повышение точности обработки на многооперационных станках
advertisement

ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
ДОНСКОЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
На правах рукописи
Лысенко Алексей Федорович
ПОВЫШЕНИЕ ТОЧНОСТИ ОБРАБОТКИ НА
МНОГООПЕРАЦИОННЫХ СТАНКАХ НА ОСНОВЕ
ПРИМЕНЕНИЯ ИНТЕЛЛЕКТУАЛЬНОГО ИНФОРМАЦИОННОУПРАВЛЯЮЩЕГО МОДУЛЯ
Научная специальность: 05.02.07 – Технология и оборудование механической
и физико-технической обработки
Диссертация
на соискание ученой степени
кандидата технических наук
Научный руководитель
Доктор технических наук,
Профессор А.К. Тугенгольд
Ростов-на-Дону 2014
СОДЕРЖАНИЕ
ВВЕДЕНИЕ .............................................................................................................. 4
Глава 1. ОРГАНИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПОДДЕРЖКИ ЖИЗНЕННОГО ЦИКЛА МНОГООПЕРАЦИОННЫХ
СТАНКОВ КАК НАУКОЕМКИХ ИЗДЕЛИЙ И ПОВЫШЕНИЯ ТОЧНОСТИ
ОБРАБОТКИ ......................................................................................................... 11
1.1. Проблемы обеспечения качества механической обработки ................... 11
1.2. Методики анализа погрешностей .............................................................. 20
1.2.1. Учет суммарной погрешности ............................................................. 21
1.2.2. Учет погрешностей, связанных с тепловыми деформациями.......... 23
1.2.3. Точность станков при обработке отверстий ...................................... 25
1.3. Документирование жизненного цикла изделия ....................................... 29
1.3.1. Жизненный цикл изделия .................................................................... 31
1.3.2. Цифровой макет .................................................................................... 35
1.3.3. Системы создания ИЭТР ...................................................................... 38
1.3.4. Подготовка систем электронного технического документирования
многооперационных станков ......................................................................... 40
1.4. Методы ИАД как инструмент повышения точности обработки ........... 40
1.4.1. Нейросетевое управление .................................................................... 41
1.4.2. Управление на основе экспертных систем ......................................... 44
1.5. Цель и задачи работы ................................................................................. 48
Глава 2. ПРИНЦИПЫ ПОСТРОЕНИЯ ИНТЕЛЛЕКТУАЛЬНОЙ
ЭЛЕКТРОННОЙ ДОКУМЕНТАЦИИ ТЕХНОЛОГИЧЕСКОГО
МЕХАТРОННОГО ОБЪЕКТА ............................................................................ 54
2.1. Подход к управлению точностью обработки ........................................... 54
1
2.2. Система документального сопровождения технологического
оборудования ..................................................................................................... 59
2.3. Системная архитектура интеллектуальной электронной технической
документации мехатронного технологического объекта .............................. 61
2.4. Кодирование модулей данных электронной эксплуатационной
документации ..................................................................................................... 65
2.4.1. Понятие модуля данных ....................................................................... 65
2.4.2. Актуальность разработки модулей данных ....................................... 67
2.4.3. Моделирование хранилища и баз данных в IDEF стандартах ......... 72
Выводы ................................................................................................................ 74
Глава 3. ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА УПРАВЛЕНИЯ
МЕХАТРОННЫМ ТЕХНОЛОГИЧЕСКИМ ОБЪЕКТОМ ............................... 76
3.1. Индивидуальная система знаний мехатронного технологического
объекта ................................................................................................................ 76
3.2. Проектирование системы знаний для ИЭТД ........................................... 82
3.3. Моделирование интеллектуальной системы управления мехатронным
объектом .............................................................................................................. 84
3.4. Пример применения интеллектуального управления ............................. 89
3.5. Оболочка системы ИЭТД ........................................................................... 96
Выводы .............................................................................................................. 101
Глава 4. ИССЛЕДОВАНИЕ ЭФФЕКТИВНОСТИ ИНТЕЛЛЕКТУАЛЬНОГО
УПРАВЛЕНИЯ НА ПРИМЕРЕ УЧЕТА НАСЛЕДСТВЕННОСТИ
ПРИПУСКА ......................................................................................................... 103
4.1. Постановка целей и задач экспериментального исследования ............ 103
4.2. Описание экспериментального стенда ................................................... 104
4.3. Описание работы системы знаний для анализа ВАЭ ............................ 106
2
4.4. Режущий инструмент и материал заготовки .......................................... 113
4.5. Результаты эксперимента ......................................................................... 122
Выводы .............................................................................................................. 126
ЗАКЛЮЧЕНИЕ ................................................................................................... 128
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ ......................................... 132
ПРИЛОЖЕНИЕ А ............................................................................................ 139
ПРИЛОЖЕНИЕ Б............................................................................................. 145
ПРИЛОЖЕНИЕ В ............................................................................................ 146
3
ВВЕДЕНИЕ
По мере развития машиностроения и внедрения новых технологий
требования к точности деталей и точности функционирования машин
постоянно возрастают, поэтому проблема повышения точности обработки
деталей на металлорежущих станках остается всегда актуальной.
Кроме
традиционных
геометрической,
направлений,
кинематической,
таких
динамической
как
точности
повышение
станков,
минимизации влияния температурных деформаций и пр., все больше
внимания уделяется обеспечению высокого качества обработки путем
введения интеллектуальных систем управления (ИСУ), построенных на базе
различных методов интеллектуального анализа данных (ИАД), в т.ч.
экспертных систем, нейронечетких систем и Data Mining систем. Станок,
оснащенный подобным интеллектуальным инструментарием,
становится
технологическим объектом, наделенным свойством самоорганизации, что
позволяет достигать лучшего качества обработки, по сравнению с
традиционными подходами к учету и анализу факторов, влияющих на
погрешности, возникающие в ходе работы на станке. Базой для построения
возможных выводов при выполнении функций принятия решений служит
изначально заложенный опыт и опыт, накапливаемый интеллектуальной
системой управления в процессе самообучения, — то есть в процессе
эксплуатации.
Целью диссертационной работы является повышение точности
обработки деталей на многооперационных станках с ЧПУ путем создания
интеллектуальной
системы
управления
на
базе
информационно-
управляющего интеллектуального модуля.
Для достижения цели диссертационного исследования решаются
следующие задачи:
4
1. Разработка
структуры
интеллектуального
и
алгоритма
функционирования
информационно-управляющего
модуля
для
многооперационных станков.
2. Разработка структуры системы интеллектуального электронного
технического документирования металлорежущих станков с ЧПУ как
базовой составляющей интеллектуального информационно-управляющего
модуля.
3. Разработка модульной структуры оболочки системы знаний на
разных
уровнях
управления
(стратегическом,
аналитическом,
исполнительном).
4. Формирование базы данных и базы знаний, представляющих собой
систему знаний для принятия решений в процессе функционирования
интеллектуального информационно-управляющего модуля. Обеспечение
возможности изменения модулей баз данных для потенциального накопления
данных и знаний.
5. Разработка механизма вывода и модификации правил системы
знаний с возможностью их быстрого изменения без необходимости
переработки системы в целом.
6. Экспериментальное
подтверждение
эффективности
работы
созданного интеллектуального информационно-управляющего модуля по
повышению точностного ресурса.
Объектом исследования являются станки с ЧПУ как наукоемкие
изделия
отрасли
машиностроения,
их
системы
управления
и
эксплуатационная документация.
Предметом исследования является управление многооперационными
станками с ЧПУ на основе использования возможностей предлагаемого в
работе
подхода
к
интеллектуальному
электронному
техническому
документированию.
5
Научная новизна работы заключается в том, что предлагаемый подход
к
созданию интеллектуального
информационно-управляющего
модуля
основывается на унифицированном учете и анализе существующих данных о
технологическом
объекте,
характеристиками,
являющимися
входящими
в
состав
его
наследуемыми
традиционной
технической
документации станка (включая результаты приемосдаточных испытаний), а
также динамическими данными, представляющими собой оперативные
данные станка, получаемые от различных средств мониторинга состояния
технологического объекта в процессе обработки. Ключевой особенностью
подхода является интеллектуальных анализ наследуемых и оперативных
характеристик станка и процессов обработки и выведение на их основе
нетривиальных
решений.
Оригинальность
подхода
к
созданию
информационной оболочки заключается в использовании современных
возможностей документирования, при этом отличие от известных подходов
обусловлено использованием в составе системы электронного технического
документирования системы знаний с подсистемой интеллектуального
анализа данных и синтеза решений по управлению станком. Эти
возможности непосредственно используются для повышения точности
обработки детали.
Полученные
научные
результаты
подтверждают
новизну
диссертационной работы в следующих положениях:
Принципиальным отличием разработанного метода к построению
1.
интеллектуального информационно-управляющего модуля является то, что
его база сформирована на основе средств интерактивной электронной
технической документации, обеспечивающей информационную поддержку
знаний
о
себе
конкретного
специфические особенности
станка.
Метод
позволяет
учитывать
каждого многооперационного станка, их
влияние на процесс формообразования, и создает возможность повышения
точности обработки деталей.
6
2.
На основе технологии Data Mining, осуществляющей поиск
функциональных и логических закономерностей в накопленных данных,
разработана методика установления влияния наследуемых и оперативных
погрешностей
составляющих
процесса
обработки
на
суммарную
погрешность получаемой поверхности детали. Сформированы методы
коррекции управления для типовых процессов обработки заготовок,
учитывающие
специфику
влияния
параметров
конкретного
многооперационного станка, и тем самым повысить его точностной ресурс.
3.
Разработано алгоритмическое обеспечение системы знаний
интеллектуального информационно-управляющего модуля, отличающееся
возможностью
интеллектуального
анализа
складывающейся
ситуации
процесса обработки и синтеза решений по коррекции программы ЧПУ для
достижения заданной точности.
Созданная методика интеллектуальной электронной интерактивной
документации станков на базе подходов технологии управления жизненным
циклом изделий соответствует мировой тенденции организационного
документооборота
технологических
данных
таких
объектов,
информационного обмена данными и использования документирования как
одного из средств построения информационной системы промышленного
предприятия.
Практическая реализация результатов исследований.
Вследствие
решения
теоретических
задач
и
проведенных
экспериментальных исследований получены следующие результаты:
Созданы оболочка системы ИЭТД, структура СЗ и алгоритм
функционирования ИСУ для управления фрезерным станком.
Создано программное обеспечение "SmartPassport" [1],
в виде
оболочки ИЭТД, включающей модули интеллектуального анализа данных и
системы знаний, а также базы данных наследуемых и оперативных
характеристик станка, и базу правил управления станком.
7
Разработанная
интеллектуальная
система
управления
отвечает
следующим требованиям:
оперирование информацией, которая может быть представлена в
нечетком виде;
работа в режиме реального времени;
принцип обучения на основе накопления опыта;
возможность протоколирования хода обработки;
возможность обучения на этапе функционирования системы
управления;
возможность использования информации, полученной другими
программно-аппаратными системами;
возможность передачи результатов обработки другим программноаппаратным системам;
возможность
включения
и
использования
дополнительных
программных модулей, расширяющих функциональность оболочки
ИЭТД;
простота и понятность модели знании и пользовательского
интерфейса
для
специалиста–прикладника,
имеющего
минимальные знания по работе с компьютером.
По материалам диссертации опубликовано 10 научных работ, из них
— 2 на международных научно-технических конференциях, 4 — в
межвузовских журналах, рекомендованных ВАК, 3 – в общероссийских
научных сборниках, 1 — отчет по НИР, прошедший государственную
регистрацию.
Диссертация изложена на 138 страницах машинописного текста. Она
включает в себя введение, 4 главы основной части, основные результаты
работы, список литературных источников из 67 наименований, 7 таблиц, 38
рисунков, приложения на 25 страницах.
8
Во
введении
приводится
общая
характеристика
работы,
обосновывается ее актуальность, научная новизна, практическая значимость,
дается информация о структуре диссертации.
В первой главе приведен анализ состояния вопроса повышения
точности обработки деталей на металлорежущих станках, в том числе
проведен обзор методов, механизмов и систем повышения точности
обработки, проанализированы современные статьи и научные работы,
касающиеся вопросов повышения точности технологического оборудования
при помощи внедрения методов интеллектуального анализа данных,
сформулированы цель и задачи исследования.
Во второй главе сформулированы основные требования к созданию
системы интеллектуального электронного технического документирования
машиностроительного оборудования, а также методика проектирования баз
данных и баз знаний для учета наследуемых и оперативных характеристик
станка.
В третьей главе представлена структура оболочки системы ИЭТР,
модули, входящие в ее состав и проиллюстрирован фрагмент программного
обеспечения. Особое внимание уделяется разработанным методам анализа
данных на основе показаний системы регистрации виброакустической
эмиссии, получаемых в процессе обработки на металлорежущих станках.
Описан оригинальный механизм вывода на основе методологии нечетких
знаний, сформулированных нечетких правил для наполнения базы знаний и
обеспечения функционирования системы знаний. Созданный механизм
вывода упрощает создание БЗ, способен функционировать в реальном
масштабе времени, позволяет автоматически модифицировать заложенные в
систему правила. Разработана БЗ. Совокупность правил, вошедших в нее,
является непротиворечивой и достаточной для решения задач по достижению
требуемой точности обработки. Показана работа БЗ на примере задачи
устранения наследственности припуска при фрезерной обработке деталей со
сложным профилем.
9
Глава
4
посвящена
экспериментальному
подтверждению
эффективности работы созданной системы. В рамках экспериментального
исследования требуется определить наследственности припуска и описать
необходимые управляющие воздействия или коррекцию существующих
управляющих воздействий, которые бы позволили повысить точность
обработки и уменьшить потенциальное проявление наследственности
припуска при обработке сложных поверхностей по сравнению с обработкой
на
основе
рекомендованных
производителем
режущего
инструмента
режимах резания. Часть испытаний проводилась в лаборатории Южного
центра
модернизации
машиностроения
Донского
Государственного
Технического Университета, а часть - на заводе ОАО «РОСТВЕРТОЛ».
Приложения
содержат
листинг
кода
интерфейсной
оболочки
управления таблицами БД, алгоритм работы системы знаний и листинг кода
программы «SmartPassport».
Работа выполнена на кафедре «Робототехника и мехатроника»
Донского Государственного Технического Университета в течение 2011-2014
гг.
10
Глава 1. ОРГАНИЗАЦИИ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
ПОДДЕРЖКИ ЖИЗНЕННОГО ЦИКЛА МНОГООПЕРАЦИОННЫХ
СТАНКОВ КАК НАУКОЕМКИХ ИЗДЕЛИЙ И ПОВЫШЕНИЯ
ТОЧНОСТИ ОБРАБОТКИ
Обработка сложных по конфигурации и точности деталей в условиях
растущих требований к качеству выпускаемой продукции является одной из
актуальных задач в современном машиностроении. Повышение точности
механической обработки в компьютеризированном производстве за счёт
использования
методов
интеллектуального
управления
является
нетривиальной комплексной задачей, решение которой способно дать
ощутимый экономический эффект.
Технико-экономические
конкурентоспособность
производительности,
и
показатели
экономическая
точности
и
станков,
такие
эффективность,
надежности
как
их
зависят
от
технологического
оборудования.
Для определения основных подходов к решению задач повышения
точности обработки на многооперационных станках рассматривается
широкий круг вопросов, касающихся процесса обработки резанием,
принципов интеллектуального управления, разрабатываемых и применяемых
методов
и
систем
интеллектуального
управления
технологическим
оборудованием.
1.1. Проблемы обеспечения качества механической обработки
Вопросы повышения и обеспечения точности станков, влияния
силовых воздействий на точность обрабатываемых деталей, разработки
методов и систем адаптивного управления качеством обработки отражены в
исследованиях
Б.С.
Балакшина,
Б.М.
Базрова,
В.Ф.
Боброва,
Б.М.
11
Бржозовского, В.В. Бушуева, В.Л. Вейца, Ю.И. Городецкого, А.М.
Дальского, В.Л. Заковоротного, Ю.Г. Кабалдина, В.В. Каминской, В.А.
Кудинова, А.И. Левина, З.М. Левиной, А.А. Маталина, Л.С. Мурашкина, С.Л.
Мурашкина, В.Н. Подураева, В.Т. Портмана, А.С. Проникова, В.Э. Пуша,
А.В.
Пуша,
Д.Н.
Решетова,
С.С. Силина,
А.П.
Сиротенко,
Ю.М.
Соломенцева, В.Л. Сосонкина, А.К. Тугенгольда, В.С. Хомякова, Л.В.
Худобина М.А. Шатерина и других. Вопросы вибродиагностики станочного
оборудования охватывают работы В.Л. Заковоротного, Ф.Я. Балицкого, М.А.
Иванова, А.Г. Соколова и В.С. Хомякова.
Одним из важнейших требований современного производства к
технологии механообработки и станкам является повышение точности
обработки деталей по всем параметрам этого критерия. Это особенно
актуально
в
условиях
интегрированного
компьютеризированного
производства.
Общеизвестно, что качество изделий характеризуется совокупностью
свойств и мерой полезности изделий, удовлетворяющих определенным
потребностям в соответствии с их назначением. Качество определяется при
совместной
оценке
технических,
эксплуатационных,
конструкторско-
технологических параметров, норм надежности, долговечности и пр.
Комплексный критерий качества промышленных изделий – степень
соответствия технико-экономических и потребительских свойств изделия
предъявляемым к нему требованиям.
Важнейшей
технологических
характеристикой
машин,
в
том
качества
числе,
большинства
металлорежущих
приборов,
станков,
вычислительных машин, управляющих устройств и многих других изделий
машиностроения и процессов является их точность. Обычно точность
характеризуется
некоторой
совокупностью
параметров
и
степенью
соответствия рассматриваемого параметра предмета, вещества или процесса
к его теоретическому номинальному значению.
12
Повышение
точности
изготовления
деталей
и
сборки
узлов
увеличивает долговечность и надежность эксплуатации механизмов и машин.
Этим
объясняется
непрерывное
повышение
требований
к
точности
изготовления деталей машин в целом. В настоящее время для многих точных
изделий требуются детали с допусками в несколько микрометров или даже
нанометров.
Многообразные причины, вызывающие появление погрешностей при
обработке деталей, можно разделить на два основных вида: причины
систематического характера и причины случайного характера.
Систематической называется такая погрешность, которая для всех
деталей рассматриваемой партии остается постоянной или же закономерно
изменяется по времени или по длине пути резания [2].
Случайной называется такая погрешность, которая для различных
деталей рассматриваемой партии имеет различные значения, причем ее
появление не подчиняется никакой видимой закономерности.
Суммарная погрешность обработки на станках с ЧПУ формируется из
множества взаимосвязанных явлений в процессе обработки, ошибок,
возникающих в несущей системе станка, в приводе его рабочих органов, в
системе управления и контроля, в инструменте и заготовке.
Классификация погрешностей при обработке на станках с ЧПУ [3]:
1. Виды погрешностей детали:
•
размеров поверхностей,
•
формы поверхностей,
•
взаиморасположения,
•
шероховатости.
2. Источник возникновения погрешностей:
•
заготовка,
•
инструмент,
13
•
оснастка,
•
несущая система станка,
•
механизмы привода,
•
источники механической энергии - двигатели,
•
система управления,
•
измерительная система,
•
программа ЧПУ,
•
процесс обработки – резание,
•
процессы износа и старения,
•
начальная настройка,
•
внешняя среда.
3. Причины, порождающие погрешности обработки:
•
начальные геометрические
и кинематические погрешности
станка,
•
нестабильность геометрических параметров заготовки и свойств
материала ( неоднородность физико-механических свойств),
•
нестабильность процесса резания по вектору усилия резания
(динамика) и тепловыделениям,
•
нестабильность процессов трения,
•
износ инструмента,
•
упругие силовые деформации,
•
температурные деформации,
•
колебания параметров энергоснабжения (силового питания),
•
помехи в системе управления и преобразования информации,
•
стохастичность
динамических
характеристик
системы
автоматического управления,
•
погрешности датчиков,
•
погрешности программы,
•
износ, старение элементов несущей системы и передач,
•
погрешности установки заготовки и начальной настройки станка,
14
•
внешние воздействия.
4. Характер погрешностей:
•
систематические постоянные,
•
систематические переменные (функционально изменяющиеся),
•
случайные.
5. Период возникновения:
•
начальные, образующиеся до периода резания,
•
в процессе резания,
•
после окончания обработки.
6. Длительность действия:
•
быстропротекающие,
возникающие
в
процессе
резания,
динамические,
•
процессы средней длительности (например, температурные
деформации),
•
длительные процессы (износ, старение).
Следует учитывать, что в процессе обработки, и в основном через этот
процесс, источники образования погрешностей (подсистемы) находятся в
сложной совокупности взаимосвязей.
На точность обработки детали оказывает влияние неустойчивость
процесса стружкообразования и
наростообразования, нестабильность
свойств материала заготовки и заготовок в партии, инструмента, колебание
(изменчивость) величины припуска на обработку и так далее.
Предложенная проф. Б.С. Балакшиным идея адаптивного управления
ходом технологического процесса изготовления деталей на металлорежущих
станках получила развитие в трудах Б М. Базрова, Г.В. Бронштейна, А.П.
Сиротенко, Ю.М. Соломенцева и других и выразилась в создании различных
подналадочных устройств для станков-автоматов.
15
Разработанные
адаптивные
системы
управления
(АСУ)
металлорежущими станками, встраиваемые или стыкуемые с устройством
числового программного управления (УЧПУ), не получили существенного
применения по следующим причинам:
созданные к настоящему времени адаптивные СУ не решают
комплексную проблему точности из-за, как правило, однопараметрической
адаптации;
вносят
существенный элемент сложности в эксплуатацию
станочной системы;
ограничена возможность получения информации о процессе и
состоянии детали при обработке по многим причинам, в том числе из-за
стружкоотделения, наличия смазочно-охладительной жидкости (СОЖ),
трудности встройки измерительных устройств в рабочую зону, снижения
производительности
из-за
проведения
диагностических
процедур,
выделенных в "отдельный переход" [4,5];
получаемая информация часто имеет "нечеткую" составляющую;
для сложных систем адаптации доля расходов времени и средств
для достижения качества обработки (труд наладчика, внутристаночный и
внешний
контроль и др.) может достигать примерно 15%
расходов на
производство детали.
Сложность проблемы обеспечения качества обработанных деталей
связана еще и с многообразием сочетания параметров точности в
совокупности требований к деталям.
Технологические
процессы
(ТП)
изготовления
деталей
на
металлорежущих станках чрезвычайно разнообразны, но большинство из них
относится к задаче управления технологическим оборудованием (ТО).
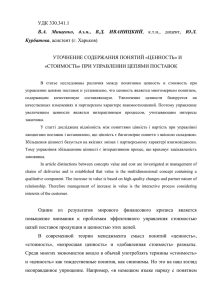
Общую постановку этой задачи можно сформулировать следующим образом.
Имеется некоторый динамический объект (система СПИД), поведение
которого описывается вектором переменных состояния X=(x1, x2, …,
16
xm)T(прочность, жёсткость, износостойкость и др.) и вектором выходов –
управляемых переменных объекта Y=(y1, y2, …, yn)T (совокупность
показателей
качества
обработки
детали
–
точность,
безотказность,
производительность), где “т” – символ операции транспонирования (рисунок
1.1). Требуется перевести систему СПИД из начального состояния X(t0), в
котором она находится в момент времени t=t0, в заданное конечное
состояние X*, которому соответствует определённое значение вектора
выходов Y*. Для решения этой задачи, т. е. для управления состоянием
системы СПИД, используется управляющее устройство (регуляторы системы
ЧПУ), в функции которого входит формирование вектора управляющих
воздействий U=(u1, u2, …, ur)T в соответствии с заданной программой (т. е.
значениями задающих воздействий, команд управления) G=(g1, g2, …, gs)T и
текущими (измеряемыми) значениями компонент вектора выходов Y и
вектора состояния X объекта.
Окружающая среда
F
G
Управляющее
устройство
(система
регуляторов)
U
Объект
управления
(система
СПИД)
Y
X
Рисунок 1.1- Функциональная схема обработки детали в виде системы
управления ТО
Внутри системы СПИД действуют рабочие процессы, которые
порождают действие ряда факторов. В то же время на технологическую
систему действуют различные факторы окружающей среды F=(f1, f2, …, fk)T.
Классическая процедура синтеза управляющего устройства обычно
включает в себя следующие этапы (применительно к ТО):
– построение или получение математической модели системы СПИД
17
или её отдельных частей в зависимости от целей управления (в виде
дифференциальных, разностных или интегральных уравнений, частотных
характеристик и т. д.);
– задание требований к качеству процессов управления ТО (к выходам
системы СПИД), т. е. к поведению системы автоматического управления
(САУ) в целом;
– определение структуры и параметров управляющего устройства
(или совокупности управляющих устройств системы СПИД) в виде
некоторой аналитической зависимости, связывающей векторы U, G, X, Y, F.
При использовании данной процедуры на практике возникает ряд
серьёзных затруднений. Так, точная математическая модель реального
объекта (системы СПИД или её отдельных частей) часто оказывается
неизвестной или слишком сложной. Изменения окружающей среды приводят
к воздействию на технологическую систему ряда факторов, в качестве
которых выступают температура окружающей среды, колебания фундамента
и др. Процесс резания и другие процессы в системе вызывают такие факторы
как нагрев системы СПИД, силы трения, силы резания и их моменты,
вибрации и др. Действия перечисленных факторов вызывают упругие
перемещения, температурные деформации, износ звеньев системы СПИД,
что оказывает непосредственное влияние на выходные показатели Y процесса
обработки. Качество системы СПИД также зависит от её конструкции,
размеров, материалов деталей и др. Всё это вносит дополнительный
источник неопределённости характеристик ТО.
Сложность решения задачи управления ТО обусловлена и тем, что
сами требования к системе (качеству механической обработки) могут быть
заданы лишь приближённо. Более того, они часто оказываются взаимно
противоречивыми. Это относится к таким технологическим задачам, как
достижение требуемой геометрической точности и обеспечение заданной
производительности,
которые
на
определённом
уровне
становятся
взаимоисключающими. Для любого ТО существует некоторый предел, после
18
которого повышение точности приводит к существенному снижению
производительности и наоборот.
Таким образом, между действующими факторами, режимами работы,
качеством системы СПИД имеют место сложные взаимосвязи. Поэтому
найти решение задачи синтеза в классе простых (стандартных) алгоритмов
управления (например, с использованием ПИ- и ПИД-регуляторов) возможно
только в тех случаях, когда объект описывается достаточно упрощённой и
понятной моделью, т. е. справедлива схема: “простой регулятор” “простой
объект”.
Адаптивные
перестраиваются
регуляторы,
при
параметры
изменении
параметров
которых
автоматически
процесса
механической
обработки, также имеют весьма ограниченную область применения, так как
трудно
подобрать
простой
и
надёжный
алгоритм
адаптации,
работоспособный в случае широкого диапазона изменения параметров
системы СПИД. Например, при обработке концевой фрезой наблюдаются
значительные изменения припуска заготовки в момент смены направления
фрезерования,
что
приводит
к
изменению
упругих
перемещений,
температурных деформаций, уровню вибраций и др. Любое ТО как объект
управления относится к категории сложных динамических объектов, т. е. он
является многомерным (имеет много входов и выходов), описывается
дифференциальными уравнениями высокого порядка, имеет существенно
нелинейные характеристики и т. п. Более того, система СПИД обладает
свойством поведения, поскольку выполняются следующие условия [6]:
– возможные воздействия системы на обрабатываемый объект и
окружающую среду достаточно разнообразны;
– последовательность целенаправленных действий совершается на
основе некоторой системы правил, связывающей эти действия с данными о
прошлом, настоящем и будущем (прогнозируемом) состоянии объекта
обработки и внешней среды;
19
–
также
возможны
реакции,
которые
представляются
не
обусловленными или даже противоречащими начальной системе правил,
иными
словами,
реакции
иногда
бывают
непредсказуемыми
или
предсказуемыми лишь частично.
Поэтому выбор алгоритма адаптации резко усложняется, поскольку
возникает проблема сходимости (устойчивости) процессов адаптации в
системе. В этом случае трудно подобрать оптимальные значения параметров
устройства адаптации. Вот почему методики анализа и синтеза адаптивных
САУ ТО связаны порой с чрезмерным упрощением задачи, что приводит к
неудовлетворению требований, связанных с ростом качества механической
обработки (Y) по всем её показателям в современном производстве.
1.2. Методики анализа погрешностей
Анализ
работ,
в
которых
исследуются
вопросы
достижения
необходимой точности обработки деталей резанием и факторы, влияющие на
нее, показывает, что авторы в своих работах используют ту или иную
физическую
или
Примерами
могут
математическую
служить
модель
металлорежущих
математическая
модель
станков.
образования
погрешности, исследованная в работах профессоров А.П. Соколовского и
В.С. Корсакова, эквивалентная схема системы СПИД [7], физическая модель
процесса резания, термодинамическая модель процессов, происходящих в
зоне резания [8]. Д.Н. Решетовым, В.П. Щербаковым, М.М. Аршанским,
Пушем В.Э., Пушем А.В. и В.Т. Портманом предложены расчеты точности
станков и их отдельных узлов [9], но эти зависимости не позволяют оценить
точность обработанной на станке детали. Исследованию возмущений в
процессах резания посвящены работы В.Н. Подураева, А.П. Соколовского,
20
А.А. Рыжкина, Д. Кумабэ и др. Динамике станочных систем посвящен ряд
работ В.А. Кудинова. Вопросы вибродиагностики станочного оборудования
охватывают работы В.Л. Заковоротного, Ф.Я. Балицкого, М.А. Иванова, А.Г.
Соколова и В.С. Хомякова.
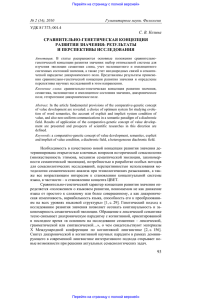
1.2.1. Учет суммарной погрешности
Традиционные методики анализа погрешностей, используемые при
планировании технологических процессов, главным образом основываются на
принципе
суммирования
погрешностей,
в
котором
задание
производственных допусков основывается на практических методах.
Для достижения требуемого качества продукции оператор станка
должны
удостовериться,
металлорежущем
станке
что
после
достигнуто
конкретной
соответствие
обработки
на
производственным
допускам. Этот метод работает, когда оператор вовлечен в процесс
обработки на металлорежущем станке в большей степени.
Рисунок 1.2 - Источники производственных погрешностей
21
В настоящее время, при длительном использовании станков с ЧПУ,
требуется полагаться на сами станки и программы ЧПУ для более
эффективного управления точностью обработки. Желательно знать, могут
ли требования по точности изделия быть достигнуты при наличии
доступных производственных ресурсов. На этот вопрос можно ответить,
выполняя анализ производственных погрешностей. Подход к выявлению
мерных и геометрических точностей систематически синтезирует различные
источники погрешностей, участвующих в производственных процессах, и
анализирует их общее влияние на готовые детали на основе статистического
анализа.
Для контроля производственных погрешностей необходимо:
1)
выявить источники производственных погрешностей (рис. 1.2.);
2)
изучить взаимодействие погрешностей.
Ряд работ посвящен выявлению, анализу, прогнозированию и
контролю различных источников производственных погрешностей (Yang and
Lee 1998, Fraticellietal. 1999, Lietal. 1997, Choudhuri and De Meter 1999, Huang
and Gu 1994). Наиболее часто используемый подход заключается в
следующем: наблюдаются и анализируются погрешности, связанные с
процессом врезания фрезы в заготовку, затем строится математическая
модель, связанная с составляющими этих погрешностей, и прогнозируются
их возможное влияние в будущих операциях. Различные алгоритмы и
контроллеры разрабатываются для того, чтобы компенсировать эти
погрешности. Этот подход к анализу производственных погрешностей имеет
следующие недостатки [10,11]:
1)
В рамках подхода рассматривается, как конкретный тип
погрешности влияет на размерные параметры и геометрию обрабатываемой
поверхности, но не рассматривает участие всех источников погрешностей в
совокупности.
22
2)
Повышение
допусков/процессов
точности
планирования,
не
таким
связано
образом,
с
диаграммами
трудно
оценить,
насколько полно это локальное повышение точности обработки способствует
окончательному качеству детали после процедуры механической обработки.
В общем случае на упругую систему (УС) станка воздействуют
несколько источников колебаний (ИК), основными из которых являются:
ИК1— процесс резания; ИК2 — ротор электродвигателя (ЭД) привода
главного движения; ИКЗ — ротор ЭД привода подач поперечного суппорта
(или стола); ИК4 — ротор ЭД привода подач продольного суппорта (или
стола).
Колебания от ИК передаются совокупностью блоков УС станка,
разделенных неподвижными (затянутыми) стыками и подвижными стыками
(направляющими), формируя параметры колебаний конечных звеньев ветвей
инструмента и заготовки. В работе [12] приведена методика определения
амплитуд и шагов колебаний этих звеньев, основанная на представлении
сложной динамической модели УС станка как совокупности упрощенных
расчетных динамических моделей, колебательный процесс в которых
порождается одним из источников колебаний ИК1—ИК4.
1.2.2. Учет погрешностей, связанных с тепловыми деформациями
Тепловые деформации (ТД) узлов и деталей металлорежущих станков
приводят к изменению относительного положения заготовки и инструмента.
Они вызывают погрешности размеров и формы обрабатываемых деталей.
Источниками ТД в основном являются процесс резания и нагрев деталей
станка теплотой образующейся в процессе работы его механизмов, а также
теплотой, поступающей в станок извне в результате изменения температуры
окружающей среды.
Величина и характер ТД зависят от количества образующейся
теплоты, организации процесса теплообмена между узлами и деталями
23
станка, условий передачи теплоты в окружающую среду и от взаимного
расположения основных узлов и деталей станка, т.е. его компоновки.
Компоновка многооперационного станка типична для расточных и
многоцелевых станков. Основными источниками теплообразования в этих
станках являются шпиндельная бабка, закрепленная на стойке, и двигатель
главного привода, размещенный внутри стойки. Нагрев стойки указанными
источниками вызывает угловые и линейные смещения шпинделя. Вначале
угловое положение шпинделя изменяется так, что инструмент смещается "от
рабочего"; затем, по мере нагревания стойки шпиндель с инструментом
смещается "на рабочего". Суммарные линейные деформации шпинделя с
инструментом в горизонтальной плоскости достигают 19 мкм. Градиент
температур в стенках стойки не превышает 3—4 С.
ТД любого станка слагаются из ТД его деталей: станины, корпусов
шпиндельных бабок, ходовых винтов и т.д. Поэтому, анализируя ТД станка в
целом, целесообразно рассматривать ТД отдельных узлов и деталей,
оценивая долю вызываемых ими погрешностей обрабатываемых деталей.
В процессе приемочных испытаний серийных станков на цеховых
сборочных стендах достаточно контролировать только рабочую температуру
узлов, являющихся источниками теплообразования. Никакой аппроксимации
температур или ТД специальными функциями, как это рекомендуется в
работе [13], не требуется.
Анализ величины и характера ТД станка на стадии проектирования
базируется на методах расчета, основанных на классической теории теплопередачи [14,15] или методе конечных элементов.
При работе станка его узлы и элементы нагреваются; в результате
изменяется их первоначальное положение, деформируются (в том числе
удлиняются) винты, шпиндели, стенки корпусных деталей, станины и пр.;
инструмент смещается относительно заготовки, внося дополнительно
тепловые погрешности обработки. Эти явления особенно нежелательны на
автоматизированных или крупногабаритных высокоточных станках, так как
24
на них изготовляют детали с малыми допусками, а сам процесс обработки
осуществляется достаточно длительное время без вмешательства оператора.
Статистический
анализ показал, что
если при
многократном
измерении тепловых смещений (ТС) в одном и том же станке среднего
размера разброс
их
значений
составляет
примерно 1—2 мкм, то при
измерении ТС в нескольких станках одной и той же модели разброс значений
ТС может увеличиться до 2 раз по сравнению с их средними значениями [16].
При этом сами средние значения ТС в зависимости от типа станка достигают
10—100 мкм. Таким образом, можно сказать, что: 1) значения ТС в
указанных станках соизмеримы со значениями допусков на обработку и часто превышают ту часть допуска, которая предназначена для компенсации
ТС; 2) мощность источников теплоты в станках одной модели изменяется до
2 раз и более в зависимости от качества изготовления собственных и
комплектующих
узлов.
Причем
элементы
станка
ведут
себя
как
термоупругие звенья.
Для анализа ТС в станке целесообразно тепловое удлинение каждого
элемента представить как вектор или проекцию вектора на плоскость,
принадлежащую системе отсчета координат станка. Начало отсчета
координат должно быть расположено так, чтобы все рассматриваемые
векторы находились в одном квадранте этой системы.
В зависимости от конструкции станка и рассматриваемого ТС чаще
всего выбирают вертикальную или горизонтальную плоскость, проходящую
через ось шпинделя, ось центров, плоскость симметрии станка или одного из
его узлов.
1.2.3. Точность станков при обработке отверстий
Обработка любых поверхностей (плоскостей, пазов, отверстий и др.)
на станках с ЧПУ сверлильно-фрезерно-расточной группы предусматривает
25
предварительную
установку
заготовки
с
размерной
привязкой
к
координатной системе станка и последующие перемещения исполнительных
органов станка в соответствии с командами управляющей программы (УП).
При этом режущий инструмент (РИ) перемещается к обрабатываемой
поверхности по координатным осям на скорости холостого хода, а обработка
поверхностей осуществляется на скорости рабочей подачи.
С учетом сказанного при анализе обеспечения точности обработки на
станках с ЧПУ следует выделить два этапа — этап настройки станка и этап
процесса формообразования
(непосредственной обработки). Тогда к
моделированию точности обработки следует подходить как к совокупности
особенностей достижения точности на указанных этапах и осуществлять
моделирование для каждого из них в отдельности [17].
Многие детали, обрабатываемые на станках с ЧПУ, имеют отверстия с
высокими требованиями к точности, в том числе к точности расположения
осей. В производственных условиях заданные требования к расположению
осей отверстий стабильно не обеспечиваются; иногда возникает брак или
точностные отказы.
Это связано с тем, что точность расположения осей в значительной
степени
определяется
этапом
настройки
станка,
но
существующие
математические модели данного обстоятельства не учитывают.
Моделирование и оценка точности расположения осей отверстий на
этапе настройки позволят определить условия и запас точности для
выполнения этапа формообразования.
Моделировать точность расположения осей отверстий при настройке
станков с ЧПУ целесообразно, рассматривая в качестве математических
моделей размерные цепи (РЦ), звеньями которых являются линейные и
угловые размеры [17—19]. При настройке станка РЦ формируется в
результате последовательных перемещений (позиционирования) РИ в
наладочные точки, определяющие положение осей отверстий.
26
РЦ формируются в соответствии с чертежом детали, технологическим
процессом обработки и зависят от вида устройства ЧПУ (УЧПУ), а также от
УП,
определяющей
характер
вспомогательных
перемещений
РИ
в
наладочные точки. Сформированная РЦ независимо от способа отсчета
перемещений (в абсолютных размерах или в приращениях) является
математической моделью, адекватно описывающей посредством линейных и
угловых размеров настройку станка с ЧПУ на оси обрабатываемых отверстий
[20,21].
РЦ,
сформированные для
анализа точного расположения осей
отверстий на этапе настройки станков с ЧПУ, чаще всего нелинейные, т.е.
плоские с непараллельными линейными звеньями. Иногда РЦ могут быть
неплоскими, например при расположении отверстий на конических или
сферических поверхностях деталей, а также пространственными (для
корпусных деталей). Применение традиционных методов (максимумминимум и вероятностного) для расчета таких РЦ не позволяет в полной
мере учитывать взаимное влияние линейных и угловых размеров, что
снижает достоверность и надежность расчетов. Поэтому для расчета
подобных РЦ предлагается использовать интервальный метод [19, 20, 22—
24], основанный на положениях интервальной математики.
При расчете РЦ интервальным методом линейные или угловые
размеры с учетом их отклонений представляют в виде интервальных
параметров и совершают над ними операции интервальной математики.
Результаты исследований показывают, что для станков нормальной
точности с позиционными УЧПУ при заданных условиях (линейные перемещения исполнительных органов на расстояние до 100 мм; погрешность
позиционирования
±0,011
мм)
поле
рассеяния
расположения
оси
рассматриваемого отверстия на этапе настройки (при проецировании
сформированной РЦ на координатные оси Xи Y) определяется выпуклым
интервалом в виде прямоугольника со сторонами wх3= 0,040 мм и wу3= 0,054
мм. Для станков повышенной точности с такими же УЧПУ точность
27
расположения оси отверстия выше примерно в 1,6 раза, а для станков с
контурными УЧПУ точность расположения оси отверстия в 1,9—2,9 раза
ниже, чем для станков с позиционными УЧПУ.
Из
результатов
расчетов
минимального
запаса
точности,
определяющего допускаемое расположение оси отверстия для этапа
формообразования, следует, что отверстия с повышенными требованиями к
точности расположения осей (примерно до 0,06 мм) рекомендуется
обрабатывать на станках класса точности П с позиционными или
позиционно-контурными УЧПУ. При менее жестких требованиях
расположению
осей
к
(примерно до 0,1 мм) можно использовать станки
класса точности Н с такими же УЧПУ.
Отверстия с заданной точностью расположения осей менее 0,1 мм не
следует обрабатывать на станках класса Н с контурными УЧПУ, так как при
этом возможен выход поля рассеяния за границы поля допуска еще на этапе
настройки. В итоге либо возникнет брак, либо из-за малого запаса точности
будет трудно обеспечить окончательную точность расположения оси отверстия на этапе формообразования.
Таким образом, описанный подход к моделированию и оценке
точности расположения осей отверстий интервальным методом на этапе
настройки станков с ЧПУ позволяет определить необходимые и достаточные
условия выполнения следующего за ним этапа формообразования с учетом
вида УЧПУ и класса точности станков, имеющих различную погрешность
позиционирования исполнительных органов, а также рассчитать минимальный запас точности.
Не смотря на то, что исследованию процессов и явлений,
возникающих при обработке деталей резанием, уделяется большое внимание
и получены достаточно высокие результаты в плане достижения точности
обработки, следует отметить, что до сих пор не создана единая модель
процесса резания, а существующие системы управления технологическими
системами
обладают
целым
рядом
недостатков
и
не
полностью
28
удовлетворяют требованиям промышленности. При этом необходимо
отметить, что уровень сложности технологических систем настолько высок,
что применение известных детерминированных и стохастичных моделей для
разработки систем управления для современных многооперационных станков
не является эффективным в вопросах повышения точности обработки. На
практике автоматическое управление технологическими процессами во
многих случаях происходит в условиях неопределенности, связанной со
сложностью получения информации о поведении управляемых объектов.
Проектировщикам
систем
управления
приходится
сталкиваться
с
множеством неформализуемых или трудноформализуемых факторов.
Также следует обратить внимание на тот факт, что в современной
отечественной промышленности наблюдается тенденция к увеличению доли
единичного
и
мелкосерийного
производства.
Это
требует
быстрой
переналадки технологических систем при минимизации затрат времени и
средств на эту операцию, чего не позволяют имеющиеся на данный момент
системы управления технологическими объектами.
Учитывая изложенные трудности в обеспечении точности обработки
деталей, задача разработки системы интеллектуального электронного
документирования технологического оборудования, способной при помощи
интеллектуального анализа данных повысить точность обработки деталей
резанием является актуальной. Для решения этой задачи рассмотрим
существующие методы, механизмы и системы, использующиеся для
повышения точности обработки.
1.3. Документирование жизненного цикла изделия
Необходимость повышения качества выпускаемой продукции и
возросшая конкуренция привела к заметному ужесточению требований,
предъявляемых к технологическим машинам. Для того чтобы сохранить
29
конкурентоспособность и вести эффективную экономическую деятельность,
необходимо применять результативные системы контроля и управления
этими машинами на всех этапах жизненного цикла.
Анализ ситуации Российского рынка эксплуатационной документации
наукоемких изделий в настоящее время показывает, что большие объемы
бумажной
документации
не
эффективны
для
оперативной
работы,
технического обслуживания и сопровождения изделия на всём протяжении
его жизненного цикла. Таким образом, большой объём эксплуатационной
документации создает проблему работы с ней, которую призваны решить
системы электронного документирования. Это также делает актуальной
задачу, связанную с передачей закрытой технической информации во время
эксплуатации
изделия
и
его
гарантийного
и
послегарантийного
обслуживания.
Одной из наиболее острых проблем для предприятий-изготовителей
наукоемких изделий повышенной сложности, является отсутствие общего
подхода к формированию правил подготовки интерактивных электронных
эксплуатационных документов на стадии проектирования или производства
изделия. Предприятиям для проектирования, производства, выпуска, эксплуатации, гарантийного и послегарантийного обслуживания требуется система электронного технического документирования, которая позволяла бы
облегчить и унифицировать эти процессы.
Для
обеспечения
конкурентоспособности
предприятий
на
отечественных зарубежных рынках требуется создать систему электронного
технического документирования, способную давать не только необходимые
технические данные по наукоемкому изделию на протяжении всего его
жизненного цикла, но и соответствующую по всем параметрам как
российской системе качества, так и международным стандартам по производству эксплуатационной документации.
Интеграция
технической
документации
в
системы
ЧПУ
рассматриваются в работах В.Л. Сосонкина, Г.М. Мартинова [25,26].
30
Значительный вклад в разработку вопросов электронного документирования
на основе комплекса международных стандартов внесли такие российские
ученые, как Е.В. Судов, А.И. Левин, А.Н. Давыдов, В.В. Барабанов, A.B.
Петров, Е.В. Чубарова, А.Г. Кабанов, С.В. Веретехина [27] и др.
1.3.1. Жизненный цикл изделия
Жизненный
цикл
изделия
(ЖЦИ),
как
определяет
его
стандарт ISO 9004, — это совокупность процессов, выполняемых от момента
выявления потребностей общества в определенной продукции до момента
удовлетворения этих потребностей и утилизации продукта. Можно пояснить,
что это за стандарт.
Этапы жизненного цикла изделия:
Маркетинговые исследования;
Проектирование продукта;
Планирование и разработка процесса;
Закупка;
Производство или обслуживание;
Проверка;
Упаковка и хранение;
Продажа и распределение;
Монтаж и наладка;
Техническая поддержка и обслуживание;
Эксплуатация по назначению;
Послепродажная деятельность;
Утилизация и(или) переработка.
В
системах
машиностроительных
автоматизированного
отраслей
проектирования
промышленности
(САПР)
принято
31
выделятьсистемы функционального, конструкторского и технологического п
роектирования.
Первые из них называют системами расчетов и инженерного анализа
или системами CAE (Computer Aided Engineering).Системы конструкторского
проектирования
называют
Design).Проектирование
технологической
системами CAD
технологических
подготовки
(Computer
процессов
производства
и
составляет
Aided
часть
выполняется
в
системах CAM (Computer Aided Manufacturing).
Для решения проблем совместного функционирования компонентов
САПР различного назначения, координации работы систем САЕ/CAD/САМ,
управления проектными данными и проектированием разрабатываются
системы,
получившие
название
систем
управления
проектными
данными PDM (Product Data Management). Системы PDM либо входят в
состав модулей конкретной САПР, либо имеют самостоятельное значение и
могут работать совместно с разными САПР.
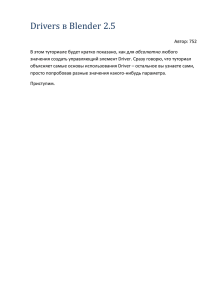
К основным этапам жизненного цикла машиностроительного изделия,
представленного на рисунке 1.3, относятся: изучение рынка, НИР и
проектирование, теоретическая подготовка проектирования, производство
изделия, эксплуатация и утилизация изделия [28].
На большинстве этапов жизненного цикла, начиная с определения
предприятий-поставщиков исходных материалов и компонентов и кончая
реализацией продукции, требуются услуги системы управления цепочками
поставок — SCM. Цепь поставок обычно определяют как совокупность
стадий увеличения добавленной стоимости продукции при ее движении от
компаний-поставщиков к компаниям-потребителям. Управление цепью
поставок
подразумевает
продвижение
материального
потока
с
минимальными издержками.
32
Рисунок 1.3 - Жизненный цикл машиностроительного изделия
Координация
работы
многих
предприятий-партнеров
с
использованием технологий Intrenet возлагается на системы E-commerce,
называемые
системами
управления
данными
в
интегрированном
информационном пространстве CPC (Collaborative Product Commerce).
33
Информационная
поддержка
этапа
производства
продукции
осуществляется автоматизированными системами управления предприятием
(АСУП) и автоматизированными системами управления технологическими
процессами (АСУТП).
К
АСУП
предприятием ERP
относятся
(Enterprise
системы
планирования
и
Planning),
Resource
управления
планирования
производства и требований к материалам MRP-2 (Manufacturing Requirement
Planning) и упомянутые выше системы SCM. Наиболее развитые системы
ERP выполняют различные бизнес-функции, связанные с планированием
производства,
закупками,
сбытом
продукции,
анализом
перспектив
маркетинга, управлением финансами, персоналом, складским хозяйством,
учетом основных фондов и т. п. Системы MRP-2 ориентированы, главным
образом, на бизнес-функции, непосредственно связанные с производством. В
некоторых случаях системы SCM и MRP-2 входят как подсистемы в ERP, в
последнее время их чаще рассматривают как самостоятельные системы.
Промежуточное положение между АСУП и АСУТП занимает
производственная исполнительная система MES (Manufacturing Execution
Systems), предназначенная для решения оперативных задач управления
проектированием, производством и маркетингом.
В состав АСУТП входит система SCADA (Supervisory Control and Data
Acquisition), выполняющая диспетчерские функции (сбор и обработка
данных о состоянии оборудования и технологических процессов) и
помогающая разрабатывать ПО для встроенного оборудования. Для
непосредственного
программного
управления
технологическим
оборудованием используют системы CNC (Computer Numerical Control) на
базе
контроллеров
(специализированных
компьютеров,
называемых
промышленными), которые встроены в технологическое оборудование
с числовым программным управлением (ЧПУ).
На этапе реализации продукции выполняются функции управления
отношениями с заказчиками и покупателями, проводится анализ рыночной
34
ситуации, определяются перспективы спроса на планируемые изделия. Эти
функции возложены на систему CRM.
Функции обучения обслуживающего персонала возложены на
интерактивные электронные технические руководства IETM (Interactive
Electronic Technical Manuals), с их помощью выполняются диагностические
операции, поиск отказавших компонентов, заказ дополнительных запасных
деталей и некоторые другие операции на этапе эксплуатации систем.
Управление данными в информационном пространстве, едином для
различных автоматизированных систем, возлагается на систему управления
жизненным циклом продукции, реализующую технологии PLM (Product
Lifecycle Management). Технологии PLM объединяют методики и средства
информационной поддержки изделий на протяжении всех этапов жизненного
цикла
изделий.
Характерная
особенность
PLM —
обеспечение
взаимодействия как средств автоматизации разных производителей, так и
различных автоматизированных систем многих предприятий, то есть
технологии
PLM
(включая
технологии
CPC)
являются
основой,
интегрирующей информационное пространство, в котором функционируют
САПР, ERP, PDM, SCM, CRM и другие автоматизированные системы многих
предприятий.
1.3.2. Цифровой макет
Цифровой
макет —
совокупность
электронных
документов,
описывающих изделие, его создание и обслуживание. Содержит электронные
чертежи и/или трёхмерные модели изделия и его компонент, чертежи и/или
модели необходимой оснастки для изготовления компонент изделия,
различную атрибутивную информацию по компонентам (номенклатура, веса,
длины,
особые
параметры),
технические
требования,
директивные
документы, техническую, эксплуатационную и иную документацию.
Состав цифрового макета:
35
Система
управления
документами
—
один
или
несколько
программных комплексов, организующих документы цифрового
макета в единое целое и управляющая их жизненным циклом. В
настоящее время в качестве системы управления используются
системы PDM или PLM;
Система управления составом изделия — даёт возможность создавать
абстрактную структуру изделия, не имеющую жёсткой связи с
файлами САПР-систем, что позволяет легко изменять состав изделия
в зависимости от конфигурационных вариантов или целевого
исполнения. При наличии системы управления составом изделия
возможно применять один и тот же цифровой макет для выпуска и
обслуживания всех модификаций и исполнений изделия;
Система управления жизненным циклом документов — включает в
себя средства коллективной работы по просмотру, верификации и
утверждению новых документов и по внесению изменений в ранее
утверждённые
документы.
При
использовании электронной
подписи или принятого на предприятии её аналога возможна
разработка и эксплуатация изделия по полностью безбумажной
технологии;
Система управления жизненным циклом изделия — является набором
средств и настроек для представления цифрового макета на различных
этапах
создания
и
существования
изделия:
конструировании,
производстве, обслуживании и утилизации;
Трёхмерная
модель
—
совокупность
файлов
одной
или
нескольких САПР-систем, представляющих объёмные модели частей
и компонент изделия. Взаимное и абсолютное позиционирование в
небольших
больших
изделиях
проектов
может
управляться САПР-системой,
управление
для
позиционированием
осуществляется PDM-системой;
36
Облегчённая
трёхмерная
помощи фасеточной
модель
—
модель,
аппроксимации модели
из
полученная
при
исходной САПР.
Применяется для просмотра и анализа модели изделия средствами
системы управления документами без использования САПР. Также,
из-за меньшего объёма и простоты требует гораздо меньше машинных
ресурсов
для
своего
отображения.
Наиболее
употребимыми
форматами облегчённого представления являются JT и CGR;
Атрибутивные данные — данные, характеризующие и описывающие
элементы цифрового макета. Например, для разработанной на данном
предприятии детали атрибутивными данными будут: имя и отдел
разработчика, материал, вес, набор и значения контролируемых
параметров.
Для
стандартных
изделий:
обозначение ГОСТа,
типоразмер. Для покупных изделий: наименование поставщика,
номенклатура поставщика, список альтернатив;
Технологические данные — данные, содержащие необходимые
указания для производства: используемые инструменты, материалы,
технологии, средства контроля и так далее. Результаты расчётов
различных средств CAE;
Производственные данные — данные по организации производства:
проектирование и изготовление оснастки, технологические процессы,
библиотеки операций и переходов. Программы для станков ЧПУ.
Результаты моделирования средствами CAM;
Документация — всевозможные документы, так или иначе связанные
с изделием. Например, директивные документы, изменяющие этапы
жизненного цикла элементов цифрового макета. Эксплуатационная и
ремонтная документация, связанная как с изделием в целом, так и с
отдельными деталями и узлами изделия.
37
1.3.3. Системы создания ИЭТР
Системы создания ИЭТР (IETM) (IETM — Interactive Electronic
Technical
Manual,
ИЭТР —
интерактивные
электронные
технические
руководства) — организационно-технические системы, предназначенные для
автоматизированной
подготовки
сопроводительной
документации
на
сложные технические изделия в электронном виде. Сами ИЭТР могут
содержать текстовые, графические, аудио и видео данные.
В зависимости от функциональности эксплуатационной документации
ИЭТР делится на несколько классов:
Индексированные цифровые изображения документов;
Линейно-структурированные электронные технические публикации
(IETP-L);
Иерархически-структурированные
электронные
технические
публикации (IETP-D);
Интегрированные электронные технические публикации (IETP-I);
WEB-ориентированные технические публикации (IETP-X).
Компания
Dassault
Systemes,
являясь
ведущим
разработчиком
решений для сопровождения жизненного цикла изделий, в составе своего
портфеля
PLM-технологий
предлагает
пакет
3DVIA
Composer —
универсальный инструмент, предназначенный для создания интерактивной
технической документации на проектируемые изделия. Он подходит для
компаний любого размера. Благодаря удобной и функциональной системе
разработки мультимедийного контента 3DVIA Composer автоматизирует
процедуры сборки/разборки изделия, создания технических иллюстраций,
интерактивных
3D-анимаций,
маркетинговых
материалов,
каталогов
продукции, обучающих руководств и т.д.
38
Рисунок 1.4 - Жизненный цикл документации в жизненном цикле изделия:
1 — разработка документации по традиционной технологии; 2 — разработка
документации с помощью 3DVIA Composer
Применение 3DVIA Composer (рис. 1.4) позволяет существенным
образом сократить время, затрачиваемое на переделку или обновление
39
документации при внесении изменений в конструкцию изделия. Обновление
происходит автоматически за счет ассоциативной связи с конструкторской
3D-моделью.
Стоимость
и
сроки
разработки
документации
также
сокращаются за счет более эффективного использования информации о
проектируемом изделии: разработку документации в 3DVIA Composer можно
начинать на ранних этапах, когда конструкторская модель еще не
сформирована полностью, а по завершении проектирования легко обновлять
графический и мультимедийный контент в подготовленном шаблоне
документа.
1.3.4. Подготовка систем электронного технического документирования
многооперационных станков
Применение систем документирования жизненного цикла изделия и
электронного технического документирования является важным шагом на
этапе
создания
единой
системы
технологического
объекта,
анализа
учета
данных
точностных
мехатронного
характеристик
и
прогнозирования погрешностей обработки на металлорежущих станках. Для
обеспечения
возможности
проведения
аналитики
и
прогнозирования
необходимо структурировать большие объемы данных в соответствии с
международными стандартами таким образом, чтобы обработка и доступ к
этим данным отвечали требованиям высокой скорости и достоверности.
1.4. Методы ИАД как инструмент повышения точности обработки
Проблема повышения эффективности металлобработки традиционно
решалась за счет создания систем автоматизированного управления
металлорежщими станками [29]. Системы автоматизированного управления
получили название адаптивных систем управления, так как они позволяют
непрерывно корректировать режимы резания, положение инструмента,
40
жесткость системы в зависимости от изменений условий обработки, что дает
возможность повысить качество изготовления деталей и производительность
обработки. Измеряя силу тока в якоре электродвигателей постоянного тока,
часто применяемых в приводах станков, можно легко следить за мощностью
или крутящим моментом на валу электродвигателя и, следовательно, за
изменением технологических параметров процесса металлообработки. Метод
контроля инструмента по мощности чрезвычайно прост, не требует
вмешательства в конструкцию станка, но эффективен при достаточно
больших силах резания и небольшой мощности холостого хода станка [30].
При резании с малыми силами появляются значительные погрешности,
связанные с потерями на трение в кинематических передачах станка. Так как
ток холостого хода электродвигателя шпинделя намного больше приращения
тока при резании, то в целях повышения чувствительности и точности
работы адаптивных систем управления, управление ведется по величине
приращения тока над уровнем холостого хода.
Вопросы
повышения
точности
на
основе
применения
интеллектуального анализа данных, в т.ч. на основе нейросетевого
управления и экспертных систем, рассматриваются в работах Н.В. Козака,
Н.А. Никишечкиной, А.Б. Филимонова, Г.В. Самодурова, а также
зарубежных экспертов E.Bagci, A. Mahfouz, M. Zheng, Y. Peng и др.
1.4.1. Нейросетевое управление
Построение точных моделей – серьезная проблема, которая остается
сегодня нерешенной. Для построения точных математических моделей
необходимо проделать не одну серию экспериментов, что требует времени,
материалов и влечет экономические потери. Точные математические модели,
как правило, настолько сложны, что быстрый поиск оптимальных режимов
резания требует существенных аппаратных затрат, приводит к резкому
удорожанию адаптивных систем и нецелесообразности их использования. К
41
тому
же
найденная
модель
будет
иметь
постоянно
нарастающую
погрешность вследствие изменения режимов работы и свойств самого
оборудования. Появляется необходимость перестраивать модель из-за
непрерывно изменяющихся параметров процесса резания и определять
модели в каждом конкретном случае. Используемые в настоящее время
адаптивные системы имеют жесткую структуру и неизменный алгоритм
функционирования и, как следствие, низкое качество адаптации к изменению
технологических параметров.
Таким образом становится очевидно, что система обладала бы
большими способностями к адаптации, если при изменении параметров
процесса
резания
происходила
бы
и
перестройка
самой
системы.
Современный подход к адаптивному управлению требует от системы
способности
автоматически
изменять
структуру
или
алгоритм
функционирования.
Для решения таких задач предлагают [31] использовать подходы на
основе применения нейронных сетей. Способность нейронных сетей к
обучению на основе соотношения «вход-выход» позволяет обеспечить более
простые решения для сложных задач управления и избавляет от
необходимости использовать сложный математический аппарат в отличии от
традиционных методов адаптивного управления. Сигмоидные функции
активации дают возможность реализовывать нелинейные отображения и
делают сети пригодными для решения задач управления существенными
нелинейностями.
Сигеру
Омату
предлагает
двухсетевые
структуры
[32]
с
нейроконтроллером (НК) и нейроэмулятором (НЭ) (рис. 1.5). Такие системы
управления осуществляют стабилизацию приращения тока двигателя
главного движения с помощью коррекции скорости подачи в процессе
обработки.
42
Рисунок 1.5 – Нейросетевая модель
На вход НЭ подается управляющий сигнал U(подача) и его
задержанное на один такт значение, а также задержанный на один такт
сигнал ΔY = R – Y, где R–начальная установка, Y–контролируемый сигнал
объекта (приращение тока двигателя шпинделя). НЭ обучается на объекте
управления; при этом ошибка сети вычисляется как разность между
выходным сигналом НЭ и отклонением ΔY реального сигнала от заданного
значения.
Управление подачей осуществляется НК. На входе НК подается
сигнал
ΔY, представляющий собой отклонение приращения тока от
заданного значения, а также задержанное на один такт значение отклонения.
В процессе работы происходит непрерывное обучение НЭ, а также
формируется обучающая и тестовая выборки. В случае возрастания ошибки
управления,
оцениваемой
по
среднеквадратичному
критерию,
инициализируется процедура адаптации. При этом веса НЭ фиксируются и
начинается обучение НК по накопленной на данный момент обучающей
выборке. В случае удачного обучения происходит замена старого НК на
новый. Для коррекции контроллера обе нейросетевые компоненты (НК и НЭ)
рассматриваются соответственно как переменная и постоянная части
43
многослойной нейронной сети (рис. 1.6). Для обучения нейросетевых
компонент применяется алгоритм обратного распределения ошибки.
Рисунок 1.6 – Нейроконтроллер и нейроэмулятор
НЭ кроме как для обучения НК может быть использован для
прогнозирования параметров технологического процесса в сложных случаях,
например, при резании труднообрабатываемых материалов.
1.4.2. Управление на основе экспертных систем
Известное количество публикаций по применению ИС в системах
управления технологическими объектами в машиностроении, в частности, в
металлообработке,
не
позволяют
систематизировать
накопленный
разработчиками данного направления опыт создания таких систем. В
частности это объясняется сложностью тех задач, которые необходимо
решать посредством ИС, а также уровнем развития теоретического,
языкового, программно-аппаратного базиса, который лишь в настоящее
время позволил начать практическую разработку этой области применения
ИС [33].
К
задачам,
имеющим
известную
сложность,
относится
прогнозирование результата обработки поверхностей деталей по точностным
44
параметрам в зависимости от принимаемых ИС решений при планировании
действий технологической системы.
Основой для построения прогнозирующей системы служит сочетание
двух методов. Один наиболее очевидный, но имеющий известные трудности
информационного обеспечения и накладывающий ограничения на работу в
режиме реального времени – статистический метод прогнозирования (на
основе анализа временных последовательностей в виде экспоненциального
сглаживания
для
выявления
тренда
или
ассоциативный
метод
множественной регрессии).
Другой — метод, основанный на технике прогнозирования в виде
базы знаний (БЗ) и мнениях экспертов, реализованной в виде экспертной
системы
(ЭС).
Последняя
охватывает
сущность
качественного
прогнозирования, опирающегося на использование знания, полученного из
опыта, фактов и эвристик. ЭС пополняется в процессе функционирования, в
том числе в режиме обучения.
Прогноз
предопределение
в
рассматриваемом
действий,
предсказание
контексте
подразумевает
поведения
технологической
системы – ситуации на будущем шаге и предсказание результата в
сопоставлении с конечной целью реализации.
Прогнозирующее действие описывается, например, следующим
простейшим аргументом. Если объект (в данном случае индивидуум
обработки) находится в ситуации А' и мы желаем получить результат Bi, то
система находит в памяти такое событие
Di
Ai Bi , что A Bi ,
то есть принимается версия, что действие Di (с возможной некоторой
коррекцией на координационном уровне) приводит к результату B i и в
ситуации A'.
45
Если же результат действия Di не соответствует заданным критериям
цели, то, найдя Bi, отыскивается факт
Di 1
Ai 1 Bi 1 ,
такой,
что
BiAi+1
и
считается,
что
Bi+1
—
результат
последовательности действий Di, Di+1 или их сочетания. Процедура прогноза,
таким образом, строится на предсказании будущего на основе прошлого
опыта [34]. Эта процедура основана на простой эвристике: если при
удовлетворении ряда условий определенное действие привело к какому-то
результату в прошлом, то и в будущем, при выполнении тех же условий оно
приведет к тому же результату. При обобщении ситуаций и коррекции
перечня действий, алгоритмов и математических моделей движений в
соответствии со спецификой решаемой задачи, начальной ситуации и
желаемого результата, имеем
D, E , F
A B,
где A, B, D – множества исходных, конечных ситуаций и альтернатив
действий с алгоритмами F и моделями E.
Специфика рассматриваемой предметной области, заключается в
следующем.
Параметры A исходной информации об объекте, над которым
осуществляется процесс преобразования в целевое состояние, а также о
ряде объектов технологической системы С, выполняющих этот процесс,
составляют множества «нечётких» многомерных пространств векторов
параметров объекта.
Параметры информации Ai, где i=1,…,n, оцениваемые в ходе
конкретной реализации процесса (и/или между его стадиями) над
субъектами и выполняемого субъектами конкретной технологической
системы
Cj, где j=1,…,m, составляют множества многомерных
46
пространств векторов «уточнённых» параметров субъектов – Wai и Wcj
соответственно.
Конкретный процесс имеет нестационарный стохастический
характер, что относится как к изменениям множества Ai, так и к
множеству (или ряду подмножеств) Cj.
Планирование движений рабочих органов и управление
режимами обработки производится на базе вероятностного оценивания
векторов параметров множеств Wai и Wcj.
Входная информация содержит программу движений, построенную с
учетом набора критических значений параметров объектов A и C, а не
субъектов Ai и Cj, т.е. при сочетании неблагоприятных условий процесса.
В субъекте Cj осуществляется управление движениями имеющихся в
системе элементов без введения дополнительных.
Основой для прогнозирования служит информация, которую условно
можно разделить на 3 части [35]:
1) данные
информации
о
точностных
и
других
параметрах
технологической системы в целом и ее индивидуальных подсистем к началу
этапа движения на планируемом шаге;
2) данные о планируемых действиях, режимах, нагрузках и др. при
осуществлении указанного этапа;
3) априорные данные совокупности решений из приобретенного
опыта подобных действий.
Естественно, что конкретную реализацию действий можно трактовать
в целом как случайный процесс, т.к. исходные данные имеют нечеткий
вероятностный характер, а сам технологический процесс резания и
компоненты системы обладают случайной изменчивостью. По сути,
принятие
прогностического
решения
представляет
собой
сочетание
формализации опыта и индивидуальных представлений экспертов, в том
числе опытных операторов и наладчиков, с современными достижениями в
47
области получения сенсорной и диагностической информации и методов
осуществления точных движений.
Априорная информация о состоянии технологической системы до
начала обработки, в том числе о погрешностях, вносимых ее компонентами,
используется совместно с текущей информацией, полученной в процессе
обработки
и/или
в
интервале
времени
между
последовательными
переходами. На основании анализа совокупности информации о системе, их
взаимной
обусловленности
поведение
системы
прогнозирующей
на
экстраполируется
последующих
системы
в
режиме
(в
шагах.
«нечётком»
Здесь
самообучения
при
смысле)
работе
используется
информационная связанность выборок при обработке других деталей, в
первую очередь деталей той же серии. Для последующих шагов (шага) на
этой базе планируется совокупность программно изменяемых условий
проведения проходов с оценкой точностных характеристик результата как
цели реализации процесса.
1.5. Цель и задачи работы
В результате проведённого анализа состояния вопроса установлено
следующее:
1)
В
проблеме
повышения
точности
обработки
деталей
на
металлорежущих станках внимание специалистов сосредоточено на двух
аспектах [36]:
Анализ причин, вызывающих погрешности, и их устранение в
процессе конструирования и изготовления станков;
Синтез методов учета составляющих погрешностей и методов
управления процессом обработки, обеспечивающих заданную точность.
Несмотря на значительное количество исследований, выполненных по
этой проблеме, актуальность продолжения исследовательских работ в этом
48
направлении не ослабевает в связи с востребованностью
значимости
их
технологического
результатов
процесса
Стохастичность
[37-39].
обработки,
и повышением
изменение
протекания
внешних
условий,
погрешности положений рабочих органов станка, состояние заготовки и
режущей части инструмента, отсутствие возможности получения достаточно
точной информации о положении вершины инструмента относительно
заготовки и пр. вносят неопределенность, существенно затрудняя оценку и
прогнозирование точности обработки с помощью известных математических
моделей. Сами модели, являясь нелинейными, недетерминированными
имеют
большое
количество
переменных
и
параметров,
требующих
постоянного измерения в процессе обработки; измерение отдельных
переменных и определение их влияния на погрешности обработки
поверхностей аналитическими методами в условиях реального производства
сильно затруднено или недостижимо [38].
При традиционных системах управления станками стохастичность
протекания самого технологического процесса, изменение внешних условий,
погрешности
исходных
и
текущих
положений
рабочих
органов
и
инструмента, состояние заготовки и режущей части инструмента, отсутствие
возможности получения достаточно точной информации о положении
вершины
инструмента
относительно
заготовки
и
др.
вносят
неопределенность в формирование управлений рабочими органами станка.
Применение методов и алгоритмов интеллектуального управления
станком позволит сформировать оценки складывающейся ситуации, в том
числе, оценку состояния обрабатывающей системы и оценку достижимых
параметров качества изготавливаемой детали, а также сделать правильный
выбор из альтернативных вариантов управлений [40]. Это открывает
возможности современного подхода к проблеме обеспечения точности
обработки на основе динамической самообучаемости и интеллектуальной
настройки системы управления станка в процессе обработки каждой детали.
49
Использование алгоритмов искусственного интеллекта открывает
возможности современного подхода к проблеме обеспечения точности
обработки и основывается на принципе динамической самообучаемости и
приспособляемости системы управления станка к реальным условиям.
2) Документирование мехатронных технологических объектов.
В сложившейся системе документального сопровождения станков и
другого
технологического
паспортизация.
оборудования
основную
роль
играет
Паспорт - это технологический документ, содержащий
сведения об основном назначении и применимости оборудования, которые
определяют области его рационального использования. Например, в паспорте
станка или прилагаемой к нему сопроводительной документации приводятся
его кинематическая схема,
перечень и характеристика применяемых
инструментов и приспособлений, характеристика системы управления,
электрическая схема привода и др. данные.
К недостаткам существующей системы ведения паспортной и другой
документальной информации станочного оборудования относятся:
Отсутствие
возможности
организованного
документооборота
по
станочному парку предприятия.
Практически полное отсутствие информационного обмена данными,
содержащими результаты испытаний на геометрическую точность
станков и точность обработки образцов изделий. Такие данные должны
содержаться в сопроводительной документации в соответствии с
существующими
ГОСТ, устанавливающими показатели качества
станков и методы испытаний (контроля) для их определения, в том
числе, ГОСТ 8-82, ГОСТ 27843-2006 и др.
Невозможность оперативного поиска данных по каждому станку из-за
отсутствия в электронном виде паспортной и другой документальной
информации.
50
Специфические
особенности,
точностные
и
динамические
характеристики, которыми обладает каждый станок, зачастую не включаются
в паспорт и не учитываются при программировании обработки. Для
устранения таких недостатков при эксплуатации наукоемкого оборудования
всё большее применение получают интерактивные электронные руководства,
позволяющие осуществлять
накопление и обмен информацией на всех
стадиях жизненного цикла технологического объекта.
Для решения подобных задач при эксплуатации наукоемкого
оборудования
электронные
всё
большее
технические
применение
руководства,
получают
интерактивные
позволяющие
осуществлять
накопление и обмен информацией на всех стадиях жизненного цикла
каждого конкретного технологического объекта.
3)PLM-подход.
PLM-подход
это
организационно-техническая
система,
обеспечивающая управление всей информацией об изделии и связанных с
ним процессах на протяжении всего его жизненного цикла, начиная с
проектирования и производства до снятия с эксплуатации. К таким изделиям
относятся сложные технические объекты, например корабли и автомобили,
самолёты и ракеты, различные
машины и др. Информация об объекте,
содержащаяся в системе PLM является цифровым макетом этого объекта.
Сам термин «управление жизненным циклом изделия» появился как
результат почти двадцатилетней эволюции соответствующих технологий. В
последние годы система сформировалась и постоянно расширяется как по
степени охвата, так и по мощности предлагаемых решений. Система PLM
ныне используется для решения задач:
создание интеллектуальной базы знаний и информации, относящихся к
изделию – техническому объекту;
управление этими составляющими;
51
адресное использование знаний и информации на протяжении всего
жизненного цикла изделия.
Среди областей применения PLM важными для мехатронных
технологических объектов и прежде всего для металлорежущих станков
является управление интеграцией электронных устройств и программного
обеспечения,
управление
управление
техническими
моделированием
структурированной
в
и
PLM-среде
пр.
характеристиками,
Подготовка
гарантирует
ее
анализ
и
информации
в
доступность
и
управляемость на всем протяжении жизненного цикла [41]. Интерактивные
электронные технические руководства для станков помогут решать задачи
такого рода с большим эффектом.
Исходя из перечисленных выше результатов анализа вопроса, цель и
задачи настоящей работы можно сформулировать следующим образом.
Целью данной работы является проектирование информационной
системы интеллектуального электронного технического документирования
(ИЭТД)
мехатронного
технологического
оборудования,
в
частности
металлорежущих станков, и повышение точности обработки деталей на
станках с процессорным управлением путем применения интеллектуальных
методов анализа данных и управления жизненным циклом изделия.
Для достижения этой цели были сформулированы следующие задачи
диссертационного исследования:
1. Обеспечить возможность повышения точности обработки деталей на
станках с процессорным управлением путем применения корректирующих
коэффициентов, полученных путем применения методов интеллектуального
анализа данных.
2. Проиллюстрировать
целесообразность
методики
повышения
ИЭТД
для
и
точности
актуальность
обработки
применения
на
примере
многооперационных станков.
52
3. Разработать
структуру
системы
интеллектуального
электронного
технического документирования металлорежущих станков с ЧПУ как
мехатронных систем. Система документирования включает в себя ИСУ с
применением методов ИАД, для обеспечения возможности повышения
качества обработки на станках и эффективной поддержки жизненного цикла.
4. Разработать алгоритм функционирования интеллектуальной системы
управления многооперационными станками.
5. Разработать программную и аппаратную инфраструктуры системы ИЭТД
станка.
6. Определить,
описать,
обосновать
и
применить
методы
ИАД,
способствующие повышению точности обработки.
7. Выявить требования к методам ИАД, работающим в составе системы
ИЭТД станка.
8. Разработать модульную структуру оболочки системы ИЭТД станка,
позволяющую использовать функции ИАД на разных уровнях управления
(например, стратегическом, аналитическом, исполнительном, и т.д.), а также
обеспечивающую легкую масштабируемость системы и возможность
изменения модулей или подключаемых баз данных для потенциального
использования системы в смежных предметных областях технологических
мехатронных систем.
9. Сформировать варианты базы данных (БД)
представляющие
собой
систему
знаний
и базы знаний (БЗ),
(СЗ)
для
обеспечения
функционирования системы ИЭТД.
10. Разработать механизм вывода и модификации правил СЗ, который
позволил бы изменять их быстро и без необходимости переработки системы
в целом.
11. Экспериментально
показать
эффективность
работы
созданной
интеллектуальной системы управления.
53
Глава 2. ПРИНЦИПЫ ПОСТРОЕНИЯ ИНТЕЛЛЕКТУАЛЬНОЙ
ЭЛЕКТРОННОЙ ДОКУМЕНТАЦИИ ТЕХНОЛОГИЧЕСКОГО
МЕХАТРОННОГО ОБЪЕКТА
2.1. Подход к управлению точностью обработки
Управление точностью можно осуществлять
по любому из
признаков геометрических параметров или по их комбинации. Примером
может служить показатель точности формы детали в ее поперечном
сечении, в качестве которого принимают наибольшее отклонение
реального профиля от прилегающей геометрической линии, заданной
чертежом (для деталей цилиндрической формы это окружность).
Погрешности формы во многих случаях оказываются соизмеримыми с
отклонениями размеров [39]. Это обстоятельство делает целесообразным
рассмотрение погрешностей
обработки
цилиндрической
отклонений текущего размера r(φ,x)от радиуса r0=const
детали
как
цилиндра, не
имеющего отклонений геометрических параметров
Δr∙r(φ,x)=r0 –r∙r(φ,x),
где φ— угловая координата
(полярный угол); х — координата,
направленная вдоль оси цилиндра.
Вероятностной моделью отклонений текущего размера r(φ,x)от
идеального цилиндра с радиусом r0 является случайное двухразмерное поле
неровностей поверхности обработанных деталей (случайная функция двух
независимых
координат
х
и
φ).
Поверхность
каждой
отдельной
(цилиндрической) детали можно рассматривать как двухразмерную
реализацию указанного поля.
Для того чтобы изготовленная деталь удовлетворяла заданным
требованиям по точности, значения текущего радиуса должны оставаться
внутри
объема,
ограниченного
цилиндрическими
поверхностями
минимального и максимального допускаемых радиусов. Вероятность этого
54
при устойчивом законе распределения неровностей связана с дисперсией
неровностей и их математическим ожиданием.
Поэтому
основная
цель
управления
точностью
обработки
в
большинстве случаев состоит в уменьшении дисперсии неровностей детали.
При
этом используются результаты прямого или косвенного измерения
значений факторов, порождающих неровности поверхности.
Формирование критериев точности формы и размера возможно на
основе использования показателя отклонения текущего размера. Для детали
отклонения текущего размера поверхности определяется как сумма слагаемых
Δr(φ,x)=r(̃ φ,x)+ ŕ(φ,x),
(2.1)
где r(̃ φ,x) – низкочастотная составляющая неровностей поверхности детали;
ŕ(φ,x)– отклонения неровностей от низкочастотной составляющей.
Обычно
при
аппроксимации
ограничиваются
первыми
двумя
гармониками [40]. При этом отклонения ŕ(φ,x)от аппроксимирующего
полинома
оказывается
возможным
рассматривать
как
реализацию
однородного случайного поля со средним значением M{ŕ(φ,x)},равным
нулю, и выборочной дисперсией, которую обозначим через σŕ2.
Среднее по множеству значений неровностей поверхности, исходя из
(2.1) может быть приведено к виду:
M{Δr(φ,x)} ≈ r(̃ φ,x).
Средний квадрат отклонений текущего размера:
σΔr2= σ r ̃ 2+[M{Δr(φ,x)}]2+ σŕ2.
(2.2)
Выражение (2.2) в общем виде характеризует точность конкретной
поверхности детали.
Будем считать, что совокупность возмущающих
факторов порождает входные переменные. Перечень входных переменных
должен быть практически целесообразным, т. е. включать важнейшие
факторы, оказывающие наиболее существенное влияние на точность
обработки [42]. Это требование вытекает из того, что при моделировании
необходимо абстрагироваться от влияния несущественных факторов;
модель должна быть простой и наглядной. Факторы, характеризующие
55
погрешности обработанной детали, определяют выходные переменные
технологического процесса.
В связи со стохастической природой входных и выходных переменных
они рассматриваются как случайные величины или случайные функции.
При построении статической модели процесса обычно ограничиваются
рассмотрением входных и выходных переменных как случайных величин, а
при построении динамической модели — как случайных функций. Если
одну из выходных переменных обозначить через Y, принимая ее как
случайную величину, а входные переменные, которые также являются
случайными величинами, обозначить через Х1, Х2, . . .,Хп, то уравнение
связи для статической модели
Y = f(Х1, Х2, . . .,Хп)
дает возможность определить Yв зависимости от фиксированных значений
Х1, Х2, . . .,Хп.
Для
динамической
модели
входная
и
выходная
переменные
рассматриваются как случайные функции, которые обозначим Y(t)—
выходная случайная функция, а Х 1 (s),Х 2 (s), . . .,Хп(s)— входные
случайные функции. Тогда уравнение связи для динамической модели
имеет вид
Y(t) = F (Х1 (s),Х2(s), . . ., Хп(s)),s S,
т. е. в этом случае устанавливается связь выходной переменной для
любого значения аргумента со значениями входных переменных для всей
области S их изменения.
Очевидно, что статическую модель можно рассматривать как частный
случай динамической модели при фиксированных значениях аргументов tи
S. Далее, в связи с тем, что при построении стохастической модели
практически не представляется возможным учесть все возможные факторы,
влияющие на выходную переменную, уравнения связи для Y и Y(t)
понимают как вероятностные, а не детерминированные, т. е. считают, что
56
эти соотношения устанавливаются для числовых характеристик или законов
распределения Yили Y(t).
Соответствие между входными X(s) и выходной Y(t)
устанавливаемое
оператором
Аt,
может
быть
записано
функциями,
сокращенно
следующим образом:
Y(t) = A t X(s).
(2.3)
Под построением динамической модели одномерного технологического
процесса понимают нахождение оператора, ставящего в соответствие входную X(s)и выходную Y(t) функции ТСС. При этом существенно, что при
идентификации оператор AtТСС в формуле (1.3) находится, по результатам
измерений
X(s)иY(t),полученным
в
процессе
нормального
функционирования ТСС. Результаты измерений X*(s) и Y*(t)рассматривают
как реализацию случайных функций X(s)и Y(t). По реализациям X*(s) и
Y*(t)ставится задача определения не самого оператора Аt, а его оценки А*t,
которая и используется в качестве характеристики неизвестного истинного
оператора Аt.
Оператор A*tустанавливает связь между входом X*(s) и выходом Y* (s)
модели:
Y*(t) =A* t Х *(s).
(2.4)
Очевидно, что при построении модели, т. е. при определении A* t ,
естественно потребовать близости A* t к истинному оператору Аtв том
смысле, чтобы выход модели Y* (t) был близок к выходу объекта
технологического преобразования Y(t).
Оператор A*t характеризует в целом преобразующую систему
индивидуальной технологической системы станка. В процессе обработки
эта преобразующая система может быть представлена следующими
подсистемами: заготовки, инструмента и производящих движений рабочих
органов станка. Погрешности, вносимые подсистемой производящих
движений, характеризуются совокупностью погрешностей движений
57
рабочих органов станка, используемых для получения образующей и
направляющей обрабатываемой поверхности детали.
При обработке деталей динамические характеристики изменяются в
связи с изменениями условий ведения процесса, износом станков и оснастки,
нагревом, изменениями жесткости, внешней среды и т. д.
Решение задач и
управления точностью на базе динамических моделей может принести максимальную пользу в случае, когда получение
и обработка информации,
необходимой для построения модели, а также решение задач на базе
построенной модели будет осуществляться оперативно.
При управлении точностью используются результаты прямого или
косвенного измерения значений факторов, порождающих погрешности
обработки
поверхности.
Поэтому
можно
говорить
о
том,
что
в
статистическом смысле задача управления точностью обработки сводится к
задаче перехода от наблюдаемого распределения погрешностей при
отсутствии управления Y*(t)к их условному распределению при выбранном
управлении Yc(t).
Yc(t)=Act X*(s), {Yc(t) ≤Yдоп },
(2.5)
где Act- оператор преобразования, получаемый при управлении
точностью, Yдоп—погрешность, определяемая допустимыми отклонениями
размеров и формы обрабатываемой поверхности по техническим условиям.
При этом дисперсия Yc(t) остаточных погрешностей (неровностей поверхности) в зависимости (2.5) определяет достижимую в результате
управления точность обработки.
Для оценки качества управления по набору реализаций случайного
процесса, называемого ансамблем, целесообразно определение следующих
коэффициентов:
коэффициента точности процесса обработки как отношения поля
допуска к размаху варьирования для наблюдаемого размера;
58
коэффициента настройки процесса как отношения величины
смещения центра настройки от среднего значения наблюдаемого размера к
полю допуска, определяемого обычно в процентах.
При первичном обучении ИСУ и накоплении опыта целесообразно
руководствоваться известными методиками и стандартами, в том числе [43,
44, 45]. В типовой ситуации, которая при этом возникает, количество
экспериментальных данных ограничено и могут приниматься допущения, в
том
числе,
что
корреляция
между
отдельными
составляющими
погрешностей отсутствует, функции распределения переменных влияющих
факторов принимаются нормальными.
2.2. Система документального сопровождения технологического
оборудования
Электронное представление информации о сложном техническом
объекте стало нормой на мировом рынке высокотехнологичной продукции.
Применение
технической
интерактивных
и
электронных
эксплуатационной
технических
документации,
руководств,
обучающих
систем
становится нормой в современных условиях. Наиболее перспективным
направлением при этом является наделение информационной среды
сопровождения
сложных
технических
объектов
интеллектуальными
возможностями.
Предлагаемый
подход
основывается
на
следующих
базовых
концептуальных положениях. Для информационной и интеллектуальной
поддержки управления процессами при обработке деталей и в целом для
сопровождения в жизненном цикле металлорежущие станки наделяются
системой знаний (СЗ) о своих особенностях. Имеется в виду, что каждый
станок-индивидуум, имеет отличительные характеристики не только среди
станков других типоразмеров, но и среди станков того же типоразмера по
59
действительной
геометрической
точности,
жесткости,
динамическим
характеристикам и пр.
СЗ станка в виде интеллектуального узла или блока УЧПУ создается
для планирования и программирования процесса обработки. Планирование
предполагает обеспечение экономически эффективной обработки при
условии удовлетворения конструкторских требований к точности детали.
Обеспечение заданной точности обработки основывается на использовании
технологии искусственного интеллекта, в том числе метода, представленного
в работе [46],– Generalized Knowledge Mining for Technological System
(GKMTS) – «Обнаружение обобщенных знаний для технологической
системы».
Подход предусматривает создание для каждой единицы мехатронного
технологического
оборудования
интеллектуального
электронной технической документации
интерактивной
(ИЭТД), включение в ее состав
интеллектуального обеспечения - СЗ для принятия решений по управлению,
в том числе, с учетом индивидуальных особенностей конкретного объекта. А
интерактивность предполагает такой принцип организации составляющих
системы технической документации, при котором цель достигается
информационным обменом между элементами этой системы, в том числе,
между ИЭТД и системой управления объектом.
Это дает возможность использования СЗ, формализуемой
разработанной
документации,
и
возможность
интеграции
ИЭТД
в
в
информационную инфраструктуру станка и технологическую систему
предприятия. Таким путем создается база для накопления и обмена
информацией на всех стадиях жизненного цикла, включая обслуживание,
ремонт станков.
60
2.3. Системная архитектура интеллектуальной электронной технической
документации мехатронного технологического объекта
Как было сказано ранее, для решения задач информационного
обеспечения
интеллектуального
документирования станков
интерактивного
электронного
предлагается создание для каждой единицы
оборудования интеллектуальной электронной технической документации в
системе PLM. Архитектура ИЭТД состоит из двух частей – базовой,
содержащей
основную
техническую
информацию
объекта,
и
интеллектуальной надстройки с СЗ и интерфейсами связей с УЧПУ и
оператором (рис.2.1). Кратко остановимся на содержании каждой из частей.
Рисунок 2.1 —Источники информации в ИЭТД
Базовая
техническая
информация
содержит
регистрационные
документы, совокупность руководств по станку, протоколы приемосдаточных испытаний и пр. В состав регистрационных документов, как и
обычно представляемых заказчику, входит паспорт станка. Это документ с
идентификационным
номером
и
наименованием
станка,
содержащий
сведения, удостоверяющие гарантии изготовителя, значения основных
61
параметров и характеристик (свойств) станка, а также сведения о
сертификации и утилизации. В число других документов входят:
• сведения о гарантийном обслуживании производителем,
• сведения о капитальных ремонтах, техническом обслуживании и пр.,
• специальные эксплуатационные инструкции,
• другая необходимая информация по станку.
Базовая часть включает также следующие руководства:
по транспортировке и установке станка,
по эксплуатации станка,
по УЧПУ и программированию на станке,
по сервисному обслуживанию.
Важными документами базовой части являются протоколы приемо-
сдаточных и других испытаний станка. Они обычно представляют собой
результаты
экспериментальных
исследований
его
характеристик
и
показателей, определяющих возможности станка. При этом применяются
современные метрологические средства и регистрирующая аппаратура.
Используются
такие
методы
испытания
станков,
как
оценка
их
виброустойчивости, тепловых деформаций, жесткости, геометрической и
кинематической точности.
Целесообразно чтобы в эту часть базовых документов включались
протоколы аналогичных испытаний на заводе-потребителе при установке,
обслуживании и ремонте станка. Следует отметить, что для оценки
показателей станка на заводе-изготовителе сдаваемый образец обычно
приводится в состояние более качественное, чем серийный станок при
средних условиях эксплуатации, и поэтому информация о его параметрах
может быть значительно искажена в сторону более высоких оценок [47]. А
в ИЭТД должны быть включены данные, используемые в дальнейшем в СЗ
станка.
К базовой части относятся также сведения об отказах и проводимых
ремонтах; сведения об обследованиях станка и модернизации; результаты
62
освидетельствования станка и технико-экономические показатели. Кроме
того, предполагается автоматический учет
наработки станка и прогноз
ремонтных работ.
В электронном паспорте станка целесообразно включение перечня и
характеристик
применяемых
инструментов
и
приспособлений,
характеристики системы управления, электрических схем и др. данных.
Главный результат применения электронного представления этой базовой
части паспорта - организация легкого, оперативного, эффективного и
территориально-распределенного доступа к данным. С помощью него
создается единая база данных, содержащая полную информацию об
оборудовании. Для поиска и работы с информационной документацией не
потребуется пользоваться сложно организованными бумажными архивами и
постоянно
возвращаться
профилактических
к
ним
работ.
во
Поэтому
время
выполнения
эффективность
плановоработы
эксплуатационного персонала возрастает как минимум на 20% (по
зарубежным оценкам). Это важно в связи с тем, что мероприятия по
совершенствованию технологии и интенсификации режимов обработки
требуют
систематического
пересмотра паспортных
данных.
Поэтому
корректировка паспорта проводится частично на месте установки станка,
данные уточняются после капитального ремонта и модернизации.
Первая базовая часть ИЭТД станка функционально реализуется как
интегрированная
база
данных,
представляющая
собой
совокупность
графической, текстовой и табличной информации.
Вторая часть представляет собой интеллектуальную надстройку с СЗ и
интерфейсами связей. В ее составе:
информация об индивидуальных свойствах станка, основанная на
результатах приемо-сдаточных и других испытаний;
система знаний станка-индивидуума (собственная система знаний);
интерфейсы связи ИЭТД с УЧПУ и операторами.
63
Знания индивидуальных свойств станка служат информационной и
интеллектуальной
поддержкой
организации
и
управления
процессом
обработки на станке (а, в целом, и эксплуатации станка, включая
обслуживание и ремонт).
Основной
информацией,
характеризующей
индивидуальные
особенности станка, являются сведения по параметрам и свойствам,
влияющим на точность обработки деталей и эффективность обработки.
В собственную СЗ
станка кроме базы
знаний по
факторам
погрешностей входят совокупности правил принятия решений по различным
ситуациям в обработке, видам обработки и требуемым параметрам точности
готовой детали. Оценка ситуации и принятие решений выполняется
многоуровневой интеллектуальной системой управления [48]. Программа
синтеза решений по количеству и параметрам проходов определяется исходя
из наследуемых и оперативных данных и знаний. В функции этой системы
управления входят прогнозирование точности обработки, принятие решений
и программы действий, сопоставление прогнозов с результатами обработки
деталей и накопление знаний.
Связи между ИЭТД и УЧПУ станка предусматривают возможность
использования принимаемых ИСУ решений для составления или коррекции
управляющей программы, а также пополнения базы данных (БД) и базы
знаний (БЗ). Связь с операторами обеспечивает доступ к ИЭТД станка через
информационную сеть предприятия. Кроме того, должны быть решены
вопросы передачи устанавливаемой на компьютерную систему конечного
пользователя управляющей системы и обеспечение удаленного доступа к
данным ИЭТД, скомплектованным разработчиком (по ГОСТ 2.601-2006
ЕСКД – эксплуатационные документы) [49].
64
2.4. Кодирование модулей данных электронной эксплуатационной документации
2.4.1. Понятие модуля данных
Согласно последним требованиям стандартов РФ, хранение технической эксплуатационной документации в электронном виде, должно соответствовать требованиям ЕСКД ГОСТ 2.601-2006г. п. 1.1 - для электронной документации на изделия с многоступенчатой системой деления на составные
части устанавливают систему нумерации и кодирования структурных элементов. Модуль данных (МД) - совокупность взаимосвязанных технических
сведений, относящихся к определенной тематике, не подлежащая делению
на составные части. Типовым МД является, например: техническое описание
простого
узла
в
изделии,
регламент
технического
обслуживания,
подсистемы или агрегата, технологическая карта и т.д. МД обязательно
должен содержать атрибутивную часть и содержательную (технические
сведения). Обязательным условием разработки электронных руководств
является введение механизмов специального кодирования модулей данных.
Любому модулю данных, входящему в состав технической документации,
присваивается специальный информационный код. В соответствии с
международной спецификацией AC.1.1.1000DR-2007 код модуля данных
включает в себя:
• Ml- идентификационный код модели изделия - условное обозначение
типа изделия;
• SDC— отличительный код системы - код конфигурации изделия (в
случае, если возможен выпуск изделия в разных конфигурациях, это
поле указывает, для какой конфигурации применим модуль данных);
• SNS- код стандартной системы классификации и кодирования моду-
лей данных;
65
• DC- код демонтажа — используется для идентификации составных
частей сборочных единиц, к которым применяется информация по
техническому обслуживанию;
• DCV- вариант кода демонтажа - данный код обозначает альтернатив-
ные составные части сборочных единиц;
• 1С - информационный код - данный код используется для указания
типа информации, содержащейся в модуле данных;
• ICV- вариант информационного кода - данный код используется для
уточнения типа информации в модуле данных;
• ILC- код расположения изделия - данный код определяет место вы-
полнения работ по обслуживанию компонента изделия, к которому
относиться модуль данных (на изделии, в лаборатории, на испытательном стенде).
Приведенные в нормативно - техническом документе «International
specification for technical publications» AC.l.1.1000DR-2007 сопровождаемые
коды стандартной системы классификации и кодирования модулей данных
(SNS) артиллеристских систем, средств связи общего назначения, летательных аппаратов, морских транспортных судов, систем навигации и т.д., не в
полной мере подходят для разработки
интерактивных электронных
технических руководств (ИЭТР) машиностроительного технологического
оборудования [50].
Конечным
решением
кодирования
МД
является
разработка
стандартной системы классификации и кодирования (SNS) модулей
данных и структуры кода модулей данных, разрабатываемых с учетом всех
модификаций изделий [51].
66
2.4.2. Актуальность разработки модулей данных
МД
обязательно
должен
содержать
атрибутивную
часть
и
содержательную (технические сведения). Обязательным условием является
создание перечня действующих МД, перечень внесенных изменений,
перечни
сокращений,
терминов,
символов,
нормативные
ссылки,
содержание. Перечень МД является модулем данных. Тип электронного
документа,
который
формирует
техническое
описание
системы/подсистемы/агрегата (блок или узел). Описательный модуль
данных предназначен для изложения следующей информации [52]:
• сведений об устройстве изделия;
• сведения об основных принципах работы изделия;
• сведения
об
основных
тактико-технических
характеристиках
комплекса;
• сведения о мерах безопасности и предостережения при работе с
опасными составными частями;
• диаграммы показателей работы, схемы, иллюстрации различных
узлов, блоков, механизмов и т.п.;
Для формирования описательных модулей данных используются
следующие программные возможности:
• текстовые блоки-абзацы, заголовки;
• специальные
блоки
—
«Внимание»,
«Предупреждение»,
«Примечание»;
• нумерованные и маркированные списки;
• цифровые фото, иллюстрации с выносками;
• таблицы с заголовками;
• перекрёстные и внешние ссылки;
• специальные символы (пиктограммы);
• аудио и видео заставки;
67
• ЗD-модели, мультимедиа;
• подготовка к печати, печать эксплуатационной документации.
При помощи атрибутивной части МД система управления БД обеспечивает: формирование комплекта публикаций для различных конфигураций; управление изменениями в документации; управление версиями документации; подготовку документации на разных языках; контроль качества
документации; формирование отчетной документации [53,54].
При разработке ИЭРТ обязательно применяется аппарат ссылок.
Любой МД может содержать в себе ссылки двух видов: внешние ссылки
на другие МД; внутренние ссылки между элементами описательной
части.
Использование БД и механизма ссылок позволяет избежать дублирования многократно используемой информации. Все модули данных,
согласно ГОСТ и стандарта предприятия, является составными частями
ИЭТР. Данные в ИЭТР представлены таким образом, что пользователь
может получить быстрый доступ к информации.
ИЭТР содержит:
• справочную информацию;
• описательную информацию;
• аудио-видео данные;
• графическую информацию;
• предоставляет доступ к внешним источникам информации через
компьютерные сети.
ИЭТР применяют для решения следующих задач информационной
поддержки процессов эксплуатации:
• обучение персонала правилам эксплуатации;
68
• обеспечение справочным материалом об устройстве и принципах
его работы;
• обеспечение персонала справочным материалом, необходимым для
технического обслуживания и ремонта (состав ЗИП, набор инструментов,
наличие материала и его расположение нормы времени, квалификации
работника и т.д.);
• диагностика оборудования и его неисправности;
• автоматизированный заказ материалов и запасных частей;
• обмен данными между производителем и заказчиком.
Многие данные, включаемые в ИЭТР для решения перечисленных
задач, получают в процессе проведения анализа логистической поддержки
(АЛЛ).
При разработке ИЭТР вопрос стоимости и функциональности
является первым критерием в принятии решения: ИЭТР какого класса
необходим применительно к выпускаемому изделию.
Обязательным условием разработки электронных руководств по стандарту АЕСМА S1000D является введение механизмов специального кодирования модулей данных. Любому модулю данных, входящему в состав технической документации, присваивается специальный код. В состав кода входят
поля:
• Код системы изделия - условное обозначение типа изделия;
• Код конфигурации изделия - отличительный код системы (в случае,
если возможен выпуск изделия в разных конфигурациях, это поле указывает,
для какой конфигурации применим модуль данных). Как правило, поле
имеет один символ. Основная конфигурация (базовая) обозначается буквой
А, дополнительные В, С. и т.д. Используется когда две или более подсистемы могут быть установлены на изделие как альтернативы для выполнения
одной и той же функции (например: радиолокаторы выпущены и спроектированы разными поставщиками);
69
• Код стандартной системы нумерации, который разрабатывается
непосредственно применительно к изделиям авиационной промышленности
по
ГОСТ
18675-79
и
другим
изделиям
машиностроительной
промышленности по ГОСТ 2.601-95.
Информационный код однозначно идентифицирует, к какому типу
технических данных относится информация в модуле данных. Информационный код внутри делиться на три составляющих, где происходит детализация типа сведений (например: проверки).
Проверки, регламентированные группой кодов 280 (в рамках
стандарта S1000D):
281- плановые (порядок проведения профилактических проверок,
необходимых для поддержания системы/подсистемы/агрегата изделия в
рабочем состоянии с периодичностью, заданной производителем, указанной
в графике проверок);
282 - внеплановые проверки (порядок проведения профилактических
проверок, необходимых для поддержания системы/подсистемы/агрегата
изделия в рабочем состоянии с периодичностью, заданной производителем,
но не включены в график проверок);
283-специальные
регулярные
проверки
(порядок
проведения
профилактических и общих специальных проверок, необходимых для поддержания системы/подсистемы/агрегата изделия в рабочем состоянии с периодичностью, такой как наработки определенного количества часов, после
определенного количества выстрелов и т.д.);
284- специальные
нерегулярные проверки (порядок проведения
профилактических и общих специальных проверок, необходимых для поддержания системы/подсистемы/агрегата изделия в рабочем состоянии с периодичностью, которая возникает редко и которую невозможно включить в
70
график проверок - после нанесения внешних повреждений: механический
удар, электрический разряд и т.д.).
285-289- Не определено (другие виды проверок: например: после
боевых повреждений).
В соответствии с требованиями стандарта АЕСМА S1000D,
структура кода может меняться от 17 до 37 позиций. Сохраняя позиционное и буквенное соотношение, строим таблицу соотношений (таблица
2.1).
Таблица 2.1 – Таблица соотношения кодов
Наименование структуры кода Количество позиций, код аббревиатуры
Ml - идентификационный код
(код модели изделия)
SDC - код конфигурации
2-14 позиций, код аббревиатуры «Y»
SNS - стандартная система
нумерации:
делится внутри на три раздела:
СНР-глава/система
SEC-раздел/подсистема
SBJ -тема/агрегат
DC/DCV = DIC
Б1С-(сборка/конфигурация)
DC - код демонтажа
DCV - вариант кода демонтажа
1+(6 - 8) позиций
1 -4 позиций, код аббревиатуры «А»
1+2 позиции - код аббревиатуры «Y»
2(1+1) позиции - код аббревиатуры «X»
(2 - 4) позиции - код аббревиатуры «X»
2+(1-3) позиции
2 позиции - код аббревиатуры «У»
(1-3) позиция - код аббревиатуры «А»
IC/ICV=ICD=PC/SC/SC2/ICVIC 3+1 позиции
D- информационные коды и
определения:
1 позиция - код аббревиатуры «X»
PC-первичный код
1 позиция - код аббревиатуры «X»
SC- вторичный код
1 позиция - код аббревиатуры «X»
8С2-вторичный код
1 позиция - код аббревиатуры «А»
ICV- вариант информации
ILC - код расположения
1 позиция - код аббревиатуры «А»
элемента
DMC
Результирующее количество поз. 17-37
71
2.4.3. Моделирование хранилища и баз данных в IDEF стандартах
Хранилище данных является необходимой составляющей для базовой
части
системы
интеллектуального
электронного
документирования
технологических объектов. Ниже приведены IDEF0 диаграмма хранилища
данных (рисунок 2.2) ИЭП и ее декомпозиция (рисунок 2.3).
Рисунок 2.2 - IDEF0 диаграмма хранилища данных
Хранилище данных строится на базе клиент-серверной архитектуры,
реляционной СУБД и
утилит поддержки
принятия
решений.
Данные,
поступающие в хранилище данных, становятся доступны только для чтения.
Данные из промышленной OLTP-системы копируются в хранилище данных
таким образом, чтобы построение отчётов и OLAP-анализ не использовал
ресурсы промышленной системы и не нарушал её стабильность. Данные
72
загружаются в хранилище с определённой периодичностью, поэтому
актуальность данных несколько отстает от OLTP-системы.
Рисунок 2.3 - Декомпозиция IDEF0 диаграммы хранилища данных
Операции с данными:
1. Извлечение – перемещение информации от источников данных в
отдельную БД, приведение их к единому формату.
2. Преобразование – подготовка информации к хранению в
оптимальной форме для реализации запроса, необходимого для
принятия решений.
3. Загрузка – помещение данных в хранилище, производится
атомарно, путем добавления новых фактов или корректировкой
существующих.
4. Анализ – OLAP, Data Mining, Reporting и т.д.
73
5. Представление результатов анализа.
Далее представлена концептуальная модель связей в таблицах БД в
соответствии с методологией IDEF1. Данная методология применяется для
построения информационной модели, которая представляет структуру
информации, необходимой для поддержки функций производственной
системы или среды. Метод IDEF1 позволяет построить модель данных,
эквивалентную реляционной модели в третьей нормальной форме.
Рисунок 2.4 - Реляционная модель данных IDEF1 в БД наследуемых
параметров станка
Данная модель иллюстрирует информационные потоки внутри базы
данных и позволяет отображать и анализировать их структуру и взаимосвязи.
Данная база данных является тестовым примером наследуемых параметров
станка, описанных для многоцелевого обрабатывающего центра 2204ВМФ4.
Выводы
На
основе
сформулированной
методики
электронного
документирования многооперационных станков и приведенной архитектуры
интеллектуальной электронной технической документации в главе 3
разрабатывается система ИЭТД, отвечающая требованиям ГОСТ 18675-79,
74
ГОСТ 2.601-95 и стандарта AECMA S1000D, что обеспечивает высокую
степень ее интегрируемости в системы поддержки жизненного цикла изделия
и позволяет использовать большие массивы данных в таких средах, как XML
и SQL. Разработанная в IDEF стандартах модель хранилища данных
позволяет структурировать базы данных для системы ИЭТД таким образом,
чтобы они обладали высокой степенью масштабируемости и могли быть
подключены к системе знаний в масштабе реального времени.
Интеллектуальное электронное документирование и паспортизация
станков является важным этапом на пути создания единой среды
эксплуатации, программирования и обслуживания станков и другого
технологического оборудования на различных предприятиях и от различных
производителей. Это
средство построения информационной
системы
мониторинга эксплуатационных данных промышленного предприятия.
Кроме непосредственного повышения точности и производительности
за счет возможности прогнозирования и реализации наиболее рационального
использования технологического оборудования обеспечивается: управление
жизненным циклом изделия; возможность выполнения вычислительных
процедур, для технологических нужд и для определения остаточного ресурса
надежности оборудования; полная сохранность баз данных
и знаний
интеллектуальных электронных паспортов на сервере за счет организации
копирования
и
восстановления
информации;
обмен
информацией;
возможность организации выборки данных по любым наборам параметров
документальной информации и пр.
75
Глава 3. ИНТЕЛЛЕКТУАЛЬНАЯ СИСТЕМА УПРАВЛЕНИЯ
МЕХАТРОННЫМ ТЕХНОЛОГИЧЕСКИМ ОБЪЕКТОМ
3.1. Индивидуальная система знаний мехатронного технологического
объекта
Принципы построения индивидуальной системы знаний (СЗ) станка
как технологического мехатронного объекта на положения, описанные во
второй
главе
диссертации.
интеллектуальной
поддержки
Для
обеспечения
управления
информационной
технологическим
и
процессом
обработки и сопровождения в жизненном цикле металлорежущие станки
должны быть наделены системой знаний о своих особенностях, в том числе,
индивидуальных характеристиках, отличающих конкретный станок от себе
подобных. Имеется в виду, что каждый станок имеет отличительные
особенности не только среди станков других типоразмеров, но и среди
станков того же типоразмера по действительной геометрической точности,
жесткости, динамическим характеристикам и пр.
Подход
предусматривает
создание
для
каждой
единицы
мехатронного технологического оборудования системы интеллектуального
электронного
технического
возможность
использования
документирования
СЗ,
формализуемой
(ИЭТД).
в
Это
дает
разработанной
документации, и возможность интеграции электронного паспорта в
информационную инфраструктуру станка и технологической системы
предприятия. Таким путем создается информационное и интеллектуальное
обеспечение для управления процессом обработки на станке, для накопления
и обмена информацией на всех стадиях жизненного цикла, включая
обслуживание, ремонт.
Стохастичность
протекания
самого
технологического
процесса
обработки, изменения погрешности исходных и текущих положений рабочих
органов и инструмента, состояния заготовки и режущей части инструмента,
76
отсутствие возможности получения достаточно точной информации о
положении вершины инструмента относительно заготовки и пр. вносят
неопределенность,
существенно затрудняя моделирование с помощью
известных математических выражений. Велико число переменных и
параметров, измерение отдельных переменных и определение их влияния на
погрешности обработки поверхностей аналитическими методами сильно
затруднено или недостижимо.
Как было сказано, базовая техническая информация содержит
регистрационные документы, совокупность руководств по станку, протоколы
приемо-сдаточных
испытаний
и
освидетельствования
на
заводе,
эксплуатирующем станки. В результате этих испытаний ряд индивидуальных
параметров ТСС, необходимых для автоматического управления точностью
обработки, становятся априорно известными. Они составляют наследуемую
часть информационного обеспечения. К ним относятся данные об
отклонениях от плоскостности столов, непараллельность перемещения
суппортов
относительно
перпендикулярности
оси
шпинделя,
отклонениях
от
взаимной
направлений перемещений рабочих органов и пр.
Регламентированная часть наследуемой информации загружается в БД
второй части ИЭТД.
Множество факторов, или наблюдаемых входных воздействий X*(t),
влияющих на общую погрешность Y*(t), в зависимости от возможности
получения знаний о них может быть представлено в виде совокупности (3.1)
из «наследуемого» множества Н и «оперативного» множества О:
X* = (X*h, X*o),
X*h = ( xh1, xh2,…,xhm );
(3.1)
X*o = (xo1,xo2,…,xon).
Под наследуемым множеством X*h подразумевается совокупность m
факторов, знания о которых получают при приемо-сдаточных или тестовых
измерениях, а совокупность nфакторов, измеряемых непосредственно в
77
процессе обработки, отнесена к оперативному множествуX*o. Одна из причин
такого деления факторов заключается в ограниченной возможности
получения оперативной информации от средств контроля непосредственно в
процессе обработки детали. К оперативным факторам относятся, например,
ошибки перемещений, погрешность наименьших номинальных перемещений
рабочего
органа
при
последовательных
дискретных
перемещениях,
погрешности привода, изменяемые при рабочем ходе во время обработки и
др.
В собственную СЗ станка кроме БЗ по факторам погрешностей входят
совокупности правил принятия решений по различным ситуациям в
обработке, видам обработки и требуемым параметрам точности готовой
детали. Оценка ситуации и принятие решений выполняется многоуровневой
ИСУ [55].
Программа синтеза решений по количеству и параметрам
проходов определяется исходя из наследуемых и оперативных данных и
знаний. В функции этой системы управления входят
точности
обработки,
принятие
решений
и
прогнозирование
программы
действий,
сопоставление прогнозов с результатами обработки деталей и накопление
знаний.
Предлагаемый подход предусматривает, что оценки ситуаций и
принятие решений в ИСУ станком производится на базе формируемых
обобщенных знаний. Решения, соответствующие требованиям точности
обработки, принимаются
ИСУ станка при использовании обобщенных
знаний, синтезируемых в БЗ на основе наследуемой информации из
имеющейся совокупности X*h и оперативной информации из совокупности
X*o. Для синтеза обобщенных знаний используются возможности технологии
Data Mining как интеллектуальной системы поддержки принятия решений,
осуществляющей поиск функциональных и логических закономерностей в
накопленных данных, построение моделей и ассоциативных правил выводов.
Найденные правила описывают зависимости между входными и выходными
факторами (результирующими погрешностями обработки) и могут быть
78
использованы для предсказания появления погрешностей, превышающих
допустимые отклонения. На рис. 3.1 представлены переменных-признаков и
дерево решений для определения возможности обработки с допустимым
отклонением размера (T) или с меньшим на квалитет отклонением (LT).
Рисунок 3.1 — Таблица переменных-признаков и дерево решений
Инструментарий
Data Mining представляет возможности для
формирования нового обобщенного подхода GKMTS к построению ИСУ
технологическим объектом – интерпретации практически полезных и
доступных данных в производственных условиях о состоянии элементов
станочной системы и формировании целостной СЗ, необходимых для
управления процессами.
В программу испытаний и обработки данных измерений включаются
процедуры обнаружения знаний о влиянии совокупного многообразия
факторов
X*(t)
на результирующие погрешности обработки детали с
помощью технологии Data Mining и обучения ИСУ конкретного станкаиндивидуума. Система обучения ИСУ предусматривает, что входы – это
дискретно регистрируемые изменения отклонения одной из составляющих
79
погрешностей или их сочетания, а выходы – отклонения размера, или формы,
или
взаиморасположения
поверхностей.
При
этом
выполняется
последовательный перебор составляющих и их значений.
На основании совокупности примеров входных и выходных данных
удается
получить
аппроксимирует
некоторую
корреляцию
совокупность
между
функций,
входными
которая
воздействиями
и
результирующей погрешностью, обеспечивая формирование БЗ в ИСУ
станка. Кроме этого определяются
оценочные характеристики
влияния
каждого фактора множеств Х * h и Х *o.
При
эксплуатации
станка
в
процессе
обработки
детали
информационная база ИСУ основывается на совокупности поступающей
оперативной информации от тех датчиков, которые используются при работе
станка, и знаний о влиянии наследуемых факторов. Совокупный учет
факторов,
оказывающих
влияние
на
результирующие
погрешности
обработки детали, с помощью системы нечетких отношений, установленных
методом Data Mining, создает возможность отображения и прогнозирования
точности обработки. Это позволяет решать вопросы повышения точности
комплексно, а не частично или адресно, решая изолированно задачу учета
влияния на точность обработки только износа инструмента, например, или
только
наследственности
обобщенных
знаний
для
минимально-необходимого
припуска.
Но
и
в
случае
каждого
станка
необходимо
состава
информации
о
формирования
определение
погрешностях,
достаточного для адекватного вывода по возможностям достижения
точности.
Для полноценного эффективного функционирования ИЭТД станков и
другого технологического оборудования необходимо решение ряда вопросов,
включая следующие:
Накопление
и обмен информацией на всех стадиях жизненного
цикла каждого конкретного технологического объекта.
Гармонизация
терминологии, типов, видов документов, форматов их
80
электронного представления, протоколов работы с ними, средств защиты от
несанкционированного доступа.
Информационная
и интеллектуальная поддержка управления не
только процессом обработки, но и в целом эксплуатации технологического
объекта, включая обслуживание и ремонт.
В состав работ по внедрению системы интеллектуальной электронной
технической
документации
целесообразно
включить
совокупность
мероприятий, в том числе:
проектирование
накопление
форматов документации оборудования;
и обмен информацией на всех стадиях жизненного цикла
каждого конкретного технологического объекта.
организация
ввода данных с клиентских мест специалистов
предприятия;
организация
выборки и пополнения информации в ИЭТД и пр.
ИЭТД станков для информационной и интеллектуальной поддержки
управления процессом обработки, как было сказано, может создаваться как
на предприятиях-изготовителях станков, так и на эксплуатирующих
предприятиях.
81
3.2. Проектирование системы знаний для ИЭТД
Проектирование системы ИЭТД проводилось на базе вертикального
обрабатывающего центра Okuma MB-46VAE и многоцелевого сверлильнофрезерно-расточного горизонтального станка 2204ВМФ4. В ходе испытаний
были сформулированы следующие подходы для создания СЗ для ИЭТД.
Для формирования СЗ необходимо спроектировать БД наследуемых и
оперативных
параметров
технологического
объекта.
В
результате
исследований сформулирована пример физической модели БД станка
(рисунок 3.2), отражающий виды реляционных связей между различными
параметрами, необходимыми для создания на их основе правил, входящих в
БЗ. Аналогичному проектированию БД посвящены работы [56, 57, 58]
Рисунок 3.2 –ER-диаграмма базы данных технологической системы (А
- Материал инструмента; B - Материал заготовки)
На основе выбранных в статье [59] параметров в качестве
наследуемых и оперативных, построена БД, содержащая как стандартные
данные о приемосдаточных испытаниях станка, так и данные о точности и
погрешностях при обработке на станке. Более подробно листинг БД
представлен в приложении А. Для управления таблицами в БД на языке
программирования
высокого
уровня
Delphi
разработана
специальная
82
интерфейсная оболочка (рис. 3.3), позволяющая обмениваться данными БД и
БЗ. Листинг кода интерфейсной оболочки представлен в приложении А.
Рисунок 3.3 - Интерфейсная оболочка управления таблицами в БД на
примере наследуемых характеристик станка
БД наследуемых характеристик станка служит входными данными
для экспертной системы (ЭС), которая формирует на основе этих данных
правила.
Механизм
вывода позволяет
формировать корректирующие
коэффициенты к программе обработки на основе этих правил.
Экспертная система формирует знания, которые составляют БЗ ИЭТД.
Далее БЗ пополняется новыми знаниями или изменяет и обновляет ранее
внесенные. Это связано с тем, что данные в исходной БД могут со временем
меняться. В системе ИЭТД предусматривается возможность мануальной
корректировки как данных, так и правил ЭС.
При создании ИСУ необходимо иметь в виду то, что каждый уровень
интеллектуального
управления
требует
специфической
совокупности
моделей представления знаний, сценариев оценки ситуации и выбора или
синтеза действий, методов информационной поддержки. Естественно, что
83
специфика объекта или области интеллектуального управления предполагает
возможность использования разных подходов к моделям баз знаний и
процедурам принятия решений [60].
Алгоритм работы системы знаний представлен в приложении Б.
3.3. Моделирование интеллектуальной системы управления
мехатронным объектом
Интеллектуальная
система
управления
мехатронными
технологическими объектами может быть представлена многоуровневой
иерархической
структурой
представленной
на
рисунке
3.4.
ИСУ
технологическими объектами базируется на принятии решений при
изготовлении продукта с учётом складывающейся конкретной ситуации и
реализует следующую последовательность действий:
1. Оценка ситуации по поведению объекта управления, техпроцесса
и результата процесса (возможно по стадиям);
2. Коррекция критериальных баз и терминальных условий;
3. Моделирование и перепланирование программы движений;
4. Коррекция способа регулирования движений рабочих органов.
Структура
интеллектуальным
имеет
характерный
управлением
состав
для
мехатронных
уровней:
систем
тактический
–
с
I,
координационный – II, организационный – III [35]. Уровень I имеет
традиционную схему управления движениями рабочих органов объекта для
реализации технологического процесса и получения готового продукта.
Уровень
II
включает
блоки
мониторинга,
координатора
и
формирователя с соответствующими связями. На этом уровне выполняется
ситуативная оценка качественного состояния системы, необходимая для
координационного управления.
84
III
Входная
информация
Блок
обобщённых ситуаций
Организационный
блок
II
Координационный
блок
Формирователь
эталонных
моделей
Блок мониторинга
Задатчик входного воздействия
I
Технлогическое оборудование
Процесс
результат
процесса
Внешняя среда
Рисунок 3.4 – Структурно-функциональная схема интеллектуальной системы
управления.
Уровень III состоит из блока входной информации, организационного
блока и блока обобщённых ситуаций. В экспертную систему заранее
вводятся цели управления; здесь производится выбор стратегии действий
мехатронного объекта: переформирование этапов действий (по сравнению,
например, с исходной программой) для достижения основной цели,
назначения текущих целей (например, цели прохода при точении детали) в
соответствии с критериальными базами и терминальными условиями. Кроме
того на уровень III вводятся способы проверки достижения поставленных
целей и методы их обучения с постепенным накапливанием знаний о
85
характере протекающих процессов (технологических и в самом объекте
управления) и необходимых моделях управления для их реализации.
Вектор текущей ситуации Qj
Блок обучения
Анализатор
Классификатор
Блок случайных решений
Экстраполятор
Коррелятор
Готовое решение
Рисунок 3.5 – Структурная схема организационного блока.
Основой стратегического уровня ИСУ мехатронным технологическим
оборудованием является организационный блок. Он отвечает не только за
принятие решений выдачи рекомендаций и т.п., но также и за самообучение
системы в процессе работы. Структура организационного блока приведена на
рисунке 3.5.
Блок работает следующим образом. Описание текущей ситуации,
сложившейся на объекте управления, даётся на вход анализатора. Его задача
состоит в оценке сообщений и определения необходимости вмешательства
системы управления в процесс, протекающий в объекте управления. Если
текущая ситуация не требует такого вмешательства, то анализатор не
передаёт её на дальнейшую обработку. В противном случае описание
текущей ситуации поступает в классификатор. Используя информацию,
86
относит текущую ситуацию к одному или нескольким классам, которым
соответствуют решения. Эта информация передаётся в коррелятор, в котором
хранятся все логико-трансформационные правила (ЛТП). Коррелятор
определяет то ЛТП, которое должно быть использовано. Если такое правило
единственное, то оно выдаётся для исполнения. Если же таких правил
несколько, то выбор лучшего из них производится после обработки
предварительных решений в экстраполяторе, после чего коррелятор выдаёт
решение о воздействии на объект. Если классификатор или коррелятор не
могут принять решения по поступившему описанию текущей ситуации, то
срабатывает блок обучения и происходит определение необходимого
воздействия. Это говорит о том, что система управления не располагает
необходимой информацией о своем поведении в данной ситуации. Блок
обучения может работать следующим образом. При отсутствии информации
в базе знаний классификатора или коррелятора блок обучения принимает
ситуацию и на основе, общих закономерностей и блока случайных решений
вырабатывает решение, которое для проверки передаётся в экстраполятор.
Если решение оказалось удачным, то оно возвращается в блок обучения, и он
относит ситуацию предшествующую данному решению к одному или
нескольким классам, дописывает по необходимости ЛТП, и возвращает эти
данные классификатору и коррелятору. Если нет, то вырабатывается ещё
одно случайное решение.
87
Рисунок 3.6 – Алгоритм расчета погрешности обработки.
Для
работы
анализатора
и
экстраполятора
необходима
математическая модель определения погрешности обработки. Причём для
анализатора существует два способа решения данной проблемы либо
составляется алгоритм по зависимостям приведённых в предыдущем разделе,
либо на станке проводятся измерения выходных размеров детали. Второй
способ можно осуществить, применяя контактный щуп, который закреплён в
одной из позиций инструментальной головки. Общий недостаток таких
систем состоит в том что при обработке заготовок с низкими требованиями к
88
точности возникают излишние затраты времени на обработку. Поэтому для
вычисления ориентировочной погрешности обработки будет использована
процедура, алгоритм которой изображён на рисунке 3.6.
В блоке 1 происходит ввод исходных данных, эти данные берутся из
управляющей
программы
и
баз
данных
(например,
базы
данных
инструмента, заготовки, режимов резания, промеров составляющих усилия
резания предыдущей операции). В блоке 3 и 4 рассчитываются погрешности,
вызванные тепловой деформацией системы.
Расчёт сил резания, проводимый в блоке 5, заключается в определение
минимальных и максимальных сил резания, увеличения сил резания от
затупления инструмента. Выходной информацией является минимальная и
максимальная сила резания. Принимая во внимание колебания силы резания,
в блоке 6 производится расчёт
погрешности, возникаемой от упругих
деформаций системы СПИД (станок – приспособление – инструмент –
деталь), в зависимости от схемы установки заготовки в станок.
В блоке 7 определяется погрешности от настройки и геометрической
точности
станка.
Далее
производится
суммирование
элементарных
погрешностей.
3.4. Пример применения интеллектуального управления
В число задач, решаемых с использованием возможностей СЗ, входят
задачи достижения высокой точности обработки деталей, в которых
существенными
являются
погрешности
от
влияния
податливости
инструмента, заготовки и несущей системы, например:
- при неравномерности припуска в процессе обработки
поверхностей,
- при обходе угловых поверхностей,
- нестабильности глубины сверления,
89
- обработке тонкостенных заготовок,
- при точении длинных деталей с относительно небольшим диаметром
и пр.
Ниже рассмотрена задача построения БЗ для повышения точности
обработки внутренних угловых поверхностей деталей, которая характерна
для фрезерных станков с ЧПУ и обрабатывающих центров при фрезеровании
концевыми цилиндрическими фрезами. Как показано в [61], основной
причиной возникновения погрешностей, приводящей
обработанных поверхностей, является
к
искажению
деформация системы СПИД,
основную долю которой составляет деформация фрезы.
При подводе фрезы по направлению к углу (Рис. 3.7) глубина резания
t(τ) постепенно увеличивается от значения припуска по контуру -t0
до
максимальной величины. Здесь τ - время. По мере изменения угла контакта
фрезы ψ(τ) сила резания и деформация возрастают, что приводит к отжиму
по нормали к обработанной поверхности, достигающему значительных
величин. Образуется так называемая внутренняя ошибка – Δв [62]. Глубина
резания в 3-8 и более раз может превышать t0 в зависимости от сочетания
радиуса фрезы R, радиуса детали Rд, угла изменения направления траектории
фрезы β3.
а)
б)
Рисунок 3.7 — Схемы обхода угловых поверхностей:
90
На рис. 3.7,а представлены
составляющие силы резания Р по
координатным осям: β 1 – угол между результирующей Р и тангенциальной Р0
силой резания; β
2
– угол, определяющий ориентацию детали в системе
координат; β3 – угол, определяющий изменение конфигурации детали. На
рис. 3.7,б – определение изменения припуска промежуток времени, порядка
0,5 – 5 сек. В момент же изменения траектории, когда упругая система уже
значительно деформирована, сила резания падает скачкообразно за 0,01 – 0,1
сек.
Возникает переходная динамическая ошибка в виде «вреза» или
наружная ошибка
Δн (рис. 3.8) [62],
достигающая 0,5 – 1,2 мм. Такие
дефекты при производстве ответственных деталей, например в авиационной
промышленности, особенно опасны, где даже небольшая риска от
инструмента может явиться центром концентрации напряжений и привести к
аварии.
Рисунок 3.8 — Погрешности обработки угловых поверхностей:
1 – планируемая траектория центра фрезы;
2 – контур требуемой угловой поверхности;
3 – контур поверхности, полученной в результате обработки
Из теории резания известны зависимости силы резания P(τ) и угла ψ
контакта фрезы от глубины фрезерования t:
91
P Ca B s zp t D p ;
x
(3.4)
1
t 2
2 arcsin
,
2 R
(3.5)
где Ca– константа, зависящая от характеристик материала; B – ширина
фрезерования; sz – подача на зуб; t – глубина резания; D = 2R– диаметр и
радиус фрезы; p, xp – нормативные коэффициенты, определяемые из
справочных таблиц.
При Ek Ca B D x из выражений (3.4) и (3.5) следует, что проекции
p
силы резания PX и PY на координатные оси представляются в виде:
xp
PX Ek s R
1 sin e
xp
1 sin e
p
z
PY Ek s zp R
xp
xp
0.5
1 sin e
cos arcsin
2 1 ; (3.6)
2
0.5
1 sin e
sin arcsin
2 1 ,
2
2
a s a 2
b
arccos
, 0 ,
2a s R
s
де e
arcsin a s sin 3 R t 0 , b a .
3
R
s
s
Максимальную величину слагающие силы резания имеют при τ = a/s.
В этом случае e arcsin
R t0
3 . Минимальные значения PX и PY получаются
R
при t= t0. Внутренняя ошибка Δв в направлении нормали к обработанной
поверхности будет
в
PX
P
sin 2 Y cos2 ,
CX
CY
(3.7)
0 до изменения траектории движения;
где
3 после изменения траектории движения.
CX, CY – жёсткости системы СПИД по координатным осям.
Одним
из
способов
управления,
позволяющих
максимально
92
г
уменьшить погрешности обработки угловых поверхностей (Δн
и Δв),
является постепенное снижение скорости подачи s за короткий отрезок пути
L фрезы – L = а с момента начала изменения припуска, где а - отрезок пути
фрезы, при котором происходит изменение глубины фрезерования от
значения t0 до максимального к моменту перехода к новому направлению
движения фрезы,
а = √ 2Rt0 - t02.
При достаточном быстродействии приводов подачи современных
станков такой способ позволяет получить положительный результат при
практически не ощутимой потере времени обработки.
Следует обратить внимание на изначально заложенные элементы
неопределенности при определении зависимостей Px(τ) и Py(τ) при изменении
скорости подачи для расчета ошибки воспроизведения контура. Поскольку
они существенно нелинейны, их решение аналитическими методами для
использования в процессах управления не представляется возможным.
Кроме того, показатели, входящие в зависимости, принимаемые из таблиц
справочников по резанию металлов, определены эмпирически и могут быть
использованы лишь для ориентировочных расчетов.
В связи с этим одним из рациональных путей решения задачи
повышения
точности
является
реализация
нечеткого
управления,
выполняемого СЗ станка при использовании нечеткого регулятора (НР) в
приводах подач. Такое управление назовем автоматическим угловым
замедлением.
Ниже приведен перечень входных переменных НР скорости
в
приводе подачи, определяющих специфику складывающейся ситуации при
обработке внутренних угловых поверхностей и определяемых на основе
имеющейся БД оперативных факторов.
1. l = L /а – отношение текущего расстояния L от центра фрезы
до точки изменения направления траектории движения фрезы
93
относительно детали к отрезку а. Термы, принятые при фаззификации
переменной:
большое (B)–со значением l,близким к 1;среднее (M);
малое (S)-со значениемl, близким к 0,1.
2. r=R / Rд– отношение радиуса концевой фрезы к радиусу
обработки детали.
Термы: большое (B), близкое к 1;малое (S), близкое к 0,5.
3. β3– угол изменения конфигурации детали:
Термы: малый (S), близкий к 15°;большой (B), близкий к 120°.
4. t=t0 /D – относительная величина припуска на обработку, где
D- диаметр фрезы.
Термы: малая (S), близкая к 0,2;большая (B), близкая к 0,8.
На выходе НР после выполнения процедуры дефаззификации
получаем значение vкак отношение текущей величины подачи SL(при
снижении скорости) к регламентированной минутной подаче Sм, т.е.v = SL /Sм
.
Как
показывает опыт, целесообразно использовать 3 терма
соотношения v, а именноB, Mи S.Термы: большое (B), близкое к 1; среднее
(M), близкое к 0, 5; малое (S), близкое к 0,1.
С учётом этого управляющие воздействия, определяющие текущую
скорость рабочих органов приводов подачи SL,формируется на основе
нечеткого вывода:
SL = v (l, r, β3, t) Sм .
Сформирована база эвристических правил вывода, некоторые из них
представлены ниже в качестве иллюстрации.
1. Если отношение l = L /а малое (B), а отношение r=R /Rд малое (S), и
угол изменения конфигурации
β3 мал (S), и отношение t=t0 /Dмалое (S), то
следует сохранить большую скорость v - (B).
94
2. Если отношение l = L /а среднее (М), а отношение r=R/Rд малое (S),
и угол изменения конфигурации β большой (В), и отношение t=t0 /Dбольшое
(В), то следует снизить скорость до средней v–(М).
3. Если отношение l = L /а среднее (М), а отношение r=R / Rд большое
(В), и
угол изменения конфигурации
β
большой (В), и отношение t=t0
/Dбольшое (В), то следует снизить скорость до малой v–(S).
4. Если отношение l = L /а малое(S), а отношение r=R / Rд малое (S), и
угол изменения конфигурации β малый(S), и отношение t=t0 /Dмалое(S), то
следует оставить скорость средней v–(М).
Нечеткий алгоритм управления скоростью базируется на результатах
нечеткого вывода. Реализация автоматического углового замедления и нечёткой
модели регулятора скорости для БЗ в ИЭТД выполнена с использованием
пакета Fuzzy Logic Toolbox, входящим в состав системы MATLAB.
Отображение поверхности нечёткого вывода, показывающее зависимость
выхода (скорости подачи v) от входов (расстояния l и относительной
величины припуска t) представлено на рис. 3.9 и 3.10. Результаты
моделирования и анализа работы приводов постоянного тока с двигателями
мощностью 1,1 кВт и СЗ с управлением нечетким регулятором скорости показали,
что контурная погрешность, вызванная деформацией системы СПИД, снижена во
много раз.
Рисунок 3.9 - Вариант поверхности вывода
95
Рисунок 3.10 - Иллюстрация нечеткого вывода
Экспериментальная проверка выполнена на станке 6Р13 Ф3; условия
резания: обрабатываемый материал – сталь Ст45; фрезерование попутное шириной
8 мм, фреза d = 6 мм, материал Р18; n = 630 об/мин , SM = 150 мм/мин, t0 = 2,5 мм.
При этих условиях максимальная динамическая ошибка составила 0, 36 мм.
Применение автоматического углового замедления и нечеткого управления НР
скорости с представленной выше базой правил дала возможность снизить
максимальную динамическую ошибку до 0,007 мм.
3.5. Оболочка системы ИЭТД
Для
обеспечения
инкапсулированного
взаимодействия
между
системой знаний, базами данных, устройством ЧПУ и пользователем,
предлагается следующая оболочка системы ИЭТД (листинг кода представлен
в приложении В). Программа носит название Smart Passport и объединяет в
себе функционал СЗ, ИСУ, СУБД и ИАД. На рисунке 3.11 показано
96
приветственное окно программы (вкладка «Настройка») для ввода сетевого
адреса, порта, логина и пароля для подключения базы данных через MySQL.
Рисунок 3.11 –Окно «Настройки» программы SmartPassport
ПО
представляет
собой
оболочку,
объединяющую
различные
подпрограммы и описывающую способы взаимодействия между ними.
Необходимо подчеркнуть, что данное ПО носит демонстрационный характер,
так как существует множество методов анализа данных и различных баз
данных, включающих в себя различное мехатронное технологическое
оборудование. В рамках данной диссертационной работы приведен пример
баз данных двух станков - вертикального обрабатывающего центра Okuma
MB-46VAE
и
многоцелевого
сверлильно-фрезерно-расточного
горизонтального станка 2204ВМФ4 – как показано на рисунке 3.12.
Аналогично, система содержит рабочий функционал только одного метода
ИАД, детально описанного в разделе 4.1. В рамках иллюстрационных
соображений база данных имеет следующие вкладки: станки, инструменты,
заготовки, материалы. ER-диаграмма базы данных показана на рисунке 3.2.
Программа Smart Passport имеет встроенный модуль анализа
виброакустической эмиссии, спроектированный на платформе Matlab. Также,
в окне «Подготовка» в разделе «Метод анализа» имеются вкладки под
97
альтернативные методы ИАД, такие как экспертные системы, Data Mining и
нейронечеткие системы. На текущий момент времени данные ячейки данных
являются пустыми, они выполняют иллюстративную цель и наполняют
иерархическую
структуру
программы
SmartPasspot.
Структура
ПО
выполнена таким образом, что при соблюдении стандартов S100D,
программный код любой из вышеперечисленных систем ИАД может быть
без проблем интегрирован в Smart Passport.
Рисунок 3.12 – Окно «База данных» программы SmartPassport
При открытии вкладки «Подготовка» можно выбирать данные из
подключенной
БД
и
заполнять
таким
образом
требуемые
поля
автоматически. Как показано на рисунке 3.13, для возможности применения
98
того или иного алгоритма ИАД требуется заполнить следующие поля:
станок, инструмент, заготовка, вылет, метод анализа. Поле «станок» и
«инструмент» используют графу «name» из базы данных станков, поле
«заготовка» - графу «serial», в то время как поле «вылет» является
динамическим и требует ввести длину вылета фрезы.
Вкладка «Подготовка» также имеет поле «метод анализа». Это поле
представляет собой всплывающее окно и имеется возможность выбора
следующих вариантов: Виброакустический анализ, Экспертная система, Data
Mining, Нейронечеткая система.
Рисунок 3.13 – Окно «Подготовка» программы SmartPassport
Рисунок 3.14 – Процесс выполнения процедуры анализа данных
99
При выборе соответствующего метода анализа данных в соседнем
окне будет показано предварительное изображение с описанием выбранного
метода. Далее, при нажатии кнопки «Запуск» происходит вызов процедуры
анализа данных (или обращение к внешнему модулю данных). При этом
отображается процентная шкала выполнения процедуры, как показано на
рисунке 3.14.
Рисунок 3.15 – Окно «Остановка» и «Статистика»
100
После завершения выполнения процедуры пользователю становятся
доступны окна, содержащие результат работы программы. На рисунке 3.15
показано окно «Остановка», с выведенным значением запрошенного кадра
амплитуды звукового сигнала, а также доступной кнопкой «статистика»,
содержащей данные об отклонениях от заданной поверхности и результаты
показаний виброакустической системы (требуется обратить внимание, что
графики в разделе «статистика» импортируются из сторонних программных
продуктов и на данном этапе требуется проводить ввод данных вручную, так
как
в
программе
SmartPassport
не
предусмотрены
все
возможные
программные продукты, с которыми потенциально программа может
работать).
Выводы
В данном разделе рассмотрен принцип построения индивидуальной
системы знаний МТО, а также описан процесс проектирования СЗ, включая
интерфейсную оболочку управления таблицами в БД, и приведена методика
моделирования
интеллектуальной
системы
управления
МТО.
Проиллюстрированы структурно-функциональная схема интеллектуальной
системы
управления
и
структурная
схема
организационного
блока.
Разработаны следующие алгоритмы:
1) алгоритм расчета погрешности обработки (рис. 3.6);
2) алгоритм работы системы знаний (приложение Б).
Рассмотрена задача построения
БЗ для повышения точности
обработки внутренних угловых поверхностей деталей и приведен перечень
входных переменных НР скорости в приводе подачи, определяющих
специфику складывающейся ситуации при обработке внутренних угловых
поверхностей и определяемых на основе имеющейся БД оперативных
101
факторов. В разделе представлены некоторые фрагменты базы эвристических
правил вывода, проиллюстрирован нечеткий вывод и вариант поверхности
вывода. Приведены результаты экспериментальной проверки на станке 6Р13
Ф3. Применение автоматического углового замедления и нечеткого управления НР
скорости с представленной базой правил позволяет снизить максимальную
динамическую ошибку до 0,007 мм. Таким образом, можно сделать вывод, что
применение методов ИАД при документировании многооперационных станков
дает возможность эффективно управлять точностью обработки.
В данном разделе описан принцип работы оболочки системы ИЭТД,
показаны основные режимы работы программы «SmartPassport», приведены
скриншоты всех окон, вкладок и процесса выполнения программы.
Приложение
В
содержит
листинг
кода
программного
продукта
«SmartPassport». Разработанная система ИЭТД отвечает требованиям и
стандартам, сформулированным в главе 2, и позволяет интегрировать
различные программные модули ИАД без необходимости в переработке кода
ПО «SmartPassport». Это обеспечивает удобность использования системы и
дает возможность решать широкий спектр задач, в том числе обеспечивать
высокую точность обработки сложнопрофильных деталей в условиях
единичного производства.
102
Глава 4. ИССЛЕДОВАНИЕ ЭФФЕКТИВНОСТИ
ИНТЕЛЛЕКТУАЛЬНОГО УПРАВЛЕНИЯ НА ПРИМЕРЕ УЧЕТА
НАСЛЕДСТВЕННОСТИ ПРИПУСКА
4.1. Постановка целей и задач экспериментального исследования
Целью проведения экспериментальной работы является тестирование
разработанного модуля анализа виброакустической эмиссии (ВАЭ) в составе
системы ИЭТД и проведение экспериментальное подтверждения его
эффективности для наглядной иллюстрации потенциала методов ИАД в
вопросах повышения точности обработки на многооперационных станках.
Решение
поставленной
задачи
позволит
сформулировать
закономерности между реальными условиями обработки заготовки и
критериями формирования программы управления, и обеспечит возможность
оптимизации программы ЧПУ и повышения производительности станка В
работе
предполагается
использовать
анализ
ВАЭ
для
определения
потенциальных угроз качеству обработки. Выбор такого метода анализа
основан на опыте зарубежных специалистов в области применения ИАД при
обработке на металлорежущих станках [63, 64].
Повышение
производительности
в
рамках
данного
экспериментального исследования обусловлено увеличением подачи и
частоты вращения шпинделя в тех случаях, когда это не представляет угрозу
для качества обработки, и наоборот, снижением подачи и частоты вращения
в ситуациях, когда требуется обеспечение повышенной точности.
В
рамках
экспериментальной
работы
необходимо
показать
эффективность и практичность применения методов мониторинга процесса
резания с учетом звукового давления при различных значениях частоты
вращения шпинделя и подачи, а также подтвердить повышение точности
103
обработки детали при работе СЗ по корректировке программы обработки на
УЧПУ.
Для выявления вышеописанных закономерностей была выбрана
прикладная
задача
по
определению
возможности
устранения
наследственности припуска при обработке заготовки. Требуется получить
статистику отклонения полученной поверхности от заданной и, на основе
рекомендаций
СЗ,
сформировать
корректирующие
коэффициенты
к
программе обработки.
В
рамках
исследования,
предполагается
использовать
анализ
виброакустической эмиссии (ВАЭ) для определения потенциальных угроз
качеству обработки. Требуется провести исследование корреляции условий
резания, деформации инструмента, сил резания и звукового сигнала,
генерируемого во время процесса резания, а также доказать эффективность
работы созданной системы знаний (СЗ). Испытания проводились в
лаборатории Южного центра модернизации машиностроения Донского
Государственного Технического Университета.
4.2. Описание экспериментального стенда
Для проведения исследований был собран экспериментальный стенд
на базе вертикального обрабатывающего центра Okuma MB-46VAE (Рис.
4.1).
Стенд включает в себя:
1) станок с ЧПУ Okuma MB-46VAE;
2) измерительную электронную систему Navi Machining;
3) персональный компьютер с установленным ПО СЗ;
4) сканирование поверхности проводится измерительным щупом
фирмы Renishaw OMP-60 (точность ±1 мкм).
104
Рисунок 4.1 - вертикальный обрабатывающий центр Okuma MB-46VAE
Система управления движением Okuma (MCS) состоит из модуля
инвертора и модуля источника питания постоянного тока.
MIV – это модуль инвертора, который приводит двигатели шпинделя
и двигатели привода подачи в действие. На рисунке 4.2 показано соединение
модуля инвертора с другими частями системы. Для обеспечения питания
модуля
к
нему
подключен
источник
питания
постоянного
тока,
обеспечивающий напряжение 300 В и 24 В (питание управления). MIV
сообщается с другими частями системы через серво связь, обратную связь от
датчика
положения
и
конвертерную
связь.MIV
имеет
специальную
встроенную плату для управления двигателем шпинделя и двигателем и
привода подачи.
105
Рисунок 4.2 – Конфигурация модуля инвертора в системе
Измерительная электронная система Navi Machining представляет
собой
опциональный
измерительный
модуль
акустического
типа,
оснащенный THINC®-OSP контроллером и виброакустическими датчиками.
Датчик измерительной системы закрепляется при помощи магнитного
держателя и касается станка непосредственно микрофоном, что позволяет
снимать виброакустические колебания в процессе обработки на станке.
В рамках данной работы предполагается, опираясь на данные ВАЭ,
полученные от системы Navi M-g, вводить мануальную коррекцию подачи и
частоты вращения шпинделя, основываясь на рекомендациях СЗ.
4.3. Описание работы системы знаний для анализа ВАЭ
Программное обеспечение системы знаний разработано на платформе
MatLab, его схема приведена на рисунке 4.3.
106
Рисунок 4.3 - Схема системы коррекции режимов резания в системе
Matlab/Simulink
Структурная схема разработанного программного обеспечения
состоит из:
Блока получения данных из аудиоустройства;
Ресемплера;
Анализатора спектра;
Регулятора, основанного на базе нечетких знаний.
Основная идея работы данной системы заключается в том, что
анализируя
управляющее
данные
полученные
воздействие
от
микрофона
позволяющее
возможно
динамически
создать
корректировать
режимы резания для достижения баланса между качеством и скоростью
обработки.
Из всего спектра получаемого с микрофона сигнала выделяются
гармоники несущие наибольшую информацию о процессе резания. Для этого
сигнал, получаемый с микрофона, раскладывают в ряд Фурье, как показано
на рисунке.
107
Рисунок 4.4 – разложение сигнала резания в ряд Фурье.
Далее,
полученный
сигнал
нормализуется
амплитудным
коэффициентом, чтобы значение амплитуды наиболее мощной гармоники
попадало в диапазон от 0 до 1, для обеспечения робастности системы по
параметру расположения микрофона относительно источника звука.
Далее из всего спектра полученных частот выбираются наиболее
информативные гармоники, совместно с важнейшими параметрами процесса
обработки, подаются на вход нечеткого регулятора, структурная схема
которого показана на рисунке 4.5.
Рисунок 4.5 – структурная схема нечеткого регулятора.
108
Ниже приведен перечень входных переменных нечеткого регулятора
подачи
и
частоты
вращения
шпинделя,
определяющих
специфику
складывающейся ситуации при обработке сложнопрофильных деталей (на
основе анализа виброаккустической эмиссии). Значения текущей частоты
вращения шпинделя и текущей подачи выбирались из соображений
конкретной обработки, они относятся только к данному эксперименту и не
являются универсальными. Значения гармоник нормализованы от 0 до 1 для
обеспечения возможности изменения расстояния микрофона до источника
шума.
1. nт=1000Vрез /πd– частота вращения шпинделя, текущая:
Термы:
малая (S), в диапазоне от 1800 до 2600;
средняя (M), в диапазоне от 2400 до 3300;
большая (B), в диапазоне от 3100 до 4800.
2. Sт=Sz z nз– подача, текущая:
Термы:
малая (S), в диапазоне от 180 до 260;
средняя (M), в диапазоне от 240 до 330;
большая (B), в диапазоне от 310 до 480.
3. d –диаметр фрезы.
Термы:
малый (S), близкий к 6;
средний (M), близкий к 8;
большой (B), близкий к 10.
109
4. m1= nт /60 – первая гармоника сигнала, соответствующая
текущей частоте вращения фрезы:
Термы:
малая (S), в диапазоне от 0 до 0,4;
средняя (M), в диапазоне от 0,1 до 0,9;
большая (B), в диапазоне от 0,6 до 1.
5. m2= 2nт /60 – вторая гармоника сигнала, соответствующая
текущей частоте вращения фрезы кратной двум:
Термы:
малая (S), в диапазоне от 0 до 0,4;
средняя (M), в диапазоне от 0,1 до 0,9;
большая (B), в диапазоне от 0,6 до 1.
6. m3= 3nт /60 – третья гармоника сигнала, соответствующая
текущей частоте вращения фрезы кратной трем:
Термы:
малая (S), в диапазоне от 0 до 0,4;
средняя (M), в диапазоне от 0,1 до 0,9;
большая (B), в диапазоне от 0,6 до 1.
7. m4= 4nт /60 – четвертая гармоника сигнала, соответствующая
текущей частоте вращения фрезы кратной четырем:
Термы:
малая (S), в диапазоне от 0 до 0,4;
средняя (M), в диапазоне от 0,1 до 0,9;
большая (B), в диапазоне от 0,6 до 1.
8. mш– сумма амплитуд остальных гармоник сигнала,
нормализованная относительно первой гармоники:
Термы:
110
малая (S), в диапазоне от 0 до 0,4;
средняя (M), в диапазоне от 0,1 до 0,9;
большая (B), в диапазоне от 0,6 до 1.
На выходе нечеткого регулятора после выполнения процедуры
дефаззификации получаем значение рекомендуемой коррекции частоты
вращения шпинделя Δnи значение рекомендуемой подачи ΔS из которых на
следующем этапе мы получаем рекомендуемые значения частоты nр и подачи
Sр как:
nр = nт (1 + Δn);
Sр = Sт (1 + ΔS).
Как
показывает опыт, целесообразно использовать 6 термов
соотношения Δn и ΔS, а именноBu, Mu, Suи Bd, Md, Sd.
Термы:
большое вверх (Bu), в диапазоне от 15 до 25;
среднее вверх (Mu), в диапазоне от 8 до 18;
малое вверх (Su), в диапазоне от 0 до 10;
большое вниз (Bd), в диапазоне от 15 до 25;
среднее вниз (Md), в диапазоне от 8 до 18;
малое вниз (Sd), в диапазоне от 0 до 10.
С
учётом
этого
управляющие
воздействия,
определяющие
рекомендуемую подачу Sр и частоту вращения шпинделя nр, формируется на
основе нечеткого вывода:
Sр = Sz z nр(m1, m2, m3, m4, mш, nз, Sз ).
Сформирована база эвристических правил вывода, некоторые из них
представлены ниже в качестве иллюстрации в таблице 4.1. Аналогичные
подходы к формированию правил рассмотрены в работах [65, 66].
111
Таблица 4.1 – База эвристических правил СЗ
nт
S
M
B
…
S
M
B
…
M
B
…
M
…
B
…
Sт
S
M
B
D
S
S
S
m1
S
S
S
m2
S
S
S
m3
S
S
S
m4
S
S
S
mш
S
S
S
Δn
Su
Su
Sd
ΔS
Su
Su
Sd
S
M
B
M
M
M
M
M
M
S
S
S
M
M
M
B
B
B
S
S
S
Sd
Md
Md
Sd
Md
Md
M
B
S
S
B
B
M
M
M
M
B
B
M
M
Bd
Bd
Bd
Bd
M
B
S
S
S
S
S
Mu
Mu
B
S
B
M
B
M
M
Bd
Bd
На рисунке 4.6 показаны функции принадлежности для первой гармоники
и для значения рекомендованной коррекции частоты вращения шпинделя.
а
б
Рисунок 4.6 - примеры функций принадлежности входной (а) переменной
и выходной (б) переменной.
112
4.4. Режущий инструмент и материал заготовки
Для проведения эксперимента режущий инструмент для обработки
стали 45 (конструкционная углеродистая качественная) был выбран при
помощи
каталога
инструментов
Kyocera
General
Catalog.
Режущий
инструмент диаметром 6мм, 8мм и 10мм с четырьмя зубьями применен для
фрезерования неравномерной поверхности заготовки с целью выявления
наследственности припуска при управлении от системы ЧПУ станка.
Размерные и механические свойства режущего инструмента представлены в
таблице 4.2 и на рисунке 4.7.
В серии экспериментов в качестве заготовки используются образцы
прямоугольной формы (100×55×32мм) изготовленные из стали 45 (таблица
4.3).
Таблица 4.2 – Размерные и механические свойства режущего инструмента
Диаметр фрезы
6 мм
8 мм
10 мм
Кол-во зубьев
4
4
4
Длина фрезы
120 мм
120 мм
120 мм
Угол подъема резьбы
30°
30°
30°
Тип головки
цилиндрическая
цилиндрическая цилиндрическая
Тип фрезы
Концевая
Концевая
Концевая
монолитная
монолитная
монолитная
Углеродистая
Углеродистая
Углеродистая
сталь У12А
сталь У12А
сталь У12А
Материал фрезы
113
Рисунок 4.7 – 3д модель фрез
Таблица 4.3 –Механические свойства материала
Заготовка
Сталь 45
Предел
прочности
на
растяжение,
σв
МПа
470
Относительн Плотность, Относите Твердость,
ое удлинение ρ
льное
HB
после
сужение,
разрыва, δ5
ψ
%
19
кг/м3
7826
%
42
HB
143-179
Размерные свойства инструмента и материал заготовки выбраны из
соображений наиболее характерного проявления наследственности припуска
при проведении обработки в заданных условиях.
4.5 Условия обработки
Подготавливаются три группы механической обработки для данного
типа заготовки фрезами различного диаметра (6мм, 8мм, 10мм). Обработка
будет вестись как попутным, так и встречным фрезерованием.
При попутном фрезеровании направление движения подачи совпадает
с вращением инструмента. Толщина среза имеет максимальную величину в
114
момент входа в заготовку и изменяется до нулевого значения при выходе из
нее.
Достоинства:
Сила резания прижимает заготовку к столу. Отсюда более
упрощенное использование зажимных приспособлений;
Износ инструмента (задней поверхности зуба) происходит менее
интенсивно, что позволяет вести фрезерование с большими скоростями
резания. Стойкость инструмента больше, чем при встречном фрезеровании;
Стружка
легко
удаляется,
т.
к.
остается
позади
фрезы.
Обработанная поверхность имеет лучшее качество.
Недостатки:
Не может применяться при обработке заготовок с коркой
(литье, поковка, горячекатаный прокат). Твердая корка с различными
включениями может привести к повышенному износу и повреждению
инструмента.
Из-за высокой ударной нагрузки, при врезании режущих
зубьев в заготовку, станок и приспособления должны обладать
достаточной жесткостью.
Зазор
в
механизме
перемещения
стола
должен
отсутствовать.
При
встречном
фрезеровании
направление
движения
подачи
противоположно вращению инструмента. Толщина среза изменяется от
нулевого значения при входе в заготовку до максимального в момент выхода
из нее.
Достоинства:
Плавный и мягкий процесс резания. Нагрузка на станок нарастает
постепенно и не зависит от поверхности заготовки.
Недостатки:
115
Необходимость надежного закрепления заготовки, т.к. фреза
стремится вырвать ее из приспособления.
Более быстрый износ инструмента (задней поверхности зуба
фрезы) из-за высокого трения при снятии стружки минимальной толщины в
начале резания.
Затруднено удаление стружки, т.к. она падает перед фрезой. При
этом некоторая ее часть увлекается режущими зубьями за собой, что может
привести к ухудшению обработанной поверхности.
Методика
экспериментального
исследования
включает
в
себя
следующие аспекты:
1) сканирование исходной поверхности заготовки щупом;
2) обработка исходной поверхности по заданной программе;
3) повторное
сканирование
поверхности
для
оценки
наследственности припуска;
4) расчет корректирующих коэффициентов, вносимых в программу
обработки;
5) внесение
корректирующих
коэффициентов
в
программу
обработки;
6) повторное выполнение пунктов 1 и 2 в аналогичных условиях
обработки;
7) сканирование
обработанной
поверхности
заготовки
измерительным щупом для оценки результирующего качества обработки.
Сканирование поверхности проводится измерительным щупом фирмы
Renishaw OMP-60 (рис. 4.8).
116
Рисунок 4.8 – Измерительный щуп Renishaw OMP-60
Для
программирования
измерительных
процедур,
установки
заготовки и контроля обработки на вертикальном обрабатывающем центре
Okuma MB-46VAEвозможно использование следующих пакеты программ:
EasyProbe - пакет программ начального уровня для простой
установки заготовки;
Inspection - пакет базовых программ для привязки и контроля
деталей в процессе обработки с автоматическим обновлением параметров
коррекции;
InspectionPlus - интегрированный пакет программ контрольных
измерений с поддержкой векторных измерений ;
117
Productivity+™
ActiveEditorPro -
пакет
программного
обеспечения для ПК с графическим интерфейсом, дающий пользователю
возможность выбирать функции непосредственно по импортируемым
моделям CAD.
Датчик OMP60 является представителем нового поколения станочных
датчиков с оптической передачей данных, которые совместимы со всеми
приёмниками оптического сигнала Renishaw (как снятыми с производства,
так и новыми). Он позволяет реализовать преимущества контактных
измерений на разнообразных обрабатывающих центрах и токарно-фрезерных
станках, сэкономить до 90% времени, затрачиваемого на наладку, снизить
процент брака, уменьшить затраты на зажимные приспособления и улучшить
контроль процесса обработки.
Рисунок 4.9 – Свойства OMP60
118
Renishaw рекомендует применять OMP60 с приёмниками OMI2, OMI-2T и OMM-2 в режиме модулируемого сигнала (рис. 4.9), хотя OMP60
также совместим с существующими приёмниками OMI и OMM / MI 12,
которые
работают
по устаревшим протоколам.
Это
означает,
что
пользователи MP7, MP8, MP9 и MP10 могут применять OMP60, используя
преимущества новейших технологий. В данном эксперименте OMP60
использовался на основе MP10.
Условия процесса обработки выбирались таким образом, чтобы
наследственность припуска проявлялась наиболее характерно даже в
условиях обработки на высокоточном оборудовании. Аналогичные примеры
можно наблюдать в работе [67]. Таким образом, диаметр фрез подбирался
относительно малым (6, 8 и 10 мм соответственно) при относительно
высоком вылете фрезы (70 мм), что обеспечивает наглядное отклонение
фрезы в процессе обработки и, следовательно, влечет за собой более
характерное отклонение получаемых результатов от заданных. В рамках
экспериментального исследования, заготовка подбиралась таким образом,
чтобы глубина фрезерования в максимальной точке составляла 4 мм,
обеспечивая
тем
самым
диапазон
для
потенциального
сохранения
наследственности припуска при обработке. Ниже приведены результаты
расчета режимов резания (таблица 4.4).
Все расчеты проведены согласно рекомендациям, предложенным в
каталоге инструментов Kyocera General Catalog (рисунок 4.10).
119
Таблица 4.4 – Результаты расчета режимов резания
п/п
d* (мм)
z
Ld(мм)
B (мм)
tmin(мм)
tmax(мм)
Vрез(м/мин)
nшп(1/мин)
Sz(мм/мин)
S (мм/мин)
1
6
4
70
10
0
4
82,8
4400
0,025
440
2
8
4
70
10
0
4
82,8
3300
0,025
330
3
10
4
70
10
0
4
81,64
2600
0,025
260
* d – диаметр фрезы; z – число зубьев фрезы; Ld – вылет фрезы; B–
ширина фрезерования; t–глубина фрезерования; Vрез – скорость
резания;nшп– частота вращения шпинделя;Sz – подача на зуб; S–подача.
120
Рисунок 4.10–Таблицы расчетных значений1 из каталога
инструментов Kyocera General Catalog для расчета режимов резания
Значения, приведенные на рисунке 4.10, имеют обозначения, соответствующие
требования стандартов, на основе которых составлен каталог инструментов Kyocera
General Catalog и не являются референтными в данной работе. Референтными считаются
обозначения, приведенные в таблице 4.4.
1
121
4.5. Результаты эксперимента
Обработка экспериментальной заготовки проводится по боковой
грани, имеющей непараллельность (55мм – 59мм). Ширина фрезерования
составляет 10 мм, как показано на рисунке 4.11.
Рисунок 4.11 – Фрезерование экспериментальной заготовки фрезой Ø
6мм при попутном фрезеровании
Эксперимент проводится при аналогичных условиях с применением
фрез различного диаметра. Для этого, после каждого прохода условия
эксперимента воссоздаются заново. Перед обработкой в таблицу 4.6в
колонку t заносятся значения исходной поверхности.
122
В ходе эксперимента использовались три фрезы Ø6, 8 и 10. Данные,
представленные в таблице 4.5 и на рисунке 4.12, получены при помощи
системы Navi Machining. Графики, представленные на рисунке 4.9, отражают
поведение звукового сигнала в середине обработки (самое характерное
проявление звукового сигнала).
Таблица 4.5 – Показания измерения виброакустического сигнала при
обработке экспериментальной детали на станке Okuma MB-46VAE
п/п
1
2
3
4
5
6
7
8
9
10
11
12
Тип
фрезерова
ния
попутное
попутное
встречное
встречное
попутное
попутное
встречное
встречное
попутное
попутное
встречное
встречное
На
Коррекция
программы
управления
+
+
+
+
+
+
рисунке
Скорость
вращения
шпинделя
4400
4400
4400
4400
3300
3300
3300
3300
2600
2600
2600
2600
4.12
Кол-во
зубьев
Диаметр
фрезы
4
4
4
4
4
4
4
4
4
4
4
4
6
6
6
6
8
8
8
8
10
10
10
10
Звуковое
давление
, дБ
74
62
79
64
49
43
51
43
39
33
41
33
проиллюстрированы
Номер
кадра
Подача
мм/мин
N1610
N1620
N1630
N1640
N2060
N2070
N2080
N2090
N2430
N2440
N2450
N2460
82,2
82,2
82,2
82,2
82,2
82,2
82,2
82,2
81,64
81,64
81,64
81,64
как
значения
виброакустического анализа при фрезеровании на основе режимов резания из
таблицы 4.4, так и при фрезеровании с применением коррекции программы
управления, приведенной посредством использования интеллектуального
анализа данных системы Smart-паспорта.
123
Рисунок 4.12 – Результаты показаний виброакустической системы
Navi Machining в процессе обработки
В таблице 4.6 представлены результаты сканирования поверхности
после обработки каждой из фрез при попутном и встречном фрезеровании
как без использования коррекции программы управления (табл. 4.6, без к.),
так и с применением коррекции (табл. 4.6, с к.),включая данные
сканирования
исходной
поверхности
и
отклонение
значений
результирующей поверхности от заданной.
На рисунке 4.13 показан график, отражающий наследственность
припуска при встречном и попутном фрезеровании фрезами Ø 6мм, 8мм и
10мм соответственно, до и после применения коррекции программы
управления.
124
Таблица 4.6 – Отклонение значений обработанной поверхности от
заданной (наследственность припуска) до и после применения коррекции
Диаметр
п/п фрезы
1
2
3
4
5
6
6
7
8
9
10
11
12
13
14
15
8
16
17
18
19
20
21
22
23
24
25
10
26
27
28
29
30
Тип
фрезерования
попутное
встречное
попутное
встречное
попутное
встречное
Контрольные Припуск, t Отклонение Отклонение
точки (мм)
(мм)
без к. (мм)
с к. (мм)
0
0
0,001
0
25
1,002
0,010
0,001
50
1,993
0,021
0,001
75
3,012
0,042
0,003
100
4,001
0,050
0,005
0
0
0,001
0
25
1,004
0,009
0
50
2,01
0,010
0,002
75
2,99
0,039
0,002
100
4,002
0,048
0,004
0
0
0,001
0
25
1,001
0,009
0,001
50
1,997
0,022
0,003
75
3,02
0,031
0,002
100
4
0,042
0,005
0
0
0,001
0
25
1,001
0,008
0
50
1,999
0,018
0,001
75
3,001
0,025
0,002
100
4,001
0,041
0,003
0
0
0,001
0
25
1,002
0,010
0
50
2,001
0,018
0,001
75
3,002
0,027
0,003
100
4,001
0,042
0,004
0
0
0,001
0
25
1,002
0,008
0
50
1,998
0,016
0,003
75
2,99
0,024
0,002
100
4
0,039
0,003
Из таблицы 4.6 видно, что применение корректирующих
коэффициентов, выведенных системой знаний, позволяет повысить точность
обработки в 6 проходах:
1) с 0,050мм до 0,005мм фрезой диаметром 6мм при попутном
фрезеровании;
2) с 0,048мм до 0,004мм фрезой диаметром 6мм при встречном
фрезеровании;
125
3) с 0,042мм до 0,005мм фрезой диаметром 8мм при попутном
фрезеровании;
4) с 0,041мм до 0,003мм фрезой диаметром 8мм при встречном
фрезеровании;
5) с 0,042мм до 0,004мм фрезой диаметром 10мм при попутном
фрезеровании;
6) с 0,039мм до 0,003мм фрезой диаметром 10мм при встречном
фрезеровании.
Рисунок 4.13 – Наследственность припуска при попутном и при встречном
фрезеровании до (без к.) и после (с к.) применения коррекции
Выводы
В
данном
разделе
описана
методика
экспериментального
исследование на примере анализа виброакустической эмиссии. Описан
принцип
работы
программного
модуля
анализа
ВАЭ
в
Matlab,
сформулирована база эвристических правил вывода.
126
Разработанный программный модуль анализа ВАЭ в составе СЗ
системы ИЭТД позволяет динамически управлять качеством обработки,
регулируя
подачу
и
частоту
вращения
шпинделя.
Эффективность
применения методов ИАД при анализе ВАЭ на металлорежущих станках
проиллюстрирована на примере решения задачи по уменьшению влияния
наследственности припуска при обработке заготовки. Как следует из таблицы
4.6 и рисунка 4.13, применение СЗ позволило увеличить точность обработки
и уменьшить влияние наследственности припуска с ±0,050мм до ±0,005мм.
Таким образом, можно сделать вывод, что применение методов ИАД в
сочетании с системой электронного документирования многооперационных
станков и управления жизненным циклом мехатронного технологического
оборудования дает существенные результаты в вопросах повышения
точности
обработки
на
станках
с
процессорным
правлением.
Интегрированный в состав системы ИЭТД «SmartPassport» программный
модуль
анализа
ВАЭ
позволяет
формировать
корректирующие
коэффициенты к программе обработки ЧПУ и, тем самым, обеспечивает
возможность динамического повышения точности обработки.
127
ЗАКЛЮЧЕНИЕ
Для достижения поставленной цели данной работы — создания
системы интеллектуального электронного технического документирования
(ИЭТД)
мехатронного
технологического
оборудования,
в
частности
металлорежущих станков, и повышение точности обработки деталей на
станках
с
процессорным
управлением
путем
применения
методов
интеллектуального анализа данных, были поставлены и решены следующие
задачи:
1.
Сформирована
методика
интеллектуального
электронного
документирования многооперационных станков как наукоемких
изделий.
2.
Разработана структура системы интеллектуального электронного
технического документирования металлорежущих станков с ЧПУ.
Система документирования включает в себя ИСУ с применением
методов ИАД, что обеспечивает возможность повышения качества
обработки на станках.
3.
Разработан
алгоритм
функционирования
интеллектуальной
системы управления фрезерным станком.
4.
Разработана программная и аппаратная инфраструктуры системы
ИЭТД станка.
5.
Определены, описаны, обоснованы и применены методы ИАД
для повышения точности обработки.
6.
Выявлены требования к методам ИАД, работающим в составе
системы ИЭТД станка.
7.
Разработана модульная структура оболочки системы ИЭТД
станка. Она позволяет использовать функции ИАД на разных уровнях
управления - стратегическом, аналитическом, исполнительном - а
также
обеспечивает
легкую
масштабируемость
системы
и
128
возможность изменения модулей и подключаемых баз данных для
потенциального использования системы в смежных предметных
областях.
8.
Сформированы варианты базы данных и базы знаний в составе
системы
знаний,
и
они
полностью
отвечают
требованиям
функционирования системы ИЭТД.
9.
Разработан механизм вывода и модификации правил СЗ, который
позволяет изменять их быстро и без необходимости переработки
системы в целом.
10. Экспериментально доказана эффективность работы созданной
интеллектуальной системы управления.
11. Разработана система ИЭТД «SmartPassport», включающая в себя
модуль анализа ВАЭ, базу данных и базу правил для управления
процессом резания, и оснащенную механизмом формирования
корректирующих коэффициентов к программе ЧПУ, позволяющих
повысить точность обработки на многооперационных станках.
На основе полученных результатов исследований можно сделать
следующие выводы:
1.
Система
интеллектуального
электронного
технического
документирования многооперационных станков, разработанная в
диссертационной работе, позволяет обеспечивать высокую точность
обработки на станках с ЧПУ
производства. Особое
в условиях компьютеризированного
значение она имеет при индивидуальном и
мелкосерийном характере производства. Здесь специфика деталей и
отклонения параметров заготовок существенно варьируется, а затраты
на
отработку
процесса
наладчиком
существенно
снижают
эффективность производства. Кроме того создаются возможности
для увеличения производительности, так как система, сформировав
"знания"
о
конкретном
процессе, способна обеспечить более
129
эффективные режимы, чем заданы управляющей программой, расчет
которой базируется на учете наиболее неблагоприятных условий.
2.
Основываясь на достижениях в области управления станками,
систем искусственного интеллекта, экспертных систем, систем
управления
жизненным
виброакустической
позволяет
циклом
эмиссии,
достигать
изделий
система
высокой
и
ИЭТД
точности
систем
анализа
«SmartPassport»
обработки
на
многооперационных станках и обеспечивать требуемое качество
изделий при минимальных затратах времени.
3.
Достоинством созданной системы ИЭТД является то, что ее
структура не требует внесения в станочную систему дополнительных
механизмов, повышающих точность обработки, используя для этого
существующие исполнительные механизмы станков.
4.
Созданный механизм вывода суждений упрощает создание БЗ,
способен функционировать в реальном масштабе времени, позволяет
легко и автоматически модифицировать заложенные в систему
правила без необходимости перерабатывать систему в целом.
5.
Сформированные варианты БД и БЗ являются достаточными
для решения некоторых задач, в частности для компенсации
наследственности припуска и обхода углов. Принципы построения БЗ
позволяют в дальнейшем учесть большее число факторов, влияющих
на точность обработки деталей резанием и расширить круг решаемых
задач без существенной модификации наработанных компонентов БЗ
и БД.
6.
Созданная оболочка системы ИЭТД является универсальной и
позволяет интегрировать в свой состав различные методы ИАД с
разнообразными
программно-аппаратными
комплексами.
Это
достигается за счет гибкой, инвариантной к формам представления
входной информации системе ввода/вывода, а так же тем, что
оболочка системы ИЭТД может получать входную информацию из
130
файлов, созданных другими программами и выводить результат
экспертизы в файл для его последующей обработки другой
программой. В зависимости от результата экспертизы, система ИЭТД
имеет
возможность
инициировать
работу
той
или
иной
самостоятельной программы, не входящей в состав оболочки.
131
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
1. Тугенгольд
А.К.,
Бердический
А.А.
Smart-паспорт
мехатронного
технологического объекта. Концепт. Вестник ДГТУ. – 2012, №7(68), с.
33-41.
2. Кувшинский
В.В.
Автоматизация
технологических
процессов
в
машиностроении. М.: Машиностроение, 1972. - 272 с.
3. Маталин А.А. Точность механической обработки и проектирование
технологических процессов. Л.: Машиностроение, 1970. 320 с.
4. Грачев Л.Н.,Сахаров М.Г., Антинов В.И. Автоматическое управление
точностью
обработки
на
токарных
станках
с
ЧПУ
—
М.:
ВНИИТЭМР,1985 — 48с.
5. Потапов В.А., Хаак И. Особенности современных устройств ЧПУ. /
СТИН, 1993, N 1, с. 30-33.
6. Старков В.К., Малахов М.И. Физические предпосылки повышения
размерной стабильности деталей, обработанных резанием // Вестник
машиностроения. 1986. № 6. С. 9.
7. Базров
Б.М.
Технологические
основы
проектирования
самоподнастраивающихся станков. — М.: Машиностроение, 1978 – 216 с.
8. Рыжкин А.А., Дмитриев В.С., Климов М.М., Шучев К.Г., Боков А.И.
Физические основы обработки материалов резанием: Учеб.пособие.
Ростов-на-Дону: Издательский центр ДГТУ. 1996. 354 с.
9. Решетов Д.Н., Портман В.Т. Точность металлорежущих станков.
М.:
Машиностроение, 1986. 320 с.
10.
Агафонов В. В. Расчет динамической жесткости упругой системы
станка на основе теории координатной связи // СТИН. — 2004. - № 9. - С.
3-6.
132
11.
Агафонов В. В. Влияние внешних источников колебаний на
образование периодических погрешностей при обработке на станках//
Обработка металлов. — 2005. — № 1(26). — С. 31—34.
12.
Агафонов В. В. Прогнозирование динамической жесткости упругой
системы станка в управляемых технологических системах // Динамика
технологических систем: Сб. трудов VIIмеждунар. науч.-техн. конф. —
Саратов: СГТУ, 2004. — С. 18-21.
13.
Поляков А.Н. Сокращенные тепловые испытания станков // СТИН. -
2002. - № 8. - С. 15-19.
14.
Соколов Ю.Н. Расчет температурных полей и температурных
деформаций металлорежущих станков: Рук.материалы. - М.: ЭНИМС,
1958. - 81 с.
15.
Соколов Ю.Н. Температурные расчеты в станкостроении. - М.: НТО
Машпром, 1965. - 79 с.
16.
Алферов В. И. Теплостойкость металлорежущих станков // СТИН №7,
2004г. 16-19 с.
17. ПестовС. П. Комплексный подход к моделированию точности обработки
отверстий на станках с ЧПУ // Совершенствование наукоемких технологий
и конструкций: Сб. науч. трудов. — Челябинск: Изд-во ЮУрГУ, 2001. —
С. 5—9.
18. Пестов С.П. Моделирование точности настройки станков с ЧПУ на
обработку отверстий // Там же. — С. 9—12.
19. Пестов С.П., Мазеин П. Г. Моделирование точности расположения осей
отверстий на станках с ЧПУ при настройке // Изв. Челяб. науч. центра УрО
РАН.
-
2003.
-
№
2
(19).
—
С.
37—41
(http:/www.sci.urc/ac/ru/news/2003_2/2003_2_6_l.pdf).
20. Пестов
С.П.
Интервальное
моделирование
точности
операций в
машиностроении // Тематич. сб. науч. трудов. — Челябинск: Изд-во
ЮУрГУ, 1998. - С. 40-43.
133
21. Пестов С П., Мазеин П. Г. Особенности формирования размерных цепей
при обработке отверстий на станках с ЧПУ // Прогрессивные технологии в
машиностроении: Сб. науч. трудов. - Челябинск Изд-во ЮУрГУ, 2005. - С.
49-52.
22. Пестов С.П. Интервальный расчет размерных цепей: Учеб.пособие. Челябинск: Изд-во ЮУрГУ, 2001. - 24 с.
23. Хилькевич Я. М., Пестов С. П., Мазеин П. Г.Методы интервальных
расчетов размерных цепей // Изв. Челяб. науч. центра УрО РАН. - 2004. № 1 (22). - С 107-111 (http:// www.sci.urc/ac/ru/news/2004_l/2004_l_6_2.pdf).
24. Лакирев С. Г., Пестов С. П.Моделирование точности операций разметки
отверстий // Вестник машиностроения. -2000. - № 7. - С. 25-27.
25. Сосонкин В.Л., Мартинов Г.М. Интеграция на основе комплекса
производственных стандартов STEP (Standard for the Exchange of Product
model data) – NCs 2003. – с. 1-9.
26. Сосонкин
В.Л.,
Мартинов Г.М. Понятийный
аппарат комплекса
производственных стандартов для числового программного управления
оборудованием – ISO 14649 STEP-NC (Standard for the Exchange of Product
model data for NC) – NCs 2004. – с. 1-12.
27. Веретехина С.В. Методика разработки интерактивной электронной
эксплуатационной документации для наукоемких изделий отрасли связи и
информации. – Москва, 2008.
28. Судов Е.В. «Интегрированная информационная поддержка жизненного
цикла машиностроительной продукции. Принципы. Технологии. Методы.
Модели. -М. ООО Издательский дом «МВМ», 2003г. с.612-625г.
29. Соломенцев
Ю.М.,
Сосонкин
В.Л.
Управление
гибкими
производственными системами. М.: Машиностроение, 1988. – 352 с.: ил.
30. Козак Н.В., Никишечкина Н.А. Нейросетевая подсистема адаптивного
управления процессом резания для открытых систем ЧПУ типа PCNC. –
Вестник МГТУ «Станкин» №3 (7), 2009.
134
31. Сигуру Омату. Нейроуправление и его приложения. Кн.2./Сигеру Омату,
Марзуки Халид, Рубия Юсоф. Пер. с англ. Н.В. Батина. Под ред. А.И.
Галушкина, В.А. Птичкина. – М.: ИПРЖР, 2000. – 272 с.: ил.
(Нейрокомпьютеры и их применение).
32. Виттих В.А., Смирнов С.В. Интеллектуальная система для построения
рациональной схемы базирования соединяемых деталей. В кн. «III
конференция по искусственному интеллекту, т.2», Тверь, 1992, с.59-62.
33. Лосев И.С., Максимов В.В. О задаче обобщения начальных ситуаций. /В
кн.: Моделирование обучения и поведения. М.: Наука, 1975, 237с.
34. Тугенгольд А.К., Герасимов В.А., Лукьянов Е.А. Интеллектуальное
управление с прогнозированием точности обработки деталей//Тезисы докл.
Междунар.конф. —Надежность машин и технологического оборудования.
ДГТУ, Ростов-н/Д,1994,с.141-143.
35. Тугенгольд
А.К.,
Лукьянов
Е.А.
Интеллектуальное
управление
мехатронными технологическими системами. – Ростов н/Д: Издательский
центр ДГТУ, 2004. – 117 с.
36.N. Xu, S. H. Huang, and J. Snyder, “Systematic Investigation of Tool Wear
Monitoring in Turning Operations,” 2005 ASME International Mechanical
Engineering Congress and Exposition, November 5-11, Orlando, FL, 2005.
37.S. H. Huang, Q. Liu, and R. Musa, “Tolerance-based Process Plan Evaluation
Using Monte Carlo Simulation,” International Journal of Production Research,
Vol. 42, No. 23, pp. 2004, pp. 4871-4891.
38.Laperriere L, and El Maraghy, H. A., (2000), "Tolerance Analysis and
Synthesis Using Jacobian Transforms," Annals of CIRP, Vol. 49, No. 1, pp.
359-362.
39.Тугенгольд А.К., Лукьянов Е.А., Ремизов Э. А., Носенков Д.А. Система
интеллектуального управления станками. // СТИН – 2008, № 12, с. 10 – 14.
135
40.Тугенгольд А.К. Управление точностью обработки с использованием
возможностей системы знаний станка. Вестник ДГТУ. – 2011, Т. 11, №8, с.
1201-1209.
41.Saridis G.N- Entropy formulation of optimal and adaptive control. IEEE Trans.
Autom. Control, 1988, Vol. AC-38, №8.
42.Saridis G.N., Valavanis K.P. Analytical design of intelligent machines.
Automatica. 1988, vol. 24, №2.
43.Valavanis K.P., Saridis G.N. Information theoretic modeling of intelligent
systems. EEEE Traos- on Systems, Man and Cybernetics. 1988. vol SMC-18,
Ns6.
44.Поспелов Д.А. Ситуационное управление: теория и практика. М.:Наука,
1986.
45.Тугенгольд А.К. Оценка ситуации и принятие решений интеллектуальной
системой управления технологическим объектом. // Вестник ДГТУ. –
2010, Т. 10, №6, с. 860-867.
46.Проников А.С. Программный метод испытания металлорежущих станков.
М.: Машиностроение. 1985. – 288 с.
47.Интеллектуальные
системы
в
управлении
производственными
и
технологическими процессами /А.К. Тугенгольд, И.В. Богуславский, Е.А.
Лукьянов и др. / под ред. А.К. Тугенгольда, - Ростов н/Д: Издательский
центр ДГТУ, 2010. – 182 с.
48.A Standard for Technical Documentation. – Weidenbrueck, Dieter Intercom,
2006 // http://tc.eserver.org/28083.html.
49.Димитров В.П. О формализации задачи технической регулировки
комбайна / В.П. Димитров, Л.В. Борисова // Вестник Донского гос. техн.
ун-та. — 2008. — Т. 8. — № 2 (37). — С. 145 – 155.
50.Судов Е.В., Левин А.И., Петров A.B., Чубарова Е.В. «Технологии интегрированной логистической поддержки изделий машиностроения» НИЦ
CALS-технологий «Прикладная логистика», 2006, 230с.
136
51.Кабанов А., Давыдов А., Барабанов В., Судов Е. «CALS-технологии для
военной продукции» Стандарты и качество, № 3, 2000, с 33-38.
52.Альперович Т.А., Барабанов В.В, Давыдов А.Н., Сергеев С.Н, Судов Е.В.,
Черпаков Б.И. «Компьютеризированные интегрированные производства и
CALS-технологии в машиностроении» М. ГУЛ «ВИМИ» 1999, 512с.
53. Левин А.И., Судов Е.В. «Концепция и технологии компьютерного сопровождения процессов жизненного цикла продукции» В кн.: Информационные технологии в наукоемком машиностроении. Компьютерное
обеспечение индустриального бизнеса. Под редакцией А.Г. Братухина.
Киев: Техника,2001, с-264.
54.Судов Е.В. «Модели, методы и средства управления и интегрированной
информационной логистической поддержки процессов жизненного цикла
наукоёмкой продукции» диссертация доктора технических наук 2006г.310с. РТБ ОД 71:05-5/711.
55.Кочерга В.Г., Зырянов В.В. Оценка и прогнозирование параметров
дорожного движения в интеллектуальных транспортных системах. Ростов
н/Д: Рост.гос. строит. ун-т, 2001. -130 с.
56.R. Cai, Michael N. Morgan - Development of Intelligent Grinding Database //
Key Engineering Materials (Volume 329), January 2007.
57. Wenbin Hu, Andrew Starr, Andrew Leung - A multisensor-based system for
manufacturing process monitoring // Proceedings of The Institution of
Mechanical Engineers Part B-journal of Engineering Manufacture - 01/2001;
215(9):1165-1175.
58. Millan K. Yeung, (2003) "Intelligent process‐ planning system or optimal
CNC programming – a step towards complete automation of CNC
programming", Integrated Manufacturing Systems, Vol. 14 Iss: 7, pp.593 - 598
59.Тугенгольд А.К., Тишин А.А., Лысенко А.Ф. , Цишкевич З. А.
Интеллектуальное
электронное
документирование
технологических
объектов в системе PLM. //Вестник ДГТУ. – 2011, Т. 11, №3, с. 860-867.
137
60.Тугенгольд А.К., Лысенко А.Ф. Использование метода DataMining в
системе
интеллектуальной
электронной
паспортизации.
//
Микроэлектронные информационно-управляющие комплексы: сб. тез.и
ст. Всерос. науч. шк., 1-10 дек. – Новочеркасск: Лик, 2011.
61.Ратмиров В. А., Чурин И. Н., Шмутер С. Л. Повышение точности и
производительности станков с программным управлением.
– М.:
Машиностроение, 1970. – 344 с.
62.Информационная технология в промышленности /Ю.Г. Данилевский, И.А.
Петухов, В.С. Шибанов. – Л.: Машиностроение, 1988. – 283 с.
63.EyupBagci. Monitoring and analysis of MRR-based feedrate optimization
approach and effects of cutting conditions using acoustic sound pressure level
in free-form surface milling. // Scientific Research and Essays Vol. 6(2), pp.
256-277, 18 January, 2011.
64.Antonio J. Vallejo, Rubén Morales-Menéndez and J.R. Alique. On-line Cutting
Tool Condition Monitoring in Machining Processes using
Artificial
Intelligence. // "Robotics Automation and Control", ISBN 978-953-7619-18-3,
Published: October 1, 2008 under CC BY-NC-SA 3.0 license.
65.Franci Čuš, Uroš Župerl - Real-Time Cutting Tool Condition Monitoring in
Milling // Strojniški vestnik - Journal of Mechanical Engineering 57(2011)2,
142-150.
66. Njiri J.G., Ikua B.W., Nyakoe G.N. - Feedrate optimization for ball-end
milling of sculptured surfaces using fuzzy logic controller // World Academy
of Science, Engineering and Technology 56 2011.
67.Brecher, C., Pössel-Dölken, F.; Rudolf, Th.: Contact-based Collision Detection
– A New Approach to Avoid Hard Collisions in Machine Tools;in:
International Conference on Smart Machining Systems 2007.
138
ПРИЛОЖЕНИЕ А
Листинг кода интерфейсной оболочки управления таблицами БД
unitUnit1;
interface
uses
Windows, Messages, SysUtils, Variants, Classes, Graphics, Controls, Forms,
Dialogs, DB, ZAbstractRODataset, ZAbstractDataset, ZAbstractTable,
ZDataset, ZConnection, Grids, DBGrids, StdCtrls, Menus, ExtCtrls, ValEdit,
jpeg;
type
TForm1 = class(TForm)
ZConnection1: TZConnection;
DataSource1: TDataSource;
DBGrid1: TDBGrid;
ZQuery1: TZQuery;
ButtonQpar: TButton;
GroupBox1: TGroupBox;
Edit1: TEdit;
Edit2: TEdit;
Label1: TLabel;
Label2: TLabel;
buttonTTX: TButton;
Image1: TImage;
ButtonLeft: TButton;
ButtonRight: TButton;
MainMenu1: TMainMenu;
N1: TMenuItem;
N2: TMenuItem;
N3: TMenuItem;
N21: TMenuItem;
Search: TEdit;
Label3: TLabel;
Memo1: TMemo;
DBGrid2: TDBGrid;
Label4: TLabel;
Label5: TLabel;
ZQuery2: TZQuery;
DataSource2: TDataSource;
ScrollBox1: TScrollBox;
N4: TMenuItem;
procedureButtonQparClick(Sender: TObject);
procedureFormCreate(Sender: TObject);
procedurebuttonTTXClick(Sender: TObject);
procedureButtonRightClick(Sender: TObject);
procedureButtonLeftClick(Sender: TObject);
procedureCasePage;
procedure N21Click(Sender: TObject);
procedure N3Click(Sender: TObject);
procedure ScrollBox1MouseWheel(Sender: TObject; Shift: TShiftState;
WheelDelta: Integer; MousePos: TPoint; var Handled: Boolean);
procedure N4Click(Sender: TObject);
private
{ Private declarations }
public
{ Public declarations }
139
end;
var
Form1: TForm1;
count: integer;
bool:boolean;
implementation
uses Unit2;
{$R *.dfm}
procedure TForm1.ButtonQparClick(Sender: TObject);
begin
zquery1.SQL[0]:='select * from qparemetry where id>'+inttostr(strtoint(edit1.Text)-1)+' and
id<'+inttostr(strtoint(edit2.Text)+1)+';';
zquery1.Active:=true;
dbGrid1.Columns.Items[0].Width:=30;
dbGrid1.Columns.Items[1].Width:=410;
dbGrid1.Columns.Items[2].Width:=80;
dbGrid1.Columns.Items[3].Width:=60;
dbGrid1.Columns.Items[4].Width:=410;
end;
procedure TForm1.FormCreate(Sender: TObject);
begin
bool:=true;
count:=1;
buttonqpar.Visible:=false;
groupbox1.Visible:=false;
DBgrid1.Visible:=false;
buttonTTX.Visible:=false;
image1.Visible:=false;
memo1.Visible:=false;
DBGrid2.Visible:=false;
buttonleft.Visible:=false;
buttonleft.Enabled:=false;
buttonright.Visible:=false;
label5.Visible:=false;
label4.Caption:='НЕКОЕ ПРИВЕТСТВИЕ';
try
zquery1.SQL[0]:='set names cp1251;';
zquery1.Active:=true;
except
end;
end;
procedure TForm1.buttonTTXClick(Sender: TObject);
begin
ifbool=true then
begin
DBgrid1.Visible:=true;
buttonTTX.Caption:='Скрыть';
bool:=false;
zquery1.SQL[0]:='select property, dimension, value1, value2 from tth;';
zquery1.Active:=true;
dbGrid1.Columns.Items[0].Width:=600;
dbGrid1.Columns.Items[1].Width:=60;
dbGrid1.Columns.Items[2].Width:=250;
dbGrid1.Columns.Items[3].Width:=50;
end
140
else
begin
DBgrid1.Visible:=false;
buttonTTX.Caption:='Характеристики';
bool:=true
end;
end;
procedure TForm1.ButtonRightClick(Sender: TObject);
begin
count:=count+1;
if count>=2 then
buttonright.Enabled:=false;
buttonleft.Enabled:=true;
CasePage
end;
procedure TForm1.ButtonLeftClick(Sender: TObject);
begin
count:=count-1;
if count<=1 then
buttonleft.Enabled:=false;
buttonright.Enabled:=true;
CasePage
end;
procedure TForm1.CasePage;
begin
case count of
1:begin
image1.Picture.LoadFromFile('1.jpg');
Label5.Caption:='Списокузлов 1:'
end;
2:begin
image1.Picture.LoadFromFile('2.jpg');
Label5.Caption:='Списокузлов 2:'
end;
end;
end;
procedure TForm1.N21Click(Sender: TObject);
begin
image1.Visible:=true;
buttonTTX.Visible:=true;
memo1.Visible:=true;
DBGrid2.Visible:=true;
buttonleft.Visible:=true;
buttonright.Visible:=true;
label5.Visible:=true;
label4.Caption:='2204ВМФ4';
zquery2.Active:=true;
end;
procedure TForm1.N3Click(Sender: TObject);
begin
close;
end;
procedure TForm1.ScrollBox1MouseWheel(Sender: TObject; Shift: TShiftState;
WheelDelta: Integer; MousePos: TPoint; var Handled: Boolean);
Var
msg: Cardinal;
141
code: Cardinal;
i, n: Integer;
begin
If WindowFromPoint(mousepos ) = scrollbox1.Handle then
Begin
Handled := true;
ifssShift In Shift Then
msg := WM_HSCROLL
else
msg := WM_VSCROLL;
ifWheelDelta< 0 Then
code := SB_LINEDOWN
else
code := SB_LINEUP;
n:= Mouse.WheelScrollLines;
for i:= 1 to n Do
scrollbox1.Perform(msg, code, 0 );
scrollbox1.Perform(msg, SB_ENDSCROLL, 0 );
end;
end;
procedure TForm1.N4Click(Sender: TObject);
begin
form2.Visible:=true;
form1.Visible:=false;
end;
end.
unit Unit2;
interface
uses
Windows, Messages, SysUtils, Variants, Classes, Graphics, Controls, Forms,
Dialogs, Grids, DBGrids, DB, ZConnection, ZAbstractRODataset,
ZAbstractDataset, ZDataset, Unit1, StdCtrls;
type
TForm2 = class(TForm)
ZQuery1: TZQuery;
DataSource1: TDataSource;
DBGrid1: TDBGrid;
Button1: TButton;
Edit1: TEdit;
Edit2: TEdit;
Edit3: TEdit;
Edit4: TEdit;
Edit5: TEdit;
Edit6: TEdit;
Edit7: TEdit;
Edit8: TEdit;
Edit9: TEdit;
Edit10: TEdit;
Edit11: TEdit;
Edit12: TEdit;
Edit13: TEdit;
Edit14: TEdit;
GroupBox1: TGroupBox;
142
Label1: TLabel;
Label2: TLabel;
Label3: TLabel;
Label4: TLabel;
Label5: TLabel;
Label6: TLabel;
Label7: TLabel;
Label8: TLabel;
Label9: TLabel;
Label10: TLabel;
Label11: TLabel;
Label12: TLabel;
Label13: TLabel;
Label14: TLabel;
Button2: TButton;
procedurerefreshtable;
procedureFormClose(Sender: TObject; var Action: TCloseAction);
procedureFormCreate(Sender: TObject);
procedure Button1Click(Sender: TObject);
procedure Button2Click(Sender: TObject);
private
{ Private declarations }
public
{ Public declarations }
end;
var
Form2: TForm2;
implementation
{$R *.dfm}
procedure TForm2.FormClose(Sender: TObject; var Action: TCloseAction);
begin
form2.Visible:=false;
form1.Visible:=true;
end;
procedure TForm2.FormCreate(Sender: TObject);
begin
refreshtable;
end;
procedure TForm2.Button1Click(Sender: TObject);
var i:integer;
begin
try
zquery1.SQL[0]:='ALTER TABLE `stanok`.`tochnost` ADD COLUMN `'+DateToStr(SysUtils.Date)+'` FLOAT
NULL;';
zquery1.Active:=false;
zquery1.Active:=true;
except
end;
for i:=1 to 15 do
begin
try
case i of
1:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit1.Text+' WHERE `id
proverki`=1;';
2:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit2.Text+' WHERE `id
proverki`=2;';
143
3:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit3.Text+' WHERE `id
proverki`=3;';
4:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit4.Text+' WHERE `id
proverki`=4;';
5:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit5.Text+' WHERE `id
proverki`=5;';
6:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit6.Text+' WHERE `id
proverki`=6;';
7:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit7.Text+' WHERE `id
proverki`=7;';
8:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit8.Text+' WHERE `id
proverki`=8;';
9:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit9.Text+' WHERE `id
proverki`=9;';
10:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit10.Text+' WHERE `id
proverki`=10;';
11:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit11.Text+' WHERE `id
proverki`=11;';
12:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit12.Text+' WHERE `id
proverki`=12;';
13:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit13.Text+' WHERE `id
proverki`=13;';
14:zquery1.SQL[0]:='UPDATE `tochnost` SET `'+DateToStr(SysUtils.Date)+'`='+edit14.Text+' WHERE `id
proverki`=14;';
end;
zquery1.Active:=false;
zquery1.Active:=true;
except
end;
end;
refreshtable;
end;
procedure TForm2.Button2Click(Sender: TObject);
begin
try
zquery1.SQL[0]:='ALTER TABLE `tochnost` DROP COLUMN `'+DateToStr(SysUtils.Date)+'`;';
zquery1.Active:=false;
zquery1.Active:=true;
except
end;
refreshtable;
end;
procedure Tform2.refreshtable;
begin
zquery1.SQL[0]:='select * from tochnost;';
zquery1.Active:=true;
dbGrid1.Columns.Items[0].Width:=30;
dbGrid1.Columns.Items[1].Width:=350;
dbGrid1.Columns.Items[2].Width:=20;
dbGrid1.Columns.Items[3].Width:=60;
end;
end.
144
ПРИЛОЖЕНИЕ Б
Алгоритм работы системы знаний
145
ПРИЛОЖЕНИЕ В
Листинг кода программы «SmartPassport»
Project.pro
<?xml version="1.0" encoding="UTF-8"?>
<!DOCTYPE QtCreatorProject>
<!-- Written by QtCreator 3.1.2, 2014-08-24T22:07:01. -->
<qtcreator>
<data>
<variable>ProjectExplorer.Project.ActiveTarget</variable>
<value type="int">0</value>
</data>
<data>
<variable>ProjectExplorer.Project.EditorSettings</variable>
<valuemap type="QVariantMap">
<value type="bool"
key="EditorConfiguration.AutoIndent">true</value>
<value type="bool"
key="EditorConfiguration.AutoSpacesForTabs">false</value>
<value type="bool"
key="EditorConfiguration.CamelCaseNavigation">true</value>
<valuemap type="QVariantMap" key="EditorConfiguration.CodeStyle.0">
<value type="QString" key="language">Cpp</value>
<valuemap type="QVariantMap" key="value">
<value type="QByteArray"
key="CurrentPreferences">CppGlobal</value>
</valuemap>
</valuemap>
<valuemap type="QVariantMap" key="EditorConfiguration.CodeStyle.1">
<value type="QString" key="language">QmlJS</value>
<valuemap type="QVariantMap" key="value">
<value type="QByteArray"
key="CurrentPreferences">QmlJSGlobal</value>
</valuemap>
</valuemap>
<value type="int"
key="EditorConfiguration.CodeStyle.Count">2</value>
<value type="QByteArray" key="EditorConfiguration.Codec">UTF8</value>
<value type="bool"
key="EditorConfiguration.ConstrainTooltips">false</value>
<value type="int" key="EditorConfiguration.IndentSize">4</value>
<value type="bool"
key="EditorConfiguration.KeyboardTooltips">false</value>
<value type="int" key="EditorConfiguration.MarginColumn">80</value>
<value type="bool"
key="EditorConfiguration.MouseHiding">true</value>
<value type="bool"
key="EditorConfiguration.MouseNavigation">true</value>
<value type="int" key="EditorConfiguration.PaddingMode">1</value>
<value type="bool"
key="EditorConfiguration.ScrollWheelZooming">true</value>
<value type="bool"
key="EditorConfiguration.ShowMargin">false</value>
146
<value type="int"
key="EditorConfiguration.SmartBackspaceBehavior">0</value>
<value type="bool"
key="EditorConfiguration.SpacesForTabs">true</value>
<value type="int"
key="EditorConfiguration.TabKeyBehavior">0</value>
<value type="int" key="EditorConfiguration.TabSize">8</value>
<value type="bool" key="EditorConfiguration.UseGlobal">true</value>
<value type="int"
key="EditorConfiguration.Utf8BomBehavior">1</value>
<value type="bool"
key="EditorConfiguration.addFinalNewLine">true</value>
<value type="bool"
key="EditorConfiguration.cleanIndentation">true</value>
<value type="bool"
key="EditorConfiguration.cleanWhitespace">true</value>
<value type="bool"
key="EditorConfiguration.inEntireDocument">false</value>
</valuemap>
</data>
<data>
<variable>ProjectExplorer.Project.PluginSettings</variable>
<valuemap type="QVariantMap"/>
</data>
<data>
<variable>ProjectExplorer.Project.Target.0</variable>
<valuemap type="QVariantMap">
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">Desktop
Qt 5.3 GCC 64bit</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName">Desktop Qt 5.3
GCC 64bit</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">qt.53.gcc_64_kit</value>
<value type="int"
key="ProjectExplorer.Target.ActiveBuildConfiguration">0</value>
<value type="int"
key="ProjectExplorer.Target.ActiveDeployConfiguration">0</value>
<value type="int"
key="ProjectExplorer.Target.ActiveRunConfiguration">0</value>
<valuemap type="QVariantMap"
key="ProjectExplorer.Target.BuildConfiguration.0">
<value type="QString"
key="ProjectExplorer.BuildConfiguration.BuildDirectory">/home/trizer/W
ork/Лысенко Научная работа/dbin_x64_linux</value>
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildConfiguration.BuildStepList.0">
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildStepList.Step.0">
<value type="bool"
key="ProjectExplorer.BuildStep.Enabled">true</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">qmake</v
alue>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
147
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">QtProjectManager.QMakeBu
ildStep</value>
<value type="bool"
key="QtProjectManager.QMakeBuildStep.LinkQmlDebuggingLibrary">false</v
alue>
<value type="bool"
key="QtProjectManager.QMakeBuildStep.LinkQmlDebuggingLibraryAuto">true
</value>
<value type="QString"
key="QtProjectManager.QMakeBuildStep.QMakeArguments"></value>
<value type="bool"
key="QtProjectManager.QMakeBuildStep.QMakeForced">false</value>
</valuemap>
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildStepList.Step.1">
<value type="bool"
key="ProjectExplorer.BuildStep.Enabled">true</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">РЎР±РѕСЂ
РєР°</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">Qt4ProjectManager.MakeSt
ep</value>
<valuelist type="QVariantList"
key="Qt4ProjectManager.MakeStep.AutomaticallyAddedMakeArguments">
<value type="QString">-w</value>
<value type="QString">-r</value>
</valuelist>
<value type="bool"
key="Qt4ProjectManager.MakeStep.Clean">false</value>
<value type="QString"
key="Qt4ProjectManager.MakeStep.MakeArguments"></value>
<value type="QString"
key="Qt4ProjectManager.MakeStep.MakeCommand"></value>
</valuemap>
<value type="int"
key="ProjectExplorer.BuildStepList.StepsCount">2</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">РЎР±РѕСЂ
РєР°</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">ProjectExplorer.BuildSte
ps.Build</value>
</valuemap>
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildConfiguration.BuildStepList.1">
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildStepList.Step.0">
<value type="bool"
key="ProjectExplorer.BuildStep.Enabled">true</value>
148
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">РЎР±РѕСЂ
РєР°</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">Qt4ProjectManager.MakeSt
ep</value>
<valuelist type="QVariantList"
key="Qt4ProjectManager.MakeStep.AutomaticallyAddedMakeArguments">
<value type="QString">-w</value>
<value type="QString">-r</value>
</valuelist>
<value type="bool"
key="Qt4ProjectManager.MakeStep.Clean">true</value>
<value type="QString"
key="Qt4ProjectManager.MakeStep.MakeArguments">clean</value>
<value type="QString"
key="Qt4ProjectManager.MakeStep.MakeCommand"></value>
</valuemap>
<value type="int"
key="ProjectExplorer.BuildStepList.StepsCount">1</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">Очис
тка</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">ProjectExplorer.BuildSte
ps.Clean</value>
</valuemap>
<value type="int"
key="ProjectExplorer.BuildConfiguration.BuildStepListCount">2</value>
<value type="bool"
key="ProjectExplorer.BuildConfiguration.ClearSystemEnvironment">false<
/value>
<valuelist type="QVariantList"
key="ProjectExplorer.BuildConfiguration.UserEnvironmentChanges"/>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">Отла
РґРєР°</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">Qt4ProjectManager.Qt4Bui
ldConfiguration</value>
<value type="int"
key="Qt4ProjectManager.Qt4BuildConfiguration.BuildConfiguration">2</va
lue>
<value type="bool"
key="Qt4ProjectManager.Qt4BuildConfiguration.UseShadowBuild">true</val
ue>
</valuemap>
<valuemap type="QVariantMap"
key="ProjectExplorer.Target.BuildConfiguration.1">
149
<value type="QString"
key="ProjectExplorer.BuildConfiguration.BuildDirectory">/home/trizer/W
ork/Лысенко Научная работа/bin_x64_linux</value>
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildConfiguration.BuildStepList.0">
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildStepList.Step.0">
<value type="bool"
key="ProjectExplorer.BuildStep.Enabled">true</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">qmake</v
alue>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">QtProjectManager.QMakeBu
ildStep</value>
<value type="bool"
key="QtProjectManager.QMakeBuildStep.LinkQmlDebuggingLibrary">false</v
alue>
<value type="bool"
key="QtProjectManager.QMakeBuildStep.LinkQmlDebuggingLibraryAuto">true
</value>
<value type="QString"
key="QtProjectManager.QMakeBuildStep.QMakeArguments"></value>
<value type="bool"
key="QtProjectManager.QMakeBuildStep.QMakeForced">false</value>
</valuemap>
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildStepList.Step.1">
<value type="bool"
key="ProjectExplorer.BuildStep.Enabled">true</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">РЎР±РѕСЂ
РєР°</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">Qt4ProjectManager.MakeSt
ep</value>
<valuelist type="QVariantList"
key="Qt4ProjectManager.MakeStep.AutomaticallyAddedMakeArguments">
<value type="QString">-w</value>
<value type="QString">-r</value>
</valuelist>
<value type="bool"
key="Qt4ProjectManager.MakeStep.Clean">false</value>
<value type="QString"
key="Qt4ProjectManager.MakeStep.MakeArguments"></value>
<value type="QString"
key="Qt4ProjectManager.MakeStep.MakeCommand"></value>
</valuemap>
<value type="int"
key="ProjectExplorer.BuildStepList.StepsCount">2</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">РЎР±РѕСЂ
РєР°</value>
150
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">ProjectExplorer.BuildSte
ps.Build</value>
</valuemap>
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildConfiguration.BuildStepList.1">
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildStepList.Step.0">
<value type="bool"
key="ProjectExplorer.BuildStep.Enabled">true</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">РЎР±РѕСЂ
РєР°</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">Qt4ProjectManager.MakeSt
ep</value>
<valuelist type="QVariantList"
key="Qt4ProjectManager.MakeStep.AutomaticallyAddedMakeArguments">
<value type="QString">-w</value>
<value type="QString">-r</value>
</valuelist>
<value type="bool"
key="Qt4ProjectManager.MakeStep.Clean">true</value>
<value type="QString"
key="Qt4ProjectManager.MakeStep.MakeArguments">clean</value>
<value type="QString"
key="Qt4ProjectManager.MakeStep.MakeCommand"></value>
</valuemap>
<value type="int"
key="ProjectExplorer.BuildStepList.StepsCount">1</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">Очис
тка</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">ProjectExplorer.BuildSte
ps.Clean</value>
</valuemap>
<value type="int"
key="ProjectExplorer.BuildConfiguration.BuildStepListCount">2</value>
<value type="bool"
key="ProjectExplorer.BuildConfiguration.ClearSystemEnvironment">false<
/value>
<valuelist type="QVariantList"
key="ProjectExplorer.BuildConfiguration.UserEnvironmentChanges"/>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">Выпу
СЃРє</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
151
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">Qt4ProjectManager.Qt4Bui
ldConfiguration</value>
<value type="int"
key="Qt4ProjectManager.Qt4BuildConfiguration.BuildConfiguration">0</va
lue>
<value type="bool"
key="Qt4ProjectManager.Qt4BuildConfiguration.UseShadowBuild">true</val
ue>
</valuemap>
<value type="int"
key="ProjectExplorer.Target.BuildConfigurationCount">2</value>
<valuemap type="QVariantMap"
key="ProjectExplorer.Target.DeployConfiguration.0">
<valuemap type="QVariantMap"
key="ProjectExplorer.BuildConfiguration.BuildStepList.0">
<value type="int"
key="ProjectExplorer.BuildStepList.StepsCount">0</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">Уста
РЅРѕРІРєР°</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">ProjectExplorer.BuildSte
ps.Deploy</value>
</valuemap>
<value type="int"
key="ProjectExplorer.BuildConfiguration.BuildStepListCount">1</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">Лока
льная установка</value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">ProjectExplorer.DefaultD
eployConfiguration</value>
</valuemap>
<value type="int"
key="ProjectExplorer.Target.DeployConfigurationCount">1</value>
<valuemap type="QVariantMap"
key="ProjectExplorer.Target.PluginSettings"/>
<valuemap type="QVariantMap"
key="ProjectExplorer.Target.RunConfiguration.0">
<valuelist type="QVariantList"
key="Analyzer.Valgrind.AddedSuppressionFiles"/>
<value type="bool"
key="Analyzer.Valgrind.Callgrind.CollectBusEvents">false</value>
<value type="bool"
key="Analyzer.Valgrind.Callgrind.CollectSystime">false</value>
<value type="bool"
key="Analyzer.Valgrind.Callgrind.EnableBranchSim">false</value>
<value type="bool"
key="Analyzer.Valgrind.Callgrind.EnableCacheSim">false</value>
<value type="bool"
key="Analyzer.Valgrind.Callgrind.EnableEventToolTips">true</value>
152
<value type="double"
key="Analyzer.Valgrind.Callgrind.MinimumCostRatio">0.01</value>
<value type="double"
key="Analyzer.Valgrind.Callgrind.VisualisationMinimumCostRatio">10</va
lue>
<value type="bool"
key="Analyzer.Valgrind.FilterExternalIssues">true</value>
<value type="int"
key="Analyzer.Valgrind.LeakCheckOnFinish">1</value>
<value type="int" key="Analyzer.Valgrind.NumCallers">25</value>
<valuelist type="QVariantList"
key="Analyzer.Valgrind.RemovedSuppressionFiles"/>
<value type="int"
key="Analyzer.Valgrind.SelfModifyingCodeDetection">1</value>
<value type="bool"
key="Analyzer.Valgrind.Settings.UseGlobalSettings">true</value>
<value type="bool"
key="Analyzer.Valgrind.ShowReachable">false</value>
<value type="bool"
key="Analyzer.Valgrind.TrackOrigins">true</value>
<value type="QString"
key="Analyzer.Valgrind.ValgrindExecutable">valgrind</value>
<valuelist type="QVariantList"
key="Analyzer.Valgrind.VisibleErrorKinds">
<value type="int">0</value>
<value type="int">1</value>
<value type="int">2</value>
<value type="int">3</value>
<value type="int">4</value>
<value type="int">5</value>
<value type="int">6</value>
<value type="int">7</value>
<value type="int">8</value>
<value type="int">9</value>
<value type="int">10</value>
<value type="int">11</value>
<value type="int">12</value>
<value type="int">13</value>
<value type="int">14</value>
</valuelist>
<value type="int" key="PE.EnvironmentAspect.Base">2</value>
<valuelist type="QVariantList"
key="PE.EnvironmentAspect.Changes"/>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DefaultDisplayName">Project<
/value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.DisplayName"></value>
<value type="QString"
key="ProjectExplorer.ProjectConfiguration.Id">Qt4ProjectManager.Qt4Run
Configuration:/home/trizer/Work/Лысенко Научная
работа/Project/Project.pro</value>
<value type="QString"
key="Qt4ProjectManager.Qt4RunConfiguration.CommandLineArguments"></val
ue>
153
<value type="QString"
key="Qt4ProjectManager.Qt4RunConfiguration.ProFile">Project.pro</value
>
<value type="bool"
key="Qt4ProjectManager.Qt4RunConfiguration.UseDyldImageSuffix">false</
value>
<value type="bool"
key="Qt4ProjectManager.Qt4RunConfiguration.UseTerminal">false</value>
<value type="QString"
key="Qt4ProjectManager.Qt4RunConfiguration.UserWorkingDirectory"></val
ue>
<value type="uint"
key="RunConfiguration.QmlDebugServerPort">3768</value>
<value type="bool"
key="RunConfiguration.UseCppDebugger">false</value>
<value type="bool"
key="RunConfiguration.UseCppDebuggerAuto">true</value>
<value type="bool"
key="RunConfiguration.UseMultiProcess">false</value>
<value type="bool"
key="RunConfiguration.UseQmlDebugger">false</value>
<value type="bool"
key="RunConfiguration.UseQmlDebuggerAuto">true</value>
</valuemap>
<value type="int"
key="ProjectExplorer.Target.RunConfigurationCount">1</value>
</valuemap>
</data>
<data>
<variable>ProjectExplorer.Project.TargetCount</variable>
<value type="int">1</value>
</data>
<data>
<variable>ProjectExplorer.Project.Updater.EnvironmentId</variable>
<value type="QByteArray">{afe836f2-6bdd-40cb-9f62f80036e024b1}</value>
</data>
<data>
<variable>ProjectExplorer.Project.Updater.FileVersion</variable>
<value type="int">15</value>
</data>
</qtcreator>
mainwindow.ui
<?xml version="1.0" encoding="UTF-8"?>
<ui version="4.0">
<class>MainWindow</class>
<widget class="QMainWindow" name="MainWindow">
<property name="geometry">
<rect>
<x>0</x>
<y>0</y>
<width>947</width>
<height>450</height>
154
</rect>
</property>
<property name="windowTitle">
<string>SmartPassport</string>
</property>
<widget class="QWidget" name="centralWidget">
<layout class="QHBoxLayout" name="horizontalLayout">
<item>
<widget class="QListWidget" name="mainMenuList">
<property name="minimumSize">
<size>
<width>200</width>
<height>100</height>
</size>
</property>
<property name="maximumSize">
<size>
<width>200</width>
<height>16777215</height>
</size>
</property>
<property name="font">
<font>
<pointsize>12</pointsize>
</font>
</property>
<item>
<property name="text">
<string>Настройки</string>
</property>
</item>
<item>
<property name="text">
<string>База данных</string>
</property>
</item>
<item>
<property name="text">
<string>Подготовка</string>
</property>
</item>
<item>
<property name="text">
<string>Запуск станка</string>
</property>
</item>
</widget>
</item>
<item>
<widget class="QStackedWidget" name="stackedWidget">
<property name="currentIndex">
<number>1</number>
</property>
<widget class="QWidget" name="configPage">
<layout class="QVBoxLayout" name="verticalLayout_4">
<item>
<widget class="QGroupBox" name="groupBox">
155
<property name="title">
<string>База данных</string>
</property>
<layout class="QHBoxLayout" name="horizontalLayout_4">
<item>
<layout class="QFormLayout" name="formLayout_2">
<item row="0" column="0">
<widget class="QLabel" name="label_5">
<property name="text">
<string>Адрес</string>
</property>
</widget>
</item>
<item row="0" column="1">
<widget class="QLineEdit" name="addressBox">
<property name="text">
<string>127.0.0.1</string>
</property>
</widget>
</item>
<item row="1" column="0">
<widget class="QLabel" name="label_6">
<property name="text">
<string>РџРѕСЂС‚</string>
</property>
</widget>
</item>
<item row="1" column="1">
<widget class="QLineEdit" name="portBox">
<property name="text">
<string>3306</string>
</property>
</widget>
</item>
<item row="2" column="0">
<widget class="QLabel" name="label_7">
<property name="text">
<string>Логин</string>
</property>
</widget>
</item>
<item row="2" column="1">
<widget class="QLineEdit" name="loginBox">
<property name="text">
<string>trizer</string>
</property>
</widget>
</item>
<item row="3" column="0">
<widget class="QLabel" name="label_8">
<property name="text">
<string>Пароль</string>
</property>
</widget>
</item>
<item row="3" column="1">
<widget class="QLineEdit" name="passwordBox">
156
<property name="text">
<string>tkiller</string>
</property>
<property name="echoMode">
<enum>QLineEdit::Password</enum>
</property>
</widget>
</item>
<item row="4" column="0">
<widget class="QLabel" name="label_13">
<property name="text">
<string>База данных</string>
</property>
</widget>
</item>
<item row="4" column="1">
<widget class="QLineEdit" name="dbBox">
<property name="text">
<string>scientific</string>
</property>
</widget>
</item>
</layout>
</item>
<item>
<spacer name="horizontalSpacer">
<property name="orientation">
<enum>Qt::Horizontal</enum>
</property>
<property name="sizeHint" stdset="0">
<size>
<width>40</width>
<height>20</height>
</size>
</property>
</spacer>
</item>
</layout>
</widget>
</item>
<item>
<widget class="QGroupBox" name="groupBox_2">
<property name="title">
<string>Общее</string>
</property>
<layout class="QVBoxLayout" name="verticalLayout_6"/>
</widget>
</item>
</layout>
</widget>
<widget class="QWidget" name="dbPage">
<layout class="QVBoxLayout" name="verticalLayout_2">
<item>
<widget class="QWidget" name="widget_3" native="true">
<layout class="QVBoxLayout" name="verticalLayout_7">
<item>
<widget class="QTabWidget" name="tabWidget">
157
<property name="currentIndex">
<number>3</number>
</property>
<widget class="QWidget" name="tab">
<attribute name="title">
<string>Станки</string>
</attribute>
<layout class="QVBoxLayout" name="verticalLayout_8">
<item>
<widget class="QTableView" name="machinesTable"/>
</item>
</layout>
</widget>
<widget class="QWidget" name="tab_2">
<attribute name="title">
<string>Р˜РЅСЃС‚СЂСѓРјРµРЅС‚С‹</string>
</attribute>
<layout class="QVBoxLayout" name="verticalLayout_9">
<item>
<widget class="QTableView" name="instrumentTable"/>
</item>
</layout>
</widget>
<widget class="QWidget" name="tab_4">
<attribute name="title">
<string>Заготовки</string>
</attribute>
<layout class="QVBoxLayout" name="verticalLayout_10">
<item>
<widget class="QTableView" name="blanksTable"/>
</item>
</layout>
</widget>
<widget class="QWidget" name="tab_3">
<attribute name="title">
<string>Материалы</string>
</attribute>
<layout class="QVBoxLayout" name="verticalLayout_11">
<item>
<widget class="QTableView" name="materialsTable"/>
</item>
</layout>
</widget>
</widget>
</item>
<item>
<layout class="QHBoxLayout" name="horizontalLayout_7">
<item>
<widget class="QPushButton" name="pushButton_5">
<property name="text">
<string>Добавить</string>
</property>
</widget>
</item>
<item>
<widget class="QPushButton" name="pushButton_4">
<property name="text">
158
<string>Удалить</string>
</property>
</widget>
</item>
</layout>
</item>
</layout>
</widget>
</item>
</layout>
</widget>
<widget class="QWidget" name="preparingPage">
<layout class="QVBoxLayout" name="verticalLayout">
<item>
<layout class="QHBoxLayout" name="horizontalLayout_3">
<item>
<layout class="QFormLayout" name="formLayout">
<property name="fieldGrowthPolicy">
<enum>QFormLayout::AllNonFixedFieldsGrow</enum>
</property>
<item row="0" column="0">
<widget class="QLabel" name="label">
<property name="text">
<string>Станок</string>
</property>
</widget>
</item>
<item row="0" column="1">
<widget class="QComboBox" name="machineSelectBox"/>
</item>
<item row="1" column="0">
<widget class="QLabel" name="label_2">
<property name="text">
<string>Р˜РЅСЃС‚СЂСѓРјРµРЅС‚</string>
</property>
</widget>
</item>
<item row="1" column="1">
<widget class="QComboBox" name="instrumentSelectBox"/>
</item>
<item row="2" column="0">
<widget class="QLabel" name="label_3">
<property name="text">
<string>Заготовка</string>
</property>
</widget>
</item>
<item row="2" column="1">
<widget class="QComboBox" name="blankSelectBox"/>
</item>
<item row="3" column="0">
<widget class="QLabel" name="label_14">
<property name="text">
<string>Вылет</string>
</property>
</widget>
</item>
159
<item row="3" column="1">
<widget class="QDoubleSpinBox" name="doubleSpinBox">
<property name="maximum">
<double>1000.000000000000000</double>
</property>
<property name="value">
<double>70.000000000000000</double>
</property>
</widget>
</item>
<item row="4" column="0">
<widget class="QLabel" name="label_4">
<property name="text">
<string>Метод анализа</string>
</property>
</widget>
</item>
<item row="4" column="1">
<widget class="QComboBox" name="trainSelectBox">
<item>
<property name="text">
<string>Виброакустический
анализ</string>
</property>
</item>
<item>
<property name="text">
<string>Data Mining</string>
</property>
</item>
<item>
<property name="text">
<string>Ркспертная система</string>
</property>
</item>
<item>
<property name="text">
<string>Нейро-нечеткая
система</string>
</property>
</item>
</widget>
</item>
</layout>
</item>
<item>
<layout class="QVBoxLayout" name="verticalLayout_3">
<item>
<widget class="QLabel" name="machineImage">
<property name="minimumSize">
<size>
<width>0</width>
<height>200</height>
</size>
</property>
<property name="text">
<string/>
160
</property>
</widget>
</item>
<item>
<spacer name="verticalSpacer">
<property name="orientation">
<enum>Qt::Vertical</enum>
</property>
<property name="sizeHint" stdset="0">
<size>
<width>20</width>
<height>40</height>
</size>
</property>
</spacer>
</item>
</layout>
</item>
</layout>
</item>
<item>
<layout class="QHBoxLayout" name="horizontalLayout_2">
<property name="sizeConstraint">
<enum>QLayout::SetMinimumSize</enum>
</property>
<item>
<widget class="QPushButton" name="pushButton">
<property name="text">
<string>Сохранить</string>
</property>
</widget>
</item>
<item>
<widget class="QPushButton" name="runButton">
<property name="text">
<string>Запуск</string>
</property>
</widget>
</item>
<item>
<widget class="QPushButton" name="pushButton_3">
<property name="text">
<string>РЎР±СЂРѕСЃ</string>
</property>
</widget>
</item>
</layout>
</item>
</layout>
</widget>
<widget class="QWidget" name="startPage">
<layout class="QVBoxLayout" name="verticalLayout_5">
<item>
<layout class="QHBoxLayout" name="horizontalLayout_5">
<item>
<layout class="QFormLayout" name="formLayout_3">
<property name="fieldGrowthPolicy">
161
<enum>QFormLayout::AllNonFixedFieldsGrow</enum>
</property>
<item row="0" column="0">
<widget class="QLabel" name="label_9">
<property name="text">
<string>Станок</string>
</property>
</widget>
</item>
<item row="0" column="1">
<widget class="QLineEdit" name="machineBox">
<property name="readOnly">
<bool>true</bool>
</property>
</widget>
</item>
<item row="1" column="0">
<widget class="QLabel" name="label_10">
<property name="text">
<string>Р˜РЅСЃС‚СЂСѓРјРµРЅС‚</string>
</property>
</widget>
</item>
<item row="1" column="1">
<widget class="QLineEdit" name="instrumentBox">
<property name="readOnly">
<bool>true</bool>
</property>
</widget>
</item>
<item row="2" column="0">
<widget class="QLabel" name="label_11">
<property name="text">
<string>Заготовка</string>
</property>
</widget>
</item>
<item row="2" column="1">
<widget class="QLineEdit" name="blankBox">
<property name="readOnly">
<bool>true</bool>
</property>
</widget>
</item>
<item row="3" column="0">
<widget class="QLabel" name="label_12">
<property name="text">
<string>Скорость</string>
</property>
</widget>
</item>
<item row="3" column="1">
<widget class="QLineEdit" name="speedBox">
<property name="readOnly">
<bool>true</bool>
</property>
</widget>
162
</item>
</layout>
</item>
<item>
<widget class="QWidget" name="widget_2" native="true">
<property name="minimumSize">
<size>
<width>200</width>
<height>200</height>
</size>
</property>
</widget>
</item>
</layout>
</item>
<item>
<spacer name="verticalSpacer_2">
<property name="orientation">
<enum>Qt::Vertical</enum>
</property>
<property name="sizeHint" stdset="0">
<size>
<width>20</width>
<height>40</height>
</size>
</property>
</spacer>
</item>
<item>
<widget class="QProgressBar" name="progressBar">
<property name="value">
<number>24</number>
</property>
</widget>
</item>
<item>
<layout class="QHBoxLayout" name="horizontalLayout_6">
<item>
<widget class="QPushButton" name="startButton">
<property name="text">
<string>Старт</string>
</property>
</widget>
</item>
<item>
<widget class="QPushButton" name="stopButton">
<property name="text">
<string>Стоп</string>
</property>
</widget>
</item>
</layout>
</item>
</layout>
</widget>
</widget>
</item>
163
</layout>
</widget>
<widget class="QStatusBar" name="statusBar"/>
<widget class="QMenuBar" name="menuBar">
<property name="geometry">
<rect>
<x>0</x>
<y>0</y>
<width>947</width>
<height>20</height>
</rect>
</property>
<widget class="QMenu" name="menu">
<property name="title">
<string>Файл</string>
</property>
</widget>
<widget class="QMenu" name="menu_2">
<property name="title">
<string>Помощь</string>
</property>
<addaction name="action"/>
<addaction name="action_2"/>
</widget>
<addaction name="menu"/>
<addaction name="menu_2"/>
</widget>
<action name="action">
<property name="text">
<string>Справка</string>
</property>
</action>
<action name="action_2">
<property name="text">
<string>О программе</string>
</property>
</action>
</widget>
<layoutdefault spacing="6" margin="11"/>
<resources/>
<connections/>
</ui>
164