. К общим относят выравнивание деталей низа по
толщине, клеймение, формование.
Толщину подошв и основных стелек выравнивают шлифованием или
срезанием (спиливанием) избыточной толщины. Незначительное
выравнивание толщины достигается прессованием детали; при этом детали,
особенно кожаные, уплотняются.
Клеймение — нанесение маркировки на ходовую поверхность подошвы в
соответствии с ГОСТ 7296—81 «Обувь. Маркировка, упаковка,
транспортирование и хранение», раздел 1 «Маркировка».
Формованию подвергают подошвы и основные стельки. Им придают
профиль следа колодки. Перед формованием кожаные и картонные детали
увлажняют для повышения их пластичности и облегчения формования на
прессах.
Предварительная обработка деталей верха.
Осуществляется одновременно с пошивом (сборкой) заготовки.
Она включает клеймение, опускание краев деталей, отделку
видимых на обуви краев, дублирование наружных деталей верха
с межподкладкой, украшение деталей.
При клеймении наносят маркировку, предусмотренную ГОСТ
7296—81. Маркировку наносят на одну из деталей обуви
(подкладку, задний внутренний ремень, штаферку, клапан под
застежку «молния», вкладную или втачную стельку,
подпяточник) несмываемой краской, горячим тиснением, в том
числе через фольгу.
Опускание краев деталей — их утонение путем
сошлифовывания или срезания толщины с внутренней
(бахтармяной) стороны детали. Эту операцию проводят для всех
краев деталей верха, кроме затяжной кромки.
Отделку видимых краев деталей проводят для улучшения
внешнего вида обуви и повышения прочности швов.
Видимые края деталей загибают, окрашивают, подвергают
горячему формованию или обжигу, окантовывают.
Окрашивают видимые края деталей из юфтевых и толстых
хромовых кож. Загибают края деталей в модельной и
повседневной обуви из тонких кож. При горячем
формовании и обжиге край кожаной детали под действием
высокой температуры закручивается в сторону бахтармы.
Окантовывают (или обстрачивают) тесьмой края деталей
из ткани или искусственной кожи на тканевой основе для
предохранения краев от осыпания нитей.
Дублирование наружных деталей верха с межподкладкой
необходимо для упрочнения наружных деталей верха и
повышения их формоустойчивости. Межподкладку
наклеивают на внутреннюю сторону наружных деталей
верха из текстиля, шевро, козлины хромовой, шеврета,
замши, велюра и других кож пониженной толщины. Клей
наносят полосами, клетками, штрихами, чтобы сохранить
гигиенические свойства деталей верха обуви. Для
повышения прочности склеивания сдублированные детали
подвергают прессованию при повышенной температуре.
При наличии в обуви сплошной кожаной подкладки
межподкладку можно не применять.
Украшение деталей верха повышает эстетические
свойства обуви. Для этого применяют различные виды
отделок: перфорацию, декоративные строчки, бизики,
канты, вышивку, тонирование, горячее тиснение,
фотопечать, продержки кожаной или текстильной ленты,
наклеивание или настрачивание аппликаций и др.
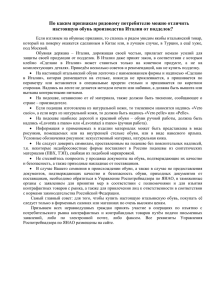
Заготовочные швы:
а — настрочной, б — тачной, в —
переметочный; г — выворотный
Сборка заготовки — соединение мягких деталей верха (наружных, внутренних и
промежуточных) в единую конструкцию. Заготовка верха обуви — комплект мягких
деталей верха обуви, скрепленных между собой в единое целое, и подготовленный к
формованию. Детали заготовки сшивают ниточными швами и склеивают. Детали из
искусственных и синтетических кож сваривают токами высокой частоты (ТВЧ). Склеивают
наружные детали верха с межподкладкой (дублирование). Сшивают детали настрочным,
тачным, переметочным и выворотным швами (рис. 5.10).
Настрочным швом укрепляют носок с союзкой, союзку с берцами и задинками, перед с
голенищем. Тачным и переметочным швами сшивают голенища, задние края берцев и
задинков. Переметочный шов — менее прочный, чем тачной, поэтому его укрепляют
задним наружным ремнем. Выворотным швом сшивают наружные детали верха с
подкладкой по верхнему краю заготовки.
Детали заготовки из хромовых, искусственных и синтетических кож, текстильных
материалов сшивают хлопчатобумажными, хлопколавсановыми и синтетическими нитками
средних номеров (№№ 20, 30, 40 и 50) в несколько сложений (6, 9 и 12 раз). Для модельной
обуви используют также нитки из натурального шелка-сырца. Детали заготовки из
юфтевых кож сшивают льняными, хлопколавсановыми и синтетическими нитками низких
номеров (№№ 00, 0, 1, 3, 6).
Формование заготовки — придание заготовке
формы и размеров колодки, которые должны
сохраняться после снятия обуви с колодки, при ее
хранении и носке. Для этого заготовку растягивают
в продольном и поперечном направлениях. Если
заготовку растягивают сначала в продольном
направлении, а затем в поперечном, то ее формуют
одноосным растяжением. Если ее растягивают
одновременно в разных направлениях, то заготовку
формуют многоосным растяжением.
Различают три способа формования:
обтяжно-затяжной
беззатяжной
комбинированный.
Перед формованием заготовку увлажняют в
паровоздушной среде для повышения пластичности
материалов и снижения усилий при формовании.
При обтяжно-затяжном способе растягивающие усилия прилагаются к
заготовке извне (с помощью клещей или пластин обтяжно-затяжной
машины). Обувь внешнего формования имеет высокую
формоустойчивость, поэтому этот способ широко используют для
формования обуви.
Перетяжку проводят для устранения дефектов обтяжки (перекосов
деталей или швов, их отклонений от оси симметрии, морщин и
складок заготовки выше грани следа и др.). При формовании
заготовки одноосным растяжением перетяжку (висков, пучков и
перейм) используют для того, чтобы вытянуть заготовку в геленочной
и пучковой частях в поперечном направлении и обеспечить тем самым
хорошее облегание заготовкой боковых поверхностей колодки.
Завершающая операция формования — затяжка — заключается в
постоянном прикреплении затяжной кромки отформованной
заготовки к стельке по всему периметру. Кромку скрепляют со
стелькой тексами, скобками, клеем, реже — ниточным швом (рантовая
затяжка).
При беззатяжном способе формования
растягивающие усилия прилагаются к заготовке
изнутри (за счет раздвигания колодки). Поэтому его
называют способом внутреннего формования; он
менее трудоемкий и материалоемкий, чем обтяжнозатяжной; применяется для обуви узкого
ассортимента (домашней, легкой, летней) из-за
низкой формоустойчивости.
Комбинированный способ формования сочетает
внешнее и внутреннее формование. Заготовку
формуют извне с помощью клещей или пластин
обтяжно-затяжных машин и изнутри — за счет
применения раздвижных колодок. Окончательное
закрепление формы и размеров обуви
осуществляется в процессе ее влажно-тепловой
обработки и сушки на колодке.
Прикрепление низа обуви
Все методы крепления деталей низа обуви к заготовке верха можно разделить на:
шпилечные
ниточные
химические
комбинированные.
Шпилечные методы (гвоздевой, винтовой) используют для изготовления
производственной обуви, обуви для армии и флота, реже — повседневной.
Обувь эта тяжелая, жесткая, негибкая; шпилечные методы крепления
обеспечивают ей высокую прочность, водостойкость, надежность. При
гвоздевом (винтовом) методе крепления заготовку формуют обтяжнозатяжным способом. Затяжную кромку заготовки скрепляют со стелькой
тексами по всему периметру. Подошву прикрепляют к стельке и заготовке при
помощи гвоздей и винтов. В подошвенном креплении участвуют подошва,
стелька, заготовка. Крепители проходят через всю толщину скрепляемых
деталей. Концы винтов расположены заподлицо на внутренней поверхности
стельки. Острия гвоздей, соприкасаясь с металлическим следом колодки,
загибаются, образуют крючок и «утопают» в стельке. Обычно применяют
латунные гвозди, реже — стальные или из алюминиевого сплава; винты — из
латунйой или стальной проволоки с винтовой нарезкой. Применение бальных
гвоздей и винтов приводит к их коррозии при носке обуви во влажных
условиях.
Для гвоздевого крепления используют основные стельки
из натуральной кожи или комбинированные двухслойные
стельки из кожи и картона, подошвы — преимущественно
из непористой резины с кожаной обводкой или внутренней
подметкой, реже — из натуральной кожи. Использование
непористой резины при гвоздевом креплении
обеспечивает лучшую утопляемость шляпки гвоздя в
подошве и ее сохранность от истирания при ходьбе по
твердому грунту.
Для винтового крепления применяют лишь кожаные
стельки достаточной толщины, плотности и жесткости,
подошвы - из кожи, реже — непористой резины. При
ходьбе (особенно по влажному грунту) винты приходят в
движение и могут самопроизвольно вывинчиваться. Обувь
винтового крепления по сравнению с гвоздевой более
тяжелая, жесткая, менее прочная и надежная. Поэтому
винтовой метод используют ограниченно.
Ниточные методы крепления: рантовый, сандальный,
доппельный, парко, прошивной, рантопрошивной,
бортовой, выворотный, втачной и др. Подошву скрепляют
с заготовкой, стелькой рантом с помощью одно- и
двухниточных швов. Используют капроновые,
нейлоновые, реже — льняные нитки. Обувь ниточных
методов крепления более легкая, мягкая, гибкая,
гигиеничная, но менее прочная и надежная, чем обувь
винтового и гвоздевого методов крепления. Прочность
ниточного крепления подошвы зависит от плотности и
толщины скрепленных деталей. Ниточные методов
крепления используют для изготовления повседневной,
модельной, домашней и спортивной обуви.
При рантовом методе подошву прикрепляют к заготовке и основной
стельке через рант, применяют рантовую стельку с губой. Затяжную
кромку заготовки крепят к губе с помощью металлических скоб. Затем
к губе пришивают рант однониточным швом Подошву,
предварительно промазанную клеем, накладывают на след обуви и
пришивают к ранту двухниточным швом. Стежки, выходящие на
ходовую поверхность подошвы, укладывают в желобок или укрывают
вподрезку для предохранения их от истирания о грунт и действия
влаги.
Внешние отличительные признаки — наличие ранта, отсутствие
крепителей на поверхности основной стельки в носочно-пучковой и
геленочной частях. Рантовая обувь — самая надежная, теплозащитная
и ремонтопригодная по сравнению с обувью других ниточных
методов. Но из-за повышенной трудоемкости рантовый метод
применяется ограниченно.
Сандальный метод применяют для изготовления сандалий.
Отличительные признаки — отсутствие подкладки и
основной стельки, мягкие носки, затяжная кромка
заготовки отгибается наружу и выходит в урез подошвы,
наличие накладного ранта, подошвенный шов
(двухниточный) скрепляет три детали: подошву, затяжную
кромку заготовки и накладной рант. Такая обувь очень
легкая и гибкая, но деформируется при увлажнении и
высушивании, поэтому недостаточно надежная.
Доппельный (полусандальный) метод отличается от
сандального наличием основной стельки и подкладки.
Нижний край подкладки затягивают на стельку и
приклеивают к ней.
Метод парко. Его особенность состоит в том, что рант пришивают к
затяжной кромке заготовки еще до ее формования, после чего заготовку
формуют, затем подошву пришивают к ранту двухниточным швом. Так
изготовляют детскую обувь. Внешне она похожа на рантовую. Но если
сильно отжать верх от ранта, можно увидеть ниточный шов,
скрепляющий рант с заготовкой. Метод парко имеет три
разновидности. В обуви парко I отсутствует основная стелька; вынув из
обуви вкладную стельку, можно увидеть шов, скрепляющий рант с
заготовкой. В обуви парко II (рант доходит до каблука) и парко III (рант
круговой) нижний край заготовки и рант, пришитый к нему, скрепляют
с основной стелькой тексами, которые видны на стельке внутри обуви.
Прошивной метод отличается наличием сквозного ниточного шва на
подошве и стельке, отсутствием ранта, его применяют для
изготовления спортивной, домашней и дорожной обуви. Кромку
заготовки затягивают на стельку и скрепляют с ней тексами. Затем
сшивают 3 детали: подошву, кромку заготовки и стельку.
При рантопрошивном методе применяют обычную стельку без губы.
Кромку заготовки затягивают на стельку и скрепляют с ней тексами.
Рант пришивают к заготовке и стельке сквозным однониточным швом.
Затем к ранту пришивают подошву двухниточным швом.
Бортовой метод отличается тем, что используется подошва с
бортиком, и шов, скрепляющий подошву с заготовкой, располагается
выше грани следа.
Выворотным методом изготовляют чувяки, туфли комнатные и
дорожные. Они не имеют основной стельки, подошва кожаная или
войлочная. Подошву подрезают с бахтармы на расстоянии 12—14 мм
от края по всему периметру, получая губу. Заготовку выворачивают
наизнанку и затяжную кромку сшивают с губой. После скрепления
обувь выворачивают на лицевую сторону, внутрь обуви вкладывают
картонную стельку, обклеенную тканью. Это легкая, мягкая, гибкая
обувь.
Втачным методом изготовляют пинетки (обувь для новорожденных)
и чешки. Для подошвы используют мягкие кожи для верха обуви и
подкладки, фетр, ткани, трикотажные полотна. Подошву с заготовкой
соединяют тачным швом. В обуви отсутствует основная стелька,
жесткие задники и подноски.
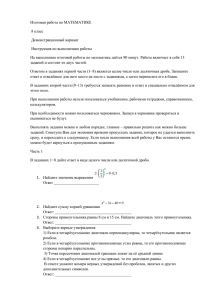
Методы крепления низа обуви:
а — гвоздевой; б — прошивной; в — сандальный; г — доппельный;
д — рантовый; е — рантопрошивной; ж — парко; з — выворотный;
и — клеевой; к — горячей вулканизации; л — рантово-клеевой; м
— строчечно-клеевой; / — заготовка; 2 — стелька; 3 — простилка; 4
— подошва; 5 — подложка; 6 — гвоздь; 7 — ниточный шов; 8 —
мягкая стелька
Химические методы крепления — клеевой, вулканизации,
литьевой. Наиболее широко применяют клеевой метод
(наиритовый перхлорвиниловый, нитроцеллюлозный,
полиуретановый и другие клеи). При этом подошву
прикрепляют к заготовке клеем. Достоинство этого метода
— в его универсальности. Таким методом можно
изготовить обувь любого целевого назначения
(повседневную, модельную, спортивную, домашнюю),
разного сезонного и половозрастного ассортимента, из
различных материалов. Прочность клеевого крепления не
зависит от толщины скрепляемых деталей. Обувь с
клеевым методом крепления легкая и гибкая, имеет
низкую материалоемкость, проста в исполнении. Конечно,
она менее надежна, чем обувь гвоздевого крепления, а по
гигиеническим свойствам уступает обуви ниточных
методов крепления.
Метод вулканизации позволяет получить очень прочное,
герметичное соединение подошвы с заготовкой. Такая
обувь отличается высокими влагозащитными
свойствами, надежностью в носке. Материалы для
верха обуви должны быть термостойкими. Для
подошвы и каблука используют резины. Метод
распространен в производстве повседневной обуви
(летней и утепленной), домашней и производственной.
Для модельной обуви его не применяют.
Разновидности метода вулканизации: прессовая и
котловая.
При прессовой вулканизации формование подошвы,
ее вулканизация и прикрепление к заготовке
осуществляются в одной пресс-форме, состоящей из
двух полуматриц, пуансона и металлической колодки,
на которую надевают отформованную заготовку (рис.
5.12) Пройма (пустота), образующаяся при соединении
всех частей пресс-формы, соответствует форме и
размерам подошвы и каблука. Урез подошвы и каблука
формуется посредством двух полуматриц, а их ходовая
поверхность формуется пуансоном. На пуансон кладут
заготовку для подошвы и каблука из сырой резиновой
смеси. В пуансон и полуматрицы вмонтированы
электронагреватели, обеспечивающие нагрев
резиновой смеси до температуры 150—200 °С.
Рис. 5.12. Пресс-форма для
изготовления обуви
методом прессовой
вулканизации:
1 — пуансон, 2 — колодка, 3
— полуматрицы
При котловой вулканизации детали из сырой резиновой смеси
(подошву, каблук, обсоюзку и др.) сначала приклеивают к
заготовке, а затем проводят вулканизацию в специальных котлах.
Обувь котловой вулканизации можно отличить по резиновым
деталям, наклеенным на детали верха.
Особенность литьевого метода состоит в том, что в одной прессформе осуществляются формование подошвы и ее прикрепление
к заготовке. Для подошв используют термопластичные полимеры
(полиуретан, поливинилхлорид, термоэластопласты, полиэтилен
и др.), которые при нагревании становятся вязкотекучими, а при
остывании твердеют. Отформованную заготовку надевают на
металлическую колодку или сердечник пресс-формы. В прессформу, состоящую из сердечника и двух полуматриц,
впрыскивают полимер, предварительно нагретый до
вязкотекучего состояния.
Применяют литьевой метод для изготовления повседневной,
модельной, домашней, спортивной и производственной обуви. По
свойствам такая обувь похожа на обувь прессовой вулканизации.
Ее отличительный признак — наличие следа от литника на
подошве, подошва имеет более четкие грани и зеркальный блеск.
Таким методом можно получить более тонкие подошвы и более
изящную обувь.
Комбинированные методы крепления представляют собой
сочетание двух различных методов, чаще ниточных с
химическими, в частности рантово-клеевой, доппельноклеевой, сандально-клеевой, клеепрошивной, строчечноклеевой, гвоздеклеевой и др.
Каблуки приклеивают или прикрепляют с помощью
штифтов (гвоздей, шурупов, металлических втулок).
Средние и высокие каблуки прикрепляют
комбинированным способом (штифто-клеевым). Набойки
приклеивают, прикрепляют гвоздями или специальными
штифтами.
Заключительная отделка обуви
Заключительная отделка необходима для придания обуви
красивого внешнего вида; устранения дефектов, возникших
при изготовлении; повышения водостойкости кожаных
деталей. Отделка низа обуви включает фрезерование уреза
(торцевой поверхности) подошвы, каблука, набойки,
шлифование отфрезерованных поверхностей, окраску и
полирование уреза и опорной поверхности подошвы и
каблука. Использование предварительно обработанных
деталей низа упрощает или исключает заключительную
отделку низа обуви. Отделка верха обуви включает чистку
(удаление загрязнений с деталей верха механическим или
химическим способом), заделку мелких поверхностных
дефектов (царапин, пятен, осыпания покрытия),
разглаживание складок и морщин утюжкой,
аппретирование, создание теневых эффектов на наружных
деталях верха распылением краски через трафарет.
Основы технологии производства
резиновой обуви
К резиновой обуви относят цельнорезиновую, резинотекстильную и обувь с
верхом и низом из пластических масс. Основная функция резиновой обуви —
защита ног человека, а также кожаной и валяной обуви от воздействия влаги,
грязи, кислот, щелочей, масел, электричества, механических повреждений и
холода.
Материалы для изготовления резиновой обуви
Для изготовления резиновой обуви используют резиновые смеси, поливинилхлорид
(ПВХ), полиуретан (ПУ), полиэтилен (ПЭ), ткани, нетканые и трикотажные полотна,
резиновый клей, лаки, искусственный, реже — натуральный мех и др. Резиновые смеси
по составу аналогичны тем, которые применяют в производстве резиновых подошв и
каблуков. Для их приготовления используют синтетические каучуки, иногда добавляют
натуральный каучук, преимущественно для цветных резин.
Резиновые смеси применяют не только для изготовления наружных деталей (передовой
резины, подошв, каблуков, бордюров, рантов), но и для обкладки текстильных деталей в
целях придания им каркасности.
Для изготовления полустелек, толстых задников и других промежуточных деталей
применяют резиноволокнистую (или резинотекстильную) смесь. Ее получают
смешиванием измельченных невулканизованных отходов резинотекстильных
полуфабрикатов, регенерата, серы и других ингредиентов сырой резиновой смеси,
используют для обкладки текстильных деталей.
Для наружных деталей резинотекстильной и полимерно-текстильной обуви
применяют сукно, драп, двухслойную кирзу, вельвет, башмачную палатку,
джинсовую ткань, хлопчатобумажную замшу, плащевые и другие ткани из
смешанных и синтетических волокон, искусственный мех, искусственную кожу,
трикотажные полотна.
Для подкладки в резиновой обуви применяют байку, саржу, миткаль, трикотажные
полотна с начесом и без, тpикотажную чулочную трубку, искусственный, реже —
натуральный мех, футерованное нетканое полотно. Для промежуточных деталей
используют нетканые полотна, миткаль, саржу, бумазею и другие ткани из
смешанных и синтетических волокон. Для резиновой обуви на высоком и среднем
каблуках (сапожек, ботиков, ботинок, туфелек) применяют стельки или полустельки
из стелечного картона и геленки. Для склеивания деталей применяют резиновый
клей. Для придания поверхности резиновых деталей блеска используют каучуковый
(бутадиеновый) лак, бесцветный или окрашенный. Он образует на поверхности
резины прочную, эластичную пленку с зеркальным блеском. Лаковая пленка
улучшает не только внешний вид резиновой обуви, но и замедляет процесс старения
резины.
Для закрепления обуви на ноге применяют металлическую или пластмассовую
фурнитуру: кнопки, блочки, крючки, пряжки, молнии и т.д.; для украшения обуви —
тесьму, плетенные шнуры, пряжки, опуши из искусственного или натурального меха,
накладные резиновые украшения (аппликации) и др.
Методы изготовления резиновой обуви
Основные методы изготовления резиновой обуви – клеевой, штампование,
формование, литьевой, коагуляционного термоформования из ПВХ
пластизоля, комбинированные методы.
Клеевой метод — самый старый, наиболее трудоемкий, его применяют для
изготовления всех видов резиновой обуви. Процесс производства клееной
обуви состоит из четырех последовательных этапов: изготовление отдельных
деталей и подготовки их к скреплению (сборке); сборка обуви; лакирование;
вулканизация.
Клееная обувь состоит из большого числа деталей - наружных, внутренних и
промежуточных
Наружные детали — резиновый верх или передовая резина, подошва, каблук,
бордюр, рант, текстильная заготовка верха - определяют внешний вид,
водостойкость и долговечность резиновой обуви. Передовую резину и
подошву вырабатывавают из резиновых смесей разного состава. Для подошв
используют синтетический каучук с высоким содержанием стирола (СКС), в
состав смеси вводят больше наполнителей и меньше мягчителе. Это придает
резиновой подошве повышенную твердость, жесткость, устойчивость к
истиранию. В смесь для передовой резины вводят больше мягчителей,
меньше наполнителей; передовая резина должна быть мягкой, тягучей,
эластичной.
Рис. Детали клеевых галош:
1 — шпора, 2 — тонкий задник; 3 — толстый задник, 4 —
матерчатый задник, 5 — полустелька; 6— пятка; 7—
цветная стелька; 8 — подкладка; 9 — передовая
резина;10 — серая лента, 11 — подошва; 12 — черная
стелька
Внутренние детали (подкладку, цветную стельку, матерчатый задник)
изготовляют из текстильных материалов или трикотажной чулочной трубки. С
внутренней стороны они могут обкладываться резинотекстильной смесью.
Внутренние детали образуют каркас резиновой обуви и улучшают ее
теплозащитные свойства.
Промежуточные детали (полустелька, черная стелька, пятка, толстый задник,
тонкий задник, носок, усилители по носку и заднику, шпора) повышают
формоустойчивость и износостойкость резиновой обуви. Полустельку, пятку и
толстый задник изготовляют из резинотекстильной смеси, черную стельку — из
миткаля, обложенного с одной стороны резинотекстильной смесью, тонкий
задник и носок — из прорезиненного миткаля, усилители по носку и заднику и
шпору — из резиновой смеси.
Производство резиновой обуви начинается с приготовления сырых резиновых
смесей, которое аналогично производству обувных резин. Из листов сырой
резиновой смеси заданного состава, определенной толщины, с гладкой или
профилированной поверхностью вырубают на прессах отдельные детали. Кроме
того, подошвы и каблуки можно получать формованием в пресс-формах.
Предварительно выкроенные текстильные детали заготовки верха и подкладки
сшивают на швейных машинах.
Текстильные материалы для промежуточных деталей промазывают клеем,
обкладывают с изнаночной стороны резинотекстильной смесью и обрабатывают
на каландрах. Затем из таких дублированных материалов вырубают или
выкраивают промежуточные детали. Перед сборкой все детали промазывают
резиновым клеем.
Сборка обуви проводится на конвейере с использованием металлических
(алюминиевых) или пластмассовых колодок. Она заключается в
последовательном наложении на колодку и склеивании сначала внутренних,
затем промежуточных, в последнюю очередь — наружных деталей. После
сборки обуви на колодке осуществляют ее обжим на специальных прессах для
уплотнения клеевых соединений между отдельными деталями.
Для снижения трудоемкости при сборке используют совмещенные детали.
Перед сборкой предварительно склеивают промежуточные детали, вместо
черной стельки и полустельки применяют одну деталь — резинотекстильную
стельку, вместо подкладки и тщетной стельки — трикотажную чулочную
трубку. Передовую резину выпускают с утолщением по верхнему краю, что
исключает операцию загибки передов, и с утолщением по нижнему краю в
носочной и пяточной части, что позволяет исключить из числа
промежуточных деталей усилители по носку и заднику.
Лакирование — нанесение на поверхность резиновой обуви прочной,
эластичной и блестящей пленки, которая улучшает внешний вид обуви,
предохраняет ее от загрязнения и старения. Лакируют обувь двумя способами:
ручным (или окуночным) и электростатическим. При ручном способе обувь на
колодке погружают (или окунают) в жидкий лак. При электростатическом
способе обувь на колодке помещают в специальную проходную камеру, где
происходит распыление лака в сильном электростатическом поле. При
электростатическом способе снижается расход лака, исключаются такие
дефекты ручного лакирования, как потеки лака. После лакирования обувь сушат,
а затем направляют на вулканизацию.
Вулканизация осуществляется в герметичных котлах или проходных камерах,
где и происходит образование резины и окончательное скрепление деталей
между собой. Процесс вулканизации в котлах проводят при температуре 150—
160 °С и повышенном давлении (0,20—0,25 МПа) в течение 1,5 ч. Этот способ
менее производительный, но более надежный, так как при высоком давлении не
образуются пузыри и вздутия от испарения влаги, содержащейся в резиновой
смеси. В проходных камерах вулканизация осуществляется при температуре 200
°С и нормальном атмосферном давлении. При этом возможно образование в
резине пузырей и вздутий.
Клееная обувь имеет красивый внешний вид, она тонкостенная, легкая, гибкая,
удобна в носке. Однако клеевой метод трудоемкий и малопроизводительный.
Внешние отличительные признаки клееной обуви: разная толщина и твердость
передовой и подошвенной резины, в ней видны места соединения деталей,
больше количество промежуточных деталей, которые «просматривается» через
передовую резину.
Штампование используют для изготовления только мужских и
мальчиковых галош. Штампованные галоши изготовляют из четырех
деталей: подкладки, текстильного задника, цветной стельки и
Резиновой заготовки. В них отсутствуют промежуточные детали, а
три внутренние детали (подкладку, текстильный задник и цветную
стельку) можно заменить трикотажным чулком. На металлическую
колодку надевают внутренние детали. На след колодки помещают
заготовку сырой резиновой смеси в форме толстого шнура диаметром
24—28 мм, длиной 350—500 мм и массой от 200 до 375 г. Она
образует резиновую облицовку галоши. Штампование (или
формование) галоши происходит в пресс-форме состоящей из двух
полуматриц, пуансона и сердечника (колодки), в течение 5 с при
температуре 80 °С и повышенном давлении (10 МПа). Заготовка
сырой резиновой смеси, нагретая до температуры 80 °С, размягчается
и под давлением пуансона заполняет зазор между колодкой и прессформой.
В результате образуется резиновая облицовка, прочно соединенная с
внутренними текстильными деталями. Полученную галошу
вынимают из пресс-формы, очищают от выпрессовок и заусенцев.
Затем проводят ла-кирование и вулканизацию, как при клеевом
методе. Штампованные галоши прочнее клееных, более тяжелые и
жесткие, они имеют следы от стыка двух полуматриц пресс-формы в
носочной и пяточной части. Передовая резина у них толще и имеет
одинаковый состав с подошвой.
Формованием изготавливают все виды резиновой обуви. Технологический процесс
включает изготовление отдельных деталей, сборку на колодке, формование и
вулканизацию. Наружные детали (подошву, каблук, голенища и перед сапог)
выкраивают из листов сырой резиновой смеси; внутренние детали — из ткани и
сшивают в виде чулка. В качестве внутренних деталей можно использовать
трикотажный чулок со стелькой.
Сборку обуви осуществляют на колодке, которая является сердечником прессформы. Для изготовления формовых сапог используют или жесткую
металлическую колодку, или комбинированный сердечник, состоящий из
металлического каркаса и надетой на него эластичной эбонитовой камеры
(мягкого дорна), которая имеет форму и размеры сапога.
Подкладочный чулок надевают на сердечник. Сверху его обкладывают
наружными деталями. Сердечник с собранными на нем деталями помещают в
пресс-форму, где изделие сначала формуют, а затем вулканизуют. В случае
применения металлической колодки формование изделия осуществляется за
счет внешнего давления полуматриц пресс-формы. При использовании
сердечника с мягким дорном изделие формуется за счет подачи сжатого воздуха
внутрь эластичной камеры. По окончании формования и вулканизации
охлажденный сапог снимают с сердечника и подвергают отделке (обрезают края
голенищ, выпрессовки и заусенцы).
Формовую обувь не подвергают лакированию, так как после вулканизации
резина теряет способность к адгезии лаковой пленки. Для получения блестящей
поверхности на детали до формования и вулканизации наносят полимерное
покрытие из поливинилхлоридной смолы или карбоксилатного латекса. При
контакте с горячей полированной поверхностью пресс-формы в процессе
формования и вулканизации обуви покрытие приобретет блеск.
Литьевой метод используется для изготовления
цельнополимерной и полимернотекстильной обуви
— сапог, сапожек, туфель, галош. Технологией
предусмотрено применение термопластичных
полимеров: поливинилхлорида, полиуретана,
полиэтилена, термоэластопластов. На
металлическую колодку надевают трикотажный
чулок. Колодку помещают в пресс-форму, куда под
давлением подается разогретая до вязкотекучего
состояния пластмасса, которая заполняет зазор
между колодкой и двумя полуматрицами прессформы. При остывании пластмасса быстро твердеет,
приобретая форму и размеры зазора. Готовую обувь
вынимают из пресс-формы, снимают с колодки,
удаляют выпрессовки.
Методом коагуляционного термоформования из
поливинилхлоридного пластизоля изготавливают
цельноформованные галоши и утепленные сапожки.
Жидкую композицию, состоящую из ПВХ смолы,
пластификатора, стабилизаторов, наполнителей,
пигментов и других добавок, заливают в форму.
Внутренняя поверхность формы соответствует наружной
поверхности обуви. Форму с жидкой пластизольной
композицией подают в специальную печь, где при
повышенной температуре (180—200 °С) и нормальном
атмосферном давлении частицы ПВХ набухают в
пластификаторе и слипаются (или коагулируют). В
результате набухания и коагуляции ПВХ (или его
желатинизации) на внутренней поверхности формы
откладывается слой полимера требуемой толщины, т. е.
образуется ПВХ оболочка обуви. В полученную оболочку
вставляют и приклеивают платформу, геленок, стельку,
подкладку, прикрепляют фурнитуру и отделывают.
Комбинированные методы изготовления резиновой
обуви получили широкое распространение в
последнее время. Резиновый верх получают
клеевым методом или методом формования, а
подошву вместе с каблуком изготавливают из
термопластичных полимеров и присоединяют к
передовой резине методом литья под давлением.
Литература
Байдакова Л. И., Федаева Н. Я., Сергеева Г.
В., Молебная Л. И. Товароведение обувных и
пушно-меховых товаров. — К.: Высш школа,
1990.
Иванов М. Н., Шакланов И. Г., Панасенко В. А.
Товароведение обувных товаров. — М.:
Экономика, 1990.
Справочник кожевника (технология) / Под
ред. Н.А.Балберовой. –М, Легпромбытиздат,
1986.