ПРИЛОЖЕНИЯ К ОТЧЕТУ ПО УМК-1
advertisement

Следует подчеркнуть, что нанообъекты занимают промежуточное состояние
между атомно-молекулярным и конденсированным непрерывным (континуальным)
состоянием вещества, к которому относятся объекты микро- и макромира.
Нанообъекты могут формироваться из более крупных непрерывных объектов
макро-
или
микроскопического
(измельчения,
рассеяния)
уровня
вещества
(диспергационными
путем
методами
их
диспергирования
нанотехнологий)
или
подходом «сверху вниз» (top-down) и из более мелких дискретных объектов (молекул,
атомов и ионов) атомно-молекулярного уровня вещества путем их конденсации
(объединения, уплотнения) (конденсационными методами нанотехнологий) или
подходом «снизу вверх» (bottom up). Следует отметить, что нанообъекты, полученные
конденсационными методами более термодинамически и химически устойчивы, чем
нанообъекты, полученные диспергационными методами.
Соответственно наносистемы (наноструктурированные вещества, материалы и
среды)
также
могут
формироваться
из
нанообъектов
диспергационными
и
конденсационными методами.
Применительно к микроэлектронному производству диспергационные методы
основаны на стратегическом подходе «сверху вниз» (top-down), т.е. осуществляется
локальное удаление ненужных областей функциональных слоев (ФС) путем их травления.
При таком подходе точность воспроизведения размеров элементов структур (разрешение,
локальность травления) в горизонтальной плоскости обеспечивается с помощью
резистивных масок, сформированных в процессах литографии с использованием
радиационного воздействия .
А точность воспроизведения размеров структур в вертикальной плоскости
обеспечивается точностью воспроизведения и контроля:
- толщин функциональных слоев в процессах осаждения, нанесения, окисления,
модификации и полировки на планарных и рельефных поверхностях;
- глубин и профилей в процессах травления;
- глубин и профилей распределения легирующих примесей в процессах ионной
имплантации и термического отжига.
В настоящее время промышленная реализация уровня технологии (УТ) ИМС
осуществляется помощью процессов и оборудования радиационной литографии
начинается с получения требуемых топологических норм (минимальных размеров
элементов) в полимерных маскирующих слоях (в резистивных масках), нанесенных на
функциональные слои (ФС) пластины (подложки). При производстве ИМС необходимо
обеспечивать точность совмещения топологии различных ФС на пластинах не хуже (20 40)% от значения минимального размера элемента топологии.
Перенос созданных топологических рисунков на поверхность подложки или в
функциональные слои, расположенные на поверхности подложки, осуществляется с
помощью процессов травления, а в объем материала подложки с помощью процессов
ионной имплантации с последующим удалением резистивной маски.
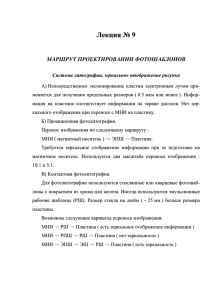
В качестве радиационного воздействия могут быть использованы фотоны различных
энергий, рентгеновские лучи и потоки электронов и ионов (см. рис. 2). В зависимости от
вида радиационного воздействия литография и ее основные элементы шаблоны или маски
называются фото-, рентгено-, электроно- и ионо- соответственно литографией,
шаблонами и масками.
В 2000 году мировой консорциум производителей микросхем International
SEMATECH Inc. принял решение, что индустрии необходимо два метода литографии:
один высоко производительный для массового производства кристаллов схем памяти и
микропроцессоров, а другой менее производительный для малых объемов заказных и
специализированных ИМС.
Заводы с массовым производством ИМС для обеспечения требуемой рентабельности
требуют от процессов литографии обеспечения максимальной производительности
(60 - 120) пластин в час, тогда как минифабрики обычно работают со средней
производительностью процессов в (20 - 25) пластин/час.
Для обеспечения промышленной производительности процессов литографии
необходимо использовать шаблоны для проекционного (параллельного) экспонирования
резистивных слоев.
Для лучевых и проекционных литографий с использованием резистивных масок
разрешение R определяется минимальным размером элемента или зазора в регулярных
плотно упакованных структурах Lmin = 1/2 min pitch, воспроизводимо и стабильно
получаемым в резистивных масках.
Лучевые (последовательные) литографии, при которых резистивные слои
экспонируются путем программируемо последовательного перемещения (сканирования)
по их поверхности сфокусированных пучков (лучей) света, рентгеновского излучения,
электронов и ионов, имеют очень низкую производительность (от десятков минут до
нескольких часов на одну пластину). Лучевые литографии применяются для изготовления
комплектов шаблонов, масок и опытных образцов приборов и микросхем.
Для лучевых литографий минимальный размер Lmin, получаемый в резисте, связан
с диаметром луча Db практическим соотношением Lmin = (4 - 5)∙Db.
Системы
проекционной
литографии
характеризуются
двумя
основными
параметрами: минимальным размером Lmin и глубиной фокуса Df, определяемым по
следующим формулам:
Lmin = k1(λ/NA),
(2.1)
Df = k2[λ/(NA)2],
(2.2)
где λ - длина волны экспонирующего излучения; NA = n∙sin(α/2) и α - числовая апертура и
апертурный угол выходной проекционной линзы; n - показатель преломления среды
между выходной проекционной линзой и слоем фоторезиста (ФР) на пластине; k1 и k2 характеристические постоянные, отражающие специфику всего литографического
процесса.
Рис. 2. Классификация методов получения топологии микросхем, микро- и
наноприборов
Глубина фокуса (deep of focus - DOF) Df - это область около фокальной плоскости
выходной (последней) проекционной линзы литографической системы, в которой
уменьшенное (обычно в 4 или 5 раз) изображение топологического рисунка шаблона еще
имеет адекватную (достаточную) для процесса переноса на резистивный слой пластины
четкость.
Для электронов, протонов и ионов в качестве длины волны используется длина
волны де Бройля, которая определяется по формуле:
λB = h/(2∙m∙e∙U)0,5
(2.3)
где h = 6,626∙10-34Дж∙сек - постоянная Планка; m и e - масса и заряд частицы; U ускоряющее напряжение в вольтах.
Для электронов длина волны де Бройля в нанометрах определяется как λe ≈
1,23/(U)0,5, для протонов - как λp ≈ 2,87∙10-2/(U)0,5 и для однозарядовых ионов - как λi ≈
2,88 ∙10-2 /(M∙U)0,5, где U - ускоряющее напряжение в вольтах; M - молекулярная масса
иона в углеродных единицах массы.
Из-за того, что массы ионов значительно больше масс электронов, λi « λe , что
позволяет разрабатывать системы проекционной ионной литография (ПИЛ) (ion
projection lithography - IPL) с экстремально малой числовой апертурой и большими
полями экспонирования. Например, при U=100 кэВ ионы гелия имеют λB=5∙10-5 нм, что
при NA=10-5 дает Lmin=2,5 нм и Df=±500 мкм. Но реально из-за эффектов расширения
ионных пучков за счет кулоновского взаимодействия зарядов системы ПИЛ
обеспечивают разрешение не более 50 нм.
Такое
же
разрешение
обеспечивают
системы
проекционной
электронной
литографии (projection electron lithography - PEL).
Теневая
рентгеновская
литография
(ТРЛ)
с
зазором
без
уменьшения
топологического рисунка рентгеношаблона (1х X - ray) с λ = 1 нм (0,4 - 2,0 нм),
разрешение которой определяется: как Lmin = k(λ·d)0,5, где k - характеристическая
постоянная процесса в диапазоне от 1 до 2, d - расстояние (зазор) между рентгеношаблоном
и пластиной. При d = (20 - 40) мкм, Lmin = (150 - 400) нм.
В качестве источника рентгеновского излучения в системах ТРЛ используются
источники на основе: электронных пучков, лазерной плазмы и синхротронного излучения.
При использовании высокоинтенсивного и хорошо коллимированного синхротронного
рентгеновского излучения разрешение ТРЛ повышается до 40 - 60 нм.
Кроме того в проекционных системах электронной, ионной и рентгеновской
литографий одним из ненадежных элементов являются шаблоны, которые представляют
собой, либо очень тонкие (толщиной несколько мкм) мембраны, на которые нанесен
топологический рисунок из пленки, поглощающей частицы или излучение (абсорбер),
либо топологический рисунок сформирован в виде сквозных областей.
Безмасочные проекционные и лучевые радиационные литографические процессы,
реализуемые в лабораторных условиях, не получили промышленного внедрения из-за
низкой производительности, повреждения поверхностных функциональных слоев и
плохой контролируемости бокового профиля осаждаемых и травимых элементов.
В последние годы появились новые лабораторные нелитографические (на основе
эффектов самоформирования) и литографические (с использованием воздействия
нанозондов и нанопечати) методы получения топологии наноструктур, наноприборов и
наносистем. Однако возникновение этих методов, в первую очередь, обусловлено
развитием и исследованиями наноразмерного (1 - 100) нм уровня структуры Материи: его
физики, химии и биологии.
В нелитографических методах для создания наноразмерного топологического
рисунка предпринимаются попытки использовать стратегический подход «снизу вверх»
(bottom-up), т.е. осуществить управляемую безотходную самосборку (self-assembly) или
самоорганизацию элементов структуры, прибора или системы из атомов, молекул или
кластеров.
Самосборка заключается в спонтанной ассоциации как минимум двух или более
компонентов,
приводящей
к
образованию
или
дискретных
супермолекул,
или
протяженных полимолекулярных ансамблей (молекулярные слои, пленки и т.п.). При этом
процесс
ассоциации
происходит
за
счет
межмолекулярных
(нековалентных)
взаимодействий.
Самоорганизация - это многокомпонентная межмолекулярная упорядоченная
самоассоциация, включающая системы, в которых возможно спонтанное возникновение
порядка в пространстве (структурного порядка) и/или во времени (временного
(динамического) порядка). Таким образом, самоорганизация включает взаимодействия и
интеграцию, обусловливающие коллективное поведение, и является более узким
термином, чем самосборка.
Однако все нелитографические методы имеют существенное ограничение, связанное
с
недостаточной
контролируемостью
и
воспроизводимостью
процессов
самоформирования по размерам, степени упорядоченности или месту расположения
наноструктур на пластине (подложке).
Их главная проблема заключается в невозможности трансляции идеального порядка
на большие расстояния. Как правило, размеры идеально упорядоченных областей в
указанных технологических процессах не превышают нескольких микрон, в отличие от
природных объектов, например снежинок, с дальним порядком симметрии.
Необходимо провести большой комплекс научно-исследовательских работ для
реализации возможности интеграции нелитографических методов в современную
технологию микро- и наноэлектроники.
Поэтому в настоящее время все нелитографические методы формирования
наноструктур имеют исключительно экспериментальный (лабораторный) характер
применительно к микро- и наноэлектроники и не пригодны для промышленного
использования в производстве ИМС и наноприборов.
Таким образом, литографические методы получения нанотопологии являются
стратегическим путем развития технологии микро- и наноэлектроники, а также
производства ИМС и наноприборов.
Появившиеся новые литографические методы с воздействием на поверхность
обрабатываемого слоя нанозондов сканирующего туннельного и атомно-силового
микроскопов, различного типа наноштампов, а также нанопечати с использованием
специальных
высокоразрешающих
принтеров
получили
соответственно
названия
зондовой литографии (ЗЛ), наноимпринт литографии (НИЛ) и нанопечатной литографии
(НПЛ).
Сканирующий туннельный и атомно-силовой микроскопы (СТМ и АСМ) позволяют
не только проводить операции нанолитографии, но и при обеспечении соответствующей
окружающей среды дают возможность реализовать комплекс механических и физикохимических обработок для создания любых наноструктур с одновременной визуализацией
и контролем этих структур.
Процессы проекционной шаблонной литографии на основе рентгеновских лучей,
электронов и ионов не получили промышленного распространения из-за технической
сложности реализации, и уже не рассматриваются в международных прогнозах ITRS
(ITRS - The International Technology Roadmap for Semiconductors) ассоциацией
производителей ИС (Semiconductor Industrial Association - SIA), начиная с 2005 года, как
следующее поколение процессов литографии (next generation lithography - NGL).
Процессы безшаблонной сканирующей электроннолучевой литографии (e-beam
direct
write
-
EBDW),
в
которых
резистивные
слои
экспонируются
путем
программируемого перемещения (сканирования) по их поверхности сфокусированных
пучков электронов имеют высокое разрешение, но низкую производительность для
экспонирования рабочих пластин с ИНС. Они применяются для изготовления комплектов
фотошаблонов для проекционной фотолитографии, комплектов специальных отражающих
шаблонов для проекционной ЭУФ литографии и комплектов наноштампов для
наноимпринтлитографии (НИЛ) а также опытных образцов наноприборов и наносхем
(ИНС).
Процессы безшаблонной сканирующей ионно-лучевой литографии, в которых
резистивные слои экспонируются путем программируемого перемещения (сканирования)
по
их
поверхности
распространения,
так
сфокусированных
как
по
пучков
разрешению
ионов,
и
не
получили
широкого
быстродействию
уступают
электроннолучевым процессам, а системы для их реализации более сложны и
дорогостоящи в эксплуатации.
Процессы безшаблонной сканирующей лазерной литографии, в которых
резистивные
слои
экспонируются
путем
сканирования
по
их
поверхности
сфокусированных лазерных пучков, в настоящее время имеют недостаточное разрешение
для получения элементов субстананометровых размеров, однако широко используются в
системах лазерной генерации изображения для получения топологических рисунков на
фотошаблонах и непосредственно на больших стеклянных заготовках для экранов
(дисплеев).
Ионнолучевые сканирующие безмасочные (без использования резистивных
масок) литографические процессы не получили промышленного внедрения при
обработке рабочих пластин с ИНС из-за низкой производительности ионного травления,
повреждения функциональных слоев и плохой контролируемости бокового профиля
травимых элементов. Однако они часто используются для подготовки образцов к
исследованию на просвечивающем (трансмиссионном) электронном микроскопе (ТЭМ),
для анализа причин брака в кристаллах ИНС.
Лекция 3. Процессные модули (микромаршруты операций) современной оптической
фотолитографии, их технологические характеристики и связи последних с
характеристиками получаемых структур СБИС
Для промышленного производства ИМС используются процессы проекционной
фотолитографии (ПФЛ), в которых топологический рисунок фотошаблона (ФШ)
(photomask) переносится на слой фоточувствительного материала - фоторезиста (ФР),
нанесенного на подложку с функциональным слоем (ФС), путем прямого теневого
проецирования без уменьшения размеров или путем проецирования через оптическую
систему, как с уменьшением размеров, так и без уменьшения размеров элементов
топологического рисунка ФШ.
Поэтому ПФЛ (и системы ПФЛ) подразделяется:
- на ПФЛ без уменьшения топологического рисунка ФШ - 1:1 ПФЛ или 1хПФЛ;
- и на ПФЛ с уменьшением топологического рисунка ФШ в N(M) раз (N(M)=2; 4; 5 и
10) - N(M):1 ПФЛ или N(M)хПФЛ.
1хПФЛ при прямом теневом проецировании топологического рисунка ФШ
подразделяется:
- на контактную ПФЛ (contact PL), при которой ФШ находится в непосредственном
механическом контакте с подложкой, покрытой слоем ФР;
- и на ПФЛ с зазором между ФШ и покрытой слоем ФР подложкой (proximity PL).
Величина зазора (gap) обычно составляет (20 - 40) мкм.
При проецировании топологического рисунка ФШ через оптическую систему ПФЛ
подразделяется на:
- сканирующую по всей пластине без уменьшения - 1хПФЛ (1:1 wafer scan PL);
- пошаговую без уменьшения - 1хПФЛ (1:1 step-and-repeat PL);
- пошаговую с уменьшением в N раз - пNхПФЛ (N:1 step-and-repeat PL);
- пошаговую сканирующую с уменьшением в N раз - псNхПФЛ (N:1 step-and-scan
PL).
Позитивный
растворимыми
в
ФР
-
это
проявителе
ФР,
и
экспонируемые
при
проявлении
области
которого
удаляются,
в
становятся
отличие
от
неэкспонированных областей.
Негативный
ФР
-
это
ФР,
экспонируемые
области
которого
становятся
нерастворимыми в проявителе и при проявлении не удаляются, в отличие от
неэкспонированных областей.
Простейший
вариант
микромаршрута
(процессного
модуля)
ФЛ
по
функциональному слою (ФС) (формирования топологии ФС) состоит из следующих
операций:
1. Подготовка поверхности ФС на подложке (пластине) с помощью обработки в
парах гексаметилдисилазана (ГМДС) (hexamethyldisilazane - HMDS), которая делает
поверхность ФС гидрофобной, что способствует хорошей адгезии слоя фоторезиста (ФР).
2. Нанесения слоя позитивного ФР на поверхность ФС методами центрифугирования
или распыления из раствора с удалением краевых валиков и затеков на обратную сторону
пластины (подложки).
3. Сушка слоя ФР (soft bake) для удаления остатков растворителя, которая обычно
проводится на термостолике при определенной температуре в течение заданного времени.
4. Контроль равномерности и качества нанесения слоя ФР.
5. Экспонирование слоя ФР через заданный фотошаблон (ФШ) с совмещением
получаемого рисунка по меткам с топологией предыдущего функционального слоя.
6. Проявление экспонированных областей позитивного ФР в растворе проявителя.
7. Дубление (сушка после проявления) ФР (hard bake) для удаления остатков
проявителя, которое обычно проводиться на термостолике при определенной температуре
в течение заданного времени.
8. Визуальный и метрологический контроль топологии, полученной в проявленной
ФР маске.
Операции 1-8 представляют вариант микромаршрута формирования ФР маски
(ФРМ).
9. Травление (жидкостное, газовое или вакуумно-плазменное) ФС через ФР маску.
10. Удаление (жидкостное, газовое или вакуумно-плазменное) ФР маски.
11. Визуальный и метрологический контроль топологии, полученной в ФС.
Микромаршруты ФЛ по ФС значительно усложняются, если в ФС нужно получить
топологию с размерами элементов, близкими к предельному разрешению используемой
системы ПФЛ, или топологию в ФС надо создать на рельефной подложке. В этих случаях
в
микромаршруты
формирования
ФР
маски
добавляются
планаризирующие
антиотражающие покрытия (АОП) (bottom anti-reflective coating - BARC) и отжиг после
операции экспонирования (постэкспозиционный отжиг) (post-exposition annealing).
Для всех видов ФЛ разрешение R определяется минимальным размером элемента
или зазора в регулярных плотно упакованных структурах Lmin = 1/2 min pitch,
воспроизводимо и стабильно получаемым в ФР маске, т.е. R = Lmin.
Для контактной ПФЛ минимальный размер элемента в ФР определяется
минимальным размером элемента на ФШ, который в настоящее время составляет (0,18 0,13) мкм. Однако ФШ с такими размерами очень дороги и не используются в системах
контактной ПФЛ из-за их быстрого загрязнения и повреждения при контакте с
подложкой.
Для ПФЛ с зазором δ между ФШ и подложкой минимальный размер элемента в ФР
определяется по формуле:
Lmin = kg (λ∙δ)0,5,
(3.1)
где kg коэффициент, лежащий в диапазоне от 1,0 до 2,0; λ - длина волны экспонирующего
светового излучения. Для δ=10 мкм и λ=0,436 мкм, Lmin=(2 - 4) мкм.
В настоящее время для промышленного производства ИМС используется
проекционная через оптическую систему фотолитография (далее оптическая ПФЛ) с
уменьшением топологического рисунка ФШ в ФР маске в двух вариантах: пошаговая с
уменьшением в N раз - пNхПФЛ (N:1 step-and-repeat PL) и пошаговая сканирующая с
уменьшением в N раз - псNхПФЛ (N:1 step-and-scan PL).
Первый вариант реализуется в системах оптической ПФЛ, получивших название
степперы (steppers) от английского слова «step», при этом производится пошаговый
перенос (мультиплицирование, размножение) топологического рисунка кристалла ИМС с
ФШ на покрытую слоем ФР пластину, расположенную на координатном столе.
Второй вариант реализуется в системах оптической литографии, получивших
название степпер - сканеры от английского словосочетания «step and scan» или просто
сканеры (scanners), в которых при переносе топологического рисунка с ФШ на пластину
по одной координате делается шаг и в пределах этого шага происходит сканирование по
другой координате вырезанным пучком излучения. Так как сканер проецирует на
пластину исходно меньшее поле, чем степпер, то с его помощью можно получить более
высокое разрешение.
Для оптической ПФЛ разрешение R, равное минимальному размеру элемента,
получаемому в ФР маске, определяется выражением:
R = Lmin = k1(λ/NA),
(3.2)
где λ - длина волны экспонирующего излучения; NA = n∙sin(α/2) и α - числовая апертура и
апертурный угол выходной проекционной линзы; n - показатель преломления среды
между выходной проекционной линзой и слоем ФР на пластине; k1 - характеристическая
постоянная, отражающая специфику всего литографического процесса.
Вторым важным параметром оптической ПФЛ является глубина фокуса Df, т.е.
расстояние
на
перпендикуляре
к
фокальной
плоскости
выходной
(последней)
проекционной линзы литографической системы, на котором уменьшенное (обычно в 4 или
5 раз) изображение топологического рисунка фотошаблона (ФШ) еще имеет адекватную
(достаточную) для процесса переноса на ФР слой пластины четкость (глубину резкости).
Глубина фокуса (deep of focus - DOF) рассчитывается по формуле:
Df = ±k2[λ/(NA)2]
(3.3)
В формулах (3.2) и (3.3): λ - длина волны экспонирующего излучения; NA =
n∙sin(α/2) и α - числовая апертура и апертурный угол выходной проекционной линзы; n показатель преломления среды между выходной проекционной линзой и слоем ФР на
пластине; k1 и k2 - характеристические постоянные, отражающие специфику всего
литографического процесса (рис. 3.7).
Третьим важным параметром является площадь (размер) рабочего поля изображения
или литографического поля. Площадь FL вокруг оптической оси в плоскости
изображения, в пределах которой сохраняется резкость изображения, зависящая от
значения Df, называется рабочим литографическим полем.
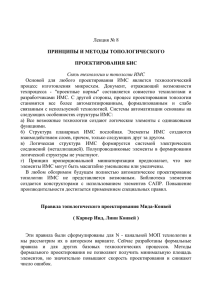
Из формул (3.2) и (3.3) легко получить связь между глубиной фокуса и получаемым
минимальным размером элемента (разрешением):
Df = (k2/k12)·(Lmin2/λ),
(3.4)
т.е. чем выше разрешение (меньше Lmin), тем меньше значения глубины фокуса и площади
литографического поля и тем более жесткие требования предъявляются к планарности
рельефа на поверхности пластины (рис.1).
0.61 – 0.8 0.61
– 0.8
Рис. 1. Базовые соотношения для системы оптической проекционной фотолитографии.
Таким образом, достижение максимального разрешения требует введения в
технологический маршрут изготовления ИМС операций планаризации рельефа на
поверхности пластины и не позволяет увеличивать площадь литографического поля
В настоящее время в промышленных системах оптической ПФЛ используется
монохроматическое излучение со следующими длинами волн:
- в ультрафиолетовой (УФ) области с λ = 436 нм (g - линия спектра ртутной лампы) и
с λ = 365 нм (i - линия спектра ртутной лампы);
- в области глубокого УФ (deep UV - DUV) c λ = 248 нм (эксимерный лазер на KrF)
и с λ = 193 нм (эксимерный лазер на ArF)
В стадии лабораторных испытаний находится ПФЛ с отражающей (зеркальной)
оптикой на экстремальном УФ излучении (ЭУФ литография) (extreme - UV EUV) с λ = 13
нм (11,8 -13,4 нм), генерируемом с помощью плазмы, создаваемой лазерным лучом в
сверхзвуковой струе ксенона.
Из анализа формулы (3.2) для неиммерсионной (n = 1) оптической ПФЛ с учетом,
что величина NA = sin(α/2) может изменяться от 0,4 для наименее совершенных
проекционных систем до 0,93 для наиболее совершенных проекционных систем, следует:
Lmin = (2,50 - 1,08)∙k1·λ.
(3.5)
Согласно дифракционному критерию Рэлея (Rayleigh limit) для оптических
проекционных систем без использования техники повышения разрешения (ТПР)
(resolution enhancement techniques (RETs)) k1 = 0,61. Поэтому выражение (3.5) можно
переписать в виде:
Lmin = (1,52 - 0,66) λ.
Исходя
соотношения
(3.6),
всю
оптическую
ПФЛ
(3.6)
можно
разделить
на
сверхдлинноволновую (Lmin>λ) и субдлинноволновую (Lmin<λ), переход между которыми
произошел в 1993 -94 гг.
Воспроизведение в ФР маске элементов ФШ с размерами меньшими длины волны
экспонирующего излучения требует применения ТПР (приемов и способов) повышения
разрешения (RETs), которая позволяет значительно уменьшить величину k1 в формулах
(3.2) и (3.3) по сравнению с дифракционным критерием (k1 =0,61) и которая будет
рассмотрена в следующих лекциях.
Оптимальное применение ТПР к оптической ПФЛ позволяет в настоящее время
достичь значений k1 = 0,3 (при теоретическом пределе k1 = 0,25). Подставляя k1 = 0,3 в
формулу (3.5) для наиболее совершенных проекционных систем с NA=0,93, можно
получить выражение:
Lmin = 0,32 λ,
(3.7)
из которого следует, что при λ = 365 нм можно достичь максимального разрешения Lmin =
130 нм, при λ = 248 нм - Lmin = 90 нм и при λ = 193 нм - Lmin = 65 нм.
Введение водяной иммерсии (деионизованной воды в область между выходной
линзой и пластиной с ФР маской) явилось революционным подходом для оптической
ПФЛ (см. рис. 2).
Рис. 2. Принципиальная схема иммерсионной оптической проекционной фотолитографии.
Система иммерсионной оптической ПФЛ с λ = 193 нм на основе воды с показателем
преломления n = 1,44 имеет числовую апертуру NA = 1,3 (теоретический предел для NA с
водой составляет 1,35), поэтому формулу (3.7) для минимального размера, полученную
для k1 = 0,3 и NA = 0,93, можно переписать в виде:
Lmin = 0,23 λ,
(3.8)
из которой следует, что при λ = 193 нм можно достичь максимального разрешения Lmin =
45 нм.
Применение метода двойного экспонирования позволяет уменьшить величину
фактора k1 до 0,2, тогда выражение (3.8) преобразуется следующим образом:
Lmin = 0,15 λ,
(3.9)
из которого следует, что при λ = 193 нм можно достичь максимального разрешения Lmin =
32 нм. Однако при этом в 2 раза, как возрастет количество ФШ, так и уменьшится
производительность системы ПФЛ.
Таким образом, иммерсионная оптическая ПФЛ с λ = 193 нм при высокой
производительности (больше 60-ти пластин/час) обеспечит уровень технологии (УТ)
45 нм, со снижением производительности в 2 раза за счет двойного экспонирования
обеспечит УТ 32 нм.
Требования к технологии литографии для производства ИМС приведены в табл.3.1.
ТРЕБОВАНИЯ К ТЕХНОЛОГИИ ЛИТОГРАФИИ ДЛЯ ПРОИЗВОДСТВА ИМС
Таблица 3.1
Уровень технологии, нм
350
250
180
130
90
65
45
32
22
Характеристика
Год введения УТ в массовое производство
1994
1997
1999
2001
2004
2007
2010
2013
2016
Минимальный размер элемента изделия, нм:
ДОЗУ (размер линий 1-ого уровня разводки)
МП (длина затворов в резисте)
МП (физическая длина затворов)
350
250
200
250
180
150
180
130
100
130
90
65
90
60
37
65
42
25
45
30
18
32
21
13
22
15
8
Минимальный размер элемента изделия, нм:
ДОЗУ (размер контакта в резисте)
ДОЗУ (размер контакта после травления)
МП (размер контакта в резисте)
МП (размер контакта после травления)
380
350
400
380
275
250
300
275
200
180
220
200
165
150
165
150
110
100
100
90
72
65
84
77
50
45
56
51
35
32
39
36
25
22
28
25
35
20
18
16
11
5,6
3,7
2,6
1,9
100
85
65
45
18
13
9,0
6,4
4,5
4,84
22х22
4,84
22х22
8,00
32х25
8,00
32х25
8,58
33х26
8,58
33х26
8,58
33х26
8,58
33х26
8,58
33х26
Среднее количество литографий (шаблонов) в
маршруте изготовления изделия, шт.
ДОЗУ
МП
18
21
19
22
20
23
21
25
24
31
24
33
26
35
26
37
26
39
Максимальный диаметр пластины, на которой
формируются кристаллы изделия, мм
200
200
200
300
300
300
300
450
450
Размер губительного (критического) дефекта
изделия dcr, нм
150
125
90
65
45
33
23
16
11
Допуск на минимальный размер элемента после
травления (3σ), нм
Точность совмещения слоев (3σ), нм
Максимальный размер литографического поля:
Площадь, см2
Длина х ширина, мм
В табл.3.2 приведены стоимости систем оптической ПФЛ и перспективных систем
литографии и их возможности по реализации УТ микросхем. В табл.3.3 показаны
стоимости комплекта фотошаблонов (ФШ) для производства ИМС и участка изготовления
ФШ для различных уровней технологии (УТ).
Операционные
параметры
и
технологические
характеристики
процессов
оптической ПФЛ.
1. Подготовка поверхности ФС на подложке (пластине) с помощью обработки в
парах гексаметилдисилазана (ГМДС) (hexamethyldisilazane - HMDS), которая делает
поверхность ФС гидрофобной, что способствует хорошей адгезии слоя
(ФР).
фоторезиста
Стоимость комплекта фотошаблонов для производства ИМС и участка изготовления
фотошаблонов для разных уровней технологии
Таблица 3.3
Уровень технологии, нм
500
350
250
180
130
90
65
45
32
22
Стоимость
комплекта ФШ,
тыс. долларов
США
50
60
75
140
350
700
1000
1400*
2000*
2800*
Стоимость участка
изготовления ФШ,
млн. долларов
США
10
18
21
28
39
58
68
79*
88*
100**
1. В таблице приведена стоимость комплекта фотошаблонов (ФШ) при условии
расположения топологии одного функционального слоя на одном ФШ, т.е.
когда размер кристалла больше половины максимального литографического
поля.
2. В случае кристаллов малого размера, когда на одном ФШ может быть
размещена топология от 2-ух до 4-ех функциональных слоев, стоимость
комплекта ФШ снижается в 1,5 – 2,0 раза.
3. В таблице приведена стоимость участка изготовления фотошаблонов (ФШ) с
производительностью 2 ФШ уровня 90 нм в день
4. Для минимального набора оборудования (без резервирования) стоимость
участка снижается примерно в 2 раза.
* - оценка.
** - оценка для производства зеркальных ФШ для ЭУФ литографии.
На поверхности пластины обычно присутствует вода в виде гидроксильных групп
OH, которая делает поверхность гидрофильной или гидратной и уменьшает адгезию ФР
к ней. Термообработка в парах ГМДС способствует удалению воды с поверхности, делая
ее гидрофобной, поэтому называется дегидратационной сушкой, например 2Si-OH = SiO-Si + H2O. Обработка в парах ГМДС производиться в закрытых вакуумированных
камерах на базе термостолика. Пластина помещается на термостолик, герметично
закрывается колпаком с арматурой для напуска газов (паров) и вакуумной откачкой,
образуя камеру. После этого в камеру напускается азот, и термостолик нагревается до
заданной температуры T. По достижению заданной температуры камера откачивается
вакуумным насосом до определенного остаточного давления pr, в нее напускаются пары
ГМДС до рабочего давления pHMDS, и пластина выдерживается в течение требуемого
промежутка времени Δt. Например, операционные параметры: pr=1 тор; pHMDS=100
тор; T=(200-250)°C; Δt=(1-2) мин; уровень чистоты используемых азота и ГМДС; а
технологические характеристики: количество привнесенных частиц (дефектов),
определяемые лазерными счетчиками частиц; степень гидрофобности поверхности и ее
равномерность по пластине, измеряемые по углу смачивания или по контактной разности
потенциалов.
2. Нанесения слоя ФР на поверхность ФС методами центрифугирования или
распыления из раствора с удалением краевых валиков и затеков на обратную сторону
пластины (подложки). Стадии и особенности наиболее распространенного метода
нанесения ФР с помощью центрифуги показаны на рис.3.10. Пластина фиксируется на
центрифуге вакуумным зажимом. С помощью дозатора на пластину подается порция
(обычно несколько мл) раствора ФР, которая вначале распределяется по пластине на
низких (~500 об/мин) оборотах центрифуги, а затем происходит формирование ФР слоя
требуемой толщины (обычно (0,5 - 1,5) мкм) на высоких (~(3000-5000) об/мин) оборотах
центрифуги. Затем с помощью растворителя проводится удаление краевых валиков и
затеков на обратную сторону пластины. Операционные параметры: объем подаваемой
дозы раствора ФР, скорость вращения центрифуги на стадиях распределения и
формирования (ω). Технологические характеристики: концентрация раствора ФР (c),
характеристическая вязкость раствора ФР (η), толщина (d) и равномерность (R) слоя ФР
по пластине, количество дефектов в пленке ФР (включений и привнесенных частиц).
Толщина получаемого слоя ФР связана с концентрацией и вязкостью раствора ФР, а также
скоростью вращения центрифуги на стадии формирования следующей эмпирической
формулой d=K∙(cβ∙ηε)/ωμ, где K, β, ε, μ - эмпирические коэффициенты.
3. Сушка слоя ФР (soft bake) для удаления остатков растворителя, которая обычно
проводится на термостолике (с камерой или без камеры для напуска газа) при
определенной температуре в течение заданного времени. Удаления растворителя
способствует повышению адгезии ФР, улучшению его однородности и оптимизации
фотопоглощения. Операционные параметры: газовая среда (воздух, азот, аргон),
температура термостолика T (обычно (80-100)°C) и интервал времени Δt (обычно
несколько минут). Технологические характеристики: толщина и равномерность слоя
ФР по пластине, адгезия пленки ФР и количество дефектов в пленке ФР (включений и
привнесенных частиц).
4. Контроль равномерности и качества нанесения слоя ФР. Контроль качества
нанесения слоя ФР и отсутствие в нем дефектов и включений проводится визуально под
микроскопом с небольшим (20х) увеличением. Контроль толщины и ее равномерности по
пластине проводится с помощью автоматического прибора на основе интерферометрии и
спектрофотометрии.
Равномерность
может
быть
оценена
также
визуально
по
однородности цвета ФР по пластине.
5. Экспонирование слоя ФР через заданный фотошаблон (ФШ) с предварительным
совмещением
получаемого
рисунка
по
меткам
с
топологией
предыдущего
пластине
(подложке)
формируются
функционального слоя.
В
процессе
функциональные
изготовления
слои
(ФС)
с
ИМС
на
требуемой
топологией,
которые
должны
быть
последовательно воспроизведены в заданных друг относительно друга позициях и с
заданными формой и размерами элементов. Общим для всех экспонирующих систем
является послойное совмещение и контроль ширины линий. Существуют два
основных метода совмещения:
- отделенное от проекционного объектива глобальное совмещение всей пластин
(рабочего поля пластины) со всем ФШ по глобальным меткам (global marks), включающее
в себя вращательное и поступательное совмещение пластины и ФШ;
- и локальное совмещение через проекционный объектив (alignment through the lens TTL alignment) по локальным меткам (local marks) каждого кристалла.
Термин «alignment accuracy» относится к точности совмещения пластины и ФШ, т.е.
к средней квадратической ошибке определения (детектирования) меток совмещения на
пластине (σd), а термин «overlay» - к точности совмещения топологии слоев, т.е. к средней
квадратической ошибке послойного совмещения (σa), которая включает в себя ошибки:
топологии ФШ, передачи изображения топологии через линзы, позиционирования
координатного стола, изменения формы пластины в процессе ее обработки и прижатия
пластины к столу.
Кроме того в процесс ФЛ входит и операция травления ФС, которая вносит свою
ошибку (σe) в общую среднюю квадратическую ошибку на совмещение слоев (σt),
определяемую как σt=(σd2+ σa2+ σe2)0,5.
Существуют три полезные эмпирические правила, отраженные в международных
прогнозах
развития
микроэлектроники
(The
International
Technology
Roadmap
Semiconductors - ITRS).
Первое правило, что при 0,5 мкм≥Lmin≥0,13 мкм допуск на процесс совмещения
δA=3σt=0,3Lmin, а при Lmin<0,13 мкм δA=0,2Lmin (табл.3.1).
Второе правило, что допуск на минимальный размер элемента δLmin=0,1Lmin, точнее
(0,12 - 0,08)Lmin (табл.3.1).
Третье правило, что допуск на воспроизведение угла наклона профиля края элемента
в ФС δφ=0,05φ.
Целью операции экспонирования является получение качественного рисунка в слое
проявленного ФР, который, в первую очередь, характеризуется требуемым номинальным
размером элементов Ln (target CD) и технологическим допуском на него δLn, т.е. Ln± δLn.
Причем из-за эффектов дифракции изображение линий в плотно упакованных структурах
(dense) и изолированных линий передается с ФШ на ФР по разному.
Операционными параметрами экспонирования являются доза экспонирования
(exposure dose) и глубина фокуса (DoF), варьируя которыми технолог находит диапазоны
значений операционных параметров (технологические допуска на них), в которых
значения
номинального размера для линий в плотно упакованных структурах и
изолированных линий лежат в заданных допусках (рис.3.11).
6. Проявление экспонированных областей позитивного ФР в растворе проявителя.
Рис. 3.11. Анализ зависимостей доза –
фокус при экспонировании фоторезиста
(ФР)
с
последующим
измерением
заданного номинального размера Ln
(target CD) в проявленном ФР и допусков
на него δLmin=±0,1Ln (±10% target CD)
для
линий
в
регулярных
плотно
упакованных
структурах
(dense)
и
изолированных линий (isolated): a –
большой технологический допуск на
операционные параметры экспонирования
(большое перекрытие областей); b –
маленький
технологический
допуск
(маленькое перекрытие областей).
Параметры проявления существенно зависят не только от типа фоторезиста и
проявителя, но и от метода проявления: окунанием, распылением проявителя при
медленном вращении пластины и поливом при медленном вращении пластины.
Последний метод получил наибольшее распространение в производстве. Осуществляется
на центрифуге, подобно операции нанесения ФР, только вместо раствора ФР подается
раствор проявителя. Операционные параметры: объем и температура раствора
проявителя; скорость вращения центрифуги и время проявления. Технологические
характеристики: состав и концентрация раствора проявителя, профиль (клин)
проявления ФР, адгезия пленки ФР и количество дефектов на пластине (включений и
привнесенных частиц).
7. Дубление (сушка после проявления) ФР (hard bake) для удаления остатков
проявителя, которое обычно проводиться на термостолике при определенной температуре
в течение заданного времени. Кроме удаления остатков проявителя дубление
способствует:
- повышению термической, химической и физической стойкости резиста;
- восстановлению адгезии;
- устранению дефектов (заплывание проколов).
Операционные параметры: газовая среда (воздух, азот, аргон), температура
термостолика T (обычно (110-130)°C) и интервал времени Δt (обычно несколько минут).
Технологические характеристики: заданные размеры и профиль топологического
рисунка в слое ФР по пластине (рис.3.12), адгезия пленки ФР и количество дефектов на
пластине (включений и привнесенных частиц).
8. Визуальный и метрологический контроль топологии, полученной в проявленной
ФР маске. Контроль качества проявления слоя ФР и отсутствия в нем дефектов и
включений проводится визуально под микроскопом с небольшим (20х) увеличением.
Контроль топологических размеров и их разброса по пластине проводится с помощью
автоматического метрологического электронного микроскопа (CD SEM) на выбранных
кристаллах или по тестовым структурам.
Причем при контроле номинального размера и допуска на него Ln± δLn точность
измерительного прибора по международному стандарту должна быть 0,1δLn, тогда как по
российскому ГОСТу (0,4-0,6)δLn.
Форма
профиля
проявления
контролируется
выборочно
с
помощью
просвечивающего электронного микроскопа (TEM), содержащего колонну ФИБ (FIB).
Рис. 3.12. Различные профили проявления фоторезистивной маски.
Lt
d
Lb
φ
Рис. 3.13. Основные параметры сформированной фоторезистивной маски: d – толщина; φ – угол
наклона профиля края; Lt и Lb – ширина линии соответственно по верхней и нижней поверхностям
(кромкам) фоторезиста.
Восьмая
операция
заканчивает
микромаршрут
формирования
фоторезистивной маски (ФРМ) в рамках процессного модуля ФЛ.
защитной
В производстве
микросхем ФРМ специфицируется следующим набором параметров (рис.3.13):
- толщина фоторезиста после проявления и специфика её распределения на
рельефной структуре, а также равномерность распределения толщины по пластине и
от пластины к пластине;
- реализованный минимальный топологический размер и точность его
воспроизведения по пластине и в партии пластин;
- точность совмещения фоторезистивной маски с топологической структурой
на подложке;
- угол наклона профиля элемента фоторезиста (клин проявления) и его
равномерность по пластине и от пластины к пластине;
- количество дефектов на пластине (включений и привнесенных частиц).
9. Травление (жидкостное, газовое или вакуумно-плазменное) ФС через ФР маску.
Кроме травления ФС через ФРМ могут проводиться операции имплантации, осаждения,
модификации и планаризации.
10. Удаление (жидкостное, газовое или вакуумно-плазменное) ФР маски.
11. Визуальный и метрологический контроль топологии, полученной в ФС.
Контроль качества топологического рисунка, полученного в ФС, и отсутствия в нем
дефектов и включений проводится визуально под микроскопом с небольшим (20х)
увеличением. Контроль топологических размеров и их разброса по пластине проводится с
помощью автоматического метрологического электронного микроскопа (CD SEM)
на
выбранных кристаллах или по тестовым структурам. Форма профиля элементов в ФС
контролируется выборочно с помощью просвечивающего электронного микроскопа
(TEM), содержащего колонну ФИБ (FIB).
Лекция 4. Основные физические и химические принципы и ограничения,
лежащие в основе техники (технологии и процессов) оптической фотолитографии
В современном оборудовании проекционной фотолитографии (ПФЛ) проецирование
топологического рисунка фотошаблона (ФШ) на слой фоторезиста (ФР), покрывающего
поверхность пластины, производится с помощью оптической системы, для которой
справедливы все законы и ограничения оптики.
Естественно, что кроме оптики, на процесс формирования топологического рисунка
в слое ФР оказывают влияние параметры механических систем, законы фотохимического
взаимодействия излучения и фоторезистивного материала, а также характеристики
химической и термической обработки ФР после экспонирования.
Основные факторы, ограничивающие разрешение ПФЛ:
1. Дифракционные ограничения оптической проекционной системы.
2.
Искажения
в
оптической
хроматические и сферические аберрации.
проекционной
системе:
астигматизм,
кома,
3.
Погрешности
механических
систем
позиционирования,
совмещения
и
перемещения ФШ и пластин.
4. Контраст ФР.
5. Соотношение глубины фокуса системы и толщины слоя ФР.
6. Эффекты близости.
7. Стоячие волны в пленке ФР.
Оптическая система (ОС) - это совокупность оптических сред, разделенных
оптическими поверхностями, которые ограничиваются диафрагмами.
Основными функциональными элементами ОС являются: оптические среды,
оптические поверхности, зеркала, диафрагмы и дифракционные оптические элементы
(призмы, решетки и др.).
Оптические среды - это прозрачные однородные среды, в качестве которых
используются: вакуум, воздух, оптические стекла, кристаллы, пластмассы и жидкости.
Оптическая поверхность - это гладкая регулярная поверхность заданной формы,
например плоская, сферическая, асферическая. Форма оптических поверхностей должна
выдерживаться с точностью меньше длины волны света λ (отклонение от идеальной
формы не должно превышать (0,1 - 0,02)λ независимо от размера поверхности).
Диафрагма - это непрозрачный экран с отверстием определенного размера,
ограничивающий поперечное сечение световых пучков в ОС. Роль диафрагмы может
выполнять край или оправа линзы.
Центрированная оптическая система - это ОС, которая имеет общую ось
вращения поверхностей - оптическую ось. В центрированной ОС: все плоские
поверхности перпендикулярны оси; центры всех сферических поверхностей лежат на оси;
все диафрагмы круглые с центрами, лежащими на оси; все среды, либо однородны, либо
показатели преломления распределены симметрично относительно оси.
Электромагнитными волнами называется распространяющееся в пространстве
переменное электромагнитное поле. Электромагнитные волны являются поперечными:
векторы E и H напряженностей электрического и магнитного полей волны взаимно
перпендикулярны и лежат в плоскости, перпендикулярной к вектору v скорости
распространения волны (см. рис.1).
Рис. 1. Структура и параметры электромагнитной волны: E и H – векторы
напряженностей электрического и магнитного полей; v – вектор скорости
распространения волны; λ – длина волны; a – амплитуда волны.
Свет представляет собой электромагнитные волны с частотами, лежащими в
диапазоне 1014 Гц < Ω < 1015 Гц (см. рис.2).
Амплитуда поля не может непосредственно наблюдаться или измеряться, так как
поле очень быстро меняется во времени с частотой Ω ≈ 1015 Гц и T = 10−15 сек , а любые
приемники излучения имеют значительно большее, чем период колебаний, время инерции
Δτ >> 10−15 сек. Поэтому регистрируется лишь усредненная во времени величина интенсивность поля (волны) I.
Рис. 2. Оптический диапазон длин волн λ.
Световым полем называется электромагнитное поле в оптическом диапазоне
частот (1014 – 1015) Гц. Так как оптические частоты очень велики по сравнению с
разностью частот между границами оптического диапазона, то принято измерять
оптический диапазон в длинах волн λ. Специфика оптического диапазона
заключается в двух основных особенностях: в нем выполняются законы
геометрической оптики и в нем свет слабо взаимодействует с веществом.
Согласно стандарту DIN 5031 B1 оптический диапазон включает излучение,
которому при распространении в вакууме соответствуют длины волн от 100 нм до
1 мм. Он подразделяется на три области: ультрафиолетовую (УФ) в диапазоне (100
– 380) нм, видимую в диапазоне (380 – 780) нм и инфракрасную (ИК) в диапазоне
от 780 нм до 1 мм.
Интенсивностью I электромагнитной волны называется величина, численно
равная энергии, переносимой волной за единицу времени сквозь единицу площади
поверхности, перпендикулярной к направлению распространения волны.
В результате наложения когерентных волн происходит ослабление и усиление
интенсивности света в зависимости от соотношения фаз складываемых световых волн.
Это явление называется интерференцией света.
При наложении некогерентных волн интерференции не наблюдается, а происходит
только усиление света.
Свет, в котором в равной мере представлены электромагнитные волны со
всевозможными направлениями колебаний векторов E и H (удовлетворяющими условиям
взаимной перпендикулярности и перпендикулярности к направлению распространения
волны) называется неполяризованным или естественным светом.
Кроме спонтанного излучения существует другой тип излучения - индуцированное
(вынужденное) излучение, возникающее под действием переменного внешнего
электромагнитного поля. Индуцированное излучение когерентно с возбуждающим его
монохроматическим
излучением,
обладая
той
же
частотой,
направлением
распространения и поляризацией.
Индуцированное
монохроматическое
излучение
используется
в
квантовых
генераторах: мазерах и лазерах.
Плоские волны (plane waves) называются так потому, что они имеют плоские
волновые фронты.
Волновой фронт - это поверхность в пространстве, на которой эйконал поля (или
фаза) имеет одинаковые значения: Є(r) = α0/k0 = const.
Различным значениям эйконала соответствуют разные волновые фронты. Если
менять эйконал, то волновой фронт будет перемещаться в пространстве, переходя из
одного состояния в другое. Поле распространяется в сторону увеличения эйконала.
Направление распространения света перпендикулярно волновым фронтам.
В плоской электромагнитной волне векторы E и H зависят только от времени и
одной декартовой координаты, например от x. В плоской волне все лучи параллельны
друг другу.
Для плоской монохроматической волны интенсивность пропорциональна квадрату
амплитуды поля I ~ a2.
Плоские волны замечательны тем, что любое сложное поле можно представить в
виде совокупности плоских волн. Поэтому эти волны являются универсальным
базисом для описания световых полей.
Сферические
волны
(spherical
waves)
имеют
волновой
фронт
в
виде
концентрических сфер. Сферические волны так же, как и плоские, могут быть
использованы для представления сложных полей, кроме того, плоские волны можно
считать частным случаем сферической волны с бесконечно малой кривизной волнового
фронта.
Каждая волновая группа, испущенная атомом в одном акте излучения, плоско
поляризована, но совокупное спонтанное излучение множества атомов представляет
собой естественный или неполяризованный свет.
В плоскополяризованной (линейно поляризованной) монохроматической волне
векторы E во всех точках поля колеблются вдоль параллельных прямых.
Плоскость, проведенная через вектор E и луч, называется плоскостью колебаний
линейно поляризованной волны.
Плоскостью поляризации называется плоскость, проведенная через вектор H и
луч. Плоскости колебаний и поляризации взаимно перпендикулярны.
Произвольная плоская волна может быть представлена в виде совокупности двух
плоских волн, линейно поляризованных во взаимно перпендикулярных плоскостях.
Зависимость фазовой скорости электромагнитной волны в среде от частоты волны
называется дисперсией. Среды, в которых наблюдается это явление, называются
диспергирующими средами. Дисперсия электромагнитных волн отсутствует только в
вакууме.
Существует два оптических явления, которые влияют на структуру и качество
изображения в оптической системе (ОС) - дифракция и аберрации. Эти явления
действуют совместно. Если аберрации малы и преобладает дифракция, то такие системы
называются дифракционно-ограниченными ОС. Если аберрации велики, и дифракция
становится незаметной на фоне аберраций, то такие системы называются геометрическиограниченными ОС (формирование изображения вполне корректно описывается с
позиций геометрической оптики, без привлечения теории дифракции).
Искажения изображений в ОС, вызываемые использованием широких и наклонных
интенсивных
пучков
монохроматического
света,
а
также
применением
немонохроматического света, называются аберрациями.
Аберрации
хроматические.
делятся
на
монохроматические
Монохроматические
аберрации
(или
ОС
геометрические)
наблюдаются
и
при
монохроматическом излучении (на одной длине волны λ). Хроматическими аберрациями
называются искажения изображения, обусловленные явлением дисперсии света в линзах
ОС при использовании немонохроматического белого света. Так как в ОС проекционной
фотолитографии (ПФЛ) используется монохроматическое излучение, то ниже будут
рассмотрены только монохроматические аберрации.
Монохроматические аберрации делятся на несколько основных типов:
- сферическая,
- астигматизм,
- дисторсия,
- кома,
и кривизна изображения (поля).
Дифракция света - это перераспределение интенсивности световых волн в
результате присутствия в среде распространения объекта с резко выраженными
неоднородностями (например, прозрачных и непрозрачных элементов ФШ, апертурных
диафрагм, оправок линз и т.п.), которые вызывают изменения либо амплитуды, либо фазы
волн.
В более узком смысле под дифракцией понимаются явления огибания светом малых
препятствий, т.е. отклонение от законов геометрической оптики. Световой луч, проходя
через узкую щель или малое отверстие с размерами, сравнимыми с длиной волны света,
расширяется больше, чем это допускает геометрическая оптика, и попадает в области,
закрытые непрозрачными элементами.
Дифракцией Фраунгофера или дифракцией в параллельных лучах называется
дифракция плоских волн, когда источник света и точка наблюдения значительно
удалены от препятствия, на котором происходит дифракция.
Дифракция Френеля требует учета кривизны волновых поверхностей падающей
и/или дифрагировавшей волн и наблюдается, когда источник света и точка наблюдения
находятся на близких расстояниях от препятствия, на котором происходит дифракция.
И для позитивных, и для негативных ФР контраст γ определяется как наклон
(тангенс угла с осью абсцисс) характеристической кривой - зависимости оставшейся после
проявления толщины пленки ФР d, нормированной на исходную толщину ФР d0, от
логарифма дозы экспонирования D:
γ = [log10(Dc/D0)]-1
(4.1)
где D0 - доза начала проявления ФР, а Dc - доза, при которой на подложке не остается ФР.
В общем случае D0 не зависит от толщины пленки ФР d, тогда как Dc возрастает с
толщиной в соответствии с законом поглощения ФР экспонирующего излучения,
примерно как 10μd. Тогда из формулы (4.1) получается следующее выражение для
контраста:
γ = (β + μd)-1
(4.2)
где β - константа, а μ - коэффициент поглощения экспонирующего излучения ФР.
При однородной засветки ФР на всю глубину пленки значение μ составляет
примерно 0,4. Максимальный контраст ФР лежит в диапазоне (3 - 4).
Степенью пространственной оптической когерентности излучения σ в системе
ПФЛ называется отношение диаметра (s) эффективного размера источника излучения к
диаметру (d) входного зрачка (апертуры) проекционной линзы, т.е. степень заполнения
светом входной апертуры линзы:
σ = s/d = NAi/NAp,
(4.3)
где NAi и NAp - числовая апертура соответственно осветительной и проекционной оптики.
Для полностью когерентного освещения σ = 0, для полностью некогерентного
излучения σ = ∞, а для частично когерентного освещения 0 < σ < 1. Естественно, что
полностью когерентное освещение характерно для идеальных бесконечно малых
точечных источников с диаметром s = 0, а полностью некогерентным освещением должны
обладать только неограниченные (бесконечно большие) источники с s = ∞.
Для реальных источников с ограниченными размерами, если s = d и σ = 1 весь свет
отображается внутри входного зрачка линзы и разница в степени некогерентности
(степень заполнения светом входной апертуры линзы) для σ = 1 и σ = ∞ мала. Поэтому
степень пространственной оптической когерентности излучения обычно рассматривают в
диапазоне 0 < σ ≤ 1.
Вследствие дифракционных искажений объектива (набора проекционных линз)
системы ПФЛ пространственная модуляция интенсивности падающего на поверхность
ФР оптического излучения приобретает синусоидальный характер (см. рис.3).
Рис. 3. Дифракционные искажения изображения топологического рисунка
фотошаблона на поверхности фоторезиста, передаваемого с помощью оптической
системы проекционной фотолитографии.
Искаженное синусоидальное изображение характеризуется величиной глубины
модуляции интенсивности (I) или контрастом, которая определяется по формуле:
M = (Imax - Imin)/(Imax + Imin).
(4.4)
Величина модуляции интенсивности присуща как объекту Mob, так и его
изображению Mim, которые связаны фактором передачи модуляции (modulation transfer
factor) TF:
TF = Mim/ Mob.
(4.5)
Если распределение интенсивности в синусоидальном излучении представить в виде
ряда (интеграла) Фурье, то можно определить функцию передачи модуляции (ФПМ) или
модуляционную передаточную функцию (МПФ) (modulation transfer function - MTF)
системы формирования изображения, как зависимость глубины модуляции выходного
излучения от ее пространственной частоты ν (или периода) - количества линий или
штрихов на 1 мм:
MTF = TF(ν).
(4.6)
Модуляция в 60% соответствует Imax=80% и Imin=20% интенсивности света,
пропущенного дифракционными элементами объектива. При MTF = 0,60 допускается 20%
недоэкспонирование ФР.
Изображение рисунка произвольной формы не может быть получено на основании
только функции передачи модуляции объектива (MTFob), необходимо учитывать
неравномерность распределения интенсивности по краю светового пучка и критическую
функцию передачи модуляции ФР (CMTFpr), которая определяется выражением:
CMTFpr = (101/γ - 1)/(101/γ + 1),
(4.7)
где γ - контраст ФР.
При формировании субмикронных изображений объектив с любой MTFob не
позволит выйти за пределы того технологического минимума, который определяется
критической
функцией
передачи
модуляции
фоторезиста
CMTFpr.
Минимально
воспроизводимый размер произвольной комбинации объектива и ФР определяется
следующим условием:
MTFob > CMTFpr
(4.8)
Большинство ФР имеют контраст в диапазоне (1,0 - 2,0) и CMTFpr порядка 0,6,
следовательно MTFob должно быть около 0,8, что означает разрешение не менее 1 мкм.
Дифракционное расширение профиля изображения вытекает из волновой природы
света и эффективно ограничивает разрешающую способность оптических проекционных
систем. В системе формирования изображения на основе линз с круговой апертурой
радиусом r на дистанции z от плоскости последней линзы распределение интенсивности
изображения I от точечного источника света в плоскости изображения описывается
выражением, содержащим функцию Бесселя первого порядка J1:
I = I0{[2∙J1(x)]/x}2,
(4.9)
где x = ρ/z∙2π/λ∙r = 2π∙ρ∙NA/λ; ρ - расстояние в плоскости изображения от точки
геометрической проекции центра апертуры, в которой интенсивность изображения равна
I0; NA = n∙sinα - числовая апертура (см. рис.4).
Рис. 4. Распределение интенсивности света I(x) в плоскости изображения от точечного
источника с длиной волны λ, проходящего через линзу с круговой апертурой d (d=2r) и
фокусным расстоянием f (d/2f=r/f≈NA) и формируемая дифракционная картина в виде
светлых и темных колей с кружком (диском) Айри в центре.
Известные формулы Рэлея для углового и линейного разрешения при когерентном
излучении:
sinα = 0,61∙λ/R,
(4.10)
R = Lmin = 0,61∙λ/sinα = 0,61∙λ/NA,
(4.11)
где R=Lmin - линейное разрешение или минимальное расстояние между двумя объектами.
Формула Аббе для линейного разрешения при некогерентном излучении:
R = Lmin = 0,50∙λ/NA.
(4.12)
Аналогия между разрешением ОС и ПФЛ является неполной, т.к. предел разрешения для
любой проекционной системы ФЛ определяется в способности разрешить произвольные
малые или близко расположенные элементы (features) в проявленной ФР маске.
Следовательно разрешение систем ПФЛ зависит еще от коэффициента отражения
функциональных слоев под ФР, от плоскостности пластины и величины топологического
рельефа на ней, от глубины фокуса, от чувствительности и контраста используемого ФР,
степени пространственной когерентности экспонирующего излучения и др. Поэтому
выражение для разрешения системы ПФЛ обычно записывается в виде:
R = Lmin = k1∙λ/NA,
(4.13)
где k1- характеристический постоянный коэффициент, отражающий специфику всего
конкретного фотолитографического процесса.
Лекция 5. Основные материалы, используемые в технологии (технике) современной
оптической фотолитографии, и принципы выработки требований к ним
В зависимости от степени интеграции микросхем и уровня системы фотолитографии
фотошаблоны (ФШ), используемые в производстве ИМС, подразделяются:
- по типу материала заготовки (подложки) на: стеклянные и кварцевые;
- по размеру заготовки на: 4-ех дюймовые (101,6х101,6 мм), 5-ти дюймовые (127х127
мм), 6-ти дюймовые (152,4х152,4 мм) и 8-ми дюймовые (203,2х203,2 мм);
- по толщине заготовки на: тонкие с толщиной 0,09 дюйма (2,3 мм), 0,12 дюйма (3,05
мм) и 0,15 дюйма (3,81 мм), и толстые с толщиной 0,25 дюйма (6,35 мм);
- по типу защитного от экспонирующего излучения покрытия: на эмульсионные,
хромовые и цветные (на основе окиси железа).
В
последнее
десятилетие
для
повышения
разрешающей
способности
фотолитографии появились фазосдвигающие фотошаблоны (phase shift mask - PSM).
Фотошаблонные заготовки могут отличаться материалом резистивного слоя. В
случае применения фоторезиста топологический рисунок ФШ создается с помощью
лазерного генератора, а при использовании электронорезиста - с помощью электроннолучевой системы экспонирования.
На базе топологических чертежей микросхемы и информации по меткам
совмещения, структурам для контроля совмещения и линейных размеров, а также
тестовых структур для измерения электрофизических параметров слоев и структур,
используемых в конструкции микросхемы, производится проектирование и изготовление
комплекта фотошаблонов для изготовления ИМС.
Технические требования к ФШ или проектные нормы для ФШ (photomask
design rules) - это полная и непротиворечивая совокупность стандартных процедур,
характеристик и правил, установленная изготовителем ФШ и обязательная для
применения в процессе проектирования фотошаблонов. В состав проектных норм
включаются требования:
- к материалам и конструкции фотошаблона, в том числе, требования к защитной
пленке - пелликлу (pellicle);
- к размеру и ориентации рабочей зоны ФШ;
- по предельному значению несовмещаемости ФШ в комплекте;
- к тестовым элементам для контроля качества ФШ;
- и ограничения по допустимой дефектности ФШ;
- к тестовым элементам для контроля качества процесса изготовления микросхем;
- к фигурам совмещения и меткам базирования;
- к технологической маркировке ФШ;
- к формированию топологического рисунка на ФШ.
Таким образом, ФШ - это оснастка проекционных литографических установок степперов и степперов-сканеров, используемых для формирования заданных проектных
решений соответствующей ИМС вначале в слое фоторезистов, а затем в функциональных
слоях кремниевой пластины или другой подложки. ФШ несет информацию о каждом
технологическом
(функциональном
и
служебном)
слое
топологии
ИМС
с
соответствующей служебной информацией (см. рис.1).
Пример технических требований к комплекту хромовых фотошаблонов для системы
проекционной фотолитографии с длиной волны экспонирующего излучения λ = 365 нм
приведен в табл.1.
Маршрут производства ФШ состоит из нескольких основных этапов:
- проектирование топологии кристалла;
- подготовка управляющей информации для фабрики-изготовителя;
- изготовление ФШ;
- аттестация ФШ.
Технологический
маршрут
изготовления
ФШ
представляет
собой
последовательность операций, требующих специальной отработки и аттестации (см. рис.2
и рис.3):
- подготовка управляющей информации для лазерных или электронно-лучевых
генераторов скрытого изображения в резисте, установок измерения критических размеров
и геометрии взаимного расположения элементов, контроля дефектов;
- экспонирование электроно- или фоторезиста соответсвенно электронным или
световым лучом (формирование скрытого изображения топологического рисунка в слое
резиста);
Рис. 1. Фотошаблон со всеми служебными и технологическими метками,
структурами и фигурами.
Рис. 2. Общая схема процесса производства фотошаблонов
- проявление резиста;
- травление слоя хрома через проявленную резистивную маску;
- удаление остатков резистивной маски (зачистка резиста);
- контроль размеров критических элементов, полученных в слое хрома;
- контроль геометрии взаимного расположения элементов, полученных в слое хрома;
- химическая отмывка ФШ (очистка ФШ);
- контроль дефектов на ФШ;
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ К ФОТОШАБЛОНАМ, ИСПОЛЬЗУЕМЫМ В УСТАНОВКЕ
ПРОЕКЦИОННОЙ ФОТОЛИТОГРАФИИ С ДЛИНОЙ ВОЛНЫ ЭКСПОНИРУЮЩЕГО ИЗЛУЧЕНИЯ
λ = 365 нм
Таблица 1
№
п.п.
Специфицируемый параметр
Значение параметра
1. Требования к фотошаблонной заготовке
1.1
Материал фотошаблонной заготовки
кварц
1.2
Температурный коэффициент линейного расширения (ТКЛР), Град
С-1
1.3
Размер фотошаблонной заготовки, мм
1.4
Допуск на размер фотошаблонной заготовки, мм
1.5
Толщина фотошаблонной заготовки, мм
1.6
Допуск на толщину фотошаблонной заготовки, мм
1.7
Разнотолщинность
фотошаблонных
фотошаблонов (ФШ), мм
1.8
Отклонение от плоскостности, мкм
1.9
Материал защитного покрытия
1.10
Толщина защитного покрытия, нм
105 8
1.11
Оптическая плотность хрома, отн. ед.
3,0 0,2
1.12
Материал антиотражающего покрытия
окись хрома
1.13
Материал резистивного покрытия
7,5х10-7
152.4х152,4
+0, -0,76
6,35 (возм. 3,05 и 3,81)
заготовок
0,2
в
комплекте
0,1
1
хром
позитивный электронный
резист
Продолжение таблицы 1
№
п.п.
Специфицируемый параметр
Значение параметра
200 10
1.14
Толщина резистивного покрытия, нм
1.15
Максимальные размеры рабочего поля фотошаблонной заготовки, мм
Х=110
Y=137
1.16
Точность совпадения центра рабочего поля с центром фотошаблонной
заготовки (ФШЗ), мм
0.5
1.17
Ширина темной рамки вокруг рабочего поля, мм
≥ 6,0
1.18
Коэффициент масштабирования
5к1
1.19
Допустимая плотность внутренних дефектов в кварце (непрозрачные
пятна, пузыри) на рабочем поле ФШЗ, дефект/см 2:
- с размером ≥ 2мкм;
- с размером менее 2мкм
0
≤ 0,0078
1.20
Допустимая плотность дефектов на лицевой (со стороны слоя хрома и
резиста) стороне на рабочем поле ФШЗ, дефект/см 2:
- царапины размером ≥ 1 мкм;
- царапины размером менее 1 мкм не лимитируются;
- непрозрачные пятна размером менее 2 мкм не лимитируются;
- непрозрачные пятна размером ≥ 2 мкм
0
≤ 0,0155
1.21
Допустимая плотность дефектов на обратной (относительно слоя хрома и
резиста) стороне на рабочем поле ФШЗ, дефект/см 2:
- царапины размером ≥ 3 мкм;
- царапины размером менее 3мкм не лимитируются;
- непрозрачные пятна размером менее 10 мкм не лимитируются;
- непрозрачные пятна размером ≥ 10 мкм
0
≤ 0.0465
Продолжение таблицы 1
№
п.п.
Специфицируемый параметр
Значение параметра
2. Требования к топологическим элементам на фотошаблоне (ФШ)
2.1
Минимальный размер, мкм
2.2
Точность выполнения топологического элемента по полю ФШ, мкм
(допускается несимметричное отклонение от номинального
размера)
0,1
2.3
Неровность края элементов, мкм
0,1
2.4
Допустимый размер просечек на стыках элементов, мкм
0,1
2.5
Допустимый размер дефектов (проколы, остатки покрытия), мкм
≤ 0,5
1,5
3. Требования к совмещению
3.1
≤ 0,15
Точность совмещения в комплекте ФШ, мкм
4. Требования к меткам предварительной ориентации и меткам совмещения
4.1
Конструкция, размеры и взаимное расположение меток
предварительной ориентации и меток совмещения
определяются типом системы фотолитографии
4.2
Допустимый размер дефектов в оптических зонах (20 мкм вокруг
краев каждой метки предварительной ориентации и
совмещения) на темном поле и светлом поле, мкм
1,0
4.3
Допустимая величина неровности края меток предварительной
ориентации и совмещения, мкм
≤ 0,7
Продолжение таблицы 5.1
№
п.п.
Специфицируемый параметр
Значение параметра
5. Требования к меткам контроля несовмещения комплекта ФШ
5.1
Метки контроля несовмещения являются элементами топологии и имеют
конфигурацию в виде креста или квадрата.
5.2
По тональности метки контроля несовмещения соответствуют элементам
топологии на каждом слое
5.3
Метки контроля несовмещения должны располагаться по четырем углам
каждого модуля, так чтобы две соседние метки лежали на одной оси
5.4
Метки контроля несовмещения должны иметь одинаковое расположение в
модуле для всех слоев данной ИМС
5.5
Допустимая величина неровности края меток несовмещения, мкм
5.6
Метки контроля несовмещения должны иметь поле окружения свободное
от элементов топологии
≤ 0,5
6. Требования к качеству рабочего поля технологического обрамления модуля (модулей) комплекта ФШ
6.1
На поле технологического обрамления ФШ не допускаются
макродефекты, видимые невооруженным глазом:
- загрязнения (пятна, разводы, пылинки) не удаляемые кисточкой с
мягким ворсом;
- царапины маскирующего слоя;
- сколы и царапины на обеих сторонах кварца в пределах рабочего
поля;
- трещины кварца на обеих сторонах по всей поверхности
фотошаблонной заготовки
Продолжение таблицы 1
№
п.п.
Специфицируемый параметр
Значение параметра
7. Требования к пелликлам
7.1
Коэффициент пропускания экспонирующего излучения пелликлов, %
7.2
Ширина рамки пелликлов, мм
7.3
На рабочем поле пелликла не допускаются макродефекты, видимые
невооруженным глазом:
- загрязнения (пятна, разводы, пылинки),
- царапины,
- разнотолщинность,
- морщины и провисание плёнки.
≥ 95
3,0 0,2
8. Способ контроля и аттестации
8.1
Контроль на воспроизводимость размера проводится в четырёх углах
модуля по типовым фигурам контроля линейного размера (КЛР)
8.2
Ошибка совмещения контролируется в четырёх углах модуля при
совмещении по фигурам контроля шага мультипликации, либо по
знакам совмещения системы фотолитографии
8.3
Допустимая погрешность измерительных средств для проверки
расположения меток относительно внешних габаритных размеров
пластины, мм
≤ 0,2
8.4
Необходимое увеличение микроскопа для контроля внешнего вида и
неровности края меток, крат
≥ 400
8.5
Допустимая погрешность измерительных средств для контроля размеров и
взаимного расположение меток, а также точности совмещения, мкм
≤ 0,3
Рис. 3. Технологический процесс (маршрут) изготовления фотошаблонов
- аттестация ФШ на соответствие техническим требованиям и проектным нормам;
- удаление или устранение дефектов маскирующего покрытия ФШ;
- химическая отмывка ФШ (очистка ФШ) перед монтажом пелликла;
- монтаж пелликлов на поверхность ФШ;
- финишный контроль дефектности ФШ с пелликлами.
Фоторезисты (ФР) по воздействию экспонирующего излучения подразделяются: на
позитивные
и
негативные;
на
высококонтрастные
и
низкоконтрастные,
на
высокочувствительные и низкочувствительные.
В зависимости от поверхностного рельефа и толщины функционального слоя могут
быть использованы тонкие и толстые ФР, а также однослойные и многослойные ФР.
В настоящее время наибольшее распространение в производстве ИМС получили
позитивные ФР, которые обладают более высокой разрешающей способностью и меньшей
склонностью к проколам по сравнению с негативными ФР, а также для их проявления
используются более экологически безопасные реагенты.
Неорганические ФР используются редко и только для специальных изделий, что
связано со сложностью их нанесения, проявления и удаления.
Антиотражающие покрытия (АОП) (anti-reflective coatings - ARC) выполняют
следующие функции (см. рис.4 и рис.5):
- поглощают свет, входящий в материал АОП;
- и в случае правильного выбора их толщины устраняет интерференцию
отраженного от подложки света, т.е. устраняет образование стоячих волн.
Рис. 4. Влияние нижнего антиотражающего покрытия (ARC) на поглощение световой
энергии в пленке фоторезиста (resist) и образования в ней стоячих волн (standing
wave) за счет отражения световой энергии от поверхности подложки.
Рис. 5. Типичная зависимость отражательной способности (reflectivity) нижнего
антиотражающего покрытия (НАОП) (BARC) от толщины покрытия при нанесении на
поверхность различных материалов. Толщина (thickness) указана в нанометрах.
АОП подразделяются на органические покрытия, похожие на пленки ФР, которые
наносятся на подложки и обрабатываются в процессе формирования аналогичными
способами и на аналогичном оборудовании, и неорганические покрытия, которые
наносятся на подложки в специальных оборудовании для осаждения слоев.
Органические АОП подразделяются на верхние АОП (ВАОП) (top anti-reflective
coatings - TARC) и нижние АОП (НАОП) (bottom anti-reflective coatings - BARC). ВАОП
наносятся поверх пленки ФР и служит для уменьшения интенсивности света, отраженного
от границы разделы ФР - подложка. НАОП наносится перед нанесением пленки ФР и
служит для уменьшения интенсивности света, проходящего через ФР, и для устранения
интерференции света отраженного от границы раздела АОП - подложка. Так как нижние
АОП используются значительно чаще чем верхние АОП, то их обычно называют просто
АОП (ARC = BARC)
НАОП (BARC) имеют больше функциональных возможностей для улучшения качества
топологических рисунков, формируемых в проявленных фоторезистивных масках (ФРМ)
в процессах оптической ПФЛ. К таким улучшениям качества топологических рисунков в
проявленных ФРМ относятся:
1. Устранение эффектов колебания интенсивности света и образования стоячих волн
в проявленных ФР.
2. Решает литографические проблемы, связанные с искажением топологического
рисунка из-за разных коэффициентов отражения элементов подложки и наличия
топологического рельефа на подложке.
3. Улучшает контроль критических размеров топологического рисунка за счет
устранения отражения и рассеяния света от поверхности и элементов подложки и устранения
эффекта стоячих волн.
4. Увеличивает процессные окна (технологические допуска) степперов по глубине
фокуса и дозе экспонирования.
Лекция 6. Техника повышения разрешения оптической фотолитографии
для формирования топологии СБИС нанометровых размеров
Для оптической ПФЛ разрешение R, равное минимальному размеру элемента,
получаемому в фоторезистивной (ФР) маске, определяется выражением:
R = Lmin = k1(λ/NA),
(6.1)
где λ - длина волны экспонирующего излучения; NA = n∙sin(α/2) и α - числовая апертура и
апертурный угол выходной проекционной линзы; n - показатель преломления среды
между выходной проекционной линзой и слоем ФР на пластине; k1 - характеристическая
постоянная, отражающая специфику всего литографического процесса.
Анализ формулы (6.1) для разрешающей способности (РС) проекционной
фотолитографии (ПФЛ) показывает, что существуют три направления повышения РС:
1. Уменьшение длины волны экспонирующего излучения.
2. Увеличение числовой апертуры оптической системы (ОС) ПФЛ.
3. Уменьшение значения коэффициента фотолитографического процесса k1.
Уменьшение длины волны экспонирующего излучения до 193 нм (см. рис.1)
подошло к пределу пропускания имеющихся оптических материалов, и требует перехода
на системы с отражающей (зеркальной) оптикой.
With water immersion
ArF (193
Рис. 1. Тенденции развития процессов и систем проекционной фотолитографии в производстве ИМС
(первая промышленная установка контактной ПФЛ создана в США в 1964 г.).
Числовая апертура для неиммерсионных ПФЛ достигла 0,93 при теоретическом
пределе 0,95, а для иммерсионных ПФЛ достигла 1,3 при теоретическом пределе 1,35.
Поэтому в настоящее время наибольшие усилия прилагаются для уменьшения
значения коэффициента фотолитографического процесса k1 с помощью применения
техники (приемов и способов) повышения разрешения (resolution enhancement techniques RETs), которая позволяет значительно уменьшить величину k1 в формулах (6.1) по
сравнению с дифракционным критерием Рэлея (k1 =0,61). К технике повышения
разрешения относятся:
- использование вне осевого освещения (off-axis illumination - OAI) ФШ путем
вырезания с помощью диафрагм из осевого цилиндрического пучка излучения вне осевых
трубчатых (кольцевых в сечении), дипольных (два полюса в сечении) или квадрупольных
(четыре полюса в сечении) пучков освещения (см. рис.2 и рис.3);
Рис. 2. Схемы обычного (слева) и вне осевого (справа) освещения фотошаблона.
Рис. 3. Возможности получения различных видов осевого (обычного) и вне осевого
освещения ФШ степпера.
- использование различных типов поляризации экспонирующего излучения;
- проведение коррекции эффектов оптической близости (optical proximity correction OPC) элементов топологического рисунка на ФШ путем добавления к этим элементам
дополнительных служебных элементов, повышающих точность передачи рисунка на ФР
маску (см. рис.4);
Рис. 4. Воспроизведения требуемой оригинальной топологии элемента в слое
проявленного фоторезиста на пластине с помощью обычного фотошаблона и
фотошаблона с геометрической коррекцией эффекта оптической близости (OPC).
- использование фазосдвигающих ФШ (phase shift mask - PSM), позволяющих так
изменять фазу и коэффициент пропускания проходящего через топологический рисунок
ФШ излучения, чтобы повысить его разрешение на ФР слое пластины (см. рис.5);
- использование пленок контрастоусиливающих материалов поверх слоя ФР,
позволяющих повысить контраст передачи изображения в ФР слой;
- использование пленок антиотражающих покрытий (АОП) под слоем ФР для
уменьшения влияния отраженного от функционального слоя (ФС) (подложки) излучения
на точность передачи топологического рисунка в слой ФР (см. рис.6).
Рис. 6. Влияние нижнего антиотражающего покрытия (BARC XHRi) толщиной 184,4
нм на качество формирования топологического рисунка линий шириной 0,4 мкм в
проявленной фоторезистивной маске на топологическом рельефе со ступеньками
(steps) высотой 250 нм (competitor BARC – без использования антиотражающего
покрытия).
Оптимальное применение техники повышения разрешения к неиммерсионной
оптической ПФЛ позволяет в настоящее время достичь значений k1 = 0,3 (при
теоретическом пределе k1 = 0,25). Подставляя k1 = 0,3 в формулу (6.1) для наиболее
совершенных проекционных систем с NA=0,93, можно получить выражение
Lmin = 0,32 λ,
(6.2)
из которого следует, что при λ = 365 нм можно достичь максимального разрешения Lmin =
130 нм, при λ = 248 нм - Lmin = 90 нм и при λ = 193 нм - Lmin = 65 нм.
В прогнозах развития технологии производства ИМС в 2001-м и 2003-м годах
планировалось, что для реализации УТ 45 нм будет использована система оптической
ПФЛ с эксимерным лазером на F2 и длиной волны экспонирующего излучения λ = 157 нм,
а для УТ 32 нм должно вводится следующее поколение перспективных систем
литографии (next generation lithography - NGL) на основе проекционных систем
экстремального ультрафиолета (extreme UV - EUV) с λ = 13 нм (11,8 -13,4 нм), потоков
электронов и ионов, а также системы контактной рентгеновской литографии (КРЛ) (1х X ray system) с λ = 1 нм.
Однако в прогнозе 2005 года указанная выше концепция развития литографии
подверглась
полной
ревизии.
Такая
ревизия
вызвана
следующими
событиями,
произошедшими в последние два года.
1. Выпуск промышленных систем иммерсионной проекционной ФЛ с λ = 193 нм и
числовой апертурой (NA) больше единицы (hyper-NA immersion systems), таких как XT:1700i
с NA = 1,2 фирмы ASM Lithography (Голландия) и NSR-S610C с NA = 1,3 фирмы Nikon
(Япония), на основе воды с показателем преломления n = 1,44, подающейся в пространство
между выходной линзой и экспонируемой поверхностью пластины, и успешное внедрение
иммерсионной ФЛ в производство ИМС.
2. Получение Lmin = 30 нм в лабораторной системе проекционной иммерсионной ФЛ
на основе органической иммерсионной жидкостью с n = 1,64 и выходной линзы из
кристаллического кварца высокой плотности с n = 1,67 (плавленый кварц, обычно
используемый при изготовлении линз, имеет n = 1,56).
3.
Создание
эффективных
устройств
контроля
поляризации
(линейной,
азимутальной, радиальной) экспонирующего излучения с λ = 193 нм, позволяющих на
20% улучшить контраст изображения, а, следовательно, увеличить разрешение и глубину
фокуса и уменьшить неровность ширины линий (line width roughness - LWR), и их
успешное внедрение в промышленные системы обычной (сухой) и иммерсионной ФЛ.
4. Разработка и успешное опробование в промышленных системах обычной и
иммерсионной ФЛ с λ = 193 нм метода двойного экспонирования одного поля, связанного
с разбиением топологического рисунка одного функционального слоя на две части,
содержащие соответственно горизонтальные (X) и вертикальные (Y) топологические
элементы,
сформированные
экспонирование
на
соответствующим
двух
отдельных
линейно
ФШ,
и
поляризованным
их
последовательное
излучением
(с
X
поляризацией и Y поляризацией), созданным с помощью вне осевого дипольного
освещения (double exposure - DE or double dipole lithography - DDL). Метод двойного
экспонирования позволяет преодолеть теоретический предел одиночного экспонирования
для фактора k1 = 0,25 в формуле (6.1) и практически уменьшить его значения до уровня
0,2, и тем самым еще больше повысить разрешение оптической ПФЛ до 30 нм (см. рис.7).
5. Разработка и успешное внедрение для промышленных систем ПФЛ продвинутых
симуляторов (моделирующих программ) и систем автоматического проектирования (САПР)
(computer aided design - CAD or electronic design automation - EDA), позволяющих
рассчитывать на основе технологии интерференционной карты (interference mapping
technology - IMT) и рисовать топологию слоев на ФШ с учетом коррекции эффектов
оптической близости (OPC) в следующих случаях:
- для обычной и иммерсионной ФЛ с различными значениями числовой апертуры,
вплоть до NA = 1,7;
- для различных систем осевого и вне осевого освещения: круговых, кольцевых,
дипольных и квадрупольных;
- для различных видов поляризации экспонирующего излучения: линейной,
азимутальной и радиальной, генерируемой на различных элементах светового тракта;
- с учетом трехмерных эффектов (3-D effects) на фазосдвигающих фотошаблонах
(ФШ) различных видов;
- с учетом разбиения топологического рисунка на две составляющие с
горизонтальными и вертикальными элементами при использовании в схеме двойного
экспонирования.
6. Разработка и успешное внедрение полностью интегрированного для производства
процесса проектирования топологии функциональных слоев (ФС) ИМС (design-formanufacturing - DFM) на основе новых установок проектирования, работающих с гибкими
моделями баз данных (например, модельный стандарт OpenAccess), позволяющего
учитывать в процессе проектирования все ограничения, накладываемые на топологию
ФС:
- многократным использованием техники повышения разрешения (RETs);
- особенностями других технологических операций, например химико-механической
планаризации (ХМП);
- и правилами проектирования,
а также проводить коррекцию и верификацию топологии всего разрабатываемого
кристалла до начала изготовления комплекта ФШ. Процесс DFM значительно ускоряет
проектирование ФШ за счет ликвидации этапа коррекции ФШ по результатам
экспериментальных испытаний и устраняет потери дорогостоящих ФШ из-за неверных
данных.
Таким образом, система иммерсионной ПФЛ с λ = 193 нм на основе воды с
показателем преломления n = 1,44 имеет числовую апертуру NA = 1,3 (теоретический
предел для NA с водой составляет 1,35), поэтому формулу (6.1) для минимального
размера, полученную для k1 = 0,3 и NA = 0,93, можно переписать в виде
Lmin = 0,23 λ,
(6.3)
из которой следует, что при λ = 193 нм можно достичь максимального разрешения Lmin =
45 нм.
Лекция 7. Основные принципы математического моделирования
и отработки режимов процессов оптической фотолитографии
В
настоящее
время
математическое
(компьютерное)
моделирование
фотолитографических процессов широко используется в производстве ИМС и имеет
очень большое значение для правильного выбора топологии фотошаблонов (ФШ) и
режимов проявления фоторезистов (ФР). Исследователи
стремятся максимально
приблизить компьютерные модели к физике фотолитографического процесса. Наиболее
актуальными являются моделирование формирования «воздушного» изображения на
поверхности ФР, скрытого изображения в слое ФР, а также моделирование процессов
постэкспозиционной обработки.
Системы (установки) оптической проекционной фотолитографии (ПФЛ) состоят из
следующих основных узлов: источник освещения, осветительная система, ФШ,
проекционная система и пленка ФР на поверхности пластины. Каждый узел имеет набор
характеристик, который оказывает влияние на качество изображения и структуру слоя ФР.
В компьютерном моделировании необходимо учитывать все эти характеристики и иметь
возможность их оперативного изменения.
В оптической системе ПФЛ освещение ФШ осуществляется по схеме Келера: свет,
излучаемый источником, проходит через осветительную оптическую систему, которая
строит изображение источника в плоскости зрачка проекционного объектива. Между
осветительной системой и проекционным объективом помещается ФШ, на элементах
которого проходящий свет претерпевает дифракцию. Дифрагированное световое
(электромагнитное) поле преобразуется проекционным объективом, и на поверхности ФР
образуется, так называемое «воздушное» изображение.
Интенсивность воздушного изображения не зависит от аберраций осветительной
системы, а зависит только:
-
от
характеристик
освещения:
длины
волны
и
коэффициента
(степени)
когерентности излучения;
- от характеристик ФШ: размера и формы элементов и комплексной функции
пропускания;
- от характеристик проекционного объектива: числовой апертуры, размера и формы
зрачка, коэффициента амплитудного пропускания и аберраций.
В результате сложного взаимодействия света с веществом ФР образуется скрытое
изображение элементов ФШ, структура которого определяется набором оптикофизических параметров ФР.
В системах ПФЛ обычно создается освещение с коэффициентом (степенью)
когерентности σ = 0,3 - 0,8 (см. лекцию 4), и вычисление распределения интенсивности
изображения необходимо проводить не по формуле (4.9) (уравнение Айри, см. лекцию 4),
а по более общим моделям.
При моделировании формирования изображения необходимо учитывать также
распределение яркости по источнику освещения и форму «эффективного» источника.
Необходимо предусмотреть возможность моделирования:
- осевого освещения, когда источник круглой или квадратной формы;
- внеосевого освещения, когда «эффективный» источник имеет форму кольца,
квадруполя и многополюсника;
- освещения, создаваемого источником произвольной формы.
С целью повышения разрешения систем ПФЛ при заданных значениях длины волны и
числовой апертуры используются сложные фазосдвигающие ФШ, поэтому современные
программы
моделирования
фотолитографии
должны
иметь
графический
редактор
фазосдвигающих ФШ с удобными инструментами для создания элементов произвольных
размеров и формы, с произвольным амплитудным пропусканием и фазовым сдвигом.
Необходимо иметь возможность моделирования изображения ФШ в стандартном формате
хранения информации фазосдвигающих ФШ GDS II.
Для
моделирования
формирования
скрытого
изображения
и
процедур
постэкспозиционной обработки необходимо знать физико-химические и оптические
параметры ФР.
При моделировании литографических технологий разработчики нуждаются в
сбалансированном наборе параметров для получения заданного разрешения. Влияние
каждого параметра (длина волны, числовая апертура, степень когерентности, тип ФШ,
геометрия освещения) может быть эффективно изучено с помощью моделирования.
Компьютерное
моделирование
также
используется
для
оптимизации
процессов
оптической ПФЛ, вычисления наиболее эффективных значений параметров проекционной
системы, поиска наилучших топологий фазосдвигающих ФШ при заданных значениях
длины волны, числовой апертуры и степени когерентности освещения.
В производственных условиях отработка технологического режима операции на
конкретной установке может проводиться двумя методами: методом однофакторного
эксперимента и методом многофакторного эксперимента.
Первый метод обычно сводится к получению экспериментальных (эмпирических)
зависимостей значения интегрального показателя качества (ИПК) от операционных
(целенаправленно выставляемых режимных) параметров (при изменении каждого
операционного параметра значения остальных параметров поддерживаются постоянными)
во всем возможном диапазоне их изменения при фиксированных конструкционных и
конструкционно-технологических
параметрах,
параметрах
входной
структуры
и
параметрах уровня. Например, снимается зависимость ухода размера элемента в ФР от
дозы экспонирования при фиксированных значениях глубины фокуса и площади поля
экспонирования.
Такой алгоритм отработки режимов технологических операций получил название
подхода на основе однофакторного эксперимента. При таком подходе по графическим
экспериментальным зависимостям определяются диапазоны значений операционных
параметров (технологические допуска), в которых значения ИПК находятся в требуемых
пределах.
Полученные технологические допуска заносятся в ведомость технологических
режимов на изделие, последовательность действий по проведению операции на
установке - в технологическую инструкцию, требования на параметры входной (на
операцию) и выходной (с операции) структур и методики их контроля - в контрольную
карту, а требования на конструкционные и конструкционно-технологические параметры
установки, а также порядок поддержания параметров уровня, и методики их проверки - в
регламентную и аттестационную документацию.
Если с помощью варьирования операционных параметров во всем допустимом
диапазоне (процессном окне) не удается получить требуемых значений ИПК, то
приступают к изменению конструкционно-технологических или конструкционных
параметров (изменение апертуры системы освещения, переход к вне осевому освещению
и т.д.), т.е. к модернизации установки и регламента ее работы и обслуживания. После
модернизации повторяют отработку технологического режима путем варьирования
операционных и, если это технически возможно, конструкционных параметров. Если и
после модернизации установки не удается получить требуемых значений ИПК, то
производится замена оборудования на более совершенный аналог.
Второй метод отработки режимов технологических операций производится с
помощью многофакторного эксперимента на основе методологии поверхности отклика.
Методология
поверхности
отклика
представляет
собой
совокупность
приемов
планирования эксперимента, т.е. правил его проведения при отработке режима,
устанавливающих
количество
экспериментальных
и
данных
порядок
опытов,
аналитической
и
построение
(полиномиальной)
на
основе
зависимости
(математической модели) исследуемого показателя качества (отклика) от операционных
или
конструкционных
параметров.
Методология
также
предусматривает
оценку
параметров формируемой модели и проверку гипотез о ее статистической значимости.
Подход к отработке режимов технологических операций на основе методологии
поверхности отклика является универсальным по отношению к любым показателям
качества, достаточно точным и базируется на хорошо апробированном математическом и
программном
обеспечении.
Однако,
невозможность
использования
полученных
зависимостей (моделей) вне экспериментально исследованной области и требование к
полному описанию необходимых параметров выходной структуры, делает этот подход
более предпочтительным для отработки режимов обработки полностью описанных
выходных
структур
или
для
выявления
технологических
возможностей
уже
разработанных операций, чем для процесса их разработки.
Моделирование формирования изображения ФШ заключается в вычислении
распределения
интенсивности
воздушного
изображения
и
получении
скрытого
изображения в ФР, и базируется на сложных математических моделях, в основе которых
лежат формулировки классической электродинамики. Эти формулировки по степени
приближения разделяются на скалярные, векторные и строго дифракционные.
Скалярные модели наиболее простые и могут использоваться для расчета
воздушного
изображения.
При
моделировании
высокоапертурных
объективов
и
взаимодействия света с материалом ФШ и ФР необходимо учитывать векторную природу,
что значительно увеличивает объем необходимых вычислений. Векторная модель,
обеспечивая
вычисление
интенсивности
воздушного
изображения,
создаваемого
высокоапертурным объективом, не учитывает эффекты дифракции света на элементах
ФШ и аналогичные эффекты в формируемой неоднородной структуре ФР. Для
моделирования указанных эффектов используются строгие дифракционные модели,
основанные на решении задачи дифракции в неоднородной среде с учетом ее физикохимических и оптических свойств.
Среди программных продуктов моделирования ПФЛ можно выделить следующие:
- основанные на скалярной теории: PROLITH/2, SPLAT, iPHOTO-II, SOLID;
- основанные на векторной теории: TEMPEST, METROPOLE, EMFLEX, DEPICT;
- основанные на 3-х мерной дифракционной теории: SAMLE-3D и 3D-FAIM.
Все указанные программные продукты преодолевают высокую вычислительную
сложность моделирования за счет мощного аппаратного обеспечения в виде рабочих
станций и суперкомпьютеров.
Лекция 8. Оборудование и методы контроля дефектов и технологических
характеристик процессов оптической фотолитографии
Потери (брак) кристаллов на пластине подразделяется на три большие группы:
- брак за счет повторяющихся дефектов,
- брак за счет случайных дефектов
- и систематический параметрический брак за счет не попадания функциональных
характеристик кристаллов ИМС в требуемые допуска.
Повторяющие потери кристаллов связаны с дефектами фотошаблонов (ФШ),
которые в процессе экспонирования и мультиплицирования переносятся на пластину.
Дефект в этом случае это постоянная область ФШ, и одна и та же область одного и того
же кристалла оказывается бракованной на пластине после экспонирования через ФШ.
Следовательно, повторяющие дефекты могут быть легко определены и исправлены до
начала производства ИМС в процессе корректировки ФШ после прохождения пробных
партий пластин.
Систематические потери связаны с отклонением функциональных характеристик
кристаллов ИМС от своих номинальных значений, на что, в свою очередь, влияют
вариации электрофизических параметров элементов микросхем, таких как пороговое
напряжение, диффузионное сопротивление, длина канала транзисторов и т.д. Изменения
электрофизических параметров определяется вариациями технологических характеристик
операций, таких как равномерность и воспроизводимость толщин слоев, размеров и
формы элементов и профилей легирования по пластине и от пластины к пластине.
В свою очередь, вариации технологических характеристик связаны с правильным
выбором и поддержанием постоянства режимов обработки (recipes) на операциях
маршрута. В процессе освоения производства конкретных ИМС проводится постоянное
изучение причин систематического брака с целью его максимального уменьшения.
Случайные дефекты привносятся на поверхность пластин используемыми
процессами, оборудованием и реактивами в виде нежелательных частиц или капель,
которые, высыхая, также превращаются в частицы. Они воздействуют на кристаллы
случайно, не зависимо от топологического рисунка, но могут кластеризоваться
(объединяться) на локальных участках пластины.
Для каждого уровня технологии (УТ) в зависимости от значения минимального
размера элементов на кристаллах ИМС определяется критический (губительный) размер
dcr привносимых частиц. Размеры всех частиц (дефектов), попадающих на пластину,
нормируются к критическому размеру частиц. Дефекты, которые вызывают потери (брак)
кристаллов, называются электрически значимыми или электрически активными
дефектами.
Случайные
потери
кристаллов
сильно
связаны
с
набором
используемого
оборудования и процессов при реализации различных технологических маршрутов.
Причины случайного брака очень трудно понять, и его уменьшение в процессе
производства медленный и сложный процесс.
Средний съем кристаллов с пластины определяется произведением выхода годных
кристаллов с пластины, определяемого случайными дефектами Ychw(D), на выход годных
кристаллов с пластины, определяемый систематическим браком Ychw(δ):
Ychw = Ychw(D)·Ychw(δ).
(8.1)
В настоящее время для расчета выхода годных кристаллов с пластины за счет
случайных дефектов наибольшее распространение получило отрицательное биномиальное
распределение:
Ychw(D)·= {1/[1+(Acr·Do/α)]}α,
(8.2)
где Acr - критическая площадь кристалла, см2; Do - плотность электрически значимых
дефектов, дефект/см2; α - кластерный фактор, б/р.