Применение на Кольской АЭС - Международный Форум Valve
advertisement

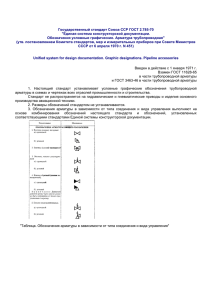
ОАО «Российский концерн по производству электрической и тепловой энергии на атомных станциях» Международный Арматуростроительный Форум Valve Industry Forum & Expo г.Москва 05-07.11.2013 «Опыт применения средств диагностирования арматуры на действующем объекте атомной энергетики» Кольская АЭС Инженер лаборатории диагностики Окулов Олег Александрович 1 1. Оценка технического состояния трубопроводной арматуры на Кольской АЭС Основная НТД, регламентирующая диагностирование ЭПА на Кольской АЭС РД ЭО 0648-2005 «Положение о техническом диагностировании электроприводной трубопроводной промышленной арматуры на энергоблоках атомных станций»; РД ЭО 1.1.2.01.0769-2008 «Организация ремонта оборудования атомных станций по техническому состоянию. Основные положения»; РД ЭО 1.1.2.01.01.0190-2010 «Положение по оценке технического состояния и остаточного ресурса трубопроводной арматуры энергоблоков атомных станций»; МТ 1.2.3.02.999.0085-2010 «Диагностирование трубопроводной электроприводной арматуры. Методика»; ТПРГ 1.2.6.9.0099-2012 «Проведение работ по техническому диагностированию электроприводной трубопроводной арматуры энергоблоков АЭС с ВВЭР. Типовая программа»; «Положение о техническом диагностировании электроприводной трубопроводной арматуры на Кольской АЭС» №0-07-01П(рем); «Программа обеспечения качества технического обслуживания и ремонта систем и оборудования Кольской АЭС. Книга 2» №0-18-02ПОКАС(рем), приложение 22; Рабочая программа №0-04-14ПГ «Диагностика электроприводной арматуры ТЦ, РЦ энергоблоков 1-4 Кольской АЭС»; Рабочая программа №0-07-08ПГ «Базовые испытания и настройка электроприводов арматуры Кольской АЭС»; «Инструкция по эксплуатации комплекса технического диагностирования электроприводной арматуры на Кольской АЭС» №0-07-33ИЭ. rosenergoatom.ru 2 1. Оценка технического состояния трубопроводной арматуры на Кольской АЭС Согласно РД ЭО 1.1.2.01.01.0190-2010 оценка технического состояния трубопроводной арматуры включает контроль технического состояния следующими средствами и методами: - Визуальный и измерительный контроль; - Капилярный или магнитопорошковый контроль; - Ультразвуковой контроль; - Ультразвуковая толщинометрия; - Радиографический контроль; - Определение механических свойств, химического состава и структуры материалов; - Испытания на работоспособность; - Гидравлические испытания. rosenergoatom.ru 3 1.1. Визуальный и измерительный контроль Проводится персоналом ЦЦР во время капитального ремонта арматуры согласно станционным инструкциям на ремонт задвижек. Используемые приспособления, инструмент и оборудование: - Штангенциркуль; - Образец шероховатости; - Лупа, зеркало, фонарик; - Резьбомеры; - Калибры; - Плиты поверочные; Эндоскоп ОД-20Э - Эндоскопы. Видеоскоп IPLEX FX (поставщик: Институт Энерготехники (IFE) Норвегия) Применяется для осмотра внутренних поверхностей оборудования и трубопроводов, подверженных эрозионно-коррозионному износу, с целью оценки технического состояния поверхностей. rosenergoatom.ru 4 1.1. Визуальный и измерительный контроль Тщательному осмотру подлежат те участки внутренних поверхностей и элементов арматуры, где вероятнее всего происходит максимальный износ или возможно появление дефектов: - застойные зоны, места скопления влаги и коррозионных продуктов; - места изменения направления потоков, зоны входных и выходных патрубков; - сварные соединения и околошовные зоны (в том числе у задвижек швы приварки направляющих в корпусе); - места уплотнительных поверхностей затворов, шпинделей (штоков) в зонах контакта с сальниковой набивкой, фланцевых соединений «корпус-крышка» и др.; - ходовые резьбы шпинделей (штоков) и втулок резьбовых; - Т-образный паз в клиньях задвижек и поверхность головки шпинделя под клин; - состояние сальниковой набивки, смазки в подшипниковых узлах и передачах; - целостность сильфонов (целостность 1-го наружного слоя); - силовой крепеж фланцевого разъема «корпус-крышка» rosenergoatom.ru 5 1.2. Капилярный или магнитопорошковый контроль Проводится персоналом лаборатории дефектоскопии ОКМиД во время капитального ремонта арматуры согласно станционным инструкциям на ремонт задвижек. Проводится с целью выявления и определения размеров и конфигурации дефектов, выходящих на поверхность: трещин, надрывов, расслоений, скоплений пор и др. Особое внимание обращается на: - подфланцевые зоны, радиусные переходы корпусов и крышек; - сварные швы приварки направляющих в корпусе; - уплотнительные поверхности затвора и разъёма «корпус-крышка»; - ходовые резьбы шпинделей (штоков) и втулок резьбовых; - Т-образный паз в клиньях задвижек и поверхность головки шпинделя под клин. rosenergoatom.ru 6 1.2. Капилярный или магнитопорошковый контроль Используемые приспособления, инструмент и оборудование: Комплект ПМД-70 Магнит «Магус» Электромагнит «Магнафлукс» Измеритель напряженности магнитного поля «МагМетер» Измеритель магнитного поля «ИМП-6» «Магус» rosenergoatom.ru «Магнафлукс» «МагМетер» 7 1.3. Ультразвуковой контроль Проводится персоналом лаборатории капитального ремонта арматуры. дефектоскопии ОКМиД во время Проводится с целью выявления внутренних дефектов в основном металле, сварных соединениях и зонах термического влияния: трещин, непроваров, шлаковых включений, газовых пор и др. Особое внимание обращается на: - места резкого изменения толщин стенки корпуса (сварные соединения корпус-патрубок), подфланцевые зоны; - сварные соединения в местах пересечения или стыковки (зоны концентрации напряжений); - разнородные стыковые сварные соединения; - места выборок трещин, ремонтных заварок. rosenergoatom.ru 8 1.3. Ультразвуковой контроль Используемые приспособления, инструмент и оборудование: Ультразвуковой дефектоскоп USM 35 (поставщик: Институт Энерготехники (IFE) Норвегия) Ультразвуковой дефектоскоп OMNISCAN с ПЭП типа «фазированная решетка» rosenergoatom.ru 9 1.4. Ультразвуковая толщинометрия Проводится персоналом лаборатории дефектоскопии ОКМиД во время капитального ремонта арматуры согласно станционным инструкциям на ремонт задвижек. Проводится с целью определения количественных характеристик утонения стенки корпуса арматуры. Особое внимание обращается на: - патрубки (переходники) корпусов; - места с утонениями по результатам ВК и ИК проточной части корпусов. rosenergoatom.ru 10 1.4. Ультразвуковая толщинометрия Используемые приспособления, инструмент и оборудование: Ультразвуковой Ультразвуковой Ультразвуковой Ультразвуковой УТ-93П rosenergoatom.ru толщиномер толщиномер толщиномер толщиномер УТ-93П DM4 DL DM4 E 26MG DM4 DL DM4 E 26MG 11 1.5. Радиографический контроль Проводится персоналом лаборатории дефектоскопии ОКМиД во время капитального ремонта арматуры согласно станционным инструкциям на ремонт задвижек. Используемые приспособления, инструмент и оборудование: Дефектоскоп Гаммарид 192/120 Дефектоскоп Гаммарид-21М, 25 Дефектоскоп Гаммамат Аппарат рентгеновский «Андрекс» Аппарат рентгеновский «Мира-2Д» Негатоскоп Денситометр Гаммарид 192/120 rosenergoatom.ru «Андрекс» «Мира-2Д» 12 1.6. Определение механических свойств, химического состава и структуры материалов Проводится персоналом группы металловедения ОКМиД. Спектрометр BELEC COMPACT PORT Рентгено-флюорисцентный спектрометр INSPECTOR с встроенным iPAQ (портативным компьютером для обработки информации) Прибор для измерения твердости ТЭМП-4 rosenergoatom.ru 13 1.7. Испытания на работоспособность Проверка работоспособности электроприводной арматуры с использованием технических средств диагностики проводится персоналом лаборатории диагностики ОКМиД. Проводится с целью проверки функционирования арматуры по назначению: - Выполнение функции «открытие» - «закрытие»; - Обеспечение герметичности затвора. rosenergoatom.ru 14 1.7. Испытания на работоспособность Технические средства диагностики, используемые для контроля выполнения функции «открытие» - «закрытие»: Комплект устройств задания и измерения тормозного момента - имитаторы арматуры «Медведь-06Б», «Медведь-06В», «Медведь-10» (производитель – «Смоленскатомтехэнерго», г.Десногорск) Модуль управления и измерения электрических параметров «Спрут-7-65А», «Спрут-10» (производитель – «Смоленскатомтехэнерго», г.Десногорск) Стенд контроля параметров электроприводной арматуры «Крона-517» (производитель – НПК «Крона», г.Пенза) rosenergoatom.ru 15 1.7. Испытания на работоспособность Технические средства диагностики, используемые для контроля выполнения функции обеспечения герметичности затвора: Акустико-эмиссионный прибор «ПОИСК-2М» ООО НПФ «Технологическая аппаратура», г.С.-Петербург Ультразвуковой локатор «Ultraprobe 9000» Тепловизор TermaCAM PM595 rosenergoatom.ru 16 1.7. Испытания на работоспособность Технические средства диагностики, используемые для контроля выполнения функции обеспечения герметичности затвора: Ультразвуковой течеискатель LDE-10 rosenergoatom.ru Направленный микрофон JENSEN 4S 17 1.7. Испытания на работоспособность «Поиск-2М» - в эксплуатации с 2006 г. «Медведь-06Б» - в эксплуатации с 2007 г. «Медведь-06Б» - в эксплуатации с 2007 г. «Спрут-7-65А» - в эксплуатации с 2007 г. «Крона-517» - в эксплуатации с 2011 г. «Медведь-10» - в эксплуатации с 2012 г. «Спрут-10» - в эксплуатации с 2012 г. rosenergoatom.ru 18 1.7. Испытания на работоспособность Акустико-эмиссионный прибор «ПОИСК-2М» позволяет производить контроль плотности (герметичности) ручной и электроприводной арматуры. Предназначен для качественной оценки плотности затвора («герметична» / «не герметична»). Не позволяет количественно оценить величину протечки в затворе Применение на Кольской АЭС: Контроль плотности ручной и электроприводной арматуры турбинного (ТО) и реакторного (РО) отделений. rosenergoatom.ru 19 1.7. Испытания на работоспособность Использование имитаторов арматуры «Медведь-06Б», «Медведь-06В», «Медведь-10» и модулей управления и измерения электрических параметров «Спрут-765А», «Спрут-10» позволяет: настроить моментные выключатели электроприводов на требуемый ТУ эксплуатации арматуры крутящий момент срабатывания при «закрытии»/«открытии» задвижки; получить калибровочную характеристику электропривода (зависимость активной мощности, потребляемой электродвигателем от крутящего момента, создаваемого электроприводом на выходном валу); проверить работоспособность электропривода после ремонта, или при входном контроле, перед установкой на арматуру; выявить дефекты электропривода на стадии ремонта до монтажа на штатное место установки. Применение на Кольской АЭС: «Медведь-06Б» в комплекте с модулем «Спрут-7-65А»: настройка, калибровка и проверка работоспособности электроприводов ТО типа «Б» (ТЗЭ). «Медведь-06В» в комплекте с модулем «Спрут-7-65А»: настройка, калибровка и проверка работоспособности электроприводов ТО типа «В» (ТЗЭ), «1174-Э-0», «822-Э-0», «822-КЭ-0» и «793-Э-0» (ЧЗЭМ). «Медведь-10» в комплекте с модулем «Спрут-10»: настройка, калибровка и проверка работоспособности электроприводов ТО и РО типа «А», «Б», «В», «Г» (ТЗЭ). rosenergoatom.ru 20 1.7. Испытания на работоспособность Использование приборов регистрации электрических параметров ЭПА «Крона-517», «Спрут-10» для диагностики электроприводной арматуры по месту штатной установки (со сборок РТЗО) позволяет: определять техническое состояние ЭПА перед вводом в эксплуатацию (готовность к эксплуатации) после ремонта, монтажа; вести мониторинг технического состояния арматуры во время эксплуатации; выявлять дефекты на ранней стадии развития до возникновения отказа. Применение на Кольской АЭС: - диагностирование ЭПА ТО и РО перед КР по месту установки (со сборок РТЗО) с выдачей рекомендаций на ремонт (в случае выявления отклонений); - диагностирование ЭПА ТО и РО после КР по месту установки (со сборок РТЗО) для подтверждения готовности к эксплуатации. Выдача рекомендаций на повторный ремонт (в случае выявления отклонений); - периодическое диагностирование ЭПА ТО и РО по месту установки (со сборок РТЗО) в соответствии с установленной периодичностью с целью мониторинга технического состояния и выдачи рекомендаций на ремонт для своевременного устранения дефекта и предотвращения отказа. rosenergoatom.ru 21 2. Организация диагностирования ЭПА на Кольской АЭС В настоящее время на Кольской АЭС диагностированию подвергается запорная электроприводная арматура турбинного и реакторного отделений блоков 1-4. Диагностирование проводится в несколько этапов в соответствии с утверждёнными графиками: диагностирование ЭПА перед КР по месту установки («Крона-517», «Спрут-10»); настройка и калибровка электроприводов на имитаторах арматуры в условиях ремонтной мастерской («Медведь-06Б», «Медведь-06В», «Медведь-10», «Спрут-7-65А»); диагностирование ЭПА после КР по месту установки (базовые испытания) («Крона-517», «Спрут-10»); периодическое диагностирование («Крона-517», «Спрут-10»). Контроль плотности («Поиск-2М») проводится по отдельным заявкам цехов-владельцев арматуры, как правило, перед ППР. rosenergoatom.ru 22 2.1. Организация работ по диагностированию Составление, согласование с ТЦ, РЦ, ЦЦР, ЦТАИ, ОППР и утверждение у ЗГИрем годовых перечней и графиков диагностирования на ППР ОКМиД Оформление наряда на проведение диагностирования ЭПА по согласованию с ТЦ, РЦ, допуск по наряду КолАЭР ЦТАИ Регистрация рабочих характеристик ЭПА по месту установки техническими средствами диагностики КолАЭР Техническое диагностирование ЭПА на основе анализа рабочих характеристик. Оформление в трёхдневный срок или в течение одних суток (при наличии замечаний к тех. состоянию и рекомендаций на ремонт) и выдача в ТЦ, РЦ, ЦЦР и ЦТАИ протокола диагностирования. Ввод данных по диагностированию в раздел «Диагностика ЭПА» ПО АСУП «Журнал ремонта и наладки ЭПА». ОКМиД Ввод данных по проводимым ремонтам (выявленные дефекты, выполненные работы) в раздел «Диагностика ЭПА» ПО АСУП «Журнал ремонта и наладки ЭПА» для реализации «обратной связи». ЦЦР ЦТАИ Корректировка значений диагностических параметров и признаков дефектов на основе анализа информации от ремонтного персонала. Заполнение базы данных диагностирования ЭПА. rosenergoatom.ru ОКМиД 23 2.2. Диагностирование по месту установки. Взаимодействие с ремонтным персоналом ОКМиД Рекомендации Ревизия и ремонт Анализ и корректировка диагностических параметров «Обратная Диагностирование ЭПА после КР Заключение о Периодическое диагностирование Рекомендации Результаты ремонта связь» тех.состоянии Ремонт Диагностирование ЭПА перед КР ЦЦР, ЦТАИ Принятие решения о необходимости повторного ремонта (при наличии рекомендаций) БД Рабочие характеристики ЭПА, диагностические параметры и признаки дефектов rosenergoatom.ru Приёмка арматуры в эксплуатацию 24 2.3. Настройка и калибровка приводов на имитаторах арматуры. Взаимодействие с ремонтным персоналом ОКМиД Настройка и калибровка ЭП на имитаторе арматуры в соответствии с уставками, представленными ЦЦР Нет Рекомендации на ремонт Да Монтаж ЭП на Имитатор арматуры ЦЦР Ремонт механической части ЭП ЦЦР Ремонт электрической части ЭП ЦТАИ Демонтаж ЭП с имитатора арматуры rosenergoatom.ru ЦЦР 25 3. Объёмы диагностирования. Выявляемые дефекты Объём работ по диагностированию ЭПА в период ППР 2008-2013 384 400 350 328 300 250 224 190 200 143 150 100 50 0 104 79 74 76 67 43 86 86 42 0 0 0 0 ППР-2008 ППР-2009 ППР-2010 ППР-2011 ППР-2012 ППР-2013 Диагностика ЭПА ТО по месту установки Настройка и калибровка ЭП ТО на "Медведе" Диагностика ЭПА РО по месту установки rosenergoatom.ru 26 3. Объёмы диагностирования. Выявляемые дефекты Распределение ЭПА по техническому состоянию в период ППР-2012 100% 7.6% 90% 24.2% 80% 70% 60% 50% 92.4% 40% 75.8% 30% 20% 10% 0% до ремонта rosenergoatom.ru Без замечаний С отклонениями после ремонта 27 3. Объёмы диагностирования. Выявляемые дефекты Дефекты ЭПА, выявленные и устранённые при использовании тех.средств диагностирования по месту установки ЭПА в период ППР 2008-2012 26 6% 118 27% 243 55% 51 12% Неверное дожатие Неисправности эл.привода rosenergoatom.ru Неисправности арматуры Неисправности эл.двигателя 28 3. Объёмы диагностирования. Выявляемые дефекты Дефекты электроприводов, выявленные и устранённые при настройке и испытаниях на имитаторах арматуры ППР 2008-2012 3; 2% 6; 3% 4; 2% 19; 10% 16; 8% 90; 47% 31; 16% 24; 12% Неверная настройка м.м. Дефект зацепления ЭД и редуктора Дефекты подшипников редуктора Дефекты ЭД Дефекты муфты момента Дефект ПРР Дефекты червячной передачи Прочие дефекты (дефект корпуса, несоответствие арматуре и др.) rosenergoatom.ru 29 4. Отказы арматуры 100 100 90 80 82 73 73 72 70 50 43 40 30 71 68 61 56 60 79 74 43 39 37 Количество неисправностей запорной арматуры РО I очереди за период 1997 2012 гг. 22 20 10 0 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 250 216 185 200 168 201 193 190 175 154 150 133 124 117 110 100 79 119 132 90 50 0 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009 2010 2011 2012 rosenergoatom.ru 30 4. Отказы арматуры 180 160 140 120 100 80 60 40 20 0 164 140 91 101 92 90 58 2006 2007 2008 2009 2010 2011 Количество неисправностей запорной арматуры ТО I очереди за период 2006 2012 гг. 2012 250 205 200 186 169 150 119 89 100 109 Количество неисправностей запорной арматуры ТО II очереди за период 2006 2012 гг. 101 50 0 2006 2007 rosenergoatom.ru 2008 2009 2010 2011 2012 31 5. Планы развития диагностики ЭПА на Кольской АЭС ПЛАНЫ - Поэтапный переход к стратегии ТОиР по фактическому состоянию для ЭПА 3-го и 4-го класса безопасности (согласно РД ЭО 1.1.2.01.0769-2008); - Внедрение стационарных систем диагностики ЭПА. rosenergoatom.ru 32 5. Планы развития диагностики ЭПА на Кольской АЭС График №640-11/ОКМиД внедрения (модернизации) систем диагностики на Кольской АЭС rosenergoatom.ru 33 6. Проблемные вопросы ПРОБЛЕМНЫЕ ВОПРОСЫ 1. Отсутствуют специализированные центры обучения и аттестации персонала по направлению «Диагностика электроприводной арматуры» (требования РД ЭО 1.1.2.01.0769-2008 «Организация ремонта оборудования атомных станций по техническому состоянию. Основные положения»); 2. Отсутствует достаточное количество персонала для выполнения данной работы; 3. Отсутствует методика метрологической поверки модуля «Спрут-7-65А; 4. Отсутствует методика расчёта достаточного крутящего момента для уплотнения арматуры с учётом фактического давления среды. rosenergoatom.ru 34 ОАО «Российский концерн по производству электрической и тепловой энергии на атомных станциях» СПАСИБО ЗА ВНИМАНИЕ 35